
Dossier de demande d’autorisation d’exploiter au titre … · Livre IV : Mémoire Hygiène et...
52
Dossier n° EXP34277 – Document n° 17-9217* Département de la Vendée Agglomération de La Roche sur Yon (85000) Zone d’Activités Economiques des Ajoncs Est Projet de création et d’exploitation d’une unité de production de panneaux isolants Dossier de demande d’autorisation d’exploiter au titre des Installations Classées pour la Protection de l’Environnement Livre 1 Descriptif et dossier général
-
Upload
nguyenliem -
Category
Documents
-
view
220 -
download
0
Transcript of Dossier de demande d’autorisation d’exploiter au titre … · Livre IV : Mémoire Hygiène et...

Dossier n° EXP34277 – Document n° 17-9217*
Département de la Vendée
Agglomération de La Roche sur Yon (85000)
Zone d’Activités Economiques des Ajoncs Est
Projet de création et d’exploitation d’une unité de production de panneaux isolants
Dossier de demande d’autorisation d’exploiter au titre des Installations Classées pour la Protection de l’Environnement
Livre 1
Descriptif et dossier général

EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 2
AVERTISSEMENT
Le présent document comprenant les éléments suivants :
� Livre I : Descriptif et dossier général
� Livre II : Etude d’impact sur l’environnement
� Livre III : Etude des dangers
� Livre IV : Mémoire Hygiène et Sécurité
� Résumé non technique du dossier
a été rédigé par Francis GALLION, Ingénieur-conseil, Expert indépendant, Expert de Justice, fondateur et Président d’Honneur de la Compagnie Nationale des Experts de Justice en Environnement, sur la base des éléments techniques, financiers et commerciaux fournis par :
- La société LATTONEDIL SPA MILANO
- La société LATTONEDIL France
Les référentiels utilisés dans ces documents proviennent des institutions et organismes suivants :
- Ministère de l’Environnement - INERIS - INRS - INST - ANSES - FURETOX - OMS - OEHHA - SANTE CANADA - Etc.
EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 3
1 SOMMAIRE
2 TABLE DES ILLUSTRATIONS............................................................................................................................... 5
3 PRESENTATION GENERALE DU PROJET ............................................................................................................ 7
4 IDENTIFICATION DU DEMANDEUR ................................................................................................................... 8
4.1 DONNEES ADMINISTRATIVES ET FINANCIERES ......................................................................................... 8
4.1.1 LE DEMANDEUR : LATTONEDIL FRANCE SAS ....................................................................................... 8
4.1.2 DONNEES ADMINISTRATIVES DE LA SOCIETE LATTONEDIL SPA .......................................................... 8
4.1.3 HISTORIQUE DE LA SOCIETE LATTONEDIL SPA .................................................................................... 8
4.1.4 CAPACITES TECHNIQUES ................................................................................................................... 10
4.1.5 CAPACITES FINANCIERES ................................................................................................................... 10
4.1.6 PERSONNEL ET DONNEES SOCIALES .................................................................................................. 11
5 DESCRIPTIF DU PROJET ................................................................................................................................... 12
5.1 PRESENTATION ........................................................................................................................................ 12
5.2 SITUATION GEOGRAPHIQUE DU PROJET ................................................................................................ 12
5.3 CARACTERISTIQUES ADMINISTRATIVES ET REGLEMENTAIRES DU SITE ................................................. 17
5.4 CARACTERISTIQUES ENVIRONNEMENTALES DU SITE DE PROJET ........................................................... 17
5.5 PRESENTATION TECHNIQUE DU PROJET ................................................................................................. 18
5.5.1 BATIMENT .......................................................................................................................................... 18
5.5.2 PRINCIPE GENERAL DE FABRICATION ................................................................................................ 22
5.5.3 PRINCIPAUX ELEMENTS DU PROCEDE ............................................................................................... 23
5.5.3.1 APPROVISIONNEMENT DE LA LIGNE ......................................................................................... 23
5.5.3.2 MISE EN FORME DES FEUILLES D’ACIER .................................................................................... 23
5.5.3.3 INJECTION DU MELANGE ET CONFORMATION ......................................................................... 24
5.5.3.4 DECOUPE ................................................................................................................................... 26
5.5.3.5 EMPILAGE – FARDELISATION – STOCKAGE - EXPEDITION ......................................................... 26
5.5.4 FONCTIONNEMENT / PRODUCTION .................................................................................................. 28
5.5.5 MATIERES PREMIERES ....................................................................................................................... 28
5.5.6 PROCEDE MIS EN OEUVRE ................................................................................................................. 29
5.5.6.1 FABRICATION DU POLYURETHANE ............................................................................................ 29
5.5.6.1.1 GENERALITES......................................................................................................................... 29
5.5.6.1.2 LES POLYURETHANES FABRIQUES PAR LATTONEDIL FRANCE .............................................. 29
5.5.6.2 TRAVAIL MECANIQUES DES METAUX ........................................................................................ 31
5.5.6.3 FILMAGE DES PANNEAUX .......................................................................................................... 32

EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 4
6 PROPOSITION DE CLASSEMENT AU TITRE DES INSTALLATIONS CLASSEES .................................................... 33
6.1 RAPPEL DE LA REGLEMENTATION APPLICABLE ...................................................................................... 33
6.2 PROPOSITION DE CLASSEMENT .............................................................................................................. 35
6.2.1 4130 – STOCKAGE ET UTILISATION DE PRODUITS TOXIQUES PAR INHALATION .............................. 35
6.2.2 2260 – FABRICATION INDUSTRIELLE DE POLYMERES ........................................................................ 35
6.2.3 3410 – FABRICATION INDUSTRIELLE DE PRODUITS CHIMIQUES ORGANIQUES................................ 35
6.2.4 2661 - TRANSFORMATION DE POLYMERES ....................................................................................... 36
6.2.5 2560 – TRAVAIL MECANIQUE DES METAUX ...................................................................................... 36
6.2.6 ACTIVITES NON CLASSEES .................................................................................................................. 36
6.2.7 RECAPITULATIF DU CLASSEMENT DU PROJET LATTONEDIL France .................................................. 37
6.2.8 CONFORMITE A L’ARRETE MINISTERIEL 2661 DU 27/12/2013 ......................................................... 37
6.3 STATUT DU PROJET ................................................................................................................................. 42
6.4 COMMUNES CONCERNEES PAR LE PROJET (RAYON = 3 km ) ................................................................. 42
7 ANNEXES ........................................................................................................................................................ 44
7.1 REGLEMENT DE ZONE ............................................................................................................................. 44
7.2 EXTRAIT Kbis DE LA SOCIETE LATTONEDIL FRANCE SAS ......................................................................... 45
7.3 RECEPISSE DE DEPOT DE PERMIS DE CONSTRUIRE ................................................................................. 46
7.4 ARRETE 2661 ........................................................................................................................................... 47
7.5 SERVITUDE AERONAUTIQUE ................................................................................................................... 48
7.6 FICHES DE DONNES DE SECURITE DES PRODUITS UTILISES .................................................................... 49
7.6.1 Iso PMDI 92410 – Diisocyanate-4,4’ de diphénylméthane (isocyanate) ........................................... 49
7.6.2 Elastopor H 1131/91/0 (polyol) ......................................................................................................... 50
7.6.3 NN Diméthylcyclohexylamine (catalyseur) ........................................................................................ 51
7.6.4 Pentane 90/10AE ............................................................................................................................... 52
EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 5
2 TABLE DES ILLUSTRATIONS
Figure 1 - Implantation européenne du Groupe LATTONEDIL - y compris le présent projet .................................. 9
Figure 2 - Evolution du chiffre d'affaires de LATTONEDIL ..................................................................................... 11
Figure 3 – Implantation du projet - Vue aérienne locale (Google Maps) .............................................................. 13
Figure 4 - Position du site par rapport aux limites communales ........................................................................... 13
Figure 5 - Implantation du projet - Vue aérienne locale (Google Maps)............................................................... 14
Figure 6 - Plan de situation de la zone "Les Ajoncs Est" ........................................................................................ 14
Figure 7 - Zone "Les Ajoncs Est" - Situation du terrain retenu pour le projet (Vendée Expansion) ...................... 15
Figure 8 - Avant-projet d'implantation du bâtiment sur le terrain ....................................................................... 16
Figure 9 - Localisation des parois à protection thermique renforcée ................................................................... 19
Figure 10 - Détail de la zone de bureaux et de l'interface avec l'atelier ............................................................... 19
Figure 11 - Aperçu architectural du projet ............................................................................................................ 20
Figure 12 - Aperçu architectural du projet - Vue sur l'accueil et la zone administrative ...................................... 20
Figure 13 - Coupe transversale sur atelier............................................................................................................. 21
Figure 14 - Plan en coupe de l'atelier et des bureaux ........................................................................................... 21
Figure 15 - Coupe transversale sur stockages (zone technique) ........................................................................... 21
Figure 16 - Schéma d'un panneau isolant dit « panneau sandwich » ................................................................... 22
Figure 17 - Zone de stockage (orange) et zone de chargement de la ligne (jaune) .............................................. 23
Figure 18 - Exemples de lignes de profilage de tôles ............................................................................................ 24
Figure 19 - Zone de préchauffage .......................................................................................................................... 24
Figure 20 - Zone de mise en forme et de réchauffage .......................................................................................... 24
Figure 21 – Exemple d’unité de préparation du mélange Figure 22 - Exemple de sortie d'un panneau du conformateur 25
Figure 23 - Zone de "moussage" et de conformation ........................................................................................... 25
Figure 24 - Exemple de système de découpe à l'avancement .............................................................................. 26
Figure 25 - Zone de découpe ................................................................................................................................. 26
Figure 26 - Exemple de vireur et d'empileur ......................................................................................................... 27
Figure 27 - Zones de fardélisation et de préparation au stockage et à l'expédition ............................................. 27
Figure 28 - Stockage sur parc extérieur en attente d'enlèvement ........................................................................ 27
Figure 29 - Zone de stockage des produits destinés à la fabrication du polyuréthane expansé .......................... 28
Figure 30 - Schéma de principe de la préparation du mélange composant la résine polyuréthane .................... 31

EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 6

EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 7
3 PRESENTATION GENERALE DU PROJET
La société LATTONEDIL FRANCE envisage la création d’une unité de fabrication de panneaux isolants à âme de résine polyuréthane expansée, dits : « panneaux sandwich », sur un terrain lui appartenant situé dans la zone d’activité des Ajoncs Est, sur la commune de LA FERRIERE ressortissant de l’AGGLOMERATION DE LA ROCHE SUR YON dans le département de la Vendée (85).
L’implantation géographique est développée plus avant dans ce dossier et dans le Livre 2 : Etude d’Impact sur l’Environnement.
La société LATTONEDIL FRANCE est une émanation de la société de droit italien, LATTONEDIL SPA MILANO, en partenariat avec des industriels français : les sociétés HD85 et SELMA.
La décision de construire en France une usine pour la production de certains types de panneaux isolants, actuellement fabriqués en Italie par LATTONEDIL SPA MILANO, est déduite de la synthèse d'une étude attentive du marché français.
Le volume des ventes de la société LATTONEDIL SPA MILANO dans les années 2013 - 2015 est de plus de 400.000 m²/an. Ces panneaux sont fabriqués en Italie et exportés sur le marché français.
À ce jour, la société LATTONEDIL SPA commercialise ses produits en France par l'intermédiaire d’un réseau commercial dirigé par Monsieur Filippo REGOLI qui centralise les commandes et les transmet pour exécution à la maison mère. Les produits sont fabriqués et distribués directement à partir de l'Italie avec une incidence élevée des coûts de transport.
Aujourd'hui les exportations de LATTONEDIL Groupe sur le marché français représentent plus de 400.000 m²/an pour un chiffre d’affaires de plus de 5 millions d'euros.
Ces excellents résultats ont conduit la société LATTONEDIL SPA MILANO à envisager la possibilité de créer une unité de production en France de manière à alimenter directement le marché local sans que les prix soient impactés par une incidence excessive des coûts de transport.
Par ailleurs, l'expérience acquise lors de la commercialisation du produit livré directement à partir de l'Italie laisse à penser que la disponibilité d’une production locale, directe, peut faciliter l'acquisition de nouvelles parts de marché.
En fait, l’incidence de la suppression des frais de transport laisse augurer d’une bonne compétitivité des produits fabriqués localement, à qualité égale.
Enfin, l’implantation d’une unité de production au cœur d’une zone de chalandise s’étendant sur l’Ouest de la France, associée à une gestion locale directe, devrait optimiser la mise en place d’un réseau de vente très motivé et qualifié, désireux de démontrer sa capacité à attirer de nouveaux clients.
EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 8
4 IDENTIFICATION DU DEMANDEUR
4.1 DONNEES ADMINISTRATIVES ET FINANCIERES
4.1.1 LE DEMANDEUR : LATTONEDIL FRANCE SAS
- Dénomination : LATTONEDIL FRANCE SAS - RCS : 824 164 347 RCS LA ROCHE SUR YON - Forme juridique : Société par actions simplifiée (SAS) - Constitution de la société : 05/12/2016 - Capital social : 20 000 € - Siège social : Moulin des Chauvières – 85000 LA ROCHE SUR YON (France) - N° de SIRET : 82416434700018 - Code NAF : 2511Z - Président : Monsieur Sergio BETTIO
L’actionnaire principal de cette société de droit français est la société LATTONEDIL SPA, dont les caractéristiques sont développées ci-dessous.
L’extrait Kbis de la société LATTONEDIL FRANCE figure en annexe 7.2.
4.1.2 DONNEES ADMINISTRATIVES DE LA SOCIETE LATTONEDIL SPA
- Siège social : 12, Degli Olivétan - 20123 MILANO - Etablissement : 14 Degli Artigiani - 22060 CARIMATE (Côme) - Téléphone : 031-791377 - Constitution de la société : 1969 - Capital social : 5 000 000 € - REA : 1430495 - Code fiscal : 03138670132 - Président : Monsieur Giulietto BETTIO - Administrateur délégué : Monsieur Sergio BETTIO - Conseillers : Messieurs Ettore BETTIO, Giovanni BETTIO, Silvano BETTIO
4.1.3 HISTORIQUE DE LA SOCIETE LATTONEDIL SPA
La société LATTONEDIL est une entreprise familiale créée en 1969 en Lombardie, dans le Nord de l’Italie, par la famille BETTIO.
Initialement, sa vocation était le montage des panneaux isolants en toiture et en parement vertical (murs).
Rapidement, la société s’est lancée dans la production de ses propres panneaux métalliques isolants ; la première ligne de production est opérationnelle fin 1993.
En quelques années, l’activité se développe fortement puisque, dès 2002, la société réalise un chiffre d'affaires de 38 millions d’euros. Ce développement est à la base de la stratégie de croissance du Groupe LATTONEDIL. En effet, 2002 voit l'installation de la seconde ligne de production à Carimate dans la province de Côme, à proximité de Milan (siège historique de la société), puis la construction de l'usine de production en Calabre, puis encore l'installation de la troisième ligne de production en Carimate en Février 2008.
EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 9
Il convient de noter que la réalisation de l’usine de Crotone, en Calabre, est entrée dans le cadre du plan national de financement préparé par le gouvernement Italien en 2000 pour soutenir, par des contributions financières et réglementaires favorables, l'investissement et le développement des entreprises et de l'emploi dans les zones défavorisées de l’Italie du Sud.
� Ainsi, à partir de sa première unité de production de Carimate, la société s’est spécialisée et est devenue l’une des leaders de la fabrication de panneaux isolants pour le bâtiment.
En 2008, l'usine de Carimate produit des panneaux isolants spéciaux, appelés TTCOPPO, destinés au marché la construction résidentielle.
En 2012, c’est la construction de la filiale Lattonedil DE GmbH, en Allemagne, puis au cours du troisième trimestre, l'acquisition de 50% des parts de la société espagnole Panelais Producciones Sa.
Enfin, en 2016, construction de la nouvelle usine Lattonedil Bih Doo en République serbe de Bosnie-Herzégovine, aujourd’hui en voie d'achèvement.
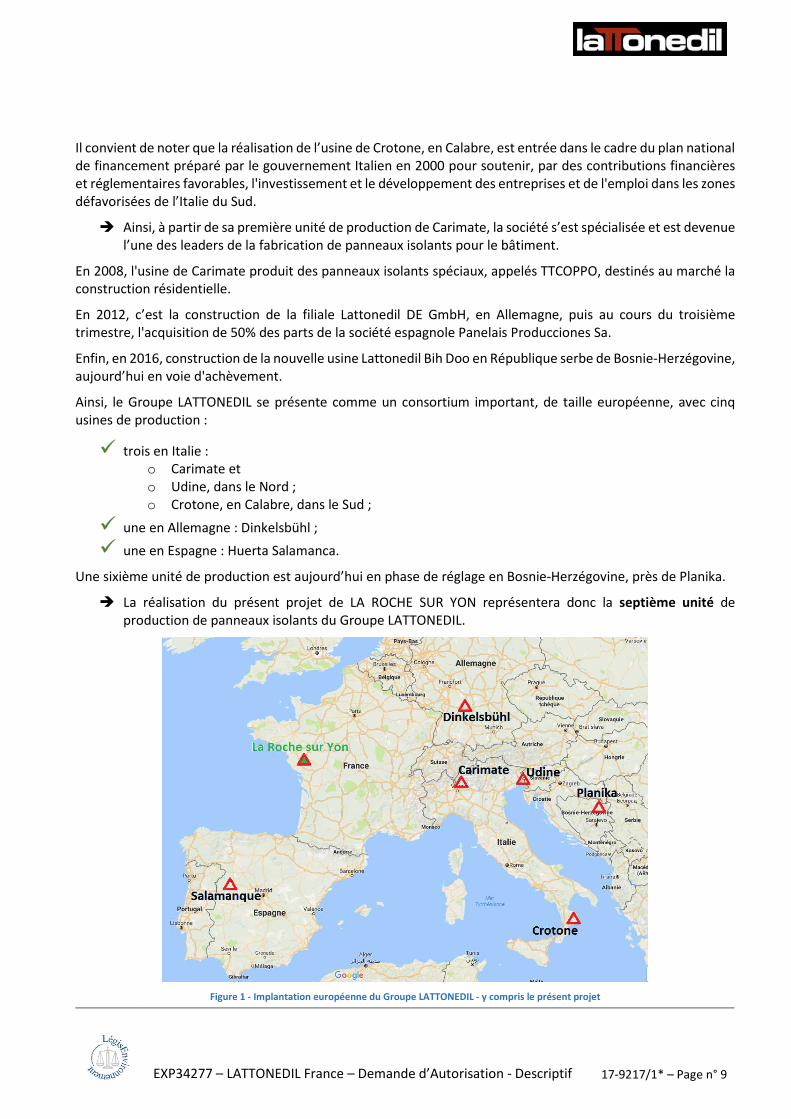
Ainsi, le Groupe LATTONEDIL se présente comme un consortium important, de taille européenne, avec cinq usines de production :
� trois en Italie : o Carimate et o Udine, dans le Nord ; o Crotone, en Calabre, dans le Sud ;
� une en Allemagne : Dinkelsbühl ;
� une en Espagne : Huerta Salamanca.
Une sixième unité de production est aujourd’hui en phase de réglage en Bosnie-Herzégovine, près de Planika.
� La réalisation du présent projet de LA ROCHE SUR YON représentera donc la septième unité de production de panneaux isolants du Groupe LATTONEDIL.
Figure 1 - Implantation européenne du Groupe LATTONEDIL - y compris le présent projet
EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 10
4.1.4 CAPACITES TECHNIQUES
Avec cinq usines opérationnelles, une sixième en phase de démarrage, le Groupe LATTONEDIL est aujourd’hui l’un des leaders européens sur le marché de la production de panneaux isolants.
Le savoir-faire de LATTONEDIL touche tous les secteurs de la construction où les panneaux isolants peuvent être mis en œuvre, notamment :
� L’industrie
� Le secteur de l’élevage agricole
� L’habitat résidentiel
Les produits fabriqués par LATTONEIL revendiquent la conformité aux normes de qualité en application dans les pays de l’Union Européenne, notamment appliquées au marquage "CE":
� UNI EN 14782: 2006 et UNI EN 14783: 2006 pour les tôles ondulées
� UNI EN 14509: 2007 pour les panneaux métalliques isolés avec double feuille
� ETAG 016 pour les panneaux en tôle simple
� BAUFSICHTLICHE Zulassung Z - 10,49 à 538
� AVIS TECHNIQUE
Le Groupe LATTONEDIL, à l’évidence, bénéficie d’une maîtrise technique exceptionnelle dans la fabrication de panneaux sandwich isolants, qui lui permet entre autres, de disposer d’une utilisation particulièrement performante des produits chimiques qui concourent à cette production, notamment par le choix des produits présentant la toxicité la plus faible (ISO PMDI 92410), la sécurité la plus forte (Pentane 90/10 AE).
L’ensemble représente un savoir-faire particulièrement efficace dont on peut déjà voir les effets dans les usines d’Italie, d’Allemagne, d’Espagne, de Bosnie, et qu’il est permis d’espérer voir bientôt en France.
4.1.5 CAPACITES FINANCIERES
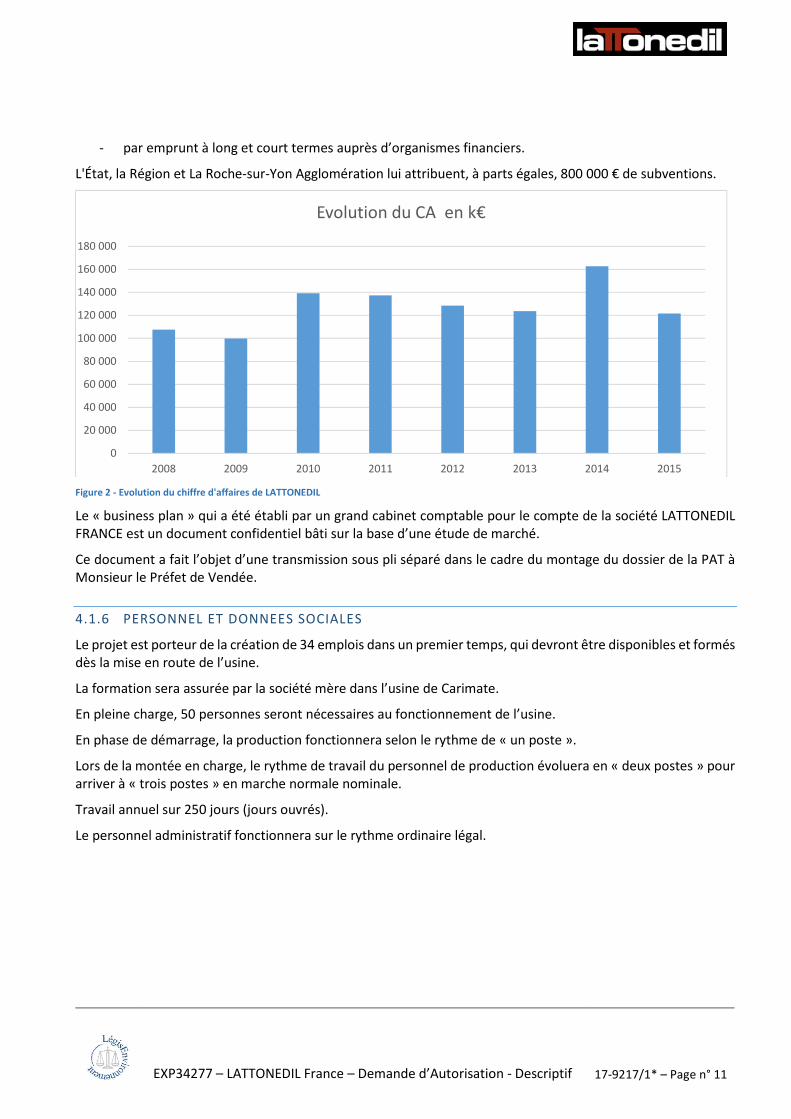
La société est passée d'un chiffre d'affaires de 107 millions d'euros en 2008 à un chiffre d'affaires de 121 millions d'euros à la fin de 2015, une constante qui maintient la croissance commerciale depuis plusieurs années maintenant.
La société, qui réalise environ 23% de ses ventes hors d’Italie, pourrait augmenter considérablement sa présence sur le marché français si sa compétitivité n’était pas pénalisée par l'impact significativement négatif des coûts du transport.
C’est bien l’objet du présent projet : produire au cœur de la zone de chalandise pour réduire au maximum l’incidence des frais de transports.
L’existence et le développement de la société LATTONEDIL, qui a réalisé un chiffre d’affaires global de plus de 121 millions d’euros en 2015 (plus de 162 millions en 2014), montre assez les capacités financières du demandeur à mener le projet à son terme et à l’exploiter dans les règles de l’art et en conformité à la réglementation.
LATTONEDIL investit 10,4 millions d’euros dans ce projet, non compris la constitution du stock de matières premières pour lancer la production, estimé à 2 millions d’euros.
Le financement de l’opération s’effectuera :
- par apport direct des actionnaires de la société LATTONEDIL France, pour un total de 4 M€,
EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 11
- par emprunt à long et court termes auprès d’organismes financiers.
L'État, la Région et La Roche-sur-Yon Agglomération lui attribuent, à parts égales, 800 000 € de subventions.
Figure 2 - Evolution du chiffre d'affaires de LATTONEDIL
Le « business plan » qui a été établi par un grand cabinet comptable pour le compte de la société LATTONEDIL FRANCE est un document confidentiel bâti sur la base d’une étude de marché.
Ce document a fait l’objet d’une transmission sous pli séparé dans le cadre du montage du dossier de la PAT à Monsieur le Préfet de Vendée.
4.1.6 PERSONNEL ET DONNEES SOCIALES
Le projet est porteur de la création de 34 emplois dans un premier temps, qui devront être disponibles et formés dès la mise en route de l’usine.
La formation sera assurée par la société mère dans l’usine de Carimate.
En pleine charge, 50 personnes seront nécessaires au fonctionnement de l’usine.
En phase de démarrage, la production fonctionnera selon le rythme de « un poste ».
Lors de la montée en charge, le rythme de travail du personnel de production évoluera en « deux postes » pour arriver à « trois postes » en marche normale nominale.
Travail annuel sur 250 jours (jours ouvrés).
Le personnel administratif fonctionnera sur le rythme ordinaire légal.
0
20 000
40 000
60 000
80 000
100 000
120 000
140 000
160 000
180 000
2008 2009 2010 2011 2012 2013 2014 2015
Evolution du CA en k€

EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 12
5 DESCRIPTIF DU PROJET
5.1 PRESENTATION
L’objectif de la société LATTONEDIL France pour le site de LA ROCHE SUR YON est la production de deux millions de mètres-carrés de panneaux sandwich de manière à être en position de livrer au plus près ses clients français.
A partir de ce cahier des charges simple, les partenaires de la société ont recherché une implantation :
� dont l’accès routier soit aisé, tant pour la réception des matières premières que pour l’expédition des produits finis ;
� dont l’environnement permette la construction puis l’exploitation d’un ensemble industriel.
Au terme de ces démarches préparatoires, le choix s’est arrêté sur le département de la Vendée, dont le dynamisme économique est exemplaire, puis sur l’aire géographique de sa capitale LA ROCHE SUR YON dont les offres répondaient aux besoins comme aux attentes des porteurs de projet.
In fine, la zone d’activités en développement des Ajoncs Est disposait d’un terrain dont la configuration et la contenance (38 472 m²) semblent permettre l’implantation du projet.
Il s’agit d’un terrain nu, appartenant antérieurement à VENDEE EXPANSION, 33 rue de l'Atlantique - CS 80 206, 85000 LA ROCHE-SUR-YON, dont la société demanderesse, SAS LATTONEDIL FRANCE, a fait l’acquisition en décembre 2016.
� Le projet fait parallèlement l’objet d’une demande de permis de construire, dont récépissé de dépôt
en § 7.3.
5.2 SITUATION GEOGRAPHIQUE DU PROJET
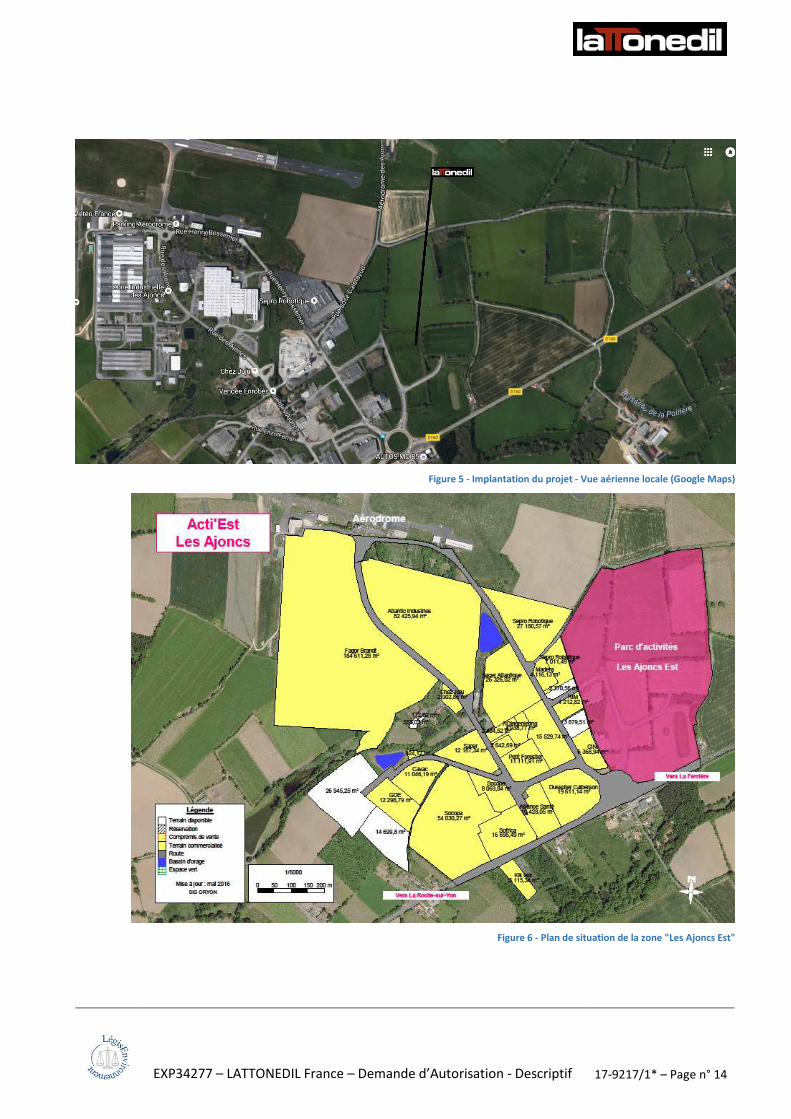
La nouvelle unité de production du groupe LATTONEDIL sera implantée dans le département de la Vendée, sur la commune de LA FERRIERE, dans la zone d’activités des Ajoncs Est.
Ce site se trouve à environ 5 km du centre de la ROCHE SUR YON vers le Nord-Est et 4,5 km de celui de LA FERRIERE vers le Sud-Ouest (Cf. figures suivantes).
Le terrain du site de projet est localisé au lieu-dit « La Boissaudière » et cadastré YB 83 commune de 85280 LA FERRIERE.
L’adresse de ce site est : « La Boissaudière » - ZA des Ajoncs Est – 85280 LA FERRIERE.

EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 13
Figure 3 – Implantation du projet - Vue aérienne locale (Google Maps)
Figure 4 - Position du site par rapport aux limites communales
EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 14
Figure 5 - Implantation du projet - Vue aérienne locale (Google Maps)
Figure 6 - Plan de situation de la zone "Les Ajoncs Est"

EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 15
Figure 7 - Zone "Les Ajoncs Est" - Situation du terrain retenu pour le projet (Vendée Expansion)
EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 16
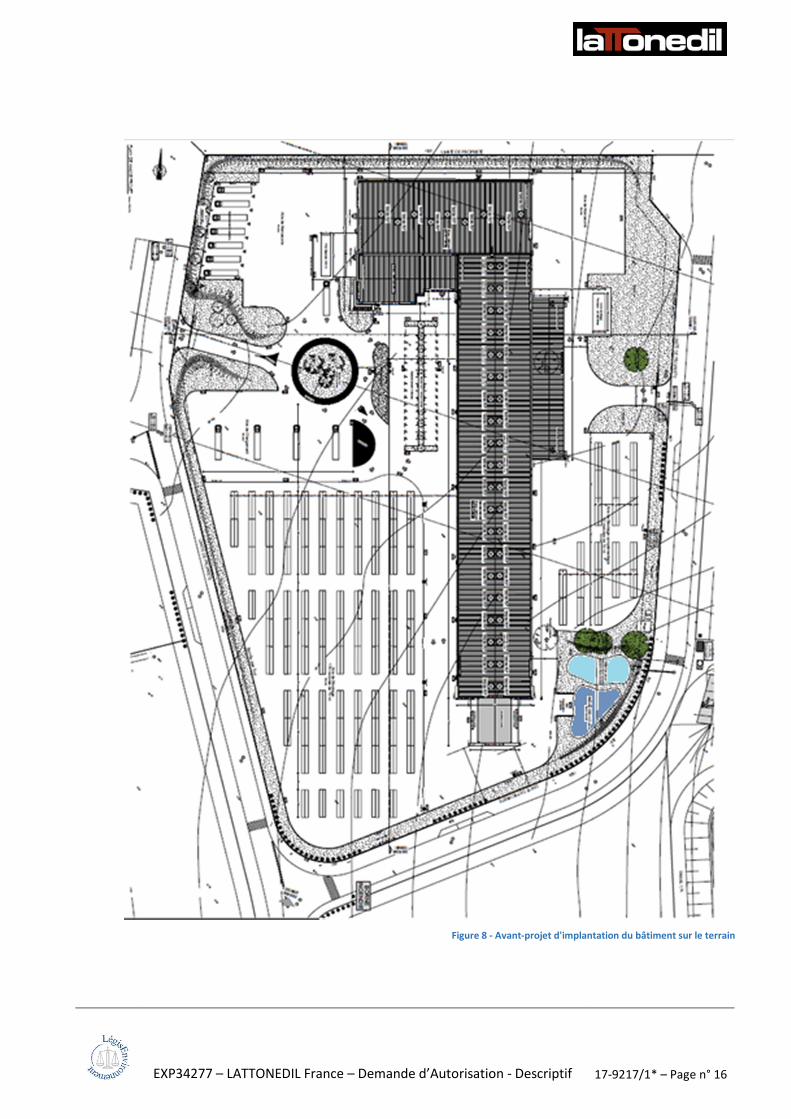
Figure 8 - Avant-projet d'implantation du bâtiment sur le terrain

EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 17
5.3 CARACTERISTIQUES ADMINISTRATIVES ET REGLEMENTAIRES DU SITE
Pour sa construction et notamment tout ce qui concerne l’occupation du sol, le projet est soumis aux réglementations usuelles qui régissent l’urbanisme d’une manière générale, au règlement particulier applicable à la zone tel qu’il ressort notamment du Plan local d’urbanisme.
Du fait de la proximité de l’aérodrome de LA ROCHE SUR YON – LES AJONCS, il convient de répondre aux servitudes aéronautiques afférentes.
L’exploitation de l’unité industrielle requiert quant à elle l’autorisation de Monsieur le Préfet de la Vendée au titre de la Réglementation des Installations Classées pour la Protection de l’Environnement (Cf. infra - § 6).
5.4 CARACTERISTIQUES ENVIRONNEMENTALES DU SITE DE PROJET
Le terrain support du projet est situé en zone AUe « zone réservée pour l’implantation de constructions à
caractère industriel, artisanal, commercial et de bureaux », le voisinage du projet de site est donc constitué de sites d’activités industrielles, artisanales ou commerciales. Autour de la zone, l’environnement est essentiellement rural, avec la présence de prairies. Au Nord-Ouest se trouve l’aérodrome de LA ROCHE SUR YON.
Si le terrain est situé sur le territoire de la commune de LA FERRIERE, il est limitrophe de celui de la Ville de LA ROCHE SUR YON.
Les autres communes limitrophes à la zone d’implantation du projet sont DOMPIERRE SUR YON et LA CHAIZE LE VICOMTE.
L’environnement immédiat du projet est constitué de terrains agricoles associés à des habitations, et, notamment à l’Ouest et au Nord, d’établissements industriels et artisanaux, dont TRIVALIS, ATLANTIC INDUSTRIE, VENDEE ENROBES, FAGOR BRANDT, SOCOPA, SOFRICA, SEPRO ROBOTIQUE. Aucune installation relevant du régime SEVESO n’est recensée à proximité.
En dehors de l’aérodrome, susceptible d’accueillir des voyageurs, il n’y a aucun « établissement recevant du public » (ERP) à proximité (et à moins de 500 m).

EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 18
5.5 PRESENTATION TECHNIQUE DU PROJET
L'usine est conçue et sera construite pour la production de panneaux isolants, leur découpe et leur conditionnement avant expédition.
5.5.1 BATIMENT
La ligne de fabrication des panneaux sandwich est linéaire et mesure près de 160 m de longueur. Le bâtiment qui l’abritera sera « en L ». Ce bâtiment unique aura les caractéristiques principales suivantes :
� Longueur : 187,95 m
� Largeur : 27,26 m
� Zone de stockage des bobines : 63,56 m x 27,13 m
� Bureaux : 630 m²
Le bâtiment s’articulera autour de quatre zones :
1. Une zone MAGASIN comprenant un espace de stockage de bobines d’acier approvisionnée en façade
Ouest. Cet espace permet l’approvisionnement de la ligne située dans la zone Atelier.
2. Une zone ATELIER recevant la ligne de fabrication où l’on retrouve une zone de chargement, un espace
de mise en forme des feuilles d’acier, une zone pour l’injection du mélange et de confortation, l’espace
découpe et enfin une zone d’empilage, de fardélisation et de stockage. Les panneaux fabriqués seront
évacué du bâtiment par tapis roulant sous l’auvent et vers les zones de stockage extérieures par chariots
de manutention.
3. Une ZONE TECHNIQUE en façade Est de plus petite dimension recevant l’ensemble des produits destinés
à la fabrication du polyuréthane expansé, en particulier 4 réservoirs aériens de 40 m3 et un réservoir
souterrain de 25 m3 destiné au Pentane.
4. Une zone BUREAUX ADMINISTRATIFS recevant l’ensemble des besoins lié à la gestion et à l’organisation
de l’entreprise ainsi qu’à l’accueil des visiteurs. Cet espace recevra les locaux sociaux et les espaces
sanitaires nécessaires en relation avec les espaces de stockage et d’atelier de l’unité de fabrication.
Le bâtiment sera réalisé en ossature métallique avec les façades traitées en panneaux sandwiches1 permettant de véhiculer l’image de l’entreprise.
� Les parois seront constituées de panneaux sandwich isolants LATTONEDIL ISOPAR, conçus pour un emploi sur des parois nécessitant d’un haut degré de résistance au feu (Résine « PIR »)(Résistance au feu : ½ h).
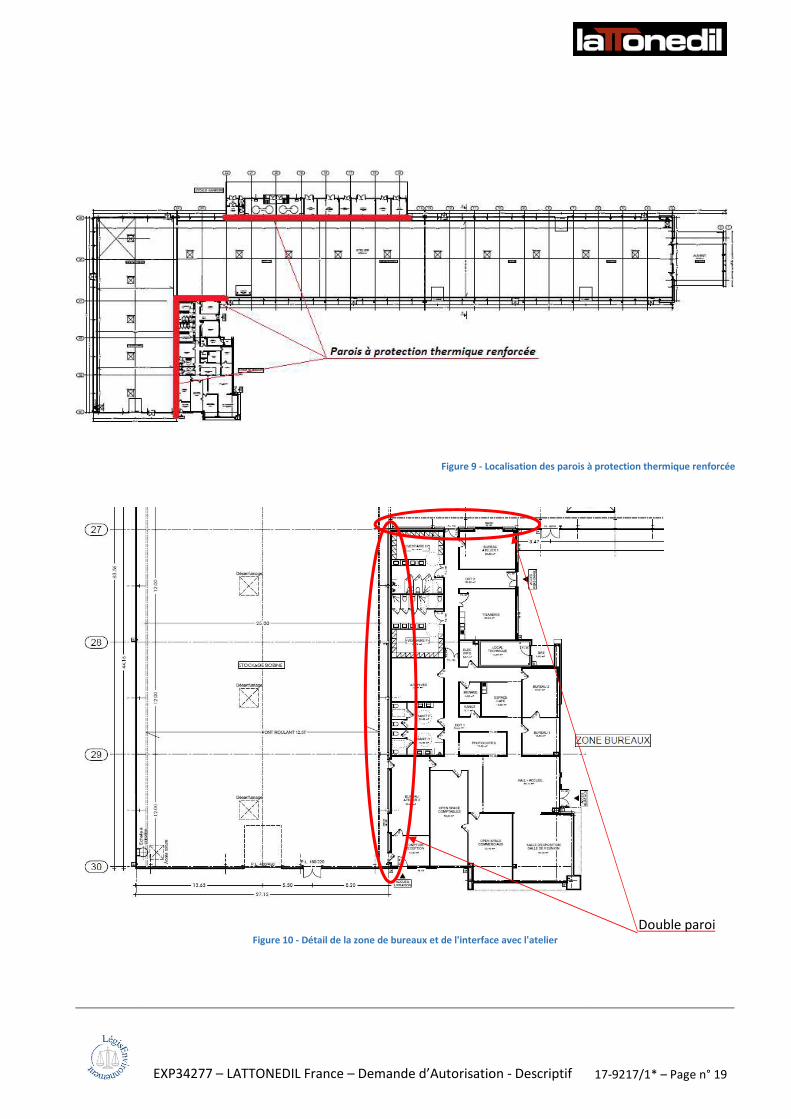
La protection de la zone technique et de la zone de bureaux contre la propagation d’un éventuel incendie sera assurée par une double paroi de panneaux PIR assurant une protection de degré 1 heure. Les portes de communication avec l’atelier seront de degré « pare-flamme » ½ heure.
1 Les coloris mis en œuvres seront une mixité des RAL 9006-7015-3001.
EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 19
Figure 9 - Localisation des parois à protection thermique renforcée
Figure 10 - Détail de la zone de bureaux et de l'interface avec l'atelier
Double paroi

EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 20
La couverture sera également en panneaux sandwiches avec une pente à 10% mais les remontées d’acrotères permettront de définir une image épurée du bâtiment. La signalétique sera simplement définie par le traitement de l’auvent en façade Sud ainsi que par la volumétrie et le code couleur choisi pour l’ensemble des bureaux administratifs.
Figure 11 - Aperçu architectural du projet
Figure 12 - Aperçu architectural du projet - Vue sur l'accueil et la zone administrative

EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 21
Figure 13 - Coupe transversale sur atelier
Figure 14 - Plan en coupe de l'atelier et des bureaux
Figure 15 - Coupe transversale sur stockages (zone technique)

EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 22
5.5.2 PRINCIPE GENERAL DE FABRICATION
Les panneaux isolants sont constitués de deux plaques métalliques (supérieur et inférieur) qui peuvent avoir une forme différente. La partie centrale est remplie par un matériau isolant.
Le matériau isolant qui sera mis en œuvre ici est la mousse de polyuréthane qui est fabriquée extemporanément par injection d’un mélange d’isocyanate, de polyol et de pentane, en présence d’un catalyseur, entre les deux tôles préformées juste en amont des points d’injection.
L’isocyanate et le polyol réagissent pour former un uréthane, qui se polymérise2 pour former un polymère, le polyuréthane. L’évaporation du pentane, qui ne réagit pas avec les composants initiaux, permet de « faire gonfler » la résine qui s’expanse pour former une « mousse » dont les caractéristiques thermiques et phoniques sont requises pour ce type de matériau.
Figure 16 - Schéma d'un panneau isolant dit « panneau sandwich »
Les faces extérieures et intérieures sont réalisées à partir de deux bobines de feuilles d’acier (ou éventuellement d’aluminium). Chaque bobine en fabrication est suivie d'une deuxième placée sur un berceau porte-bobines afin de permettre une production en continu.
Les feuilles métalliques sont façonnées mécaniquement au profil demandé par passage au travers d’un système de rouleaux et de galets pour donner l'aspect souhaité au panneau fini.
Les plaques de panneaux (intérieure et extérieure) sont ensuite passées dans un four de préchauffage, juste avant l’injection du mélange devant former la mousse expansée. L’injection a lieu dans une enceinte spécifique et sécurisée de la chaine de fabrication (zone ATEX3). Ensuite, les deux plaques et la mousse en expansion traversent un conformateur réglé à l’épaisseur souhaitée de manière que l’ensemble adhère fermement durant le temps de durcissement de la mousse.
Puis le panneau ainsi obtenu est introduit dans le dispositif qui réalise la découpe des panneaux à la longueur voulue. Ce dispositif de coupe est contenu dans une cabine insonorisante à l'intérieur duquel il y a également un système d'aspiration de poussières.
Au moyen de transporteurs à rouleaux motorisés appropriés, le panneau est transféré sur la chargeuse à portique, qui prévoit empile les panneaux de manière à former un fardeau prêt à stocker et/ou à être expédié.
2 La polymérisation est une réaction chimique par laquelle de petites molécules réagissent entre elles, en chaîne, pour former de grandes
molécules de fortes à très fortes masses molaires. 3 Une zone ATEX est une zone dans laquelle une « atmosphère » explosible est susceptible de se créer.
EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 23
5.5.3 PRINCIPAUX ELEMENTS DU PROCEDE
On peut détailler la ligne de production en zones homogènes :
5.5.3.1 APPROVISIONNEMENT DE LA LIGNE
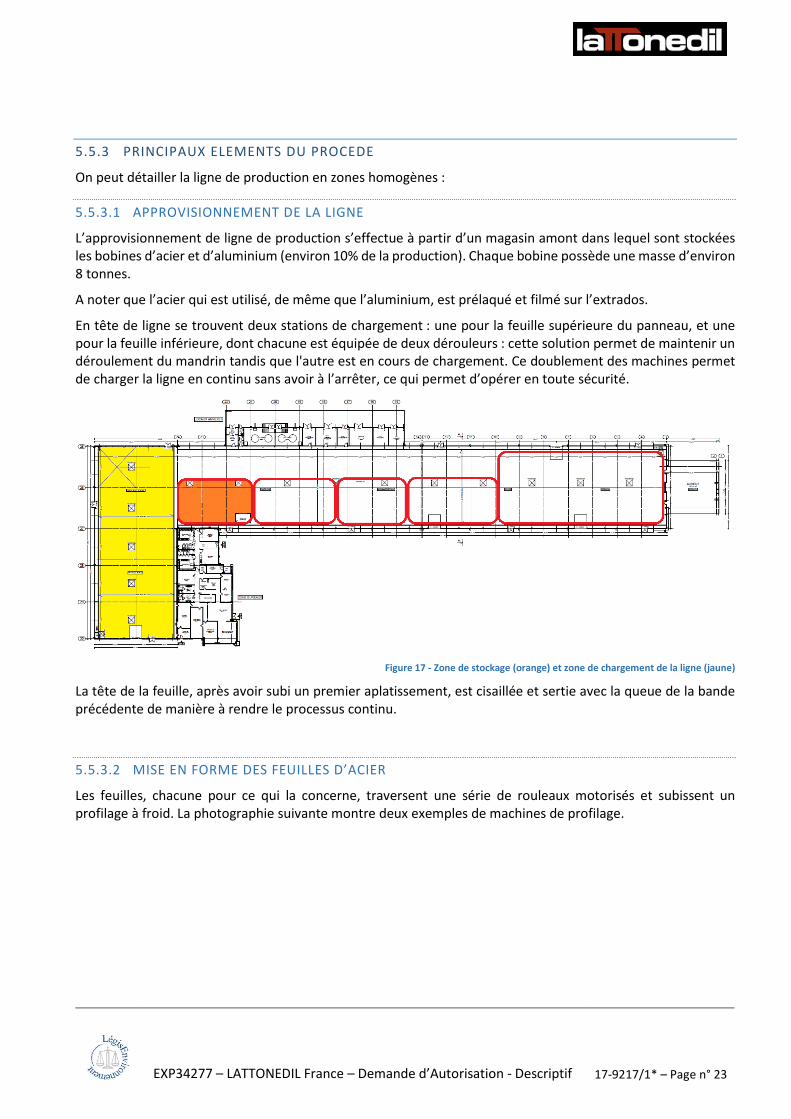
L’approvisionnement de ligne de production s’effectue à partir d’un magasin amont dans lequel sont stockées les bobines d’acier et d’aluminium (environ 10% de la production). Chaque bobine possède une masse d’environ 8 tonnes.
A noter que l’acier qui est utilisé, de même que l’aluminium, est prélaqué et filmé sur l’extrados.
En tête de ligne se trouvent deux stations de chargement : une pour la feuille supérieure du panneau, et une pour la feuille inférieure, dont chacune est équipée de deux dérouleurs : cette solution permet de maintenir un déroulement du mandrin tandis que l'autre est en cours de chargement. Ce doublement des machines permet de charger la ligne en continu sans avoir à l’arrêter, ce qui permet d’opérer en toute sécurité.
Figure 17 - Zone de stockage (orange) et zone de chargement de la ligne (jaune)
La tête de la feuille, après avoir subi un premier aplatissement, est cisaillée et sertie avec la queue de la bande précédente de manière à rendre le processus continu.
5.5.3.2 MISE EN FORME DES FEUILLES D’ACIER
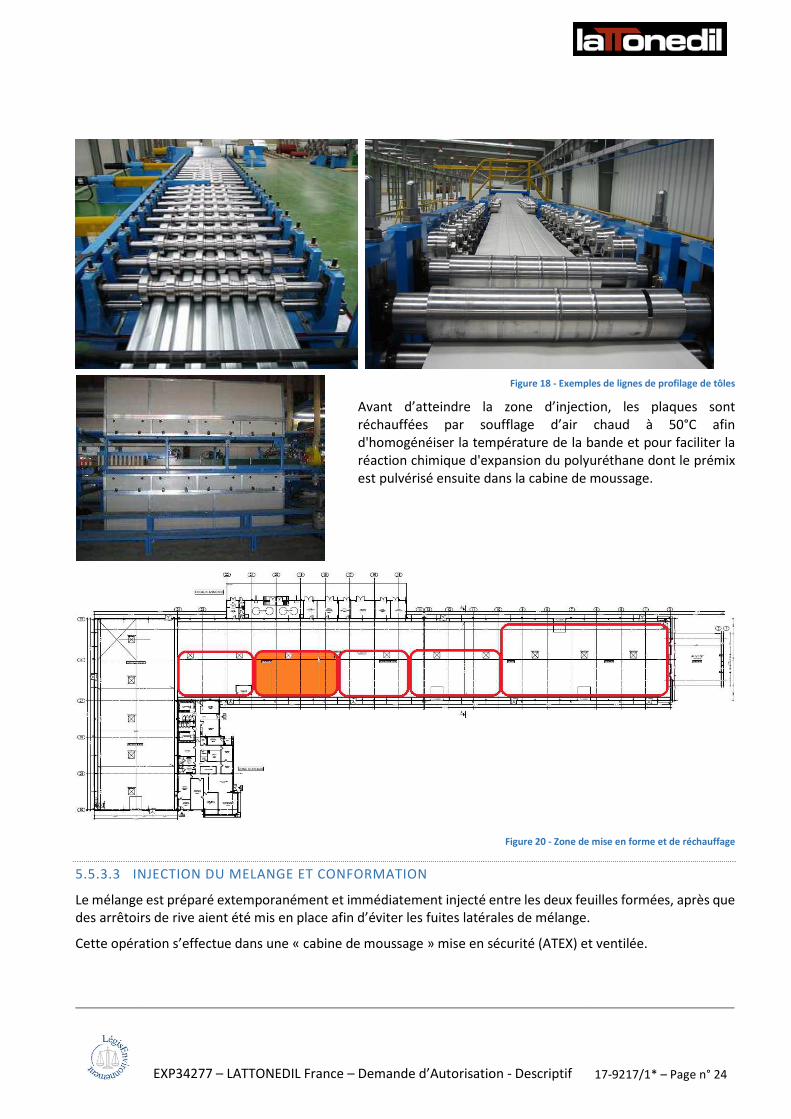
Les feuilles, chacune pour ce qui la concerne, traversent une série de rouleaux motorisés et subissent un profilage à froid. La photographie suivante montre deux exemples de machines de profilage.
EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 24
Figure 18 - Exemples de lignes de profilage de tôles
Avant d’atteindre la zone d’injection, les plaques sont réchauffées par soufflage d’air chaud à 50°C afin d'homogénéiser la température de la bande et pour faciliter la réaction chimique d'expansion du polyuréthane dont le prémix est pulvérisé ensuite dans la cabine de moussage.
Figure 19 - Zone de préchauffage
Figure 20 - Zone de mise en forme et de réchauffage
5.5.3.3 INJECTION DU MELANGE ET CONFORMATION
Le mélange est préparé extemporanément et immédiatement injecté entre les deux feuilles formées, après que des arrêtoirs de rive aient été mis en place afin d’éviter les fuites latérales de mélange.
Cette opération s’effectue dans une « cabine de moussage » mise en sécurité (ATEX) et ventilée.
EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 25
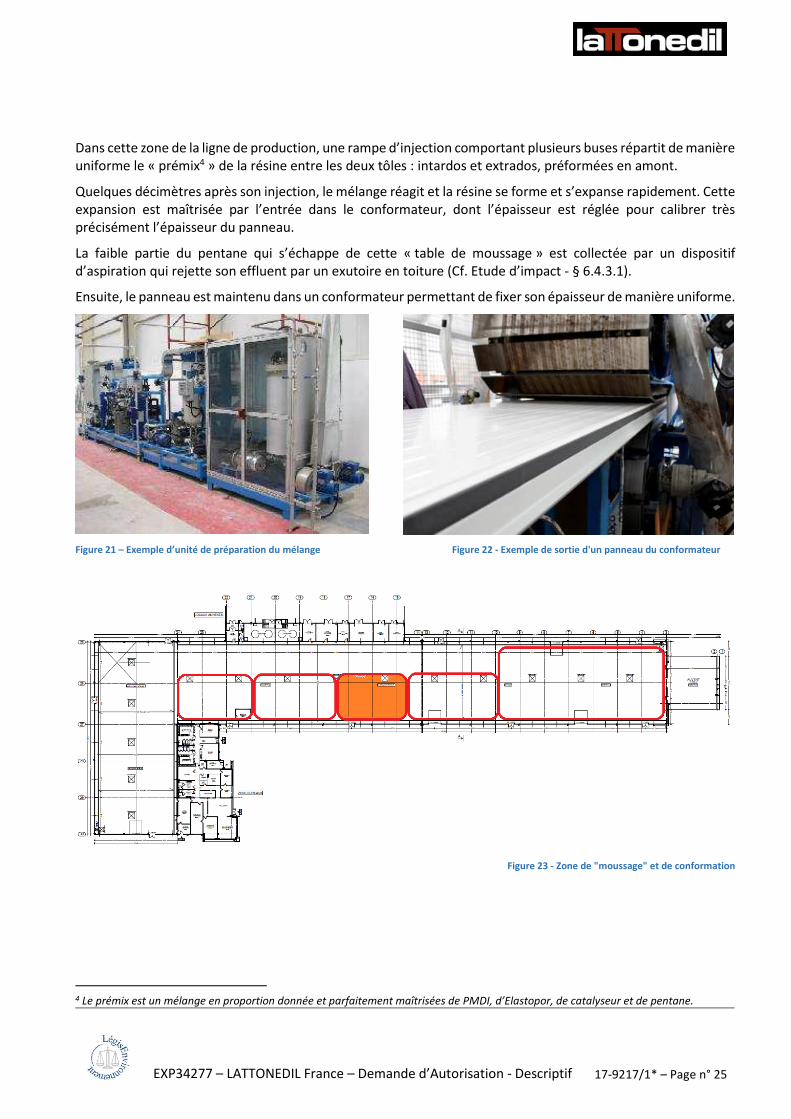
Dans cette zone de la ligne de production, une rampe d’injection comportant plusieurs buses répartit de manière uniforme le « prémix4 » de la résine entre les deux tôles : intardos et extrados, préformées en amont.
Quelques décimètres après son injection, le mélange réagit et la résine se forme et s’expanse rapidement. Cette expansion est maîtrisée par l’entrée dans le conformateur, dont l’épaisseur est réglée pour calibrer très précisément l’épaisseur du panneau.
La faible partie du pentane qui s’échappe de cette « table de moussage » est collectée par un dispositif d’aspiration qui rejette son effluent par un exutoire en toiture (Cf. Etude d’impact - § 6.4.3.1).
Ensuite, le panneau est maintenu dans un conformateur permettant de fixer son épaisseur de manière uniforme.
Figure 21 – Exemple d’unité de préparation du mélange Figure 22 - Exemple de sortie d'un panneau du conformateur
Figure 23 - Zone de "moussage" et de conformation
4 Le prémix est un mélange en proportion donnée et parfaitement maîtrisées de PMDI, d’Elastopor, de catalyseur et de pentane.

EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 26
5.5.3.4 DECOUPE
Le système de découpe est composé d'une double roue de coupe-bande avec une course transversale. La découpe à la taille se fait automatiquement sur la longueur pré-réglée.
Après la coupe, les panneaux sont transportés au moyen d'une piste à rouleaux vers le basculeur.
Les poussières de sciage sont aspirées et collectées par un dispositif de dépoussiérage à manches à ddécolmatage automatique (Cf. Etude d’impact - § 6.4.3.2).
Figure 24 - Exemple de système de découpe à l'avancement
Figure 25 - Zone de découpe
5.5.3.5 EMPILAGE – FARDELISATION – STOCKAGE - EXPEDITION
Après découpe, les panneaux sont empilés à plat, avec ou sans interposition de protection, de manière à permettre la formation de fardeaux prêts à être stockés et/ou expédiés. Un filmage de protection des paquets de panneaux peut être réalisé à ce stade selon les besoins exprimés lors de la commande.
À ce stade, le paquet est prêt à être enlevé par un chariot élévateur à fourche et placé dans des zones de stockage désignées.

EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 27
Les fardeaux en attente sont stockés sur parc extérieur.
Figure 26 - Exemple de vireur et d'empileur
Figure 27 - Zones de fardélisation et de préparation au stockage et à l'expédition
Figure 28 - Stockage sur parc extérieur en attente d'enlèvement

EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 28
5.5.4 FONCTIONNEMENT / PRODUCTION
L'activité normale de production est basée sur des cycles de travail d’environ 8 heures. Chaque équipe de production se compose de 7 personnes, à laquelle il faut bien sur ajouter le personnel employé dans les services auxiliaires tels que les entrepôts, le chargement et le déchargement, les bureaux, etc.
La production indicative pour chaque type de production est d'environ 5000 mètres carrés minimum. En deçà de cette valeur de production, les coûts de modification de la chaîne : changement de galets, réglages, etc. sont trop élevés. La vitesse de fonctionnement de la chaîne de production en régime nominal peut varier entre 1 et 10 m/minute selon la géométrie du profil fabriqué.
L’objectif annuel de production est d’atteindre deux millions de mètres-carrés (2 000 000 m²/an) en 2020.
� Toutes les évaluations quantitatives annoncées dans ce document sont établies sur cette base.
5.5.5 MATIERES PREMIERES
Les principaux matériaux utilisés dans le domaine de la production sont :
- Acier en bobines (environ 400 bobines en stock) - Aluminium en bobines (environ 50 bobines en stock) - Polyéthylène 23 µ en bobine pour le filmage des fardeaux (environ 300 bobines en stock)
Pentane (un réservoir souterrain de 25 m³)
-
Figure 29 - Zone de stockage des produits destinés à la fabrication du polyuréthane expansé
Isocyanate (deux réservoirs
aériens de 40 m³)
Polyol (deux réservoirs
aériens de 40 m3)
Catalyseur (# 20 IBC de 1000
litres chacun)

EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 29
5.5.6 PROCEDE MIS EN OEUVRE
5.5.6.1 FABRICATION DU POLYURETHANE
5.5.6.1.1 GENERALITES
Les polyuréthanes sont des polymères, que l’on peut décrire comme des chaînes de structures tridimensionnelles, constituées de plus petites unités longues et répétées, appelées monomères. Ces monomères contiennent du carbone, de l’hydrogène, de l’oxygène et de l’azote.
Pour former les chaînes, les plus petits maillons sont « polymérisés » ou accrochés les uns aux autres. Il existe des milliers de polymères, d’origine naturelle ou synthétique. Le tout premier polymère synthétique produit était la bakélite, développée en 1911.
La formation des polyuréthanes résulte de la réaction entre des diisocyanates (d’une manière générale, diisocyanates de diphénylméthylène (MDI) et/ou diisocyanates de toluène (TDI) et différents autres composés comparables) et divers polyols5. Selon le produit fini désiré, les formules chimiques peuvent contenir d’autres ingrédients, par exemple des catalyseurs, des agents gonflants et éventuellement des agents ignifuges.
La densité du produit est dictée par la quantité d’agent gonflant employée, tandis que le type de polyols et de diisocyanates intervenant dans la composition déterminent sa souplesse ou sa rigidité.
Chimiquement, un polyuréthane est un polymère composé d’unités organiques jointes entre elles par des fonctions carbamate, également appelé uréthane.
Dans la nomenclature chimique, cette dénomination est impropre puisque le nom « uréthane » désigne le carbamate d’éthyle : NH2-CO2-C2H5 et, par extension, les esters de l’acide carbamique (qui est le plus simple des acides aminés : NH2 –CO2H, instable).
Ces composés résultent de la réaction entre des isocyanates et des alcools pour donner des uréthanes stables. La réaction fut découverte par Charles Adolphe Wurtz en 1849 et s’accompagnait d’un dégagement de dioxyde de carbone CO2 lié à la présence d’eau qui hydrolyse la fonction isocyanate :
5.5.6.1.2 LES POLYURETHANES FABRIQUES PAR LATTONEDIL FRANCE
L’usine produira deux types de mousse polyuréthane, identifiées comme « PUR » et « PIR », dont la distinction provient de leur comportement au feu.
Les résines « PUR », classiques, ne présentent pas de résistance particulière à la flamme, alors que les résines « PIR » sont auto-extinguibles et ne conduisent donc pas la flamme.
On peut estimer, en première approximation et en se basant sur les études de marché qui ont été menées par les concepteurs du projet, que la production comportera environ 50% de résines « PUR » et 50% de résines « PIR ».
5 Molécules comportant plusieurs fonctions « alcool », ou –OH, encore appelées « glycols ».

EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 30
5.5.6.1.2.1 LES RESINES « PUR »
C’est la mousse polyuréthane « classique », produite pour ses excellentes qualités d’isolation thermique et phonique. Elle présente en outre une bonne résistance à la corrosion, à l’abrasion ou aux produits chimiques agressifs, ce qui, joint à sa légèreté, en fait l’un des meilleurs isolants disponibles sur le marché.
5.5.6.1.2.2 LES RESINES « PIR »
Il s’agit d’une modification de la formule classique qui, avec les mêmes composants6, forme non plus un « polyuréthane » mais un « polyisocyanurate ».
La principale différence avec le polyuréthane « PUR » est sa capacité de résistance au feu : le polyisocyanurate est naturellement auto-extinguible, ce qui le fait rechercher pour mettre en sécurité toutes les constructions où le risque d’incendie est bien identifié.
Les mousses en résine PIR ne fondent pas et ne gouttent pas lorsqu’elle sont chauffées : la masse de résine « meringue » sans contribuer à la propagation de la flamme, ce qui autorise un classement Euroclasse D-s2,d0.
5.5.6.1.2.3 PERFORMANCES D’ISOLATION THERMIQUE
Les résines PUR et PIR possèdent des coefficients de conductivité thermique à la température ambiante compris entre 0,023 et 0,025 W·m-1·K-1.
A titre comparatif, une isolation de 5 cm d’épaisseur de résine PUR ou PIR équivaut thermiquement à :
- 40 cm de bois, - 110 cm de plâtre - 330 cm de béton
5.5.6.1.2.4 FORMULATIONS
Les produits qui sont mis en œuvre (identiques5 pour les composés PUR et PIR) sont les suivants :
� Iso PMDI 92410 – Diisocyanate-4,4’ de diphénylméthane (isocyanate)
� Elastopor H 1131/91/0 (polyol)
� NN Diméthylcyclohexylamine (catalyseur)
� Pentane 90/10AE
Les proportions des produits sont différentes entre les deux fabrications.
Les fiches de données de sécurité de chaque produit figurent en annexe.
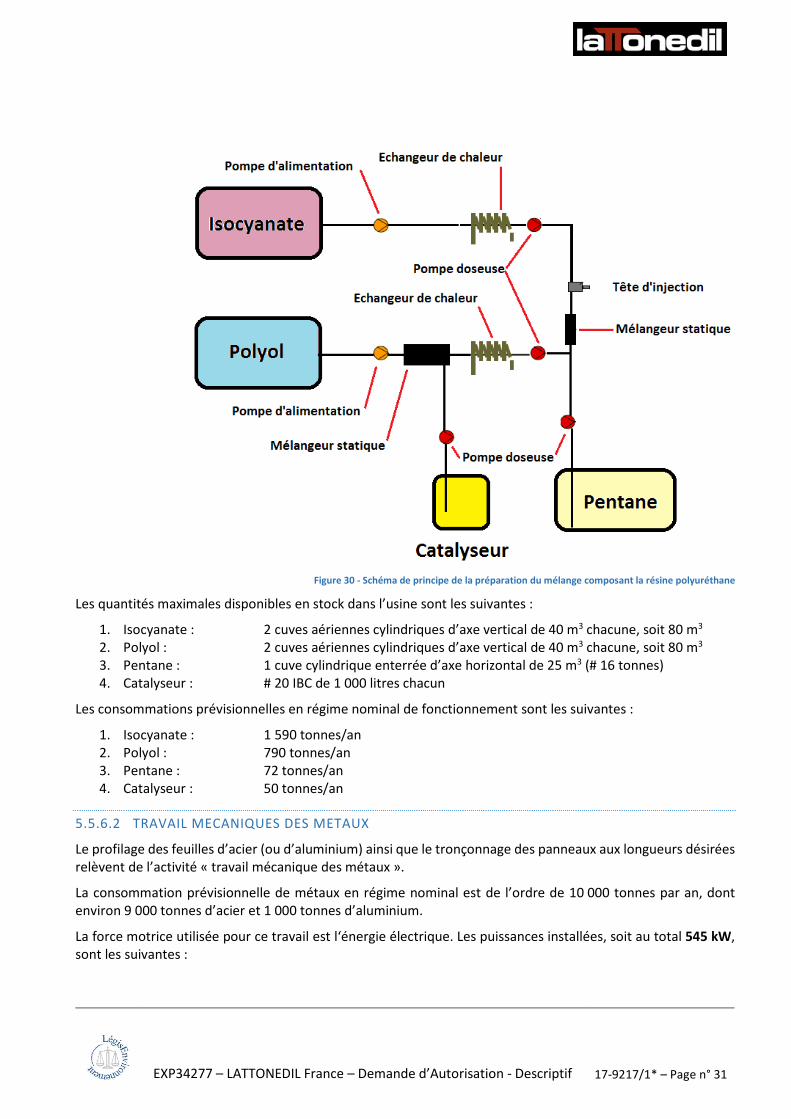
Lors ce processus, les matières premières sont pompées de leur propre cuve de stockage vers un réacteur agité commun, gardé sous contrôle de pression et de température. Ici, les additifs sont incorporés selon une recette spécifique.
Le contrôle de la température à l’intérieur des cuves est habituellement fait par un système de recirculation comme celui illustré dans la figure suivante.
6 Ce point essentiel constitue un « secret de fabrication » propre à LATTONEDIL.
EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 31
Figure 30 - Schéma de principe de la préparation du mélange composant la résine polyuréthane
Les quantités maximales disponibles en stock dans l’usine sont les suivantes :
1. Isocyanate : 2 cuves aériennes cylindriques d’axe vertical de 40 m3 chacune, soit 80 m3 2. Polyol : 2 cuves aériennes cylindriques d’axe vertical de 40 m3 chacune, soit 80 m3 3. Pentane : 1 cuve cylindrique enterrée d’axe horizontal de 25 m3 (# 16 tonnes) 4. Catalyseur : # 20 IBC de 1 000 litres chacun
Les consommations prévisionnelles en régime nominal de fonctionnement sont les suivantes :
1. Isocyanate : 1 590 tonnes/an 2. Polyol : 790 tonnes/an 3. Pentane : 72 tonnes/an 4. Catalyseur : 50 tonnes/an
5.5.6.2 TRAVAIL MECANIQUES DES METAUX
Le profilage des feuilles d’acier (ou d’aluminium) ainsi que le tronçonnage des panneaux aux longueurs désirées relèvent de l’activité « travail mécanique des métaux ».
La consommation prévisionnelle de métaux en régime nominal est de l’ordre de 10 000 tonnes par an, dont environ 9 000 tonnes d’acier et 1 000 tonnes d’aluminium.
La force motrice utilisée pour ce travail est l‘énergie électrique. Les puissances installées, soit au total 545 kW, sont les suivantes :

EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 32
� Débobineuse : 40 KW
� Traitement couronne : 6 kW
� Application film protection : 5 kW
� Profilage inferieur : 7,5 kW
� Profilage supérieur : 15 kW
� Profilage fixation cachée : 7,5 kW
� Profilage fixation visible : 7,5 kW
� Four pré-réchauffe : 80 kW
� Application mousse : 54 kW
� Chauffage presse continue : 160 kW
� Scie : 10 kW
� Aspiration scie : 15 kW
� Déchargeur : 80 kW
� Refroidissement : 30 kW
� Emballage : 6 kW
� Operations aire de stockage : 20 kW
5.5.6.3 FILMAGE DES PANNEAUX
Après dépilage et fardélisation, les lots de panneaux fabriqués peuvent être filmés par application d’un film de polyéthylène de 23 µ d’épaisseur. Il s’agit d’une opération simplement destinée à protéger les produits fabriqués contre les agressions mineures qu’ils pourraient subir sur parc.
En routine, cette opération devrait consommer environ 300 bobines par mois de film polyéthylène, soit, à raison de 18 kg par bobine, une consommation annuelle de près de 65 tonnes de polyéthylène.
La production moyenne étant d’environ 9 000 m² par jour, soit pour une épaisseur moyenne des panneaux de 80 mm, un volume fini journalier de 720 m3 de panneaux, on considère un turnover de 3 jours, soit un stockage « permanent » sur parc d’environ 2 200 m3 en attente d’expédition.
EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 33
6 PROPOSITION DE CLASSEMENT AU TITRE DES INSTALLATIONS CLASSEES
6.1 RAPPEL DE LA REGLEMENTATION APPLICABLE
Les installations et usines susceptibles de générer des risques ou des dangers sont soumises à une législation et une réglementation particulières, relatives à ce que l'on appelle "les installations classées pour la protection de l'environnement".
Localement ce sont les services de l'inspection des installations classées au sein des DREAL (hors élevages) ou des directions départementales de protection des populations des préfectures (élevages) qui font appliquer, sous l'autorité du préfet de département, les mesures de cette police administrative.
S’agissant d’un projet industriel, l’activité en projet relève de l’inspection des installations classées dépendant de la DREAL de Vendée.
Toute exploitation industrielle ou agricole susceptible de créer des risques ou de provoquer des pollutions ou nuisances, notamment pour la sécurité et la santé des riverains est une installation classée.
Les activités relevant de la législation des installations classées sont énumérées dans une nomenclature spécifique qui les soumet à un régime d’autorisation, d’enregistrement ou de déclaration en fonction de l’importance des risques ou des inconvénients qui peuvent être engendrés. Les « installations classées » sont principalement régies par les textes suivants :
� livre V du code de l’environnement
� décret du 21 septembre 1977 codifié au livre V partie réglementaire,
� loi « risques » du 30 juillet 2003 codifiée
� loi « air » du 30 décembre 1996 codifiée
� directive IED du 24 novembre 2010
� directive SEVESO III du 4 juillet 2012
Les installations industrielles peuvent également relever de la « Directive IED » directive relative aux émissions industrielles qui définit, au niveau européen, une approche intégrée de la prévention et de la réduction des pollutions émises par les installations industrielles et agricoles entrant dans son champ d’application.
Un de ses principes directeurs est le recours aux meilleures techniques disponibles (MTD) afin de prévenir les pollutions de toutes natures. Elle impose aux États membres de fonder les conditions d’autorisation des installations concernées sur les performances de ces « MTD ».
La directive IED remplace la directive 2008/1/CE, dite directive IPPC, relative à la prévention et à la réduction intégrées de la pollution.
La transposition en droit français de la « Directive IED » s’inscrit dans le cadre de la réglementation des Installations Classées puisque les activités visées ont été directement introduites dans la nomenclature des Installations Classées par la création des rubriques « 3000 ».
Dès qu’un établissement comporte au moins une installation visée par une des rubriques 3000, les dispositions spécifiques s’appliquent à l’ensemble de l’établissement, c’est à dire aux installations visées par ces rubriques mais aussi les installations ou équipements s’y rapportant directement, exploités sur le même site, liés techniquement à ces installations et susceptibles d’avoir des incidences sur les émissions et la pollution, conformément à l’article R. 515-58.

EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 34
A la date d’édition de la présente étude, la plus récente version de la nomenclature des installations classées est la Version 38-1 publiée en juin 2016, dans laquelle l’activité projetée répond à la rubrique 3410 – h) : Fabrication de produits chimiques organiques.
De plus, l’activité projetée étant décrite à l’alinéa 3. b de la Partie I de l’Annexe VII, elle se trouve soumise au Chapitre V de la directive 2010/75/UE du 24 novembre 2010 (refondue en 2012) relative aux émissions industrielles (prévention et réduction intégrées de la pollution), intitulé : « Dispositions spéciales applicables aux installations et aux activités utilisant des solvants organiques ».
EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 35
6.2 PROPOSITION DE CLASSEMENT
Considérant le précédent rappel, le classement suivant est proposé pour le projet de création d’une unité de fabrication de panneaux métalliques sandwich avec âme de polyuréthane expansé :
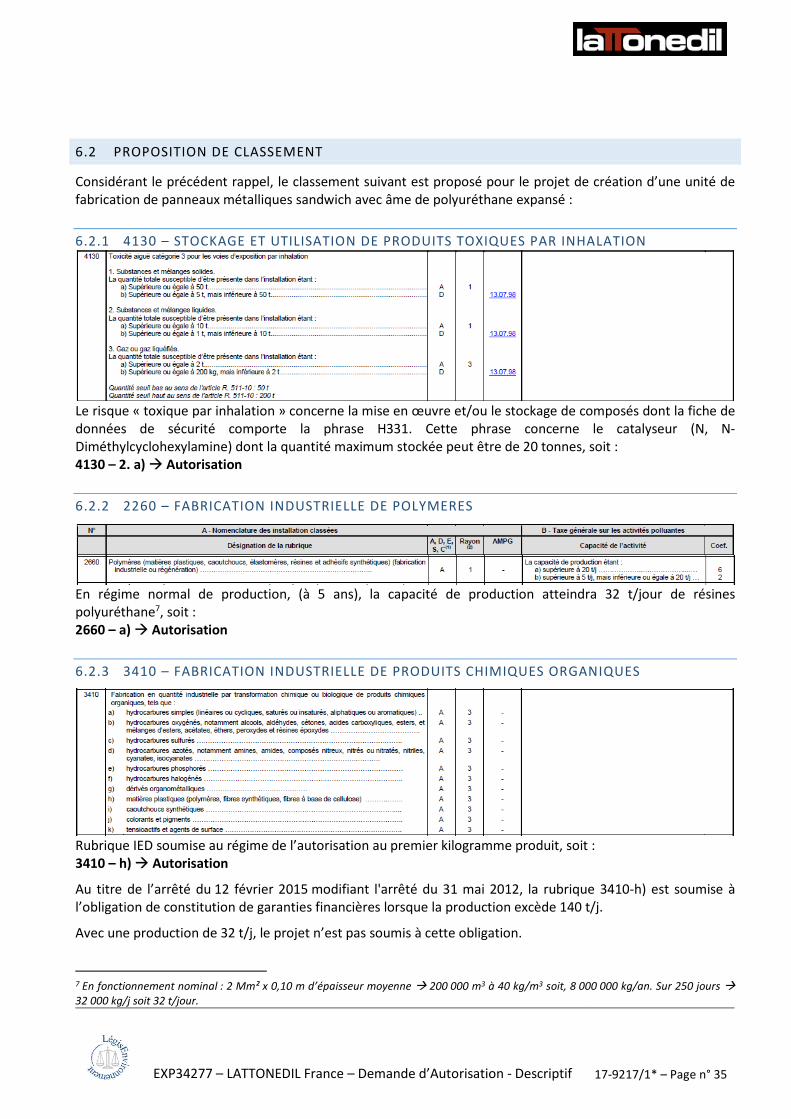
6.2.1 4130 – STOCKAGE ET UTILISATION DE PRODUITS TOXIQUES PAR INHALATION
Le risque « toxique par inhalation » concerne la mise en œuvre et/ou le stockage de composés dont la fiche de données de sécurité comporte la phrase H331. Cette phrase concerne le catalyseur (N, N-Diméthylcyclohexylamine) dont la quantité maximum stockée peut être de 20 tonnes, soit : 4130 – 2. a) � Autorisation
6.2.2 2260 – FABRICATION INDUSTRIELLE DE POLYMERES
En régime normal de production, (à 5 ans), la capacité de production atteindra 32 t/jour de résines polyuréthane7, soit : 2660 – a) � Autorisation
6.2.3 3410 – FABRICATION INDUSTRIELLE DE PRODUITS CHIMIQUES ORGANIQUES
Rubrique IED soumise au régime de l’autorisation au premier kilogramme produit, soit : 3410 – h) � Autorisation
Au titre de l’arrêté du 12 février 2015 modifiant l'arrêté du 31 mai 2012, la rubrique 3410-h) est soumise à l’obligation de constitution de garanties financières lorsque la production excède 140 t/j.
Avec une production de 32 t/j, le projet n’est pas soumis à cette obligation.
7 En fonctionnement nominal : 2 Mm² x 0,10 m d’épaisseur moyenne � 200 000 m3 à 40 kg/m3 soit, 8 000 000 kg/an. Sur 250 jours �
32 000 kg/j soit 32 t/jour.

EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 36
6.2.4 2661 - TRANSFORMATION DE POLYMERES
Dans le procédé de fabrication, les panneaux sandwich sont produits en continu et tronçonnés à suivre aux dimensions souhaitées ; c’est donc la totalité de la production qui doit être considérée, soit environ 32 t/j8, soit : 2661 – 2 – a) � Enregistrement
6.2.5 2560 – TRAVAIL MECANIQUE DES METAUX
Les panneaux sandwich sont élaborés à partir de tôles en bobines calandrées et formées mécaniquement par le passage entre des rouleaux ouvragés de manière adéquate, la puissance électrique mise en œuvre étant de 545 kW, soit : 2560 – B. 2. � Déclaration contrôlée
6.2.6 ACTIVITES NON CLASSEES
L’expansion de la résine polyuréthane est obtenue par évaporation du pentane ajouté extemporanément au mélange constitutif. La rubrique 4511 est dominante sur celle de « liquides inflammables » (4331) en raison de la phrase H 411 de la fiche de données de sécurité du pentane, soit, pour un stockage maximum de 20 tonnes : 4511 – Non classé
La rubrique 2663 pourrait concerner le stock de panneaux sandwich fabriqués en attente de livraison, qui peut atteindre 2200 m3 au maximum. Cependant, la proportion de mousse polyuréthane (densité 0,04 t/m3) n’excède pas 25% de la masse totale des panneaux. Cette rubrique ne s’applique donc pas. 2663 – Non classé
8 En fonctionnement nominal : 2 Mm² x 0,10 m d’épaisseur moyenne � 200 000 m3 à 40 kg/m3 soit, 8 000 000 kg/an. Sur 250 jours �
32 000 kg/j soit 32 t/jour.
EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 37
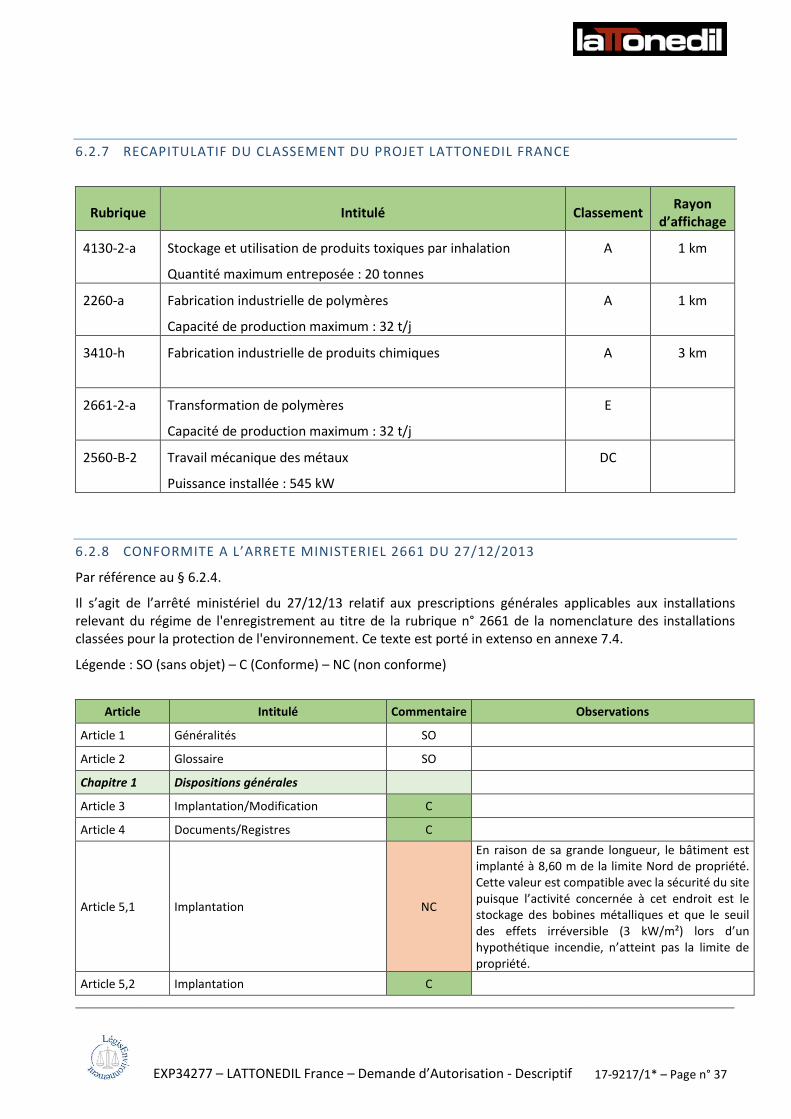
6.2.7 RECAPITULATIF DU CLASSEMENT DU PROJET LATTONEDIL FRANCE
Rubrique Intitulé Classement Rayon
d’affichage
4130-2-a Stockage et utilisation de produits toxiques par inhalation
Quantité maximum entreposée : 20 tonnes
A 1 km
2260-a Fabrication industrielle de polymères
Capacité de production maximum : 32 t/j
A 1 km
3410-h Fabrication industrielle de produits chimiques
A 3 km
2661-2-a Transformation de polymères
Capacité de production maximum : 32 t/j
E
2560-B-2 Travail mécanique des métaux
Puissance installée : 545 kW
DC
6.2.8 CONFORMITE A L’ARRETE MINISTERIEL 2661 DU 27/12/2013
Par référence au § 6.2.4.
Il s’agit de l’arrêté ministériel du 27/12/13 relatif aux prescriptions générales applicables aux installations relevant du régime de l'enregistrement au titre de la rubrique n° 2661 de la nomenclature des installations classées pour la protection de l'environnement. Ce texte est porté in extenso en annexe 7.4.
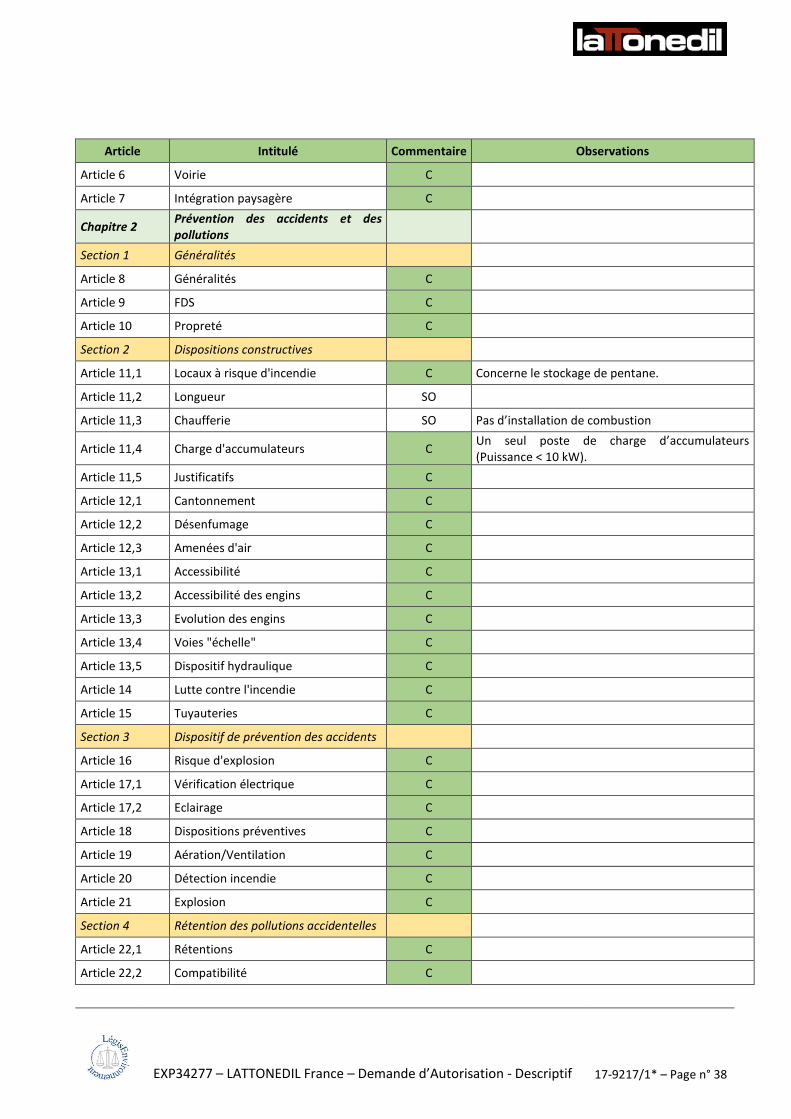
Légende : SO (sans objet) – C (Conforme) – NC (non conforme)
Article Intitulé Commentaire Observations
Article 1 Généralités SO
Article 2 Glossaire SO
Chapitre 1 Dispositions générales
Article 3 Implantation/Modification C
Article 4 Documents/Registres C
Article 5,1 Implantation NC
En raison de sa grande longueur, le bâtiment est implanté à 8,60 m de la limite Nord de propriété. Cette valeur est compatible avec la sécurité du site puisque l’activité concernée à cet endroit est le stockage des bobines métalliques et que le seuil des effets irréversible (3 kW/m²) lors d’un hypothétique incendie, n’atteint pas la limite de propriété.
Article 5,2 Implantation C
EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 38
Article Intitulé Commentaire Observations
Article 6 Voirie C
Article 7 Intégration paysagère C
Chapitre 2 Prévention des accidents et des
pollutions
Section 1 Généralités
Article 8 Généralités C
Article 9 FDS C
Article 10 Propreté C
Section 2 Dispositions constructives
Article 11,1 Locaux à risque d'incendie C Concerne le stockage de pentane.
Article 11,2 Longueur SO
Article 11,3 Chaufferie SO Pas d’installation de combustion
Article 11,4 Charge d'accumulateurs C Un seul poste de charge d’accumulateurs (Puissance < 10 kW).
Article 11,5 Justificatifs C
Article 12,1 Cantonnement C
Article 12,2 Désenfumage C
Article 12,3 Amenées d'air C
Article 13,1 Accessibilité C
Article 13,2 Accessibilité des engins C
Article 13,3 Evolution des engins C
Article 13,4 Voies "échelle" C
Article 13,5 Dispositif hydraulique C
Article 14 Lutte contre l'incendie C
Article 15 Tuyauteries C
Section 3 Dispositif de prévention des accidents
Article 16 Risque d'explosion C
Article 17,1 Vérification électrique C
Article 17,2 Eclairage C
Article 18 Dispositions préventives C
Article 19 Aération/Ventilation C
Article 20 Détection incendie C
Article 21 Explosion C
Section 4 Rétention des pollutions accidentelles
Article 22,1 Rétentions C
Article 22,2 Compatibilité C
EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 39
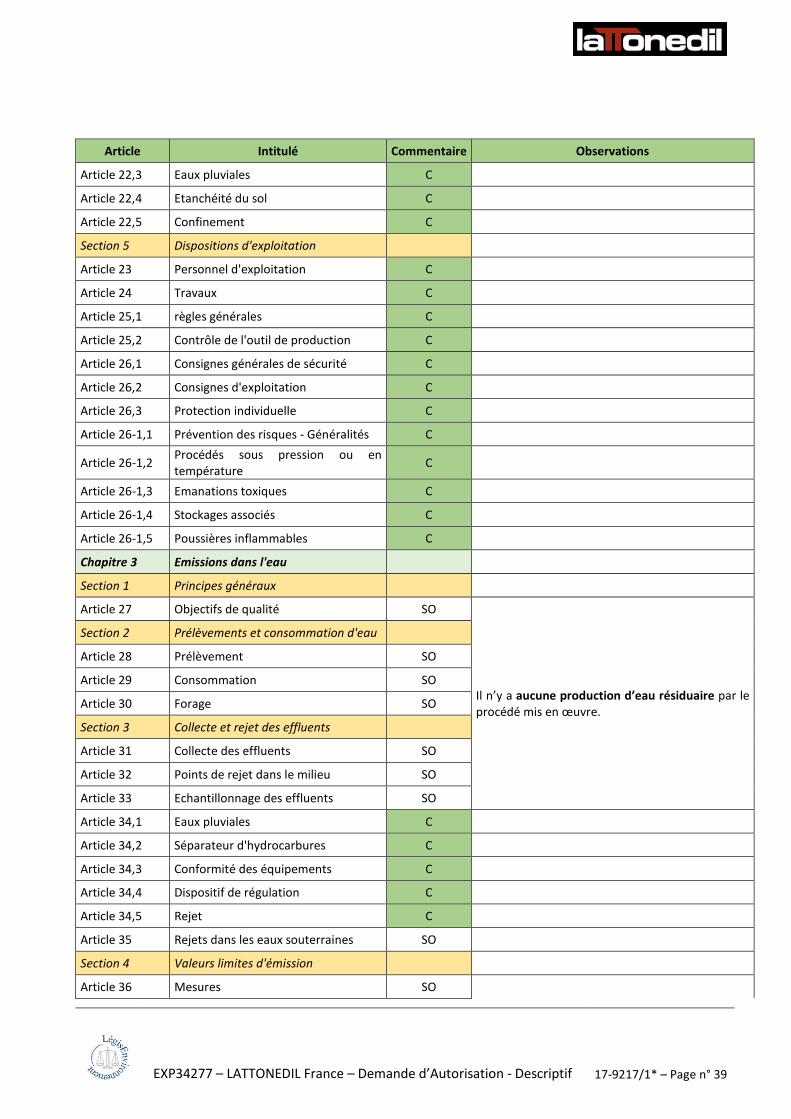
Article Intitulé Commentaire Observations
Article 22,3 Eaux pluviales C
Article 22,4 Etanchéité du sol C
Article 22,5 Confinement C
Section 5 Dispositions d'exploitation
Article 23 Personnel d'exploitation C
Article 24 Travaux C
Article 25,1 règles générales C
Article 25,2 Contrôle de l'outil de production C
Article 26,1 Consignes générales de sécurité C
Article 26,2 Consignes d'exploitation C
Article 26,3 Protection individuelle C
Article 26-1,1 Prévention des risques - Généralités C
Article 26-1,2 Procédés sous pression ou en température
C
Article 26-1,3 Emanations toxiques C
Article 26-1,4 Stockages associés C
Article 26-1,5 Poussières inflammables C
Chapitre 3 Emissions dans l'eau
Section 1 Principes généraux
Article 27 Objectifs de qualité SO
Il n’y a aucune production d’eau résiduaire par le procédé mis en œuvre.
Section 2 Prélèvements et consommation d'eau
Article 28 Prélèvement SO
Article 29 Consommation SO
Article 30 Forage SO
Section 3 Collecte et rejet des effluents
Article 31 Collecte des effluents SO
Article 32 Points de rejet dans le milieu SO
Article 33 Echantillonnage des effluents SO
Article 34,1 Eaux pluviales C
Article 34,2 Séparateur d'hydrocarbures C
Article 34,3 Conformité des équipements C
Article 34,4 Dispositif de régulation C
Article 34,5 Rejet C
Article 35 Rejets dans les eaux souterraines SO
Section 4 Valeurs limites d'émission
Article 36 Mesures SO

EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 40
Article Intitulé Commentaire Observations
Article 37 Conditions de rejet SO
Il n’y a aucune production d’eau résiduaire par le procédé mis en œuvre.
Article 38,1 Normes de rejet SO
Article 38,2 Substances surveillées SO
Article 39,1 Raccordement à une STEP C/SO
Article 39,2 Valeurs limites SO
Article 40 Prélèvements et analyses SO
Article 41 Rejet des eaux pluviales C
Section 5 Traitement des effluents
Article 42 Installation de traitement SO Il n’y a aucune production d’eau résiduaire, donc pas de traitement ni de boues. Article 43 Epandage de boues SO
Chapitre 4 Emissions dans l'air
Section 1 Principes généraux
Article 44 Principes généraux de collecte C
Section 2 Rejets à l'atmosphère
Article 45 Nombre de points de rejet C
Article 46 Points de mesure C
Article 47 Hauteur de cheminée C
Section 3 Valeurs limites d'émission
Article 48 Valeurs d'émission C
Article 49 Débit des effluents gazeux C
Article 50,1 Valeurs limites C
Article 50,2 Techniques d'oxydation SO
Article 50,3 Rejet de CMR SO Aucun produit n’est classé CMR.
Article 50,4 Emissions de COV C
Article 50,5 Maîtrise des émissions de COV C
Article 50,6 Autres substances C
Article 51 Plan de gestion solvants C
Article 52 Emissions d'odeurs C
Chapitre 5 Emissions dans les sols
Article 53 Interdiction de rejet C
Chapitre 6 Bruits et vibrations
Article 54,1 Valeurs limites C
Par référence aux installations exploitées par LATTONEDIL, absence de nuisances sonores. Une vérification périodique sera réalisée.
Article 54,2 Véhicules - Engins de chantier C
Article 54,3 Vibrations C
Article 54,4 Surveillance C
EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 41
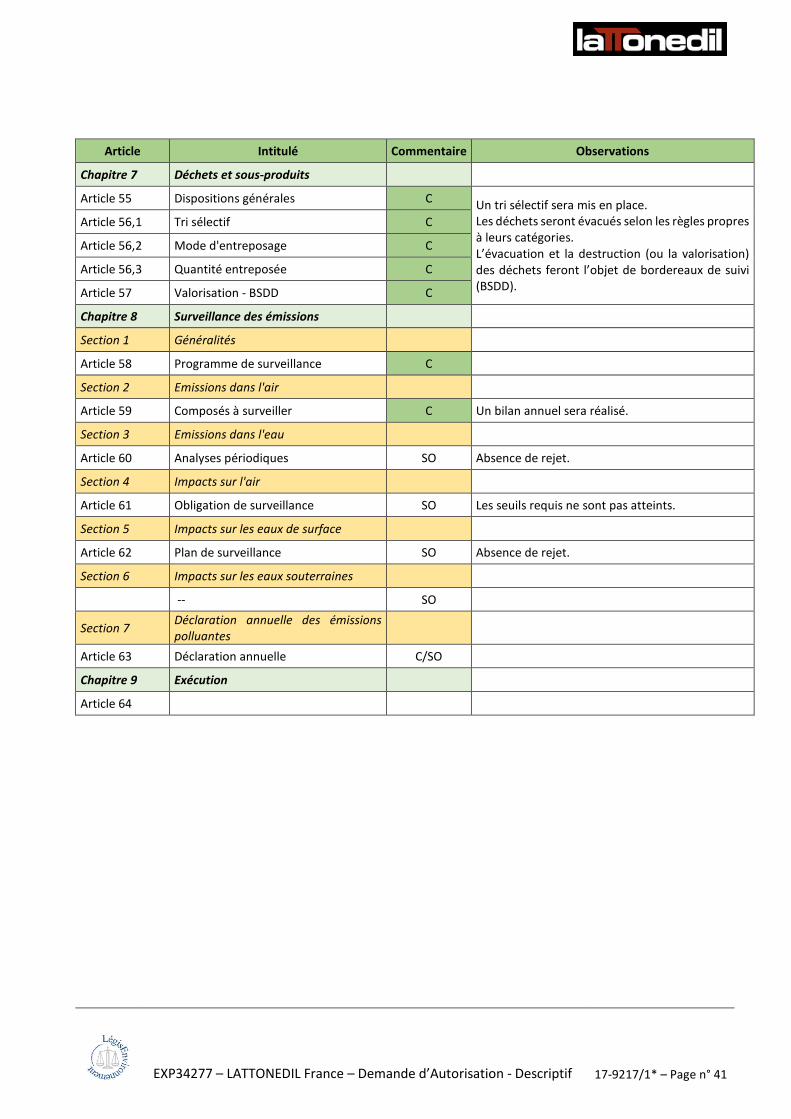
Article Intitulé Commentaire Observations
Chapitre 7 Déchets et sous-produits
Article 55 Dispositions générales C Un tri sélectif sera mis en place. Les déchets seront évacués selon les règles propres à leurs catégories. L’évacuation et la destruction (ou la valorisation) des déchets feront l’objet de bordereaux de suivi (BSDD).
Article 56,1 Tri sélectif C
Article 56,2 Mode d'entreposage C
Article 56,3 Quantité entreposée C
Article 57 Valorisation - BSDD C
Chapitre 8 Surveillance des émissions
Section 1 Généralités
Article 58 Programme de surveillance C
Section 2 Emissions dans l'air
Article 59 Composés à surveiller C Un bilan annuel sera réalisé.
Section 3 Emissions dans l'eau
Article 60 Analyses périodiques SO Absence de rejet.
Section 4 Impacts sur l'air
Article 61 Obligation de surveillance SO Les seuils requis ne sont pas atteints.
Section 5 Impacts sur les eaux de surface
Article 62 Plan de surveillance SO Absence de rejet.
Section 6 Impacts sur les eaux souterraines
-- SO
Section 7 Déclaration annuelle des émissions
polluantes
Article 63 Déclaration annuelle C/SO
Chapitre 9 Exécution
Article 64

EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 42
6.3 STATUT DU PROJET
Seules deux des substances utilisées sont susceptibles d’impacter la réglementation SEVESO 3 : le pentane et le catalyseur.
Par application des règles normatives de calcul des seuils d’appartenance, il s’avère que les quantités en jeu sont très inférieures aux seuils de déclenchement de la procédure dite SEVESO 3.
En conséquence, l’établissement est « non Seveso ».
Par contre, le projet est soumis à Autorisation préfectorale préalable au titre des Installations Classées et relève de la procédure IED au titre de la rubrique 3410.
Aucun des produits utilisés n’est visé à l’Annexe III de l’Arrêté Ministériel du 2 février 1998 ni à l’article 14 ou à l’article 17 du règlement REACH.
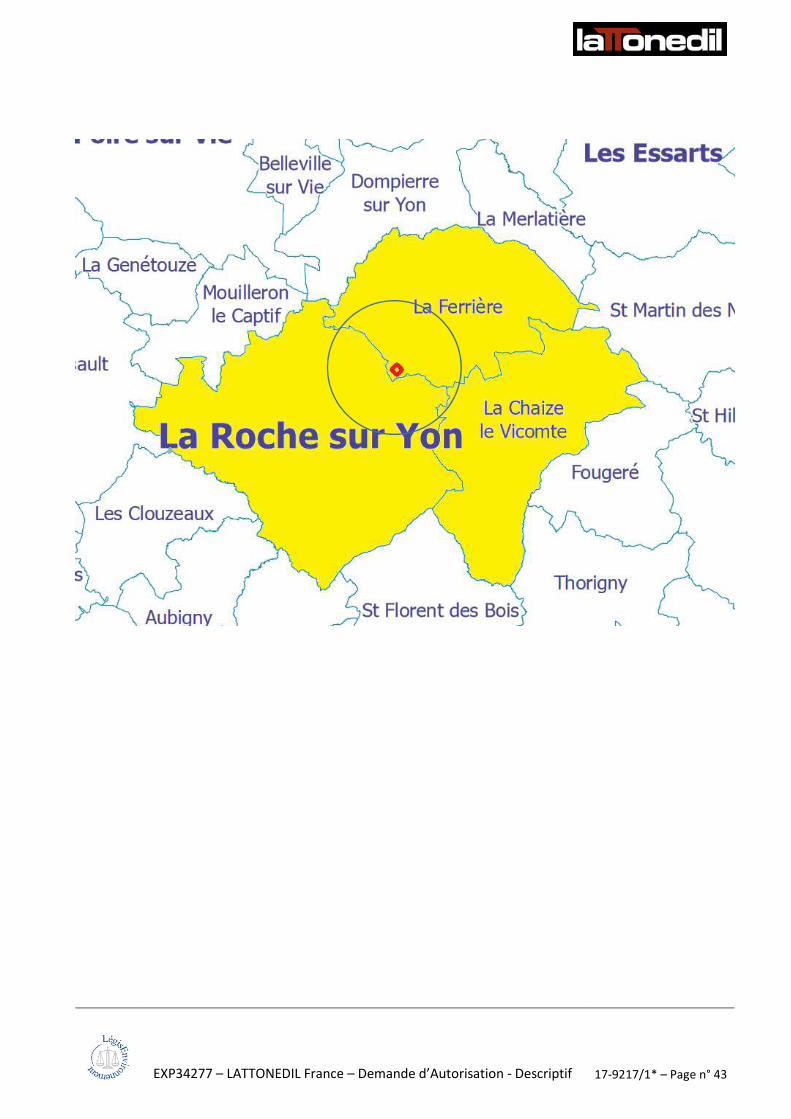
Le rayon d’affichage est de 3 km.
6.4 COMMUNES CONCERNEES PAR LE PROJET (RAYON = 3 KM )
Les communes concernées par le rayon d’affichage de 3 km sont :
1. LA ROCHE SUR YON 2. LA FERRIERE 3. LA CHAIZE LE VICOMTE
Les distances sont comptées à partir des limites du site de projet (et non depuis son centre).
EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 43

EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 44
7 ANNEXES
7.1 REGLEMENT DE ZONE

EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 45
7.2 EXTRAIT KBIS DE LA SOCIETE LATTONEDIL FRANCE SAS

EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 46
7.3 RECEPISSE DE DEPOT DE PERMIS DE CONSTRUIRE

EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 47
7.4 ARRETE 2661

EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 48
7.5 SERVITUDE AERONAUTIQUE

EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 49
7.6 FICHES DE DONNES DE SECURITE DES PRODUITS UTILISES
7.6.1 ISO PMDI 92410 – DIISOCYANATE-4,4’ DE DIPHENYLMETHANE (ISOCYANATE)

EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 50
7.6.2 ELASTOPOR H 1131/91/0 (POLYOL)
EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 51
7.6.3 NN DIMETHYLCYCLOHEXYLAMINE (CATALYSEUR)

EXP34277 – LATTONEDIL France – Demande d’Autorisation - Descriptif 17-9217/1* – Page n° 52
7.6.4 PENTANE 90/10AE


















