Verre Vol 16 n5-Airliquide16764
7
ENERGY CONSUMPTION & NOX EMISSIONS For long time, oxy-combustion based technologies in glass indus- try are accepted as standard solu- tions to improve glass furnace effi- ciency [1]. Oxygen boosting through air enrichment or using a lance (typically 200 Nm3/h), port #0 ope rations for add ing ext ra energy at end-ca mpaign (up to 10% of total energy), complete conversion from air to oxygen combustion are typical examples. In the world, about 200 glass fur- naces are operated with full-oxy [2]. Filament ber is the most pe net rat ed marke t. Cont ai ner glass market is less implied (eight container glass furnaces in Europe) but with very promising results. Recently, O-I (formerly BSN Glasspack) has announced a 16 years furnace campaign equip- pe d wit h Al gl ass™ burn ers and built with a silica crown [3]. For these market segments, the conver- sion from air-ring combustion to full oxygen i s known to reach from 20% to 45% fuel consumption reduction depending on cullet ratio, glass type, and electrical boosting power [4]. In air red furnace, alternative solutions are available for increa- sing production yield such as batch preheating, premix burners, recuperative burners, waste heat boilers [5]. Contrary to oxygen combustion, these solutions do Alglass ™ Heat recov ery : an advanced Oxy-combustion technology with heat recovery for glass furnaces makes sustainable performances TECHNOLOGIE AV ANCÉE D’OXYCOM- BUSTION POUR LES FOURS À VERRE Dans leur recherche quoti- dienne de solutions, clas- siques ou innovantes, pour la réduction des émissions de gaz à effet de serre de leur four ainsi que pour l’optimi- sation économique de leur usine, les verriers envisagent parfois le recours à l’oxygène comme un moyen à court ou long-terme pour répondre à cet objectif. L’oxycombustion permet une réduction directe et quasi- mathématiq ue des émissions de CO2, conduit à une baisse signicative des émissions de NOx (dits thermiques) par la substitution des molécules d’azote de l’air par des molé- cules d’oxygène et en n génère immédiatement des gains en consommation spé- ci que de 20% à 45%. Depuis, le début des années 80, tous les segments de l’in- dustrie verrière se sont tour- nés vers ces technologies de combustion, excepté les fours Float qui, pour des raisons de tailles et de rentabilité, ne se prêtent pas toujours écono- miquement à une oxy- conversion totale. Pour amé- liorer la rentabilité de ces fours lors du passage à l’oxy- gène tout en assurant des émissions de NOx sufsam- ment bas pour se priver d’un appareil DéNOx (et donc de ses coûts), Air Liquide et AGC Glass Europe ont développé une technologie de préchauf- fage de l’oxygène et du gaz naturel combinée à l’utilisa- tion du brûleur Alglass Sun. 19 Increasing furnace efficiency and reducing NOx & CO2 emissions are today’s glassmakers rst concerns for being competitive in their market. Inn ovative solutions are investi- gated at all levels. Tey include pretreating the batch to melt glass more efficiently, improving combustion control to reduce NOx and switching to natural gas for lower carbon emissions. F or glass production and particularly for at gla ss domain, Air Liquide and AGC Glass Europe have developed recently a highly innovative technology Alg lasstm Heat reco- very to recov er most of the hea t of the ue gases, risin g up four challenges in one time: Float f urnace conversion to oxy- combustion, staged oxy-combustion burner technology, oxy- gen preheating and natural gas preheating. Tis paper pre- sents the results of the industrial prototype and the various approaches and methodologies that have been launched to make this technical partnership a success. Tis technology enables reducing operations costs (OPEX) with a protable investment cost (CAPEX). Y . Joumani, R. Ts iava, Air Liquide Research and Development B. Leroux, Air Liquide Altec O. Douxchamps, A. Contino AGC Glass Europe CRD TECHNOLOGIE FOUR VOL.16 N°5 • DECEMBRE 2010 Verr e
Transcript of Verre Vol 16 n5-Airliquide16764
7272019 Verre Vol 16 n5-Airliquide16764
httpslidepdfcomreaderfullverre-vol-16-n5-airliquide16764 16
ENERGY CONSUMPTION
amp NOX EMISSIONS
For long time oxy-combustionbased technologies in glass indus-try are accepted as standard solu-tions to improve glass furnace effi-
ciency [1] Oxygen boosting through air enrichment or using alance (typically 200 Nm3h) port0 operations for adding extraenergy at end-campaign (up to10 of total energy) completeconversion from air to oxygencombustion are typical examplesIn the world about 200 glass fur-naces are operated with full-oxy [2] Filament 1047297ber is the most penetrated market Container
glass market is less implied (eightcontainer glass furnaces in
Europe) but with very promising results Recently O-I (formerly BSN Glasspack) has announced a16 years furnace campaign equip- ped with Alglasstrade burners andbuilt with a silica crown [3] For
these market segments the conver-sion from air-1047297ring combustion tofull oxygen is known to reach from20 to 45 fuel consumptionreduction depending on culletratio glass type and electricalboosting power [4]In air 1047297red furnace alternativesolutions are available for increa-sing production yield such asbatch preheating premix burnersrecuperative burners waste heat
boilers [5] Contrary to oxygencombustion these solutions do
Alglasstrade Heat recovery
an advanced Oxy-combustiontechnology with heat recoveryfor glass furnaces
makes sustainable performances
TECHNOLOGIE
AVANCEacuteE DrsquoOXYCOM-BUSTION POUR LES
FOURS Agrave VERRE
Dans leur recherche quoti-dienne de solutions clas-siques ou innovantes pour lareacuteduction des eacutemissions degaz agrave effet de serre de leur
four ainsi que pour lrsquooptimi-sation eacuteconomique de leurusine les verriers envisagentparfois le recours agrave lrsquooxygegravenecomme un moyen agrave court oulong-terme pour reacutepondre agravecet objectifLrsquooxycombustion permet unereacuteduction directe et quasi-matheacutematique des eacutemissionsde CO2 conduit agrave une baissesigni1047297cative des eacutemissionsde NOx (dits thermiques) par
la substitution des moleacuteculesdrsquoazote de lrsquoair par des moleacute-cules drsquooxygegravene et en1047297ngeacutenegravere immeacutediatement desgains en consommation speacute-ci1047297que de 20 agrave 45Depuis le deacutebut des anneacutees80 tous les segments de lrsquoin-dustrie verriegravere se sont tour-neacutes vers ces technologies decombustion excepteacute les foursFloat qui pour des raisons de
tailles et de rentabiliteacute ne seprecirctent pas toujours eacutecono-miquement agrave une oxy-conversion totale Pour ameacute-liorer la rentabiliteacute de cesfours lors du passage agrave lrsquooxy-gegravene tout en assurant deseacutemissions de NOx suf1047297sam-ment bas pour se priver drsquounappareil DeacuteNOx (et donc deses coucircts) Air Liquide et AGCGlass Europe ont deacuteveloppeacuteune technologie de preacutechauf-fage de lrsquooxygegravene et du gaznaturel combineacutee agrave lrsquoutilisa-tion du brucircleur Alglass Sun
19
Increasing furnace efficiency and reducing NOx amp CO2emissions are todayrsquos glassmakers 1047297rst concerns for being competitive in their market Innovative solutions are investi-gated at all levels Tey include pretreating the batch to melt
glass more efficiently improving combustion control toreduce NOx and switching to natural gas for lower carbonemissions For glass production and particularly for 1047298at glassdomain Air Liquide and AGC Glass Europe have developedrecently a highly innovative technology Alglasstm Heat reco- very to recover most of the heat of the 1047298ue gases rising upfour challenges in one time Float furnace conversion to oxy-combustion staged oxy-combustion burner technology oxy-gen preheating and natural gas preheating Tis paper pre-sents the results of the industrial prototype and the various
approaches and methodologies that have been launched tomake this technical partnership a success Tis technology enables reducing operations costs (OPEX) with a pro1047297tableinvestment cost (CAPEX)
Y Joumani R Tsiava Air Liquide Research and Development
B Leroux Air Liquide Altec
O Douxchamps A Contino AGC Glass Europe CRD
TECHNOLOGIEFOUR
VOL16 Ndeg5 bull DECEMBRE 2010 Verre
7272019 Verre Vol 16 n5-Airliquide16764
httpslidepdfcomreaderfullverre-vol-16-n5-airliquide16764 26
not address directly the NOxreduction topic except in somespeci1047297c furnaces [6] for whichNOx emissions are claimed to be pote nt ial ly lower th an 50 0
mgNm3 (8 O2 in dry fumes)Because of necessity to addressfuel NOx and CO2 reductionissues at the same time full oxy-combustion is more and moreinvestigated for the Float glassmarket Since 2000 some Floatfurnaces have been operated withoxy-fuel (four in US two inChina) Because of an added capi-tal investment due to refractorbricks compatible with oxy-com-
bustion fumes (about 50 of H20in the atmosphere compared to16 in air) the economicalbalance is not easily achieved (15fuel reduction is a minimum)compared to the other glass seg-ments For refractory wear using adapted burners enables to avoidthis issue as well as to limit extra-foam or improve glass qualityRegarding the objectives of fuelsavings (up to 25) and NOxreduction (down to 75) Air
Liquide and AGC Glass Europehave launched a development pro-gram to go a step beyond isdevelopment was aimed at desi-gning a heat recovery system which consists in oxygen prehea-ting natural gas preheating andstaged oxy-burners Actually infull-oxy glass furnaces around30 of input energy is lostthrough 1047298ue gases Recovering a part of this energy will increase
substantially the bene1047297ts of oxy-combustion
However using preheated oxygenand natural gas in a burner rises upother questions- How does staged oxy-combus-tion behave with preheated reac-
tants What about 1047298ame stability Which in1047298uence on NOx emis-sions- Technically how to preheatsafely oxygen and natural gas by recovering a part of the 30 lost with the 1047298ue gases of a glass fur-nace (10 by conduction through walls)- What hazards could be expected with preheated oxygen which is aninnovative concept compared to
