Development of Close System Compression Hot Press Machine and
137
270 INAFOR 11E-032 INTERNATIONAL CONFERENCE OF INDONESIAN FORESTRY RESEARCHERS (INAFOR) Section E Forest Products and Industry Development of Close System Compression Hot Press Machine and Its Compression Trials Wahyu Dwianto, Yusup Amin, Teguh Darmawan, Sukma Surya Kusumah, Danang Sudarwoko Adi, Ika Wahyuni, Firda Aulya Syamani and Luna Nurdianti Ngeljaratan Research Center for Biomaterial, Indonesian Institute of Sciences (LIPI), Jl. Raya Jakarta-Bogor, Km.46 Cibinong Science Center, Cibinong 16911, INDONESIA Paper prepared for The First International Conference of Indonesian Forestry Researchers (INAFOR) Bogor, 5 – 7 December 2011 INAFOR SECRETARIAT Sub Division of Dissemination, Publication and Library FORESTRY RESEARCH AND DEVELOPMENT AGENCY Jl. Gunung Batu 5, Bogor 16610
Transcript of Development of Close System Compression Hot Press Machine and

270
INAFOR 11E-032
INTERNATIONAL CONFERENCE OF INDONESIAN FORESTRY RESEARCHERS (INAFOR)
Section E Forest Products and Industry
Development of Close System Compression Hot Press Machine and Its Compression Trials
Wahyu Dwianto, Yusup Amin, Teguh Darmawan, Sukma Surya Kusumah, Danang
Sudarwoko Adi, Ika Wahyuni, Firda Aulya Syamani and Luna Nurdianti Ngeljaratan
Research Center for Biomaterial, Indonesian Institute of Sciences (LIPI), Jl. Raya Jakarta-Bogor, Km.46 Cibinong Science Center, Cibinong 16911, INDONESIA
Paper prepared for The First International Conference of Indonesian Forestry Researchers (INAFOR)
Bogor, 5 – 7 December 2011
INAFOR SECRETARIAT Sub Division of Dissemination, Publication and Library
FORESTRY RESEARCH AND DEVELOPMENT AGENCY Jl. Gunung Batu 5, Bogor 16610

271
Development of Close System Compression Hot Press Machine and Its Compression Trials
Wahyu Dwianto, Yusup Amin, Teguh Darmawan, Sukma Surya Kusumah, Danang Sudarwoko Adi, Ika Wahyuni, Firda Aulya Syamani and Luna Nurdianti Ngeljaratan
Research Center for Biomaterial, Indonesian Institute of Sciences (LIPI),
Jl. Raya Jakarta-Bogor, Km.46 Cibinong Science Center, Cibinong 16911, INDONESIA Corresponding email: [email protected]
ABSTRACT
This paper deals with development of Close System Compression (CSC) Hot Press Machine (Patent Registration No.S00200900266) and its compression trials. To apply steam treatment into a full scale production is almost impossible and costly, because it is necessary to build up a high temperature resistant of autoclave and a boiler to produce and introduce steam into the autoclave. Pressing machine should be set inside the autoclave, as well. CSC Hot Press is a combination of heat and steam treatments. A conventional hot press is equipped with an air-tight seal frame and places in between the two hot plates machine. The high moisture content‘s wood is laying into the CSC and pressed. The trapped wood moistures will produce steam and act as self steam treatment. The machine has successfully compressed full scale Randu and Sengon woods and enchanced their physical and mechanical properties.
Keywords: Full scale, Close System Compression (CSC), air-tight seal frame
1. INTRODUCTION
The demand of woods increases with the increasing of human population. On the other hand, wood supply from natural forests decreases significantly due to forest degradation and deforestation. These problems have been overcame by shorten the cycle-cut of the trees or by utilized fast growing wood species from industrial plantation forests, such as Akasia (Acacia mangium) and Sengon (Paraserianthes falcataria). Generally, fast growing wood species have lower quality and subsequently lower strength and natural durability. Therefore, the utilization of the woods for sawn timbers and constructions are limited. Hence, it is necessary to improve their quality.
When a compressed wet wood specimen is dried under restraint, the stress gradually decreases until it disappears and the material is fixed in the deformed state. Commercial compressed solid wood was first made in Germany under the trade name Lignostone (Stamm 1964). However, the fixation of deformation is only apparent, because it can be almost completely reversed by boiling. Therefore, permanent fixation of deformation is required to utilize compressed wood as a substitute of commercial woods with high density.
Many attempts have been made to fix the compressive deformation of wood permanently. Resin treatments in which impregnated resins are polymerized during the deformation stage of wood (Stamm and Seborg, 1941; Inoue et al., 1991; Itoh and Ishihara, 1997) and chemical modifications of compressed wood (Fujimoto, 1992; Inoue et al., 1994) are effective methods of fixing.
Heat treatment, i.e. heating of wood under dry conditions at high temperatures, is another effective method of fixing. Seborg et al. (1945) reported that solid wood could be compressed to a densified-product known as Staypak. Inoue and Norimoto (1991) investigated the permanent fixation of compressive deformation of Sugi (Cryptomeria japonica D. Don) wood by heat treatment under dry conditions. They showed that permanent fixation could be achieved at a heating
272
temperature of 180ºC for 20h, 200ºC for 5h or 220ºC for 3h. Heat treatment can be performed easily using a conventional hot press and is of practical use for small-scale production, although it not only takes a long time to achieve complete fixation but is also accompanied by the great reduction of the mechanical properties of compressed wood.
Dwianto et al. (1997, 1998a) investigated the fixation of compressive deformation of wood by heat treatment. To clarify the mechanism for the permanent fixation of compressive deformation of wood by heat treatment, measurements of stress relaxation at a strain of 50% in the radial direction for oven-dried Albizia (Sengon) wood specimens were made for various duration of time during heat treatments in the temperature range of 20ºC to 200ºC (Dwianto et al., 1998b). An excellent correlation between the recovery of compressive deformation or the residual stress and the weight loss was observed, and the relationship was expressed by a hyperbolic equation. The residual stress was proportional to the recovery of compressive deformation, and this fact proved that the permanent fixation of compressive deformation by the heat treatment resulted from the release of stresses stored in the cell wall polymers by their degradation.
Steam treatment, i.e. heating of wet wood or with a high moisture content at high temperatures, is also an effective method of fixing the compressive deformation of wood. Steaming is performed in an autoclave (Inoue et al., 1993) or using a hot press equipped with an airtight seal (Inoue and Norimoto, 1994). Inoue et al. (1993) compressed wood under restraint at vapor pressures of 9 kgf/cm2 to 20 kgf/cm2 in an autoclave. They reported that permanent fixation was achieved at 180ºC for 8 min or at 200ºC for 1 min. They also observed no effect of steam treatment on fixation for dry specimens, and concluded that the moisture content of the wood affected fixation (Inoue and Norimoto, 1994). No marked decrease in the modulus of rupture or drastic color changes, which were seen following heat treatment of wood, were observed with steam treatment. Ito et al. (1998a) attempted to mold Sugi logs to squares and to fix the shape by steaming permanently using a pressure vessel in which a press cylinder was installed. They reported that sufficient fixation was achieved by steaming at 200ºC for 3 min with Sugi logs 15 cm in diameter and 10 cm in length. They considered that fixation was caused by a structural change in the cellulose (Ito et al., 1998b). Hsu et al., (1988) increased dimensional stability by pre steaming fibers at 200ºC for 3 min to 4 min before compressing them into fiberboards. They suggested that steam treatment could cause partial hydrolysis of hemicelluloses without any apparent changes in the cellulose or lignin content which markedly increased the compressibility of wood and in turn significantly reduced the build-up of internal stresses in composites during hot pressing. These results suggested that the mechanism of fixation was an increase in cellulose crystallinity and release of internal stresses stored in the cell wall during compression by partial hydrolysis of hemicelluloses.
To clarify the mechanism of the permanent fixation of compressive deformation of wood by high temperature steaming, the stress relaxation and stress-strain relationships in the radial compression for Sugi wood were measured under steam at temperatures up to 200ºC (Dwianto, 1998c; 1999). The relationship between the residual stress and the strain recovery at the end of relaxation measurements could be expressed by a single curve regardless of time and temperature. The strain recovery was decreased with steaming time and reached almost zero in 10 min at 200ºC. Although complete fixation can be achieved by steaming in a very short time, the apparatus is expensive and the operation is difficult.
This paper deals with development of CSC Hot Press Machine and its compression trials. This machine is the improvement of a previous 25 cm x 25 cm close system pressing machine (Amin et al., 2006). The purposes of development of the machine are to improve the wood quality, especially for low density-fast growing wood species to produce high quality wood products with higher density, strength and dimensional stability.
273
2. EXPERIMENTAL METHODS
2.1 Wood Samples
Wood samples used in the compression trials were Randu (Ceiba petandra) and Sengon (Paraserianthes falcataria) with the dimension of 400 cm in length x 12 cm in width x 12 cm in thickness. Wood logs were taken from the trees with diameter of around 30 cm from West Java Village Forest.
2.2 CSC Hot Press Machine
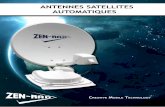
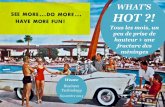
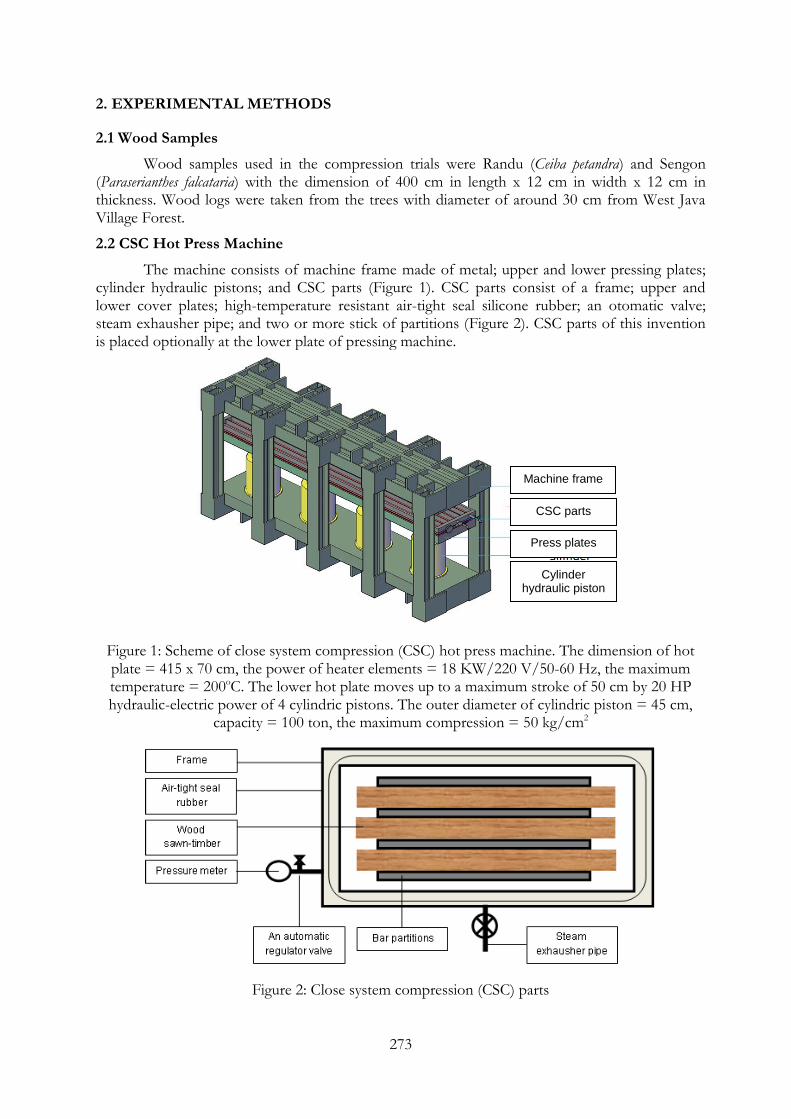
The machine consists of machine frame made of metal; upper and lower pressing plates; cylinder hydraulic pistons; and CSC parts (Figure 1). CSC parts consist of a frame; upper and lower cover plates; high-temperature resistant air-tight seal silicone rubber; an otomatic valve; steam exhausher pipe; and two or more stick of partitions (Figure 2). CSC parts of this invention is placed optionally at the lower plate of pressing machine.
Figure 1: Scheme of close system compression (CSC) hot press machine. The dimension of hot plate = 415 x 70 cm, the power of heater elements = 18 KW/220 V/50-60 Hz, the maximum temperature = 200oC. The lower hot plate moves up to a maximum stroke of 50 cm by 20 HP hydraulic-electric power of 4 cylindric pistons. The outer diameter of cylindric piston = 45 cm,
capacity = 100 ton, the maximum compression = 50 kg/cm2
Figure 2: Close system compression (CSC) parts
Machine frame m
Press plates
Cylinder hydraulic piston
CSC parts

274
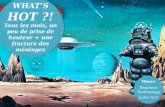
The press machine according to this invention is capable to produce heat that transmitted through the both of hot-pressing plates. They are connected by electronic circuit to produce and control the temperature up to 200ºC. On the base machine frame is placed 4 cylinder hydraulic pistons. Two pressing plates, the upper press plate and lower press plate are placed on the base machine frame. The upper press plate is permanently attached to the above wall of the machine frame. The lower press plate is laying permanently on the cylinder hydraulic pistons, so that the lower pressing plate can be moved up and down properly by force from cylinder hydraulic pistons (Figure 3).
Figure 3: Pictures of close system compression (CSC) hot press machine. A = entire machine, B = CSC parts, C = cylinder hydraulic piston, D = small boiler, E = automatic regulator valve; F =
steam exhausher pipe, G = operator panel.
2.3 Methods
Wood sawn-timbers are inserted into the press machine between the two pressing plates, upper and lower press plates, then the cylinder hydraulic pistons move up to press the wood. Compression with a certain temperature, pressure and time intensively produces wood with high density, and subsequently increases the physical and mechanical properties of the wood. This invention is an improvement of conventional pressing machine by fixing permanently the compressive deformation of wood. The machine is equipped with CSC parts. CSC parts of this invention is placed optionally at the lower plate of pressing machine.
The CSC parts has a frame made of stainless steel metal, with a rectangular shape and have the same size as pressing plates. The upper and lower frames of CSC parts are serounding by air-tight seal heat-resistant silicone rubber. It is used as a cushion of upper and lower cover plates and trapped the wood moisture-vapor in the frame. The frame has two holes, one is installed a pressure gauge. The gauge is preferred to measure a minimum pressure of 10 kg/cm2. An automatic valve is attached on the pressure gauge pipe to maintain the pressure in the frame constantly. The other hole consists of heat-resistant pipe and valve, and used to release the steam. The pressure gauge and steam release pipe are installed on one side of the frame with a position of parallel to the frame side. Frame in this invention is placed between the upper and lower cover plates. The upper and lower cover plates are made of stainless steel metal with the same size as the frame. Bars partitions are attached permanently in the lower cover plate parallel to the long side of the frame, which are made of stainless steel metal.
Wood compression process is done by placing the CSC parts on the lower press plate, so that the position of CSC parts is laying between the upper and lower press plates. Cylinder hydraulic pistons push up the lower pressing plate, the CSC parts will then press the wood inside the frame. Pressure force compresses the wood in the range of 30-50 kg/cm2, at the temperatures
A B C
D E F G
275
between 150-200ºC. Wood moisture evaporates by the temperature and produces the vapor pressure in the frame, which accelerates the softening and compression process of the wood. Steam pressure in the CSC part is maintained in the ranges of 8-12 kg/cm2, which available to set automatically by the pressure regulator valve when the pressure in the frame is too high. Compression process is done by the press time between 10-30 min. By this closed system hot press machine, the compression process can be more efficient and can produce wood compression for constructions.
2.4 Testing
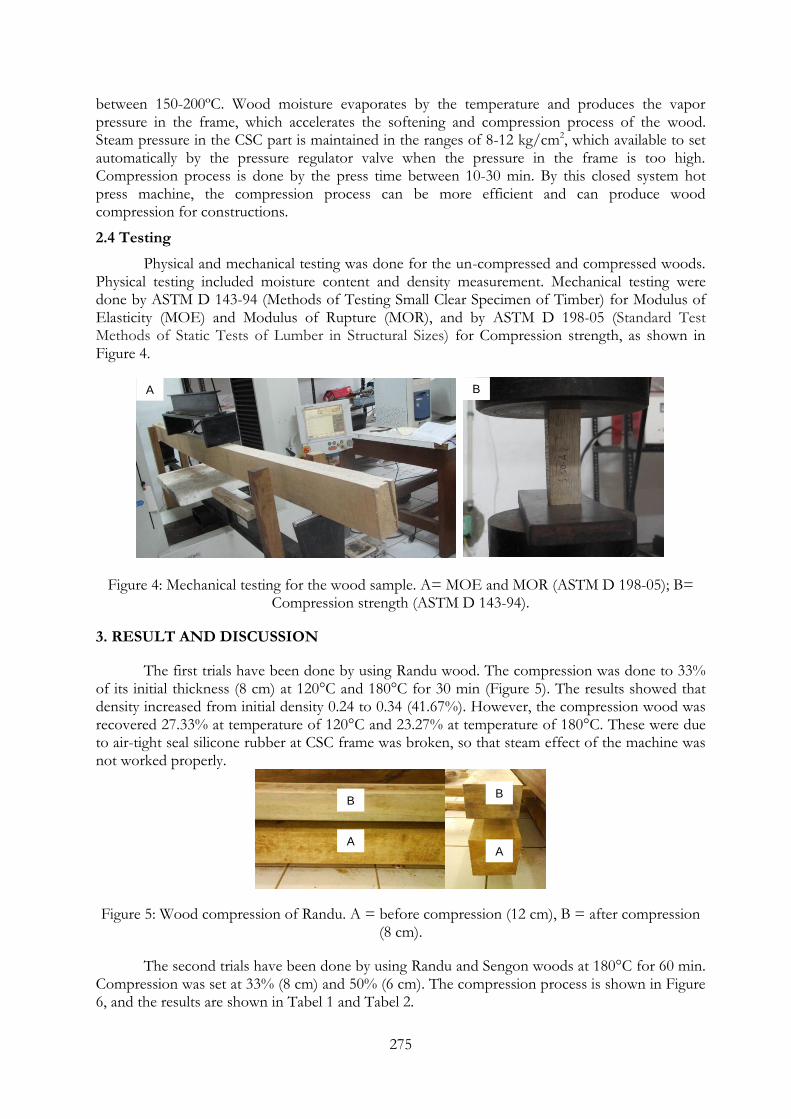
Physical and mechanical testing was done for the un-compressed and compressed woods. Physical testing included moisture content and density measurement. Mechanical testing were done by ASTM D 143-94 (Methods of Testing Small Clear Specimen of Timber) for Modulus of Elasticity (MOE) and Modulus of Rupture (MOR), and by ASTM D 198-05 (Standard Test Methods of Static Tests of Lumber in Structural Sizes) for Compression strength, as shown in Figure 4.
Figure 4: Mechanical testing for the wood sample. A= MOE and MOR (ASTM D 198-05); B= Compression strength (ASTM D 143-94).
3. RESULT AND DISCUSSION
The first trials have been done by using Randu wood. The compression was done to 33% of its initial thickness (8 cm) at 120°C and 180°C for 30 min (Figure 5). The results showed that density increased from initial density 0.24 to 0.34 (41.67%). However, the compression wood was recovered 27.33% at temperature of 120°C and 23.27% at temperature of 180°C. These were due to air-tight seal silicone rubber at CSC frame was broken, so that steam effect of the machine was not worked properly.
Figure 5: Wood compression of Randu. A = before compression (12 cm), B = after compression (8 cm).
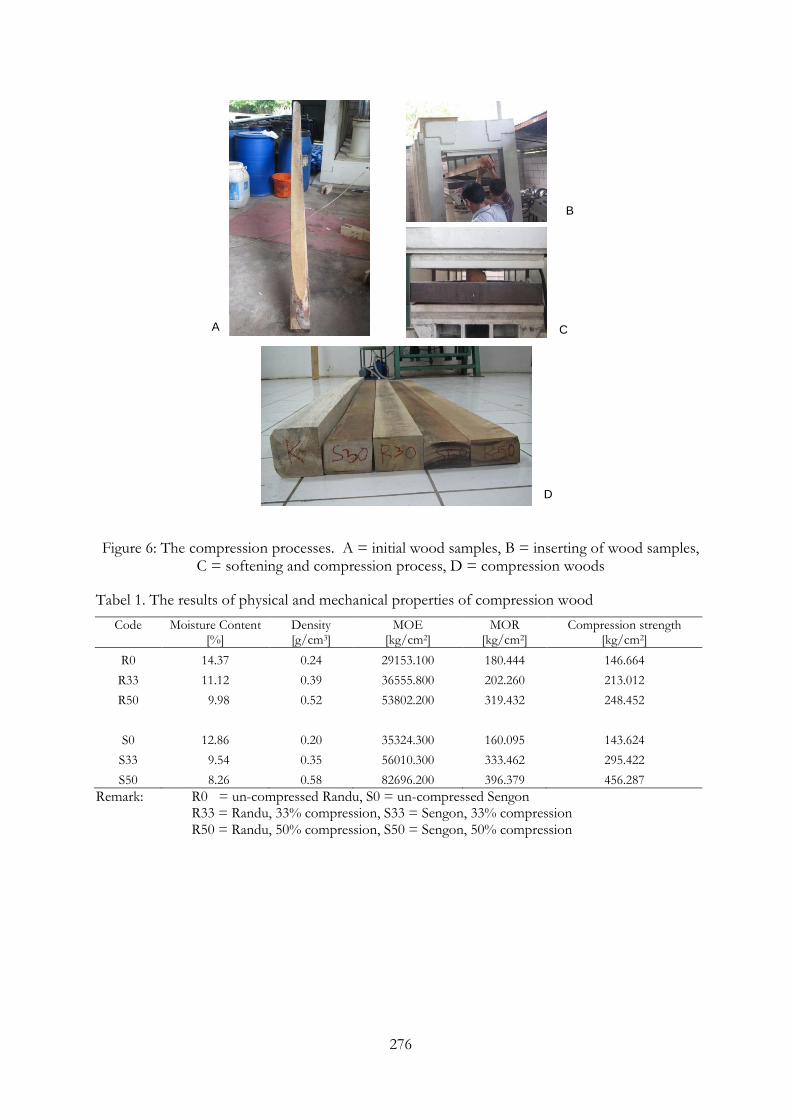
The second trials have been done by using Randu and Sengon woods at 180°C for 60 min. Compression was set at 33% (8 cm) and 50% (6 cm). The compression process is shown in Figure 6, and the results are shown in Tabel 1 and Tabel 2.
A B
A A
B B
276
Figure 6: The compression processes. A = initial wood samples, B = inserting of wood samples, C = softening and compression process, D = compression woods
Tabel 1. The results of physical and mechanical properties of compression wood
Code
Moisture Content [%]
Density [g/cm3]
MOE [kg/cm2]
MOR [kg/cm2]
Compression strength [kg/cm2]
R0 14.37 0.24 29153.100 180.444 146.664
R33 11.12 0.39 36555.800 202.260 213.012
R50 9.98 0.52 53802.200 319.432 248.452
S0 12.86 0.20 35324.300 160.095 143.624
S33 9.54 0.35 56010.300 333.462 295.422
S50 8.26 0.58 82696.200 396.379 456.287
Remark: R0 = un-compressed Randu, S0 = un-compressed Sengon R33 = Randu, 33% compression, S33 = Sengon, 33% compression R50 = Randu, 50% compression, S50 = Sengon, 50% compression
A
B
C
D
277
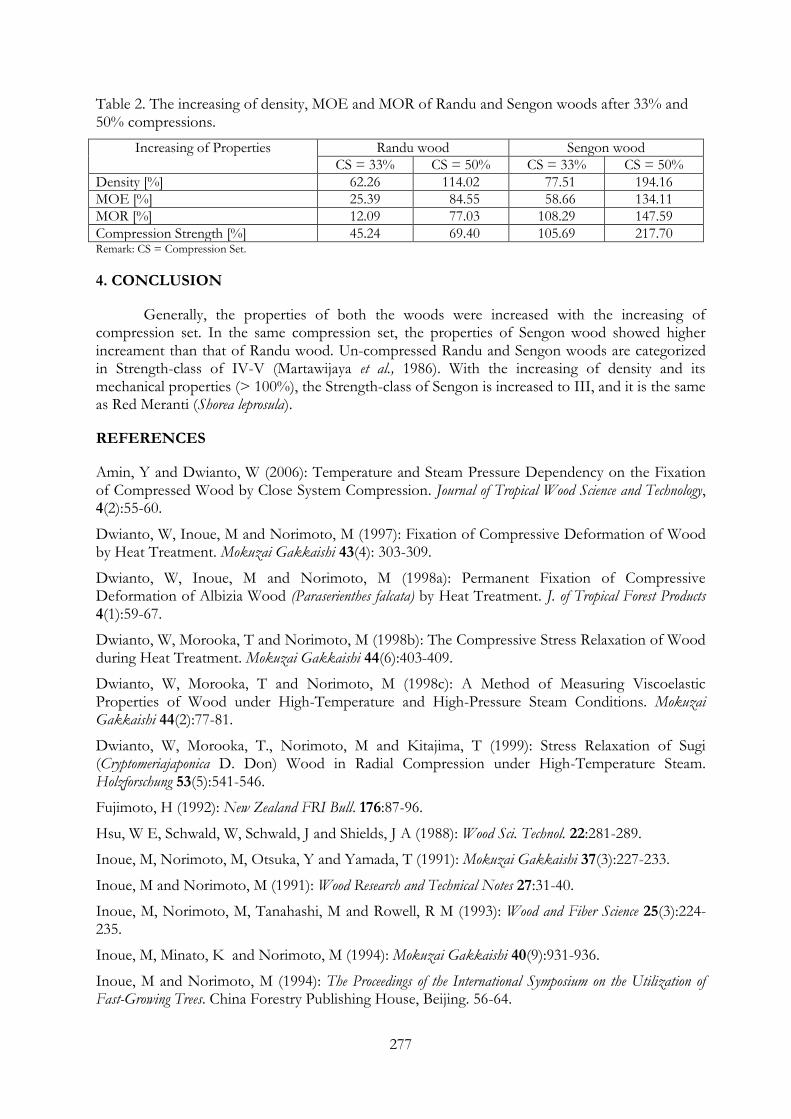
Table 2. The increasing of density, MOE and MOR of Randu and Sengon woods after 33% and 50% compressions.
Increasing of Properties Randu wood Sengon wood
CS = 33% CS = 50% CS = 33% CS = 50%
Density [%] 62.26 114.02 77.51 194.16
MOE [%] 25.39 84.55 58.66 134.11
MOR [%] 12.09 77.03 108.29 147.59
Compression Strength [%] 45.24 69.40 105.69 217.70 Remark: CS = Compression Set.
4. CONCLUSION
Generally, the properties of both the woods were increased with the increasing of compression set. In the same compression set, the properties of Sengon wood showed higher increament than that of Randu wood. Un-compressed Randu and Sengon woods are categorized in Strength-class of IV-V (Martawijaya et al., 1986). With the increasing of density and its mechanical properties (> 100%), the Strength-class of Sengon is increased to III, and it is the same as Red Meranti (Shorea leprosula).
REFERENCES
Amin, Y and Dwianto, W (2006): Temperature and Steam Pressure Dependency on the Fixation of Compressed Wood by Close System Compression. Journal of Tropical Wood Science and Technology, 4(2):55-60.
Dwianto, W, Inoue, M and Norimoto, M (1997): Fixation of Compressive Deformation of Wood by Heat Treatment. Mokuzai Gakkaishi 43(4): 303-309.
Dwianto, W, Inoue, M and Norimoto, M (1998a): Permanent Fixation of Compressive Deformation of Albizia Wood (Paraserienthes falcata) by Heat Treatment. J. of Tropical Forest Products 4(1):59-67.
Dwianto, W, Morooka, T and Norimoto, M (1998b): The Compressive Stress Relaxation of Wood during Heat Treatment. Mokuzai Gakkaishi 44(6):403-409.
Dwianto, W, Morooka, T and Norimoto, M (1998c): A Method of Measuring Viscoelastic Properties of Wood under High-Temperature and High-Pressure Steam Conditions. Mokuzai Gakkaishi 44(2):77-81.
Dwianto, W, Morooka, T., Norimoto, M and Kitajima, T (1999): Stress Relaxation of Sugi (Cryptomeriajaponica D. Don) Wood in Radial Compression under High-Temperature Steam. Holzforschung 53(5):541-546.
Fujimoto, H (1992): New Zealand FRI Bull. 176:87-96.
Hsu, W E, Schwald, W, Schwald, J and Shields, J A (1988): Wood Sci. Technol. 22:281-289.
Inoue, M, Norimoto, M, Otsuka, Y and Yamada, T (1991): Mokuzai Gakkaishi 37(3):227-233.
Inoue, M and Norimoto, M (1991): Wood Research and Technical Notes 27:31-40.
Inoue, M, Norimoto, M, Tanahashi, M and Rowell, R M (1993): Wood and Fiber Science 25(3):224-235.
Inoue, M, Minato, K and Norimoto, M (1994): Mokuzai Gakkaishi 40(9):931-936.
Inoue, M and Norimoto, M (1994): The Proceedings of the International Symposium on the Utilization of Fast-Growing Trees. China Forestry Publishing House, Beijing. 56-64.

278
Itoh, T and Ishihara, S (1997): Mokuzai Gakkaishi 43(1): 52-60.
Ito, Y, Tanahashi, M, Shigematsu, M, Shinoda, Y and Ohta, C (1998a): Holzforchung 52(2), 211-216.
Ito, Y, Tanahashi, M, Shigematsu, M and Shinoda, Y (1998b): Holzforchung 52(2): 217-221.
Martawijaya, A, Kartasujana, I, Mandang, I Y, Prawira S A and Kadir, K (1989): Atlas Kayu Indonesia Jilid II. Badan Litbang Kehutanan Departemen Kehutanan. Bogor.
Seborg, R M, Millet, M A and Stamm, A J, (1945): Mech. Eng. 67(1), 25-31.
Stamm, A J and Seborg, R M (1941) Trans. Am. Inst. Chern. Eng. 37: 385.
Stamm, A J (1964): Wood and Cellulose Science. The Ronald Press Company. 343-358.

279
INAFOR 11E-033
INTERNATIONAL CONFERENCE OF INDONESIAN FORESTRY RESEARCHERS (INAFOR)
Section E Forest Products and Industry
Structure and Quality of Medium Density Fiberboard (MDF) Made from Agricultural Fiber
Yuliati Indrayani1, Gustan Pari2 and Arnest Ben Gurion1
1Faculty of Forestry, Tanjungpura University Jl. Ahmad Yani, Pontianak, Kalimantan Barat, 78124, INDONESIA
Corresponding email: [email protected]
2The Center for Research and Development of Forestry Engineering and Forest Products Processing
Jl. Gunung Batu 5, Bogor, 16610, INDONESIA
Paper prepared for The First International Conference of Indonesian Forestry Researchers (INAFOR)
Bogor, 5 – 7 December 2011
INAFOR SECRETARIAT Sub Division of Dissemination, Publication and Library
FORESTRY RESEARCH AND DEVELOPMENT AGENCY Jl. Gunung Batu 5, Bogor 16610

280
Structure and Quality of Medium Density Fiberboard (MDF) Made from Agricultural Fiber
Yuliati Indrayani1, Gustan Pari2 and Arnest Ben Gurion1
1Faculty of Forestry, Tanjungpura University Jl. Ahmad Yani, Pontianak, Kalimantan Barat, 78124, INDONESIA
Corresponding email: [email protected]
2The Center for Research and Development of Forestry Engineering and Forest Products Processing
Jl. Gunung Batu 5, Bogor, 16610, INDONESIA
ABSTRACT
In order to better utilization of agricultural fibers as an alternative resource for composite panels, several variables were investigated to improve properties of agro-based medium density fiberboard (MDF). MDF products are increasingly utilized in traditional wood applications that require high quality. The utilization of agricultural fiber such as pineapple leaf fiber to wood substitution as fiberboard material are not much investigated yet at present. The aim of this research are: (1) to examine the structure and quality of pineapple leaf fiber as fiberboard material, (2) to evaluate termite resistance of MDF under various concentration of urea-formaldehyde (UF) resin and additive matter. Quality and structure of pineapple leaf fiber was determined by using X ray difracto-meter at temperature of 170°C and GCMS at temperature of 150°C. MDF were prepared under various concentrations of UF resin (16%, 18% and 20%) and liquid paraffin (0%, 1% and 2%). The result shows that pineapple leaf fiber has crystallinization level of 46.47% which was can be used as fiberboard material. Vollatile matter produce from pineaplle leaf fiber mostly containe acid compound. In general, as adhesive and additive matter increasing then the physical and mechanical properties of fiberboard are increasing. The good quality of MDF was noted at concentration of UF resin of 20% and concentration of liquid paraffin of 2% with MOE value of 15682 Kg/cm2 ; MOR value of 362.507 Kg/cm2; screw withdrawal value of 89.244 Kg and Internal bond strength value of 2.02 Kg/cm2. Examination to C. curvignathus revealed that the percentage of mortality of termite was reach 100% at two week observation. This could be explain that acid compound may influence the death of termite. This is indicated that pineapple fiber was suitable used for fiberboard material. Keywords: Medium density fiberboard, pineapple leaf fiber, physical, mechanical properties, termite resistance
1. INTRODUCTION
Production of composite products has increased dramatically. One of them is Medium Density Fiberboard (MDF). MDF is a wood-based panel that is composed of wood fibers bonded together with resin under heat and pressure. MDF have a wide application for both structural and non-structural uses (Curling et al., 1999). In recent years, the alternative material for MDF is coming from non-woody fiber, such as abaca, sisal, kenaf, ramie and sansevieria (Munawar et al., 2007), which was has gained high importance as a sustainable plant fiber resource for composite products. However, lignocelulosic non-wood fibers are relatively expensive for replacing wood fibers. As a result, cheaper and simpler non-wood fibers need further development. Composite manufacturing using pineapple leaf fiber is one option for utilization in areas where this material is abundant.
Former study have been produced MDF from pineapple leaf fiber using Phenol-Formaldehyde (PF) resin (Munawar et al, 2008). However, PF is more expensive than Urea-Formaldehiyde (UF) resin. Whether we can make fiberboard from renewable biomass using UF

281
resin is one question addressed in this study. In this study, MDF specimens produced from pineapple leaf fiber and were evaluated to MOE, MOR and termite bioassay using subterranean termite, Coptotermes curvignathus. The aim of this study was to determine whether boards made from pineapple leaf fiber suitable used for fiberboard material.
2. MATERIAL AND METHODS
2.1 Materials
Pineapple (Ananas comosus (L.) Merr. leaf fibers collected from Subang, West Java was used as raw materials. The fibers were cut into 35 cm in length and manually combed. The fibers were then air-dried to moisture content approximately 10%. The UF resin with solid content of 52% was used as the binder. Liquid paraffin was also used in order to reduce water absorption and 1% NH4Cl (dry resin basis) as hardener.
2.2 Determination of Pineapple Leaf Fiber Properties
Quality and structure of pineapple leaf fiber was determined using X-ray difracto-meter (Shimadzu Type 7000) at temperature of 170°C to estimate the degree of crystallinity and Gas Chromatography Mass Spectrometer / GCMS at temperature of 150°C to estimate the vollatile matter (Research and Developing Center of Forest Product, Bogor).
2.3 MDF Production
MDF boards at a target density of 0,7 gr/cm3 were manufactured measuring 35 cm x 35 cm x 1 cm. The MDF was prepared in three layers of about 1:1:1 weight ratio. Each of layers was spraying by an appropriate level of combining UF resin solution and liquid paraffin depending on the treatment. The UF resin levels were 16%, 18% and 20% based on the oven-dried fiber weight, whereas levels of liquid paraffin were 0% (control), 1% and 2%. Fiber mats were hot pressed at
150℃ and 23 kg/cm2 for 10 min.
2.4 MDF Evaluation
The MDFs were tested according to the standard of JIS A 5905 -2003 (standard test methods for evaluating properties of fiberboard). The mechanical MDF properties determined were density, modulus of elasticity (MOE), modulus of rupture (MOR), internal bond strength (IB) and screw-holding capacities (SH).
2.5 Termite Bioassay
MDF specimens measuring 20 x 20 x 10 mm were obtained from MDF boards and exposed to subterranean termite, Coptotermes curvignathus, according to no-choice test procedure belongs to Ohmura et al. (2001). A test container was made of a plastic cup (diameter 6 cm, bottom diameter 5 cm, height 5 cm). The bottom of the container was covered with 10 g of sand and moistened with 2 ml of distillate water. A plastic sheet (diameter 5 cm) was placed on the center at the bottom of the test container. One specimen was then put on the plastic sheet and 50 termites were introduced into the container (Ohmura et al., 2001). Five specimens for each MDF
were tested. The assembled containers were maintained at 28℃ and 85% RH in a darkness for 3
weeks. At the end of the experiment, the specimens were removed from the containers, cleaned, oven-dried and reweighed to determine percentage of weight losses and termite survival rates were recorded.
3. RESULTS AND DISCUSSION
The suitability of pineapple leaf fiber for fiberboard production can be explained by crystallinity degree of 46.47%. It is means that pineapple leaf fiber suitable as row material for
282
producing fiberboard. Determination of volatile matter at temperature of 150°C resulting compound of Propanoic acid, 2-oxo-(CAS) Pyruvic acid, Pyroracemic acid, Acetylformic acid, Acetic acid, Anhydride (CAS) acetic acid, Acetic anhydride, Anhydride (CAS) acetic oxide, Acetic oxide.
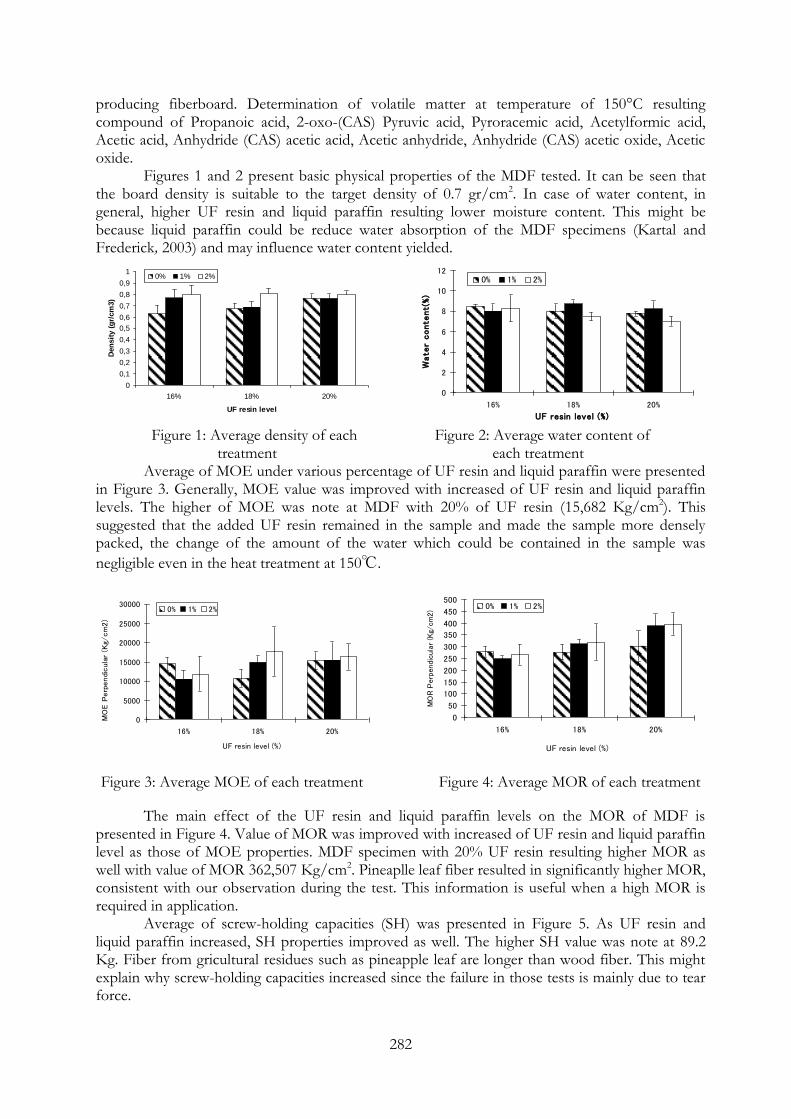
Figures 1 and 2 present basic physical properties of the MDF tested. It can be seen that the board density is suitable to the target density of 0.7 gr/cm2. In case of water content, in general, higher UF resin and liquid paraffin resulting lower moisture content. This might be because liquid paraffin could be reduce water absorption of the MDF specimens (Kartal and Frederick, 2003) and may influence water content yielded.
Figure 1: Average density of each Figure 2: Average water content of
treatment each treatment Average of MOE under various percentage of UF resin and liquid paraffin were presented in Figure 3. Generally, MOE value was improved with increased of UF resin and liquid paraffin levels. The higher of MOE was note at MDF with 20% of UF resin (15,682 Kg/cm2). This suggested that the added UF resin remained in the sample and made the sample more densely packed, the change of the amount of the water which could be contained in the sample was
negligible even in the heat treatment at 150℃.
Figure 3: Average MOE of each treatment Figure 4: Average MOR of each treatment
The main effect of the UF resin and liquid paraffin levels on the MOR of MDF is presented in Figure 4. Value of MOR was improved with increased of UF resin and liquid paraffin level as those of MOE properties. MDF specimen with 20% UF resin resulting higher MOR as well with value of MOR 362,507 Kg/cm2. Pineaplle leaf fiber resulted in significantly higher MOR, consistent with our observation during the test. This information is useful when a high MOR is required in application. Average of screw-holding capacities (SH) was presented in Figure 5. As UF resin and liquid paraffin increased, SH properties improved as well. The higher SH value was note at 89.2 Kg. Fiber from gricultural residues such as pineapple leaf are longer than wood fiber. This might explain why screw-holding capacities increased since the failure in those tests is mainly due to tear force.
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
16% 18% 20%
UF resin level
Den
sit
y (
gr/
cm
3)
0% 1% 2%
0
2
4
6
8
10
12
16% 18% 20%
UF resin level (%)W
ate
r conte
nt(
%)
0% 1% 2%
0
5000
10000
15000
20000
25000
30000
16% 18% 20%
UF resin level (%)
MO
E P
erp
endi
cula
r (K
g/cm
2)
0% 1% 2%
0
50
100
150
200
250
300
350
400
450
500
16% 18% 20%
UF resin level (%)
MO
R P
erpe
ndic
ular
(Kg/
cm2)
0% 1% 2%
283
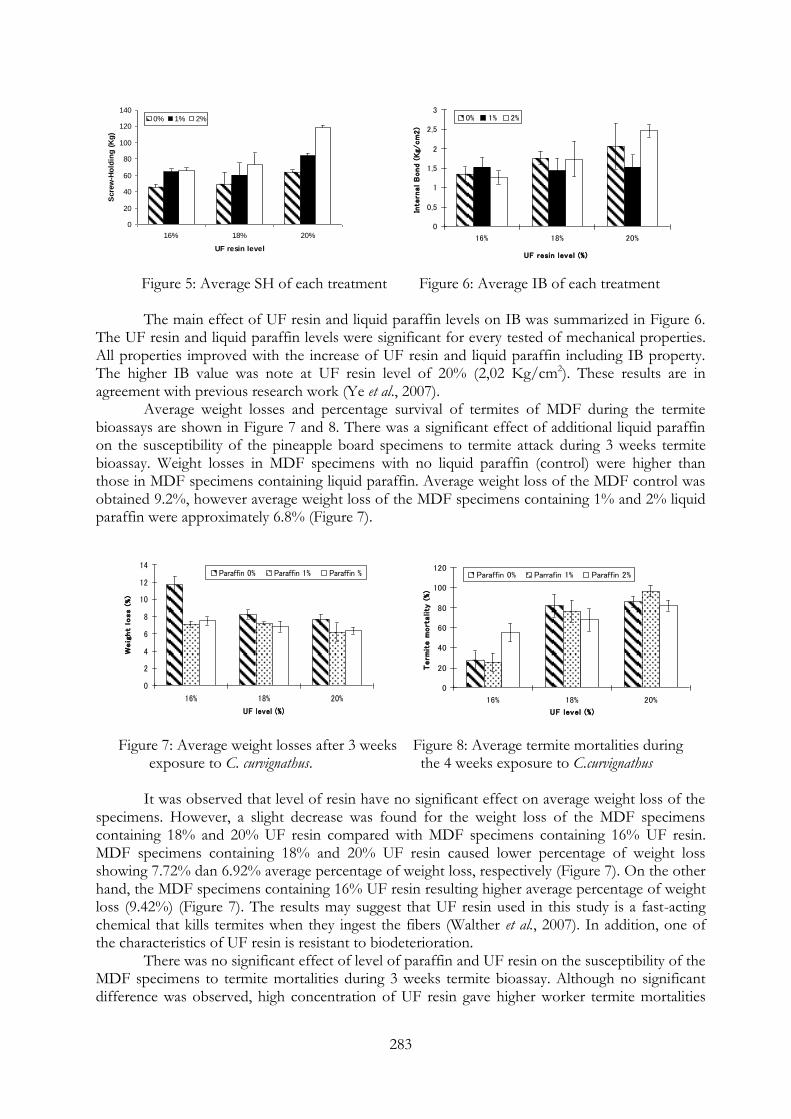
Figure 5: Average SH of each treatment Figure 6: Average IB of each treatment
The main effect of UF resin and liquid paraffin levels on IB was summarized in Figure 6. The UF resin and liquid paraffin levels were significant for every tested of mechanical properties. All properties improved with the increase of UF resin and liquid paraffin including IB property. The higher IB value was note at UF resin level of 20% (2,02 Kg/cm2). These results are in agreement with previous research work (Ye et al., 2007).
Average weight losses and percentage survival of termites of MDF during the termite bioassays are shown in Figure 7 and 8. There was a significant effect of additional liquid paraffin on the susceptibility of the pineapple board specimens to termite attack during 3 weeks termite bioassay. Weight losses in MDF specimens with no liquid paraffin (control) were higher than those in MDF specimens containing liquid paraffin. Average weight loss of the MDF control was obtained 9.2%, however average weight loss of the MDF specimens containing 1% and 2% liquid paraffin were approximately 6.8% (Figure 7).
Figure 7: Average weight losses after 3 weeks Figure 8: Average termite mortalities during exposure to C. curvignathus. the 4 weeks exposure to C.curvignathus
It was observed that level of resin have no significant effect on average weight loss of the
specimens. However, a slight decrease was found for the weight loss of the MDF specimens containing 18% and 20% UF resin compared with MDF specimens containing 16% UF resin. MDF specimens containing 18% and 20% UF resin caused lower percentage of weight loss showing 7.72% dan 6.92% average percentage of weight loss, respectively (Figure 7). On the other hand, the MDF specimens containing 16% UF resin resulting higher average percentage of weight loss (9.42%) (Figure 7). The results may suggest that UF resin used in this study is a fast-acting chemical that kills termites when they ingest the fibers (Walther et al., 2007). In addition, one of the characteristics of UF resin is resistant to biodeterioration.
There was no significant effect of level of paraffin and UF resin on the susceptibility of the MDF specimens to termite mortalities during 3 weeks termite bioassay. Although no significant difference was observed, high concentration of UF resin gave higher worker termite mortalities
0
20
40
60
80
100
120
140
16% 18% 20%
UF resin level
Scre
w-H
old
ing
(K
g)
0% 1% 2%
0
0,5
1
1,5
2
2,5
3
16% 18% 20%
UF resin level (%)
Inte
rnal
Bond (
Kg/
cm
2)
0% 1% 2%
0
2
4
6
8
10
12
14
16% 18% 20%
UF level (%)
Weig
ht
loss (
%)
Paraffin 0% Paraffin 1% Paraffin %
0
20
40
60
80
100
120
16% 18% 20%
UF level (%)
Term
ite m
ort
ality
(%)
Paraffin 0% Parrafin 1% Paraffin 2%

284
than that low concentration of UF resin (Figure 8). Average termite mortalities of MDF containing 20%, 18% and 16% of UF resin were observed 88.22%, 75.56% and 36.22%, respectivelly. This may suggest that UF resin used in this study is a fast-acting chemical that kills termites when they ingest the fibers as well.
In general, termite mortalities conformed to the weight losses in the specimens. The MDF specimens impregnated with high concentration of paraffin resulting higher termite mortalities. As shown in Figure 7, the MDF specimens containing 2% liquid paraffin showing 68.44% termite mortality, however the MDF specimens containing 1% liquid paraffin and control resulting 66.22% and 65.33% termite mortalities. This results may suggest that additional of liquid paraffin could be reduce water absorption of the MDF specimens (Kartal and Frederick, 2003) consequently prohibits the degradation by termites and moisture uptake from the environment. Results of the present study show that MDF specimens containing higher levels of UF resin and liquid paraffin showed increase in termite resistance after three weeks bioassay. Ye et al. (2007) and Wagner et al., (1996) stated that MDF properties improved with the increase of resin levels.
4. CONCLUSION
The UF resin and liquid paraffin levels were significant for every tested property. All the tested MDF properties improved with the increase of UF resin and liquid paraffin levels. Termite resistant test revealed that the UF resin impregnated pineapple leaf fiber MDF seem to be suitable for building purposes and promising for the development of a durable construction material. It might be useful as a renewable and environmentally friendly construction material for region with a low available of wood product and are promising alternatives to the declining wood supply. Further research is needed to investigated of environmentally benign biocides to MDF furnish prior to board manufacture will help increase the resistance of MDFs to biodegradation in area of termite hazard. Also to investigate how much the chemical and morphological characteristics or their interactions of pineapple leaf fiber would influence fiberboard properties.
ACKNOWLEDGEMENT
We would lite to thank The Directorate General of High Education of Indonesia for their financial support under Hibah Bersaing Program.
REFERENCES
Curling S F and Murphy R J (1999): The effect of artificial ageing on the durability of wood-based boards materials against basidiomycetes decay fungi. Journal of Wood Science and Technology 33:245-257.
Kartal SN and Frederick G (2003): Decay and termite resistance of medium density fiberboard (MDF) made from different wood species. Journal of International Biodeterioration & Biodegradation 51:29-35.
Munawar SS, Kenji U and Suichi K (2007): Characterization of the morphological, physical, and mechanical properties of seven nonwood plant fiber bundels. Journal of Wood Science 53:108-113.
Munawar S S, Kenji U and Suichi K (2008): Manufacture of oriented board using mild steam treatment of plant fiber bundles. Journal of Wood Science 54:369-376.
Wagner PA, Little BJ, Hart KR and Ray RI (1996): Biodegradation of composite materials. Journal of International Biodeterioration & Biodegradation 36: 125-132.
Walther T, Sueb NK, Won JH, Kenji U and Shuichi, K (2007): Strength, decay and termite resistance of oriented kenaf fiberboards. Journal of Wood Science.

285
Ye XP, James J, Monlin K, Al W and Deland M (2007): Properties of medium density fiberboard made from renewable biomass. Journal of Bioresource Technology 98:1077-1084.

