Finsa Pratique Guide panneaux MDF - loiremateriaux.com mdf.pdf · permet d’obtenir un fini...
32
Finsa Pratique Guide panneaux MDF solutions bois 100% MDF
Transcript of Finsa Pratique Guide panneaux MDF - loiremateriaux.com mdf.pdf · permet d’obtenir un fini...

Finsa PratiqueGuide panneaux MDF
solutions bois
100%MDF

MDF FINSA, un univers de solutions pour un monde d’applications
créd
it p
hoto
cou
vert
ure
et p
age
2 : E
NS
AD
Dijo
n

4 � Environnement
6 � Applications
8 � Gamme de produits
16 � Comportement au feu
18 � Exigences environnementales
20 � Stockage
22 � Usinage 24 � Assemblage
27 � Collage
29 � Finition
Le guide FINSA PRATIQUE précise les règles essentielles à respecter pour obtenir de bons résultats lors de la mise en œuvre des panneaux FINSA.
Ces préconisations ne sauraient engager la responsabilité de FINSA dans le cas où les conseils des fournisseurs de produits ou de maté-riels ne seraient pas respectés.
Sommaire

EnvironnementFinsa
100%recyclable
4

14
CO2
Valorización energéticaValorização energéticaEnergy valorisation
ReciclajeReciclagemRecycling
ReforestaciónReflorestaçãoReforestation
Aserradero
Serração
Sawmill
Nuestra materia prima: aprovechamiento forestal + residuos de otras industrias + reciclajeA nossa matéria-prima: aproveitamento florestal + resíduos de outras indústrias + reciclagemOur raw materials: use of forest resources + residue from other industries + recycling
Materiales FINSAMateriais FINSAFINSA materials
Electricidad generadaElectricidade produzidaGenerated electricity
La consommation de produits dérivés du bois contribue positivement à la conservation et à l’augmentation des forêts.
Chaque m3 de bois utilisé en substitut d’un autre matériau permet de réduire l’émission de CO2 dans l’atmosphère de 2 tonnes.
Finsa dispose d'une analyse de cycle de vie de ses produits MDF (FDES trans-mise sur simple demande).
5
Finsa encourage massivement l’utilisation de bois issu de forêts PEFC, certification qui garantit une gestion forestière durable.
A titre d’exemple, la gamme Mediland est exclusivement fabriquée avec des bois de seconde et première éclaircie originaires de la forêt des Landes de Gascogne, massif certifié PEFC.
Le bois d’éclaircie est issu de coupes d’entretien qui ont pour but l’élimination des arbres les plus chétifs afin de favoriser le développement des plus beaux spécimens.
En l'intégrant dans sa fabrication, le MDF valorise économiquement le bois d’éclaircie, stimule naturellement la croissance de la forêt et contribue à sa préservation en réduisant les risques d’incendie.
Finsa soutient les initiatives de préservation de la forêt.

ApplicationsFinsa
FINSA, spécialiste MDF offre toute une gamme de panneaux de fibres adaptés aux différentes utilisa-tions en agencement et mobilier.
6
créd
its p
hoto
s : F
insa
- C
rous
- M
edia
thèq
ue D
ole
Quelle que soit l’application, vous trouverez un panneau aux caractéristiques répondant à vos exigences techniques pour un résultat esthétique optimal.
ExTéRIEUR
7
= Composants pour caravane
= Aménagement intérieur d'avions, bateaux
= Décors de théâtre et panneaux de stands d'exposition,...
SoLUTIoNS LégèRES
= Equipement de vestaires : casiers, armoires, cloisons séparatives...
= Equipement hospitalier : lits, portes,...
hAUTE RéSISTANcE
= Agencement (crèches, musées, …)
= Mobilier pour enfant
= Jouets …
hAUTES ExIgENcES ENvIRoNNEMENTALES
= Portes
= Devantures de magasin
= Panneaux publicitaires
IgNIFUgE= Mobilier de cuisine
= Mobilier de salles de bains
= Plinthes …
hyDRoFUgE
= Agencement= Mobilier = Portes= Moulures = Jouets
MILIEU SEc
= Agencement d’établissements recevant du public
= Parois murales
= Panneaux acoustiques

