Cours Complet
43
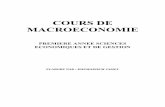
1 I – LES CONCEPTS : L’analyse des différentes formes de maintenance repose sur 4 concepts : Les évènements qui sont à l’origine de l’action : référence à un échéancier, la subordination à un type d’événement (auto diagnostic, information d’un capteur, mesure d’une usure, etc.), l’apparition d’une défaillance Les méthodes de maintenance qui leur seront respectivement associées : maintenance préventive systématique, maintenance préventive conditionnelle, maintenance corrective. Les opérations de maintenance proprement dites : inspection, contrôle, dépannage, réparation, etc. Les activités connexes : maintenance d’amélioration, rénovation, reconstruction, modernisation, travaux neufs, sécurité, etc. Cette réflexion terminologique et conceptuelle représente une base de référence pour : L’utilisation d’un langage commun pour toutes les parties (conception, production, prestataires de services, etc.) La mise en place de systèmes informatisés de gestion de la maintenance II – LES METHODES : Le choix entre les méthodes de maintenance s’effectue dans le cadre de la politique de la maintenance et doit s’opérer en accord avec la direction de l’entreprise. Pour choisir, il faut donc être informé des objectifs de la direction, des directions politiques de maintenance, mais il faut connaître le fonctionnement et les caractéristiques des matériels, le comportement du matériel en exploitation, les conditions d’application de chaque méthode, les coûts de maintenance et les coûts de perte de production. Le diagramme suivant synthétise selon la norme NF EN 13306 les méthodes de maintenance. Maintenance préventive MAINTENANCE Maintenance corrective Maintenance systématique Maintenance conditionnelle ou prévisionnelle ECHEANCIER ETAT DU BIEN Inspection Contrôle Visite DEFAILLANCE Défaillance partielle Panne Dépannage Réparation Méthodes de maintenance Evènements Opérations de maintenance Chapitre 1 LA FONCTION MAINTENANCE
-
Upload
med-ali-maatoug -
Category
Documents
-
view
243 -
download
5
Transcript of Cours Complet

1
I – LES CONCEPTS :
L’analyse des différentes formes de maintenance repose sur 4 concepts : Les évènements qui sont à l’origine de l’action : référence à un échéancier, la subordination à
un type d’événement (auto diagnostic, information d’un capteur, mesure d’une usure, etc.), l’apparition d’une défaillance
Les méthodes de maintenance qui leur seront respectivement associées : maintenance préventive systématique, maintenance préventive conditionnelle, maintenance corrective.
Les opérations de maintenance proprement dites : inspection, contrôle, dépannage, réparation, etc.
Les activités connexes : maintenance d’amélioration, rénovation, reconstruction, modernisation, travaux neufs, sécurité, etc.
Cette réflexion terminologique et conceptuelle représente une base de référence pour :
L’utilisation d’un langage commun pour toutes les parties (conception, production, prestataires de services, etc.)
La mise en place de systèmes informatisés de gestion de la maintenance
II – LES METHODES :
Le choix entre les méthodes de maintenance s’effectue dans le cadre de la politique de la maintenance et doit s’opérer en accord avec la direction de l’entreprise.
Pour choisir, il faut donc être informé des objectifs de la direction, des directions politiques de maintenance, mais il faut connaître le fonctionnement et les caractéristiques des matériels, le comportement du matériel en exploitation, les conditions d’application de chaque méthode, les coûts de maintenance et les coûts de perte de production.
Le diagramme suivant synthétise selon la norme NF EN 13306 les méthodes de maintenance.
Maintenance
préventive
MAINTENANCE
Maintenance
corrective
Maintenance
systématiqueMaintenance
conditionnelle ou
prévisionnelle
ECHEANCIER ETAT DU BIEN
Inspection
Contrôle
Visite
DEFAILLANCE
Défaillance partielle Panne
Dépannage Réparation
Méth
od
es d
e m
ain
ten
an
ce
Evèn
em
ents
Opéra
tions d
e
main
tenance
Chapitre 1 LA FONCTION MAINTENANCE

2
21 – La maintenance corrective :
Définitions (extraits normes NF EN 13306) :
Défaillance : altération ou cessation de l’aptitude d’un bien à accomplir la fonction requise.
Il existe 2 formes de défaillance :
Défaillance partielle : altération de l’aptitude d’un bien à accomplir la fonction requise.
Défaillance complète : cessation de l’aptitude d’un bien à accomplir la fonction requise.
La maintenance corrective appelée parfois curative (terme non normalisé) a pour objet de redonner au matériel des qualités perdues nécessaires à son utilisation.
Selon la norme NF EN 13306, la maintenance corrective peut être :
Différée : maintenance corrective qui n'est pas exécutée immédiatement après la détection d'une panne, mais est retardée en accord avec des règles de maintenance données.
D’urgence : maintenance corrective exécutée sans délai après détection d'une panne afin d'éviter des conséquences inacceptables.
Les défauts, pannes ou avaries diverses exigeant une maintenance corrective entraînent une indisponibilité immédiate ou à très brève échéance des matériels affectés et/ou une dépréciation en quantité et/ou qualité des services rendus.
22 – La maintenance préventive :
Maintenance exécutée à des intervalles prédétermines ou selon des critères prescrits et destinée à réduire la probabilité de défaillance ou la dégradation du fonctionnement d’un bien (EN 13306 : avril 2001).
Elle doit permettre d’éviter les défaillances des matériels en cours d’utilisation. L’analyse des coûts doit mettre en évidence un gain par rapport aux défaillances qu’elle permet d’éviter.
221 – La maintenance préventive systématique :
Maintenance préventive exécutée à des intervalles de temps préétablis ou selon un nombre défini d’unités d’usage mais sans contrôle préalable de l’état du bien (EN 13306 : avril 2001).
Même si le temps est l’unité la plus répandue, d’autres unités peuvent être retenues telles que : la quantité de produits fabriqués, la longueur de produits fabriqués, la distance parcourue, la masse de produits fabriqués, le nombre de cycles effectués, etc.
Cette périodicité d’intervention est déterminée à partir de la mise en service ou après une révision complète ou partielle.
222 – La maintenance préventive conditionnelle :
Maintenance préventive basée sur une surveillance du fonctionnement du bien et/ou des paramètres significatifs de ce fonctionnement intégrant les actions qui en découlent. La surveillance du fonctionnement et des paramètres peut être exécutée selon un calendrier, ou à la demande, ou de façon continue (EN 13306 : avril 2001).
Remarque : la maintenance conditionnelle est donc une maintenance dépendante de l’expérience et faisant intervenir des informations recueillies en temps réel.
223 – La maintenance préventive prévisionnelle :
Maintenance conditionnelle exécutée en suivant les prévisions extrapolées de l’analyse et de l’évaluation de paramètres significatifs de la dégradation du bien (EN 13306 : avril 2001).
III- COMMENT Faire ?
31 - Le service maintenance : une nécessité

3
La nécessité d’un service de Maintenance dans une entreprise est donc tout à fait claire. Son
positionnement vis à vis des autres services ne sera pas simple, on s’en doute. Le rôle du
responsable Maintenance va donc être primordial, en terme de compétences bien sûr, mais tout
particulièrement en terme de communication. Il devra convaincre afin de valoriser l’image de son
service, car les images négatives sont toujours tenaces. L’efficacité de la maintenance se traduit par
un service responsable à qui on confie des missions et des moyens pour réussir ces missions. Les
dimensions de la mission d’un service maintenance sont donc :
techniques (entretien, réparation),
méthodologiques (prévention, contrôle, sécurité),
organisationnelles (articulation maintenance – production),
innovatrices (amélioration des performances),
financières (choix des méthodes et des investissements, recours à la sous-traitance).
A travers cette description des missions, on voit déjà apparaître la notion de stratégie. Les
stratégies de maintenance qui seront mises en place devront être rapidement précisées et expliquées
par le responsable du service.
52 – Missions du service maintenance
Mission n°1 : Conserver en bon état de marche et de performance le patrimoine de production ou d’exploitation
Améliorer la
disponibilité des
équipements de
production
Connaître les
équipements et
leur comportement
Améliorer la
fiabilité et la
maintenabilité
des équipements
Connaître le fonctionnement des
équipements
Maîtriser l'utilisation de la documentation
technique et des historiques
Prévenir les défaillances
Analyser les défaillances
Faire des études de fiabilité
Participer à la conception des équipements
Bien réparer et
rapidement les
équipements
Trouver les causes de défaillance
Etablir et utiliser les gammes de travaux
Gérer les ressources humaines
Gérer le stock de pièces de rechange
Choisir la politique
de maintenance des
équipements
Un patrimoine représente des investissements importants pour lesquels il faut assurer un
retour rapide, ce qui passe par une bonne disponibilité avec un niveau de rendement optimal. Sa
maintenance ne se limite plus à sa simple remise en état. Le service maintenance doit à travers cette
mission satisfaire les besoins de la production. Satisfaire les besoins de la production, c’est :
améliorer la disponibilité des équipements de production
améliorer l’interface production - maintenance, c'est-à-dire connaître et appliquer les
méthodes et outils pour améliorer la communication (TPM, GMAO) ainsi que l’efficience.

4
On remarque tout de suite que bien maintenir passe obligatoirement par une bonne
connaissance des équipements. Mieux, on ne conçoit plus la conception ou l’achat d’un nouvel
équipement sans une participation active (avec la production) du service maintenance : avis sur la
capacité de l’équipement à répondre au cahier des charges, évaluation des coûts de maintenance et
d’exploitation, puis participation aux négociations d’acquisition et à l’installation.
Enfin, un service maintenance efficace étudie les méthodes de maintenance dans l’optique
d’une durabilité prédéterminée des équipements de production et participe à la recherche
d’améliorations et d’optimisations.
Mission n°2 : satisfaire les besoins de la direction
La satisfaction des besoins de la direction de l’entreprise peut s’effectuer à plusieurs niveaux
1 - Obtenir le coût global minimal pour les équipements
Rappelons que le LCC intègre les coûts d’exploitation composés des coûts de fonctionnement
(matières premières, énergie et consommables, personnel) et de maintenance. La maintenance peut
intervenir efficacement sur ces coûts d’exploitation à deux niveaux : en optimisant son propre
fonctionnement (préparation des interventions, ordonnancement de ces interventions, etc..) d’une
part, en optimisant l’exploitation des utilités d’autre part.
Les utilités regroupent les moyens nécessaires en énergie pour faire fonctionner les
équipements : électricité, eau, air comprimé, gaz, fluides hydrauliques, etc.. Outre leur mise à
disposition, il est souvent demandé au service Maintenance de réduire ces coûts d’énergie en étudiant
des contrats de sous-traitance, en recherchant des solutions plus économiques. On peut lui demander
aussi de prévoir les arrêts intempestifs de ces utilités pouvant engendrer des coûts d’indisponibilité
élevés. Les solutions mises en oeuvre vont par exemple du groupe électrogène de secours avec
système de mise en marche automatique ou non, à l’exploitation d’un système d’alerte aux orages afin
d’anticiper les coupures du secteur. Le service Maintenance suit également les coûts d’énergie des
lignes de fabrication, ceux-ci permettant de mieux appréhender les coûts réels de fabrication et
d’exploitation.
2 – Se mettre en conformité avec la législation sur la sécurité
La protection des travailleurs a fait l’objet, en Europe, de normes sévères et contraignantes
pour les entreprises. Il faut alors vérifier la mise en conformité à ces normes sur chaque équipement
ou élément d’installation. Les carences répertoriées, il faut établir des devis, engager des travaux et
cela incombe bien sûr au service Maintenance. Fréquemment, les responsables de maintenance
participent à des commissions de sécurité et animent des politiques de prévention.
3 – Se mettre en conformité avec la législation sur l’environnement
Grâce à sa vocation technique, à sa connaissance et à sa présence sur le terrain, le service
Maintenance est le plus apte à prendre en charge ces problèmes.
a) Respect de l’environnement intérieur
Il impose de présenter un cadre accueillant aux visiteurs mais également de montrer aux
travailleurs de l’entreprise le respect que celle-ci porte en leur assurant des locaux et installations
sanitaires propres et décentes. Il est en effet difficile de demander des efforts de qualité et de soin
dans le travail à des employés si la propreté de l’environnement, dans lequel ils travaillent, est elle-
même négligée. Ces points sont souvent pris en compte dans les audits liés à la certification ISO
9000.
b) Respect de l’environnement extérieur
L’époque où les impératifs de production justifiaient la détérioration de l’environnement par
des rejets incontrôlés de polluants solides, liquides ou gazeux est révolue. Sans même verser dans
une écologie militante, il est nécessaire de se préoccuper de cet aspect, sinon, tôt ou tard, un
organisme agrée viendra le rappeler, ce qui est toujours fâcheux pour l’image de marque de
l’entreprise.
4 – Participer à la qualité des produits fabriqués
Cette mission prend de plus en plus d’importance avec la vague de certification ISO 9000,
dont l’obtention est incontournable pour certaines industries. La prise de conscience de la nécessité