natural gas preheating that hasbeen already used in some glassfurnaces for short period of times(natural gas heated up to 300degC)is paper presents this innovativetechnology developed jointly by Air Liquide and AGC GlassEurope that will allow reaching economic balance and optimizedoperations with hot oxygen com-bustion
OXY-COMBUSTION
amp ALGLASS SUN BURNER
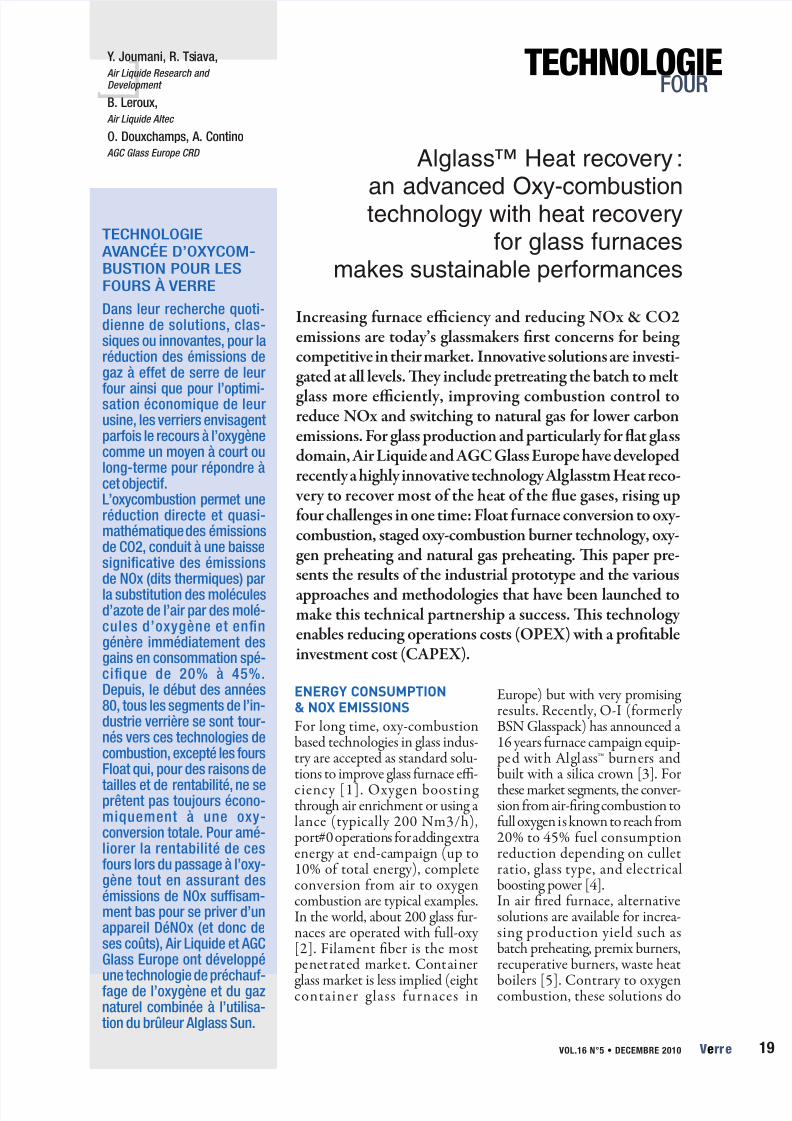
Air Liquide has developed a largerange of Alglasstrade burners used by glassmakers from all segments(container 1047297ber solar PDPLCD) anks to high energy effi-ciency low emissions and opera-tion 1047298exibility Alglass burners arelargely referenced worldwideRelying on its strong experienceabout full-oxy glass melting AirLiquide has developed Alglass Sun[7] a patented oxy-burner desi-gned for large g lass furnacesanks to its high staging thetemperature inside the 1047298ame islowered (-300degC globally) theNOx level is less dependant to air
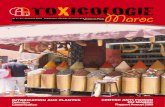
leakage As shown in Fig 1 theNOx level still remains below 25mgMJ with more than 10 of N2 in dry fumes (content of N2 indry fumes is a ldquotrackerrdquo for airingress) It makes particularly interesting for Float furnaces thatare usually facing high air ingress(from 2000 Nm3h to 10000Nm3h at the end of a campaign)e design of this technology isbased on a double impulse system
with separate oxidant jets A 1047297rstoxidant 1047298ow (primary O2) adjoi-ning the fuel injection enables toinitiate combustion and to gua-rantee 1047298ame stability A secondoxidant 1047298ow is located at a certaindistance of the fuel injection(secondary O2) while a third oneis positioned at a larger distance(tertiary O2) Alglass Sun burnermay be used either with natural gas
0
ECHNOLOGIEDagger FOUR
Verre VOL16 Ndeg5 bull DECEMBRE 2010
Fig1 NOx emissions measured with various generations of Air Liquide burners
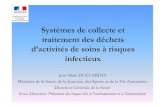
Fig 2 Crown temperature pro1047297le of a pilot furnace equipped with a 1MW natural gasAlglass Sun burner
7272019 Verre Vol 16 n5-Airliquide16764
httpslidepdfcomreaderfullverre-vol-16-n5-airliquide16764 36
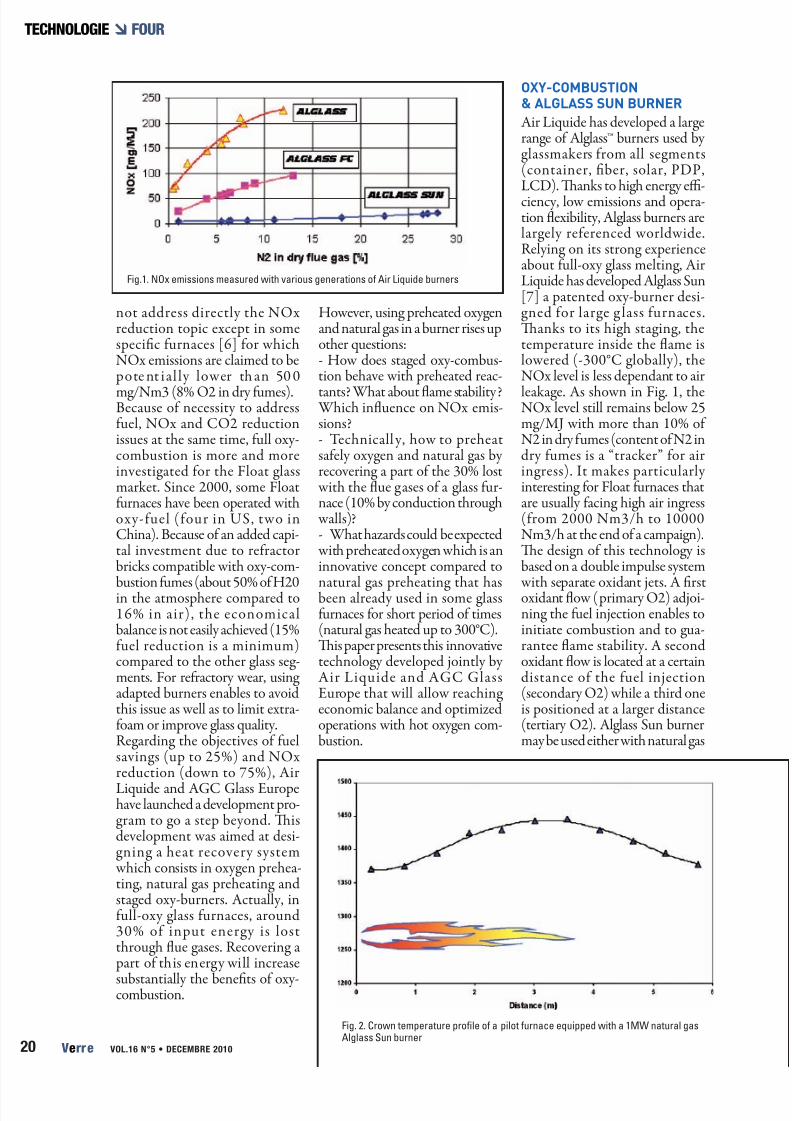
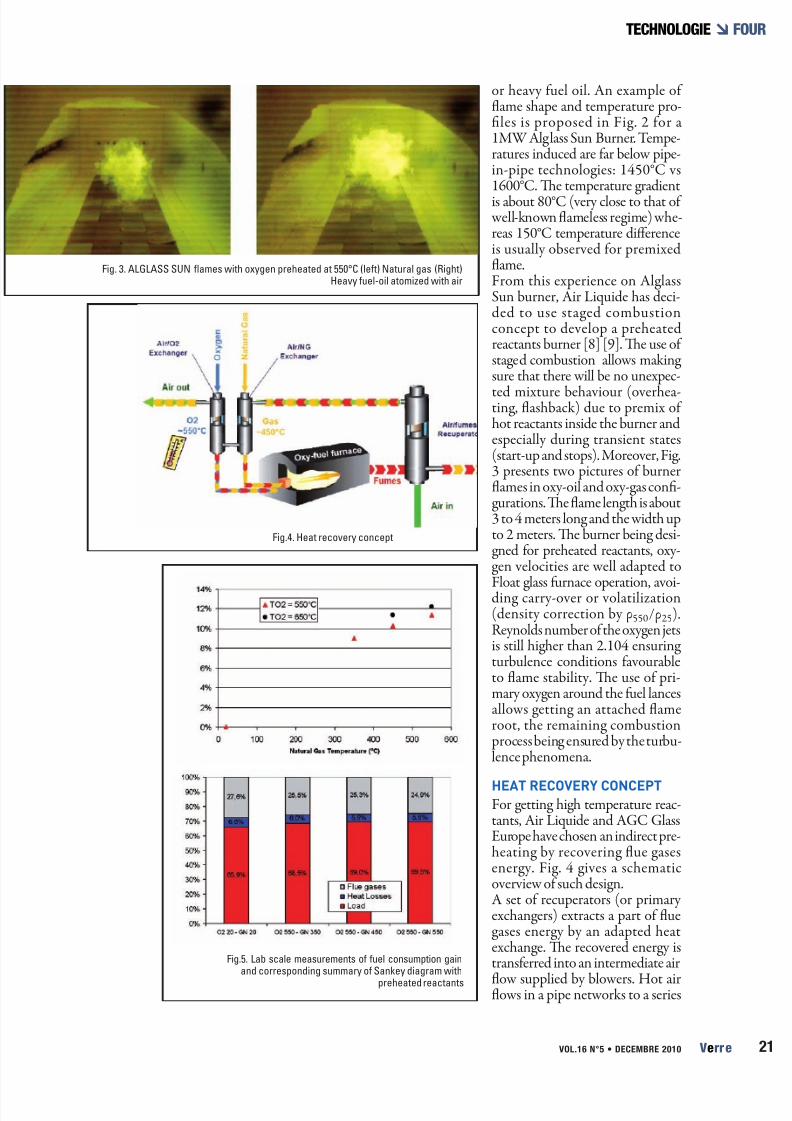
or heavy fuel oil An example of 1047298ame shape and temperature pro-1047297les is proposed in Fig 2 for a1MW Alglass Sun Burner Tempe-ratures induced are far below pipe-in-pipe technologies 1450degC vs1600degC e temperature gradientis about 80degC (very close to that of well-known 1047298ameless regime) whe-reas 150degC temperature differenceis usually observed for premixed1047298ameFrom this experience on AlglassSun burner Air Liquide has deci-ded to use staged combustionconcept to develop a preheatedreactants burner [8] [9] e use of staged combustion allows making sure that there will be no unexpec-
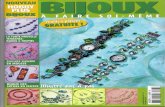
ted mixture behaviour (overhea-ting 1047298ashback) due to premix of hot reactants inside the burner andespecially during transient states(start-up and stops) Moreover Fig3 presents two pictures of burner1047298ames in oxy-oil and oxy-gas con1047297-gurations e 1047298ame length is about3 to 4 meters long and the width upto 2 meters e burner being desi-gned for preheated reactants oxy-gen velocities are well adapted to
Float glass furnace operation avoi-ding carry-over or volatilization(density correction by ρ550ρ25)Reynolds number of the oxygen jetsis still higher than 2104 ensuring turbulence conditions favourableto 1047298ame stability e use of pri-mary oxygen around the fuel lancesallows getting an attached 1047298ameroot the remaining combustion process being ensured by the turbu-lence phenomena
HEAT RECOVERY CONCEPT
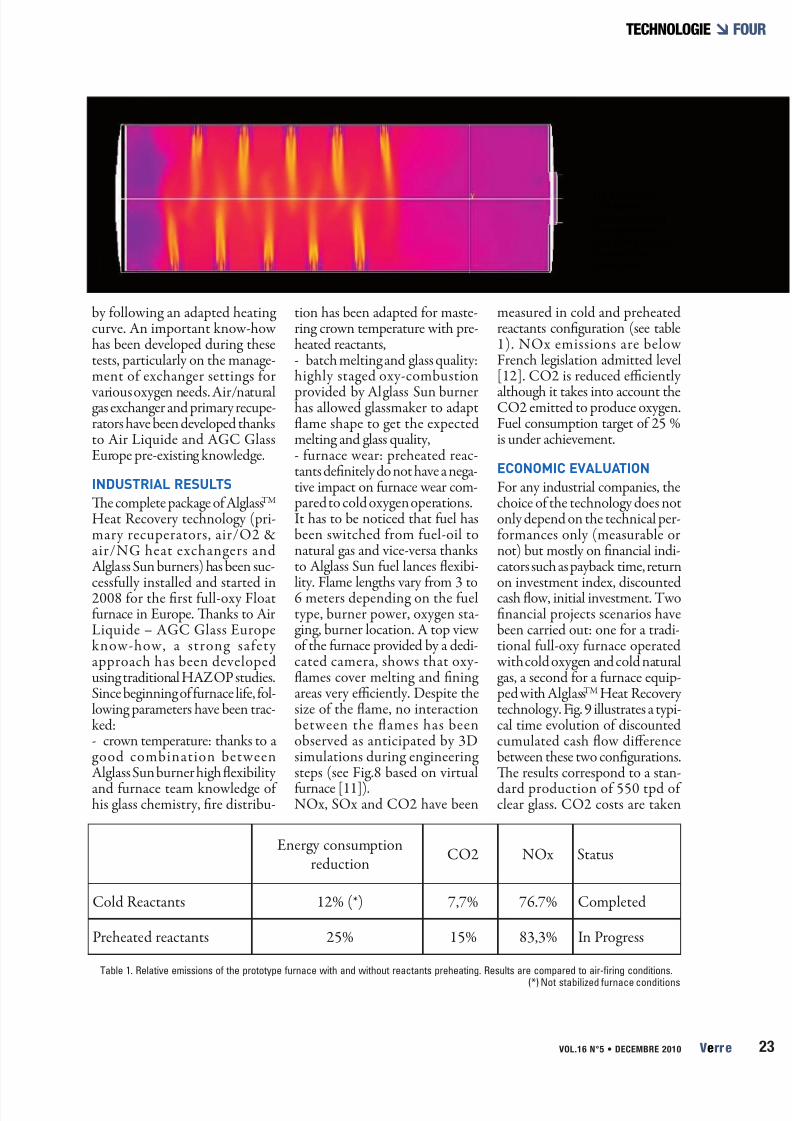
For getting high temperature reac-tants Air Liquide and AGC GlassEurope have chosen an indirect pre-heating by recovering 1047298ue gasesenergy Fig 4 gives a schematicoverview of such designA set of recuperators (or primary exchangers) extracts a part of 1047298uegases energy by an adapted heatexchange e recovered energy istransferred into an intermediate air
1047298ow supplied by blowers Hot air1047298ows in a pipe networks to a series
21
TECHNOLOGIEDagger FOUR
VOL16 Ndeg5 bull DECEMBRE 2010 Verre
Fig 3 ALGLASS SUN 1047298ames with oxygen preheated at 550degC (left) Natural gas (Right)Heavy fuel-oil atomized with air
Fig4 Heat recovery concept
Fig5 Lab scale measurements of fuel consumption gainand corresponding summary of Sankey diagram with
preheated reactants
7272019 Verre Vol 16 n5-Airliquide16764
httpslidepdfcomreaderfullverre-vol-16-n5-airliquide16764 46
of secondary exchangers a 1047297rstone dedicated to natural gas hea-ting a second one to oxygenA typical Float furnace in air-1047297redconditions generates about 50000Nm3h of 1047298ue gases (including
10 of air ingress) at a tempera-ture of 1550degC (mean value repre-sentative of oil-1047297red and gas-1047297redfurnaces) Aer full-oxy conver-sion the fumes 1047298ow rate is redu-ced to 15000 Nm3h with a theo-retical temperature of 1350degCe total power available is thus115 MW approximately Suchenthalpy is enough to preheat4000 Nm3h of natural gas andthe corresponding oxygen 1047298ow
e economic and technical inter-est of this approach has been lar-gely demonstrated by three diffe-rent approaches that converge allto the same result preheating oxy-gen to 550degC (1022F) and naturalgas to 450degC (842F) leads to 10of fuel consumption gain when
compared to cold oxygen- Burner lab scale trials with various reactants temperature (Fig5) As illustrated the gain is about10 and might be increased by 2 when preheating natural gas to
550degC and oxygen to 650degC Fuelconsumption gain is partly due tolower heat losses (56 vs 65)and better transfer (695 vs659) of the energy when reac-tants are preheated- Industrial trials with differentcombustion con1047297gurations istest campaign consists in retro1047297t-ting one air port by two AlglassSun 4MW burners demonstrateda gain of 10 between cold reac-
tants and hot reactants e varia-tion does not bias the value obtai-ned because the mathematicalmodel used allows smoothing thedifferent daily variation of the fur-nace- CFD simulations of full-oxy glass furnaces with different tem- peratures
TECHNOLOGICAL
DEVELOPMENT
rough EIGA network in
Europe through ASTM associa-tion in United States gas suppliercompanies are highly aware of oxy-gen hazards [10] is know-how typically leads to recommenda-tions about use of oxygen in con1047297-ned areas pipeline systems or valves developmenthellipas far as oxy-gen temperature is lower than200degC For example below 10 bars oxygen is allowed to 1047298ow in pipes at velocities lower than
60 ms in non impinging condi-
tions reshold pressure for oxy-gen at 25degC and 10 ms is above50 barsFor hot oxygen equipment AirLiquide and AGC Glass Europehave developed a dedicated
research program with experien-ced academic partners for charac-terization of materials compatibi-lity with hot oxygen is research program was based on ATSM andEIGA methodology As a sum-mary it has been concluded that- Promoted ignitions tests haveallowed validating some materialsat exemption pressure of 3 bars- Cycling oxidation trials (1000h) during which ten different
materials were exposed have led toa selection of 1047297ve to eight differentsamples each of them having achemical resistance (no accelera-ted corrosion no structural modi-1047297cations) to preheated oxygen - Long-term exposition (morethan 12 months) to oxygen 1047298ow inorder to establish the effect of oxy-gen velocity (10 ms to 50 ms) onmaterial behavior and on airO2exchanger settings Fig6 showstwo examples of material a 1047297rst
one that is free from defect and asecond one submitted to identicalsituation but highly damagedAn engineering step has then beenlaunched to make the airO2exchangers based on designrecommendations Fig 7 presentsa picture of the prototype usedduring industrial trials carried outin order to validate the design andthe concept Less than 3 heatlosses have been estimated Oxy-
gen has been heated up to 550degC
2
ECHNOLOGIEDagger FOUR
Verre VOL16 Ndeg5 bull DECEMBRE 2010
Fig6 Two samplesof two different
materialssubmitted to
preheated oxygenduring 12 months(Left) the surface
is 1047298at withoutdamage (Right)
Crystallizedstructures proof
of high interactionwith preheated
oxygen
Fig7 IndustrialO2 exchangers
tested duringindustrial trial
campaign
7272019 Verre Vol 16 n5-Airliquide16764
httpslidepdfcomreaderfullverre-vol-16-n5-airliquide16764 56
by following an adapted heating curve An important know-how has been developed during thesetests particularly on the manage-ment of exchanger settings for
various oxygen needs Airnaturalgas exchanger and primary recupe-rators have been developed thanksto Air Liquide and AGC GlassEurope pre-existing knowledge
INDUSTRIAL RESULTS
e complete package of AlglassTM
Heat Recovery technology (pri-mary recuperators airO2 ampairNG heat exchangers andAlglass Sun burners) has been suc-
cessfully installed and started in2008 for the 1047297rst full-oxy Floatfurnace in Europe anks to AirLiquide ndash AGC Glass Europeknow-how a strong safety approach has been developedusing traditional HAZOP studiesSince beginning of furnace life fol-lowing parameters have been trac-ked- crown temperature thanks to agood combination betweenAlglass Sun burner high 1047298exibility
and furnace team knowledge of his glass chemistry 1047297re distribu-
tion has been adapted for maste-ring crown temperature with pre-heated reactants- batch melting and glass qualityhighly staged oxy-combustion
provided by Alglass Sun burnerhas allowed glassmaker to adapt1047298ame shape to get the expectedmelting and glass quality- furnace wear preheated reac-tants de1047297nitely do not have a nega-tive impact on furnace wear com- pared to cold oxygen operationsIt has to be noticed that fuel hasbeen switched from fuel-oil tonatural gas and vice-versa thanksto Alglass Sun fuel lances 1047298exibi-
