TP Corps Ph30 -...
14
TP Productique TGM Lycée Louis Vincent – METZ Préparé par A.HOBLER Page 1 sur 14 LYCEE LOUIS VINCENT - METZ Secteur Apprentissage TP N° ATC30 T GM PRODUCTIQUE Intitulé : Usinage Corps Appareil à Tenonner Ph30 Durée : 7 heures Objectifs : (référentiel programme) • Paramétrage des cycles d’usinages, • Détermination d’un temps technologique, • Désignation ISO d’un porte plaquette de tournage, • Mise en œuvre d’un tour T10 +. En possession : • Du dessin technique, • Du dossier machine, L’élève doit être capable : • D’effectuer des opérations de préréglage d’outil et d’ensemble outil/porte outil, • De réaliser les usinages dans les délais, • De contrôler la conformité des pièces fabriquées, • De calculer le temps d’usinage d’un outil, • De tracer le cycle d’usinage d’un outil, • De désigner un porte plaquette de tournage. Pré requis : • Manipulations d’apprentissage sur T10 + de 1GM • Cours de productique de 1GM et TGM
Transcript of TP Corps Ph30 -...

TP Productique TGM Lycée Louis Vincent – METZ Préparé par A.HOBLER Page 1 sur 14
LYCEE LOUIS VINCENT - METZ Secteur
Apprentissage
TP N° ATC30 T GM PRODUCTIQUE
Intitulé : Usinage Corps Appareil à Tenonner Ph30
Durée : 7 heures
Objectifs : (référentiel programme)
• Paramétrage des cycles d’usinages, • Détermination d’un temps technologique, • Désignation ISO d’un porte plaquette de tournage, • Mise en œuvre d’un tour T10 +.
En possession : • Du dessin technique, • Du dossier machine,
L’élève doit être capable :
• D’effectuer des opérations de préréglage d’outil et d’ensemble outil/porte outil,
• De réaliser les usinages dans les délais, • De contrôler la conformité des pièces fabriquées, • De calculer le temps d’usinage d’un outil, • De tracer le cycle d’usinage d’un outil, • De désigner un porte plaquette de tournage.
Pré requis : • Manipulations d’apprentissage sur T10 + de 1GM • Cours de productique de 1GM et TGM

TP Productique TGM Lycée Louis Vincent – METZ Préparé par A.HOBLER Page 2 sur 14
DOSSIER PEDAGOGIQUE :
• Présentation du sujet. DOSSIER RESSOURCES :
• Procédure de contrôle d’une coaxialité. DOSSIER TECHNIQUE :
• Inventaire du matériel, • Dessin de définition du corps appareil à tenonner, • Nomenclature des phases, • Contrat de phase 30, • Fiche de réglage et d’outillage de la phase 30, • Programme ISO phase 30.
DOSSIER ELEVE :
• Travail demandé : partie écrite, • Travail demandé : partie pratique, • Feuille de cycle à compléter.
DOCUMENT ELEVE à RENDRE :
• Feuille de cycle, • Copie élève.
TP N° ATC30 TGM PRODUCTIQUE
Documents remis

TP Productique TGM Lycée Louis Vincent – METZ Préparé par A.HOBLER Page 3 sur 14
Vous devez mettre en œuvre le tour conventional plus afin de produire en série des corps d’appareil à tenonner. La phase concernée ici est la phase 30. On vous donne :
- un lot de pièce en phase 20, - le dessin de définition du corps, - la nomenclature des phases, - le contrat de phase 30, - la fiche de réglage et d’outillage de la phase 30, - le programme ISO phase 30, - un dossier ressource, - un dossier machine.
On vous demande :
- d’étudier le cycle d’usinage de l’outil de finition, - de calculer le temps d’usinage de l’outil de finition, - de désigner les outils, - de mettre en œuvre le tour conventional plus, - d’usiner un pièce d’essai conformément au contrat de phase, - de contrôler la conformité de cette pièce, - d’intervenir éventuellement sur les correcteurs dynamiques et (ou) sur le réglage du porte-
pièce, - de réaliser l’usinage du lot de pièce, - de contrôler systématiquement la conformité de ces pièces.
TP N° ATC30 TGM PRODUCTIQUE
Documents pédagogiques