286
INAFOR 11E-034
INTERNATIONAL CONFERENCE OF INDONESIAN FORESTRY RESEARCHERS (INAFOR)
Section E Forest Products and Industry
Effect of Local Sites to Wood Quality of Shorea parvifolia Dyer
Agus Kholik, Andrian Fernandes, Karmilasanti and Deddy Dwi Nur Cahyono
Dipterocarps Research Center, Jl. AW. Syahrani No. 68 Samarinda, East Kalimantan 75119, INDONESIA Corresponding email: [email protected]
Paper prepared for The First International Conference of Indonesian Forestry Researchers (INAFOR)
Bogor, 5 – 7 December 2011
INAFOR SECRETARIAT Sub Division of Dissemination, Publication and Library
FORESTRY RESEARCH AND DEVELOPMENT AGENCY Jl. Gunung Batu 5, Bogor 16610

287
Effect of Local Sites to Wood Quality of Shorea parvifolia Dyer
Agus Kholik, Andrian Fernandes, Karmilasanti and Deddy Dwi Nur Cahyono
Dipterocarps Research Center, Jl. AW. Syahrani No. 68 Samarinda, East Kalimantan 75119, INDONESIA
Corresponding email: [email protected]
ABSTRACT
Shorea parvifolia is one of most planted wood species in Kalimantan to meet wood demand for industries. In order to propagate this species, the research carried out to determine the effect of local sites on wood quality. Wood sample was collected from two locations, i.e. Labanan Forest Research, Berau, East Kalimantan and forest concession area of PT Gunung Gajah Abadi, East Kutai, East Kalimantan. Wood sample was measured on several parameters: moisture content, wood density and fiber length. The result shows that both local sites had similar environment condition, except its relative humidity.. Shorea parvifolia wood from Berau is better in wood quality than that taken from East Kutai, because of its higher wood density and lower initial moisture content. However, the fibre of Shorea parvifolia taken from East Kutai is longer than wood from Berau, as a result the content of nitrogen in East Kutai site is higher, so the faster growth. Keywords: Shorea parvifolia, sites, wood quality, Kalimantan
1. INTRODUCTION
Many species of Dipterocarp have been developed in Kalimantan. Soekotjo (2009) recommended several species to to be planted in commercial plantations to improve wood supply for industries, i.e. Shorea parvifolia, S. leprosula, S. johorensis, S. smithiana and Dryobalanops lanceolata. In wood market, Shorea parvifolia has been classified into red meranti group and mainly used for veneer plywood. Generally, the species grows into 100 cm in diameter at breast height and 50 m in height and distributed mostly in Sumatera, Kalimantan and Maluku (Martawijaya et al., 1981).
One important parameter influencing wood quality is the plant site. The plant site affecting in overall growth and wood formation (Downes et al., 2009). Site quality varies greatly within a species range, but in every case, wood quality can be related to the growth response. Most commercial plantations are established on moderate to good sites, and differences in wood quality due to the site are in most cases insignificant (Larson et al., 2001). Zobel et al. (1960), for example, found highly significant site differences in all wood characteristics studied in an extensive investigation of loblolly pine. Lantz and Hofmann (1969) and Zobel et al. (1972) also found that local site and environment had a greater effect on wood quality than the source of seed in several progeny tests.
Larson et al. (2001) explained that wood quality is an arbitrary term that applies to certain wood characteristics that can be quantified and analyzed to evaluate a response sites differences. There are so many indices for wood quality that must select them. In this research, physical properties and fiber length of wood were recognized as objective indices of wood quality. The aim of small numbers of subjective indices for wood quality was to get actual results of selecting good local sites for Shorea parvifolia plantation.
2. MATERIAL AND METHODS
2.1 Time and Location
The research was conducted over 8 months in 2011 at Forest Product Laboratory as well as at Soil Laboratory in Dipterocarps Research Center, Samarinda. Wood sample was collected
288
from two local sites that were Research Forest of Labanan (N 01o32,616‘ ; E 116o49,213‘ ; Altitude 194 m) in Berau and the forest concession area of PT Gunung Gajah Abadi (N 01o54,429‘ ; E 117o11,760 ; Altitude 114 m) in East Kutai. Both sites are located in East Kalimantan.
2.2 Material and Tools
Raw material used in this research was Shorea parvifolia timber harvested from natural plantation with diameter at breast height of 57 – 59 cm. Chemical used in this research were H2O2, acetic acid and aquadest are used to process wood maceration. Glycerin, saphranine, and ethanol used to make wood fiber preparations. Meanwhile, this research used tools as follows oven, desiccator, analytical scales and calipers are used to measure the physical properties of wood. Portable microscope is used to measure the fiber length.
2.3 Procedures
A disc was taken from stem breast height (1,3 m) from each tree of both local sites. Testing of the specimens was taken along radial direction from the pith to Bark. Physical properties (moisture content and density) of wood specimens were tested according to British Standard No. 373 (Anonymous, 1957). Oven-dry measurements were taken after the specimens were dried to constant weight in an oven at 103±2oC. The dimensions were measured in both green and dry conditions by slide caliper and mass measured on an electric balance with an accuracy of 0,001 g. Moisture content (MC) and density of the specimens were calculated by the following equations:
Green MC = [(Green weight – Oven-dry weight)/Oven-dry weight] x100% Density= (Oven-dry weight/Oven-dry volume) gr/cm3
Maceration and fiber length measurements were performed following the procedures in the Forest Products Research Institute in Bogor (Silitonga et al., 1972). The value of fiber length (measuring a minimum 40 fibres for one specimen) is expressed by portable ―Dyno-lite‖ microscope at a magnification of 55 times.
2.4 Data Analysis
To determine the effect of local sites on the moisture content, density and fiber length of wood, statistical analysis was conducted using the SPSS release (year) programming method in conjuction with the T-test techniques.
3. RESULT AND DISCUSSION
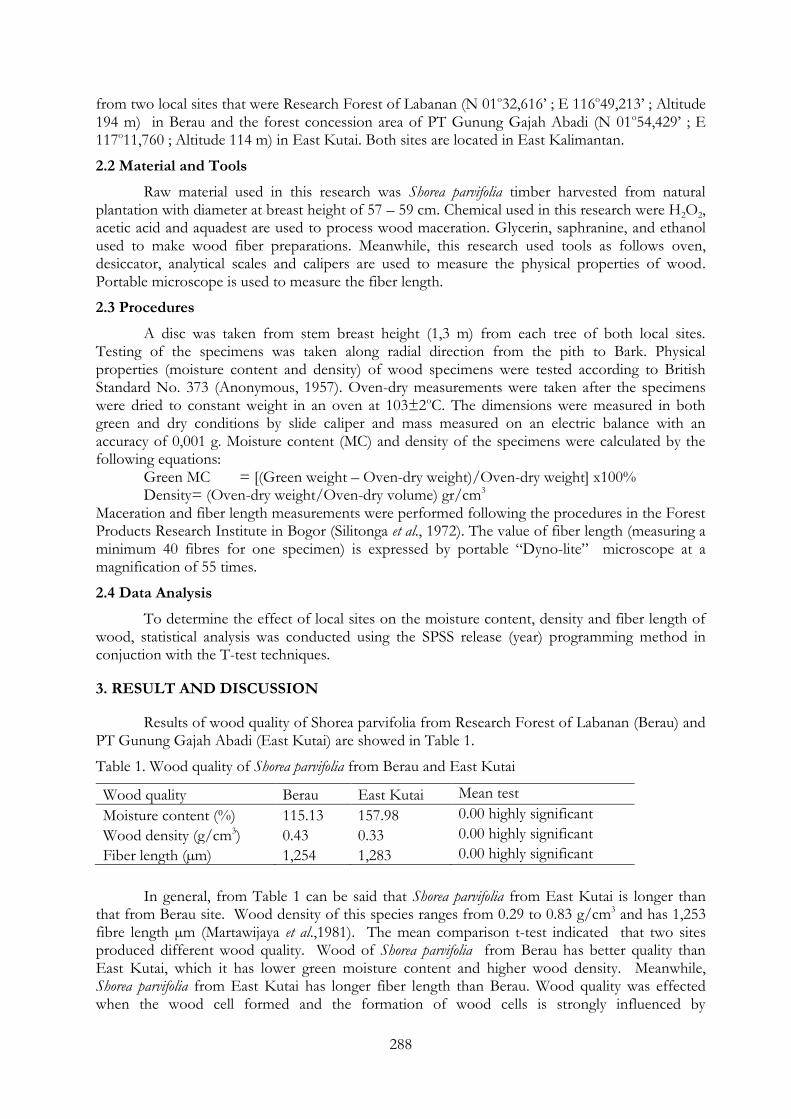
Results of wood quality of Shorea parvifolia from Research Forest of Labanan (Berau) and PT Gunung Gajah Abadi (East Kutai) are showed in Table 1.
Table 1. Wood quality of Shorea parvifolia from Berau and East Kutai
Wood quality Berau East Kutai Mean test
Moisture content (%) 115.13 157.98 0.00 highly significant
Wood density (g/cm3) 0.43 0.33 0.00 highly significant
Fiber length (µm) 1,254 1,283 0.00 highly significant
In general, from Table 1 can be said that Shorea parvifolia from East Kutai is longer than that from Berau site. Wood density of this species ranges from 0.29 to 0.83 g/cm3 and has 1,253 fibre length µm (Martawijaya et al.,1981). The mean comparison t-test indicated that two sites produced different wood quality. Wood of Shorea parvifolia from Berau has better quality than East Kutai, which it has lower green moisture content and higher wood density. Meanwhile, Shorea parvifolia from East Kutai has longer fiber length than Berau. Wood quality was effected when the wood cell formed and the formation of wood cells is strongly influenced by
289
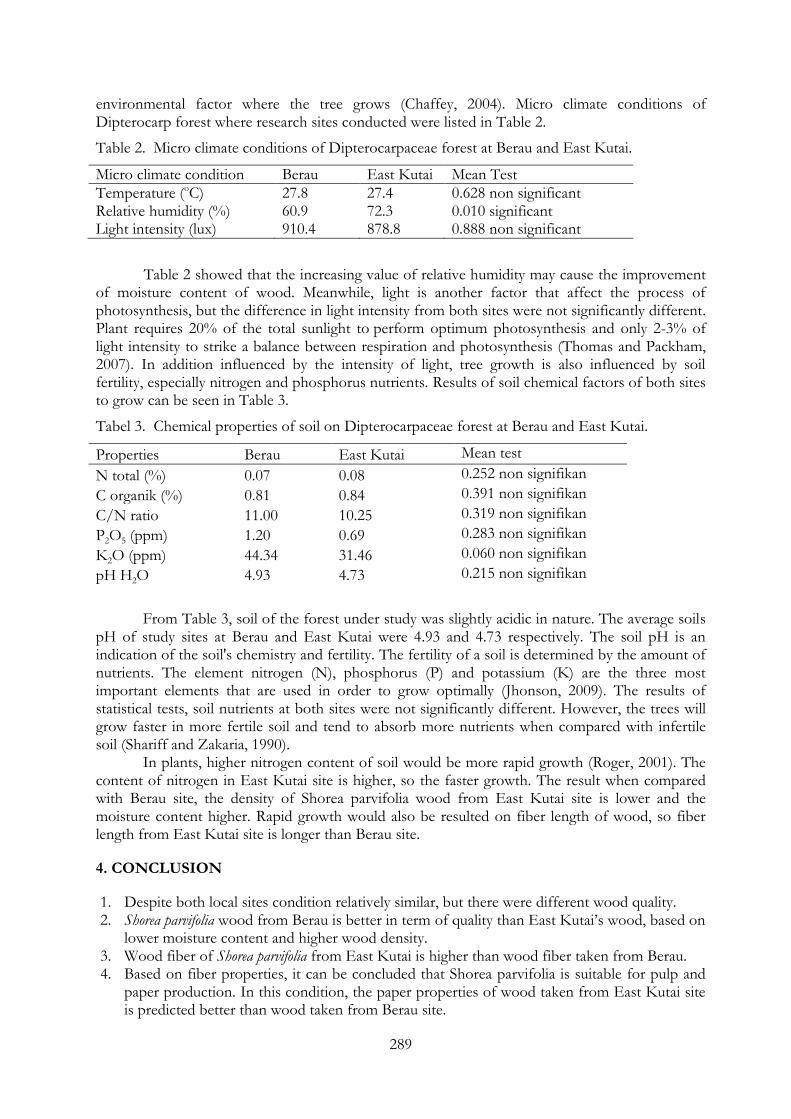
environmental factor where the tree grows (Chaffey, 2004). Micro climate conditions of Dipterocarp forest where research sites conducted were listed in Table 2.
Table 2. Micro climate conditions of Dipterocarpaceae forest at Berau and East Kutai.
Micro climate condition Berau East Kutai Mean Test
Temperature (oC) 27.8 27.4 0.628 non significant Relative humidity (%) 60.9 72.3 0.010 significant Light intensity (lux) 910.4 878.8 0.888 non significant
Table 2 showed that the increasing value of relative humidity may cause the improvement of moisture content of wood. Meanwhile, light is another factor that affect the process of photosynthesis, but the difference in light intensity from both sites were not significantly different. Plant requires 20% of the total sunlight to perform optimum photosynthesis and only 2-3% of light intensity to strike a balance between respiration and photosynthesis (Thomas and Packham, 2007). In addition influenced by the intensity of light, tree growth is also influenced by soil fertility, especially nitrogen and phosphorus nutrients. Results of soil chemical factors of both sites to grow can be seen in Table 3.
Tabel 3. Chemical properties of soil on Dipterocarpaceae forest at Berau and East Kutai.
From Table 3, soil of the forest under study was slightly acidic in nature. The average soils pH of study sites at Berau and East Kutai were 4.93 and 4.73 respectively. The soil pH is an indication of the soil's chemistry and fertility. The fertility of a soil is determined by the amount of nutrients. The element nitrogen (N), phosphorus (P) and potassium (K) are the three most important elements that are used in order to grow optimally (Jhonson, 2009). The results of statistical tests, soil nutrients at both sites were not significantly different. However, the trees will grow faster in more fertile soil and tend to absorb more nutrients when compared with infertile soil (Shariff and Zakaria, 1990).
In plants, higher nitrogen content of soil would be more rapid growth (Roger, 2001). The content of nitrogen in East Kutai site is higher, so the faster growth. The result when compared with Berau site, the density of Shorea parvifolia wood from East Kutai site is lower and the moisture content higher. Rapid growth would also be resulted on fiber length of wood, so fiber length from East Kutai site is longer than Berau site.
4. CONCLUSION
1. Despite both local sites condition relatively similar, but there were different wood quality. 2. Shorea parvifolia wood from Berau is better in term of quality than East Kutai‘s wood, based on
lower moisture content and higher wood density. 3. Wood fiber of Shorea parvifolia from East Kutai is higher than wood fiber taken from Berau. 4. Based on fiber properties, it can be concluded that Shorea parvifolia is suitable for pulp and
paper production. In this condition, the paper properties of wood taken from East Kutai site is predicted better than wood taken from Berau site.
Properties Berau East Kutai Mean test
N total (%) 0.07 0.08 0.252 non signifikan
C organik (%) 0.81 0.84 0.391 non signifikan
C/N ratio 11.00 10.25 0.319 non signifikan
P2O5 (ppm) 1.20 0.69 0.283 non signifikan
K2O (ppm) 44.34 31.46 0.060 non signifikan
pH H2O 4.93 4.73 0.215 non signifikan
290
REFERENCES
Anonymous (1957): Methods of Testing Small Clear Specimen of Timber. British Standard 373. London.
Chaffey, N (2004): Wood Formation in Trees. Taylor & Francis Inc. New York.
Downes, G M, D Drew, M Battaglia and D Schulze (2009): Measuring and Modeling Stem Growth and Wood Formation : An Overview. Dendrochronologia 27:147-157.
Jhonson, C (2009): Biology of Soil Science. Oxford Book Company. Jaipur, India.
Lantz, C W and Hofmann, J G (1969): Geographic Variation in Growth and Wood Quality of Loblolly Pine in North Carolina. In: Proceedings, tenth Southern forest tree improvement conference. Houston TX: 175–188.
Larson, P R, D E Kretschmann, A I Clark and J G Isebrands (2001): Formation and Properties of Juvenile Wood in Southern Pines : A Synopsis. Gen. Tech. Rep. FPL-GTR-129. WI: USDA, Forest Service, Forest Poduct Lab. Madison.
Martawijaya, A, Kartasujana I, Kadir K and Prawira S S (1981): Atlas Kayu Indonesia, Jilid I. Balai Penelitian Hasil Hutan. Badan Litbang Kehutanan. Bogor.
Roger, M J R (2001): Handbook of Plant Ecophysiology Techniques. Kluwer Academic Publishers. New York.
Shariff, A H M and M Zakaria (1990): Soil and Foliar Nutrient Relationship in Selected Shorea and Koompassia Species in Two Forest Reserves, Peninsular Malaysia. Journal of Tropical Forest Science 2(4):320-330.
Silitonga, T, Siagian, R and Nurahman, A (1972): Cara Pengukuran Serat Kayu di Lembaga Penelitian Hasil Hutan. Publikasi Khusus No. 12. Lembaga Penelitian Hasil Hutan, Bogor.
Soekotjo (2009): Teknik Silvikultur Intensif (SILIN). Gadjah Mada University Press. Yogyakarta.
Thomas, P A and Packham J R (2007): Ecology of Woodlands and Forests. Cambridge University Press. New York, USA.
Zobel, B J, Thorbjornsen, E and Henson, F (1960): Geographic, Site and Individual Tree Variation in Wood Properties of Loblolly Pine. Silvae Genetica 9: 149–158.
Zobel, B J, Kellison, R C, Matthias, M F, Hatcher, A V (1972): Wood Density of The Southern Pines. Agric. Exp. Stn. Tech. Bull. 208. Raleigh, NC: North Carolina State College. 56 p.
291
INAFOR 11E-035
INTERNATIONAL CONFERENCE OF INDONESIAN FORESTRY RESEARCHERS (INAFOR)
Section E Forest Product and Industry
Some Properties of Particleboard Made from Empty Fruit Bunches (EFB) of Oil Palm (Elaeis guineensis Jacq.)
I.M. Sulastiningsih1, Yekti Fridhian Saputra2 and Ade Iskandar2
1The Center for Research and Development of Forestry Engineering and Forest Products Processing Jl. Gunung Batu 5, Bogor, 16610, INDONESIA
Corresponding email: [email protected]
2Faculty of Agricultural Technology, Bogor Agricultural University Jl. Raya Darmaga, Kampus IPB Darmaga PO BOX 220, Bogor 16680, INDONESIA
Paper prepared for The First International Conference of Indonesian Forestry Researchers (INAFOR)
Bogor, 5 – 7 December 2011
INAFOR SECRETARIAT Sub Division of Dissemination, Publication and Library
FORESTRY RESEARCH AND DEVELOPMENT AGENCY Jl. Gunung Batu 5, Bogor 16610

292
Some Properties of Particleboard Made from Empty Fruit Bunches (EFB) of Oil Palm (Elaeis guineensis Jacq.)
I.M. Sulastiningsih1, Yekti Fridhian Saputra2 and Ade Iskandar2
1The Center for Research and Development of Forestry Engineering and Forest Products Processing Jl. Gunung Batu 5, Bogor, 16610, INDONESIA
Corresponding email: [email protected]
2Faculty of Agricultural Technology, Bogor Agricultural University Jl. Raya Darmaga, Kampus IPB Darmaga PO BOX 220, Bogor 16680, INDONESIA
ABSTRACT
The objective of the study was to determine the effects of pre-treatment applied to the empty fruit bunches (EFB) of oil palm particles and varying resin content on the properties of particleboards. The pre-treatments applied were soaking the EFB particles in hot water at temperature of 70ºC±3ºC and 80ºC±3ºC for two hours. Resin content levels selected were 10%, 12% and 14% based on the oven dry weight of particles. Laboratory scale of particleboards were made from EFB particles (untreated and pre-treated) glued with liquid urea formaldhyde and the targeted density was 0.70 g/cm3. The pressing condition during particleboard manufacture were pressing temperature of ±140ºC, specific pressure of 25kg/cm2 and pressing time for 10 minutes.The result shows that the physical and mechanical properties of EFB particleboards were significantly affected by particle pre-treatment and resin content level. The soaking temperature of 70ºC±3ºC for two hours was effective to improve the properties of EFB particleboards. Mechanical properties of EFB particleboards improved as the resin content increased. The thickness swelling of the EFB particleboard decreased as the resin content increased, however the thickness swelling of all EFB particleboards produced did not meet the standard requirement. Technically oil palm empty fruit bunches can be used as raw material for particleboard by applying hot water soaking at temperature of 70ºC±3ºC for two hours (pre-treatment) to EFB particles and the resin content used was 10%. Keywords: Particleboard, empty fruit bunches (EFB), pre-treatment, resin, physical and mechanical properties
1. INTRODUCTION
The development of oil palm plantation in Indonesia is tremendous. In 2004 the total planted area of oil palm from large estate crops in Indonesia was 3,496,700 ha and reached 4,104,500 ha in 2008. The export value of palm oil in 2004 reached US$ 3,441.8 million, and recorded US$7,868.6 million in 2007, and in 2009 reached US$ 12,375.6 million (Anonymous, 2009).
The plantation of oil palm is intended for the production of palm oil and consequently a huge number of solid waste such as empty fruit bunches which is lignocellulosic materials in nature is generated from the palm oil industry. Improper waste management can impose environment problem. Therefore, the effort to utilize those lignocellulosic materials optimally is an urgent concern. One solution to overcome this problem is the utilization of empty fruit bunches (EFB) of oil palm as raw material for particleboard.
The advantages of manufacturing particleboard is not only rely on the variety of raw materials but also in the method of manufacturing. Hence various raw material and methods can be modified to suit final requirements (Moslemi, 1974). As one of the reconstituted wood products particleboard has been widely known in Indonesia, and this is reflected by its ever-
293
increasing uses by the community especially for furniture and audio boxes. For that purposes particleboard must be further processed first through secondary process by laminating the surfaces with various types of laminates, overlays and coatings before used as furniture material.
The serious problem faced by wood industry in Indonesia is the insufficient supply of wood raw materials (Suryandari, 2008). On the other hand, the occurrence of oil palm empty fruit bunches as a waste product in palm oil industry has made it an attractive raw material for particleboard. Therefore the available lignocellulosic materials such as empty fruit bunches of oil palm can fulfill the wood raw material shortage. However as raw materials for particleboard the EFB particles must be treated first to remove the dirt and reduce the extractive content. The present of dirt and high content of extractive in EFB particles which originated from solid waste of oil palm industry will influence the formation of good bonding between adhesive and EFB particles during gluing and hot-pressing operations. Hermiati et al. (2003) reported that the problems can be overcome by applying water treatment (boiling, soaking and shaking in cold water) on EFB particles. This paper is intend to determine the effects of pre-treatment applied to the empty fruit bunches (EFB) of oil palm particles and varying resin content on the properties of particleboard.
2. MATERIALS AND METHODS
2.1 Materials
Lignocellulosic material used in this study was empty fruit bunches (EFB) of oil palm (Elaeis guineensis Jacq.) obtained from palm oil industry in Banten. The resin adhesive used was urea formaldehyde and NH4Cl as a hardener.
2.2 Methods
2.2.1 Particles Preparation
Oil palm empty fruit bunches (EFB) were manually reduced in size to 3-5 cm length then passed it through a hammer mill. The resulted EFB particles were dried by sun light to about 15% moisture content than screened. Particles which remain in the 20 mesh screen were collected and assigned into 3 groups by pre-treatment methods: untreated, hot soaking at temperature of 70ºC±3ºC for two hours and hot soaking at temperature of 80ºC±3ºC for two hours. All EFB particles, untreated and after treated, were redried in an oven to about 4% moisture content.
2.2.2 Particleboard Fabrication
Laboratory scale single-layered particleboards with dimensions of 300 mm x 300 mm x 10 mm using untreated and pre-treated EFB particles and three levels resin content (10, 12 and 14%) were manufactured. The targeted density of EFB particleboards was 0.70 g/cm3. A specified quantity of EFB particles was sprayed with certain amount of a glue mix containing urea formaldehyde (10, 12 and 14% based on the oven dry weight of particles) and NH4Cl as hardener (1% based on the weight of UF) in a rotary blender. The glued EFB particles were then hand-spread evenly in the wooden deckle box and prepressed manually for about 1 minute to form a loose mat. The wooden deckle box was removed and iron sticks (10 mm thick) were placed on the sides of the mat. The EFB particle mattress was then loaded in a hot press set at temperature of
140C and specific pressure of 25 kg/cm2 for 10 minutes. Three replications for each type of particleboard were manufactured. The boards were conditioned at room temparature for about two weeks before cutting into speciments for subsequent test.
2.2.3 Performance Testing and Data Analysis.
After conditioning the boards were cut to produce the specimnets required to determine the following properties: moisture content (MC), density (D), thickness swelling (TS), water absorption (WA), modulus of rupture (MOR), modulus of elasticity (MOE) and internal bond
294
(IB). The tests were carried out in accordance with the Indonesian National Standard for Particleboard, SNI 03-2105-1996 (Anonymous, 1996). The factorial randomized design 3 x 3 was used in this study in which particle pre-treatment and resin content level were treatment factors.
3. RESULT AND DISCUSSION
The mean values of physical and mechanical properties of EFB paticleboards are presented in Table 1. Analysis of variance tests were carried out on the data and the results are summarized in Table 2. The density of EFB particleboards produced varies from 0.75 g/cm3 to 0.80 g/cm3 with an average of 0.78 g/cm3. Those values meet the standard requirement of FAO Standard (Anonymous, 1966), Indonesian National Standard (Anonymous, 1996), and Japanese Standard (Anonymous, 2003) for particleboard. The result of analysis of variance (Table 2) shows that the density of EFB particleboards is not affected by both particle pre-treatment and resin content level.
The moisture content (MC) of EFB particleboards varies from 8.6% to 10.7% with an average of 9.4%. Those values conform with FAO Standard, Indonesian National Standard and Japanese Standard for particleboard. The result of analysis of variance (Table 2) shows that the MC of EFB particleboards are affected by both particle pre-treatment and resin content level.
The thickness swelling of EFB particleboards varies from 17.7% to 51.9% with an average of 28.3%. Those values do not met the standard requirement of FAO Standard (Anonymous, 1966), Indonesian National Standard (Anonymous, 1966), and Japanese Standard (Anonymous, 2003) for particleboard. Previous study showed that the thickness swelling of EFB particleboards glued with urea formaldehyde at 14% resin content and board density of 0.67 g/cm3 was 13.7% (Trisyulianti, 1996). Other study (Subiyanto et al., 2004) showed that EFB particleboards glued with phenol formaldehyde at 10% resin content and board density of 0.6 g/cm3 had average thickness swelling of 13.6% for those boards made from pre-treated EFB particles (soaking in cold water for 24 hours and soaking in boiling water for 2 hours), whereas those boards made from pre-treated EFB particles (soaking in boiling Ca(OH)2 1% solution or NaOH 1% solution for 2 hours) glued with phenol formaldehyde at 8% resin content and board density of 0.8 g/cm3 had average thickness swelling of 32.9%.
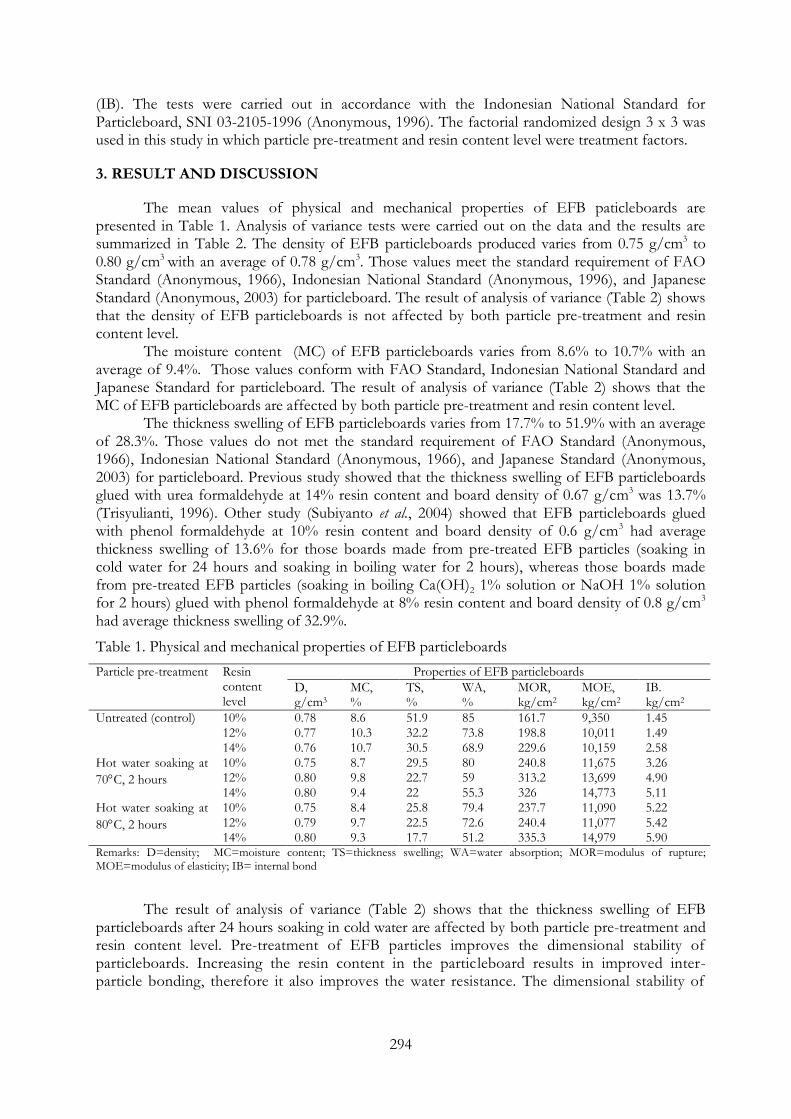
Table 1. Physical and mechanical properties of EFB particleboards
Particle pre-treatment Resin content level
Properties of EFB particleboards
D, g/cm3
MC, %
TS, %
WA, %
MOR, kg/cm2
MOE, kg/cm2
IB. kg/cm2
Untreated (control) 10% 0.78 8.6 51.9 85 161.7 9,350 1.45 12% 0.77 10.3 32.2 73.8 198.8 10,011 1.49 14% 0.76 10.7 30.5 68.9 229.6 10,159 2.58
Hot water soaking at
70C, 2 hours
10% 0.75 8.7 29.5 80 240.8 11,675 3.26 12% 0.80 9.8 22.7 59 313.2 13,699 4.90 14% 0.80 9.4 22 55.3 326 14,773 5.11
Hot water soaking at
80C, 2 hours
10% 0.75 8.4 25.8 79.4 237.7 11,090 5.22 12% 0.79 9.7 22.5 72.6 240.4 11,077 5.42 14% 0.80 9.3 17.7 51.2 335.3 14,979 5.90
Remarks: D=density; MC=moisture content; TS=thickness swelling; WA=water absorption; MOR=modulus of rupture; MOE=modulus of elasticity; IB= internal bond
The result of analysis of variance (Table 2) shows that the thickness swelling of EFB particleboards after 24 hours soaking in cold water are affected by both particle pre-treatment and resin content level. Pre-treatment of EFB particles improves the dimensional stability of particleboards. Increasing the resin content in the particleboard results in improved inter-particle bonding, therefore it also improves the water resistance. The dimensional stability of
295
particleboard can also be improved by adding wax emulsion in the resin adhesive during board fabrication (Albrecht, 1968; Maloney, 1977).
It can be seen in Table 1 that water absorption of EFB particleboards decrease with applying particle pre-treatment and increasing resin content. The water absorption of EFB particleboards varies from 51% to 85% with an average of 69%. If the data of water absorption in Table 1 are compared with the FAO Standard requirement (20% - 75%), it is found that only those particleboards bonded with 12% and 14% urea formaldehyde, meet the standard requirement. The previous work conducted by Trisyulianti (1996) showed that EFB particleboard glued with urea formaldehyde at 14% resin content and target density of 0.67 g/cm3 had water absorption of 60.67%.
The result of analysis of variance showed that particle pre-treatment and resin content level affected water absorption of particleboard. Water absorption decreased with increasing water soaking temperature and resin content level. In Indonesian Standard water absorption requirement for particleboard is not specified. According to Albrecht (1968) thickness swelling is considered to be the more important sizing property of particleboard the water absorption, therefore, the water absorption specifications are of limited use and emphasis should be placed on thickness swelling data.
The average internal bond (IB) of EFB particleboard produced was 3.73 kg/cm2. The highest IB value (5.9 kg/cm2) was obtained at EFB particleboard made from EFB particles which
had been soaked in hot water at temperature of 80C for 2 hours and 14% resin content, whereas the lowest (1.45 kg/cm2) was obtained at EFB particleboard made from untreated particle and 10% resin content. Trisyulianti (1996) stated that IB value of EFB particleboard glued with urea formaldehyde at 14% resin content was 1.73 kg/cm2 . Other previous work conducted by Subiyanto et al. (2004) showed that the IB of EFB particleboard glued with phenol formaldehyde varied from 3.19 kg/cm2 (8% resin content) to 9.3 kg/cm2 (10% resin content). The minimum requirement of IB in Indonesian and Japanese Standard for particleboard is 1.5 kg/cm2, whereas in FAO Standard it is 2 kg/cm2.
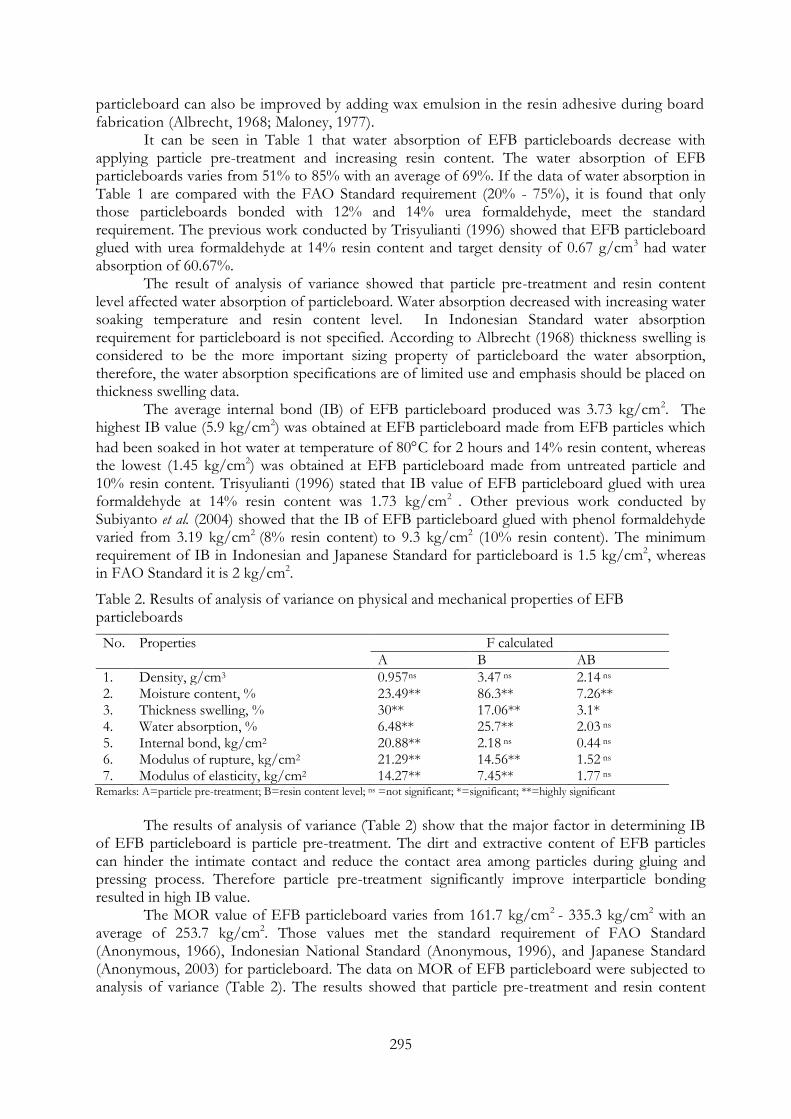
Table 2. Results of analysis of variance on physical and mechanical properties of EFB particleboards
No. Properties F calculated A B AB
1. Density, g/cm3 0.957ns 3.47 ns 2.14 ns 2. Moisture content, % 23.49** 86.3** 7.26** 3. Thickness swelling, % 30** 17.06** 3.1* 4. Water absorption, % 6.48** 25.7** 2.03 ns 5. Internal bond, kg/cm2 20.88** 2.18 ns 0.44 ns 6. Modulus of rupture, kg/cm2 21.29** 14.56** 1.52 ns 7. Modulus of elasticity, kg/cm2 14.27** 7.45** 1.77 ns
Remarks: A=particle pre-treatment; B=resin content level; ns =not significant; *=significant; **=highly significant
The results of analysis of variance (Table 2) show that the major factor in determining IB
of EFB particleboard is particle pre-treatment. The dirt and extractive content of EFB particles can hinder the intimate contact and reduce the contact area among particles during gluing and pressing process. Therefore particle pre-treatment significantly improve interparticle bonding resulted in high IB value.
The MOR value of EFB particleboard varies from 161.7 kg/cm2 - 335.3 kg/cm2 with an average of 253.7 kg/cm2. Those values met the standard requirement of FAO Standard (Anonymous, 1966), Indonesian National Standard (Anonymous, 1996), and Japanese Standard (Anonymous, 2003) for particleboard. The data on MOR of EFB particleboard were subjected to analysis of variance (Table 2). The results showed that particle pre-treatment and resin content
296
were major factor in determining the MOR. The MOR value increased with applying particle pre-treatment and increasing resin content.
Hot water soaking of EFB particle removed the dirt on particle and reduced its extractive content. This condition results in more sufficient interparticle contact area and better adhesive utilization. The presence of dirt and extractive interfere the contact area between adhesive and the surface layer of the particle, and therefore no sufficient contact area developed during the pressing operation to achieve good bonding. With increasing resin content in the particleboard more particles will be coated with adhesive and it improved interparticle bonding (Kelly, 1977).
The highest MOR value (335.3 kg/cm2) was obtained at EFB particleboard made from
particles which had been soaked in hot water at temperature of 80C for 2 hours and 14% resin content, whereas the lowest (161.7 kg/cm2) was obtained at EFB particleboard made from untreated particle and 10% resin content. The MOR values of EFB particleboards in this study are higher than that of previous studies (120.42 kg/cm2, Trisyulianti (1996) and 53.81 kg/cm2 – 237.78 kg/cm2, Subiyanto et al. (2004).
The data on MOE of EFB particleboard are subjected to analysis of variance (Table 2). The result shows that the MOE of EFB particleboards are affected by both particle pre-treatment and resin content level. The MOE values increased both with applying particle pre-treatment and increasing resin content. The MOE value of EFB particleboard varies from 9,350 kg/cm2 – 14,979 kg/cm2 with an average of 11,868 kg/cm2. Those values met the standard requirement of FAO Standard (Anonymous, 1966), however when the data of MOE in Table 2 are compared to the Indonesian National Standard (Anonymous, 1996), and Japanese Standard (Anonymous, 2003) for particleboard no one of the boards produced meet the standards requirements.
In general the dimensional stability and mechanical properties of EFB particleboard increased as the increase in soaking temperature and resin content. Hot water soaking of EFB
particles at temperature of 70C for 2 hours brought sufficient improvement on EFB particleboard properties.
4. CONCLUSION
1. The physical and mechanical properties of EFB particleboards are improved by applying EFB
particle pre-treatment. Soaking EFB particle at temperature of 80C for 2 hours gives better
results than that of 70C. However, soaking EFB particle at temperature of 70C for 2 hours
is effective enough in improving particleboard properties.
2. Physical and mechanical properties of EFB particleboard are affected by resin content level.
Dimensional stability and mechanical properties of the particleboard increases as the resin
content increases.
3. EFB particleboard can be produced with applying particle pre-treatment and 10% resin
content to attain adequate strength of type 200 particleboard (except thickness swelling and
modulus of elasticity).
REFERENCES
Albrecht, J W (1968): The use of wax emulsion in particleboard production.In: Maloney, T.M. (ed.): Proc. 2nd Symp. Particleboard. Pullman: Washington State Univ. 31-54.
Anonymous (2009): Statistical Year Book of Indonesia. BPS Catalogue: 1101001 BPS – Statistics Indonesia. Jakarta.
Anonymous (1966): Plywood and Other Wood-based Panels. Food and Agricultural Organization of United Nation, Rome.
297
Anonymous (1996): Mutu Papan Partikel. Standar Nasional Indonesia (SNI) 03-2105-1996. Dewan Standardisasi Nasional (DSN). Jakarta.
Anonymous (2003): Japanese Industrial Standard JIS A 5908: 2003. Particleboards. Japanese Standards Association, Tokyo.
Hermiati, E, Nurhayati, L Suryanegara and M Gopar (2003): Upaya Mengurangi kotoran dan Kandungan Zat Ekstraktif Serat Tandan Kosong Kelapa Sawit dengan Pencucian. Jurnal Ilmu dan Teknologi Kayu Tropis 1(1), 57- 65. MAPEKI. Bogor.
Kelly, M W (1977): Critical literature review of relationships between processing parameters and physical properties of particleboards. U.S.D.A. For. Serv. Gen. Technol. Report. FPM-10. Madison.
Maloney, T M (1977): Modern Particleboard and Dry Process Fiberboard Manufacturing. Miller Freeman Publication, San Fransisco.
Moslemi, A A (1974): Particleboard I. Materials: II. Technology. Carbondale: Southern Illinois Univ.
Subiyanto, B, Subyakto, Sudijono, M Gopar and S S Munawar (2004):. Pemanfaatan Limbah Tandan Kosong dari Industri Pengolahan Kelapa Sawit untuk Papan Partikel dengan Perekat Penol Formaldehida. Jurnal Ilmu dan Teknologi Kayu Tropis 2(2):99-102. MAPEKI. Bogor.
Suryandari, E Y (2008): Analisis Permintaan Kayu Bulat Industri Pengolahan Kayu. Jurnal Penelitian Sosial dan Ekonomi Kehutanan 5(1):15–26. Bogor.
Trisyulianti, E (1996): Sifat Fisis dan Mekanis Papan Partikel dari Tandan Kosong dan Sabut Kelapa Sawit. Skripsi Fakultas Teknologi Pertanian , Institut Pertanian Bogor. Unpublished.

298
INAFOR 11E-036
INTERNATIONAL CONFERENCE OF INDONESIAN FORESTRY RESEARCHERS (INAFOR)
Section E Forest Product and Industry
Wood Drying Problems and Possible Solutions for Small Enterprises of Wood Furniture Industries in Jepara Region
Efrida Basri1, Gerry A Harris2, Barbara Ozarska2, Jamaludin Malik1, Ratih Damayanti1 and Yusuf Sudo Hadi3
1The Center for Research and Development of Forestry Engineering and Forest Products Processing Jl. Gunung Batu 5, Bogor, 16610, INDONESIA
Corresponding email: [email protected]
2DFES, The University of Melbourne Burnley Campus, Melbourne, AUSTRALIA
3Faculty of Forestry, Bogor Agricultural University
Jl. Raya Darmaga, Kampus IPB Darmaga, Bogor 16680, INDONESIA
Paper prepared for The First International Conference of Indonesian Forestry Researchers (INAFOR)
Bogor, 5 – 7 December 2011
INAFOR SECRETARIAT Sub Division of Dissemination, Publication and Library
FORESTRY RESEARCH AND DEVELOPMENT AGENCY Jl. Gunung Batu 5, Bogor 16610

299
Wood Drying Problems and Possible Solutions for Small Enterprises of Wood Furniture Industries in Jepara Region
Efrida Basri1, Gerry A Harris2, Barbara Ozarska2, Jamaludin Malik1,
Ratih Damayanti1 and Yusuf Sudo Hadi3
1The Center for Research and Development of Forestry Engineering and Forest Products Processing Jl. Gunung Batu 5, Bogor, 16610, INDONESIA
Corresponding email: [email protected]
2DFES, The University of Melbourne Burnley Campus, Melbourne, AUSTRALIA
3Faculty of Forestry, Bogor Agricultural University
Jl. Raya Darmaga, Kampus IPB Darmaga, Bogor 16680, INDONESIA
ABSTRACT
Drying is one of the important activities in wood processing which has a direct influence on the performance of the final wood product. The standard to which wood is dried, when used for the production of a high quality products, directly influences the superiority of finished product with regard to woodworking, gluing, joining and finishing. Jepara, located in Central Java, Indonesia, is one of the most recognized districts for its carved wooden furniture. There are about 12,000 furniture companies which are mainly dominated by small enterprises or craft workers. Although many small enterprises already have various types of drying kilns, their construction and drying practices do not meet the required standards and specifications, mainly due to the limitations of existing tools and lack of kiln operator skill. Consequently, this results in the final products of poorer quality. This problem can be solved through the introduction of adequate drying kilns and proper drying technology, as well as by improving kiln operators skills for the smaller companies. Being a tropical country, Indonesia gets solar heat flow throughout the year. Solar heat can be used as an alternative energy for drying wood. There are many benefits of using solar energy for wood drying: it is cost effective, available in continuous supply, environmental friendly and wood drying time can be significantly reduced.
Keywords: Small enterprises, wood furniture, drying problem, solar drying method
1. INTRODUCTION
Drying is one of the important activities in wood processing which has a direct influence on the performance of the final wood product. The standard to which wood is dried, when used for the production of a high quality products directly influences the superiority of finished product with regard to woodworking, gluing, joining and finishing (Walker et al., 1993; Desch and Dinwoodie, 1996). Wood product that will be exported to mainly four-season destination countries or used in room air-conditioned environment with very low Relative Humidity requires low moisture content (about 10% or below). Therefore, the timber must be dried properly according to the required standard.
Jepara, located in Central Java, is one of the most recognized districts for its carved wooden furniture made from teak and mahogany. About 98% of the furniture workshops in Jepara are classified as small-scale enterprises, where 1.9% is medium-scale and 0.1% is large-scale. A survey conducted in 2005 estimated there are about 15,271 furniture enterprises existed in Jepara (Roda et al., 2007 in Purnomo et al., 2011), but during the five-years period from 2005 to
300
2010 the number of furniture enterprises fell by 20% due to a growing competition from other countries (FVC, 2011). The furniture industry contributes about 27% of the Jepara district‘s economy (Purnomo et al., 2011).
Small enterprises in Jepara have an important role in the furniture sector but unfortunately the benefit is mostly obtained by the medium-large enterprises. This is because the production method of these small enterprises is not cost-effective and the products are not competitive on the markets in comparison to the medium-large industry. Items produced by small enterprises are generally in the form of unfinished products with a high level of moisture content. These unfinished products are then sent to medium-large size enterprises where they are sorted-out according to their quality and re-dried in a drying chamber. Any damage caused by improper drying practices employed by the smaller enterprises, is attempted to be repaired before the final finishing process is undertaken (Harris et al., 2011). Teak and mahogany wood used in the small industries are mainly from young plantation timbers which need suitable drying techniques and practices.
This paper describes wood drying performance of nine small wooden furniture champion industries; the companies which were willing to actively participate in the project funded by the Australian Centre for International Agricultural Research, which aims to increase furniture quality through the improvement of existing processing and manufacturing methods and the introduction of new technologies and products.
2. Drying Problems of Small Furniture Enterprises in Jepara
Most of the small furniture enterprises in Jepara are using teak and mahogany wood species from young plantations trees. The disadvantages of young-age timbers are more knots and spiral grain orientation, high growth stresses, and high shrinkage (Senft et al., 1986, Cave and Walker, 1994; Ozarska, 2011). As a result, such properties affect the drying qualities of these timbers because frequently they cause drying stresses, checking, warping and collapse. Main problems of drying in small furniture enterprises are: kiln drying construction does not meet the required standards, lack of kiln operator skills, and lack of appropriate storage for dried wood.
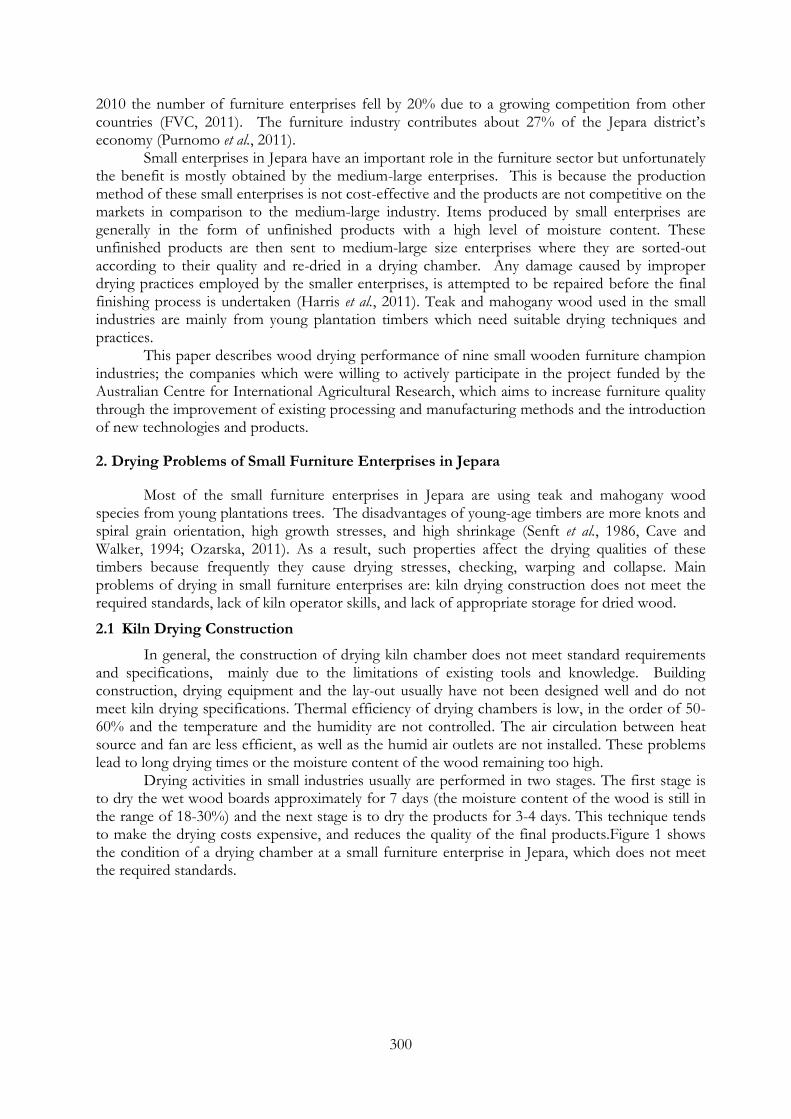
2.1 Kiln Drying Construction
In general, the construction of drying kiln chamber does not meet standard requirements and specifications, mainly due to the limitations of existing tools and knowledge. Building construction, drying equipment and the lay-out usually have not been designed well and do not meet kiln drying specifications. Thermal efficiency of drying chambers is low, in the order of 50-60% and the temperature and the humidity are not controlled. The air circulation between heat source and fan are less efficient, as well as the humid air outlets are not installed. These problems lead to long drying times or the moisture content of the wood remaining too high.
Drying activities in small industries usually are performed in two stages. The first stage is to dry the wet wood boards approximately for 7 days (the moisture content of the wood is still in the range of 18-30%) and the next stage is to dry the products for 3-4 days. This technique tends to make the drying costs expensive, and reduces the quality of the final products.Figure 1 shows the condition of a drying chamber at a small furniture enterprise in Jepara, which does not meet the required standards.
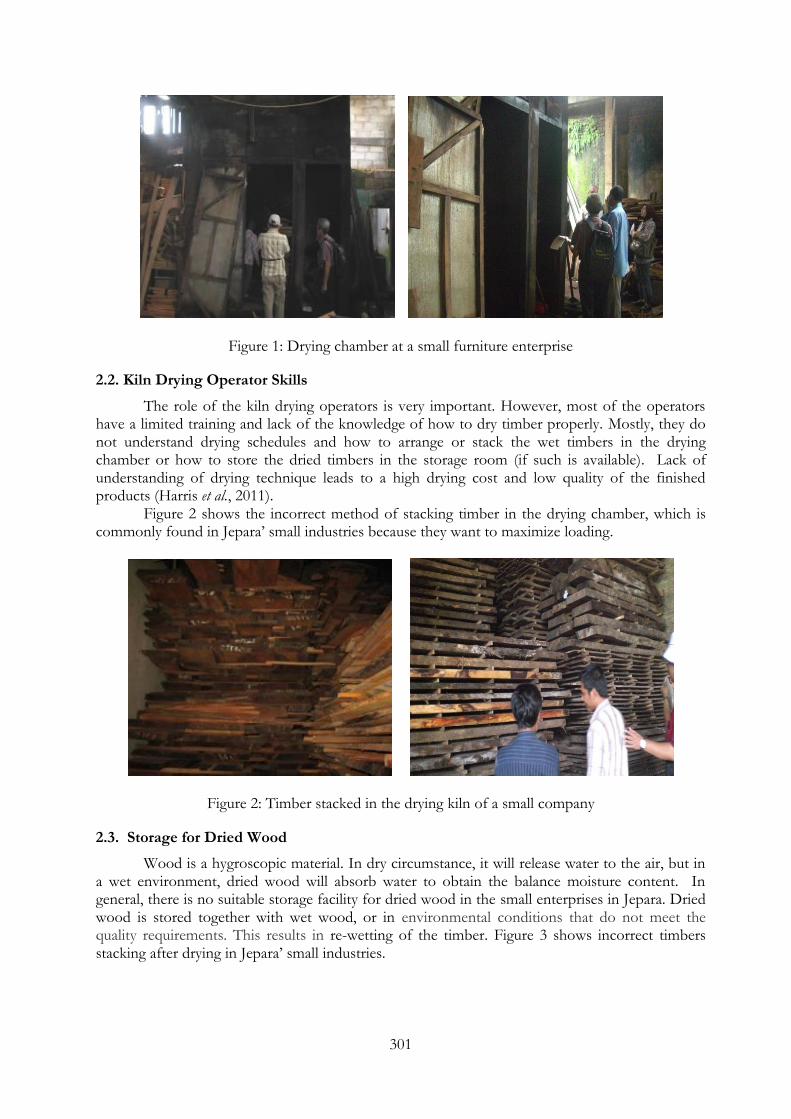
301
Figure 1: Drying chamber at a small furniture enterprise
2.2. Kiln Drying Operator Skills
The role of the kiln drying operators is very important. However, most of the operators have a limited training and lack of the knowledge of how to dry timber properly. Mostly, they do not understand drying schedules and how to arrange or stack the wet timbers in the drying chamber or how to store the dried timbers in the storage room (if such is available). Lack of understanding of drying technique leads to a high drying cost and low quality of the finished products (Harris et al., 2011).
Figure 2 shows the incorrect method of stacking timber in the drying chamber, which is commonly found in Jepara‘ small industries because they want to maximize loading.
Figure 2: Timber stacked in the drying kiln of a small company
2.3. Storage for Dried Wood
Wood is a hygroscopic material. In dry circumstance, it will release water to the air, but in a wet environment, dried wood will absorb water to obtain the balance moisture content. In general, there is no suitable storage facility for dried wood in the small enterprises in Jepara. Dried wood is stored together with wet wood, or in environmental conditions that do not meet the quality requirements. This results in re-wetting of the timber. Figure 3 shows incorrect timbers stacking after drying in Jepara‘ small industries.
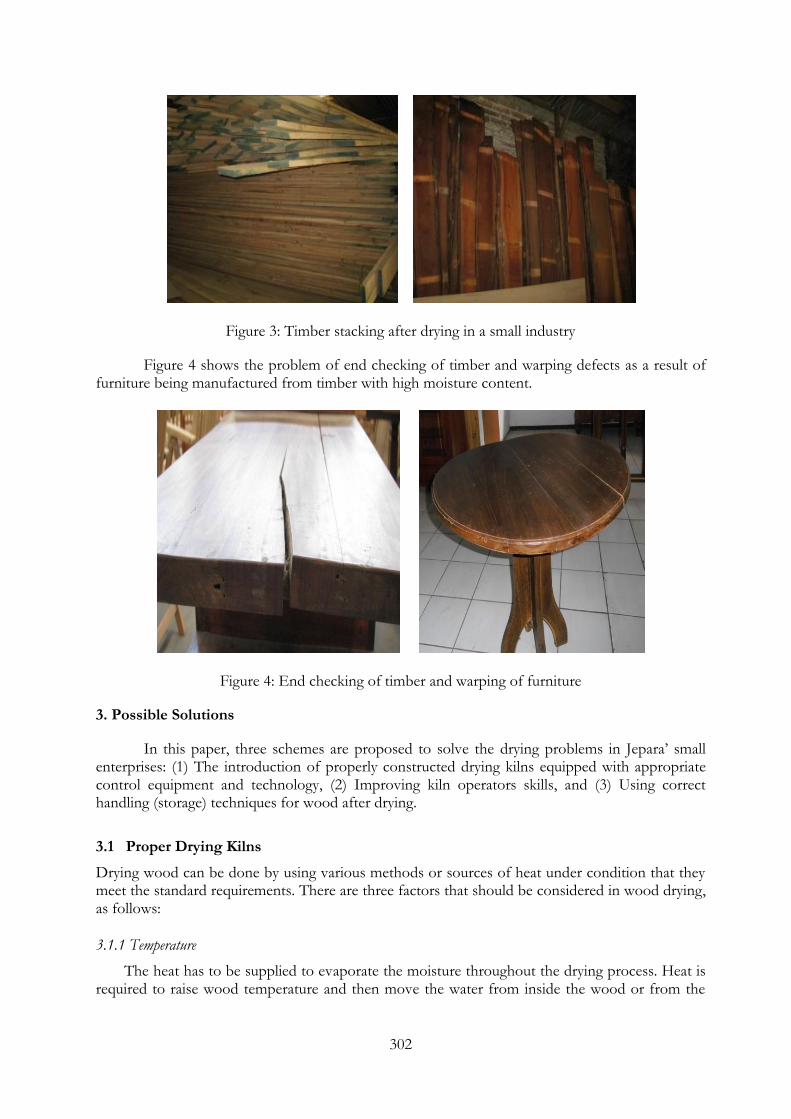
302
Figure 3: Timber stacking after drying in a small industry
Figure 4 shows the problem of end checking of timber and warping defects as a result of furniture being manufactured from timber with high moisture content.
Figure 4: End checking of timber and warping of furniture
3. Possible Solutions
In this paper, three schemes are proposed to solve the drying problems in Jepara‘ small enterprises: (1) The introduction of properly constructed drying kilns equipped with appropriate control equipment and technology, (2) Improving kiln operators skills, and (3) Using correct handling (storage) techniques for wood after drying.
3.1 Proper Drying Kilns
Drying wood can be done by using various methods or sources of heat under condition that they meet the standard requirements. There are three factors that should be considered in wood drying, as follows:
3.1.1 Temperature
The heat has to be supplied to evaporate the moisture throughout the drying process. Heat is required to raise wood temperature and then move the water from inside the wood or from the
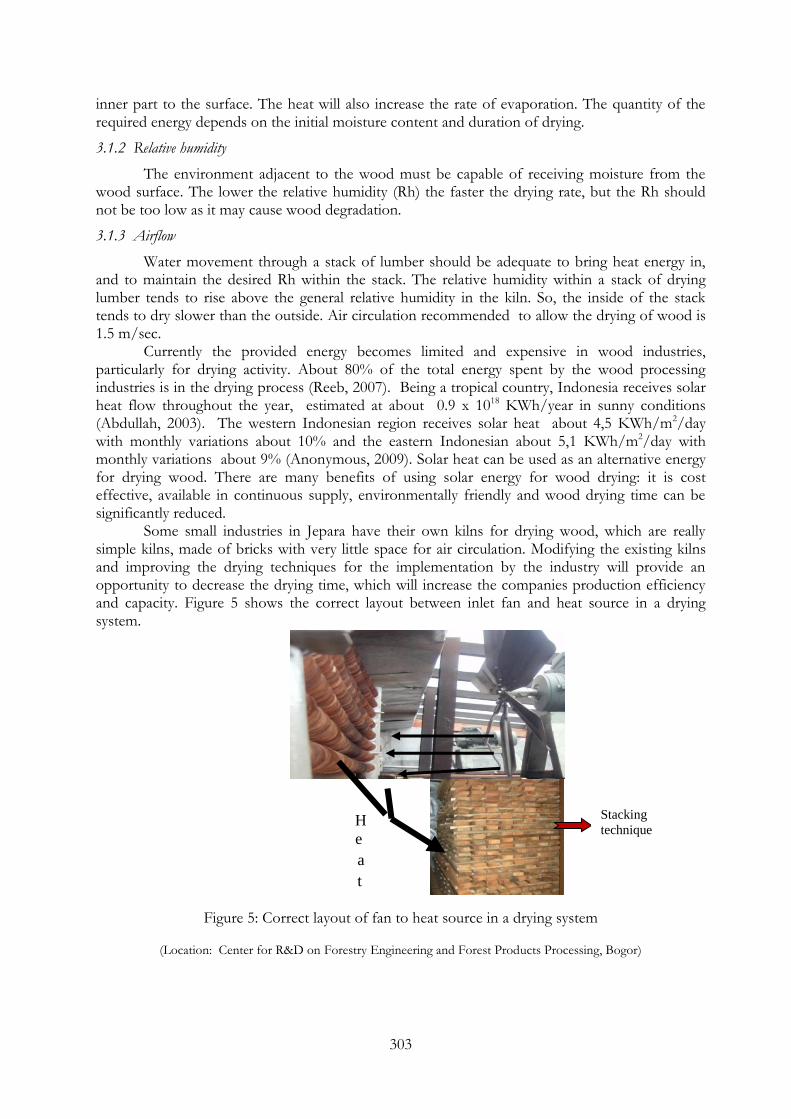
303
inner part to the surface. The heat will also increase the rate of evaporation. The quantity of the required energy depends on the initial moisture content and duration of drying.
3.1.2 Relative humidity
The environment adjacent to the wood must be capable of receiving moisture from the wood surface. The lower the relative humidity (Rh) the faster the drying rate, but the Rh should not be too low as it may cause wood degradation.
3.1.3 Airflow
Water movement through a stack of lumber should be adequate to bring heat energy in, and to maintain the desired Rh within the stack. The relative humidity within a stack of drying lumber tends to rise above the general relative humidity in the kiln. So, the inside of the stack tends to dry slower than the outside. Air circulation recommended to allow the drying of wood is 1.5 m/sec.
Currently the provided energy becomes limited and expensive in wood industries, particularly for drying activity. About 80% of the total energy spent by the wood processing industries is in the drying process (Reeb, 2007). Being a tropical country, Indonesia receives solar heat flow throughout the year, estimated at about 0.9 x 1018 KWh/year in sunny conditions (Abdullah, 2003). The western Indonesian region receives solar heat about 4,5 KWh/m2/day with monthly variations about 10% and the eastern Indonesian about 5,1 KWh/m2/day with monthly variations about 9% (Anonymous, 2009). Solar heat can be used as an alternative energy for drying wood. There are many benefits of using solar energy for wood drying: it is cost effective, available in continuous supply, environmentally friendly and wood drying time can be significantly reduced.
Some small industries in Jepara have their own kilns for drying wood, which are really simple kilns, made of bricks with very little space for air circulation. Modifying the existing kilns and improving the drying techniques for the implementation by the industry will provide an opportunity to decrease the drying time, which will increase the companies production efficiency and capacity. Figure 5 shows the correct layout between inlet fan and heat source in a drying system.
H
e
a
t
Figure 5: Correct layout of fan to heat source in a drying system
(Location: Center for R&D on Forestry Engineering and Forest Products Processing, Bogor)
Stacking
technique
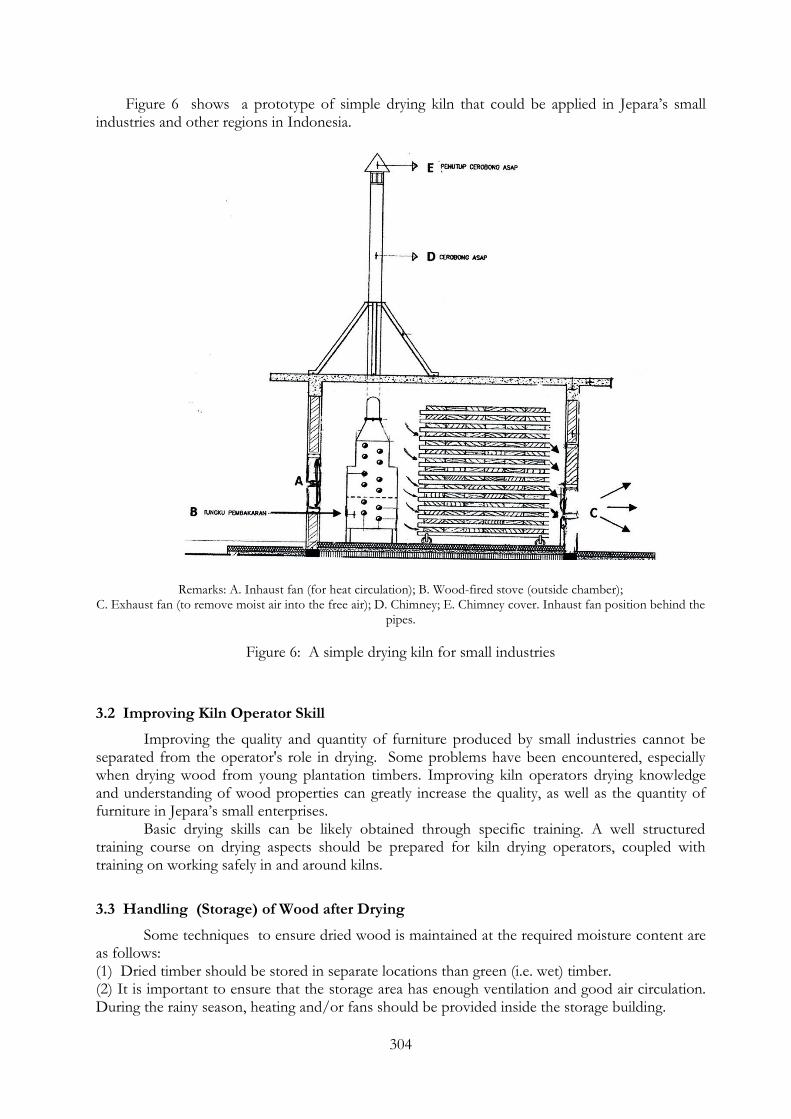
304
Figure 6 shows a prototype of simple drying kiln that could be applied in Jepara‘s small industries and other regions in Indonesia.
Remarks: A. Inhaust fan (for heat circulation); B. Wood-fired stove (outside chamber); C. Exhaust fan (to remove moist air into the free air); D. Chimney; E. Chimney cover. Inhaust fan position behind the
pipes.
Figure 6: A simple drying kiln for small industries
3.2 Improving Kiln Operator Skill
Improving the quality and quantity of furniture produced by small industries cannot be separated from the operator's role in drying. Some problems have been encountered, especially when drying wood from young plantation timbers. Improving kiln operators drying knowledge and understanding of wood properties can greatly increase the quality, as well as the quantity of furniture in Jepara‘s small enterprises.
Basic drying skills can be likely obtained through specific training. A well structured training course on drying aspects should be prepared for kiln drying operators, coupled with training on working safely in and around kilns.
3.3 Handling (Storage) of Wood after Drying
Some techniques to ensure dried wood is maintained at the required moisture content are as follows: (1) Dried timber should be stored in separate locations than green (i.e. wet) timber. (2) It is important to ensure that the storage area has enough ventilation and good air circulation. During the rainy season, heating and/or fans should be provided inside the storage building.
305
(3) Both ends of dried timbers should be end-sealed with flinkote or paint, so that the water is not reabsorbed through the ends. Processed wood to be exported should be wrapped thightly with waterproof material or plastic.
4. CONCLUSION
2. About 98% of the furniture companies in Jepara are classified as small-scale businesses, but
most benefit is gained by the medium-large enterprises because the production of furniture by
small enterprises is often of a low quality and does not meet standard requirements.
3. Main problems faced by the small furniture enterprises in Jepara are:the construction of the
drying kilns does not meet the required standards and specifications, there is a lack of kiln
operator skills, and there is a lack of storage for dried wood.
4. Solving the drying problems can be achieved by the introduction of proper drying kilns and
technologies, improving kiln operator skills, and the provision of correct handling (storage)
techniques for wood after drying.
ACKNOWLEDGEMENT The authors would like to express their sincere thanks to the financial support from
Australian Centre for International Agricultural Research (ACIAR), ACIAR PROJECT No. FST2006/117.
REFERENCES
Abdullah, K (2003): Fish drying using solar energy. In: Proceeding of Regional Workshop on Drying Technology. The Third Seminar and Workshop. ASEAN Subcommittee on Non-Conventional Energy Research. Bogor, Indonesia.
Anonymous (2009): Solar energy. Article accessed from jurnalinsinyurmesin.com/index.php? &view=article&id =51 on 15 September 2009.
Cave, I D and Walker, J C F (1994): Stiffness of wood in fast-grown plantation softwoods. The influence of microfibril angle. Forest Prod. Journal 44(5):43–48.
Desch, H E, Dinwoodie, J M (1996): Timber: structure, properties, conversion and use. 7th ed. Macmillan Press Ltd., London. 306p.
FVC (2011): Improving capacity of small-scale furniture producers to increase profit share: Institutions, certification and collective marketing. Furniture Value Chains News No. 4. CIFOR. Bogor, Indonesia.
Harris, G A, Ozarska, B, Yuniarti, K, Listyanto, T, Hadi, Y S, Hadikusumo, S, Adhitjahjo, I (2011): Assessing the practice of drying process by wood-based furniture small-medium enterprises in Jepara, Indonesia. Contribution Matters.
Ozarska, B (2011): Suitability of young inferior quality plantation timbers for furniture. General Lecture. In The 3rd International Symposium of IWORS 2011. Yogyakarta, Indonesia.
Purnomo, H, Irawati, R H, Fauzan, A U, Melati, A (2011): Scenario-based actions to upgrade small-scale furniture producers and their impacts on women in Central Java, Indonesia. International Forestry Review, 13(2):1-10.
Reeb, J E (2007): Drying wood. Article Accessed on 13 February 2007 from http://www.ca.uky.edu/agc/pubs/for/for55/for.55.htm.

