GENIE MECANIQUE Semestre 4 -...
26
REPUBLIQUE TUNISIENNE MINISTERE DE L’ENSEIGNEMENT SUPERIEUR ET DE LA RECHERCHE SCIENTIFIQUE Direction des études technologiques ISET DE NABEUL LICENCE APPLIQUEE EN GENIE MECANIQUE Semestre 4 M’HEMED SAMIR Dossier technique-version II- janvier 2014.
Transcript of GENIE MECANIQUE Semestre 4 -...

REPUBLIQUE TUNISIENNE
MINISTERE DE L’ENSEIGNEMENT SUPERIEUR ET DE LA RECHERCHE
SCIENTIFIQUE
Direction des études technologiques
ISET DE NABEUL
LICENCE APPLIQUEE EN
GENIE MECANIQUE
Semestre 4
M’HEMED SAMIR
Do
ssie
r t
ech
niq
ue-v
ersio
n I
I-
jan
vie
r 2
01
4.

Département GM Atelier d’industrialisation – affûtage des outils
M’HEMED Samir 10/01/14 2
SOMMAIRE
Géométrie des outils de coupe ............................................................... 4
1. Introduction ..................................................................................... 4
2. rappel du cours .............................................................................. 4
2.1. géométrie de la partie active .................................................. 4
2.2. Angles caractéristiques de l’outil ............................................. 6
3. Les angles directs d’affutage ...................................................... 8
3.1. Éléments géométriques ............................................................. 8
3.2. Position de la face de coupe ................................................. 11
3.3. Position de la face de dépouille ............................................ 13
3.4. Relation entre les angles directs d’affutage et les angles
orthogonaux ................................................................................................... 14
4. L'outil fraise .................................................................................... 15
4.1. Plans de l’outil fraise: ................................................................ 17
5. Principe de l’affûtage ................................................................. 18
6. Affûtage des fraises ..................................................................... 20
6.1. Affûtage en bout (fraise 2 tailles) ........................................... 20
6.2. Affûtage périphérique par orientation de la dent.............. 22
Affûtage des outils .................................................................................... 24
1. L’affutage ..................................................................................... 24
2. Les meule ...................................................................................... 24

Département GM Atelier d’industrialisation – affûtage des outils
M’HEMED Samir 10/01/14 3
3. Action d’une meule .................................................................... 25
4. vitesse d’utilisation des meules .................................................. 25
Bibliographie .............................................................................................. 26

Département GM Atelier d’industrialisation – affûtage des outils
M’HEMED Samir 10/01/14 4
Géométrie des outils de coupe
1. INTRODUCTION
L’outil de coupe reste un élément déterminant dans les procédés
d’usinage par enlèvement de matière que ce soit par machines
conventionnelles ou non.
La conception de cet outil fait appel à deux domaines
fondamentaux :
o La métallurgie
o La géométrie descriptive.
Dans cet exposé on se limitera au second domaine à savoir la
géométrie de l’outil de coupe.
2. RAPPEL DU COURS
On ne rappel dans la suite que les notions utilisées dans cet exposé.
Pour plus de détails on se réfèrera au cours production 1.
2.1. géométrie de la partie active
La définition de la géométrie de l’outil lors de sa fabrication et de
son mesurage est basée sur le système de référence de l’outil en main.
2.1.1. Plan de référence de l’outil Pr :
Plan passant par le point considéré de l’arête, choisi de manière à
être parallèle à la surface d’appui de l’outil. Il est, généralement,
perpendiculairement à la direction supposée de coupe.

Département GM Atelier d’industrialisation – affûtage des outils
M’HEMED Samir 10/01/14 5
Fig. 1 Plan de référence de l’outil Pr
2.1.2. Plan de travail conventionnel Pf :
Fig. 2 Plan de travail conventionnel Pf
Plan passant par le point considéré de l’arête et perpendiculaire au
plan de référence de l’outil Pr. Généralement, il doit être choisi de
manière à être orienté parallèlement à la direction supposée d’avance.
2.1.3. Plan d’arête de l’outil Ps :
Fig. 3 Plan d’arête de l’outil Ps
Département GM Atelier d’industrialisation – affûtage des outils
M’HEMED Samir 10/01/14 6
Plan tangent à l’arête au point considéré et perpendiculaire au
plan de référence de l’outil Pr.
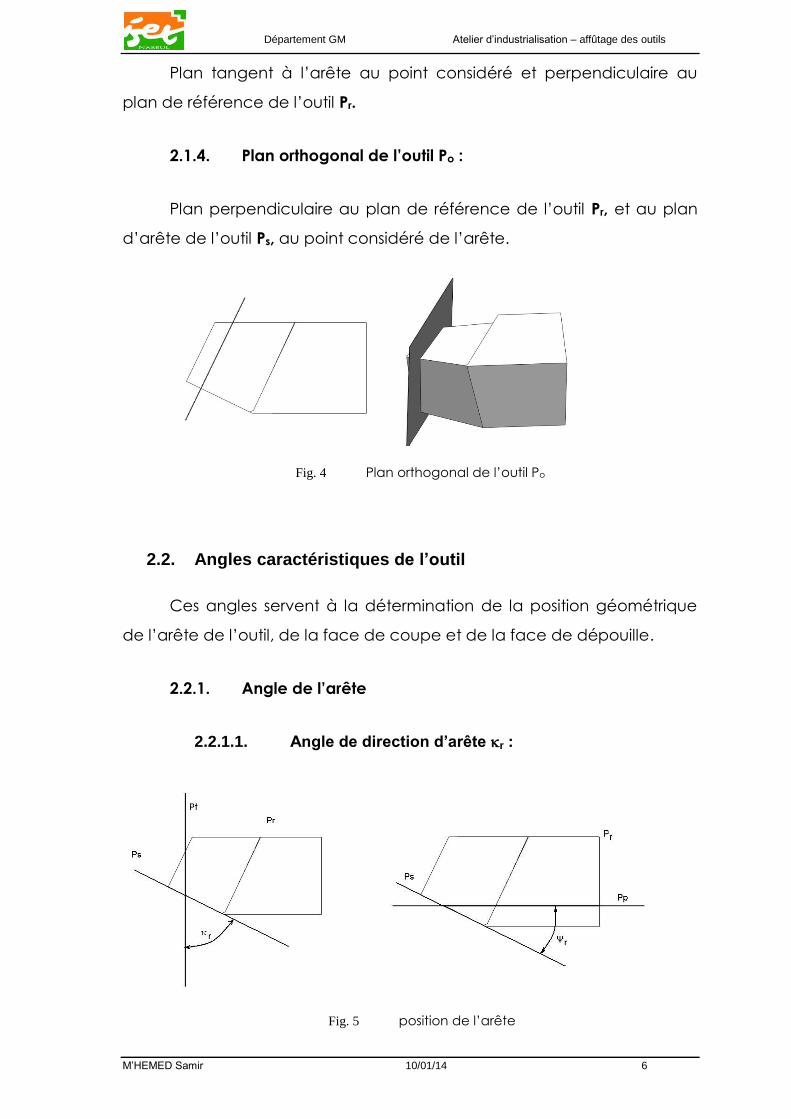
2.1.4. Plan orthogonal de l’outil Po :
Plan perpendiculaire au plan de référence de l’outil Pr, et au plan
d’arête de l’outil Ps, au point considéré de l’arête.