MiLiEu SEC
8
FIBRANoR est un panneau MDF mince, fabriqué avec des fibres de bois spéciale-ment sélectionnées et collées au moyen d’une presse en continu.
Grâce à la qualité du procédé de pres-sage, nous pouvons proposer du Fibranor poncé ou non avec une grande dureté des faces. Dans les deux cas, les faces sont parfaitement planes et calibrées. Fibranor se caractérise par une haute densité, la finesse de ses fibres et de hautes pro-priétés mécaniques. Ces qualités garan-tissent une bonne tenue à la déformation, un assemblage par agrafes facilité et une bonne réaction aux laques et vernis.
MDF Moyenne épaisseurNos panneaux moyenne épaisseur ont une densité et une qualité de surface parfaite-ment adaptées à la transformation et à l’usinage avec une moindre usure des outils. Le vissage, le clouage, l’agrafage, le cintrage sont plus aisés. ils conviennent tout à fait à l’application de revêtements et traitements de finitions. Mediland LP et Fibrapan sont les 2 qualités standard complémentaires (en formats et épaisseurs) que nous vous proposons :
MEDILAND LP, 100% Pin des Landes, est un panneau de couleur claire dont le poids facilite la manutention et la mise en œuvre. Mediland LP bénéficie du certificat de qualité MDF-MS délivré par le FCBA.
FIBRAPAN, d’une densité légèrement supérieure, couvre l’ensemble des applications classiques du MDF.
Agencement • Mobilier • Portes • Moulures • Jouets ...
MDF MinceGrâce à leurs hautes propriétés méca-niques, leur qualité de faces et leur stabilité dimensionnelle iberpan et Mediland XL possèdent un grand poten-tiel et sont spécialement conçus pour être substitués au bois massif dans un grand nombre d’applications.
IBERPAN est un panneau obtenu par un procédé de fabrication unique qui lui confère un profil de densité à cœur ex-ceptionnel jusqu'à 70 mm d'épaisseur.
MEDILAND xL, 100% Pin des Landes, est un panneau de couleur claire de la gamme Mediland.
MDF Forte épaisseur
de produitsGamme
Fibralac
9
Agencement • Mobilier • Portes • Moulures • Jouets ...
créd
its p
hoto
s : D
om
aine
Dar
ien,
La
Rio
ja
Sp
igo
GR
OU
P/
J.M
arin
o P
ascu
al &
Aso
ciad
os
Pho
to: A
dri
ana
Land
aluc
e
10
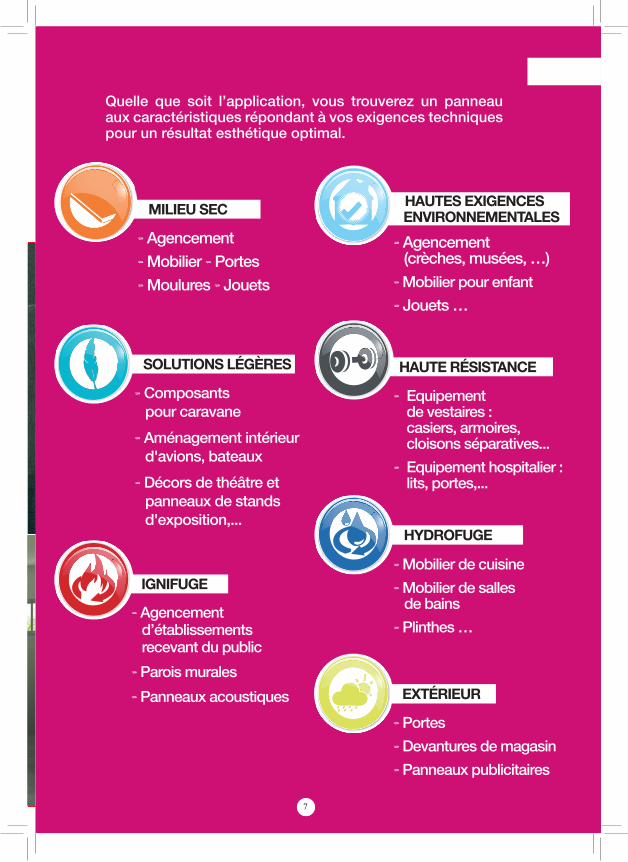
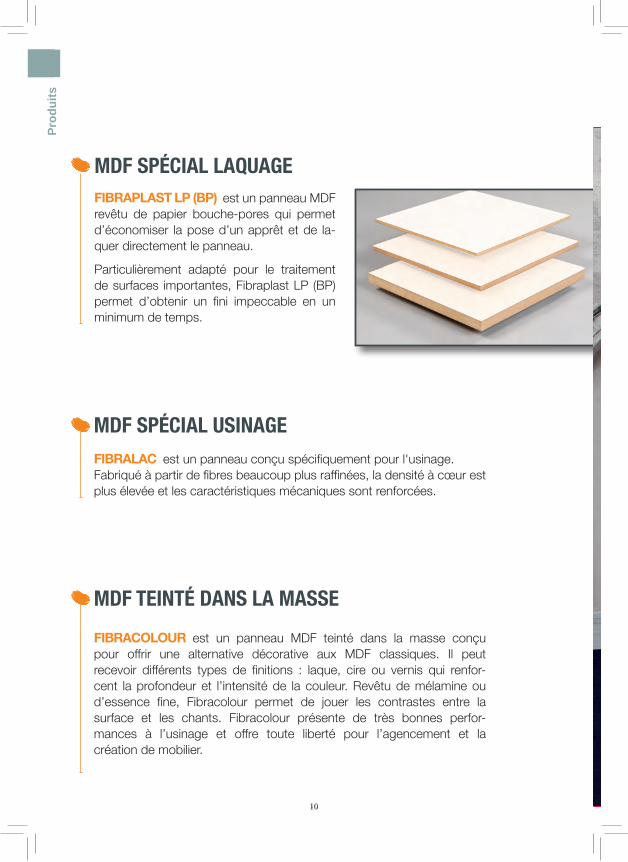
MDF spécial laquageFIBRAPLAST LP (BP) est un panneau MDF revêtu de papier bouche-pores qui permet d’économiser la pose d’un apprêt et de la-quer directement le panneau.
Particulièrement adapté pour le traitement de surfaces importantes, Fibraplast LP (BP) permet d’obtenir un fini impeccable en un minimum de temps.
MDF teinté Dans la Masse
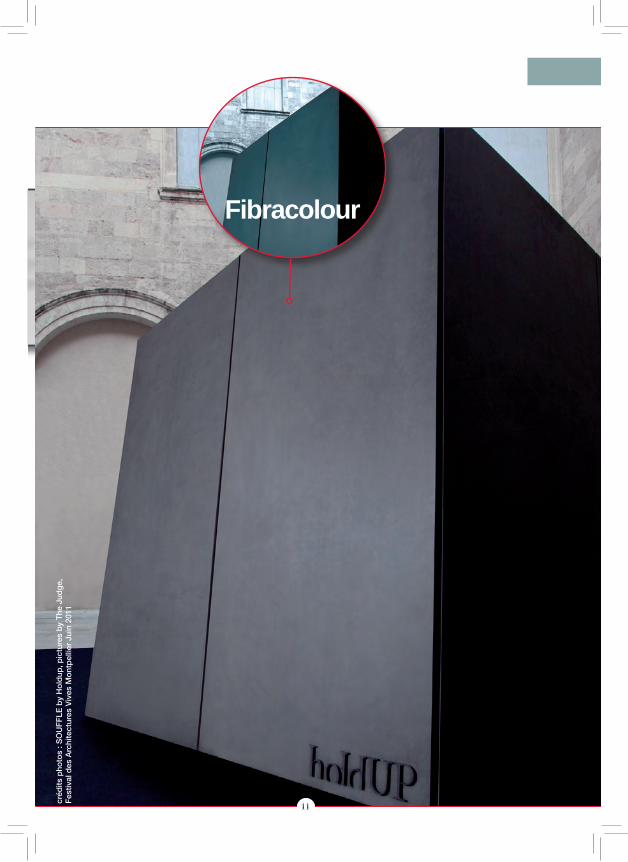
FIBRAcoLoUR est un panneau MDF teinté dans la masse conçu pour offrir une alternative décorative aux MDF classiques. il peut recevoir différents types de finitions : laque, cire ou vernis qui renfor-cent la profondeur et l’intensité de la couleur. Revêtu de mélamine ou d’essence fine, Fibracolour permet de jouer les contrastes entre la surface et les chants. Fibracolour présente de très bonnes perfor-mances à l’usinage et offre toute liberté pour l’agencement et la création de mobilier.
MDF spécial usinageFIBRALAc est un panneau conçu spécifiquement pour l'usinage.Fabriqué à partir de fibres beaucoup plus raffinées, la densité à cœur est plus élevée et les caractéristiques mécaniques sont renforcées.
Pro
du
its
11
Fibracolour
créd
its p
hoto
s : S
OU
FF
LE b
y H
old
up, p
ictu
res
by
The
Jud
ge,
F
estiv
al d
es A
rchi
tect
ures
Viv
es M
ont
pel
lier
Juin
201
1