306
Senft, J F, Quanci, M J, Bendtsen, B A (1986): Property profile of 60-year-old Douglas-fir. In: Proc. of Cooperative Technical Workshop of Juvenile Wood. Forest Prod. Research Society. Madison, USA. Pp 17 – 28.
Walker, J C F, Butterfield, B G, Langrish, T A, G Harris, Uprichard, J M (1993). Primary Wood Processing. Chapman and Hall, London. 595p.
307
INAFOR 11E-037
INTERNATIONAL CONFERENCE OF INDONESIAN FORESTRY RESEARCHERS (INAFOR)
Section E Forest Product and Industry
Durability of 50 Indonesian Wood Species Preserved with CCB Against Marine Borers Attack
Mohammad Muslich and Sri Rulliaty
The Center for Research and Development of Forestry Engineering and Forest Products Processing Jl. Gunung Batu 5, Bogor, 16610, INDONESIA
Corresponding email: [email protected]
Paper prepared for The First International Conference of Indonesian Forestry Researchers (INAFOR)
Bogor, 5 – 7 December 2011
INAFOR SECRETARIAT Sub Division of Dissemination, Publication and Library
FORESTRY RESEARCH AND DEVELOPMENT AGENCY Jl. Gunung Batu 5, Bogor 16610

308
Durability of 50 Indonesian Wood Species Preserved with CCB Against Marine Borers Attack
Mohammad Muslich and Sri Rulliaty
The Center for Research and Development of Forestry Engineering and Forest Products Processing Jl. Gunung Batu 5, Bogor, 16610, INDONESIA
Corresponding email: [email protected]
ABSTRACT
This study was conducted to provide basic information of the 50 Indonesian wood species treated by copper bichromated boron (CCB) againts marine borers. The full-cell process for 2 hours and 150 psi during the pressure-keeping period was employed. The IUFRO method was applied for the determination of wood treatability class. The treated and untreated wood specimens were tied together using plastic cord, arranged into a raft like assembly, and then exposed for 3, 6, and 12 months to the brackish water situated at Rambut Island‘s coastal area. The SNI 01-7207-2006 standard was used to determine the intensity of marine borer infestation. Results revealed that 32 out of those 50 species were classified as easy to be preserved, 12 species as moderate, the remaining 4 were difficult and 3 very difficult to be preserved. The treated wood specimens were able to prevent marine borers attack. Meanwhile, the untreated specimens were susceptible to marine borers attack, except Eusideroxylon zwageri T.et B, Diploknema oligomera H.J.L., Dipterocarpus glabrigemmatus P.S.Ashton, Tectona grandis L.f., Parinari corymbosa Miq., Metrosideros petiolata Kds. and Azadirachta indica Juss. The attacking borers consecutively are Martesia striata Linne that belongs to the Pholadidae family; and Teredo bartschi Clapp., Dicyathifer manni Wright., and Bankia cieba Clench. to the Terdinidae family. Keywords: Indonesian wood species, CCB, full cell process, marine borers
I. INTRODUCTION
Wood which is used for ship building, pier poles, and houses built at the sea shore is easily attaked by marine borer. Generally, marine borers consisting of two types i.e. Mollusk and Crustacean or better known as ―shipworm‖ and ―gribble‖, respectively. They are characterized by their structure and method of attacking wood (Turner, 1966). The resistance of wood to marine borer attack varies from one species to another. This is mainly caused by the variation in natural properties of the wood species (Turner, 1966).
It is estimated that 4.000 wood species grow in Indonesia, and majority of them are classified as durability class of III-V (Oey, 1964). It means most of them are not resistant against marine borers attack. The resistance of wood to marine borers attack varies from one species to others. This is mainly caused by its variation in natural properties of the wood species themselves. Bianchi (1933) and Gongrijp (1932) reported that the resistance of wood to marine borers attack depends on its density or hardness, silica and toxic extractive contents. The suitability of non-durable wood species used in a condition with high risk of marine borers attack depends on the treatability of the wood species (Mata and Siriban, 1972). Some wood species are highly treatable and others are refractory.
Usually the wood used for construction purposes has a durability class of I-II such as ulin (Eusideroxylon zwageri T. et B.), laban (Vitex pubescens Vahl.), teak (Tectona grandis L.f.), merbau ( Instia bijuga O.Ktze.), and so on. The demands of the wood for those purposes increase from year to year, while its supply affords less and less, so that other species need to be explored to be used as substitutes.
309
This study is intended to provide basic information on the treatment of wood using a CCB preservative. The information is beneficial to the assessment of those wood species for ship building or marine construction. Accordingly, the durability of wood species to preservative retention and penetration, and the intensity of marine borer attack were evaluated in this study. The data of in this paper was accumulated from observation betwen 2005 to until 2010.
2. MATERIAL AND METHODS
Fifty Indonesian wood species were selected and then used in the experiment (Table 1).
Table 1. The selected wood specimen
No. Local name Scientific name
1. Ampupu Eucalyptus deglupta Bl. 2. Asem jawa Tamarindus indica L. 3. Balobo Diplodiscus sp.
4. Baros Michelia champaka L.
5. Beleketebe Sloanea sigun Szysz 6. Cangkring Erythrina fusca Lour. 7. Cempaka Magnolia candolii (Blume.) King
8. Cerei Garcinia celebica L.
9. Hanja Anthocephalus chinensis Lamk.
10. Hantap heulang Sterculia cordata Blume.
11. Hauwan Elaeocarpus floribundus Bl. 12. Huru gading Litsea odorifera Val. 13. Huru kacang Neolitsea triplinervia Merr. 14. Huru mentek Lindera polyantha Boerl. 15. Huru pedes Cinnamomum iners Reinw. Ex Bl. 16. Jati Tectona grandis L.f. 17. Johor Cassia siamea Lamp. 18. Kayu putih Melaleuca cajuputi Powell. 19. Kandole Diploknema oligomera H.J.L. 20. Kapinango Nauclea orientalis Merr. 21. Kelapa ciung Horsfieldia glabra Warb. 22. Kempas Bouea burmanica Griff. 23. Keruing a) Dipterocarpus retusus Bl. 24. Keruing b) Dipterocarpus glabrigemmatus P.S.Aston 25. Ki bancet Turpinia sphaerocarpa Hassk. 26. Ki bulu Gironniera subasqualis Planch. 27. Ki endog Acer niveum Bl. 28. Ki hiur Castanopsis acuminatissima A.DC. 29. Ki hiyang Albizzia procera Benth. 30. Ki kanteh Ficus. nervosa Heyne. 31. Ki kendal Ehretia acuminata R.Br. 32. Ki lubang Callophyllum grandiflorum JJS. 33. Ki sampang Meliocope lunu-ankenda T.G.Ht. 34. Ki tanah Zanthoxylum rhetsa DC. 35. Kundang Ficus variegata BL. 36. Lara Metrosideros petiolata Kds. 37. Mahoni Swietenia macrophylla King. 38. Manglid Manglietia glauca Blume. 39. Marasi Hymeneae carboril L.
310
40. Meranti Shorea spp. 41. Merbau Intsia bijuga O.Ktz. 42. Merbatu Parinari corymbosa Miq. 43. Mimba Azadirachta indica Juss.
44. Nyatoh putih Pouteria duclitan Bachni.
45. Pulai Alstonia scholaris R.Br.
46. Rengas gunung Semecarpus albescens Kurz.
47. Sampora Colona javanica B.L.
48. Tangkalak Litsea roxburghii Hassak.
49. Tarisi Albizia lebbech Benth.
50. Ulin Eusideroxylon zwageri T.et B.
Thirty-five (35) smoothly planed wood specimens of 2.5 cm by 5 cm by 30 cm were
prepared for each species, totaling 1.750 specimens for the over all 50 wood species. A one centimeter diameter hole was made at the middle on the surface (5 cm by 30 cm) of each specimen. One thousand out of 1.750 specimens were impregnated with 3% copper bichromated boron (CCB) using the full-cell pressure for 2 hours at 150 psi during the pressure-keeping period. In this study CCB was used in paste form with 95% purity containing CuSO45H2O as active agent (33%), K2Cr2O7 (40%), and H3BO3 (24%). The retention was calculated for its weight differences before and after CCB treatment. Afterwards, five treated wood specimens of each species were selected for assessment of penetration. These specimens were cross cut at 5 cm lengthwise distance from their both ends. The cut surface area was subsequently sprayed with reagents for the determination of CCB penetration. The inward extent of CCB penetration into wood specimen was conducted by the spot test for Cu or copper containing preservative (e.g. CCB) and the spraying reagent used was chrome azurol solution. The present of Cu can be determined when the color of the wood turns into dark blue. The IUFRO method (Smith and Tamblyn, 1970) was applied for the determination of wood treatability classes (Table 2).
Table 2. Classification of wood treatability
Class Penetration
Easy over 90% Moderate 50 – 90% Difficult 10 – 50% Very difficult less than 10%
Source: Smith and Tamblyn (1970)
Another five treated samples from each species were exposed into marine borers for certain duration. Five untreated wood specimens of each species were also prepared as control. The treated and untreated wood specimens were tied together using plastic rope (cord), arranged into a raft like assembly (Figure 1), and then exposed to the brackish water at Rambut Island‘s coastal waters area for 3, 6 and 12 months. At the end of the experiment, the specimens were split parallel to the longest dimension of specimen through its thickness into two parts in similar size to determine marine borer infestation. The SNI 01-7207-2006 standard was used to determine the intensity of marine borer infestation (Anoniymous, 2006). The marine borer attacks were detected from the traces of boring holes, form of cutting, and pallet on the infested samples. To evaluate the intensity of such borer attack, the criteria as adopted were shown in Table 3.
311
Figure 1. The arrangement of wood specimens into a raft-like assembly for marine borer attack tests
Table 3. The intensity of borer attack
Class Intensity of borer attack Wood condition
I
II
III
IV
V
< 7 7 – 27 27 – 54 54 – 79
> 79
Very resistant
Resistant
Moderate
Poor
Very poor
Further, the species of marine borer that attacked the specimen could be identified from the traces of their boring holes. Such traces could be observed by cutting the pallet of the attacked specimen. The marine borers were identified in accordance with the identification key for marine borers (Turner, 1971).
3. RESULTS AND DISCUSSION
3.1 CCB Retention and Penetration
Copper-bichromated boron (CCB) retention and penetration in each species of wood specimens are presented in Table 4. Most of the fifty Indonesian wood species exhibit a wide differences in retention and penetration. The results revealed that 31 of the species were classified as easy, 6 species were moderate, 9 species were difficult and the remaining 4 species were very difficult. The difference in retention and penetration was due to the difference in natural properties and extractive contents of wood species. Woods with lower extractive contents are of great importance as far as wood preservation is concerned. Also woods with lower extractive content are more permeable to liquids even after the woods have been felled and the timber has been seasoned. This means that it can be easily impregnated with preservative. On the other hand, woods with higher extractive content become so choked with gummy materials, and the vessels are blocked with the bladder-like outgrowths, which are called tyloses. It is a fortunate coincidence that the wood with lower extractive content is so readily permeable by liquids (Findlay, 1985).
The CCB preservative owes their permanence among them after being in contact with the cell wall, thus producing the active ingredients for cleaning. This co-precipitation is brought about by addition of chromates (Findlay, 1985). The addition of copper, especially copper sulfate affords
Plastic rope
Test specimen
Flexible plastic hose PLASTIK
30 cm 5 cm 2,5 cm
312
toxicity class I being highly toxic. Because of its potentially harmful effects on some endangered aquatic species, surface-water use may require a permit in some places. Copper sulfate is often found in combination with other pesticides and very toxic to human beings at high levels. Copper sulfate is toxic to aquatic invertebrates, such as crab, shrimp, and oysters. Higher concentration of this copper-containing chemical causes some behavioral changes, such as secretion of mucous, and discharge of eggs and embryos (Wilkinson, 1979).
Siau (1971) mentioned that the extractive substance was one of the inhibiting factors in the preservative permeability. Wilkinson (1979) found that the variations in permeability were particularly marked in heartwood on transition from sapwood. Also, passage in the cells of hardwoods and softwoods may become blocked, restricting the penetration of preservative. In some hardwoods, the blocking of the vessels occurs as a results of the outgrowths, known as tyloses. These are common to species with the cell-wall pits of large diameter such as the eucalypts and merantis. In species with small cell-wall pits such as the mahoganies, the blocking of the vessels occurs as a result of physiological activities of ray parenchyma adjacent to them, secreting tannin or gum-like substances through the common cell-wall pits between the parenchyma and the vessels (Muslich, 1994). Siau (1971) said that tyloses were usually found in heartwood, depending upon the species. Gummy substances, such as the reddish deposits in honey-locust heartwood and black material in ebony, may also occlude the vessels. Chalky deposits are also found in mahoni and jati.
Table 4. Retention (kg/m3) and penetration (%) of CCB in wood species
No. Wood species Retention (kg/m3)
Penetration (%)
Treatability class
1. Ampupu (Eucalyptus deglupta Bl.) 6.87 35.05 Difficult 2. Asem jawa (Tamarindus indica L.) 11.00 98.00 Easy 3. Baros (Michelia champaka L.) 15.16 100.00 Easy
4. Balobo (Diplodiscus sp.) 14.50 91.10 Easy
5. Beleketebe (Sloanea sigun Szysz) 15.40 100.00 Easy 6. Cangkring (Erythrina fusca Lour.) 17.00 100.00 Easy 7. Cempaka (Magnolia candolii (Blume.) King) 16.56 100.00 Easy
8. Cerei (Garcinia celebica L.) 14.10 99.40 Easy
9. Hanja (Anthocephalus chinensis Lamk.) 14.50 100.00 Easy
10. Hantap heulang (Sterculia cordata Blume.) 10.50 97.60 Easy
11. Hauwan (Elaeocarpus floribundus Bl.) 13.50 97.80 Easy 12. Huru gading (Litsea odorifera Val.) 9.00 72.10 Moderate 13. Huru kacang (Neolitsea triplinervia Merr.) 12.20 94.50 Easy 14. Huru mentek (Lindera polyantha Boerl.) 9.30 84.90 Moderate 15. Huru pedes (Cinnamomum iners Reinw. Ex Bl.) 15.20 90.30 Easy 16. Jati (Tectona grandis L.f.) 7.20 40.75 Difficult 17. Johor (Cassia siamea Lamp.) 5.75 25.75 Difficult 18. Kayu putih (Melaleuca cajuputi Powell.) 8.50 99.80 Easy 19. Kandole (Diploknema oligomera H.J.L.) 3.60 7.50 Very difficult 20. Kapinango (Nauclea orientalis Merr.) 11.30 99.40 Easy 21. Kelapa ciung (Horsfieldia glabra Warb.). 17.10 98.90 Easy 22. Kempas (Bouea burmanica Griff.) 5.65 20.50 Difficult 23. Keruing (Dipterocarpus retusus Bl.) 7.95 50.15 Moderate 24. Keruing (Dipterocarpus glabrigemmatus P.S.Aston) 3.60 7.00 Very difficult 25. Ki bancet (Turpinia sphaerocarpa Hassk.) 16.30 100.00 Easy 26. Ki bulu (G. subasqualis Planch.) 6.40 70.60 Moderate 27. Ki endog (Acer niveum Bl.) 17.40 100.00 Easy
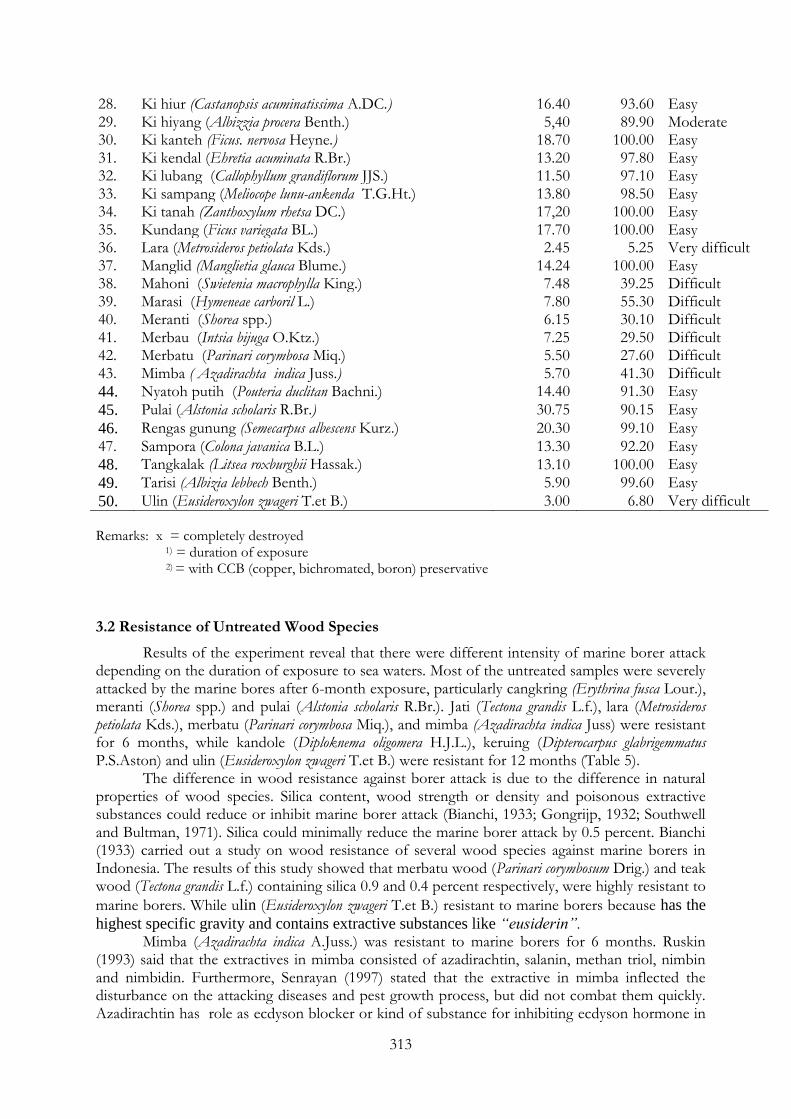
313
Remarks: x = completely destroyed 1) = duration of exposure 2) = with CCB (copper, bichromated, boron) preservative
3.2 Resistance of Untreated Wood Species
Results of the experiment reveal that there were different intensity of marine borer attack depending on the duration of exposure to sea waters. Most of the untreated samples were severely attacked by the marine bores after 6-month exposure, particularly cangkring (Erythrina fusca Lour.), meranti (Shorea spp.) and pulai (Alstonia scholaris R.Br.). Jati (Tectona grandis L.f.), lara (Metrosideros petiolata Kds.), merbatu (Parinari corymbosa Miq.), and mimba (Azadirachta indica Juss) were resistant for 6 months, while kandole (Diploknema oligomera H.J.L.), keruing (Dipterocarpus glabrigemmatus P.S.Aston) and ulin (Eusideroxylon zwageri T.et B.) were resistant for 12 months (Table 5).
The difference in wood resistance against borer attack is due to the difference in natural properties of wood species. Silica content, wood strength or density and poisonous extractive substances could reduce or inhibit marine borer attack (Bianchi, 1933; Gongrijp, 1932; Southwell and Bultman, 1971). Silica could minimally reduce the marine borer attack by 0.5 percent. Bianchi (1933) carried out a study on wood resistance of several wood species against marine borers in Indonesia. The results of this study showed that merbatu wood (Parinari corymbosum Drig.) and teak wood (Tectona grandis L.f.) containing silica 0.9 and 0.4 percent respectively, were highly resistant to
marine borers. While ulin (Eusideroxylon zwageri T.et B.) resistant to marine borers because has the
highest specific gravity and contains extractive substances like “eusiderin”. Mimba (Azadirachta indica A.Juss.) was resistant to marine borers for 6 months. Ruskin
(1993) said that the extractives in mimba consisted of azadirachtin, salanin, methan triol, nimbin and nimbidin. Furthermore, Senrayan (1997) stated that the extractive in mimba inflected the disturbance on the attacking diseases and pest growth process, but did not combat them quickly. Azadirachtin has role as ecdyson blocker or kind of substance for inhibiting ecdyson hormone in
28. Ki hiur (Castanopsis acuminatissima A.DC.) 16.40 93.60 Easy 29. Ki hiyang (Albizzia procera Benth.) 5,40 89.90 Moderate 30. Ki kanteh (Ficus. nervosa Heyne.) 18.70 100.00 Easy 31. Ki kendal (Ehretia acuminata R.Br.) 13.20 97.80 Easy 32. Ki lubang (Callophyllum grandiflorum JJS.) 11.50 97.10 Easy 33. Ki sampang (Meliocope lunu-ankenda T.G.Ht.) 13.80 98.50 Easy 34. Ki tanah (Zanthoxylum rhetsa DC.) 17,20 100.00 Easy 35. Kundang (Ficus variegata BL.) 17.70 100.00 Easy 36. Lara (Metrosideros petiolata Kds.) 2.45 5.25 Very difficult 37. Manglid (Manglietia glauca Blume.) 14.24 100.00 Easy 38. Mahoni (Swietenia macrophylla King.) 7.48 39.25 Difficult 39. Marasi (Hymeneae carboril L.) 7.80 55.30 Difficult 40. Meranti (Shorea spp.) 6.15 30.10 Difficult 41. Merbau (Intsia bijuga O.Ktz.) 7.25 29.50 Difficult 42. Merbatu (Parinari corymbosa Miq.) 5.50 27.60 Difficult 43. Mimba ( Azadirachta indica Juss.) 5.70 41.30 Difficult
44. Nyatoh putih (Pouteria duclitan Bachni.) 14.40 91.30 Easy
45. Pulai (Alstonia scholaris R.Br.) 30.75 90.15 Easy
46. Rengas gunung (Semecarpus albescens Kurz.) 20.30 99.10 Easy
47. Sampora (Colona javanica B.L.) 13.30 92.20 Easy
48. Tangkalak (Litsea roxburghii Hassak.) 13.10 100.00 Easy
49. Tarisi (Albizia lebbech Benth.) 5.90 99.60 Easy
50. Ulin (Eusideroxylon zwageri T.et B.) 3.00 6.80 Very difficult
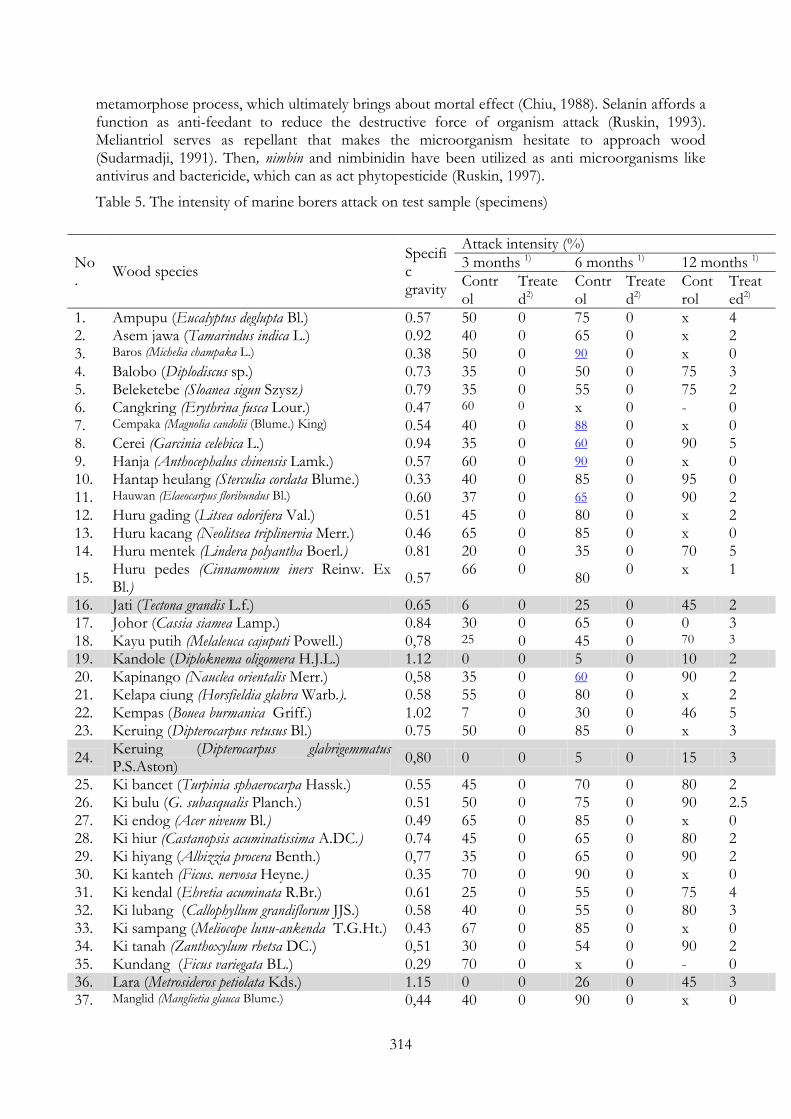
314
metamorphose process, which ultimately brings about mortal effect (Chiu, 1988). Selanin affords a function as anti-feedant to reduce the destructive force of organism attack (Ruskin, 1993). Meliantriol serves as repellant that makes the microorganism hesitate to approach wood (Sudarmadji, 1991). Then, nimbin and nimbinidin have been utilized as anti microorganisms like antivirus and bactericide, which can as act phytopesticide (Ruskin, 1997).
Table 5. The intensity of marine borers attack on test sample (specimens)
No.
Wood species Specific gravity
Attack intensity (%)
3 months 1) 6 months 1) 12 months 1)
Control
Treated2)
Control
Treated2)
Control
Treated2)
1. Ampupu (Eucalyptus deglupta Bl.) 0.57 50 0 75 0 x 4 2. Asem jawa (Tamarindus indica L.) 0.92 40 0 65 0 x 2 3. Baros (Michelia champaka L.) 0.38 50 0 90 0 x 0 4. Balobo (Diplodiscus sp.) 0.73 35 0 50 0 75 3 5. Beleketebe (Sloanea sigun Szysz) 0.79 35 0 55 0 75 2 6. Cangkring (Erythrina fusca Lour.) 0.47 60 0 x 0 - 0 7. Cempaka (Magnolia candolii (Blume.) King) 0.54 40 0 88 0 x 0 8. Cerei (Garcinia celebica L.) 0.94 35 0 60 0 90 5 9. Hanja (Anthocephalus chinensis Lamk.) 0.57 60 0 90 0 x 0 10. Hantap heulang (Sterculia cordata Blume.) 0.33 40 0 85 0 95 0 11. Hauwan (Elaeocarpus floribundus Bl.) 0.60 37 0 65 0 90 2 12. Huru gading (Litsea odorifera Val.) 0.51 45 0 80 0 x 2 13. Huru kacang (Neolitsea triplinervia Merr.) 0.46 65 0 85 0 x 0 14. Huru mentek (Lindera polyantha Boerl.) 0.81 20 0 35 0 70 5
15. Huru pedes (Cinnamomum iners Reinw. Ex Bl.)
0.57 66 0
80 0 x 1
16. Jati (Tectona grandis L.f.) 0.65 6 0 25 0 45 2 17. Johor (Cassia siamea Lamp.) 0.84 30 0 65 0 0 3 18. Kayu putih (Melaleuca cajuputi Powell.) 0,78 25 0 45 0 70 3
19. Kandole (Diploknema oligomera H.J.L.) 1.12 0 0 5 0 10 2 20. Kapinango (Nauclea orientalis Merr.) 0,58 35 0 60 0 90 2 21. Kelapa ciung (Horsfieldia glabra Warb.). 0.58 55 0 80 0 x 2 22. Kempas (Bouea burmanica Griff.) 1.02 7 0 30 0 46 5 23. Keruing (Dipterocarpus retusus Bl.) 0.75 50 0 85 0 x 3
24. Keruing (Dipterocarpus glabrigemmatus P.S.Aston)
0,80 0 0 5 0 15 3
25. Ki bancet (Turpinia sphaerocarpa Hassk.) 0.55 45 0 70 0 80 2 26. Ki bulu (G. subasqualis Planch.) 0.51 50 0 75 0 90 2.5 27. Ki endog (Acer niveum Bl.) 0.49 65 0 85 0 x 0 28. Ki hiur (Castanopsis acuminatissima A.DC.) 0.74 45 0 65 0 80 2 29. Ki hiyang (Albizzia procera Benth.) 0,77 35 0 65 0 90 2 30. Ki kanteh (Ficus. nervosa Heyne.) 0.35 70 0 90 0 x 0 31. Ki kendal (Ehretia acuminata R.Br.) 0.61 25 0 55 0 75 4 32. Ki lubang (Callophyllum grandiflorum JJS.) 0.58 40 0 55 0 80 3 33. Ki sampang (Meliocope lunu-ankenda T.G.Ht.) 0.43 67 0 85 0 x 0 34. Ki tanah (Zanthoxylum rhetsa DC.) 0,51 30 0 54 0 90 2 35. Kundang (Ficus variegata BL.) 0.29 70 0 x 0 - 0 36. Lara (Metrosideros petiolata Kds.) 1.15 0 0 26 0 45 3 37. Manglid (Manglietia glauca Blume.) 0,44 40 0 90 0 x 0

315
38. Mahoni (Swietenia macrophylla King.) 0.61 35 0 80 0 95 5 39. Marasi (Hymeneae carboril L.) 0.87 25 0 55 0 70 5 40. Meranti (Shorea spp.) 0.51 68 0 x 0 - 5 41. Merbau (Intsia bijuga O.Ktz.) 0.84 14 0 38 0 54 3 42. Merbatu (Parinari corymbosa Miq.) 0.96 5 0 25 0 40 2 43. Mimba (Azadirachta indica Juss.) 0.82 5 0 25 0 45 2 44. Nyatoh putih (Pouteria duclitan Bachni.) 0.56 40 0 60 0 80 2 45. Pulai (Alstonia scholaris R.Br.) 0.38 80 0 x 0 - 0 46. Rengas gunung (Semecarpus albescens Kurz.) 0.46 40 0 75 0 95 0 47. Sampora (Colona javanica B.L.) 0.47 50 0 70 0 85 0 49. Tangkalak (Litsea roxburghii Hassak.) 0,33 0 0 80 0 x 0 49. Tarisi (Albizia lebbech Benth.) 0,69 30 0 65 0 90 4
50. Ulin (Eusideroxylon zwageri T.et B.) 1.04 0 0 3 0 10 1
Silica content, wood strength or density, and extractive substances were strongly influenced by wood growth process and growth pattern which were also affected by the environmental factors and heredity (Panshin and de Zeew, 1980). These two factors may affect the construction process of the wood elements, so that the silica content, extractive substance, specific weight, and height level also influence the wood resistance against marine borers. Wilkinson (1979) stated that the sapwood of any kind of wood was easily attacked by marine borers, while the heartwood was more resistant. The resistance of heartwood tends to be at a maximum in the outer heartwood and decreased inward to the pith.
Field experiments revealed that untreated wood species were attacked by teredinid species. The teredinids damage wood for food source, so that the extent of attack can reach the interior part of the sample wood. Turner (1966) stated that the genus Teredo and Bankia possessed an enzyme able to digest cellulose, so that the cellulose in the wood can be converted into a more readily digestible food. The teredinids develop faster in wood species containing high cellulose with less hardness and low silica content.
3.3 Effectiveness of Copper Bichomated Boron
Most of the specimens treated with CCB by a 150 psi full-cell process for two hours, were resistant for 12 months. After twelve months only few specimens were damaged. Light attack was frequently found on ampupu (Eucalyptus deglupta Bl.), johor (Cassia siamea Lamp.), kempas (Bouea burmanica Griff.), mahoni (Swietenia macrophylla King.), meranti (Shorea spp.), merbau (Intsia bijuga O.Ktz.), marasi (Hymenaea courbaril L.) and so on. It indicated that copper bichromated boron preservative was more effective for baros (Michelia champaka L.), cangkring (Erythrina fusca Lour.), cempaka (Magnolia candolii (Blume.) King, hanja (Anthocephalus chinensis Lamk.), hantap heulang (Sterculia cordata Blume.), huru kacang (Neolitsea triplinervia Merr.), ki endog (Acer niveum Bl.), ki kanteh (Ficus. nervosa Heyne.), pulai (Alstonia scholaris R.Br.), and kundang (Ficus variegata BL.). The difference in the resistance of treated wood against marine borers was due to the difference in retention and penetration rate of CCB preservatives.
Preservative with low retention and penetration will be easily washed out by sea water, so that the wood samples can be easily attacked by marine borers. In this case, baros, cangkring, cempaka, hanja, hantap helang, huru kacang, ki endog, ki kanteh, pulai, and kundang were more permeable than ampupu, merbau, mahoni, meranti and marasi, so that CCB retention was high and the penetration was also deeper. This means that although baros, cangkring and else do not have high silica content, the attack by marine borer could be reduced by high preservative treatment with high retention and deep penetration. The attack of marine borers on other wood species could also be reduced as long as the wood species themselves contain poisonous extractive substances. Bianchi (1933) proved that teruntum wood (Lumnitzera littorea Voight.) and bungur
316
wood (Langerstromia speciosa Pers.) were resistant to marine borer attack although they did not contain silica.
Wood species with low extractive content ware readily attacked by marine bores. However, these wood species were very permeable even-though they were already dry. This means that they were easily impregnated with preservative solutions. It is fortunate that the low extractive containing-wood species are permeable to liquids. Nevertheless, the most vulnerable part of the timber is also the most easily protected (Findlay, 1985).
3.4 Identification of Marine Borers Attack
Marine borers which had attacked the wood specimens in the sea of Rambut Island were Martesia striata Line of Pholadidae family, Teredo bartschi Clapp., Dicyathifer manni Wright., and Bankia cieba Clench. of Terdinidae family. There were no symptoms of crustacean infestation on the wood specimens. However crustacean were found clinging to the wood specimens when they were taken from the sea. This crustacean belongs to Sphaeroma sp.
3.4.1 Pholadidae
Martesia striata Linne. was one of the species found in the wood specimens treated for 12 months in the sea of Rambut Island. Martesia striata Linne. belongs to the Pholadidae family. It is a topical bivalve shell with the soft body enclosed within the shell itself. Martesia striata Linne. can be recognized from the structure of its shell. The shell is white in color, brittle in texture and, resembles a clam. It has radial grooves, and its end has chinks which are not grooved. Pholadidae burrowed the wood specimens at right-angles to their surface. The length and diameter of the burrow were related to the size of the shell. Pholadidae infestation was easily recognized from the erosion inflicted on the specimen surface they made. Pholadidae tended to attack the wood only for their place to stay, so that most of the wood specimens were attacked by this family.
Although the type of Pholadidae in infestation was not as severe as Teredinidae infestation, it does not mean that Pholadidae infestation can be neglected. Norman and Henningsson (1975) stated that in the sea where Pholadidae population was high, all kinds of woods would be attacked by this organism. Southwell and Bultman (1971) said that woods which were naturally and highly resistant to Teredinidae actually were not resistant to Pholadidae. It was also said that Pholadida had fewer genera than Teredinidae, but the former was distributed more widely. Creatures in deep sea such as the Pholadidae were also known to cause damage to wires, and were also known as stone borers. This is probably the reasons why Pholadidae infestation on particular woods and seas are found more frequently than that of Teredinidae.
3.4.2 Teredinidae
Other species found on the wood specimens were Teredo bartschi Clapp., Dicyatyfer manni Wright. and Bankia cieba Clench. of Teredinidae family. Teredo and Bankia are commonly known as “teredine borers‖ or ―shipworm‖. Their bodies are soft, elongated, and worm-like. Their heads are crescent-shaped and hard, usually called ―shell‖ and have files to bore the wood. At the posterior, the hard shells can be found formming like an oar which is called pallet. This pallet is very important in the identification of marine borers. For their metabolism and communication Teredo and Bankia use a pair of siphons which can be stuck in and out, and covered under the pallet.
The characteristics of Teredo bartschi Clapp. are as follows: the pallet is horn-like, blade without ridge at mid point, calcareous portion not extending to the tip but visible internally, inside of cup covered by periostracum, distal margin of inner face U-shaped, outer face U-V-shaped, periostracum a golden to dark brown and often extending laterally as small horns. The characteristics of Dicyatifer manni Wright. are as follows: the blade of pallet about as wide as its length, moderately cupped, with a medial ridge partially or completely dividing it, distal margin on outer face U-shaped, and on inner face nearly straight. The characteristics of Bankia cieba Clench. are as follows: the type of pallet is margin of serrated cones, distal margin of calcareous portion of

317
cone nearly straight, serrations short and fin on outer face, long and thin on inner face. The tredinids which attacked the wood specimens are shown in
The teredinids infestation on the wood and then after going to a very short distance it turned and ran approximately parallel to the grain of the wood and then after going to a very short distance it turned and ran approximately parallel to the grain of the wood. These organisms continuously burrowed the wood, and the burrows were lined with calcareous deposit (a chalk-like substance). The intensity of the infestation indicated the population density, the borrows might twist and turn in any direction and the borers have limited growth. This is related to the study conducted by Adwood and Johnson (1924) which indicated that in a crowded wood, plenty of burrows were twisted and connected to one another, so inner part of the wood resembled spinning webs. Matta and Siriban (1972) stated that the borers might attain a length of 30-100 cm with a diameter of 2.5 cm. However, if it was crowded the borers might grow only a few cm with a diameter no more than 1 cm. The wood might be badly affected by the teredinids and yet showed little external signs. The woods with high cellulose content were more preferred by the teredinids because this kind of wood become the source of their food (Turner, 1966). The teredinids attacked the unpreserved wood specimens up to the inner portion of the woods. Southwell and Bultman (1971) stated that the teredinids grew faster than pholadids.
3.4.3 Crustacean
Other organisms found on the wood specimens were crustaceans. They were Sphaeroma sp. of Sphaeromatidae family. However, there were no apparent symptoms of crustacean infestations on the specimens. The Sphaeroma sp. is 1 cm long and 0.5 cm wide. Its looks like slippers. The head is small and the body is segmented. Its tail looks like a board and has a function to cover its hole whenever this organism is disturbed.
4. CONCLUSION
All the untreated wood specimens were not able to prevent marine borer attack in the sea of Rambut Island sea water, except Eusideroxylon zwageri T.et B, Diploknema oligomera H.J.L., Dipterocarpus glabrigemmatus P.S.Ashton, Tectona grandis L.f., Parinari corymbosa Miq., Metrosideros petiolata Kds. and Azadirachta indica Juss. Untreated samples were severely attacked by the marine bores after 6-month exposure, particularly cangkring (Erythrina fusca Lour.), meranti (Shorea spp.) and pulai (Alstonia scholaris R.Br.). The attacking borers are Martesia striata Linne. of Pholadidae family, Teredo bartschi Clapp., Dicyathifer manni Wright., and Bankia cieba Clench. of Terdinidae family. The Crustaceans found on the specimens were Sphaeroma sp. of the Sphaeromatidae family. Full-cell process with copper bichromated boron was more effective to prevent marine borer infestation.
REFERENCES
Anonymous (2006): Uji ketahanan kayu dan produk kayu terhadap organisme perusak kayu. Standar Nasional Indonesia (SNI 01-7207-2006). Badan Standardisasi Nasional (BSN). Jakarta.
Adwood, W G and A Johnson (1924): Marine Structures Their Deterioration and Preservation. National Research Council Washington, D.C.
Bianchi, A T J (1933): The resistance of some Netherlands East Indian Timbers against the attack of shipworms (Teredo). Fith Pacific Congress, Canada. Pp. 3903-3906.
Chiu, S F (1988): Recent advances in research on botanical insecticides in China. South China Agricultural University. Guangzhou. pp. 69-77.
Findlay W P K (1985): Preservative of Timber in The Tropic. Martinus Nijhoff/Dr W.Junk Publisher. Dordrect.
318
Gonggrijp, J W (1932): Gegevens Betreffende een Onderzoek Naar Nederlandsch-Indische Houtsoorten, Welke Tegen den Pealworm Bostand Zijn. Mededeeligen van het Boschbouwproeftation. Bogor.
Mata, P G and F R Siriban (1972): Resistance of wood to marine borers. Technical Note, No.171. FORPRIDECOME, College, Laguna 3720. Philippines.
Muslich, M (1994): The Preservative treatment of mahogany lumber (Swietenia macrophylla King.) against marine borers. Unpublished Masters Thesis, University of the Philippines at Los Banos, College, Laguna.
Norman, F and B Henningson (1975): Discription of a trial with wood preservatives againts marine wood borring organisms. Documentt No. IRG/WP/412. Stockholm, Sweden.
Oey D S (1964): Berat jenis dari jenis-jenis kayu Indonesia dan Pengertian beratnya kayu untuk keperluan praktek. Pengumuman No. 1. Lembaga Penelitian Hasil Hutan. Bogor.
Siau, J F (1971): Flow in wood. First edition, Syracus University Press, New York. pp. 11-40.
Panshin, A J and C D Zeeuw (1980): Textbook of Wood Technology. 14th ed Mc Graw-Hill Book Co. pp. 351-402.
Smith, D N R and N Tamblyn (1970): Proposed Scheme for An International Standard Test for The Resistance of Timbers to Impregnation With Preservatives. Ministry of Technology, Forest Product Research Laboratory. New Zealand.
Southwell, C R and J D Bultman (1971): Marine borers resistance of untreated woods over long periods of immersion in tropical waters. Biotropica 3(1):81-107. Naval Research Laboratory, Washington D.C.
Turner, R D (1971): Identification of Marine Wood-Boring Mollusks: Marine Borers, Fungi and Fouling Organisms of Wood. Organization for Economics Co-operation and Development. Paris.
Turner, R D (1966): A Survey and Illustrated Catalogue of The Teredinidae. Harvard University, Cambridge, Mass.
Wilkinson, J G (1979): Industrial Timber Preservation. Associated Business Press. London.
Ruskin, F R (1993): Neem: a Tree for Solving Global Problems. National Academy Press. Washington, D.C.
Senrayan, R (1997): Prospects and challenges in production and use of neem pesticides. Proc. National conference on pesticides with emphasis on neem, 24-25 November 1997. Surabaya Indonesia.
Smith, D N R and N Tamblyn (1970): Proposed Scheme for An International Standard Test for The Resistance of Timbers to Impregnation With Preservatives. Ministry of Technology, Forest Product Research Laboratory. New Zealand.
Southwell, C R and J D Bultman (1971): Marine borers resistance of untreated woods over long periods of immersion in tropical waters. Biotropica 3(1):81-107. Naval Research Laboratory, Washington D.C.
Sudarmadji, D (1991): Mimba, insektisida alami. Trubus. Thn IV, no.44, hal 20-21.

319
INAFOR 11E-038
INTERNATIONAL CONFERENCE OF INDONESIAN FORESTRY RESEARCHERS (INAFOR)
Section E Forest Product and Industry
Biological Habits of Wood Destroying Insects and Its Relation to Environmentally Friendlier Control
Paimin Sukartana
The Center for Research and Development of Forestry Engineering and Forest Products Processing Jl. Gunung Batu 5, Bogor, 16610, INDONESIA
Paper prepared for The First International Conference of Indonesian Forestry Researchers (INAFOR)
Bogor, 5 – 7 December 2011
INAFOR SECRETARIAT Sub Division of Dissemination, Publication and Library
FORESTRY RESEARCH AND DEVELOPMENT AGENCY Jl. Gunung Batu 5, Bogor 16610

320
Biological Habits of Wood Destroying Insects and Its Relation to Environmentally Friendlier Control
Paimin Sukartana
The Center for Research and Development of Forestry Engineering and Forest Products Processing Jl. Gunung Batu 5, Bogor, 16610, INDONESIA
ABSTRACT
Using poisonous or toxic materials that will possibly contaminate our environment have been world-widely minimized or even banned. For termite control for examples, using insecticides containing chlorhydrocabon, pentachlorphenol, and arsenical salt (CCA) have been banned in many countries because these chemicals are not only highly toxic but also very persistent. Recent information showed that extensive using CCA salts for wood preservation in the US have caused serious problem to recycle or discharge about 12 million3 wood debris caused by hurricane Katrina in Louisiana and Mississippi in 2005 that contains about 1740 metric tons of this chemical. European Community has also declared to reduce using VOCs, including using wood preservatives and wood finishing materials containing or generating the volatile compounds through their Directive 13/CE in 1999. Control of wood destroying insects is now changed. This paper highlights about important roles of studying biological habits of wood destroying insects to control the pests appropriately. Environmental approaches should or must be considered to control the wood destroying insects. A treatment for the insects must be effective enough but without causing our environmental damage. Cutting or disturbing of biological habits of the insects is now more preferable rather than poisoning using insecticides. Having enough information about biological habits of each insect will be useful for such environmentally friendlier control. Important role concerning biological habits of these insect pests and its appropriate controls is here reviewed. Keywords: Powderpost beetles, ambrosia beetles, termites, preservatives, termite elimination
1. WOOD DESTROYING INSECTS in INDONESIA
The humid tropical country such as Indonesia provides favourable habitat for various organisms, including wood destroying insects. There are various wood destroying insects infesting wood since a tree is felled. Each wood destroying insect species has its own habitat. Insect species infesting fresh cut logs differs from that infesting dried wood and that on wood in service.
There are basically three groups of insect infesting wood in Indonesia, i.e, ambrosia beetles or commonly named as pinhole borers (Coleoptera: Platypodidae and some Scolytidae) that infest fresh cut logs, powderpost beetles (Coleoptera: Bostrychidae and Lyctidae) that infest wood that have been dried and in service, and termites (Isoptera) that infest wood mostly in service.
1.1 Ambrosia Beetles or Pinhole Borers
Ambrosia beetles and pinhole borer beetles exactly refer the same insect group but each term has different meaning. The name of ambrosia was firstly given by Schmidberger (1836) for a whitish layer lining on the beetle tunnel fed by the beetle. It was Hartig (1844) who stated that the ambrosia is a fungus form which the beetle Apate (Xyleborus dispar) feed on. When the fungus becomes mature and then die, it leaves black color on the tunnel wall look like as punctured with burnt wire (Hubbard, 1896), and furthermore it is known that the fungus is naturally grown by platypodids and some scolytids beetles (Hubbards, 1897).
It is known that there is mutual symbiosism between the ambrosia fungus and the beetles, and each beetle species has its own fungal symbiont(s) (Batra, 1966). It is named also as pinhole

