10 14 16de commercialisation - Rockwell Automation · Ethernet, et ce pour toute l’installation...
20
Dernières nouveautés, solutions, technologies et études de cas Numero 1-2012 Diminuer le coût total de possession Solutions intégrées – Pour garder le contrôle CT pack réduit les pertes 14 10 Xylogas améliore l’efficacité Cyan Tec réduit le temps de commercialisation 16 PLUS
-
Upload
nguyenhanh -
Category
Documents
-
view
214 -
download
0
Transcript of 10 14 16de commercialisation - Rockwell Automation · Ethernet, et ce pour toute l’installation...

Dernières nouveautés, solutions, technologies et études de cas
Numero 1-2012
Diminuer le coût total de possessionSolutions intégrées – Pour garder le contrôle
CT pack réduit les pertes
1410
Xylogas améliore l’efficacité
Cyan Tec réduit le temps de commercialisation16
PLUS

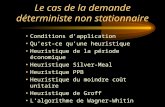
60+ Industrial ProtocolsEtherNet/IP, Modbus, Modbus TCP/IP,
PROFIBUS, Industrial Ethernet, DNP 3.0, IEC
60870-5, DH-485, DF1, ASCII, HART, BACnet...
Industrial WirelessIndustrial 802.11a/b/g/n, Frequency
hopping, Ethernet and/or Serial Wireless...
Unequalled Technical SupportWorldwide, 24/7, throughout the life-cycle
of the product...
A S I A P A C I F I C | A F R I C A | E U R O P E | M I D D L E E A S T | L A T I N A M E R I C A | N O R T H A M E R I C A
Where Automation Connects.www.prosoft-technology.com
[email protected]. +33 (0)5 3436 8720
WIRED OR WIRELESS, YOU NEED RELIABLE COMMUNICATIONS.
Working close to your team, ProSoft Technology helps you doing more with less: • Reduce network engineering • Ease system integration • Accelerate on-field installation • Decrease maintenance costs • Reduce impact on environment •
Partnering with Rockwell Automation® for over 20 years, ProSoft Technology® has been designing and supporting a broad range of communication solutions for PLC-5, SLC 500, ControlLogix, CompactLogix, FlexLogix...
DH-485
DF1
Modbus
ModbusASCII
EtherNet/IP
PROFIBUS-DP
PROFIBUS-DP
Modbus TCP/IP
CPU
ETHERN
ET/IP
CHAN
NEL 0
100 BA
SE T
LNK
NS
CS
ISOLAT
ED
CH 0
CompactLogix L35E
CPU
CPUETH
ERNET/
IPCH
ANNEL
0100
BASE T
LNK
NS
CS
ISOLAT
ED
CH 0
CompactLogix L35E
802.1 1 n Industrial Hotspot
RL XIB-IH N
MVI71-AFC CPU
ETHERN
ET/IP
CHAN
NEL 0
100 BA
SE T
LNK
NS
CS
ISOLAT
ED
CH 0
CompactLogix L35E
Modbus Plus
HART
DNP 3.0
CPU
ETHERN
ET/IP
CHAN
NEL 0
100 BA
SE T
LNK
NS
CS
ISOLAT
ED
CH 0
CompactLogix L35E
CPU
ETHERN
ET/IP
CHAN
NEL 0
100 BA
SE T
LNK
NS
CS
ISOLAT
ED
CH 0
CompactLogix L35E
FieldPower
SystemPower
Point BusStatus
NetworkStatus
NetworkActivity
ModuleStatus
Link
Antenna
Activity
LinkActivity/Status
802.1 1 n Industrial Hotspot
RL XIB-IC N
CHAN
NEL 0
ISOLAT
ED
CH 0
CompactLogix L35E
ETHERN
ET/IP
100 BA
SE T
LNK
NS
CS
B01V-02h EN-AutomationToday 210x280mm.indd 1 10/26/2011 11:45:03 AM

3www.rockwellautomation.com • [email protected] Automation Today • Numero 1-2012
VEILLE TECHNOLOGIQUE
EtherNet/IP : pour une communication, un contrôle et une flexibilité intégrés à tous les niveaux 04EtherNet/IP révolutionne le marché de l’automatisation et du contrôle industriel avec une approche standard identique à celle de la communication basée sur l’Ethernet, et ce pour toute l’installation… du plus petit appareil jusqu’à l’entreprise toute entière.
Une sélection plus facile des produits d’automatisation 06Un logiciel gratuit de configuration et de sélection des produits vous permet d’identifier et de configurer le matériel et les logiciels appropriés à votre système de commande.
APPLICATION CLIENT MTorres propose des dérouleurs-encolleurs plus précis grâce à Rockwell Automation 08Une entreprise de transformation du papier choisit les solutions de contrôle et de commande de Rockwell Automation pour son nouveau dérouleur-encolleur automatique destiné à l’industrie du papier-mouchoir.
CT Pack double la vitesse de sa machine tout en réduisant ses déchets 10Un constructeur de machines destinées à l’industrie alimentaire utilise l’Architecture Intégrée et l’installation de servos innovante pour améliorer les performances de ses produits.
TOTAL E&P se modernise avec une solution Trusted 12Une grande compagnie d’exploitation de gaz et de pétrole améliore et modernise ses opérations grâce à une solution Rockwell Automation intégrant le concept de tolérance aux pannes.
Rockwell Automation et Erwin Schiefer mettent les gaz pour produire l’une des premières centrales au monde à haute capacité de gazéification du bois 14Un client de l’industrie du gaz bénéficie d’une solution CompactLogix cohérente qui répond à tous ses besoins… à partir d’une seule et même source.
IAS utilise une solution intégrée de contrôle et de visualisation avancée de Rockwell Automation pour moderniser son infrastructure de pompage 16Une des plus grandes stations d’épuration d’Autriche a augmenté la durée de vie de ses pompes et a réduit leurs coûts de fonctionnement.
Sommaire
Bienvenue dans cette édition d’Automation Today
Automation Today est publié par
Rockwell Automation NV Pegasus Park De Kleetlaan 12A B-1831 Diegem
Tél +32 2 663 06 00 Fax +32 2 663 06 40
Pour plus d’informations, veuillez contacter votre ingénieur commercial ou nous envoyer un courriel à [email protected]
© 2011 Rockwell International Corporation Tous droits réservés. Le contenu de cette publication ne peut être reproduit en totalité ou en partie sans le consentement du détenteur du copyright.
Dans ce numéro d’« Automation Today », nous étudierons les différentes options que Rockwell Automation peut proposer pour vous aider à optimiser votre coût total de possession (ou CTP).
Le CTP est d’une importance capitale tant pour le constructeur de machine que pour l’utilisateur final. Il permet d’accroître la compétitivité en augmentant les marges de profit grâce à de meilleures fonctionnalités, une efficacité accrue et l’élimination des coûts superflus. Vous retrouvez ce genre de coûts dans plusieurs domaines : les coûts d’investissement, les coûts de conception, les coûts d’exploitation, les coûts de maintenance et tous les coûts liés aux questions de sécurité.
L’approche que nous conseillons est intéressante dans le fait qu’elle offre une vision intégrée des questions de sécurité, d’automatisation, de processus et de mouvement qui vous aidera à réaliser des économies grâce à l’utilisation d’une unique plate-forme évolutive intégrée. En supprimant la nécessité de recourir à plusieurs types de formats et toutes les complexités associées, nous pouvons vous aider à mieux gérer le potentiel de vos actifs tout en vous aidant à réduire les coûts dans le processus.
Ce numéro marque aussi un tournant pour « Automation Today », puisqu’il est le dernier que nous publierons en version papier. Dorénavant, vous recevrez votre magazine dans un format électronique qui vous offrira beaucoup plus en termes de liens et d’informations complémentaires. Si vous ne recevez pas encore d’informations de notre part par courriel, nous vous invitons à vous abonner à notre service d’actualités électroniques (sur www.rockwellautomation.com/subscribe) afin de vous assurer que vous continuerez à recevoir toutes les informations dont nous disposons.
Si vous avez des commentaires ou des questions, n’hésitez pas à nous contacter.
Hedwig Maes Président – Région EMEA Rockwell Automation
ATEMEA-BR112-FR-P
Toutes les technologies/produits cités dans Automation Today sont des marques commerciales ou sont sous copyright de leurs propriétaires respectifs
Numero 1-2012

