Optimisation des grands arrêts de raffinerie · PDF fileoptimisation des grands...
8
Click here to load reader
Transcript of Optimisation des grands arrêts de raffinerie · PDF fileoptimisation des grands...

OPTIMISATION DES GRANDS ARRÊTS DE RAFFINERIE
OPTIMIZATION OF REFINERY TURNAROUND Auteur LE DIAGON Vincent Société ASSETSMAN Adresse 2bis, passage Roche 78000 – Versailles - France Résumé Cet article présente la méthodologie d’optimisation d’arrêt d’unités de raffinerie qui a été développée pour une société majeure dans le domaine pétrolier. Elle a été développée pour répondre à la problématique suivante : comment fournir des produits dérivés à un marché en croissance alors que la capacité de raffinage est arrivée à sa limite maximale ? Une des pistes alors exploitée est de réduire l’impact des arrêts programmés sur la production des raffineries, tout en prenant garde sur les coûts opérationnels qui en découlent. Cette méthodologie consiste donc à déterminer, à travers la relation Risque/Coût, la ou les meilleures combinaisons d’arrêt programmé des unités d’une raffinerie qui permettent de réduire l’Impact Economique Total (IET), l’ÍET étant la somme des manques à gagner liés aux pertes de production et des coûts opérationnels correspondant à la stratégie d’arrêt adoptée. L’article qui suit résume toutes les phases du processus méthodologique, de la modélisation de la raffinerie et des scénarios d’arrêt jusqu’au calcul des IET correspondants et au choix de la solution retenue, en passant par les simulations de Monte-Carlo et des collectes de données techniques et économiques. Chaque étape est illustrée avec les résultats d’un cas d’étude sur lequel la méthodologie a été appliquée. En fin de partie, la conclusion présente les principales leçons tirées par cette étude ainsi que les nouvelles pistes de développement et d’application de la méthodologie. Summary This article presents the methodology for optimizing refinery units turnaround which was developed for a major company in the oil field. It has been developed to answer the question: how to provide products to a growing market, while refining capacity has reached its maximum limit? Thus, one of the tracks exploited is to reduce the impact of turnarounds on refinery production, also taking care of the operational costs arising. This methodology is to determine, trough the Risk/Cost trade-off, the best combinations of scheduled unit shutdown that reduce the Total Economical Impact (TEI), where TEI is the sum of the shortfalls related to production losses and operational costs related to the corresponding strategy adopted. The following paper summarizes all the phases of the methodology, from refinery and turnaround scenarios modeling up to calculation of corresponding TEI and the choice of the solution, going through the Monte-Carlo simulations and technical and economical data collection. Each step is illustrated with the results of a case study where the methodology has been applied. In the final part, the conclusion presents the main lessons learned from this study as well as tracks for new development and application of the methodology.
Introduction L’un des plus grands groupes mondiaux de l’industrie pétrolière se trouve confronté à une demande croissante de son marché en produits dérivés.
Face à cet essor, cet industriel a lancé un certain nombre d’investissements dans de nouveaux moyens de production qui rentreront en opération dans un horizon de 4 à 5 ans.
Dans cette attente, afin d’éviter un manque à gagner trop important, une solution intermédiaire doit être trouvée pour tirer le meilleur parti des moyens actuels. En d’autres termes, il est nécessaire d’augmenter la disponibilité des raffineries existantes.
Une analyse interne a mis en évidence dans un premier temps les sources principales d’indisponibilité, et des programmes pour les contrer ont été lancés.
La gestion des grands arrêts, culturellement basée sur une logique d’opportunité technique, a été identifiée comme l’une des pistes d’amélioration importante pour l’augmentation de la disponibilité globale. De plus, l’arrêt d’une unité dans un système de production normalement conçu à opérer en mode continu entraine généralement des pertes financières en coûts et en manque à gagner de l’ordre de quelques millions d’euros quelque soit la durée et la nature de cet arrêt.