Certifié CARB Phase 2
...pour unemeilleure
qualité de l‘airambiant.
12
Mediland O2
Pro
du
its

Certifié CARB Phase 2
...pour unemeilleure
qualité de l‘airambiant.
13
MEDILAND o2 est un panneau avec une émission de formaldéhyde très faible, proche de celle du bois naturel.il est spécialement conçu pour les utilisations dans des environnements intérieurs sensibles et des projets à hautes exigences environnementales. Mediland O2 a une teneur en formaldhéhyde inférieure à 3mg / 100g* et est certifié CARB P2.* Auto déclaration sur demande spécifique à la commande.
Agencement (crèches, musées, …) • Mobilier pour enfant • Jouets …
SOLutiONS LéGèRES
MEDILAND UL est un panneau MDF 100% Pin des Landes qui convient par-faitement à toutes les utilisations où le poids revêt une importance primordiale.
Mediland uL est un panneau MDF de couleur claire.
HAutES EXiGENCES ENviRONNEMENtALES
Composants pour caravane • Aménagement intérieur d'avions, de bateaux • Décors de théâtre • Panneaux de stands d'exposition, ...
DM coMPAc 1100® est un panneau de fibres de bois (MDF), idéal pour des applica-tions en intérieur qui requièrent une exposi-tion à des conditions d'humidité élevée.il présente une haute densité (plus de 1000kg/m3) et possède d'excellentes pro-priétés physico-mécaniques telles que la résistance à la traction et à la flexion, mo-dule d'élasticité et résistance à l'impact. toutes ces qualités sont réunies dans un produit unique, décoratif, facile à usiner et à découper.DM COMPAC 1100 peut être stratifié, replaqué essences fines ou mélaminé.
Équipement de vestaires (casiers, armoires, cloisons séparatives...) •Équipement hospitalier (lits, portes,...)
HAutE RéSiStANCE

Pro
du
its
14
Hydrofuge
créd
its p
hoto
s : F
insa

FIBRAPAN ExTéRIEUR
15
MiLiEu EXtéRiEuR
iGNiFuGE
MiLiEu HuMiDE
Nos panneaux ignifuges sont classés B-s2, d0 selon la norme NF EN 13501. ils sont tout particulièrement adaptés pour l’agencement d’établissements recevant du public.
FIBRAPAN IgNIFUgE (M1) obtenu par l’addition dans la fabrication de pro-duits ignifugeants. C’est un panneau de teinte rouge (pour certains formats, seule l’âme du panneau est teintée).
MEDILAND M1 est fabriqué à partir de Pin des Landes. Sa couleur miel, due aux produits ignifugeants, confère au panneau un ton bois, dans toute son épaisseur.
Meubles de cuisine et de salles de bains • Plinthes • Moulures, ...
FIBRAPAN hyDRoFUgE et MEDILAND Mh sont des panneaux conçus pour une utilisation en milieu intérieur présentant des risques d’exposition tem-poraire à l’humidité. Leur constante et haute qualité permet une grande liberté de conception.
FIBRAPAN hyDRoFUgE est un panneau de teinte verte (pour certains for-mats, seule l'âme du panneau est teintée). il est classé MDF.HLS selon la norme EN 622 partie 5.
MEDILAND Mh 100% Pin des Landes, est un panneau de couleur claire. il est selon la norme EN 622 partie 5.
Fibrapan hydrofuge et Mediland MH ne conviennent pas aux applications exté-rieures.
Agencement d’établissements recevant du public • Parois murales • Panneaux acoustiques, ...
FIBRAPAN ExTéRIEUR est un panneau MDF ayant des caractéristiques mécaniques lui permettant de supporter les intempéries (variation de tempé-rature, humidité).
Il est spécifiquement conçu pour des emplois extérieurs à condition qu’il soit, comme tout bois naturel, protégé par un revêtement adapté sur les faces et les chants (peinture, vernis, laque…).
Portes • Devantures de magasins • Panneaux publicitaires…
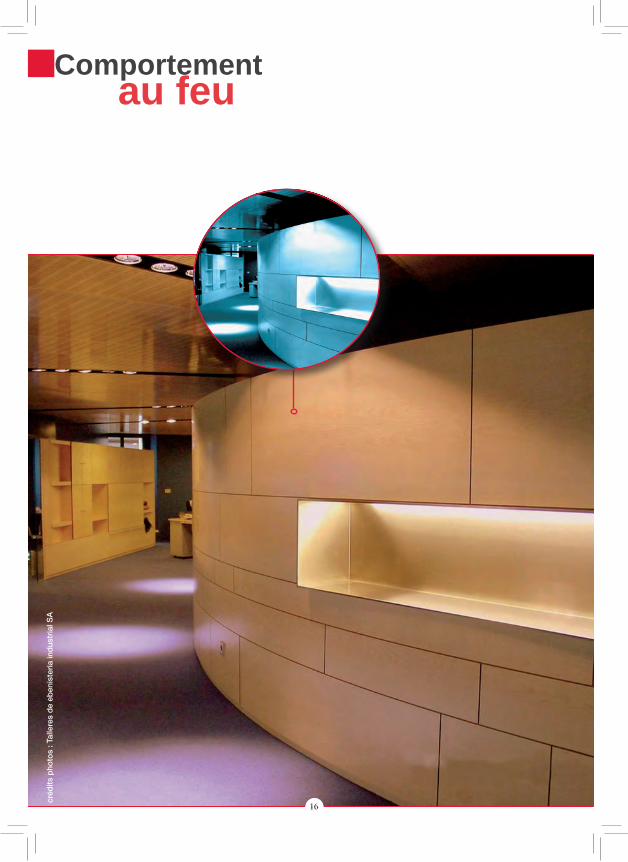
au feuComportement
16
créd
its p
hoto
s : T
alle
res
de
eben
iste
ria
ind
ustr
ial S
A

