UNIVERSITÉ DE MONTRÉAL COMPENSATION DES … · Tableau 2-1 : Extrait du code G ... Tableau 3-1 :...
152
UNIVERSITÉ DE MONTRÉAL COMPENSATION DES ERREURS D’USINAGE PAR LE PROCESSUS INTERMITTENT D’INSPECTION RACHID GUIASSA DÉPARTEMENT DE GÉNIE MÉCANIQUE ÉCOLE POLYTECHNIQUE DE MONTRÉAL MÉMOIRE PRÉSENTÉ EN VUE DE L’OBTENTION DU DIPLÔME DE MAÎTRISE ÈS SCIENCES APPLIQUÉES (GÉNIE MÉCANIQUE) Septembre 2009 © Rachid Guiassa, 2009.
Transcript of UNIVERSITÉ DE MONTRÉAL COMPENSATION DES … · Tableau 2-1 : Extrait du code G ... Tableau 3-1 :...

UNIVERSITÉ DE MONTRÉAL
COMPENSATION DES ERREURS D’USINAGE PAR LE PROCESSUS
INTERMITTENT D’INSPECTION
RACHID GUIASSA
DÉPARTEMENT DE GÉNIE MÉCANIQUE
ÉCOLE POLYTECHNIQUE DE MONTRÉAL
MÉMOIRE PRÉSENTÉ EN VUE DE L’OBTENTION
DU DIPLÔME DE MAÎTRISE ÈS SCIENCES APPLIQUÉES
(GÉNIE MÉCANIQUE)
Septembre 2009
© Rachid Guiassa, 2009.

UNIVERSITÉ DE MONTRÉAL
ÉCOLE POLYTECHNIQUE DE MONTRÉAL
Ce mémoire intitulé :
COMPENSATION DES ERREURS D’USINAGE PAR LE PROCESSUS
INTERMITTENT D’INSPECTION
présenté par : GUIASSA Rachid
en vue de l’obtention du diplôme de : Maîtrise ès sciences appliquées
a été dûment accepté par le jury d’examen constitué de :
M. BALAZINSKI Marek, Ph.D., président
M. MAYER René, Ph.D., membre et directeur de recherche
M. BARON Luc, Ph.D., membre

iii
DÉDICACE
À mes parents, mes frères et sœurs,
À toute ma famille,
À tous mes amis.

iv
REMERCIEMENTS
Ce mémoire est le fruit des travaux effectués sous la direction du Professeur René Mayer
du département de génie mécanique de l’École Polytechnique de Montréal. Je tiens à le
remercier pour : son exceptionnel encadrement, sa disponibilité, sa patience, sa
gentillesse, ses bonnes orientations et conseils, la confiance qu’il m’accorde et pour son
aide morale et financière. Sans ses encouragements, ce travail, dont je suis fier, n’aurait
jamais vu le jour.
Je remercie Monsieur Marek Balazinski - Professeur à l’École Polytechnique de Montréal
- pour m’avoir fait l’honneur de participer au jury d’examen en tant que président.
Je remercie Monsieur Luc Baron - Professeur à l’École Polytechnique de Montréal - en
tant que membre de jury.
Les travaux expérimentaux ont été effectués au Laboratoire de Recherche en Fabrication
Virtuelle de la même école, Je tiens à remercier tout le personnel de ce laboratoire.
Exceptionnellement, le technicien Guy Giron, pour les facilités techniques appréciées
durant les tests de validation. Je remercie aussi le technicien François Ménard.
v
RÉSUMÉ
La procédure de compensation par le processus intermittent d’inspection est une
procédure de compensation des erreurs d’usinage utilisant la machine-outil pour inspecter
le profil réalisé en semi-finition pour ajuste la trajectoire d’outil en finition. Les erreurs
pouvant être détectées par l’inspection sur la machine-outil sont celles causées par
l’usure et les défauts de la géométrie de l’outil de coupe et le fléchissement de l’outil
et/ou de la pièce durant l’usinage. Ces erreurs sont divisées en deux composantes: une
Rε dépend de la profondeur de coupe et l’autre 0ε ne dépend pas de la profondeur de
coupe. L’inspection après la semi-finition fournit ces deux erreur combinées Tε , la
procédure de séparation est basée sur l’annulation de la profondeur de coupe pour un
court profil inspectable, l’erreur détectée est 0ε . La profondeur de coupe est considérée
en relation linéaire avec l’erreur Rε pour chaque position de la trajectoire. Par conséquent,
la trajectoire d’outil en finition est ajustée par la correction calculée en utilisant ces deux
erreurs et en introduisant l’effet de la profondeur de coupe. Trois méthodes sont
développées dans ce mémoire: la première mesure la profondeur réelle de coupe par
l’inspection avant et après usinage, la deuxième ignore une inspection pour réduire le
temps du non-usinage et la troisième introduit la variation de la rigidité de la pièce causée
par l’enlèvement de la matière. La validation expérimentale pour un trajet linéaire et un
autre circulaire montre l’efficacité de la technique proposée.

vi
ABSTRACT
The compensation by the process intermittent gagging is a procedure to compensate
machining errors using the machine tool to inspect the semi-finished cut and adjusts the
tool path in the finished cut. On machine measurement can detect only errors caused by:
tool wear and tool imperfect geometry and tool-part deflection under machining loads.
These errors are divided into two components: one Rε depends on the depth of cut and
other 0ε independent of the depth of cut. OMM inspection produced only the
combination Tε of these errors, the separation procedure is based on the depth of cut
cancelling for a short inspectable profile and 0ε is the correspond error detected. Linear
relationship between the depth of cut and Rε is considered for each nominal position.
Therefore, tool path adjustment of the finished cut is calculated using these two errors
and by introducing the depth of cut effect. Three methods are developed in this paper: the
first measure the actual depth of cut by inspection before and after machining, the second
ignore one inspection to reduce the unproductive time and the third introduced the
variation of the part rigidity caused by material removing. Experimental validation for the
linear and circular profiles shows the effectiveness of the proposed strategy.

vii
TABLE DES MATIÈRES
DÉDICACE…………………………………………………..………………………....iii
REMERCIEMENTS ....................................................................................................... iv
RÉSUMÉ ........................................................................................................................... v
ABSTRACT ...................................................................................................................... vi
TABLE DES MATIÈRES .............................................................................................. vii
LISTE DES TABLEAUX ................................................................................................. x
LISTE DES FIGURES .................................................................................................... xi
LISTE DES SYMBOLES ............................................................................................... xv
LISTE DES ANNEXES ................................................................................................ xvii
INTRODUCTION............................................................................................................. 1
1. REVUE DE LITTÉRATURE ................................................................................. 3
1.1 Erreurs affectant la précision d’usinage .......................................................... 3
1.1.2 Erreur volumétrique et cinématique .............................................................. 4
1.1.3 Modélisation de l’erreur géométrique et cinématique .................................. 7
1.1.4 Mesure de l’erreur géométrique et cinématique ........................................... 8
1.2 Compensation d’erreur .................................................................................... 11
1.3 Erreur causée par l’effort de coupe ................................................................ 18
1.3.1 Erreur dynamique ........................................................................................ 19
1.3.2 Erreur statique ............................................................................................. 20
1.4 Compensation d’erreur détectée par processus intermittent d’inspection . 24
1.4.1 Inspection de surface sur machine-outil ..................................................... 25

viii
1.4.2 Erreur de mesure sur machine-outil ............................................................ 26
1.4.3 Identification et compensation des erreurs détectées par la MMO ............. 27
1.5 Conclusion et objectifs ..................................................................................... 28
1.5.1 Conclusion ................................................................................................. 28
1.5.2 Objectif....................................................................................................... 29
2. MÉTHODE DE COMPENSATION BASÉE SUR LE PALPAGE EN USINAGE
INTERMITTENT ................................................................................................. 31
2.1 Principe de la compensation par le processus intermittent d’inspection .... 32
2.2 Méthode de miroir ........................................................................................... 36
2.3 Méthode proposée : intégration de la profondeur de coupe dans le calcul de
la compensation ................................................................................................ 38
2.3.1 Hypothèses .................................................................................................. 40
2.3.2 Séparation des erreurs ................................................................................. 45
2.3.3 Première méthode : compensation de l’erreur Rε avec double inspection .. 48
2.3.4 Deuxième méthode : compensation de l’erreur Rε avec simple inspection 51
2.3.5 Étude analytique comparative entre la technique de compensation proposée
et la technique de miroir ............................................................................. 54
2.3.6 Troisième méthode : compensation de l’erreur d’usinage avec variation
significative de la rigidité de la pièce ......................................................... 58
2.3.7 Comparaison, par un exemple numérique simple, entre les compensations
calculées par les méthodes discutées dans ce chapitre ............................... 61
3. ÉTUDE EXPERIMENTALE ............................................................................... 65

ix
3.1 Protocole expérimental .................................................................................... 65
3.1.1 Équipements utilisés ................................................................................... 65
3.1.2 Procédure expérimentale ............................................................................. 72
3.1.3 Compensation de l’erreur de forme pour un trajet linéaire ......................... 76
3.1.4 Compensation de l’erreur d’usinage pour un trajet circulaire .................... 79
3.2 Résultats expérimentaux.................................................................................. 84
3.2.1 Compensation de l’erreur de forme pour le trajet linéaire .......................... 84
3.2.2 Compensation de l’erreur pour le trajet circulaire ...................................... 88
3.2.3 Comparaison entre la correction par la troisième méthode proposée et par la
méthode de miroir .................................................................................... 102
CONCLUSION ............................................................................................................. 105
PERSPECTIVES .......................................................................................................... 107
RÉFERENCES .............................................................................................................. 108
ANNEXES ..................................................................................................................... 114

x
LISTE DES TABLEAUX
Tableau 2-1 : Extrait du code G ........................................................................................ 33
Tableau 3-1 : Quelques caractéristiques de la machine Huron KX8 Five ........................ 68
Tableau 3-2: Quelques caractéristiques de l’outil de coupe ............................................. 69
Tableau 3-3 : Les paramètres de coupe pour le test de compensation de l’erreur de forme.
..................................................................................................................... 76
Tableau 3-4 : Paramètres de coupe pour le test de compensation du trajet circulaire ...... 83
Tableau 3-5 : Compensation selon les deux méthodes (proposée et de miroir) pour
certains points sélectionnés. ...................................................................... 104

xi
LISTE DES FIGURES
Figure 1-1 : Six composants de l’erreur de mouvement d’une articulation prismatique de
machine [4]. .................................................................................................... 5
Figure 1-2 : Défaut de perpendicularité entre deux axes et son effet sur la pose d’outil. ... 6
Figure 1-3 : Illustration de quelques défauts détectés par un test circulaire utilisant la
barre à bille; a) pics d’inversion, b) jeu d’inversion ‘backlash’, c) écart
d’échelle, d) perpendicularité. ......................................................................... 7
Figure 1-4 : Mesure directe par interféromètre laser [10] ................................................... 8
Figure 1-5: Plaque à billes. ................................................................................................. 9
Figure 1-6 : Concept de la méthode de compensation de l’erreur géométrique de Lei et
Sung. .............................................................................................................. 13
Figure 1-7 : Quatre paramètres caractéristiques de l’erreur et de la tolérance [18]. ......... 15
Figure 1-8 : Base de données de la méthode de Cho et al. (a) usinage avec profondeur
radiale de coupe variable, (b, c) enregistrement des paramètres vs la
profondeur radiale de coupe [18]. ................................................................. 16
Figure 1-9 : Efforts de coupe prédits et mesurés [20]. ...................................................... 18
Figure 1-10 :Modélisation du comportement dynamique de l’outil-pièce [21]. ............... 19
Figure 1-11 : Lobes de stabilité. ....................................................................................... 20
Figure 1-12 : Discrétisation de l’outil en disques pour calculer l’effort total [26]. .......... 22
Figure 1-13 : Méthode du miroir adoptée par Bandy et al. ............................................... 27
Figure 2-1 : Profil désiré obtenu après plus d’une passe pour fin d’inspection entre-
passes. ............................................................................................................ 32

xii
Figure 2-2 : Illustration de l’erreur de montage. ............................................................... 35
Figure 2-3 : Définition de l’erreur d’usinage. ................................................................... 36
Figure 2-4 : La méthode de miroir .................................................................................... 37
Figure 2-5 : Erreur causée par l’usure et les défauts de géométrie de l’outil (cercle
continu correspond à l’outil usé).................................................................... 38
Figure 2-6 : Erreur de faible rigidité : (a) cas rigide, (b) fléchissement de l’outil et de la
pièce durant l’usinage, (c) erreur résultant du fléchissement. ...................... 39
Figure 2-7 : Comparaison d’une loi de coupe exponentielle de type Kienzle et d’une loi
affine dérivée [37] .......................................................................................... 43
Figure 2-8 : La relation linéaire entre Tε et effh .............................................................. 45
Figure 2-9 : Réduction de la profondeur de coupe sur un court trajet. ............................. 46
Figure 2-10 : Profondeur radiale de coupe considérée pour le calcul de la compensation
pour un trajet circulaire dans le cas de l’engagement progressif de l’outil. 47
Figure 2-11 : Concept général d’inspection et de compensation par la première méthode.
(A, B, C et D : les profils programmés) ....................................................... 49
Figure 2-12 : Procédure de compensation par la méthode en une inspection ................... 52
Figure 2-13 : Estimation de la variation de rigidité en finition à partir de la variation de
rigidité en semi-finition. .............................................................................. 59
Figure 2-14 Exemple numérique ...................................................................................... 62
Figure 2-15 : Exemple numérique : La compensation de l’erreur (Figure 2-14-a) calculée
par les méthodes discutées dans ce chapitre. ............................................... 63
Figure 3-1: Première pièce utilisée pour les tests expérimentaux; paroi droite. ............... 65

xiii
Figure 3-2: Deuxième pièce utilisée pour les tests expérimentaux : paroi circulaire. ...... 66
Figure 3-3: Centre d’usinage HURON KX 8 Five. .......................................................... 67
Figure 3-4: Outil de coupe utilisé. .................................................................................... 68
Figure 3-5: Palpeur Renishaw MP700 .............................................................................. 69
Figure 3-6: MMT du LRFV de marque LK tool modèle G90C. ...................................... 70
Figure 3-7: Bague de référence Ø2.40004″. ..................................................................... 71
Figure 3-8: Comparateur utilisé pour vérifier le défaut de forme linéaire. ....................... 72
Figure 3-9 Erreur de forme à partir des données d’inspection .......................................... 73
Figure 3-10: La procédure de compensation. ................................................................... 75
Figure 3-11: Géométrie 2D de la pièce utilisée pour le test linéaire. ............................... 76
Figure 3-12: Mesure de la bague étalon de diamètre 2.40004″. ....................................... 80
Figure 3-13: Géométrie 2D de la pièce et outil avec sa trajectoire ................................... 83
Figure 3-14 : Inspection par palpage sur machine-outil d’un profil réalisé suivant le trajet
linéaire.......................................................................................................... 84
Figure 3-15 : Superposition de l’erreur par rapport à l’encastrement, mesurée sur MO et
la mesure obtenue par comparateur sur marbre. .......................................... 85
Figure 3-16: Erreur avant et après compensation par la méthode de miroir. .................... 86
Figure 3-17: Résultat de compensation par la méthode en deux inspections. .................. 87
Figure 3-18: Inspection de la bague étalon sur MO. ......................................................... 89
Figure 3-19: Variation du rayon mesuré par rapport au rayon de la bague. ..................... 90
Figure 3-20: Inspection de la bague étalon sur MMT. ...................................................... 91
xiv
Figure 3-21 : Résultats d’inspection du profil usiné après la première passe et après la
deuxième passe. ........................................................................................... 92
Figure 3-22 : Excentricité du cercle obtenu par rapport au centre du cercle programmé
pour 9 inspections après usinage................................................................. 93
Figure 3-23: Erreur d’usinage centrée .............................................................................. 94
Figure 3-24 : Variation de la profondeur de coupe à la fin du trajet d’outil; la profondeur
programmée à la fin du trajet est nulle. ....................................................... 95
Figure 3-25 : Géométrie 2D de la pièce : principale cause de la variation de l’erreur en
deuxième passe par rapport à la première passe. ........................................ 96
Figure 3-26 : Erreur de conversion en NURBS de la trajectoire nominale d’outil en
finition. ......................................................................................................... 97
Figure 3-27: Erreur d’approximation des 72 points mesurés sur le premier profil obtenu.
...................................................................................................................... 98
Figure 3-28: Approximation des erreurs. .......................................................................... 99
Figure 3-29 : Déviation (compensation) programmée en finition par rapport au profil
désiré. ......................................................................................................... 100
Figure 3-30 : Profil obtenu après compensation par la méthode 3 ................................. 101
Figure 3-31 : Correction de trajet d’outil par la méthode proposée et par la méthode de
miroir......................................................................................................... 103
xv
LISTE DES SYMBOLES
ax : Position actuelle
dx : Position déviée
er : Vecteur d’erreur
cr : Vecteur de compensation
Tε : Erreur d’usinage détectée par l’inspection sur machine-outil
0ε : Erreur causée par la géométrie de l’outil de coupe
Rε : Erreur causée la faible rigidité
T1ε : Erreur d’usinage détectée après la première passe
T2ε : Erreur d’usinage détectée après la deuxième passe
εΔ : Erreur résiduelle après compensation par la méthode de miroir
RC : Compensation de l’erreur Rε
0C : Compensation de l’erreur 0ε
TC : Compensation de l’erreur Tε
ROε : Fléchissement de l’outil
RPε : Fléchissement de la pièce
F : Effort radiale de coupe
ROK : Coefficient de compliance de l’outil
RPK : Coefficient de compliance de la pièce
ρ : Coefficient de compliance de l’ensemble outil-pièce pour une position
donnée
ρΔ : Variation du coefficient ρ après la passe de semi-finition
FρΔ : Estimation de la variation du coefficient ρ après la passe de finition par
rapport à la passe de semi-finition
effh : Profondeur de coupe effective en semi-finition

xvi
eff_Fh : Profondeur de coupe désirée en finition
n1h : Profondeur de coupe programmée pour la première passe (semi-finition)
n2h : Profondeur de coupe programmée pour la deuxième passe (semi-finition)
nFh : Profondeur de coupe programmée pour la passe de finition

xvii
LISTE DES ANNEXES
ANNEXE A: Outils mathématiques………………………………………………….114
ANNEXE B : Code G pour la trajectoire circulaire………………………………...127

1
INTRODUCTION
Le fraisage est une opération de base dans la fabrication des pièces mécaniques sur
machines-outils. À partir des dimensions imposées par le design, la machine est
programmée pour effectuer l’enlèvement de la matière nécessaire pour l’obtention de la
surface finale désirée. Ceci passe par le calcul de la trajectoire d’outil avec grande
précision. Après usinage, la pièce produite doit répondre à un critère de conformité
dimensionnelle pour pouvoir l’assembler dans le mécanisme pour lequel elle est
fabriquée et pour qu’elle accomplisse sa mission planifiée.
L’imprécision des pièces fabriquées sur machine-outil est causée par une multitude de
sources d’erreur.
Le présent mémoire traite les erreurs produites au cours de l’usinage. Ces erreurs sont
causées principalement par l’imprécision des dimensions de l’outil de coupe, à savoir
l’usure et l’imperfection de sa géométrie et le fléchissement de la pièce et/ou de l’outil
durant l’usinage à cause de l’effort de coupe.
La machine-outil est conçue pour usiner, mais elle peut effectuer la tâche d’inspection.
Ceci par palpage de la surface usiné en utilisant un palpeur remplaçant l’outil de coupe.
La surface obtenue par inspection peut être comparée avec celle programmée ou désirée
pour évaluer l’imprécision à condition que les erreurs systématiques de la machine-outil
et les erreurs de palpage soient étudiées séparément ou négligées.
Dans ce mémoire, une technique qui vise l’amélioration de la précision des pièces
fabriquées sur machines-outils est développée. Elle utilise la machine-outil pour usiner et
pour inspecter le profil réalisé en semi-finition. En finition une correction de la trajectoire

2
est calculée pour anticiper l’erreur attendue. La procédure de compensation utilisant la
machine-outil pour inspecter et corriger la trajectoire d’outil en utilisant l’erreur détectée
s’appelle le processus intermittent d’inspection.
La technique existante, appelée la méthode de miroir, corrige la trajectoire d’outil en
finition en ajoutant l’erreur détectée en semi-finition, mais en sens inverse.
La profondeur radiale de coupe est un élément important à considérer. Le changement de
l’amplitude de la profondeur de coupe cause un changement de l’amplitude du
fléchissement de l’ensemble outil-pièce-machine. Par conséquent, l’erreur d’usinage peut
changer significativement d’amplitude.
La technique développée introduit la profondeur radiale de coupe dans le calcul de la
compensation. L’erreur d’usinage détectée par inspection sur machine-outil est divisée en
deux composantes : une dépend de la profondeur de coupe, appelée l’erreur de faible
rigidité, et l’autre ne dépend pas la profondeur de coupe. Ces deux erreurs ne se
compensent pas de la même manière.
La technique développée est sous la forme de trois méthodes. La première mesure la
profondeur effective de coupe. Par conséquent, elle nécessite la double inspection du
profil avant et après usinage. La deuxième ignore une inspection sous l’hypothèse de la
négligence de la variation de rigidité de la pièce à cause de l’enlèvement de la matière. La
troisième introduit la variation de la rigidité dans le calcul de la compensation.
Le mémoire détaille les travaux effectués à l’École Polytechnique de Montréal et la
validation expérimentale effectuée au sein du Laboratoire de Recherche en Fabrication
Virtuelle de la même école.

3
1. REVUE DE LITTÉRATURE
Ce chapitre présente une recherche bibliographique sur l’erreur affectant la précision des
pièces fabriquées sur machine-outil. Il présente quelques travaux antérieurs sur les
méthodologies de réduction de l’imprécision d’usinage.
1.1 Erreurs affectant la précision d’usinage
Les dimensions finales des pièces usinées sur machines-outils doivent répondre aux
critères de conformité dictés par la conception. D’un côté l’évolution technologique de la
conception exige de plus en plus de tolérances assez sévères pour des raisons de montage
et de rôle des pièces durant leur cycle de vie. De l’autre côté, la modernisation des
machines-outils pour répondre aux exigences du produit fini reste insuffisante. Pour ces
raisons, de multiples recherches sont menées pour apporter un correctif à la trajectoire
nominale de l’outil dans le but d’obtenir des dimensions acceptables pour la pièce finie.
La précision des pièces fabriquées sur machine-outil se trouve affectée par une variété
d’erreurs que l’on peut classer grossièrement [1] comme suit:
a) erreurs géométriques : causées par les défauts de la structure et des composants de la
machine-outil;
b) erreurs cinématiques : causées par l’imprécision du mouvement relatif des
composants de la machine;
c) erreur causée par la dilatation thermique des composants de la machine;
d) erreur causée par l’effort de coupe;
e) erreur résultant de l’usure de l’outil de coupe;
f) autres erreurs causées par :

4
- la rotation de la broche et la variation de l’effort de coupe (dynamique);
- la fixation de la pièce;
- le fléchissement par force d’inertie des composants de la machine;
- l’algorithme d’interpolation;
- l’encodeur de position.
Les erreurs géométriques, cinématiques et thermiques s’appellent erreurs quasi-statiques,
qui sont associées au comportement à basse vitesse et varient peu à court terme. D’autres
erreurs affectant la qualité de la surface sont les erreurs dynamiques qui sont causées
principalement par la variation avec le temps de l’effort de coupe et du comportement
dynamique de la machine-outil.
Ces erreurs se combinent pour constituer une erreur résultante affectant directement la
précision dimensionnelle de la pièce.
Par la considération de toutes ces erreurs répertoriées, on comprend la complexité de les
impliquer dans une procédure d’amélioration de la précision d’usinage. Les principales
erreurs étudiées dans la littérature sont : les erreurs géométrique, cinématique, thermique,
et celles causées par l’effort de coupe [2].
1.1.2 Erreur volumétrique et cinématique
L’erreur volumétrique d’une machine-outil se définit comme l’erreur de mouvement
relatif entre l’outil et la pièce [3]. Une cause importante d’erreur volumétrique provient
du mouvement de chaque axe de la machine qui peut être décrit par six degrés de liberté:
trois translations et trois rotations, alors qu’idéalement un seul degré de liberté est présent
suivant l’axe du mouvement souhaité linéaire ou de rotation.

5
Selon la norme ISO 230-1 [4], les six erreurs d’une articulation prismatique suivant l’axe
Y illustrées à la Figure 1-1sont :
a) yty : erreur de positionnement selon l’axe de mouvement y (écart d’échelle);
b) ytx : erreur de positionnement selon l’axe x (erreur de rectitude);
c) ytz : erreur de positionnement selon l’axe z (erreur de rectitude);
d) yry : erreur de rotation suivant l’axe du mouvement (roulis);
e) yrz : erreur de rotation suivant l’axe z (lacet);
f) yrx : erreur de rotation suivant l’axe x (tangage).
Figure 1-1 : Six composants de l’erreur de mouvement d’une articulation prismatique de
machine [4].