Ainsi, la volonté d’augmenter la rentabilité des installations, en assurant la fiabilité opérationnelle ainsi que leur disponibilité tout en réduisant les coûts, a mené au développement d’une méthode d’optimisation des grands arrêts de raffineries basée sur la relation risque/coût. Concrètement, cette méthode permet de choisir objectivement, parmi toutes les combinaisons possibles et réalisables d’arrêts des unités d’une raffinerie, laquelle est celle qui offre le meilleur compromis entre manque à gagner (lié à la perte de production) et coûts opérationnels (liés aux coûts de production et aux coûts des arrêts).
Cette méthode a été développée à travers une étude de cas réalisée sur l’une des raffineries du groupe, qui sera présentée dans cet article.
Il expose donc la méthode développée et ses différentes étapes, les résultats obtenus dans le cadre du cas d’étude et les leçons tirées ainsi que les nouvelles pistes de développement et d’application de la méthode.

Objectif de la méthode L'objectif de cette méthode est l'optimisation technico-économique de la production des raffineries, en fonction des scénarios d'arrêts de maintenance des unités production des dérivés de pétrole. Le résultat recherché est la compilation d'un ensemble de critères quantitatifs et économiques impliquant les coûts d'exploitation et de maintenance ainsi que les risques de perte de production de chaque scénario d’arrêt. La somme de tous ces coûts et risques est appelé l’Impact Economique Total (IET) et permet, à travers une pondération par des critères techniques qualitatifs, d’aider à déterminer le meilleur scénario d’arrêt.
On appelle « optimum » le scénario qui présente la plus faible vulnérabilité en relation à un produit ou à un ensemble de produits d’une raffinerie, c'est-à-dire, celui qui offre le plus faible Impact Economique Total. Hormis le scénario optimum, il existe aussi des scénarios alternatifs qui doivent être considérés, puisque, dans un contexte global, le meilleur résultat peut être celui d’une combinaison de scénarios optimums et alternatifs. Autrement dit, l’optimum global n’est pas nécessairement la somme des optimums partiaux.
La principale contribution méthodologique est précisément l’introduction du concept de l'Impact Economique ; une fois que nous connaissons l'impact relatif de chaque scénario, nous connaissons quelle est l'influence économique de toutes les possibilités envisagées et ainsi une comparaison entre chaque scénario est possible pour pouvoir les départager. Le périmètre de l'étude sur lequel la méthodologie a été appliquée a été volontairement limité à une raffinerie peu complexe, c'est-à-dire constituée d’un petit nombre d’unités de production et d’une structure de production simplifiée par rapport aux autres raffineries. Cela a permis d’utiliser un ensemble de variables contrôlées et de rendre possible le développement de cette méthode. L'impact économique qui en résulte, cependant, permet que le périmètre soit élargi après chaque étude, en augmentant la complexité de la méthodologie, tout en validant son application dans le marché complexe de pétrole et de produits dérivés.
L’étude doit se focaliser principalement sur les produits (intermédiaires et dérivés) de la raffinerie. L’attention portée sur ce détail est fondamentale pour la réussite de ce type d’étude. Chaque raffinerie possède un ensemble d’installations optimisé pour un ensemble de produits dérivés, cependant diverses raffineries sont intégrées entre elles. En se focalisant sur les produits, cela permet qu’une analyse plus avancée et insérée dans un contexte plus vaste soit possible, sans oublier que l’impact économique peut être aussi combiner de plusieurs manières, ce qui offre les meilleures options de prise de décision pertinentes au scénario de production des raffineries.
Etapes du processus méthodologique et résultats
1 Description des étapes du processus méthodologique Le processus méthodologique se décompose en 6 étapes :
1.1 Modélisation du processus de production de la raffinerie 1.2 Détermination des scénarios d’arrêt 1.3 Modélisation et simulation des scénarios par Monte-Carlo 1.4 Estimation des coûts 1.5 Calcul de l’Impact Economique Total (IET) 1.6 Analyse comparative
Chacune des étapes citées est détaillée dans les paragraphes 2 à 7 qui suivent.
2 Etape 1 : Modélisation du processus de production de la raffinerie La première étape vise à modéliser le processus de production principale en considérant toutes les unités de raffinage, les flux et les unités de stockage.
