Fiche technique : Logiciel de palpage pour machines-outils ...
30
Fiche technique Logiciel de palpage pour machines-outils – programmes et fonctionnalités
Transcript of Fiche technique : Logiciel de palpage pour machines-outils ...

Fiche technique
Logiciel de palpage pour machines-outils – programmes et fonctionnalités
Page vide.
Table des matières
Logiciels de palpage pour centres d'usinage. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
Logiciel Inspection Plus pour centres d'usinage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
Logiciel de réglage d’outils par contact pour centres d’usinage . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
Logiciel de réglage d’outils sans contact pour centres d'usinage . . . . . . . . . . . . . . . . . . . . . . . . . . 6
Logiciel Inspection pour tours multiaxe et machines multitâches . . . . . . . . . . . . . . . . . . . . . . . . . . 9
Logiciel de réglage d'outils par contact pour tours multiaxe et machines multitâches . . . . . . . . . 12
Logiciel de réglage d'outils sans contact pour tours multiaxe et machines multitâches . . . . . . . . 14
Logiciel Inspection pour tours . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
Logiciel de réglage d’outils pour tours. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
Logiciel AxiSet™ Check-Up pour machines-outils . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
Interfaces utilisateur Renishaw de contrôle et de réglage d'outils . . . . . . . . . . . . . . . . . . . . . . . . 19
Anciens logiciels . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
Logiciel Inspection Plus pour centres d'usinage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
Logiciel Inspection pour centres d’usinage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
Compléments du logiciel Inspection pour centres d'usinage. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
Logiciel Inspection multiaxe pour centres d'usinage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
Logiciel de contrôle EasyProbe pour centres d'usinage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
Logiciel EasySet pour centres d'usinage. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
Logiciel EasyCycle pour machines Mazak . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25

Fonctionnalités des logiciels
Les illustrations de ce document montrent des applications
et fonctionnalités types. Il ne s'agit pas d'une spécification
complète pour tous les logiciels. Consultez le manuel de
programmation fourni avec chaque logiciel pour avoir sa
spécification complète.
1
Logiciels de palpage pour centres d'usinage
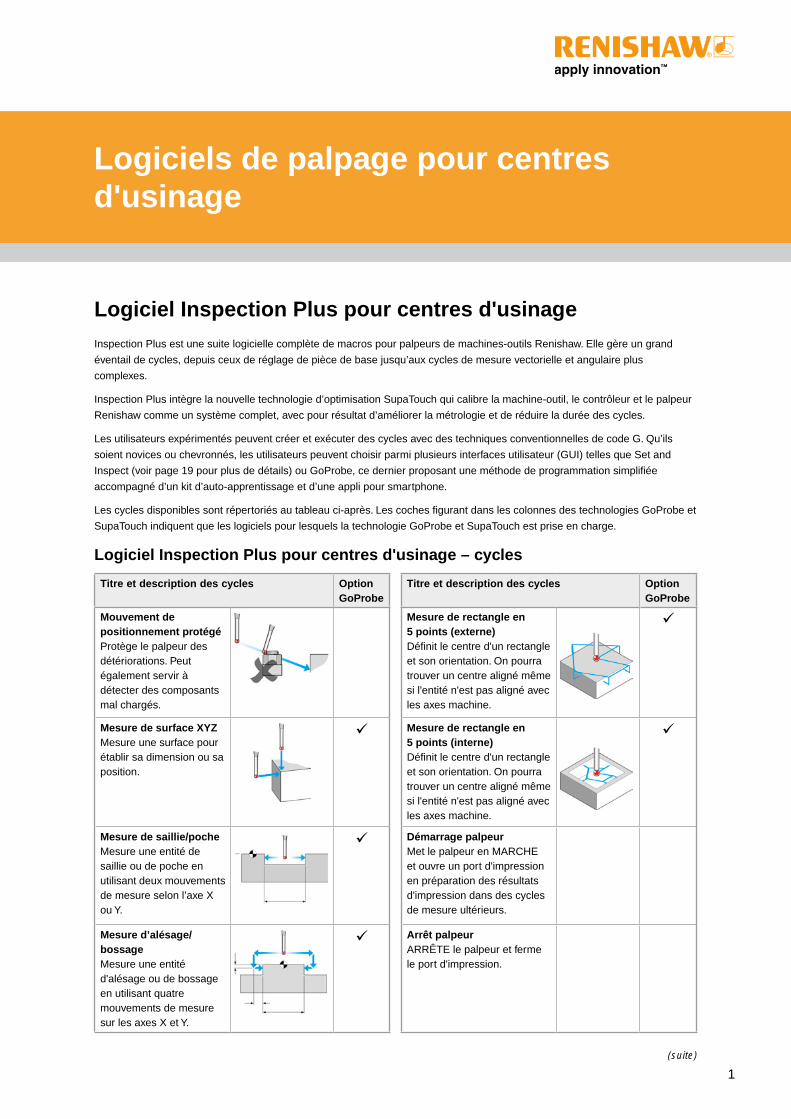
Logiciel Inspection Plus pour centres d'usinageInspection Plus est une suite logicielle complète de macros pour palpeurs de machines-outils Renishaw. Elle gère un grand
éventail de cycles, depuis ceux de réglage de pièce de base jusqu’aux cycles de mesure vectorielle et angulaire plus
complexes.
Inspection Plus intègre la nouvelle technologie d’optimisation SupaTouch qui calibre la machine-outil, le contrôleur et le palpeur
Renishaw comme un système complet, avec pour résultat d’améliorer la métrologie et de réduire la durée des cycles.
Les utilisateurs expérimentés peuvent créer et exécuter des cycles avec des techniques conventionnelles de code G. Qu’ils
soient novices ou chevronnés, les utilisateurs peuvent choisir parmi plusieurs interfaces utilisateur (GUI) telles que Set and
Inspect (voir page 19 pour plus de détails) ou GoProbe, ce dernier proposant une méthode de programmation simplifiée
accompagné d’un kit d’auto-apprentissage et d’une appli pour smartphone.
Les cycles disponibles sont répertoriés au tableau ci-après. Les coches figurant dans les colonnes des technologies GoProbe et
SupaTouch indiquent que les logiciels pour lesquels la technologie GoProbe et SupaTouch est prise en charge.
Logiciel Inspection Plus pour centres d'usinage – cycles
Titre et description des cycles Option GoProbe
Titre et description des cycles Option GoProbe
Mouvement de positionnement protégéProtège le palpeur des détériorations. Peut également servir à détecter des composants mal chargés.
Mesure de rectangle en 5 points (externe)Définit le centre d'un rectangle et son orientation. On pourra trouver un centre aligné même si l'entité n'est pas aligné avec les axes machine.
Mesure de surface XYZMesure une surface pour établir sa dimension ou sa position.
Mesure de rectangle en 5 points (interne)Définit le centre d'un rectangle et son orientation. On pourra trouver un centre aligné même si l'entité n'est pas aligné avec les axes machine.
Mesure de saillie/pocheMesure une entité de saillie ou de poche en utilisant deux mouvements de mesure selon l’axe X ou Y.
Démarrage palpeurMet le palpeur en MARCHE et ouvre un port d'impression en préparation des résultats d'impression dans des cycles de mesure ultérieurs.
Mesure d’alésage/bossageMesure une entité d'alésage ou de bossage en utilisant quatre mouvements de mesure sur les axes X et Y.
Arrêt palpeurARRÊTE le palpeur et ferme le port d'impression.
(suite)
2
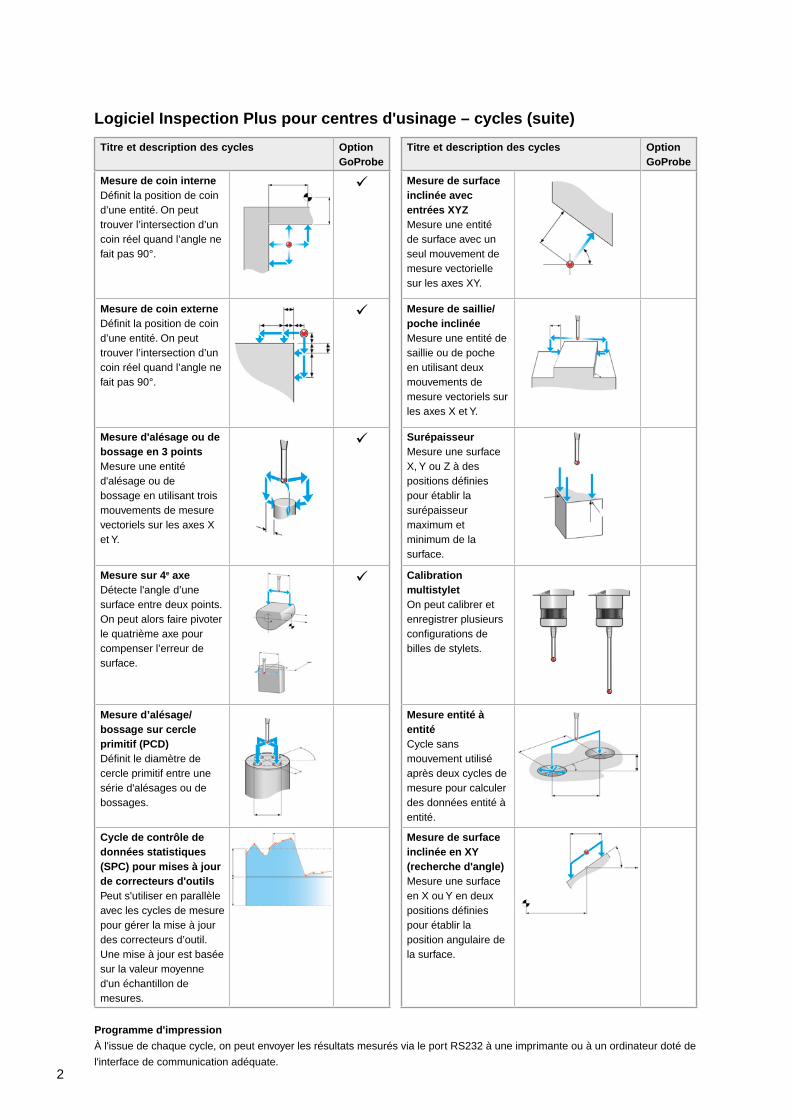
Logiciel Inspection Plus pour centres d'usinage – cycles (suite)
Titre et description des cycles Option GoProbe
Titre et description des cycles Option GoProbe
Mesure de coin interneDéfinit la position de coin d’une entité. On peut trouver l’intersection d’un coin réel quand l’angle ne fait pas 90°.
Mesure de surface inclinée avec entrées XYZMesure une entité de surface avec un seul mouvement de mesure vectorielle sur les axes XY.
Mesure de coin externeDéfinit la position de coin d’une entité. On peut trouver l’intersection d’un coin réel quand l’angle ne fait pas 90°.
Mesure de saillie/poche inclinéeMesure une entité de saillie ou de poche en utilisant deux mouvements de mesure vectoriels sur les axes X et Y.
Mesure d'alésage ou de bossage en 3 pointsMesure une entité d'alésage ou de bossage en utilisant trois mouvements de mesure vectoriels sur les axes X et Y.
SurépaisseurMesure une surface X, Y ou Z à des positions définies pour établir la surépaisseur maximum et minimum de la surface.
Mesure sur 4e axeDétecte l'angle d’une surface entre deux points. On peut alors faire pivoter le quatrième axe pour compenser l’erreur de surface.
Calibration multistyletOn peut calibrer et enregistrer plusieurs configurations de billes de stylets.
Mesure d’alésage/bossage sur cercle primitif (PCD)Définit le diamètre de cercle primitif entre une série d'alésages ou de bossages.
Mesure entité à entitéCycle sans mouvement utilisé après deux cycles de mesure pour calculer des données entité à entité.
Cycle de contrôle de données statistiques (SPC) pour mises à jour de correcteurs d'outilsPeut s'utiliser en parallèle avec les cycles de mesure pour gérer la mise à jour des correcteurs d’outil. Une mise à jour est basée sur la valeur moyenne d'un échantillon de mesures.
Mesure de surface inclinée en XY (recherche d'angle)Mesure une surface en X ou Y en deux positions définies pour établir la position angulaire de la surface.
Programme d'impression
À l'issue de chaque cycle, on peut envoyer les résultats mesurés via le port RS232 à une imprimante ou à un ordinateur doté de
l'interface de communication adéquate.