6
Pour une machine multiaxes; les écarts géométriques de membrure [5] s’ajoutent aux
erreurs de chaque axe. Par exemple, l’effet d’une perpendicularité imparfaite entre deux
axes illustrés à la Figure 1-2, qui est invariant, mais qui est plus grave que celle d’un
écart d’échelle car il se multiple par le bras de levier qui s’appelle ‘distance d’ABBE’.
Figure 1-2 : Défaut de perpendicularité entre deux axes et son effet sur la pose d’outil.
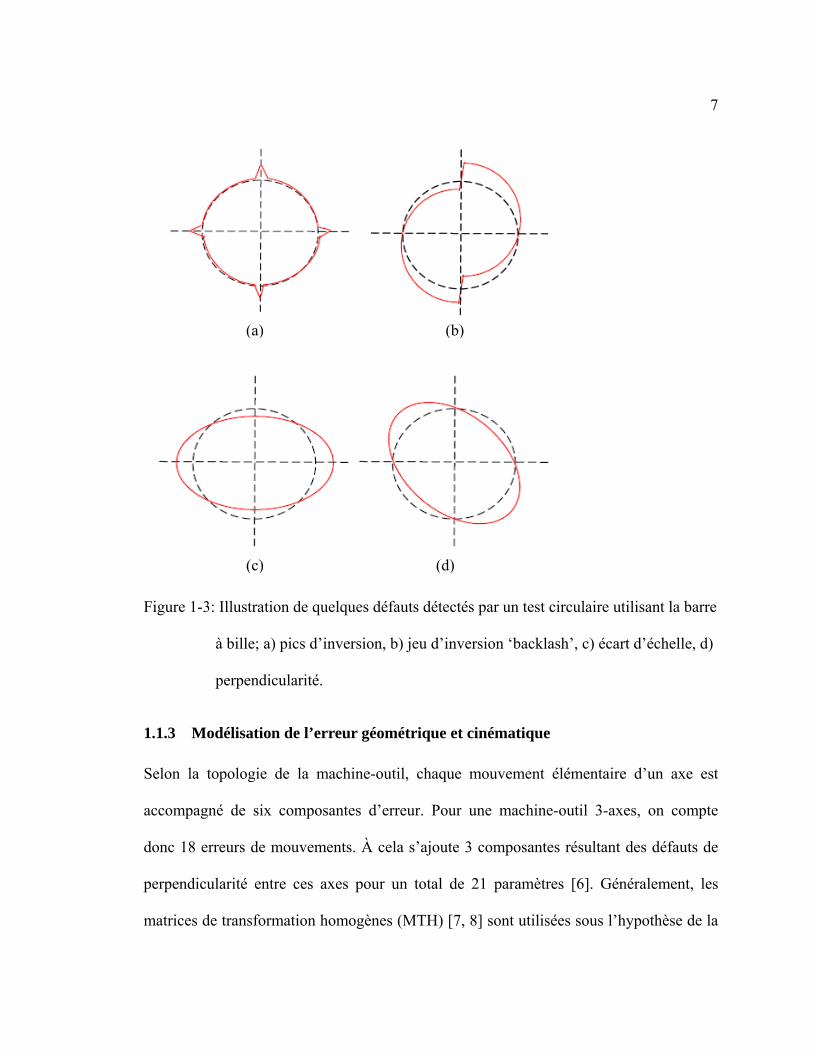
D’autres erreurs sont causées par le mouvement des différents éléments de la machine
comme les pics et les jeux d’inversion ‘backlash’. La Figure 1-3 illustre quatre exemples
de défaut pouvant être détectés lors d’un test circulaire (utilisant la barre à billes).
Mesure d’ABBE
Y guide
Membrure
Défaut de perpendicularité
Outil
X guide
7
Figure 1-3: Illustration de quelques défauts détectés par un test circulaire utilisant la barre
à bille; a) pics d’inversion, b) jeu d’inversion ‘backlash’, c) écart d’échelle, d)
perpendicularité.
1.1.3 Modélisation de l’erreur géométrique et cinématique
Selon la topologie de la machine-outil, chaque mouvement élémentaire d’un axe est
accompagné de six composantes d’erreur. Pour une machine-outil 3-axes, on compte
donc 18 erreurs de mouvements. À cela s’ajoute 3 composantes résultant des défauts de
perpendicularité entre ces axes pour un total de 21 paramètres [6]. Généralement, les
matrices de transformation homogènes (MTH) [7, 8] sont utilisées sous l’hypothèse de la
(a) (b)
(c) (d)

8
cinématique des corps rigides pour modéliser la propagation de ces erreurs durant le
mouvement relatif des composants de la machine. L’erreur résultante au bout de l’outil
par rapport à la pièce est alors exprimée en fonction de ces paramètres d’erreur. Pour une
machine 5-axes, 8 paramètres sont identifiés [9] : 6 paramètres pour chaque axe,
3 paramètres de défaut d’orthogonalité et 5 paramètres associés aux axes de rotation.
1.1.4 Mesure de l’erreur géométrique et cinématique
L’objectif de la modélisation de ces erreurs, est l’identification des paramètres pour une
éventuelle correction qui passe par la mesure de l’erreur résultante au bout de l’outil. Les
méthodes utilisées pour la mesure d’erreur peuvent être classées en deux catégories [6]:
Figure 1-4 : Mesure directe par interféromètre laser [10]

9
La première est la mesure directe d’erreur : cette méthode consiste à mesurer directement
par un instrument comme l’interféromètre laser (Figure 1-4), ou la barre à bille. Ses
indications sont comparées avec la trajectoire commandée pour évaluer les erreurs au
bout de l’outil.
La deuxième est la mesure d’un artefact ou d’une pièce de référence : un palpeur est
monté à la broche remplaçant l’outil, une pièce ou un artefact telle qu’une plaque à billes
illustrée à la Figure 1-5, cet artefact est pré-étalonné sur une machine à mesurer
tridimensionnelle (MMT) [11]. La comparaison des mesures par palpage sur machine-
outil des 36 sphères avec leurs coordonnées prédéfinies permet d’étudier les erreurs de la
machine-outil. La figure illustre l’utilisation de trois billes pour établir un système de
référence [11].
Figure 1-5: Plaque à billes.
10
Erreur thermique
La variation de la température des éléments de la machine-outil provoque des
déformations qui affectent la précision de positionnement de l’outil par rapport à la pièce.
Plusieurs sources de chaleur peuvent être citées [12]:
a) roulements,
b) huile hydraulique,
c) pompes et moteurs,
d) glissières,
e) action de coupe et de copeaux,
f) autres sources de chaleur (environnement extérieur).
Les erreurs thermiques peuvent être divisées en deux catégories. La première inclut les
erreurs qui varient en fonction de la température mais pas en fonction des coordonnées
absolues. La deuxième inclut les erreurs qui changent aussi avec les coordonnées
machine. La théorie thermo-élastique des structures est souvent utilisée [13] pour
modéliser l’effet du comportement thermique de la structure de la machine sur sa
précision. Généralement, l’erreur thermique se base sur des modèles empiriques et
s’appuie sur la collecte des données sous des conditions spécifiques. Ma [14] a proposé
une analyse modale utilisant la théorie thermo-élastique et l’analyse par éléments finis.
Les chercheurs accordent beaucoup d’importance à la collecte des données (température),
au choix de l’emplacement des capteurs et leur nombre. Plusieurs méthodes sont utilisées
pour la prédiction de l’erreur thermique. Certains auteurs introduisent les erreurs
thermiques avec les erreurs géométriques et cinématiques dans le même modèle. Chen et

11
al. [15] proposent un modèle avec 32 paramètres d’erreur au lieu de 21 pour une machine
3-axes incluant 11 paramètres supplémentaires pour représenter l’erreur thermique.
1.2 Compensation d’erreur
La compensation est la procédure d’élimination d’erreur systématique dans le but
d’améliorer la précision de la pièce usinée. Ramesh [1] résume et classifie les différents
types d’erreurs ainsi que les méthodologies d’identification et de compensation. Selon
cette étude, les principaux types d’erreur sont les erreurs géométrique, thermique et
l’erreur causée par l’effort de coupe. L’élimination des erreurs est classée en deux
catégories : la première est l’évitement d’erreur; soit par l’amélioration de la qualité des
machines-outils ou par la conception du procédé. La deuxième vient compléter la
première et s’appelle la compensation d’erreurs; elle essaie d’annuler l’effet de l’erreur.
Cette catégorie d’élimination d’erreur concerne la programmation de la machine-outil, où
l’erreur étant prévisible et une correction est apportée au mouvement des différents
éléments de la machine pour anticiper cette erreur.
Durant le procédé d’usinage, la position désirée dx de l’outil n’est pas atteinte avec
précision, il en résulte une déviation (erreur) )( dxe . Cette déviation doit être prédite par
un modèle d’erreur et ensuite utilisée comme entrée pour un autre modèle pour calculer la
position à commander, cx pour atteindre cette position désirée. Chen et al. [15] propose
un schéma récursif de compensation. L’idée de cette procédure est que la position
actuelle ax de l’outil s’exprime en fonction de dx et l’erreur )( dxe tel que :
)( dda xexx +=

12
Selon Chen et al., le choix de la position commandée )( ddc xexx −= pour atteindre dx
est insuffisant parce que la position actuelle devient :
))(()()( ddddcca xexexexxexx −+−=+=
Cette approche n’est pas populaire car pour l’erreur géométrique et pour les petits écarts
de positionnement )())(( ddd xexexe ≈− , le vecteur de compensation cr peut être calculé
tout simplement à partir du vecteur d’erreur er comme suit :
ec rr−= [16]
Généralement, la compensation se calcule pour chaque mouvement (incrément) de l’outil.
Si la trajectoire est composée d’un grand nombre d’incréments linéaires et si les modèles
de calcul sont complexes et accompagnés d’erreurs de calcul, ceci peut nuire à la
compensation. Lei et Sung [16] propose une approche pour compenser toute la trajectoire
d’outil en une seule étape de calcul. La trajectoire commandée est représentée par le
modèle mathématique ‘Non Uniform Rationnel Base Spline’ (NURBS), ce qui a permis
de contrôler la trajectoire composée d’un grand nombre d’incréments linéaires par
quelques points de contrôle (pôles). La Figure 1-6 montre le concept de la méthode de
Lei et Sung.
La trajectoire commandée )(uC est contrôlée par les points nP . Pour l’erreur géométrique,
chaque point de )(uC doit être injecté dans le modèle d’erreur pour calculer l’erreur
)(ue correspondante. Ensuite, la trajectoire déviée )(uCe est l’ensemble de ces points :
)()()( ueuCuCe +=

13
Figure 1-6 : Concept de la méthode de compensation de l’erreur géométrique de Lei et
Sung.
Selon Lei et Sung, la trajectoire déviée )(uCe peut être approximée (recherche des points
de contrôle) par une NURBS utilisant les mêmes paramètres1 de la trajectoire
commandée (fonctions B-Spline et vecteur nodale). Mais Lei et Sung injectent les points
de contrôle nP de )(uC dans le modèle d’erreur pour obtenir des déviations nPΔ , ensuite
ils construisent une courbe )(uCe′ avec les mêmes paramètres de )(uC , mais contrôlée
1 Voir annexe pour plus de détail sur les courbes NURBS.
30 35 40 45 50 55 60 65-10
0
10
20
30
40
50
60
70
Trajectoire compensée
Erreur
Trajectoire programmée
Trajectoire déviée
nn PP Δ+nP
nn PP Δ−

14
par les points nn PP Δ+ . La courbe )(uCe′ n’est pas forcément )(uCe , mais c’est une
approximation de )(uCe′ . La précision de cette approximation dépend d’un côté du
nombre de points de contrôle et de l’autre côté du modèle géométrique d’erreur.
Si par exemple l’erreur dépend linéairement de la position, c'est-à-dire )()( uCbaue += ,
cette approximation est exacte.
Lo et Hsiao [17] proposent une procédure de compensation qui peut surmonter les
difficultés rencontrées avec les autres méthodes où les modèles et les algorithmes sont
complexes et lourds. Cette méthode est basée sur l’inspection de la pièce finie sur une
machine à mesurer tridimensionnelle (MMT). La pièce est usinée en utilisant la
trajectoire nominale, ensuite la pièce est inspectée sur MMT pour évaluer la trajectoire
déviée. La pièce suivante est usinée suivant une trajectoire calculée par le décalage
symétrique de la trajectoire déviée par rapport à la trajectoire nominale. Ce processus se
répète jusqu'à l’obtention d’une précision acceptable. Cette méthode s’applique
efficacement dans le cas de la production en série, le démontage de la pièce de la
machine-outil, le transport, l’inspection sur MMT dans des conditions différentes à celles
d’usinage et la perte des références pièce compliquent l’identification de l’erreur réelle
d’usinage.
Cho et al. [18] proposent une méthode de compensation d’erreur d’usinage utilisant une
base de données d’inspection sur machine-outil de surface usinée. Ils caractérisent
d’abord les erreurs géométriques de la machine-outil ainsi que l’erreur de mesure sur
machine-outil; ces erreurs ne dépendent pas du processus d’usinage et doivent être
compensées séparément. L’erreur d’usinage est caractérisée par deux paramètres :

15
L’intervalle de variation de l’erreur errW et une cote errD localisant cet intervalle
d’erreur par rapport à la référence. La surface à usiner est caractérisée par deux
paramètres : l’intervalle de tolérance tolW et une cote tolD définissant la surface à usiner
par rapport à une référence.
La Figure 1-7 montre ces quatre paramètres définissant la surface à usiner.
Figure 1-7 : Quatre paramètres caractéristiques de l’erreur et de la tolérance [18].
Cho et al. expriment les deux paramètres errW et errD en fonction de la profondeur
radiale de coupe DR par deux relations empiriques, tout en gardant les autres paramètres
de coupe inchangés (vitesse d’avance et profondeur axiale de coupe).

16
Figure 1-8 : Base de données de la méthode de Cho et al. (a) usinage avec profondeur
radiale de coupe variable, (b, c) enregistrement des paramètres vs la
profondeur radiale de coupe [18].
Pour établir ces relations, ils varient la profondeur radiale de coupe et enregistrent errW
et errD . La Figure 1-8 montre la pièce utilisée pour construire cette base de données sur
un trajet d’outil de 65 mm et DR varient de 0.0 à 2.5mm.
(a
(b)
(c)

17
D’après ces résultats, il est possible d’exprimer les deux paramètres errW et errD en
fonction de DR par des relations empiriques (polynomiale). La méthodologie de
compensation de Cho et al. est basée sur ces relations; pour une profondeur radiale de
coupe donnée, ils prédisent les deux paramètres errW et errD . Une correction de la
trajectoire d’outil est nécessaire si ces paramètres rendent la pièce hors tolérance ; cette
correction s’effectue hors ligne en cherchant la position corrigée optimale par un calcul
itératif :
a) nc PP = (la première position corrigée est la position nominale)
b) Pour i=1 à N (nombre maximal d’itérations)
Calculer la profondeur radiale de coupe DR qui correspond à cP .
Prédire les deux paramètres errW et errD correspondant à DR (à partir de la base
de données).
Si 0Wtol ≈− errW ou N=i fin
Sinon actualise errtolcc WWPP −+= et aller à b)
Les résultats de Cho et al. montrent que l’erreur errD augmente avec l’augmentation de la
profondeur radiale de coupe, cette relation peut être affectée si la pièce présente un
changement significatif de rigidité le long de la trajectoire d’outil. Cho et al. mettent en
hypothèses, pour que cette méthode soit efficace, que l’erreur causée par le fléchissement
d’outil et sa mauvaise géométrie (‘runout’) sont les erreurs dominantes. Généralement, la
compensation concerne la phase de finition. Par conséquent la profondeur de coupe peut
18
être sélectionnée de manière à minimiser le fléchissement de l’outil. Dans ce cas l’erreur
causée par la faible rigidité de la pièce peut être dominante.
1.3 Erreur causée par l’effort de coupe
Les méthodes et modèles développés pour l’identification des erreurs paramétriques des
machines[9], peuvent êtres utilisées pour prédire les erreurs volumétriques [19]. Par
contre, généralement, les essais de mesure sont effectués à vide, c’est-à-dire que les
erreurs sont identifiées hors usinage. Par exemple, le fraisage hélicoïdal est un procédé
d’usinage qui nécessite un effort de coupe.
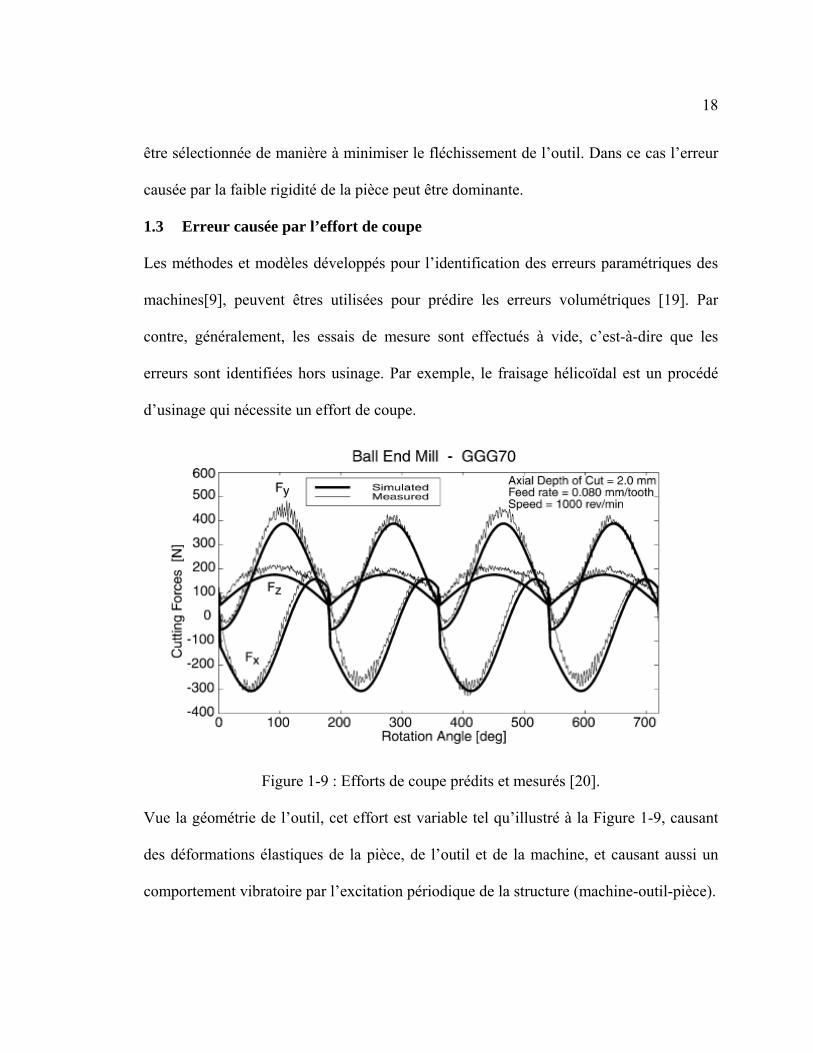
Figure 1-9 : Efforts de coupe prédits et mesurés [20].
Vue la géométrie de l’outil, cet effort est variable tel qu’illustré à la Figure 1-9, causant
des déformations élastiques de la pièce, de l’outil et de la machine, et causant aussi un
comportement vibratoire par l’excitation périodique de la structure (machine-outil-pièce).

19
L’effort de coupe est à l’origine de deux types d’erreurs : l’erreur dynamique et l’erreur
statique.
Dans cette section, nous discutons des travaux effectués pour surmonter ces problèmes.
1.3.1 Erreur dynamique
L’erreur dynamique est causée principalement par les vibrations résultant de la variation
de l’effort de coupe. Les vibrations causées par l’effort de coupe dépendent des
paramètres de coupe (profondeur de passe et vitesse de rotation de la broche).
Figure 1-10 : Modélisation du comportement dynamique de l’outil-pièce [21].
Altintas et Budak [21] proposent une méthodologie pour éliminer ce type d’erreurs.
La Figure 1-10 montre la modélisation 2D du comportement dynamique de l’outil. Cette
procédure est basée sur l’établissement des abaques pour chaque couple outil-pièce. Ces

20
abaques consistent en des lobes de stabilité, montré à la Figure 1-11, et définissent la
profondeur de coupe (passe) maximale permise en fonction de la vitesse de rotation de la
broche pour laquelle le système outil-pièce reste stable.
Figure 1-11 : Lobes de stabilité.
La procédure expérimentale pour définir ces lobes de stabilité est basée sur l’analyse
modale et l’identification de la fonction de transfert en utilisant un instrument source
d’une force excitant la structure. Les vibrations résultant sont mesurées par un
accéléromètre fixé sur la broche et analysées pour calculer la profondeur de passe
critique.
1.3.2 Erreur statique
Le fraisage hélicoïdal est une opération de base pour l’usinage des pièces mécaniques. Ce
procédé est accompagné par des efforts causant des déformations élastiques pour
l’ensemble (outil, pièce et machine). La déviation résultante affecte la précision des
surfaces usinées. Selon sa rigidité, chaque élément participe à cette déviation. La

21
prédiction avec précision en tenant compte de la faible rigidité de ces éléments est une
opération lourde ou difficile. Pour pouvoir modéliser ces erreurs, les chercheurs les
traitent généralement séparément.
Fléchissement de l’outil
En fraisage périphérique, l’outil fléchit sous l’effort de coupe, ce qui affecte la précision
de la pièce finie. Pour surmonter ce problème, plusieurs approches d’évaluation et de
compensation ont été étudiées [22].
Le bon choix des conditions de coupe, à savoir la vitesse d’avance et la profondeur
radiale et axiale de coupe peut réduire cette erreur [23, 24]. Ces approches sont d’une
efficacité limitée et peuvent affecter le choix des conditions de coupe optimisant la
production. La modification de la trajectoire d’outil permet d’améliorer la précision tout
en gardant une production optimale. Cette procédure nécessite une bonne modélisation de
l’effort de coupe et une description de la géométrie de l’outil.
Le modèle de calcul de la déformation de l’outil est basé sur le calcul du fléchissement
d’une poutre cylindrique encastrée soumise à un effort de flexion. La variation de la
déformation avec l’avance est généralement négligée comme dans l’équation 1.1 du
modèle proposé par Kline et al. [25].
[ ])()(3)()(6
)( 233 CFYLZLZLZCFYEIF
zdy
yy −−−−−−= (1.1)
)(zd y : déformation correspondant à la position Z sur l’axe de l’outil;
yF : effort dans la direction radiale de l’outil;
CFY : localise le point d’application de la force;

22
L , yI : longueur et moment d’inertie de l’outil respectivement.
Kline et al. [25] traitent les géométries complexes de l’outil comme une somme d’outils
élémentaires, tel qu’illustré à la Figure 1-12. Ainsi, une fraise cylindrique avec un angle
d’hélice non nul se décompose suivant son axe comme un empilement d’outils
élémentaires.
Figure 1-12 : Discrétisation de l’outil en disques pour calculer l’effort total [26].
Le but de cette subdivision est de considérer l’angle d’hélice nul pour chaque arête
élémentaire sur le disque pour pouvoir appliquer les lois de coupe simplifiées du fraisage
orthogonal. L’effort est la somme de tous les efforts élémentaires appliqués aux disques.
L’algorithme d’Altintas [27] permet de tracer les composantes d’effort en fonction de
l’angle de rotation de l’outil : pour chaque position angulaire de l’outil, les trois

23
composantes de l’effort sont calculées par la somme des efforts élémentaires appliquées
aux disques. L’effort élémentaire appliqué à un disque est la somme des efforts appliqués
aux arêtes coupantes en contact avec la matière.
Fléchissement de la pièce sous l’effort de coupe
Si la pièce présente une faible rigidité, elle fléchit sous l’effort de coupe et ce
fléchissement empêche l’outil d’enlever la quantité de matière prévue, produisant ainsi
une imprécision sur la surface finie. Des pièces mécaniques de faible rigidité sont
utilisées dans l’industrie aérospatiale et nécessitent malgré tout une grande précision
dimensionnelle. La prédiction et la compensation de l’erreur résultant de la flexibilité de
la pièce constituent l’objectif de plusieurs recherches courantes. La majorité de ces études
sont basées sur la prédiction de l’effort de coupe en tenant compte du fléchissement de la
pièce ainsi que la prédiction de la déformation de la pièce sous l’effort de coupe. Ces
approche sont complexes et exigent des modèles bien étalonnés.
Ratchev et al. [28] proposent une procédure de compensation d’erreurs pour les pièces de
faible rigidité basée sur :
• la prédiction de l’effort de coupe par un modèle dit ‘flexible’ [29];
• la prédiction de la déformation de la pièce utilisant les outils de calcul par
éléments finis et l’effort prédit;
• la correction de la trajectoire pour compenser l’erreur prédite résultant du
fléchissement de la pièce.
Ces trois éléments sont couplés [28], la correction de la trajectoire affecte la prédiction de
l’effort et par conséquent affecte la prédiction de la déformation.