4 Automation Today • Numero 1-2012www.rockwellautomation.com • [email protected]
VEILLE TECHNOLOGIQUE
EtherNet/IP : pour une communication, un contrôle et une flexibilité intégrés à tous les niveauxGrâce au progrès technologique, EtherNet/IP révolutionne le marché de l’automatisation et du contrôle industriel avec une approche standard identique à celle de la communication basée sur Ethernet, et ce pour toute l’installation… du plus petit appareil jusqu’à l’entreprise toute entière.
C’est son approche non modifiée qui rend la solution EtherNet/IP si puissante et
qui la place au-dessus des autres protocoles « standard » en termes de flexibilité et de facilité de mise en œuvre. Contrairement à d’autres approches d’outils propriétaires, plusieurs réseaux sont souvent nécessaires pour les différents éléments de l’installation d’automatisation, tels que la commande d’axe, le séquentiel et la sécurité.
Par contre, EtherNet/IP a été conçu pour fournir toutes ces capacités sur un seul réseau. Et, lorsqu’il est utilisé au sein d’une installation d’Architecture Intégrée Rockwell Automation, un seul environnement de programmation est nécessaire, ce qui réduit drastiquement les coûts et les délais associés aux applications à réseaux ou plates-formes multiples.
En permettant la commande de variateur, de mouvement, de sécurité et des E/S avec la même communication Ethernet que celle utilisée par le service commercial, les organisations peuvent exploiter leur infrastructure informatique de façon intensive et plus efficace pour atteindre leurs objectifs.
Il existe quatre domaines principaux où la technologie EtherNet/IP peut être bénéfique pour les utilisateurs…
Contrôle de l’automatisation avec intégration informatiqueEn partageant un réseau commun, l’infrastructure d’automatisation et l’infrastructure informatique existante de l’organisation peuvent coexister et partager
les mêmes données de manière incroyablement efficace. Ces données peuvent ensuite être utilisées pour définir et créer des statistiques actualisées, comme le taux de rendement synthétique (TRS), la gestion énergétique et la création de tableaux de performance, qui peuvent donner un aperçu clair et rapide sur un processus ou sur les performances réelles d’une machine.
Commande d’axe synchronisée à haute-vitesseL’utilisation de CIP Motion sur EtherNet/IP permet la commande d’axe déterministe, en boucle fermée et en temps réel. De plus, en ajoutant CIP Sync, plusieurs axes peuvent être coordonnés. En utilisant des données horodatées avec leur marque temporelle

5www.rockwellautomation.com • [email protected] Automation Today • Numero 1-2012
simple, toutes les contraintes de synchronisation matérielle entre le variateur et l’automate sont supprimées. Les données obtenues en temps réel sont ajustées sur le dispositif cible au moment de leur utilisation, il n’y a donc pas besoin de coordonner le trafic du réseau.
Rockwell Automation concrétise ces avancées récentes avec la sortie de matériels de nouvelle génération conçus pour exploiter ces nouvelles fonctionnalités, comme le servovariateur Kinetix 6500 Allen-Bradley et le variateur c.a.amélioré PowerFlex 755 Allen-Bradley, qui offrent tous deux des commandes d’axe intégrées sur EtherNet/IP. Cette approche est une première dans l’industrie, et les constructeurs de machines peuvent désormais unir ces deux technologies sur un réseau standard non modifié.
Intégration de l’automatisation et contrôle de la sécuritéPourvoir contrôler la sécurité sur EtherNet/IP permet à l’utilisateur d’être plus flexible dans l’installation de réseaux de sécurité, pour répondre aux besoins des applications ayant besoin de couvrir de plus grandes distances ou pour mettre en place des solutions de sécurité plus importantes ou à grande échelle quand cela est nécessaire.
L’intégration de la commande standard et de sécurité dans un même réseau offre la possibilité d’utiliser des technologies et des outils communs tout en bénéficiant de coûts réduits pour la conception, l’installation, la mise en service et la maintenance. Cela permet aux utilisateurs d’intégrer leurs réseaux de sécurité dans la même architecture Ethernet utilisée par les appareils de commande standard et le reste de l’entreprise. Puisque cette solution utilise les mêmes switchs et infrastructures que l’EtherNet/IP standard, le coût pour ajouter cette option de sécurité est minimal.
Intégration des dispositifs de processEn plus d’offrir des niveaux de performance comparables à ceux d’autres protocoles de niveau dispositif, tels que Profibus et
Foundation Fieldbus, l’EtherNet/IP permet l’instauration de communications vers les niveaux supérieurs sans passerelle supplémentaire, ni matériel ou logiciel intermédiaire. Ce sont ces capacités qui encouragent les entreprises à opter de plus en plus pour des infrastructures s’appuyant sur EtherNet/IP.
Aperçu généralLes avantages dépassent la simple connectivité. En utilisant un seul réseau EtherNet/IP, vous créez une plate-forme commune pour la configuration, la programmation, la mise en service, le diagnostic et la maintenance d’une machine. Cette approche permet d’avoir une intégration plus étoffée tout en donnant aux constructeurs de machines l’architecture simplifiée dont ils ont besoin pour optimiser la conception et le développement. En utilisant un réseau commun, ils peuvent répondre à tous les besoins de commande et d’information de leur machine, se connecter à l’infrastructure de l’utilisateur final et fournir un accès sécurisé de télésurveillance et télémaintenance à forte valeur ajoutée.
EtherNet/IP fournit des outils de diagnostic et de dépannage plus puissants. La mise en commun de l’architecture réseau permet aux constructeurs de machines de réduire les coûts et la complexité, tout en élevant le niveau d’intégration.
EtherNet/IP donne aussi aux constructeurs de machines un accès à d’autres fonctions intelligentes. Par exemple, beaucoup d’appareils EtherNet/IP proposent des pages Internet intégrées pour permettre un accès haut débit aux données importantes concernant le variateur. Les opérateurs peuvent suivre en temps réel les performances, la sécurité et les données du réseau, ainsi que l’historique des alarmes et des défauts, les paquets perdus et les pics de puissance… Le tout via un navigateur Internet.
Ces informations en temps réel, ainsi que les possibilités d’accès à distance, permettent de garder les machines opérationnelles. Le protocole EtherNet/IP permet aux machines d’envoyer aux constructeurs des données sur leur état, pour que ces derniers puissent effectuer un télédiagnostic fiable. En outre,
l’exploitation des capacités informatiques d’EtherNet/IP, comme la voix et la vidéo, donne aux constructeurs et utilisateurs finaux les yeux et les oreilles dont ils ont besoin pour tout savoir sur l’état de la machine. En prenant des mesures vitales avant qu’une machine ne tombe en panne, les constructeurs et leurs clients sont capables de gagner du temps et de l’argent.
Pour plus d’informations, envoyez-nous un courriel à : [email protected] avec la réf. EtherNet/IP
En permettant la commande de variateur, de mouvement, de sécurité et des E/S avec la même communication Ethernet que celle utilisée par le service commercial, les organisations peuvent exploiter leur infrastructure informatique de façon intensive et plus efficace pour atteindre leurs objectifs.