le pouvoir caloriFiqueC'est la quantité de chaleur dégagée par 1 kg de matériau lors d’une combustion complète. Retenir pour notre gamme 4000 à 4600 Kcal/ kg.
la réaction au FeuConcerne la notion de "feu" et définit la contribution qu’un matériau apporte au feu et à la propagation du feu.
Cette caractéristique est déterminée en France par un laboratoire agréé indépendant selon la classification européenne de réaction au feu des produits.Depuis l’entrée en vigueur du marquage CE pour les produits de construction, un arrêté de transposition définit les règles d’acceptabilité des classes européennes en réponse aux exigences de la réglementation française. Le tableau suivant fixe les classes de produits, déterminées selon la norme NF EN 13501-1 (Euroclasses).
la résistance au FeuSe rapporte à la notion "d’incendie" et définit le temps pendant lequel un élément de construction continue à jouer son rôle malgré l’action de l’incendie.
ExEMplE
porte coupe-feu, pare-flamme 30 minutes.
coupe-feu –> rôle isolant thermique du matériau
Pare-flamme–> étanchéité aux flammes s’applique aux portes, murs, cloisons, poutres, planchers, plafonds.
VItESSE DE CoMbuStIoN MoyENNE
Pour les panneaux MDF de masse volumique supérieure à 600 kg/m3 :épaisseurs inférieures à 16 mm –> 1 mm/minute
épaisseurs supérieures à 16 mm –> 0,9 mm/minute
cLASSES SELoN NF EN 13501 - 1 EURocLASSESExIgENcESComportement au
feuProduction de
fuméeGouttelettes enflammées
A1 - - Incombustible
A2 s1 d0 M0
A2 s1 d1
M1A2 s2 / s3 d0 / d1
B s1 / s2 / s3 d0 / d1
C s1 / s2 / s3 d0 / d1 M2
D s1 / s2 / s3 d0 / d1M3
M4
17
A noter, les panneaux MDF, sont classés par convention : M3 pour les épaisseurs égales ou supérieures à 18 mm - M4 pour les épaisseurs inférieures à 18 mm.

environnementalesExigences
18
créd
its p
hoto
s : F
insa

19
le formaldéhyde est un composé organique volatile (CoV) présent dans beaucoup de matériaux naturels tels que le bois. Il est notamment produit par le métabolisme de la plupart des organismes.
il est également présent dans notre environnement et a de très nombreuses sources :–> sources de combustion (bougies, cheminées à foyer ouvert …)–> produits d’entretien –> produits d’hygiène –> produits de construction et de décoration contenant des composants
à base de formaldéhyde, notamment les panneaux à base de bois.
teneur en ForMalDéhyDe Lorsque l’on parle de teneur en For-maldéhyde, on mesure le formaldé-hyde contenu dans le panneau, le résultat est exprimé en mg/100g de panneau sec.
La certification est délivrée par un labo-ratoire agréé indépendant qui détermine la classe du panneau selon la méthode EN 120.
tous les panneaux FiNSA sont classés E1 et ont donc une teneur < 8mg/ 100g de panneau sec.
La gamme Mediland bénéficie d’une marque de qualité CtB-AiR + délivrée par le FCBA, laboratoire agréé indépen-dant.
éMission De ForMalDéhyDeLorsque l’on parle d’émission en Formaldéhyde, on mesure le formal-déhyde dans l’air
Actuellement, il n’existe pas de référentiel européen, le référentiel le plus commu-nément utilisé en Europe est le CARB*. Dans le cadre du CARB les résultats sont exprimés en ppm (partie par million) soit
10-6. La certification est délivrée par un laboratoire agréé indépendant selon la méthode AStM E 1333.
Depuis le 1er janvier 2011, tout produit MDF certifié CARB P2 a une émission inférieure ou égale à 0.11 ppm.
*CARB = Californian Air Resources Board’s Air toxic Control Measure (AtCM).
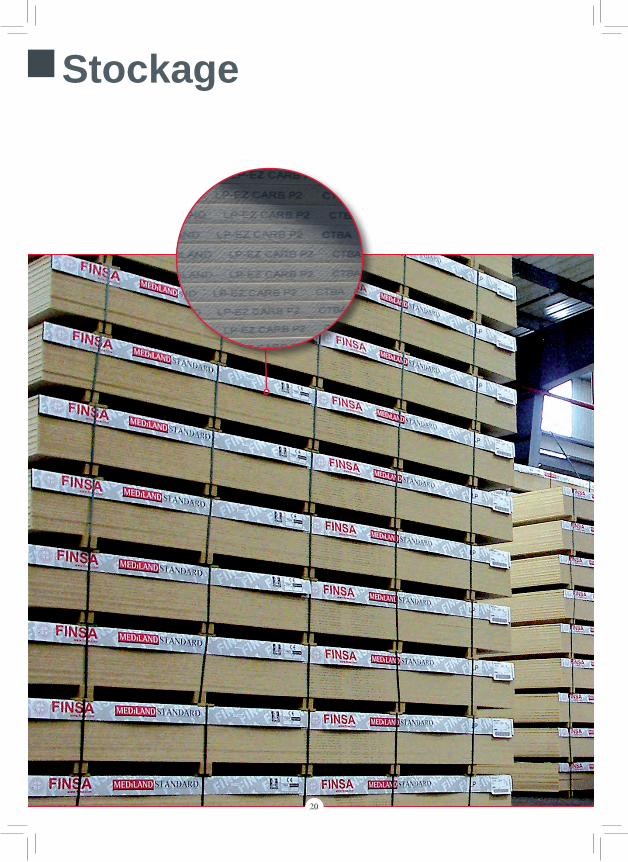
Stockage
20