3
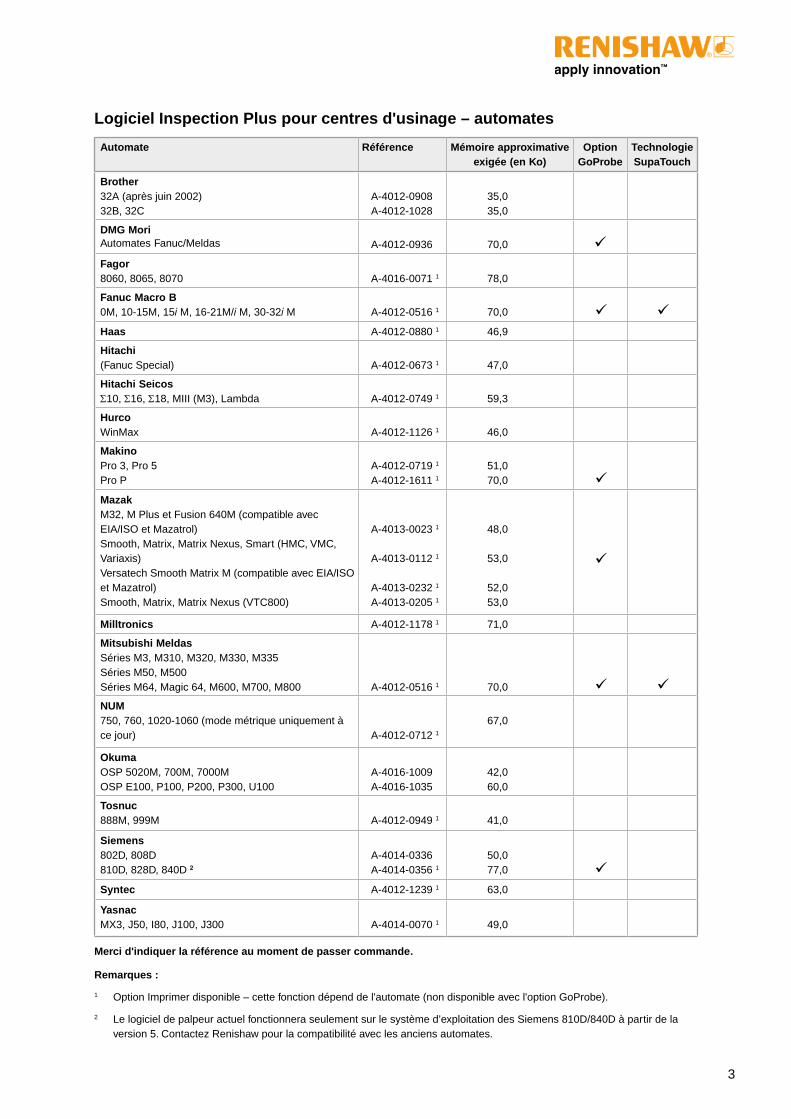
Logiciel Inspection Plus pour centres d'usinage – automates
Automate Référence Mémoire approximative exigée (en Ko)
Option GoProbe
Technologie SupaTouch
Brother32A (après juin 2002)32B, 32C
A-4012-0908A-4012-1028
35,035,0
DMG MoriAutomates Fanuc/Meldas A-4012-0936 70,0 Fagor8060, 8065, 8070 A-4016-0071 1 78,0
Fanuc Macro B0M, 10-15M, 15i M, 16-21M/i M, 30-32i M A-4012-0516 1 70,0 Haas A-4012-0880 1 46,9
Hitachi(Fanuc Special) A-4012-0673 1 47,0
Hitachi SeicosΣ10, Σ16, Σ18, MIII (M3), Lambda A-4012-0749 1 59,3
HurcoWinMax A-4012-1126 1 46,0
MakinoPro 3, Pro 5Pro P
A-4012-0719 1
A-4012-1611 1
51,070,0
MazakM32, M Plus et Fusion 640M (compatible avec EIA/ ISO et Mazatrol)Smooth, Matrix, Matrix Nexus, Smart (HMC, VMC, Variaxis)Versatech Smooth Matrix M (compatible avec EIA/ ISO et Mazatrol)Smooth, Matrix, Matrix Nexus (VTC800)
A-4013-0023 1
A-4013-0112 1
A-4013-0232 1
A-4013-0205 1
48,0
53,0
52,053,0
Milltronics A-4012-1178 1 71,0
Mitsubishi MeldasSéries M3, M310, M320, M330, M335Séries M50, M500Séries M64, Magic 64, M600, M700, M800 A-4012-0516 1 70,0 NUM750, 760, 1020-1060 (mode métrique uniquement à ce jour) A-4012-0712 1
67,0
OkumaOSP 5020M, 700M, 7000MOSP E100, P100, P200, P300, U100
A-4016-1009A-4016-1035
42,060,0
Tosnuc888M, 999M A-4012-0949 1 41,0
Siemens802D, 808D810D, 828D, 840D 2
A-4014-0336A-4014-0356 1
50,077,0
Syntec A-4012-1239 1 63,0
YasnacMX3, J50, I80, J100, J300 A-4014-0070 1 49,0
Merci d'indiquer la référence au moment de passer commande.
Remarques :
1 Option Imprimer disponible – cette fonction dépend de l'automate (non disponible avec l'option GoProbe).
2 Le logiciel de palpeur actuel fonctionnera seulement sur le système d’exploitation des Siemens 810D/840D à partir de la version 5. Contactez Renishaw pour la compatibilité avec les anciens automates.
4
Logiciel de réglage d’outils par contact pour centres d’usinageÀ l'aide d'un utilitaire d'installation fourni, le logiciel Renishaw de réglage d'outils par contact pour centres d'usinage est facile à
paramétrer en fonction de la configuration machine. Ce logiciel convient à la majorité des applications, surtout quand on l'utilise
avec les normes industrielles de palpeurs que sont les TS27R, RTS et OTS de Renishaw.
Les utilisateurs expérimentés peuvent créer et exécuter des cycles avec les techniques conventionnelles de code G. La gamme
Renishaw d'interfaces utilisateur conviviales (avec Set and Inspect) s'adresse aux utilisateurs novices et moins expérimentés.
Voir page 19 pour plus de détails à ce sujet.
Le logiciel de réglage d'outils par contact comprend également une option GoProbe permettant de choisir entre une méthode
de programmation conventionnelle et la méthode GoProbe. Les coches dans la colonne GoProbe indiquent quels cycles de
réglage d'outils par contact sont disponibles avec l'option GoProbe.
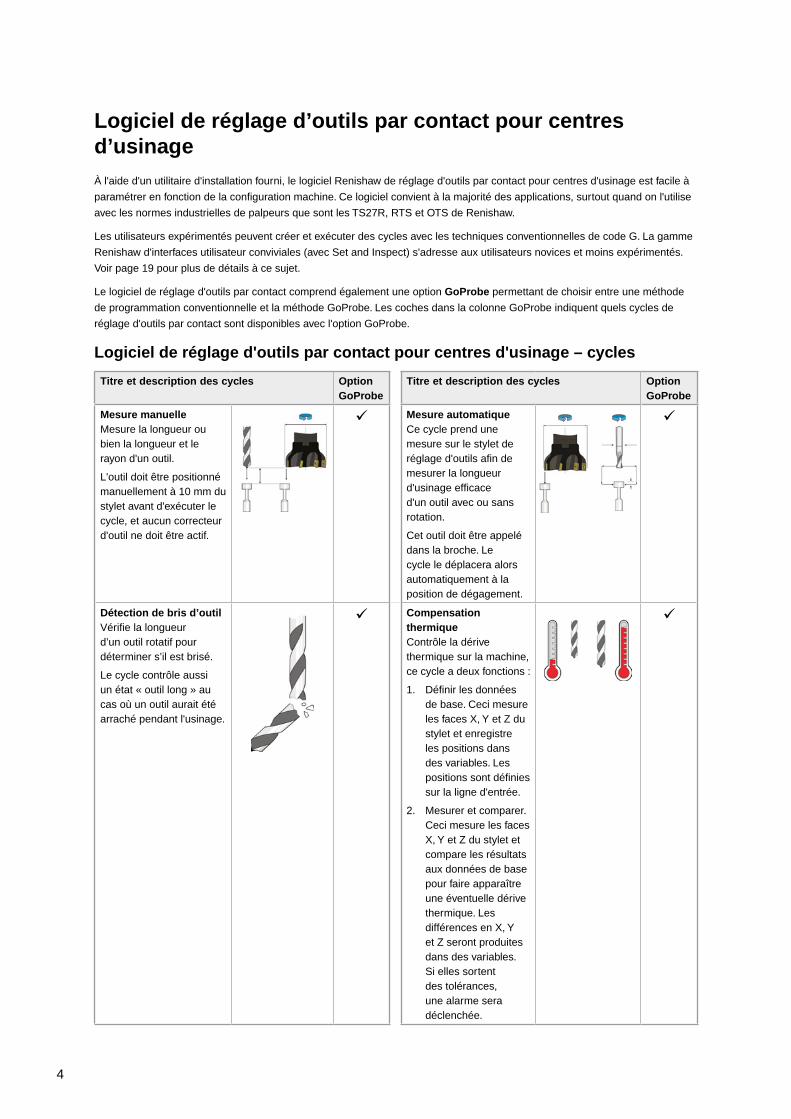
Logiciel de réglage d'outils par contact pour centres d'usinage – cycles
Titre et description des cycles Option GoProbe
Titre et description des cycles Option GoProbe
Mesure manuelleMesure la longueur ou bien la longueur et le rayon d'un outil.
L'outil doit être positionné manuellement à 10 mm du stylet avant d'exécuter le cycle, et aucun correcteur d'outil ne doit être actif.
Mesure automatiqueCe cycle prend une mesure sur le stylet de réglage d'outils afin de mesurer la longueur d'usinage efficace d'un outil avec ou sans rotation.
Cet outil doit être appelé dans la broche. Le cycle le déplacera alors automatiquement à la position de dégagement.
Détection de bris d’outilVérifie la longueur d’un outil rotatif pour déterminer s’il est brisé.
Le cycle contrôle aussi un état « outil long » au cas où un outil aurait été arraché pendant l'usinage.
Compensation thermiqueContrôle la dérive thermique sur la machine, ce cycle a deux fonctions :
1. Définir les données de base. Ceci mesure les faces X, Y et Z du stylet et enregistre les positions dans des variables. Les positions sont définies sur la ligne d'entrée.
2. Mesurer et comparer. Ceci mesure les faces X, Y et Z du stylet et compare les résultats aux données de base pour faire apparaître une éventuelle dérive thermique. Les différences en X, Y et Z seront produites dans des variables. Si elles sortent des tolérances, une alarme sera déclenchée.
5
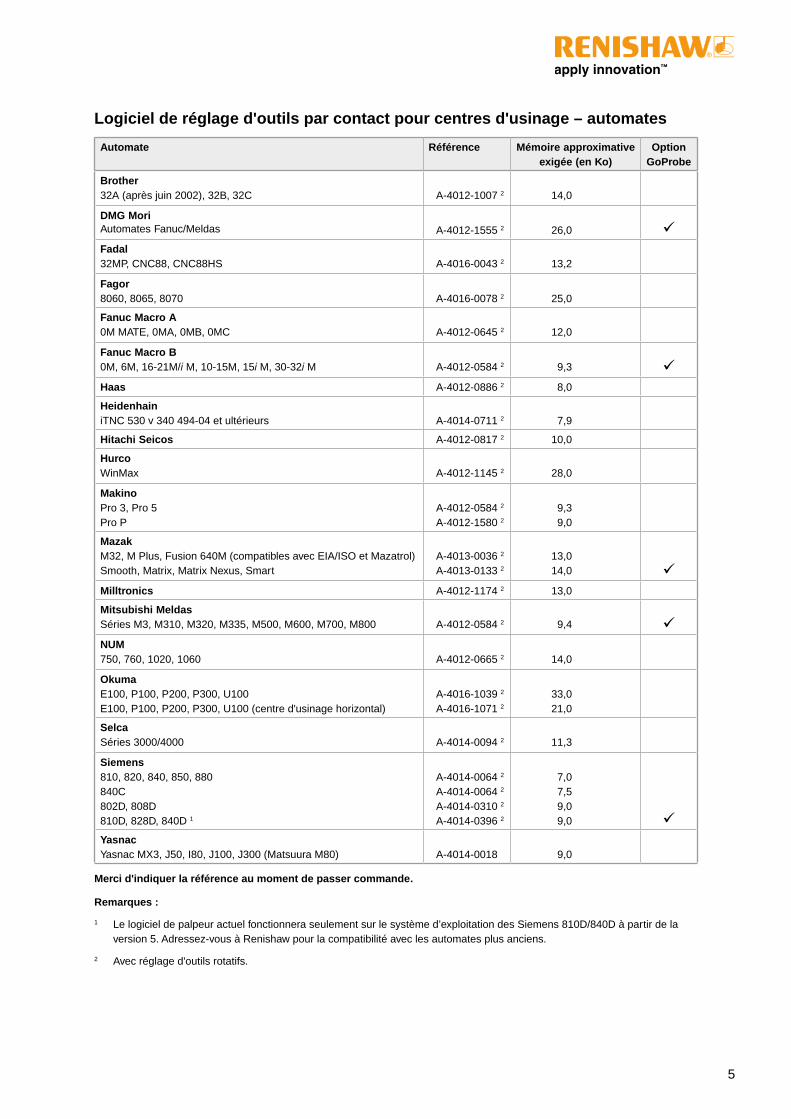
Logiciel de réglage d'outils par contact pour centres d'usinage – automates
Automate Référence Mémoire approximative exigée (en Ko)
Option GoProbe
Brother32A (après juin 2002), 32B, 32C A-4012-1007 2 14,0
DMG Mori Automates Fanuc/Meldas A-4012-1555 2 26,0 Fadal32MP, CNC88, CNC88HS A-4016-0043 2 13,2
Fagor 8060, 8065, 8070 A-4016-0078 2 25,0
Fanuc Macro A0M MATE, 0MA, 0MB, 0MC A-4012-0645 2 12,0
Fanuc Macro B0M, 6M, 16-21M/i M, 10-15M, 15i M, 30-32i M A-4012-0584 2 9,3 Haas A-4012-0886 2 8,0
HeidenhainiTNC 530 v 340 494-04 et ultérieurs A-4014-0711 2 7,9
Hitachi Seicos A-4012-0817 2 10,0
HurcoWinMax A-4012-1145 2 28,0
MakinoPro 3, Pro 5Pro P
A-4012-0584 2
A-4012-1580 2
9,39,0
MazakM32, M Plus, Fusion 640M (compatibles avec EIA/ISO et Mazatrol)Smooth, Matrix, Matrix Nexus, Smart
A-4013-0036 2
A-4013-0133 2
13,014,0
Milltronics A-4012-1174 2 13,0
Mitsubishi MeldasSéries M3, M310, M320, M335, M500, M600, M700, M800 A-4012-0584 2 9,4 NUM750, 760, 1020, 1060 A-4012-0665 2 14,0
OkumaE100, P100, P200, P300, U100 E100, P100, P200, P300, U100 (centre d'usinage horizontal)
A-4016-1039 2
A-4016-1071 2
33,021,0
SelcaSéries 3000/4000 A-4014-0094 2 11,3
Siemens810, 820, 840, 850, 880840C802D, 808D810D, 828D, 840D 1
A-4014-0064 2
A-4014-0064 2
A-4014-0310 2
A-4014-0396 2
7,07,59,09,0
YasnacYasnac MX3, J50, I80, J100, J300 (Matsuura M80) A-4014-0018 9,0
Merci d'indiquer la référence au moment de passer commande.