6
Integrated Architecture BuilderAutomation System Con gurator
Create Proposals and SubmittalsProposalWorks
Automation Today • Numero 1-2012www.rockwellautomation.com • [email protected]
VEILLE TECHNOLOGIQUE
Une sélection plus facile des produits d’automatisationUn logiciel gratuit de configuration et de sélection des produits vous permet d’identifier et de configurer le matériel et les logiciels appropriés à votre système de commande.
Il est parfois difficile de savoir quelles technologies d’automatisation sont
vraiment bénéfiques à une entreprise. Nous vous offrons donc gratuitement trois outils de sélection de produits et de configuration système pour vous aider à choisir et à mettre en œuvre les produits Allen-Bradley.
Il s’agit de trois outils intégrés, vous pouvez donc les utiliser individuellement ou ensemble. Ils proposent également des technologies de nombreux partenaires Encompass de Rockwell Automation.
Integrated Architecture Builder (IAB) – Conception d’architecture intégrée?IAB est un logiciel graphique qui aide les constructeurs à concevoir des configurations valides pour les systèmes d’automatisation Logix (ControlLogix, FlexLogix et CompactLogix). Il permet aux utilisateurs de créer des configurations système rapidement, de visualiser et de chiffrer le coût d’une solution.
Vous pouvez sélectionner le matériel et générer des nomenclatures pour des applications qui utilisent des automates, des E/S, des réseaux, des variateurs PowerFlex, du câblage sur machine, de la commande d’axe et bien plus encore. Les configurations peuvent s’adapter à différents supports physiques pour les réseaux NetLinxed, comme EtherNet/IP, ControlNet et DeviceNet.
IAB permet aux utilisateurs de créer des scénarios différents, avec différentes E/S ou divers types de réseau, et faire des comparaisons. Il existe une liste déroulante présentant les produits des partenaires Encompass et les règles d’association afin de s’assurer que seuls les produits compatibles avec cette configuration pourront être sélectionnés.
Plus de 30 000 utilisateurs profitent déjà de ce puissant outil. Deux versions sont disponibles. La version complète inclut tous les fichiers, tandis que la version lite pleinement fonctionnelle n’inclut pas la documentation des produits. Cette documentation est disponible via Current Updater si besoin est.
Motion Analyzer – Analyse de mouvementsMotion Analyzer fait partie d’un ensemble d’outils de conception mécatronique utilisés par les ingénieurs mécaniciens, électriciens et automaticiens pour collaborer efficacement afin de réaliser numériquement des prototypes et de trouver un moyen plus rapide pour concevoir, développer et livrer les machines.
Le logiciel utilise des outils d’optimisation sophistiqués pour maximiser les rapports de réduction, l’inertie et les alternatives mécaniques pour toutes les applications de commande d’axe. Les résultats permettent aux constructeurs de machines d’analyser, de simuler et de sélectionner les différents
systèmes de commande d’axe, comme le moteur, le variateur ou le réducteur approprié. Cela facilite l’étude de solutions alternatives. Ainsi, les concepteurs peuvent optimiser la taille du moteur et du variateur, ou bien encore la consommation d’énergie.
Motion Analyzer permet également une analyse de rendement pouvant amener à diminuer la consommation d’énergie et à réduire les déchets ; une démarche qui inscrit le fabricant dans une dynamique plus éco-responsable tout en réduisant ses coûts. En outre, les fonctionnalités de simulation et de réalisation numérique de prototypes aident à identifier et à réduire les risques en proposant un aperçu des résultats probables dus aux changements de conception avant même qu’ils ne surviennent.
Partenaires EMEA dans la concep-tion d’Architecture Intégrée (IAB) :
• AdvancedMicroControls,Inc.www.rockwellautomation.com/go/p-amci
• HardyInstrumentswww.rockwellautomation.com/go/p-hardy
• HelmInstrumentCo.Inc.www.rockwellautomation.com/go/p-helm
• HMSIndustrialNetworksABwww.rockwellautomation.com/go/p-hms
• Mettler-Toledo,Inc.www.rockwellautomation.com/go/ p-mettlertoledo
• Molexwww.rockwellautomation.com/go/p-molex
• OnlineDevelopmentInc.www.rockwellautomation.com/go/p-odi
• ProSoftTechnologywww.rockwellautomation.com/go/p-prosoft
• SpectrumControls,Inc.www.rockwellautomation.com/go/ p-spectrumcontrols
Partenaires EMEA dans la génération de propositions (ProposalWorks) :
• PanduitCorp.www.rockwellautomation.com/go/p-panduit
• ProSoftTechnologywww.rockwellautomation.com/go/p-prosoft
• SpectrumControlsInc.www.rockwellautomation.com/go/ p-spectrumcontrols
• WITTENSTEIN,Inc.www.rockwellautomation.com/go/ p-wittenstein
Partenaires EMEA dans l’analyse de mouvements (Motion Analyzer) :
• ApexDynamicsInc.www.rockwellautomation.com/go/p-apex
• WITTENSTEIN,Inc.www.rockwellautomation.com/go/p-wittenstein

7www.rockwellautomation.com • [email protected] Automation Today • Numero 1-2012
Le logiciel est compatible avec SolidWorks de Dassault Systèmes, de l’alliance partenariale stratégique de Rockwell Automation (http://bit.ly/2N2Kfc). SolidWorks permet aux constructeurs de machines de simuler les mouvements physiques d’un système, de calculer le couple et l’inertie, de générer des prototypes numériques et de renvoyer les résultats dans Motion Analyzer pour déterminer la taille de moteur ou de variateur qui serait la plus efficace.
ProposalWorks – Génération de propositionsProposalWorks a été conçu pour être simple d’utilisation. C’est un outil de génération de propositions qui permet un accès rapide aux différentes informations disponibles sur les produits ainsi qu’à leurs prix afin que les utilisateurs puissent facilement créer une nomenclature et faire des propositions.
Le logiciel comprend des produits Allen-Bradley, des outils de configuration, des modèles de projet et des produits complémentaires de partenaires Encompass pour permettre aux clients de générer un appel d’offres complet pour un projet donné. Qu’il s’agisse de produits de la gamme d’Allen-Bradley ou d’un partenaire Encompass, leur sélection a été simplifiée pour que vous puissiez focaliser votre temps et votre énergie à développer vos compétences réelles et non à consulter des catalogues.
ProposalWorks permet aux utilisateurs de vérifier les références de pièce, configurer les produits, vérifier les prix en cours et les informations d’exportation grâce à des formats simples comme un document Word par exemple. Les utilisateurs peuvent travailler avec ProposalWorks en ligne ou hors ligne, et il est mis à jour tous les mois, pour que les prix et les références des pièces soient toujours d’actualité. De plus, la base d’informations produit est accessible mondialement afin que les clients puissent se fournir en documentation et connaître les prix dans leur région, et ce partout dans le monde.
Maintenant, vous pouvez ajouter « Choisir et acheter une technologie d’automatisation » à votre liste des choses faciles à faire, utilisez donc le logiciel avec les outils de configuration et de sélection de produit à chaque fois que vous avez besoin de modifier votre système ou d’y ajouter des éléments. Vous pouvez accéder aux outils de configuration et de sélection Rockwell Automation www.ab.com/e-tools depuis votre bureau ou depuis un appareil mobile.
Pour plus d’informations, envoyez-nous un courriel à : [email protected] avec la réf. Outils
IAB permet aux utilisateurs de créer des scénarios différents, avec différentes E/S ou divers types de réseau, et faire des comparaisons. Il existe une liste déroulante présentant les produits des partenaires Encompass et les règles d’association afin de s’assurer que seuls les produits compatibles avec cette configuration pourront être sélectionnés. Plus de 30 000 utilisateurs profitent déjà de ce puissant outil.

8 Automation Today • Numero 1-2012www.rockwellautomation.com • [email protected]
APPLICATION CLIENT
MTorres propose des dérouleurs-encolleurs plus précis grâce à Rockwell AutomationUne entreprise de transformation du papier choisit les solutions de commande et de variateur de Rockwell Automation comme l’équipement de base de son nouveau dérouleur-encolleur automatique destiné à l’industrie du papier-mouchoir.
Contexte« Un travail bien commencé est à moitié achevé »… un proverbe qui trouve évidemment écho dans les sociétés de transformation, puisque celles-ci doivent accorder une attention toute particulière aux premières étapes du processus afin de minimiser les déchets et protéger l’intégrité et la qualité du papier, et ce du début à la fin.
La division Machines pour l’industrie papetière de la société espagnole MTorres aide ses clients dans les étapes suivantes : conception, fabrication et installation de dérouleurs, d’encolleurs, de porte-bobines et de systèmes de transport du papier en rouleau, qui sont normalement placés au
début des lignes de production pour le carton ondulé, les massicots, l’impression, les plastifieuses, l’emballage liquide, le papier-mouchoir, les plaques de plâtre et d’autres industries de transformation de papier.
La société espagnole, dont le siège se trouve à Torres de Elorz, en Navarre, a démarré ses activités en 1976, principalement dans l’industrie du carton ondulé. Plus tard, elle a élargi ses activités à d’autres domaines, devenant ainsi un acteur majeur de l’industrie de transformation. Pablo de la Fuente, directeur commercial chez MTorres, nous a confié que « la société s’efforce aujourd’hui d’étendre ses activités à de nouveaux domaines, tels que les emballages flexibles, le papier-mouchoir et les matériaux non-tissés ».
MTorres vend ses machines à la fois aux clients finaux, qu’on retrouve dans les différentes industries mentionnées ci-dessus, et aux constructeurs de machines, qui complètent l’assemblage des lignes de transformation. « Nous ne fournissons que les unités initiales d’une ligne de transformation, car notre savoir-faire est très spécifique. Par conséquent, nous avons souvent collaboré avec d’autres constructeurs de machines, qui ne peuvent donc pas être considérés comme
des concurrents », précise Pablo de la Fuente.
MTorres a pris la bonne habitude de travailler avec de grandes entreprises technologiques, cette société s’est donc tournée vers Rockwell Automation pour développer le système d’automatisation et de contrôle de l’UTS, l’un de ses nouveaux dérouleurs-encolleurs automatiques destinés à l’industrie du papier-mouchoir.
Une nouvelle gamme innovanteMTorres qui dispose d’un très grand parc de machines installées dans plus de 60 pays partout dans le monde, est reconnu comme un expert dans le contrôle de la tension de la bande dans le processus automatique de déroulage-encollage.
Cette particularité caractérise également la nouvelle gamme de dérouleurs-encolleurs automatiques destinés à l’industrie du papier-mouchoir, que la société espagnole a récemment développée.
D’après Pablo de la Fuente, directeur commercial chez MTorres, « Cette machine représente la toute dernière forme d’innovation mise en place pour réduire les
SolutionsUnesolutionRockwellAutomationaétémiseenplace.Elleincluait:• LesvariateursKinetix®Allen-Bradley®• Lescontrôleursd’automatismeprogrammablesControlLogixAllen-Bradley
• LesterminauxàdalletactilePanelViewAllen-Bradley
Résultats• Tensionconstantedelabande• Commandeprécisedesopérationsdedéroulementetd’encollage
• Systèmedecommandeentièrementintégré• Contrôleducouplededémarrageetdelavitesseenphasededémarrageetàpleinepuissance
• Effortsdeprogrammationréduits• Dépannageeninterneplusefficace• Testetvalidationplusfaciles• Flexibilitéaccruedesmachines• Modularitéetévolutivitédessolutionsdecommandeetdevariateurpourdesservicessurmesure
• Serviceetassistancedanslemondeentier