Ce modèle représente un "modèle hypothétique idéal" où la raffinerie produirait sans interruption due aux grands arrêts. Il sera également considéré comme le « scénario de référence » qui servira de base pour constituer les modèles des scénarios d’arrêts ainsi que pour calculer et comparer les résultats par la suite.
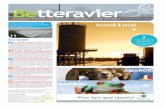
La Figure 1 ci-dessous donne un exemple de modélisation de la raffinerie étudiée :
Figure 1 - Exemple de modèle de raffinerie

Le modèle de la figure ci-dessus est une représentation virtuelle des flux de production entre les unités de la raffinerie. La raffinerie est constituée de deux trains de production composés des unités A, B, C et D correspondants. Il existe deux arrivées de pétrole brut qui alimentent chacun des deux trains de la raffinerie par les « unités A » respectifs. De là, les différents produits intermédiaires se dirigent vers les autres unités du train et les capacités de stockages (représentés par les cylindres). Les deux trains peuvent se communiquer entre eux, c'est-à-dire, qu’un produit dérivé d’un train peut être dévié vers l’autre train. Cette déviation n’est pas utilisée en cas de marche « normale » de la raffinerie, mais elle peut être utilisée en cas exceptionnels d’arrêt ou de défaillance d’une unité. L’unité E et les trois unités F sont communes aux deux trains. Enfin, les lignes en pointillé sont des lignes alternatives utilisées pour certains modes spécifiques de production.
3 Etape 2: Détermination des scénarios d’arrêt Cette étape consiste à déterminer les scénarios d’arrêt à partir du modèle de processus établi à l’étape 1.
Il s’agit de lister toutes les combinaisons d’arrêt d’unités possibles et réalisables, de façon à ce que toutes les unités soient arrêtées au moins une fois dans un cycle donné. Chaque scénario présentera donc une configuration d’arrêt avec des groupements d’arrêts d’unités différentes. Le Tableau 1 illustre les scénarios d’arrêts retenus dans le cas d’étude.
A cette étape, sont aussi définies les périodicités de réalisation de chacun des cas d’arrêt. Ces périodicités sont définies par la prise en compte des normes légales et techniques soumises aux équipements des unités. Il est fondamental que les périodicités choisies assurent le niveau de fiabilité requis des installations. Il est inutile de proposer une périodicité trop longue alors qu’il est connu que certains équipements tomberont inévitablement en panne entre les deux arrêts.
C’est pourquoi, dans certains cas, certaines unités subissent des arrêts intermédiaires (entre deux arrêts complets) consistant à réaliser une maintenance ponctuelle sur quelques équipements afin de pouvoir prolonger l’intervalle entre deux arrêts complets sans que la fiabilité des installations ne soit compromise.
Le Tableau 1 qui suit donne un exemple des scénarios sélectionnés dans le cas d’étude.
Tableau 1 - Différents scénarios d'arrêt d'une raffinerie
Scén. Unités arrêtées simultanément Périodicité
arrêt complet (mois)
Arrêts intermédiaires Périodicité
arrêt interm. (mois)
(A+F) 36
(B+E) 36
C - 1 (A+F)* + (B+E)** + C + D 72
D 36
(A+F)* 60 (A+F) 30
(B+E)** 48 (B+E) -
C 60 C - 2
D 72 D 36
(A+F) 36 (A+F)* + C 72
C -
(B+E) 36 3
(B+E)** + D 72 D 36
(A+F) 36 (A+F)* + D 72
D 36
(B+E) 36 4
(B+E)** + C 72 C -
C - C + D 72
D 36
(A+F)* 60 (A+F) 30 5
(B+E)** 48 (B+E) -
C - C + D 72
D 36
(A+F) 36 6
(A+F)* + (B+E)** 72 (B+E) 36
* Pour des questions techniques, les unités A et F ne peuvent être arrêtées séparément ** Idem pour les unités B et E
Finalement, on spécifie dans cette étape les « flux alternatifs » au processus normal qui peuvent être utilisés lors des divers arrêts d’unités. On définit par « flux alternatifs » tous les chemins de transfert et/ou de réception des produits ou des sous-produits, qui peuvent être utilisés pendant un arrêt et qui minimisent les impacts de sur la production finale.