24
La compensation de l’erreur causée par le fléchissement d’une barre cylindrique en
tournage est étudiée par Kops[30]. La profondeur de coupe programmée dépend
linéairement du fléchissement. Le calcul du fléchissement de la barre est basé sur des
travaux antérieurs. Il considère que la profondeur de coupe actuelle est la différence entre
la profondeur programmée et le fléchissement. La relation linéaire entre la profondeur
programmée et le fléchissement conduit au choix du diamètre à programmer, pour chaque
incrément le long de la barre, pour compenser le fléchissement. Kops exprime le besoin
d’une évaluation séparée de l’usure de l’outil qui n’est pas considérée dans son étude.
1.4 Compensation d’erreur détectée par processus intermittent d’inspection
La technique de compensation d’erreur d’usinage détectée par processus intermittent
d’inspection est une méthode de compensation différente de celles déjà citées. Cette
technique est basée sur l’utilisation de la machine-outil à la fois comme une machine
d’usinage et d’inspection. La surface usinée en phase de semi-finition est inspectée sur la
machine-outil par un palpeur remplaçant l’outil de coupe. Le terme processus-
intermittent indique que l’inspection s’effectue durant un intervalle entre le procédé de
semi-finition et de finition. Les données acquises par cette inspection sont analysées afin
d’identifier les erreurs d’usinage. En phase de finition, la trajectoire nominale d’outil est
légèrement modifiée par l’ajout d’une correction calculée à partir des erreurs identifiées.
La pièce finie est inspectée pour vérifier l’efficacité de la compensation et pour vérifier
aussi la conformité de la pièce.

25
Cette technique de compensation vise principalement à corriger les erreurs résultant de la
géométrie et de l’usure de l’outil de coupe et les erreurs causées par la déformation de
l’outil et/ou de la pièce sous l’effort de coupe [31].
Pfiefer [32] a étudié le processus intermittent d’inspection. Selon [33], l’étude de Pfiefer
est une première évaluation de l’état de la technologie du processus intermittent
d’inspection. Pfiefer, dès 1980, conclut qu’il s’agit d’un domaine important et nécessite
plus de travaux de recherche.
Les deux principales étapes de la compensation par le processus intermittent d’inspection
sont :
a) l’inspection sur machine-outil de la surface semi-finie.
b) l’identification des erreurs d’usinage par l’analyse des résultats d’inspection et la
correction de la trajectoire d’outil pour la finition.
1.4.1 Inspection de surface sur machine-outil
Traditionnellement, l’inspection de pièce finie s’effectue hors-ligne sur MMT dans un
environnement contrôlé. Cependant la machine-outil peut réaliser certain opérations
d’inspection par un simple changement automatique de l’outil de coupe par un palpeur; le
processus d’usinage et d’inspection s’effectue sur la même machine.
La mesure (l’inspection) sur machine-outil (MMO) peut réduire considérablement le coût
d’inspection par la réduction du temps de cycle de production [33].
Compte tenu de la diversité des sources d’erreurs affectant la précision de la pièce citées
précédemment, l’inspection sur machine-outil peut détecter seulement les erreurs

26
produites par l’usinage et ne peut pas détecter les erreurs propres à la machine car l’outil
de coupe et le palpeur suivent le même trajet erroné [31].
Pour que l’inspection de surface soit précise, les erreurs volumétriques détectables hors
usinage doivent êtres évaluées et compensées avant toute opération d’usinage ou
d’inspection des pièces sur machine-outil.
Une autre source d’erreur affectant les mesures est l’instrument (palpeur) car les données
d’inspection se trouvent additionnées d’une erreur de mesure qui doit être aussi identifiée
et séparée des données d’inspection. Si les erreurs géométriques de la machine sont
compensées et les erreurs de mesure sont identifiées et séparées des données, alors les
données d’inspection peut êtres comparées avec les données de la surface nominale et
donc l’imprécision de la surface usinée peut être évaluée.
1.4.2 Erreur de mesure sur machine-outil
La comparaison des données d’inspection sur machine-outil avec les données prévues
nominalement ne reflète pas seulement les défauts résultant de l’usinage, mais se trouve
accompagnée par une erreur de mesure qui fait l’objet de plusieurs recherche [34].
Les principaux facteurs de l’erreur de palpage sont [34] :
1. l’environnement (température);
2. la structure du palpeur : rigidité et longueur du stylet et le rayon de la touche du
stylet;
3. le mouvement de palpage : vitesse et direction d’approche et l’impact de l’effort
de contact;
4. la pièce à palper incluant la forme et le matériau;

27
5. le nombre et la répartition des points de mesures.
Par exemple, si la vitesse d’approche est grande, il résulte un grand effort transmis et
donc peut produire une déflexion importante du stylet [34]. Par conséquent, la précision
de l’acquisition de la position peut être affectée.
1.4.3 Identification et compensation des erreurs détectées par la MMO
Dans le rapport de Bandy et al. [35], on trouve une méthodologie de compensation des
erreurs d’usinage détectées par le processus intermittent d’inspection; selon ce rapport,
seulement les erreurs causées par la géométrie et l’usure de l’outil et le fléchissement de
l’outil et/ou de la pièce peuvent être détectées.
Figure 1-13 : Méthode du miroir adoptée par Bandy et al.
Vecteur de compensation
Vecteur d’erreur
Profil actuel (approximé)
Profil nominal
Trajectoire compensée
Point mesuré sur la surface usinée

28
Les mesures sont approximées par une courbe par la méthode de minimisation au sens
des moindres carrés; ceci permet de définir pour chaque position nominale un vecteur
d’erreur à partir duquel le vecteur de compensation s’obtient par la méthode dite ‘de
miroir’. La Figure 1-13 illustre un profil nominal et un profil mesuré. À toute position
nominale correspond une position déviée obtenue sur le profil mesuré suivant la normale
au profil nominal. Le vecteur de compensation pour cette position nominale est le vecteur
d’erreur, mais de signe opposé.
1.5 Conclusion et objectifs
1.5.1 Conclusion
D’après cette étude bibliographique, la précision dépend d’une multitude de sources
d’erreurs. Les erreurs systématiques de la machine-outil peuvent être évaluées lorsque la
machine opère à vide. Durant le processus d’usinage, d’autres erreurs affectent la
précision telles que les erreurs dues aux efforts statiques et dynamiques. En plus des
vibrations. Les principales sources d’erreur d’usinage sont [31] :
- les dimensions et l’usure de l’outil;
- le fléchissement de l’outil;
- le fléchissement de la pièce.
La compensation par le processus intermittent d’inspection est une méthode de
compensation des erreurs d’usinage. L’attrait de cette méthode est que la pièce soit usinée
et inspectée directement sur la machine-outil sans démontage. L’amélioration de la
précision est effectuée pour la pièce inspectée elle-même, contrairement aux méthodes

29
qui inspectent la pièce sur CMM et utilisent les données de cette inspection dans la
correction des erreurs pour la prochaine pièce [17].
Le fléchissement causant une erreur d’usinage est dû à l’effort appliqué entre l’outil et la
pièce. La profondeur de coupe est un paramètre important qui affecte la précision
d’usinage, l’augmentation de la profondeur augmente l’effort. Par conséquent, le
fléchissement de l’outil et de la pièce sous cet effort augmente. La profondeur de coupe
est un élément important nécessitant une considération dans la prédiction de l’erreur
d’usinage.
1.5.2 Objectif
L’objectif de ce travail est d’améliorer la précision des pièces usinées sur machine-outil
par le processus intermittent d’inspection en considérant les aspects suivants.
La compensation par la méthode de miroir conduit généralement à une augmentation de
la profondeur de coupe pour pouvoir couper la profondeur nominale additionnée de
l’erreur détectée par l’inspection du profil semi-fini. Par conséquent, l’effort entre l’outil
et la pièce augmente, ce qui conduit en finition à un fléchissement plus important par
rapport au fléchissement durant la semi-finition. Il résulte même après compensation une
erreur résiduelle causée par cette augmentation de la profondeur de coupe.
L’enlèvement de la matière par la coupe affaiblit la pièce et peut provoquer un
fléchissement plus important durant la coupe d’une passe par rapport à la passe
précédente dans le cas de pièces de faible épaisseur.
La contribution du mémoire vise à :

30
- introduire la profondeur de coupe dans le calcul de la compensation de l’erreur
d’usinage pour combler les lacunes de la méthode de miroir;
- introduire la variation de la rigidité de la pièce causée par l’enlèvement de la matière
dans le calcul de la compensation.
31
2. MÉTHODE DE COMPENSATION BASÉE SUR LE PALPAGE EN
USINAGE INTERMITTENT
Dans ce chapitre, la méthode de miroir puis l’approche proposée sont décrites. Trois
stratégies de compensation de l’erreur d’usinage sont développées dans ce chapitre.
a) La première est la compensation avec double inspection. Le profil semi-fini est usiné
par deux passes successives. L’inspection est effectuée avant et après la deuxième
passe. En finition, les deux données d’inspection sont utilisées pour modifier la
trajectoire.
b) La deuxième découle de la première méthode, mais sans la première inspection pour
diminuer le temps du non-usinage.
c) La troisième est une amélioration de la première méthode; elle tient compte de la
variation de la rigidité de la pièce causée par l’enlèvement de la matière en finition
par rapport à la semi-finition.
La méthode de miroir est utilisée comme base fin de comparaison pour ces nouvelles
stratégies. La compensation de l’erreur d’usinage par le processus intermittent
d’inspection utilise la machine-outil pour usiner et pour inspecter le profil obtenu. Pour
que cette compensation soit efficace, les erreurs systématiques de la machine telles que
l’imprécision de positionnement, l’effet de la dilatation thermique et l’erreur de palpage
doivent être étudiées séparément ou doivent être négligeables devant l’erreur d’usinage.
Le système de mesure sur machine-outil doit être étalonné.
32
2.1 Principe de la compensation par le processus intermittent d’inspection
La compensation par le processus intermittent d’inspection s’effectue comme l’indique le
nom par une alternance entre l’usinage et l’inspection sur la machine-outil tout en gardant
la pièce sous le même montage. Elle se divise en deux étapes : la première est
l’inspection du profil semi-fini. Pour que la compensation soit efficace, l’erreur détectée
en semi-finition doit être répétable. La deuxième est la modification de la trajectoire
d’outil en finition. Cette modification est calculée en utilisant l’erreur détectée en semi-
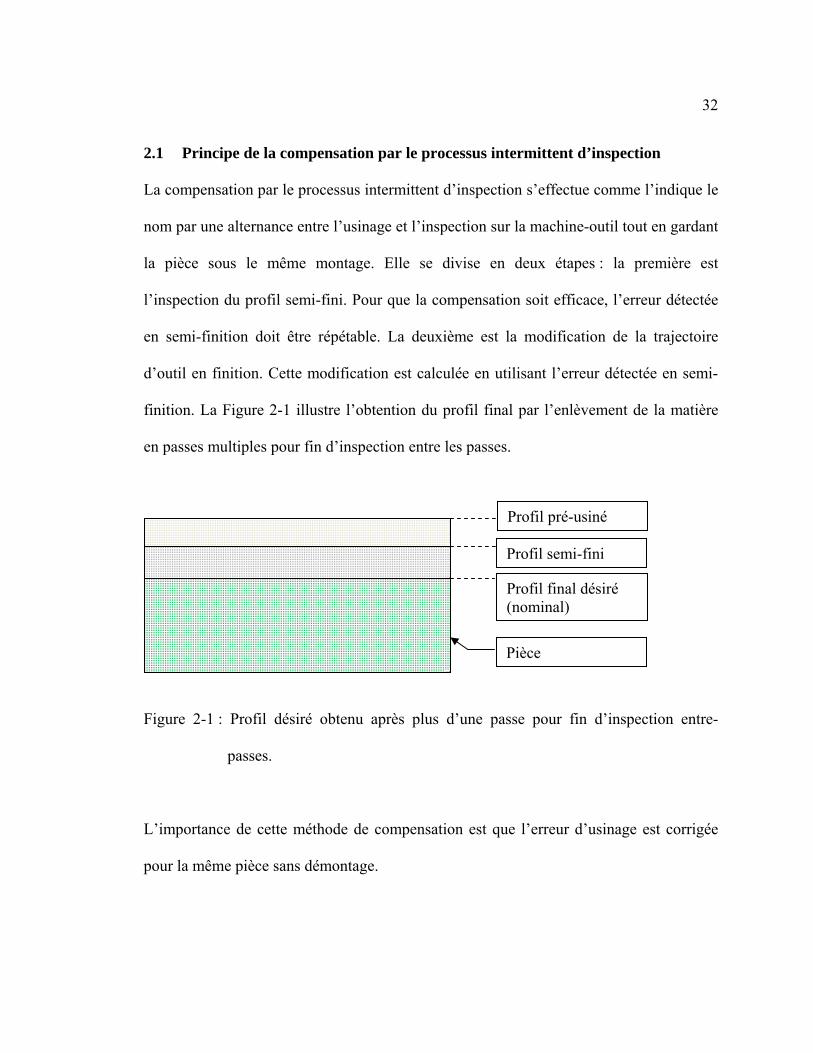
finition. La Figure 2-1 illustre l’obtention du profil final par l’enlèvement de la matière
en passes multiples pour fin d’inspection entre les passes.
Figure 2-1 : Profil désiré obtenu après plus d’une passe pour fin d’inspection entre-
passes.
L’importance de cette méthode de compensation est que l’erreur d’usinage est corrigée
pour la même pièce sans démontage.
Profil final désiré (nominal)
Profil semi-fini
Profil pré-usiné
Pièce

33
Dans les sections suivantes, on définie le profil nominal, actuel, l’erreur de montage du
palpeur et l’erreur d’usinage.
a) Profil nominal
Le profil nominal est obtenu à partir du profil programmé, c’est-à-dire le code G prêt à
être utilisé sur la Machine-outil (MO). Le tableau 2.1 montre un extrait du code G pour
un trajet 2D dans le plan (x, y)
Tableau 2-1 : Extrait du code G N63 X9.997 Y16.996 N64 X9.985 Y17.271 N65 X9.966 Y17.546 N66 X9.940 Y17.820 N67 X9.906 Y18.094 N68 X9.864 Y18.366 N69 X9.815 Y18.637 N70 X9.758 Y18.907
Les coordonnées X et Y montrées au tableau 2.1 tracent la trajectoire du centre d’outil
dans un repère pièce défini par la localisation de la pièce dans l’espace de travail de la
MO au début des opérations d’usinage. Le profil nominal est complété par l’ajout du
rayon d’outil à cette trajectoire.
b) Profil actuel
On définit le profil actuel comme étant le profil inspecté et s’obtient par le traitement des
données d’inspection.
L’inspection s’effectue par un palpeur remplaçant l’outil de coupe, les données acquises
sont sous forme d’un ensemble de points discrets, la courbe continue approximant ces
points est le profil actuel.

34
c) Erreur de montage outil-palpeur
L’opération d’usinage s’effectue par rotation de l’outil autour de l’axe de rotation de la
broche, l’opération d’inspection s’effectue par palpage. L’axe du palpeur ne se trouve pas
forcément confondu avec l’axe de rotation de la branche. On peut définir l’erreur de
montage montagee comme étant l’excentricité entre l’axe du palpeur et l’axe de rotation de
la broche. Cette excentricité apparaît sur les données d’inspection. La Figure 2-2 illustre
un cercle parfait de 10 mm de diamètre et le tracé du même cercle (trait continu) avec
excentricité cartésienne 2D de (1,1) mm. Le rayon du tracé du cercle excentrique calculé
à partir du centre du cercle initial est variable. Cette variation se trouve additionnée de
l’erreur d’usinage dans le cas d’un profil réel.
L’erreur de montage est évaluée à partir de l’usinage d’un profil circulaire sur une pièce
de géométrie symétrique, l’excentricité du cercle obtenue par rapport au cercle
programmé est considérée comme étant l’erreur de montage outil-palpeur. L’excentricité
outil-palpeur cause une variation du rayon obtenu par inspection

35
10 mm 30
210
60
240
90
270
120
300
150
330
180 0
Erreur de montage outil-palpeurChaque division 5 mm
Figure 2-2 : Illustration de l’erreur de montage.
d) Approximation des points mesurés par le profil actuel
Les points discrets obtenus par palpage sont approximés au sens des moindres carrés par
une courbe continue. Dans ce travail, le modèle mathématique NURBS est utilisé pour
convertir les profils nominaux et actuels.
La procédure d’approximation et de calcul de la position déviée est détaillée en Annexe.
e) Erreur d’usinage
On définit l’erreur d’usinage ),(εT yx pour une position nominale ),(P yx comme étant la
déviation normale du profil actuel par rapport au profil nominal.

36
Figure 2-3 : Définition de l’erreur d’usinage.
La Figure 2-3 illustre un profil nominal et un profil actuel, obtenu par lissage aux points
mesurés. Pour fins de simplification, dans le reste du chapitre, les expressions
développées seront exprimées dans le repère local ),,P( τrrn . Dans ce cas, on peut ignorer
les représentations vectorielles.
2.2 Méthode de miroir
La méthode de miroir est une stratégie de compensation de l’erreur d’usinage. Pour
corriger l’erreur Tε détectée après la passe de semi-finition, la trajectoire en finition est
modifiée par l’ajout d’un vecteur de correction de norme Tε , mais en sens inverse. Cette
stratégie est basée sur l’hypothèse suivante :
nr
),(εT yxr
PProfil nominal
Profil actuel
τr
X
Yposition
point mesuré

37
L’erreur Tε détectée après la première passe va se reproduire en deuxième passe si l’on
maintient les paramètres nominaux de coupe (profondeur radiale et axiale et la vitesse
d’avance et de coupe) inchangés. Par conséquent, la correction TC suivant la direction
( nr− ) apportée à la trajectoire d’outil en finition s’obtient par la relation suivante :
TT εC = (2.1)
La compensation par la méthode de miroir consiste à anticiper l’erreur en finition par
l’inspection du profil semi-fini. L’approximation des données discrètes d’inspection par
une courbe continue est nécessaire [31]. Le profil nominal peut être aussi représenté par
les mêmes paramètres que le profil mesuré [16]. La Figure 2-4 illustre cette méthode de
compensation.
Figure 2-4 : La méthode de miroir
Profil désiré (semi-fini)
Profil actuel (semi-fini)
Profil désiré (fini)
Profil programmé (fini)
Pièce
h
h

38
La déviation du profil programmé compensé par rapport au profil désiré en finition
correspond à la déviation du profil actuel par rapport au profil désiré en semi-finition. Le
profil programmé est une image du profil actuel.
2.3 Méthode proposée : intégration de la profondeur de coupe dans le calcul de
la compensation
Dans cette section, la nouvelle stratégie de compensation par le processus intermittent
d’inspection proposée est présentée.
La méthode existante (miroir) exige que les paramètres de coupe (vitesse, avance et
profondeur) demeurent inchangés pour que l’erreur détectée en semi-finition se répète en
finition. Ceci ne peut être respecté simplement a cause de la compensation qui est. La
méthode proposée introduit le changement de la profondeur de coupe dans le calcul de la
compensation. L’erreur d’usinage Tε est décomposée en deux erreurs :
- la première 0ε , ne dépend pas de la profondeur de coupe;
- la deuxième Rε , dépend de la profondeur de coupe.
Figure 2-5 : Erreur causée par l’usure et les défauts de géométrie de l’outil (cercle
continu correspond à l’outil usé)
0ε
39
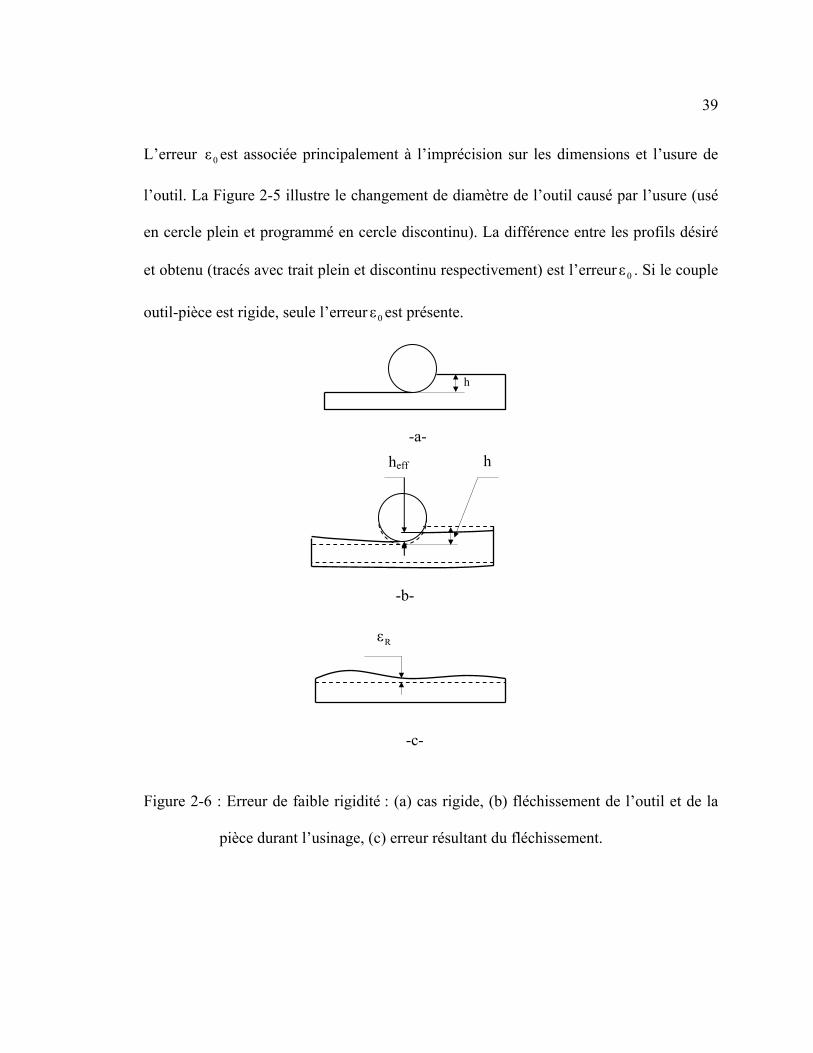
L’erreur 0ε est associée principalement à l’imprécision sur les dimensions et l’usure de
l’outil. La Figure 2-5 illustre le changement de diamètre de l’outil causé par l’usure (usé
en cercle plein et programmé en cercle discontinu). La différence entre les profils désiré
et obtenu (tracés avec trait plein et discontinu respectivement) est l’erreur 0ε . Si le couple
outil-pièce est rigide, seule l’erreur 0ε est présente.
Figure 2-6 : Erreur de faible rigidité : (a) cas rigide, (b) fléchissement de l’outil et de la
pièce durant l’usinage, (c) erreur résultant du fléchissement.
-a-
h
-c-
Rε
-b-
h heff

40
L’erreur Rε est liée principalement au fléchissement de l’outil et de la pièce. La direction
habituelle des forces d’usinage fait en sorte que le manque de rigidité cause éloignement
de l’outil par rapport à la surface usinée durant l’usinage. Par conséquent, la profondeur
réelle coupée est inférieure à celle programmée.
La Figure 2-6 illustre l’erreur de faible rigidité. Dans le cas où la pièce et l’outil sont
infiniment rigides, la profondeur programmée (h) est totalement coupée, le profil désiré
coïncide avec le profil programmé. En réalité, la pièce et l’outil fléchissent sous l’effort
de coupe. La profondeur programmée (h) n’est pas coupée totalement, et l’on obtient
plutôt une profondeur effective ( effh ). Après usinage, la matière non coupée à cause du
fléchissement devient un défaut d’usinage caractérisé par Rε . Malgré que h soit
programmée constante pour toute la trajectoire, effh peut être variable et dépend du
fléchissement de l’outil et de la pièce pour chaque position nominale.
L’erreur d’usinage sera la somme des deux erreurs :
ROT εεε += (2.2)
2.3.1 Hypothèses
L’erreur Rε peut être supposée constituée de deux erreurs soit celles causées par le
fléchissement de l’outil ( ROε ) et de la pièce ( RPε ) sous l’effort radial de coupe tel que :
RPROR εεε += (2.3)
41
a) Fléchissement de l’outil
Les efforts appliqués sur l’outil sont répartis sur les arêtes coupantes en contact avec la
pièce. Ils dépendent de la profondeur instantanée de coupe qui pour une fraise hélicoïdale
dépendent aussi de l’angle localisant le point considéré [27], ce qui complique la mise en
équation compacte reliant la flèche et la force.
Afin de simplifier, on suppose que le fléchissement de l’outil dépend linéairement [25] de
l’effort dans la direction normale à la trajectoire tel que :
FKε RORO = (2.4)
où ROK est le coefficient caractérisant la compliance (le manque de rigidité) de l’outil.
b) Fléchissement de la pièce
L’usinage de pièce de faible rigidité sur machine-outil est difficile à modéliser [36]. Dans
ce travail, nous considérons que la déformation de la pièce est linéairement dépendante
de l’effort qui est le même que sur l’outil selon la troisième loi d’interaction action-
réaction de Newton :
FKε RPRP = (2.5)
où RPK est le coefficient caractérisant la compliance de la pièce.
c) Fléchissement résultant
Après le passage de l’outil, la pièce se décharge de l’effort ayant causé le fléchissement et
revient à sa position de ‘repos’. Durant ce fléchissement, l’outil ne coupe pas toute la

42
matière correspondant à la profondeur radiale de coupe commandée. La quantité de
matière non coupée à cause du fléchissement correspond à l’erreur de rigidité Rε .
L’équation (2.3) devient :
FKFKε RPROR +=
)FKK(ε RPROR +=
FKε RR = (2.6)
où RK : coefficient de compliance du couple outil-pièce pour une position donnée de la
trajectoire d’outil, reliant l’erreur Rε et l’effort.
d) Relation entre la profondeur radiale de coupe et l’erreur de rigidité
La modélisation du processus d’usinage est complexe et basée sur l’identification
expérimentale des constantes caractérisant le couple outil-pièce [27], la variation de la
profondeur radiale de coupe cause une variation de l’effort de coupe.

