




Langages
Pages
Légal

Réalisation de moules de qualité à la portée de l’amateur
Par R.TERRANA, J.DELAMARE et A.QUINCY
La réalisation de capots en composites fait souvent un peu peur au constructeur amateur qui préfère souvent travailler le bois ou le métal…
Cependant, le travail des composites avec un résultat de qualité est largement à la portée de l’amateur à condition de disposer du bon matériel et d’une méthodologie adéquate.
Mais avant de réaliser des capots, il convient de disposer de moules dont la qualité conditionne le résultat final. La réalisation de moules va permettre de partir de capots existants (gros gain de temps) et de réaliser au besoin des copies multiples qui permettent « d’amortir » l’investissement consenti pour les moules.
Nous nous proposons dans cet article de montrer pas à pas comment réaliser des moules de qualité à partir de capots originaux.
Capots originaux en place sur l’avion (MCR4S motorisé par Jabiru 3300)Le deal consiste à réaliser les moules sans abîmer les originaux..
1
2

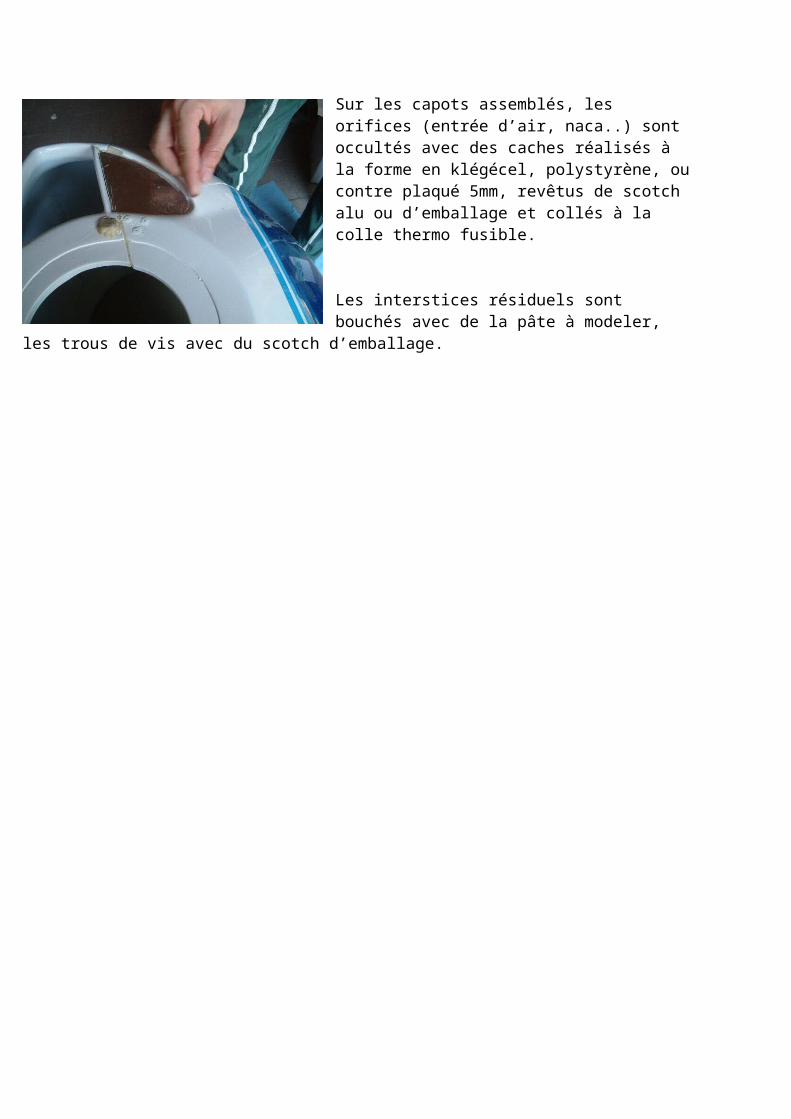
Sur les capots assemblés, les orifices (entrée d’air, naca..) sont occultés avec des caches réalisés à la forme en klégécel, polystyrène, ou contre plaqué 5mm, revêtus de scotch alu ou d’emballage et collés à la colle thermo fusible.