Fig. 4 Plan orthogonal de l’outil Po
2.2. Angles caractéristiques de l’outil
Ces angles servent à la détermination de la position géométrique
de l’arête de l’outil, de la face de coupe et de la face de dépouille.
2.2.1. Angle de l’arête
2.2.1.1. Angle de direction d’arête r :
Fig. 5 position de l’arête

Département GM Atelier d’industrialisation – affûtage des outils
M’HEMED Samir 10/01/14 7
Angle entre le plan d’arête de l’outil Ps et le plan de travail
conventionnel Pf, mesuré dans le plan de référence de l’outil Pr.
2.2.1.2. Angle de direction complémentaire r:
Angle entre le plan Ps et le plan vers l’arrière de l’outil Pp, mesuré
dans Pr. Pour chaque point considéré de l’arête r+r=90.
2.2.1.3. Angle d’inclinaison d’arête de l’outil s :
Angle entre l’Arête et le plan de référence de l’outil Pr, mesuré dans
le plan d’arête de l’outil Ps.
2.2.1.4. Angle de pointe de l’outil εr :
Angle entre le plan d’arête de l’outil Ps et le plan d’arête
secondaire de l’outil Ps1, mesuré dans le plan Pr.
Kr + εr + Kr1 = 180
2.2.2. Angle de position de la face de coupe : n, p, f , o :
Les angles p, f ou o sont mesurés entre la face de coupe Aet le
plan de référence de l’outil Pr vues respectivement dans les plans Pp, Pf ou
Po.
2.2.3. Angle de position de la face de dépouille o :
Angle entre la face de dépouille Aet le plan d’arête de l’outil Ps,
mesuré dans le plan orthogonal Po. On a respectivement les dépouilles : f
(latérale) et p (vers l’arrière).
Département GM Atelier d’industrialisation – affûtage des outils
M’HEMED Samir 10/01/14 8
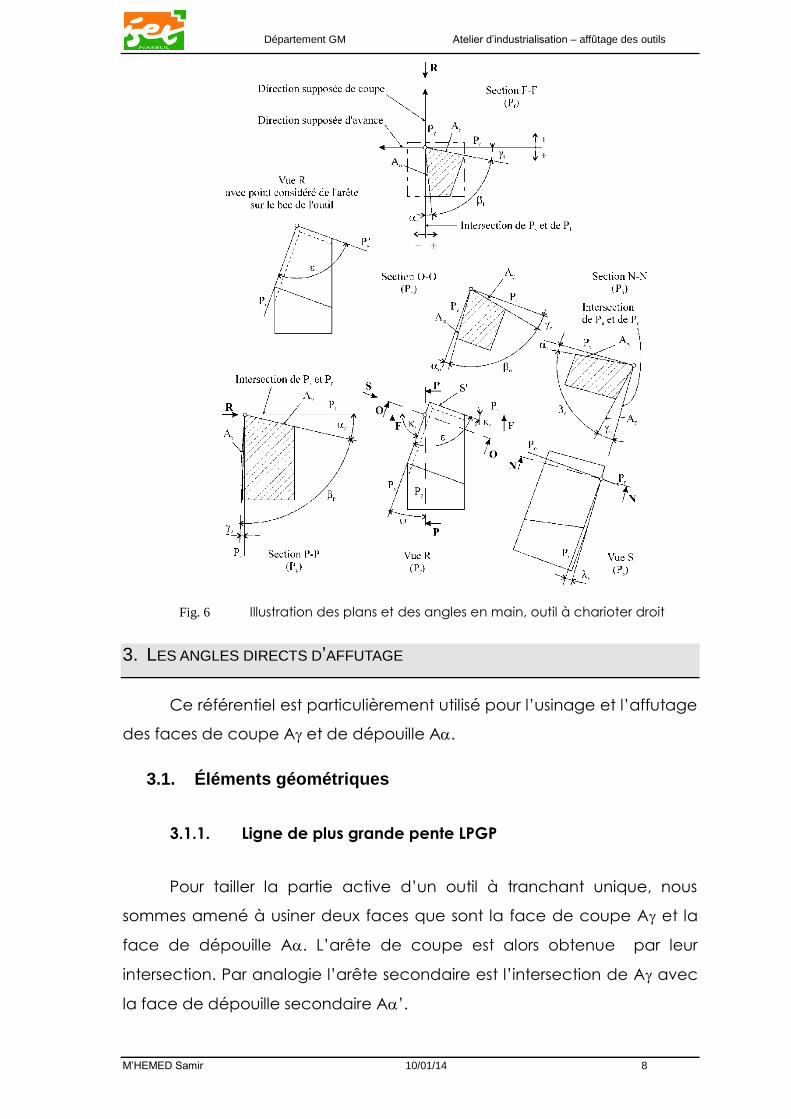
Fig. 6 Illustration des plans et des angles en main, outil à charioter droit
3. LES ANGLES DIRECTS D’AFFUTAGE
Ce référentiel est particulièrement utilisé pour l’usinage et l’affutage
des faces de coupe A et de dépouille A.
3.1. Éléments géométriques
3.1.1. Ligne de plus grande pente LPGP
Pour tailler la partie active d’un outil à tranchant unique, nous
sommes amené à usiner deux faces que sont la face de coupe A et la
face de dépouille A. L’arête de coupe est alors obtenue par leur
intersection. Par analogie l’arête secondaire est l’intersection de A avec
la face de dépouille secondaire A’.

Département GM Atelier d’industrialisation – affûtage des outils
M’HEMED Samir 10/01/14 9
Fig. 7 LPGP
Il va de soit que ces faces ont toutes une inclinaison par rapport au
plan Pr, si on considère le référentiel en main. Pourtant leurs droites
constitutives n’ont pas toutes la même inclinaison par rapport au plan Pr.
Ces droites sont classées en trois catégories (figure 7):
o Une Famille de toutes les droites horizontales.
o une famille de toutes les droites de direction perpendiculaire à
l’horizontale. Elles sont d’inclinaison maximale et sont appelées
Lignes de Plus Grande Pente LPGP.
o Des familles de droites d’inclinaison quelconque sauf les deux
précédentes (peuvent faire l’objet d’arête de coupe).
Il est donc tout à fait concevable que pour une inclinaison donnée
de A on peut fabriquer une infinité d’outils, il suffit de choisir l’arête
coupante parmi ces droites.