5
d’impliquer le service Maintenance dans ce processus est récente. Cette préoccupation est
extrêmement importante par exemple dans l’agroalimentaire, où des entreprises ont disparu
rapidement à cause d’une bactérie introduite dans leurs produits. Les contraintes d’hygiène étaient-
elles respectées lors d’interventions de maintenance ?
Par ailleurs, on a pu constater des interventions polluant les matières premières des produits
fabriqués, lesquels sont quand même remis ensuite en fabrication. Dans ces conditions le
responsable maintenance et le chef de fabrication sont aussi responsables.
5 – Participer à l’amélioration des coûts de fabrication
Cette mission est complémentaire de la précédente. Elle résulte de la nécessité de
décloisonner les services Maintenance et Production pour une meilleure productivité et une meilleure
qualité. Dans cette recherche, tout comme la précédente, l’homme de maintenance a un rôle
important à jouer grâce à sa connaissance des équipements, sa fréquentation des hommes de
production et sa connaissance de toute l’entreprise.
6 – Participer à l’image de marque de l’entreprise
Cela passe par :
l’entretien des bâtiments administratifs et industriels,
les travaux de reconversion des locaux, de déménagement, de démolition,
l’entretien des espaces verts, l’entretien des véhicules, etc..
Mission n°3 : satisfaire les besoins du personnel maintenance
Il est évident que pour adapter sans cesse ses méthodes de gestion de production, et donc
fatalement de maintenance, il est nécessaire d’impliquer et de motiver le personnel en lui laissant plus
d’initiative et de responsabilité. De nombreuses études ont d’ailleurs mis en lumière la divergence qui
existe le plus souvent entre les objectifs d’une entreprise et ceux de ses membres.
IV - CONCLUSION
Face aux stratégies énoncées ci-dessus, la responsabilité du chef du service maintenance va
être engagée sur quatre fronts :
responsabilité technique : nature, spécificité, criticité du matériel qui lui est confié,
responsabilité sociale : dimension du service, savoir, savoir-faire, savoir-être,
responsabilité économique : valeur du parc matériel, investissement, budget de
fonctionnement,
responsabilité politique : positionnement stratégique de la maintenance dans l’entreprise
On est loin des problèmes triviaux de comptabilité de certains dirigeants d’entreprise ! Cela
devient du management et le responsable maintenance devra s’entourer de toutes les compétences
et déléguer suffisamment pour atteindre les objectifs qu’il s’est fixé. Les dirigeants de l’entreprise
doivent l’avoir également compris.
On comprend mieux aussi la nécessité de former des ingénieurs et des techniciens supérieurs
aptes à appréhender les problèmes récurrents liés à la maintenance.

6
I – CARACTERISTIQUES DES DEFAILLANCE :
11 – Définitions et vocabulaire :
Les défaillances sont à la maintenance ce que les maladies sont à la médecine. Il serait donc illusoire de vouloir effectuer un dépannage ou une réparation sur un matériel sans avoir au préalable élucidé la nature de la défaillance à remédier.
Une défaillance est la cessation de l'aptitude d'un bien à accomplir une fonction requise. Après une défaillance, le bien est en panne, totale ou partielle. (NF EN 13306).
Synonymes usuels non normalisés : « failure » (anglais), dysfonctionnement, dommages, dégâts, anomalies, avaries, incidents, défauts. On appelle dégradation une défaillance progressive.
Après défaillance, cette entité est donc en état de panne. La défaillance est donc le passage d’un état à un autre, par opposition à une panne qui est un état.
Cause de défaillance : circonstances liées à la conception, à la fabrication, à l’installation, à l’utilisation et à la maintenance qui ont conduit à la défaillance.
Mécanisme de défaillance : processus physiques, chimiques ou autres qui conduisent ou ont conduit à une défaillance.
Mode de défaillance : effet par lequel une défaillance se manifeste.
Panne : état d’un bien inapte à accomplir une fonction requise.
Dégradation : évolution irréversible des caractéristiques d’un bien liée au temps ou à la durée d’utilisation.
12 – Classification des défaillances :
Les caractéristiques d’une défaillance doivent être correctement identifiées afin de prévoir et d’organiser l’intervention nécessaire pour la remise en état initial de l’entité.
En fonction
Caractéristiques
De la vitesse d’apparition Progressive ou soudaine
De l’instant d’apparition En fonctionnement, à l’arrêt, à la sollicitation
Du degré d’importance Partielle, complète, permanente, fugitive, intermittente, etc.
De la vitesse d’apparition et du degré d’importance
Par dégradation ou catalectique
Des causes Faiblesse, emploi inapproprié, fausse manœuvre, vieillissement, etc.
De son origine Interne (intrinsèque) ou externe (extrinsèque) à l’entité
De ses conséquences Critique, non critique, majeure, mineure
De leur caractère Reproductible, non reproductible, systématique, etc.
Chapitre 2
LES DEFAILLANCES

7
Une défaillance se caractérise également par le moment où elle se manifeste par rapport au cycle de vie de l’entité.
Elle peut être précoce en se manifestant au début ; dans ce cas elle se rapporte à la période de déverminage.
Elle peut être aléatoire ; dans ce cas elle se produit durant le cycle de vie utile de l’entité.
Elle peut être d’usure ; dans ce cas elle se rapporte à la fin du cycle de vie du produit par des processus de détérioration par usure, corrosion, échauffement, etc.
C’est ce que montre le graphique de la page suivante.
Dé
faill
an
ce
s
d’u
su
re
Défaillances aléatoires
Dé
faill
an
ce
s p
réco
ce
sTx de défaillance
Temps
Exemples de modèles de dégradation :
Les défaillances se manifestent selon l’un des 2 modèles ci-dessous :
Modèle de dégradation
Niveau de performance
Temps
seuil de
perte
de la
fonction
TBF
Modèle catalectique :
Niveau de performance
Temps
seuil de
perte
de la
fonction
TBF
t
II – LES CAUSES DE DEFAILLANCE :
21 – Généralités :
La cause de la défaillance est une anomalie initiale susceptible de conduire au mode de défaillance.
Elle s'exprime en terme d'écart par rapport à la norme. Exemples : sous-dimensionnement, absence
de joint d'écrou, manque de lubrifiant, etc..
Le changement d’état du système suit un processus initié par la cause de défaillance.
Elle se répartit dans les domaines que nous identifierons par 5M : milieu, méthodes, main d’œuvre,
matière et matériel.
1. Le milieu : environnement température ambiante, degré hygrométrique, vibrations, champs
magnétiques, éclairage, agrément du lieu, etc..
2. La matière : matière d’œuvre, composants, hétérogénéité des caractéristiques, etc..
3. La main-d’œuvre : personnel, action de la main, programmation, réglage, etc..
4. Le matériel : machines, outils et outillages, montages, etc..
5. Les méthodes : gammes, modes opératoires, procédures, etc..
Notons qu’aujourd’hui, on rajoute deux autres facteurs : le Management et les Moyens Financiers qui
constituent des facteurs intéressants, notamment dans les domaines immatériels, les services, gestion
de projets, logiciels par exemple. On parle donc de 6M voire de 7M.

8
22 - Causes de défaillance du système :
Les causes de défaillance peuvent être externes ou internes au système.
a- Causes externes de défaillance du système : (causes extrinsèques)
Elles sont généralement imputables à l’application de contraintes supérieures aux possibilités déf inies
de l’équipement :
utilisation au-delà des limites recommandées et qu'on doit raisonnablement respecter,
manipulation incorrecte de l’équipement ou manque de précaution,
action de maintenance inadaptée ou exécutée de manière incorrecte, défaut d’entretien,
défaillance causée directement ou indirectement par une défaillance ou une panne d'un autre
équipement.
Remarquons que beaucoup de défaillances extrinsèques sont des défaillances intrinsèques que l’on
n’a pas su prévoir, à cause le plus souvent de l’ignorance de l’utilisateur sur l’environnement de
l’équipement et de son utilisation (imprécision du cahier des charges).
Matière d’œuvre (absente, non conforme)
Energie (absente, non conforme)
Conditions d’exploitation : conduite et réglage non conformes
Maintenance (absence, non conforme)
Perturbations (environnement)
b- Causes internes de défaillance du système : ( causes intrinsèques)
Les éléments du système (composants, liaisons). Les causes internes au système sont des éléments du système remplissant une fonction.
Elle est inhérente à des faiblesses de l’équipement ; on parle donc de défaillance primaire : c’est la
défaillance d'un bien qui n'est pas causée directement ou indirectement par une défaillance ou une
panne d'un autre bien. Parmi les causes intrinsèques, on trouve :
la défaillance due à une conception inadéquate de l’équipement (mauvais dimensionnement, pas
de rayon de raccordement, angles vifs, zones de contraintes mal évaluées),
la défaillance due à une fabrication de l’équipement non conforme à sa conception ou à des
procédés de fabrication spécifiés (faiblesses d’épaisseur, matières mal adaptées, défauts de
fabrication faisant apparaître des inclusions, soufflures, criques, etc..),
la défaillance due à une installation incorrectement réalisée (défauts d’équilibrage),
les défaillances par usure (liées à la durée d’utilisation) et vieillissement liées au temps). Exemple :
problème de non-respect des cotes dû à l'usure des pièces de la machine.
ELEMENT
DEFAILLANT
Energies non
conformes
Conditions
d'exploitation non
conformes
Maintenance non
conforme
Perturbations
Per
turb
atio
ns
CAUSES EXTERNES A L'ELEMENT
Durée de vie atteinte
Erreur de conception
Erreur de fabrication
Erreur
d'installation
CAUSES INTERNES A L'ELEMENT