Les interstices résiduels sont bouchés avec de la pâte à modeler, les trous de vis avec du scotch d’emballage.
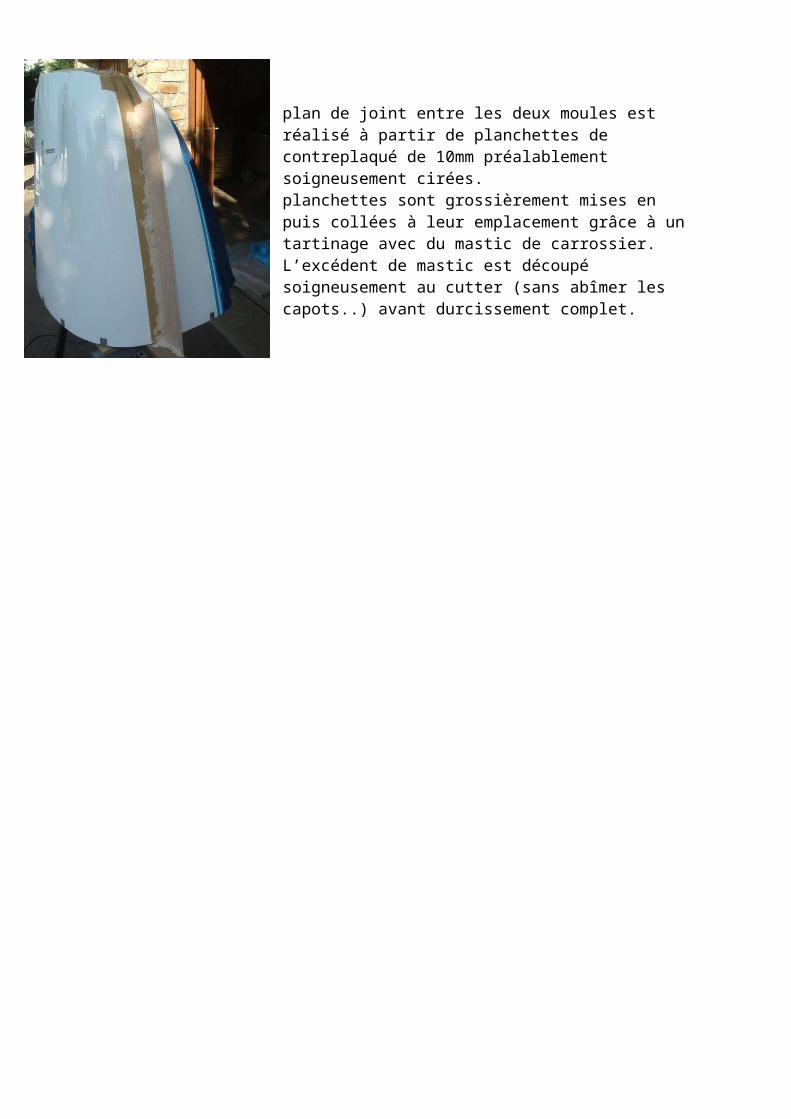
Le plan de joint entre les deux moules est réalisé à partir de planchettes contreplaqué de 10mm préalablement soigneusement cirées.planchettes sont grossièrement mises en forme puis collées à emplacement grâce à un large tartinage avec du mastic de carrossier.L’excédent de mastic est découpé soigneusement au cutter (sans
abîmer les capots..) avant durcissement complet.
L’ensemble du plan de joint est en place…
Vue de détail montrant la parfaite adaptation aux contours
obtenue (un léger masticage complémentaire peut corriger
de légères imperfections)
Le capot aura été préalablement traité avec du Cirex Si (Agent bouche-pores pour micro-porosité et
primaire d'accrochagedémoulants semi-permanents.
démoulant PV6 (échantillon en essai. Pas au catalogue : voir avec Sicomin pour en avoir équivalent) est ensuite appliqué avec un pulvérisateur et étalé avec un chiffon doux immédiatement (attention séchage rapide !).
Couleur bleutée.
Remarquer la naca occultée de même que les trous de vis…

Ne pas oublier de traiter aussi le plan de joint
Vient ensuite le moment (un peu stressant) où on applique pinceau le gel coat sur les beaux capots tout neufs !!