lity Flame lengths vary from 3 to6 meters depending on the fueltype burner power oxygen sta-ging burner location A top view of the furnace provided by a dedi-cated camera shows that oxy-1047298ames cover melting and 1047297ning areas very efficiently Despite thesize of the 1047298ame no interactionbetween the 1047298ames has beenobserved as anticipated by 3Dsimulations during engineering steps (see Fig8 based on virtual
furnace [11])NOx SOx and CO2 have been
measured in cold and preheatedreactants con1047297guration (see table1) NOx emissions are below French legislation admitted level[12] CO2 is reduced efficiently
although it takes into account theCO2 emitted to produce oxygenFuel consumption target of 25 is under achievement
ECONOMIC EVALUATION
For any industrial companies thechoice of the technology does notonly depend on the technical per-formances only (measurable ornot) but mostly on 1047297nancial indi-cators such as payback time return
on investment index discountedcash 1047298ow initial investment Two1047297nancial projects scenarios havebeen carried out one for a tradi-tional full-oxy furnace operated with cold oxygen and cold naturalgas a second for a furnace equip- ped with AlglassTM Heat Recovery technology Fig 9 illustrates a typi-cal time evolution of discountedcumulated cash 1047298ow differencebetween these two con1047297gurationse results correspond to a stan-
dard production of 550 tpd of clear glass CO2 costs are taken
23
TECHNOLOGIEDagger FOUR
VOL16 Ndeg5 bull DECEMBRE 2010 Verre
Table 1 Relative emissions of the prototype furnace with and without reactants preheating Results are compared to air-1047297ring conditions
() Not stabilized furnace conditions
Fig 8 ExampleCFD modelperformed during
the engineeringstep of the project
to identify 1047297redistribution
Energy consumptionreduction
CO2 NOx Status
Cold Reactants 12 () 77 767 Completed
Preheated reactants 25 15 833 In Progress
7272019 Verre Vol 16 n5-Airliquide16764
httpslidepdfcomreaderfullverre-vol-16-n5-airliquide16764 66
into account With the assump-tions considered here (incl energy costs) Fig 9 shows about two
years are needed to compensatethe Alglass Heat recovery invest-ment by the fuel consumptiongain CO2 costs saved and lower1047298ue gases treatment costs A sensi-tivity analysis performed using various local energy costs and fordifferent oxy-conversion scenarios(fuel-oil or natural gas 1047297red)demonstrated Alglasstrade Heat Reco- very is much more pro1047297table thantraditional full-oxy Float furnaces
CONCLUSION
A heat recovery technology forFloat glass furnaces with oxy-com-bustion has been developedrecently by Air Liquide and AGCGlass Europe anks to a jointresearch program the develop-ment of the technology based onfour bricks (ldquooxygen preheatingrdquoldquonatural gas preheatingrdquo ldquostaged-combustionrdquo and ldquooxy-fumesrecovery at high temperaturerdquo) has
been successfully transformed intoan industrial reference e 1047297rstfull-oxy Float furnace in Europe isequipped with Alglass Sun bur-ners that allows the operators totake bene1047297t of fuel 1047298exibility (natural gas or fuel-oil) 1047298amecoverage low-temperature 1047298amefor producing high quality glassmanaging in the same time batchmelting and furnace wear Todaythe heat recovery technology
offers the possibility to reducesigni1047297cantly CO2 emissions
NOx emissions by 75 and fuelconsumption by 25 when com- pared to air-1047297red furnaces Using
Alglasstrade Heat Recovery with Floateconomically enhances the provenbene1047297ts of oxy-combustionincreases overall furnace efficiencyreduces CO2 and keeps NOxemissions low n
ACKNOWLEDGMENT
Air Liquide and AGC GlassEurope thank the European Com-mission and Life+ program forfunding this innovative project
4
ECHNOLOGIEDagger FOUR
Verre VOL16 Ndeg5 bull DECEMBRE 2010
REacuteFEacuteRENCES[1] European commission Integrated Pollution Prevention and Control (IPPC) Reference
Document on Best Available Techniques in the Glass Manufacturing Industry (2001)
[2] European commission Integrated Pollution Prevention and Control (IPPC) ReferenceDocument on Best Available Techniques in the Glass Manufacturing Industry (draftversion ftpftpjrcespubeippcbdocgls_d2_07-2009pdf)(2009)
[3] J Schep G Kers Practical experiences with an all oxygen-gas fired container glassfurnace during its 16 years campaign 10th ESG Conference May 30th-June 2ndMagdeburg (2010)
[4] E Worrell C Galitsky E Masanet WGraus Energy Efficiency Improvement andCost Saving Opportunities for the Glass Industry reg An ENERGY STARGuide forEnergy and Plant Managers Berkeley National Laboratory (2008)
[5] Glass Melting Technology A Technical and Economic Assessment GMIC (2004)
[6] A Lankhorst H van Limpt A Habraken R Beerkens Simulation study of impactfurnace design on specific energy consumption NOx emission levels volatilizationrates and refractory corrosion 10th ESG Conference May 30th-June 2ndMagdeburg Germany (2010)
[7] B Leroux B Constantin Y Joumani P Zuchelli J-F Simon RTsiava Environmentalperformances of Air Liquide ALGLASS burners from modeling to in-situ analysisATIV Conference Parma Italy (2005)
[8] G Constantin Development of a Heat Recovery Technology for Oxygen and Fuel pre-heating applied to Oxy-Firing Glass Furnaces TNO Glass Trend Workshop on envi-ronment and energy efficency Versailles France May 7th (2007)
[9] Y Joumani J-F Simon B Leroux R Tsiava O Douxchamps J Behen Heat recove-ry for full-oxy Float furnaces with Alglass Sun burners First industrial results GMICWorkshop on Energy Efficiency Columbus (OH) Oct 15th (2009)
[10] EIGA Oxygen pipeline Systems IGC Doc 1302E (2002)
[11] Y Joumani R Tsiava M Till B Leroux R Fujinuma ldquoModeling of flexible separa-ted oxy combustion for glass industryrdquo XXth International Conference on Glass Kyoto Japan (2004)
[12] Ministegravere de lrsquoEcologie du Deacuteveloppement et de lrsquoAmeacutenagement DurablesMonographie sectorielle ndash Industries du verre France
Fig 9 Example of discounted cumulated cash 1047298ow difference between an oxy-Floatequipped with ALGLASS Heat recovery and a traditional oxy-Float
7272019 Verre Vol 16 n5-Airliquide16764
httpslidepdfcomreaderfullverre-vol-16-n5-airliquide16764 26
not address directly the NOxreduction topic except in somespeci1047297c furnaces [6] for whichNOx emissions are claimed to be pote nt ial ly lower th an 50 0
mgNm3 (8 O2 in dry fumes)Because of necessity to addressfuel NOx and CO2 reductionissues at the same time full oxy-combustion is more and moreinvestigated for the Float glassmarket Since 2000 some Floatfurnaces have been operated withoxy-fuel (four in US two inChina) Because of an added capi-tal investment due to refractorbricks compatible with oxy-com-
bustion fumes (about 50 of H20in the atmosphere compared to16 in air) the economicalbalance is not easily achieved (15fuel reduction is a minimum)compared to the other glass seg-ments For refractory wear using adapted burners enables to avoidthis issue as well as to limit extra-foam or improve glass qualityRegarding the objectives of fuelsavings (up to 25) and NOxreduction (down to 75) Air
Liquide and AGC Glass Europehave launched a development pro-gram to go a step beyond isdevelopment was aimed at desi-gning a heat recovery system which consists in oxygen prehea-ting natural gas preheating andstaged oxy-burners Actually infull-oxy glass furnaces around30 of input energy is lostthrough 1047298ue gases Recovering a part of this energy will increase
substantially the bene1047297ts of oxy-combustion
However using preheated oxygenand natural gas in a burner rises upother questions- How does staged oxy-combus-tion behave with preheated reac-
tants What about 1047298ame stability Which in1047298uence on NOx emis-sions- Technically how to preheatsafely oxygen and natural gas by recovering a part of the 30 lost with the 1047298ue gases of a glass fur-nace (10 by conduction through walls)- What hazards could be expected with preheated oxygen which is aninnovative concept compared to
natural gas preheating that hasbeen already used in some glassfurnaces for short period of times(natural gas heated up to 300degC)is paper presents this innovativetechnology developed jointly by Air Liquide and AGC GlassEurope that will allow reaching economic balance and optimizedoperations with hot oxygen com-bustion
OXY-COMBUSTION
amp ALGLASS SUN BURNER
Air Liquide has developed a largerange of Alglasstrade burners used by glassmakers from all segments(container 1047297ber solar PDPLCD) anks to high energy effi-ciency low emissions and opera-tion 1047298exibility Alglass burners arelargely referenced worldwideRelying on its strong experienceabout full-oxy glass melting AirLiquide has developed Alglass Sun[7] a patented oxy-burner desi-gned for large g lass furnacesanks to its high staging thetemperature inside the 1047298ame islowered (-300degC globally) theNOx level is less dependant to air
leakage As shown in Fig 1 theNOx level still remains below 25mgMJ with more than 10 of N2 in dry fumes (content of N2 indry fumes is a ldquotrackerrdquo for airingress) It makes particularly interesting for Float furnaces thatare usually facing high air ingress(from 2000 Nm3h to 10000Nm3h at the end of a campaign)e design of this technology isbased on a double impulse system
with separate oxidant jets A 1047297rstoxidant 1047298ow (primary O2) adjoi-ning the fuel injection enables toinitiate combustion and to gua-rantee 1047298ame stability A secondoxidant 1047298ow is located at a certaindistance of the fuel injection(secondary O2) while a third oneis positioned at a larger distance(tertiary O2) Alglass Sun burnermay be used either with natural gas
0
ECHNOLOGIEDagger FOUR
Verre VOL16 Ndeg5 bull DECEMBRE 2010
Fig1 NOx emissions measured with various generations of Air Liquide burners
Fig 2 Crown temperature pro1047297le of a pilot furnace equipped with a 1MW natural gasAlglass Sun burner
7272019 Verre Vol 16 n5-Airliquide16764
httpslidepdfcomreaderfullverre-vol-16-n5-airliquide16764 36
or heavy fuel oil An example of 1047298ame shape and temperature pro-1047297les is proposed in Fig 2 for a1MW Alglass Sun Burner Tempe-ratures induced are far below pipe-in-pipe technologies 1450degC vs1600degC e temperature gradientis about 80degC (very close to that of well-known 1047298ameless regime) whe-reas 150degC temperature differenceis usually observed for premixed1047298ameFrom this experience on AlglassSun burner Air Liquide has deci-ded to use staged combustionconcept to develop a preheatedreactants burner [8] [9] e use of staged combustion allows making sure that there will be no unexpec-