Département GM Atelier d’industrialisation – affûtage des outils
M’HEMED Samir 10/01/14 10
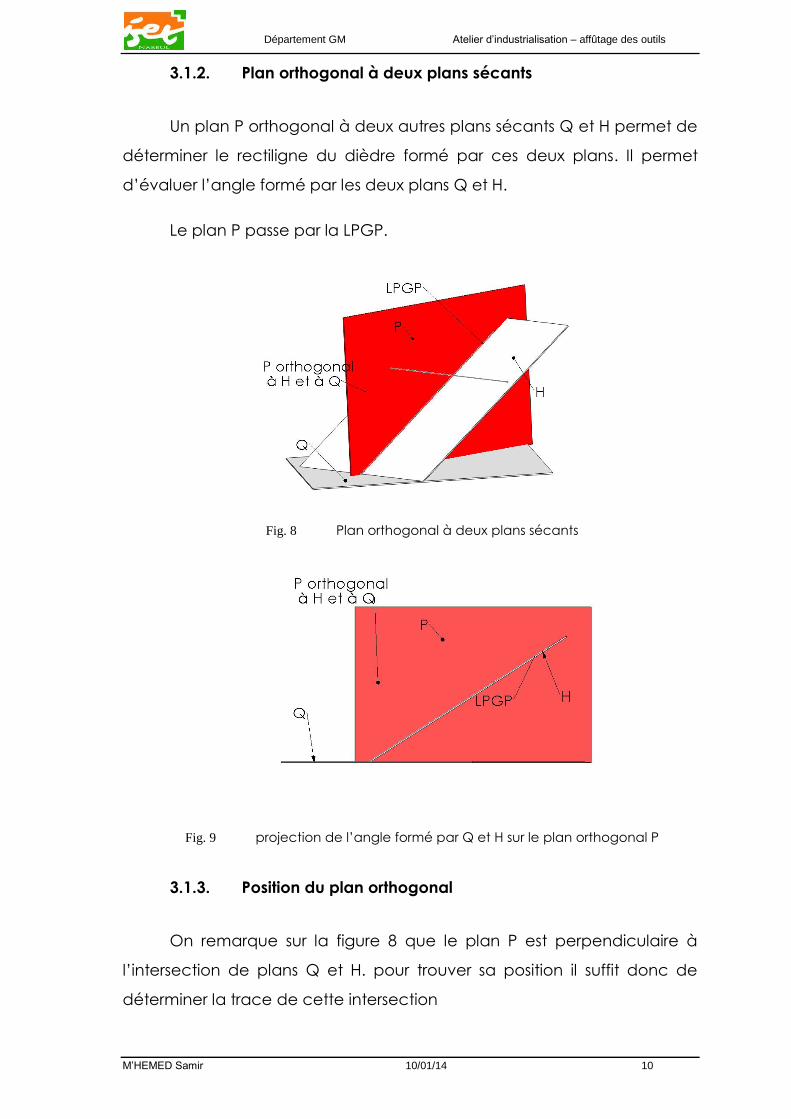
3.1.2. Plan orthogonal à deux plans sécants
Un plan P orthogonal à deux autres plans sécants Q et H permet de
déterminer le rectiligne du dièdre formé par ces deux plans. Il permet
d’évaluer l’angle formé par les deux plans Q et H.
Le plan P passe par la LPGP.
Fig. 8 Plan orthogonal à deux plans sécants
Fig. 9 projection de l’angle formé par Q et H sur le plan orthogonal P
3.1.3. Position du plan orthogonal
On remarque sur la figure 8 que le plan P est perpendiculaire à
l’intersection de plans Q et H. pour trouver sa position il suffit donc de
déterminer la trace de cette intersection
Département GM Atelier d’industrialisation – affûtage des outils
M’HEMED Samir 10/01/14 11
3.2. Position de la face de coupe
3.2.1. Plan orthogonal de la face de coupe Pg
Plan perpendiculaire à la face de coupe A et au plan de
référence Pr, au point considéré de l’arête de coupe.
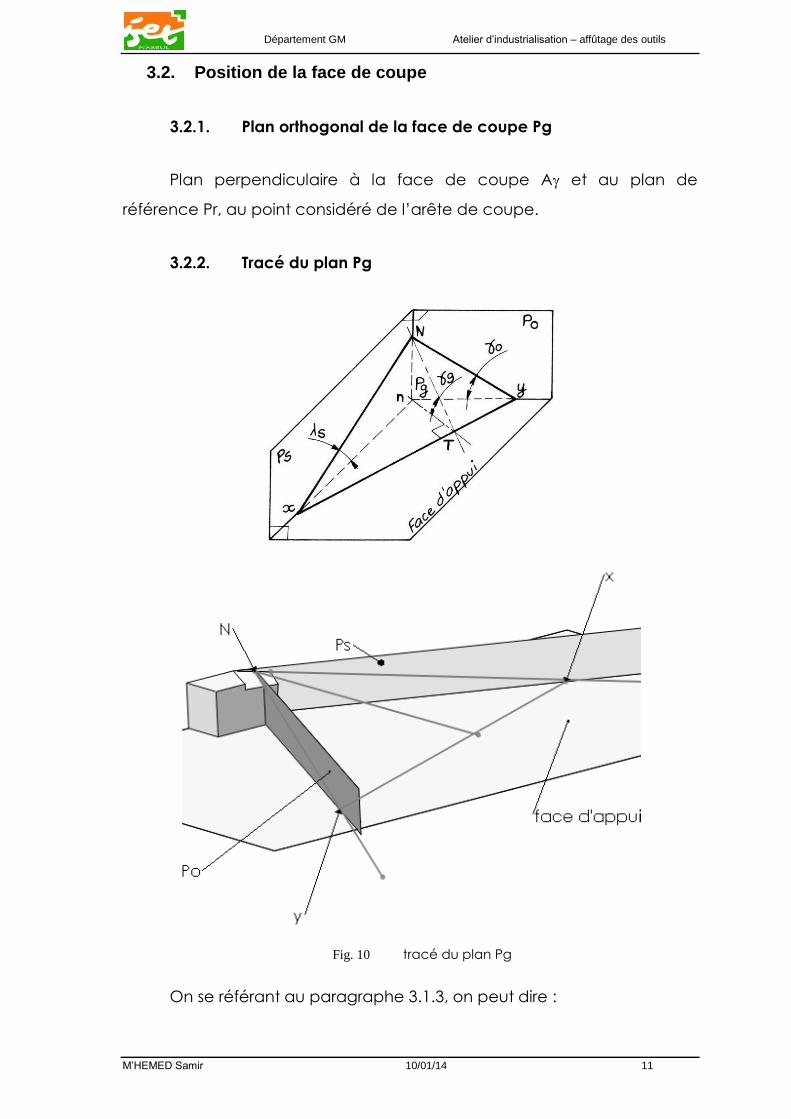
3.2.2. Tracé du plan Pg
Fig. 10 tracé du plan Pg
On se référant au paragraphe 3.1.3, on peut dire :
Département GM Atelier d’industrialisation – affûtage des outils
M’HEMED Samir 10/01/14 12
Point x : Prolonger la ligne d’arête dans le plan Ps jusqu’à sa rencontre
avec la face d’appui.