9
c- Cause due à la commande
Elles sont généralement imputables à des signaux de commande et de contrôle incorrects : erreur
humaine, environnement, autres composants.
Exemples : problèmes dus à des dérèglements des instruments de mesures, d'étalonnage, de
l'utilisation des capteurs hors de leur domaine d'utilisation (température, humidité, poussière).
23- Exemples de causes précises de défaillance :
ELECTRONIQUE
ELECTROMECANIQUE HYDRAULIQUE MECANIQUE
CAUSES INTERNES MATERIEL
Vieillissement, mort subite du composant
Vieillissement, mort subite du composant, colmatage, fuite
contraintes mécaniques, fatigue, états de surface
CAUSES LIEES AU MILIEU
A L'EXPLOITATION A L'ENVIRONNEMENT
poussières, huile, eau, chocs, vibrations, échauffement local, parasites
Température, eau, huile, poussières, copeaux, échauffement local, chocs, vibrations
Température, eau, huile, poussières, copeaux, échauffement local, chocs, vibrations
CAUSES LIEES A LA MAIN D'OEUVRE
AUX OUTILS
fabrication, montage, réglage, contrôle, manque énergie, utilisation, outils
fabrication, montage, réglage, contrôle, manque énergie, utilisation, outils
Conception (géométrie), fabrication, montage, réglage, utilisation, outils
III – LES MODES DE DEFAILLANCE :
Un mode de défaillance est la manifestation d’un type de défaillance pour un matériel donné.
Mode de défaillance : Façon par laquelle est constatée l'incapacité d'un bien à remplir une fonction requise. C’est donc le processus qui, à partir d’une cause intérieure ou extérieure au bien, entraîne la défaillance du bien considéré.
Le mode de défaillance est relatif à une fonction.
De façon très générale, un mode de défaillance à un des 4 effets suivants sur un système :
1. Fonctionnement prématuré ;
2. Ne fonctionne pas au moment prévu ;
3. Ne s’arrête pas au moment prévu ;
4. Défaillance en fonctionnement.
31- Exemples de modes de défaillance en fonctionnement :
Mécanique : abrasion, cisaillement, corrosion, déformation permanente, écaillage, fatigue, grippage, etc.
Electrotechnique : arc, claquage, collage, fuite, fusion, usure, rupture, etc.
Electromagnétisme : aimantation, effet joule, électricité statique, etc.
Hydraulique : cavitation, coup de bélier, onde de choc, turbulence, etc.
Thermodynamique : choc thermique, dilatation, rayonnement thermique, etc.
32- Modes génériques de défaillance :
Il existe 5 modes génériques de défaillance : perte de la fonction ; fonctionnement intempestif ; refus de s'arrêter ; refus de démarrer ; fonctionnement dégradé

10
33- Exemples de modes de défaillance :
ELECTRONIQUE
ELECTROMECANIQUE HYDRAULIQUE MECANIQUE
PAS DE FONCTION
circuit ouvert, court circuit, pas de réponse à la sollicitation, connexions / fils desserrés
Fuite, circuit bouché absence de jeu
PERTE DE FONCTION
coupure ou court circuit, composant défectueux
obstruction ou coupure circuit, composant défectueux
Rupture, blocage / grippage
FONCTION DEGRADEE
Dérive des caractéristiques, perturbations, parasites
mauvaise étanchéité, usure
perturbations, coup de bélier
mauvaise portée, désolidarisation, jeu
FONCTION INTEMPESTIVE
déclenchement intempestif coup de bélier
Les modes de défaillance sont la conséquence d’interactions entre 7 paramètres d’influence : Matière, Milieu, Conception, Réalisation, Montage, Exploitation, Maintenance.
Il est donc indispensable de prendre en compte ces interactions lors de l’analyse d’une défaillance afin de proposer le meilleur remède pour que le phénomène ne se reproduise plus.

11
34- Quelques exemples de mode de défaillance
VERIN PNEUMATIQUE
Effets Causes possibles Remèdes possibles Origines
La tige sort alors que la contre chambre est
sous pression
Les pressions sont équilibrées, le joint
dynamique de piston est HS
Vérifier l’étanchéité
Changer le vérin
Vérifier le conditionnement d’air
Air pollué
La tige reste encrassée
Le joint racleur est HS
Changer le joint
Prévoir des protections
Vérifier le conditionnement d’air
Prévoir un plan de maintenance
Environnement extérieur
Air pollué
Il y a une faible perte d’énergie et une fuite
d’air
Le joint dynamique de tige est HS
Vérifier le guidage et l’état de surface de la
tige
Vérifier le conditionnement d’air
Changer le joint
Air pollué
Joint racleur
Il y a une importante perte d’énergie ou une
limite de flambage Le palier est usé
Changer le palier
Vérifier le conditionnement d’air
Air pollué
Joints du palier
La tige est en travers ou flambée.
La tige et le piston sont désolidarisés
Le guidage en place sur la PO est trop
important
Faire une étude mécanique des efforts
Palier
Efforts admissibles
DISTRIBUTEUR PNEUMATIQUE
Effets Causes possibles Remèdes possibles Origines
La LED est allumée et le forçage mécanique
est efficace Bobine HS Changer la bobine
Surtension, surchauffe, durée de vie atteinte
Air coupé en amont Vérifier le Air pollué
MILIEU AMBIANT
Température Rayonnements
Vibrations Agressivité chimique
Poussières
MAINTENANCE
Graissage Dépoussiérage
Surveillance Remplacements
Respect des périodicités
EXPLOITATION
Respect des consignes
Respect des capacités
MONTAGE Chocs
Pincements Qualité des serrages
Jeux
Contrôles
REALISATION
Précision Etats de surface
Surchauffe Traitements
CONCEPTION
Calculs Choix matériaux
Essais Dimensionnement
MATIERE
Résistance à la corrosion
Isolation Electrique Défauts internes
MODE DE DEFAILLANCE

12
La LED est allumée et le forçage du pilote ou du tiroir est inefficace
conditionnement d’air
Pilote grippé ou colmaté
Débloquer le pilote ou changer le distributeur
Vérifier le conditionnement d’air
Air pollué
Tiroir gommé ou grippé
Débloquer le tiroir ou changer le distributeur
Vérifier le conditionnement d’air
Air pollué
La LED est éteinte
Connexion de la bobine défectueuse
Réparer les connexions Vibrations, chaleur
LED grillée (peu probable) depuis un
certain temps. Une 2ème
panne a lieu sur la
bobine ou sur le pilote
Changer la LED et reprendre les causes
précédentes Défaut de la diode
Le tiroir reste bloqué au travail
Le ressort est cassé Changer le ressort Chaleur
Tiroir grippé ou pilotage colmaté
Vérifier le tiroir et le pilotage
Vérifier le conditionnement d’air
Air pollué
Le vérin sort sans sa commande
Les chambres communiquent
Vérifier le conditionnement d’air
Changer les joints
Air pollué
35- Mode de défaillance normalisé
DESIGNATION DES DEFAILLANCES : MODES DE DEFAILLANCE (suivant norme NF X60-510)
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
Défaillance structurelle (rupture). Blocage physique ou coincement. Vibrations. Ne reste pas en position. Ne s'ouvre pas. Ne se ferme pas. Défaillance en position ouverte. Défaillance en position fermée. Fuite interne. Fuite externe. Dépasse la limite supérieure tolérée. Est en dessous de la limite inférieure tolérée. Fonctionnement intempestif. Fonctionnement intermittent. Fonctionnement irrégulier. Indication erronée. Ecoulement réduit.
18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33
Mise en marche erronée. Ne s'arrête pas. Ne démarre pas. Ne commute pas. Fonctionnement prématuré. Fonctionnement après le délai prévu (retard). Entrée erronée (augmentation). Entrée erronée (diminution). Sortie erronée (augmentation). Sortie erronée (diminution). Perte de l'entrée. Perte de la sortie. Court-circuit (électrique). Circuit ouvert (électrique). Fuite (électrique). Autres conditions de défaillance exceptionnelles suivant les caractéristiques du système, les conditions de fonctionnement et les contraintes opérationnelles.
IV – MECANISMES DE DEFAILLANCE :
Il n’est pas question ici de donner une liste exhaustive de tous les mécanismes de défaillances, mais
d’en voir les plus fréquents, tels qu’on les voit sur la partie opérative ou la partie commande des
systèmes automatisés de production.
41 – Défaillances des parties « commande »

13
Les causes potentielles de défaillance sont :
les surcharges en courant ou en tension,
les décharges électrostatiques,
les chocs thermiques dus aux successions de « marche-arrêt »,
les dérives de vieillissement des composants électroniques,
les défauts de connectique dus en particulier aux vibrations et à la corrosion,
le rayonnement électromagnétique provoqué par des courants forts passant par les mêmes
goulottes que les courants faibles, organes émetteurs (antennes radar, téléphone cellulaire,
etc..) ; normalement toutes les parties commande devraient fonctionner correctement dans un
environnement électromagnétique perturbant (notion de CEM : compatibilité
électromagnétique).
42 – Défaillances sur parties opératives
a- Défaillances mécaniques dues à la santé matière :
Il s’agit de défauts préexistants dans les pièces en service, et à l’origine d’initiations de défaillances lorsqu’ils ne sont pas détectés lors des contrôles de qualité.
Les défauts apparaissent lors de l’élaboration :
des lingots, on peut observer des inclusions, retassures (cavité se formant dans la partie
massive de la pièce due à la contraction du métal lors de sa solidification), « veines
sombres », soufflures (cavités formées lors de la solidification), criques (fente ouverte
provenant de la séparation entre grains sous l’effet de contraintes anormales),
des pièces moulées, possibilité de retassures, inclusions, criques,
lors de l’élimination (imparfaite) de ces défauts :
1. « chutage » insuffisant,
2. meulages insuffisants,
3. rechargement des pièces moulées mal effectué.
Lors de la mise en forme :
A la transformation du lingot par forgeage ou laminage, les défauts peuvent être mal refermés si le
taux de corroyage est insuffisant, si le refroidissement est trop rapide ou si le cœur du métal n’est pas
bien « travaillé. Ils peuvent donc subsister, mais on peut en voir apparaître d’autres :
tapures (fissure provoquée par un refroidissement rapide,
criques,
flocons (défaut apparaissant dans une pièce d’acier laminé ou forgé).
Au cours du traitement thermique, des défauts peuvent également se produire :
décarburation,
fissures,
tapures de trempe,
déformation et contraintes résiduelles,
dureté mal adaptée,
résilience insuffisante.
A l’usinage, il peut y avoir des déformations possibles mal éliminées par un dressage à froid.
b – Défaillances mécaniques en charge :