ted mixture behaviour (overhea-ting 1047298ashback) due to premix of hot reactants inside the burner andespecially during transient states(start-up and stops) Moreover Fig3 presents two pictures of burner1047298ames in oxy-oil and oxy-gas con1047297-gurations e 1047298ame length is about3 to 4 meters long and the width upto 2 meters e burner being desi-gned for preheated reactants oxy-gen velocities are well adapted to
Float glass furnace operation avoi-ding carry-over or volatilization(density correction by ρ550ρ25)Reynolds number of the oxygen jetsis still higher than 2104 ensuring turbulence conditions favourableto 1047298ame stability e use of pri-mary oxygen around the fuel lancesallows getting an attached 1047298ameroot the remaining combustion process being ensured by the turbu-lence phenomena
HEAT RECOVERY CONCEPT
For getting high temperature reac-tants Air Liquide and AGC GlassEurope have chosen an indirect pre-heating by recovering 1047298ue gasesenergy Fig 4 gives a schematicoverview of such designA set of recuperators (or primary exchangers) extracts a part of 1047298uegases energy by an adapted heatexchange e recovered energy istransferred into an intermediate air
1047298ow supplied by blowers Hot air1047298ows in a pipe networks to a series
21
TECHNOLOGIEDagger FOUR
VOL16 Ndeg5 bull DECEMBRE 2010 Verre
Fig 3 ALGLASS SUN 1047298ames with oxygen preheated at 550degC (left) Natural gas (Right)Heavy fuel-oil atomized with air
Fig4 Heat recovery concept
Fig5 Lab scale measurements of fuel consumption gainand corresponding summary of Sankey diagram with
preheated reactants
7272019 Verre Vol 16 n5-Airliquide16764
httpslidepdfcomreaderfullverre-vol-16-n5-airliquide16764 46
of secondary exchangers a 1047297rstone dedicated to natural gas hea-ting a second one to oxygenA typical Float furnace in air-1047297redconditions generates about 50000Nm3h of 1047298ue gases (including
10 of air ingress) at a tempera-ture of 1550degC (mean value repre-sentative of oil-1047297red and gas-1047297redfurnaces) Aer full-oxy conver-sion the fumes 1047298ow rate is redu-ced to 15000 Nm3h with a theo-retical temperature of 1350degCe total power available is thus115 MW approximately Suchenthalpy is enough to preheat4000 Nm3h of natural gas andthe corresponding oxygen 1047298ow
e economic and technical inter-est of this approach has been lar-gely demonstrated by three diffe-rent approaches that converge allto the same result preheating oxy-gen to 550degC (1022F) and naturalgas to 450degC (842F) leads to 10of fuel consumption gain when
compared to cold oxygen- Burner lab scale trials with various reactants temperature (Fig5) As illustrated the gain is about10 and might be increased by 2 when preheating natural gas to
550degC and oxygen to 650degC Fuelconsumption gain is partly due tolower heat losses (56 vs 65)and better transfer (695 vs659) of the energy when reac-tants are preheated- Industrial trials with differentcombustion con1047297gurations istest campaign consists in retro1047297t-ting one air port by two AlglassSun 4MW burners demonstrateda gain of 10 between cold reac-
tants and hot reactants e varia-tion does not bias the value obtai-ned because the mathematicalmodel used allows smoothing thedifferent daily variation of the fur-nace- CFD simulations of full-oxy glass furnaces with different tem- peratures
TECHNOLOGICAL
DEVELOPMENT
rough EIGA network in
Europe through ASTM associa-tion in United States gas suppliercompanies are highly aware of oxy-gen hazards [10] is know-how typically leads to recommenda-tions about use of oxygen in con1047297-ned areas pipeline systems or valves developmenthellipas far as oxy-gen temperature is lower than200degC For example below 10 bars oxygen is allowed to 1047298ow in pipes at velocities lower than
60 ms in non impinging condi-
tions reshold pressure for oxy-gen at 25degC and 10 ms is above50 barsFor hot oxygen equipment AirLiquide and AGC Glass Europehave developed a dedicated
research program with experien-ced academic partners for charac-terization of materials compatibi-lity with hot oxygen is research program was based on ATSM andEIGA methodology As a sum-mary it has been concluded that- Promoted ignitions tests haveallowed validating some materialsat exemption pressure of 3 bars- Cycling oxidation trials (1000h) during which ten different
materials were exposed have led toa selection of 1047297ve to eight differentsamples each of them having achemical resistance (no accelera-ted corrosion no structural modi-1047297cations) to preheated oxygen - Long-term exposition (morethan 12 months) to oxygen 1047298ow inorder to establish the effect of oxy-gen velocity (10 ms to 50 ms) onmaterial behavior and on airO2exchanger settings Fig6 showstwo examples of material a 1047297rst
one that is free from defect and asecond one submitted to identicalsituation but highly damagedAn engineering step has then beenlaunched to make the airO2exchangers based on designrecommendations Fig 7 presentsa picture of the prototype usedduring industrial trials carried outin order to validate the design andthe concept Less than 3 heatlosses have been estimated Oxy-
gen has been heated up to 550degC
2
ECHNOLOGIEDagger FOUR
Verre VOL16 Ndeg5 bull DECEMBRE 2010
Fig6 Two samplesof two different
materialssubmitted to
preheated oxygenduring 12 months(Left) the surface
is 1047298at withoutdamage (Right)
Crystallizedstructures proof
of high interactionwith preheated
oxygen
Fig7 IndustrialO2 exchangers
tested duringindustrial trial
campaign
7272019 Verre Vol 16 n5-Airliquide16764
httpslidepdfcomreaderfullverre-vol-16-n5-airliquide16764 56
by following an adapted heating curve An important know-how has been developed during thesetests particularly on the manage-ment of exchanger settings for
various oxygen needs Airnaturalgas exchanger and primary recupe-rators have been developed thanksto Air Liquide and AGC GlassEurope pre-existing knowledge
INDUSTRIAL RESULTS
e complete package of AlglassTM
Heat Recovery technology (pri-mary recuperators airO2 ampairNG heat exchangers andAlglass Sun burners) has been suc-
cessfully installed and started in2008 for the 1047297rst full-oxy Floatfurnace in Europe anks to AirLiquide ndash AGC Glass Europeknow-how a strong safety approach has been developedusing traditional HAZOP studiesSince beginning of furnace life fol-lowing parameters have been trac-ked- crown temperature thanks to agood combination betweenAlglass Sun burner high 1047298exibility
and furnace team knowledge of his glass chemistry 1047297re distribu-
tion has been adapted for maste-ring crown temperature with pre-heated reactants- batch melting and glass qualityhighly staged oxy-combustion
provided by Alglass Sun burnerhas allowed glassmaker to adapt1047298ame shape to get the expectedmelting and glass quality- furnace wear preheated reac-tants de1047297nitely do not have a nega-tive impact on furnace wear com- pared to cold oxygen operationsIt has to be noticed that fuel hasbeen switched from fuel-oil tonatural gas and vice-versa thanksto Alglass Sun fuel lances 1047298exibi-
lity Flame lengths vary from 3 to6 meters depending on the fueltype burner power oxygen sta-ging burner location A top view of the furnace provided by a dedi-cated camera shows that oxy-1047298ames cover melting and 1047297ning areas very efficiently Despite thesize of the 1047298ame no interactionbetween the 1047298ames has beenobserved as anticipated by 3Dsimulations during engineering steps (see Fig8 based on virtual
furnace [11])NOx SOx and CO2 have been
measured in cold and preheatedreactants con1047297guration (see table1) NOx emissions are below French legislation admitted level[12] CO2 is reduced efficiently
although it takes into account theCO2 emitted to produce oxygenFuel consumption target of 25 is under achievement
ECONOMIC EVALUATION
For any industrial companies thechoice of the technology does notonly depend on the technical per-formances only (measurable ornot) but mostly on 1047297nancial indi-cators such as payback time return
on investment index discountedcash 1047298ow initial investment Two1047297nancial projects scenarios havebeen carried out one for a tradi-tional full-oxy furnace operated with cold oxygen and cold naturalgas a second for a furnace equip- ped with AlglassTM Heat Recovery technology Fig 9 illustrates a typi-cal time evolution of discountedcumulated cash 1047298ow differencebetween these two con1047297gurationse results correspond to a stan-
dard production of 550 tpd of clear glass CO2 costs are taken
23
TECHNOLOGIEDagger FOUR
VOL16 Ndeg5 bull DECEMBRE 2010 Verre
Table 1 Relative emissions of the prototype furnace with and without reactants preheating Results are compared to air-1047297ring conditions
() Not stabilized furnace conditions
Fig 8 ExampleCFD modelperformed during
the engineeringstep of the project
to identify 1047297redistribution
Energy consumptionreduction
CO2 NOx Status
Cold Reactants 12 () 77 767 Completed
Preheated reactants 25 15 833 In Progress
7272019 Verre Vol 16 n5-Airliquide16764
httpslidepdfcomreaderfullverre-vol-16-n5-airliquide16764 66
into account With the assump-tions considered here (incl energy costs) Fig 9 shows about two
years are needed to compensatethe Alglass Heat recovery invest-ment by the fuel consumptiongain CO2 costs saved and lower1047298ue gases treatment costs A sensi-tivity analysis performed using various local energy costs and fordifferent oxy-conversion scenarios(fuel-oil or natural gas 1047297red)demonstrated Alglasstrade Heat Reco- very is much more pro1047297table thantraditional full-oxy Float furnaces
CONCLUSION
A heat recovery technology forFloat glass furnaces with oxy-com-bustion has been developedrecently by Air Liquide and AGCGlass Europe anks to a jointresearch program the develop-ment of the technology based onfour bricks (ldquooxygen preheatingrdquoldquonatural gas preheatingrdquo ldquostaged-combustionrdquo and ldquooxy-fumesrecovery at high temperaturerdquo) has