La Figure 2 représente les flux alternatifs (en rose : réception de pétrole venant d’une autre raffinerie ; et en bleu : transfert de diluants vers une station externe) qui permettent de minimiser les impacts de la production lors de l’arrêt simultané des unités A, C et F.

Figure 2 – Flux altérnatifs lors de l’arrêt des unités A, C et F simultanément
4 Etape 3 : Modélisation et simulation des scénarios d’arrêt par Monte-Carlo Cette étape consiste à constituer les modèles de chaque scénario défini à l’étape précédente, en prenant en compte leurs périodicités et leurs flux alternatifs afin de les simuler avec l’outil de Monte-Carlo.
L’outil de Monte-Carlo simule alors le fonctionnement de la raffinerie pour chaque scénario sur une période de 60 ans (correspondant à 12 cycles de 5 ans). Cette période de 60 ans est suffisante pour s’assurer que le résultat final soit pertinent. En effet, des simulations avec des durées supérieures à 60 ans ont démontré que le résultat ne variait pas plus de 1%, alors que sur une durée inférieure, la variation des résultats peuvent atteindre jusqu’à 10%.
Les principaux paramètres qui varient lors de la simulation de Monte-Carlo sont :
- la durée des arrêts des raffineries (les experts estiment les durées maximale et minimale pour chaque cas d’arrêt) et ;
- la disponibilité des flux alternatifs lors des arrêts (environ 85% d’après le retour d’expérience).
Par hypothèse, le rendement de la raffinerie est constante et sa fiabilité résiduelle est la même pour chacun des scénarios.
Ainsi, les résultats des simulations sont les volumes de production de chacun des produits obtenus de chaque unité de la raffinerie.
Le Tableau 2 donne un exemple de résultats obtenus par simulation par Monte-Carlo des scénarios du cas d’étude.
Tableau 2 – Simulation de Monte-Carlo des scénarios d’arrêt et de référence : Production de dérivés par rapport au volume de pétrole consommé
Consom. m3/j
Recepto m3/j
Expedito m3/j
Producto
m3/j Cen.
Pétrole Huile Diesel Diluant Huile
Diesel Diesel Huile Comb. Kérosène Propène GLP Essence
Ref. 100.00% 0.00% 0.00% 0.62% 52.52% 5.65% 1.51% 3.07% 7.84% 21.00% 1 98.00% 0.00% 0.00% 0.84% 51.29% 5.53% 1.51% 2.98% 7.65% 20.53%
2 97.77% 0.10% 0.32% 0.80% 50.93% 5.47% 1.51% 2.95% 7.65% 20.53%
3 98.15% 0.10% 0.22% 1.11% 51.21% 5.43% 1.51% 2.96% 7.63% 20.54%
4 98.15% 0.00% 0.26% 0.90% 51.15% 5.48% 1.51% 2.96% 7.62% 20.53%
5 98.15% 0.10% 0.10% 0.89% 51.26% 5.57% 1.51% 2.97% 7.63% 20.55%
6 98.16% 0.00% 0.10% 0.79% 51.28% 5.59% 1.51% 2.99% 7.67% 20.58%
Ces résultats, associés aux coûts opérationnels qui seront soulevés à l’étape suivante, permettront de calculer l’Impact Economique Total de chaque scénario à étape 5.

5 Etape 4 : Estimation des coûts opérationnels des scénarios L’objectif de cette étape est de définir les coûts opérationnels impliqués à chaque scénario, de les collecter et de les « annualiser » (obtenir une moyenne annuelle de chaque coût). Voici quelques exemples de coûts opérationnels :
• Coûts de maintenance (ex. : Coûts des arrêts programmés de chaque unité),
• Coûts de production (ex. : Coût énergétique des unités, Coûts de transfert et de réception de produits intermédiaires) ;
• Coûts des différents produits (ex. : Prix du pétrole, Prix des produits dérivés, Prix des produits intermédiaires).
Les coûts de maintenance et de production permettront de calculer les coûts directs de chaque scénario, alors que les coûts des produits permettront de valoriser les pertes de production (manque à gagner) liées aux scénarios.