Point y : Prolonger l’intersection de la face de coupe et du plan Po
jusqu’à sa rencontre avec la face d’appui.
Le plan Pg : abaisser du point N la perpendiculaire à la ligne xy, c’est la
LPGP. Le plan Pg passe par cette ligne et est perpendiculaire à la face
d’appui.
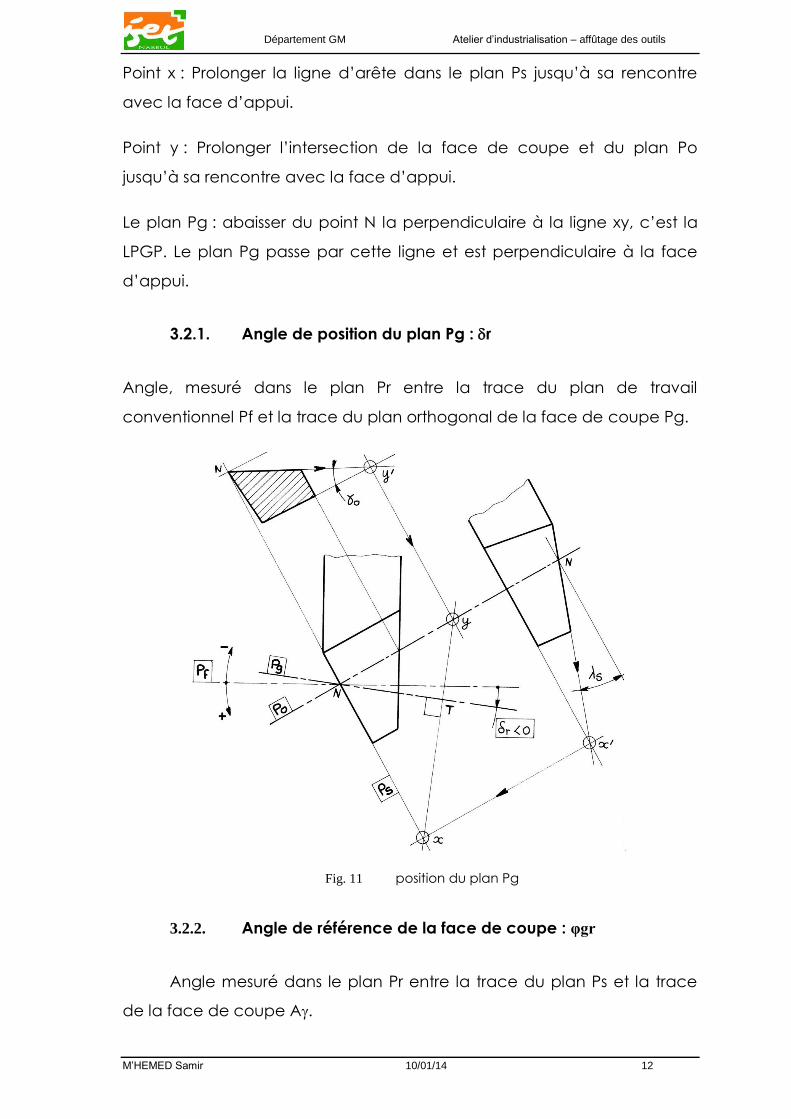
3.2.1. Angle de position du plan Pg : r
Angle, mesuré dans le plan Pr entre la trace du plan de travail
conventionnel Pf et la trace du plan orthogonal de la face de coupe Pg.
Fig. 11 position du plan Pg
3.2.2. Angle de référence de la face de coupe : φgr
Angle mesuré dans le plan Pr entre la trace du plan Ps et la trace
de la face de coupe A.
Département GM Atelier d’industrialisation – affûtage des outils
M’HEMED Samir 10/01/14 13
3.2.3. Angle de coupe direct d’affutage : g
Angle mesuré dans le plan Pg entre la trace de la face de coupe et
la trace du plan Pr.
3.3. Position de la face de dépouille
3.3.1. Plan orthogonal de la face de dépouille Pb
Plan perpendiculaire à la face de dépouille A et au plan de
référence Pr, au point considéré de l’arête de coupe.
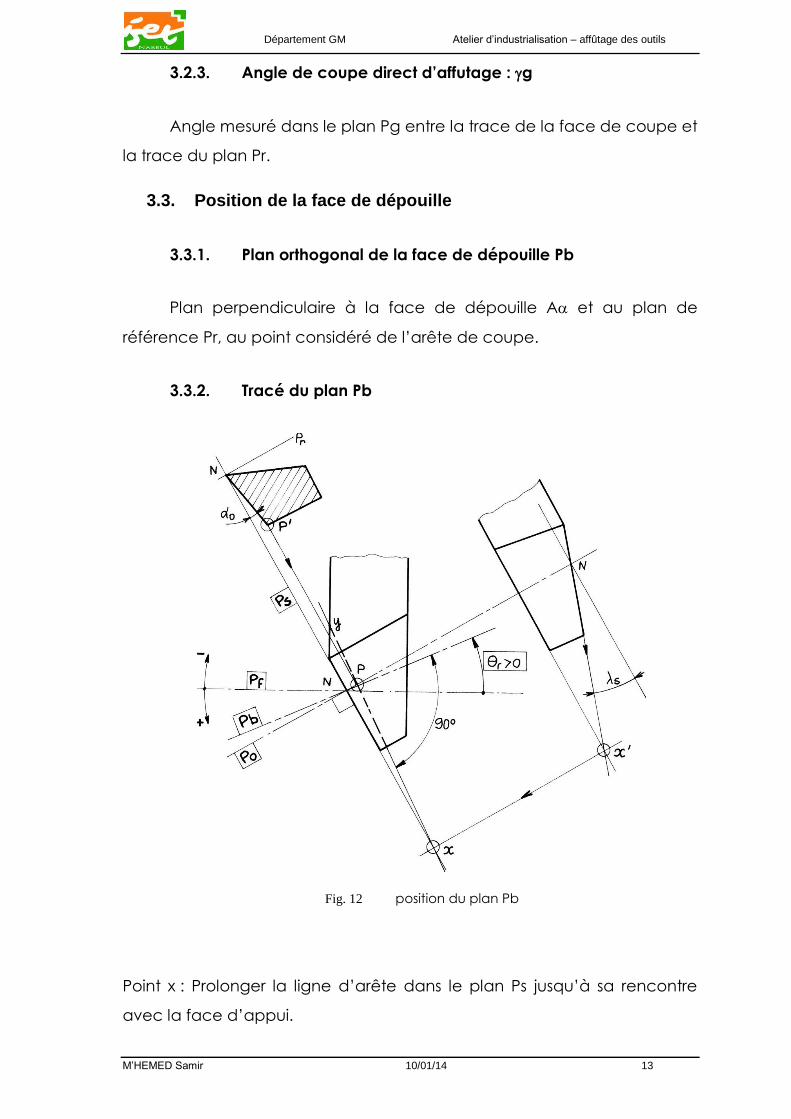
3.3.2. Tracé du plan Pb
Fig. 12 position du plan Pb
Point x : Prolonger la ligne d’arête dans le plan Ps jusqu’à sa rencontre
avec la face d’appui.