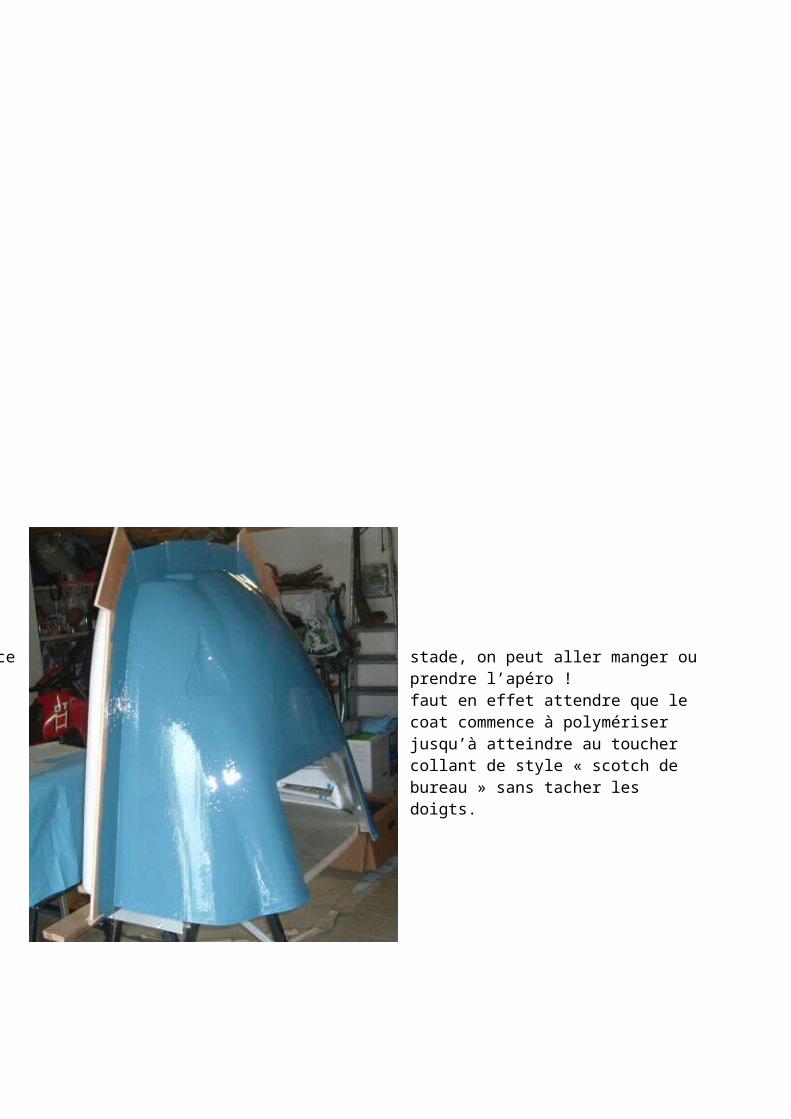
A ce stade, on peut aller manger ou prendre l’apéro !Il faut en effet attendre que le gel coat commence à polymériser jusqu’à atteindre au toucher un collant de style
scotch de bureau » sans tacher les doigts.