321
borers because the beetles make tiny hole sizing a hole made with pin. The beetles bore across the wood grain, and their tunnel is empty because the beetle expels their boring dust out. Thus these beetles are not wood eater, rather than xylomecetophagous insects that means making tunnel on wood but the tunnel is only for growing the fungal symbiont(s) from which the beetles feed on (Schedl, 1958). However the tunnel is also important for their shelter to protect them from their natural enemies, for example predators.
Fresh cut logs are necessary for growing the ambrosia fungus that will serve nourishment for the beetle. That is why the beetles will only infest the logs having moisture content of more than fibre saturation where fungus is able to grow (Franke-Grosmann, 1967). However these beetles will not also infest fresh cut log having too saturated moisture content where the fungus will not also grow.
The felled tree can be attractive for ambrosia beetles attack because of releasing attractant compound(s) generated by anaerobic respiration (Graham, 1968), which is further identified as ethanol (Cade, et al., 1970; Moeck, 1970). Effectiveness of ethanol on ambrosia beetle attack has also been proven (Sukartana, 1987a).
Highly commercial wood species such as ramin (Gonystylus spp.) very vulnerable to ambrosia beetles Platypus westwoodi, P. signatus and P. trepanatus (Browne, 1961). Ramin species is the most vulnerable wood species so far. Beetles infestation will peak within 3-7 days after felling (Sukartana, 1986), causing hundreds of the beetle tunnels per-m2 on log surface (Sukartana, 1987a). Attack on tusam (Pinus merkusii) is much more severe. Thousand of the beetle tunnels per-m2. But the high attack density is only found if the logs are left in forest of more than 2-3 months after the tree is felled (Sukartana, 1989a, 1994).
Rubberwood (Hevea brasiliensis) is also susceptible but the beetle attack is not as fast as ramin, and the attack density is not so high compared with the ramin‘s (Sukartana, 1988a, 1989b). The weak young teak tree (Tectona grandis) is also vulnerable to this pest (Kalshoven, 1981). There is almost no any wood species that resist to these beetles except its vulnerability level. Attack of ambrosia beetle on logs is mostly on the upper side and side of log surface (Sukartana and Martawijaya, 1987).
Damage caused by the ambrosia beetles does not significantly affect to the physical and mechanical properties of wood, but it is commercially degraded. The defective wood is usually only used for hidden construction not for face installation. Control of the ambrosia beetle attack on logs is in some cases a must. Insecticidal treatment is compulsory for ramin logging because of the beetle rapid attacks except the logs are extracted very soon after felling then submerged in water pond. For tusam logs, such treatment is not necessary because the logs can be kept in forest for more than one month without having significant attacks (Sukartana et. al., 2011). If insecticidal treatment is needed, insecticide formula containing degradable active ingredient should be chosen because it is only prophylactic or temporary treatment.
1.2 Powderpost Beetles
These beettles attack only dried woods that have high starch content. Rubberwood (Hevea brasiliensis), candlenut (Aleurites moluccana), cheeswood (Alstonia scholaris), sapwood of mahogany (Swietenia mahagoni) and some monocotyledons wood such as coconut wood, and rattans are very susceptible to these beetles. Rubberwood timber, one of the most susceptible wood species, will be infested soon, some 6-9 months after dried. Raw materials kept in store are subject to attack by these beetles. Without proper handling, household articles, such as furniture, made from the susceptible materials will also be destroyed soon even after delivered to the consumers.
The beetle attack on wood is characterized by presence of flour like excrement, a mixture of wood dust and other frass, expelled from it host (wood). However, when this excrement has been shown, serious damage inside the wood has occurred. If the infested lumber is cut, there are some tunnels that are filled with tightly packed, fine, sawdust-like material made by larvae, differ from the pinhole‘s that is usually almost empty. Tunnelling is done by larvae, and therefore the
322
tunnel size is vary, depending upon size (age) of the larvae. Pupation occurs in a cradle at the end of the tunnels. The adult beetle emerges by making exit holes. Life cycle of this beetle in Indonesia is about 8-12 months. In temperate regions it might be longer from one to several years, depending on their environment (Woodruff, 2006).
A susceptible wood will be totally destroyed by the beetle soon, some 6-9 months after dried. Thus a proper handling is a must to overcome such wood, or otherwise serious economic loss will occur. There are some powderpost beetle species in Indonesia, namely, Heterobostrychus aequalis (infesting rubberwood, mahogany (sapwood), cheesewood, candlewood, rattan and bamboo, etc.) Dinoderus minutus (bamboo, rattan and palmwood), Sinoxilon anale (mostly bamboo), and Lyctus bruneus and Minthea sp. (on wood, rattan and bamboo).
Attack of these beetles is not initially detectable because the female beetle only deposits its eggs in its host through wood pores, crevice or crack using ovipositor. Their attacks are mostly unsuspected until the emergence hole and frass is produced. In this stadium, usually the timber and wood has been totally damaged, can not be used any more, even for fuel.
In many cases attack on timber and wood occurs in imported articles (furniture for example) made from susceptible wood. This attack possibly has been initiated since manufacturing process. Unsatisfaction claims are frequently addressed to the exporter and manufacturer.
Soaking bamboo, rattan and wood in water pond or mud that is usually done is intended to prevent the beetle attack. This work will only be effective if the materials are still fresh where their cells are still alive. The living cells through physiological processes, particularly anaerobic respiration, hydrolyse the starch so the starch content on the material reduces. The materials are then resistant to the beetles. Possibly, during the soaking, some minerals also infiltrate or penetrate the bamboo etc that will affect (increase) their durability. This mater, however, should be scientifically verified. This is one of the environmentally friendlier efforts.
Environmentally acceptable effort on controlling the beetle attacks can be done since the beginning. Drying using Kiln-dry on lumber, and steaming and frying on rattans may kill any insects infesting the materials. After this works, the materials should be further processed soon so ―sterility‖ of the materials can be maintained. If the ―sterile‖ raw materials will not be processed soon, the materials should be stored in a controlled environment so any new beetle attacks can be avoided. Installing mosquitoes screen on air ventilation of a wood store is a must, and the store should be frequently fumigated.
Using non toxic materials and environmentally acceptable production processes have been the choice by the global consumers. Might be, the process will be rather difficult but environmental value will be more considered. Materials selection is also important. It was found that some rib constructions on some housings build by a developer in Tangerang were badly attacks by the beetle because using some susceptible wood against this pest (Sukartana, 2006; Mandang, 2008).
Employing insecticides sometime overcome any problems caused by using susceptible materials. If should be applied, precaution selection should be done. Non/low-persistent insecticides should be chosen. Global furniture consumers, for example, that tends to look for environmentally acceptable products should be accommodated. Some wood finishing/coating materials containing melamine may protect wood and rattans the beetle attacks (Sukartana, 2008). These finishing materials do not only provide barrier against the beetle to deposit her eggs in the lumber, but also probably kill any eggs and larvae inside because of oxygen O2 sealing off. It is a kind of envelope treatment, only superficial treatment is done.
1.3 Wood Destroying Termites
Termites are a social insect, living together in a colony consisting of a pair of king and queen, and suppported by workers and soldiers. The king and queen will produce progenies that will develop into reproductive castes (alates), workers and soldiers. The reproductive castes will
323
swarm, leaving their mothers colony to build a new colony. A secondary king and queen (neoten) is also developed to replace the king and queen in case of they die.
Termites are the most important wood destroying insects in tropical and subtropical countries. In nature, these insects play an important role in recycling of dead wood and other cellulosic materials into substances required for development of new life (Becker, 1976). However, these insects also pose a serious and costly problem because of their in-discriminatory attacks. Termites attack both materials in forests and in services. Severe termite attacks even in Presidential Palace Jakarta indicate that there is serious problem on building damage caused by these insects in this country (or probably caused by careless construction builder recently when the palace was renovated and (or) adding a new construction.
Termites feed mainly on woods and its derivative materials (xylophagous). Nevertheless, damage caused by these pests is not easy to be determined because the insects infest lumber cryptobiotically. Many luxurious buildings/housings severely damage but no one of the inhabitants probably knows early so anticipation can not be made timely. An Acoustic Emission Detection (AED) device can be used to detect the termite activities. This device detects any sound that is generated by termite activities, such as head-banging or vibrating or when the termite chews the wood grain. Head-banging or vibrating is an alarming when their nest/colony is disturbed. Sound generated by termite head banging is actually audible, without using AED device.
Only quite a few wood species resist to termite attack. If a wood construction of a building/housing is infested, renovation should be done or otherwise the infestation will be more severe. Renovation cost will be more expensive, and such activity will cause dweller disturbances.
Based on its habitat, there are four groups of termites, namely, subterranean termites, drywood termites, damp-wood termites and arboreal termites (Tarumingkeng, 1971). Among those, subterranean termites and drywood termites are the most important wood destroying insects in Indonesia, even in the world.
1.3.1 Subterranean termites
It is only several subterranean termites considered harmful for wood constructions in Indonesia, namely Macrotermes gilvus, Microtermes spp. and Odontotermes sp. (Isoptera: Termitidae) and Coptotermes spp. (Isoptera: Rhinotermitidae). A colony of termites usually builds a mound to protect the colony against predator. This mound is so tough to be destroyed using farming tractor.
Termites of termitids family do not directly consume wood, but they are fungus grower that will be in turn the termites feed upon. The wood debris that is collected by termite workers in their colony is used for growing media of the fungus named fungus comb. The fungus belongs to fungal family of Termitomyces. In rainy season, the fungus usually produces edible fruiting bodies. M. gilvus is the largest size among the termitids family in Indonesia, but so far there is no information about serious damage on wood structures of a building caused by this species. Any infestation is mostly on wooden part in contact with the ground. Again, because of their cryptobiotical activities, the building owner frequently does not realize that his building is infested badly by termites until it is too late. Some times, termite workers forage for wood or other cellulosic materials through mud tubes that usually can be seen on tree bark or building wall. These mud tubes are used to physically protect the termites during their forages. In this case, the invasion can be terminated by destroying the mud tubes.
Some accelerated field tests showed that some 40-50% of wood species collected in our research centre is resistant – very resistant to this termite species (Sukartana, 1955a, 1995b). Some wood species, namely Aglaia versteeghii, Hopea odorata, Khaya antoteca, Neonauclea dan Querus turbinata are considered very durable, while Gluta ranghas, G. rostata, Shorea meristopterix are perishable. Accelerated field test by exposing wood samples directly on termite colony should be further developed to evaluate durability of the samples or treated samples in a shorter time duration.
A subterranean termite genus of Coptotermes is possibly the greediest for structural timbers. C. formosanus is the most important structural pest in north hemisphere, spreading from China,
324
Japan, and Hawaii until Southern Part of the US. It is said that the termite spreading in the US was through massive logistics shipment during the WW II. It could be this species is also found in Indonesia because such massive logistics delivery was also happened in Indonesia during the war. This species is now found also in Sri Lanka and South Africa (Su and Tamashiro, 1987). This termite species do not grow fungus garden, but they have indo-symbiont in their intestines that help to degrade wood to become glucose and other substances that is required by the termites.
Indonesia is possibly one of the richest in Coptotermes species (Tarumingkeng, 1971; Kalshoven, 1981, Gathorne-Hardy et al., 2000, 2001, Shimada et al., 2001). Those termites are C. curvignathus, C. travians, C. kalshoveni, C. borneensis, C. menadoensis, C. havilandi, C. minutissimus, C. preginator and the newest one, resulting from a taxonomic revision of C. curvignathus, is C. javanicus (Takematsu et al., 2006).
Infestation of Coptotermes sp. is characterized by developing of carton nest (secondary or satellite nests) that is similar with that in their main colony. Thousand of termites, consisting of various castes and ages inhabit the carton nest. This nest, if someday separated from it main colony, will develop into new colony, completed with organizational structures like its main colony. Thus, a main colony may produce several colonies caused by disconnecting its secondary nests. New colonies are also developed by a pair of alates that swarm during the early rainy season.
Foraging area of this species, either horizontally or vertically, can reach hundred of meters from main colony (Su and Scheffrahn, 1988). A colony may consist of thousands to million of individuals, and therefore this termite species may cause severe damage on building structures and any cellulosic materials stored on several floors of a high rise building. Their ability to develop secondary colonies, either underground or upper ground (Kalshoven, 1981; Ratcliffe et al., 1952), and even their ability to develop those colonies on a high rise building makes attack by this termite species is more severe than the others. This termite may develop new colonies as long as suitable environment is available, particularly water source, even from water condensation of AC (Lin. 1987; Su and Scheffrahn, 1987; Tamashiro et al., 1987, Su and Scheffrahn, 1990, Yates III and Tamashiro, 1990), or even from the moist air. That is why there are much serious damage on beam and rib of a building caused by this termite species.
These termites can be trapped and then maintained without accompanied by king and queen for months or years in the laboratory, and perhaps someday secondary king and queen can develop, replacing the primary king and queen left in the field. This is very different from Macrotermes, where the presence of the king and queen are a must, completing with their fungus comb. The Coptotermes indosymbiont might play an important role so the termites can be cultured in laboratory, separated from their main colony. Coptotermes species is easily determined, particularly from their soldiers. When disturbed the soldiers will exude a drop of milky fluid from the frontal gland on the top of their head.
There are many damages on buildings and trees caused by this termite attack in Bogor and its surrounding (Sukartana, 2002). Some aghatis trees planted in roadside and in botanical garden in Bogor are infested badly by this termites and often very dangerous to the road users because the trees are easily broken or falling down. It was also informed that some parts of Jakarta Merdeka Palace were also severely damaged due to this termite attacks. These evidences also occur in many luxury housings in Jakarta and surrounding areas (Sukartana et al., 2008). Plywood covering meeting a room wall of a tree star hotel in Bogor is also severely damaged. In high rise building, termites can reach structures or any cellulosic materials through various pipes for electricity and telephone networks.
In many ways, controls of subterranean termites Coptotermes and Macrotermes are similar. Wood preservation and soil treatment before construction are recommended, particularly if susceptible woods are used for building structures. However, both treatments are not yet widely practiced in this country. Some wood preservative industries are inactive. Therefore, socialization is still required, to encourage the people to use such treatments.
325
However, because of environmental reason, some pesticides that contain chromated copper arsenate (CCA) for wood preservation and chlor-hydrocarbon for soil treatment have been banned since in this country. These pesticides are replaced with any low toxic formula, and consequently the treatment will be less effective. This situation does not only occur in Indonesia but worldwide, particularly in developed countries.
This leads many scientists to search any alternative formula that are more environmentally friendlier. Integrating termite control, employing some approaches including physical/mechanical and chemical systems are encouraged. Certain size of sand particles, granite, etc. that is evenly spreaded before a building structure is effective to seal the building against subterranean termites inhabiting under and around the building (French, 1993, Su and Scheffrahn, 1992). Basic principles of this control is, the gap among the particles is to small for termites pass through, but the particles are also to heavy to be moved by the termites (Ebeling and Fence, 1957). Size of the particles varies, between 1-3 mm, depending on size of targeted termites (Anonymous, 2008a). Sand particles of 1-2 mm and 2.0-2.83 mm in diameter are effective for preventing attack of subterranean termite C. curviganthus (Sukartana, 1998a; Sukartana and Jasni, 2003).
This physical barrier can be eternally used and therefore it is strongly recommended. This system has been recommended in Australia and Hawaii. However providing such certain sand particle size (in bulky amount) is a problem. However, developing this system should be encouraged; perhaps it will be an attractive business area in Indonesia because of environmentally friendlier system and its local content reason.
Beside of using sand particles, termite screens (Termi-Mesh) has been also introduced in Australia (Anonymous, 2008b). It is similar to that for mosquitoes, except the screen size where termites can not pass through, and of course made of corrosion resistant metal. Perhaps such screen type is available in hardware stores in Indonesia, or might be we can substitute it with any similar materials available.
There are some advantages having stilt house related with subterranean termite control, namely, the structures do not directly contact with ground where the termite colonies inhabit. It is also easy to control possible termite invasion through the house pilings by periodic inspections, and less termite seal/barriers (physical or chemical) are installed, i.e. on top of each building pilings. In case of termite mud tubes are found on the pilings, just clean the tubes to disconnect them from the main colony and the main building.
Biological control has also been developed, particularly using entomophagous fungi (Jones et al., 1996; Milner, 2000; Milner et al, 1997). This system is environmentally acceptable because the treatment will only affect to targeted insects, and will not poison our environment. This system basically explores the biological habits of the termites. As a social insect, there is a massive cooperation among the colony members. Each termite caste (or even individual) reciprocally depends on the others. If a pathogenic fungus is infected on the colony members, it is hoped the whole colony will be affected. Mass infection occurs because of their trophallaxic habits, touching and grooming each others. Laboratory experiments show effectiveness of this system (Sukartana, et al., 2000; Sukartana and Jasni, 2003; Sukartana et al., 2005; Lelana et al., 2006). Nevertheless, this system is not yet practicable in the field. Various environmental factors might decrease fungus virulence that cause ineffectiveness of the fungus.
Employing insect growth regulator (IGR) is being developed, and it seems more promising than using entomophatogenic fungus. There are two types of IGR, i.e, juvenile hormone analogue (JHA) and chitin synthesis inhibitor (CSI). Both JHA and CSI work on young termites, disturbing their growth. JHA function is to disrupt young termite growth and differentiation that makes their caste members are unproportional (French, 1974; Korb et al., 2004). Colony will be weakened and finally die.
CSI formula affect to the young termites through inhabiting in chitin formation. Molting system (periodical exosceleton exchange) does not occur so maturattion of young termite is inhibited. Structure and organization of the colony are disturbed, and then the colony will be
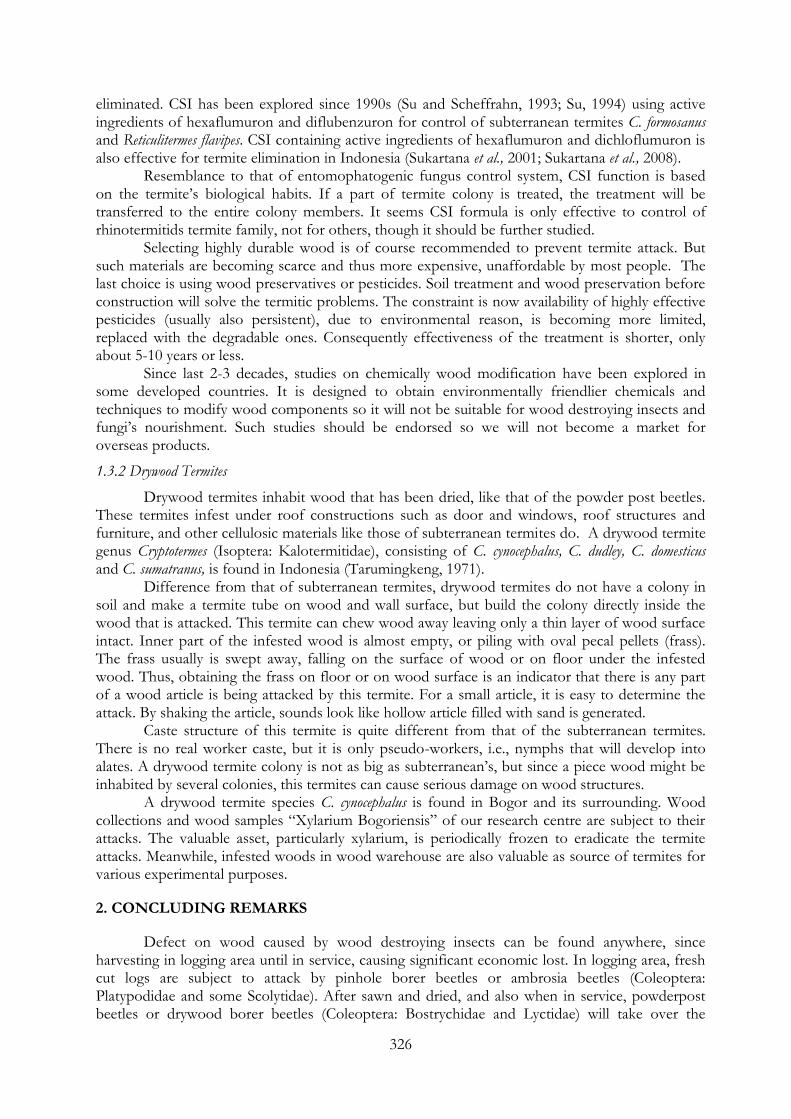
326
eliminated. CSI has been explored since 1990s (Su and Scheffrahn, 1993; Su, 1994) using active ingredients of hexaflumuron and diflubenzuron for control of subterranean termites C. formosanus and Reticulitermes flavipes. CSI containing active ingredients of hexaflumuron and dichloflumuron is also effective for termite elimination in Indonesia (Sukartana et al., 2001; Sukartana et al., 2008).
Resemblance to that of entomophatogenic fungus control system, CSI function is based on the termite‘s biological habits. If a part of termite colony is treated, the treatment will be transferred to the entire colony members. It seems CSI formula is only effective to control of rhinotermitids termite family, not for others, though it should be further studied.
Selecting highly durable wood is of course recommended to prevent termite attack. But such materials are becoming scarce and thus more expensive, unaffordable by most people. The last choice is using wood preservatives or pesticides. Soil treatment and wood preservation before construction will solve the termitic problems. The constraint is now availability of highly effective pesticides (usually also persistent), due to environmental reason, is becoming more limited, replaced with the degradable ones. Consequently effectiveness of the treatment is shorter, only about 5-10 years or less.
Since last 2-3 decades, studies on chemically wood modification have been explored in some developed countries. It is designed to obtain environmentally friendlier chemicals and techniques to modify wood components so it will not be suitable for wood destroying insects and fungi‘s nourishment. Such studies should be endorsed so we will not become a market for overseas products.
1.3.2 Drywood Termites
Drywood termites inhabit wood that has been dried, like that of the powder post beetles. These termites infest under roof constructions such as door and windows, roof structures and furniture, and other cellulosic materials like those of subterranean termites do. A drywood termite genus Cryptotermes (Isoptera: Kalotermitidae), consisting of C. cynocephalus, C. dudley, C. domesticus and C. sumatranus, is found in Indonesia (Tarumingkeng, 1971).
Difference from that of subterranean termites, drywood termites do not have a colony in soil and make a termite tube on wood and wall surface, but build the colony directly inside the wood that is attacked. This termite can chew wood away leaving only a thin layer of wood surface intact. Inner part of the infested wood is almost empty, or piling with oval pecal pellets (frass). The frass usually is swept away, falling on the surface of wood or on floor under the infested wood. Thus, obtaining the frass on floor or on wood surface is an indicator that there is any part of a wood article is being attacked by this termite. For a small article, it is easy to determine the attack. By shaking the article, sounds look like hollow article filled with sand is generated.
Caste structure of this termite is quite different from that of the subterranean termites. There is no real worker caste, but it is only pseudo-workers, i.e., nymphs that will develop into alates. A drywood termite colony is not as big as subterranean‘s, but since a piece wood might be inhabited by several colonies, this termites can cause serious damage on wood structures.
A drywood termite species C. cynocephalus is found in Bogor and its surrounding. Wood collections and wood samples ―Xylarium Bogoriensis‖ of our research centre are subject to their attacks. The valuable asset, particularly xylarium, is periodically frozen to eradicate the termite attacks. Meanwhile, infested woods in wood warehouse are also valuable as source of termites for various experimental purposes.
2. CONCLUDING REMARKS
Defect on wood caused by wood destroying insects can be found anywhere, since harvesting in logging area until in service, causing significant economic lost. In logging area, fresh cut logs are subject to attack by pinhole borer beetles or ambrosia beetles (Coleoptera: Platypodidae and some Scolytidae). After sawn and dried, and also when in service, powderpost beetles or drywood borer beetles (Coleoptera: Bostrychidae and Lyctidae) will take over the

327
infestation. Termites occupies mostly the last, infesting wood in service such as furnitur, and structural timber. Control of the wood destroying insects should be carried out since in logging area until using the timber in service. It is so because most timbers available in market is dominated with non durable species obtaining from especially fast growing species in from forest plantation.
Using more environmentally friendlier insecticides is becoming a global issue since last two decades. The highly toxic and persistent insecticides are restricted or even banned due to the environmental reason, replaced with the more friendlier ones and also degradable. Consequently, effectiveness of such insecticides is much lower than the frevious ones. Control of the pests is becoming more difficult, and more complicated. Having more comprehensive information of the insect habits is important to develop more appropriate control against the pests. Vulnerability of each wood species to each wood detroying insect should be also understood well to determine whether the wood should be treated or not. To prevent pinhole borer beetle attack, logging area should be prepared well so the loggs can be transported soon for sawing and then drying, particulalry for susceptible wood, namely, ramin and some meranties.
Powder post beetles attack on wood containing high starch only. During the Kiln-drying, where heating of more than 600 C is employed, and steaming of the materials, the beetles and their progenies will die. These ―sterile materials‖ should be further processed to prevent the powderpost beetles, or kept in ―sterile‖ warehouse before processing. Finishing or coating on entire wood surface with melamic material, for eaxample on furnitur, is effective to prevent attack by these beetles.
Control of subterranean termites using physical/mechanical, and biological systems has been developed. Sand or granit particles and stainless steel wire (rust proof) screen of certain size can be installed under building foundation as physical barrier preventing termite attack from outside. In laboratory scale, biological insecticides, for example, entomopathogenic fungus, Metarhizium anisopliae, is effective for termite control but so far not in the field. Various environment factors may affect to the virulence of the fungus. Colony survival of termite colony is supported by the whole colony members that is divided into caste group. Treatment with juvenile hormone analogue (JHA) and chitin synthesis inhibitor (CSI) might eliminate the termite colony because that treatment will disturb the colony structure. Effectiveness of these treatments is based on the termite behavior. Treatment on a part of colony member will be transferred into the whole colony member using traphallaxis system.
Control of drywood termites is rather complicated. Fortunately, this termite colony is relatively small and therefore this termite degrades more slowly than that of the subterranean. Nevertheless, a piece of wood might be occupied by several colonies that consequently this wood destroying insects will cumulatively cause severe damage on structure also. Insecticidal treatment should be the last choice, and using low toxic or slow action insecticides is recomended to prevent environmental damage. Multiple approaches in controling wood destroying insects are required to minimize using any materials that will detriment our environment.
REFERENCES
Anonymous (2008a): Aggregate Barriers. utoronto.ca/forest /termite/agbar1.htm.
Anonymous (2008b): Termi-mesh. University of Hawaii Termite Project: www2.hawaii.edu
/entomol/research/r_termimesh.htm
Batra, L R (1966): Ambrosia fungi: extent of specificty to ambrosia beetles. Science 153: 193-195
Becker, G (1976): Concerning termite and wood. Unasylva, Vol. 128, No. 11, FAO.
Browne, F G (1961): The Biology of Malayan Scolytidae and Platypodidae. Malayan For. Records No.
328
22.
Cade, S C, B F Hrufiord and R I Gara (1970): Identification of primary attratant for Gnathotrichus sulcatus isolated from western hemlock logs. J. Econ. Entomol. 63(3): 1014-1015.
Ebeling, W and R J Fence (1957): Relation of particle size to the penetration of subterranean termites through barriers of sand and cinders. J. Econ. Entomol. 50: 590-592.
Francke-Grosmann, H (1967): Ectosymbiosis in Wood-Inhabiting insects. In Symbiosis (S.M. Henry, ed.). Academic Press, pp: 141-205.
French, J (1993): New approaches to termite control. Onwood, CSIRO, Spring, p.2.
French, J R J (1974): A juvenile hormone analogue inducing caste differentiation in the Austalian termite, Nasutitermes exitiosus. J. Aust. Entomol. Soc. 13:353-355.
Gathorne-Hardy, F J, Collins, M, Buxton, R D and Eggleton, P (2000): A faunistic review of the termites of Sulawesi including an updated checklist of the species. Malayan Nature J.: 347-353.
Gathorne-Hardy, F J, Syaukani and Eggleton, P (2001): The effect of altitude and rainfall on the composition of the termites of Leuser Ecosystem (Sumatra, Indonesia). J. Trop. Ecol.: 379-393.
Graham, K (1968): Anaerobic induction of primary chemical attractant for ambrosia beetles. Can. J. Zool. 46:905-907.
Hartig, T (1844): Ambrosia des Bostrychus dispar. Allg. Forst-u. Jagdztg 13: 73.
Hubbard, H G (1897): The ambrosia beetles in the United States. U.S.D.A. Bull. 7:9-30.
Hubbard, H G (1896): Amrosia beetles, general remarks. Yearbook U.S.D.A:421.
Jones, W E, J K Grace and Tamashiro (1996): Virulence of seven isolates of Beauveria bassiana and Metarhizium anisopliae to Coptotermes formosanus (Isoptera: Rhinotermitidae). Environ. Entomol. 25(2): 481-487.
Kalshoven, L G E (1981): Pest Crop in Indonesia. PT. Ichtiar Baru-van Hoeve, Jakarta
Korb, J., E.A. Roux and M. Lenz (2004): Proximate factors influensing soldier development in the basal termite Cryptotermes secundus. Insectes Sociaux 50(4): 299-303.
Lelana, NE, P Sukartana, A Ismanto and R Rushelia (2006): Efektivitas penularan beberapa isolat jamur patogen serangga Metarhizium anisopliae oleh rayap Coptotermes curvignathus. J. Pen. Has. Hutan 24(3): 219-225.
Lin, S.-Q (1987): Present status of Coptotermes formosanus and its conrol in China, in Biology and Conrol of the Formosan subterranean termite. Ed. by M. Tamashiro & Nan-Yao Su, Research Extension Series 083:31-36.
Mandang, Y I (2008): Personal Communication.
Milner, R J (2000): Improved formulations of Metarhizium for biological control of termites. CSIRO-Entomol. Technic. Report No.86.
Milner, R.J., J A Staples and G G Lutton (1997): The selection of an isolate of the hyphomycete fungus, Metarhizium anisopliae for control of termite in Australia. Biol. Control 11:240-247.
Moeck, H A (1970): Ethanol as the primary attratant for the ambrosia beetle Trypodendron lineatum. Can. Entomol. 102: 985-995.
Oey, D S (1964): Specific Gravity of Indonesia Wood and itas Significance for Practical Use. Communication No. 1. For. Prods. Res. Inst., Bogor.
Ratcliffe, F N, J F Gay and T Greaves (1952): Australian termites. CSIRO, Melbourne, Australia.
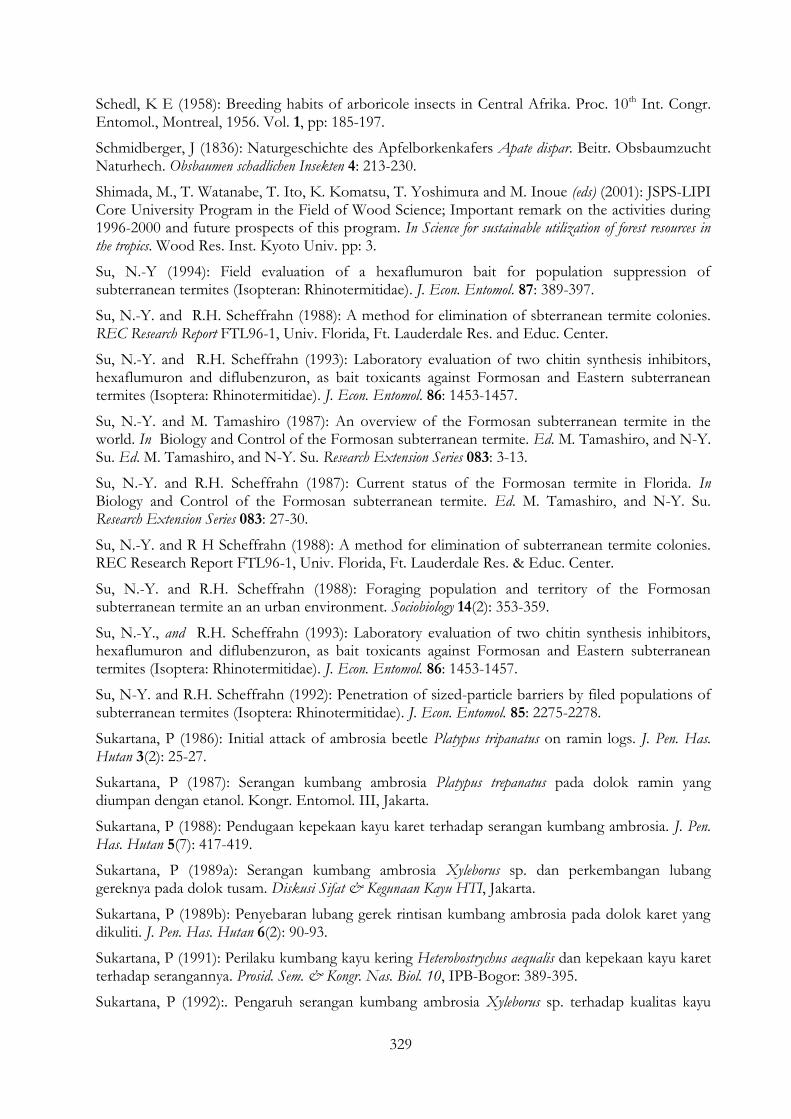
329
Schedl, K E (1958): Breeding habits of arboricole insects in Central Afrika. Proc. 10th Int. Congr. Entomol., Montreal, 1956. Vol. 1, pp: 185-197.
Schmidberger, J (1836): Naturgeschichte des Apfelborkenkafers Apate dispar. Beitr. Obsbaumzucht Naturhech. Obsbaumen schadlichen Insekten 4: 213-230.
Shimada, M., T. Watanabe, T. Ito, K. Komatsu, T. Yoshimura and M. Inoue (eds) (2001): JSPS-LIPI Core University Program in the Field of Wood Science; Important remark on the activities during 1996-2000 and future prospects of this program. In Science for sustainable utilization of forest resources in the tropics. Wood Res. Inst. Kyoto Univ. pp: 3.
Su, N.-Y (1994): Field evaluation of a hexaflumuron bait for population suppression of subterranean termites (Isopteran: Rhinotermitidae). J. Econ. Entomol. 87: 389-397.
Su, N.-Y. and R.H. Scheffrahn (1988): A method for elimination of sbterranean termite colonies. REC Research Report FTL96-1, Univ. Florida, Ft. Lauderdale Res. and Educ. Center.
Su, N.-Y. and R.H. Scheffrahn (1993): Laboratory evaluation of two chitin synthesis inhibitors, hexaflumuron and diflubenzuron, as bait toxicants against Formosan and Eastern subterranean termites (Isoptera: Rhinotermitidae). J. Econ. Entomol. 86: 1453-1457.
Su, N.-Y. and M. Tamashiro (1987): An overview of the Formosan subterranean termite in the world. In Biology and Control of the Formosan subterranean termite. Ed. M. Tamashiro, and N-Y. Su. Ed. M. Tamashiro, and N-Y. Su. Research Extension Series 083: 3-13.
Su, N.-Y. and R.H. Scheffrahn (1987): Current status of the Formosan termite in Florida. In Biology and Control of the Formosan subterranean termite. Ed. M. Tamashiro, and N-Y. Su. Research Extension Series 083: 27-30.
Su, N.-Y. and R H Scheffrahn (1988): A method for elimination of subterranean termite colonies. REC Research Report FTL96-1, Univ. Florida, Ft. Lauderdale Res. & Educ. Center.
Su, N.-Y. and R.H. Scheffrahn (1988): Foraging population and territory of the Formosan subterranean termite an an urban environment. Sociobiology 14(2): 353-359.
Su, N.-Y., and R.H. Scheffrahn (1993): Laboratory evaluation of two chitin synthesis inhibitors, hexaflumuron and diflubenzuron, as bait toxicants against Formosan and Eastern subterranean termites (Isoptera: Rhinotermitidae). J. Econ. Entomol. 86: 1453-1457.
Su, N-Y. and R.H. Scheffrahn (1992): Penetration of sized-particle barriers by filed populations of subterranean termites (Isoptera: Rhinotermitidae). J. Econ. Entomol. 85: 2275-2278.
Sukartana, P (1986): Initial attack of ambrosia beetle Platypus tripanatus on ramin logs. J. Pen. Has. Hutan 3(2): 25-27.
Sukartana, P (1987): Serangan kumbang ambrosia Platypus trepanatus pada dolok ramin yang diumpan dengan etanol. Kongr. Entomol. III, Jakarta.
Sukartana, P (1988): Pendugaan kepekaan kayu karet terhadap serangan kumbang ambrosia. J. Pen. Has. Hutan 5(7): 417-419.
Sukartana, P (1989a): Serangan kumbang ambrosia Xyleborus sp. dan perkembangan lubang gereknya pada dolok tusam. Diskusi Sifat & Kegunaan Kayu HTI, Jakarta.
Sukartana, P (1989b): Penyebaran lubang gerek rintisan kumbang ambrosia pada dolok karet yang dikuliti. J. Pen. Has. Hutan 6(2): 90-93.
Sukartana, P (1991): Perilaku kumbang kayu kering Heterobostrychus aequalis dan kepekaan kayu karet terhadap serangannya. Prosid. Sem. & Kongr. Nas. Biol. 10, IPB-Bogor: 389-395.
Sukartana, P (1992):. Pengaruh serangan kumbang ambrosia Xyleborus sp. terhadap kualitas kayu
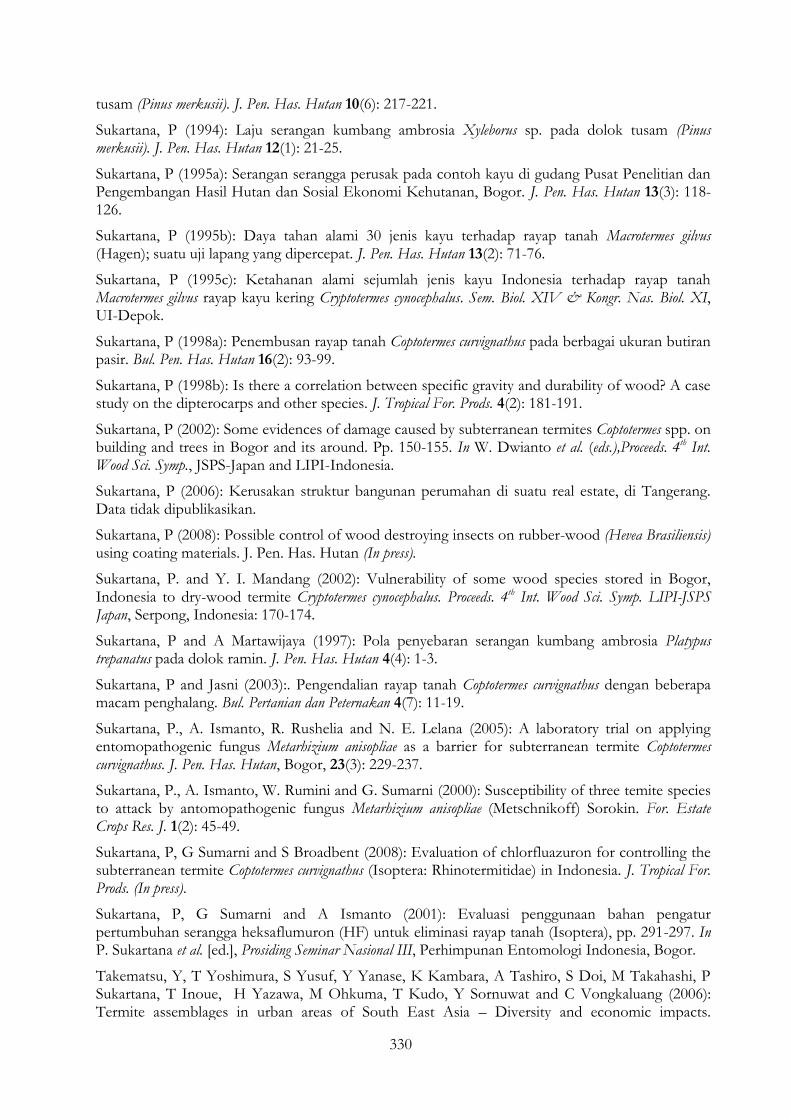
330
tusam (Pinus merkusii). J. Pen. Has. Hutan 10(6): 217-221.
Sukartana, P (1994): Laju serangan kumbang ambrosia Xyleborus sp. pada dolok tusam (Pinus merkusii). J. Pen. Has. Hutan 12(1): 21-25.
Sukartana, P (1995a): Serangan serangga perusak pada contoh kayu di gudang Pusat Penelitian dan Pengembangan Hasil Hutan dan Sosial Ekonomi Kehutanan, Bogor. J. Pen. Has. Hutan 13(3): 118-126.
Sukartana, P (1995b): Daya tahan alami 30 jenis kayu terhadap rayap tanah Macrotermes gilvus (Hagen); suatu uji lapang yang dipercepat. J. Pen. Has. Hutan 13(2): 71-76.
Sukartana, P (1995c): Ketahanan alami sejumlah jenis kayu Indonesia terhadap rayap tanah Macrotermes gilvus rayap kayu kering Cryptotermes cynocephalus. Sem. Biol. XIV & Kongr. Nas. Biol. XI, UI-Depok.
Sukartana, P (1998a): Penembusan rayap tanah Coptotermes curvignathus pada berbagai ukuran butiran pasir. Bul. Pen. Has. Hutan 16(2): 93-99.
Sukartana, P (1998b): Is there a correlation between specific gravity and durability of wood? A case study on the dipterocarps and other species. J. Tropical For. Prods. 4(2): 181-191.
Sukartana, P (2002): Some evidences of damage caused by subterranean termites Coptotermes spp. on building and trees in Bogor and its around. Pp. 150-155. In W. Dwianto et al. (eds.),Proceeds. 4th Int. Wood Sci. Symp., JSPS-Japan and LIPI-Indonesia.
Sukartana, P (2006): Kerusakan struktur bangunan perumahan di suatu real estate, di Tangerang. Data tidak dipublikasikan.
Sukartana, P (2008): Possible control of wood destroying insects on rubber-wood (Hevea Brasiliensis) using coating materials. J. Pen. Has. Hutan (In press).
Sukartana, P. and Y. I. Mandang (2002): Vulnerability of some wood species stored in Bogor, Indonesia to dry-wood termite Cryptotermes cynocephalus. Proceeds. 4th Int. Wood Sci. Symp. LIPI-JSPS Japan, Serpong, Indonesia: 170-174.
Sukartana, P and A Martawijaya (1997): Pola penyebaran serangan kumbang ambrosia Platypus trepanatus pada dolok ramin. J. Pen. Has. Hutan 4(4): 1-3.
Sukartana, P and Jasni (2003):. Pengendalian rayap tanah Coptotermes curvignathus dengan beberapa macam penghalang. Bul. Pertanian dan Peternakan 4(7): 11-19.
Sukartana, P., A. Ismanto, R. Rushelia and N. E. Lelana (2005): A laboratory trial on applying entomopathogenic fungus Metarhizium anisopliae as a barrier for subterranean termite Coptotermes curvignathus. J. Pen. Has. Hutan, Bogor, 23(3): 229-237.
Sukartana, P., A. Ismanto, W. Rumini and G. Sumarni (2000): Susceptibility of three temite species to attack by antomopathogenic fungus Metarhizium anisopliae (Metschnikoff) Sorokin. For. Estate Crops Res. J. 1(2): 45-49.
Sukartana, P, G Sumarni and S Broadbent (2008): Evaluation of chlorfluazuron for controlling the subterranean termite Coptotermes curvignathus (Isoptera: Rhinotermitidae) in Indonesia. J. Tropical For. Prods. (In press).
Sukartana, P, G Sumarni and A Ismanto (2001): Evaluasi penggunaan bahan pengatur pertumbuhan serangga heksaflumuron (HF) untuk eliminasi rayap tanah (Isoptera), pp. 291-297. In P. Sukartana et al. [ed.], Prosiding Seminar Nasional III, Perhimpunan Entomologi Indonesia, Bogor.
Takematsu, Y, T Yoshimura, S Yusuf, Y Yanase, K Kambara, A Tashiro, S Doi, M Takahashi, P Sukartana, T Inoue, H Yazawa, M Ohkuma, T Kudo, Y Sornuwat and C Vongkaluang (2006): Termite assemblages in urban areas of South East Asia – Diversity and economic impacts.
331
Sustainable Development and Utilization of Tropical Forest Resources. Report JSPS-LIPI Core Univ. Prog. Field of Wood Science 1996-2005, pp:54-91.
Tamshiro, M, J R Yates and R H Ebesu (1987): The Formosan subterranean termite in Hawaii. Problem and control. In Biology and Control of the Formosan subterranean termite. Ed. M. Tamashiro, and N-Y. SuEd. M. Tamashiro, and N-Y. Su. Research Extension Series 083:15-22.
Tarumingkeng, R (1971): Biology and identification of wood destroying termites in Indonesia. For. Prods. Res. Inst. Bogor, Indonesia, Report No.138.
Woodruff, E (1967): An oriental wood borer, Heterobostrychus aequalis recently established in Florida. Entomol. Circ. Florida Dept. Agric, Univ. Florida.
Yates III, J R and M Tamashiro (1990): The Formosan subterranean termite in Hawaii. Res. Extension Series 117, 4 p.

332
INAFOR 11E-039
INTERNATIONAL CONFERENCE OF INDONESIAN FORESTRY RESEARCHERS (INAFOR)
Section E Forest Product and Industry
Physical and Mechanical Properties of Composite Board Made from Waste-Oil Palm Shell and Recycled Plastics
Iwan Risnasari1, Arif Nuryawan1, Heri Muda Setiawan1 and Fauzi Febrianto2
1Department of Forestry, Faculty of Agriculture, Sumatera Utara University Jl. Tridharma Ujung No. 1 Kampus USU Medan, North Sumatra, 20155, INDONESIA
2Department of Forest Products, Faculty of Forestry, Bogor Agricultural University Jl. Raya Darmaga, Kampus IPB Darmaga PO BOX 220, Bogor 16680, INDONESIA
Paper prepared for The First International Conference of Indonesian Forestry Researchers (INAFOR)
Bogor, 5 – 7 December 2011
INAFOR SECRETARIAT Sub Division of Dissemination, Publication and Library
FORESTRY RESEARCH AND DEVELOPMENT AGENCY Jl. Gunung Batu 5, Bogor 16610

333
Physical and Mechanical Properties of Composite Board Made from Waste-Oil Palm Shell and Recycled Plastics
Iwan Risnasari1, Arif Nuryawan1, Heri Muda Setiawan1 and Fauzi Febrianto2
1Department of Forestry, Faculty of Agriculture, Sumatera Utara University Jl. Tridharma Ujung No. 1 Kampus USU Medan, North Sumatra, 20155, INDONESIA
2Department of Forest Products, Faculty of Forestry, Bogor Agricultural University
Jl. Raya Darmaga, Kampus IPB Darmaga PO BOX 220, Bogor 16680, INDONESIA
ABSTRACT
The needs of wood have been increasing due to the growing development in Indonesia. Consequently, the forests are getting severe damage. It has been causing the lack of raw material to the wooden based industries. Therefore, an alternative way is to find alternative material such as composite board made of waste-palm shell and recycled plastics. The kind of recycled plastics that used was recycled polypropylene (RPP). The board samples target density was 1.00 g/cm3. Composition of palm shell-particle and plastic were 40 : 60, 50 : 50, 60 : 40 and 70 : 30 based on particle oven dry weight with adding maleated polypropylene (MAPP) and without MAPP treatment. Weight of MAPP was 5% of RPP weight. Pressing temperature, melting time, pressing time were 1750C, 10 minutes and 2 minutes, respectively. The research results showed : Generally, the quality of boards with adding MAPP were better than boards without MAPP treatment, and the boards could be used for exterior application. Keywords: Waste-oil palm shell, composite board, recycled polypropylene (RPP), maleated polypropylene (MAPP)
1. INTRODUCTION
Global ecological concern has resulted in an interest in renewable natural materials. Natural organic fibers from renewable bio-resources offer the potential to act as biodegradable reinforcing materials, alternative for the use of glass or carbon fibers and inorganic fillers (George et al., 2001; Nabi Saheb and Jog, 1999). Several works have been done both in studying and developing general thermoplastic/natural fibers composites, especially wood plastic composites (WPCs). WPCs have successfully proven their application in various fields such as lumber, decking and railing, window profiles, wall studs, door frames, furniture, pallets, fencing, docks, siding, architectural profiles, boat hulls, and automotive components (Ashori, 2008). WPCs have received considerable attention from industry in recent years. WPCs may be one of the most dynamic sectors of today‘s plastic industry with an average annual growth rate of approximately 18% in Northern America and 14% in Europe (Ashori, 2008).
Oil palm fibers has the potential as a plastic composite board because almost all parts of the oil palm tree can be used as a raw material for the manufacture of plastic composite boards. Oil palm (Elaeis guineensis Jacq.) is the highest yielding edible oil crop in the world. It is cultivated in 42 countries in 11 million ha worldwide (Khalil et al., 2008). West Africa, South East Asian countries like Malaysia and Indonesia, Latin American countries and India are the major oil palm producer countries (Joseph et al., 2006). A ha oil palm plantation area annually produces about 55 ton of dry matter in the form of fibrous biomass while yielding 5.5 ton of oil. From oil palm tree, lignocellulosic fibers can be extracted from trunk, frond, fruit mesocarp/shell and empty fruit bunch (Shinoj et al., 2011). In Indonesia potency of 6.78 billion ha of oil palm can produce CPO (Crude Palm Oil) about 17.37 billion ton (Departemen Pertanian, 2008).
334
High cellulose content (Sreekala et al., 2004) and high toughness value (John et al., 2008) of oil palm fibers make it suitable for composite applications. However presence of hydroxyl group makes the fibers hydrophilic, causing poor interfacial adhesion with hydrophobic polymer matrixes during composite fabrication. This may lead to poor physical and mechanical properties of the composite (Raju et al., 2008). Oil palm fibers contain 4.5% of residual oil (Abubakar et al., 2006). The fiber–matrix compatibility is adversely affected by oil residues, the ester components of which may affect coupling efficiency between fiber and polymer matrix as well as the interaction between fiber and coupling agents (Rozman et al., 2001). The treatments to improve fiber–matrix adhesion in composites can use of compatabilizers and coupling agents (Khalil and Ismail, 2001). Moreover, the aim of this study was to evaluate the composite plastic board made from oil palm shell waste and recycled polypropylene (RPP) and the effect of adding compatiabilizers to improve the properties of composite plastic board.
2. MATERIAL AND METHODS
The material for this study is waste of oil palm shell (Elaeis guineensis Jacq.) as fillers, recycled polypropylene (RPP) as matrix, and maleated polypropylen (MAPP) as compatibilizer.
2.1 Composites Preparation
The particles of oil palm shell were dried until moisture content about 4 - 6%. The particle to plastic weight ratio was 40/60; 50/50; 60/40; 70/30 (w/w). MAPP were 5% based on weight of RPP. Production process of plastic composites is blending, additive adding, and sheet formating with 30 kg/cm2 pressing at 1750C.
2.2 Physical and Mechanical Properties Test
Physical properties test were moisture content, density and water absorption, while mechanical properties test were modulus of elasticity (MOE), modulus of rupture (MOR), and Screw Holding Power according to JIS A 5908 2003 standard (JSA, 2003).
3. RESULT AND DISCUSSION
3.1 Physical Properties of Plastic Composites
Physical properties of plastic composites are shown in Figure 1. The results showed that the physical properties (i.e., density, moisture content, water absorption and thickness swelling) of plastic composites were significantly influenced by particle of oil palm shell proportion. Addition of particle of oil palm shell onto the matrix RPP resulted in increasing the density, moisture content, water absorption and thickness swelling. Similarly with the Rozman et al., (2000) explained that the composites with higher proportion of oil palm fibers absorbed more water due to cellulose, lignin and hemicellulose, which possess polar hydroxyl groups leading to formation of hydrogen bonds with water. Absorption of water by the cell wall of lignocellulosic materials caused swelling of the cell wall therefore the thickness of the composite increased.
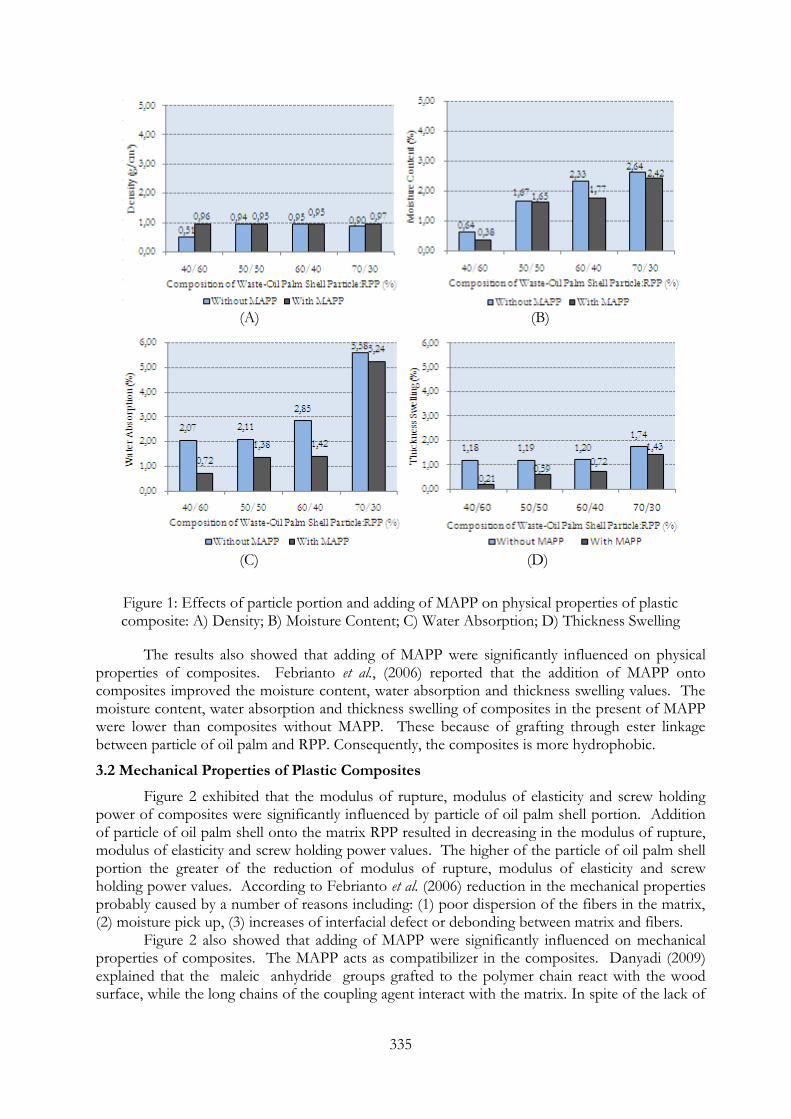
335
(A) (B)
(C) (D)
Figure 1: Effects of particle portion and adding of MAPP on physical properties of plastic composite: A) Density; B) Moisture Content; C) Water Absorption; D) Thickness Swelling
The results also showed that adding of MAPP were significantly influenced on physical properties of composites. Febrianto et al., (2006) reported that the addition of MAPP onto composites improved the moisture content, water absorption and thickness swelling values. The moisture content, water absorption and thickness swelling of composites in the present of MAPP were lower than composites without MAPP. These because of grafting through ester linkage between particle of oil palm and RPP. Consequently, the composites is more hydrophobic.
3.2 Mechanical Properties of Plastic Composites
Figure 2 exhibited that the modulus of rupture, modulus of elasticity and screw holding power of composites were significantly influenced by particle of oil palm shell portion. Addition of particle of oil palm shell onto the matrix RPP resulted in decreasing in the modulus of rupture, modulus of elasticity and screw holding power values. The higher of the particle of oil palm shell portion the greater of the reduction of modulus of rupture, modulus of elasticity and screw holding power values. According to Febrianto et al. (2006) reduction in the mechanical properties probably caused by a number of reasons including: (1) poor dispersion of the fibers in the matrix, (2) moisture pick up, (3) increases of interfacial defect or debonding between matrix and fibers.
Figure 2 also showed that adding of MAPP were significantly influenced on mechanical properties of composites. The MAPP acts as compatibilizer in the composites. Danyadi (2009) explained that the maleic anhydride groups grafted to the polymer chain react with the wood surface, while the long chains of the coupling agent interact with the matrix. In spite of the lack of
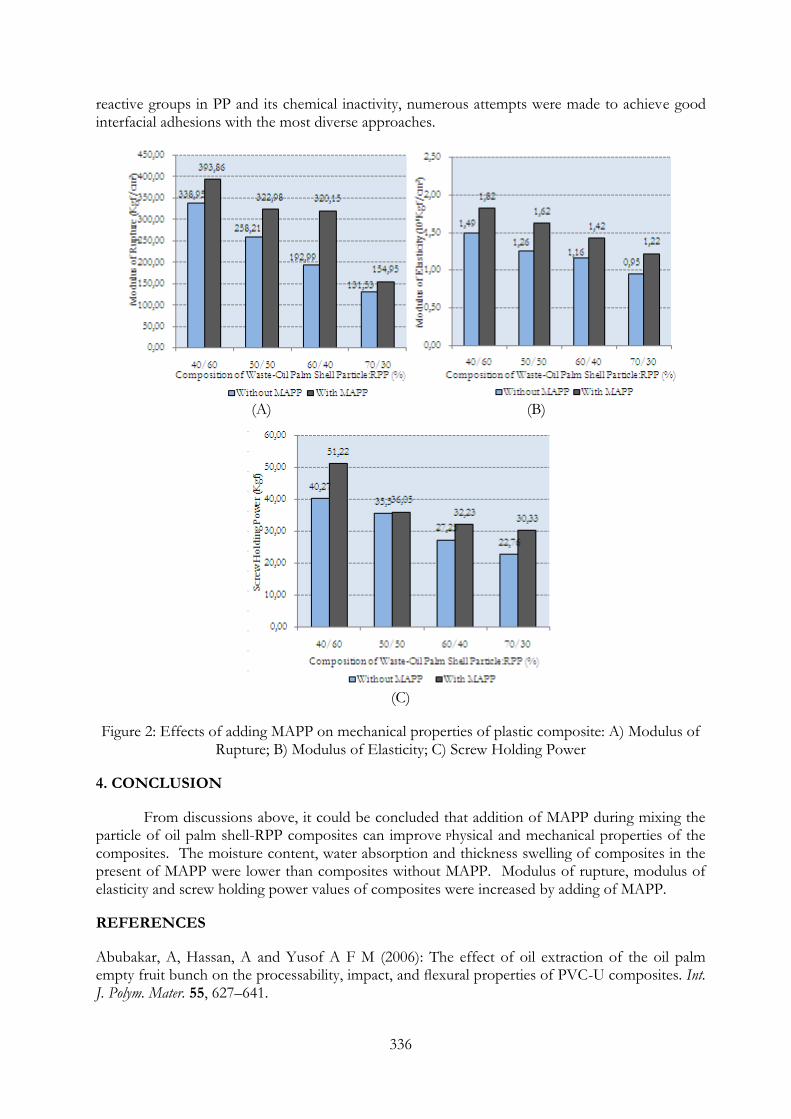
336
reactive groups in PP and its chemical inactivity, numerous attempts were made to achieve good interfacial adhesions with the most diverse approaches.
(A) (B)
(C)
Figure 2: Effects of adding MAPP on mechanical properties of plastic composite: A) Modulus of Rupture; B) Modulus of Elasticity; C) Screw Holding Power
4. CONCLUSION
From discussions above, it could be concluded that addition of MAPP during mixing the particle of oil palm shell-RPP composites can improve Physical and mechanical properties of the composites. The moisture content, water absorption and thickness swelling of composites in the present of MAPP were lower than composites without MAPP. Modulus of rupture, modulus of elasticity and screw holding power values of composites were increased by adding of MAPP.
REFERENCES
Abubakar, A, Hassan, A and Yusof A F M (2006): The effect of oil extraction of the oil palm empty fruit bunch on the processability, impact, and flexural properties of PVC-U composites. Int. J. Polym. Mater. 55, 627–641.

337
Ashori, A (2008): Review Paper : Wood–plastic composites as promising green-composites for automotive industries! Bioresource Technology 99:4661–4667.
Febrianto, F, Setyawati, D, Karina, M, Bakar, E S and Hadi, YS (2006): Influence of Wood Flour-Recycle Polypropylene Composites. Journal of Biological Sciences 6(2): 337-343.
Danyadi, L (2009): Interfacial Interactions in Fiber Reinforced Thermoplastic Composites. Laboratory of Plastics and Rubber Technology Department of Physical Chemistry and Materials Science Budapest University of Technology and Economics. Institute of Materials and Environmental Chemistry Chemical Research Center Hungarian Academy of Sciences.
Departemen Pertanian Republik Indonesia (Deptan) (2008): Pendataan Kelapa Sawit Tahun 2008 Secara Komprehensif. http://ditjenbun.deptan.go.id/ sekretbun. Medan. [5 - 12 – 2008]
George, J, Sreekala, M S and Thomas, S (2001): A review on interface modification and characterization of natural fiber reinforced plastic composites. Polym. Eng. Sci. 41(9):1471–1485.
John, M J, Francis, B, Varughese, K T and Thomas, S (2008): Effect of chemical modification on properties of hybrid fiber biocomposites. Composites Part A 39:352–363.
Joseph, S, Joseph, K and Thomas, S (2006): Green composites from natural rubber and oil palm fiber: physical and mechanical properties. Int. J. Polym. Mater 55:925–945.
Khalil, H P S A and Ismail, H (2001): Effect of acetylation and coupling agent treatments upon biological degradation of plant fibre reinforced polyester composites. Polym. Test 20:65–75.
Khalil, H P S A, Siti, M A, Ridzuan, R, Kamarudin, H and Khairul, A (2008): Chemical composition, morphological characteristics, and cell wall structure of Malaysian oil palm fibers. Polym. Plast. Technol. Eng. 47:273–280.
Nabi Saheb N and Jog J P (1999): Natural fiber polymer composites: A review. Adv. Polym. Technol. 18(4) 351–363.
Raju, G, Ratnam, C T, Ibrahim, N A, Rahman, M Z A and Yunus, W M Z W (2008): Enhancement of PVC/ENR blend properties by poly(methyl acrylate) grafted oil palm empty fruit bunch fiber. J. Appl. Polym. Sci. 110:368–375.
Rozman, H D, Lai, C Y, Ismail, H and Ishak, Z A M (2000): The effect of coupling agents on the mechanical and physical properties of oil palm empty fruit bunch–polypropylene composites. Polym. Int. 49:1273–1278.
Shinoj, S, Visvanathan, R, Panigrahi, S and Kochubabu, M (2011): Oil Palm Fiber (OPF) and its Composites: A Review. Industrial Crops and Products 33:7-22.
Sreekala, M S, Kumaran, M G, Geethakumariamma, M L and Thomas, S (2004): Environmental effects in oil palm fiber reinforced phenol formaldehyde composites: studies on thermal, biological, moisture and high energy radiation effects. Adv. Compos. Mater. 13(3–4):171–197.
Japanese Standart Association (JSA) (2003): Japanese Industrial Standart Particle Board JSA 5908. Japanese Standart Association. Japan.