Département GM Atelier d’industrialisation – affûtage des outils
M’HEMED Samir 10/01/14 14
Point P : Projeter P’, intersection de la face de dépouille A et de la face
d’appui sur la trace du plan Po.
Trace xy : joindre x et P. ceci permet de représenter la trace de la face de
dépouille dans le plan de base.
Le plan Pb : abaisser du point N la perpendiculaire à la ligne xy.
3.3.3. Angle de position du plan Pb : r
Angle, mesuré dans le plan Pr entre la trace du plan de travail
conventionnel Pf et la trace du plan orthogonal de la face de dépouille
Pb.
3.3.4. Angle de référence de la face de dépouille : φbr
Angle mesuré dans le plan Pr entre la trace du plan Ps et la trace
de la face de dépouille A.
3.3.5. Angle de dépouille direct d’affutage : b
Angle mesuré dans le plan Pb entre la trace de la face de
dépouille et la trace du plan P.
3.4. Relation entre les angles directs d’affutage et les angles
orthogonaux
un outil ayant été défini, le plus généralement, par l’angle de
direction d’arête Kr, l’angle d’inclinaison s et les angles des faces dans
une section orthogonale, o et o, il est intéressant pour permettre
l’usinage et l’affûtage des faces A et A de connaitre :
o Les valeurs des angles de position et de référence
o Les valeurs des angles directs d’affûtage;
pour les faces de coupe A et de dépouille A.
Département GM Atelier d’industrialisation – affûtage des outils
M’HEMED Samir 10/01/14 15
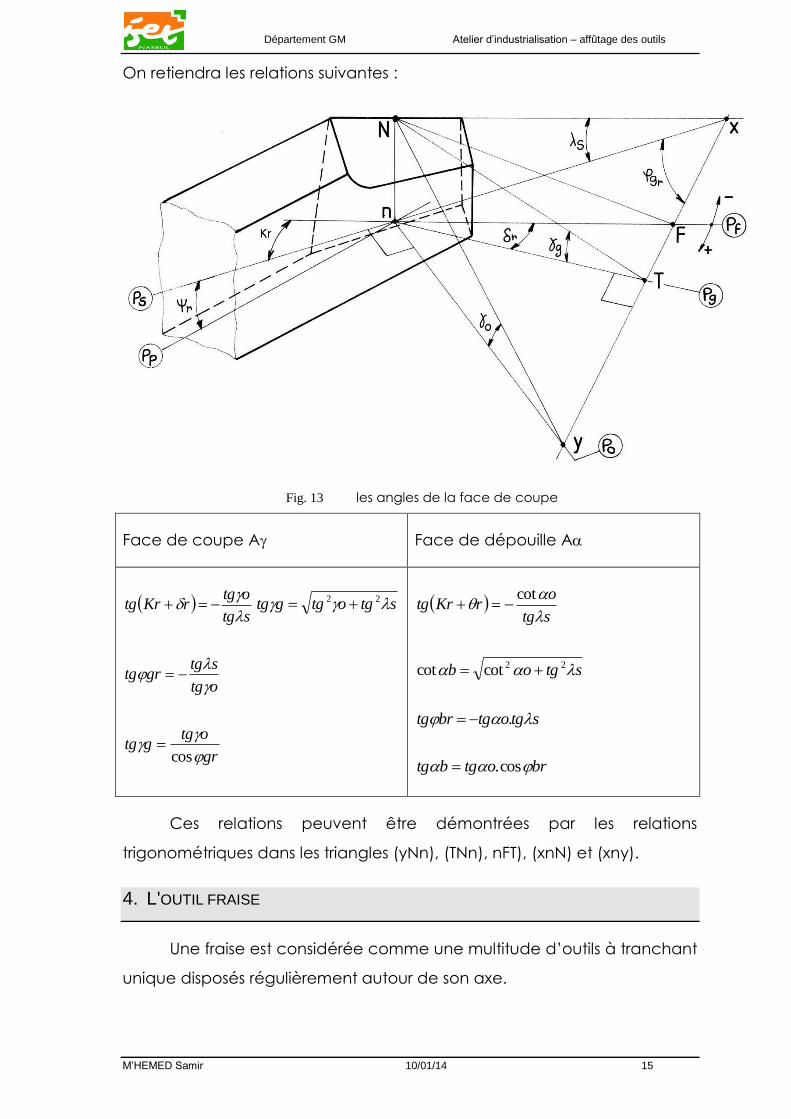
On retiendra les relations suivantes :
Fig. 13 les angles de la face de coupe
Face de coupe A Face de dépouille A
stg
otgrKrtg
stgotggtg 22
otg
stggrtg
gr
otggtg
cos
stg
orKrtg
cot
stgob 22cotcot
stgotgbrtg .
brotgbtg cos.
Ces relations peuvent être démontrées par les relations
trigonométriques dans les triangles (yNn), (TNn), nFT), (xnN) et (xny).
4. L'OUTIL FRAISE
Une fraise est considérée comme une multitude d’outils à tranchant
unique disposés régulièrement autour de son axe.

Département GM Atelier d’industrialisation – affûtage des outils
M’HEMED Samir 10/01/14 16
Fig. 14 Composition d’une fraise par outils à tranchant unique
Chaque dent de la fraise respecte donc la théorie précédente.
Toutefois une particularité est à signalée : l’arête principale suit une
hélice.

Département GM Atelier d’industrialisation – affûtage des outils
M’HEMED Samir 10/01/14 17
Fig. 15 Arêtes et surfaces de la partie active d’une fraise deux tailles
4.1. Plans de l’outil fraise:
Les angles caractéristiques sont définis par référence à 3 plans
d’outils passant par le point considéré de l’arête.
Plan de référence Pr : contient le point "M" et l’axe xox’ de la fraise
(plan xx’- OM).
Plan d’arête Ps : perpendiculaire à Pr et tangent à l’arête (plan
MF.MT).
Plan de travail conventionnel Pf : perpendiculaire à Pr et parallèle à
l’avance supposée (plan MF.MF).