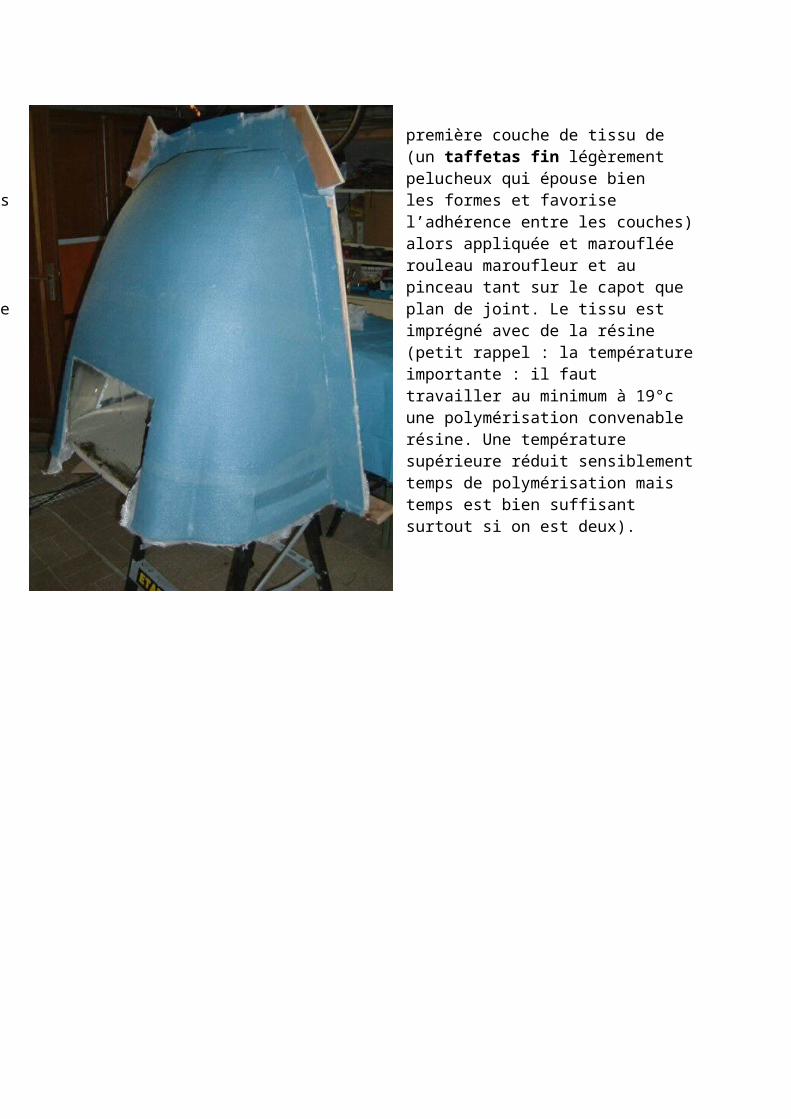
première couche de tissu de verre (un taffetas fin légèrement pelucheux qui épouse bien toutes les formes et favorise l’adhérence entre les couches) est alors appliquée et marouflée au rouleau
maroufleur et au pinceau tant sur le capot que plan de joint. Le tissu est imprégné avec de la époxy (petit rappel : la température est importante : il faut travailler au minimum à
19°c pour une polymérisation convenable de la résine. température supérieure réduit sensiblement le
temps de polymérisation mais ce temps est bien suffisant surtout si on est deux).
On s’appliquera à chasser toutes les bulles d’air, particulièrement dans les angles et les recoins.
Une deuxième couche de fibre de verre est ensuite mise en place (biaxial fin (125 g/m2) : on graisse toute la surface avec de la résine époxy (au rouleau et au pinceau) puis on applique le tissu à sec en marouflant pour bien l’imprégner et le mettre en forme. On peut « thyxotroper » la résine pour favoriser l’adhérence initiale du tissu (on rajoute un peu de silice en poudre dedans lors du mélange) .
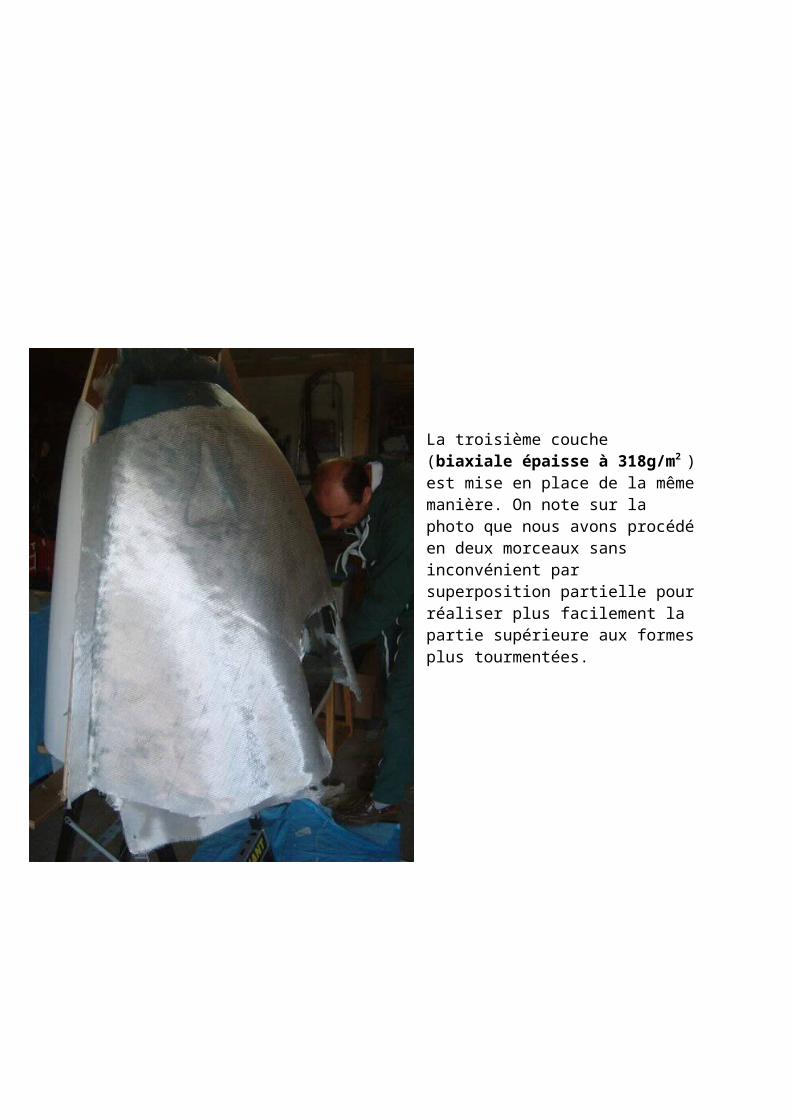
La troisième couche (biaxiale épaisse à 318g/m2 ) est mise en place de la même manière. On note sur la photo que nous avons procédé en deux morceaux sans inconvénient par superposition partielle pour réaliser plus facilement la partie supérieure aux formes plus tourmentées.
On termine par la pose d’un tissu d’arrachage dont le rôle est multiple : absorption de l’excédent de résine, obtention