been successfully transformed intoan industrial reference e 1047297rstfull-oxy Float furnace in Europe isequipped with Alglass Sun bur-ners that allows the operators totake bene1047297t of fuel 1047298exibility (natural gas or fuel-oil) 1047298amecoverage low-temperature 1047298amefor producing high quality glassmanaging in the same time batchmelting and furnace wear Todaythe heat recovery technology
offers the possibility to reducesigni1047297cantly CO2 emissions
NOx emissions by 75 and fuelconsumption by 25 when com- pared to air-1047297red furnaces Using
Alglasstrade Heat Recovery with Floateconomically enhances the provenbene1047297ts of oxy-combustionincreases overall furnace efficiencyreduces CO2 and keeps NOxemissions low n
ACKNOWLEDGMENT
Air Liquide and AGC GlassEurope thank the European Com-mission and Life+ program forfunding this innovative project
4
ECHNOLOGIEDagger FOUR
Verre VOL16 Ndeg5 bull DECEMBRE 2010
REacuteFEacuteRENCES[1] European commission Integrated Pollution Prevention and Control (IPPC) Reference
Document on Best Available Techniques in the Glass Manufacturing Industry (2001)
[2] European commission Integrated Pollution Prevention and Control (IPPC) ReferenceDocument on Best Available Techniques in the Glass Manufacturing Industry (draftversion ftpftpjrcespubeippcbdocgls_d2_07-2009pdf)(2009)
[3] J Schep G Kers Practical experiences with an all oxygen-gas fired container glassfurnace during its 16 years campaign 10th ESG Conference May 30th-June 2ndMagdeburg (2010)
[4] E Worrell C Galitsky E Masanet WGraus Energy Efficiency Improvement andCost Saving Opportunities for the Glass Industry reg An ENERGY STARGuide forEnergy and Plant Managers Berkeley National Laboratory (2008)
[5] Glass Melting Technology A Technical and Economic Assessment GMIC (2004)
[6] A Lankhorst H van Limpt A Habraken R Beerkens Simulation study of impactfurnace design on specific energy consumption NOx emission levels volatilizationrates and refractory corrosion 10th ESG Conference May 30th-June 2ndMagdeburg Germany (2010)
[7] B Leroux B Constantin Y Joumani P Zuchelli J-F Simon RTsiava Environmentalperformances of Air Liquide ALGLASS burners from modeling to in-situ analysisATIV Conference Parma Italy (2005)
[8] G Constantin Development of a Heat Recovery Technology for Oxygen and Fuel pre-heating applied to Oxy-Firing Glass Furnaces TNO Glass Trend Workshop on envi-ronment and energy efficency Versailles France May 7th (2007)
[9] Y Joumani J-F Simon B Leroux R Tsiava O Douxchamps J Behen Heat recove-ry for full-oxy Float furnaces with Alglass Sun burners First industrial results GMICWorkshop on Energy Efficiency Columbus (OH) Oct 15th (2009)
[10] EIGA Oxygen pipeline Systems IGC Doc 1302E (2002)
[11] Y Joumani R Tsiava M Till B Leroux R Fujinuma ldquoModeling of flexible separa-ted oxy combustion for glass industryrdquo XXth International Conference on Glass Kyoto Japan (2004)
[12] Ministegravere de lrsquoEcologie du Deacuteveloppement et de lrsquoAmeacutenagement DurablesMonographie sectorielle ndash Industries du verre France
Fig 9 Example of discounted cumulated cash 1047298ow difference between an oxy-Floatequipped with ALGLASS Heat recovery and a traditional oxy-Float
7272019 Verre Vol 16 n5-Airliquide16764
httpslidepdfcomreaderfullverre-vol-16-n5-airliquide16764 36
or heavy fuel oil An example of 1047298ame shape and temperature pro-1047297les is proposed in Fig 2 for a1MW Alglass Sun Burner Tempe-ratures induced are far below pipe-in-pipe technologies 1450degC vs1600degC e temperature gradientis about 80degC (very close to that of well-known 1047298ameless regime) whe-reas 150degC temperature differenceis usually observed for premixed1047298ameFrom this experience on AlglassSun burner Air Liquide has deci-ded to use staged combustionconcept to develop a preheatedreactants burner [8] [9] e use of staged combustion allows making sure that there will be no unexpec-
ted mixture behaviour (overhea-ting 1047298ashback) due to premix of hot reactants inside the burner andespecially during transient states(start-up and stops) Moreover Fig3 presents two pictures of burner1047298ames in oxy-oil and oxy-gas con1047297-gurations e 1047298ame length is about3 to 4 meters long and the width upto 2 meters e burner being desi-gned for preheated reactants oxy-gen velocities are well adapted to
Float glass furnace operation avoi-ding carry-over or volatilization(density correction by ρ550ρ25)Reynolds number of the oxygen jetsis still higher than 2104 ensuring turbulence conditions favourableto 1047298ame stability e use of pri-mary oxygen around the fuel lancesallows getting an attached 1047298ameroot the remaining combustion process being ensured by the turbu-lence phenomena
HEAT RECOVERY CONCEPT
For getting high temperature reac-tants Air Liquide and AGC GlassEurope have chosen an indirect pre-heating by recovering 1047298ue gasesenergy Fig 4 gives a schematicoverview of such designA set of recuperators (or primary exchangers) extracts a part of 1047298uegases energy by an adapted heatexchange e recovered energy istransferred into an intermediate air
1047298ow supplied by blowers Hot air1047298ows in a pipe networks to a series
21
TECHNOLOGIEDagger FOUR
VOL16 Ndeg5 bull DECEMBRE 2010 Verre
Fig 3 ALGLASS SUN 1047298ames with oxygen preheated at 550degC (left) Natural gas (Right)Heavy fuel-oil atomized with air
Fig4 Heat recovery concept
Fig5 Lab scale measurements of fuel consumption gainand corresponding summary of Sankey diagram with
preheated reactants
7272019 Verre Vol 16 n5-Airliquide16764
httpslidepdfcomreaderfullverre-vol-16-n5-airliquide16764 46
of secondary exchangers a 1047297rstone dedicated to natural gas hea-ting a second one to oxygenA typical Float furnace in air-1047297redconditions generates about 50000Nm3h of 1047298ue gases (including
10 of air ingress) at a tempera-ture of 1550degC (mean value repre-sentative of oil-1047297red and gas-1047297redfurnaces) Aer full-oxy conver-sion the fumes 1047298ow rate is redu-ced to 15000 Nm3h with a theo-retical temperature of 1350degCe total power available is thus115 MW approximately Suchenthalpy is enough to preheat4000 Nm3h of natural gas andthe corresponding oxygen 1047298ow
e economic and technical inter-est of this approach has been lar-gely demonstrated by three diffe-rent approaches that converge allto the same result preheating oxy-gen to 550degC (1022F) and naturalgas to 450degC (842F) leads to 10of fuel consumption gain when
compared to cold oxygen- Burner lab scale trials with various reactants temperature (Fig5) As illustrated the gain is about10 and might be increased by 2 when preheating natural gas to
550degC and oxygen to 650degC Fuelconsumption gain is partly due tolower heat losses (56 vs 65)and better transfer (695 vs659) of the energy when reac-tants are preheated- Industrial trials with differentcombustion con1047297gurations istest campaign consists in retro1047297t-ting one air port by two AlglassSun 4MW burners demonstrateda gain of 10 between cold reac-
tants and hot reactants e varia-tion does not bias the value obtai-ned because the mathematicalmodel used allows smoothing thedifferent daily variation of the fur-nace- CFD simulations of full-oxy glass furnaces with different tem- peratures
TECHNOLOGICAL
DEVELOPMENT
rough EIGA network in
Europe through ASTM associa-tion in United States gas suppliercompanies are highly aware of oxy-gen hazards [10] is know-how typically leads to recommenda-tions about use of oxygen in con1047297-ned areas pipeline systems or valves developmenthellipas far as oxy-gen temperature is lower than200degC For example below 10 bars oxygen is allowed to 1047298ow in pipes at velocities lower than
60 ms in non impinging condi-
tions reshold pressure for oxy-gen at 25degC and 10 ms is above50 barsFor hot oxygen equipment AirLiquide and AGC Glass Europehave developed a dedicated
research program with experien-ced academic partners for charac-terization of materials compatibi-lity with hot oxygen is research program was based on ATSM andEIGA methodology As a sum-mary it has been concluded that- Promoted ignitions tests haveallowed validating some materialsat exemption pressure of 3 bars- Cycling oxidation trials (1000h) during which ten different
materials were exposed have led toa selection of 1047297ve to eight differentsamples each of them having achemical resistance (no accelera-ted corrosion no structural modi-1047297cations) to preheated oxygen - Long-term exposition (morethan 12 months) to oxygen 1047298ow inorder to establish the effect of oxy-gen velocity (10 ms to 50 ms) onmaterial behavior and on airO2exchanger settings Fig6 showstwo examples of material a 1047297rst
one that is free from defect and asecond one submitted to identicalsituation but highly damagedAn engineering step has then beenlaunched to make the airO2exchangers based on designrecommendations Fig 7 presentsa picture of the prototype usedduring industrial trials carried outin order to validate the design andthe concept Less than 3 heatlosses have been estimated Oxy-
gen has been heated up to 550degC
2
ECHNOLOGIEDagger FOUR
Verre VOL16 Ndeg5 bull DECEMBRE 2010
Fig6 Two samplesof two different
materialssubmitted to
preheated oxygenduring 12 months(Left) the surface
is 1047298at withoutdamage (Right)
Crystallizedstructures proof
of high interactionwith preheated
oxygen
Fig7 IndustrialO2 exchangers
tested duringindustrial trial
campaign
7272019 Verre Vol 16 n5-Airliquide16764
httpslidepdfcomreaderfullverre-vol-16-n5-airliquide16764 56
by following an adapted heating curve An important know-how has been developed during thesetests particularly on the manage-ment of exchanger settings for
various oxygen needs Airnaturalgas exchanger and primary recupe-rators have been developed thanksto Air Liquide and AGC GlassEurope pre-existing knowledge
INDUSTRIAL RESULTS
e complete package of AlglassTM
Heat Recovery technology (pri-mary recuperators airO2 ampairNG heat exchangers andAlglass Sun burners) has been suc-