43
Figure 2-7 : Comparaison d’une loi de coupe exponentielle de type Kienzle et d’une loi
affine dérivée [37]
La Figure 2-7 montre le modèle d’une loi de coupe exponentielle (empirique) de Kienzle
(effort radial (Fc) vs épaisseur de copeau (h)) et montre un modèle linéaire dérivé au
voisinage de h0 donnée, Fc peut être approché par une relation linéaire de h [37].
Dans ce travail, on suppose que l’effort radial de coupe dépend linéairement de la
profondeur de coupe que l’on écrit comme suit :
effFhKF = (2.7)
44
où FK : coefficient regroupant les constantes de coupe (pour le couple outil-pièce) et la
vitesse d’avance.
effh : profondeur réelle de coupe.
En combinant les équations 2.6 et 2.7, l’erreur de rigidité Rε devient:
effFRR hKKε = (2.8)
effhρ= (2.9)
où ρ : coefficient caractérisant la compliance du couple outil-pièce pour des
paramètres de coupe données.
L’équation (2.9) correspond à une position nominale donnée du profil à usiner tel que :
),(h),(),(ε effR yxyxyx ρ= (2.10)
où ),(h eff yx est la profondeur radiale de coupe effective (réelle), qui doit être mesurée
pour chaque position nominale. elle s’obtient par la pré- et post-inspection du profil
semi-fini.
),(εR yx est l’erreur causée par la faible rigidité associée au fléchissement combiné
du couple outil-pièce.
L’équation (2.10) relie l’erreur causée par la faible rigidité Rε ( , )x y et la profondeur
radiale de coupe ),(h eff yx par le coefficient ),( yxρ selon une relation linéaire. À chaque
position sur la trajectoire nominale correspond un coefficient ),( yxρ caractérisant la
compliance pour cette position.

45
2.3.2 Séparation des erreurs
La procédure de compensation développée décompose l’erreur d’usinage en deux
composantes Rε et 0ε . Ces deux composantes ne sont pas causées par la même source
d’erreur. Par conséquent, leurs compensations seront calculées séparément. Le traitement
de l’inspection des profils obtenus permet d’obtenir seulement l’erreur Tε , il est donc
nécessaire de trouver une technique de séparation des erreurs Rε et 0ε pour pouvoir les
compenser différemment.
En substituant l’expression de Rε selon l’équation 2.9 dans l’équation 2.2, nous
obtenons :
0effT εhρε += (2.11)
Figure 2-8 : La relation linéaire entre Tε et effh
Rε
0ε
Tε
effh

46
La relation (2.11) est une équation linéaire reliant effh et Tε pour une position nominale
donnée (Figure 2-8 ).
La technique simple pour évaluer l’erreur 0ε consiste à annuler la profondeur de coupe
programmée pour un court trajet inspectable. L’erreur Tε détectée lorsque la profondeur
est programmée nulle est l’erreur 0ε qui va être la même pour toute la trajectoire.
RT ε0)(hε == (2.12)
Figure 2-9 : Réduction de la profondeur de coupe sur un court trajet.
Par l’inspection du profil usiné, l’erreur Tε est obtenue pour chaque position nominale,
donc l’erreur de rigidité Rε sera obtenue par la relation suivante :
0TR ε),(ε),(ε −= yxyx (2.13)
où (x, y) localise la position le long de la trajectoire.
L’exemple de la Figure 2-9 illustre cette méthode de séparation des erreurs; la première
passe est effectuée avec une profondeur n1h , la deuxième passe est de profondeur n2h ,
Zone de réduction de la profondeur de coupeprogrammée
Passe 2 Passe 1
Pièce

47
mais elle varie à la fin du trajet pour pouvoir évaluer l’erreur lorsque la profondeur de
coupe s’annule. La Figure 2-10 illustre un autre exemple de réduction de la profondeur
radiale de coupe pour un trajet circulaire en fraisage orbital intérieur. La figure montre la
profondeur programmée qui doit être prise en compte dans le calcul.
Figure 2-10 : Profondeur radiale de coupe considérée pour le calcul de la compensation
pour un trajet circulaire dans le cas de l’engagement progressif de l’outil.
L’engagement progressif de l’outil pour effectuer une passe en fraisage orbitale intérieur
permet de réduire la profondeur programmée à la fin de la trajectoire; l’outil rentre
progressivement dans la matière jusqu’à la prise de la totalité de la profondeur.
La technique de séparation des erreurs peut être intégrée dans le processus de
compensation par le changement local de la trajectoire programmée et peut être effectuée
Zone de réduction de la profondeur de coupe
Profondeur de coupe
Outil
X
Y

48
durant une des passes de semi-finition. La recherche de 0ε n’est pas nécessaire pour
chaque pièce usinée, elle dépend de l’usure de l’outil durant l’usinage, c’est une
actualisation des dimensions de l’outil qui peut être effectuée périodiquement.
La méthode de miroir est appliquée pour compenser cette erreur qui ne dépend pas de la
rigidité du couple outil-pièce. La compensation 0C suivant ( nr− ) de l’erreur 0ε mesurée
suivant ( nr ) s’écrit :
00 εC = (2.14)
2.3.3 Première méthode : compensation de l’erreur Rε avec double inspection
La procédure de compensation suivant cette première méthode est illustrée à la Figure
2-11. La pièce est pré-usinée sans démontage et sans inspection. La figure montre trois
passes successives hn1, hn2, et hnF séparant les profils programmés A, B, C et D.
n1h
n2h
nFh
0C
effh
eff_Fh
Profil actuel 1
Profil actuel 2
Profil compensé
T1ε
R2ε
0ε T2ε
RC

49
Figure 2-11 : Concept général d’inspection et de compensation par la première méthode.
(A, B, C et D : les profils programmés)
Ces profils programmés sont obtenus directement du code G. Après la première
passe n1h , le profil obtenu (actuel 1) est inspecté et approximé par une courbe NURBS.
La différence entre le profil programmés B et le profil actuel 1, obtenu par inspection, est
considérée l’erreur d’usinage visée par cette procédure de compensation. S’il y a une
différence entre la trajectoire programmée, obtenu a partir du code G et la trajectoire
commandée par la combinaison de mouvement des axes de la machine après traitement
du code G par le contrôleur, cette différence n’est pas considérée dans ce travail. Alors
l’erreur T1ε peut être calculée pour chaque position nominale par le calcul de la position
déviée. Après la deuxième passe de profondeur n2h , le profil obtenu (actuel 2) est aussi
inspecté et l’erreur T2ε se calcule de la même manière que T1ε .
Après la deuxième inspection, la profondeur effective de coupe ),(h eff yx pour chaque
position peut être calculée directement par la différence entre les deux inspections :
En finition, pour obtenir le profil désiré D, l’erreur détectée avant la passe de finition est
additionnée à la profondeur nominale de coupe nFh . Alors, pour chaque position, la
profondeur de coupe effective en finition eff_Fh se calcule tel que:
heff = Profil actuel 1 - Profil actuel 2 (2.15)
50
),(εh),(h T2n_Feff_F yxyx += (2.16)
À cause de la faible rigidité, la profondeur radiale de coupe réelle diffère de celle
programmée. Le coefficient de compliance ),( yxρ caractérisant le fléchissement de
l’outil et de la pièce pour chaque position est évalué après la passe de semi-finition à
partir de la relation (2.10) :
),(h),(ε
),(eff
R
yxyx
yx =ρ (2.17)
Si l’enlèvement de la matière en finition ne cause pas un changement significatif de la
rigidité de la pièce, alors ce coefficient est constant et peut être utilisé pour relier la
profondeur effective de coupe en finition ),(heff_F yx et l’erreur de faible rigidité attendue
qui va être annulée par la compensation ),(CR yx Alors :
),(h),(C),(
eff_F
R
yxyxyx =ρ (2.18)
La correction ),(CR yx s’obtient d’après la relation (2.18)
),(h),(),(C eff_FR yxyxyx ρ= (2.19)
En négligeant l’usure de l’outil durant une passe, la procédure de réduction de la
profondeur de coupe pour séparer les erreurs peut être appliquée durant la première passe
ou la deuxième passe. L’erreur 0ε est supposée la même.

51
La compensation de l’erreur T2ε pour chaque position nominale ),(P yx se calcule
comme suit :
),(CC),(C R0T yxyx += (2.20)
où 0C est la compensation de l’erreur 0ε calculée par la relation (2.14);
),(CR yx est la compensation de l’erreur ),(εR yx , calculée par la relation (2.19).
2.3.4 Deuxième méthode : compensation de l’erreur Rε avec simple inspection
Le temps alloué à une inspection peut nuire à la productivité. Il est intéressant de
modifier la première méthode de compensation avec deux inspections en une deuxième
méthode utilisant une seule inspection.
Sous l’hypothèse de la négligence de la variation de rigidité, on peut admettre que
lorsque la pièce est usinée en effectuant deux passes successives de même profondeur de
coupe (h), l’erreur détectée après la deuxième passe va se reproduire si on effectue une
autre passe (h).
Dans ce cas, on peut écrire :
TT2T1 εεε == (2.21)
Tel que précédemment l’erreur 0ε est mesurée lorsque la profondeur (h) est programmée
nulle.
0)(hεε T0 == (2.22)
Sous ces conditions, la profondeur de coupe réelle ),(h eff yx est:
hεεh),(h TTeff =−+=yx (2.23)
La compensation RC de l’erreur de faible rigidité Rε devient selon la relation (2.17) :

52
),(h),(),(C eff_FR yxyxyx ρ=
où ),( yxρ s’obtient à partir de la relation (2.16) tel que :
h),(ε
),( R yxyx =ρ (2.24)
et ),(heff_F yx s’obtient à partir de la relation (2.18).
À partir des relations (2.24) et (2.17), la compensation RC s’écrit :
),(ε),(h),(h
),(C R2eff
eff_FR yx
yxyx
yx = (2.25)
Figure 2-12 : Procédure de compensation par la méthode en une inspection
La compensation TC de l’erreur totale Tε s’obtient à partir des relations (2.20) et (2.25) :
RC0C
h
h
nFheff_Fh
0ε Rε
Profil actuel
Profil programmé

53
),(ε),(h),(h
C),(C R2eff
eff_F0T yx
yxyx
yx += (2.26)
La Figure 2-12 illustre la procédure de compensation par la deuxième méthode, les
différences entre la première méthode et la deuxième sont :
le profil obtenu après la première passe n’est pas inspecté pour la deuxième
méthode;
les profondeurs de coupe séparant les profils programmés A, B et C sont égales;
ceci est nécessaire pour mieux évaluer le coefficient de compliance ),( yxρ qui
dépend de la profondeur réelle de coupe non mesurée par cette méthode. Sous
l’hypothèse de la négligence de la variation de rigidité de la pièce, la profondeur
réelle de coupe causant l’erreur mesurée après la deuxième passe est supposée
égale à la profondeur programmée.
Si la profondeur de coupe nominale en finition hnF égale (h), la relation (2.26) se simplifie
tel que :
),(εh
),(εhC),(C R
T0T yx
yxyx
++=
),(εh
),(ε),(εC),(C T
RR0T yx
yxyxyx ++=
),(ε),(),(εC),(C TR0T yxyxρyxyx ++= (2.27)
La différence entre la compensation ),(CT yx obtenue par la relation (2.27) et la
compensation de l’erreur ),(ε T yx obtenue par la méthode de miroir est la correction
additionnelle suivante :

54
),(ε),(),( T yxyxρyxC =Δ (2.28)
),( yxCΔ dépend du coefficient de compliance ),( yxρ . Si le système outil-pièce est
rigide, ),( yxρ devient petit; par conséquent, ),( yxCΔ devient négligeable.
2.3.5 Étude analytique comparative entre la technique de compensation proposée
et la technique de miroir
a) Prédiction de l’erreur résiduelle après la compensation par la méthode de
miroir.
La méthode de compensation proposée est basée sur la proportionnalité entre l’erreur de
faible rigidité ),(εR yx et la profondeur réelle de coupe. Si la compensation est effectuée
par la méthode de miroir, on peut estimer l’erreur résiduelle causée par le fléchissement
supplémentaire due à l’augmentation de la profondeur de coupe. Reprenant les relations
(2.17) et (2.18)
),(h),(C
),(h),(),(
eff_F
R
eff
R
yxyx
yxyxyx ==
ερ
Pour simplification, les profondeurs nominales de coupe sont prises égales (h) et la
deuxième méthode est utilisée pour prédire l’erreur résiduelle, donc ),( yxρ s’écrit
comme suit :
h),(ε
),(h),(ε),( R
eff
R yxyxyxyx ==ρ (2.29)
Et la correction de l’erreur de rigidité est calculée à partir de la relation suivante :

55
),(h),(C),(
eff_F
R
yxyxyx =ρ (2.30)
Selon la méthode de miroir, la compensation ),(CR yx est choisie égale à ),(ε R yx .
),(ε),(C RR yxyx = (2.31)
Selon la nouvelle technique de compensation proposée, il résulte après compensation une
erreur résiduelle ),(ε yxΔ .
Rappelons que ),( yxρ relie l’erreur de faible rigidité et la profondeur réellement coupée.
Alors le coefficient de compliance (relation 2.30) s’exprime plutôt comme suit :
),(h),(ε),(ε),(
eff_F
R
yxyxyxyx Δ+
=ρ (2.32)
où ),(ε),(εh),(h Teff_F yxyxyx Δ−+= (2.33)
),(ε yxΔ s’obtient par la combinaison des relations (2.29) à (2.33) tel que :
),(εh),(ε),(ε
),(εR
TR
yxyxyx
yx+
=Δ (2.34)
et en fonction du coefficient de compliance s’écrit :
),(ε),(1
),(),(ε T yx
yxyx
yxρ
ρ+
=Δ (2.35)
On peut poser :
),(1),(
),(yx
yxyx
ρρ
μ+
= (2.36)
La relation (2.35) devient :
),(ε),(),(ε T yxyxyx μ=Δ (2.37)

56
La relation (2.37) prédit l’erreur résiduelle si on effectue la compensation par la méthode
de miroir.
b) Recherche de la correction optimale par minimisation de l’erreur résiduelle
La relation (2.37) prédit l’erreur résiduelle lorsque la compensation est prise égale à
l’erreur. On peut ajouter cette erreur résiduelle à la correction pour mieux compenser
l’erreur, la relation (2.32) devient :
),(h),(ε)),(ε),((ε),(
eff_F
1R
yxyxyxyxyx Δ+Δ+
=ρ (2.38)
où ),(ε1 yxΔ est l’erreur résiduelle lorsque la compensation choisie est :
),(ε),(ε),(C RR yxyxyx Δ+=
et ),(ε),(εh),(h 1Teff_F yxyxyx Δ−+= (2.39)
Avec la combinaison des relations (2.29), (2.38) et (2.39) on obtient la relation suivante :
),(ε),(εh),(ε)),(ε),((ε
h),(ε
1T
1RR
yxyxyxyxyxyx
Δ−+Δ+Δ+
= (2.40)
De la relation (2.40), on peut tirer ),(ε1 yxΔ tel que :
),(εhh),(ε),(ε),(ε
),(εR
TR1 yx
yxyxyxyx
+Δ−
=Δ (2.41)
),(εh
h),(ε),(εh
),(ε),(ε
RR
TR
yxyx
yxyxyx
+Δ
−+
=
),(ε),(εh
h),(εR
yxyx
yx Δ+
−Δ=

57
),(εh
),(ε),(ε)),(εh
h1)(,(εR
R
R yxyxyx
yxyx
+Δ=
+−Δ=
Alors
),(ε),(),(ε1 yxyxyx Δ=Δ μ
),(ε),(),(ε T2
1 yxyxyx μ=Δ (2.42)
Ajoutons cette nouvelle erreur résiduelle à la compensation, la relation (2.40) s’écrit
plutôt :
),(ε),(εh),(ε)),(ε),(ε),((ε
h),(ε
2T
21RR
yxyxyxyxyxyxyx
Δ−+Δ+Δ+Δ+
= (2.43)
où ),(ε2 yxΔ est l’erreur résiduelle lorsque la compensation est
),(ε),(ε),(ε),(C 1RR yxyxyxyx Δ+Δ+=
De la même manière ),(ε2 yxΔ s’obtient de la relation (2.43) tel que :
),(ε),(),(ε T3
2 yxyxyx μ=Δ (2.44)
La compensation optimale s’obtient comme suit :
),(ε...),(ε),(ε),(ε),(ε),(C n21RR yxyxyxyxyxyx Δ++Δ+Δ+Δ+=
),(ε),(...),(ε),(),(ε),(),(ε),(C TT2
TRR yxyxyxyxyxyxyxyx nμμμ ++++=
∑∞
=
+=1
TRR ),(),(ε),(ε),(Ci
i yxyxyxyx μ
On peut constater d’après la relation (2.36) que 1<μ ; par conséquent, la série converge
tel que :
),(1),(),(ε),(ε),(C TRR yx
yxyxyxyxμ
μ−
+=

58
),(),(ε),(ε),(C TRR yxyxyxyx ρ+= (2.45)
La relation (2.45) obtenue par un raisonnement récursif minimisant l’erreur résiduelle est
la même relation obtenue directement par la relation (2.16).
2.3.6 Troisième méthode : compensation de l’erreur d’usinage avec variation
significative de la rigidité de la pièce
La compensation de l’erreur totale par les deux méthodes précédentes (double et simple
inspection) peut être insuffisante lorsque la pièce présente un changement significatif de
sa rigidité d’une passe à l’autre; l’enlèvement de la matière réduit la rigidité de la pièce
qui se déforme plus que prévu. C’est le cas des pièces de faible épaisseur et pour une
profondeur de coupe relativement grande. Dans ce cas, la prise en compte de la variation
de la rigidité de la pièce dans le calcul de l’estimation de la compensation est pertinente.
Le modèle qu’on propose pour tenir compte de la variation de la rigidité de la pièce est
similaire à celui proposé pour la compensation avec deux inspections. Le profil pré-usiné
doit être obtenu par l’enlèvement d’une profondeur radiale de coupe ( nh ). n1h et n2h
doivent être aussi égales à ( nh ) pour pouvoir estimer la variation de la rigidité de la pièce
à partir des erreurs T1ε (après la première passe) et T2ε (après la deuxième passe).
À chaque position nominale P correspond un coefficient ),( yxρ . Ce coefficient est
estimé après la deuxième passe et caractérise la rigidité avant compensation.
La différence ),(dε yx est définie comme suit :
T1T2 εε),(dε −=yx (2.46)

59
Si ),(dε yx est significatif alors la rigidité de la pièce est changée après la deuxième passe
par rapport à la première passe.
Donc, le coefficient ),( yxρ ne peut pas être utilisé pour relier ),(h eff_F yx et l’erreur de
rigidité (fléchissent combiné outil-pièce) attendu en finition. La relation (2.16) néglige la
variation de rigidité. Pour tenir compte de cette variation de rigidité, en passe de finition,
un autre coefficient ),( yxFρ doit être utilisé comme suit :
),(),(),( yxyxyx FF ρρρ Δ+= (2.47)
où ),( yxFρΔ est l’estimation de la variation de ),( yxρ causée par l’enlèvement de la
matière en phase de finition à partir de la variation de rigidité causée par la semi-finition.
L’inspection de la pièce avant et après la deuxième passe permet d’évaluer ),(dε yx .
Figure 2-13 : Estimation de la variation de rigidité en finition à partir de la
variation de rigidité en semi-finition.
),( yxρΔ
{{
),(heff_F yx),(heff yx
),( yxFρΔ

60
La variation ),( yxρΔ causée par l’enlèvement de ),(h eff yx est :
),(h),(dε),(
eff yxyxyx =Δρ (2.48)
La Figure 2-13 illustre l’estimation de ),( yxFρ avec deux inspections. N’ayant que deux
données, seule l’hypothèse de proportionnalité peut être utilisée pour estimer
),( yxFρ causé par l’enlèvement de ),(h eff_F yx .
Donc, ),( yxFρ s’exprime d’après le graphique comme suit :
),(h),(h
),(),(eff
eff_F
yxyx
yxyxF ρρ Δ=Δ (2.49)
La relation (2.16) devient :
),(h)),(),((),(C eff_FR yxyxyxyx Fρρ Δ+= (2.50)
Substituons (2.48) et (2.49) dans (2.50)
),(h),(h),(h
),(),(),(C eff_Feff
eff_FR yx
yxyx
yxyxyx ⎥⎦
⎤⎢⎣
⎡Δ+= ρρ
),(h),(h),(h
),(h),(dε
),(h),(
eff_Feff
eff_F
effeff
R yxyxyx
yxyx
yxyx
⎥⎦
⎤⎢⎣
⎡+=
ε (2.51)
),(dε),(h),(h
),(ε),(h),(h 2
eff
eff_FR2
eff
eff_F yxyxyx
yxyxyx
⎥⎦
⎤⎢⎣
⎡+=
La compensation de l’erreur totale est la somme des deux compensations CR et C0 :

61
),(dε),(h),(h
),(ε),(h),(h
ε),(C2
eff
eff_FR2
eff
eff_F0T yx
yxyx
yxyxyx
yx ⎥⎦
⎤⎢⎣
⎡++= (2.52)
Dans la relation 2.52, le premier terme est la compensation de l’erreur 0ε , le deuxième
terme représente la compensation de l’erreur de faible rigidité et le troisième terme
correspond à la compensation de la variation de la rigidité causée par l’enlèvement de la
matière.
2.3.7 Comparaison, par un exemple numérique simple, entre les compensations
calculées par les méthodes discutées dans ce chapitre
Afin de montrer la différence entre les méthodes présentées, le calcul de la compensation
est effectué par les différentes méthodes pour des données communes.
Les paramètres numériques proposés dans cet exemple sont :
mm500.0hhh nFn2n1 === , 020.0ε0 = mm
L’erreur )(ε T1 x et )(εT2 x sont les erreurs totales simulées pour un trajet linéaire de
100 mm de longueur. Ces données peuvent être associées, par exemple, à une plaque de
géométrie bidimensionnelle (2D) montrée à la Figure 2-14-a.

62
Figure 2-14 : Exemple numérique; (a) géométrie 2D d’une plaque, (b) erreur simulée La Figure 2-14-b montre que l’erreur T1ε varie linéairement de 0.020 à 0.100 mm le long
de la trajectoire de 100 mm tandis que l’erreur T2ε varie linéairement de 0.020 mm au
début de la trajectoire jusqu'à 0.140 mm à la fin de la trajectoire.
(a)
(b)
0 20 40 60 80 1000
0.05
0.1
0.15
0.2
0.25
0.3
0.35
X [mm]
Erre
ur [m
m]
Erreur 1Erreur 2
x

63
0 10 20 30 40 50 60 70 80 90 1000
0.05
0.1
0.15
0.2
0.25
0.3
0.35
X [mm]
Com
pens
atio
n [m
m]
MiroirMéthode 1Méthode 2Méthode 3
Figure 2-15 : Exemple numérique : La compensation de l’erreur (Figure 2-14-a) calculée
par les méthodes discutées dans ce chapitre.
La Figure 2-15 montre la compensation de l’erreur de l’exemple numérique.
Pour x=0, l’erreur totale mm020.0)0(ε)0(ε T1T2 == . Compte tenu que
l’erreur mm020.0ε 0 = on en déduit que l’erreur mm000.0)0(ε)0(ε R1R2 == . Dans ce cas
toutes les méthodes donnent la même compensation.
La différence entre les compensations par la première et la deuxième méthode est causée
par l’usage de différentes profondeurs de coupe dans le calcul de la compensation. Pour
la première méthode, la profondeur réelle est mesurée, tendis que pour la deuxième

64
méthode, (une seule inspection) la profondeur de coupe programmée est prise dans le
calcul de la compensation.
L’écart entre la compensation par la troisième méthode et par les autres méthodes pour
une position x donnée, augmente lorsque la différence entre les erreurs )(ε T1 x et )(εT2 x
augmente car cela est attribué a la diminution de rigidité, laquelle est considérée par la
troisième méthode.

65
3. ÉTUDE EXPERIMENTALE
3.1 Protocole expérimental
3.1.1 Équipements utilisés
a) Pièces :
Les tests de validation sont effectués sur deux types de pièce : la première est montrée sur
la Figure 3-1 et consiste en une paroi en aluminium de 3 mm d’épaisseur, encastrée sur
trois côtés. La longueur de la paroi est 250 mm (incluant l’encastrement). Cette pièce est
utilisée pour valider l’approche dans le cas de défaut de forme et non de taille.
Figure 3-1: Première pièce utilisée pour les tests expérimentaux; paroi droite.
La portion usinée près de l’encastrement étant très rigide, elle pourra être considérée
comme référence non affectée par les effets du fléchissement. Ainsi la procédure de
détermination de l’erreur 0ε ne sera pas requise.

66
La deuxième pièce montrée à la Figure 3-2 est utilisée pour valider l’approche dans le cas
d’un trajet circulaire. L’opération d’usinage concernée par la procédure d’inspection et de
compensation est le fraisage intérieur de la paroi sur une profondeur 10 mm en fraisage
orbital. La paroi circulaire est d’épaisseur variable afin de créer des variations de rigidité
de la paroi usinée. Cette pièce permet de valider non seulement l’approche de
compensation pour l’erreur de forme mais aussi pour l’erreur de taille.
Figure 3-2: Deuxième pièce utilisée pour les tests expérimentaux : paroi circulaire.
b) Machine-outil
Les pièces utilisées sont usinées et inspectées sur le centre d’usinage cinq axes montré à
la Figure 3-3 de HURON, modèle KX8 Five, du Laboratoire de Recherche en Fabrication
Virtuelle (LRFV) de l’École Polytechnique de Montréal. Le contrôleur de la machine est
67
le S7-300 de Siemens. Le tableau 3.1 montre quelques caractéristiques de ce centre
d’usinage.
Figure 3-3: Centre d’usinage HURON KX 8 Five.