d’une surface finale homogène et mate susceptible de recevoir d’autres couches de tissus ou des collages sans nécessiter de ponçage préalable.Aspect (presque) final ci-contre.
A ce stade, on peut aller se coucher et attendre tranquillement la polymérisation complète, jusqu’au lendemain.

Dès le lever (en pleine forme), on procède à l’ablation des planchettes pour « révéler » un plan de joint qui donne déjà un aperçu de la perfection du travail qu’on est en train de réaliser (ne pas hésiter à faire de l’auto-satisfaction : çà aide !!).
On en profite pour préparer la deuxième partie du moule de la même façon que la première : bouche-pores puis démoulant, plan de joint compris.
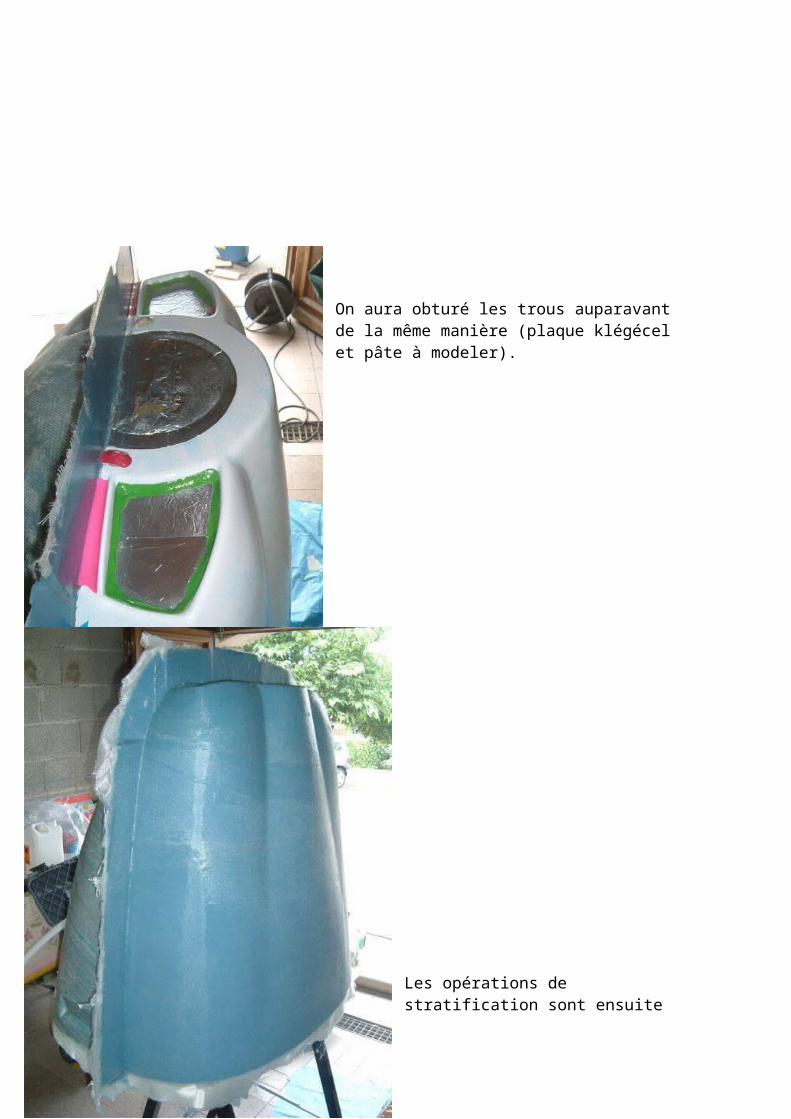
On aura obturé les trous auparavant de la même manière (plaque klégécel et pâte à modeler).
Les opérations de stratification sont ensuite absolument identiques (gel coat, trois couches de tissu de verre puis tissu d’arrachage).
Après polymérisation, on met en place des « omégas » pour rigidifier les moules.On ôte une bande de tissu d’arrachage à l’endroit voulu, on colle l’oméga en place à la néoprène (mousse souple en forme d’oméga) puis on stratifie une couche de tissu de verre épais par dessus.

Lorsque tout est bien polymérisé, nous voilà prêts pour le démoulage final !
On peut enlever au disque diamanté l’excès de matière sur les pourtours.
Puis on décolle progressivement les deux moules en commençant par le plan de joint (sans brutalité !!:un peu de patience permet de venir à bout des résistances sans bobo). On peut s’aider en injectant de l’air comprimé à la soufflette entre le moule et le capot.