cessfully installed and started in2008 for the 1047297rst full-oxy Floatfurnace in Europe anks to AirLiquide ndash AGC Glass Europeknow-how a strong safety approach has been developedusing traditional HAZOP studiesSince beginning of furnace life fol-lowing parameters have been trac-ked- crown temperature thanks to agood combination betweenAlglass Sun burner high 1047298exibility
and furnace team knowledge of his glass chemistry 1047297re distribu-
tion has been adapted for maste-ring crown temperature with pre-heated reactants- batch melting and glass qualityhighly staged oxy-combustion
provided by Alglass Sun burnerhas allowed glassmaker to adapt1047298ame shape to get the expectedmelting and glass quality- furnace wear preheated reac-tants de1047297nitely do not have a nega-tive impact on furnace wear com- pared to cold oxygen operationsIt has to be noticed that fuel hasbeen switched from fuel-oil tonatural gas and vice-versa thanksto Alglass Sun fuel lances 1047298exibi-
lity Flame lengths vary from 3 to6 meters depending on the fueltype burner power oxygen sta-ging burner location A top view of the furnace provided by a dedi-cated camera shows that oxy-1047298ames cover melting and 1047297ning areas very efficiently Despite thesize of the 1047298ame no interactionbetween the 1047298ames has beenobserved as anticipated by 3Dsimulations during engineering steps (see Fig8 based on virtual
furnace [11])NOx SOx and CO2 have been
measured in cold and preheatedreactants con1047297guration (see table1) NOx emissions are below French legislation admitted level[12] CO2 is reduced efficiently
although it takes into account theCO2 emitted to produce oxygenFuel consumption target of 25 is under achievement
ECONOMIC EVALUATION
For any industrial companies thechoice of the technology does notonly depend on the technical per-formances only (measurable ornot) but mostly on 1047297nancial indi-cators such as payback time return
on investment index discountedcash 1047298ow initial investment Two1047297nancial projects scenarios havebeen carried out one for a tradi-tional full-oxy furnace operated with cold oxygen and cold naturalgas a second for a furnace equip- ped with AlglassTM Heat Recovery technology Fig 9 illustrates a typi-cal time evolution of discountedcumulated cash 1047298ow differencebetween these two con1047297gurationse results correspond to a stan-
dard production of 550 tpd of clear glass CO2 costs are taken
23
TECHNOLOGIEDagger FOUR
VOL16 Ndeg5 bull DECEMBRE 2010 Verre
Table 1 Relative emissions of the prototype furnace with and without reactants preheating Results are compared to air-1047297ring conditions
() Not stabilized furnace conditions
Fig 8 ExampleCFD modelperformed during
the engineeringstep of the project
to identify 1047297redistribution
Energy consumptionreduction
CO2 NOx Status
Cold Reactants 12 () 77 767 Completed
Preheated reactants 25 15 833 In Progress
7272019 Verre Vol 16 n5-Airliquide16764
httpslidepdfcomreaderfullverre-vol-16-n5-airliquide16764 66
into account With the assump-tions considered here (incl energy costs) Fig 9 shows about two
years are needed to compensatethe Alglass Heat recovery invest-ment by the fuel consumptiongain CO2 costs saved and lower1047298ue gases treatment costs A sensi-tivity analysis performed using various local energy costs and fordifferent oxy-conversion scenarios(fuel-oil or natural gas 1047297red)demonstrated Alglasstrade Heat Reco- very is much more pro1047297table thantraditional full-oxy Float furnaces
CONCLUSION
A heat recovery technology forFloat glass furnaces with oxy-com-bustion has been developedrecently by Air Liquide and AGCGlass Europe anks to a jointresearch program the develop-ment of the technology based onfour bricks (ldquooxygen preheatingrdquoldquonatural gas preheatingrdquo ldquostaged-combustionrdquo and ldquooxy-fumesrecovery at high temperaturerdquo) has
been successfully transformed intoan industrial reference e 1047297rstfull-oxy Float furnace in Europe isequipped with Alglass Sun bur-ners that allows the operators totake bene1047297t of fuel 1047298exibility (natural gas or fuel-oil) 1047298amecoverage low-temperature 1047298amefor producing high quality glassmanaging in the same time batchmelting and furnace wear Todaythe heat recovery technology
offers the possibility to reducesigni1047297cantly CO2 emissions
NOx emissions by 75 and fuelconsumption by 25 when com- pared to air-1047297red furnaces Using
Alglasstrade Heat Recovery with Floateconomically enhances the provenbene1047297ts of oxy-combustionincreases overall furnace efficiencyreduces CO2 and keeps NOxemissions low n
ACKNOWLEDGMENT
Air Liquide and AGC GlassEurope thank the European Com-mission and Life+ program forfunding this innovative project
4
ECHNOLOGIEDagger FOUR
Verre VOL16 Ndeg5 bull DECEMBRE 2010
REacuteFEacuteRENCES[1] European commission Integrated Pollution Prevention and Control (IPPC) Reference
Document on Best Available Techniques in the Glass Manufacturing Industry (2001)
[2] European commission Integrated Pollution Prevention and Control (IPPC) ReferenceDocument on Best Available Techniques in the Glass Manufacturing Industry (draftversion ftpftpjrcespubeippcbdocgls_d2_07-2009pdf)(2009)
[3] J Schep G Kers Practical experiences with an all oxygen-gas fired container glassfurnace during its 16 years campaign 10th ESG Conference May 30th-June 2ndMagdeburg (2010)
[4] E Worrell C Galitsky E Masanet WGraus Energy Efficiency Improvement andCost Saving Opportunities for the Glass Industry reg An ENERGY STARGuide forEnergy and Plant Managers Berkeley National Laboratory (2008)
[5] Glass Melting Technology A Technical and Economic Assessment GMIC (2004)
[6] A Lankhorst H van Limpt A Habraken R Beerkens Simulation study of impactfurnace design on specific energy consumption NOx emission levels volatilizationrates and refractory corrosion 10th ESG Conference May 30th-June 2ndMagdeburg Germany (2010)
[7] B Leroux B Constantin Y Joumani P Zuchelli J-F Simon RTsiava Environmentalperformances of Air Liquide ALGLASS burners from modeling to in-situ analysisATIV Conference Parma Italy (2005)
[8] G Constantin Development of a Heat Recovery Technology for Oxygen and Fuel pre-heating applied to Oxy-Firing Glass Furnaces TNO Glass Trend Workshop on envi-ronment and energy efficency Versailles France May 7th (2007)
[9] Y Joumani J-F Simon B Leroux R Tsiava O Douxchamps J Behen Heat recove-ry for full-oxy Float furnaces with Alglass Sun burners First industrial results GMICWorkshop on Energy Efficiency Columbus (OH) Oct 15th (2009)
[10] EIGA Oxygen pipeline Systems IGC Doc 1302E (2002)
[11] Y Joumani R Tsiava M Till B Leroux R Fujinuma ldquoModeling of flexible separa-ted oxy combustion for glass industryrdquo XXth International Conference on Glass Kyoto Japan (2004)
[12] Ministegravere de lrsquoEcologie du Deacuteveloppement et de lrsquoAmeacutenagement DurablesMonographie sectorielle ndash Industries du verre France
Fig 9 Example of discounted cumulated cash 1047298ow difference between an oxy-Floatequipped with ALGLASS Heat recovery and a traditional oxy-Float

7272019 Verre Vol 16 n5-Airliquide16764
httpslidepdfcomreaderfullverre-vol-16-n5-airliquide16764 46
of secondary exchangers a 1047297rstone dedicated to natural gas hea-ting a second one to oxygenA typical Float furnace in air-1047297redconditions generates about 50000Nm3h of 1047298ue gases (including
10 of air ingress) at a tempera-ture of 1550degC (mean value repre-sentative of oil-1047297red and gas-1047297redfurnaces) Aer full-oxy conver-sion the fumes 1047298ow rate is redu-ced to 15000 Nm3h with a theo-retical temperature of 1350degCe total power available is thus115 MW approximately Suchenthalpy is enough to preheat4000 Nm3h of natural gas andthe corresponding oxygen 1047298ow
e economic and technical inter-est of this approach has been lar-gely demonstrated by three diffe-rent approaches that converge allto the same result preheating oxy-gen to 550degC (1022F) and naturalgas to 450degC (842F) leads to 10of fuel consumption gain when
compared to cold oxygen- Burner lab scale trials with various reactants temperature (Fig5) As illustrated the gain is about10 and might be increased by 2 when preheating natural gas to
550degC and oxygen to 650degC Fuelconsumption gain is partly due tolower heat losses (56 vs 65)and better transfer (695 vs659) of the energy when reac-tants are preheated- Industrial trials with differentcombustion con1047297gurations istest campaign consists in retro1047297t-ting one air port by two AlglassSun 4MW burners demonstrateda gain of 10 between cold reac-
tants and hot reactants e varia-tion does not bias the value obtai-ned because the mathematicalmodel used allows smoothing thedifferent daily variation of the fur-nace- CFD simulations of full-oxy glass furnaces with different tem- peratures
TECHNOLOGICAL
DEVELOPMENT
rough EIGA network in
Europe through ASTM associa-tion in United States gas suppliercompanies are highly aware of oxy-gen hazards [10] is know-how typically leads to recommenda-tions about use of oxygen in con1047297-ned areas pipeline systems or valves developmenthellipas far as oxy-gen temperature is lower than200degC For example below 10 bars oxygen is allowed to 1047298ow in pipes at velocities lower than
60 ms in non impinging condi-
tions reshold pressure for oxy-gen at 25degC and 10 ms is above50 barsFor hot oxygen equipment AirLiquide and AGC Glass Europehave developed a dedicated
research program with experien-ced academic partners for charac-terization of materials compatibi-lity with hot oxygen is research program was based on ATSM andEIGA methodology As a sum-mary it has been concluded that- Promoted ignitions tests haveallowed validating some materialsat exemption pressure of 3 bars- Cycling oxidation trials (1000h) during which ten different
materials were exposed have led toa selection of 1047297ve to eight differentsamples each of them having achemical resistance (no accelera-ted corrosion no structural modi-1047297cations) to preheated oxygen - Long-term exposition (morethan 12 months) to oxygen 1047298ow inorder to establish the effect of oxy-gen velocity (10 ms to 50 ms) onmaterial behavior and on airO2exchanger settings Fig6 showstwo examples of material a 1047297rst