338
INAFOR 11E-040
INTERNATIONAL CONFERENCE OF INDONESIAN FORESTRY RESEARCHERS (INAFOR)
Section E Forest Product and Industry
Physical and Mechanical Properties of Bamboo Particleboard
Arif Nuryawan, Evalina Herawati and Satria Muharis
Department of Forestry, Sumatera Utara University Jl. Tri Dharma Ujung No. 1, Kampus USU Medan, North Sumatra, 20155, INDONESIA
Corresponding email : [email protected]
Paper prepared for The First International Conference of Indonesian Forestry Researchers (INAFOR)
Bogor, 5 – 7 December 2011
INAFOR SECRETARIAT Sub Division of Dissemination, Publication and Library
FORESTRY RESEARCH AND DEVELOPMENT AGENCY Jl. Gunung Batu 5, Bogor 16610

339
Physical and Mechanical Properties of Bamboo Particleboard
Arif Nuryawan, Evalina Herawati and Satria Muharis
Department of Forestry, Sumatera Utara University Jl. Tri Dharma Ujung No. 1, Kampus USU Medan, North Sumatra, 20155, INDONESIA
Corresponding email : [email protected]
ABSTRACT
Betung bamboo particles were used as raw material in the manufacture of isocyanate particleboard. Three different treatments to raw material were control (without additive), with ceramics additive, and with paraffin additive. The target density of the board was 0.8 g/ cm3, resin content was 8%, and pressed at 35 kg/cm2 for 15 minutes at 1600C. The research results showed : 1) Generally, physical properties consist of density, moisture content, and thickness swelling were fulfill the Japanese Industrial Standard (JIS 5908:2003) 2) The range of water absorption were 25-43% for 2 hours and 54-80% for 24 hours 3) Mechanical properties consists of MOR, internal bond, and screw holding power met the Japanese Industrial Standard (JIS 5908:2003), therefore this particleboard were suitable for sheathing or door filler 4) However, MOE failed, therefore this particleboards weren‘t suitable for construction or loading need 5) Based on this experiment, the quality of bamboo particleboard with additives better than control and the paraffin still better rather than ceramics. Keywords: Bamboo particleboard, isocyanate, additives, physical and mechanical properties
1. INTRODUCTION
Bamboo is a member of the grass family belonging to the sub-family of Bambusoideae in the family Gramineae. There are seven genus namely Racemobambos, Bambusa, Dendrocalamus, Dinochloa, Gigantochloa, Schizostachyum, and Nastus which grow in Indonesia (Ohrnberger, 1999). Bamboo has gained increasing attention as an alternative raw material for wood substitution. The abundant resources of bamboo used in the world can be used in the manufacturer of composite board such as oriented strand board (OSB), particleboard, and fiberboard. However, information on the industrial use of bamboo, especially with respect to manufacturing composite boards is lacking.
In recent years, many studies have been done on properties of particleboard as one of wood based panel products. In general, a number of factors affect the final of board properties. Among the major factors are board density, mat moisture level and the distribution, resin type, resin amount and the distribution, wood species, pressing variables, special additives, and particle size (Maloney, 1993). Almost all of these parameters interact with each other in one way or another.
In this research, we attempted to make particleboard from bamboo and isocyanate. On the other hand, dimensional change of particleboard can be important. Thickness swelling of particleboard exceeds the normal swelling of solid wood and can be quite significant (Bowyer et al, 2003). Moreover, this research investigated the use of additives to enhance the dimensional stability of bamboo-isocyanate-particleboard despite Pizzi (1994) stated that isocyanate is excellent wood adhesive, has strong bonding which be obtained by the formation of a high proportion of covalent bonds between the resin and the lignocelluloses substrate. Therefore, the objective of this study was to evaluate the effects of different additives of particleboard on dimensional stability and mechanical properties of bamboo particleboards.
340
2. MATERIAL AND METHODS
In this research, the composite products are determined as board made of bamboo-particles with 40 mesh in size. The raw material used debarked betung bamboo (Dendrocalamus asper Becker ex Heyne). The adhesive resin used was isocyanate H-7. The target of the board thickness was 1.0 cm and the density was 0.80 g/cm3. Totally, there were 9 board samples. The methods followed on wood composite making. The board production procedure is described below:
1. Raw material preparation: bamboo-particles were dried in an electric oven to about 5% of
moisture content.
2. Blending process: the amount of raw material needed for one board was weighed after
drying. The raw material was put into a rotary blender and mixed with isocyanate resin by
means of a spray gun. The resin solid level of isocyanate was 8% based on the raw material
oven dry weight. The 1% additives (ceramics or paraffin) were added to furnish as the
treatment.
3. Mat forming and hot pressing: after the blending process, furnish was formed into a mat
manually. The furnish was hand-formed into a mat. Aluminum foil sheets were used to
cover the top and bottom surfaces of the furnish mat. The hand-formed mats were hot-
pressed at 160ºC. The pressure was 35 kgf/cm2. During board pressing, steel bar stops
were used to control the board thickness. Total pressing time was 15 minutes.
4. Conditioning; after hot pressing, the board samples were conditioned for 2 weeks in an
ordinary room, so the temperature and the relative humidity were the same as the actual
environmental condition. After the conditioning process, the boards were cut into
specimens and tested for dimensional properties and mechanical strength according to
Japanese Industrial Standard with three replications for each condition. Both density and
moisture content sample size were 10 cm x 10 cm. Thickness swelling and the internal
bonding strength sample size were 5 cm x 5 cm. The strength testing includes internal
bonding (IB), screw holding power, and static bending test (modulus of rupture and
modulus of elasticity). The size of the samples for the bending test (MOR and MOE) was
25 cm x 5 cm with a span length of 15 cm. The bending test used one point loading by
Instron Universal Testing Machine.
5. The testing and evaluation on quality were based on Japanese Industrial Standard (JIS)
A5908-2003 for particleboard. Dimensional stability evaluation was conducted at
Laboratory of Forest Products Technology, Faculty of Agriculture, University of Sumatera
Utara, while mechanical properties evaluation was carried out at Laboratory of Wood
Engineering, Faculty of Forestry, Bogor Agricultural University.
3. RESULTS AND DISCUSSION
3.1 Dimensional Stability and Physical Properties
Results of dimensional stability and the other physical properties test are presented in Table 1. Air-dry density values of the specimens ranged between 0.70-0.73 g/cm3. They fulfilled the JIS A 5908 (2003) standard. Unfortunately, the values were below on target density. This phenomenon may be related to spring back effect of the particleboard. Spring back is the term to describe compression stress relief that can occur within particleboard panels as they gain moisture, and the accompanying swelling of panels in the thickness direction.
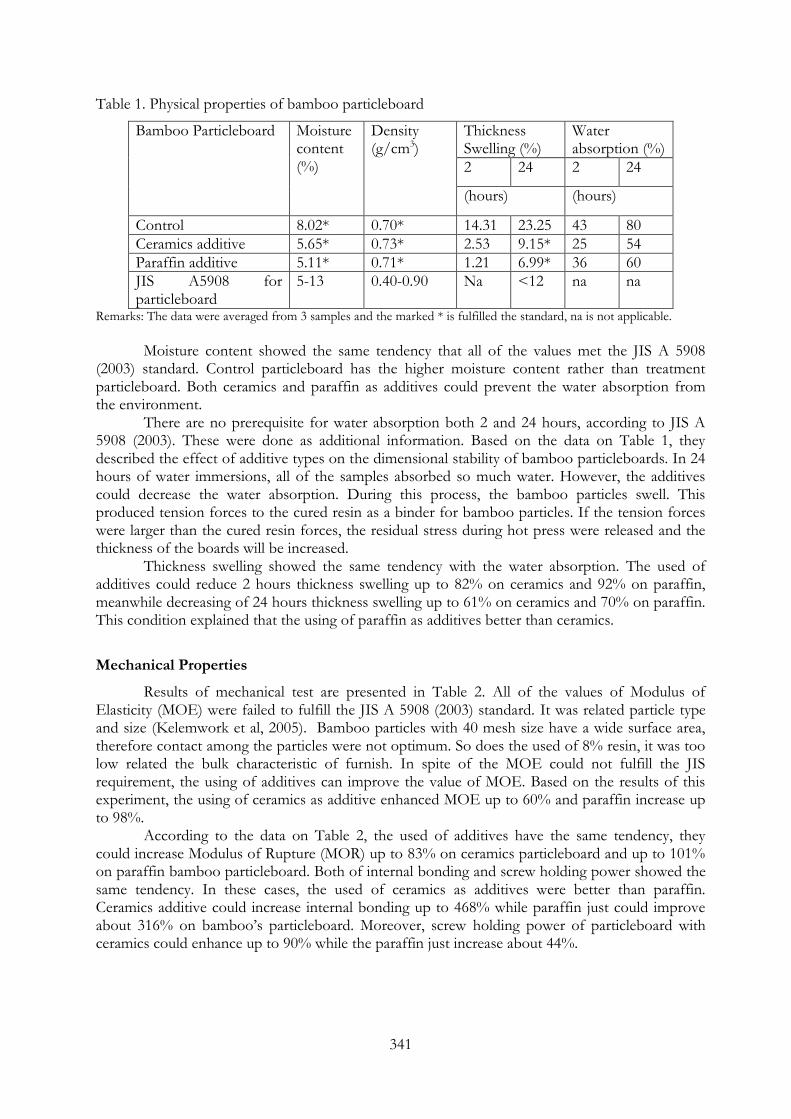
341
Table 1. Physical properties of bamboo particleboard
Bamboo Particleboard Moisture content (%)
Density (g/cm3)
Thickness Swelling (%)
Water absorption (%)
2 24 2 24
(hours) (hours)
Control 8.02* 0.70* 14.31 23.25 43 80
Ceramics additive 5.65* 0.73* 2.53 9.15* 25 54
Paraffin additive 5.11* 0.71* 1.21 6.99* 36 60
JIS A5908 for particleboard
5-13 0.40-0.90 Na <12 na na
Remarks: The data were averaged from 3 samples and the marked * is fulfilled the standard, na is not applicable.
Moisture content showed the same tendency that all of the values met the JIS A 5908
(2003) standard. Control particleboard has the higher moisture content rather than treatment particleboard. Both ceramics and paraffin as additives could prevent the water absorption from the environment. There are no prerequisite for water absorption both 2 and 24 hours, according to JIS A 5908 (2003). These were done as additional information. Based on the data on Table 1, they described the effect of additive types on the dimensional stability of bamboo particleboards. In 24 hours of water immersions, all of the samples absorbed so much water. However, the additives could decrease the water absorption. During this process, the bamboo particles swell. This produced tension forces to the cured resin as a binder for bamboo particles. If the tension forces were larger than the cured resin forces, the residual stress during hot press were released and the thickness of the boards will be increased. Thickness swelling showed the same tendency with the water absorption. The used of additives could reduce 2 hours thickness swelling up to 82% on ceramics and 92% on paraffin, meanwhile decreasing of 24 hours thickness swelling up to 61% on ceramics and 70% on paraffin. This condition explained that the using of paraffin as additives better than ceramics.
Mechanical Properties
Results of mechanical test are presented in Table 2. All of the values of Modulus of Elasticity (MOE) were failed to fulfill the JIS A 5908 (2003) standard. It was related particle type and size (Kelemwork et al, 2005). Bamboo particles with 40 mesh size have a wide surface area, therefore contact among the particles were not optimum. So does the used of 8% resin, it was too low related the bulk characteristic of furnish. In spite of the MOE could not fulfill the JIS requirement, the using of additives can improve the value of MOE. Based on the results of this experiment, the using of ceramics as additive enhanced MOE up to 60% and paraffin increase up to 98%.
According to the data on Table 2, the used of additives have the same tendency, they could increase Modulus of Rupture (MOR) up to 83% on ceramics particleboard and up to 101% on paraffin bamboo particleboard. Both of internal bonding and screw holding power showed the same tendency. In these cases, the used of ceramics as additives were better than paraffin. Ceramics additive could increase internal bonding up to 468% while paraffin just could improve about 316% on bamboo‘s particleboard. Moreover, screw holding power of particleboard with ceramics could enhance up to 90% while the paraffin just increase about 44%.
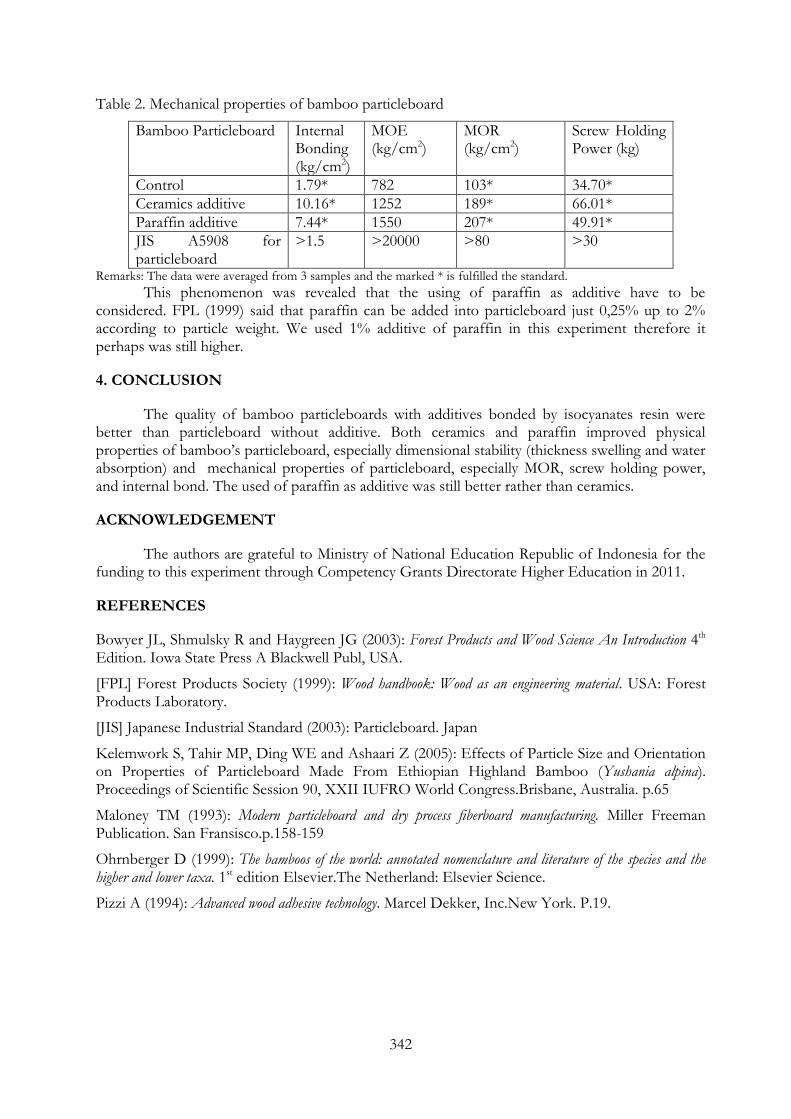
342
Table 2. Mechanical properties of bamboo particleboard
Bamboo Particleboard Internal Bonding (kg/cm2)
MOE (kg/cm2)
MOR (kg/cm2)
Screw Holding Power (kg)
Control 1.79* 782 103* 34.70*
Ceramics additive 10.16* 1252 189* 66.01*
Paraffin additive 7.44* 1550 207* 49.91*
JIS A5908 for particleboard
>1.5 >20000 >80 >30
Remarks: The data were averaged from 3 samples and the marked * is fulfilled the standard.
This phenomenon was revealed that the using of paraffin as additive have to be considered. FPL (1999) said that paraffin can be added into particleboard just 0,25% up to 2% according to particle weight. We used 1% additive of paraffin in this experiment therefore it perhaps was still higher.
4. CONCLUSION
The quality of bamboo particleboards with additives bonded by isocyanates resin were better than particleboard without additive. Both ceramics and paraffin improved physical properties of bamboo‘s particleboard, especially dimensional stability (thickness swelling and water absorption) and mechanical properties of particleboard, especially MOR, screw holding power, and internal bond. The used of paraffin as additive was still better rather than ceramics.
ACKNOWLEDGEMENT
The authors are grateful to Ministry of National Education Republic of Indonesia for the funding to this experiment through Competency Grants Directorate Higher Education in 2011.
REFERENCES
Bowyer JL, Shmulsky R and Haygreen JG (2003): Forest Products and Wood Science An Introduction 4th Edition. Iowa State Press A Blackwell Publ, USA.
[FPL] Forest Products Society (1999): Wood handbook: Wood as an engineering material. USA: Forest Products Laboratory.
[JIS] Japanese Industrial Standard (2003): Particleboard. Japan
Kelemwork S, Tahir MP, Ding WE and Ashaari Z (2005): Effects of Particle Size and Orientation on Properties of Particleboard Made From Ethiopian Highland Bamboo (Yushania alpina). Proceedings of Scientific Session 90, XXII IUFRO World Congress.Brisbane, Australia. p.65
Maloney TM (1993): Modern particleboard and dry process fiberboard manufacturing. Miller Freeman Publication. San Fransisco.p.158-159
Ohrnberger D (1999): The bamboos of the world: annotated nomenclature and literature of the species and the higher and lower taxa. 1st edition Elsevier.The Netherland: Elsevier Science.
Pizzi A (1994): Advanced wood adhesive technology. Marcel Dekker, Inc.New York. P.19.

343
INAFOR 11E-041
INTERNATIONAL CONFERENCE OF INDONESIAN FORESTRY RESEARCHERS (INAFOR)
Section E Forest Products and Industry
Anatomical Structure and Fibre Quality of Least Known Timbers Belongs to Bignoniaceae from Indonesia
Ratih Damayanti and Sri Rulliaty
The Center for Research and Development of Forestry Engineering and Forest Products Processing
Jl. Gunung Batu 5, Bogor, 16610, INDONESIA
Paper prepared for The First International Conference of Indonesian Forestry Researchers (INAFOR)
Bogor, 5 – 7 December 2011
INAFOR SECRETARIAT Sub Division of Dissemination, Publication and Library
FORESTRY RESEARCH AND DEVELOPMENT AGENCY Jl. Gunung Batu 5, Bogor 16610

344
Anatomical Structure and Fibre Quality of Least Known Timbers Belongs to Bignoniaceae from Indonesia
Ratih Damayanti and Sri Rulliaty
The Center for Research and Development of Forestry Engineering and Forest Products Processing
Jl. Gunung Batu 5, Bogor, 16610, INDONESIA
Corresponding email: [email protected], [email protected]
ABSTRACT
Indonesian Xylarium Bogoriense 1915 has approximately 3,667 wood species collections. While, amounting to 3,283 species have been studied on their specific gravity, durability and strength classes. Wood anatomy of 417 genera from 86 families belongs to major, minor, and lesser known timbers of South-East Asia have been compiled and described in 3 volumes of Plant Resources of South East Asia (Prosea) books. To continue the timber classification based on PROSEA trilogy, the rest species, where the properties and anatomical structure of about 800 species from 251 genera of 77 families have never been studied, is termed as The Least Known Timbers. The objectives of this study were to obtain descriptions of anatomical features, assess the quality of fibres for pulp and paper manufacture and evaluate possible utilization based on anatomical characteristics, concerning to five genera of the least known timbers from Family Bignoniaceae, i.e Jacaranda, Millingtonia, Oroxylum, Spathodea, and Tecoma. Samples were taken from Xylarium Bogoriense wood collection, which were collected from various forest areas in Indonesia. Microscopic features observed comprise all features that listed by IAWA Committee in 1989. Fibre quality was determined based on their dimension and evaluated according to quality classification developed by Forestry Engineering and Forest Product Processing Research and Development Centre (FEFPPRDC) Bogor. The results indicated that identification of timber up to genera level is possible. Fibres of Milingtonia hortensis, Oroxylum indicum and Spathodea campanulata could be classified into quality class I, which means good for pulp and paper, whereas fibres of Jacaranda acutifolia and Tecoma capitata fall into class quality II, which indicate moderately good for pulp and paper. As the possible uses, based on the anatomical characters supported by the specific gravity value, Tecoma is suitable for fancy wood substituting such as Ebony and Ulin wood, while Millingtonia, proper for alternating ramin. The descriptions of anatomical features were presented.
Keywords: Wood anatomy, fibre quality, Jacaranda, Milingtonia, Oroxylum, Spathodea, Tecoma, Bignoniaceae
1. INTRODUCTION
In 1989 a Plant Resources of South East Asia (Prosea) Timber Task Force was appointed to illuminate the great commodity group of timber trees and intended to classify these large amount of wood species into groups in the Prosea Handbook. In May 1990, the Task Force presented their report: 417 genera and 86 families were classified into three: the major, the minor and the lesser-known timbers and published as Vol 5 (1), Vol. 5 (2) and Vol. 5 (3) consecutively. The selection of genera to be described in each volume is rather subjective (Soerianegara and Lemmens, 1994). What is now a lesser-known timber may in the near future bear out to be a major commercial timber. On the other hand, commercially important timbers may rapidly lose their significance, for instance because of the lessening or conservation of stands. It is in this deference that Prosea volume on lesser known timbers is so useful, summarizing as it does the existing information on about 1550 species in 309 genera (Soedjarwo, as mentioned in Sosef et al., 1998).
345
Indonesia, where the geographic location is in the South East Asia, has approximately 4,000 tree species which are potentially valuable for timber. Only about 400 species have current economic importance, and about 260 able (Soerianegara and Lemmens, 1994). Indonesian Xylarium Bogoriense 1915 has approximately 3,667 wood species collection. According to Oey (1964), 3,283 species have been studied on their specific gravity, durability class, and strength class. To go on with the major, minor and lesser known timbers classification, the rest species, where the properties and anatomical structure for about 800 species from 251 genera of 77 families have never been studied, later is termed as The Least Known Timbers (Mandang, 2008).
Bignoniaceae is one of timber families that all the anatomical structure of its members have not completely studied. There are 14 genera of Family Bignoniaceae have been collected in Xylarium Bogoriense 1915, which are classified into The Least Known Timber group as many as 5 genera namely Jacaranda, Millingtonia, Oroxylum, Spathodea and Tecoma. An advance technology development enables an extended utilization of lesser and the least known timber species ( (Sosef et al., 1998). To support it, up to date information is absolutely necessitated. Comprehensive and reliable information of the lesser known species and also the least known species was needed to increase the value of the forest and thereby assist in its survival (Freezailah, as mentioned in Lemmens et al., 1995). Hence, this study is aimed to observe anatomical features descriptions of the least known species that belong to Family Bignoniaceae, and evaluate the quality of their fibres for pulp and paper manufacture as well as the possible uses of the wood species according to the anatomical characteristics.
2. EXPERIMENTAL METHODS
Wood specimens of five genera of the least known timber that belong to Family Bignoniaceace were determined and collected from Xylarium Bogoriense 1915, Bogor. The profiles of these five timber species accordance with scientific name, collection number, origin, and durability class as well as strength class based on Oey (1964) are elaborated in Table 1. Observation on anatomical features covered macroscopic (general) characters and microscopic characters. Macroscopic features as observed on the finished surface of the sample were suggested by Mandang and Pandit (2002) includes color, figure, texture, slope of grain, hardness, luster, odor and surface impression.
Microscopic characteristics were observed in the sectioned samples. As many as three block sections are prepared from heartwood were assigned for examination of anatomical structures on consecutively cross-sectional (transverse), radial, and tangential surfaces of the block. The block sections of sample for such anatomical structure were at first air-dried and then soaked in distilled water for about one week. After being saturated, the samples were then transferred into a container containing a softening solution of ethanol-glycerin in ratio 1:1, and further kept for about one week before being sectioned into 15-25 µm thin slices. The good slices were chosen and washed in stages using ethanol with concentrations of 30%, 50%, 70%, 96%, and ultimately absolute ethanol. The slices were cleared by soaking them in carboxylol and toluene. The last step in sample preparation was to mount the slices on the object glass using entellan (Sass, 1961).
Table 1. Descriptions of collection number, name, durability class, and strength class of five
least known timbers belong to Family Bignoniaceae from Indonesia
Genera Species Collection Number
Specific Gravity*
Strenght Class*
Durabulity Class*
Origin
Jacaranda
Jacaranda acutifolia H.et B.
16339 0.55 III - Bogor Botanical Garden, West Java
Jacaranda acutifolia H.et B.
17857 0.55 III - Bogor Botanical Garden, West Java
Millingtonia Millingtonia 9134 0.67 II III/IV Timor, East Nusa
346
hortensis L.f. Tenggara
Millingtonia hortensis L.f.
22449 0.67 II III/IV Muna, Sulawesi (Celebes)
Millingtonia hortensis L.f.
31260 0.67 II III/IV Bogor, West Java
Oroxylum
Oroxylum indicum Kurz
23962 0.43 III V Saleyer, Sulawesi (Celebes)
Oroxylon indicum Vent.
16200 0.43 III V Panarukan, East Java
Oroxylum indicum Vent.
33628 0.43 III V Pandeglang, West Java
Spathodea Spathodea campanulata P.B.
34091 0.39 IV V Cikampek, West Java
Tecoma
Tecoma capitata Bur. et K. Schum.
12082 - - - Bogor Botanical Garden, West Java
Tecoma capitata Bur. et K. Schum.
24160 - - - Bogor Botanical Garden, West Java
*Source: Oey (1964)
The characteristics as observed with respect to the anatomical features were based on IAWA Committee List for Hardwood Identification (Wheeler et al. 1989), and in this paper, the characteristics observed are presented in these IAWA codes. Some features represented quantitative data. The quantitative data in this study signified the first measurement to be performed on certain features like tangential diameter of vessels (25-time measurements), frequency of vessels per mm square and frequency of rays per mm (10-time over 10 different areas), and heights of rays (25 times) and then calculating the average (Krisdianto and Damayanti, 2007).
The quantitative data of fibers dimension (25-time measurements for length, and 15-time measurements for diameter and thickness of wall cells) and vessel length (25-time measurements) were measured from the macerated samples. In this regard, the wood samples were macerated according to USDA Forest Product Laboratory method. The sample materials were heated slowly at 40-60ºC in the mixture of concentrated nitric acid and hydrogen peroxide (H2O2) at a ratio of 1:1. The heating process took about 12 hours to produce adequately macerated material or a satisfactory separation of cells for further dimensional measurement.
The separated fiber cells were washed by water to rid the cells completely of residual acid and H2O2, and then the cells were colored by safranin. To examine their dimensions, the cells were placed on the object glass; ethanol-glycerin was then added, and the cells were evenly spread on the glass using a coarse needle before closing the object glass with cover glass. The qualification of fiber for pulp and paper was based on the criteria of Rachman and Siagian (1976), through the determination of fiber dimensions and its derived values.
3. RESULT AND DISCUSSION
3.1 Anatomical Properties
Anatomical properties of the least known timbers of Family Bignoniaceae from Indonesia and comparison with Wilkin (1987) and Metcalfe and Chalk (1950) are described in Table 2-6. Figures of macroscopic and microscopic anatomical structure of every species are presented in Figure 1-16.
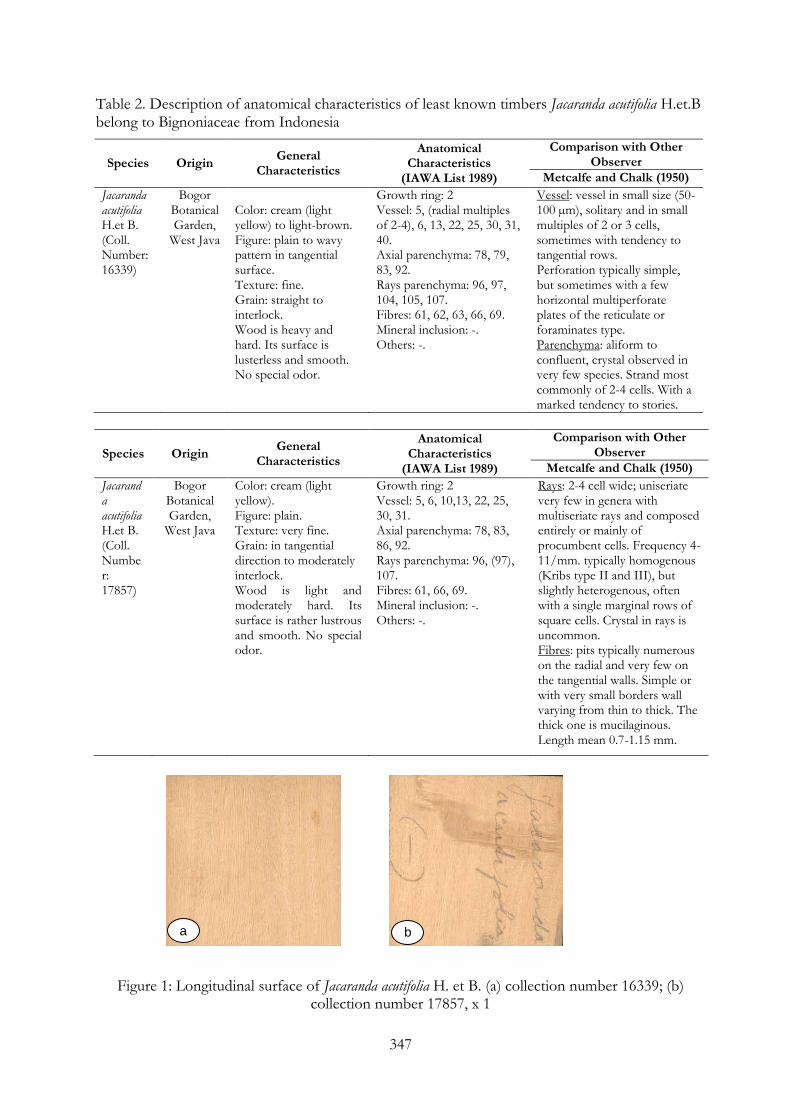
347
Table 2. Description of anatomical characteristics of least known timbers Jacaranda acutifolia H.et.B belong to Bignoniaceae from Indonesia
Species Origin General
Characteristics
Anatomical Characteristics
(IAWA List 1989)
Comparison with Other Observer
Metcalfe and Chalk (1950)
Jacaranda acutifolia H.et B. (Coll. Number: 16339)
Bogor Botanical Garden,
West Java
Color: cream (light yellow) to light-brown. Figure: plain to wavy pattern in tangential surface. Texture: fine. Grain: straight to interlock. Wood is heavy and hard. Its surface is lusterless and smooth. No special odor.
Growth ring: 2 Vessel: 5, (radial multiples of 2-4), 6, 13, 22, 25, 30, 31, 40. Axial parenchyma: 78, 79, 83, 92. Rays parenchyma: 96, 97, 104, 105, 107. Fibres: 61, 62, 63, 66, 69. Mineral inclusion: -. Others: -.
Vessel: vessel in small size (50-100 µm), solitary and in small multiples of 2 or 3 cells, sometimes with tendency to tangential rows. Perforation typically simple, but sometimes with a few horizontal multiperforate plates of the reticulate or foraminates type. Parenchyma: aliform to confluent, crystal observed in very few species. Strand most commonly of 2-4 cells. With a marked tendency to stories.
Species Origin General
Characteristics
Anatomical Characteristics
(IAWA List 1989)
Comparison with Other Observer
Metcalfe and Chalk (1950)
Jacaranda acutifolia H.et B. (Coll. Number: 17857)
Bogor Botanical Garden,
West Java
Color: cream (light yellow). Figure: plain. Texture: very fine. Grain: in tangential direction to moderately interlock. Wood is light and moderately hard. Its surface is rather lustrous and smooth. No special odor.
Growth ring: 2 Vessel: 5, 6, 10,13, 22, 25, 30, 31. Axial parenchyma: 78, 83, 86, 92. Rays parenchyma: 96, (97), 107. Fibres: 61, 66, 69. Mineral inclusion: -. Others: -.
Rays: 2-4 cell wide; uniseriate very few in genera with multiseriate rays and composed entirely or mainly of procumbent cells. Frequency 4-11/mm. typically homogenous (Kribs type II and III), but slightly heterogenous, often with a single marginal rows of square cells. Crystal in rays is uncommon. Fibres: pits typically numerous on the radial and very few on the tangential walls. Simple or with very small borders wall varying from thin to thick. The thick one is mucilaginous. Length mean 0.7-1.15 mm.
Figure 1: Longitudinal surface of Jacaranda acutifolia H. et B. (a) collection number 16339; (b) collection number 17857, x 1
a b
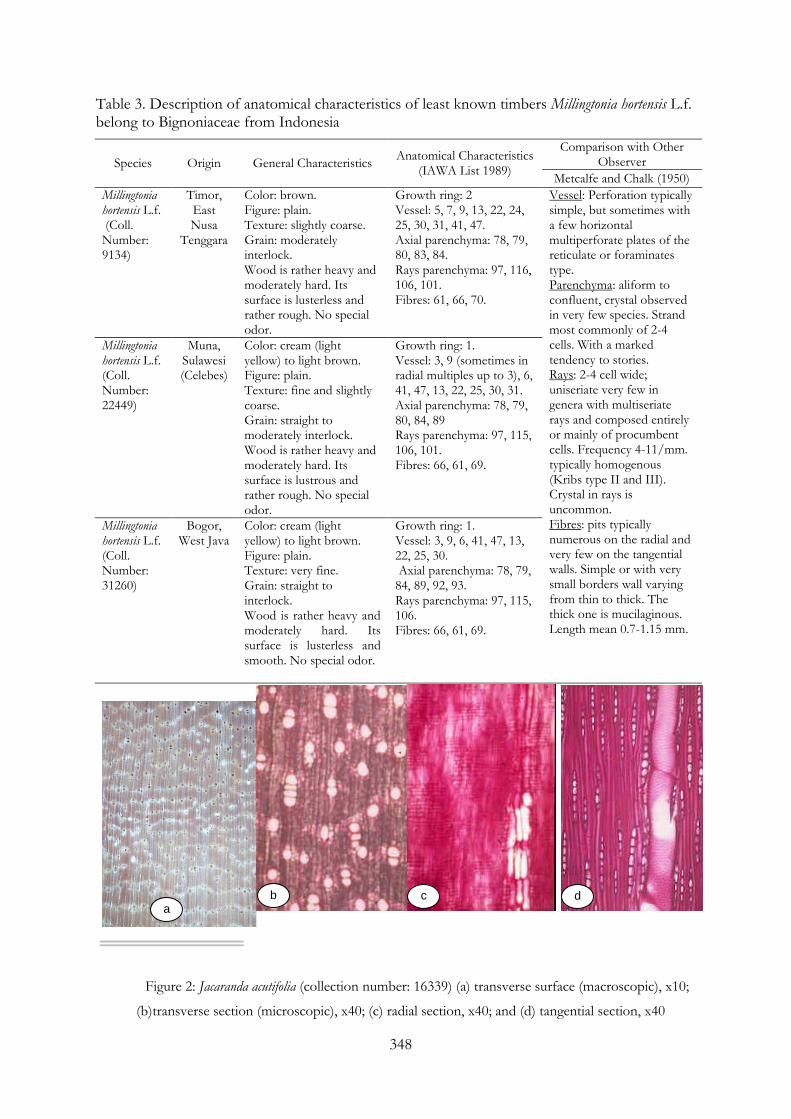
348
Table 3. Description of anatomical characteristics of least known timbers Millingtonia hortensis L.f. belong to Bignoniaceae from Indonesia
Species Origin General Characteristics Anatomical Characteristics
(IAWA List 1989)
Comparison with Other Observer
Metcalfe and Chalk (1950)
Millingtonia hortensis L.f. (Coll. Number: 9134)
Timor, East Nusa
Tenggara
Color: brown. Figure: plain. Texture: slightly coarse. Grain: moderately interlock. Wood is rather heavy and moderately hard. Its surface is lusterless and rather rough. No special odor.
Growth ring: 2 Vessel: 5, 7, 9, 13, 22, 24, 25, 30, 31, 41, 47. Axial parenchyma: 78, 79, 80, 83, 84. Rays parenchyma: 97, 116, 106, 101. Fibres: 61, 66, 70.
Vessel: Perforation typically simple, but sometimes with a few horizontal multiperforate plates of the reticulate or foraminates type. Parenchyma: aliform to confluent, crystal observed in very few species. Strand most commonly of 2-4 cells. With a marked tendency to stories. Rays: 2-4 cell wide; uniseriate very few in genera with multiseriate rays and composed entirely or mainly of procumbent cells. Frequency 4-11/mm. typically homogenous (Kribs type II and III). Crystal in rays is uncommon. Fibres: pits typically numerous on the radial and very few on the tangential walls. Simple or with very small borders wall varying from thin to thick. The thick one is mucilaginous. Length mean 0.7-1.15 mm.
Millingtonia hortensis L.f. (Coll. Number: 22449)
Muna, Sulawesi (Celebes)
Color: cream (light yellow) to light brown. Figure: plain. Texture: fine and slightly coarse. Grain: straight to moderately interlock. Wood is rather heavy and moderately hard. Its surface is lustrous and rather rough. No special odor.
Growth ring: 1. Vessel: 3, 9 (sometimes in radial multiples up to 3), 6, 41, 47, 13, 22, 25, 30, 31. Axial parenchyma: 78, 79, 80, 84, 89 Rays parenchyma: 97, 115, 106, 101. Fibres: 66, 61, 69.
Millingtonia hortensis L.f. (Coll. Number: 31260)
Bogor, West Java
Color: cream (light yellow) to light brown. Figure: plain. Texture: very fine. Grain: straight to interlock. Wood is rather heavy and moderately hard. Its surface is lusterless and smooth. No special odor.
Growth ring: 1. Vessel: 3, 9, 6, 41, 47, 13, 22, 25, 30. Axial parenchyma: 78, 79, 84, 89, 92, 93. Rays parenchyma: 97, 115, 106. Fibres: 66, 61, 69.
Figure 2: Jacaranda acutifolia (collection number: 16339) (a) transverse surface (macroscopic), x10;
(b)transverse section (microscopic), x40; (c) radial section, x40; and (d) tangential section, x40
a b c d
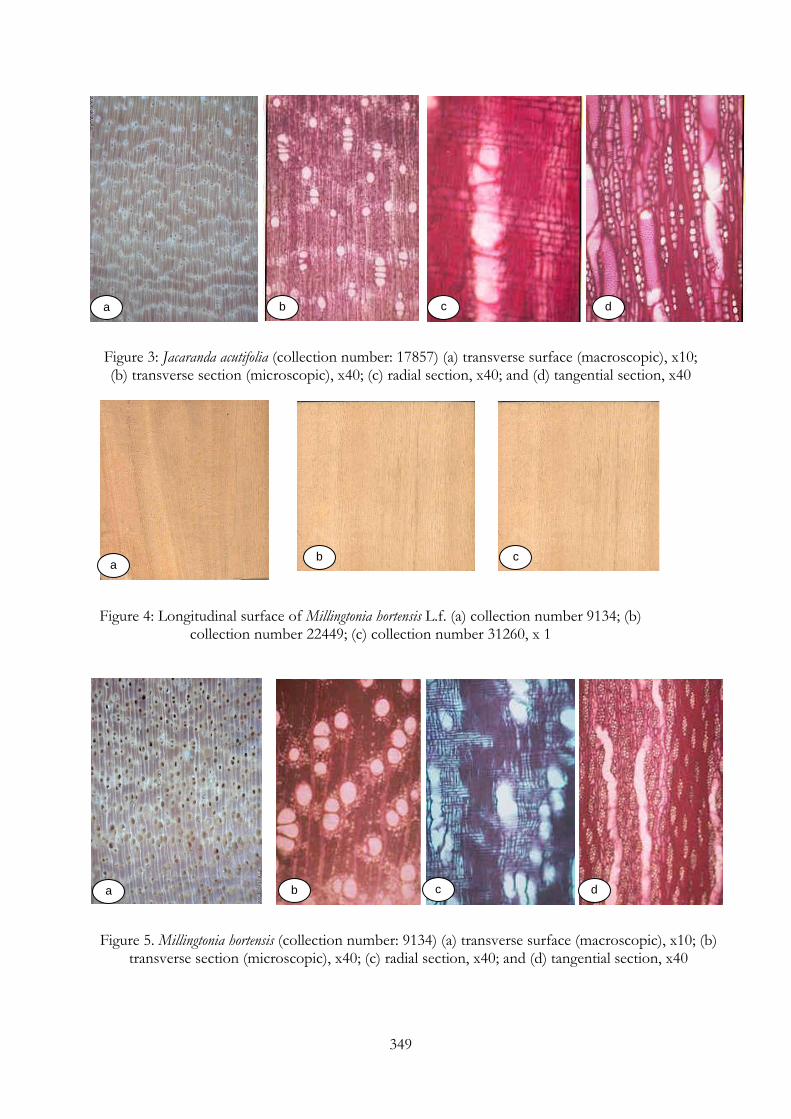
349
Figure 3: Jacaranda acutifolia (collection number: 17857) (a) transverse surface (macroscopic), x10; (b) transverse section (microscopic), x40; (c) radial section, x40; and (d) tangential section, x40
Figure 4: Longitudinal surface of Millingtonia hortensis L.f. (a) collection number 9134; (b) collection number 22449; (c) collection number 31260, x 1
Figure 5. Millingtonia hortensis (collection number: 9134) (a) transverse surface (macroscopic), x10; (b) transverse section (microscopic), x40; (c) radial section, x40; and (d) tangential section, x40
a b c d
a b c
a b c d
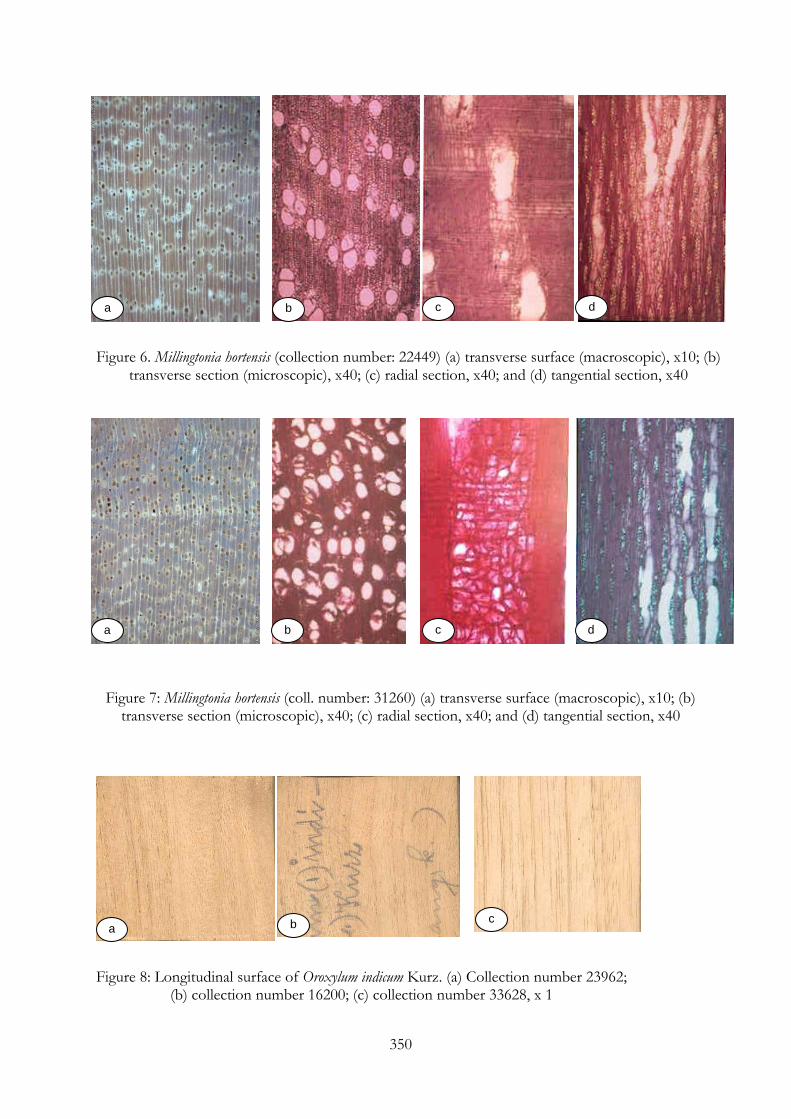
350
Figure 6. Millingtonia hortensis (collection number: 22449) (a) transverse surface (macroscopic), x10; (b) transverse section (microscopic), x40; (c) radial section, x40; and (d) tangential section, x40
Figure 7: Millingtonia hortensis (coll. number: 31260) (a) transverse surface (macroscopic), x10; (b) transverse section (microscopic), x40; (c) radial section, x40; and (d) tangential section, x40
Figure 8: Longitudinal surface of Oroxylum indicum Kurz. (a) Collection number 23962; (b) collection number 16200; (c) collection number 33628, x 1
a b c d
a b c
c a b d
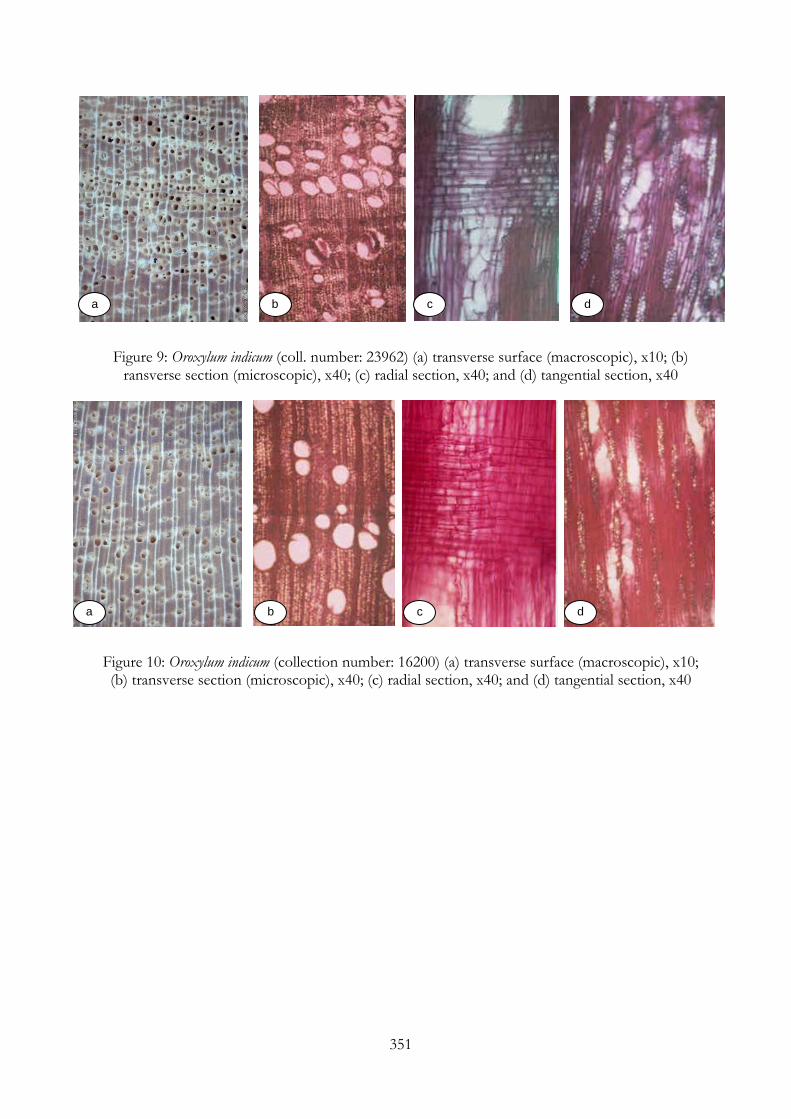
351
Figure 9: Oroxylum indicum (coll. number: 23962) (a) transverse surface (macroscopic), x10; (b) ransverse section (microscopic), x40; (c) radial section, x40; and (d) tangential section, x40
Figure 10: Oroxylum indicum (collection number: 16200) (a) transverse surface (macroscopic), x10; (b) transverse section (microscopic), x40; (c) radial section, x40; and (d) tangential section, x40
a b c d
a b c d
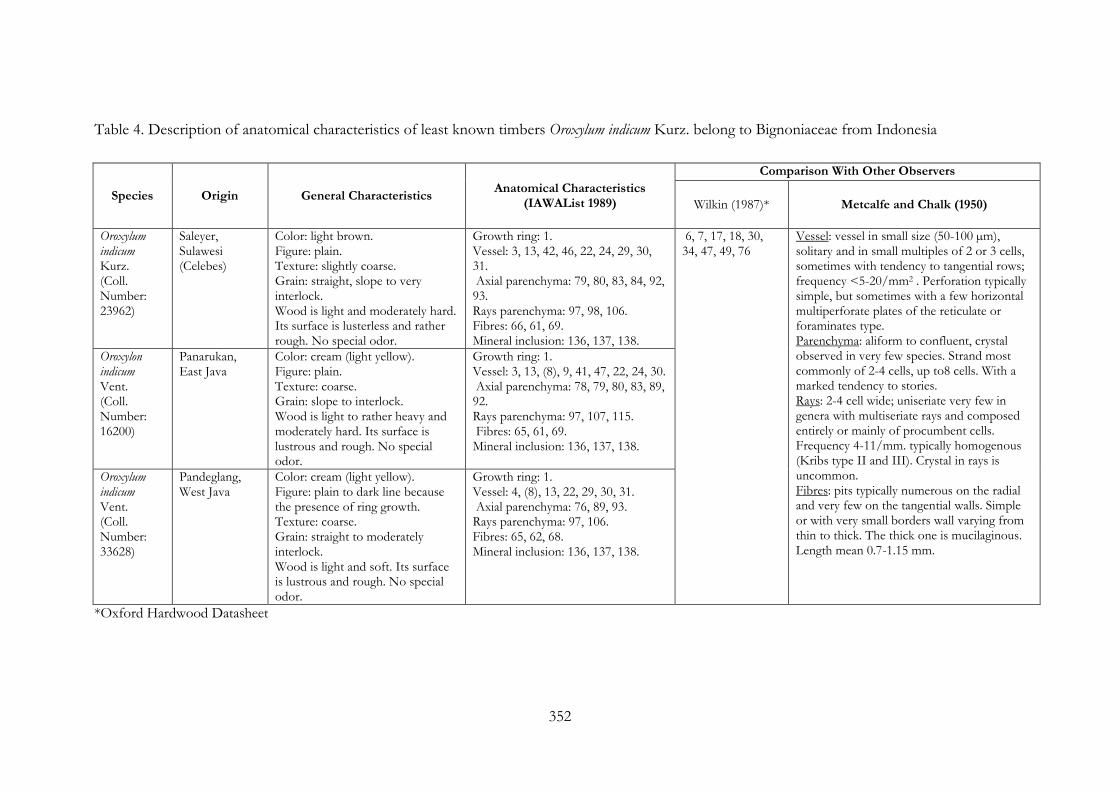
352
Table 4. Description of anatomical characteristics of least known timbers Oroxylum indicum Kurz. belong to Bignoniaceae from Indonesia
Species Origin General Characteristics Anatomical Characteristics
(IAWAList 1989)
Comparison With Other Observers
Wilkin (1987)* Metcalfe and Chalk (1950)
Oroxylum indicum Kurz. (Coll. Number: 23962)
Saleyer, Sulawesi (Celebes)
Color: light brown. Figure: plain. Texture: slightly coarse. Grain: straight, slope to very interlock. Wood is light and moderately hard. Its surface is lusterless and rather rough. No special odor.
Growth ring: 1. Vessel: 3, 13, 42, 46, 22, 24, 29, 30, 31. Axial parenchyma: 79, 80, 83, 84, 92, 93. Rays parenchyma: 97, 98, 106. Fibres: 66, 61, 69. Mineral inclusion: 136, 137, 138.
6, 7, 17, 18, 30, 34, 47, 49, 76
Vessel: vessel in small size (50-100 µm), solitary and in small multiples of 2 or 3 cells, sometimes with tendency to tangential rows; frequency <5-20/mm2 . Perforation typically simple, but sometimes with a few horizontal multiperforate plates of the reticulate or foraminates type. Parenchyma: aliform to confluent, crystal observed in very few species. Strand most commonly of 2-4 cells, up to8 cells. With a marked tendency to stories. Rays: 2-4 cell wide; uniseriate very few in genera with multiseriate rays and composed entirely or mainly of procumbent cells. Frequency 4-11/mm. typically homogenous (Kribs type II and III). Crystal in rays is uncommon. Fibres: pits typically numerous on the radial and very few on the tangential walls. Simple or with very small borders wall varying from thin to thick. The thick one is mucilaginous. Length mean 0.7-1.15 mm.
Oroxylon indicum Vent. (Coll. Number: 16200)
Panarukan, East Java
Color: cream (light yellow). Figure: plain. Texture: coarse. Grain: slope to interlock. Wood is light to rather heavy and moderately hard. Its surface is lustrous and rough. No special odor.
Growth ring: 1. Vessel: 3, 13, (8), 9, 41, 47, 22, 24, 30. Axial parenchyma: 78, 79, 80, 83, 89, 92. Rays parenchyma: 97, 107, 115. Fibres: 65, 61, 69. Mineral inclusion: 136, 137, 138.
Oroxylum indicum Vent. (Coll. Number: 33628)
Pandeglang, West Java
Color: cream (light yellow). Figure: plain to dark line because the presence of ring growth. Texture: coarse. Grain: straight to moderately interlock. Wood is light and soft. Its surface is lustrous and rough. No special odor.
Growth ring: 1. Vessel: 4, (8), 13, 22, 29, 30, 31. Axial parenchyma: 76, 89, 93. Rays parenchyma: 97, 106. Fibres: 65, 62, 68. Mineral inclusion: 136, 137, 138.
*Oxford Hardwood Datasheet
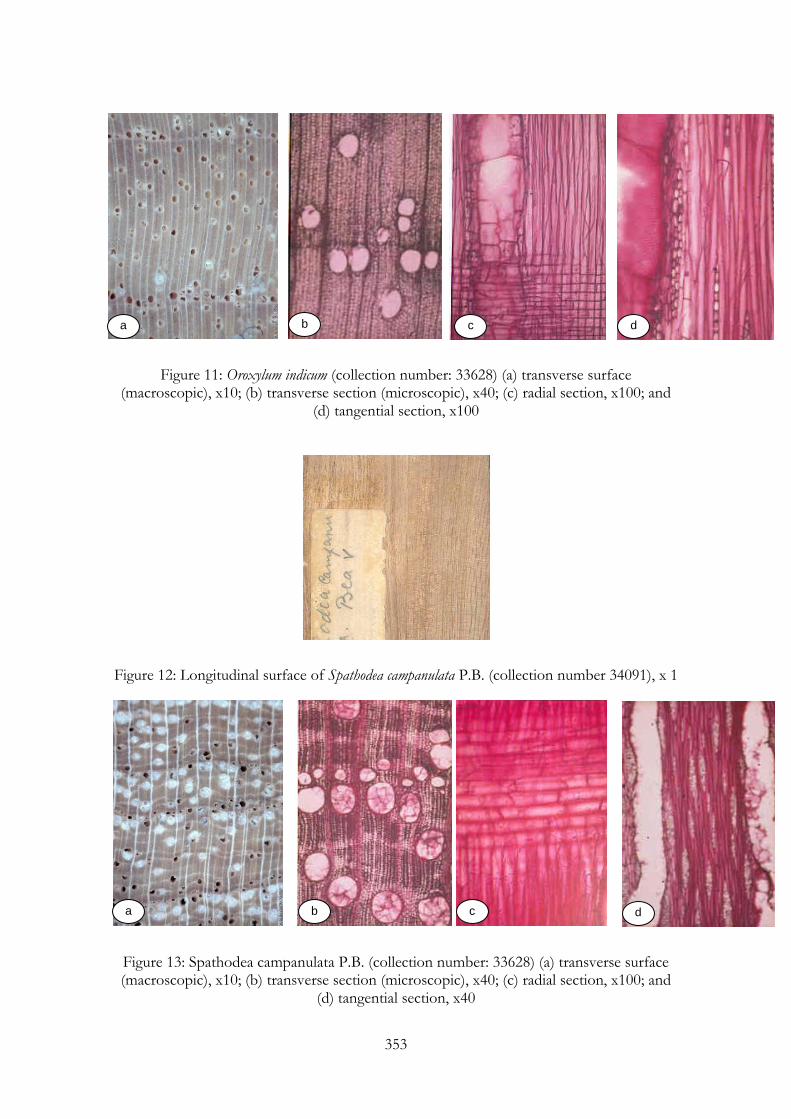
353
Figure 11: Oroxylum indicum (collection number: 33628) (a) transverse surface (macroscopic), x10; (b) transverse section (microscopic), x40; (c) radial section, x100; and
(d) tangential section, x100
Figure 12: Longitudinal surface of Spathodea campanulata P.B. (collection number 34091), x 1
Figure 13: Spathodea campanulata P.B. (collection number: 33628) (a) transverse surface (macroscopic), x10; (b) transverse section (microscopic), x40; (c) radial section, x100; and
(d) tangential section, x40
a b c d
a b c d