14
Choc : il s’agit le plus souvent « d’accidents » de conduite ou de manipulation.
Surcharge : dépassement de la charge nominale entraînant une déformation permanente ou une rupture (traction, flexion, etc.).
Elle résulte généralement d'une fatigue des dents causée par les efforts continuellement répétés après un temps de fonctionnement plus ou moins long. La rupture peut aussi être causée par un fragment de métal introduit accidentellement dans la zone d'engrènement. Elle peut aussi résulter d'une trempe défectueuse, d'une mauvaise répartition des charges, etc.
Fatigue : c’est quand une pièce à atteint sa limite d’endurance. Il s’agit d’efforts (vibrations) alternés et répétés entraînant une rupture, même en dessous de la limité élastique du matériau.
Fatigue thermique : c’est une fatigue engendrée par des contraintes thermiques. Elle entraîne dilatations, déformations plastiques, brûlures ou fusion.
Déformations plastiques sous contrainte mécanique : dues à un dépassement de la limite élastique du matériau. Une inspection des pièces vérifiant l’apparition d’une zone de striction peut prévenir le risque d’une rupture prochaine.
Déformation plastique sous contrainte thermique et dans le temps : c’est le fluage qui est une déformation devenant permanente avec le temps apparaissant sous contraintes mécaniques associées à des températures de service inférieures à 40% de la température de fusion.
Ex : un avion gros porteur venant de franchir l'Atlantique ne repartira pas aussitôt vers une autre destination. Il sera en grande partie démonté. Cette sérieuse révision est nécessaire parce que les différentes pièces métalliques de l'avion sont sujettes à la fatigue et au fluage. C'est le cas par exemple des pales des turbines de réacteurs. Dès que le moteur commence à tourner, des pales sont exposées à de fortes pressions, au milieu de gaz très chauds. Cet effort constant et la chaleur ont pour effet, à la longue, de faire glisser les uns sur les autres les atomes du métal et d'affaiblir ce dernier. Les alliages spéciaux résistent longtemps aux hautes températures et aux efforts constants. Mais tôt ou tard le fluage se manifeste. C'est pourquoi les moteurs d'avion sont révisés après un certain nombre d'heures de vol.

15
Rupture ductile : elle provient après une phase de déformation plastique appréciable, allongement du matériau et striction au niveau de la rupture. Ductile se dit d'un matériau qui peut être étiré sans se rompre. Ductile s'oppose à fragile.
Rupture fragile : elle survient après une très faible déformation plastique. Elle est souvent l’effet d’un choc et est favorisée par la fragilité intrinsèque du matériau. Fragile se dit d'un matériau qui se casse facilement (cas du verre). Fragile s'oppose à ductile.
43 – Défaillances mécaniques par détérioration de surface : fatigue et usure :
Usure : enlèvement progressif de matière à la surface des pièces d’un couple cinématique en glissement relatif.
Fretting-corrosion : usure particulière apparaissant au contact de 2 pièces statiques, mais soumises à de petits mouvements oscillants (vibrations). C’est le cas des pièces frettées ou des clavetages.
L’écaillage : enlèvement de grosses écailles de matière.
Il apparaît sur les dentures cémentées ou trempées, à l'intérieur du métal, entre la partie traitée et non traitée. Les causes possibles sont une épaisseur insuffisante de la couche traitée ou une transition trop brusque de la dureté entre couche traitée et non traitée.
Grippage : soudure de larges zones de surface de contact, avec arrachement massif de matière.
Il résulte de la rupture du film de lubrifiant dans la zone d'engrènement. Il se produit lorsque les charges et les vitesses de glissement sont élevées ou lorsque la lubrification est mal choisie.
Abrasion : une surface est rayée par un corps (surface ou particule libre) de dureté supérieure tels que des impuretés ou de déchets (poussières, sable, etc.).
Cavitation : implosion de micro bulles de gaz incondensables sous l’action d’une brutale chute de pression au sein d’un liquide. L’onde de choc génère des cratères dans la zone de cavitation (pompes, hélices, etc.).

16
Rayage : trace laissée par le passage d’un corps dur.
Erosion : une surface est rongée sous l’effet de l’impact de fluides ou de particules solides en suspension à grandes vitesses (Ec = ½ mV²), ou de phénomènes électriques (arcs).
Faïençage : réseau de craquelures superficielles dues à la fatigue thermique
Marquage : enfoncement localisé du à une charge ponctuelle
Roulement et fatigue de contact : roulements à billes et à aiguilles se détériorent intrinsèquement par fatigue de contact. La pression de Hertz au contact bille / chemin de roulement fait apparaître des contraintes de cisaillement sur les bagues entraînant des fissures en surface puis débouchantes (piqûres).
V– LES CORROSIONS :
La corrosion est une réaction chimique (dite sèche) et électrochimique (dite humide) entre un métal (ou un alliage) et un réactif liquide ou gazeux. Les formes de corrosion les plus connues sont la rouille (alliages ferreux) et le vert-de-gris (alliages cuivreux)
.

17
I- INTRODUCTION
L’analyse quantitative d’un historique va permettre de dégager des actions d’amélioration,
donc identifier les défaillances à approfondir afin de les corriger et les prévenir. Analyser
quantitativement les résultats des diagnostics constitue ainsi un axe de progrès. Les données
chiffrées à saisir doivent être les suivantes :
dates des interventions correctives (jours, heures) et nombre N de défaillances ; ces
éléments permettront de calculer les périodes de bon fonctionnement (UT = Up Time), les
intervalles de temps entre deux défaillances consécutives (TBF = Time Between Failures)
et leur moyenne (MTBF) ; ces données permettront de caractériser la fiabilité des
équipements ;
temps d’arrêt de production (DT = Down Time) consécutifs à des défaillances, y compris
ceux des « microdéfaillances » ; tous les événements sont systématiquement consignés,
même les plus anodins ; il est toujours plus simple de se rappeler d’une grosse panne que
d’une microdéfaillance répétitive qui engendrera à terme une défaillance grave ;
l’expérience montre que son oubli fausse complètement une étude de fiabilité ultérieure. Il
est prouvé aussi que les microdéfaillances, qui appartiennent à la routine, donc qu’on
oublie facilement, sont génératrices de perte de disponibilité, donc de productivité moindre
et bien sûr de non qualité ; ces données permettront donc de caractériser la disponibilité
des équipements ;
durées d’intervention maintenance (TTR = Time To Repair) et leur moyenne (MTTR) ; ces
données permettront de caractériser la maintenabilité des équipements.
TBF
UT
DT DT
TTR TTR
Fonctionnement
Arrêt t
Analyse des temps
Chacune des données précédentes est ensuite associée aux familles de défaillance définies
dans le chapitre précédent :
localisation des éléments sensibles à partir de la décomposition structurelle,
modes de défaillances observés le plus fréquemment.
II- ANALYSE ABC
21 – Loi de PARETO
PARETO (1848-1923) était un socio-économiste italien qui étudia la répartition des impôts
fonciers aux Etats-Unis. Il constata que 15% des contribuables payaient 85% des impôts fonciers. Il
en tira une règle, celle des 85-15, et plutôt celle des 80-20 qui peut s’appliquer partout :
Chapitre 3
ANALYSE QUANTITATIVE DES DEFAILLANCES

18
20% des routes ou des voies ferrées assurent 80% du trafic,
20% des conducteurs provoquent 80% des accidents,
20% des articles vendus représentent 80% du chiffre d’affaires.
En d’autres termes : « une minorité des causes est responsable de la majorité des effets ». On
appelle loi de PARETO ou « loi des 80-20 » la règle de concordance que l’on trouve souvent entre :
le faible pourcentage d’éléments d’une population ou d’un échantillon donné,
le fort pourcentage que ces éléments représentent si l’on considère un de leurs caractères
particuliers ou un critère donné.
22 – Méthode ABC
Parmi la multitude de préoccupations qui se posent à un responsable maintenance, il lui faut
décider quelles défaillances doivent être étudiées et/ou améliorées en premier. Pour cela, il faut
déceler celles qui sont les plus importantes et dont la résolution ou l’amélioration serait le plus
rentable, en particulier en terme de coûts d’indisponibilité. La difficulté réside dans le fait que ce qui
« est important » et que ce qu’il « l’est moins » ne se distinguent pas toujours de façon claire.
La méthode ABC apporte une réponse. Elle permet l’investigation qui met en évidence les
éléments les plus importants d’un problème afin de faciliter les choix et les priorités. On classe les
événements (pannes par exemple) par ordre décroissant de coûts (temps d’arrêts, coût financier,
nombre, etc..), chaque événement se rapportant à une entité. On établit ensuite un graphique faisant
correspondre les pourcentages de coûts cumulés aux pourcentages de types de pannes ou de
défaillances cumulés. Sur le schéma figure 6.2, on observe trois zones.
1. Zone A : 20% des pannes occasionnent 80% des coûts ;
2. Zone B : les 30% de pannes supplémentaires ne coûtent que 15% supplémentaires ;
3. Zone C : les 50% de pannes restantes ne concernent que 5% du coût global.
Conclusion : il est évident que la préparation des travaux de maintenance doit porter sur les pannes
de la zone A.
0
100%
Coûtscumulés
20 40 60 80 100%
80
60
40
20
A
B
C
Nombre dedéfaillances
Diagramme de Pareto ou courbe ABC
En maintenance cette méthode est très utile pour déterminer les urgences ou les tâches les plus
rentables, par exemple :
s’attacher particulièrement à la préparation des interventions sur les défaillances les plus
fréquentes et/ou les plus coûteuses (documentation, gammes opératoires, contrats,
ordonnancement, etc..),
rechercher les causes et les améliorations possibles pour ces mêmes défaillances,
organiser un magasin en fonction des fréquences de sortie des pièces (nombre de pièces
et emplacement),
décider de la politique de maintenance à appliquer sur certains équipements en fonction
des heures et des coûts de maintenance.

19
Attention toutefois : cette méthode ne résout pas les problèmes, mais elle attire l’attention du
technicien sur les groupes d’éléments à étudier en priorité.
23 – Diagrammes de Pareto en N, Nt et t
Le service maintenance peut exploiter cette méthode en allant beaucoup plus loin :
on dresse un tableau regroupant les sous-ensembles, le nombre de défaillances N, les
temps d’arrêt par sous-ensemble Nt et la moyenne des temps d’arrêt t ;
on élabore les diagrammes en bâtons N, Nt et t ; ils permettront de déterminer la priorité
de prise en charge des sous-ensembles par le service maintenance,
le graphe en N oriente vers l’amélioration de la fiabilité ;
le graphe en Nt est un indicateur de disponibilité, car Nt estime la perte de disponibilité de
chaque sous-ensemble ;
le graphe en t oriente vers la maintenabilité, c’est à dire l’amélioration de l’aptitude à la
maintenance.
24 – Application
Une machine comporte 10 sous-ensembles dont on a relevé l’historique des pannes.
L’entreprise, qui utilise cette machine, désire augmenter sa productivité en diminuant les pannes
sérieuses. Pour cela elle demande au service de maintenance de définir des priorités sur les
améliorations à apporter à cette machine. L’historique de la machine fournit le tableau suivant.
Sous-ensembles A B C D E F G H I J
Nombre d’heures
d’arrêt
26,5 11 1 57 56,5 1 17 1,5 9,5 1
Nombre de pannes 4 15 4 4 3 8 12 2 3 2
Historique d’une machine
Du tableau précédent, on tire le tableau de la figure ci dessous.
Sous-
ensembles
Classement
en coût (en h)
Cumul des
coûts (en h)
% des coûts
cumulés
Nombre de
pannes
Cumul des
pannes
% des
pannes
cumulées
D 57 57 31,3 4 4 7
E 56,5 113,5 62,4 3 7 12,3
A 26,5 140 76,9 4 11 19,3
G 17 157 87,2 12 23 40,3
B 11 168 92,3 15 38 66,7
I 9,5 177,5 97,5 3 41 71,9
H 1,5 179 98,3 2 43 75,4
C 1 180 98,9 4 47 82,4
F 1 181 99,4 8 55 96,5
J 1 182 100 2 57 100
Tableau des coûts et des pannes cumulées
A – Diagramme de Pareto
A partir du tableau ci-dessus, on construit le diagramme de Pareto (figure 6.5). Les cases
grises nous donnent les limites des zones A, B et C. Il est donc évident qu’une amélioration de la
fiabilité sur les sous-ensembles D, E et A peut procurer jusqu'à 76,9% de gain sur les pannes.