9www.rockwellautomation.com • [email protected] Automation Today • Numero 1-2012
déchets et améliorer la production dans les lignes de transformation. Elle a un design révolutionnaire qui lui permet de tendre la bande de façon constante tout au long du processus de déroulement et de procéder à un collage automatique à ’vitesse nulle’ ».
Grâce à son intégration simplifiée, l’UTS est bien sûr compatible avec les nouvelles lignes de transformation, mais aussi avec celles existantes.
Avec ces machines, il n’est pas nécessaire d’arrêter la production pour changer les rouleaux, ce qui permet à l’utilisateur de maximiser le rendement du processus, tout en assurant une fiabilité de 100 %. « Les encollages peuvent se faire à des vitesses différentes, selon la consistance du matériau et l’application. Plus la vitesse et la taille des rouleaux de papier sont grandes, plus la spécialisation de MTorres devient unique », affirme Pablo de la Fuente.
Contrôle et tension assurés de manière constanteLe modèle UTS est la machine la plus récente de la nouvelle gamme de dérouleurs-encolleurs automatiques destinés à l’industrie du papier-mouchoir.
C’est un dérouleur sans courroie à entraînement central doté d’encolleurs automatiques qui n’arrête pas la production. C’est un concept totalement nouveau, utilisant un système de chariot qui intègre le dérouleur et l’encolleur automatique.
Il utilise deux chariots par couche qui peuvent coulisser à l’intérieur et à l’extérieur. Pendant que l’un fonctionne, l’autre est préparé pour entrer en fonctionnement. Grâce à une conception modulaire, il peut être adapté pour fonctionner avec une ou plusieurs couches.
MTorres a choisi les solutions de commande et de variateur de Rockwell Automation pour construire le cœur de l’automatisme de la machine, dans le but de maintenir une tension constante de la bande tout au long du processus. La société espagnole avait besoin de contrôler les opérations de déroulement et d’encollage avec précision et les systèmes de commande entièrement intégrés de Rockwell Automation se sont imposés comme étant les meilleures solutions car ils offrent le couple de démarrage et le contrôle de la vitesse nécessaires pendant la phase de démarrage, mais aussi lorsque la machine tourne à plein régime.
La plupart des dérouleurs MTorres intègrent un double système de contrôle pour la tension de la bande : un système de cellules de charge et une boucle d’accrocheuse fonctionnant comme un rouleau compensateur.
Les servovariateurs Kinetix Allen-Bradley permettent à la fois de contrôler la position de la boucle d’accrocheuse, le couple et la vitesse des moteurs de déroulement tandis que les automates ControlLogix Allen-Bradley commandent le reste du déroulage.
Par ailleurs, un terminal à dalle tactile PanelView Allen-Bradley est utilisé pour
paramétrer et contrôler la machine. La majorité des composants dans l’armoire électrique viennent également de chez Rockwell Automation.
La modularité à l’aide de la flexibilitéLa société MTorres connaît très bien la technologie de Rockwell Automation et choisit toujours leurs produits quand elle travaille pour les marchés américain et canadien.
« Les fabricants évoluant sur ces marchés connaissent très bien leurs différentes solutions. Pour eux, Rockwell Automation est une référence », affirme Pablo de la Fuente. « Nous connaissons aussi très bien Rockwell Automation : programmer une de nos machines avec des systèmes Rockwell Automation est devenu une habitude pour nous, car nous avons été maintes fois satisfaits de leurs solutions de contrôle de tension pour nos dérouleurs ».
Dans ce cas précis, MTorres a acheté des composants individuels auprès de Rockwell Automation, mais la société réfléchit désormais à adopter une solution intégrée pour la suite, puisqu’elle a maintenant pris conscience des avantages que l’Architecture Intégrée de Rockwell Automation peut offrir.
Les bénéfices tirés de l’utilisation des composants de Rockwell Automation sont nombreux pour MTorres : cela a réduit ses efforts en programmation, les problèmes mineurs sont résolus rapidement en interne, particulièrement en ce qui concerne les variateurs, les phases de test et de validation sont plus simples et la flexibilité de la machine est augmentée.
« Ce dernier avantage a d’ailleurs son importance, puisque la société a besoin de construire des solutions pouvant être configurées facilement pour différentes applications », ajoute Pablo de la Fuente.
« La modularité et l’évolutivité des solutions de commande et de variateur de Rockwell Automation sont un atout important à ce niveau, ces avantages nous permettent de répondre aux demandes de nos clients de manière ponctuelle et efficace ».
Enfin, la qualité de service et d’assistance de Rockwell Automation vient parfaire leur solution : « Nous savons que nous pouvons compter sur l’expérience de Rockwell Automation absolument partout. Comme la société Rockwell Automation est présente à l’international, nos clients peuvent toujours trouver une solution qui s’adapte à leurs besoins, et ce, partout dans le monde ».
Pour plus d’informations, envoyez-nous un courriel à : [email protected] avec la réf. MTorres

10 Automation Today • Numero 1-2012www.rockwellautomation.com • [email protected]
APPLICATION CLIENT
CT Pack double la vitesse de ses machines d’emballage et réduit les déchets grâce à Rockwell Automation Le constructeur de machines destinées à l’industrie alimentaire utilise l’Architecture Intégrée et l’installation innovante de servos pour améliorer les performances de ses produits.
ContexteLa société CT Pack est basée à Ferrare, en Italie. Elle a été créée en 1996 par Gino et Giuliano Cocchi, en mettant en commun l’expérience de trois grandes marques : Mopa, Otem et Vortex Systems.
L’objectif de la société était de devenir le numéro 1 du conditionnement et de l’emballage de produits alimentaires. Pour y parvenir, CT pack préfère cibler une clientèle à la recherche de solutions d’emballage personnalisées plutôt que de proposer simplement un catalogue de produits.
Le défiLes lignes traditionnelles de conditionnement de biscuits ne peuvent généralement pas emballer plus de 350 paquets par minute et les déchets s’élèvent souvent à près de 30 % de la production. C’est pourquoi les aliments de ce genre (très fragiles) sont d’abord traités horizontalement, avant d’être tournés à 90° (pour être sur la tranche) puis placés côte à côte pour procéder à l’assemblage des
biscuits par seconde, induit des vibrations qui peuvent endommager les biscuits. C’est pour cette raison que nous avons conçu une toute nouvelle architecture. Nos ingénieurs, en collaboration avec Roberto Loce, l’expert du moteur linéaire chez Rockwell Automation, ont développé une architecture intégrée totalement innovante, même si elle s’appuie sur des composants déjà existants sur le marché ». Bruno Alberti ajoute : « Rockwell Automation a été la seule société disposée à cofinancer notre démarche de Recherche et Développement. C’est l’une des principales raisons pour lesquelles nous avons choisi de travailler avec eux ».
paquets individuels. La rotation mécanique et le contact qu’elle génère par la suite entre deux éléments, représente l’une des étapes les plus délicates de tout le processus.
En outre, l’utilisation d’un système à air comprimé pourrait endommager le produit et l’exigence du client, à savoir augmenter la vitesse d’emballage, pourrait sensiblement faire augmenter le nombre de biscuits cassés pendant cette phase. CT pack a donc décidé d’explorer la solution de Rockwell Automation.
La solutionLes ingénieurs de CT pack ont voulu éliminer ce mouvement de rotation pour garder les paquets individuels à l’horizontal, avant de les placer les uns sur les autres pour former une pile prête à être emballée.
Bruno Alberti, Responsable du département Hardware & Software chez CT Pack s’explique : « Cette méthode de fonctionnement est possible grâce à un système de placement qui s’élève à mesure que la pile grandit. La grande rapidité du système, qui empile plus de cinq
Solutions
UnesolutionRockwellAutomationaétémiseenplace.Elleincluait:
• ServomoteurslinéairesLDC-Series™Allen-Bradley
• ServovariateursKinetix®6000Allen-Bradley• DesPACControlLogixAllen-Bradley• Utilisationdebobinagesfixesetd’aimantsmobilespourréduirelatailleetlepoidsdusystème
• OptimisationdelatailledesmoteursutilisésgrâceàMotionAnalyzer
Résultats
• Lesystèmeadoublésavitessed’emballage• Éliminationdespertesduesaucontactdesbiscuits
• L’utilisationdesolutionsexistantessurlemarchéaréduitlamaintenanceetlescoûtsderéparation
• L’utilisationdemoteurslinéairesfavoriseleséconomiesd’énergieenéliminantlespertesdetransmissionmécanique