21
eMpilage
De préférence horizontalement et sans contact avec le sol.
Dans une même palette, la hauteur des tasseaux doit être identique.
lieu De stockage
Il est conseillé de stocker les panneaux FINSA dans un en-droit fermé et tempéré, afin d’éviter l’influence des agents atmosphériques : vent , pluie, humidité…
Usinage
22
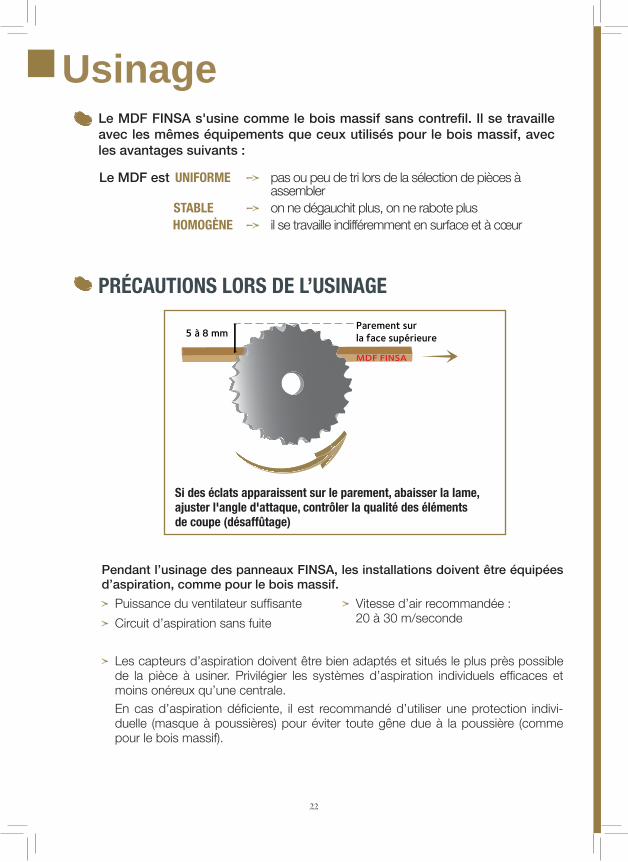
précautions lors De l’usinage
Le MDF FINSA s'usine comme le bois massif sans contrefil. Il se travaille avec les mêmes équipements que ceux utilisés pour le bois massif, avec les avantages suivants :
Le MDF est uniForMe –> pas ou peu de tri lors de la sélection de pièces à assembler stable –> on ne dégauchit plus, on ne rabote plus hoMogène –> il se travaille indifféremment en surface et à cœur
> Puissance du ventilateur suffisante
> Circuit d’aspiration sans fuite
> vitesse d’air recommandée : 20 à 30 m/seconde
si des éclats apparaissent sur le parement, abaisser la lame, ajuster l'angle d'attaque, contrôler la qualité des éléments de coupe (désaffûtage)
Pendant l’usinage des panneaux FINSA, les installations doivent être équipées d’aspiration, comme pour le bois massif.
> Les capteurs d’aspiration doivent être bien adaptés et situés le plus près possible de la pièce à usiner. Privilégier les systèmes d’aspiration individuels efficaces et moins onéreux qu’une centrale.
En cas d’aspiration déficiente, il est recommandé d’utiliser une protection indivi-duelle (masque à poussières) pour éviter toute gêne due à la poussière (comme pour le bois massif).