20
0
100%
Coûtscumulés
Pannescumulées
20 40 60 80 100%
80
60
40
20
A B C
Exemple de diagramme de Pareto
B – Diagrammes en N, Nt et t
Sous-ensembles N Nt t
A 4 26,5 6,625
B 15 11 0,73
C 4 1 0,25
D 4 57 14,25
E 3 56,5 21.83
F 8 1 0,125
G 12 17 1,42
H 2 1,5 0,75
I 3 9,5 3,17
J 2 1 0,5
Tableau en N, Nt et t
Le graphe en N oriente vers l’amélioration de la fiabilité : ici on constate que les sous-
ensembles B et G sont ceux sur lesquels il faudra agir prioritairement. Différentes actions sont
envisageables : modifications techniques (qualité des composants), consignes de conduite,
surveillance accrue (maintenance de ronde), actions préventives systématiques dans un premier
temps, conditionnelle ensuite.
Défaut de fiabilité
0,00
20,00
40,0060,00
80,00
100,00
120,00
B G F A C D E I H J
Sous-ensembles
Tau
x
Taux de
panneCumul
Mise en évidence des éléments les moins fiables

21
Le graphe en Nt est un indicateur de disponibilité, car Nt estime la perte de disponibilité de chaque
sous-ensemble. Il permet donc de sélectionner l’ordre de prise en charge des types de défaillance en
fonction de leur criticité (ici les sous-ensembles D et E).
Indisponibilité
0,00
20,00
40,00
60,00
80,00
100,00
120,00
D E A G B I H C F J
Sous-ensembles
Ta
ux Taux d'indispo
Cumul
Mise en évidence des éléments les moins disponibles
Le graphe en t oriente vers la maintenabilité, c’est à dire l’amélioration de l’aptitude à la
maintenance. Ici, les sous-ensembles E et D présentent quasiment 80% des difficultés de réparation.
Défaut de maintenabilité
0,00
20,00
40,00
60,00
80,00
100,00
120,00
E D A I G H B J C F
Sous-ensembles
Ta
ux
Taux de non-
maint
Cumul
Mise en évidence des éléments les moins maintenables
Après analyse de t (attente maintenance, déplacements, temps de diagnostic, attente de
pièce, etc..), il sera possible d’agir sur :
la logistique (moyens de dépannage, de manutention, etc..),
l’organisation de la maintenance (gammes d’intervention, formation du personnel,
échanges standard, etc..),
l’amélioration de la maintenabilité (accessibilité, conception modulaire, etc..).
III- LE DIAGRAMME CAUSES / EFFET OU ISHIKAWA :
31- A QUOI SERT IL ?
C’est un outil permettant de visualiser de façon ordonnée les causes conduisant à un effet constaté que l’on cherche à analyser.

22
Le diagramme « causes / effet » est aussi appelé diagramme en arête de poisson, arbre des causes ou diagramme d’Ishikawa, du nom de son inventeur : le japonais Kaoru Ishikawa.
C’est la représentation graphique d’une méthode d’analyse dite méthode des « 5M » (abréviation de Main d’œuvre, Matériel, Matière, Méthodes, Milieu ou Maintenance ou Management ou Mercatique) destinée à mettre en évidence les liens de causalité entre les éléments conduisant à un même effet.
32- COMMENT S’UTILISE T’IL ?
Il est utilisé pour la maîtrise de la qualité et est souvent employé par les cercles de qualité pour ordonner des idées émises lors d’une séance de remue-méninges (brainstorming).
Il est utilisé également pour les études concernant la maintenance, la fiabilité et la sécurité (méthode AMDEC).
Forme générale des diagrammes :
METHODE
MATIERE
MATERIELMILIEU
MAIN
D'OEUVRE
Problème
Analysé
Méthodes pour étudier un problème :
1) Définir l'effet : l'effet doit être formulé en termes simples, admis par l'ensemble des participants : que veut-on améliorer, changer, modifier, quel est l'effet attendu ? La transformation doit être mesurable pour apprécier une modification de façon objective. L'effet doit constamment rester visible pour permettre de recentrer la démarche à tout moment.
2) Identifier les causes : c'est la période de recherche d'idées. L'important est de noter, sans classer, les idées venant de toute part. Tout doit être noté de façon visible pendant toute la séance.
3) Les mots-clés : l'émetteur de chaque phrase formulée, doit souligner le ou les mots-clés. Cet état fait souvent resurgir des idées nouvelles qui seront notées à la suite, elles seront traitées à la fin.
4) Les principales familles : pour favoriser la recherche, la méthode des 5M est couramment utilisée. Elle permet d'orienter la réflexion vers les 5 domaines, desquels sont généralement issues les causes. Toute autre organisation mieux adaptée au problème peut, bien entendu, être utilisée.
Machines : c'est tout ce qui nécessite un investissement, du matériel, des locaux, du gros outillage.
Main d'œuvre : c'est l'ensemble du personnel
Méthodes : ce sont les gammes, les modes d'emploi, les notices, les instructions écrites ou non.
Matières : c'est tout ce qui est consommable (les matières premières, les fluides, les énergies).

23
Milieu : c'est l'environnement physique et humain. Les conditions de travail, l'ergonomie, les relations, les clients, problèmes de fournisseurs.
5) Tracer le diagramme : le diagramme est tracé en reportant dans l'ordre des idées formulées. Seuls les mots-clés sont indiqués sur les flèches.
6) Choisir : le choix des causes sur lequel va porter l'analyse commence par déterminer les familles (de machine jusqu'à milieu) qui semblent être les plus importantes.
7) Définir l'objectif : l'objectif doit être exprimé en termes de valeur de l'évolution et en temps que l'on s'accorde pour vérifier l'évolution.
8) Les moyens : choisir les méthodes de mesure, les tests, les procédures.
9) Confronter aux résultats antérieurs : à ce stade, il est important de vérifier si l'effet désiré est obtenu. Dans le cas contraire, le groupement suivant est abordé jusqu'à l'obtention de l'amélioration.
33- Exemple 1 :
En utilisant une perceuse à colonne, on obtient des trous de mauvaises qualités.
Qualité
des
trous Déformable
Non homogène
Ne relit pas
les
instructions
Mauvais réglage
de vitesse
Ne maîtrise pas
l'affûtage
Outil mal affûté
Déplacement montage ou table
Jeu de
broche Vitesse
Canon de perçage
Trou de centre
- matière - méthode - machine - main d'œuvre
34- Exemple 2 :

24
IV- L’ABAQUE DE NOIRET :
C’est une méthode graphique qui permet, à l’aide d’une abaque appelée abaque de Noiret, de déterminer en première approximation, la forme de maintenance (préventive ou corrective) à appliquer sur un équipement.
Cet outil peut être utilisé dans les cas (souvent fréquents) où on ne dispose pas d’historiques à jour.
1. Abaque AGE DU MATÉRIEL
2. Abaque INTERDÉPENDANCE DU MATÉRIEL
a : Matériel doublé
b : Matériel indépendant
c : Matériel avec tampon aval ou amont
d : Matériel sans tampon
e : Matériel important à marche discontinue
f : Matériel important à marche semi-continue
g : Matériel important à marche continue
3. Abaque COMPLEXITÉ DU MATÉRIEL
a : Matériel peu complexe et accessible
b : Matériel très complexe et accessible
c : Matériel complexe et peu accessible
d : Matériel très complexe et peu accessible
4. Abaque COUT DU MATÉRIEL
a : Matériel bon marché
b : Matériel peu coûteux
c : Matériel coûteux
d : Matériel très coûteux
e : Matériel spécial
f : Matériel très spécial
5. Abaque ORIGINE DU MATÉRIEL
a : Matériel du pays - grande série
b : Matériel du pays - petite série
c : Matériel étranger avec service après-vente
d : Matériel étranger sans service après-vente
e : Matériel étranger sans service technique
6. Abaque ROBUSTESSE DU MATÉRIEL
a : Matériel très robuste
b : Matériel courant
c : Matériel de précision robuste
d : Matériel peu robuste
e : Matériel en surcharge
f : Matériel de précision - maniement délicat
7. Abaque CONDITIONS DE TRAVAIL
a : Marche à un poste
b : Marche à deux postes
c : Marche à trois postes
8. Abaque PERTE DE PRODUIT
a : Produits vendables - suite d'une défaillance matérielle
b : Produits à reprendre - suite d'une défaillance matérielle
c : Produits perdus - suite d'une défaillance matérielle
9. Abaque DÉLAI D'EXÉCUTION
a : Délais libres - fabrication sur stock
b : Délais serrés
c : Délais impératifs - pénalité de retard
d : Délais impératifs - produits non vendus - perte clientèle
10. Abaque CHOIX DE TYPE DE MAINTENANCE
Zone Maintenance corrective obligatoire ou souhaitable
Zone Incertitude
Zone Maintenance préventive souhaitable ou obligatoire

25
Exemple :
Une entreprise vient d’acheter en Allemagne à 30000€ une conditionneuse de produits. Cette machine se situe en fin de chaîne de production ; de technologie nouvelle, elle reste cependant simple d’accès pour les opérateurs de production et la majorité de ses constituants sont du domaine standard.
L’entreprise fonctionne 5 jours sur 7, par équipes de 2/8. Un mauvais conditionnement entraîne un arrêt de la ligne mais ne provoque pas de dommages sur les produits à emballer.
Les contraintes commerciales sont importantes puisque l’entreprise travaille pour la grande distribution.
A l’aide de l’abaque fournie, déterminer la méthode de maintenance à envisager.