Bruno Alberti explique aussi : « Bien que les impératifs de vitesse ont été satisfaits pour cette application, la grande taille des servomoteurs linéaires LDC-Series™ ont posé un problème dans ce cas de figure précis. Les tailles de moteur ont été incapables de gérer les masses propres à ce projet. Une solution a donc dû être trouvée. Des bobinages fixes ont été mis en place, et des aimants étaient utilisés comme des pièces mobiles. En bouleversant les concepts traditionnels, on a réussi à réduire les tailles et les volumes en question, tout en évitant de déplacer le câblage ».
RésultatsEn installant deux servomoteurs rentables et performants l’un en face de l’autre, la puissance disponible a été doublée, et les dimensions de la machine sont presque restées inchangées.
Le champ magnétique créé dans le système d’aimants opposés est réellement équilibré par rapport à la mécanique utilisée, ce qui allège d’autant plus la structure de soutien.
Grâce à la flexibilité des moteurs linéaires, dont la vitesse peut être rapidement modifiée en utilisant le logiciel Motion Analyzer, ils peuvent être aussi adaptés en temps réel aux hauteurs d’empilage requises pour des raisons commerciales ou à
l’épaisseur des biscuits. La course conseillée est de 300 mm, mais certaines expériences ont démontré que le système peut fonctionner avec une course de 600 mm.
La parfaite maîtrise des mouvements, avec des pas individuels de 9 mm, permet d’atteindre une vitesse de fonctionnement de 100 mm/s et une accélération jusqu’à 2,5 G. Une autre particularité réside dans le fait que, malgré les 48 moteurs installés, le système de commande repose entièrement sur les servovariateurs Kinetix® 6000.
En outre, les contrôleurs d’automatisme programmables utilisés font partie de la gamme ControlLogix™ Allen-Bradley qui utilise le protocole Ethernet. En conséquence, toutes les données de production peuvent être transmises en temps réel aux systèmes de surveillance et de gestion de l’usine. En fait, la mise en œuvre de la solution d’Architecture Intégrée de Rockwell Automation a été particulièrement appréciée par les utilisateurs parce qu’elle a diminué les pannes et les temps de maintenance prévu.
Pour plus d’informations, envoyez-nous un courriel à : [email protected] avec la réf. CT Pack

1212 Automation Today • Numero 1-2012www.rockwellautomation.com • [email protected]
APPLICATION CLIENT
TOTAL E&P se modernise avec une solution TrustedUne grande compagnie d’exploitation de gaz et de pétrole améliore et modernise ses opérations grâce à une solution Rockwell Automation intégrant le concept de tolérance aux pannes.
provient des générateurs d’Alwyn Nord via deux câbles sous-marins. Les gisements d’Alwyn produisent environ 100 000 barils d’équivalent pétrole par jour.
Confrontée à des problèmes d’obsolescence, Total E&P Ltd au Royaume-Uni a fait appel aux ingénieurs et aux équipements de Rockwell Automation pour la modernisation d’un certain nombre de systèmes sur deux plates-formes, avec des interventions principalement prévues sur son site de Dunbar.
Le défiLa mise à jour concernait le système d’urgence et de sauvegarde (ESD), le système de sécurité Feu et Gaz (F&G), le système de contrôle-commande de process (PCS) et des systèmes de surveillance des vibrations.
Le principal défi des ingénieurs était de mettre en place un système de contrôle et de sécurité amélioré en perturbant le moins possible les opérations en cours, et surtout, toutes les améliorations apportées ne devaient en aucun cas gêner la sécurité de la plate-forme. Ils disposaient aussi de créneaux horaires très limités sur deux périodes pour effectuer leurs interventions. Ils devaient travailler pendant une période d’inactivité planifiée (deux ou trois semaines au cours de la période estivale), ou pendant le remplacement simultané de composants et d’éléments d’infrastructure avant la fermeture.
Les principaux objectifs étaient de remplacer les composants du système pour pallier aux déclenchements intempestifs et à des graves problémes d’obsolescence, tout en garantissant la disponibilité de pièces de rechange au moins jusqu’en 2020, d’équiper les installations pour permettre la conduite à distance des opérations de Dunbar depuis Alwyn Nord, de lancer un processus de modernisation rentable avec des risques réduits pour la production et, enfin, de terminer la mise à niveau sans aucun risque pour la sécurité du personnel, de la plate-forme ou l’environnement.
Ce dernier point a été honoré avec succès tout au long du projet, ce qui a valu aux ingénieurs de Rockwell Automation d’être nominés pour un prix ’Santé et Sécurité’.
ContexteTOTAL E&P UK Limited est l’une des principales sociétés d’exploitation de pétrole et de gaz au Royaume-Uni, où elle continue d’investir massivement. La société emploie environ 750 personnes à son siège d’Aberdeen, et s’occupe entre autres de l’exploitation des plates-formes d’Alwyn, des gisements haute pression/haute température d’Elgin et de Franklin et du terminal de gaz de Saint Fergus, ainsi que d’un certain nombre de gisements non exploités.
Le complexe Alwyn Nord, situé sur le plateau continental britannique à 440 km au nord-est d’Aberdeen, a débuté sa production en 1987. La plate-forme de Dunbar, située à 22 kilomètres au sud du complexe d’Alwyn Nord, a débuté sa production en 1994 et exporte le pétrole et le gaz d’Alwyn Nord via un pipeline multi-phase. Dunbar est équipée des installations de traitement minimal, d’un derrick de forage et de quartiers d’habitation. L’énergie électrique
La solutionLa stratégie pour cette modernisation comprend un certain nombre d’étapes spécifiques, mais n’excluant pas des interventions simultanées. Le système PCS a été mis à niveau avant la fermeture, et installé en tandem avec le système existant afin de conserver la capacité de production. Le système F&G a lui aussi été mis à niveau avant la fermeture et la solution ESD a été mise en place lors de l’arrêt général en parallèle avec les autres nouveaux systèmes achetés en ligne.
Rockwell Automation, en tant que sous-traitant EPC, a assumé toutes les responsabilités : passer les commandes auprès de tous les fournisseurs d’équipement, terminer toutes les études techniques détaillées, organiser la vérification et l’expédition de tous les matériaux sur le site, superviser l’installation du site, les étapes de mise en service et la gestion des sous-traitants. Rockwell Automation a mis à jour les systèmes ESD et F&G avec un seul contrôleur modulaire triple redondant (TMR) ESD Trusted et un seul contrôleur TMR F&G Trusted.
Trusted est un système de contrôle et de sécurité intégrant le concept de tolérance aux pannes. Il a été conçu pour répondre aux normes internationales les plus strictes en matière de sécurité, favorisant l’intégrité d’un système de contrôle qui pourrait, s’il était défaillant, nuire à la rentabilité du processus. Chaque module est doté de triples voies de traitement (tranches), qui sont combinées avec une multitude d’étapes de diagnostics et de décision, donnant ainsi naissance à une architecture tolérante aux pannes hautement fiable.
Contrairement aux systèmes de contrôle non-TMR, la solution Trusted permet une durée virtuelle de service de 100 %, et ce sans compromettre l’intégrité du système. Ce système a reçu la certification TUV AK6, la cote la plus élevée pour les systèmes de sécurité programmables, mais aussi la NFPA72 et la Gosstandart de Russie.
Le système actuel intègre un ICS 2000, un système de sécurité propriétaire de