Toutes ces données de coûts associées aux données de production de l’étape 3 précédente seront nécessaires au calcul de l’Impact Economique Total de l’étape suivante.
6 Etape 5: Calcul de l’Impact Economique Total Une fois les coûts opérationnelles et les coûts des produits connus, il est possible de calculer l’Impact Economique Total de chaque scénario à travers la formule suivante :
IETi = ∑(coûts opérationnels) i + ∑(manques à gagner) i {1}
IETi = ∑n(coûts de maintenance)i + ∑n(coûts de production)i + ∑x{[(Production dérivé)i –(Production dérivé)Réf]x(Prix dérivé)} {2}
Où :
i = scénarios
Ref = scénario de référence
n = unités de production
x = produits dérivés
Le meilleur scénario économiquement parlant est celui qui possède le plus faible IET, et donc celui qui apportera une meilleure rentabilité à la raffinerie.
La Figure 3 et le Tableau 3 présentent le classement des scénarios d’arrêt en ordre croissant de l’IET.
Figure 3 - IET des scénarios
On peut remarquer sur la figure précédente que les coûts opérationnels varient très peu de scénario à scénario et que le manque à gagner est le principal facteur de différentiation entre l’IET des scénarios.

Tableau 3 - Comparaison de l'IET des scénarios IET du
scénario Variation par rapport au
meilleur scénario Scénario Stratégie d'arrêt ($/an) ($/an) %
1 (A+F) + (B+E) + C + D 145 0 0% C + D 6 (A+F) + (B+E)
149 4 3%
(A+F) + C 3 (B+E) + D
156 11 8%
(A+F) + D 4 (B+E) + C
178 33 23%
C + D (A+F) 5 (B+E)
184 39 27%
(A+F) (B+E) C
2
D
216 71 49%
D’après le tableau ci-dessus, on peut aussi constater que plus on dissocie les unités dans les arrêts plus l’IET global a tendance à augmenter.
D’autre part, la petite différence qui sépare les scénarios 1, 6 et 3 (moins de 10% d’IET) ne nous permet pas d’affirmer que le scénario 1 soit incontestablement le meilleur. Comme il existe des incertitudes de données et des simplifications de modèle, il se peut que le scénario 3 soit meilleur que les deux autres. C’est pourquoi la méthodologie prévoit une dernière étape d’analyse comparative présentée ci-après.
7 Etape 6 : Analyse comparative Cette étape a pour objectif de réunir tous les éléments et toutes les informations complémentaires au résultat de l’étape précédente pour aider et guider au choix du scénario à retenir tout en prenant en compte le contexte actuel et les projections à venir afin de départager les meilleurs scénarios retenus.
Il s’agit de pondérer l’analyse économique traduite par l’IET avec une analyse qualitative et rationnelle des avantages et des inconvénients sur le plan, entre autres, opérationnel, technique et humain de chaque scénario.
Dans le cas d’étude, en complément de l’IET, plusieurs critères ont appuyé la prise de décision pour départager les 3 meilleurs scénarios : la perte de production des trois principaux produits de la raffinerie (Tableau 4) et les avantages et inconvénients techniques et opérationnelles sur la réalisation des arrêts (Tableau 5).
Tableau 4 - Comparaison des scénarios par rapport aux pertes de production des 3 principaux produits* Perte de production par rapport au meilleur scénario
Scénario Stratégie d'arrêt Diesel Kérosène Propène
1 (A+F) + (B+E) + C + D 0.0% 12.5% 8.8%
C + D 6
(A+F) + (B+E) 1.0% 0.0% 0.0%
(A+F) + C 3
(B+E) + D 6.7% 0.0% 23.8%
(A+F) + D 4
(B+E) + C 11.5% 0.0% 25.9%
C + D
(A+F) 5
(B+E)
3.0% 0.0% 21.4%
(A+F)
(B+E)
C 2
D
29.6% 21.9% 46.6%
*en vert : le meilleur scénario pour le produit en question ; en bleu : le deuxième meilleur scénario ; en rouge : le pire scénario ; en blanc : les scénarios intermédiaires.