68
Tableau 3-1 : Quelques caractéristiques de la machine Huron KX8 Five COURSES
TABLE TOURNANTE ET BASCULANTE
DEPLACEMENT DES AXES X-Y-Z
X Chariot sur portique
650 mm Dimension table
Ø 500 mm Rapide X-Y-Z 50.000
mm/mn
Y Table mobile 700 mm
Angle de pivotement axe A
-30 / 90 deg Avance de travail 1-50.000
mm/mn
Z Poupée broche
450 mm Angle de pivotement axe C
360 deg Accélération maximale
5 m/s2
b) Outil de coupe
Toutes les opérations d’usinage ont été effectuées par le même outil de coupe montré à la
Figure 3-4, de marque HANITA Réf. FZ 4AN3 19007 de dimensions montrées au
Tableau 3-2.
Figure 3-4: Outil de coupe utilisé.

69
Tableau 3-2: Quelques caractéristiques de l’outil de coupe Paramètre Valeur
Longueur totale 5"
Longueur de partie coupante 1"
Diamètre 3/4"
Nombre d’hélices 3
d) Palpeur
L’inspection des opérations d’usinage sur machine-outil a été effectuée avec le palpeur
RENISHAW modèle MP700 montré à la Figure 3-5.
Figure 3-5: Palpeur Renishaw MP700

70
e) Machine à mesurer tridimensionnelle
La machine à mesurer tridimensionnelle (MMT), montrée a la Figure 3-6, du LRFV est
utilisée pour inspecter une bague étalon utilisée pour l’étalonnage de la machine-outil.
Les performances de la MMT ne sont pas étudiées dans ce travail.
Figure 3-6: MMT du LRFV de marque LK tool modèle G90C.

71
Figure 3-7: Bague de référence Ø2.40004″.
f) Bague de référence
La bague de référence montrée à la Figure 3-7 de diamètre 2.40004″ est utilisée pour
étalonner le système de mesure sur machine-outil. L’objectif principal de la mesure de la
bague sur machine-outil est l’évaluation du rayon apparent du stylet. De plus cette étape
permet de vérifier que l’erreur de mesure n’affecte pas significativement l’inspection du
profil usiné.

72
g) Comparateur
Le comparateur montré à la Figure 3-8 est utilisé pour mesurer le défaut de forme pour le
trajet linéaire de la première pièce.
Figure 3-8: Comparateur utilisé pour vérifier le défaut de forme linéaire.
Le comparateur est un instrument approprié pour l’inspection des défauts de forme
linéaire. L’objectif de l’inspection par comparateur d’un profil linéaire est de comparer le
défaut détecté par comparateur avec le même défaut détecté par la mesure sur machine-
outil afin de confirmer que l’inspection sur machine-outil peut détecter le défaut de forme
sans démontage de la pièce.
3.1.2 Procédure expérimentale
Le mode de fraisage en avalant est adopté pour toutes les opérations d’usinage.
Profil linéaire :

73
La pièce montrée à la Figure 3-1 est utilisée pour de multiples tests. Après usinage d’un
profil sans compensation, celui-ci est inspecté par et sur la machine-outil. Le défaut de
forme est obtenu par le traitement des données d’inspection. La pièce est démontée et
transférée pour inspection par comparateur. Le défaut de forme détecté par machine-outil
est comparé avec celui obtenu par comparateur. Le résultat de cette comparaison vise à
vérifier que le défaut de forme linéaire peut être détecté avec précision directement par
l’inspection sur machine-outil. Si c’est le cas, on peut appliquer la procédure de
compensation de l’erreur de forme utilisant l’inspection sur machine-outil sans
démontage de la pièce. Le système de mesure n’est pas étalonné dans ce cas de
compensation de l’erreur de forme linéaire car comme illustré à la Figure 3-9, l’erreur de
forme pour une position linéaire donnée est le positionnement relatif du point acquit par
le système de mesure par rapport aux points acquis à l’encastrement pour lequel la
déflection du système est supposée négligeable.
Figure 3-9 : Erreur de forme à partir des données d’inspection
Erreur de forme
Points acquis
Encastrement

74
Profil circulaire :
L’inspection du profil circulaire nécessite l’étalonnage du système de mesure sur
machine-outil pour pouvoir obtenir les dimensions du profil à partir des données
d’inspection. La bague de référence de 60.961 mm de diamètre est mesurée
approximativement dans l’espace de travail de la machine-outil (usinage et inspection),
cette dimension est proche du diamètre du profil circulaire à usiner et inspecter de 70 mm
de diamètre. Le rayon apparent du palpeur est la différence entre le rayon obtenu à partir
de l’inspection et le rayon inscrit sur la bague.
La pièce utilisée pour le test circulaire est choisie de géométrie 2D symétrique. Ainsi
l’excentricité du cercle obtenu par le fraisage orbital par rapport au cercle programmé est
attribuée à l’erreur de montage outil-palpeur.
La Figure 3-10 montre l’ordre des opérations d’usinage, d’inspection durant la semi-
finition et de correction de trajectoire, d’usinage et d’inspection de la finition. Les
trajectoires nominales TN1, TN2 et TN3 sont obtenues directement du code G. La
trajectoire corrigée TC pour la passe de semi-finition est obtenue par l’ajout de la
correction ),(C yx à chaque position de TN3.

75
Figure 3-10: La procédure de compensation.
Usinage: passe 1, suivant TN1
Inspection: après passe 1
Inspection: après passe 2
Usinage: passe 2, suivant TN2
Calcul de la compensation ),(C yx pour chaque position de TN3 (eq.2.52)
Calcul de TC à partir de TN3 ),(C),(TN3y)TC(x, yxyx +=
Usinage: passe 3(finition), suivant TC
Inspection: après passe 3
),(εT1 yx
),(εT2 yx
),(C yx

76
3.1.3 Compensation de l’erreur de forme pour un trajet linéaire
La pièce est usinée avec trois passes successives sans démontage. L’inspection est
effectuée après les deux premières passes afin de calculer la compensation. La
compensation est effectuée à la troisième passe. La Figure 3-11 montre la géométrie 2D
de la pièce et le trajet d’outil.
Figure 3-11: Géométrie 2D de la pièce utilisée pour le test linéaire.
Le Tableau 3-3 montre les paramètres de coupe. Ces paramètres sont gardés inchangés
durant les trois passes.
Tableau 3-3 : Les paramètres de coupe pour le test de compensation de l’erreur de forme.
Paramètre Valeur
Vitesse de coupe 8000 tr/mn
Vitesse d’avance 1000 mm/mn
Profondeur radiale 0.150 mm
Profondeur axiale 10 mm

77
Les données brutes, M, obtenues par l’inspection sur MO sont les coordonnées des points
acquises lors du contact palpeur-pièce. Les données brutes se trouvent additionnées des
paramètres suivants :
• Le rayon apparent du stylet sR .
• L’erreur de mesure me du palpeur; généralement elle dépend de la direction de
palpage [38]. Pour un trajet linéaire, elle peut être constante si les autre
paramètres comme la vitesse de palpage sont gardées inchangées.
• L’erreur systématique de la machine-outil; elle n’est pas considérée dans ce
travail.
• L’erreur de montage montagee du palpeur (excentricité par rapport à l’axe de rotation
de l’outil de coupe).
Donc, pour un trajet linéaire, on a pour chaque position i :
montagemsR,0montagemsT, eeRεεeeRεM ++++=+++= iii
resteεR, += i
À l’encastrement, l’erreur de faible rigidité R,0ε est négligée. Ainsi les données
d’inspection brute à l’encastrement s’écrivent:
resteresteεM R,00 =+=
Il en résulte
ii R,0 εM-M ≈
S’intéresser seulement à l’erreur de forme permet d’avoir l’erreur iR,ε directement à partir
des données d’inspection et les étapes suivantes ne sont pas nécessaires :

78
évaluer l’erreur de mesure;
évaluer 0ε ;
évaluer le rayon apparent du stylet;
évaluer l’erreur de montage;
Dans ce cas, la réécriture de l’équation (2.52) est :
),(dε),(h),(h
),(ε),(h),(h
0),(C2
eff
eff_FR2
eff
eff_FT yx
yxyx
yxyxyx
yx ⎥⎦
⎤⎢⎣
⎡++= (3.1)
Si la variation de rigidité est négligée alors le dernier terme du coté droit disparait. Puis,
en posant que les profondeurs radiales de coupe sont égales (h), la relation (3.1) devient :
),(h),(ε),(ε
),(hh),(ε
),(h),(εh),(C
eff
2
effR2
eff
T2T yx
yxyxyx
yxyx
yxyx +=+
= (3.2)
où εεε R2T2 == ; (seule l’erreur de forme est compensée).
La relation (3.2) correspond à la première méthode (double inspection). Pour la deuxième
méthode (simple inspection), elle s’écrit plutôt :
h),(ε),(ε
h),(ε),(ε
hh),(C
22
Tyxyxyxyxyx +=+= (3.3)

79
3.1.4 Compensation de l’erreur d’usinage pour un trajet circulaire
3.1.4.1 Calibration du processus d’inspection sur machine-outil
Le système d’inspection sur MO doit être étalonné pour pouvoir utiliser les indications de
l’inspection. Le calibrage doit nous fournir les informations suivantes :
Le rayon apparent nécessaire pour identifier la déviation (l’erreur) du profil actuel
défini par les points palpés et le profil nominal.
L’erreur de mesure sur machine-outil d’une bague étalon de dimensions connues.
L’erreur ne doit pas être significative devant l’erreur d’usinage. La bague est
mesurée approximativement dans le même espace de travail que pour l’usinage et
l’inspection de la pièce d’essai.
1) Mesure de bague de référence sur MMT et sur MO
La Figure 3-12 montre la répartition de quelques points palpés sur le diamètre intérieur,
ainsi que sur le plan de la bague lors de la mesure sur MO et sur MMT.
Le diamètre de la touche du stylet du palpeur de la MMT est obtenu par pré-étalonnage
en mesurant la sphère de référence de la MMT.
Les objectifs de la mesure de la bague de référence sur la MMT et sur la MO sont:
a) vérifier la capacité de mesure de la MMT et la de la MO;
b) évaluer le rayon apparent du palpeur de MO.

80
Figure 3-12: Mesure de la bague étalon de diamètre 2.40004″.
2) Traitement des données d’inspection
Les données de mesure M, (matrice 3×m), de m points mesurés sur le diamètre intérieur
de la bague, doivent être exprimées dans un référentiel attaché à la pièce.
Les données de mesure, pM (matrice 3×n), de n points sur le plan de la bague sont
utilisées pour définir le plan de référence (X, Y) sur la bague.
Le référentiel local ),,,M( 0 kjirrr
est défini comme suit :
L’origine M0 est choisie tel que :
⎥⎥⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢⎢⎢
⎣
⎡
=
∑
∑
∑
=
=
=
n
1p,3,
n
1p,2,
n
1p,1,
0
M
M
M
1M
jj
jj
jj
n

81
Selon Shakarji [39], M0 appartient au plan des moindres carrés approximant les n points
mesurés sur le plan et le vecteur normal à ce plan est le vecteur propre correspond à la
plus petite valeur propre de la matrice (3×3) suivante :
(T
MM )
avec
n,...13,1MMM ,0p,, ==−= jiji,jji
Ce vecteur est choisi comme le vecteur unitaire kr
dans la direction Z.
Le choix d’un vecteur ir
sur le plan de la bague Pb, permet d’obtenir le troisième vecteur
jr
par la propriété d’orthogonalité :
jikrrr
=∧
La matrice de transformation homogène permettant le passage du système de référence
initial au système de référence local est :
1
010 1000
MT−
⎥⎦
⎤⎢⎣
⎡=
kjirrr
et
{ } { } PP 0010
11 T=
Avec { } Pmm les coordonnées d’un point P exprimées dans le repère {m}.
Le rayon mesuré pour chaque point s’obtient par la relation suivante :
OM −= iir
Avec O le centre du cercle approximant les points iM .

82
Le rayon apparent de stylet du palpeur de la MO s’obtient par la relation suivante :
mbagues RRR −=
Avec mR : le rayon du cercle approximant les données d’inspection de la machine-outil
iM et bagueR : le rayon inscrit de la bague.
3) Erreur de montage du palpeur de la MO
Le remplacement de l’outil de coupe par le palpeur, pour inspecter l’opération d’usinage
conduit à une erreur de montage du palpeur où les données d’inspection se trouvent
décalées dans le plan. Pour surmonter ce problème, la pièce, pour le test circulaire, est
choisie de géométrie symétrique pour pouvoir estimer l’erreur de montage comme étant
l’excentricité du cercle approximant les données d’inspection par rapport au centre du
cercle programmé.
4) Trajectoire d’outil
La trajectoire de l’outil de coupe est programmée pour une entrée progressive dans la
matière jusqu'à la totalité de la profondeur de coupe désirée. De cette manière la
profondeur de coupe programmée est réduite progressivement à la fin du trajet jusqu’ à ce
qu’elle s’annule pour le dernier point de la trajectoire. La Figure 3-13 illustre la
géométrie 2D et la trajectoire d’outil pour effectuer une passe en fraisage orbitale. Les
paramètres de coupe sont montrés au Tableau 3-4.

83
Figure 3-13: Géométrie 2D de la pièce et outil avec sa trajectoire
Tableau 3-4 : Paramètres de coupe pour le test de compensation du trajet circulaire Paramètre Valeur
Vitesse de coupe 8000 tr/mn
Vitesse d’avance 1000 mm/mn
Profondeur radiale 0.500 mm
Profondeur axiale 10 mm
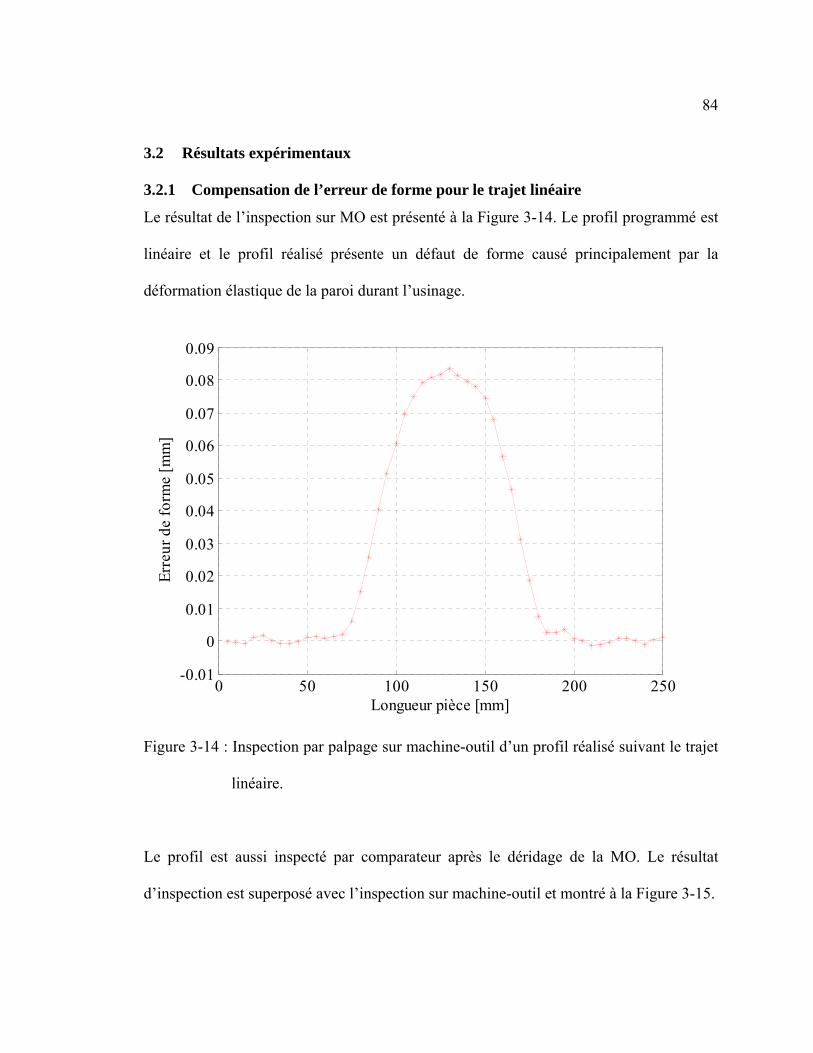
84
3.2 Résultats expérimentaux
3.2.1 Compensation de l’erreur de forme pour le trajet linéaire
Le résultat de l’inspection sur MO est présenté à la Figure 3-14. Le profil programmé est
linéaire et le profil réalisé présente un défaut de forme causé principalement par la
déformation élastique de la paroi durant l’usinage.
0 50 100 150 200 250-0.01
0
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
Longueur pièce [mm]
Erre
ur d
e fo
rme
[mm
]
Figure 3-14 : Inspection par palpage sur machine-outil d’un profil réalisé suivant le trajet
linéaire.
Le profil est aussi inspecté par comparateur après le déridage de la MO. Le résultat
d’inspection est superposé avec l’inspection sur machine-outil et montré à la Figure 3-15.

85
0 50 100 150 200 250-0.01
0
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
Longueur pièce [mm]
Erre
ur d
e fo
rme
[mm
]Inspection sur MO et par comparateur
Machine-outilComparateur
Figure 3-15 : Superposition de l’erreur par rapport à l’encastrement, mesurée sur MO et
la mesure obtenue par comparateur sur marbre.
La différence entre les deux résultats d’inspection peut être causée par le changement des
conditions de mesure (température de la pièce et fixation). Le défaut de forme avant
compensation dépend de la géométrie de la pièce (rigidité) et donc de sa compliance
laquelle qui est maximale au milieu du trajet. L’erreur observée est attribuée
principalement au fléchissement de la pièce. Malgré le changement des conditions de
mesure, la superposition des deux inspections montre que le défaut de forme est détecté

86
par la mesure sur machine-outil. On peut donc utiliser cette inspection pour corriger la
trajectoire d’outil afin de compenser ce défaut de forme sans démontage de la pièce.
0 50 100 150 200 250 300-0.02
0
0.02
0.04
0.06
0.08
0.1
0.12
Longueur pièce [mm]
Erre
ur [m
m]
Erreur avant compensationErreur résiduelleErreur résiduelle prédite
Figure 3-16: Erreur avant et après compensation par la méthode de miroir.
Pour corriger le défaut de forme, la méthode de miroir est appliquée et le résultat est
montré à la Figure 3-16. La figure montre l’erreur avant compensation et montre le défaut
résiduel obtenu et prédit après compensation. L’erreur résiduelle est prédite par la
relation 2.37.
Ce test simple montre que l’augmentation de la profondeur réelle de coupe cause une
augmentation de l’erreur de faible rigidité. La prédiction, avec précision de 80%, de
l’erreur résiduelle est basée sur la relation linéaire entre la profondeur de coupe et l’erreur

87
de faible rigidité. La méthode de miroir est insuffisante pour éliminer complètement ce
type d’erreur. L’erreur en finition est plus importante que l’erreur prévue et anticipée par
la méthode de miroir. c’est pour cela qu’une erreur résiduelle est présente.
La première méthode de compensation, en deux inspections, proposée dans le chapitre 2,
introduit l’effet de la variation de la profondeur réelle de coupe dans le calcul de la
compensation. La relation (2.17) est utilisée pour prédire le fléchissement (l’erreur de
forme) attendu en finition.
Par l’inspection avant et après la deuxième passe, la profondeur effective de coupe est
mesurée. Pour obtenir le profil désiré en finition, la profondeur de coupe effective doit
être la profondeur nominale plus le défaut après la deuxième passe.
0 50 100 150 200 250 300-0.01
0
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
Longueur pièce [mm]
Erre
ur [m
m]
Erreur 1Erreur 2Erreur après compensation
Figure 3-17: Résultat de compensation par la méthode en deux inspections.

88
Pour cette méthode, la position de l’outil est ajustée pour pouvoir couper la totalité de la
profondeur de coupe initialement programmée ainsi que le défaut enregistré après la
deuxième passe. La Figure 3-17 montre l’inspection des profils obtenus après la première
puis après la deuxième passe et montre le profil obtenu après compensation. L’erreur
maximale avant compensation est de 80 µm et l’erreur après compensation est de ±5 µm,
sans tendance ou forme particulaire.
3.2.2 Compensation de l’erreur pour le trajet circulaire
L’objectif de la compensation de l’erreur de forme pour le trajet linéaire est de valider la
relation linéaire entre la profondeur de coupe et l’erreur de faible rigidité. Dans cette
section, on vise également l’amélioration de la taille d’un profil circulaire. La première
étape est l’étalonnage du système de mesure. Le rayon du stylet est la différence entre le
rayon inscrit de la bague et le rayon du cercle approximant au mieux les données
d’inspection.

89
0 50 100 150 200 250 300 350 40027.521
27.522
27.523
27.524
27.525
27.526
27.527
27.528
Angle [deg]
Rayo
n m
esur
é [m
m]
Figure 3-18: Inspection de la bague étalon sur MO.
Le résultat de l’inspection de la bague de référence est montré à la Figure 3-18 . Avec 72
points saisis sur le diamètre intérieur, le rayon du cercle approximant ces points est
27.5240 mm. Le rayon inscrit de la bague est 30.4805 mm. Donc, le rayon apparent du
palpeur est 30.4805-27.5240=2.9565 mm. Le résultat de l’inspection est tracé en
coordonnées polaires sur la Figure 3-19 montre que la variation du rayon mesuré est de
l’ordre de ±2 µm.