TP Productique TGM Lycée Louis Vincent – METZ Préparé par A.HOBLER Page 4 sur 14
Inventaire du matériel :
- une clé de mandrin - un porte plaquette SCLCR 12-12 F09, - un porte plaquette S10K SCLCR 06 F3, - un mandrin 3 mors durs à l’endroit, - un vé de contrôle, - un comparateur à levier avec son support, - un marbre,
Chaque élève est responsable du matériel qui lui est confié. Il doit en faire l’inventaire en début et en fin de séance et signaler au professeur toute anomalie !
TP N° ATC30 TGM PRODUCTIQUE
Dossier technique

TP Productique TGM Lycée Louis Vincent – METZ Page 5 sur 14 Préparé par A.HOBLER

TP Productique TGM Lycée Louis Vincent – METZ Préparé par A.HOBLER Page 6 sur 14
APEF Corps – Appareil à tenonner
Phases² Désignation Opérations Machines outils
10 Débit a- Sciage de B6 Scie alternative
20 Perçage
a- Pointage de 10
b- Perçage ébauche de 10
c- Perçage demi finition de 10
Tour T10 plus Réalméca
30 Tournage
a- Dressage de 6
b- Cylindrage de 5
c- Alésage de 10
Tour T10 plus Réalméca
40 Tournage
a- Dressage de 1
b- Cylindrage de 3
c- Contournage de l’arrondi 2
d- Alésage conique de 9
Tour T10plus Réalméca
50 Perçage
a- Contournage de 7 et 8
b- Pointage de 16 et 17
c- Perçage de 16
d- Taraudage de 16
e- Perçage de 17 et 18
Centre C2 plus Réalméca
60 Fraisage
a- Pointage de 14
b- Perçage de 14
c- Contournage finition de 11 – 12 - 13
d- Pointage de 15
e- Perçage de 15
f- Taraudage de 15
Centre C2 plus Réalméca
70 Fraisage a- Rainurage de 11 Centre C2 plus Réalméca

TP Productique TGM Lycée Louis Vincent – METZ Préparé par A.HOBLER Page 7 sur 14

TP Productique TGM Lycée Louis Vincent – METZ Préparé par A.HOBLER Page 8 sur 14

TP Productique TGM Lycée Louis Vincent – METZ Préparé par A.HOBLER Page 9 sur 14
Programme ISO Corps Phase 30 %99996 N10 G90 N20 G0 X100 Z200 N30 T1 N40 G92 S3200 N50 G97 S1000 M3 N60 G0 X50.584 Z60.183 N70 G96 S250 N80 G95 F0.1 N90 G1 X50.584 Z59.772 N100 X6 Z59.772 N110 X6 Z60.158 N120 G0 X8 Z61.158 N130 X50.584 Z61.158 N140 G1 X50.584 Z59.386 N150 X6 Z59.386 N160 X6 Z59.772 N170 G0 X8 Z60.772 N180 X50.584 Z60.772 N190 G1 X50.584 Z59 N200 X6 Z59 N210 X6 Z59.386 N220 G0 X8 Z60.386 N230 X50.584 Z60.386 N240 X50.516 Z59.518 N250 G1 X49 Z59.518 N260 X49 Z24 N270 X50.416 Z24 N280 G0 X52.416 Z25 N290 X52.416 Z59.518 N300 G97 S1000 N310 X100 Z200 N330 T4 N340 G97 S1000 M3 N350 G0 X13 Z61 N360 G96 S200 N370 X14.5 Z60 N380 G95 F0.07 N390 G1 Z15 N400 X13 N410 G0 Z61 N430 X15 N440 G1 Z15 N450 X14 N460 G0 Z61 N480 G1 X15.45 N500 Z15 N510 G0 X14.5 N520 Z61 N530 G97 S1000 N540 X100 Z200 N550 M5 M9 N560 M30

TP Productique TGM Lycée Louis Vincent – METZ Préparé par A.HOBLER Page 10 sur 14
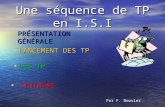
Etude de la tolérance de coaxialité entre 2 surfaces cylindriques
Représentation graphique Modélisation
Référence spécifiée : axe du cylindre idéal A associé à la surface réelle de référence.
Zone de tolérance : cylindre de diamètre t = ∅ 0,1 coaxial à l’axe de la référence spécifiée A.
Condition de conformité : la ligne médiane extraite de la surface réelle tolérancée doit être située dans la zone de tolérance.
Commentaire Une tolérance de coaxialité est équivalente à une tolérance de localisation
TP N° ATC30 TGM PRODUCTIQUE
Dossier ressources
Tolérancements ISO 8015 1985 NF E 04-552 1983
A
D2
L
∅0,1 A
D1
Référence spécifiée (axe de A)
Surface réelle tolérancée
Elément tolérancé (ligne médiane extraite)
Zone de tolérance
t = ∅
0,1
Surface réelle de référence
Cylindre associé A