13www.rockwellautomation.com • [email protected] Automation Today • Numero 1-2012
Rockwell Automation. La mise à jour du système de Dunbar a remplacé le processeur et le sous-système de sortie par des processeurs Trusted, et les ingénieurs ont également été capables de procéder à une migration contrôlée en ligne (maintien de la production) grâce à une planification renforcée et une évaluation des risques fiable avant l’intervention.
Selon Wullie Nicolson, ingénieur en chef EDS chez Rockwell Automation, « la tâche consistait à détruire la moitié de l’ancien double ICS2000, construire la nouvelle solution Trusted au même endroit, et configurer le sous-système d’entrée afin de rendre les données d’entrée disponibles sur les nouveaux systèmes comme sur les anciens. De cette manière, les ingénieurs ont pu vérifier la logique de traitement et l’état des sorties avant de transférer les sorties vers le nouveau système. Ensuite, une migration contrôlée des sorties de l’ancien système vers le nouveau a été réalisé ».
« La clé du succès, a été de maintenir le flux d’informations entre le personnel des opérations de TOTAL et nous » ajoute-t-il. « De cette façon, les opérateurs ont toujours su ce qui avait été migré et quel système contrôlait telle et telle pièce d’équipement. La relation que nous avons créée avec TOTAL est saine et c’est ce qui a fait la différence ! »
Résultats« Un des aspects les plus importants pour TOTAL était la sécurité, » nous explique Derek Thomson, chef de projet E&I chez TOTAL E&P. « Nous basons beaucoup de nos statistiques opérationnelles sur la sécurité et je suis fier de dire que ce projet a été exceptionnel dans ce domaine. Les ingénieurs de Rockwell Automation sont arrivés sur la plate-forme et se sont intégrés immédiatement dans le cadre sécuritaire ».
Une des caractéristiques potentielles de la nouvelle installation sera la capacité de contrôler certains éléments de Dunbar à partir d’Alwyn Nord. L’ancien système avait été conçu pour intégrer cette fonctionnalité, mais elle n’a jamais été exploitée. Cependant, il est maintenant prévu de l’utiliser à l’avenir. « La première phase se limitait à la fiabilité, » poursuit Thomson,
« nous sommes maintenant à la phase 2 du projet de modernisation de Rockwell Automation, et renforçons par la même occasion le lien qui nous unit. Cela atteste également du plaisir que nous avons eu de travailler avec eux ».
En conclusion, Adam Howard, Directeur des opérations EPC chez Rockwell Automation, précise : « Nous avons gagné ce projet face à une concurrence incroyablement serrée
avec des fournisseurs réputés. J’aime à penser que la diversité de nos compétences, combinée à une approche positive et proactive, ainsi que la mise en œuvre d’une approche risque/réussite innovante ont été les clés du succès ».
Pour plus d’informations, envoyez-nous un courriel à : [email protected] avec la réf. Total
Nous basons beaucoup de nos statistiques opérationnelles sur la sécurité et je suis fier de dire que ce projet a été exceptionnel dans ce domaine. Les ingénieurs de Rockwell Automation sont arrivés sur la plate-forme et ont instauré immédiatement un cadre sécuritaire.

14 Automation Today • Numero 1-2012www.rockwellautomation.com • [email protected]
HistoriqueAvec la vaste gamme de produits et solutions de Rockwell Automation, les clients de l’industrie du gaz peuvent bénéficier d’une offre groupée cohérente qui répond à leurs besoins… le tout à partir d’une source unique.
C’est ce qui a séduit l’autrichien Erwin Schiefer dans le cadre de son projet de gazéification du bois. Il a commencé la construction d’une usine aidant à l’exploitation de sa ferme et vend maintenant des usines à d’autres entreprises.
Rockwell Automation et Erwin Schiefer mettent les gaz pour produire l’une des premières centrales au monde à haute capacité de gazéification du bois Un client de l’industrie du gaz bénéficie d’une solution CompactLogix cohérente qui répond à tous ses besoins… à partir d’une seule et même source.
Le défiLa production de gaz issu de la combustion du bois est un processus complexe au cours duquel un certain nombre de problèmes peuvent survenir. Il met fortement à contribution le système de contrôle de l’usine qui a besoin de détecter et de compenser les écarts liés au processus dès le début. La présence d’équipements intelligents intégrés est également nécessaire dans les autres éléments déployés dans le système.
Une facture d’électricité trop élevée. C’est ce qui a poussé l’agriculteur Erwin Schiefer à vouloir devenir son propre fournisseur d’énergie. Il savait que certaines sources d’énergie naturelles pointaient doucement mais sûrement le bout de leur nez, alors qu’il existe encore un fort potentiel inexploité dans d’autres sources – comme le bois.
Bien que la production d’énergie par gazéification de bois ait été découverte il y a 200 ans, cette technologie n’a jamais été vraiment exploitée étant donné qu’il existait en parallèle des alternatives moins compliquées et plus rentables. Schiefer pense que « la technologie de gazéification du bois est difficile à maîtriser. La production de gaz est en soi relativement facile, mais c’est assurer la stabilité du système qui représente un vrai défi ».
La solutionEn collaboration avec Rockwell Automation, Erwin Schiefer a construit une usine de gazéification du bois qui, en plus de produire de l’énergie, a beaucoup fait parler d’elle à l’étranger. Avec 8300 heures de production par an, un chiffre pas commun dans ce domaine, ce n’est pas une surprise.
APPLICATION CLIENT
C’est presque 95 % de la capacité totale de l’usine, un pourcentage que la plupart des autres exploitants rêveraient d’égaler. Cette réussite a incité Erwin Schiefer à réfléchir au développement des usines de gazéification du bois pour d’autres compagnies.
SolutionsUnesolutionRockwellAutomationaétémiseenplace.Elleincluait:• UnCompactLogix1768Allen-BradleyavecuneUCL43
• DesvariateursPowerFlex40et70Allen-Bradley• DesE/SPointI/OSérie1734Allen-Bradley• UnterminalPanelView600Allen-Bradley• FactoryTalkViewStudio• EtherNet/IP
Résultats• Uneusinedegazéificationduboisefficace,quiproduitactuellement220kWd’énergieélectrique(lasociététablesurunchiffrede500kWdansunedeuxièmephase)ainsique800kWd’énergiethermique
• Grandedisponibilitédelacentraled’aumoins7800heuresparan;defévrier2010àfévrier2011,elleamêmeétéopérationnelle8300heures,soit95%desacapacité
• Augmentationdelasécuritéetdelafiabilitégrâceàdesajustementsconstants,ainsiquedespossibilitésdetélédiagnosticsettélémaintenance
• Aprèsavoirréussitàconstruireuneusinedegazéificationduboispoursaferme,ErwinSchieferbénéficieaujourd’huid’unerenomméeinternationaleetvendmaintenantdesusinesàd’autressociétés