90
Figure 3-19: Variation du rayon mesuré par rapport au rayon de la bague.
La bague de référence est utilisée pour calibrer le système de mesure sur machine-outil.
L’exactitude des dimensions de la bague permet d’obtenir une bonne valeur du rayon
apparent du stylet utilisé dans l’évaluation de l’erreur d’usinage. Pour confirmer la
précision de la bague, elle est inspectée aussi sur MMT et le résultat de l’inspection est
montré à la Figure 3-20 . Le rayon moyen mesuré pour trois répétitions est 30.4807 mm.
Chaque graduation 2 µm
0 µm30
210
60
240
90
270
120
300
150
330
180 0

91
Figure 3-20: Inspection de la bague étalon sur MMT (3 répétitions).
La différence entre le rayon mesuré et le rayon inscrit est 30.4807-30.4805=0.0002 mm.
L’inspection de la bague sur la machine-outil montre que l’erreur maximale de la mesure
du rayon ne dépasse pas 2 µm. L’étude de cette erreur n’est pas l’objectif de ces tests.
D’après le résultat d’inspection de la bague sur MMT et sur MO, on peut utiliser la
machine-outil pour inspecter directement la pièce et par la suite identifier l’erreur
d’usinage qui ne va pas être significativement affectée par l’erreur de mesure.
0 1 2 3 4 5 6 7-3
-2
-1
0
1
2
3
4
Angle [rd]
Écar
t[µm
]Mesure de bague étalon sur MMT

92
3.2.2.1 Inspection du profil circulaire après les deux passes
Après deux passes successives, les deux profils réalisés sont inspectés. La Figure 3-21
montre la déviation des profils réalisés par rapport aux profils programmés.
Figure 3-21 : Résultats d’inspection du profil usiné après la première passe et après la
deuxième passe.
Malgré la symétrie de la pièce, on constate que les tracés polaires de l’erreur sont
excentriques par rapport aux cercles programmés. Les données d’inspection sont
accompagnées de l’erreur de montage. Les points mesurés sont approximés par un cercle,
la déviation du centre du cercle obtenu par rapport au centre du cercle programmé est
considérée comme une erreur de montage.
-20 µm
0 µm
30
210
60
240
90
270
120
300
150
330
180 0
Chaque division 20 µm
Inspection
Inspection

93
Figure 3-22 : Excentricité du cercle obtenu par rapport au centre du cercle programmé
pour neuf inspections après usinage.
La procédure de compensation par le processus intermittent d’inspection nécessite le
démontage du palpeur après l’inspection du premier profil, le remontage de l’outil de
coupe pour usiner le deuxième profil et le remontage du palpeur à nouveau pour inspecter
-20 -15 -10 -5 0 5 10 15 20-20
-15
-10
-5
0
5
10
15
20
X µm
Y µ
mErreur de montage du palpeur
Centre du cercle Centre du cercle obtenu

94
le deuxième profil. Malgré le démontage et le remontage du palpeur, on peut constater
sur la Figure 3-21 que l’erreur de montage est pratiquement répétée, elle peut être
considérée comme une caractéristique de l’ensemble broche-outil-palpeur. Les erreurs de
montage pour neuf opérations d’inspection après usinage sont montrées à la Figure 3-22 .
Ce résultat est important, il peut être utilisé par exemple, dans le cas de l’usinage d’un
profil circulaire pour une pièce non symétrique.
Figure 3-23: Erreur d’usinage centrée
0.04
- 20 µm
0 µm
30
210
60
240
90
270
120
300
150
330
180 0
Chaque division 20 µm
Inspection 1 Inspection 2

95
Après élimination de l’erreur de montage (recentrage), les erreurs d’usinage peuvent être
obtenues. La Figure 3-23 montre le résultat d’inspection après élimination de
l’excentricité.
L’inspection montre que le rayon obtenu est inférieur au rayon programmé pour toute la
trajectoire. L’erreur est minimale pour la position angulaire de 90º. Pour cette position, la
profondeur radiale de coupe est minimale (voir illustration montrée à la Figure 3-24).
Figure 3-24 : Variation de la profondeur de coupe à la fin du trajet d’outil; la profondeur
programmée à la fin du trajet est nulle.
Cette observation appuie l’hypothèse que l’erreur détectée dépend de l’effort, laquelle
est proportionnelle à la profondeur de coupe. L’erreur détectée pour la position angulaire
de 90º ne dépend pas de l’effort de coupe; cette erreur est 0ε , elle est utilisée comme
ajustement radial pour toute la trajectoire.
Pour les deux portions du profil localisée aux plages angulaires 90-180º et 270-360º,
l’erreur détectée après la deuxième passe est pratiquement la même détectée qu’après la
90°
180
270
0°
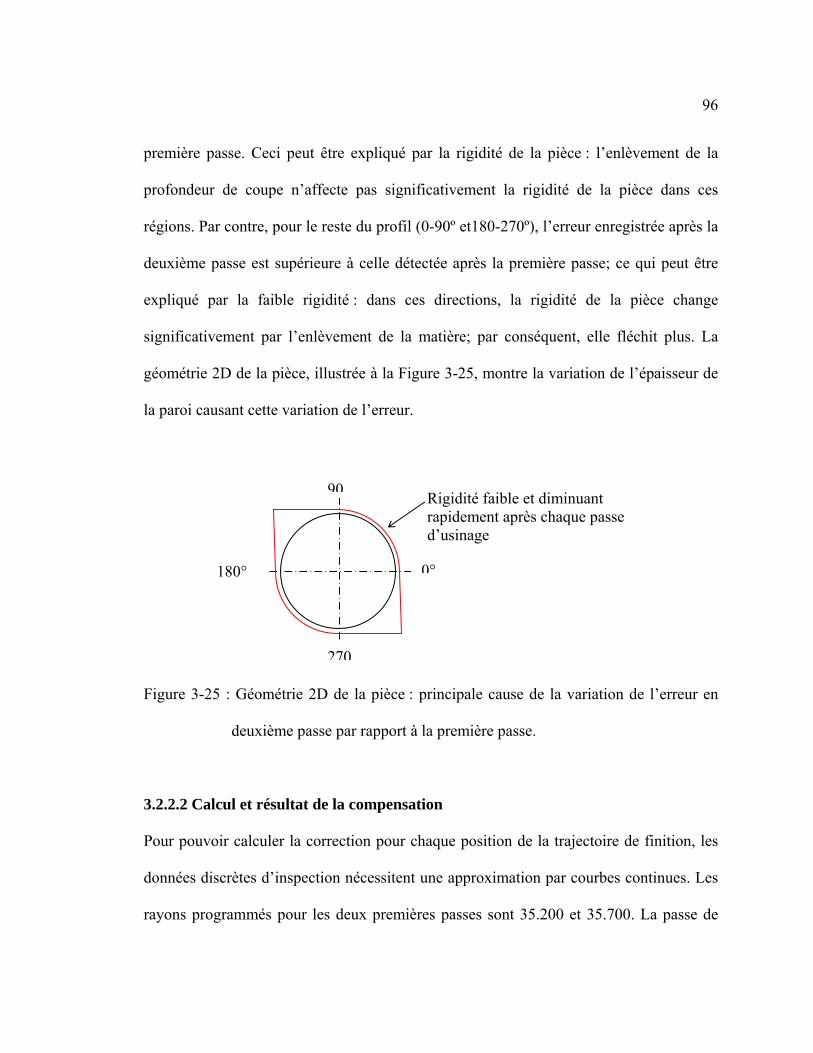
96
première passe. Ceci peut être expliqué par la rigidité de la pièce : l’enlèvement de la
profondeur de coupe n’affecte pas significativement la rigidité de la pièce dans ces
régions. Par contre, pour le reste du profil (0-90º et180-270º), l’erreur enregistrée après la
deuxième passe est supérieure à celle détectée après la première passe; ce qui peut être
expliqué par la faible rigidité : dans ces directions, la rigidité de la pièce change
significativement par l’enlèvement de la matière; par conséquent, elle fléchit plus. La
géométrie 2D de la pièce, illustrée à la Figure 3-25, montre la variation de l’épaisseur de
la paroi causant cette variation de l’erreur.
Figure 3-25 : Géométrie 2D de la pièce : principale cause de la variation de l’erreur en
deuxième passe par rapport à la première passe.
3.2.2.2 Calcul et résultat de la compensation
Pour pouvoir calculer la correction pour chaque position de la trajectoire de finition, les
données discrètes d’inspection nécessitent une approximation par courbes continues. Les
rayons programmés pour les deux premières passes sont 35.200 et 35.700. La passe de
90
180°
270
0°
Rigidité faible et diminuant rapidement après chaque passe d’usinage

97
finition est de 0.500 mm (rayon 36.200). Le trajet nominal est converti en courbe
NURBS et l’erreur numérique de cette conversion est montrée à la Figure 3-26. Avec 25
points de contrôle, l’erreur est inférieure à 1 µm. La trajectoire nominale est constituée
initialement de 262 incréments linéaires, la Figure 3-26 montre les déviations des 262
points, représentant la trajectoire programmée, par rapport à la courbe NURBS.
30
210
60
240
90
270
120
300
150
330
180 0
Chaque division 1µm
Figure 3-26 : Erreur de conversion en NURBS de la trajectoire nominale d’outil en
finition.
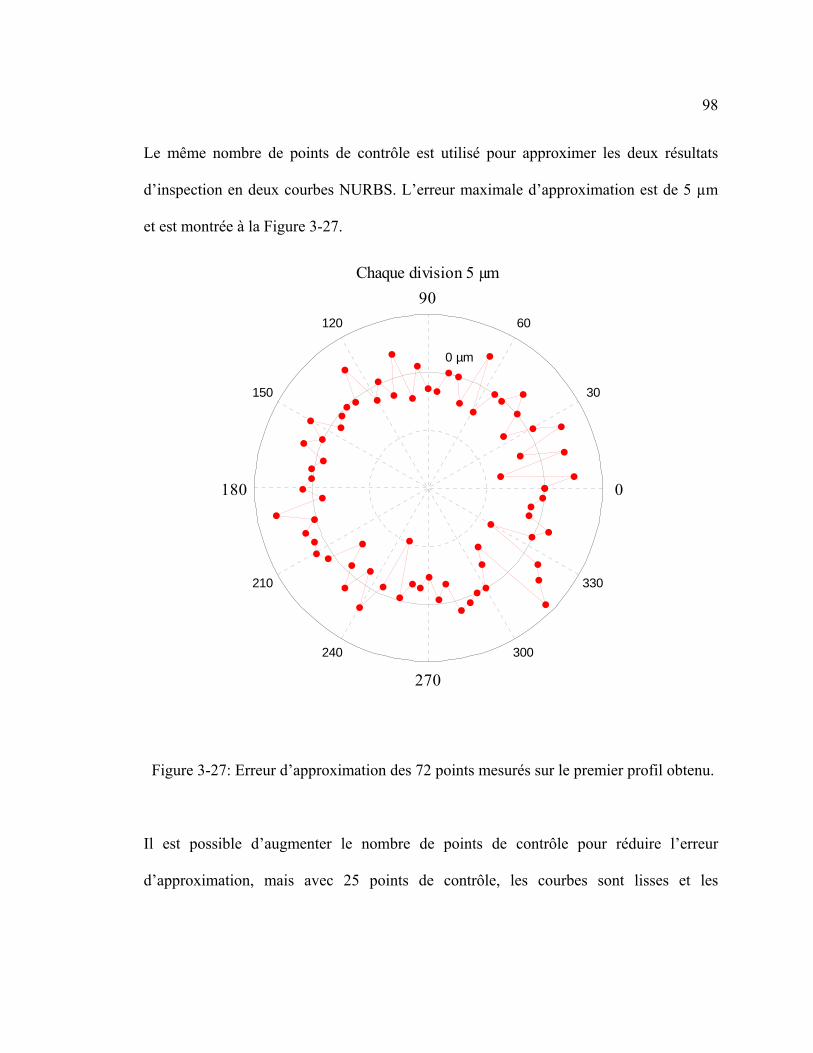
98
Le même nombre de points de contrôle est utilisé pour approximer les deux résultats
d’inspection en deux courbes NURBS. L’erreur maximale d’approximation est de 5 µm
et est montrée à la Figure 3-27.
0 µm
30
210
60
240
90
270
120
300
150
330
180 0
Chaque division 5 µm
Figure 3-27: Erreur d’approximation des 72 points mesurés sur le premier profil obtenu.
Il est possible d’augmenter le nombre de points de contrôle pour réduire l’erreur
d’approximation, mais avec 25 points de contrôle, les courbes sont lisses et les

99
perturbations locales ne sont pas considérées ce qui est souhaitable car ce bruit n’est pas
répétable. L’approximation des deux données d’inspection est montrée à la Figure 3-28.
Figure 3-28: Approximation des erreurs.
La troisième méthode est appliquée pour calculer la correction à ajouter à chaque position
de la trajectoire. La correction de trajectoire est un petit ajustement pour chaque position
figurant au code G, la procédure ne modifie pas le chemin d’outil proprement dit, mais
ajuste les positions nominales pour anticiper l’erreur d’usinage.
Chaque division 20 µm
-20 µm
0 µm
30
210
60
240
90
270
120
300
150
330
180 0
Erreur 1
Erreur 2

100
Figure 3-29 : Déviation (compensation) programmée en finition par rapport au profil
désiré.
La Figure 3-29 montre les deux erreurs ainsi que la compensation de la trajectoire
calculée en utilisant la relation (2.52) développée dans le chapitre 2.
Chaque division 50
0 µm 30
210
60
240
90
270
120
300
150
330
180 0
Erreur 1
Erreur 2
Compensation
Profil désiré

101
Figure 3-30 : Profil obtenu après compensation par la méthode 3
Le résultat de la compensation est montré à la Figure 3-30. On peut remarquer que
l’erreur maximale est de 60 µm et détectée après la deuxième passe, l’erreur minimale est
de 20 µm détectée pratiquement pour les deux passes à l’engagement de l’outil de coupe.
Après compensation, le défaut de forme est réduit, l’erreur est comprise entre 4 et -6 µm.
Avant compensation l’erreur dépend de l’épaisseur de la paroi, mais après compensation,
en utilisant les relations développées, cette dépendance est éliminée.
0 µm
30
210
60
240
90
270
120
300
150
330
180 0
Chaque division 50 µm Après compensation
Après passe 2
Après passe 1

102
3.2.3 Comparaison entre la correction par la troisième méthode proposée et par la
méthode de miroir
Pour fins de comparaison, la correction ajoutée par la méthode 3, qui tient compte de la
variation de rigidité, et celle calculée par la méthode de miroir sont superposées sur le
même graphique, montré à la Figure 3-31.
La différence entre les deux graphiques est plus importante dans les portions où la pièce
présente une faible rigidité; ceci est le cas lorsque l’épaisseur de la paroi est faible.
Inversement, dans les régions où la paroi est plus épaisse, une plus grande rigidité résulte
et la compensation de la faible rigidité est négligeable. De cette comparaison, la
technique de miroir peut être considérée comme cas particulier de la technique proposée
lorsque la pièce est suffisamment rigide.

103
Figure 3-31 : Correction de trajet d’outil par la méthode proposée et par la méthode de
miroir.
0 µm 30
210
60
240
90
270
120
300
150
330
180 0
Chaque division 50
Méthode de miroir
Méthode proposée

104
Tableau 3-5 : Compensation selon les deux méthodes (proposée et de miroir) pour certains points sélectionnés.
Angle (ºC)
1Tε (µm)
2Tε (µm) eff
eff_F
hh
=λ λR20 εε +(µm)
2Δελ (µm)
Cmethode3
(µm)
Cmiroir
(µm)
90 0.0176 0.0207 1.0414 0.021 0.003 0.024 0.021
135 0.0304 0.0304 1.0609 0.031 0.000 0.031 0.030
180 0.0452 0.0509 1.1019 0.054 0.007 0.061 0.051
225 0.0492 0.0570 1.1141 0.061 0.010 0.071 0.057
270 0.0412 0.0452 1.0904 0.047 0.005 0.052 0.045
315 0.0320 0.0325 1.0649 0.033 0.001 0.034 0.033
0 0.0459 0.0488 1.0976 0.051 0.004 0.055 0.049
45 0.0504 0.0582 1.1164 0.062 0.010 0.072 0.058
Le Tableau 3-5 montre des données numériques pour quelques points sélectionnés sur la
trajectoire. Le coefficient λ est le rapport des deux profondeurs effectives de coupe en
finition et en semi-finition et Δε est la différence 12 TT εε − .
Le cas où l’épaisseur de la paroi est minimale (3 mm) correspond aux positions localisées
par les angles de 45 °et de 225°. À ces angles la correction additionnelle 2ελΔ par la
méthode 3 par rapport à la méthode 1 ( λR20 εε + ) est plus importante. Dans ces
conditions de test (profondeur de coupe h=0.500 et épaisseur minimale de la paroi 3 mm),
la correction de la variation de la rigidité est plus importante que la correction de la faible
rigidité calculée selon la méthode 1. Par conséquent, dans ce cas, la méthode 3 est
nécessaire pour compenser l’erreur d’usinage.

105
CONCLUSION
Ce mémoire traite de la compensation des erreurs d’usinage par le processus intermittent
d’inspection. Une nouvelle approche est développée qui introduit la profondeur de coupe
dans le calcul de la correction de trajectoire d’outil en finition. Les erreurs principales
pouvant être détectées par l’inspection sur machine-outil sont celles causées par l’usure
de l’outil de coupe, sa mauvaise géométrie et le fléchissement de l’outil et/ou de la pièce.
Ces erreurs sont divisées en deux types d’erreur : le premier dépend de la profondeur de
coupe, il concerne le fléchissement et le deuxième ne dépend pas de la profondeur de
coupe et concerne principalement les défauts de la géométrie de l’outil. L’inspection sur
machine-outil fournit l’erreur d’usinage totale. Les deux types d’erreur sont séparés par la
technique expérimentale. L’efficacité de la compensation est limitée en partie par la
capacité d’inspection de la machine-outil. L’inspection d’un profil sur machine-outil et
par comparateur montre que le défaut de forme peut être détecté directement sur
machine-outil.
La méthode de compensation proposée est appliquée premièrement pour corriger le
défaut de forme linéaire causé par le fléchissement d’une paroi sous l’effort de coupe.
Les résultats confirment que le défaut de forme pour une position donnée dépend
linéairement de la profondeur de coupe. La compensation par simple inversion de l’erreur
(méthode de miroir) montre une importante erreur résiduelle après compensation, cette
erreur est prédite par les méthodes proposées.

106
La méthode 3 est appliquée pour un trajet circulaire où l’objectif est de corriger la taille et
la forme. L’inspection montre qu’une erreur de montage apparait avec les données
d’inspection, cette erreur est éliminée par le choix d’une géométrie symétrique de la pièce
et cette erreur est considérée comme l’excentricité du cercle obtenu par rapport au cercle
programmé. Les résultats montrent que la taille et la forme du cercle sont corrigées.
La trajectoire nominale d’outil est obtenue du code G, les données d’inspection sont
converties en courbes paramétriques NURBS et la correction du code G pour la passe de
finition est effectuée par MATLAB.
La technique de compensation proposée est sous forme de trois méthodes. La troisième
est la plus générale, elle inclut la variation de la rigidité de la pièce causée par
l’enlèvement de la matière. L’étude expérimentale menée pour valider cette nouvelle
technique montre qu’elle est efficace pour compenser les erreurs d’usinage même pour
les pièces de faible rigidité, souvent utilisées dans l’industrie aérospatiale.

107
PERSPECTIVES
La méthodologie de compensation développée dans ce mémoire est une bonne base pour
les travaux futurs utilisant l’inspection sur machine-outil pour améliorer la précision. Les
travaux futurs peuvent être menés suivant les axes de recherche suivant :
l’extension de cette méthode pour les profils non usuels 2D et 3D en considérant des
systèmes de référence pièce.
l’étude de l’impact de l’erreur systématique sur l’efficacité de la procédure proposée
pour une éventuelle intégration dans le même modèle;
l’étude de l’erreur de palpage afin de l’éliminer des données d’inspection.
108
RÉFERENCES
[1] R. Ramesh, M. A. Mannan, and A. N. Poo, "Error compensation in machine tools
- a review. Part I: Geometric, cutting-force induced and fixture-dependent errors,"
International Journal of Machine Tools and Manufacture, vol. 40, pp. 1235-1256,
2000.
[2] X.-J. Wan, C.-H. Xiong, C. Zhao, and X.-F. Wang, "A unified framework of error
evaluation and adjustment in machining," International Journal of Machine Tools
and Manufacture, vol. 48, pp. 1198-1210, 2008.
[3] R. Schultschik, "Geometrische Fehler in Werkzeugmaschinenstrukturen," Annals
of the CIRP vol. 24 (1), pp. 361-366-1975.
[4] ISO, "Test Code for Machine Tools. Part 1. Geometric Accuracy of Machines
Operating Under No-Load or Finishing Conditions," ISO Geneva, vol. 230-1,
1996.
[5] R. Mayer, " Modélisation des machines en fabrication mécanique.," Notes de
cours MEC 6513. Département de génie mécanique, École Polytechnique de
Montréal, Canada, 2008.
[6] A. C. Okafor and Y. M. Ertekin, "Derivation of machine tool error models and
error compensation procedure for three axes vertical machining center using rigid
body kinematics," International Journal of Machine Tools and Manufacture, vol.
40, pp. 1199-1213, 2000.
109
[7] A. H. Slocum, "Precision machine design: Macromachine design philosophy and
its applicability to the design of micromachines," Piscataway, NJ, USA, 1992, pp.
37-42.
[8] J. A. Soons, F. C. Theuws, and P. H. Schellekens, "Modeling the errors of multi-
axis machines. A general methodology," Precision Engineering, vol. 14, pp. 5-19,
1992.
[9] Y. Abbaszadeh-Mir, J. R. R. Mayer, G. Cloutier, and C. Fortin, "Theory and
simulation for the identification of the link geometric errors for a five-axis
machine tool using a telescoping magnetic ball-bar," International Journal of
Production Research, vol. 40, pp. 4781-4797, 2002.
[10] E. L. J. Bohez, B. Ariyajunya, C. Sinlapeecheewa, T. M. M. Shein, D. T. Lap, and
G. Belforte, "Systematic geometric rigid body error identification of 5-axis
milling machines," CAD Computer Aided Design, vol. 39, pp. 229-244, 2007.
[11] T. Liebrich, B. Bringmann, and W. Knapp, "Calibration of a 3D-ball plate,"
Precision Engineering, vol. 33, pp. 1-6, 2009.
[12] R. Ramesh, M. A. Mannan, and A. N. Poo, "Error compensation in machine tools
- a review. Part II: Thermal errors," International Journal of Machine Tools and
Manufacture, vol. 40, pp. 1257-1284, 2000.
[13] L. K. M.H. Attia, "Computer simulation of nonlinear thermoelastic behaviour of a
joint in machine tool structure and its effect on thermal deformation," Journal of
Engineering for Industry, vol. 101, pp. 355-361, 1979 1979.

110
[14] J. Zhu, J. Ni, and A. J. Shih, "Robust machine tool thermal error modeling
through thermal mode concept," Journal of Manufacturing Science and
Engineering, Transactions of the ASME, vol. 130, pp. 0610061-0610069, 2008.
[15] X. B. Chen, A. Geddam, and Z. U. Yuan, "Accuracy Improvement of Three-Axis
CNC Machining Centers by Quasi-Static Error Compensation," Journal of
Manufacturing Systems, vol. 16, pp. 323-336, 1997.
[16] W. T. Lei and M. P. Sung, "NURBS-based fast geometric error compensation for
CNC machine tools," International Journal of Machine Tools and Manufacture,
vol. 48, pp. 307-319, 2008.
[17] C. C. Lo and C. Y. Hsiao, "CNC machine tool interpolator with path
compensation for repeated contour machining," CAD Computer Aided Design,
vol. 30, pp. 55-62, 1998.
[18] M.-W. Cho, T.-I. Seo, and H.-D. Kwon, "Integrated error compensation method
using OMM system for profile milling operation," Journal of Materials
Processing Technology, vol. 136, pp. 88-99, 2003.
[19] Y. A. Mir, J. R. R. Mayer, and C. Fortin, "Tool path error prediction of a five-axis
machine tool with geometric errors," Proceedings of the Institution of Mechanical
Engineers, Part B: Journal of Engineering Manufacture, vol. 216, pp. 697-712,
2002.
[20] S. Engin and Y. Altintas, "Mechanics and dynamics of general milling cutters.
Part I: Helical end mills," International Journal of Machine Tools and
Manufacture, vol. 41, pp. 2195-2212, 2001.

111
[21] Y. Altintas and E. Budak, "Analytical prediction of stability lobes in milling,"
CIRP Annals - Manufacturing Technology, vol. 44, pp. 357-362, 1995.
[22] V. S. Rao and P. V. M. Rao, "Tool deflection compensation in peripheral milling
of curved geometries," International Journal of Machine Tools and Manufacture,
vol. 46, pp. 2036-2043, 2006.
[23] Z. Yazar, K.-F. Koch, T. Merrick, and T. Altan, "Feed rate optimization based on
cutting force calculations in 3-axis milling of dies and molds with sculptured
surfaces," International Journal of Machine Tools & Manufacture, vol. 34, pp.
365-377, 1994.
[24] Y. Altintas, "Direct adaptive control of end milling process," International
Journal of Machine Tools & Manufacture, vol. 34, pp. 461-472, 1994.
[25] W. A. Kline, R. E. DeVor, and I. A. Shareef, "PREDICTION OF SURFACE
ACCURACY IN END MILLING," New York, NY, USA, 1982, p. 7.
[26] J. W. Sutherland and R. E. DeVor, "IMPROVED METHOD FOR CUTTING
FORCE AND SURFACE ERROR PREDICTION IN FLEXIBLE END
MILLING SYSTEMS," New York, NY, USA, 1986, p. 11.
[27] Y. Altintas, "Manufacturing Automation: Metal Cutting Mechanics, Machine
Tool Vibrations, and CNC Design," Cambridge University Press, , 2000.
[28] S. Ratchev, S. Liu, and A. A. Becker, "Error compensation strategy in milling
flexible thin-wall parts," Journal of Materials Processing Technology, vol. 162-
163, pp. 673-681, 2005.

112
[29] S. Ratchev, S. Liu, W. Huang, and A. A. Becker, "A flexible force model for end
milling of low-rigidity parts," Journal of Materials Processing Technology, vol.
153-154, pp. 134-138, 2004.
[30] L. Kops, M. Gould, and M. Mizrach, "Search for equilibrium between workpiece
deflection and depth of cut: Key to predictive compensation for deflection in
turning," Chicago, IL, USA, 1994, pp. 819-825.
[31] M. A. D. H. T. Bandy, D. E. Gilsinn, C. Han, M. Kennedy, A. Ling, N. Wilkin,
and K. Yee, "A Methodology for Compensating Errors Detected by Process-
Intermittent Inspection," National Institute of Standards and Technology, vol.
NISTIR 6811.
[32] T. Pfeifer and R. Wiechern, "MEASUREMENT OF GEARING DEVIATIONS
WITH LARGE GEARS," East Kilbride, Scotl, 1980, pp. p-p.
[33] A. H. Chen, Ph.D.,, "Integrated inspection for precision part production," Georgia
Institute of Technology, p. 266, 2006.
[34] X. Qian, W. Ye, and X. Chen, "On-machine measurement for touch-trigger
probes and its error compensation," Key Engineering Materials, vol. 375-376, pp.
558-563, 2008.
[35] H. T. Bandy, Donmez, M. A., Gilsinn, D. E., Han, C., Kennedy, M., Ling, A.,
Wilkin, N. and Yee, K. , "A methodology for compensating errors detected by
process-intermittent inspection, NISTIR (to appear)," Nationnal Institute of
Standards and Technology., 2001.

113
[36] T. Aijun and L. Zhanqiang, "Deformations of thin-walled plate due to static end
milling force," Journal of Materials Processing Technology, vol. 206, pp. 345-
351, 2008.
[37] J. V. L. Lan, "Etude de méthodes simplifiées pour la simulation de l’usinage à
l’échelle macroscopique," PhD thesis,ENSAM ParisTech, CER de Paris, 2007.
[38] K.-D. Kim and S.-C. Chung, "Synthesis of the measurement system on the
machine tool," International Journal of Production Research, vol. 39, pp. 2475-
2497, 2001.
[39] C. M. Shakarji, "Least-Squares Fitting Algorithms of the NIST Algorithm Testing
System," Journal of Research of the National Institute of Standards and
Technology, vol. 103, 1998.
[40] W. T. Les A. Piegl, "The NURBS Book," Springer, vol. Edition: 2, 1997.
[41] I. Ainsworth, M. Ristic, and D. Brujic, "CAD-based measurement path planning
for free-form shapes using contact probes," International Journal of Advanced
Manufacturing Technology, vol. 16, pp. 23-31, 2000.