354
Table 5. Description of anatomical characteristics of least known timbers Spathodea campanulata P.B. belong to Bignoniaceae from Indonesia
Species Origin General Characteristicss Anatomical
Characteristics (IAWA List 1989)
Comparison With Other Observers
Wilkin (1987)* Metcalfe and Chalk (1950)
Spathodea campanulata P.B. (Coll. Number: 34091)
Cikampek, West Java
Color: light brown. Figure: plain. Texture: coarse. Grain: slope to interlock. Wood is light and moderately hard. Its surface is lusterless and smooth. No special odor.
Growth ring: 1. Vessel: 4, 9, 56, 13, 22, 23, 25, 30. Axial parenchyma: 83, 85, 89, 92. Rays parenchyma: 97, 98, 106, 107. Fibres: 61, 66. Mineral inclusion: 136, 137, 138. Others: -.
6, 18, 22, 34, 47, 48, 49, 63 64, 65, 81.
Parenchyma: aliform to confluent, crystal observed in very few species. Strand most commonly of 2-4 cells. With a marked tendency to stories. Rays: 2-4 cell wide; uniseriate very few in genera with multiseriate rays and composed entirely or mainly of procumbent cells. Frequency 4-11/mm. typically homogenous (Kribs type II and III). Crystal in rays is uncommon. Fibres: pits typically numerous on the radial and very few on the tangential walls. Simple or with very small borders wall varying from thin to thick. The thick one is mucilaginous. Length mean 0.7-1.15 mm.
*Oxford Hardwood Datasheet
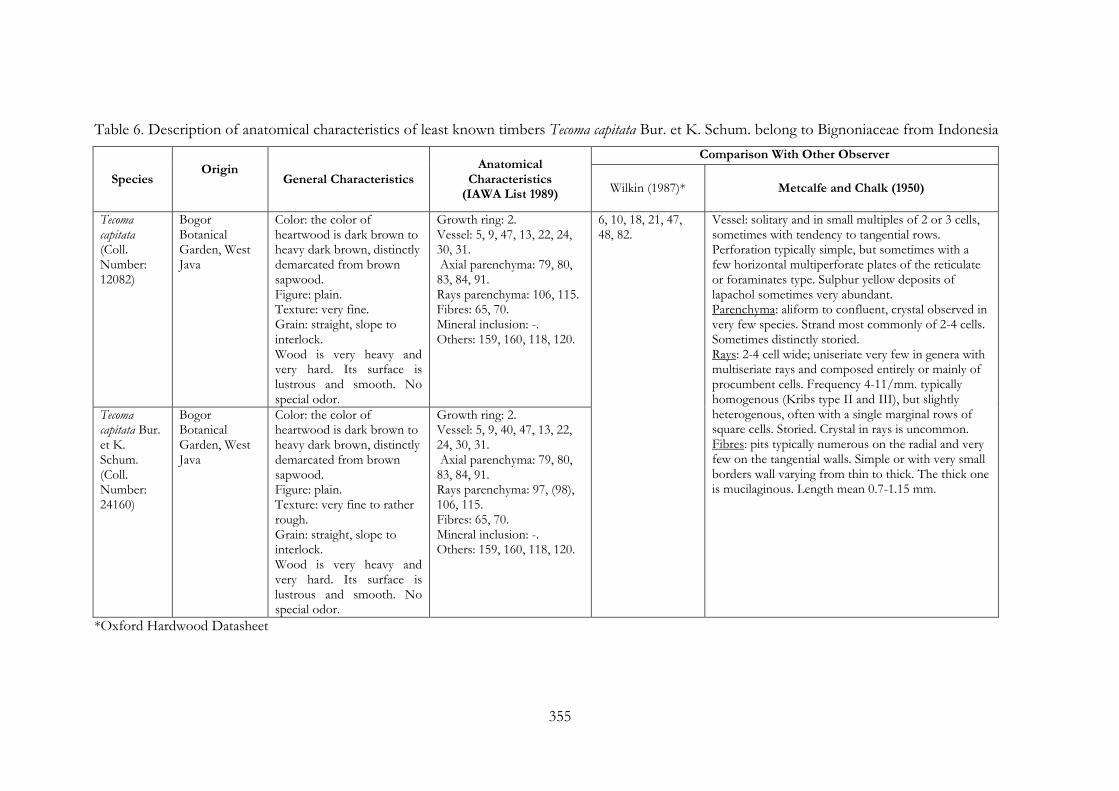
355
Table 6. Description of anatomical characteristics of least known timbers Tecoma capitata Bur. et K. Schum. belong to Bignoniaceae from Indonesia
Species
Origin
General Characteristics Anatomical
Characteristics (IAWA List 1989)
Comparison With Other Observer
Wilkin (1987)* Metcalfe and Chalk (1950)
Tecoma capitata (Coll. Number: 12082)
Bogor Botanical Garden, West Java
Color: the color of heartwood is dark brown to heavy dark brown, distinctly demarcated from brown sapwood. Figure: plain. Texture: very fine. Grain: straight, slope to interlock. Wood is very heavy and very hard. Its surface is lustrous and smooth. No special odor.
Growth ring: 2. Vessel: 5, 9, 47, 13, 22, 24, 30, 31. Axial parenchyma: 79, 80, 83, 84, 91. Rays parenchyma: 106, 115. Fibres: 65, 70. Mineral inclusion: -. Others: 159, 160, 118, 120.
6, 10, 18, 21, 47, 48, 82.
Vessel: solitary and in small multiples of 2 or 3 cells, sometimes with tendency to tangential rows. Perforation typically simple, but sometimes with a few horizontal multiperforate plates of the reticulate or foraminates type. Sulphur yellow deposits of lapachol sometimes very abundant. Parenchyma: aliform to confluent, crystal observed in very few species. Strand most commonly of 2-4 cells. Sometimes distinctly storied. Rays: 2-4 cell wide; uniseriate very few in genera with multiseriate rays and composed entirely or mainly of procumbent cells. Frequency 4-11/mm. typically homogenous (Kribs type II and III), but slightly heterogenous, often with a single marginal rows of square cells. Storied. Crystal in rays is uncommon. Fibres: pits typically numerous on the radial and very few on the tangential walls. Simple or with very small borders wall varying from thin to thick. The thick one is mucilaginous. Length mean 0.7-1.15 mm.
Tecoma capitata Bur. et K. Schum. (Coll. Number: 24160)
Bogor Botanical Garden, West Java
Color: the color of heartwood is dark brown to heavy dark brown, distinctly demarcated from brown sapwood. Figure: plain. Texture: very fine to rather rough. Grain: straight, slope to interlock. Wood is very heavy and very hard. Its surface is lustrous and smooth. No special odor.
Growth ring: 2. Vessel: 5, 9, 40, 47, 13, 22, 24, 30, 31. Axial parenchyma: 79, 80, 83, 84, 91. Rays parenchyma: 97, (98), 106, 115. Fibres: 65, 70. Mineral inclusion: -. Others: 159, 160, 118, 120.
*Oxford Hardwood Datasheet
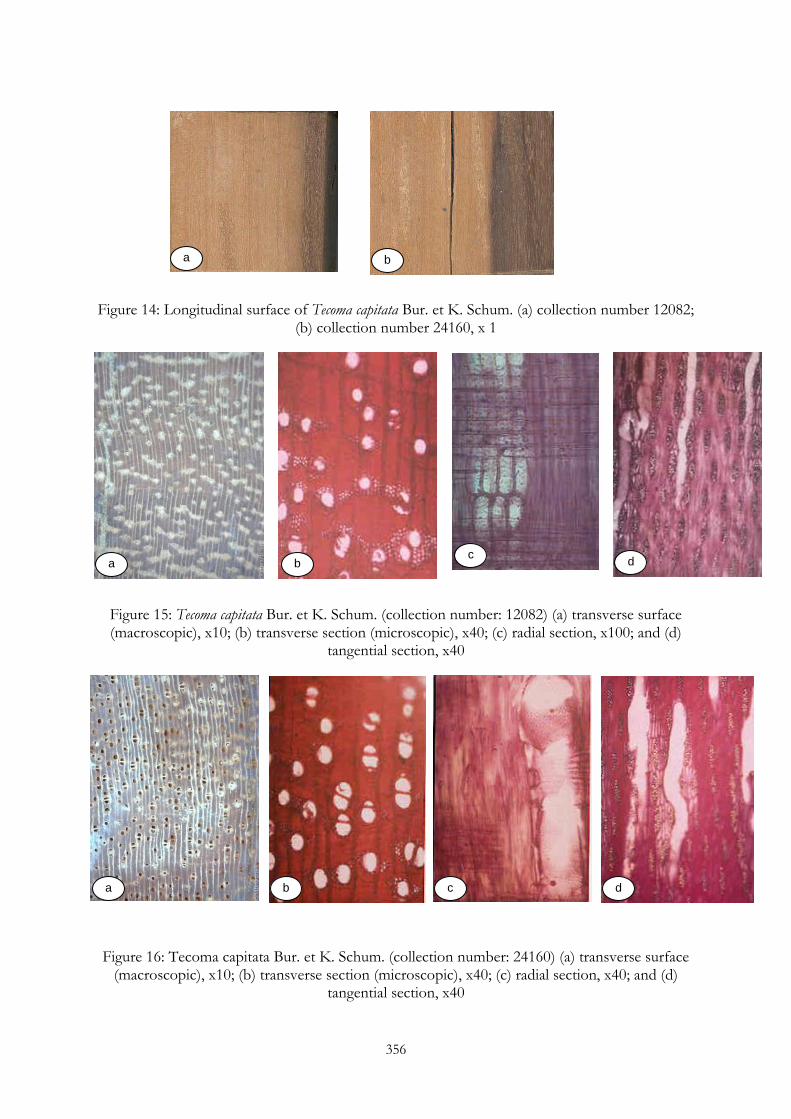
356
Figure 14: Longitudinal surface of Tecoma capitata Bur. et K. Schum. (a) collection number 12082; (b) collection number 24160, x 1
Figure 15: Tecoma capitata Bur. et K. Schum. (collection number: 12082) (a) transverse surface (macroscopic), x10; (b) transverse section (microscopic), x40; (c) radial section, x100; and (d)
tangential section, x40
Figure 16: Tecoma capitata Bur. et K. Schum. (collection number: 24160) (a) transverse surface (macroscopic), x10; (b) transverse section (microscopic), x40; (c) radial section, x40; and (d)
tangential section, x40
a b c
d
a b c d
a b
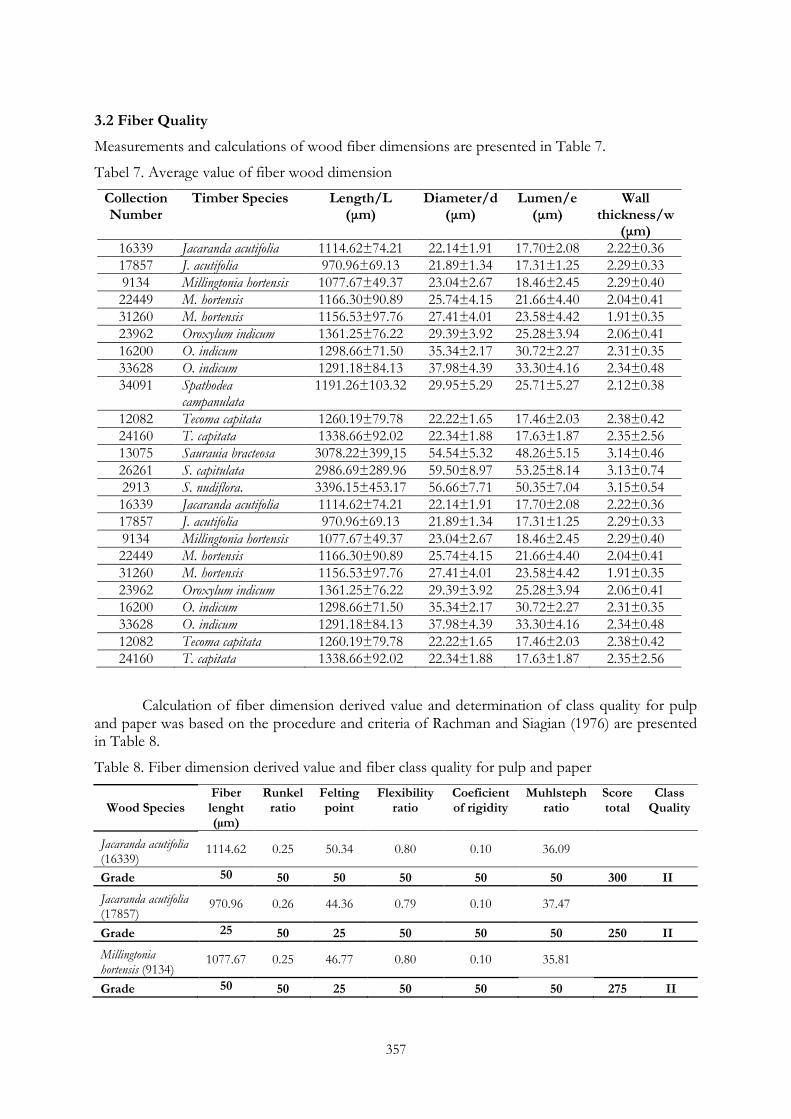
357
3.2 Fiber Quality
Measurements and calculations of wood fiber dimensions are presented in Table 7.
Tabel 7. Average value of fiber wood dimension
Collection Number
Timber Species
Length/L (μm)
Diameter/d (μm)
Lumen/e (μm)
Wall thickness/w
(μm)
16339 Jacaranda acutifolia 1114.62±74.21 22.14±1.91 17.70±2.08 2.22±0.36
17857 J. acutifolia 970.96±69.13 21.89±1.34 17.31±1.25 2.29±0.33
9134 Millingtonia hortensis 1077.67±49.37 23.04±2.67 18.46±2.45 2.29±0.40
22449 M. hortensis 1166.30±90.89 25.74±4.15 21.66±4.40 2.04±0.41
31260 M. hortensis 1156.53±97.76 27.41±4.01 23.58±4.42 1.91±0.35
23962 Oroxylum indicum 1361.25±76.22 29.39±3.92 25.28±3.94 2.06±0.41
16200 O. indicum 1298.66±71.50 35.34±2.17 30.72±2.27 2.31±0.35
33628 O. indicum 1291.18±84.13 37.98±4.39 33.30±4.16 2.34±0.48
34091 Spathodea campanulata
1191.26±103.32 29.95±5.29 25.71±5.27 2.12±0.38
12082 Tecoma capitata 1260.19±79.78 22.22±1.65 17.46±2.03 2.38±0.42
24160 T. capitata 1338.66±92.02 22.34±1.88 17.63±1.87 2.35±2.56
13075 Saurauia bracteosa 3078.22±399,15 54.54±5.32 48.26±5.15 3.14±0.46
26261 S. capitulata 2986.69±289.96 59.50±8.97 53.25±8.14 3.13±0.74
2913 S. nudiflora. 3396.15±453.17 56.66±7.71 50.35±7.04 3.15±0.54
16339 Jacaranda acutifolia 1114.62±74.21 22.14±1.91 17.70±2.08 2.22±0.36
17857 J. acutifolia 970.96±69.13 21.89±1.34 17.31±1.25 2.29±0.33
9134 Millingtonia hortensis 1077.67±49.37 23.04±2.67 18.46±2.45 2.29±0.40
22449 M. hortensis 1166.30±90.89 25.74±4.15 21.66±4.40 2.04±0.41
31260 M. hortensis 1156.53±97.76 27.41±4.01 23.58±4.42 1.91±0.35
23962 Oroxylum indicum 1361.25±76.22 29.39±3.92 25.28±3.94 2.06±0.41
16200 O. indicum 1298.66±71.50 35.34±2.17 30.72±2.27 2.31±0.35
33628 O. indicum 1291.18±84.13 37.98±4.39 33.30±4.16 2.34±0.48
12082 Tecoma capitata 1260.19±79.78 22.22±1.65 17.46±2.03 2.38±0.42
24160 T. capitata 1338.66±92.02 22.34±1.88 17.63±1.87 2.35±2.56
Calculation of fiber dimension derived value and determination of class quality for pulp and paper was based on the procedure and criteria of Rachman and Siagian (1976) are presented in Table 8.
Table 8. Fiber dimension derived value and fiber class quality for pulp and paper
Wood Species Fiber lenght (µm)
Runkel ratio
Felting point
Flexibility ratio
Coeficient of rigidity
Muhlsteph ratio
Score total
Class Quality
Jacaranda acutifolia (16339)
1114.62 0.25 50.34 0.80 0.10 36.09
Grade 50 50 50 50 50 50 300 II
Jacaranda acutifolia (17857)
970.96 0.26 44.36 0.79 0.10 37.47
Grade 25 50 25 50 50 50 250 II
Millingtonia hortensis (9134)
1077.67 0.25 46.77 0.80 0.10 35.81
Grade 50 50 25 50 50 50 275 II
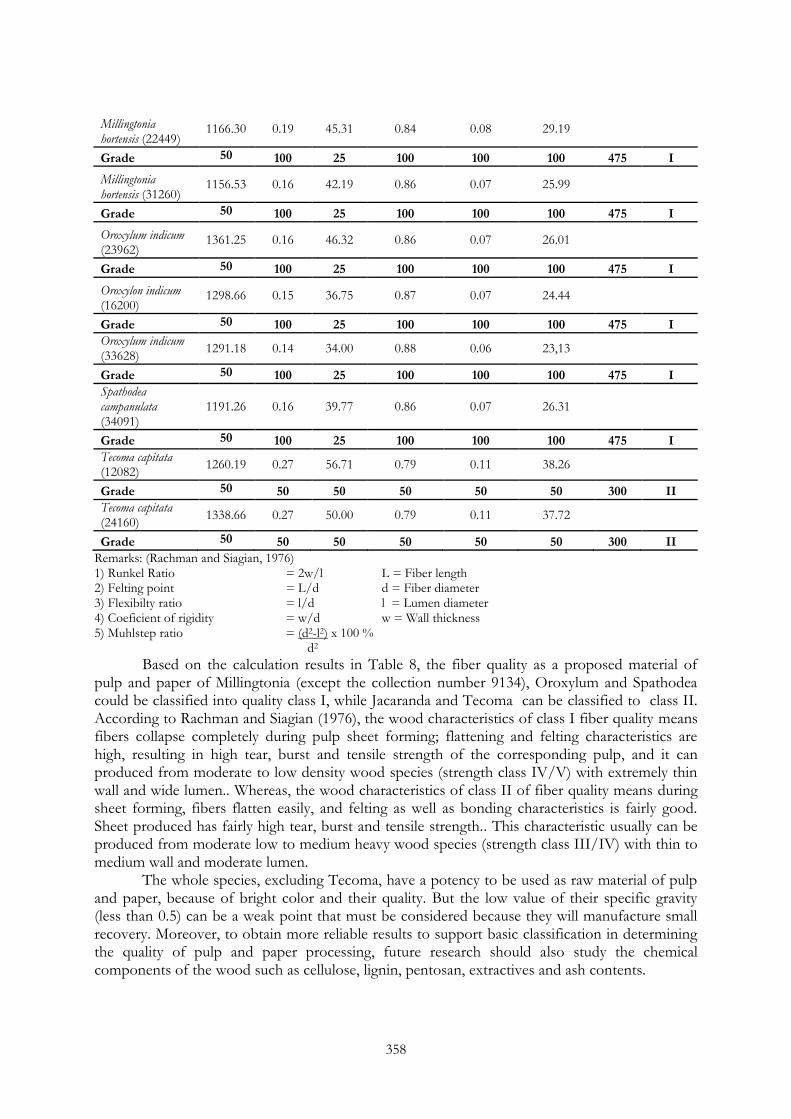
358
Millingtonia hortensis (22449)
1166.30 0.19 45.31 0.84 0.08 29.19
Grade 50 100 25 100 100 100 475 I
Millingtonia hortensis (31260)
1156.53 0.16 42.19 0.86 0.07 25.99
Grade 50 100 25 100 100 100 475 I
Oroxylum indicum (23962)
1361.25 0.16 46.32 0.86 0.07 26.01
Grade 50 100 25 100 100 100 475 I
Oroxylon indicum (16200)
1298.66 0.15 36.75 0.87 0.07 24.44
Grade 50 100 25 100 100 100 475 I
Oroxylum indicum (33628)
1291.18 0.14 34.00 0.88 0.06 23,13
Grade 50 100 25 100 100 100 475 I
Spathodea campanulata (34091)
1191.26 0.16 39.77 0.86 0.07 26.31
Grade 50 100 25 100 100 100 475 I
Tecoma capitata (12082)
1260.19 0.27 56.71 0.79 0.11 38.26
Grade 50 50 50 50 50 50 300 II
Tecoma capitata (24160)
1338.66 0.27 50.00 0.79 0.11 37.72
Grade 50 50 50 50 50 50 300 II
Remarks: (Rachman and Siagian, 1976) 1) Runkel Ratio = 2w/l L = Fiber length 2) Felting point = L/d d = Fiber diameter 3) Flexibilty ratio = l/d l = Lumen diameter 4) Coeficient of rigidity = w/d w = Wall thickness 5) Muhlstep ratio = (d2-l2) x 100 % d2
Based on the calculation results in Table 8, the fiber quality as a proposed material of pulp and paper of Millingtonia (except the collection number 9134), Oroxylum and Spathodea could be classified into quality class I, while Jacaranda and Tecoma can be classified to class II. According to Rachman and Siagian (1976), the wood characteristics of class I fiber quality means fibers collapse completely during pulp sheet forming; flattening and felting characteristics are high, resulting in high tear, burst and tensile strength of the corresponding pulp, and it can produced from moderate to low density wood species (strength class IV/V) with extremely thin wall and wide lumen.. Whereas, the wood characteristics of class II of fiber quality means during sheet forming, fibers flatten easily, and felting as well as bonding characteristics is fairly good. Sheet produced has fairly high tear, burst and tensile strength.. This characteristic usually can be produced from moderate low to medium heavy wood species (strength class III/IV) with thin to medium wall and moderate lumen.
The whole species, excluding Tecoma, have a potency to be used as raw material of pulp and paper, because of bright color and their quality. But the low value of their specific gravity (less than 0.5) can be a weak point that must be considered because they will manufacture small recovery. Moreover, to obtain more reliable results to support basic classification in determining the quality of pulp and paper processing, future research should also study the chemical components of the wood such as cellulose, lignin, pentosan, extractives and ash contents.
359
3.3 Evaluation of Possible Uses
For construction, strength and durability class of a timber hold a significant role (Oey 1964). Strength class of all specimens are medium (range from II to IV, majoring in III), while durability class are very low (exclude Millingtonia), and the consequences, all wood species are solely suitable for temporary and light construction, except if the timber are preserved. More attention is needed in utilizing Oroxylum and Spathodea campanulata because of their very low strength.
With regard to note recorded by Heyne (1950), Oroxylum indicum can be utilized as medicine for virilis impotensia. The timber was used for train, while the bark was exploited for stomach drug. Moreover, it was reported that the Oroxylum has small diameter stem that make it is less in utilization. While, the timber from genus Spathodea, especially Spathodea gigantea (Syn. Radermachera gigante), has enough strength and durability against beetle and termite for housing and brigde. The timber is not easy to crack. S. gigantea in strength class IV was widely used as rafter and window or door frame, however, is Spathodea campanulata has the same properties as Spathodea gigantean, it needs further research.
Reference on utilization of the least known timbers is very limited. Exclude Oroxylum and Spathodea above, other genera have never been mentioned. Especially for Tecoma, the data and information with regard to its specific gravity, strength and durability class are not available. Through observation on its general characteristics, the hard and strong properties of this timber make it suitable for construction, and append with anatomical characteristics, the dark brown color and good appearance of Tecoma make it is suitable for fancy wood substituted such as Ebony and Ulin wood. It needs more observation and research. While, Jacaranda, Oroxylum, especially Millingtonia, all of these timbers have bright color-light yellow to light brown, fine texture, light, smooth to rather rough surface appearance that make it is suitable for substitute ramin wood.
Exploration on the properties of the least known timber in Indonesia needs to be continued intensively because it is possible that these timbers have good characteristics to substitute commercial wood species. Comprehensive and reliable information of the least known species was required to increase the value of the forest and thereby assist in its survival.
4. CONCLUSION
This study has examined deeply the anatomical properties of the least known timber species from Family Bignoniaceae: Jacaranda acutifolia, Millingtonia hortensis, Oroxylum indicum, Spathodea campanulata, and Tecoma capitata. Fibres of Milingtonia hortensis, Oroxylum indicum and Spathodea campanulata could be classified into quality class I, which means good for pulp and paper, while fibres of Jacaranda acutifolia and Tecoma capitata was classified into quality class II, which indicates moderately good for pulp and paper.
ACKNOWLEDGEMENT
The authors would like deeply appreciate thank Mr. Usep Sudardji and Ms. Tutiana for their meticulous help in preparing the sectional and macerated slides, and in measuring the dimensions of wood fibers.
REFERENCES
Heyne, K (1950): Tumbuhan Berguna Indonesia. Vol. I-IV. Terjemahan. Badan Penelitian dan Pengembangan Kehutanan, Jakarta.

360
Krisdianto and Damayanti, R (2007): Anatomical properties and fiber dimension of prickly acacia (Acacia nilotica L.) from Baluran National Park. Journal of Forestry Research 4 (2): 93-103.
Lemmens, R H M J, Soerianegara, I, Wong, W C (Eds.) (1995): Plant Resources of South East Asia No. 5(2). Minor Commercial Timbers. Backhuys Publisher, Leiden. 610 pp.
Mandang, Y I (2008): Personal communication. Senior Researcher of Wood Anatomy. Forest Product Research and Development Center. Bogor, Indonesia.
Mandang, Y I and Pandit, I K N (2002): Seri Manual Pedoman Identifikasi Jenis Kayu di Lapangan. Yayasan PROSEA, Bogor dan Pusat Diklat Pegawai dan SDM Kehutanan. Bogor.
Metcalfe, C R and Chalk (1950): Anatomy of the Dicotyledons. Leaves, stem, and wood relation to taxonomy with notes on economic uses. Vol. II. Oxford at the Clerendon Press.
Rachman, A N and Siagian, R M (1976): Dimensi serat jenis kayu Indonesia. Laporan No. 25. Lembaga Penelitian Hasil Hutan, Bogor.
Oey, D S (1964): Berat jenis kayu Indonesia dan pengertian berat jenisnya untuk keperluan praktek. Pengumuman No. 13, Lembaga Penelitian Hasil Hutan, Bogor.
Sass, J E (1961): Botanical Microtehnique. The IOWA State University Press. New York.
Sosef, M S M., Hong, L T and Prawirohatmodjo, S (1998): Plant Resources of South-East Asia 5 (3). Timber trees: Lesser-known timbers. Backhuys Publisher, Leiden. 859 pp.
Soerianegara, I and Lemmens R H M J (1994): Plant Resources of South-East Asia 5(1). Timber trees: Major commercial species. Backhuys Publisher, Leiden. 610 pp.
Wilkins, A P (1987): Computer key for the identification of the word commercial timbers.
Wheeler, E A, Baas, P and Gasson, P, E (1989): IAWA List of Microscopic Features for Hardwood Identification. IAWA Bulletin n.s. 10 (3):219-332. Leiden, Netherland.
Wheeler, E A and Baas, P (1998): Wood Identification - A Review. IAWA Journal, Vol. 19 (3): 241-264. Leiden Netherland.
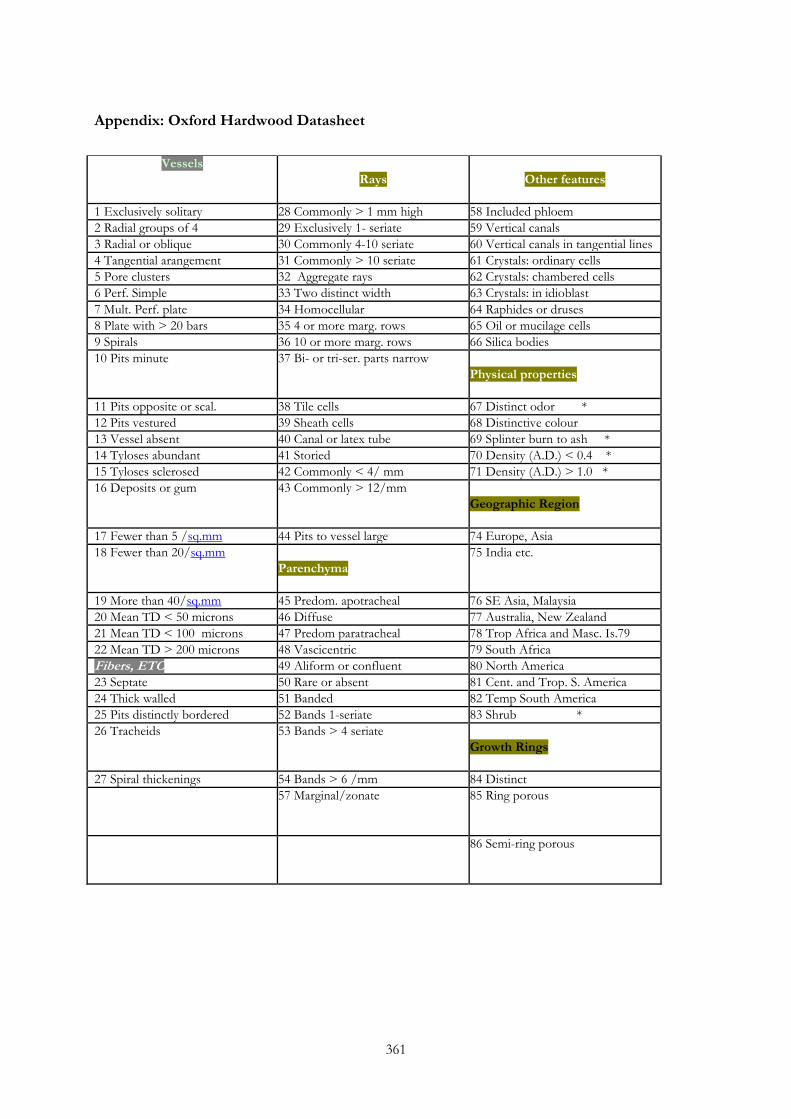
361
Appendix: Oxford Hardwood Datasheet
Vessels
Rays Other features
1 Exclusively solitary 28 Commonly > 1 mm high 58 Included phloem
2 Radial groups of 4 29 Exclusively 1- seriate 59 Vertical canals
3 Radial or oblique 30 Commonly 4-10 seriate 60 Vertical canals in tangential lines
4 Tangential arangement 31 Commonly > 10 seriate 61 Crystals: ordinary cells
5 Pore clusters 32 Aggregate rays 62 Crystals: chambered cells
6 Perf. Simple 33 Two distinct width 63 Crystals: in idioblast
7 Mult. Perf. plate 34 Homocellular 64 Raphides or druses
8 Plate with > 20 bars 35 4 or more marg. rows 65 Oil or mucilage cells
9 Spirals 36 10 or more marg. rows 66 Silica bodies
10 Pits minute 37 Bi- or tri-ser. parts narrow
Physical properties
11 Pits opposite or scal. 38 Tile cells 67 Distinct odor *
12 Pits vestured 39 Sheath cells 68 Distinctive colour
13 Vessel absent 40 Canal or latex tube 69 Splinter burn to ash *
14 Tyloses abundant 41 Storied 70 Density (A.D.) < 0.4 *
15 Tyloses sclerosed 42 Commonly < 4/ mm 71 Density (A.D.) > 1.0 *
16 Deposits or gum 43 Commonly > 12/mm
Geographic Region
17 Fewer than 5 /sq.mm 44 Pits to vessel large 74 Europe, Asia
18 Fewer than 20/sq.mm
Parenchyma
75 India etc.
19 More than 40/sq.mm 45 Predom. apotracheal 76 SE Asia, Malaysia
20 Mean TD < 50 microns 46 Diffuse 77 Australia, New Zealand
21 Mean TD < 100 microns 47 Predom paratracheal 78 Trop Africa and Masc. Is.79
22 Mean TD > 200 microns 48 Vascicentric 79 South Africa
Fibers, ETC 49 Aliform or confluent 80 North America
23 Septate 50 Rare or absent 81 Cent. and Trop. S. America
24 Thick walled 51 Banded 82 Temp South America
25 Pits distinctly bordered 52 Bands 1-seriate 83 Shrub *
26 Tracheids 53 Bands > 4 seriate
Growth Rings
27 Spiral thickenings 54 Bands > 6 /mm 84 Distinct
57 Marginal/zonate 85 Ring porous
86 Semi-ring porous
362
INAFOR 11E-042
INTERNATIONAL CONFERENCE OF INDONESIAN FORESTRY RESEARCHERS (INAFOR)
Section E Forest Product and Industry
Performance of Helical Edge Milling Cutters in Planing Wood
Wayan Darmawan1, Christian Gottlöber2 and Michael Oertel2, André Wagenführ3 and Roland
Fischer3
1Department of Forest Products, Faculty of Forestry, Bogor Agricultural University Jl. Raya Darmaga, Kampus IPB Darmaga Bogor 16680, INDONESIA
Corresponding email: [email protected]
2Research Assistant, Institute of Wood and Fibre Material Technology, Technische Universität Dresden (TUD), GERMANY
3Institute of Wood and Fibre Material Technology, Technische Universität Dresden (TUD), GERMANY
Paper prepared for The First International Conference of Indonesian Forestry Researchers (INAFOR)
Bogor, 5 – 7 December 2011
INAFOR SECRETARIAT Sub Division of Dissemination, Publication and Library
FORESTRY RESEARCH AND DEVELOPMENT AGENCY Jl. Gunung Batu 5, Bogor 16610

363
Performance of Helical Edge Milling Cutters in Planing Wood
Wayan Darmawan1, Christian Gottlöber2 and Michael Oertel2, André Wagenführ3 and Roland Fischer3
1Department of Forest Products, Faculty of Forestry, Bogor Agricultural University
Jl. Raya Darmaga, Kampus IPB Darmaga Bogor 16680, INDONESIA Corresponding email: [email protected]
2Research Assistant, Institute of Wood and Fibre Material Technology,
Technische Universität Dresden (TUD), GERMANY
3Institute of Wood and Fibre Material Technology, Technische Universität Dresden (TUD), GERMANY
ABSTRACT
A new design of a milling cutter with solid helical edge has been developed for better performance of wood cutting. Development of the new helical edge milling cutter with its geometries for planing wood has been followed by some research progresses. In this work, a conventional edge milling cutter and helical edge milling cutters were tested in planing spruce wood (Picea abies). The purpose of the research work was to investigate chip flow, power consumption, noise emissions, edge wear, and surface roughness characteristics of the helical edge milling cutters in planing spruce wood. Experimental results showed that the helical edges compared to the conventional edge of milling cutter provide better chip flows with nearly axial in direction and low flight velocity. Though the extreme helical edges (65°, 75° and 85° inclination angles) generate slightly larger cutting power than the conventional edge, however they considerably generate lower noise level up to 10 dB(A). The helical edge milling cutters are better in wear resistance, suffered less edge fractures, and produce better surface quality of planed wood than the conventional edge milling cutter. Keywords: Conventional edge, helical edge, inclination angle, wear, noise emission, power consumption, chip flow, surface quality
1. INTRODUCTION
Optimisation and improvements in wood cutting operations are characterized by various approaches, including design of cutting tool, selection of the cutting tool material, and application of machining conditions. All of the approaches lead to much higher productivity, more economical cutting and reduction of the overall machining cost, in which resulted from better efficiency, stability, accuracy, and tool life during the cutting processes. For economical and high performance cutting, all parts involved in the cutting processes should be selected and optimised. Among the parts, design of cutting tool edge involved in the cutting processes would be very important.
Today conventional designs of peripheral milling cutters with two or more straight cutting-edges are widely used in the wood working industry for planing purposes. The manner of contact between this straight configuration of cutting edge and the work piece is a piecewise continuous curve. The straight cutting edge hits and intermittently engages the surface of the work piece during planing. As the results, the noise generated during the planing process tends to be very loud and the cutting force generated is relatively high (Chen and Lai, 2002). This straight configuration leads to machined surface quality problem due to high splitting, compressing and damaging the wood cell structure near the surfaces. Costly sanding procedures are needed. Peripheral milling principle of the straight configuration leads to produce extreme
364
flight-speeds of the formed chips by tangential acceleration. Suction system is mostly unable to catch the chips completely. Dust emission will occur and high energy is necessary to increase the efficiency of the process. In addition each knife-edge is under sudden hit of possible wood knots and compression of cellular surface layers, which lead to early damage and dull cutting tool edges. Minimizing this edge problem phenomena requires a lot of sharpening processes and tool adjustment to improve the working accuracy.
Consequently a lot of efforts in minimizing the problems of the straight configuration should be needed. One approach dealing with a new design of helical edge has been being developed. Some research works and investigations were done to find out the effect of inclination angles of the helical cutting tool edge for wood cutting applications. Mostly the research works were focused on energy behaviour, surface quality, dust emissions, and noise emissions with respect to the varied inclination angles. The first general overview was investigation of the helical edge design with inclination angle up to 30° for wood chipping application (Pahlitzsch, 1966; Pahlitzsch and Sommer, 1966). They noted that an increase in the inclination angle leads to an increase in the passive force (axial direction), however the vibration was reduced and the noise level was lowered. It was reported in another study that noise reduction of more than 10 dB(A) was observed when cutting wood with helical edge milling tools of 18° inclination angle (Heydt and Tuffentsammer, 1979).
Starting a few years ago, research activities on the investigation of dust, chip, noise and force behaviours in milling operation using helical edge with inclination angles between 0° to 45° were reported (Heisel and Weiss, 1989; Heisel et al., 1993). It was noted in these studies that inclination angles between 5° and 10° were considered to be useful in lowering the dust emissions. Inclination angles larger than 10° lead to chip compression resulting high axial forces on the cutting tool. The increase in the inclination angle from 0° to 8° leads to a significant decrease of noise emissions.
Recently some publications have known to report the results on the influence of the inclination angle to performance of cutting processes. It was found that helical edge milling tool with inclination angle of 0° to 8° did not provide a significant difference in the cutting energy and the chips morphology when milling with shank tools of small diameter (Su and Wang, 2002). It was reported in another study that helical edge design of a milling tool was reported to provide better surface quality compared to straight cutting edge (Cyra et al., 1998). In milling wood against the grain, the greater the helical angle the smoother was the machined surface.
It could be considered that when using cutting edges with the helical configuration, the cutting edge penetrates gradually into the work piece with a step-wise force increase, reaching a maximum value that will be lower than that achieved with a straight cutting edge. When cutting edges engage the surface of the work piece gradually, the resultant cutting forces will be lower, the tools will be always under contact, stability will be improved, vibration will be reduced and the required machine power during the milling operation will be lowered. Because of the use of the unique geometry of cutting edge, the wood chips will be easily deformed and the resulting machined surfaces will be flat and smooth.
Pay close attention to the above phenomenons, and to the fact that the previous research works were done limited to the inclination angles between 0° to 45°, therefore a new design of helical edge of milling cutter with extreme inclination angles (45° to 85°) has been developed at the Technische Universität Dresden (Dresden University of Technology) (Fischer et al. 2005; Fischer et al., 2006) and their performance was tested in this research. Though the theoretical principle of the new design of helical milling cutter has a great promising to solve the outlined problems when milling wood, however investigations and tests should be performed for better description of the performance, and to prove the potential of the developed new helical milling cutter in the near future. The purpose of this research work was to investigate the effect of

365
inclination angles on the chip flow, cutting power, noise emission, edge wear and surface roughness characteristics of the extreme helical edge of the milling cutter in planing wood.
2. MATERIAL AND METHODS
2.1 Helical Edge of Milling Cutter and Work Materials
The milling cutters with helical edges were produced for the experiment in a standard production line by milling, hardening and grinding. The final sharpening of the tools was done by a mounted point tool inside the numerical controlled machine centre. The one-piece tools of DIN-X155CrMo12 steel with helical cutting edge design were 75 mm in length, and 125 mm in diameter. The milling cutters consisted of one solid cutting edge with inclination angles of 0° (conventional edge), 45°, 55°, 65°, 75°, and 85° (Figure 1). Other geometries of the cutter heads are shown in Table 1. The wood species machined was spruce (Picea abies) of 12 % in moisture content. Wood samples machined were in form of lumber in size of 10 mm x 150 mm x 2000 mm. Because spruce woods contain a lot of tight knots, the lumber samples were chose carefully and a maximum of two knots in diameter of less than 3 cm was allowed in the surfaces of a lumber sample.
Table 1. Specifications of conventional and helical edge milling cutters for investigation
Milling tool material Cold steel X155CrMo12-1
Hardness 60 HRC
Cutting circle diameter d 125 mm
Number of cutting edge z 1
Width of milling tool bmax 75 mm
Geometry of the edges
Inclination angle S
Orthogonal rake angle O
Orthogonal clearance angle O
0° (conventional edge), 45°, 55°, 65°, 75°, 85° 27° 13°
2.2 Milling Test
Milling tests were set up on a commercial moulder machine (Weinig Quadromat 23P). An up-milling process was performed by setting the rotation of a moulder spindle in clockwise direction and by feeding the lumber samples in the opposite direction with rotation of the spindle. The lumber samples were planed along the length on their side surfaces. Because the length of cut in one feeding was only 2 m, the lumber samples were planed continuously by keeping the same condition. Schematic diagram of the milling test is depicted in Figure 1, and conditions of the milling are shown in Table 2. In the first experiment, all inclination angles were tested for noise and cutting power characterization. In the second experiments, extreme inclination angles were selected for the wear test.
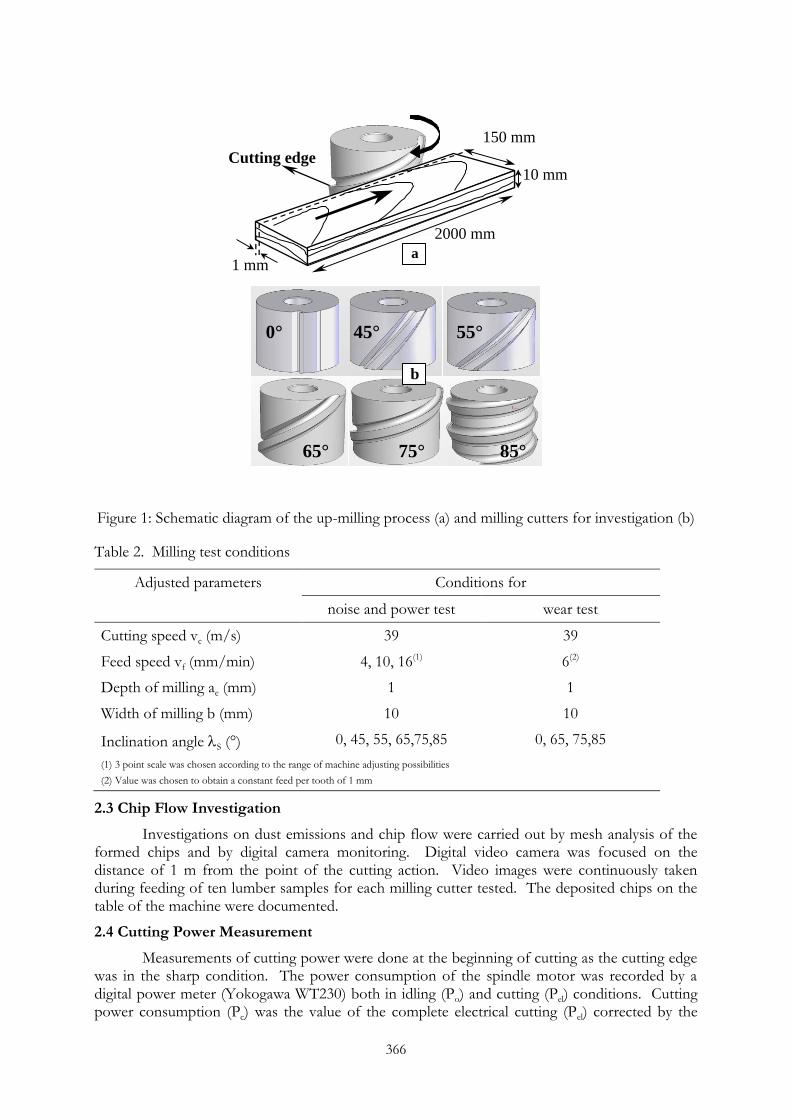
366
Figure 1: Schematic diagram of the up-milling process (a) and milling cutters for investigation (b)
Table 2. Milling test conditions
Adjusted parameters Conditions for
noise and power test wear test
Cutting speed vc (m/s) 39 39
Feed speed vf (mm/min) 4, 10, 16(1) 6(2)
Depth of milling ae (mm) 1 1
Width of milling b (mm) 10 10
Inclination angle S (°) 0, 45, 55, 65,75,85 0, 65, 75,85
(1) 3 point scale was chosen according to the range of machine adjusting possibilities
(2) Value was chosen to obtain a constant feed per tooth of 1 mm
2.3 Chip Flow Investigation
Investigations on dust emissions and chip flow were carried out by mesh analysis of the formed chips and by digital camera monitoring. Digital video camera was focused on the distance of 1 m from the point of the cutting action. Video images were continuously taken during feeding of ten lumber samples for each milling cutter tested. The deposited chips on the table of the machine were documented.
2.4 Cutting Power Measurement
Measurements of cutting power were done at the beginning of cutting as the cutting edge was in the sharp condition. The power consumption of the spindle motor was recorded by a digital power meter (Yokogawa WT230) both in idling (Po) and cutting (Pel) conditions. Cutting power consumption (Pc) was the value of the complete electrical cutting (Pel) corrected by the
150 mm
2000 mm
1 mm
Cutting edge 10 mm
a
45° 55°
65° 75° 85°
b
0°
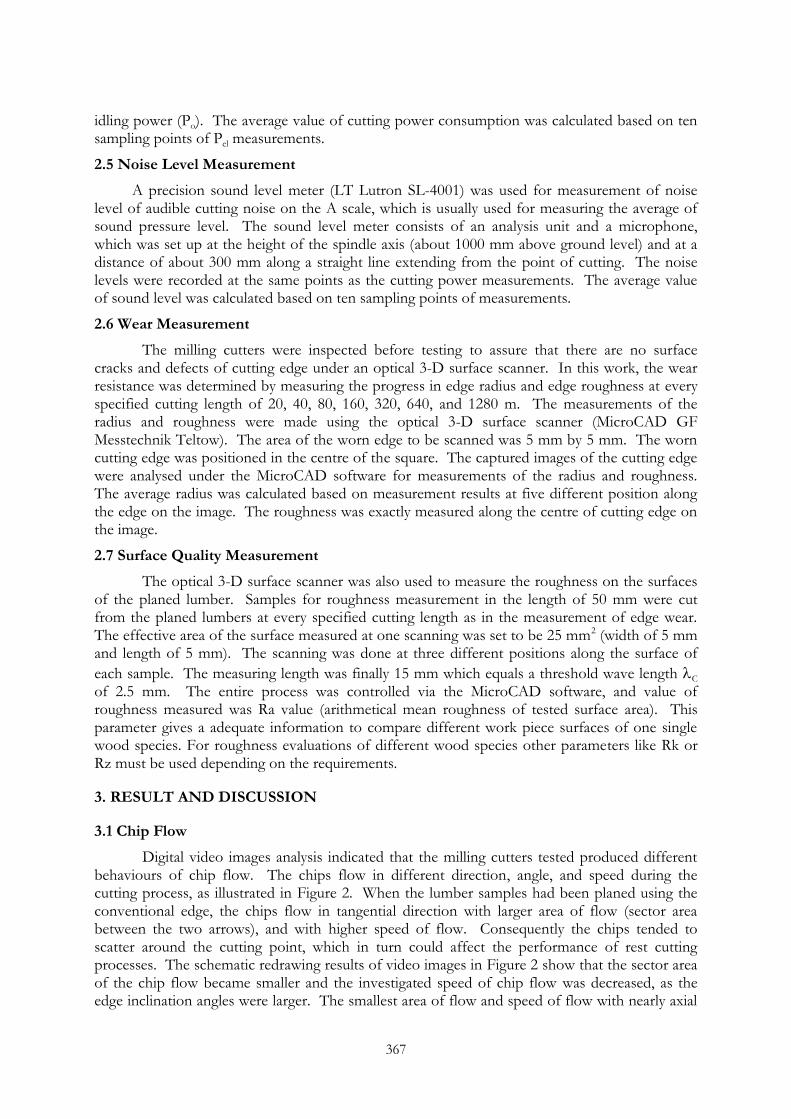
367
idling power (Po). The average value of cutting power consumption was calculated based on ten sampling points of Pel measurements.
2.5 Noise Level Measurement
A precision sound level meter (LT Lutron SL-4001) was used for measurement of noise level of audible cutting noise on the A scale, which is usually used for measuring the average of sound pressure level. The sound level meter consists of an analysis unit and a microphone, which was set up at the height of the spindle axis (about 1000 mm above ground level) and at a distance of about 300 mm along a straight line extending from the point of cutting. The noise levels were recorded at the same points as the cutting power measurements. The average value of sound level was calculated based on ten sampling points of measurements.
2.6 Wear Measurement
The milling cutters were inspected before testing to assure that there are no surface cracks and defects of cutting edge under an optical 3-D surface scanner. In this work, the wear resistance was determined by measuring the progress in edge radius and edge roughness at every specified cutting length of 20, 40, 80, 160, 320, 640, and 1280 m. The measurements of the radius and roughness were made using the optical 3-D surface scanner (MicroCAD GF Messtechnik Teltow). The area of the worn edge to be scanned was 5 mm by 5 mm. The worn cutting edge was positioned in the centre of the square. The captured images of the cutting edge were analysed under the MicroCAD software for measurements of the radius and roughness. The average radius was calculated based on measurement results at five different position along the edge on the image. The roughness was exactly measured along the centre of cutting edge on the image.
2.7 Surface Quality Measurement
The optical 3-D surface scanner was also used to measure the roughness on the surfaces of the planed lumber. Samples for roughness measurement in the length of 50 mm were cut from the planed lumbers at every specified cutting length as in the measurement of edge wear. The effective area of the surface measured at one scanning was set to be 25 mm2 (width of 5 mm and length of 5 mm). The scanning was done at three different positions along the surface of
each sample. The measuring length was finally 15 mm which equals a threshold wave length C of 2.5 mm. The entire process was controlled via the MicroCAD software, and value of roughness measured was Ra value (arithmetical mean roughness of tested surface area). This parameter gives a adequate information to compare different work piece surfaces of one single wood species. For roughness evaluations of different wood species other parameters like Rk or Rz must be used depending on the requirements.
3. RESULT AND DISCUSSION
3.1 Chip Flow
Digital video images analysis indicated that the milling cutters tested produced different behaviours of chip flow. The chips flow in different direction, angle, and speed during the cutting process, as illustrated in Figure 2. When the lumber samples had been planed using the conventional edge, the chips flow in tangential direction with larger area of flow (sector area between the two arrows), and with higher speed of flow. Consequently the chips tended to scatter around the cutting point, which in turn could affect the performance of rest cutting processes. The schematic redrawing results of video images in Figure 2 show that the sector area of the chip flow became smaller and the investigated speed of chip flow was decreased, as the edge inclination angles were larger. The smallest area of flow and speed of flow with nearly axial
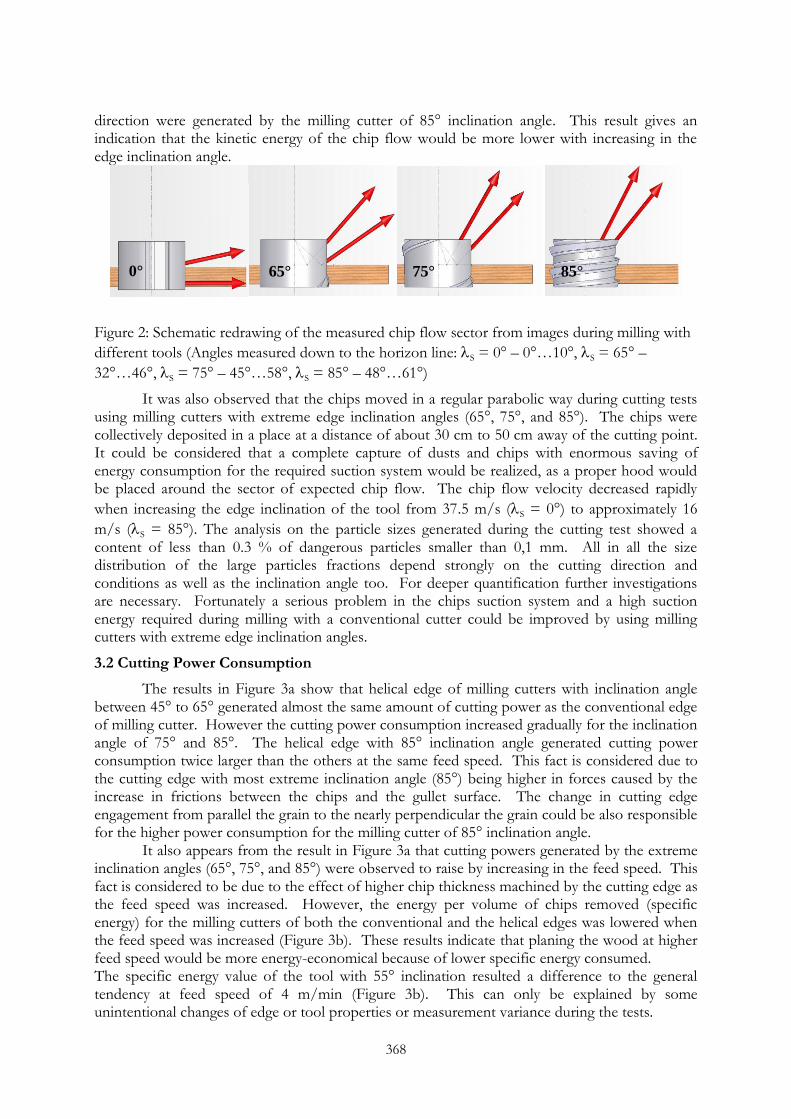
368
direction were generated by the milling cutter of 85° inclination angle. This result gives an indication that the kinetic energy of the chip flow would be more lower with increasing in the edge inclination angle.
Figure 2: Schematic redrawing of the measured chip flow sector from images during milling with
different tools (Angles measured down to the horizon line: S = 0° – 0°…10°, S = 65° –
32°…46°,S = 75° – 45°…58°,S = 85° – 48°…61°)
It was also observed that the chips moved in a regular parabolic way during cutting tests using milling cutters with extreme edge inclination angles (65°, 75°, and 85°). The chips were collectively deposited in a place at a distance of about 30 cm to 50 cm away of the cutting point. It could be considered that a complete capture of dusts and chips with enormous saving of energy consumption for the required suction system would be realized, as a proper hood would be placed around the sector of expected chip flow. The chip flow velocity decreased rapidly
when increasing the edge inclination of the tool from 37.5 m/s (S = 0°) to approximately 16
m/s (S = 85°). The analysis on the particle sizes generated during the cutting test showed a content of less than 0.3 % of dangerous particles smaller than 0,1 mm. All in all the size distribution of the large particles fractions depend strongly on the cutting direction and conditions as well as the inclination angle too. For deeper quantification further investigations are necessary. Fortunately a serious problem in the chips suction system and a high suction energy required during milling with a conventional cutter could be improved by using milling cutters with extreme edge inclination angles.
3.2 Cutting Power Consumption
The results in Figure 3a show that helical edge of milling cutters with inclination angle between 45° to 65° generated almost the same amount of cutting power as the conventional edge of milling cutter. However the cutting power consumption increased gradually for the inclination angle of 75° and 85°. The helical edge with 85° inclination angle generated cutting power consumption twice larger than the others at the same feed speed. This fact is considered due to the cutting edge with most extreme inclination angle (85°) being higher in forces caused by the increase in frictions between the chips and the gullet surface. The change in cutting edge engagement from parallel the grain to the nearly perpendicular the grain could be also responsible for the higher power consumption for the milling cutter of 85° inclination angle.
It also appears from the result in Figure 3a that cutting powers generated by the extreme inclination angles (65°, 75°, and 85°) were observed to raise by increasing in the feed speed. This fact is considered to be due to the effect of higher chip thickness machined by the cutting edge as the feed speed was increased. However, the energy per volume of chips removed (specific energy) for the milling cutters of both the conventional and the helical edges was lowered when the feed speed was increased (Figure 3b). These results indicate that planing the wood at higher feed speed would be more energy-economical because of lower specific energy consumed. The specific energy value of the tool with 55° inclination resulted a difference to the general tendency at feed speed of 4 m/min (Figure 3b). This can only be explained by some unintentional changes of edge or tool properties or measurement variance during the tests.
0° 65° 75° 85°
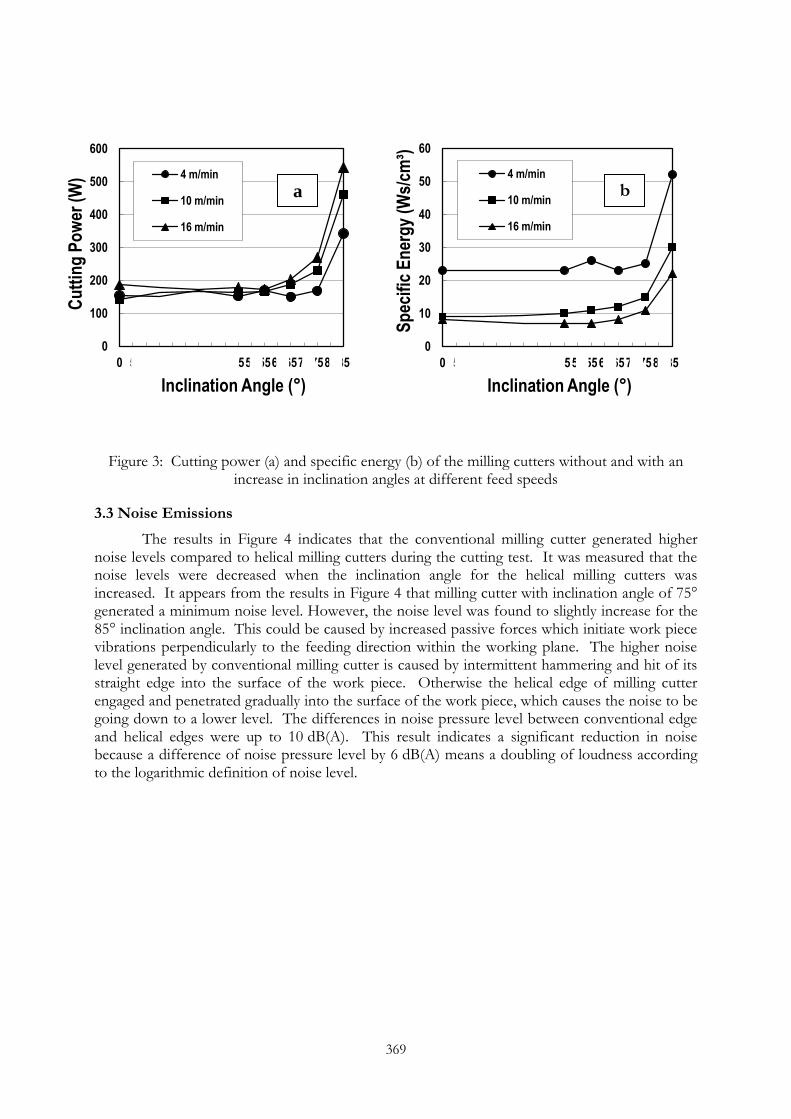
369
Figure 3: Cutting power (a) and specific energy (b) of the milling cutters without and with an increase in inclination angles at different feed speeds
3.3 Noise Emissions
The results in Figure 4 indicates that the conventional milling cutter generated higher noise levels compared to helical milling cutters during the cutting test. It was measured that the noise levels were decreased when the inclination angle for the helical milling cutters was increased. It appears from the results in Figure 4 that milling cutter with inclination angle of 75° generated a minimum noise level. However, the noise level was found to slightly increase for the 85° inclination angle. This could be caused by increased passive forces which initiate work piece vibrations perpendicularly to the feeding direction within the working plane. The higher noise level generated by conventional milling cutter is caused by intermittent hammering and hit of its straight edge into the surface of the work piece. Otherwise the helical edge of milling cutter engaged and penetrated gradually into the surface of the work piece, which causes the noise to be going down to a lower level. The differences in noise pressure level between conventional edge and helical edges were up to 10 dB(A). This result indicates a significant reduction in noise because a difference of noise pressure level by 6 dB(A) means a doubling of loudness according to the logarithmic definition of noise level.
0
100
200
300
400
500
600
0 5 10152025303540455055606570758085
Cu
ttin
g P
ow
er (
W)
Inclination Angle (°)
4 m/min
10 m/min
16 m/min
a
0
10
20
30
40
50
60
0 5 10152025303540455055606570758085
Sp
ecif
ic E
ner
gy
(Ws/
cm³)
Inclination Angle (°)
4 m/min
10 m/min
16 m/min
b
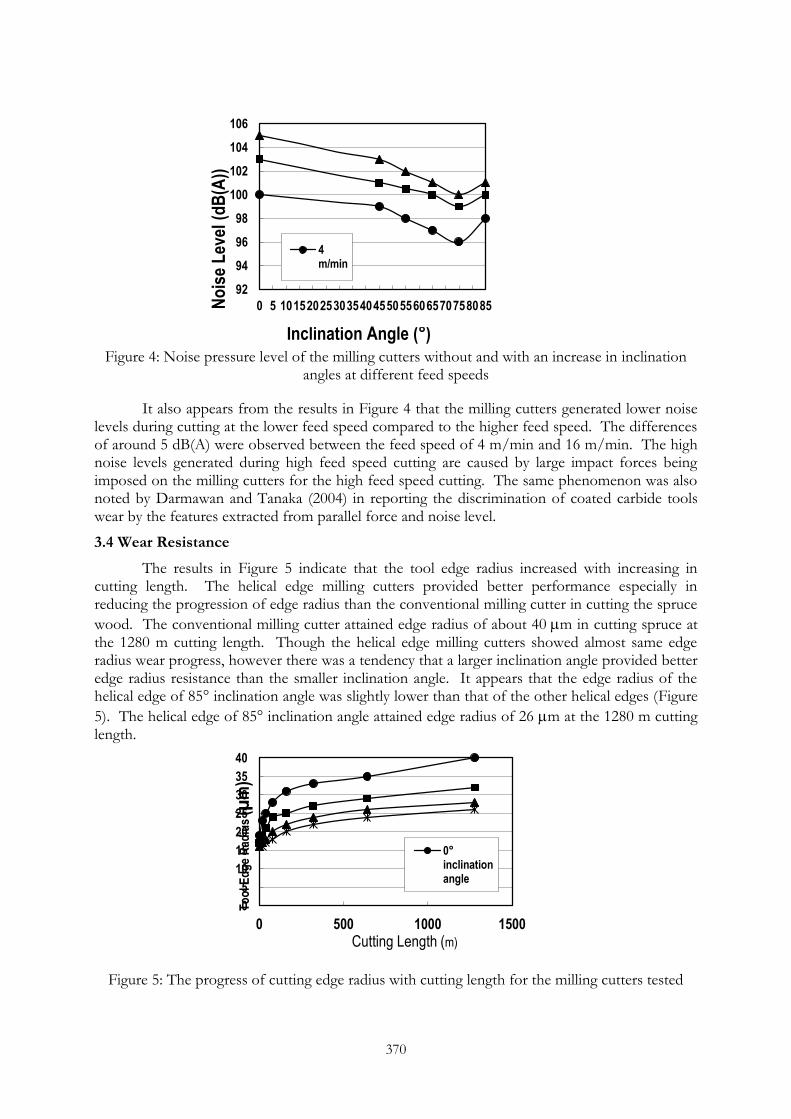
370
Figure 4: Noise pressure level of the milling cutters without and with an increase in inclination angles at different feed speeds
It also appears from the results in Figure 4 that the milling cutters generated lower noise levels during cutting at the lower feed speed compared to the higher feed speed. The differences of around 5 dB(A) were observed between the feed speed of 4 m/min and 16 m/min. The high noise levels generated during high feed speed cutting are caused by large impact forces being imposed on the milling cutters for the high feed speed cutting. The same phenomenon was also noted by Darmawan and Tanaka (2004) in reporting the discrimination of coated carbide tools wear by the features extracted from parallel force and noise level.
3.4 Wear Resistance
The results in Figure 5 indicate that the tool edge radius increased with increasing in cutting length. The helical edge milling cutters provided better performance especially in reducing the progression of edge radius than the conventional milling cutter in cutting the spruce
wood. The conventional milling cutter attained edge radius of about 40 m in cutting spruce at the 1280 m cutting length. Though the helical edge milling cutters showed almost same edge radius wear progress, however there was a tendency that a larger inclination angle provided better edge radius resistance than the smaller inclination angle. It appears that the edge radius of the helical edge of 85° inclination angle was slightly lower than that of the other helical edges (Figure
5). The helical edge of 85° inclination angle attained edge radius of 26 m at the 1280 m cutting length.
Figure 5: The progress of cutting edge radius with cutting length for the milling cutters tested
92
94
96
98
100
102
104
106
0 5 10152025303540455055606570758085No
ise
Lev
el (
dB
(A))
Inclination Angle (°)
4m/min
0
5
10
15
20
25
30
35
40
0 500 1000 1500
To
ol E
dg
e R
adiu
s (µ
m)
Cutting Length (m)
0°inclinationangle
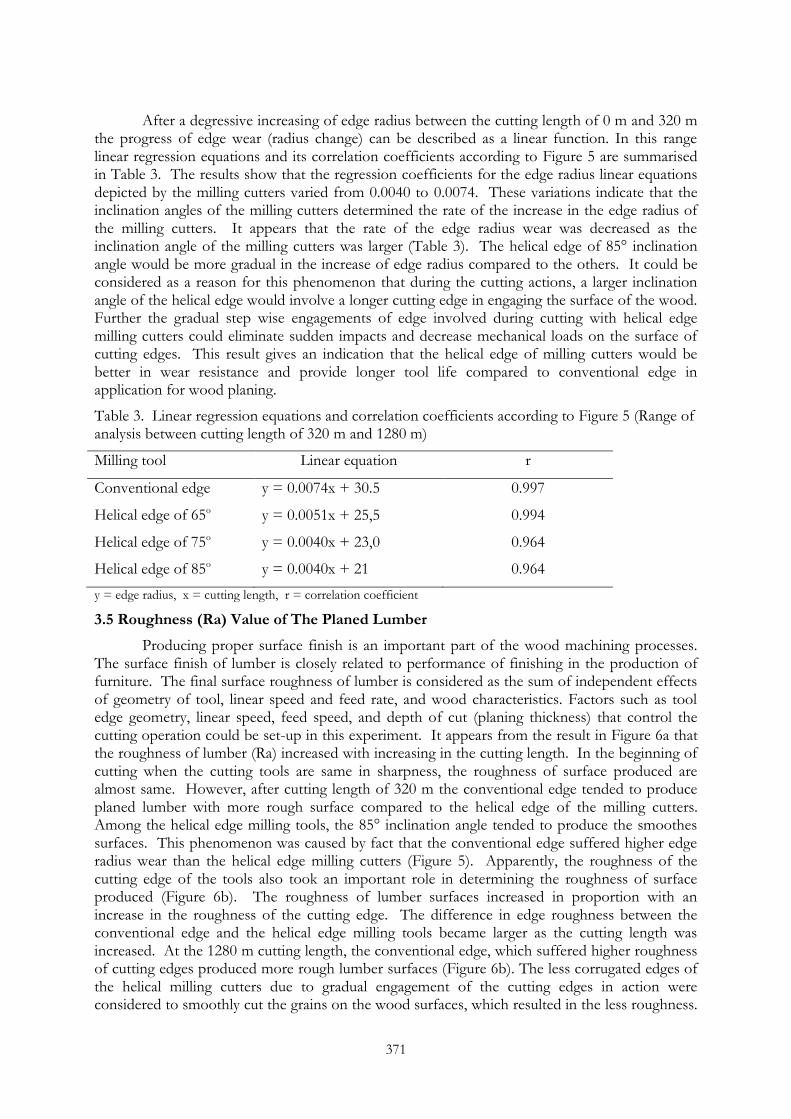
371
After a degressive increasing of edge radius between the cutting length of 0 m and 320 m the progress of edge wear (radius change) can be described as a linear function. In this range linear regression equations and its correlation coefficients according to Figure 5 are summarised in Table 3. The results show that the regression coefficients for the edge radius linear equations depicted by the milling cutters varied from 0.0040 to 0.0074. These variations indicate that the inclination angles of the milling cutters determined the rate of the increase in the edge radius of the milling cutters. It appears that the rate of the edge radius wear was decreased as the inclination angle of the milling cutters was larger (Table 3). The helical edge of 85° inclination angle would be more gradual in the increase of edge radius compared to the others. It could be considered as a reason for this phenomenon that during the cutting actions, a larger inclination angle of the helical edge would involve a longer cutting edge in engaging the surface of the wood. Further the gradual step wise engagements of edge involved during cutting with helical edge milling cutters could eliminate sudden impacts and decrease mechanical loads on the surface of cutting edges. This result gives an indication that the helical edge of milling cutters would be better in wear resistance and provide longer tool life compared to conventional edge in application for wood planing.
Table 3. Linear regression equations and correlation coefficients according to Figure 5 (Range of analysis between cutting length of 320 m and 1280 m)
Milling tool Linear equation r
Conventional edge y = 0.0074x + 30.5 0.997
Helical edge of 65o y = 0.0051x + 25,5 0.994
Helical edge of 75o y = 0.0040x + 23,0 0.964
Helical edge of 85o y = 0.0040x + 21 0.964
y = edge radius, x = cutting length, r = correlation coefficient
3.5 Roughness (Ra) Value of The Planed Lumber
Producing proper surface finish is an important part of the wood machining processes. The surface finish of lumber is closely related to performance of finishing in the production of furniture. The final surface roughness of lumber is considered as the sum of independent effects of geometry of tool, linear speed and feed rate, and wood characteristics. Factors such as tool edge geometry, linear speed, feed speed, and depth of cut (planing thickness) that control the cutting operation could be set-up in this experiment. It appears from the result in Figure 6a that the roughness of lumber (Ra) increased with increasing in the cutting length. In the beginning of cutting when the cutting tools are same in sharpness, the roughness of surface produced are almost same. However, after cutting length of 320 m the conventional edge tended to produce planed lumber with more rough surface compared to the helical edge of the milling cutters. Among the helical edge milling tools, the 85° inclination angle tended to produce the smoothes surfaces. This phenomenon was caused by fact that the conventional edge suffered higher edge radius wear than the helical edge milling cutters (Figure 5). Apparently, the roughness of the cutting edge of the tools also took an important role in determining the roughness of surface produced (Figure 6b). The roughness of lumber surfaces increased in proportion with an increase in the roughness of the cutting edge. The difference in edge roughness between the conventional edge and the helical edge milling tools became larger as the cutting length was increased. At the 1280 m cutting length, the conventional edge, which suffered higher roughness of cutting edges produced more rough lumber surfaces (Figure 6b). The less corrugated edges of the helical milling cutters due to gradual engagement of the cutting edges in action were considered to smoothly cut the grains on the wood surfaces, which resulted in the less roughness.
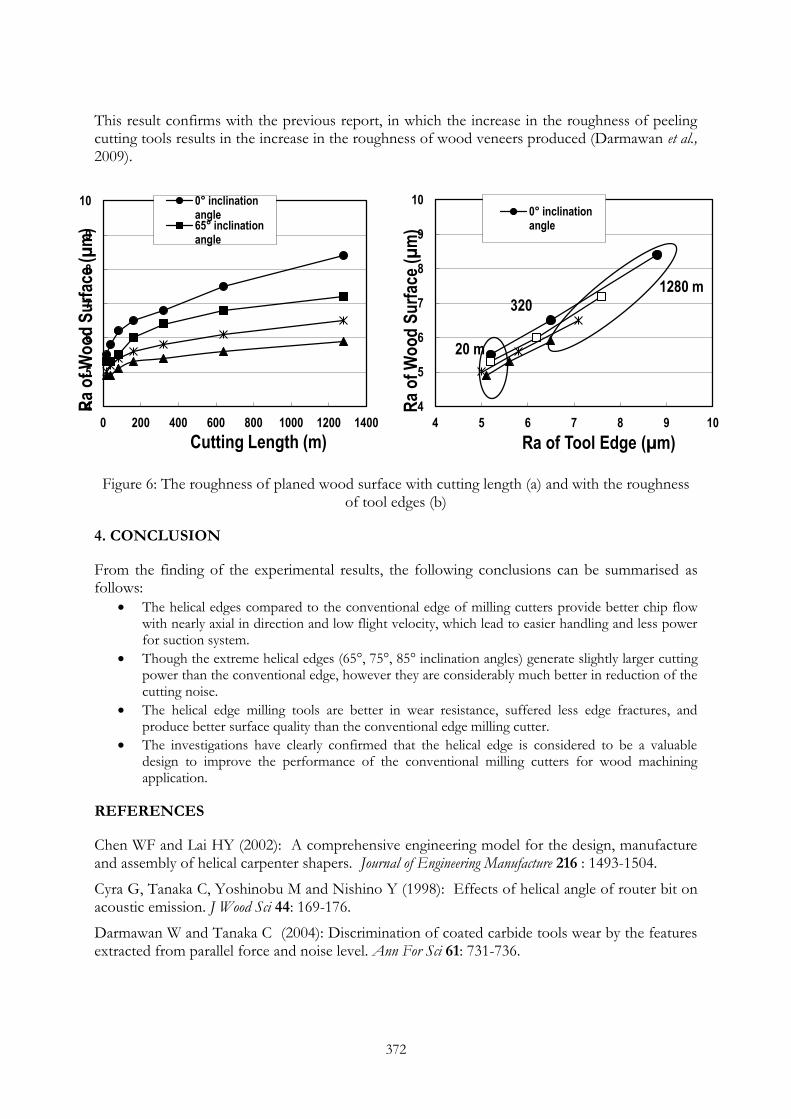
372
This result confirms with the previous report, in which the increase in the roughness of peeling cutting tools results in the increase in the roughness of wood veneers produced (Darmawan et al., 2009).
Figure 6: The roughness of planed wood surface with cutting length (a) and with the roughness of tool edges (b)
4. CONCLUSION
From the finding of the experimental results, the following conclusions can be summarised as follows:
The helical edges compared to the conventional edge of milling cutters provide better chip flow with nearly axial in direction and low flight velocity, which lead to easier handling and less power for suction system.
Though the extreme helical edges (65°, 75°, 85° inclination angles) generate slightly larger cutting power than the conventional edge, however they are considerably much better in reduction of the cutting noise.
The helical edge milling tools are better in wear resistance, suffered less edge fractures, and produce better surface quality than the conventional edge milling cutter.
The investigations have clearly confirmed that the helical edge is considered to be a valuable design to improve the performance of the conventional milling cutters for wood machining application.
REFERENCES
Chen WF and Lai HY (2002): A comprehensive engineering model for the design, manufacture and assembly of helical carpenter shapers. Journal of Engineering Manufacture 216 : 1493-1504.
Cyra G, Tanaka C, Yoshinobu M and Nishino Y (1998): Effects of helical angle of router bit on acoustic emission. J Wood Sci 44: 169-176.
Darmawan W and Tanaka C (2004): Discrimination of coated carbide tools wear by the features extracted from parallel force and noise level. Ann For Sci 61: 731-736.
4
5
6
7
8
9
10
0 200 400 600 800 1000 1200 1400
Ra
of
Wo
od
Su
rfac
e (µ
m)
Cutting Length (m)
0° inclinationangle65° inclinationangle
4
5
6
7
8
9
10
4 5 6 7 8 9 10R
a o
f W
oo
d S
urf
ace
(µm
)
Ra of Tool Edge (µm)
0° inclinationangle
20 m
1280 m
320