1515www.rockwellautomation.com • [email protected] Automation Today • Numero 1-2012
« Nous avons développé l’ensemble du système nous-mêmes, du réacteur jusqu’au filtre d’épuration des gaz », explique Schiefer avec fierté quand il parle de son système qui produit jusqu’à 200 kW d’énergie électrique et jusqu’à 400 kW d’énergie thermique par heure. Il peut plus ou moins laisser la centrale électrique et thermique faire son travail grâce au système CompactLogix™ d’Allen-Bradley® qui gère l’automatisation, y compris la technologie de chauffage, le séchage du bois et du maïs et l’approvisionnement du réseau de distribution électrique en énergie.
D’après lui, la clé pour atteindre un bon niveau de production dans une usine de gazéification du bois, c’est le contrôle précis des zones au sein du réacteur. « La ventilation du réacteur est située dans la zone d’oxydation », précise-t-il. « C’est là que le CompactLogix permet de s’assurer que la température de cette zone, qui se trouve être la plus chaude, n’augmente pas à cause
de variations dans les matériaux ou dans le taux d’humidité. Il y parvient en ajustant les niveaux de ventilation en conséquence ».
Erwin Schiefer estime que tant il y a une bonne ventilation et une parfaite coordination entre les quatre zones du réacteur [séchage, pyrolyse (carbonisation), oxydation et réduction], on atteint le niveau de stabilité voulu.
La précision du réglage fait la différenceLe système requiert un réglage précis, qui est géré par le système de commande Allen-Bradley et par la technique de séchage s’appuyant sur un système à fond mouvant développé par Schiefer. « Plus le bois coupé est humide, plus il y aura d’évaporation, la sécheuse sera donc réglée pour avancer plus lentement ». Cette procédure permet d’instaurer un niveau de sécurité et de
fiabilité plus élevé. Il est surtout tellement efficace que le bouche à oreille commence à fonctionner même en Allemagne.
Par exemple, quand Kai M. Alberding, PDG de la société allemande BioPower Development GmbH, cherchait de l’aide pour gérer son usine de gazéification du bois, qui était terminée mais non opérationnelle à 100 %, il s’est tourné vers le professeur Siegfried Rapp.
En tant que conseiller sur les systèmes énergétiques biogènes à la Chambre de Commerce dans le Land de Bade-Wurtemberg, le professeur Rapp lui a demandé de contacter Alberding Xylogas Entwicklung GmbH et EAF – Energieanlagenforschung GmbH (recherche sur les systèmes énergétiques). « En collaboration avec le professeur Rapp, nous avons évalué tous les fournisseurs sur le marché et en sommes venu à la conclusion que l’usine de Schiefer était la plus viable en raison de sa haute productivité prouvée » affirme Alberding.
RésultatsEn remportant le contrat de développement avec BioPower Development GmbH, le rêve de Schiefer de développer une seconde activité, à savoir la construction et la vente d’usines de gazéification du bois à d’autres entreprises, est enfin devenu une réalité.
Aujourd’hui, l’usine de BioPower Development GmbH est arrivée au résultat suivant : après l’achèvement des travaux, entre 450 et 500 kW d’énergie électrique devraient être proposés au réseau électrique officiel en Allemagne, et 800 kW d’énergie thermique à une entreprise locale.
Dans l’usine de BioPower, c’est simple : les équipements Allen-Bradley sont sur le devant de la scène. Un automate CompactLogix 1768 Allen-Bradley doté d’une UC L43 gère le flux de matière du silo au réacteur ainsi que le filtrage des particules et les systèmes de séchage. Il contrôle également l’épuration des gaz ainsi que les étapes de production importantes, et traite toutes les actions s’appuyant sur les données fournies par 1734 E/S Point I/O™.
Erwin Schiefer est particulièrement impressionné par les variateurs PowerFlex® 40 et 70 Allen-Bradley qui gèrent plusieurs types de pompes et de compresseurs grâce au système de visualisation FactoryTalk View Studio. Son équipe et lui peuvent aussi avoir un aperçu plus précis du système via une connexion VPN sécurisée si nécessaire, pour effectuer des télédiagnostics et des opérations de maintenance via EtherNet/IP. Mais c’est un outil qui est rarement utile, grâce à la technologie d’automatisation sophistiquée de Rockwell Automation.
Pour plus d’informations, envoyez-nous un courriel à : [email protected] avec la réf. Xylogas

16 Automation Today • Numero 1-2012www.rockwellautomation.com • [email protected]
traitement des eaux usées, qui était elle-même en chantier de modernisation.
« Beaucoup de gens pensent que l’eau sale entre dans une usine de traitement par une extrémité et qu’elle ressort en eau potable par l’autre extrémité comme par magie », affirme Steinwender avec amusement. Mais il y a des technologies de pointe derrière tout ce processus qui font que tout se passe comme prévu. « Une usine de traitement des eaux usées doit être capable de gérer différentes situations, tout en offrant une qualité d’eau supérieure de manière constante », ajoute-t-il. Il n’y a pas de place pour l’erreur, la législation qui encadre le traitement de l’eau est très stricte et n’autorise aucun arrêt de production. « Il y a très peu de procédés industriels qui nécessitent autant de contrôle en ligne que tout le processus de purification des eaux usées », remarque Steinwender.
Solution :Pour le projet de Villach, IAS a commencé par la modernisation de plus de 30 stations de pompage et de levage par rapport à une norme d’automatisation cohérente. Ces stations pompent les effluents de la zone entourant la station d’épuration des eaux usées. Chaque station a été équipée d’un écran d’affichage PanelView™ Plus 400 Allen-Bradley®, qui montre les conditions de fonctionnement dans un graphisme facile à lire, ainsi qu’en format texte. Cette information peut aussi être consultée simultanément dans la salle de contrôle grâce à une connexion sans fil via des modems radio et GSM. Les stations équipées d’une connexion GSM sont contrôlées deux fois par jour à partir du centre de contrôle, elles signalent les défaillances à la salle de contrôle toutes les 15 minutes pour une analalyse ultérieure dans la journée.
Les ingénieurs d’IAS ont aussi remplacé les anciens démarreurs étoile-triangle des systèmes de pompes par des démarreurs progressifs Allen-Bradley. Ce changement
de fonctionnement à long terme. Chaque station de pompage a aussi été équipée d’un automate MicroLogix™ 1400 Allen-Bradley et tous les contacteurs et les manettes de commande pour le fonctionnement manuel ont également été remplacés par des composants Allen-Bradley.
Concept de réseau globalL’autre mission de l’équipe d’IAS était de traiter la technologie de commande. Les anciens automates PLC5 ont été maintenus dans le système au niveau des E/S mais sont maintenant seulement utilisés comme une interface pour les nouveaux équipements ControlLogix® Allen-Bradley, qui gèrent les processus de contrôle.
« L’avantage avec le ControlLogix, c’est que nous pouvons y adapter notre propres macros (blocs fonctionnels) », s’enthousiasme Steinwender. Cela réduit d’ailleurs le temps nécessaire pour les recherches d’ingénierie et les essais.
La visualisation des processus est gérée par le logiciel FactoryTalk View® SE de Rockwell Automation. Il y a 12 consoles opérateur installées dans l’usine elle-même, cinq d’entre elles intègrent un PC industriel et un
IAS met en place des solutions de contrôle et de visualisation intégrées pour moderniser son infrastructureUne des plus importantes stations d’épuration d’Autriche a vu la durée de vie des stations de pompage accrue et ses coûts d’exploitation réduits.
ContexteDans la ville autrichienne de Villach, une des plus importantes stations d’épuration du pays assainit l’eau d’une population totale de 200 000 habitants. La société IAS basée à Vienne a récemment modernisé cette usine avec les systèmes de commande et d’affichage de Rockwell Automation et un réseau à trois niveaux.
Albert Steinwender et IAS GmbH travaillent sur les débris et les déchets, mais il n’y a pas de honte à cela. Sa société (IAS : Internationale Automationssysteme) s’est spécialisée dans la planification et l’ingénierie des équipements électrotechniques destinés aux stations d’épuration, aux usines de traitement d’eau potable et aux sites d’enfouissement. « Nous proposons de tout : des composants de mesure et de contrôle de qualité jusqu’aux systèmes d’automatisation complets », explique Steinwender. IAS GmbH travaille en étroite collaboration avec Rockwell Automation depuis de nombreuses années, et ce lien s’est encore renforcé dans le cadre d’un grand projet pour la ville autrichienne de Villach. Les responsables ont demandé à l’entreprise de moderniser entièrement l’usine de traitement des eaux usées municipales, au niveau de l’automatisation et de la connexion avec 35 stations de pompage locales.
Le défiUn des défis du projet résidait dans le fait que les travaux de modernisation devaient être achevés alors que l’usine était toujours en activité. L’autre défi concernait les délais. En parallèle à la modernisation de l’usine de traitement des eaux usées, la ville de Villach devait installer un système de chauffage local dont les travaux devaient débuter à une date convenue contractuellement. Une partie importante du chauffage de ce système provient d’une centrale thermique fonctionnant au gaz d’égout. Le gaz est produit en utilisant des boues de l’usine de
APPLICATION CLIENT
a réduit la pression sur les pompes au démarrage, ce qui a permis d’augmenter leur durée de vie et de réduire leurs coûts