114
ANNEXES
ANNEXE A : Outils mathématiques
A.1 Définition d’une courbe NURBS
Une courbe NURBS C( )u est une courbe paramétrique définie comme suit [40]:
n
i,p i ii=0
n
i,p ii=0
N ( )w PC( )=
N ( )w
uu a u b
u≤ ≥
∑
∑
Avec :
[ ]C( ) ( ) ( ) ( )u x u y u z u= : les coordonnées d’un point de la courbe;
u : paramètre;
iP : point de contrôle;
iw : poids associé au point de contrôle iP ;
i,pN ( )u : fonction paramétrique de B-Spline de degré p définie récursivement comme
suit :
i i+1i,0
1 si t u<tN ( )
0 autrementu
≤⎧= ⎨⎩
i+p+1ii,p i,p-1 i+1,p-1
i+p i i+p+1 i+1
t -uu-tN ( ) N ( )+ N ( )t -t t -t
u u u=
Les fonctions i,pN ( )u sont définies sur un vecteur nodal T tel que :
{ }0 1 n+p+1T= t ,t ,...,t
0 1 n+p+1t ,t ,...,t : Sont les (n+p+1) paramètres correspondant aux nœuds.

115
La relation entre le nombre de nœuds m+1, le dégré de la fonction B-Spline p, et nombre
de points de contrôles n+1 est donnée par la relation suivante :
1pnm ++=
{ {p+1 m-(p+1)p+1 p+1
T= a,..,a ,t ,...,t , b,...,b⎧ ⎫⎪ ⎪⎨ ⎬⎪ ⎪⎩ ⎭
Lorsque des nœuds se multiplient ( i i+1t =t ...= ), la forme 00
est rencontrée dans le calcul
de i,pN ( )u . Par définition : 0 00= . La figure 2.1 illustre une courbe NURBS contrôlée par
six points, les deux points de contrôle extrême appartiennent à la courbe.
0 10 20 30 40 50 60 70 800
5
10
15
20
25
30
35
40
45
50
Figure A.1 : Une courbe NURBS : nombre de pôles n+1=6, degré des fonctions B-Spline p=3, les poids W=[1 1 1 1 1 1]T, le vecteur nodal T=[0 0 0 0 1/3 2/3 1 1 1 1]

116
A.2 Conversion du profil nominal en courbe NURBS
Le profil nominal peut être représenté par un ensemble discret de points M, le nombre de
ces points est défini en respectant une erreur de corde illustrée à la figure 2.2
Figure A.2 Erreur de corde.
Les points discrets du profil nominal sont:
⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢
⎣
⎡
=
kk yx
yx
..
..M
11
La courbe nC ( )u représentant le profil nominal est définie comme suit :
n
i,p i i0
n n
i,p i0
N ( )w PnC ( )=
N ( )w
uu
u
∑
∑
L’approximation des données nominales M par la courbe nC ( )u est la définition des
paramètres suivants :
1- Le nombre de points de contrôle, n+1. Ce nombre est choisi selon la précision
d’approximation voulue.
Erreur de corde

117
2- Degré des fonctions B-Spline, p. Généralement les fonctions de degré 3 sont
utilisées.
3- Les poids w correspondant aux points de contrôle. ils sont utilisés pour contrôler
l’effet de chaque point sur la courbe. Si 0wi = le point de contrôle iP n’a pas
d’effet sur la courbe. Si 1w n:0i == les points de contrôles ont le même effet.
4- Le vecteur nodal T. La forme de la courbe dépend du choix des nœuds.
T est choisi comme suit :
{ { { {p+1 m-(p+1)1 1 1 1
1 2 2T 0,..,0 , t ,...,t ,1,...,1 0,..,0 , , ,..., ,1,...,11 1 1p p p p
n pn p n p n p+ + + +
⎧ ⎫ ⎧ ⎫− −⎪ ⎪ ⎪ ⎪= =⎨ ⎬ ⎨ ⎬− − − − − −⎪ ⎪ ⎪ ⎪⎩ ⎭ ⎩ ⎭.
Avec 0 1 n+p+1t t ... t≤ ≤ ≤ .
5- Les coordonnées des points de contrôle iPn . La recherche des points de contrôle
revient à résoudre un problème de minimisation au sens de moindre carré [40].
Pour chaque point des données M correspond un paramètre i i=1:ku
Ce paramètre peut être obtenu par la longueur de corde passant par tous les points tel
que :
01 =u
i i-1i i-1 k
j j-1j=2
M -Mi=2:k
M -Mu u= +
∑
Les points Qi appartenant à la courbe nC ( )u associée aux paramètres iu s’expriment
comme suit :

118
n
li,p i i n0
l li,k ini=0
li,p ii=0
N ( )w PnQ( )= = R ( )Pn l=1:k
N ( )w
uu u
u
∑∑
∑
Ou sous la forme matricielle :
0,1 1,1 n,1 0
0,2 1,2 n,2 1
0,k 1,k n,k n
R R . R PnR R . R Pn
Q=. . . . .
R R . R Pn
⎡ ⎤ ⎡ ⎤⎢ ⎥ ⎢ ⎥⎢ ⎥ ⎢ ⎥⎢ ⎥ ⎢ ⎥⎢ ⎥ ⎢ ⎥
⎣ ⎦⎣ ⎦
Les coordonnées des points de contrôle s’obtiennent par la résolution du système linéaire
suivant :
[ ]
0,1 1,1 n,1 0
0,2 1,2 n,2 1
0,k 1,k n,k n
R R . R PnR R . R Pn
= M. . . . .
R R . R Pn
⎡ ⎤ ⎡ ⎤⎢ ⎥ ⎢ ⎥⎢ ⎥ ⎢ ⎥⎢ ⎥ ⎢ ⎥⎢ ⎥ ⎢ ⎥
⎣ ⎦⎣ ⎦
La figure A.3 illustre la représentation d’un cercle et d’un arc, en courbe NURBS, le
choix de nombre de points de contrôle dépend de la précision voulue.

119
Figure A.3 : Représentation des formes usuelles par NURBS, a) cercle b) arc de cercle
Dans ce travail, le profil dC ( )u approximant les données mesurées M′ est une NURBS
avec les mêmes paramètres du profil nominal nC ( )u (nombre de pôles, vecteur nodal,
degré des fonctions B-Spline et poids).
Les points de contrôle iPd du profil mesuré sont obtenus par un ajustement de position
des coordonnées des points de contrôle du profil nominal [16] comme suit :
[R][Pn+ΔP]=[M ]′
[ ]
0,1 1,1 n,1 0
0,2 1,2 n,2 1
0,k 1,k n,k n
R R . R PdR R . R Pd
= M. . . . .
R R . R Pd
⎡ ⎤ ⎡ ⎤⎢ ⎥ ⎢ ⎥⎢ ⎥ ⎢ ⎥ ′⎢ ⎥ ⎢ ⎥⎢ ⎥ ⎢ ⎥
⎣ ⎦⎣ ⎦
-15 -10 -5 0 5 10 15-15
-10
-5
0
5
10
15
(a)0 2 4 6 8 10 12
0
2
4
6
8
10
12
(b)

120
A.3 Vecteur normal au profil nominal
Pour chaque position nominale correspond un paramètre u. Les poids associés aux points
de contrôle sont pris comme suit :
i 1w =
La courbe nC ( )u se simplifie:
n
n i,p i0
C ( ) N ( )Pnu u=∑
Le vecteur normal ( )n ur pour la position nominale de paramètre u est calculé par la
relation :
n
n
C ( )
( )C ( )
ukun u
uku
∂∧
∂=∂
∧∂
rr
rr
r
Avec kr
le vecteur unitaire suivant Z.
001
k⎡ ⎤⎢ ⎥= ⎢ ⎥⎢ ⎥⎣ ⎦
r
nC ( )uu
∂∂
r
est la dérivée de la fonction nC ( )u et donnée comme suit [40] :
n
i,p i n-10n
i,p-1 i0
( N ( )Pn )C ( ) N ( )Qn
uu u
u u
∂∂
= =∂ ∂
∑∑
r
Avec
i+1 ii
i+p i
P PQn pT T
−=
′ ′−

121
Et { {p p
1 2 n-p-2T = 0,..,0, , ,..., ,1,...,1n-p-1 n-p-1 n-p-1
⎧ ⎫⎪ ⎪′ ⎨ ⎬⎪ ⎪⎩ ⎭
A.4 Calcul de la position déviée
Le calcul de la position déviée d 1C ( )u revient au calcul du paramètre 1u correspondant au
point d’intersection entre la droite 2( )D u passant par la position nominale nC ( )u et de
direction le vecteur normal ( )n ur .
2( )D u peut être exprimé sous forme paramétrique comme suit :
nP=C ( )u
P =P ( ) 0n u′ + ≠rα α
2 2D( ) (P -P) Pu u′= +
Au point d’intersection, on a:
d 1 2C ( ) D( )u u=
C’est une fonction 1 2F( , )u u paramétrique définie comme suit :
1 21 1 2 21 2 d 1 2
1 21 1 2 2
F ( , )( ) ( )F( , ) C ( ) D( )
F ( , )( ) ( )x
y
u ux u x uu u u u
u uy u y u− ⎡ ⎤⎡ ⎤
= − = = ⎢ ⎥⎢ ⎥−⎣ ⎦ ⎣ ⎦=0
Le jacobéen J de cette fonction est défini comme suit :
1 2
1 2 1 2
1 2
1 21 2
J
x x
y y
F F x xu u u uF F y y
u uu u
∂ ∂ ∂ ∂⎡ ⎤ ⎡ ⎤−⎢ ⎥ ⎢ ⎥∂ ∂ ∂ ∂⎢ ⎥ ⎢ ⎥= =∂ ∂⎢ ⎥ ∂ ∂⎢ ⎥
−⎢ ⎥ ⎢ ⎥∂ ∂∂ ∂ ⎣ ⎦⎣ ⎦

122
Ce système peut être résolu par la méthode de Newton-Raphson [41] :
1-11 1
1 2 1 212 2
J ( , )F( , )i i
i i i ii i
u uu u u u
u u
+
+
⎡ ⎤−= −⎢ ⎥−⎣ ⎦
Avec la solution initiale :0102 0
uuu⎡ ⎤ ⎡ ⎤
=⎢ ⎥ ⎢ ⎥⎣ ⎦⎣ ⎦
; u est le paramètre de la position nominale.
La figure illustre un profil nominal et un profil dévié, tracés par ‘MATLAB’.
La position dC ( )u est l’estimation initiale de la position déviée. d 1C ( )u est la position
déviée calculée par la résolution du système d’équations, après quelques itérations.
.
Figure 2.4 : Solution initiale dC ( )u permet de calculer la position déviée d 1C ( )u après
quelques itérations
-0.5 0 0.5 1 1.5 2-0.5
0
0.5
1
1.5
2
nC ( )u
d 1C ( )u
dC ( )u

123
A.5 Approximation des profils par NURBS
Les rayons programmés pour obtenir les deux profils avant compensation sont :
D1=35.200 mm et D2=35.700 mm. Le rayon final après la troisième passe est D3=36.200
mm.
Les deux données d’inspection et le trajet d’outil en finition sont approximées par des
courbes NURBS contrôlées par 25 points montrés sur le tableau A.1.
Le vecteur choisi des nœuds est :
T= [0 0 0 0 0.0455 0.0909 0.1364 0.1818 0.2273 0.2727 0.3182 0.3636
0.4091 0.4545 0.5000 0.5455 0.5909 0.6364 0.6818 0.7273 0.7727 0.8182
0.8636 0.9091 0.9545 1.0000 1.0000 1.0000 1.0000]

124
Points de contrôle
Profil final Profil inspecté 1 Profil inspecté 2
1 0 26.6750 -0.0067 32.2253 -0.0063 32.7222 2 -2.5394 26.6765 -3.0709 32.1958 -3.1177 32.6911 3 -7.6183 25.9452 -9.2021 31.3249 -9.3435 31.8119 4 -14.6194 22.7485 -17.6554 27.4655 -17.9275 27.8906 5 -20.4362 17.7079 -24.6795 21.3841 -25.0599 21.7194 6 -24.5972 11.2333 -29.6996 13.5656 -30.1620 13.7800 7 -26.7658 3.8483 -32.3129 4.6486 -32.8061 4.7253 8 -26.7658 -3.8483 -32.3005 -4.6420 -32.7990 -4.7092 9 -24.5972 -11.2332 -29.6848 -13.5567 -30.1390 -13.7603 10 -20.4362 -17.7080 -24.6605 -21.3730 -25.0402 -21.6968 11 -14.6194 -22.7483 -17.6414 -27.4595 -17.9122 -27.8789 12 -7.6183 -25.9454 -9.1882 -31.3177 -9.3307 -31.7966 13 -0.0000 -27.0412 0.0073 -32.6422 0.0067 -33.1446 14 7.6183 -25.9454 9.2043 -31.3225 9.3454 -31.8092 15 14.6194 -22.7483 17.6596 -27.4694 17.9305 -27.8947 16 20.4362 -17.7080 24.6766 -21.3793 25.0578 -21.7141 17 24.5972 -11.2332 29.7020 -13.5648 30.1597 -13.7782 18 26.7658 -3.8483 32.3104 -4.6455 32.8079 -4.7222 19 26.7658 3.8483 32.3024 4.6432 32.8026 4.7105 20 24.5972 11.2333 29.6857 13.5611 30.1393 13.7626 21 20.4362 17.7079 24.6597 21.3713 25.0400 21.6968 22 14.6194 22.7485 17.6375 27.4618 17.9083 27.8782 23 7.6183 25.9452 9.1854 31.3093 9.3260 31.7862 24 2.5394 26.6765 3.0587 32.2198 3.1065 32.7139 25 0 26.6750 -0.0067 32.2253 -0.0063 32.7222
Tableau A.1 : Points de contrôle des courbes NURBS approximant le trajet d’outil en
finition, la première et la deuxième inspection.

125
A.6 Exemple numérique (section 2.3)
h= 0.5 mm
020.0ε0 = mm
21eff εεhh −+=
2eff_F εhh +=
Position (mm)
1Tε (µm)
2Tε (µm)
effh (mm)
eff_Fh (mm) eff
eff_F
hh
=λ
0 0.020 0.020 0.500 0.5200 1.0400
10 0.028 0.032 0.496 0.5320 1.0726
20 0.036 0.044 0.492 0.5440 1.1057
30 0.044 0.056 0.488 0.5560 1.1393
40 0.052 0.068 0.4840 0.5680 1.1736
50 0.060 0.080 0.4800 0.5800 1.2083
60 0.068 0.092 0.4760 0.5920 1.2437
70 0.076 0.104 0.4720 0.6040 1.2797
80 0.084 0.116 0.4680 0.6160 1.3162
90 0.092 0.128 0.4640 0.6280 1.3534
100 0.100 0.140 0.4600 0.6400 1.3913

126
20 εC =
)ε(εh
hε)ελ(εεC 02
eff
eff_F00201 −+=−+=
)ε(εh
hεC 02
eff_F02 −+=
)ε(ελ)ελ(εεC 122
0203 −+−+=
C1 (µm)
C2 (µm)
C3 (µm)
C0
(µm) 0.0200 0.0200 0.0200 0.0200
0.0329 0.0328 0.0375 0.0320
0.0465 0.0461 0.0563 0.0440
0.0610 0.0600 0.0766 0.0560
0.0763 0.0745 0.0984 0.0680
0.0925 0.0896 0.1217 0.0800
0.1095 0.1052 0.1467 0.0920
0.1275 0.1215 0.1733 0.1040
0.1464 0.1383 0.2018 0.1160
0.1662 0.1556 0.2321 0.1280
0.1870 0.1736 0.2644 0.1400

127
ANNEXE B : Code G pour la trajectoire circulaire B.1 Code G initial pour la finition d’un profil circulaire de 36.200 mm de rayon
N 63 X 9.997 Y 16.951 N 64 X 9.985 Y 17.226 N 65 X 9.966 Y 17.501 N 66 X 9.94 Y 17.775 N 67 X 9.906 Y 18.049 N 68 X 9.864 Y 18.321 N 69 X 9.815 Y 18.592 N 70 X 9.758 Y 18.862 N 71 X 9.694 Y 19.13 N 72 X 9.623 Y 19.396 N 73 X 9.545 Y 19.66 N 74 X 9.459 Y 19.922 N 75 X 9.366 Y 20.182 N 76 X 9.265 Y 20.438 N 77 X 9.158 Y 20.692 N 78 X 9.044 Y 20.943 N 79 X 8.923 Y 21.191 N 80 X 8.795 Y 21.435 N 81 X 8.661 Y 21.675 N 82 X 8.52 Y 21.912 N 83 X 8.372 Y 22.145 N 84 X 8.218 Y 22.373 N 85 X 8.058 Y 22.598 N 86 X 7.892 Y 22.817 N 87 X 7.72 Y 23.033 N 88 X 7.541 Y 23.243 N 89 X 7.358 Y 23.448 N 90 X 7.168 Y 23.648 N 91 X 6.973 Y 23.843 N 92 X 6.773 Y 24.033 N 93 X 6.568 Y 24.216 N 94 X 6.358 Y 24.395 N 95 X 6.142 Y 24.567 N 96 X 5.923 Y 24.733 N 97 X 5.698 Y 24.893 N 98 X 5.47 Y 25.047 N 99 X 5.237 Y 25.195 N100 X 5. Y 25.336 N101 X 4.76 Y 25.47 N102 X 4.516 Y 25.598 N103 X 4.268 Y 25.719 N104 X 4.017 Y 25.833 N105 X 3.763 Y 25.94 N106 X 3.507 Y 26.041 N107 X 3.247 Y 26.134
N108 X 2.985 Y 26.22 N109 X 2.721 Y 26.298 N110 X 2.455 Y 26.369 N111 X 2.187 Y 26.433 N112 X 1.917 Y 26.49 N113 X 1.646 Y 26.539 N114 X 1.374 Y 26.581 N115 X 1.1 Y 26.615 N116 X 0.826 Y 26.641 N117 X 0.551 Y 26.66 N118 X 0.276 Y 26.672 N119 X 0. Y 26.675 N120 X -0.46 Y 26.672 N121 X -0.921 Y 26.66 N122 X -1.381 Y 26.64 N123 X -1.84 Y 26.612 N124 X -2.299 Y 26.576 N125 X -2.758 Y 26.533 N126 X -3.215 Y 26.481 N127 X -3.672 Y 26.422 N128 X -4.127 Y 26.354 N129 X -4.582 Y 26.279 N130 X -5.035 Y 26.196 N131 X -5.486 Y 26.105 N132 X -5.936 Y 26.007 N133 X -6.384 Y 25.9 N134 X -6.83 Y 25.786 N135 X -7.274 Y 25.665 N136 X -7.716 Y 25.535 N137 X -8.156 Y 25.398 N138 X -8.593 Y 25.254 N139 X -9.027 Y 25.102 N140 X -9.459 Y 24.942 N141 X -9.888 Y 24.775 N142 X-10.315 Y 24.601 N143 X-10.738 Y 24.419 N144 X-11.158 Y 24.23 N145 X-11.574 Y 24.034 N146 X-11.987 Y 23.83 N147 X-12.397 Y 23.62 N148 X-12.803 Y 23.402 N149 X-13.205 Y 23.178 N150 X-13.603 Y 22.947 N151 X-13.997 Y 22.708 N152 X-14.387 Y 22.463

128
N153 X-14.772 Y 22.212 N154 X-15.153 Y 21.954 N155 X-15.53 Y 21.689 N156 X-15.902 Y 21.417 N157 X-16.269 Y 21.14 N158 X-16.632 Y 20.856 N159 X-16.989 Y 20.566 N160 X-17.342 Y 20.269 N161 X-17.689 Y 19.967 N162 X-18.031 Y 19.659 N163 X-18.368 Y 19.344 N164 X-18.699 Y 19.025 N165 X-19.025 Y 18.699 N166 X-19.344 Y 18.368 N167 X-19.659 Y 18.031 N168 X-19.967 Y 17.689 N169 X-20.269 Y 17.342 N170 X-20.566 Y 16.989 N171 X-20.856 Y 16.632 N172 X-21.14 Y 16.269 N173 X-21.417 Y 15.902 N174 X-21.689 Y 15.53 N175 X-21.954 Y 15.153 N176 X-22.212 Y 14.772 N177 X-22.463 Y 14.387 N178 X-22.708 Y 13.997 N179 X-22.947 Y 13.603 N180 X-23.178 Y 13.205 N181 X-23.402 Y 12.803 N182 X-23.62 Y 12.397 N183 X-23.83 Y 11.987 N184 X-24.034 Y 11.574 N185 X-24.23 Y 11.158 N186 X-24.419 Y 10.738 N187 X-24.601 Y 10.315 N188 X-24.775 Y 9.888 N189 X-24.942 Y 9.459 N190 X-25.102 Y 9.027 N191 X-25.254 Y 8.593 N192 X-25.398 Y 8.156 N193 X-25.535 Y 7.716 N194 X-25.665 Y 7.274 N195 X-25.786 Y 6.83 N196 X-25.9 Y 6.384 N197 X-26.007 Y 5.936 N198 X-26.105 Y 5.486 N199 X-26.196 Y 5.035 N200 X-26.279 Y 4.582 N201 X-26.354 Y 4.127 N202 X-26.422 Y 3.672 N203 X-26.481 Y 3.215 N204 X-26.533 Y 2.758 N205 X-26.576 Y 2.299 N206 X-26.612 Y 1.84
N207 X-26.64 Y 1.381 N208 X-26.66 Y 0.921 N209 X-26.672 Y 0.46 N210 X-26.676 Y 0. N211 X-26.672 Y -0.46 N212 X-26.66 Y -0.921 N213 X-26.64 Y -1.381 N214 X-26.612 Y -1.84 N215 X-26.576 Y -2.299 N216 X-26.533 Y -2.758 N217 X-26.481 Y -3.215 N218 X-26.422 Y -3.672 N219 X-26.354 Y -4.127 N220 X-26.279 Y -4.582 N221 X-26.196 Y -5.035 N222 X-26.105 Y -5.486 N223 X-26.007 Y -5.936 N224 X-25.9 Y -6.384 N225 X-25.786 Y -6.83 N226 X-25.665 Y -7.274 N227 X-25.535 Y -7.716 N228 X-25.398 Y -8.156 N229 X-25.254 Y -8.593 N230 X-25.102 Y -9.027 N231 X-24.942 Y -9.459 N232 X-24.775 Y -9.888 N233 X-24.601 Y-10.315 N234 X-24.419 Y-10.738 N235 X-24.23 Y-11.158 N236 X-24.034 Y-11.574 N237 X-23.83 Y-11.987 N238 X-23.62 Y-12.397 N239 X-23.402 Y-12.803 N240 X-23.178 Y-13.205 N241 X-22.947 Y-13.603 N242 X-22.708 Y-13.997 N243 X-22.463 Y-14.387 N244 X-22.212 Y-14.772 N245 X-21.954 Y-15.153 N246 X-21.689 Y-15.53 N247 X-21.417 Y-15.902 N248 X-21.14 Y-16.269 N249 X-20.856 Y-16.632 N250 X-20.566 Y-16.989 N251 X-20.269 Y-17.342 N252 X-19.967 Y-17.689 N253 X-19.659 Y-18.031 N254 X-19.344 Y-18.368 N255 X-19.025 Y-18.699 N256 X-18.699 Y-19.025 N257 X-18.368 Y-19.344 N258 X-18.031 Y-19.659 N259 X-17.689 Y-19.967 N260 X-17.342 Y-20.269