Tableau 5 - Analyse qualitative des scénarios
IET du scénario Scén. Stratégie d'arrêt
($/an)
Avantages Inconvénients
1 (A+F) + (B+E) + C + D 145 - Impact économique le plus faible ; - Moindre perte de Diesel.
- Difficulté de réalisation de l'arrêt ; - Niveau de ressources requis élevé ; - Impact sur la sécurité du personnel - Implique investissements / formations / nouvelles formes de contrat.
C + D
6
(A+F) + (B+E)
149
- Moindre perte de Kérosène ; - Moindre perte de propène ; - Faible Impact Economique ; - Niveau de ressources requis pas trop élevé ; - Séquence de réalisation d'arrêt optimale.
- Difficultés de transfert de produits intermédiaires.
(A+F) + C 3 (B+E) + D
156 - Moindre perte de Kérosène. - Difficultés opérationnelles pendant l'arrêt.
(A+F) + D 4 (B+E) + C
178 - Moindre perte de Kérosène. - Difficultés opérationnelles pendant l'arrêt.
C + D (A+F) 5 (B+E)
184 - Moindre perte de Kérosène - Difficultés opérationnelles pendant l'arrêt ; - Difficultés de transfert de produits intermédiaires.
(A+F) (B+E) C
2
D
216 - - Difficultés opérationnelles pendant l'arrêt ; - Difficultés de transfert de produits intermédiaires.
A travers l’analyse du Tableau 4, on s’aperçoit qu’en termes de pertes volumique de production, le scénario 1 n’est le meilleur que pour le Diesel, alors que le scénario 6 est le meilleur pour les deux autres produits (Kérosène et Propène).
Cependant, le marché du Kérosène est en croissance par rapport aux autres produits et donc, vue la situation actuelle, il est préférable d’assurer d’avantage la production du Kérosène au détriment des autres produits. C’est pourquoi il est conseillé de choisir le scénario 6, car les productions de Kérosène et de Propène sont respectivement 12,5% et 8,8% supérieurs à celles du scénario 1 ; malgré l’IET supérieur au scénario 1 et la production de Diesel 1% inférieure à ce même scénario.
Par ailleurs, l’analyse qualitative exposée dans le Tableau 5 présente un autre atout au scénario 6 : c’est celui qui détient le plus d’avantages et le moins d’inconvénient à sa réalisation. Le scénario 1 (celui où l’on arrête toutes les unités à la fois) étant trop complexe demande trop de ressources pour sa réalisation, pouvant provoquer des impacts sur la sécurité du site. Pour y remédier, des investissements en formation et matériels de sécurité sont nécessaires, or le groupe de travail a jugé lors de l’analyse que les bénéfices économiques du scénario 1 ne justifiaient pas ces investissements.
A la vu des avantages économiques (faible IET), de production (moindre impact global sur les principaux produits) et techniques (faisabilité des arrêts), il a été défendu auprès de la direction de la société d’adopter la stratégie d’arrêt du scénario 6, alors qu’aujourd’hui le scénario réalisé est semblable au scénario 2 – celui qui présente les pires résultats sur tous les critères étudiés.
Conclusion Le résultat obtenu par l’application de la méthodologie sur le cas d’étude a permis de mettre en évidence le scénario d’arrêt qui impactait le moins la production des trois produits les plus importants de cette raffinerie. Il a aussi démontré un gain potentiel en IET d’environ 20 millions d’Euros par an suite à l’augmentation de la disponibilité de la raffinerie après optimisation des grands arrêts, ainsi qu’une réduction des coûts directs liés aux grands arrêts de l’ordre de 20% grâce à l’optimisation des ressources nécessaires.
De plus, la méthodologie d’optimisation des arrêts ici développée a offert au client un nouvel outil d’aide à la prise de décision jamais égalé auparavant. Alors que les outils existants se focalisaient uniquement sur la réduction des coûts directs ou alors sur l’optimisation de la production, ce nouvel outil est le premier à concilier à la fois les aspects techniques, les aspects de coûts et de manque à gagner sur un plan à moyen et long terme, grâce à l’introduction de la notion de l’Impact Economique Total, donnant ainsi plus d’objectivité aux prises de décision. Ainsi, la question de l’arrêt ne se focalise plus sur les unités en soi, mais sur le processus global de production (rapprochement du mode fonctionnement de la raffinerie avec la production des produits dérivés et l’évolution du marché). Cette nouvelle approche a été fondamentale pour obtenir les optimisations souhaitées.