one that is free from defect and asecond one submitted to identicalsituation but highly damagedAn engineering step has then beenlaunched to make the airO2exchangers based on designrecommendations Fig 7 presentsa picture of the prototype usedduring industrial trials carried outin order to validate the design andthe concept Less than 3 heatlosses have been estimated Oxy-
gen has been heated up to 550degC
2
ECHNOLOGIEDagger FOUR
Verre VOL16 Ndeg5 bull DECEMBRE 2010
Fig6 Two samplesof two different
materialssubmitted to
preheated oxygenduring 12 months(Left) the surface
is 1047298at withoutdamage (Right)
Crystallizedstructures proof
of high interactionwith preheated
oxygen
Fig7 IndustrialO2 exchangers
tested duringindustrial trial
campaign
7272019 Verre Vol 16 n5-Airliquide16764
httpslidepdfcomreaderfullverre-vol-16-n5-airliquide16764 56
by following an adapted heating curve An important know-how has been developed during thesetests particularly on the manage-ment of exchanger settings for
various oxygen needs Airnaturalgas exchanger and primary recupe-rators have been developed thanksto Air Liquide and AGC GlassEurope pre-existing knowledge
INDUSTRIAL RESULTS
e complete package of AlglassTM
Heat Recovery technology (pri-mary recuperators airO2 ampairNG heat exchangers andAlglass Sun burners) has been suc-
cessfully installed and started in2008 for the 1047297rst full-oxy Floatfurnace in Europe anks to AirLiquide ndash AGC Glass Europeknow-how a strong safety approach has been developedusing traditional HAZOP studiesSince beginning of furnace life fol-lowing parameters have been trac-ked- crown temperature thanks to agood combination betweenAlglass Sun burner high 1047298exibility
and furnace team knowledge of his glass chemistry 1047297re distribu-
tion has been adapted for maste-ring crown temperature with pre-heated reactants- batch melting and glass qualityhighly staged oxy-combustion
provided by Alglass Sun burnerhas allowed glassmaker to adapt1047298ame shape to get the expectedmelting and glass quality- furnace wear preheated reac-tants de1047297nitely do not have a nega-tive impact on furnace wear com- pared to cold oxygen operationsIt has to be noticed that fuel hasbeen switched from fuel-oil tonatural gas and vice-versa thanksto Alglass Sun fuel lances 1047298exibi-
lity Flame lengths vary from 3 to6 meters depending on the fueltype burner power oxygen sta-ging burner location A top view of the furnace provided by a dedi-cated camera shows that oxy-1047298ames cover melting and 1047297ning areas very efficiently Despite thesize of the 1047298ame no interactionbetween the 1047298ames has beenobserved as anticipated by 3Dsimulations during engineering steps (see Fig8 based on virtual
furnace [11])NOx SOx and CO2 have been
measured in cold and preheatedreactants con1047297guration (see table1) NOx emissions are below French legislation admitted level[12] CO2 is reduced efficiently
although it takes into account theCO2 emitted to produce oxygenFuel consumption target of 25 is under achievement
ECONOMIC EVALUATION
For any industrial companies thechoice of the technology does notonly depend on the technical per-formances only (measurable ornot) but mostly on 1047297nancial indi-cators such as payback time return
on investment index discountedcash 1047298ow initial investment Two1047297nancial projects scenarios havebeen carried out one for a tradi-tional full-oxy furnace operated with cold oxygen and cold naturalgas a second for a furnace equip- ped with AlglassTM Heat Recovery technology Fig 9 illustrates a typi-cal time evolution of discountedcumulated cash 1047298ow differencebetween these two con1047297gurationse results correspond to a stan-
dard production of 550 tpd of clear glass CO2 costs are taken
23
TECHNOLOGIEDagger FOUR
VOL16 Ndeg5 bull DECEMBRE 2010 Verre
Table 1 Relative emissions of the prototype furnace with and without reactants preheating Results are compared to air-1047297ring conditions
() Not stabilized furnace conditions
Fig 8 ExampleCFD modelperformed during
the engineeringstep of the project
to identify 1047297redistribution
Energy consumptionreduction
CO2 NOx Status
Cold Reactants 12 () 77 767 Completed
Preheated reactants 25 15 833 In Progress
7272019 Verre Vol 16 n5-Airliquide16764
httpslidepdfcomreaderfullverre-vol-16-n5-airliquide16764 66
into account With the assump-tions considered here (incl energy costs) Fig 9 shows about two
years are needed to compensatethe Alglass Heat recovery invest-ment by the fuel consumptiongain CO2 costs saved and lower1047298ue gases treatment costs A sensi-tivity analysis performed using various local energy costs and fordifferent oxy-conversion scenarios(fuel-oil or natural gas 1047297red)demonstrated Alglasstrade Heat Reco- very is much more pro1047297table thantraditional full-oxy Float furnaces
CONCLUSION
A heat recovery technology forFloat glass furnaces with oxy-com-bustion has been developedrecently by Air Liquide and AGCGlass Europe anks to a jointresearch program the develop-ment of the technology based onfour bricks (ldquooxygen preheatingrdquoldquonatural gas preheatingrdquo ldquostaged-combustionrdquo and ldquooxy-fumesrecovery at high temperaturerdquo) has
been successfully transformed intoan industrial reference e 1047297rstfull-oxy Float furnace in Europe isequipped with Alglass Sun bur-ners that allows the operators totake bene1047297t of fuel 1047298exibility (natural gas or fuel-oil) 1047298amecoverage low-temperature 1047298amefor producing high quality glassmanaging in the same time batchmelting and furnace wear Todaythe heat recovery technology
offers the possibility to reducesigni1047297cantly CO2 emissions
NOx emissions by 75 and fuelconsumption by 25 when com- pared to air-1047297red furnaces Using
Alglasstrade Heat Recovery with Floateconomically enhances the provenbene1047297ts of oxy-combustionincreases overall furnace efficiencyreduces CO2 and keeps NOxemissions low n
ACKNOWLEDGMENT
Air Liquide and AGC GlassEurope thank the European Com-mission and Life+ program forfunding this innovative project
4
ECHNOLOGIEDagger FOUR
Verre VOL16 Ndeg5 bull DECEMBRE 2010
REacuteFEacuteRENCES[1] European commission Integrated Pollution Prevention and Control (IPPC) Reference
Document on Best Available Techniques in the Glass Manufacturing Industry (2001)
[2] European commission Integrated Pollution Prevention and Control (IPPC) ReferenceDocument on Best Available Techniques in the Glass Manufacturing Industry (draftversion ftpftpjrcespubeippcbdocgls_d2_07-2009pdf)(2009)
[3] J Schep G Kers Practical experiences with an all oxygen-gas fired container glassfurnace during its 16 years campaign 10th ESG Conference May 30th-June 2ndMagdeburg (2010)
[4] E Worrell C Galitsky E Masanet WGraus Energy Efficiency Improvement andCost Saving Opportunities for the Glass Industry reg An ENERGY STARGuide forEnergy and Plant Managers Berkeley National Laboratory (2008)
[5] Glass Melting Technology A Technical and Economic Assessment GMIC (2004)
[6] A Lankhorst H van Limpt A Habraken R Beerkens Simulation study of impactfurnace design on specific energy consumption NOx emission levels volatilizationrates and refractory corrosion 10th ESG Conference May 30th-June 2ndMagdeburg Germany (2010)
[7] B Leroux B Constantin Y Joumani P Zuchelli J-F Simon RTsiava Environmentalperformances of Air Liquide ALGLASS burners from modeling to in-situ analysisATIV Conference Parma Italy (2005)
[8] G Constantin Development of a Heat Recovery Technology for Oxygen and Fuel pre-heating applied to Oxy-Firing Glass Furnaces TNO Glass Trend Workshop on envi-ronment and energy efficency Versailles France May 7th (2007)
[9] Y Joumani J-F Simon B Leroux R Tsiava O Douxchamps J Behen Heat recove-ry for full-oxy Float furnaces with Alglass Sun burners First industrial results GMICWorkshop on Energy Efficiency Columbus (OH) Oct 15th (2009)
[10] EIGA Oxygen pipeline Systems IGC Doc 1302E (2002)
[11] Y Joumani R Tsiava M Till B Leroux R Fujinuma ldquoModeling of flexible separa-ted oxy combustion for glass industryrdquo XXth International Conference on Glass Kyoto Japan (2004)
[12] Ministegravere de lrsquoEcologie du Deacuteveloppement et de lrsquoAmeacutenagement DurablesMonographie sectorielle ndash Industries du verre France
Fig 9 Example of discounted cumulated cash 1047298ow difference between an oxy-Floatequipped with ALGLASS Heat recovery and a traditional oxy-Float
7272019 Verre Vol 16 n5-Airliquide16764
httpslidepdfcomreaderfullverre-vol-16-n5-airliquide16764 56
by following an adapted heating curve An important know-how has been developed during thesetests particularly on the manage-ment of exchanger settings for
various oxygen needs Airnaturalgas exchanger and primary recupe-rators have been developed thanksto Air Liquide and AGC GlassEurope pre-existing knowledge
INDUSTRIAL RESULTS
e complete package of AlglassTM
Heat Recovery technology (pri-mary recuperators airO2 ampairNG heat exchangers andAlglass Sun burners) has been suc-
cessfully installed and started in2008 for the 1047297rst full-oxy Floatfurnace in Europe anks to AirLiquide ndash AGC Glass Europeknow-how a strong safety approach has been developedusing traditional HAZOP studiesSince beginning of furnace life fol-lowing parameters have been trac-ked- crown temperature thanks to agood combination betweenAlglass Sun burner high 1047298exibility
and furnace team knowledge of his glass chemistry 1047297re distribu-
tion has been adapted for maste-ring crown temperature with pre-heated reactants- batch melting and glass qualityhighly staged oxy-combustion
provided by Alglass Sun burnerhas allowed glassmaker to adapt1047298ame shape to get the expectedmelting and glass quality- furnace wear preheated reac-tants de1047297nitely do not have a nega-tive impact on furnace wear com- pared to cold oxygen operationsIt has to be noticed that fuel hasbeen switched from fuel-oil tonatural gas and vice-versa thanksto Alglass Sun fuel lances 1047298exibi-