Remarques :
1 Le logiciel de palpeur actuel fonctionnera seulement sur le système d’exploitation des Siemens 810D/840D à partir de la version 5. Adressez-vous à Renishaw pour la compatibilité avec les automates plus anciens.
2 Avec réglage d'outils rotatifs.
6
Logiciel de réglage d’outils sans contact pour centres d'usinageLe NCTS (système de réglage d'outils sans contact) a été conçu pour aider les opérateurs de machines-outils à régler les outils
et à réaliser des mesures grande vitesse et haute précision des outils d'usinage. C'est la formule préférée pour les applications
faisant appel à des outils délicats et/ou quand un système de réglage d'outils ne doit pas entraver l'enveloppe de travail d'une
machine.
Les utilisateurs expérimentés peuvent créer et exécuter des cycles avec les techniques conventionnelles de code G. La gamme
Renishaw d'interfaces utilisateur conviviales (avec Set and Inspect) s'adresse aux utilisateurs novices et moins expérimentés.
Voir page 19 pour plus de détails à ce sujet.
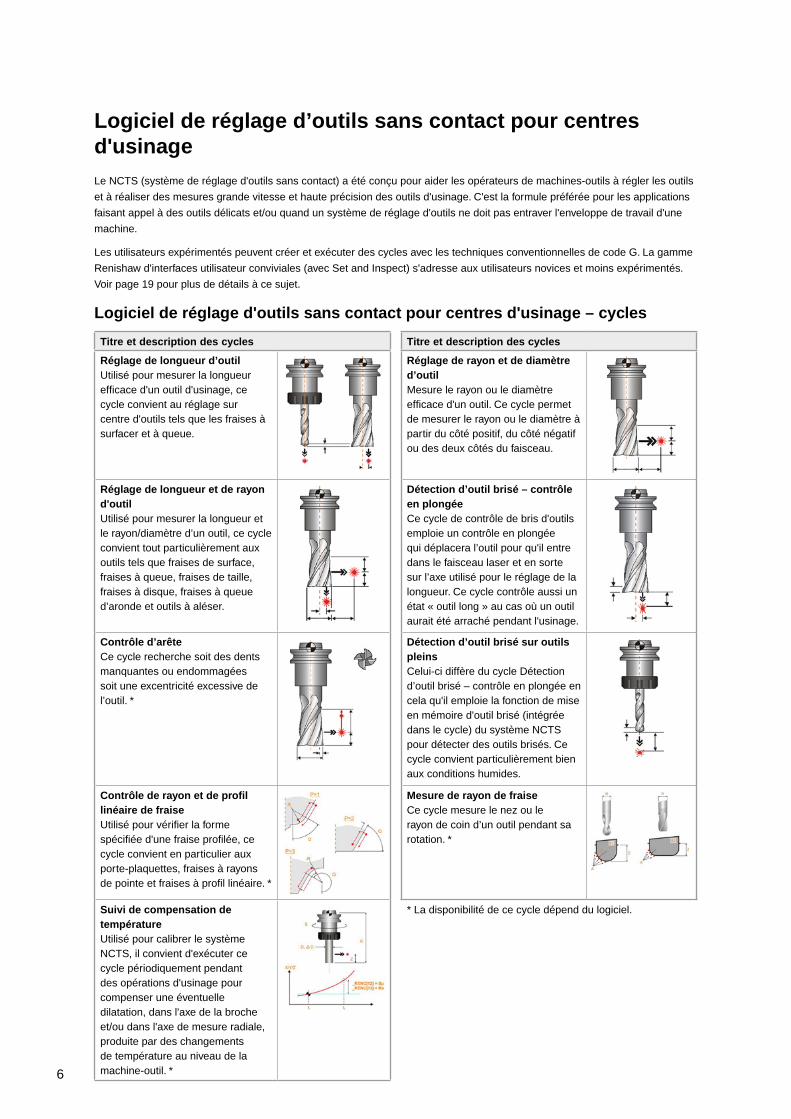
Logiciel de réglage d'outils sans contact pour centres d'usinage – cycles
Titre et description des cycles Titre et description des cycles
Réglage de longueur d’outilUtilisé pour mesurer la longueur efficace d'un outil d'usinage, ce cycle convient au réglage sur centre d'outils tels que les fraises à surfacer et à queue.
Réglage de rayon et de diamètre d’outilMesure le rayon ou le diamètre efficace d'un outil. Ce cycle permet de mesurer le rayon ou le diamètre à partir du côté positif, du côté négatif ou des deux côtés du faisceau.
Réglage de longueur et de rayon d'outilUtilisé pour mesurer la longueur et le rayon/diamètre d’un outil, ce cycle convient tout particulièrement aux outils tels que fraises de surface, fraises à queue, fraises de taille, fraises à disque, fraises à queue d’aronde et outils à aléser.
Détection d’outil brisé – contrôle en plongéeCe cycle de contrôle de bris d'outils emploie un contrôle en plongée qui déplacera l’outil pour qu'il entre dans le faisceau laser et en sorte sur l’axe utilisé pour le réglage de la longueur. Ce cycle contrôle aussi un état « outil long » au cas où un outil aurait été arraché pendant l'usinage.
Contrôle d’arêteCe cycle recherche soit des dents manquantes ou endommagées soit une excentricité excessive de l’outil. *
Détection d’outil brisé sur outils pleinsCelui-ci diffère du cycle Détection d’outil brisé – contrôle en plongée en cela qu'il emploie la fonction de mise en mémoire d'outil brisé (intégrée dans le cycle) du système NCTS pour détecter des outils brisés. Ce cycle convient particulièrement bien aux conditions humides.
Contrôle de rayon et de profil linéaire de fraiseUtilisé pour vérifier la forme spécifiée d'une fraise profilée, ce cycle convient en particulier aux porte-plaquettes, fraises à rayons de pointe et fraises à profil linéaire. *
Mesure de rayon de fraiseCe cycle mesure le nez ou le rayon de coin d’un outil pendant sa rotation. *
Suivi de compensation de températureUtilisé pour calibrer le système NCTS, il convient d'exécuter ce cycle périodiquement pendant des opérations d'usinage pour compenser une éventuelle dilatation, dans l'axe de la broche et/ou dans l'axe de mesure radiale, produite par des changements de température au niveau de la machine-outil. *
* La disponibilité de ce cycle dépend du logiciel.
7
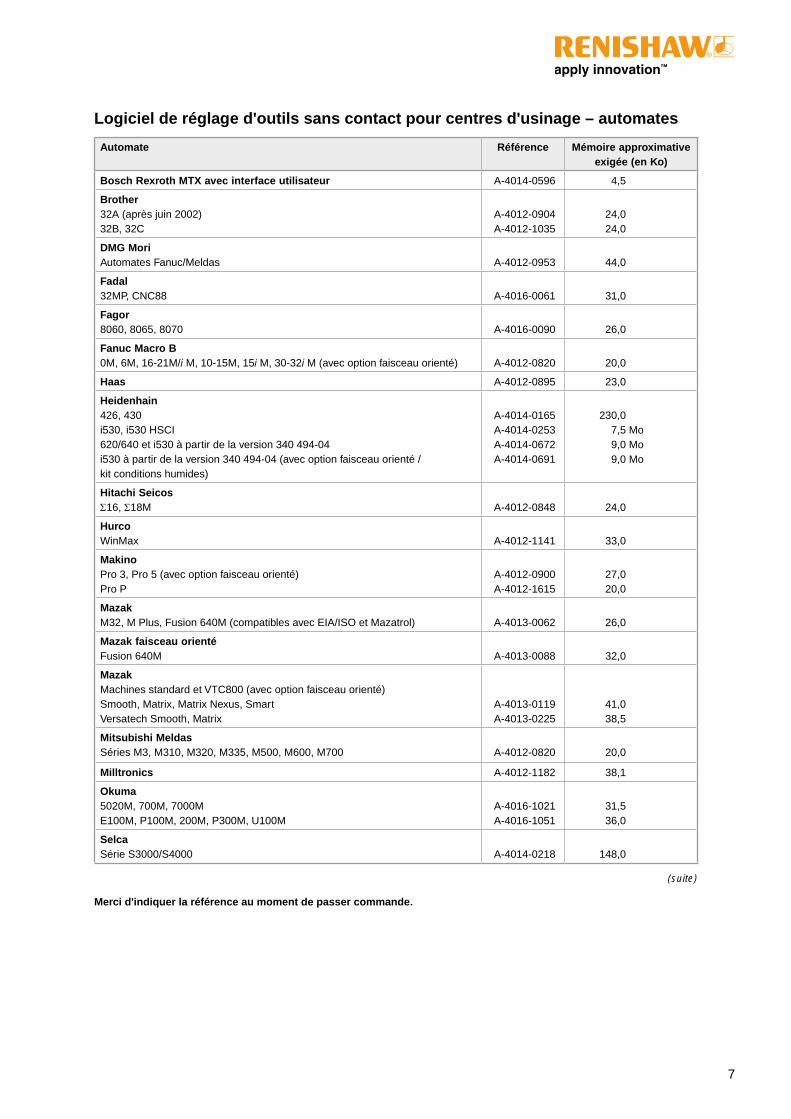
Logiciel de réglage d'outils sans contact pour centres d'usinage – automates
Automate Référence Mémoire approximative exigée (en Ko)
Bosch Rexroth MTX avec interface utilisateur A-4014-0596 4,5
Brother32A (après juin 2002)32B, 32C
A-4012-0904A-4012-1035
24,024,0
DMG Mori Automates Fanuc/Meldas A-4012-0953 44,0
Fadal32MP, CNC88 A-4016-0061 31,0
Fagor8060, 8065, 8070 A-4016-0090 26,0
Fanuc Macro B0M, 6M, 16-21M/i M, 10-15M, 15i M, 30-32i M (avec option faisceau orienté) A-4012-0820 20,0
Haas A-4012-0895 23,0
Heidenhain426, 430i530, i530 HSCI620/640 et i530 à partir de la version 340 494-04 i530 à partir de la version 340 494-04 (avec option faisceau orienté / kit conditions humides)
A-4014-0165A-4014-0253A-4014-0672A-4014-0691
230,07,5 Mo9,0 Mo9,0 Mo
Hitachi SeicosΣ16, Σ18M A-4012-0848 24,0
Hurco WinMax A-4012-1141 33,0
MakinoPro 3, Pro 5 (avec option faisceau orienté)Pro P
A-4012-0900A-4012-1615
27,020,0
MazakM32, M Plus, Fusion 640M (compatibles avec EIA/ISO et Mazatrol) A-4013-0062 26,0
Mazak faisceau orientéFusion 640M A-4013-0088 32,0
MazakMachines standard et VTC800 (avec option faisceau orienté)Smooth, Matrix, Matrix Nexus, SmartVersatech Smooth, Matrix
A-4013-0119A-4013-0225
41,038,5
Mitsubishi MeldasSéries M3, M310, M320, M335, M500, M600, M700 A-4012-0820 20,0
Milltronics A-4012-1182 38,1
Okuma5020M, 700M, 7000ME100M, P100M, 200M, P300M, U100M
A-4016-1021A-4016-1051
31,536,0
SelcaSérie S3000/S4000 A-4014-0218 148,0
(suite)
Merci d'indiquer la référence au moment de passer commande.