26
Chapitre 4
LE DIAGNOSTIC
I – ANALYSE QUALITATIVE DES DEFAILLANCES
11 – Diagnostic et expertise
a- Définitions
Le diagnostic est « l’identification de la cause probable de défaillance à l’aide d’un
raisonnement logique fondé sur un ensemble d’informations provenant d’une inspection,
d’un contrôle ou d’un test ». La norme NF EN 13306 va plus loin, puisqu’elle indique que
le diagnostic d’une panne est « l’ensemble des actions menées pour la détection de la
panne, sa localisation et l'identification de la cause ». On va donc jusqu’à l’expertise de la
défaillance.
Localisation de panne : actions menées en vue d'identifier l’équipement en panne au
niveau de l'arborescence appropriée.
DEBUT « LOCALISER l ’élément défaillant »
1 - Identifier la chaîne défaillante
2 - Identifier l ’élément défaillant
FIN « LOCALISER l ’élément défaillant »
Elément défaillant
identifié
oui
non
Faire un diagnostic, c’est déterminer la (les) cause(s) d’un trouble fonctionnel, à partir de
symptômes et/ou des observations :
le symptôme est le phénomène qui révèle une défaillance,
le diagnostic recherche l’origine des défaillances d’un système.
Un diagnostic est une action réfléchie. La figure suivante traduit parfaitement bien cette
démarche.

27
Défaillance
1 : Je vois
2 : Je réfléchis
3 : J'agis
Mécanisme du diagnostic
b- Un diagnostic : dans quel cas ?
Le diagnostic ne concerne pas que les pannes : dès qu’on perçoit un événement anormal, il
doit y avoir diagnostic ! Quels sont les évènements anormaux autres que les pannes ? Ce sont les
arrêts de production, les accidents, les défauts sur le produit fini, les dérives, la perte de normalité. On
voit bien que la maintenance n’est pas le seul service concerné : la Production diagnostique la cause
d’un arrêt, le service Qualité diagnostique la cause d’un défaut, le service Sécurité diagnostique la
cause d’un accident, le service Gestion diagnostique la cause d’une dérive, etc..

28
12 – Conduite d’un diagnostic
Elle nécessite un grand nombre d’informations recueillies :
auprès des utilisateurs (détection, manifestation et symptômes),
dans les documents constructeurs et/ou dans les documents du service maintenance.
Mais il y a aussi l’expérience du terrain et le savoir-faire.
1 –Manifestation de la défaillance
La manifestation (ou effet) de la défaillance se manifeste par son amplitude (partielle ou
complète), sa vitesse (elle est progressive ou soudaine), son caractère (elle est permanente, fugitive
ou intermittente).
2 – Les symptômes
Les symptômes peuvent être observés in situ, sans démontage, par les utilisateurs de
l’équipement ou par le maintenancier : VTOAG, mesures, défauts de qualité. Le VTOAG est
l’utilisation naturelle des cinq sens de l’individu. Il ne faut jamais les négliger, car ils sont capables de
contribuer à l’établissement d’un diagnostic.
a)La vue (V) :
détection de fissures, fuites, déconnections,
détection de dégradations mécaniques.
b) Le toucher (T) :
sensation de chaleur, de vibration,
estimation d’un état de surface.
c) L’odorat (O) :
détection de la présence de produits particuliers,
«odeur de brûlé», embrayage chaud,...
d) L’auditif (A) :
détection de bruits caractéristiques (frottements, sifflements).
e) Le goût (G) :
identification d’un produit (fuite).
Attention cependant ! Il faut rester très prudent lors de ces démarches, qui peuvent exposer l’individu
à de graves dangers : brûlure; électrocution, intoxication, empoisonnement, etc..
Les symptômes peuvent aussi s’observer après démontage : mesures, observations de
rupture, d’état de surface, contrôles non destructifs, etc..
3 – Expérience
Lorsqu’il aborde un problème de défaillance sur un matériel, le maintenancier ne peut pas se
permettre de naviguer à vue. Il connaît déjà les probabilités d’apparition de défaillance sur un matériel.
Par exemple, sur un SAP (Système Automatisé de Production), on sait que c’est la partie opérative
qui occasionnera le plus de pannes (figure 6.11). Il est donc inutile de commencer son investigation
par l’API !
4 – Savoir-faire
Le diagnostic est construit comme une enquête policière : le maintenancier part des
informations et symptômes, et à partir de son expérience, il formule des hypothèses affectées d’un
niveau de probabilité plus ou moins important, teste ces hypothèses afin de se construire une
certitude. Il dispose pour cela d’outils de diagnostic. Les plus utilisés sont :
le GRAFCET (recherche des discordances),
le diagramme Causes – Effets,

29
l’arbre des causes,
l’organigramme de diagnostic et/ou la fiche de diagnostic
les systèmes experts.
Le GRAFCET est un outil bien connu des automaticiens : il permet en particulier la recherche
de dysfonctionnement sur une chaîne fonctionnelle et d’identifier l’équipement défaillant d’un SAP.
Mais tous les systèmes sont loin d’être automatisés : lorsqu’on a un appareil électroménager qui ne
démarre pas quand on en a besoin, il faut d’autres outils ! C’est ce que nous allons essayer de voir
maintenant.
II – OUTILS DE DIAGNOSTIC
21 – Tableau Causes – Effets
211 – Rappels
Dans l’apparition d’une défaillance, on peut distinguer trois phases :
1. la cause,
2. le mode,
3. l’effet.
Exemple :
Cause Mode Effet
Les phares de la voiture sont
restés allumés toute la nuit
La batterie est déchargée Le moteur ne démarre pas
Vu de l’utilisateur, une défaillance se manifeste donc par son effet. Si on veut résoudre le
problème, il faut d’abord localiser l’élément en cause afin de le réparer ou de l’échanger. Puis, si on
veut que la défaillance ne se reproduise plus, .il faut rechercher les phénomènes ou les circonstances
en cause.
Dans ce paragraphe, on appellera recherche des causes la localisation des éléments dont
l’état anormal a entraîné la défaillance. Pour aider l’homme de maintenance dans cette recherche, on
dispose du Tableau Cause – Effets qui débouche ensuite sur l’organigramme de diagnostic. Le
Tableau Cause – Effets permet :
de faire un bilan des défaillances,
de rechercher des causes à partir d’un effet.
212 – Structure du tableau Causes – Effets
On recense, de manière exhaustive dans l’historique d’un équipement, tous les évènements
relatifs à un sous-ensemble ou un composant d’un équipement posant problème (déterminé par
exemple par une analyse de Pareto). On détermine :
le nombre de fois où l’effet est apparu,
la moyenne des temps d’intervention (MTI),
la moyenne des temps de diagnostic.
L’ensemble de ces données est tout d’abord regroupé sur un tableau comme indiqué figure ci
dessous. Ne pas s’étonner si un effet peut être provoqué par plusieurs causes.
Effet constaté Elément en cause Nombre de fois MTI (min) MTD (min)
E1 C1 12 25 10
E2 C2 4 15 5
E1 C3 23 60 10
E3 C4 2 10 2
E2 C5 6 40 12

30
Recensement des causes et effets d’une défaillance
Si ce tableau a l’intérêt de regrouper toutes les causes possibles correspondant à chaque
effet, il a aussi un inconvénient majeur : pour chaque défaillance signalée, il faut parcourir toute la liste
des effets constatés pour récupérer tous les éléments en cause. Donc, pour un équipement complexe,
cette liste peut être très longue, d’où une perte de temps et des risques d’oubli.
On va donc « croiser » les effets et les causes sur un tableau à double entrée. Puis à
l’intersection d’un effet et d’une cause, on indique le nombre de fois où l’effet est apparu.
Cause
Cause
Cause
Cause
Cause C1 C2 C3 C4 C5
E1 12 23
E2 4 6
E3 2
Croisement des causes et des effets
On complète le tableau en intégrant les temps MTI et MTD. On obtient le tableau définitif suivant
Cause
Cause
Cause
Cause
Cause C1 C2 C3 C4 C5
Moyenne des temps de diagnostic MTD 10 5 10 2 12
Moyenne des temps d’intervention MTI 25 15 60 10 40
E1 12 23
E2 4 6
E3 2
Tableau Causes – Effets
Conclusion
Le tableau causes – effets est un outil de synthèse d’historique qui met en évidence :
les relations entre les causes connues et les effets constatés,
la fréquence d’apparition des causes,
les temps d’intervention et les temps de diagnostic.
Il va permettre de générer la fiche de diagnostic et l’organigramme de diagnostic.
Remarque
Ce tableau est mieux adapté à la maintenance que le diagramme d’Ishikawa (voir en annexe) utilisé
par les qualiticiens pour identifier toutes les causes donnant naissance à un effet (un diagramme par
effet).
213 – Organigramme de diagnostic
C’est un outil graphique décrivant la marche à suivre pour atteindre la cause d’une défaillance
à partir de l’effet constaté. La recherche s’effectue à partir d’une suite d’actions et de tests à réaliser.
C’est donc le « mode opératoire » du diagnostic. La syntaxe utilisée pour tracer l’organigramme de
diagnostic est donnée sur la figure suivante

31
Début de l'organigramme
Action
Choix
oui
non
Fin de l'organigrammeFin
Test batterie
Syntaxe de l’organigramme de diagnostic
Les hypothèses de test sont toujours hiérarchisées de manière à aller du plus probable au
moins probable.
Exemple : un aspirateur tourne mais n’aspire plus. Il est clair qu’il y a des choses à faire avant de
mettre en cause le système d’aspiration.
Pas d'aspiration
Sac plein?
Suceur obstrué?
Déboucher
suceurNon
Oui
EssaisMauvais
Hypothèse 1
Oui
Bon
Changer le sac
Flexible obstrué?
Non
Déboucher
flexible
Non
Oui
Hypothèse 2
Hypothèse 3
EssaisBonMauvais
EssaisBonMauvais
Appeler le
technicien agréé
Fin
Organigramme de diagnostic d’un aspirateur
Un organigramme de diagnostic est écrit par un expert de l’équipement. L’utilisateur n’est pas
forcément un expert de l’équipement, mais il doit être capable d’effectuer correctement et en toute
sécurité les actions et les tests proposés par l’organigramme.