23
–> On peut le scier, le moulurer, le défoncer, le percer, le sculpter, le tourner (fortes épaisseurs ou contre-collage de plusieurs épaisseurs).
–> Il est conseillé d’utiliser un outillage à dentures au carbure de tungstène pour les fraises et les lames de scies, sachant que les outils diamant conviennent aussi.
–> On recommande les plaquettes brasées pour les fers à moulures. Fraises : 3 - 4 dents - tournant à 6000 tr/mn avance manuelle 3 à 5 m/mn. Mieux : utiliser un entraîneur pour éviter les ondulations. Cote de départ avant usinage :
+ 2 mm par rapport à la cote finie.
–> Les profils ronds ou courbes sont à préférer aux profils présentant des angles ou arêtes vives qui seront plus sensibles à l’écaillage et poseront des problèmes à l’adhérence des finitions.
–> Pour les profils nécessitant l’enlèvement d’une quantité importante de matière, nous conseillons plusieurs passes successives.
profil recommandé: arêtes adoucies
profil fragile aux chocs : arêtes vives
24
Assemblage
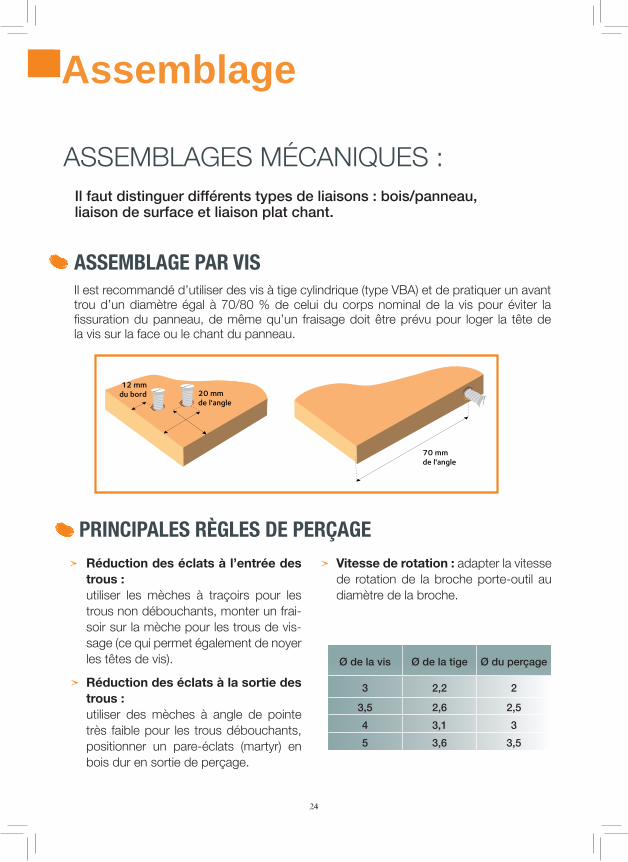
ASSEMBLAGES MéCANiquES : Il faut distinguer différents types de liaisons : bois/panneau, liaison de surface et liaison plat chant.
il est recommandé d’utiliser des vis à tige cylindrique (type vBA) et de pratiquer un avant trou d’un diamètre égal à 70/80 % de celui du corps nominal de la vis pour éviter la fissuration du panneau, de même qu’un fraisage doit être prévu pour loger la tête de la vis sur la face ou le chant du panneau.
asseMblage par vis
> Réduction des éclats à l’entrée des trous :
utiliser les mèches à traçoirs pour les trous non débouchants, monter un frai-soir sur la mèche pour les trous de vis-sage (ce qui permet également de noyer les têtes de vis).
> Réduction des éclats à la sortie des trous :
utiliser des mèches à angle de pointe très faible pour les trous débouchants, positionner un pare-éclats (martyr) en bois dur en sortie de perçage.
> vitesse de rotation : adapter la vitesse de rotation de la broche porte-outil au diamètre de la broche.
principales règles De perçage
Ø de la vis Ø de la tige Ø du perçage
3 2,2 2
3,5 2,6 2,5
4 3,1 3
5 3,6 3,5
25
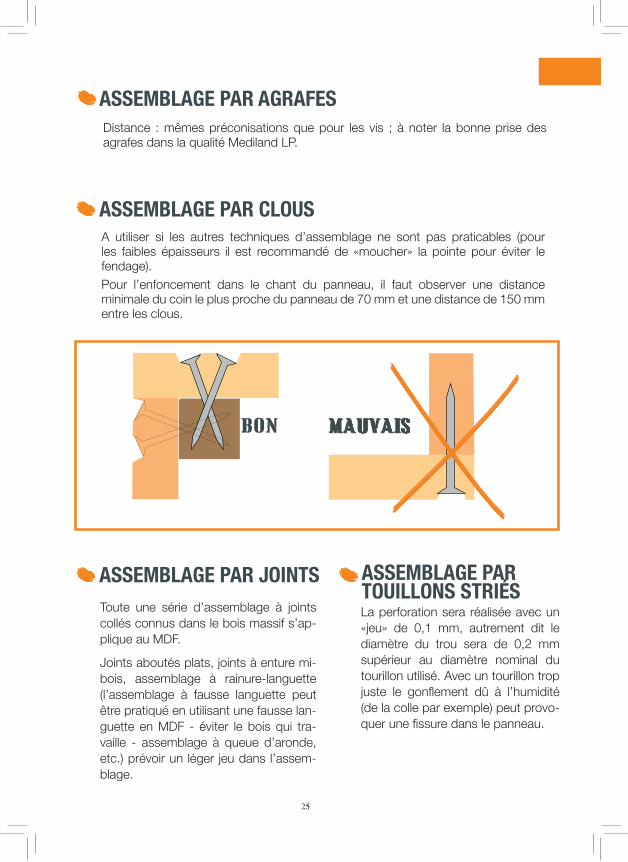
A utiliser si les autres techniques d’assemblage ne sont pas praticables (pour les faibles épaisseurs il est recommandé de «moucher» la pointe pour éviter le fendage).Pour l’enfoncement dans le chant du panneau, il faut observer une distance minimale du coin le plus proche du panneau de 70 mm et une distance de 150 mm entre les clous.
asseMblage par clous
toute une série d’assemblage à joints collés connus dans le bois massif s’ap-plique au MDF.
Joints aboutés plats, joints à enture mi-bois, assemblage à rainure-languette (l’assemblage à fausse languette peut être pratiqué en utilisant une fausse lan-guette en MDF - éviter le bois qui tra-vaille - assemblage à queue d’aronde, etc.) prévoir un léger jeu dans l’assem-blage.
asseMblage par joints asseMblage par touillons striésLa perforation sera réalisée avec un «jeu» de 0,1 mm, autrement dit le diamètre du trou sera de 0,2 mm supérieur au diamètre nominal du tourillon utilisé. Avec un tourillon trop juste le gonflement dû à l’humidité (de la colle par exemple) peut provo-quer une fissure dans le panneau.
asseMblage par agraFesDistance : mêmes préconisations que pour les vis ; à noter la bonne prise des agrafes dans la qualité Mediland LP.