Département GM Atelier d’industrialisation – affûtage des outils
M’HEMED Samir 10/01/14 18
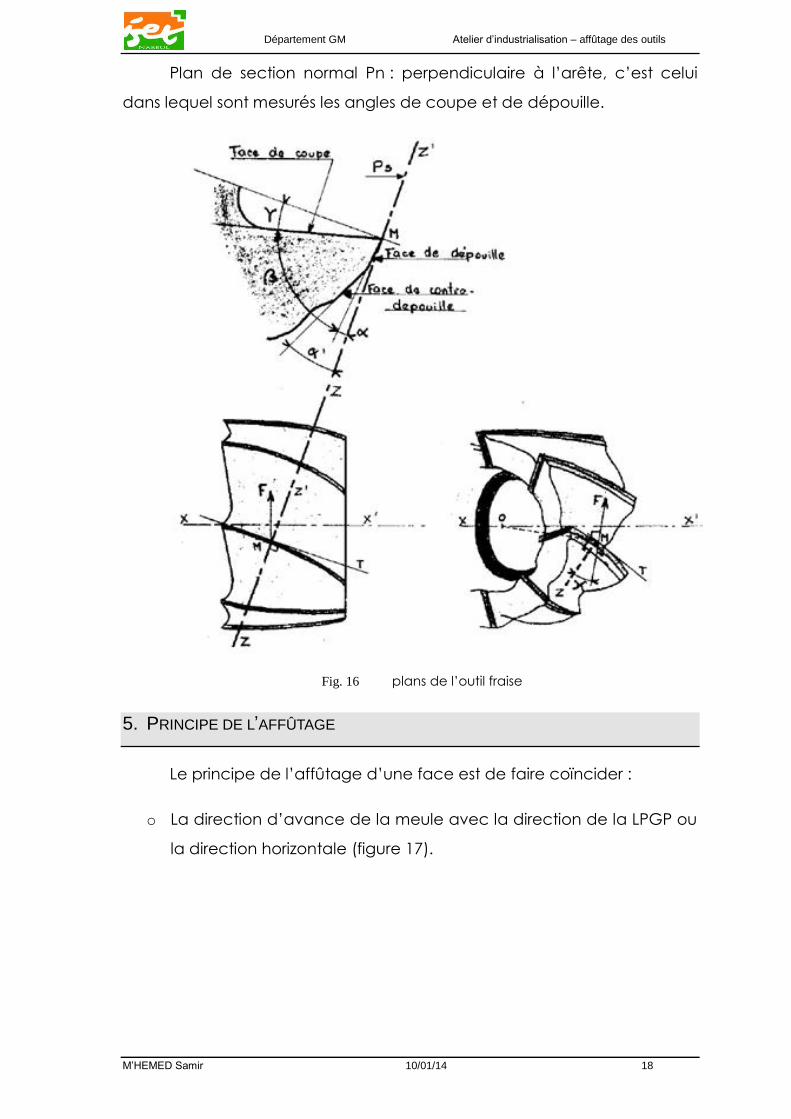
Plan de section normal Pn : perpendiculaire à l’arête, c’est celui
dans lequel sont mesurés les angles de coupe et de dépouille.
Fig. 16 plans de l’outil fraise
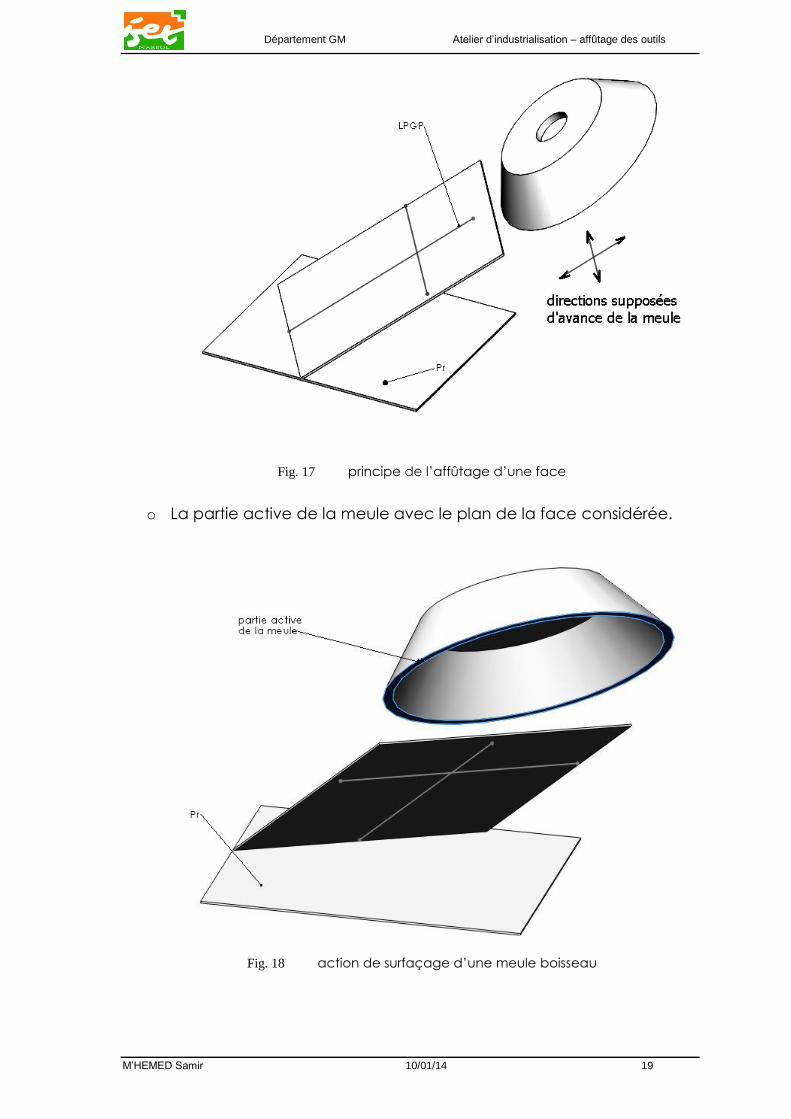
5. PRINCIPE DE L’AFFÛTAGE
Le principe de l’affûtage d’une face est de faire coïncider :
o La direction d’avance de la meule avec la direction de la LPGP ou
la direction horizontale (figure 17).
Département GM Atelier d’industrialisation – affûtage des outils
M’HEMED Samir 10/01/14 19
Fig. 17 principe de l’affûtage d’une face
o La partie active de la meule avec le plan de la face considérée.
Fig. 18 action de surfaçage d’une meule boisseau
Département GM Atelier d’industrialisation – affûtage des outils
M’HEMED Samir 10/01/14 20
6. AFFUTAGE DES FRAISES
On s’intéressera dans cet exposé aux méthodes d’affûtage
réalisables dans les ilots de l’ISET. Toutefois on note l’existence d’autres
techniques.