373
Darmawan W, Quesada J, Rossi F, Marchal R, Machi F and Usuki H (2009): Performance of laser-treated AISI-M2 cutting tools for peeling beech. Eur J Wood Prod 67:247-255. doi: 10.1007/s00107-009-0324-2.
Fischer R, Gottlöber C, Rehm K and Rehm C (2005): A milling cutter as a screw : cutting instead of hacking. Proceedings of the 17th International Wood Machining Seminar September 26-28 Rosenheim Germany, pp 4-10.
Fischer R, Gottlöber C and Rehm K (2006) Schneiden statt hacken. HOB Die Holzbearbeitung 53:63-66.
Heisel U and Weiss E (1989): Einfluß von Schneidengeometrie und Bearbeitungsparameter auf die Staubentwicklung bei Kehlmaschinen. HOB Die Holzbearbeitung 12: 16-21.
Heisel U, Niemeyer W and Weiss E (1993): Lärm- und staubarmer Fräsprozeß mit wendelförmigen Schneiden. HOB Die Holzbearbeitung 5:90-98.
Heydt F and Tuffentsammer K (1979): Lärmminderung an Dickenhobelmaschinen. HK Holz- und Kunststoffverarbeitung 5: 384-388.
Pahlitzsch G (1966): Internationaler Stand der Forschung auf dem Gebiet des Hobelns und Fräsens von Holz und Holzwerkstoffen. Holz- als Roh- und Werkstoff 24:579-592
Pahlitzsch G and Sommer I (1966): Erzeugung von Holzschneidspänen mit einem Messerwellen-Spaner – Dritte Mitteilung: Einfluß des Neigungswinkels, des Messerschneidenwinkels und des Schnittrichtungswinkels. Holz- als Roh- und Werkstoff 24:158-166.
Su WC and Wang Y (2002): Effect of the helix angle of router bits on chip formation and energy consumption during milling of solid wood. J Wood Sci 48:126-131.

374
INAFOR 11E-043
INTERNATIONAL CONFERENCE OF INDONESIAN FORESTRY RESEARCHERS (INAFOR)
Section E Forest Product and Industry
Characteristic of Polylactic Acid (PLA)/Kenaf Composites Degradation by Pleurotus ostreatus
Asep Hidayat1,2 and Sanro Tachibana3
1United Graduate School of Agricultural Sciences, Ehime University 3-5-7 Tarumi Matsuyama, Ehime 790-8566, JAPAN
2Forest Research and Development Agency (FORDA), Ministry of Forestry Jl. Gatot Subroto, Jakarta 10270, INDONESIA
3Department of Applied Bioscience, Faculty of Agriculture, Ehime University
3-5-7 Tarumi, Matsuyama, Ehime, 790-8566, JAPAN
Paper prepared for The First International Conference of Indonesian Forestry Researchers (INAFOR)
Bogor, 5 – 7 December 2011
INAFOR SECRETARIAT Sub Division of Dissemination, Publication and Library
FORESTRY RESEARCH AND DEVELOPMENT AGENCY Jl. Gunung Batu 5, Bogor 16610

375
Characteristic of Polylactic Acid (PLA)/Kenaf Composites Degradation by Pleurotus ostreatus
Asep Hidayat1,2 and Sanro Tachibana3
1United Graduate School of Agricultural Sciences, Ehime University 3-5-7 Tarumi Matsuyama, Ehime 790-8566, JAPAN
2Forest Research and Development Agency (FORDA), Ministry of Forestry Jl. Gatot Subroto, Jakarta 10270, INDONESIA
3Department of Applied Bioscience, Faculty of Agriculture, Ehime University
3-5-7 Tarumi, Matsuyama, Ehime, 790-8566, JAPAN
ABSTRACT
Polylactic acid (PLA)/kenaf composite is the latest alternative biocomposite product of wood particle. The research was conducted to determine degradation yield of PLA/kenaf composite based on material weight and mechanical property change, as well as physical form of PLA/kenaf composite observed via both visual and microscopy, was evaluated. The analysis was also conducted on enzyme activity and the degradation characteristics were predicted. A natural isolate, Pleurotus ostreatus, was used as a degrader fungus via entrapment of mycelia in immobilized Ca-alginate beads. This fungus degraded 12%, 21%, 30% and 48% of (PLA)/kenaf composite in the incubation period of 1, 2, 3 and 6 months, respectively. Compared to the control, degradation caused the fibers become shorter and decreased in mechanical properties to be 84%. The color change occurred on the (PLA)/kenaf composite indicated a role of enzymes in the degradation process. The activity of manganese peroxide detected in this study has a value of maximum activity 0.26 U mg-1. P. ostreatus was not only able to degrade the kenaf fiber but also has been able to break down the PLA to their oxidation products. Keywords: Polylactic acid, kenaf fiber, Pleurotus ostreatus, degradation.
1. INTRODUCTION
Production of synthetic plastic was estimated at more than 130 million tons/year in 2001 (Formin 2001) to 245 million tons/year in 2008 (Dacko et al., 2008) and will create waste about 10-11% of the total waste in the world after it was used (Fukushima et al., 2010). Synthetic plastics have a problem because it is very difficult to break down or degrade. The discovery of biopolymer which refers to its biodegradable characteristics is the current leading edge research. Among of Biopolymers, polylactic acid (PLA) is the most widely developed and used biopolymer. It is produced by condensation of lactic acid obtained through fermentation (Kolybaba et al., 2003).
PLA/kenaf composite is a biocomposite made from a combination of kenaf fiber (Hibiscus cannabinus) and PLA with the ratio 70 : 30 which have similarity physical properties with particle board. Kenaf (or other component such as bamboo, grass, plam oil, and straw (Pamula et al., 2001)) is one of the alternative substitution materials of wood which decline with huge closely relative to increase human population and forest degradation. Kenaf is a plant that grows wild in the tropics and sub-tropic Africa and Asia. It is fast growing species and will reach about 5-6 m in height and 2.5-3.5 cm in diameter within 5-6 months after planting (Nishino et al., 2003). Kenaf also comprises of cellulose, hemicellulose and lignin with the size of 0.75-2.22 mm in length and 17.34-19.23 μm in width (Akil et al., 2011).
376
Creation of new products in the persepective of the all eco-friendly with sustainable products is the basic philosophy that must be considered. As newly product, characteristics of PLA/kenaf composite degradation is important to investigate. Bioremediation method using fungi was selected in this study because it has shown to be a viable, relatively low cost, low technology and widespread use (Bogan and Lamar 1996, Kang and Oulman 1996, Vidali 2001) and fungi have advantages over bacteria in being highly plastic, highly tolerant, totipotent (regenerate not only via spores but also from hypal fragments), and through hyphal elongation, able to access or penetrate xenobiotics (Cerniglia and Sutherland, 2001; Potin et al., 2004; Sing 2006). Degradation processes have been done because fungi secreted an important group of enzyme such as monooxygenase, epoxide hydrolase, dioxygenase, peroxidase and laccase. The objective of the study is to investigate the capability of Pleurotus ostreatus via entrapment of mycelia immobilized Ca-alginate beads to degrade PLA/kenaf composite. The production of enzymes and degradation characteristic of PLA/kenaf composite was also investigated.
2. MATERIAL AND METHODS
2.1 Chemical and Other Materials
Sample of PLA/kenaf composite was obtained from Toray Co. Ltd (Japan). Agar, glucose, Na-alginate, calcium chloride (CaCl2), malt extract, polypeptone was purchased from Wako. Co. Ltd (Japan). P. ostreatus was isolated based on ability to mineralize 2,7-Dibenzo-p-dioxin and 2,4,8-Trichlorodibenzofuran (Tachibana et al., 2005) and maintained as culture on malt extract agar at 4°C prior to use.
2.2 Biodegradation Preparation
The liquid culture preparation was conducted in 100-mL Erlenmeyer flasks containing 20 mL of malt extract medium (malt extracts 20 g L-1, glucose 20 g L-1, agar 20 g L-1, polypeptone 1 g L-1). The medium was adjusted to pH 4.5 with 1 N HCl and sterilized for 20 min at 121°C. Three
disks ( 5 mm) obtained with a cork-borer from fungus actively growing on agar were placed into each flask. The inoculated flasks were pre-incubated for several days to obtain similar radial growth and minimize growth variation.
The immobilization of P. ostreatus mycelium via entrapment was carried out according to procedures reported in previous study with modification slightly (Arica et al., 2004). PLA/kenaf composite samples (2 x 2 x 0.5) cm3 were immersed in a solution of glucose (2%), and then added with Na-alginate (2%) and shitake-no-sato on one surface. The Ca-alginate beads with immobilized mycelia were inoculated between 2 pieces of sample as shown in Figure 1. Three pair of samples (6 pieces of PLA/kenaf composite) were placed to a plastic culture box and incubated at 25°C for 1, 2, 3 and 6 months. At fixed time, 5 pieces of samples were bio-washed with water and dried at room temperature to obtain constants weight and other samples were used for enzyme activity determination.
2.3 Enzyme Assays
The enzymatic activity was observed at 1, 2, 3 and 6 months. The PLA/kenaf composite sample (5 g) was added with 30 mL water and homogenized at 10000 rpm for 10 min. The enzymatic activity in the crude supernatant was investigated using a Shimadzu UV-1600 spectrophotometer. Manganese peroxidase activity was assayed using 50 mM malonate buffer and dimethoxyphenol in 20 mM MnSO4 (Wariishi et al., 1992). All experiments were carried out at 25°C.
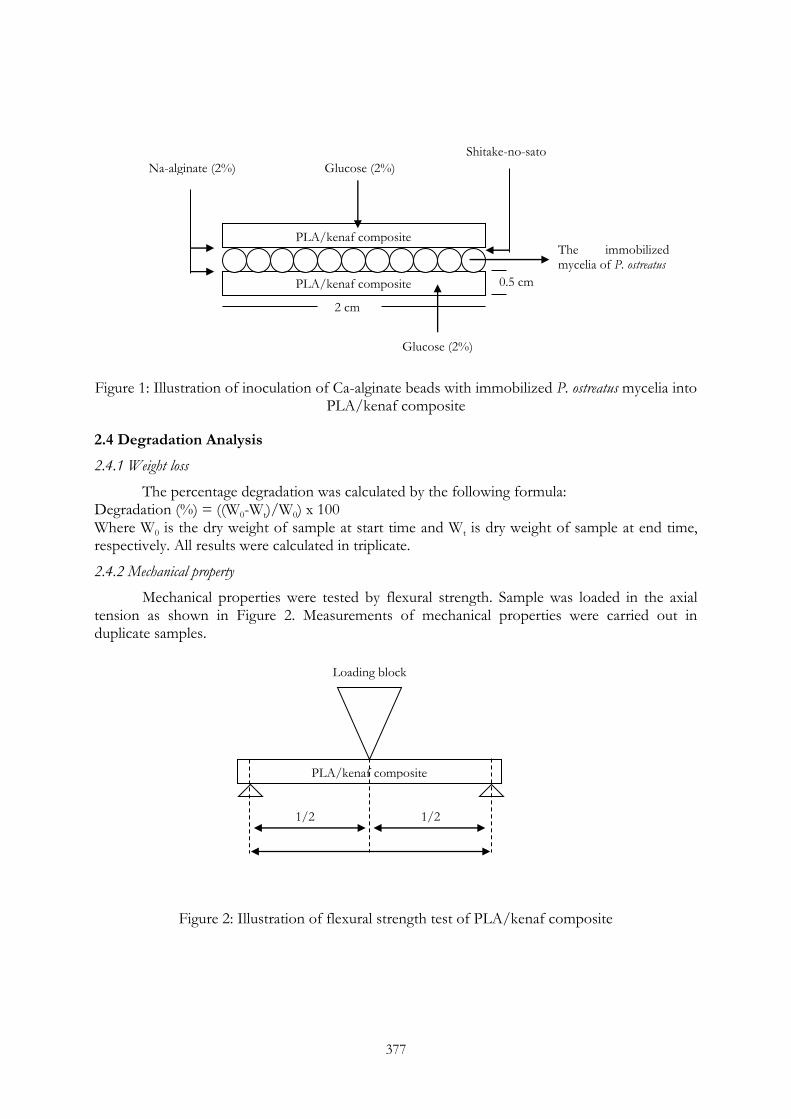
377
Figure 1: Illustration of inoculation of Ca-alginate beads with immobilized P. ostreatus mycelia into PLA/kenaf composite
2.4 Degradation Analysis
2.4.1 Weight loss
The percentage degradation was calculated by the following formula: Degradation (%) = ((W0-Wt)/W0) x 100 Where W0 is the dry weight of sample at start time and Wt is dry weight of sample at end time, respectively. All results were calculated in triplicate.
2.4.2 Mechanical property
Mechanical properties were tested by flexural strength. Sample was loaded in the axial tension as shown in Figure 2. Measurements of mechanical properties were carried out in duplicate samples.
Figure 2: Illustration of flexural strength test of PLA/kenaf composite
PLA/kenaf composite
1/2 1/2
Loading block
PLA/kenaf composite
PLA/kenaf composite
Shitake-no-sato
Na-alginate (2%)
2 cm
Glucose (2%)
Glucose (2%)
0.5 cm
The immobilized mycelia of P. ostreatus
378
2.4.3 Scanning Electron Microscopy
Microscopic characteristics were observed by using Scanning Electron Microscope (SEM)
- Hitachi S3400-N with a magnification of 1100. Each of sample was coated with gold prior to observation.
2.4.4 Infrared Spectroscopy
The infrared absorption spectrum of each sample in KBr pellet was recorded using Fourier Transform Infrared Spectrometer (FT-IR) - FT Horiba T20 - Freexact II at room temperature. The scan was done from 400 cm-1 to 4000 cm-1 at resolution 4 cm-1 per sample.
3. RESULTS AND DISCUSSION
3.1 Weight Loss
The residual weight percentage of the PLA/kenaf composites is displayed in Figure 3. P. ostreatus degraded PLA/kenaf composites and it was shown by the increase of the weight loss of samples during the extension of incubation time. The yield of weight loss of PLA/kenaf composites was faster after 3 months incubation. The rate of weight loss of PLA/kenaf composites was 12%, 21%, 30% and 48% (P<0.05) after 1, 2, 3 and 6 months incubation. By comparing the degradation yield of PLA/kenaf composites in the control and inoculated by fungus after 6 months incubation, the weight loss of PLA/kenaf composites by P. ostreatus (48%) was higher than control (18%). These results indicated that P. ostreatus had ability to improve the degradation processes of PLA/kenaf composite. Other studies were reported that the weight loss of PLA/kenaf composite was about 38% after 1 months during degradation by enzymatic (Ochi 2008), whereas by natural soil the weight loss was only 1.2% after 3 months (Yussuf et al., 2010). Thus these indicated that microbial and the enzymes activity was a crucial role for the degradation to be occurred. The weight loss of PLA/kenaf composite also occurred on control (Figure 3), because unfortunately control was contaminated by some microorganisms after 3 months. Almost no change on weight of the control until 3 months though it indicated that the presence of microorganisms contamination. However, P. ostreatus was dominant factors for the degradation processes of PLA/kenaf composite.
Figure 3: Residual weight and flexural strength of PLA/kenaf composite after and before degradation: White and greys are weight of PLA/kenaf composite on control and inoculated
composite by P. ostreatus. Solid and dot lines are flexural strength of PLA/kenaf composite on control and inoculated composite by P. ostreatus.
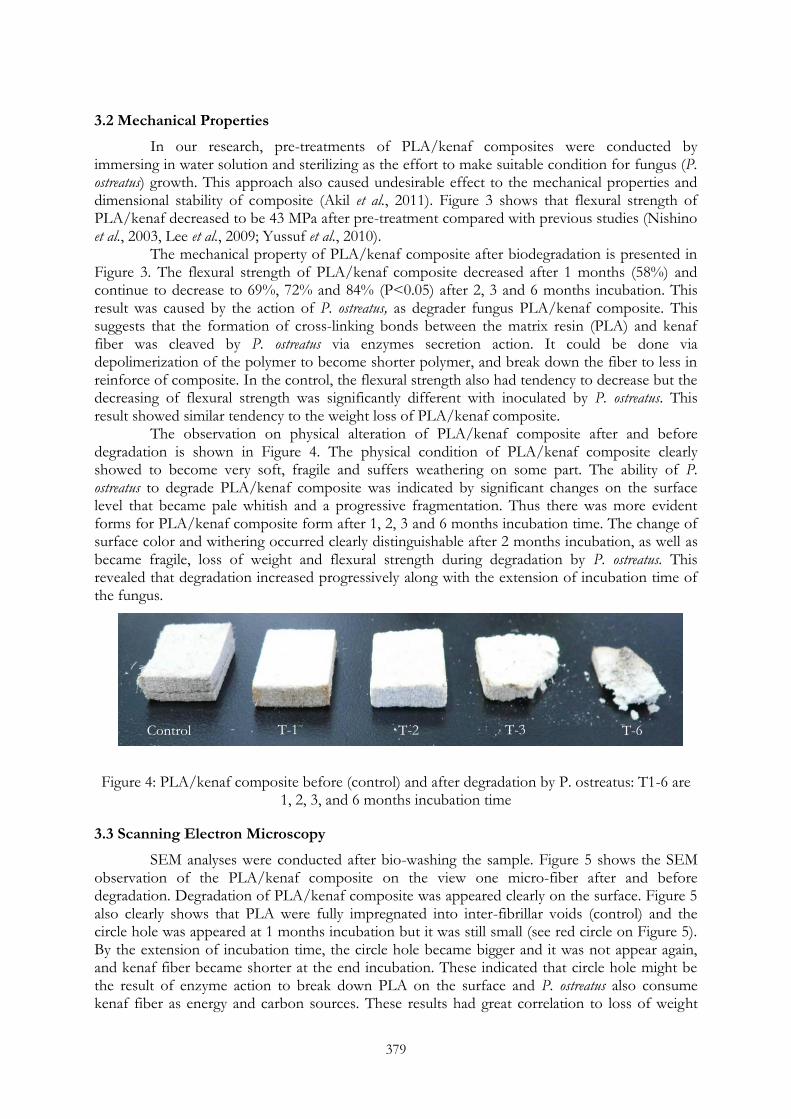
379
Control T-2 T-1 T-3 T-6
3.2 Mechanical Properties
In our research, pre-treatments of PLA/kenaf composites were conducted by immersing in water solution and sterilizing as the effort to make suitable condition for fungus (P. ostreatus) growth. This approach also caused undesirable effect to the mechanical properties and dimensional stability of composite (Akil et al., 2011). Figure 3 shows that flexural strength of PLA/kenaf decreased to be 43 MPa after pre-treatment compared with previous studies (Nishino et al., 2003, Lee et al., 2009; Yussuf et al., 2010).
The mechanical property of PLA/kenaf composite after biodegradation is presented in Figure 3. The flexural strength of PLA/kenaf composite decreased after 1 months (58%) and continue to decrease to 69%, 72% and 84% (P<0.05) after 2, 3 and 6 months incubation. This result was caused by the action of P. ostreatus, as degrader fungus PLA/kenaf composite. This suggests that the formation of cross-linking bonds between the matrix resin (PLA) and kenaf fiber was cleaved by P. ostreatus via enzymes secretion action. It could be done via depolimerization of the polymer to become shorter polymer, and break down the fiber to less in reinforce of composite. In the control, the flexural strength also had tendency to decrease but the decreasing of flexural strength was significantly different with inoculated by P. ostreatus. This result showed similar tendency to the weight loss of PLA/kenaf composite.
The observation on physical alteration of PLA/kenaf composite after and before degradation is shown in Figure 4. The physical condition of PLA/kenaf composite clearly showed to become very soft, fragile and suffers weathering on some part. The ability of P. ostreatus to degrade PLA/kenaf composite was indicated by significant changes on the surface level that became pale whitish and a progressive fragmentation. Thus there was more evident forms for PLA/kenaf composite form after 1, 2, 3 and 6 months incubation time. The change of surface color and withering occurred clearly distinguishable after 2 months incubation, as well as became fragile, loss of weight and flexural strength during degradation by P. ostreatus. This revealed that degradation increased progressively along with the extension of incubation time of the fungus.
Figure 4: PLA/kenaf composite before (control) and after degradation by P. ostreatus: T1-6 are 1, 2, 3, and 6 months incubation time
3.3 Scanning Electron Microscopy
SEM analyses were conducted after bio-washing the sample. Figure 5 shows the SEM observation of the PLA/kenaf composite on the view one micro-fiber after and before degradation. Degradation of PLA/kenaf composite was appeared clearly on the surface. Figure 5 also clearly shows that PLA were fully impregnated into inter-fibrillar voids (control) and the circle hole was appeared at 1 months incubation but it was still small (see red circle on Figure 5). By the extension of incubation time, the circle hole became bigger and it was not appear again, and kenaf fiber became shorter at the end incubation. These indicated that circle hole might be the result of enzyme action to break down PLA on the surface and P. ostreatus also consume kenaf fiber as energy and carbon sources. These results had great correlation to loss of weight
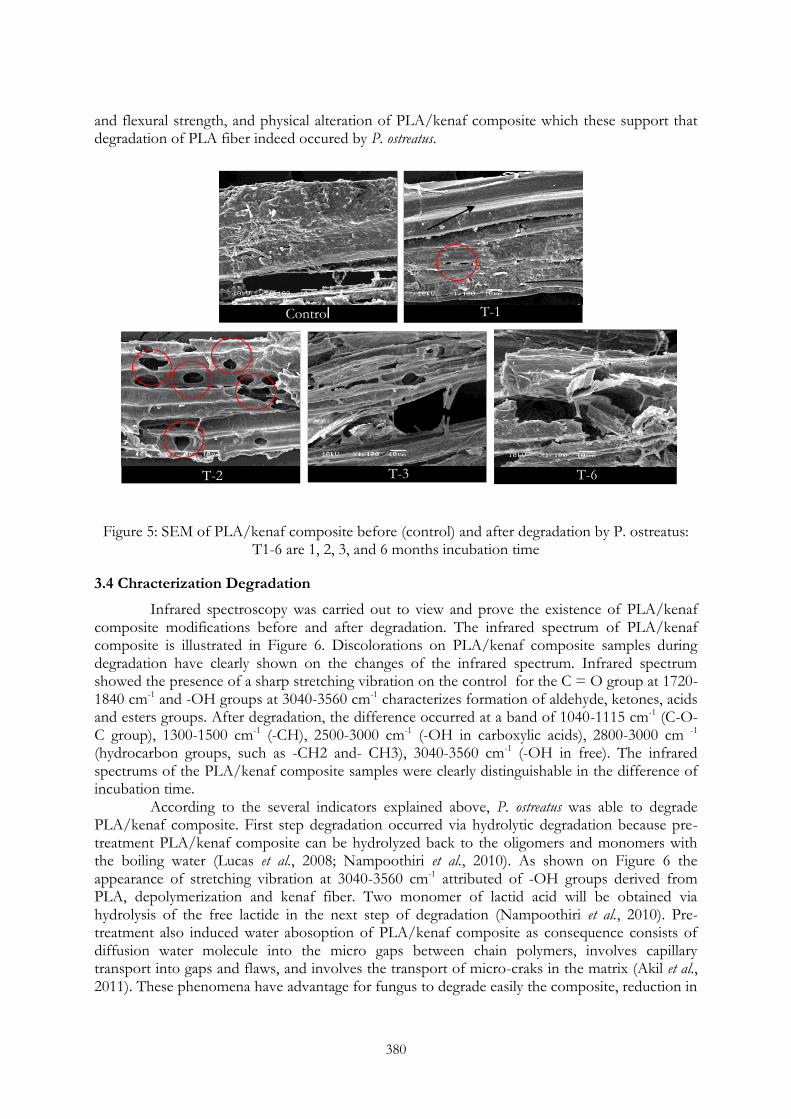
380
and flexural strength, and physical alteration of PLA/kenaf composite which these support that degradation of PLA fiber indeed occured by P. ostreatus.
Figure 5: SEM of PLA/kenaf composite before (control) and after degradation by P. ostreatus: T1-6 are 1, 2, 3, and 6 months incubation time
3.4 Chracterization Degradation
Infrared spectroscopy was carried out to view and prove the existence of PLA/kenaf composite modifications before and after degradation. The infrared spectrum of PLA/kenaf composite is illustrated in Figure 6. Discolorations on PLA/kenaf composite samples during degradation have clearly shown on the changes of the infrared spectrum. Infrared spectrum showed the presence of a sharp stretching vibration on the control for the C = O group at 1720-1840 cm-1 and -OH groups at 3040-3560 cm-1 characterizes formation of aldehyde, ketones, acids and esters groups. After degradation, the difference occurred at a band of 1040-1115 cm-1 (C-O-C group), 1300-1500 cm-1 (-CH), 2500-3000 cm-1 (-OH in carboxylic acids), 2800-3000 cm -1 (hydrocarbon groups, such as -CH2 and- CH3), 3040-3560 cm-1 (-OH in free). The infrared spectrums of the PLA/kenaf composite samples were clearly distinguishable in the difference of incubation time.
According to the several indicators explained above, P. ostreatus was able to degrade PLA/kenaf composite. First step degradation occurred via hydrolytic degradation because pre-treatment PLA/kenaf composite can be hydrolyzed back to the oligomers and monomers with the boiling water (Lucas et al., 2008; Nampoothiri et al., 2010). As shown on Figure 6 the appearance of stretching vibration at 3040-3560 cm-1 attributed of -OH groups derived from PLA, depolymerization and kenaf fiber. Two monomer of lactid acid will be obtained via hydrolysis of the free lactide in the next step of degradation (Nampoothiri et al., 2010). Pre-treatment also induced water abosoption of PLA/kenaf composite as consequence consists of diffusion water molecule into the micro gaps between chain polymers, involves capillary transport into gaps and flaws, and involves the transport of micro-craks in the matrix (Akil et al., 2011). These phenomena have advantage for fungus to degrade easily the composite, reduction in
Control T-1
T-2 T-3 T-6
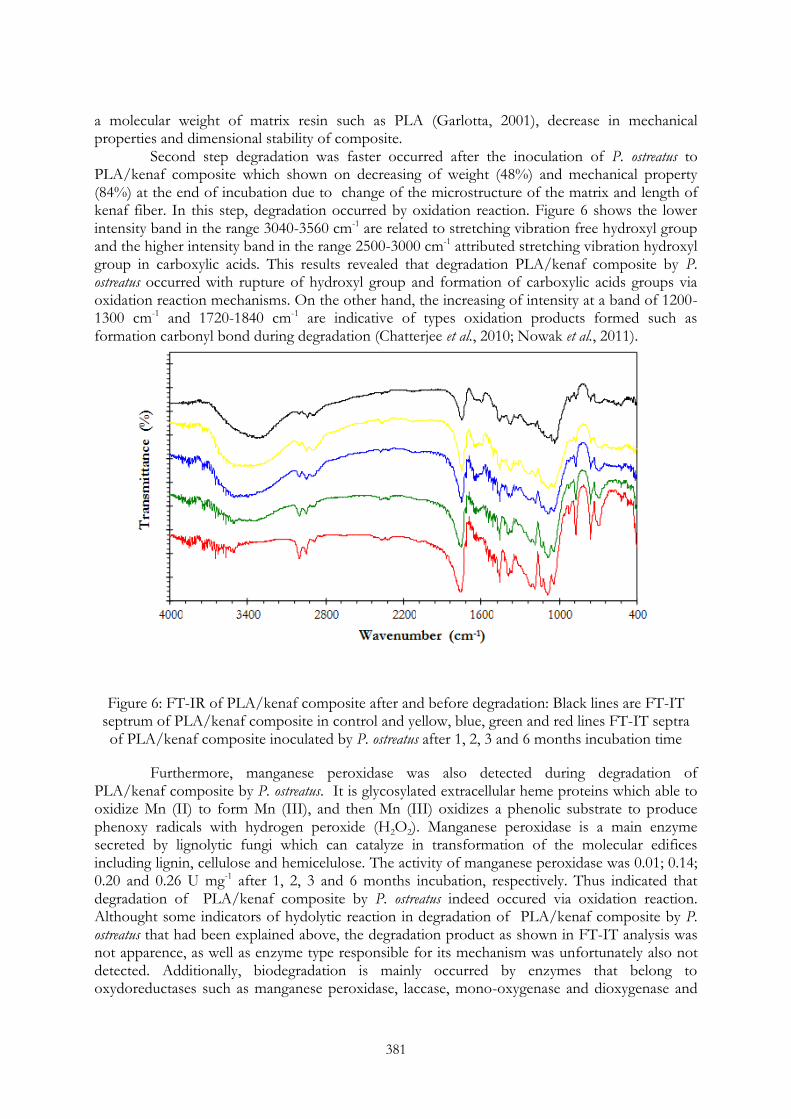
381
a molecular weight of matrix resin such as PLA (Garlotta, 2001), decrease in mechanical properties and dimensional stability of composite.
Second step degradation was faster occurred after the inoculation of P. ostreatus to PLA/kenaf composite which shown on decreasing of weight (48%) and mechanical property (84%) at the end of incubation due to change of the microstructure of the matrix and length of kenaf fiber. In this step, degradation occurred by oxidation reaction. Figure 6 shows the lower intensity band in the range 3040-3560 cm-1 are related to stretching vibration free hydroxyl group and the higher intensity band in the range 2500-3000 cm-1 attributed stretching vibration hydroxyl group in carboxylic acids. This results revealed that degradation PLA/kenaf composite by P. ostreatus occurred with rupture of hydroxyl group and formation of carboxylic acids groups via oxidation reaction mechanisms. On the other hand, the increasing of intensity at a band of 1200-1300 cm-1 and 1720-1840 cm-1 are indicative of types oxidation products formed such as formation carbonyl bond during degradation (Chatterjee et al., 2010; Nowak et al., 2011).
Figure 6: FT-IR of PLA/kenaf composite after and before degradation: Black lines are FT-IT septrum of PLA/kenaf composite in control and yellow, blue, green and red lines FT-IT septra of PLA/kenaf composite inoculated by P. ostreatus after 1, 2, 3 and 6 months incubation time
Furthermore, manganese peroxidase was also detected during degradation of PLA/kenaf composite by P. ostreatus. It is glycosylated extracellular heme proteins which able to oxidize Mn (II) to form Mn (III), and then Mn (III) oxidizes a phenolic substrate to produce phenoxy radicals with hydrogen peroxide (H2O2). Manganese peroxidase is a main enzyme secreted by lignolytic fungi which can catalyze in transformation of the molecular edifices including lignin, cellulose and hemicelulose. The activity of manganese peroxidase was 0.01; 0.14; 0.20 and 0.26 U mg-1 after 1, 2, 3 and 6 months incubation, respectively. Thus indicated that degradation of PLA/kenaf composite by P. ostreatus indeed occured via oxidation reaction. Althought some indicators of hydolytic reaction in degradation of PLA/kenaf composite by P. ostreatus that had been explained above, the degradation product as shown in FT-IT analysis was not apparence, as well as enzyme type responsible for its mechanism was unfortunately also not detected. Additionally, biodegradation is mainly occurred by enzymes that belong to oxydoreductases such as manganese peroxidase, laccase, mono-oxygenase and dioxygenase and
382
hydrolases such as esterase, lipases, protease, epoxide hydrolase and glycosidase (Lucas et al., 2008; Soni et al., 2009).
4. CONCLUSION
The results obtained in this study clearly demonstrated that degradation of PLA/kenaf composite by P. ostreatus with the increasing of weight loss and the decreasing of mechanical property as consequence from reduction of molecular weight of matrix, PLA, and kenaf fiber properties. This is the first evidence in the involment of P. ostreatus on degradation of PLA/kenaf composite via secretion of ligninolytic enzyme.
ACKNOWLEDGEMENT
The authors are grateful to Professor Hayashi Kazuo and Professor Sugimori Masatoshi, Department of Bioresources, Faculty of Agriculture, Ehime University, Japan, for providing Scanning Electron Microscope (SEM). The authors would like to thank Associate Professor Tani Hiroyuki, Advanced Instrumentation Center for Chemical Analysis, Ehime University, for his help to use a Fourier Transform Infrared Spectrometer (FT-IR). The authors also thank to our colleagues for critical reading and suggestions to improve the manuscript.
REFERENCES
Akil, H M, Omar, M F, Mazuki, A A M, Safiee, S, Ishak, Z A M, Abu Bakar, A (2011): Kenaf fiber reinforced composites: a review. Material and Design, 32(8-9):4107-4121.
Arıca, M Y, Gülay, B, Meltem, Y, Sema, B, Ömer, G (2004): Biosorption of Hg2+, Cd2+, and Zn2+ by Ca-alginate and immobilized wood-rotting fungus Funalia trogii. Journal of Hazardous Materials, 109(1-3):191-199.
Cerniglia, C E, Sutherland, J B (2001): Bioremediation of polycyclic aromatic hydrocarbons by ligninolytic and non-ligninolytic fungi. In: Fungi in Bioremediation, ed. Gadd G M, pp. 136-187. Cambridge University Press, New York. .
Bogan, B W, Lamar, R T (1996): Polycyclic aromatic hydrocarbon-degrading capabilities of Phanerochaete laevis HHB-1625 and its extracellular ligninolytic enzymes. Applied and Environmental Microbiology, 62(5):1597-1603.
Chatterjee, S, Bappaditya, R, Dipa, R, Rajat, B (2010): Enzyme-mediated biodegradation of heat treated commercial polyethylene by Staphylococcal species. Polymer Degradation and Stability, 95(2): 195-200.
Dacko, P, Rydz, J, Sikorska, W, Sobota, M, Kowalczuk, M (2008): Industrial composting of polymer - based materials produced from recycled materials. Problemy Ekologii, 67:39-42.
Formin, V A (2001): Biodegradable polymer, their present state and future prospect. Progress in Rubber and Plastic Technology, 17(3):186-204.
Fukushima, K, Tabuani, D, Abbate, C, Arena, M, Ferreri, L (2010): Effect of sepiolite on biodegrdation of poly(lactic acid) and polycaprolactone. Polymer Degradation and Stability, 95(10):2049-2056.
Garlotta, D (2001): A Literature Review of Poly (Lactic Acid). Journal of Polymers and the Environment, 9(2):63-84.
Kang, S H, Oulman, C S (1996). Evaporation of petroleum products from contaminated soil. Journal of Environmental Engineering, 122(2):348-387.

383
Kolybaba, M, Tabil, L G, Panigrahi, S, Crerar, W J, Powell, T, Wang, B (2003): Biodegradable polymer: past, present, and future. The CSAE/ASAE Annual Intersectional Meeting. Fargo, Nort Dakota, USA. 3-4 October 2003.
Lee, B-H, Kim, H-S, Lee, S, Kim, H-J, Dorgan, J R (2009): Bio-composites of kenaf fibers in polylactide: Role of improved interfacial adhesion in the carding process. Composites Science and Technology 69(15-16):2573-2579.
Lucas, N, Christophe, B, Christian, B, Michèle, Q, Françoise, S, José-Edmundo, N S (2008): Polymer biodegradation: Mechanisms and estimation Techniques. Chemosphere 73(4):429–442.
Nampoothiri, K M, Nair, N R, John, R J (2010): An overview of the recent developments in polylactide (PLA) research. Bioresources Technology 101(22):8493-8501.
Nishino, T, Hirao, K, Kotera, M, Nakamae, K, Inagaki, H (2003): Kenaf reinforced biodegradable composite. Composites Science and Technology 63(9):1281-1286.
Nowak, B, Jolanta, P, Magdalena, D B, Grazyna, R (2011): Microorganisms participating in the biodegradation of modified polyethylene films in different soils under laboratory conditions. International Biodeterioration andBiodegradation 65(6):757-767.
Ochi, S (2008): Mechanical properties of kenaf fibers and kenaf/PLA composites. Mechanics of Materials 40(4-5):446-452.
Pamula, E, Blazewicz, M, Paluszkiewicz, C, Dobrzynski, P (2001): FTIR study of degradation product of aliphatic polyesters-carbon fibers composites. Journal of Molecular Structure 596(1-3):67-75.
Potin, O, Rafin, C, Veignie, E(2004): Bioremediation of an aged polycyclic aromatic hydrocarbons (PAHs)-contaminated soil by filamentous fungi isolated from soil. International Biodeterioration and Biodegradation 54(1):45-52.
Sing, H (2006): Mycoremediation: fungal bioremediation. John Wiley & Sons, Inc. United State of America.
Soni, R K, Soam, S Dutt, K (2009): Studies on biodegradability of copolymer of lactic acid, terephthalic acid and ethylene glycol. Polymer Degradation and Stability 94(3):423-437.
Vidali, M (2001): Bioremediation. An overview. Pure and Applied Chemistry 73(7):1163-1172.
Tachibana, S, Kiyota, Y, Koga, M (2005): Biodegradation of 2,7-Dibenzo-p-Dioxin and 2,4,8-Trichlorodibenzofuran in soil by fungi screened from nature. Pakistan Jornal of Biological Sciences 8(12):1751-1751.
Wariishi, H, Valli, K, Gold, M H (1992): Manganese (II) oxidation by manganese peroxidase from the basidiomycete Phanerochaete chrysosporium-kinetic mechanism and role of chelators. The Journal of Biological Chemistry 267(33):23688–23695.
Yussuf, A A, Massoumi, I, Hassan, A (2010): Comparison of Polylactic acid/Kenaf and Polylactic Acid/Rise Husk Composites: The Influence of the Natural Fibers on the Mechanical, Thermal and Biodegradability Properties. Journal of Polymers and the Environment 18(3):422–429.

384
INAFOR 11E-044
INTERNATIONAL CONFERENCE OF INDONESIAN FORESTRY RESEARCHERS (INAFOR)
Section E Forest Product and Industry
Cellulose-based Nanotechnology: Synthesize, Properties and Applications (A Mini Review)
Nanang Masruchin and Subyakto
Research Center for Bio-material, Indonesian Institute of Sciences (LIPI), Jl. Raya Jakarta-Bogor, Km.46 Cibinong Science Center, Cibinong 16911, INDONESIA
Corresponding email: [email protected]
Paper prepared for The First International Conference of Indonesian Forestry Researchers (INAFOR)
Bogor, 5 – 7 December 2011
INAFOR SECRETARIAT Sub Division of Dissemination, Publication and Library
FORESTRY RESEARCH AND DEVELOPMENT AGENCY Jl. Gunung Batu 5, Bogor 16610

385
Cellulose-based Nanotechnology: Synthesize, Properties and Applications (A Mini Review)
Nanang Masruchin and Subyakto
Research Center for Bio-material, Indonesian Institute of Sciences (LIPI), Jl. Raya Jakarta-Bogor, Km.46 Cibinong Science Center, Cibinong 16911, INDONESIA
Corresponding email: [email protected]
ABSTRACT
Due to its abundant, renewable and remarkable properties (i.e high surface area, high modulus), cellulose nano-crystal (CNC) could be competing with carbon nano-tube (CNT). Recently, synthesize of this CNC becoming great attention to researcher over the world. In this review, many source in particular wood and non wood was explored to produce CNC. Many methods such as physical, chemical, and mechanical was conducted to isolate CNC. Furthermore, enzymatic treatment resulting in improvement process and low energy needed was recently reported to obtain large yield and industrial applicable of CNC. The formation of chiral nematic phase of CNC will be the next focus exploitation for its future application. Finally, future outlook of CNC research also discussed.
Keywords: Cellulose nanocrystal, synthesize, properties, applications
Nomenclature
density
f tensile strength
AE elastic modulus (stiffness) in axial direction
TE elastic modulus (stiffness) in transverse
direction AFEX Ammonia fiber expansion S1,S2 primary and secondary wall layers M middle lamelae
L1-Ln successive cellulose-rich layers DP Degree of Polymerization MCC Microcrystalline Cellulose AFM Atomic Force Microscopy CNT Carbon Nanotubes BC Bacterial cellulose CTE Coefficient Thermal Expansion (oC-1)
1. INTRODUCTION
Nanotechnology involves the manipulation of materials measuring 100 nm or less in at least one dimension (Wagner and Jones, 2006). At the 1 nanometer (nm) scales and below, quantum mechanics rules, and at dimensions above 100 nm classical continuum mechanics, physics, and chemistry dictate properties of matter. Between 1 and 100 nm, a hybrid exists, and interesting things can happen. Mechanical, optical, electrical, magnetic, and a variety of other properties can behave quite differently from the bulk material, providing the opportunity to develop materials with higher strength, greater opacity, and enhanced electrical and magnetic performances among many others. Nanotechnology seeks to develop materials and structures that exhibit novel and significantly improved physical, chemical, and tribological properties and functions due to their nanoscale size. Nanotechnology can bring many benefits–lighter, stronger and multifunctional materials; innovative devices based on new principles and architectures.
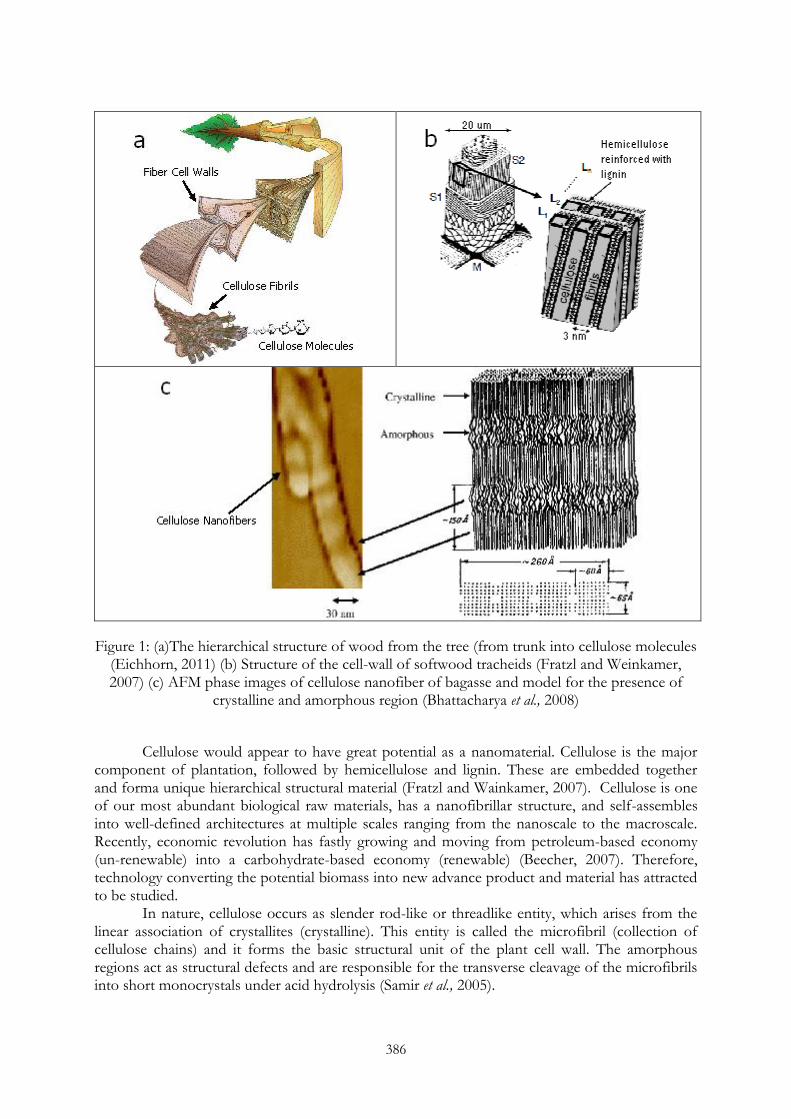
386
Figure 1: (a)The hierarchical structure of wood from the tree (from trunk into cellulose molecules (Eichhorn, 2011) (b) Structure of the cell-wall of softwood tracheids (Fratzl and Weinkamer, 2007) (c) AFM phase images of cellulose nanofiber of bagasse and model for the presence of
crystalline and amorphous region (Bhattacharya et al., 2008)
Cellulose would appear to have great potential as a nanomaterial. Cellulose is the major
component of plantation, followed by hemicellulose and lignin. These are embedded together and forma unique hierarchical structural material (Fratzl and Wainkamer, 2007). Cellulose is one of our most abundant biological raw materials, has a nanofibrillar structure, and self-assembles into well-defined architectures at multiple scales ranging from the nanoscale to the macroscale. Recently, economic revolution has fastly growing and moving from petroleum-based economy (un-renewable) into a carbohydrate-based economy (renewable) (Beecher, 2007). Therefore, technology converting the potential biomass into new advance product and material has attracted to be studied.
In nature, cellulose occurs as slender rod-like or threadlike entity, which arises from the linear association of crystallites (crystalline). This entity is called the microfibril (collection of cellulose chains) and it forms the basic structural unit of the plant cell wall. The amorphous regions act as structural defects and are responsible for the transverse cleavage of the microfibrils into short monocrystals under acid hydrolysis (Samir et al., 2005).
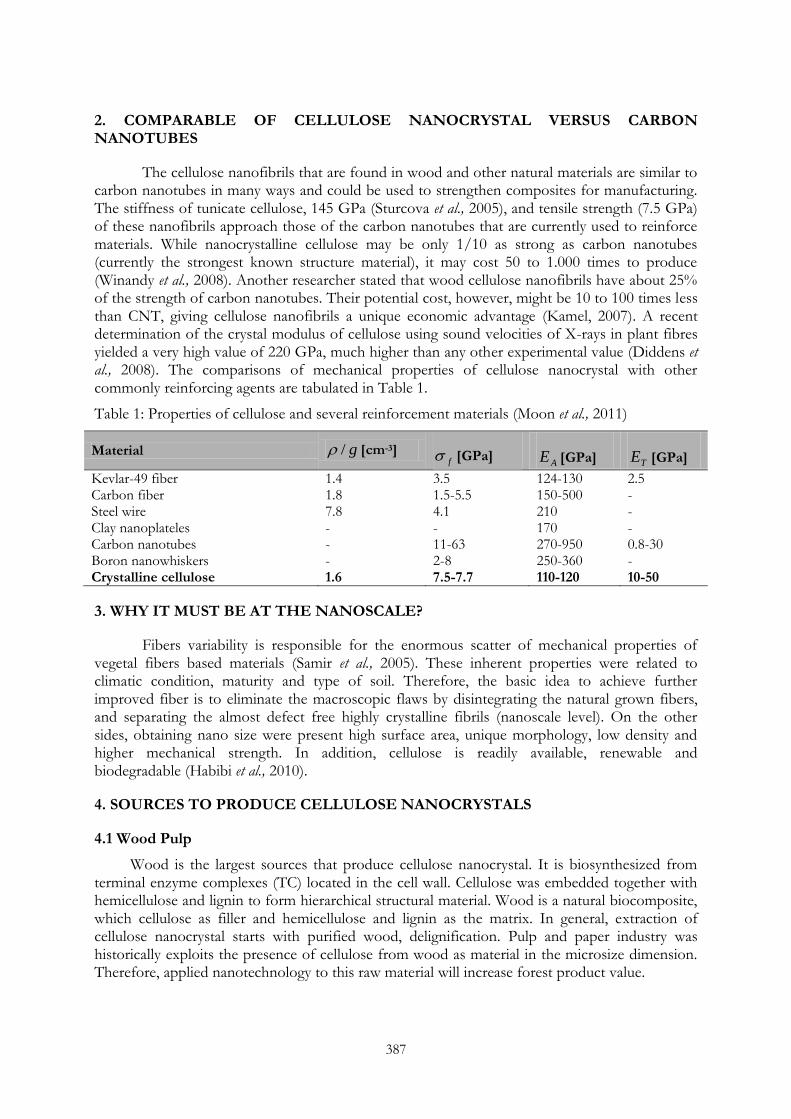
387
2. COMPARABLE OF CELLULOSE NANOCRYSTAL VERSUS CARBON NANOTUBES
The cellulose nanofibrils that are found in wood and other natural materials are similar to carbon nanotubes in many ways and could be used to strengthen composites for manufacturing. The stiffness of tunicate cellulose, 145 GPa (Sturcova et al., 2005), and tensile strength (7.5 GPa) of these nanofibrils approach those of the carbon nanotubes that are currently used to reinforce materials. While nanocrystalline cellulose may be only 1/10 as strong as carbon nanotubes (currently the strongest known structure material), it may cost 50 to 1.000 times to produce (Winandy et al., 2008). Another researcher stated that wood cellulose nanofibrils have about 25% of the strength of carbon nanotubes. Their potential cost, however, might be 10 to 100 times less than CNT, giving cellulose nanofibrils a unique economic advantage (Kamel, 2007). A recent determination of the crystal modulus of cellulose using sound velocities of X-rays in plant fibres yielded a very high value of 220 GPa, much higher than any other experimental value (Diddens et al., 2008). The comparisons of mechanical properties of cellulose nanocrystal with other commonly reinforcing agents are tabulated in Table 1.
Table 1: Properties of cellulose and several reinforcement materials (Moon et al., 2011)
Material g/ [cm-3] f [GPa]
AE [GPa] TE [GPa]
Kevlar-49 fiber 1.4 3.5 124-130 2.5 Carbon fiber 1.8 1.5-5.5 150-500 - Steel wire 7.8 4.1 210 - Clay nanoplateles - - 170 - Carbon nanotubes - 11-63 270-950 0.8-30 Boron nanowhiskers - 2-8 250-360 - Crystalline cellulose 1.6 7.5-7.7 110-120 10-50
3. WHY IT MUST BE AT THE NANOSCALE?
Fibers variability is responsible for the enormous scatter of mechanical properties of vegetal fibers based materials (Samir et al., 2005). These inherent properties were related to climatic condition, maturity and type of soil. Therefore, the basic idea to achieve further improved fiber is to eliminate the macroscopic flaws by disintegrating the natural grown fibers, and separating the almost defect free highly crystalline fibrils (nanoscale level). On the other sides, obtaining nano size were present high surface area, unique morphology, low density and higher mechanical strength. In addition, cellulose is readily available, renewable and biodegradable (Habibi et al., 2010).
4. SOURCES TO PRODUCE CELLULOSE NANOCRYSTALS
4.1 Wood Pulp
Wood is the largest sources that produce cellulose nanocrystal. It is biosynthesized from terminal enzyme complexes (TC) located in the cell wall. Cellulose was embedded together with hemicellulose and lignin to form hierarchical structural material. Wood is a natural biocomposite, which cellulose as filler and hemicellulose and lignin as the matrix. In general, extraction of cellulose nanocrystal starts with purified wood, delignification. Pulp and paper industry was historically exploits the presence of cellulose from wood as material in the microsize dimension. Therefore, applied nanotechnology to this raw material will increase forest product value.