32
214 – Fiche de diagnostic
Fiche de diagnostic Système : aspirateur Intervenant : Raymond POULIDOR
Date : 05/11/2012
N° hyp. Point de Contrôle Moyens de contrôle Références du contrôle Résultat
1 Suceur Visuel Passage libre d‘un tournevis Bon
Mauvais
2 Sac à poussière Visuel Sac plat Bon
Mauvais
3 Flexible Tactile Passer la soufflette
Vérifier le passage de l’air
Bon
Mauvais
Conclusion du diagnostic
Cause de la défaillance : Obstruction du flexible par boule de papier
Proposition d’action corrective :
Déboucher à l’aide d’un fil rigide émoussé au bout
Amélioration proposée : coller une affichette « ne pas aspirer de papier »
Fiche de diagnostic
215 – Pour résumer
Pour construire un organigramme de diagnostic ou une fiche de diagnostic, il faut :
établir le mode opératoire du diagnostic,
transposer ce mode opératoire sous la forme d’une suite logique de tests et d’actions.
Chaque test et chaque action doivent être décrits de manière simple. La réponse à un test
sera purement binaire (oui ou non, bon ou mauvais). Une action peut éventuellement consister à faire
appel à un autre moyen : nouvel organigramme, appel à mode opératoire, appel à un expert, etc..
22 – Arbre de défaillances
C’est un diagramme déductif qui va de l’effet vers la cause et qui a pour objet de rechercher
toutes les combinaisons de défaillances élémentaires (primaires) pouvant déboucher vers une panne.
A – Symbolisme
Cet outil utilise un symbolisme qu’on utilise également sur les circuits logiques. On parle aussi
de logigramme de dépannage. Ce symbolisme est donné figure suivante.
Evènement élémentaire (défaillance primaire)
Evènement intermédiaire ou de sortie
&
> 1
ou Porte ET
ou Porte OU
Symbolisme des arbres de défaillances

33
B – Construction de l’arbre de défaillance
Pour construire un arbre de défaillance, on peut utiliser l’organigramme de la figure ci
dessous. Notons que cette construction est tout à fait qualitative.
Définition du système à
étudier
Enoncer la défaillance à analyser
Etudier le système
Reconnaître les causes probables possibles
A-t-on une défaillance de composant ?
NON
Porte ET
OUI
Porte OU
Défaillance de l’état du système
Considérer les causes primaires et secondaires
Construire l’arbre de défaillance
Construction de l’arbre de défaillance

34
Chapitre 5
ANALYSE DES MODES DE DEFAILLANCES, DE LEURS EFFETS ET DE LEURS CRITICITE
I – L’AMDEC MACHINE :
AMDEC : Analyse des Modes de Défaillance et de leurs Effets et de leur Criticité
Selon les objectifs visés, plusieurs types d’AMDEC sont utilisés lors des phases successives de développement d’un produit :
o AMDEC Produit : analyse de la conception d’un produit pour améliorer la qualité et la fiabilité de celui-ci
o AMDEC processus : analyse des opérations de production pour améliorer la qualité de fabrication du produit
o AMDEC machine : analyse de la conception et / ou de l’exploitation d’un moyen ou d’un équipement de production pour améliorer la sûreté de fonctionnement (sécurité, disponibilité, fiabilité, maintenabilité) de celui-ci
L’AMDEC est une technique d’analyse qui a pour but d’évaluer et de garantir la sûreté de fonctionnement des machines par la maîtrise des défaillances. Elle a pour objectif final l’obtention, au meilleur coût, du rendement global maximum des machines de production et équipements industriels.
Son rôle n’est pas de remettre en cause les fonctions de la machine mais plutôt d’analyser dans quelle mesure ces fonctions ne peuvent plus être assurées correctement.
L’étude de l’AMDEC machine vise à :
o Réduire le nombre de défaillances
o Prévention des pannes
o Fiabilisation de la conception
o Amélioration de la fabrication, du montage, de l’installation
o Optimisation de l’utilisation et de la conduite
o Amélioration de la surveillance et des tests
o Amélioration de la maintenance préventive
o Détection précoce des dégradations
o Réduire le temps d’indisponibilité après défaillance
o Prise en compte de la maintenabilité dès la conception
o Amélioration de la testabilité
o Aide au diagnostic
o Amélioration de la maintenance corrective
o Améliorer la sécurité
PRINCIPE DE BASE :
Il s'agit d'une analyse critique consistant à identifier de façon inductive et systématique les risques de dysfonctionnement des machines puis à en rechercher les origines et leurs conséquences. Elle permet de mettre en évidence les points critiques et de proposer des actions correctives adaptées. Ces actions peuvent concerner aussi bien la conception des machines étudiées que leur fabrication, leur utilisation ou leur maintenance. C’est essentiellement une méthode préventive.
L'AMDEC est une méthode participative. Fondée sur la mise en commun des expériences diverses et des connaissances de chaque participant, elle trouve toute son efficacité dans sa pratique en groupe de travail pluridisciplinaire. La composition du groupe de travail entre d'ailleurs pour une large part dans le succès d'une étude AMDEC. Cette réflexion en commun est source de créativité. Élie favorise les échanges techniques entre les différentes équipes d'une entreprise, voire entre clients et fournisseurs. Elle permet l'évolution des connaissances et contribue même à la formation technique des participants.

35
L'AMDEC machine est essentiellement destinée à l'analyse des modes de défaillance d'éléments matériels (mécaniques, hydrauliques, pneumatiques, électriques; électroniques...). Elle peut aussi s'appliquer aux fonctions de la machine, au stade préliminaire de sa conception par exemple.
Cependant, l'AMDEC n'est pas un outil universel. Ainsi, la méthode ne permet pas de prendre en compte les combinaisons de plusieurs défaillances. D'autres méthodes peuvent alors être utilisées en complément (arbres de défaillance, méthode de combinaison de pannes...). De plus, les conséquences des erreurs humaines sont mal prises en compte. Enfin, l'AMDEC n'est pas adaptée à l'analyse des logiciels.
II – DEMARCHE PRATIQUE DE L’AMDEC MACHINE :
Une étude AMDEC comporte 4 étapes successives, soit un total de 21 opérations. La puissance d’une étude AMDEC réside autant dans son contenu que dans son exploitation. Une étude AMDEC resterait sans valeur si elle n’était pas suivie par la mise en place effective des actions correctives préconisées par le groupe, accompagnées d’un contrôle systématique.
L’étude peut être prolongée par des travaux complémentaires tels que les calculs de fiabilité et disponibilité, l’élaboration de plans de maintenance et des aides au diagnostic, etc.
ETAPE 1 : INITIALISATION
1 - Définition du système à étudier
2 - Définition de la phase de fonctionnement
3 - Définition des objectifs à atteindre
4 - Constitution du groupe de travail
5 - Etablissement du planning
6 - Mise au point des supports de l'étude
ETAPE 2 : DECOMPOSITION FONCTIONNELLE
7 - Découpage du système
8 - Identification des fonctions des sous-ensembles
9 - Identification des fonctions des éléments
ETAPE 3 : ANALYSE AMDEC
Phase 3a : analyse des mécanismes de défaillance
10 - Identification des modes de défaillance
11 - Recherche des causes
12 - Recherche des effets
13 - Recensement des détections
Phase 3b : évaluation de la criticité
14 - Estimation du temps d'intervention
15 - Evaluation des critères de cotation
16 - Calcul de la criticité
Phase 3c : proposition d'actions correctives
17 - Recherche des actions correctives
18 - calcul de la nouvelle criticité
ETAPE 4 : SYNTHESE
19 - Hiérarchisation des défaillances
20 - Liste des points critiques
21 - Liste des recommandations

36
III – PHASE 1 : INITIALISATION :
L’initialisation de l’AMDEC machine est une étape préliminaire à ne pas négliger. Elle est menée par le responsable de l’étude avec l’aide de l’animateur, puis précisée avec le groupe de travail.
ETAPE 1 : INITIALISATION
1 - Définition du système à étudier
2 - Définition de la phase de fonctionnement
3 - Définition des objectifs à atteindre
4 - Constitution du groupe de travail
5 - Etablissement du planning
6 - Mise au point des supports de l'étude
Elle consiste à poser clairement le problème, à définir le contenu et les limites de l’étude à mener et à réunir tous les documents et informations nécessaires à son bon déroulement.
1. Définition du système à étudier : définir le système et ses limites matérielles. Le système peut être une machine complète mais ce sera plus souvent un sous-ensemble présentant un risque particulier. La documentation technique complète doit être réunie.
2. Définition de la phase de fonctionnement : définir la phase de fonctionnement et la machine pour laquelle l’étude sera menée. Pratiquement, on se limite à l’analyse des défaillances dans une seule phase de fonctionnement, en principe la plus pénalisante pour le système.
3. Définition des objectifs à atteindre : définir les objectifs à atteindre, les limites techniques de remise en question du système, le champ possible des interventions à proposer. Des objectifs précis doivent être énoncés afin d’éviter toute dispersion du groupe d’étude. Ces objectifs peuvent être exprimés en termes d’amélioration de sécurité, de fiabilité, de maintenabilité, de disponibilité ou de maintenance du système.
4. Constitution du groupe de travail : constituer un groupe de travail pluridisciplinaire, motivé et compétent. Ce groupe de 5 à 8 personnes rassemble le responsable de l’étude qui a pouvoir de décision, l’animateur du groupe (impliqué ou pas dans le projet), les participants aux compétences pluridisciplinaires (études, méthodes, marketing, maintenance, qualité, etc.). Un des participants sera aussi le rédacteur des comptes-rendus. Si besoin est, des experts extérieurs ou des participants temporaires pourront être invités aux réunions.
5. Etablissement du planning : définir le planning et la durée des réunions. Le groupe doit fixer un planning et un délai d’étude. La durée de chaque réunion doit être fixée entre 2 et 3 heures pour une meilleure efficacité.
6. Mise au point des supports de l’étude : préparer les grilles et la méthode de cotation de la criticité, le tableau de saisie AMDEC machine, les feuilles de synthèse. Le tableau de saisie est à remplir par le rédacteur au cours de l’étape 3 au fur et à mesure de la réflexion du groupe de travail ; il est conseillé de l’établir sur un format A0, fixé sur le mur, pour que chaque membre du groupe puisse aisément suivre les travaux. Les feuilles de synthèse sont établies en fin d’étude (étape 4). L’ensemble de ces documents constitue le dossier AMDEC. Ce dossier est le reflet de l’état des connaissances sur les dysfonctionnements d’un système à un instant donné.

37
IV – PHASE 2 : DECOMPOSITION FONCTIONNELLE :
Il s’agit d’identifier clairement les éléments à étudier et les fonctions à assurer et non de faire l’analyse critique de l’adéquation des fonctions de la machine au besoin.
C’est une étape indispensable car il est nécessaire de bien connaître les fonctions de la machine pour en analyser ensuite les risques de dysfonctionnement.
MACHINE
SOUS-ENSEMBLE
Elément
Besoin utilisateur
Fonctions de
service
Fonctions
techniques
Fonctions
élémentaires
Arrêt machine, pertes
économiques sécurité,
environnement
Perte ou dégradation des
fonctions techniques et de
service
Perte ou dégradation des
fonctions élémentaires
Participation des éléments
au bon fonctionnement de
l'ensemble
Enchainement des effets
de la défaillance
Bon f
onctio
nnem
ent
Défa
illa
nce
Elle facilite grandement l’étape ultérieure d’analyse des défaillances. Elle permet aussi au groupe d’adopter un langage commun. Les relations entre l’analyse fonctionnelle et l’analyse AMDEC sont données sur le schéma ci-dessus.
La décomposition fonctionnelle utilise les résultats des études fonctionnelles de conception
ETAPE 2 : DECOMPOSITION FONCTIONNELLE
7 - Découpage du système
8 - Identification des fonctions des sous-ensembles
9 - Identification des fonctions des éléments
(analyse fonctionnelle, cahier des charges, etc.).
La décomposition fonctionnelle de la machine se prépare hors réunion du groupe. C’est à une personne compétente et qui connaît le mieux la machine de faire la décomposition fonctionnelle. Cette décomposition doit toutefois être validée par le groupe. Les outils tels que le SADT ou le FAST permettent une compréhension aisée de la décomposition.
7. Découpage du système : découper en blocs fonctionnels, sous une forme arborescente, selon autant de niveaux que nécessaire et définir le niveau d’étude et les éléments à traiter correspondants. Ce découpage permet de situer les éléments étudiés dans la structure générale du système.