8
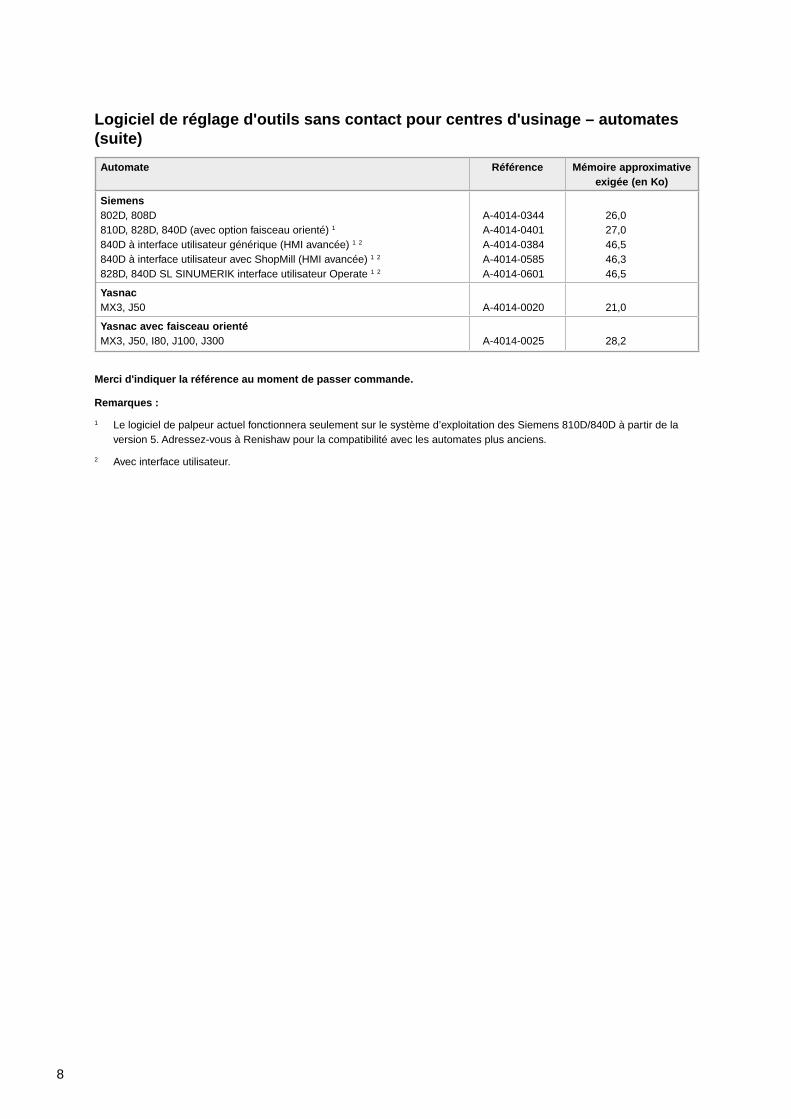
Logiciel de réglage d'outils sans contact pour centres d'usinage – automates (suite)
Automate Référence Mémoire approximative exigée (en Ko)
Siemens802D, 808D810D, 828D, 840D (avec option faisceau orienté) 1
840D à interface utilisateur générique (HMI avancée) 1 2
840D à interface utilisateur avec ShopMill (HMI avancée) 1 2
828D, 840D SL SINUMERIK interface utilisateur Operate 1 2
A-4014-0344A-4014-0401A-4014-0384A-4014-0585A-4014-0601
26,027,046,546,346,5
YasnacMX3, J50 A-4014-0020 21,0
Yasnac avec faisceau orientéMX3, J50, I80, J100, J300 A-4014-0025 28,2
Merci d'indiquer la référence au moment de passer commande.
Remarques :
1 Le logiciel de palpeur actuel fonctionnera seulement sur le système d’exploitation des Siemens 810D/840D à partir de la version 5. Adressez-vous à Renishaw pour la compatibilité avec les automates plus anciens.
2 Avec interface utilisateur.
9
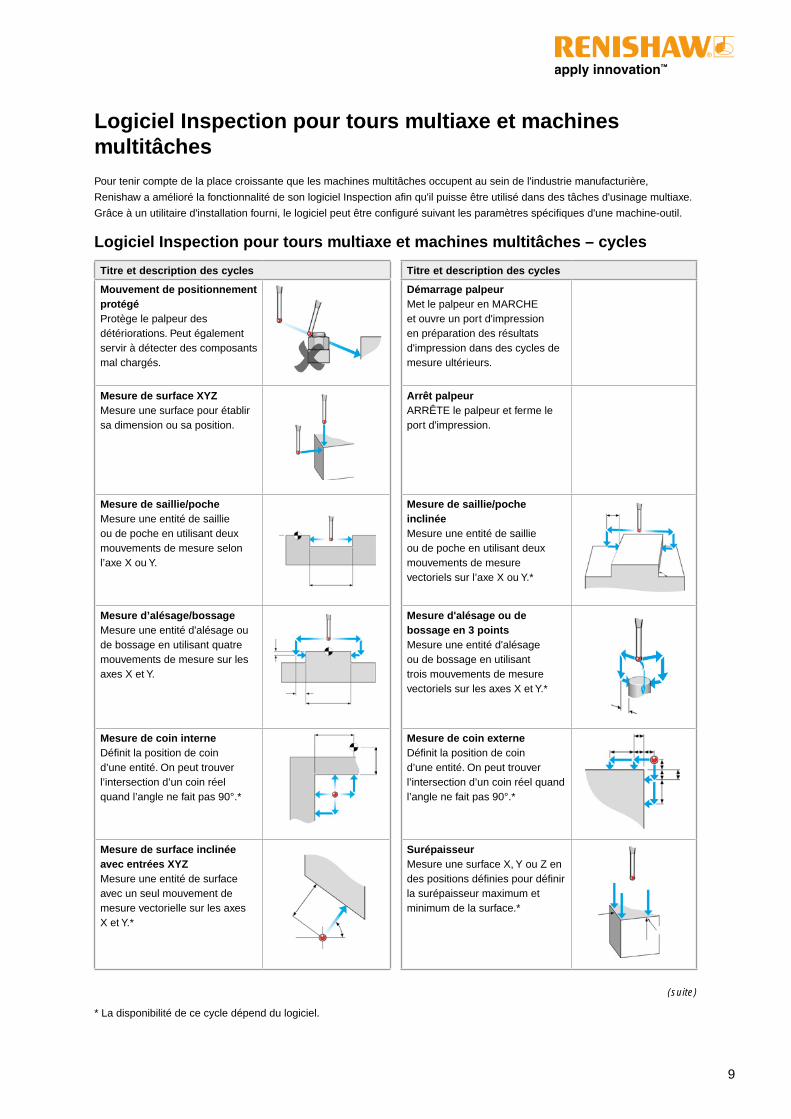
Logiciel Inspection pour tours multiaxe et machines multitâchesPour tenir compte de la place croissante que les machines multitâches occupent au sein de l'industrie manufacturière,
Renishaw a amélioré la fonctionnalité de son logiciel Inspection afin qu'il puisse être utilisé dans des tâches d'usinage multiaxe.
Grâce à un utilitaire d'installation fourni, le logiciel peut être configuré suivant les paramètres spécifiques d'une machine-outil.
Logiciel Inspection pour tours multiaxe et machines multitâches – cycles
Titre et description des cycles Titre et description des cycles
Mouvement de positionnement protégéProtège le palpeur des détériorations. Peut également servir à détecter des composants mal chargés.
Démarrage palpeurMet le palpeur en MARCHE et ouvre un port d'impression en préparation des résultats d'impression dans des cycles de mesure ultérieurs.
Mesure de surface XYZMesure une surface pour établir sa dimension ou sa position.
Arrêt palpeurARRÊTE le palpeur et ferme le port d'impression.
Mesure de saillie/pocheMesure une entité de saillie ou de poche en utilisant deux mouvements de mesure selon l’axe X ou Y.
Mesure de saillie/poche inclinéeMesure une entité de saillie ou de poche en utilisant deux mouvements de mesure vectoriels sur l’axe X ou Y.*
Mesure d’alésage/bossageMesure une entité d'alésage ou de bossage en utilisant quatre mouvements de mesure sur les axes X et Y.
Mesure d'alésage ou de bossage en 3 pointsMesure une entité d'alésage ou de bossage en utilisant trois mouvements de mesure vectoriels sur les axes X et Y.*
Mesure de coin interneDéfinit la position de coin d’une entité. On peut trouver l’intersection d’un coin réel quand l’angle ne fait pas 90°.*
Mesure de coin externeDéfinit la position de coin d’une entité. On peut trouver l’intersection d’un coin réel quand l’angle ne fait pas 90°.*
Mesure de surface inclinée avec entrées XYZMesure une entité de surface avec un seul mouvement de mesure vectorielle sur les axes X et Y.*
SurépaisseurMesure une surface X, Y ou Z en des positions définies pour définir la surépaisseur maximum et minimum de la surface.*
(suite)
* La disponibilité de ce cycle dépend du logiciel.
10
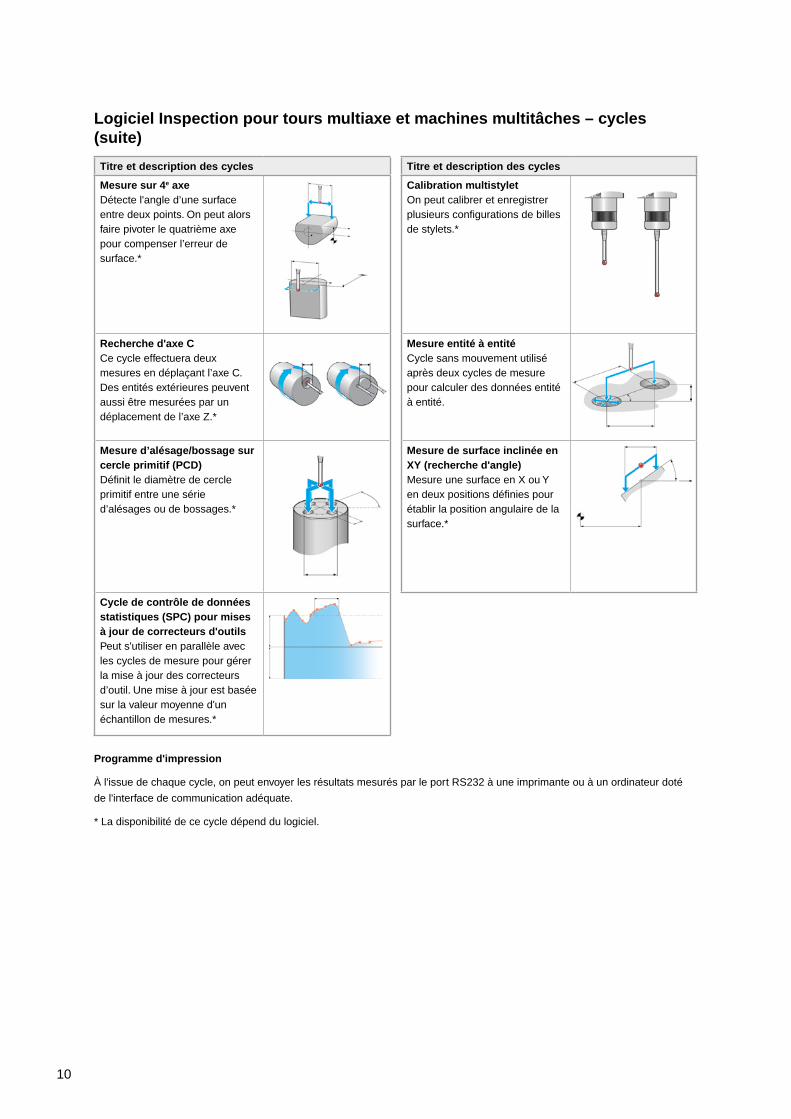
Logiciel Inspection pour tours multiaxe et machines multitâches – cycles (suite)
Titre et description des cycles Titre et description des cycles
Mesure sur 4e axeDétecte l'angle d’une surface entre deux points. On peut alors faire pivoter le quatrième axe pour compenser l’erreur de surface.*
Calibration multistyletOn peut calibrer et enregistrer plusieurs configurations de billes de stylets.*
Recherche d'axe CCe cycle effectuera deux mesures en déplaçant l’axe C. Des entités extérieures peuvent aussi être mesurées par un déplacement de l’axe Z.*
Mesure entité à entitéCycle sans mouvement utilisé après deux cycles de mesure pour calculer des données entité à entité.
Mesure d’alésage/bossage sur cercle primitif (PCD)Définit le diamètre de cercle primitif entre une série d’alésages ou de bossages.*
Mesure de surface inclinée en XY (recherche d'angle)Mesure une surface en X ou Y en deux positions définies pour établir la position angulaire de la surface.*
Cycle de contrôle de données statistiques (SPC) pour mises à jour de correcteurs d'outilsPeut s'utiliser en parallèle avec les cycles de mesure pour gérer la mise à jour des correcteurs d’outil. Une mise à jour est basée sur la valeur moyenne d'un échantillon de mesures.*
Programme d'impression
À l'issue de chaque cycle, on peut envoyer les résultats mesurés par le port RS232 à une imprimante ou à un ordinateur doté
de l'interface de communication adéquate.
* La disponibilité de ce cycle dépend du logiciel.