Are you sending service people to remote sites for updates & troubleshooting ?
Try Talk2M & see for yourself !
Easy, secure, Internet remote access for machine maintenance
- Instant broadband connection to the PLC- Easy to setup / no need to be IT expert- Fully secured connection for OEM’s & SI’s
Get online now with a CompactLogix PLC !Check it out... www.ewon.biz/encompass
1-2 page A4-Automation Today 1111.indd 1 24/10/2011 15:01:42
écran à dalle tactile. Les autres connexions au système pour le contrôle des processus sont réalisées via des PC de bureau fournis par le service informatique de la société. Cela facilite grandement le travail quand on sait que le site fait six hectares. Il y a deux autres stations mobiles qui permettent aux employés qui sont d’astreinte de surveiller l’installation à distance. Le nouveau réseau est constitué de trois niveaux. Au niveau de la commande, tous les systèmes ControlLogix sont interconnectés avec un anneau en fibre optique relié à deux serveurs identiques, assurant une redondance en cas de défaillance de l’un des serveurs. Le second niveau abrite chacune des consoles opérateur et les stations d’observation. Au troisième niveau, les données d’exploitation et les diverses analyses sont acheminées vers le serveur de données SQL de la ville de Villach. Les données conjoncturelles et les rapports peuvent alors être retransmis à tout moment sur les PC de l’usine de traitement des eaux usées avec un logiciel spécialement développé dans cet optique.
D’autres zones de l’usine, comme l’unité de mesure de la qualité et l’unité indépendante d’alimentation, sont connectées au système avec une carte Profibus DP. Les systèmes
d’équipements de bâtiment sont aussi intégrés à l’aide de modules Point I/O™ et d’EtherNet/IP.
RésultatsMalgré sa complexité, le nouveau système a été mis en service avec succès en seulement 18 mois. Le fait que les composants Allen-Bradley aient été plus simples à programmer a largement contribué à accélérer les choses. IAS a aussi mis en œuvre la fonction de télédiagnostic qui est livrée en standard avec les automates ControlLogix.
En utilisant un réseau privé virtuel (VPN), les
ingénieurs IAS peuvent accéder au système de commande de n’importe où dans le monde. L’accès est sécurisé par un pare-feu du service informatique interne. Cette fonctionnalité leur permet d’aider les opérateurs sur place en cas de panne pour localiser rapidement la source de l’erreur. L’évolutivité des produits Rockwell Automation permettra également à la société de mener à bien de futures extensions et modifications dans l’usine sans aucune difficulté.
Pour plus d’informations, envoyez-nous un courriel à : [email protected] avec la réf. IAS

18 Automation Today • Numero 1-2012www.rockwellautomation.com • [email protected]
Cyan Tec lance ses systèmes révolutionnaires d’impression à jet d’encre directe sur produits utilisant la technologie Allen-Bradley La nouvelle technologie de Cyan Tec offre des capacités entièrement personnalisables de marquage direct des produits grâce aux solutions de milieu de gamme et linéaire de précision de Rockwell Automation.
ContexteUne nouvelle technologie innovante d’impression directe sur produit de Cyan Tec bénéficie des capacités offertes par les solutions avancées de milieu de gamme et linéaire de précision de Rockwell Automation.
Suite à l’acquisition en 2009 de Tec Systems, l’entreprise d’automatisation de haute technologie fondée il y a 30 ans, le groupe Cyan s’est aujourd’hui implanté sur le marché de l’impression industrielle à jet d’encre avec la marque Cyan Tec.
Cette acquisition a permis au groupe Cyan d’acquérir les ressources nécessaires en ingénierie et en fabrication pour répondre aux besoins de ce marché en pleine expansion. La société emploie aujourd’hui 20 personnes sur son site de production principal de Barrow-upon-Soar au Royaume-Uni, et assure actuellement la mise en place d’un service d’assistance technique à Détroit et à Shanghai.
La société compte parmi ses clients un grand nombre de multinationales de premier ordre dans divers secteurs, comme les appareils médicaux, l’aérospatial, l’automobile, le conditionnement, l’électronique, l’électroménager, l’agroalimentaire. D’autres sociétés d’impression évoluent sur ce marché, dont la plupart sont en développement, mais Cyan Tec pense être la seule société à concenter ses efforts dans l’impression directe sur produit dans des environnements de production rapide et pour diverses applications industrielles.
Le défiL’obstacle principal que rencontrait la société Cyan Tec était l’énorme éventail de produits proposés dans les marchés qu’elle ciblait. L’éventail est large : les bouteilles, les emballages, les biens de consommation, les produits électroniques,
APPLICATION CLIENT
les produits électroménagers, la sellerie et l’instrumentation automobile, les appareils médicaux, parmi de nombreuses autres applications.
« Chaque produit peut être différent », explique Clayton Sampson, directeur général de Cyan Tec. « Ils peuvent varier selon leurs formes, leurs tailles, leurs surfaces, et leurs compositions… la technologie de base sur laquelle repose les machines Cyan Tec se doit donc d’être flexible, pour parvenir à une impression de qualité supérieure personnalisable sur une grande variété de supports ».
La société doit également respecter une multitude de normes internes, locales, nationales et industrielles… bien plus qu’une entreprise ciblant un marché ou un client unique. Et c’est pour cette raison que la société devait faire en sorte que toute la technologie utilisée dans ses machines soit capable de répondre à ces besoins.
Il en va de même pour les protocoles de communication à travers les différents
marchés. Cyan Tec doit être sûre que ses machines peuvent être intégrée dans l’automatisation des unités de production existantes et qu’elles peuvent permettre aux clients de réaliser de l’impression variable en ligne directement sur leurs produits.
La solutionL’investissement et le développement considérable de Cyan Tec a permis la fabrication de plates-formes d’impression modulaires qui, avec des possibilités de personnalisation plus poussées, peuvent être configurées pour correspondre aux besoins précis de l’application de décoration ou de marquage de produits spécifiques.
Au cœur du module de base se trouve un contrôleur d’automatisme programmable CompactLogix Allen-Bradley (offre de milieu de gamme de Rockwell Automation) couplé à un guidage à moteur linéaire MPAS Allen-Bradley et un vérin électrique MPAI Allen-Bradley.

19www.rockwellautomation.com • [email protected] Automation Today • Numero 1-2012
Le CompactLogix gère tous les sous-programmes de contrôle et d’automatisation, tout en agissant comme interface de la machine avec le réseau de l’usine et le logiciel d’impression et de graphisme.
Le guidage à moteur linéaire MPAS permet le mouvement précis de l’opération, en passant les composants à imprimer sous les têtes d’impression statiques. « Ce mouvement doit être fait en douceur, » ajoute Clayton Sampson. « Nos dix années d’expérience dans l’impression à jet d’encre nous ont aidés à comprendre la relation entre le système de mouvement et le système d’imagerie. Nous avons besoin d’avoir un contrôle précis et un système de mouvement constant au moment du dépôt de l’encre, ça se passe au micron près et tout mouvement indésirable serait immédiatement visible dans la qualité de l’impression ». Le système est complété par le vérin électrique motorisé intégré MPAI, choisi pour ses dimensions compactes, et qui sert à ajuster le positionnement vertical de la plate-forme d’impression.
Sampson poursuit : « Pour ce qui est de la communication, cela peut varier selon la
machine ou en fonction de ce que veut le client, mais nous utilisons principalement EtherNet/IP car c’est un système très ouvert capable de communiquer avec une grande variété d’autres protocoles standard ».
Ce système de mouvement, associé à la technologie d’impression Cyan Tec, permet à la société de commercialiser des machines capables d’imprimer en couleur des graphismes sur une infinité de supports. Il est plus rapide, plus souple et bien plus rentable pour de petites impressions que les technologies d’impression existantes, dont la sérigraphie et la tampographie.
Il offre également les avantages d’un système d’impression numérique puisqu’il permet d’imprimer des données variables, permettant la personnalisation, la personnalisation de masse et ce qui est connu sous le terme de « late -point differenciation ». C’est là que, par exemple, le marquage en façade d’un produit peut être ajouté selon les besoins sur la ligne de production, plutôt que de travailler avec un lot importé de produits à façades identiques et surtout avec tous les délais associés.
Résultats« Nous tirons énormément d’avantages à utiliser l’équipement de Rockwell Automation, » indique Clayton Sampson. « En plus de nous permettre d’offrir une grande précision et un contrôle constant, nous bénéficions également de la présence internationale de Rockwell Automation ».
« Récemment, nous avons dû envoyer deux machines à fonctionnalités identiques sur deux sites d’un client, l’une au Canada, fabriquée selon les normes CSA et une en Europe fabriquée selon les normes de l’UE. Ce que Rockwell Automation a été capable de faire, c’est de spécifier l’équipement nécessaire pour conserver la fonctionnalité d’une machine selon deux normes avec des composants tri-évalués ou équivalents ».
« Notre délai de commercialisation est un élément de différenciation positif, » conclut-il. « En raison du haut degré d’intégration des composants Allen-Bradley, le nombre de complications est fortement diminué au moment de combiner et construire l’infrastructure d’automatisation. Cela nous permet de concentrer nos efforts sur la technologie d’impression. Nous avons construit des machines en collaboration avec un autre fournisseur de composants d’automatisation. Les délais étaient 25 % plus importants (20 semaines au lieu de 16), cela nous a fait apprécier également la facilité d’utilisation qui va de pair avec les équipements de Rockwell Automation ».
Pour plus d’informations, envoyez-nous un courriel à : [email protected] avec la réf. Cyan Tec
Ce que Rockwell Automation a été capable de faire, c’est de spécifier l’équipement nécessaire pour conserver la fonctionnalité d’une machine selon deux normes avec des composants tri-évalués ou équivalents.