Grâce à la multidisciplinarité du groupe de travail qui a développé la méthodologie, un consensus sur processus méthodologique a été créé, lui donnant une légitimité dans tous les domaines : exploitation, maintenance, planification, etc.
Par ailleurs, cette diversité a été un vecteur de diffusion de la connaissance au sein des divers départements qui, auparavant, travaillaient souvent de manière isolée. Cette rupture de paradigme et de segmentation a permis aux divers départements de laisser de côté leurs intérêts propres (souvent contradictoires) pour se pencher sur un sujet d’intérêt commun et de haute valeur ajoutée pour la société.
Enfin, la méthodologie a permis aux différents acteurs de démontrer quantitativement et qualitativement leurs perceptions à l’égard des grands arrêts. En effet, leurs expériences leur donnaient déjà le sentiment de ceux qui étaient les meilleurs et les

pires scénarios. En revanche, ils n’ont jamais pu le prouver et donc n’ont jamais pu les défendre auprès de la haute direction. Ainsi cette méthode a pu leur fournir un outil puissant, non seulement pour faire le constat scientifique que leurs sentiments étaient justes, mais aussi pour « quantifier » l’écart qu’il existe entre ce qu’ils estiment être le « meilleur » et le « pire » scénario.
Mais le fait que la méthodologie ne se repose sur le modèle d’une seule raffinerie (ne prenant donc pas en comptes les particularités des raffineries qui lui sont rattachées avec des conduits oléoducs) présente quelques limites :
1) L’interface avec les autres raffineries auxquelles la raffinerie étudiée y est « raccordée » fait appel à des hypothèses et des simplifications qui peuvent faire dériver les résultats ;
2) Un scénario optimum d’une donnée raffinerie peut être un facteur limitant pour une raffinerie voisine ;
3) Les scénarios optimums d’un ensemble de raffineries peuvent être bien différents du scénario optimum de cet ensemble.
Afin de résoudre toutes ces limitations et ces incertitudes, un nouveau projet d’expansion de cette méthodologie est aujourd’hui mis en place. L’innovation demeure sur l’intégration des modèles des connexions entre raffinerie dans le modèle déjà existant, ce qui permettra d’obtenir des résultats d’optimisation de plus en plus pertinents et de plus en plus orienter sur le macro-business de l’entreprise : répondre aux besoins en produits dérivés de pétrole d’un marché en évolution tout en métrisant la rentabilité de ses raffineries.
Toutefois, la méthodologie telle qu’elle est développée aujourd’hui peut être adaptée pour répondre à d’autres problématiques faisant référence à d’autres fronts de développement tels que :
- déploiement de la méthodologie sur des raffineries en phase de conception/projet pour déterminer une stratégie d’arrêt dès leur mise en service ;
- utilisation de la méthodologie pour déterminer les « bad actors » d’une raffinerie ; les « bad actors » étant les systèmes ou équipements de la raffinerie qui contribuent le plus à l’indisponibilité de la raffinerie et par conséquent à la réduction de l’IET ;
- détermination de l’impact des différentes stratégies d’arrêt sur la fiabilité opérationnelle des installations.
- …
8 Remerciement Au client pour nous avoir donné l’opportunité de développer la méthodologie, qui a cru à ce projet malgré les incertitudes et les obstacles techniques et qui aujourd’hui nous fait encore confiance pour donner suite à ce projet sur de nouvelles perspectives,
A tous ceux qui ont collaboré directement et indirectement à la réussite de ce projet, et qui ont eu le courage de relever ce défit jusqu’au bout.
A ma famille et mes collègues de travail pour leur soutien continu.
9 Références Celso de Azevedo, 2009, Guide de gestion des Actifs Industriels, Dunod. Luiz Verri, 2008, Sucesso em Paradas de Manutenção [Le Succès dans les Arrêts de Maintenance], Qualitymark.