11
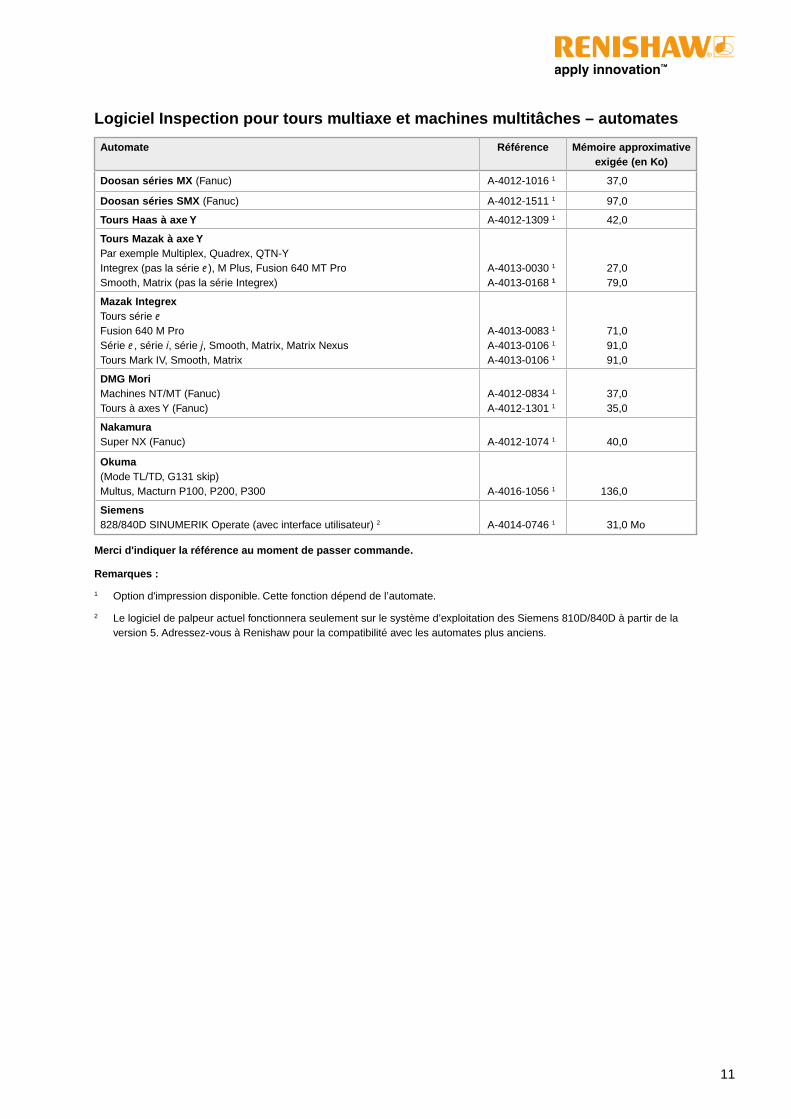
Logiciel Inspection pour tours multiaxe et machines multitâches – automates
Automate Référence Mémoire approximative exigée (en Ko)
Doosan séries MX (Fanuc) A-4012-1016 1 37,0
Doosan séries SMX (Fanuc) A-4012-1511 1 97,0
Tours Haas à axe Y A-4012-1309 1 42,0
Tours Mazak à axe YPar exemple Multiplex, Quadrex, QTN-YIntegrex (pas la série e), M Plus, Fusion 640 MT ProSmooth, Matrix (pas la série Integrex)
A-4013-0030 1
A-4013-0168 1
27,079,0
Mazak IntegrexTours série eFusion 640 M ProSérie e, série i, série j, Smooth, Matrix, Matrix NexusTours Mark IV, Smooth, Matrix
A-4013-0083 1
A-4013-0106 1
A-4013-0106 1
71,091,091,0
DMG MoriMachines NT/MT (Fanuc)Tours à axes Y (Fanuc)
A-4012-0834 1
A-4012-1301 1
37,035,0
NakamuraSuper NX (Fanuc) A-4012-1074 1 40,0
Okuma(Mode TL/TD, G131 skip)Multus, Macturn P100, P200, P300 A-4016-1056 1 136,0
Siemens828/840D SINUMERIK Operate (avec interface utilisateur) 2 A-4014-0746 1 31,0 Mo
Merci d'indiquer la référence au moment de passer commande.
Remarques :
1 Option d'impression disponible. Cette fonction dépend de l’automate.
2 Le logiciel de palpeur actuel fonctionnera seulement sur le système d’exploitation des Siemens 810D/840D à partir de la version 5. Adressez-vous à Renishaw pour la compatibilité avec les automates plus anciens.
12
Logiciel de réglage d'outils par contact pour tours multiaxe et machines multitâchesLe logiciel de réglage d'outils pour tours multiaxes et machines multitâches peut être installé et paramétré suivant la
configuration de la machine-outil au moyen de l'utilitaire d'installation fourni. Il est possible de régler les outils manuellement ou
automatiquement. Le cycle de réglage d’outils manuel sert à positionner l’outil à proximité du stylet en mode « à coups » avant
de régler un outil. Le cycle de réglage d’outils automatique permet de positionner l’outil automatiquement à proximité du stylet
ainsi qu’à régler l’outil.
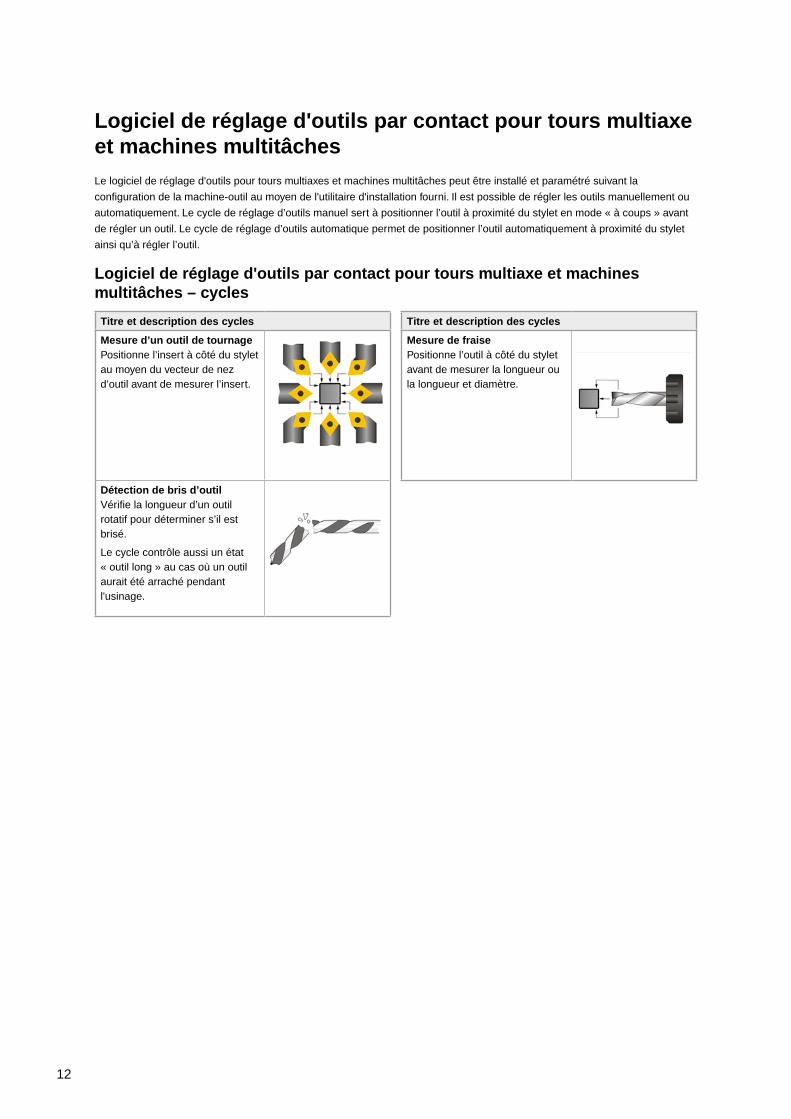
Logiciel de réglage d'outils par contact pour tours multiaxe et machines multitâches – cycles
Titre et description des cycles Titre et description des cycles
Mesure d’un outil de tournagePositionne l’insert à côté du stylet au moyen du vecteur de nez d’outil avant de mesurer l’insert.
Mesure de fraisePositionne l’outil à côté du stylet avant de mesurer la longueur ou la longueur et diamètre.
Détection de bris d’outilVérifie la longueur d’un outil rotatif pour déterminer s’il est brisé.
Le cycle contrôle aussi un état « outil long » au cas où un outil aurait été arraché pendant l'usinage.
13
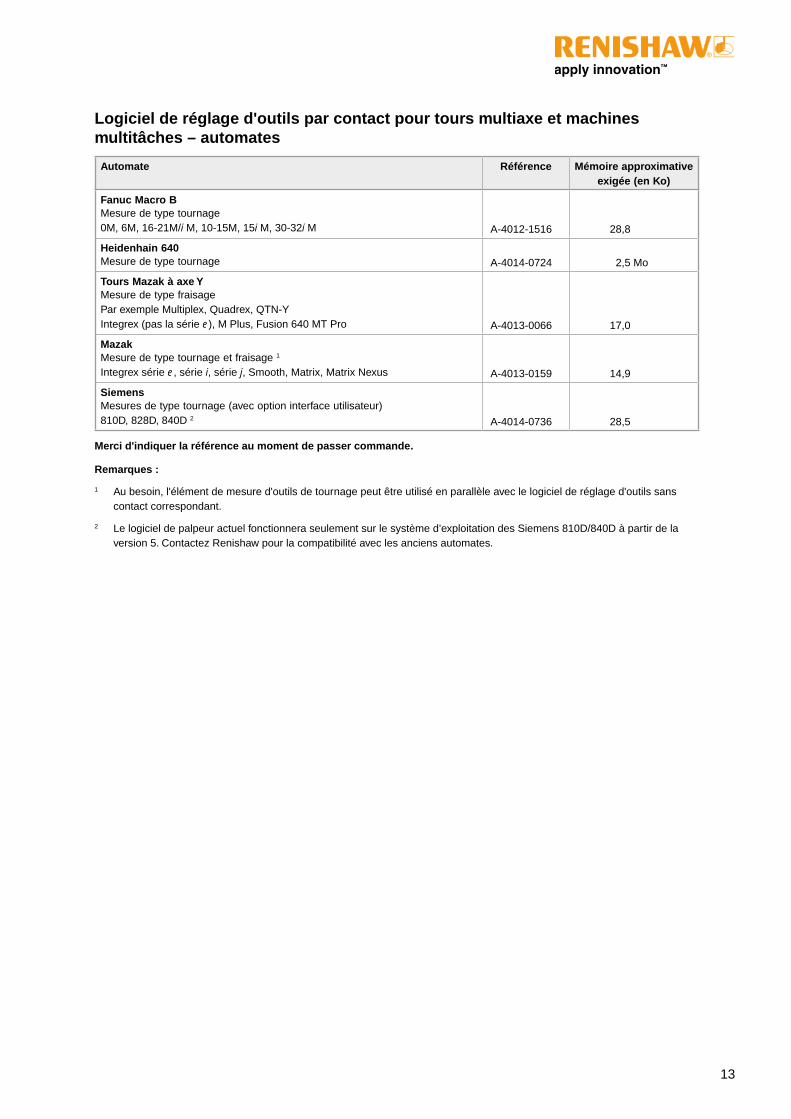
Logiciel de réglage d'outils par contact pour tours multiaxe et machines multitâches – automates
Automate Référence Mémoire approximative exigée (en Ko)
Fanuc Macro BMesure de type tournage0M, 6M, 16-21M/i M, 10-15M, 15i M, 30-32i M A-4012-1516 28,8
Heidenhain 640Mesure de type tournage A-4014-0724 2,5 Mo
Tours Mazak à axe YMesure de type fraisagePar exemple Multiplex, Quadrex, QTN-YIntegrex (pas la série e), M Plus, Fusion 640 MT Pro A-4013-0066 17,0
MazakMesure de type tournage et fraisage 1
Integrex série e, série i, série j, Smooth, Matrix, Matrix Nexus A-4013-0159 14,9
SiemensMesures de type tournage (avec option interface utilisateur)810D, 828D, 840D 2 A-4014-0736 28,5
Merci d'indiquer la référence au moment de passer commande.
Remarques :
1 Au besoin, l'élément de mesure d'outils de tournage peut être utilisé en parallèle avec le logiciel de réglage d'outils sans contact correspondant.
2 Le logiciel de palpeur actuel fonctionnera seulement sur le système d’exploitation des Siemens 810D/840D à partir de la version 5. Contactez Renishaw pour la compatibilité avec les anciens automates.