exeMples D'asseMblages
26
Ass
emb
lag
e

CollageLe MDF étant constitué de fibres de bois, les colles préconisées pour le bois peuvent être employées. Pour chaque type d’adhésif, il faut respecter les prescriptions d’utilisation et les recommandations du fournisseur.
> elles doivent être exemptes de défauts,
> elles doivent être dépoussiérées, propres (exemptes de traces de gras),
> elles doivent être stabilisées en humidité,
> prévoir le contrebalancement des pièces assemblées (placages, stratifiés),
> privilégier les colles à fort extrait sec.
Les types de coLLage> Panneau MDF FINSA sur panneaux
MDF FINSA pour milieu sec : colle vinylique (colle blanche) collage à froid, sous pression,
> Mediland MH et Fibrapan Hydrofuge pour milieu humide : prévoir une colle polyuréthane mono-compo-sant, sous pression.
Placage bois > à chaud : colle urée formol > à froid : colle vinylique
conditions de placage avec une presse à chaud : grammage de colle 80 à 120 gtempérature 80 à 100° Cpression 4 à 6 kg/cm2cycle 2 à 4 minutes (presse an-cienne)
stratifiés > presse à chaud : colle urée formol ou
vinylique > à froid : colle vinylique
Pour une bonne stabilité du produit fini, stratifié, il est nécessaire de plaquer les 2 faces d’un panneau FINSA (contrebalance-ment impératif).
Pvc
> À plat : colle vinylique. Pour réussir un collage il faut, au préalable, réaliser un test sur une petite surface.
surface mélamine C’est un produit industriel qui est fabriqué avec un papier imprégné de résine réagissant au pressage à chaud. Pour le collage on peut «dépolir» la surface avec un grain de 60 ou 80 g par exemple.
27
avant Le coLLageles pièces à assembler doivent être préparées :
coLLage de revêtement

COLLAGE DE PANNEAuX SuR DiFFéRENtS SuPPORtS
NATURE DU MATéRIAU
coNDITIoNS REQUISEScoLLES géNéRALE-
MENT UTILISéES
BéToN
Il est indispensable d’avoir une surface : Sèche / Saine et pro-pre (non grasse) / Non poreuse. Si la surface est trop lisse ou imperméable, il faut recourir au ponçage-sablage, puis à l’aspiration des poussières.
polychloroprène (couche d’impression recommandée puis en-collage double face).
cIMENT
Si la surface est trop poreu-se, il faut limiter son pouvoir absorbant en appliquant une première couche de colle et ensuite encoller double face.
Mastic néoprène, Epoxydes, polyuréthane souple.
MéTAL
le dégraissage avec solvant est suffisant. Colles générale-ment utilisées : polychloroprène (encollage double face).
Epoxydes, polyuréthane, Résorcine ou urée-for-mol, (primaire sur métal puis encollage).
BoIS MASSIF Il convient de s’assurer de l’humidité du bois (≤ 12 %).
Colles à bois classiques adaptées en fonction de la destination telles que résorcine, mélaminée urée-formol, vinylique, polyuréthane.PANNEAUx
Conditions générales de collage du bois massif et panneaux, propreté et planéité de la sur-face.
contrebalanceMentprincipe du contrebalancement déformation d'un panneau
non contrebalancé
Co
llag
e
28

29
FinitionMatériel D'application
> Pistolet, brosse ou pinceau pour la teinte,
> Couche de finition : pistolet pour les fa-ces et les chants.
Matériel De séchage> Local de séchage à l’air ambiant ou
chauffé à l’abri de la poussière.
Mise en ŒuvrePréparation du support
> Ponçage au grain fin (180)
> Dépoussiérage par aspiration
–> SI voUS UTILISEz L'AIR coMPRI-Mé, il faut avoir un assécheur d’air sur le compresseur, sinon la pré-sence d’eau, qui va se pulvériser avec l’air, provoquera des défauts au laquage ou au vernissage (clo-ques, aspérités).
–> APPLIcATIoN DES PRoDUITS : exemple de 2 schémas de traite-
ment de surface.
–> PoUR LES vERNIS NATURELS, il est recommandé de réchauffer la teinte pour "égaliser" la couleur de fond du panneau. couleur de fond qui varie avec la couleur du bois suivant les saisons
Pour bien prépa-rer un traitement de surface, il est recommandé au préalable de faire
un test sur une petite surface.
produit teinté verni
TEINTE –> Séchage
FOND –> Séchage Egrenage Dépoussiérage
VERNIS –> Séchage
APPRÊT –> Séchage Egrenage Dépoussiérage
LAQUE –> Séchage + polish pour vernis haute brillance
produit laqué
Le traitement appliqué aux faces s’applique aux chants mais la préparation est dif-férente : le ponçage du chant doit "compenser" sa densité moindre, par une sorte de "garnissage". Notamment, la gamme Mediland fabriquée avec une fibre résineuse assez longue, permet une bonne finition grâce à une bonne compacité et à l’absence d’interface. Pour les finitions laquées ou vernies, nous recommandons l’emploi de produits à fort extrait sec appliqués en passes légères pour éviter la fissuration du revêtement. Ne pas hésiter à faire une passe de plus.
traiteMent Des chants