TP Productique TGM Lycée Louis Vincent – METZ Préparé par A.HOBLER Page 11 sur 14
Montage de contrôle d’une coaxialité
• Ebavurer et nettoyer la pièce, • Installer le comparateur dans sur son support et régler sa hauteur,
Attention la course du comparateur à cadran est très faible !!!! • Poser la surface 5 dans le vé de contrôle, mettre en contact la surface 10 avec le palpeur, • Etalonner le comparateur sur « zéro », • Effectuer une rotation complète de la pièce, • Relever l’écart maxi relever sur le cadran.
Marbre
Comparateur à levier
Corps phase 30
Vé de contrôle Support comparateur

TP Productique TGM Lycée Louis Vincent – METZ Préparé par A.HOBLER Page 12 sur 14
1. Travail sur table pendant 2h30 maximum.
• Donner la désignation des portes plaquettes, • Sur la feuille de cycle et à partir du programme ISO, compléter le tableau des coordonnées
de points pour l’usinage intérieur, • Tracer à l’échelle 4 :1 le cycle de l’outil d’intérieur en respectant la représentation suivante :
Trajectoire en avance programmée Trajectoire en avance rapide
• Déterminer le temps technologique de l’usinage intérieur pour la passe de finition uniquement,
• Déterminer les paramètres de la position de l’origine programme (détaillez vos calculs), reporter les sur la fiche de réglage,
• Compléter la fiche de réglage en indiquant les vecteurs de positionnement de l’OP ainsi que les valeurs des jauges outils,
2. Travail sur machine pendant 4h30.
• Avant tout usinage, faites vérifier votre mise en œuvre par le professeur, • Exécuter la démarche de l’opérateur régleur, • Après usinage de la pièce d’essai, installer le montage de contrôle de la spécification
géométrique sur un marbre, • Montrer au professeur votre montage de contrôle ainsi que la valeur obtenue, • Noter sur votre copie toutes les spécifications à contrôler ainsi que les valeurs obtenues,
corrections éventuelles, ..., • A la fin du TP, nettoyer la machine, supprimer toutes les valeurs introduites (jauges outils,
programme), démonter et ranger le poste de travail, rendre le travail écrit dans une copie double.
TP N° ATC30 TGM PRODUCTIQUE
Dossier élève
Travail demandé

TP Productique TGM Lycée Louis Vincent – METZ Préparé par A.HOBLER Page 13 sur 14
Coordonnée en Bloc N°
Point N° X Z
Appareil à tenonner – Corps phase 30 - Feuille de Cycle – Outil T4

TP Productique TGM Lycée Louis Vincent – METZ Préparé par A.HOBLER Page 14 sur 14
%99996 N10 G90 N20 G0 X100 Z200 N30 T1 N40 G92 S3200 N50 G97 S1000 M3 N60 G0 X50.584 Z60.183 N70 G96 S250 N80 G95 F0.1 N90 G1 X50.584 Z59.772 N100 X6 Z59.772 N110 X6 Z60.158 N120 G0 X8 Z61.158 N130 X50.584 Z61.158 N140 G1 X50.584 Z59.386 N150 X6 Z59.386 N160 X6 Z59.772 N170 G0 X8 Z60.772 N180 X50.584 Z60.772 N190 G1 X50.584 Z59 N200 X6 Z59 N210 X6 Z59.386 N220 G0 X8 Z60.386 N230 X50.584 Z60.386 N240 X50.516 Z59.518 N250 G1 X49 Z59.518 N260 X49 Z24 N270 X50.416 Z24 N280 G0 X52.416 Z25 N290 X52.416 Z59.518 N300 G97 S1000 N310 X100 Z200 N330 T4 N340 G97 S1000 M3 N350 G0 X13 Z61 N360 G96 S200 N370 X14.5 Z60 N380 G95 F0.07 N390 G1 Z15 N400 X13 N410 G0 Z61 N430 X15 N440 G1 Z15 N450 X14 N460 G0 Z61 N480 G1 X15.45 N500 Z15 N510 G0 X14.5 N520 Z61 N530 G97 S1000 N540 X100 Z200 N550 M5 M9 N560 M30