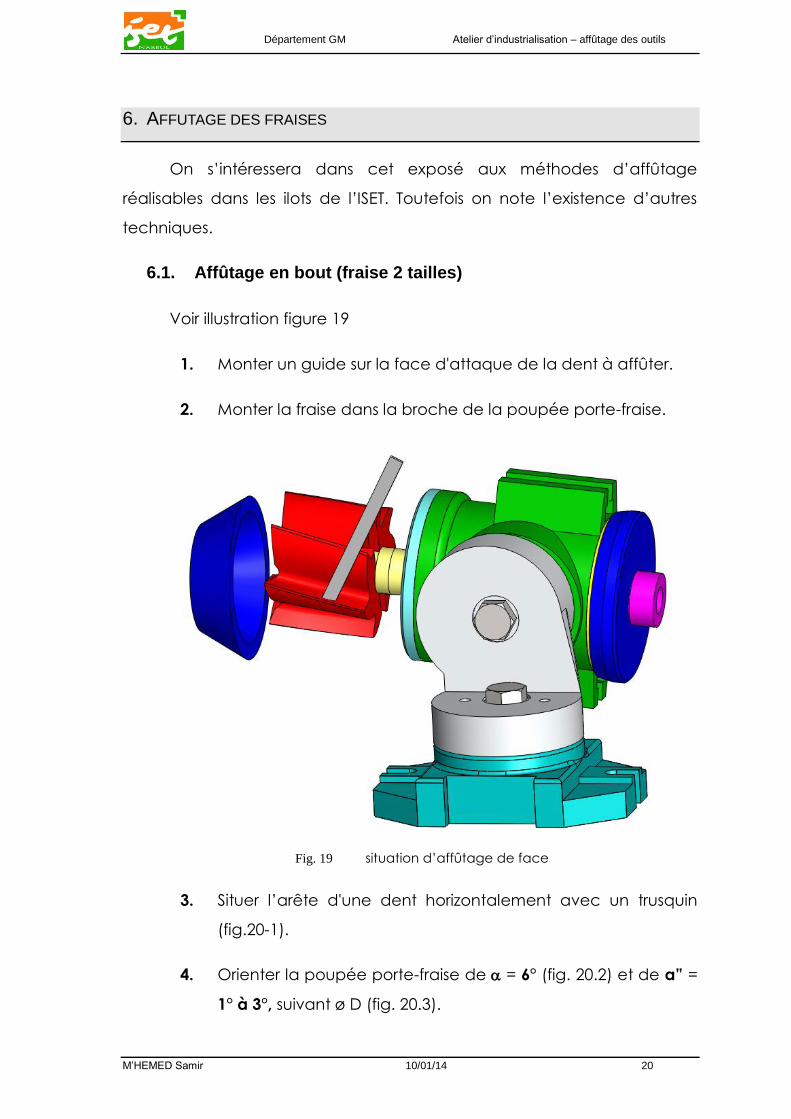
6.1. Affûtage en bout (fraise 2 tailles)
Voir illustration figure 19
1. Monter un guide sur la face d'attaque de la dent à affûter.
2. Monter la fraise dans la broche de la poupée porte-fraise.
Fig. 19 situation d’affûtage de face
3. Situer l’arête d'une dent horizontalement avec un trusquin
(fig.20-1).
4. Orienter la poupée porte-fraise de = 6° (fig. 20.2) et de a” =
1° à 3°, suivant ø D (fig. 20.3).

Département GM Atelier d’industrialisation – affûtage des outils
M’HEMED Samir 10/01/14 21
5. Orienter la poupée porte-meule de 1° à 2° (fig. 20.3).
6. Situer correctement la meule par rapport à la dent à affûter.
7. Régler la course de la table (butées). La meule ne doit pas
toucher une autre dent (fig.20. 4).
8. Faire la tangente sur une dent. Prendre des passes de 0,04 à
l'ébauche, 0,02 en finition.
9. Affûter toutes les dents à chaque opération. Terminer par une
passe nulle.
10. Contrôle visuel sur l'extrémité des dents. Hauteur identique
des dents (utiliser un marbre).
Fig. 20 orientation de la fraise en affûtage de face
Département GM Atelier d’industrialisation – affûtage des outils
M’HEMED Samir 10/01/14 22
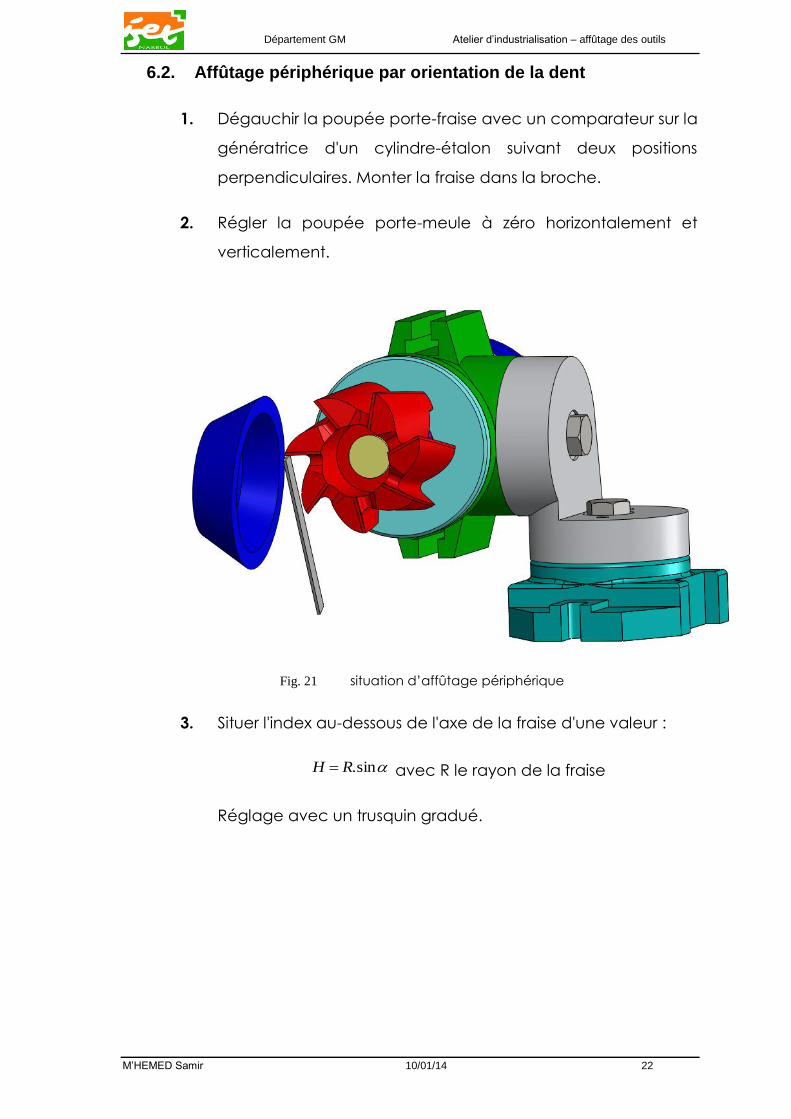
6.2. Affûtage périphérique par orientation de la dent
1. Dégauchir la poupée porte-fraise avec un comparateur sur la
génératrice d'un cylindre-étalon suivant deux positions
perpendiculaires. Monter la fraise dans la broche.