388
4.2 Tunicate
Tunicates are the only animals known to produce cellulose microfibrils. Tunicates are a family of sea animals that have a mantle consisting of cellulose microfibrils embedded in a protein matrix. Cellulose nanocrystal obtained from tunicate has a unique characteristic. It is very high aspect ratio (± 67) with the width are 10-20 nm (Favier et al., 1995). Allomorph cellulose of tunicate is 100% in the form of Iβ.
4.2 Algae (valonia and chladopora)
Several species of algae (green, gray, red, yellow-green, etc.) produce cellulose microfibrils within the cell wall. Most cellulose microfibril researchers have used various species of green algae. Mihranyan et al. (2007) and (2010) was one of researcher whose focus on the isolation of cellulose nanofiber from chladopora.They reported that chladopora has very high crystallinity. The high degree of crystallinity is believed to be related to presence of thick microfibrils. The cellulose microfibrils of algal origin are 10–30 nm in width as compared to microfibrils of cellulose derived from wood, which are 5 nm in width. The higher degree of crystallinity is preferable requirement for filler as reinforcing agents in composite polymer.
4.3 Bacterial Cellulose
Cellulose nano-fibers have been synthesized from Acetobacter xylinum by enzymatic hydrolysis. One considers that the aerobic bacteria produce pellicle (cellulose nanofibers) to maintain their position close to the surface of culture solution. Another assumes that the bacteria generate cellulose to guard themselves from ultraviolet (Iguchi et al., 2000). Kose et al. (2011) prepared a single cellulose nanofiber by proposed an aqueous counter collision (ACC). ACC method allowsbiobased materials to be downsized into nano-objects only using water jets as the medium without chemical modification of themolecules including depolymerization. In this ACC system, an aqueous suspension containing microsized samples, which are predivided into a pair of facing nozzles, aresupposed to collide with each other at a high rate, resulting in wetand rapid pulverization of the samples into nanoscaled objects dispersed in water. The obtained materials are more downsized byrepeating the collision and increasing in the ejecting pressure. From this research, it was resulted a single nanofiber with larger spesific surface area, and higher crystallinity >70% and could convert the allomorph Iα into Iβ, which is thermodynamically stable. Thus result opens further pathways into versatile applicationsi.e functional food, coating reagent and filler for composites and so on.
Kumagai et al. (2011) isolated ultrafine microfibrils (approximately 5 – 20 nm in width) in cellulose from A. bogorensis compared with the 40 – 100 nm wide microfibrils observed in cellulose isolated from Gluconacetobacter xylinus, suggesting differences in the mechanism of cellulose biosynthesis or organization of cellulose synthesizing sites in these two related bacterial species.
4.4 Others (plants, agriculture wastes, grass etc.)
Like wood, plants are an attractive cellulose source primarily because they are abundant. A wide variety of plant materials have been studied for the extraction of cellulose nanocrystal, including oil palm empty fruit bunch (OPEFB)(Fahma et al., 2010), sisal (Moran et al., 2008), luffa cylindrical Siqueira et al., 2010), sugar beet pulp (Dufresne et al., 1997), banana rachis (Zuluaga et al., 2009), grass (Pandey et al. 2008).
5. ISOLATION OF CELLULOSE NANOCRYSTAL
There are several methods for cellulose nanocrystal isolation that have been reported till now. Sometimes a pretreatment is being necessary.
389
5.1 Physical Treatment (microwave, ultrasounic)
Because of the large requirements of energy necessary in the mechanical diminution, as well as high yield desired. Physical method ultrasonication was conducted to isolation of cellulose nanocrystal. Ultrasound is a part of the sound spectrum in the range of 20 kHz–10 MHz generated by a transducer that converts mechanical or electrical energy into high-frequency acoustical energy. Wang et al. (2009) and Cheng et al. (2010) successfully isolate cellulose nanofiber from regenerated cellulose and MCC. During process, the temperature of the water suspension could reach up to 91oC. The higher the temperature, the better the cellulose fibrillation, whereas the longer the raw fiber, the lower the fibrillation.The cellulose crystallinity structure of some cellulose fibers was reported changed by ultrasonic treatment.
Using microwave is another way to obtain cellulose fibers disintegration up to nano-scale. The main disadvantage of the method is that the obtained material is highly degraded and the nano-fibers strength characteristics are low. Microwave heating is preferable chosen than conventional heating during the enzymatic isolation treatment of cellulose (Filson et al., 2009).
5.2 Chemical Treatment
5.2.1 Acid Hydrolysis
Acid hydrolysis has been used to extract the crystalline particles from a variety of cellulose sources: plant fiber, wood fiber, MCC, tunicate, algae, and bacteria. Though the mechanism of acid hydrolysis is incompletely understood, the process preferentially removes (hydrolyze) the amorphous regions within the cellulose microfibrils. Sulfuric acid is most typically used as it produces a negative surface charge on the particles, leading to more stable suspensions (Beck-Candanedo et al., 2005) but other acids have also been used (hydrochloric acid (Araki et al., 1998), hydrobromic acid (Lee et al., 2009). From Lee et al. (2009) studied-acid hydrolysis of MCC using two different concentrations of hydrobromic acid (1.5 M and 2.5 M)- It was pointed out that acid hydrolysis decreased steadily the polymerization degree (DP) and molecular weight (Mw) of MCC. The crystallinity of MCC treated with 1.5 M and 2.5 M HBr showed a significant increase due to the degradation of amorphous domains in cellulose. Higher crystalline cellulose had the higher thermal stability compare to the raw material.
5.2.2 Alkaline Hydrolysis
These treatments are usually made using diluted solutions of NaOH (1-10%) at low or high temperatures and concentrated NaOH solutions over 10% only at low temperatures. Zuluaga et al. (2009) reported the production of cellulose nanofiber with average dimension diameters of 3–5 nm, estimated lengths of several micrometers. Higher concentration alkali up to 18% still resulting fibrillation of the fiber; however it was very low crystallinity due to cellulose structure was converted from cellulose I to cellulose II.
5.3 Biological/Enzymatic Treatment
Preparation of cellulose nanocrystal by concentrated sulfuric acid hydrolysis process is energy intensive, environmentally hazardous and the surface of cellulose nanocrystal is chemically modified (sulfated). But fungal hydrolysis resulted in cellulose nanocrystal without any surface modification (Satyamurthi et al., 2011). Yield obtained from fungal treatment on cellulose nanocrystal isolation from MCC shown value on the level 23% at 25oC optimum for 5 days; increasing the temperature up to 30oC, decreasing the yield into level 5% for 5 days fermentation. Therefore, condition for fermentation closely related to the enzyme activity to degrade the amorphous part of cellulose. Li et al. (2008) reported that removal of non-cellulose components from cellulose fibers by enzyme treatment can increase the crystallinity, thermal stability and the amount of -OH groups of the treated fibers.
390
5.4 Mechanical Fibrillation (Grinding, Crushing)
A common method of obtaining nano-cellulose fibers involves conventional refining procedures. This method has some disadvantages concerning the water capacity retention which tends to increase during the refining process. The large requirement of energy necessary in the refining process of the cellulose materials represents another alarming aspect. Abe et al. (2007) obtained homogenized dimension of cellulose nanofiber in the range of 15 nm using grinding process. A simple process pretreatment, dewaxing, delignification/bleaching produce the α-cellulose content of the sample up to more than 85%. The α-cellulose then subjected to grinder machine at 1500 rpm in the condition never dried.
Another mechanical method for disintegration of cellulose fibers in nanosized structures is crushing. Through crushing process the crystallinity of cellulose material decreases due to the conformation and configuration modification as well as the increase of polymer solubility. Rigid polymers like cellulose can be grounded up to particles with diameters of 1-3 μm. After these dimensions the size reduction stops but the modification of the fibrous material continues. A subclass of the prior method is ―cryocrushing‖ which demands the immersion of the water-swollen cellulose material in liquid nitrogen followed by the crushing of the material using a mortar and pestle. Chakraborty et al. (2005) subjected the fibrillated wood pulp into liquid nitrogen than freeze drying and ground using wiley mill. They produced nanofiber with aspect ratio between 15 and 55 for the freeze-dried fibrils, and from 20 to 85 for the fibrils dispersed in water.
5.5 Combined Methods
Siqueira et al. (2010) combined three methods to produce cellulose nanocrystal, which is mechanical, enzymatic and acid hydrolysis. It was shown that the enzymatic hydrolysis pretreatment of bleached sisal pulp helps the preparation of well individualized rodlike nanocrystals. Roohani et al. (2008) reported the preparation of cellulose nano-crystals or whiskers with an average diameter of approximately 14.6 ± 3.9 nm, by combination of acid hydrolysis and ultrasound using as raw material cotton linters.
5.6 TEMPO Oxidation
Cellulose nanofibers are obtained through 2,2,6,6-tetramethylpiperidinyl-1-oxyl (TEMPO)-mediated oxidation (Saito et al., 2007) which is a selective reaction at the C6 hydroxyl groups located on the microfibril surface. It has been known that the introduction of cationic charges onto pulp facilitates cell wall delamination (Saito et al., 2007). Because of anionic charges, Carboxylate groups generated by TEMPO oxidation accelerate dispersion of the 3 to 4 nm wide single-sized microfibrils from the oxidized wood cellulose with a supplementary mechanical treatment.
6. PROPERTIES AND CHARACTERIZATION
6.1 Surface Charge
Araki et al. (1998) compared the effects of using sulfuric acid or hydrochloric acid to produce stable suspensions of cellulosic nanocrystals. They explained that sulfuric acid provides more stable aqueous suspensions than hydrochloric acid. According to the same authors, hydrochloric acid produced cellulose nanocrystals with minimum surface charge. On the contrary, sulfuric acid-prepared nanocrystals present a negatively charged surface, due to the esterification of surface hydroxyl groups to give charged sulfate groups (Beck-Candanedo et al., 2005).
For composite applications, these sulfate groups are problematic due to the decreased thermal stability after drying. However, it was shown that the thermal stability of spherical
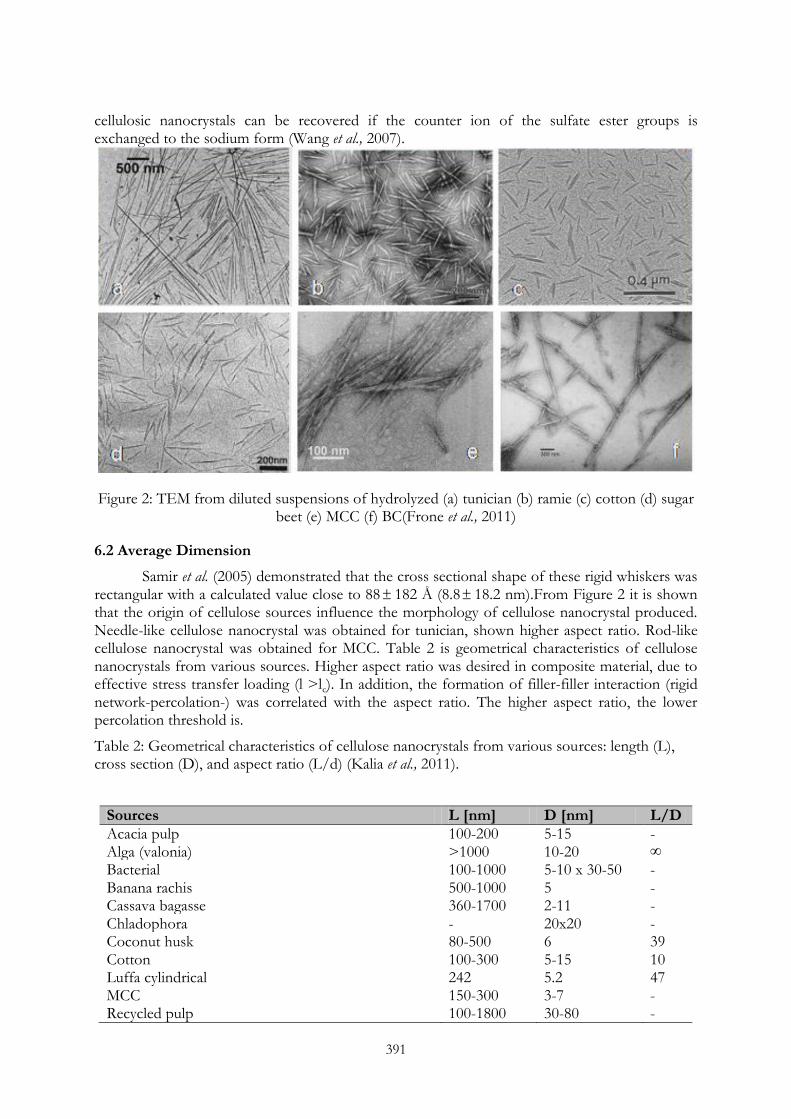
391
cellulosic nanocrystals can be recovered if the counter ion of the sulfate ester groups is exchanged to the sodium form (Wang et al., 2007).
Figure 2: TEM from diluted suspensions of hydrolyzed (a) tunician (b) ramie (c) cotton (d) sugar beet (e) MCC (f) BC(Frone et al., 2011)
6.2 Average Dimension
Samir et al. (2005) demonstrated that the cross sectional shape of these rigid whiskers was rectangular with a calculated value close to 88 182 Å (8.8 18.2 nm).From Figure 2 it is shown that the origin of cellulose sources influence the morphology of cellulose nanocrystal produced. Needle-like cellulose nanocrystal was obtained for tunician, shown higher aspect ratio. Rod-like cellulose nanocrystal was obtained for MCC. Table 2 is geometrical characteristics of cellulose nanocrystals from various sources. Higher aspect ratio was desired in composite material, due to effective stress transfer loading (l >lc). In addition, the formation of filler-filler interaction (rigid network-percolation-) was correlated with the aspect ratio. The higher aspect ratio, the lower percolation threshold is.
Table 2: Geometrical characteristics of cellulose nanocrystals from various sources: length (L), cross section (D), and aspect ratio (L/d) (Kalia et al., 2011).
Sources L [nm] D [nm] L/D
Acacia pulp 100-200 5-15 - Alga (valonia) >1000 10-20 ∞ Bacterial 100-1000 5-10 x 30-50 - Banana rachis 500-1000 5 - Cassava bagasse 360-1700 2-11 - Chladophora - 20x20 - Coconut husk 80-500 6 39 Cotton 100-300 5-15 10 Luffa cylindrical 242 5.2 47 MCC 150-300 3-7 - Recycled pulp 100-1800 30-80 -
392
Sisal 100-500 3-5 - Sugarcane bagasse 200-310 2-6 64 Tunicin 100-1000 10-20 67 Wheat straw 150-300 5 45 Wood 100-300 3-5 50
6.2 Chiral Nematic Phase
One of the most interesting characteristic of MCC aqueous suspensions consists of their self-organization into stable chiral nematic phases. At low concentrations, suspensions of cellulose nanocrystals are isotropic, that is, the rod-like nanoparticles are randomly oriented. When a critical concentration is exceeded, the nanocrystals in the suspension align and from a colloidal chiral-nematic phase. Over a certain concentration range the isotropic and chiral-nematic phases coexist until finally, upon exceeding an upper critical concentration, only the chiral-nematic phase is present. The critical concentration for ordered phase formation and the biphasic concentration range depend strongly on the hydrolysis conditions.
Sugiyama et al. (1992) reported the possibility to align cellulosic whiskers and form a highly ordered cellulosic film. It was achieved by drying diluted aqueous suspensions of tunicin whiskers at room temperature under a strong homogeneous 7T magnetic field. Using this process to orient cellulose microcrystals, it can be created an important new material with original optical properties. Solidified liquid crystals of cellulose with the capability to reflect colored light were prepared from wood pulp microcrystals suspensions. Optical properties of these materials depend on both the cellulose origin and the preparation conditions. The wavelength of reflected light can be controlled by adjusting the ionic strength of the suspension. These new materials have a high application potential like those for security papers.
Not only influenced by magnetic field, suspension of cellulose nanocrystal but also its could be influence by electric charge. Bordel et al. (2006) reported that native cellulose suspension could be oriented in AC electric field at both the macroscopic and colloidal level. The same result also reported by Gindl et al. (2009).
7. APPLICATIONS
7.1 Li-battery
Cellulose nanocrystal as mechanical reinforcing agents for low-thickness polymer electrolytes for lithium batteries application was reported by Samir et al. (2004). The main effect of the filler was a thermal stabilization of the storage modulus for the composites above the melting temperature of the poly (oxyethylene) matrix. It was shown that the formation of the cellulosic network through inter-whiskers hydrogen bonds, assumed to be responsible for the high mechanical properties of the composites, was not affected by the matrix crystallization process and filler/poly (oxy ethylene) interactions (Samir et al., 2004). For the latter, it is worth noting that the filler content is generally relatively low, below 10 wt%, avoiding significant decrease of the ionic conductivity of the polymer.

393
Figure 3: An example of a ‗‗fingerprint‘‘ texture of a chiral nematic phase within the anisotropic region of a suspension of cellulose nanowhiskers viewed under cross-polarised light (Eichhorn,
2011).
7.2 Security Papers
Solidified liquid crystals of cellulose with capability to reflect colored light could be prepared from wood pulp microcrystals suspensions. Optical properties of these materials depend on both the cellulose origin and the preparation conditions. The wavelength of reflected light can be controlled by adjusting the ionic strength of the suspension. These new materials have a high application potential like for security papers.
7.3 Electronic Devices
One area where cellulose nanofiber composite materials are of extreme interest is in optically transparent applications. Due to the nano dimension of cellulose nanocrystal, below the wavelength of light, the composite of cellulose nanocrystal are typically free of scattering. Yano et al. (2005) investigated various resins (including epoxy, acrylic, and phenol-formaldehyde/PF) at high loadings of cellulose nanofibers derived from bacteria (Figure 4a) It was found that at70 wt% loading of cellulose fibers in epoxy resin, up to 80% transmission of the incident light was achieved. The Young‘s modulus of the composite film was 20-21 GPa, while the tensile strength reached values near 325 MPa. The CTE measured for this composite is 6 x 10-6/oC, however the BC/PF–resin sheet has a CTE 3 x 10-6/oC which is comparable to the CTE of silicon crystal. The application of this optical composite film is for displays in OLEDs, Figure 4b (Okahisa et al., 2009).

394
Figure 4: Applications of cellulose nanoparticles. (a) Transparent paper for packaging (Nogi et al., 2009) and (b) luminescence of an organic light-emitting diode (OLEDs) deposited onto a
flexible, low-CTE and optically transparent wood–cellulose nanocomposite (Okahisa et al., 2009).
7.4 Polymer Reinforcement
Another area that will grow rapidly in the utilization of cellulose nanocrystal is polymer composite. Due to relatively high crystallinity, in combination with the ability of the nanofibers to form a dense network held together by strong inter-fibrillar bonds, it has been hypothesized that cellulose nanocrystal might act as a barrier material in packaging material (Syverud and Stenius, 2009). Moreover, due to environmental concern awareness to reduce gas CO2 emission. The reduction of vehicle mass was guide the engineer to look new advance composite polymer for automotive components. Therefore, composite from cellulose nanocrystal will be promising in the future.
8. FUTURE OUTLOOKS
8.1 Processing
Processing techniques have an important incidence on the final properties of the composites. These techniques are conditioned by both intrinsic properties of cellulose nanocrystal and polymeric matrix (solubility, dispersibility and degradation). Water is the preferred processing medium because of the high stability of aqueous cellulose whiskers dispersions and the expected high level of dispersion of the filler within the host matrix in the resulting composite film. Therefore, this restricts the choice of the matrix to hydrosoluble polymers (i.e. latexes, polyvinyl alcohol-PVA). A second alternative consists in dispersing cellulose nanocrystal in some hydrophobic polymers as matrix, surface modification on cellulose nanocrystal is pivotal since the poor compatible between hydrophobic matrix and the natural filler.
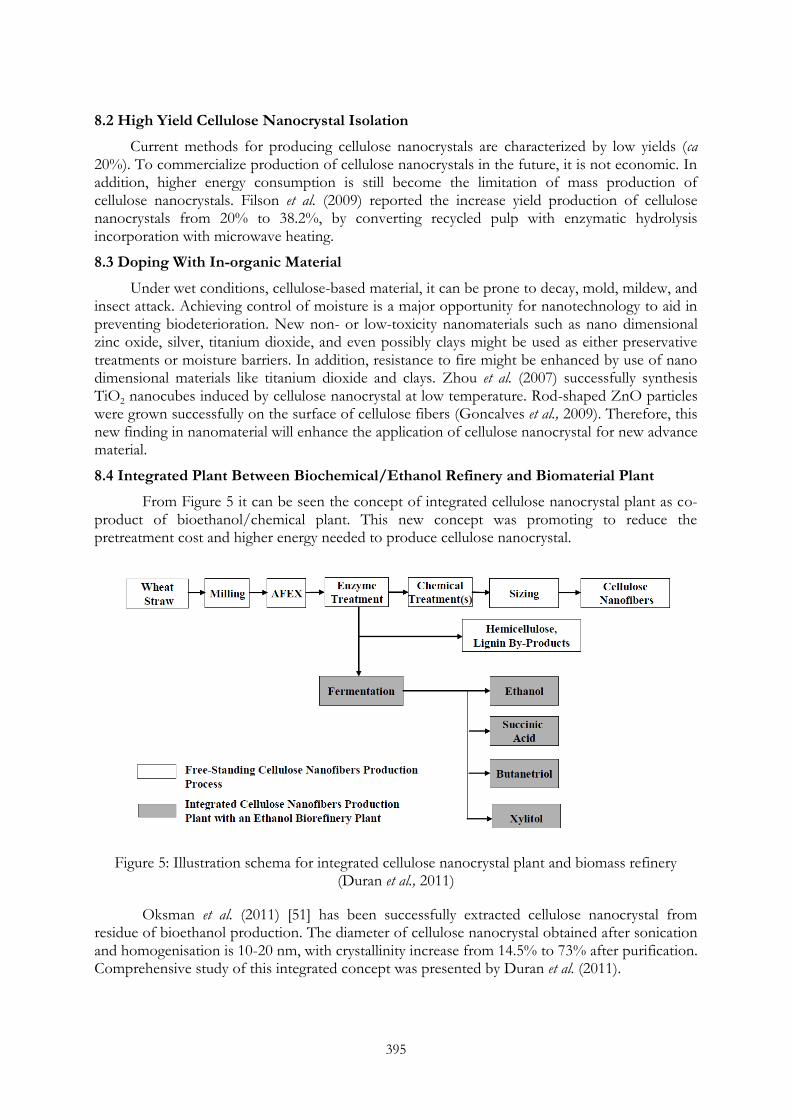
395
8.2 High Yield Cellulose Nanocrystal Isolation
Current methods for producing cellulose nanocrystals are characterized by low yields (ca 20%). To commercialize production of cellulose nanocrystals in the future, it is not economic. In addition, higher energy consumption is still become the limitation of mass production of cellulose nanocrystals. Filson et al. (2009) reported the increase yield production of cellulose nanocrystals from 20% to 38.2%, by converting recycled pulp with enzymatic hydrolysis incorporation with microwave heating.
8.3 Doping With In-organic Material
Under wet conditions, cellulose-based material, it can be prone to decay, mold, mildew, and insect attack. Achieving control of moisture is a major opportunity for nanotechnology to aid in preventing biodeterioration. New non- or low-toxicity nanomaterials such as nano dimensional zinc oxide, silver, titanium dioxide, and even possibly clays might be used as either preservative treatments or moisture barriers. In addition, resistance to fire might be enhanced by use of nano dimensional materials like titanium dioxide and clays. Zhou et al. (2007) successfully synthesis TiO2 nanocubes induced by cellulose nanocrystal at low temperature. Rod-shaped ZnO particles were grown successfully on the surface of cellulose fibers (Goncalves et al., 2009). Therefore, this new finding in nanomaterial will enhance the application of cellulose nanocrystal for new advance material.
8.4 Integrated Plant Between Biochemical/Ethanol Refinery and Biomaterial Plant
From Figure 5 it can be seen the concept of integrated cellulose nanocrystal plant as co-product of bioethanol/chemical plant. This new concept was promoting to reduce the pretreatment cost and higher energy needed to produce cellulose nanocrystal.
Figure 5: Illustration schema for integrated cellulose nanocrystal plant and biomass refinery (Duran et al., 2011)
Oksman et al. (2011) [51] has been successfully extracted cellulose nanocrystal from residue of bioethanol production. The diameter of cellulose nanocrystal obtained after sonication and homogenisation is 10-20 nm, with crystallinity increase from 14.5% to 73% after purification. Comprehensive study of this integrated concept was presented by Duran et al. (2011).
396
REFERENCES
Abe K, Iwamoto S and Yano H (2007): Obtaining Cellulose Nanofibers with a Uniform Width of 15 nm from Wood. Biomacromolecules 8:3276-3278.
Araki J, Wada M, Kuga S and Okano T (1998): Flow properties of microcrystalline cellulose suspension prepared by acid treatment of native cellulose. Colloids and Surfaces A: Physicochemical and Engineering Aspects 142:75–82.
Beck-Candanedo S, Roman M and Gray D G (2005): Effect of reaction conditions on the properties and behavior of wood cellulose nanocrystal suspensions. Biomacromolecules 6:1048-1054.
Beecher J F (2007): Wood, trees and nanotechnology. Nature Nanotechnology 2:466-467.
Bhattacharya D, Germinario L T and Winter W T (2008): Isolation, preparation and characterization of cellulose microfibers obtained from bagasse. Carbohydrate Polymers 73:371–377.
Bordel D, Putaux JvL and Heux L (2006): Orientation of Native Cellulose in an Electric Field. Langmuir 22:4899-4901
Chakraborty A, Sain M and Kortschot M (2005): Cellulose microfibrils: A novel method of preparation using high shear refining and cryocrushing. Holzforschung 59:102–107.
Cheng Q, Wang S and Han Q (2010): Novel Process for Isolating Fibrils from Cellulose Fibers by High-Intensity Ultrasonication. II. Fibril Characterization. Journal of Applied Polymer Science 115: 2756–2762.
Diddens I, Murphy B, Krisch M and Muller M (2008): Anisotropic Elastic Properties of Cellulose Measured Using Inelastic X-ray Scattering. Macromolecules 41(24):9755–9759.
Dufresne A, Cavaille J Y and Vignon M R (1997): Mechanical Behavior of Sheets Prepared from Sugar Beet Cellulose Microfibrils. Journal of Appled Polymer Science 64:1185-1194.
Duran N, Lemes A P, Duran M, Freer J and Baeza J (2011): A Minireview of Cellulose Nanocrystals and Its Potential Integration as Co-product in Bioethanol Production. Journal of the Chilean Chemical Society 56(2):672-677.
Eichhorn S J (2011): Cellulose nanowhiskers: promising materials for advanced applications. Soft Matter 7:303–315.
Fahma F, Iwamoto S, Hori N, Iwata T and Takemura A (2010): Isolation, preparation, and characterization of nanofibers from oil palm empty-fruit-bunch (OPEFB). Cellulose 17:977–985.
Favier V, Chanzy H and Cavaille J Y (1995): Polymer Nanocomposites Reinforced by Cellulose Whiskers. Macromolecules 28:6365-6367.
Filson P B, Dawson-Andoh B E and Schwegler-Berry D (2009): Enzymatic-mediated production of cellulose nanocrystals from recycled pulp. Green Chemistry 11:1808–1814.
Fratzl P and Weinkamer R (2007): Nature‘s hierarchical materials. Progress in Materials Science 52: 1263–1334.
Frone A N, Panaitescu D M and Donescu D (2011): Some aspects concerning the isolation of cellulose micro- and nano-fibers. U.P.B. Science Bulletin, Series B 73(2):133-152.
Gindl G, Emsenhuber G, Maier G and Keckes J (2009): Cellulose in Never-Dried Gel Oriented by an AC Electric Field. Biomacromolecules 10:1315–1318.

397
Goncalves G, Marques P A A P, Neto C P, Trindade T, Peres M and Monteiro T (2009): Growth, Structural, and Optical Characterization of ZnO-Coated Cellulosic Fibers. Crystal Growth & Design 9(1):386-390.
Habibi Y, Lucia L A and Rojas O J (2010): Cellulose Nanocrystals: Chemistry, Self-Assembly, and Applications. Chemical Review 110:3479–3500.
Iguchi M, Yamanaka S and Budhiono A (2000): Review Bacterial cellulose-a masterpiece of nature‘s arts. Journal of Material Science 35:261– 270
Kalia S, Dufresne A, Cherian B M, Kaith B S, Averous L, Njuguna J and Nassiopoulos E (2011) Cellulose-Based Bio- and Nanocomposites: A Review. International Journal of Polymer Science, Article ID 837875, 35 pages, doi:10.1155/2011/837875.
Kamel S (2007): Nanotechnology and its applications in lignocellulosic composites, a mini review. eXPRESS Polymer Letters 1(9):546–575.
Kose R, Mitani I, Kasai W and Kondo T (2011): ―Nanocellulose‖ As a Single Nanofiber Prepared from Pellicle Secreted by Gluconacetobacter xylinus Using Aqueous Counter Collision. Biomacromolecules 12:716–720.
Kumagai A, Mizuno M, Kato N, Nozaki K,Togawa E,Yamanaka S, Okuda K, Saxena IM and Amano Y (2011): Ultrafine Cellulose Fibers Produced by Asaia bogorensis, an Acetic Acid Bacterium. Biomacromolecules 12:2815–2821.
Lee S Y, Mohan D J, Kang I A, Doh G H, Lee S and Han S O (2009): Nanocellulose Reinforced PVA Composite Films: Effects of Acid Treatment and Filler Loading. Fibers and Polymers 10(1):77-82.
Li Y and Pickering K L (2008): Hemp fibre reinforced composites using chelator and enzyme treatments. Composites Science and Technology 68:3293–3298.
Mihranyan A (2011): Cellulose from Cladophorales Green Algae: From Environmental Problem to High-Tech Composite Materials. Journal of Applied Polymer Science 119:2449–2460.
Mihranyan A, Edsman K and Stroome M (2007): Rheological properties of cellulose hydrogels prepared from Cladophora cellulose powder. Food Hydrocolloids 21:267–272.
Moon R J, Martini A, Nairn J, Simonsen J and Youngblood J (2011): Cellulose nanomaterials review: structure, properties and nanocomposites. Chemistry Society Review 40:3941–3994.
Moran J I, Alvarez V A, Cyras V P and Vazquez A (2008): Extraction of cellulose and preparation of nanocellulose from sisal fibers. Cellulose 15:149–159.
Nogi M, Iwamoto S, Nakagaito A N and Yano H (2009): Optically Transparent Nanofiber Paper. Advanced Materials 21:1595–1598.
Okahisa Y, Yoshida A, Miyaguchi S and Yano H (2009): Optically transparent wood–cellulose nanocomposite as a base substrate for flexible organic light-emitting diode displays. Composite Science and Technology 69:1958–1961.
Oksman K, Etang J A, Mathew A P and Jonoobi M (2011): Cellulose nanowhiskers separated from a bio-residue from wood bioethanol production. Biomass and Bioenergy 35(1):146-152.
Pandey J K, Lee J W, Chu W S, Kim C S and Ahn S H (2008): Cellulose Nano Whiskers from Grass of Korea. Macromolecular Research 16(5):396-398.
Roohani M, Habibi Y, Belgacem N M, Ebrahim G, Karimi A N and Dufresne A (2008): Cellulose whiskers reinforced polyvinyl alcohol copolymers nanocomposites. European Polymer Journal 44:2489–2498.

398
Saito T, Kimura S, Nishiyama Y and Isogai A (2007): Cellulose Nanofibers Prepared by TEMPO-Mediated Oxidation of Native Cellulose. Biomacromolecules 8:2485-2491.
Samir M A S A, Alloin F and Dufresne A (2005): Review of Recent Research into Cellulosic Whiskers, Their Properties and Their Application in Nanocomposite Field. Biomacromolecules 6: 612-626.
Samir M A S A, Alloin F, Gorecki W, Sanchez J Y and Dufresne A (2004): Nanocomposite Polymer Electrolytes Based on Poly(oxyethylene) and Cellulose Nanocrystals. Journal Physical Chemistry B 108:10845-10852.
Satyamurthy P, Jain P, Balasubramanya R H and Vigneshwaran N (2011): Preparation and characterization of cellulose nanowhiskers from cotton fibres by controlled microbial hydrolysis. Carbohydrate Polymers 83:122–129.
Siqueira G, Bras J and Dufresne A (2010): Luffa cylindrica as a lignocellulosic cource of fiber, microfibrillated cellulose and cellulose nanowhisker. Bioresources 5(2):727-740.
Siqueira G, Tapin-Lingua S, Bras J, Perez Dd S and Dufresne A (2010): Morphological investigation of nanoparticles obtained from combined mechanical shearing, and enzymatic and acid hydrolysis of sisal fibers. Cellulose 17:1147–1158.
Sturcova A, Davies G R and Eichhorn S J (2005): Elastic Modulus and Stress-Transfer Properties of Tunicate Cellulose Whiskers. Biomacromolecules 6:1055-1061.
Sugiyama J, Chanzy H and Maret G (1992) Orientation of Cellulose Microcrystals by Strong Magnetic Fields. Macromolecules 25:4232-4234.
Syverud K and Stenius P (2009): Strength and barrier properties of MFC films. Cellulose 16:75–85.
Wang N, Ding E and Cheng R (2007): Thermal degradation behaviors of spherical cellulose nanocrystals with sulfate groups. Polymer 48:3486-3493.
Wang S and Cheng Q (2009): A Novel Process to Isolate Fibrils from Cellulose Fibers by High-Intensity Ultrasonication Part 1: Process Optimization. Journal of Applied Polymer Science 113:1270–1275.
Wegner T H and Jones P E (2006): Advancing cellulose-based nanotechnology. Cellulose 13:115 –118.
Winandy J E, Rudie A W, Williams R S and Wegner T H (2008): Integrated Biomass Technologies: A Future Vision for Optimally Using Wood and Biomass. Forest Products Journal 58: 6-16.
Yano H, Sugiyama J, Nakagaito A N, Nogi M, Matsuura T, Hikita M and Handa K (2005): Optically transparent composites reinforced with networks with bacterial nanofibers. Advanced Materials 17(2):153-155.
Zhou Y, Ding E Y, Li W D (2007): Synthesis of TiO2 nanocubes induced by cellulose nanocrystal (CNC) at low temperature. Materials Letters 61:5050–5052.
Zuluaga R, Putaux J L, Cruz J, Velez J, Mondragon I and Ganan P (2009): Cellulose microfibrils from banana rachis: Effect of alkaline treatments on structural and morphological features. Carbohydrate Polymers 76:51–59.

399
INAFOR 11E-045
INTERNATIONAL CONFERENCE OF INDONESIAN FORESTRY RESEARCHERS (INAFOR)
Section E Forest Product and Industry
The Efficient of Rubber Wood Process Technology
D. Martono
The Center for Research and Development on Forestry Engineering and Forest Products Processing Jl. Gunung Batu 5, Bogor 16610, INDONESIA Corresponding email: [email protected]
Paper prepared for The First International Conference of Indonesian Forestry Researchers (INAFOR)
Bogor, 5 – 7 December 2011
INAFOR SECRETARIAT Sub Division of Dissemination, Publication and Library
FORESTRY RESEARCH AND DEVELOPMENT AGENCY Jl. Gunung Batu 5, Bogor 16610

400
The Efficient of Rubber Wood Process Technology
D. Martono
The Center for Research and Development on Forestry Engineering and Forest Products Processing Jl. Gunung Batu 5, Bogor 16610, INDONESIA Corresponding email: [email protected]
ABSTRACT
The utilization of rubber wood is potentially developed. The basic properties of rubber wood such as machining, durability and strengthening must be known to suit the products. Grain is straight in some area near knots there is interlocked grain, inserted of bark make a defect timber. Wood density 0.61, the strength rubber wood is classified into II – III levels. The static bending have MOR=66.0 N/mm2 and MOE=0.240 N/mm2 and pressure strength of parallel of grain (32.2 N/mm2) and pressure strength of perpendicular of grain (4.96 N/mm2) requirements for furniture is hardness side for about 4.35 N. Logs and sawn timber is very susceptible for fungi and insect borer as well as termite it reason to classify into Class V of durability. Under fiber saturation point is susceptible for post powder beetle (Heterobostrychus, Lyctus and Minthea). Connection with ground easily attacked by subteranian termite and termite. The efficient way to exploitation with killing the tree by arboricide triklopir 5% infuse, after about 2 months the tree is cutting by digging. Prophylactic treatment with MBT in 2% or Karbendazim in 2% in the melted way or spray to prevent blue stain.Without carriage at sawing productivity is low, the saw blade is good by thin-kerf and high-strain to make increase and soft texture surface sawing stable. That is grade class II on machining and grade class I on sanding. Utillization to wood working product is good as well as furniture, laminated wood, composite wood, floring/parquet to avoid attacked of land termites or dry wood termites preservation using boron and polibor 10% to get 10 kg/m³ retention with vacuum pressure, carcoal product usually taken from waste felling, is have the high point of calor and heat and high density.
Keywords: Rubber wood, basic properties, furniture, machining
1. INTRODUCTION
In the last decades, timber supply from natural forest has been decreased. This condition is caused by the fact that area for wood production area is getting less. One reason for this condition is that the tree growing speed is slower than volume of felling trees. Basically, in the beginning of timber harvesting had been considerately good but there is out of system that weakened the system such as illegal logging and forest fire. It is recorded that in PELITA VII (1998/1999) the raw material production is about 19,026,943 m3 and it turns to 20,619,942 m3 in the following years. In 2001, the log production falls into 6,763,664 m3, while in 2002 the log production targeted with ―soft landing‖ production of 6.8 million m3 (Anonymous, 2001).
In 2003 and 2004, the timber production from natural forest is targeted about 6.8 million m3. In 2005, the target of log production is targeted to 5.543 million m3. It is caused by the policy of forestry department to decrease log production. It is expected that wooden based industries can have program in material restructurization and efficiency. In addition, the industry is expected to get wooden material from alternative source such as estate crops, which produce rubber.
Rubber wood (Hevea brasiliensis Muel.Arg.) is a crop plantation that its resin is utilized for rubber product. The utilization of rubber wood as a material substitution is potentially developed. Having different wood properties, rubber wood characteristics must be known to optimize its
401
utilization. As a crop plantation, rubber wood will have a lot of weakness during timber processing. The basic properties of rubber wood such as machining, durability and strengthening must be known to suit the products.
2. RUBBER WOOD CHARACTERISTICS
2.1 Anatomical Properties
Rubber wood is classified into Euphorbiaceae family. The wood is clearly white with texture is moderately coarse to fine. Grain is straight in some area near knots (epicormic branch) there is interlocked grain. Vessel is possible to look in naked eye, diffuse, solitaire, sometime found multiple in 2 – 4 radial or spread in order. Rays cell parenchym soft sometimes wide pilled up brightly. Growth ring is clearly seen as differentiation of late woods arrange in pattern. The ring creates ilustrous woods picture, which is straight with soft stripe. Wood color is white bright but fastly get oxidated that can make discoloration to brown or into blonde, especially in green timber after sawing without slacking by stick to air drying. The difference of sapwood and heartwood is not clearly distinct, with very clear pith.
As the tree is tapped to resin, it is found that the bark occurrence in the wood is a defect on timber, because the color timber is not spread even. However the top of taping clear less of free from inserted bark (Burgess, 1966; Martawijaya, 1972). The interlocked grain of rubber wood causes machinery defect from broken fiber. The soft and white bright color texture and whit straight fiber can be use as ramin wood substitution (Said, 1978; Cotto, 1989; Rullyati, 1991)
2.2 Physical and Mechanical Properties
Density of rubber wood varies on age and kind of clones. Generally wood density is around on 15% moisture content specific gravity 0.61. Based on its specific gravity the strength rubber wood is classified into II – III levels (Seng, 1961). Rubber wood is easy to saw but also easily broken especially in pith area. After air-drying, the timber has possibility to broken if in nail in radial ways. The square board of 2.5 cm thick needs about 2 months to air-dry. The dementia stability rubber wood is low, it easily changes during drying of timber, so that drying must flat stick for stacking. During drying there is a possibility of checks for changes of shape dimension swelling and cupping as well as shrinkage especially on tangential lumber. The drying for 5 cm lumber is about 12 days using the drying schedule T6-D2 American Standard (Martawijaya, 1972; Hong, 1985; Cotto, 1989).
The mechanical wood properties show the viability of structural timber uses and for furniture‘s. The static bending of rubber wood have MOR=66.0 N/mm2 and MOE=0.240 N/mm2 and pressure strength of parallel of grain (32.2 N/mm2) and pressure strength of perpendicular to grain (4.96 N/mm2) special requirements for furniture is hardness side for about 4.35 N. As mentioned before, the mechanical properties of rubber wood satisfy the requirements for furniture and parquet flooring (Hong, 1985).
2.3 The Shape and Log Deffects
The roundness of log shape is absolutely an important required for wood processing yields. The tendency of rubber wood to be crooked beside from the bottom to the top is sharp and is not to cylindrical. Generally good trunk for saw milling is the log that taken taping, but the trunk free from branch is relatively short. This is one reason for printing design product to get wide board. Because the inferiority and defect of logs shape, rubber woods log yields is only 20% of the log produces for saw milling. The rest of the log produce waste that suit for wood chip material and fiberboard as well as charcoal.
402
2.4 Durability Properties
Logs and sawn timber is very susceptible for organism destroyer such as fungi and insect borer as well as termite. This is one reason for Oey Djoen Seng to classify the wood into Class V of durability. Log cutting and sawn timber without protection can lead discolourisation caused by blue stain infections less than one week.
In air drying without kiln dry at moisture content under fiber saturation point and lumber is not clear dry (about upper of 20% M.C.) is susceptible for destroying post powder beetle (Heterobostrychus, Lyctus and Minthea). In this condition, when timber in process of the larva of powder post beetle stay inside the timber. The borers grow up and ready to investation attack to the other timber that are close.
In dry condition, timber is susceptible and easily attacked by termite (Cryptotermes). If it had connection with ground, is also easily attacked by subteranian termite. This condition is caused by the part of that carbohydrate gradient is high. Like the wood contents Cellulose 52.9%, Pentosan 19.5%, Lignin 25.4% and Sillica 0.02%. Considering the weak of low durability of rubber wood must be preserved on utilization of rubber wood to make a using guarantee for material.
3. PROCESSING AND UTILIZATION TECHNOLOGY
3.1 Exploitation Efficiency
The logging exploitation of rubber wood is different with logging at natural forest. For rubber wood is clear cutting, usually as soon as possible replanting except for the smallholder plantation. Land clearing for cultivation replanting with digging the soil, take up the bootombase trunk to make it not to be source investation of destroying white rot fungus (Rigidiporus lignosus), ground neck root rot (Poria hypolaterithia) and terracotta root rot fungi (Ganoderma pseudofereum) and subteranian termite (Coptotermes dudley) as well as (Macrotermes sp).
The efficient way to exploitation with killing the tree by arboricide triklopir 5 % infuse, after about 2 months, the tree is cutting by digging the land around of ground base and then with cut some root branch, branch is pulled up with pulley until the tree is cut off, and then small branch is cutting to take a good straight log. The logging can be started from the back hill in condition topography with more hills. This condition only can be happening for the monoculture as like private and government estate with clear cutting in the same time. If we want to pull up the tree we need to find another support tree.
In a stump and root part can be use for chip material for particleboard, as well as for waste of logging. But if we can‘t do that, it can use for charcoal and compose. The very small charcoal can be use for compose charcoal to improve the garden organic material for fertilizer (Martono, 1994).
3.2 Prophylactic Treatment as a Preservation for Log and Lumber
The green logs rubber wood is very susceptible with destroying blue stain fungi and pinhole borer (ambrosia beetle). If there is no protection in the first day, the cross cut surface will soon attacked by blue stain fungi. The pesticide has been recommended that are suggest to prevent blue stain attacking is methylene bis thio cyanate in 2 % concentration or azakonazol + karbendazim in 1% - 2% concentration in the melted way or spray. And to protection for pinhole borer is with permethrine pesticide by spray in 0.5% or decamethrine 0.5%, or fenitrothion 1%. Every 1 m2 board of surface the log veil is can be spray with only 300 ml of liquid (Martono, 1998).
Prophylactic treatment as preservation is needy to activity is cause of cross cut log is very susceptible for destroying blue stain fungi, after sawing and air drying with out protection staining on lumber by fungi mycelium fastly wade and broadly dispersal in the lumber is made

403
grade of lumber decrease. The protection of lumber with prophylactic preservation by soaking in pesticide liquid as protection logs.
Preservation on lumber rubber wood must be activity at fresh cut lumber a few minute after sawing with preservative active ingredient of Borax 35.52 % + Boric acid 35.5 % + Polibor 28.4 % at 6 % concentration dilution by vacuum pressure or oscillating pressure methods for a long time about 1–1.5 hours at 14 atmosphere pressure. To make a good penetration the preservative is make a hot temperature dilution. To know penetration dip of preservative with curcuma 2% in alcohol liquid and chloric acid 20% in alcohol liquid welted on cross cut lumber is indicate change of yellow to red color.
3.3 Machining to Wood Working Product
The hardness of rubber wood is rarely and easy to working like a ramin wood, nyatoh, mentibu and others. Nevertheless of latex in bark and inserted trapped bark in wood, and productivity is low. If the machine saw milling without carriage the outcome productivity is low, but by band saw over biggest size (like 38 inch) is inefficient that cause the log is little diameters (under 40 cm) and sharpened logs shape (under 40 cm) and sharpened log shape. The saw blade is good by thin-kerf and high-strain to make productivity increase and soft texture surface sawing stable (Hong, 1985; Cotto, 1989; Ginoga et al., 1998).
The sawing planning of rubber wood is cause include of little diameters logs that live sawing methods is good, after preservation every lumber in air dry with stripe stick on stacking activity, after yet the lumber ripped sawing is likely on size ready to work pulled of change dimension (like bowing, crook, cupping, twisting and diamonding), and pulled of pith trapped in lumber. Rubber wood is grade class II on machining (sharpening, turnering, drilling) and grade class I on sanding (Andrianto, 1984 cit. Cotto, 1989). Beside that, rubber wood is easy to bending with steam bending methods as well as about 2 hours on fresh cut while drying with clamping by iron template.
4. Utilization Rubber Wood Working Product
4.1 Solid Wood Furniture
The priority base of problem on rubber wood is lot of knots (epicormic branch), log is crocked, log free of tapped diameters is little (about 20 cm–30 cm), until of that to produce a boards lumber or square (planks) free of rejected the volume is little about 30% of outcome producing lumber, a board lumber with out of pith trapped about only 16 cm boards.
From the volume reality producing to utilization for furniture is little. Nevertheless by jointing technology the weakness of the problem can get up, with the gluing technique to take a board lumber by edge gluing as like as well or end gluing to take a length lumber, type of jointing have choose scarf jointing or finger jointing. Lumber joint have dimension stability feature is exceed a good of solid wood. If it make mixture jointing with another species must be choose the specific gravity of rubber wood joint about 53% (Supriadi et al., 1999).
4.2 Laminated Wood
Laminated lumber or multiple beams that are beam produce of wood gluing. The size or dimension of multiple beams can produce straight or curvature with straight of grain the lumber on and another (Anonymous, 1974). The producing laminated beam to find good of texture, color and drawing wood with clear of knots defect, using a glue accelerated with using product by polyvinyl acetate glue (PVAc) or resorcinol formaldehyde.
The more comparative advantage of laminated wood if to use the construction building with the length of beam and transversal shape is synchronize of using and boardess of mono beam, in every part of beam the strengthening feature is same. Production of laminated lumber

404
of veneer is usually producing of natural forest wood, the theoretical veneer product of rubber wood can activity, but weakness defect of knots is seriously of thinking and debarking process with a lot of bark resin is cause low productivity. Veneer slicing can producing but must be steaming of log before activity using. Although the gluing and joint technology is necessary needs. Feasibility study and trial of production with economic study is recommended to solve the problem.
4.3 Composite Wood
Composite wood is reconstitute wood products are built reconstruction from small cutting waste at some measurement to jointing and gluing produce make as like to needed product. The properties new product is ply wood, laminated wood, joint lumber, particleboard, fiber wood and mineral board. The reconstitute wood is requirement-utilized purpose to use. Wood waste of rubber-wood reduced impact logging about 60–70% are too can produce particleboards and fiberboards.
To produce particleboard by chipper or flaker at measurement wood 10 mm3 or make a chip shape four side quadrangular 10 mm in length and 1 mm in thicken. After gluing to accordance use product to compression till as require density. The grouping of density are first at low density under 0.5 gr/cm3, second at medium density about 0.59–0.80 gr/cm3 and third high-density upper 0.80 gr/cm3. To increase of density and score of gluing by hot compression and step by step of compression 3 minutes, 6 minutes, 9 minutes and 12 minutes on temperature at 125OC, 135OC and 155OC. Volume of glue about 6–12% dry weight of wood.
Particleboard of rubber wood is good producing from bottom of trunk and tapping trunks, it causes the density is high and solid wood is not good to produce the product. To attention of producing of fiber board rubber wood on technical pulping by hot soda processing (semi chemical hot soda) with step compression in order to get modulus of elasticity, modulus of rupture and density according to British Standardization. The weakness of the rubber wood fiberboard is cause by the latex, which can decrease the surface color quality like spot. In order to decrease that cause by latex, the composite wood must be mix with another wood which have same basic properties or at least near by (anatomical structure, specific gravity, chemical contents) for example Gmelina, Gerunggang. But to remove the color of latex should get 25% of rubber wood scale.
4.4 Flooring/Parquet
The utilization rubber wood as parquet or flooring basically is the same as jointed lumber only the size is smaller. Parquet from rubber wood can use the taped part of the log but because of interlocked grain, the recovery is become less. Even from the strength is better, but it less in profit if we want to get the continues product because of low productivity, unless using the integrated composite wood product. The important thing in parquet produce is avoid the interlocked grain, knot and pith and must get attention because of swelling and shrinkage on the different wood that can give a bad finishing.
To avoid attacked of land termites or dry wood termites, preservation is recommended needed. Using the Boron and Polibor an 10 % concentrate to get 10 kg/m3 retention and 14 atm pressure for 1 hour, and finally last vacuum for 15 minutes on 1 atm. The gluing system on side by side is using face of finger using PVAc glue which can avoid spot because of the glue color. In order to increase gluing connection, usually give a channel for the soft steel wire or 3 thick veneer layer wood in the part of under surface.
4.5 Charcoal Wood Product
Usually the making of charcoal from rubber wood is taken from waste felling, especially from the big rot or un-appropriate log also from the branch of the trees. Rubber wood charcoal have a high potential because of the high point of calor and heat and a high density. Lampung
405
have a high number in commercial charcoal rubber wood. The requirement for the commercial is mix carbon fixing value for about 74–81% and volatile part value 15–22% (Syachri and Hartono, 1976 as cited by Sutigno, 1989).
In Lampung, the result of rubber wood charcoal from the small holder have a 61–62% value of mix carbon fixing and 32–33% value of volatile part and 5.9–6.0% value of dust residue, eventhough charcoal from private industries have 70–75% value of mix carbon fixing, 21–26% value of volatile part and 4.1–4.2% value of dust residue. Lampung‘s charcoal is appropriate for metallurgy charcoal that is needed for iron solution because its already fit with the FAO Requirement which 60–80% value of mix carbon fixing, 15–26% value of volatile part and 3–10% value of dust residu (Syachri and Hartoyo, 1976 as cited by Sutigno, 1989). According to the information, the developing of charcoal have a big opportunity because of basic properties and the market demand.
5. CONCLUSION AND RECOMMENDATION
5.1 Conclusion
Rubber woods have a high potential and have a lot of chance as an alternative source for wood working industry. Basically properties of rubber wood should be use for efficient wood working consideration. The application of efficient wood working technology can solve many problems in utilization rubber wood as a substitute natural forest wood. Rubber wood have a lot of diversification and optimize usage that can reach the efficient of utilization source
5.2 Recommendation
In order to get the optimal result utilization rubber wood as a substitute wood, training and trial to farmer, private industry in woodworking is strongly recommended. The utilization of rubber wood, as a substitute source should be reality in order to existing the woodworking and give contribution for governments income and field employee.
REFERENCES
Anonymous (2001): Data Strategis Kehutanan. Forestry Planology Agency. Forestry Department. Jakarta.
Cotto, Z (1989): Kayu Karet Sebagai Bahan Baku Industri Pengolahan Kayu. Rubber Forest Development Industry Plantation (HTI) National Workshop Proceeding. North Sumatra Province District Office. Forestry Department. Medan, August 28 – 30, 1989.
Ginoga, B, O Rahman and J Malik (1998): Petunjuk Teknis Penggergajian Dolok Diameter Kecil. Forest Product and Social Economic Forestry Research Institute. Bogor.
Hong, L T (1985): Rubber Wood Processing and Utilization. FRIM-Rubber Wood Research Committee. Kuala Lumpur.
Martawijaya, A (1972): Rubber Wood Durability and Preservation. Report No. 1. Forest Product Research Institute. Bogor.
Martono, D (1994): Pemanfaatan dan Pengawetan Kayu Karet di Perkebunan PT Wiria Cakra. Tasikmalaya. Report. (Unpublished).
Martono, D (1998): Pencegahan Kerusakan Dolok Tebangan dan Papan Partikel, Gergajian Kayu Karet. The Handbook on Training Up-grading Farmer’s Skill in Smallholder Side Product Processing Programmed. Forest Product and Social Economic Forestry Research Institute. Bogor. (Unpublished)
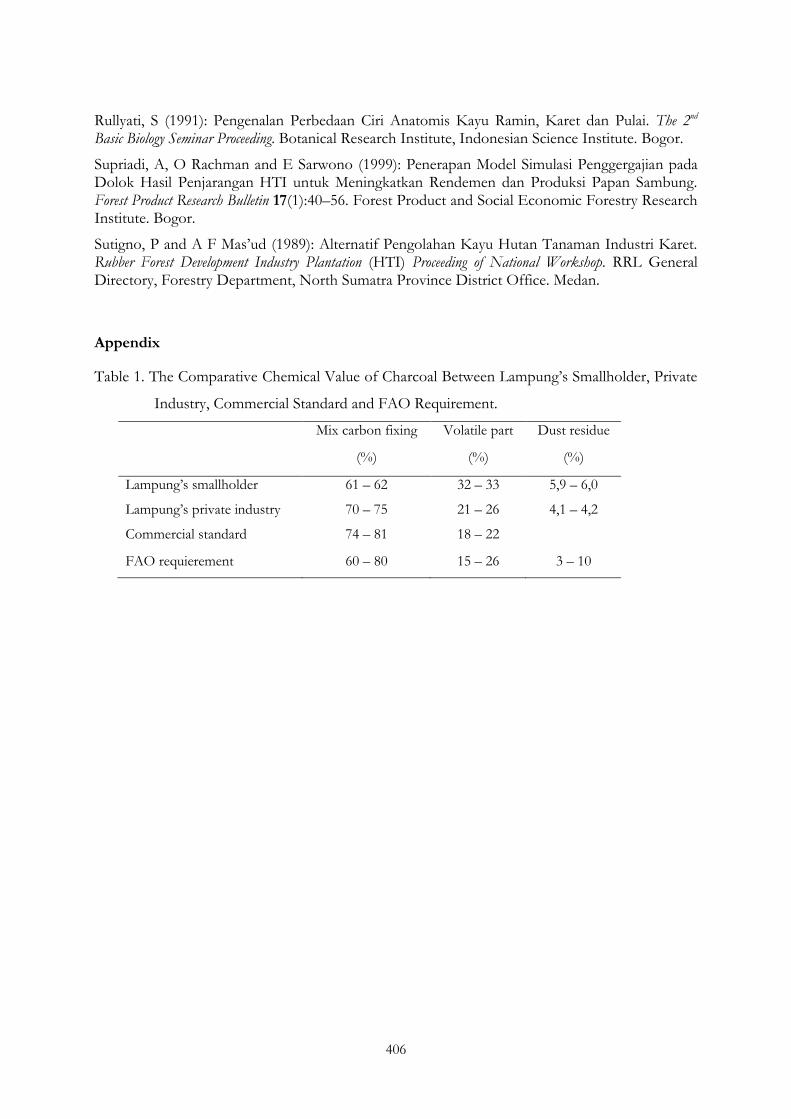
406
Rullyati, S (1991): Pengenalan Perbedaan Ciri Anatomis Kayu Ramin, Karet dan Pulai. The 2nd Basic Biology Seminar Proceeding. Botanical Research Institute, Indonesian Science Institute. Bogor.
Supriadi, A, O Rachman and E Sarwono (1999): Penerapan Model Simulasi Penggergajian pada Dolok Hasil Penjarangan HTI untuk Meningkatkan Rendemen dan Produksi Papan Sambung. Forest Product Research Bulletin 17(1):40–56. Forest Product and Social Economic Forestry Research Institute. Bogor.
Sutigno, P and A F Mas‘ud (1989): Alternatif Pengolahan Kayu Hutan Tanaman Industri Karet. Rubber Forest Development Industry Plantation (HTI) Proceeding of National Workshop. RRL General Directory, Forestry Department, North Sumatra Province District Office. Medan.
Appendix
Table 1. The Comparative Chemical Value of Charcoal Between Lampung‘s Smallholder, Private
Industry, Commercial Standard and FAO Requirement.
Mix carbon fixing Volatile part Dust residue
(%) (%) (%)
Lampung‘s smallholder 61 – 62 32 – 33 5,9 – 6,0
Lampung‘s private industry 70 – 75 21 – 26 4,1 – 4,2
Commercial standard 74 – 81 18 – 22
FAO requierement 60 – 80 15 – 26 3 – 10