14
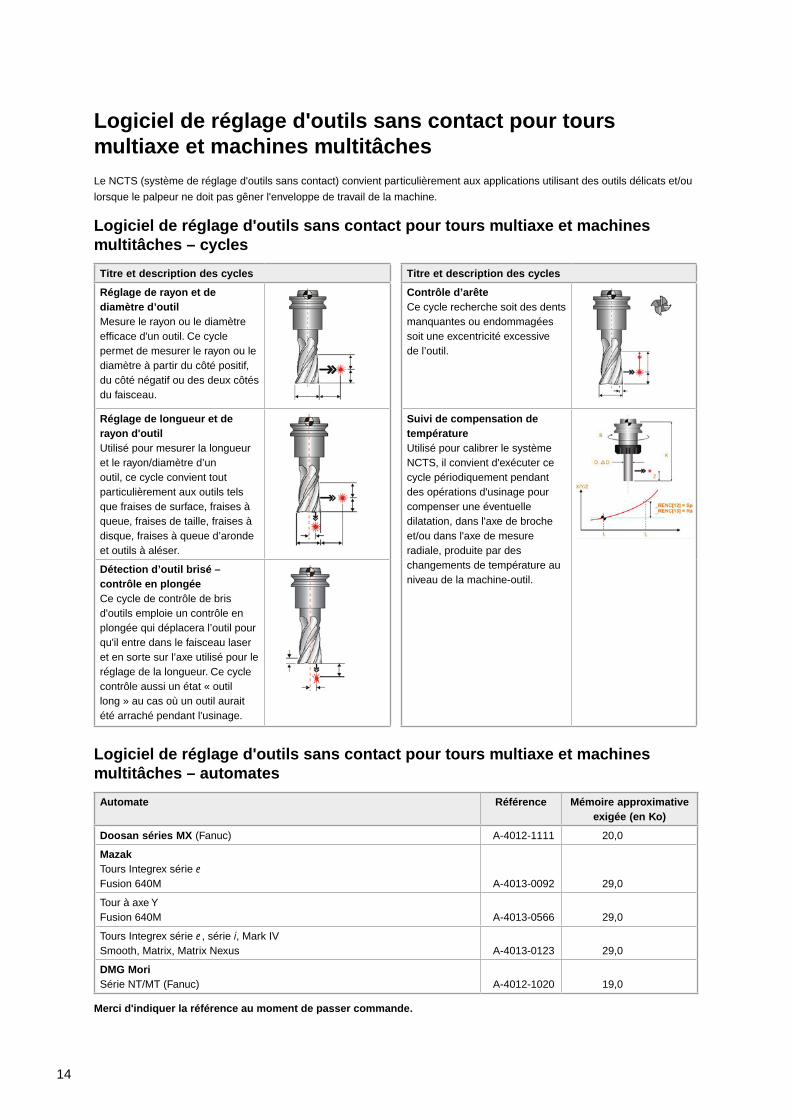
Logiciel de réglage d'outils sans contact pour tours multiaxe et machines multitâches Le NCTS (système de réglage d'outils sans contact) convient particulièrement aux applications utilisant des outils délicats et/ou
lorsque le palpeur ne doit pas gêner l'enveloppe de travail de la machine.
Logiciel de réglage d'outils sans contact pour tours multiaxe et machines multitâches – cycles
Titre et description des cycles Titre et description des cycles
Réglage de rayon et de diamètre d’outilMesure le rayon ou le diamètre efficace d'un outil. Ce cycle permet de mesurer le rayon ou le diamètre à partir du côté positif, du côté négatif ou des deux côtés du faisceau.
Contrôle d’arêteCe cycle recherche soit des dents manquantes ou endommagées soit une excentricité excessive de l’outil.
Réglage de longueur et de rayon d'outilUtilisé pour mesurer la longueur et le rayon/diamètre d’un outil, ce cycle convient tout particulièrement aux outils tels que fraises de surface, fraises à queue, fraises de taille, fraises à disque, fraises à queue d’aronde et outils à aléser.
Suivi de compensation de températureUtilisé pour calibrer le système NCTS, il convient d'exécuter ce cycle périodiquement pendant des opérations d'usinage pour compenser une éventuelle dilatation, dans l'axe de broche et/ou dans l'axe de mesure radiale, produite par des changements de température au niveau de la machine-outil.
Détection d’outil brisé – contrôle en plongéeCe cycle de contrôle de bris d'outils emploie un contrôle en plongée qui déplacera l’outil pour qu'il entre dans le faisceau laser et en sorte sur l’axe utilisé pour le réglage de la longueur. Ce cycle contrôle aussi un état « outil long » au cas où un outil aurait été arraché pendant l'usinage.
Logiciel de réglage d'outils sans contact pour tours multiaxe et machines multitâches – automates
Automate Référence Mémoire approximative exigée (en Ko)
Doosan séries MX (Fanuc) A-4012-1111 20,0
MazakTours Integrex série eFusion 640M A-4013-0092 29,0
Tour à axe YFusion 640M A-4013-0566 29,0
Tours Integrex série e, série i, Mark IVSmooth, Matrix, Matrix Nexus A-4013-0123 29,0
DMG MoriSérie NT/MT (Fanuc) A-4012-1020 19,0
Merci d'indiquer la référence au moment de passer commande.
15
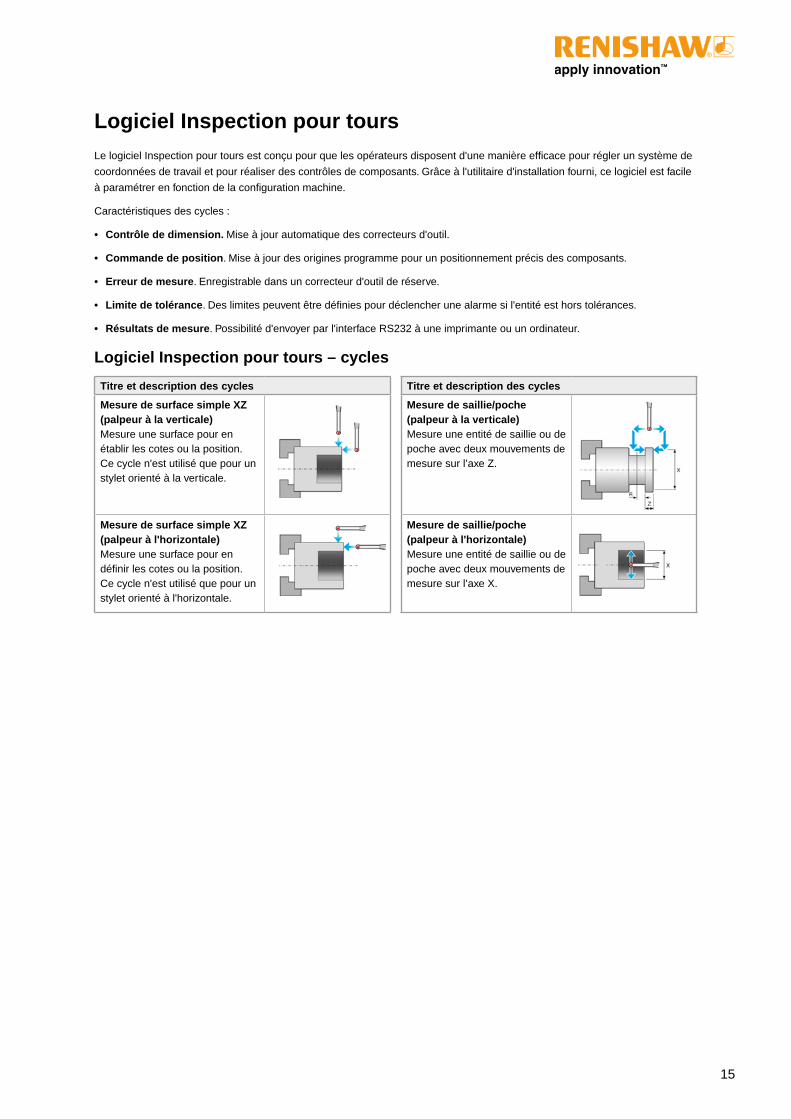
Logiciel Inspection pour toursLe logiciel Inspection pour tours est conçu pour que les opérateurs disposent d'une manière efficace pour régler un système de
coordonnées de travail et pour réaliser des contrôles de composants. Grâce à l'utilitaire d'installation fourni, ce logiciel est facile
à paramétrer en fonction de la configuration machine.
Caractéristiques des cycles :
• Contrôle de dimension. Mise à jour automatique des correcteurs d'outil.
• Commande de position. Mise à jour des origines programme pour un positionnement précis des composants.
• Erreur de mesure. Enregistrable dans un correcteur d'outil de réserve.
• Limite de tolérance. Des limites peuvent être définies pour déclencher une alarme si l'entité est hors tolérances.
• Résultats de mesure. Possibilité d'envoyer par l'interface RS232 à une imprimante ou un ordinateur.
Logiciel Inspection pour tours – cycles
Titre et description des cycles Titre et description des cycles
Mesure de surface simple XZ (palpeur à la verticale)Mesure une surface pour en établir les cotes ou la position. Ce cycle n'est utilisé que pour un stylet orienté à la verticale.
Mesure de saillie/poche (palpeur à la verticale)Mesure une entité de saillie ou de poche avec deux mouvements de mesure sur l’axe Z.
Mesure de surface simple XZ (palpeur à l'horizontale)Mesure une surface pour en définir les cotes ou la position. Ce cycle n'est utilisé que pour un stylet orienté à l'horizontale.
Mesure de saillie/poche (palpeur à l'horizontale)Mesure une entité de saillie ou de poche avec deux mouvements de mesure sur l’axe X.
16
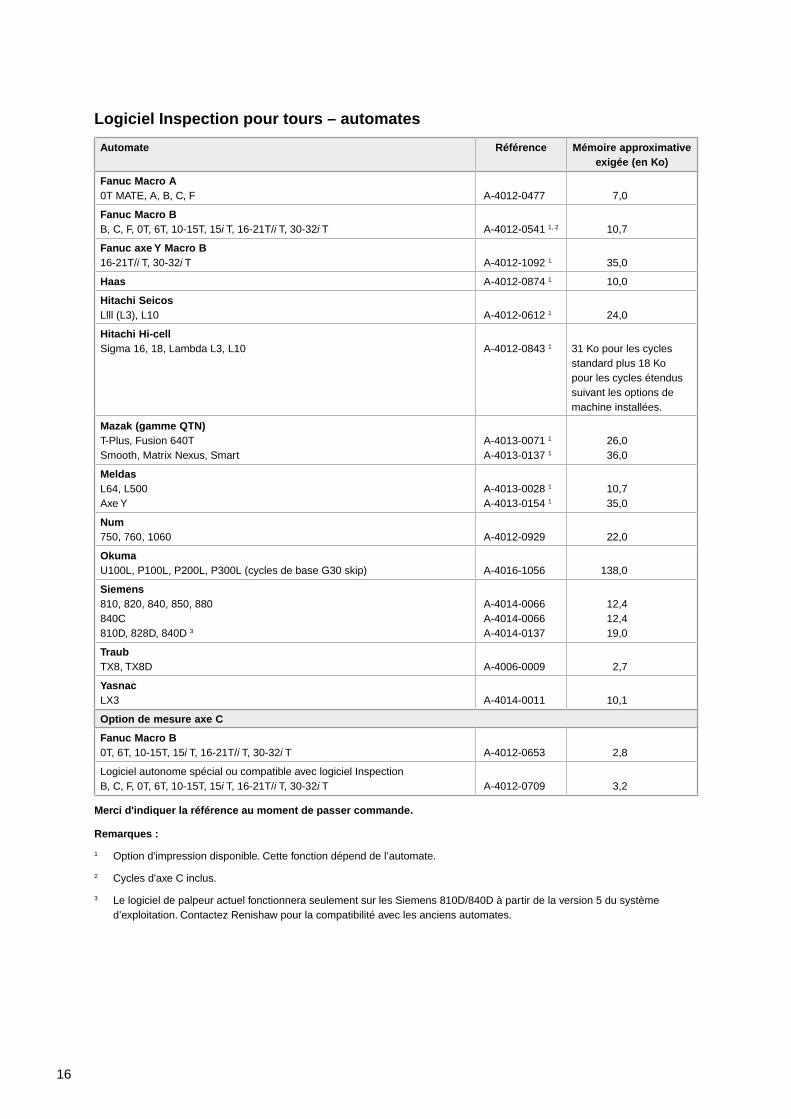
Logiciel Inspection pour tours – automates
Automate Référence Mémoire approximative exigée (en Ko)
Fanuc Macro A0T MATE, A, B, C, F A-4012-0477 7,0
Fanuc Macro BB, C, F, 0T, 6T, 10-15T, 15i T, 16-21T/i T, 30-32i T A-4012-0541 1, 2 10,7
Fanuc axe Y Macro B16-21T/i T, 30-32i T A-4012-1092 1 35,0
Haas A-4012-0874 1 10,0
Hitachi SeicosLlll (L3), L10 A-4012-0612 1 24,0
Hitachi Hi-cellSigma 16, 18, Lambda L3, L10 A-4012-0843 1 31 Ko pour les cycles
standard plus 18 Ko pour les cycles étendus suivant les options de machine installées.
Mazak (gamme QTN)T-Plus, Fusion 640TSmooth, Matrix Nexus, Smart
A-4013-0071 1
A-4013-0137 1
26,036,0
MeldasL64, L500Axe Y
A-4013-0028 1
A-4013-0154 1
10,735,0
Num750, 760, 1060 A-4012-0929 22,0
OkumaU100L, P100L, P200L, P300L (cycles de base G30 skip) A-4016-1056 138,0
Siemens810, 820, 840, 850, 880840C810D, 828D, 840D 3
A-4014-0066A-4014-0066A-4014-0137
12,412,419,0
TraubTX8, TX8D A-4006-0009 2,7
YasnacLX3 A-4014-0011 10,1
Option de mesure axe C
Fanuc Macro B0T, 6T, 10-15T, 15i T, 16-21T/i T, 30-32i T A-4012-0653 2,8
Logiciel autonome spécial ou compatible avec logiciel InspectionB, C, F, 0T, 6T, 10-15T, 15i T, 16-21T/i T, 30-32i T A-4012-0709 3,2
Merci d'indiquer la référence au moment de passer commande.