129
N261 X-16.989 Y-20.566 N262 X-16.632 Y-20.856 N263 X-16.269 Y-21.14 N264 X-15.902 Y-21.417 N265 X-15.53 Y-21.689 N266 X-15.153 Y-21.954 N267 X-14.772 Y-22.212 N268 X-14.387 Y-22.463 N269 X-13.997 Y-22.708 N270 X-13.603 Y-22.947 N271 X-13.205 Y-23.178 N272 X-12.803 Y-23.402 N273 X-12.397 Y-23.62 N274 X-11.987 Y-23.83 N275 X-11.574 Y-24.034 N276 X-11.158 Y-24.23 N277 X-10.738 Y-24.419 N278 X-10.315 Y-24.601 N279 X -9.888 Y-24.775 N280 X -9.459 Y-24.942 N281 X -9.027 Y-25.102 N282 X -8.593 Y-25.254 N283 X -8.156 Y-25.398 N284 X -7.716 Y-25.535 N285 X -7.274 Y-25.665 N286 X -6.83 Y-25.786 N287 X -6.384 Y-25.9 N288 X -5.936 Y-26.007 N289 X -5.486 Y-26.105 N290 X -5.035 Y-26.196 N291 X -4.582 Y-26.279 N292 X -4.127 Y-26.354 N293 X -3.672 Y-26.422 N294 X -3.215 Y-26.481 N295 X -2.758 Y-26.533 N296 X -2.299 Y-26.576 N297 X -1.84 Y-26.612 N298 X -1.381 Y-26.64 N299 X -0.921 Y-26.66 N300 X -0.46 Y-26.672 N301 X 0. Y-26.676 N302 X 0.46 Y-26.672 N303 X 0.921 Y-26.66 N304 X 1.381 Y-26.64 N305 X 1.84 Y-26.612 N306 X 2.299 Y-26.576 N307 X 2.758 Y-26.533 N308 X 3.215 Y-26.481 N309 X 3.672 Y-26.422 N310 X 4.127 Y-26.354 N311 X 4.582 Y-26.279 N312 X 5.035 Y-26.196 N313 X 5.486 Y-26.105 N314 X 5.936 Y-26.007
N315 X 6.384 Y-25.9 N316 X 6.83 Y-25.786 N317 X 7.274 Y-25.665 N318 X 7.716 Y-25.535 N319 X 8.156 Y-25.398 N320 X 8.593 Y-25.254 N321 X 9.027 Y-25.102 N322 X 9.459 Y-24.942 N323 X 9.888 Y-24.775 N324 X 10.315 Y-24.601 N325 X 10.738 Y-24.419 N326 X 11.158 Y-24.23 N327 X 11.574 Y-24.034 N328 X 11.987 Y-23.83 N329 X 12.397 Y-23.62 N330 X 12.803 Y-23.402 N331 X 13.205 Y-23.178 N332 X 13.603 Y-22.947 N333 X 13.997 Y-22.708 N334 X 14.387 Y-22.463 N335 X 14.772 Y-22.212 N336 X 15.153 Y-21.954 N337 X 15.53 Y-21.689 N338 X 15.902 Y-21.417 N339 X 16.269 Y-21.14 N340 X 16.632 Y-20.856 N341 X 16.989 Y-20.566 N342 X 17.342 Y-20.269 N343 X 17.689 Y-19.967 N344 X 18.031 Y-19.659 N345 X 18.368 Y-19.344 N346 X 18.699 Y-19.025 N347 X 19.025 Y-18.699 N348 X 19.344 Y-18.368 N349 X 19.659 Y-18.031 N350 X 19.967 Y-17.689 N351 X 20.269 Y-17.342 N352 X 20.566 Y-16.989 N353 X 20.856 Y-16.632 N354 X 21.14 Y-16.269 N355 X 21.417 Y-15.902 N356 X 21.689 Y-15.53 N357 X 21.954 Y-15.153 N358 X 22.212 Y-14.772 N359 X 22.463 Y-14.387 N360 X 22.708 Y-13.997 N361 X 22.947 Y-13.603 N362 X 23.178 Y-13.205 N363 X 23.402 Y-12.803 N364 X 23.62 Y-12.397 N365 X 23.83 Y-11.987 N366 X 24.034 Y-11.574 N367 X 24.23 Y-11.158 N368 X 24.419 Y-10.738

130
N369 X 24.601 Y-10.315 N370 X 24.775 Y -9.888 N371 X 24.942 Y -9.459 N372 X 25.102 Y -9.027 N373 X 25.254 Y -8.593 N374 X 25.398 Y -8.156 N375 X 25.535 Y -7.716 N376 X 25.665 Y -7.274 N377 X 25.786 Y -6.83 N378 X 25.9 Y -6.384 N379 X 26.007 Y -5.936 N380 X 26.105 Y -5.486 N381 X 26.196 Y -5.035 N382 X 26.279 Y -4.582 N383 X 26.354 Y -4.127 N384 X 26.422 Y -3.672 N385 X 26.481 Y -3.215 N386 X 26.533 Y -2.758 N387 X 26.576 Y -2.299 N388 X 26.612 Y -1.84 N389 X 26.64 Y -1.381 N390 X 26.66 Y -0.921 N391 X 26.672 Y -0.46 N392 X 26.676 Y 0. N393 X 26.672 Y 0.46 N394 X 26.66 Y 0.921 N395 X 26.64 Y 1.381 N396 X 26.612 Y 1.84 N397 X 26.576 Y 2.299 N398 X 26.533 Y 2.758 N399 X 26.481 Y 3.215 N400 X 26.422 Y 3.672 N401 X 26.354 Y 4.127 N402 X 26.279 Y 4.582 N403 X 26.196 Y 5.035 N404 X 26.105 Y 5.486 N405 X 26.007 Y 5.936 N406 X 25.9 Y 6.384 N407 X 25.786 Y 6.83 N408 X 25.665 Y 7.274 N409 X 25.535 Y 7.716 N410 X 25.398 Y 8.156 N411 X 25.254 Y 8.593 N412 X 25.102 Y 9.027 N413 X 24.942 Y 9.459 N414 X 24.775 Y 9.888 N415 X 24.601 Y 10.315 N416 X 24.419 Y 10.738 N417 X 24.23 Y 11.158 N418 X 24.034 Y 11.574 N419 X 23.83 Y 11.987 N420 X 23.62 Y 12.397 N421 X 23.402 Y 12.803 N422 X 23.178 Y 13.205
N423 X 22.947 Y 13.603 N424 X 22.708 Y 13.997 N425 X 22.463 Y 14.387 N426 X 22.212 Y 14.772 N427 X 21.954 Y 15.153 N428 X 21.689 Y 15.53 N429 X 21.417 Y 15.902 N430 X 21.14 Y 16.269 N431 X 20.856 Y 16.632 N432 X 20.566 Y 16.989 N433 X 20.269 Y 17.342 N434 X 19.967 Y 17.689 N435 X 19.659 Y 18.031 N436 X 19.344 Y 18.368 N437 X 19.025 Y 18.699 N438 X 18.699 Y 19.025 N439 X 18.368 Y 19.344 N440 X 18.031 Y 19.659 N441 X 17.689 Y 19.967 N442 X 17.342 Y 20.269 N443 X 16.989 Y 20.566 N444 X 16.632 Y 20.856 N445 X 16.269 Y 21.14 N446 X 15.902 Y 21.417 N447 X 15.53 Y 21.689 N448 X 15.153 Y 21.954 N449 X 14.772 Y 22.212 N450 X 14.387 Y 22.463 N451 X 13.997 Y 22.708 N452 X 13.603 Y 22.947 N453 X 13.205 Y 23.178 N454 X 12.803 Y 23.402 N455 X 12.397 Y 23.62 N456 X 11.987 Y 23.83 N457 X 11.574 Y 24.034 N458 X 11.158 Y 24.23 N459 X 10.738 Y 24.419 N460 X 10.315 Y 24.601 N461 X 9.888 Y 24.775 N462 X 9.459 Y 24.942 N463 X 9.027 Y 25.102 N464 X 8.593 Y 25.254 N465 X 8.156 Y 25.398 N466 X 7.716 Y 25.535 N467 X 7.274 Y 25.665 N468 X 6.83 Y 25.786 N469 X 6.384 Y 25.9 N470 X 5.936 Y 26.007 N471 X 5.486 Y 26.105 N472 X 5.035 Y 26.196 N473 X 4.582 Y 26.279 N474 X 4.127 Y 26.354 N475 X 3.672 Y 26.422 N476 X 3.215 Y 26.481

131
N477 X 2.758 Y 26.533 N478 X 2.299 Y 26.576 N479 X 1.84 Y 26.612 N480 X 1.381 Y 26.64 N481 X 0.921 Y 26.66 N482 X 0.46 Y 26.672 N483 X 0. Y 26.675

132
B.2 Code G corrigé pour la finition d’un profil circulaire de 36.200 mm de rayon
N 63 X 10.0300 Y 16.9524 N 64 X 10.0179 Y 17.2283 N 65 X 9.9989 Y 17.5041 N 66 X 9.9727 Y 17.7791 N 67 X 9.9386 Y 18.0540 N 68 X 9.8965 Y 18.3269 N 69 X 9.8473 Y 18.5988 N 70 X 9.7901 Y 18.8697 N 71 X 9.7259 Y 19.1385 N 72 X 9.6546 Y 19.4054 N 73 X 9.5764 Y 19.6703 N 74 X 9.4901 Y 19.9331 N 75 X 9.3967 Y 20.1941 N 76 X 9.2954 Y 20.4508 N 77 X 9.1880 Y 20.7056 N 78 X 9.0737 Y 20.9575 N 79 X 8.9522 Y 21.2063 N 80 X 8.8238 Y 21.4511 N 81 X 8.6894 Y 21.6919 N 82 X 8.5479 Y 21.9297 N 83 X 8.3993 Y 22.1635 N 84 X 8.2449 Y 22.3921 N 85 X 8.0843 Y 22.6179 N 86 X 7.9178 Y 22.8376 N 87 X 7.7451 Y 23.0544 N 88 X 7.5656 Y 23.2650 N 89 X 7.3819 Y 23.4707 N 90 X 7.1913 Y 23.6713 N 91 X 6.9957 Y 23.8669 N 92 X 6.7950 Y 24.0576 N 93 X 6.5894 Y 24.2411 N 94 X 6.3786 Y 24.4208 N 95 X 6.1619 Y 24.5933 N 96 X 5.9421 Y 24.7599 N 97 X 5.7165 Y 24.9203 N 98 X 5.4877 Y 25.0749 N 99 X 5.2539 Y 25.2234 N100 X 5.0161 Y 25.3648 N101 X 4.7753 Y 25.4992 N102 X 4.5305 Y 25.6277 N103 X 4.2816 Y 25.7490 N104 X 4.0298 Y 25.8634 N105 X 3.7751 Y 25.9707 N106 X 3.5181 Y 26.0721 N107 X 3.2573 Y 26.1654 N108 X 2.9944 Y 26.2516 N109 X 2.7295 Y 26.3299 N110 X 2.4627 Y 26.4011 N111 X 2.1938 Y 26.4653
N112 X 1.9229 Y 26.5225 N113 X 1.6510 Y 26.5716 N114 X 1.3781 Y 26.6137 N115 X 1.1031 Y 26.6479 N116 X 0.8283 Y 26.6739 N117 X 0.5524 Y 26.6930 N118 X 0.2774 Y 26.7050 N119 X -0.0002 Y 26.7080 N120 X -0.4611 Y 26.7127 N121 X -0.9231 Y 26.7074 N122 X -1.3842 Y 26.6931 N123 X -1.8445 Y 26.6697 N124 X -2.3047 Y 26.6373 N125 X -2.7653 Y 26.5970 N126 X -3.2235 Y 26.5468 N127 X -3.6820 Y 26.4887 N128 X -4.1380 Y 26.4210 N129 X -4.5942 Y 26.3456 N130 X -5.0482 Y 26.2616 N131 X -5.5000 Y 26.1693 N132 X -5.9509 Y 26.0696 N133 X -6.3995 Y 25.9608 N134 X -6.8460 Y 25.8449 N135 X -7.2907 Y 25.7219 N136 X -7.7332 Y 25.5902 N137 X -8.1737 Y 25.4517 N138 X -8.6114 Y 25.3065 N139 X -9.0460 Y 25.1534 N140 X -9.4787 Y 24.9926 N141 X -9.9083 Y 24.8249 N142 X-10.3362 Y 24.6502 N143 X-10.7599 Y 24.4676 N144 X-11.1806 Y 24.2780 N145 X-11.5974 Y 24.0814 N146 X-12.0111 Y 23.8770 N147 X-12.4219 Y 23.6664 N148 X-12.8285 Y 23.4478 N149 X-13.2312 Y 23.2232 N150 X-13.6300 Y 22.9915 N151 X-14.0245 Y 22.7518 N152 X-14.4151 Y 22.5061 N153 X-14.8007 Y 22.2544 N154 X-15.1823 Y 21.9956 N155 X-15.5599 Y 21.7299 N156 X-15.9323 Y 21.4572 N157 X-16.2998 Y 21.1794 N158 X-16.6633 Y 20.8946 N159 X-17.0207 Y 20.6037 N160 X-17.3741 Y 20.3058

133
N161 X-17.7214 Y 20.0029 N162 X-18.0637 Y 19.6939 N163 X-18.4008 Y 19.3780 N164 X-18.7320 Y 19.0580 N165 X-19.0582 Y 18.7310 N166 X-19.3772 Y 18.3990 N167 X-19.6923 Y 18.0610 N168 X-20.0006 Y 17.7182 N169 X-20.3028 Y 17.3705 N170 X-20.6001 Y 17.0167 N171 X-20.8905 Y 16.6590 N172 X-21.1750 Y 16.2954 N173 X-21.4525 Y 15.9279 N174 X-21.7251 Y 15.5553 N175 X-21.9907 Y 15.1778 N176 X-22.2493 Y 14.7963 N177 X-22.5009 Y 14.4108 N178 X-22.7465 Y 14.0203 N179 X-22.9862 Y 13.6257 N180 X-23.2178 Y 13.2272 N181 X-23.4424 Y 12.8247 N182 X-23.6610 Y 12.4180 N183 X-23.8716 Y 12.0075 N184 X-24.0762 Y 11.5939 N185 X-24.2729 Y 11.1773 N186 X-24.4626 Y 10.7568 N187 X-24.6454 Y 10.3331 N188 X-24.8204 Y 9.9057 N189 X-24.9890 Y 9.4764 N190 X-25.1507 Y 9.0441 N191 X-25.3047 Y 8.6097 N192 X-25.4508 Y 8.1724 N193 X-25.5899 Y 7.7322 N194 X-25.7222 Y 7.2896 N195 X-25.8455 Y 6.8452 N196 X-25.9618 Y 6.3988 N197 X-26.0711 Y 5.9500 N198 X-26.1713 Y 5.4994 N199 X-26.2645 Y 5.0476 N200 X-26.3496 Y 4.5936 N201 X-26.4266 Y 4.1379 N202 X-26.4965 Y 3.6816 N203 X-26.5573 Y 3.2237 N204 X-26.6110 Y 2.7653 N205 X-26.6556 Y 2.3052 N206 X-26.6930 Y 1.8449 N207 X-26.7224 Y 1.3846 N208 X-26.7436 Y 0.9232 N209 X-26.7567 Y 0.4607 N210 X-26.7617 Y -0.0007 N211 X-26.7585 Y -0.4623 N212 X-26.7471 Y -0.9248 N213 X-26.7276 Y -1.3863 N214 X-26.7000 Y -1.8469
N215 X-26.6642 Y -2.3073 N216 X-26.6213 Y -2.7680 N217 X-26.5693 Y -3.2264 N218 X-26.5102 Y -3.6852 N219 X-26.4421 Y -4.1415 N220 X-26.3670 Y -4.5981 N221 X-26.2838 Y -5.0527 N222 X-26.1928 Y -5.5051 N223 X-26.0947 Y -5.9570 N224 X-25.9879 Y -6.4065 N225 X-25.8741 Y -6.8540 N226 X-25.7533 Y -7.3000 N227 X-25.6236 Y -7.7436 N228 X-25.4868 Y -8.1853 N229 X-25.3430 Y -8.6242 N230 X-25.1911 Y -9.0600 N231 X-25.0312 Y -9.4937 N232 X-24.8642 Y -9.9244 N233 X-24.6900 Y-10.3533 N234 X-24.5078 Y-10.7780 N235 X-24.3185 Y-11.1997 N236 X-24.1221 Y-11.6175 N237 X-23.9177 Y-12.0319 N238 X-23.7071 Y-12.4438 N239 X-23.4886 Y-12.8512 N240 X-23.2639 Y-13.2549 N241 X-23.0322 Y-13.6547 N242 X-22.7926 Y-14.0502 N243 X-22.5469 Y-14.4417 N244 X-22.2952 Y-14.8283 N245 X-22.0364 Y-15.2109 N246 X-21.7704 Y-15.5895 N247 X-21.4976 Y-15.9628 N248 X-21.2195 Y-16.3312 N249 X-20.9343 Y-16.6956 N250 X-20.6430 Y-17.0538 N251 X-20.3448 Y-17.4079 N252 X-20.0414 Y-17.7560 N253 X-19.7319 Y-18.0991 N254 X-19.4155 Y-18.4369 N255 X-19.0949 Y-18.7689 N256 X-18.7673 Y-19.0959 N257 X-18.4349 Y-19.4156 N258 X-18.0963 Y-19.7315 N259 X-17.7528 Y-20.0403 N260 X-17.4044 Y-20.3431 N261 X-17.0499 Y-20.6409 N262 X-16.6913 Y-20.9318 N263 X-16.3267 Y-21.2165 N264 X-15.9583 Y-21.4940 N265 X-15.5846 Y-21.7667 N266 X-15.2060 Y-22.0322 N267 X-14.8233 Y-22.2907 N268 X-14.4366 Y-22.5420

134
N269 X-14.0451 Y-22.7872 N270 X-13.6492 Y-23.0266 N271 X-13.2495 Y-23.2578 N272 X-12.8459 Y-23.4820 N273 X-12.4381 Y-23.7003 N274 X-12.0267 Y-23.9104 N275 X-11.6121 Y-24.1148 N276 X-11.1945 Y-24.3112 N277 X-10.7731 Y-24.5007 N278 X-10.3485 Y-24.6833 N279 X -9.9202 Y-24.8578 N280 X -9.4899 Y-25.0253 N281 X -9.0564 Y-25.1858 N282 X -8.6208 Y-25.3383 N283 X -8.1824 Y-25.4827 N284 X -7.7410 Y-25.6199 N285 X -7.2972 Y-25.7502 N286 X -6.8518 Y-25.8712 N287 X -6.4043 Y-25.9851 N288 X -5.9545 Y-26.0920 N289 X -5.5031 Y-26.1897 N290 X -5.0504 Y-26.2803 N291 X -4.5958 Y-26.3629 N292 X -4.1394 Y-26.4373 N293 X -3.6827 Y-26.5047 N294 X -3.2243 Y-26.5630 N295 X -2.7656 Y-26.6143 N296 X -2.3053 Y-26.6564 N297 X -1.8448 Y-26.6915 N298 X -1.3844 Y-26.7184 N299 X -0.9230 Y-26.7373 N300 X -0.4607 Y-26.7480 N301 X 0.0006 Y-26.7507 N302 X 0.4619 Y-26.7452 N303 X 0.9241 Y-26.7317 N304 X 1.3853 Y-26.7102 N305 X 1.8454 Y-26.6807 N306 X 2.3053 Y-26.6431 N307 X 2.7655 Y-26.5986 N308 X 3.2233 Y-26.5451 N309 X 3.6814 Y-26.4847 N310 X 4.1371 Y-26.4155 N311 X 4.5931 Y-26.3394 N312 X 5.0470 Y-26.2555 N313 X 5.4988 Y-26.1636 N314 X 5.9498 Y-26.0647 N315 X 6.3986 Y-25.9570 N316 X 6.8453 Y-25.8422 N317 X 7.2903 Y-25.7204 N318 X 7.7330 Y-25.5896 N319 X 8.1737 Y-25.4518 N320 X 8.6116 Y-25.3070 N321 X 9.0463 Y-25.1542 N322 X 9.4790 Y-24.9933
N323 X 9.9086 Y-24.8255 N324 X 10.3364 Y-24.6507 N325 X 10.7600 Y-24.4678 N326 X 11.1806 Y-24.2781 N327 X 11.5974 Y-24.0813 N328 X 12.0109 Y-23.8767 N329 X 12.4217 Y-23.6661 N330 X 12.8284 Y-23.4475 N331 X 13.2311 Y-23.2229 N332 X 13.6299 Y-22.9913 N333 X 14.0245 Y-22.7518 N334 X 14.4151 Y-22.5061 N335 X 14.8008 Y-22.2545 N336 X 15.1824 Y-21.9958 N337 X 15.5600 Y-21.7301 N338 X 15.9325 Y-21.4574 N339 X 16.3000 Y-21.1796 N340 X 16.6635 Y-20.8948 N341 X 17.0210 Y-20.6040 N342 X 17.3744 Y-20.3062 N343 X 17.7219 Y-20.0035 N344 X 18.0644 Y-19.6947 N345 X 18.4019 Y-19.3792 N346 X 18.7335 Y-19.0595 N347 X 19.0601 Y-18.7329 N348 X 19.3797 Y-18.4014 N349 X 19.6953 Y-18.0637 N350 X 20.0040 Y-17.7212 N351 X 20.3065 Y-17.3736 N352 X 20.6041 Y-17.0200 N353 X 20.8947 Y-16.6623 N354 X 21.1793 Y-16.2986 N355 X 21.4567 Y-15.9310 N356 X 21.7293 Y-15.5583 N357 X 21.9948 Y-15.1806 N358 X 22.2534 Y-14.7990 N359 X 22.5050 Y-14.4134 N360 X 22.7506 Y-14.0228 N361 X 22.9903 Y-13.6281 N362 X 23.2222 Y-13.2296 N363 X 23.4471 Y-12.8272 N364 X 23.6662 Y-12.4207 N365 X 23.8773 Y-12.0103 N366 X 24.0825 Y-11.5968 N367 X 24.2797 Y-11.1804 N368 X 24.4699 Y-10.7599 N369 X 24.6531 Y-10.3362 N370 X 24.8283 Y -9.9088 N371 X 24.9965 Y -9.4792 N372 X 25.1576 Y -9.0465 N373 X 25.3107 Y -8.6117 N374 X 25.4557 Y -8.1740 N375 X 25.5937 Y -7.7333 N376 X 25.7247 Y -7.2903

135
N377 X 25.8466 Y -6.8455 N378 X 25.9615 Y -6.3987 N379 X 26.0695 Y -5.9496 N380 X 26.1684 Y -5.4988 N381 X 26.2604 Y -5.0468 N382 X 26.3443 Y -4.5928 N383 X 26.4201 Y -4.1369 N384 X 26.4890 Y -3.6806 N385 X 26.5487 Y -3.2227 N386 X 26.6015 Y -2.7644 N387 X 26.6451 Y -2.3044 N388 X 26.6817 Y -1.8443 N389 X 26.7103 Y -1.3841 N390 X 26.7307 Y -0.9228 N391 X 26.7432 Y -0.4606 N392 X 26.7477 Y 0.0006 N393 X 26.7442 Y 0.4619 N394 X 26.7327 Y 0.9242 N395 X 26.7132 Y 1.3855 N396 X 26.6859 Y 1.8458 N397 X 26.6507 Y 2.3060 N398 X 26.6086 Y 2.7666 N399 X 26.5577 Y 3.2249 N400 X 26.4997 Y 3.6836 N401 X 26.4328 Y 4.1400 N402 X 26.3589 Y 4.5966 N403 X 26.2769 Y 5.0513 N404 X 26.1869 Y 5.5038 N405 X 26.0898 Y 5.9558 N406 X 25.9836 Y 6.4054 N407 X 25.8704 Y 6.8530 N408 X 25.7499 Y 7.2990 N409 X 25.6205 Y 7.7426 N410 X 25.4839 Y 8.1843 N411 X 25.3402 Y 8.6232 N412 X 25.1884 Y 9.0590 N413 X 25.0286 Y 9.4927 N414 X 24.8618 Y 9.9234 N415 X 24.6878 Y 10.3523 N416 X 24.5058 Y 10.7771 N417 X 24.3167 Y 11.1989 N418 X 24.1205 Y 11.6167 N419 X 23.9164 Y 12.0312 N420 X 23.7059 Y 12.4431 N421 X 23.4875 Y 12.8506 N422 X 23.2629 Y 13.2543 N423 X 23.0311 Y 13.6540 N424 X 22.7915 Y 14.0494 N425 X 22.5457 Y 14.4409 N426 X 22.2938 Y 14.8274 N427 X 22.0349 Y 15.2099 N428 X 21.7689 Y 15.5884 N429 X 21.4961 Y 15.9617 N430 X 21.2182 Y 16.3302
N431 X 20.9333 Y 16.6948 N432 X 20.6426 Y 17.0534 N433 X 20.3449 Y 17.4080 N434 X 20.0422 Y 17.7567 N435 X 19.7334 Y 18.1006 N436 X 19.4178 Y 18.4392 N437 X 19.0980 Y 18.7720 N438 X 18.7711 Y 19.0998 N439 X 18.4393 Y 19.4203 N440 X 18.1012 Y 19.7370 N441 X 17.7582 Y 20.0465 N442 X 17.4101 Y 20.3499 N443 X 17.0559 Y 20.6483 N444 X 16.6975 Y 20.9397 N445 X 16.3331 Y 21.2249 N446 X 15.9649 Y 21.5030 N447 X 15.5913 Y 21.7762 N448 X 15.2128 Y 22.0423 N449 X 14.8303 Y 22.3014 N450 X 14.4438 Y 22.5535 N451 X 14.0524 Y 22.7994 N452 X 13.6567 Y 23.0394 N453 X 13.2570 Y 23.2713 N454 X 12.8534 Y 23.4959 N455 X 12.4454 Y 23.7146 N456 X 12.0339 Y 23.9249 N457 X 11.6188 Y 24.1292 N458 X 11.2008 Y 24.3252 N459 X 10.7789 Y 24.5141 N460 X 10.3536 Y 24.6958 N461 X 9.9247 Y 24.8692 N462 X 9.4936 Y 25.0355 N463 X 9.0595 Y 25.1947 N464 X 8.6232 Y 25.3458 N465 X 8.1842 Y 25.4886 N466 X 7.7423 Y 25.6243 N467 X 7.2980 Y 25.7530 N468 X 6.8521 Y 25.8725 N469 X 6.4037 Y 25.9826 N470 X 5.9521 Y 26.0810 N471 X 5.4994 Y 26.1712 N472 X 5.0459 Y 26.2555 N473 X 4.5909 Y 26.3328 N474 X 4.1343 Y 26.4029 N475 X 3.6778 Y 26.4668 N476 X 3.2197 Y 26.5224 N477 X 2.7616 Y 26.5718 N478 X 2.3019 Y 26.6128 N479 X 1.8422 Y 26.6474 N480 X 1.3825 Y 26.6744 N481 X 0.9219 Y 26.6937 N482 X 0.4602 Y 26.7053 N483 X 0.0002 Y 26.7080