38
8. Identification des fonctions des sous-ensembles : faire l’inventaire des milieux environnants des sous-ensembles auxquels appartiennent les éléments étudiés dans la phase de fonctionnement retenue et identifier les fonctions de service des sous-ensembles. L’environnement est constitué par les milieux extérieurs en interaction avec le sous-ensemble (autres éléments matériels, opérateur, ambiance, énergie, etc.). Les fonctions de service du sous-ensemble constituent la mission attendue du sous-ensemble. Elles sont liées aux relations existant entre le sous-ensemble et son environnement.
Fonctions de service du sous-ensemble :
FP : fonction principale
FC : fonction contrainte
Mileu environnant 1 Mileu environnant 2
Mileu environnant 5 Mileu environnant 3
SOUS-ENSEMBLE
FC1
FC2FC3
FP1
Mileu environnant 4
9. Identification des fonctions des éléments : identifier les fonctions de chaque élément
du sous-ensemble dans la phase de fonctionnement retenue. Il s’agit des fonctions élémentaires à assurer par chaque élément. Chaque fonction doit être décrite par ses caractéristiques techniques ou ses performances. Les fonctions des éléments participent à la bonne réalisation des fonctions techniques et de service du sous-ensemble concerné.
MACHINE M
Unité fonctionnelle A Unité fonctionnelle B Unité fonctionnelle C
Sous ensemble AA Sous ensemble AB
Organe AAA
Organe AAB
Elément 1
Elément 2
Elément 3

39
Mileu environnant 1
Mileu environnant 2
Mileu environnant 5
Mileu environnant 3
Mileu environnant 4
Organe 1
Organe 2
Organe 5
Organe 3
Organe 4
V – PHASE 3 : ANALYSE AMDEC :
Elle consiste à identifier les dysfonctionnements potentiels ou déjà constatés de la machine, à mettre en évidence les points critiques et à proposer des actions correctives pour y remédier.
Cette étape est à mener élément par élément.
ETAPE 3 : ANALYSE AMDEC
Phase 3a : analyse des mécanismes de défaillance
Phase 3b : évaluation de la criticité
Phase 3c : proposition d'actions correctives
C’est le travail essentiel de l’étude où la synergie du groupe doit jouer à fond. Le tableau AMDEC machine est le support de travail de l’étape 3. Il doit être rempli au fur et à mesure des travaux par le rédacteur désigné.
51 – Phase 3a : analyse des mécanismes de défaillance :
Cette phase consiste à examiner comment et pourquoi les fonctions de la machine risquent de ne plus être assurées correctement. On identifie les mécanismes de défaillance des éléments de la machine de manière exhaustive, pour la phase de fonctionnement considérée.
L’analyse des mécanismes de défaillance se base sur l’état actuel ou prévu de la machine au moment de l’étude.
ETAPE 3 : ANALYSE AMDEC
Phase 3a : analyse des mécanismes de défaillance
10 - Identification des modes de défaillance
11 - Recherche des causes
12 - Recherche des effets
13 - Recensement des détections

40
Causes de la
défaillance
Conception
Fabrication
Exploitation
Détection
Internes ou externes à
l'élément
MODES DE
DEFAILLANCE
Détection
Dégradation et perte de
fonction de l'élément
Effets sur le
fonctionnement
de la machine
Dégradations
fonctionnelles et
matérielles de la
machine
Effets sur la
disponibilité du
moyen de
production
Effets sur la
qualité du produit
fabriqué
Effets sur les
coûts de
maintenance
Effets sur la
sécurité des
opérateurs et de
l'environnement
10. Identification des modes de défaillance : identifier les modes de défaillances de l’élément en relation avec les fonctions à assurer dans la phase de fonctionnement retenue. On s’intéresse essentiellement aux modes de défaillance potentiels ou déjà survenus sur la machine, ou sur des machines similaires.
11. Recherche des causes : rechercher les causes possibles de défaillance, pour chaque mode identifié. Dans le tableau AMDEC, on note seulement les causes primaires de défaillance, le plus en amont possible du mécanisme de défaillance. La recherche des causes peut être réalisée à l’aide de la méthode des 5 M et représentée sous forme de diagramme d’Ichikawa. Il faut collecter et organiser en familles les causes possibles.
12. Rechercher des effets : rechercher les effets sur le système et sur l’utilisateur pour chaque combinaison cause / mode de défaillance. Dans le tableau AMDEC, on note seulement les effets les plus graves.
13. Recensement des détections : rechercher les détections possibles, pour chaque combinaison cause / mode de défaillance. Dans le tableau AMDEC, on note les détections les plus probables.
52 – Phase 3b : estimation de la criticité :
Cette phase consiste à évaluer la criticité des défaillances de chaque élément, à partir de plusieurs critères de cotation indépendants. Pour chaque critère de cotation, on attribue un niveau (note ou indice). Un niveau de criticité en est ensuite déduit, ce qui permet de hiérarchiser les défaillances et d’identifier les points critiques.
L’évaluation de la criticité se fonde sur l’état actuel ou prévu de la machine au moment de l’étude. Les critères de criticité s’expriment dans le tableau AMDEC par leurs niveaux respectifs.
ETAPE 3 : ANALYSE AMDEC
Phase 3b : évaluation de la criticité
14 - Estimation du temps d'intervention
15 - Evaluation des critères de cotation
16 - Calcul de la criticité

41
Niveau de
criticité
Mode de
défaillance
Effet les plus
graves de la
défaillance
Cause primaire
de la défaillance
Niveau de fréquence F Niveau de gravité GNiveau de probabilité
de non détection N
Détection la plus probable
14. Estimation du temps d’intervention : estimer le temps d’intervention de maintenance corrective, pour chaque combinaison cause / mode / effet. La notion de temps d’intervention TI est un élément utile pour coter ensuite le niveau de gravité. Elle concerne directement les équipes de maintenance.
15. Evaluation des critères de cotation : évaluer le niveau atteint par les critères de fréquence, gravité et probabilité de non détection, pour chaque combinaison cause / mode / effet. Selon les standards automobiles, les critères de cotation sont :
o La fréquence d’apparition d’une défaillance associée au niveau F
o La gravité de la défaillance associée au niveau G
o La probabilité de non détection de la défaillance associée au niveau N
Pour effectuer l’évaluation, on utilise des grilles ou des barèmes de cotation définis selon 3 ou 4 ou 5 niveaux. On s’appuie alors sur :
o Les connaissances des membres du groupe sur les dysfonctionnements
o Les banques de données fiabilité, historiques d’avaries, retours d’expérience, etc.
16. Calcul de la criticité : calculer le niveau de criticité, pour chaque combinaison cause / mode / effet, à partir des niveaux atteint par les critères de cotation. La valeur de la criticité est calculée par le produit des niveaux atteints par les critères de cotation.
C = F x G x N 53 – Phase 3c : proposition d’actions correctives :
Cette phase consiste à proposer des actions ou mesures amélioratives destinées à faire chuter la criticité des défaillances, en agissant sur un ou plusieurs critères de fréquence, gravité et
ETAPE 3 : ANALYSE AMDEC
Phase 3c : proposition d'actions correctives
17 - Recherche des actions correctives
18 - calcul de la nouvelle criticité

42
probabilité de non détection.
Ces actions peuvent concerner selon le cas le constructeur ou l’utilisateur de la machine.
MODE DE
DEFAILLANCE
EFFETS DE LA
DEFAILLANCE
CAUSE DE LA
DEFAILLANCE
Détection
Actions de détection
Actions de prévention Actions de réduction
17. Recherche des actions correctives : rechercher des actions correctives, pour chaque combinaison cause / mode / effet. Les actions correctives sont des moyens, dispositifs, procédures ou documents permettant la diminution de la valeur d’un ou de plusieurs niveaux (fréquence, gravite, probabilité de non détection) et par suite la réduction de la criticité. Elles sont de 3 types :
o Actions de prévention des défaillances
o Actions de détection préventive des défaillances
o Actions de réduction des effets
Plusieurs possibilités existent dans la recherche des actions selon les objectifs de l’étude :
o On ne s’intéresse qu’aux défaillances critiques
o On s’intéresse systématiquement à toutes les défaillances
o On oriente l’action à engager selon le niveau de criticité obtenu d’après le tableau ci-après
NIVEAU DE CRITICITE
EXEMPLES D’ACTIONS CORRECTIVES A ENGAGER
1 C < 12
Criticité négligeable
Aucune modification de conception
Maintenance corrective
12 C < 16
Criticité moyenne
Amélioration des performances de l’élément
Maintenance préventive systématique
16 C < 20
Criticité élevée
Révision de la conception du sous-ensemble et du choix des éléments
Surveillance particulière, maintenance préventive conditionnelle / prévisionnelle
20 C < 80
Criticité interdite
Remise en cause complète de la conception
18. Calcul de la nouvelle criticité : calculer la nouvelle criticité pour chaque combinaison cause / mode / effet. Après proposition et analyse des mesures à engager, le groupe peut évaluer la nouvelle criticité pour juger de manière prévisionnelle de leur impact. En effet, la mise en place des actions correctives préconisées doit logiquement entraîner la réduction de la criticité de la défaillance étudiée. Le mécanisme de défaillance s’en trouve modifié, voire éliminé, par la mise en place des actions. Cependant, il convient de prendre garde au

43
fait qu’une modification de la machine peut engendre de nouveaux dysfonctionnements qu’il est nécessaire d’analyser.
VI – PHASE 4 : SYNTHESE :
Cette étape consiste à effectuer un bilan de l’étude et à fournir les éléments permettant de définir et lancer, en toute connaissance de cause, les actions à effectuer. Ce bilan est essentiel pour tirer vraiment parti de l’analyse.
ETAPE 4 : SYNTHESE
19 - Hiérarchisation des défaillances
20 - Liste des points critiques
21 - Liste des recommandations
Les synthèses sont effectuées à partir des informations consignées dans le tableau AMDEC.
19. Hiérarchisation des défaillances : hiérarchiser les défaillances selon les niveaux atteints par les critères de criticité, avant ou après les actions correctives. On peut classer les défaillances entre elles, selon leurs niveaux respectifs de fréquence, gravité, probabilité de non détection ou encore selon leur niveau de criticité. On peut utiliser des représentations graphiques (histogrammes).
20. Liste des points critiques : effectuer la liste des points critiques de la machine. Cette liste permet de recenser les points faibles de la machine et les éléments les plus critiques pour le bon fonctionnement du système.
21. Liste des recommandations : établir la liste ordonnée des actions proposées. Cette liste permet de recenser, voire de classer par ordre de priorité, les actions préconisées. Un plan d’action peut être établi et des responsables désignés. On utilise souvent une grille d’aide à la décision dans laquelle on peut faire apparaître les critères de coût ou de difficulté de mise en place des actions à entreprendre. Il faut agir en priorité sur les causes par des actions de prévention. Le critère de coût n’apparaît qu’à ce stade de l’analyse.
Ex de grille de décision :
Niveau de criticité Difficulté de mise en place des actions
Facile
Peu coûteux
Délicat
Coûteux
Difficile
Très coûteux
Criticité négligeable 1
Criticité admissible 2
Criticité non admissible 3
Criticité interdite 4