Remarques :
1 Option d'impression disponible. Cette fonction dépend de l’automate.
2 Cycles d'axe C inclus.
3 Le logiciel de palpeur actuel fonctionnera seulement sur les Siemens 810D/840D à partir de la version 5 du système d’exploitation. Contactez Renishaw pour la compatibilité avec les anciens automates.
17
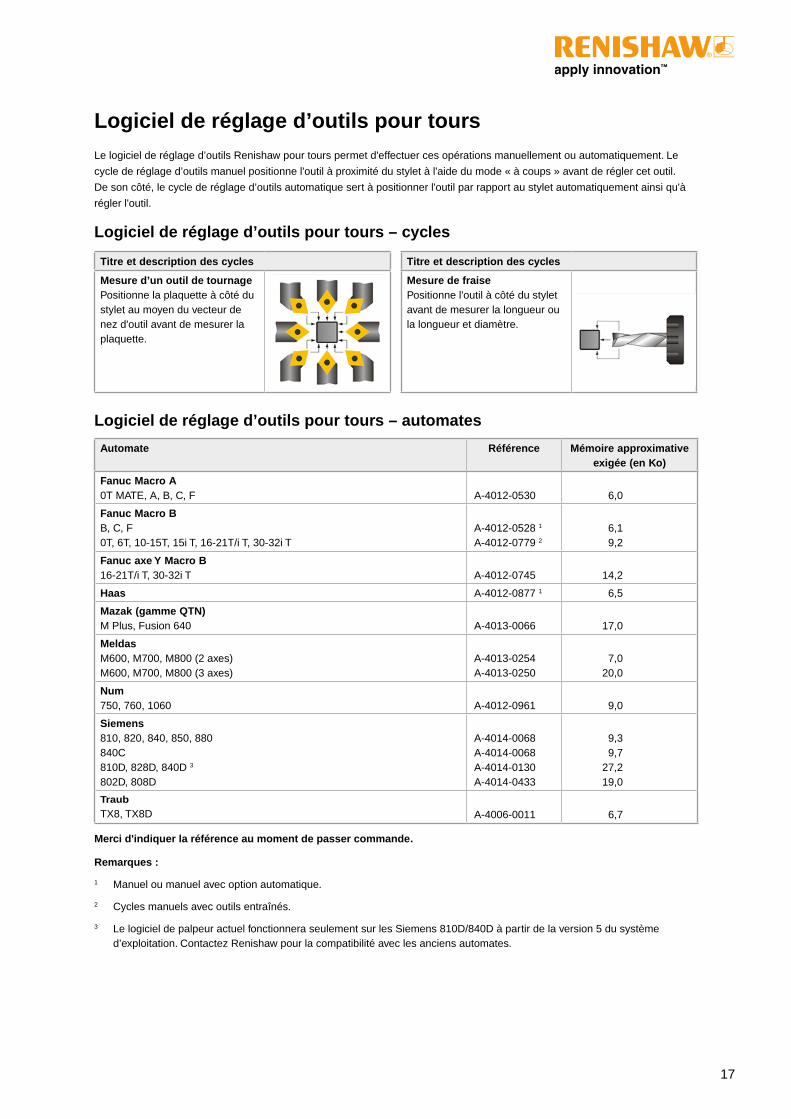
Logiciel de réglage d’outils pour toursLe logiciel de réglage d’outils Renishaw pour tours permet d'effectuer ces opérations manuellement ou automatiquement. Le
cycle de réglage d’outils manuel positionne l'outil à proximité du stylet à l'aide du mode « à coups » avant de régler cet outil.
De son côté, le cycle de réglage d’outils automatique sert à positionner l'outil par rapport au stylet automatiquement ainsi qu'à
régler l'outil.
Logiciel de réglage d’outils pour tours – cycles
Titre et description des cycles Titre et description des cycles
Mesure d’un outil de tournagePositionne la plaquette à côté du stylet au moyen du vecteur de nez d'outil avant de mesurer la plaquette.
Mesure de fraisePositionne l'outil à côté du stylet avant de mesurer la longueur ou la longueur et diamètre.
Logiciel de réglage d’outils pour tours – automates
Automate Référence Mémoire approximative exigée (en Ko)
Fanuc Macro A0T MATE, A, B, C, F A-4012-0530 6,0
Fanuc Macro BB, C, F0T, 6T, 10-15T, 15i T, 16-21T/i T, 30-32i T
A-4012-0528 1
A-4012-0779 2
6,19,2
Fanuc axe Y Macro B16-21T/i T, 30-32i T A-4012-0745 14,2
Haas A-4012-0877 1 6,5
Mazak (gamme QTN)M Plus, Fusion 640 A-4013-0066 17,0
MeldasM600, M700, M800 (2 axes)M600, M700, M800 (3 axes)
A-4013-0254A-4013-0250
7,020,0
Num750, 760, 1060 A-4012-0961 9,0
Siemens810, 820, 840, 850, 880840C810D, 828D, 840D 3
802D, 808D
A-4014-0068A-4014-0068A-4014-0130A-4014-0433
9,39,7
27,219,0
Traub
TX8, TX8D A-4006-0011 6,7
Merci d'indiquer la référence au moment de passer commande.
Remarques :
1 Manuel ou manuel avec option automatique.
2 Cycles manuels avec outils entraînés.
3 Le logiciel de palpeur actuel fonctionnera seulement sur les Siemens 810D/840D à partir de la version 5 du système d’exploitation. Contactez Renishaw pour la compatibilité avec les anciens automates.
18
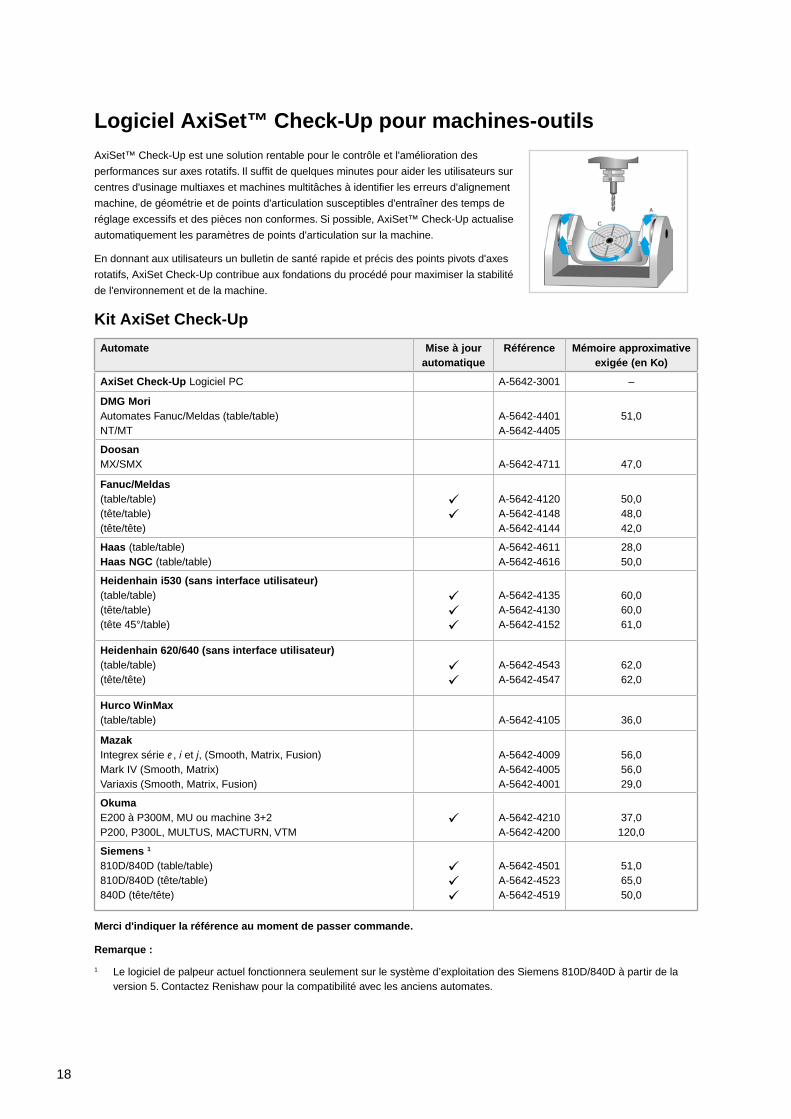
Logiciel AxiSet™ Check-Up pour machines-outilsAxiSet™ Check-Up est une solution rentable pour le contrôle et l'amélioration des
performances sur axes rotatifs. Il suffit de quelques minutes pour aider les utilisateurs sur
centres d'usinage multiaxes et machines multitâches à identifier les erreurs d'alignement
machine, de géométrie et de points d'articulation susceptibles d'entraîner des temps de
réglage excessifs et des pièces non conformes. Si possible, AxiSet™ Check-Up actualise
automatiquement les paramètres de points d'articulation sur la machine.
En donnant aux utilisateurs un bulletin de santé rapide et précis des points pivots d'axes
rotatifs, AxiSet Check-Up contribue aux fondations du procédé pour maximiser la stabilité
de l'environnement et de la machine.
Kit AxiSet Check-Up
Automate Mise à jour automatique
Référence Mémoire approximative exigée (en Ko)
AxiSet Check-Up Logiciel PC A-5642-3001 –
DMG Mori Automates Fanuc/Meldas (table/table)NT/MT
A-5642-4401A-5642-4405
51,0
DoosanMX/SMX A-5642-4711 47,0
Fanuc/Meldas(table/table) (tête/table) (tête/tête)
A-5642-4120A-5642-4148A-5642-4144
50,048,042,0
Haas (table/table)Haas NGC (table/table)
A-5642-4611A-5642-4616
28,050,0
Heidenhain i530 (sans interface utilisateur)(table/table)(tête/table)(tête 45°/table)
A-5642-4135A-5642-4130A-5642-4152
60,060,061,0
Heidenhain 620/640 (sans interface utilisateur)(table/table)(tête/tête)
A-5642-4543A-5642-4547
62,062,0
Hurco WinMax(table/table) A-5642-4105 36,0
MazakIntegrex série e, i et j, (Smooth, Matrix, Fusion)Mark IV (Smooth, Matrix)Variaxis (Smooth, Matrix, Fusion)
A-5642-4009A-5642-4005A-5642-4001
56,056,029,0
OkumaE200 à P300M, MU ou machine 3+2P200, P300L, MULTUS, MACTURN, VTM
A-5642-4210A-5642-4200
37,0120,0
Siemens 1
810D/840D (table/table)810D/840D (tête/table)840D (tête/tête)
A-5642-4501A-5642-4523A-5642-4519
51,065,0 50,0
Merci d'indiquer la référence au moment de passer commande.
Remarque :
1 Le logiciel de palpeur actuel fonctionnera seulement sur le système d’exploitation des Siemens 810D/840D à partir de la version 5. Contactez Renishaw pour la compatibilité avec les anciens automates.
19
Interfaces utilisateur Renishaw de contrôle et de réglage d'outils Les logiciels Renishaw à interfaces utilisateur offrent des environnements conviviaux et intuitifs qui exigent un minimum
d'intervention de la part de l'utilisateur pour générer et sélectionner les cycles de palpage.
Logiciel Renishaw à interface utilisateur installés par équipementiers
Fabricant Automate Référence
Centre d'usinage vertical Awea écran 10,4 pouces
Fanuc 0i A-4012-1451 1
Centre d'usinage vertical Hwacheon écran 10,4 pouces
Fanuc 30i A-4012-1342 1
Centre d'usinage vertical Victor écran 10,4 pouces
Fanuc 30i A-4012-1349 1
Centre d'usinage horizontal Victor écran 10,4 pouces
Fanuc 30i A-4012-1387 1
Centre d'usinage vertical Leadwell écran 10,4 pouces
Fanuc 30i A-4012-1357 1
Centre d'usinage horizontal Leadwell écran 10,4 pouces
Fanuc 30i A-4012-1426 1
Centre d'usinage vertical Doosan écran 10,4 pouces
Fanuc 30i A-4012-1374 1
Centre d'usinage horizontal Doosan écran 10,4 pouces
Fanuc 30i A-4012-1375 1
Centre d'usinage vertical Tongtai écran 10,4 pouces
Fanuc 30i A-4012-1422 1
Centre d'usinage horizontal Tongtai écran 10,4 pouces
Fanuc 30i A-4012-1417 1
Centre d'usinage vertical You Ji écran 10,4 pouces
Fanuc 30i A-4012-1395 1
Centre d'usinage vertical YMC écran 10,4 pouces
Fanuc 30i A-4012-1365 1
Logiciel Set and Inspect
Set and Inspect est une appli de palpage sur machine simple et intuitive qui constitue une solution de palpage d'emploi facile.