Si tout se passe bien…
Vous devez obtenir…
CELA !
Remarquer la fidélité des formes, le fini et le brillant de la surface qui augurent bien de la qualité des futurs capots qui sortiront de ces moules.

Listing des fournitures :
* Bouche pore préliminaire :Cirex Si 022 => Agent bouche-pores micro-porosité et primaire d'accrochagepour démoulants semi-permanents.
* Démoulant : PV6 Echantillon en essai. Pas au catalogue.
* Plan de joint :CTP 10 mm poncé fin sur une face et ciré puis ciré puis ciré à la cire dedémoulage2 boites de Sintofer
* Gelcoat :Famille DésignationQuantité PU. HT Net HTGel coat SG 520 BLEU 1 KG (n° lot 4070501)1 Seau(x) de 1 KG 19,35 -10,00 % 17,42Durcisseur SD 5202 0.320 KG (n° lot 4080401)1 Bidon(s) de 0,32 KG 12,42 -10,00 % 11,18* Stratification :
o taffetas fin (genre feutre léger) sur le gel coat (quand adhérence comme scotch)o Puis biaxial fin (125g/m2)o Puis biaxial épais (318g/m2)Métrages en fonction de la pièce à mouler
Résine epoxy SR 1500 3.3 KG 1 Bidon(s) de 3,30 KG 35,34 -10,00 % 31,81
Durcisseur SD 2503 1 KG (n° lot 5041901)1 Bidon(s) de 1 KG 21,84 -10,00 % 19,66
* Renfort Omega :Profil polyéthylène Oméga Profil 25/20/30 E220 2.75m (n° lot216930) 3 Profil(s) de 2,75 ML 2,106,30
* Tissus d’arrachage :Accessoire/Vide PEELTEX 30 CM10 ML 0,92 9,20
* Nettoyage :Cirex Si019
* Par la suite, les moules ont été cirés :Cirex Si 66 => Agent semi-permanent nouvelle génération.
* Gants, pinceaux, rouleau à maroufler, masques, acétone…..
Détails des produits sur http://www.sicomin.com/home.asp?DisplayLang=fr
Top Related