lity Flame lengths vary from 3 to6 meters depending on the fueltype burner power oxygen sta-ging burner location A top view of the furnace provided by a dedi-cated camera shows that oxy-1047298ames cover melting and 1047297ning areas very efficiently Despite thesize of the 1047298ame no interactionbetween the 1047298ames has beenobserved as anticipated by 3Dsimulations during engineering steps (see Fig8 based on virtual
furnace [11])NOx SOx and CO2 have been
measured in cold and preheatedreactants con1047297guration (see table1) NOx emissions are below French legislation admitted level[12] CO2 is reduced efficiently
although it takes into account theCO2 emitted to produce oxygenFuel consumption target of 25 is under achievement
ECONOMIC EVALUATION
For any industrial companies thechoice of the technology does notonly depend on the technical per-formances only (measurable ornot) but mostly on 1047297nancial indi-cators such as payback time return
on investment index discountedcash 1047298ow initial investment Two1047297nancial projects scenarios havebeen carried out one for a tradi-tional full-oxy furnace operated with cold oxygen and cold naturalgas a second for a furnace equip- ped with AlglassTM Heat Recovery technology Fig 9 illustrates a typi-cal time evolution of discountedcumulated cash 1047298ow differencebetween these two con1047297gurationse results correspond to a stan-
dard production of 550 tpd of clear glass CO2 costs are taken
23
TECHNOLOGIEDagger FOUR
VOL16 Ndeg5 bull DECEMBRE 2010 Verre
Table 1 Relative emissions of the prototype furnace with and without reactants preheating Results are compared to air-1047297ring conditions
() Not stabilized furnace conditions
Fig 8 ExampleCFD modelperformed during
the engineeringstep of the project
to identify 1047297redistribution
Energy consumptionreduction
CO2 NOx Status
Cold Reactants 12 () 77 767 Completed
Preheated reactants 25 15 833 In Progress
7272019 Verre Vol 16 n5-Airliquide16764
httpslidepdfcomreaderfullverre-vol-16-n5-airliquide16764 66
into account With the assump-tions considered here (incl energy costs) Fig 9 shows about two
years are needed to compensatethe Alglass Heat recovery invest-ment by the fuel consumptiongain CO2 costs saved and lower1047298ue gases treatment costs A sensi-tivity analysis performed using various local energy costs and fordifferent oxy-conversion scenarios(fuel-oil or natural gas 1047297red)demonstrated Alglasstrade Heat Reco- very is much more pro1047297table thantraditional full-oxy Float furnaces
CONCLUSION
A heat recovery technology forFloat glass furnaces with oxy-com-bustion has been developedrecently by Air Liquide and AGCGlass Europe anks to a jointresearch program the develop-ment of the technology based onfour bricks (ldquooxygen preheatingrdquoldquonatural gas preheatingrdquo ldquostaged-combustionrdquo and ldquooxy-fumesrecovery at high temperaturerdquo) has
been successfully transformed intoan industrial reference e 1047297rstfull-oxy Float furnace in Europe isequipped with Alglass Sun bur-ners that allows the operators totake bene1047297t of fuel 1047298exibility (natural gas or fuel-oil) 1047298amecoverage low-temperature 1047298amefor producing high quality glassmanaging in the same time batchmelting and furnace wear Todaythe heat recovery technology
offers the possibility to reducesigni1047297cantly CO2 emissions
NOx emissions by 75 and fuelconsumption by 25 when com- pared to air-1047297red furnaces Using
Alglasstrade Heat Recovery with Floateconomically enhances the provenbene1047297ts of oxy-combustionincreases overall furnace efficiencyreduces CO2 and keeps NOxemissions low n
ACKNOWLEDGMENT
Air Liquide and AGC GlassEurope thank the European Com-mission and Life+ program forfunding this innovative project
4
ECHNOLOGIEDagger FOUR
Verre VOL16 Ndeg5 bull DECEMBRE 2010
REacuteFEacuteRENCES[1] European commission Integrated Pollution Prevention and Control (IPPC) Reference
Document on Best Available Techniques in the Glass Manufacturing Industry (2001)
[2] European commission Integrated Pollution Prevention and Control (IPPC) ReferenceDocument on Best Available Techniques in the Glass Manufacturing Industry (draftversion ftpftpjrcespubeippcbdocgls_d2_07-2009pdf)(2009)
[3] J Schep G Kers Practical experiences with an all oxygen-gas fired container glassfurnace during its 16 years campaign 10th ESG Conference May 30th-June 2ndMagdeburg (2010)
[4] E Worrell C Galitsky E Masanet WGraus Energy Efficiency Improvement andCost Saving Opportunities for the Glass Industry reg An ENERGY STARGuide forEnergy and Plant Managers Berkeley National Laboratory (2008)
[5] Glass Melting Technology A Technical and Economic Assessment GMIC (2004)
[6] A Lankhorst H van Limpt A Habraken R Beerkens Simulation study of impactfurnace design on specific energy consumption NOx emission levels volatilizationrates and refractory corrosion 10th ESG Conference May 30th-June 2ndMagdeburg Germany (2010)
[7] B Leroux B Constantin Y Joumani P Zuchelli J-F Simon RTsiava Environmentalperformances of Air Liquide ALGLASS burners from modeling to in-situ analysisATIV Conference Parma Italy (2005)
[8] G Constantin Development of a Heat Recovery Technology for Oxygen and Fuel pre-heating applied to Oxy-Firing Glass Furnaces TNO Glass Trend Workshop on envi-ronment and energy efficency Versailles France May 7th (2007)
[9] Y Joumani J-F Simon B Leroux R Tsiava O Douxchamps J Behen Heat recove-ry for full-oxy Float furnaces with Alglass Sun burners First industrial results GMICWorkshop on Energy Efficiency Columbus (OH) Oct 15th (2009)
[10] EIGA Oxygen pipeline Systems IGC Doc 1302E (2002)
[11] Y Joumani R Tsiava M Till B Leroux R Fujinuma ldquoModeling of flexible separa-ted oxy combustion for glass industryrdquo XXth International Conference on Glass Kyoto Japan (2004)
[12] Ministegravere de lrsquoEcologie du Deacuteveloppement et de lrsquoAmeacutenagement DurablesMonographie sectorielle ndash Industries du verre France
Fig 9 Example of discounted cumulated cash 1047298ow difference between an oxy-Floatequipped with ALGLASS Heat recovery and a traditional oxy-Float
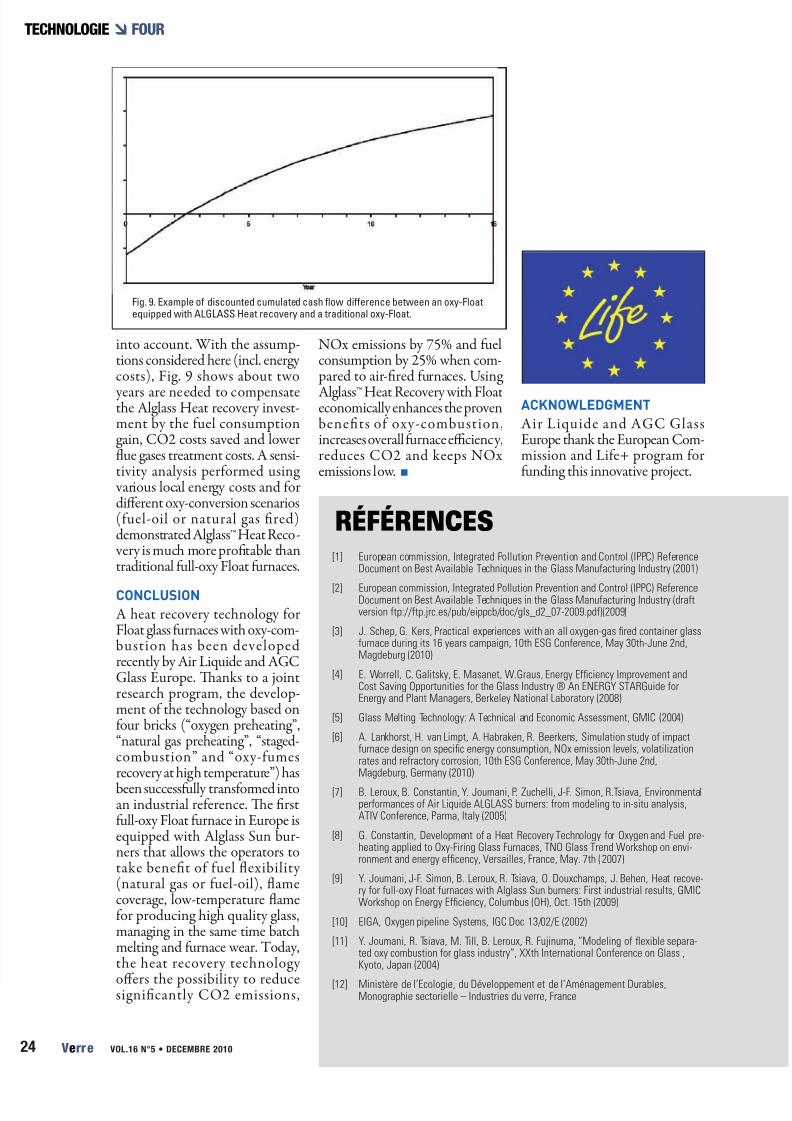
7272019 Verre Vol 16 n5-Airliquide16764
httpslidepdfcomreaderfullverre-vol-16-n5-airliquide16764 66
into account With the assump-tions considered here (incl energy costs) Fig 9 shows about two
years are needed to compensatethe Alglass Heat recovery invest-ment by the fuel consumptiongain CO2 costs saved and lower1047298ue gases treatment costs A sensi-tivity analysis performed using various local energy costs and fordifferent oxy-conversion scenarios(fuel-oil or natural gas 1047297red)demonstrated Alglasstrade Heat Reco- very is much more pro1047297table thantraditional full-oxy Float furnaces
CONCLUSION
A heat recovery technology forFloat glass furnaces with oxy-com-bustion has been developedrecently by Air Liquide and AGCGlass Europe anks to a jointresearch program the develop-ment of the technology based onfour bricks (ldquooxygen preheatingrdquoldquonatural gas preheatingrdquo ldquostaged-combustionrdquo and ldquooxy-fumesrecovery at high temperaturerdquo) has
been successfully transformed intoan industrial reference e 1047297rstfull-oxy Float furnace in Europe isequipped with Alglass Sun bur-ners that allows the operators totake bene1047297t of fuel 1047298exibility (natural gas or fuel-oil) 1047298amecoverage low-temperature 1047298amefor producing high quality glassmanaging in the same time batchmelting and furnace wear Todaythe heat recovery technology
offers the possibility to reducesigni1047297cantly CO2 emissions
NOx emissions by 75 and fuelconsumption by 25 when com- pared to air-1047297red furnaces Using
Alglasstrade Heat Recovery with Floateconomically enhances the provenbene1047297ts of oxy-combustionincreases overall furnace efficiencyreduces CO2 and keeps NOxemissions low n
ACKNOWLEDGMENT
Air Liquide and AGC GlassEurope thank the European Com-mission and Life+ program forfunding this innovative project
4
ECHNOLOGIEDagger FOUR
Verre VOL16 Ndeg5 bull DECEMBRE 2010
REacuteFEacuteRENCES[1] European commission Integrated Pollution Prevention and Control (IPPC) Reference
Document on Best Available Techniques in the Glass Manufacturing Industry (2001)
[2] European commission Integrated Pollution Prevention and Control (IPPC) ReferenceDocument on Best Available Techniques in the Glass Manufacturing Industry (draftversion ftpftpjrcespubeippcbdocgls_d2_07-2009pdf)(2009)
[3] J Schep G Kers Practical experiences with an all oxygen-gas fired container glassfurnace during its 16 years campaign 10th ESG Conference May 30th-June 2ndMagdeburg (2010)
[4] E Worrell C Galitsky E Masanet WGraus Energy Efficiency Improvement andCost Saving Opportunities for the Glass Industry reg An ENERGY STARGuide forEnergy and Plant Managers Berkeley National Laboratory (2008)
[5] Glass Melting Technology A Technical and Economic Assessment GMIC (2004)
[6] A Lankhorst H van Limpt A Habraken R Beerkens Simulation study of impactfurnace design on specific energy consumption NOx emission levels volatilizationrates and refractory corrosion 10th ESG Conference May 30th-June 2ndMagdeburg Germany (2010)
[7] B Leroux B Constantin Y Joumani P Zuchelli J-F Simon RTsiava Environmentalperformances of Air Liquide ALGLASS burners from modeling to in-situ analysisATIV Conference Parma Italy (2005)
[8] G Constantin Development of a Heat Recovery Technology for Oxygen and Fuel pre-heating applied to Oxy-Firing Glass Furnaces TNO Glass Trend Workshop on envi-ronment and energy efficency Versailles France May 7th (2007)
[9] Y Joumani J-F Simon B Leroux R Tsiava O Douxchamps J Behen Heat recove-ry for full-oxy Float furnaces with Alglass Sun burners First industrial results GMICWorkshop on Energy Efficiency Columbus (OH) Oct 15th (2009)
[10] EIGA Oxygen pipeline Systems IGC Doc 1302E (2002)
[11] Y Joumani R Tsiava M Till B Leroux R Fujinuma ldquoModeling of flexible separa-ted oxy combustion for glass industryrdquo XXth International Conference on Glass Kyoto Japan (2004)
[12] Ministegravere de lrsquoEcologie du Deacuteveloppement et de lrsquoAmeacutenagement DurablesMonographie sectorielle ndash Industries du verre France
Fig 9 Example of discounted cumulated cash 1047298ow difference between an oxy-Floatequipped with ALGLASS Heat recovery and a traditional oxy-Float