2. Régler la poupée porte-meule à zéro horizontalement et
verticalement.
Fig. 21 situation d’affûtage périphérique
3. Situer l'index au-dessous de l'axe de la fraise d'une valeur :
sin.RH avec R le rayon de la fraise
Réglage avec un trusquin gradué.

Département GM Atelier d’industrialisation – affûtage des outils
M’HEMED Samir 10/01/14 23
Fig. 22 prise de l’angle de dépouille
4. Régler la course de la table avec deux butées.
5. Mettre la meule en marche, Faire la tangente (dent de la
fraise en appui sur l’index).
6. Prendre passes successives de 0,04 en ébauche, 0,02 en
finition. Affûter toutes les dents à chacune de ces opérations.
Terminer par une passe nulle.
7. Contrôle visuel sur l'extrémité des dents.
REMARQUE: Déplacer la table de façon régulière. Assurer en
permanence le contact de la dent sur l'index.
Département GM Atelier d’industrialisation – affûtage des outils
M’HEMED Samir 10/01/14 24
Affûtage des outils
1. L’AFFUTAGE
Le taillage ou l’affûtage est la réalisation d’outils de coupe. Les
critères de qualité sont les mêmes que la rectification : qualités
géométrique et métallurgique.
En affutage on utilise principalement des meules et des bandes
abrasives.
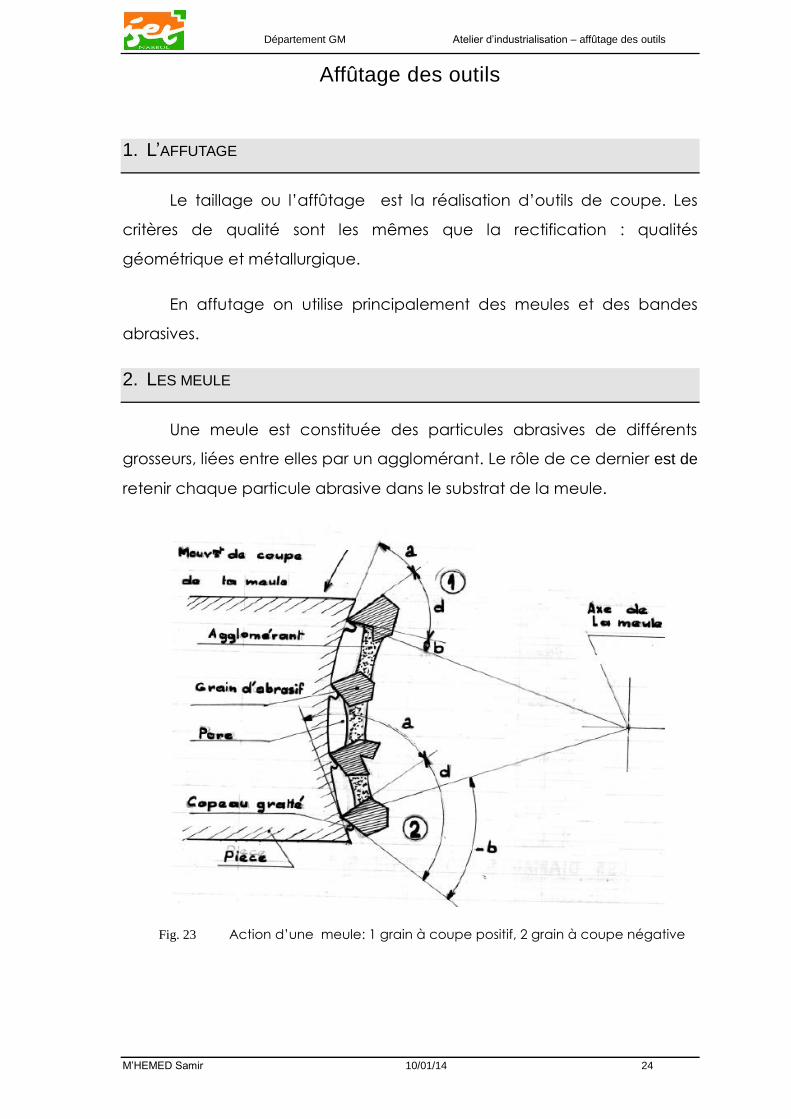
2. LES MEULE
Une meule est constituée des particules abrasives de différents
grosseurs, liées entre elles par un agglomérant. Le rôle de ce dernier est de
retenir chaque particule abrasive dans le substrat de la meule.
Fig. 23 Action d’une meule: 1 grain à coupe positif, 2 grain à coupe négative

Département GM Atelier d’industrialisation – affûtage des outils
M’HEMED Samir 10/01/14 25
Les abrasifs utilisés sont très durs, aussi peuvent-ils attaquer même les
aciers trempés. Ils sont naturels (grès, émeri, diamant) ou artificiels
(alumine cristallisée ou carbure de silicium cristallisé).
L’agglomérant n’exerce aucune action abrasive, mais c’est de sa
nature que dépend la résistance de la meule au travail, aux chocs et à
tout effort de rupture.
L'agglomérant peut être de différentes natures : argile, céramique,
caoutchouc, résines synthétiques ou laques.
3. ACTION D’UNE MEULE
Chaque grain de la meule enlève un petit copeau quand l'une de
ses arêtes se présente favorablement sur la pièce, généralement à
grande vitesse ; le copeau est de très petite section, de l’ordre de 0,001
mm² ; il n’est pas tranché mais gratté. Le nombre de copeaux coupés
simultanément est très grand, de 100 à 1000.
4. VITESSE D’UTILISATION DES MEULES
La vitesse de travail d‘une meule dépend :
o De ses caractéristiques (composition, forme, dimension, …)
o De la machine et des conditions de travail
o De la nature de travail à effectuer
L’utilisateur doit impérativement respecter la vitesse indiquée par le
fabricant de la meule.

Département GM Atelier d’industrialisation – affûtage des outils
M’HEMED Samir 10/01/14 26
Bibliographie
Padilla, P et Thély, A. Guide de fabrication mécanique. Dunod
Longeot, H et Jourdan, L. Fabrication industrielle. Dunod.
Jacob, J et Malesson, Y. Guide pratique de l’usinage. Hachette
technique.
Dietrich, R. Garsaud, D. Gentillon, S. Nicolas, M. Précis méthodes
d’usinage, production et normalisation. Afnor. Nathan.
Saint-chély, J. FantinJ.P et Letellier, J. Choix des outils et des
conditions de coupe en tournage. CETIM, établissement de senlis.
Butin, R et Pinot, M. Fabrications mécaniques, technologie (Tomes I,
II et III). Foucher.
Branger, G. Guide du bureau des méthodes. Desforges.
Mercier, J. De l’étude de fabrication à l’analyse d’usinage. Vuibert,
Paris.
Pierre BOURDET- La coupe des métaux. Notes de cours. Ecole
Normale Supérieure de Cachan.