30
Fin
itio
n DéFAutS DE vERNiSSAGE Causes / remèdesSelon la qualité des panneaux (Mediland LP, M1, Fibrapan Hydrofuge, Fibralac...) et parce qu’ils sont fabriqués à partir de fibre naturelle de bois, des nuances de couleur peuvent apparaître d’un lot à un autre. Enfin, exposés à la lumière du jour, les panneaux MDF, comme le bois, peuvent légèrement se décolorer.
RecommandationsL’appareillage des panneaux MDF est obligatoire en finition verni naturel ou teinté verni. Nous vous conseillons d’in-former votre fournisseur afin d’obtenir la garantie d’un lot homogène.
aspect et couleur
MiSE EN ŒuvRE Du CHANtiER
Dans les mises en œuvre sur des surfaces telles que cloisons, pla-fonds, sols... il faut prévoir des joints de dilatation suffisants entre les panneaux et en périphérie.
Nous préconisons un joint de 3 à 4 mm /mètre linéaire.
> L’isolant : favorise l’accrochage des "fonds et apprêts".
> La teinte : c’est la mise en ton pour la mise en valeur du produit final.
> Le fond : permet le blocage du sup-port.
> L’apprêt : a le même rôle qu’un fond mais est pigmenté et se rapproche du ton de la laque.
les proDuits
LE RôLE DES DIFFéRENTES coUchES DANS LE TRAITEMENT DE SURFAcE :
> L’isolant : souvent "dilué", pénètre le support - n’a pas d’épaisseur - mais durcit dans le matériau et va permettre l’accrochage des couches suivantes (égrener au grain 250).
> La couche de fond (apprêt) : apporte de la matière, vient en suré-paisseur.
> La couche de finition : donne le "garni" l’aspect définitif si le support a été bien traité au préalable.
FINITIoNS PRécATALySéS PoLyURéThANES
AVANTAGES
Evolution d’un cellulosique
(séchage assez rapide)
Bonne résistance mécani-
que et chimique
Très bon garnissant
Haut extrait sec
Excellente résistance mécanique
et chimique
Résiste aux UV avec un durcisseur.
DOMAINES PRéFéRENTIELS D'UTILISATION
Cuisine
Mobilier de salle de bains
Mobilier de collectivité
Cuisine
Mobilier de salle de bains
Mobilier exposé à l’humidité
Chaises, parquet
FaMilles De proDuits

DéFAUTS cAUSES REMèDES
BULLAGE
- Température ambiante trop élevée
- Diluant trop léger
- Pièce au soleil
- Etuvage trop rapide
- Utiliser un diluant plus lourd
- Faire sécher les pièces à l'ombre
- Observer un temps de présé-chage avant d'étuver
FRISAGE - Sous-couche mal catalysée
- Respecter le temps de séchage de la sous-couche
- Respecter les proportions de catalyseur
REFUS - Traces de graisse, huile ou eau…
- Identifier les traces et élimi-ner avec un diluant
- Eau : assainir l'air par un filtre assécheur
VOILE BLANC OU MOUTONNEMENT
- Humidité ambiante trop élevée
- Utilisation d'un diluant trop léger ou mauvais solvant
- Utiliser un solvant anti-voile
- Vérifier la compatibilité des solvants employés.
NE SèCHE PAS- Durcisseur trop faible
- Diluant trop lourd
- Respecter les proportions
- Employer un diluant plus léger
MAUVAISE ADHéRENCE
SUR LE SUPPORT
- Trace de doigt ou produit huileux
- Dégraisser avec un solvant (voir décapage)
- Reponcer soigneusement la pièce
MAUVAISE ADHéRENCE ENTRE
LES COUCHES
- Délai de recouvrement trop important sans ponçage intermédiaire (PU)
- Produit non recouvrable utilisé en sous-couche
- Décaper ou poncer les couches déjà appliquées et reprendre le traitement de surface
- Respecter les indications de compatibilité
MANQUE DE TEINTE SUR PIèCES MOULURéES
- Arêtes vives - Il faut casser les arêtes à l'usinage
FISSURES SUR CHANTS
- Mauvais usinage
- Dépôt trop important de fond ou de laque
- Dépôt irrégulier
- Support ayant reçu un choc
- Ponçage du chant
- Couches de finition fines et régulières en général :
deux couches de fond/égre-nage/ une teinte/une finition.
- Pas de surcharge
DéFAutS DE vERNiSSAGE Causes / remèdes
31
ESPAÑA
Alicantetel.: +34 965 12 44 99Fax: +34 965 12 44 [email protected]
Barcelonatel.: +34 93 703 81 00Fax: +34 93 703 81 [email protected]
Bizkaiatel.: +34 94 625 47 30Fax: +34 94 625 54 [email protected]
Canariastel.: +34 981 99 31 00Fax: +34 981 05 07 [email protected]
La Riojatel.: +34 941 20 35 00Fax: +34 941 20 39 [email protected]
Madridtel.: +34 91 212 61 00Fax: +34 91 533 83 [email protected]
Santiago de Compostelatel.: +34 981 99 31 01Fax: +34 981 05 07 [email protected]
Sevillatel.: +34 95 502 31 00Fax: +34 95 444 02 [email protected]
valenciatel.: +34 96 120 20 13Fax: +34 96 121 10 [email protected]
solutions bois
FRANCE DiStRiButiONFiNSA FRANCE MORCENXMorcenxtel: +33 / 5 58 82 59 00Fax: +33 / 5 58 07 91 [email protected]
FRANCE iNDuStRiEFiNSA FRANCE tOuRSSaint Avertintel.: + 33 / 2 47 28 06 07Fax: + 33 / 2 47 27 86 [email protected]
itALiAFiNSA itALiAMonticello d’Albatel.: + 39 / 0173 64607Fax: + 39 / 0173 [email protected]
iRELANDFiNSA FORESt PRODuCtSScarifftel.: + 353 / (0) 61 64 04 09Fax: + 353 / (0) 61 92 11 [email protected]
PORtuGALLuSO FiNSAPerafita-Matosinhostel.: + 351 / 22 5574080Fax: + 351 / 22 [email protected]
HOLLANDFiNSA Bvvlissingentel.: + 31 / 118 47 12 22Fax: + 31 / 118 47 24 [email protected]
uNitED KiNGDOMFiNSA uKMerseysidetel.: + 44 / 151 651 2400Fax: + 44 / 151 651 [email protected]
POLSKAFiNSA POLSKAGdyniatel.: + 48 (0) 58 6273200Fax: + 48 (0) 58 [email protected]
EXPORtSantiago de Compostelatel.: + 34 / 981 05 00 33Fax: + 34 / 981 05 07 [email protected]
u.A.E.FiNSA MiDDLE EAStDubaitel.: +971 4 886 5110Fax: +971 4 886 [email protected]
www.finsa.com