Automate Référence
Fanuc(FOCAS ou FOCAS 2 doivent être installés)0i-B/C/D, 16i, 18i, 30i, 0i-Fi, 15i, 21i, 31i, 32i 2 A-5999-1200
Mazak(L'API Mazak doit être installée) SmoothX, Smooth G 2 A-5999-1300
Mitsubishi 2
(Une bibliothèque d’API (Interfaces de programme d’application) doit être installée) A-5999-1500
Okuma 2
(L'API Okuma doit être installée) A-5999-1400
Merci d'indiquer la référence au moment de passer commande.
Remarques :
1 Ces kits permettent d'actualiser des cycles manuels existants à interface utilisateur (s'ils sont installés) avec des cycles automatiques à interface utilisateur (option M165). Ils ne contiennent que la documentation correspondante, et les logiciels à interface utilisateur devront être installés par l’équipementier.
2 Les cycles Inspection Plus et de réglage d’outils Renishaw doivent être installés sur la machine avant d'utiliser Set and Inspect.
20
Page vide.
21
Anciens logiciels
Bien que les anciens produits logiciels Renishaw soient rétrocompatibles, les fonctionnalités disponibles seront limitées par
rapport aux logiciels de machines-outils plus récents de Renishaw.
Logiciel Inspection Plus pour centres d'usinageInspection Plus est un ensemble totalement intégré de programmes qui regroupe des options de mesures vectorielles et
de mesures d'angles, des options d'impression (si cette option de commande est disponible) ainsi qu'une gamme étendue
de cycles. Il comprend aussi des options de palpage à un ou deux contact(s), de compensation de correcteur d'outil par
pourcentage d'erreur et de sortie de données enregistrées dans une pile de variables accessibles.
Logiciel Inspection Plus pour centres d'usinage – automates
Automate Palpeurs de type RENGAGE™ seulement (MP700, OMP400 et RMP600)
Référence Mémoire approximative exigée (en Ko)
Haas A-4012-0890 46,5
Hitachi SeicosΣ10, Σ16, Σ18, MIII (M3), Lambda A-4012-0761 46,2
MazakM32, M Plus et Fusion 640M (compatible avec EIA/ISO et Mazatrol) A-4013-0040 47,0
Mitsubishi MeldasSéries M3, M310, M320, M330, M335Séries M50, M500Séries M64, Magic 64, M600, M700, M800 A-4012-0685 47,0
Siemens810D, 828D, 840D 2 A-4014-0362 1 72,0
YasnacMX3, J50, I80, J100, J300 A-4014-0104 1 49,0
Merci d'indiquer la référence au moment de passer commande.
Remarques :
1 Option d'impression disponible. Cette fonction dépend de l’automate.
2 Le logiciel de palpeur actuel fonctionnera seulement sur les Siemens 810D/840D à partir de la version 5 du système d’exploitation. Contactez Renishaw pour la compatibilité avec les anciens automates.
22
Logiciel Inspection pour centres d’usinageLogiciel basique de contrôle et de réglage de travaux permettant de régler les origines programme, de mettre à jour des
correcteurs d'outils et d'imprimer des résultats de contrôle (si cette option de commande est disponible). Convient à un
opérateur ou à un programmeur de pièce.
Caractéristiques des cycles :
• Contrôle de dimension. Mise à jour automatique des correcteurs d'outil.
• Commande de position. Mise à jour des origines programme pour un positionnement précis des composants.
• Erreur de mesure. Enregistrable dans un correcteur d'outil de réserve.
• Limite de tolérance. Des limites peuvent être définies pour déclencher une alarme si l'entité est hors tolérances.
• Résultats de mesure. Possibilité d'envoyer à une imprimante ou un ordinateur par l'interface RS232.
Logiciel Inspection pour centres d'usinage – automates
Automate Référence Mémoire approximative exigée (en Ko)
Fadal32MP, CNC88, CNC88HS A-4016-0036 24,0
Fanuc Macro A0M MATE, 0MA, 0MB, 0MC A-4012-0542 11,0
Fanuc Macro B0M, 6M, 16-21M/iM, 30-32iM10-15M, 15iM
A-4012-0496A-4012-0540
13,813,8
GE2000 A-4016-0057 5,8
Haas A-4012-0620 13,0
HeidenhainTNC 151, 155, 351, 355 (séries A, B, BR, P, Q et QR) 407, 415, 2500, 360 A-4014-0050 8,2
Heidenhain Option d'impression(Macro et utilitaires PC) A-4014-0056 –
MazakM32, Fusion 640M (correcteurs EIA/ISO)M32, M Plus, Fusion 640M (compatibles avec EIA/ISO et Mazatrol) A-4013-0005 14,3
Mitsubishi MeldasSéries M3, M310, M320, M335, M500, M600, M700 A-4013-0005 14,3
SelcaS3000, S4000 A-4014-0092 13,0
Siemens810, 820, 840, 850, 880, 840C A-4014-0054 17,9
Tosnuc600, 777, 800M A-4012-0610 12,0
YasnacYasnac MX2Yasnac MX2 (Matsuura)Yasnac MX3 (Matsuura avec 3 entrées utilisateurs)Yasnac MX3, J50I80, J100, J300 (Matsuura M80)
A-4014-0009 1
A-4014-0008 1
A-4014-0006 1
A-4014-0016 1
A-4014-0013 1
12,012,016,013,014,0
Merci d'indiquer la référence au moment de passer commande.
Remarque :
1 Option d'impression disponible. Cette fonction dépend de l’automate.
23
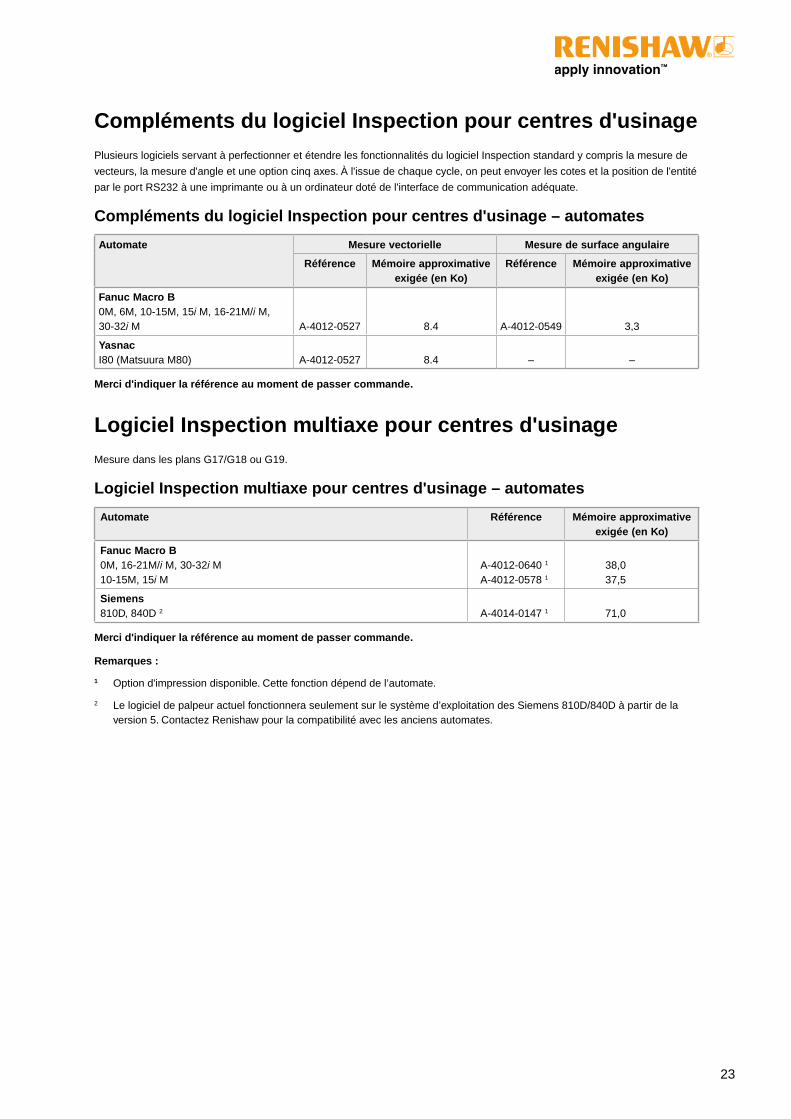
Compléments du logiciel Inspection pour centres d'usinagePlusieurs logiciels servant à perfectionner et étendre les fonctionnalités du logiciel Inspection standard y compris la mesure de
vecteurs, la mesure d'angle et une option cinq axes. À l'issue de chaque cycle, on peut envoyer les cotes et la position de l'entité
par le port RS232 à une imprimante ou à un ordinateur doté de l'interface de communication adéquate.
Compléments du logiciel Inspection pour centres d'usinage – automates
Automate Mesure vectorielle Mesure de surface angulaire
Référence Mémoire approximative exigée (en Ko)
Référence Mémoire approximative exigée (en Ko)
Fanuc Macro B0M, 6M, 10-15M, 15i M, 16-21M/i M, 30-32i M
A-4012-0527
8.4
A-4012-0549
3,3
YasnacI80 (Matsuura M80) A-4012-0527 8.4 – –
Merci d'indiquer la référence au moment de passer commande.
Logiciel Inspection multiaxe pour centres d'usinageMesure dans les plans G17/G18 ou G19.
Logiciel Inspection multiaxe pour centres d'usinage – automates
Automate Référence Mémoire approximative exigée (en Ko)
Fanuc Macro B0M, 16-21M/i M, 30-32i M10-15M, 15i M
A-4012-0640 1
A-4012-0578 1
38,037,5
Siemens810D, 840D 2 A-4014-0147 1 71,0
Merci d'indiquer la référence au moment de passer commande.
Remarques :
1 Option d'impression disponible. Cette fonction dépend de l’automate.
2 Le logiciel de palpeur actuel fonctionnera seulement sur le système d’exploitation des Siemens 810D/840D à partir de la version 5. Contactez Renishaw pour la compatibilité avec les anciens automates.
24
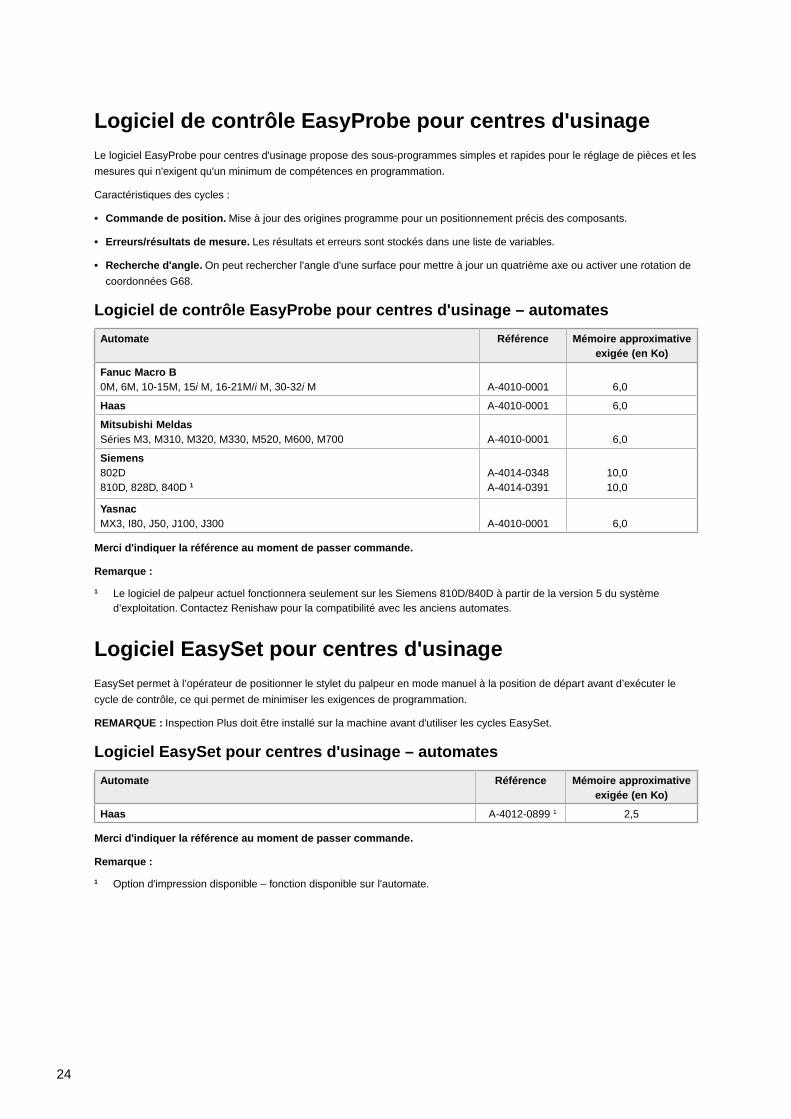
Logiciel de contrôle EasyProbe pour centres d'usinageLe logiciel EasyProbe pour centres d'usinage propose des sous-programmes simples et rapides pour le réglage de pièces et les
mesures qui n'exigent qu'un minimum de compétences en programmation.
Caractéristiques des cycles :
• Commande de position. Mise à jour des origines programme pour un positionnement précis des composants.
• Erreurs/résultats de mesure. Les résultats et erreurs sont stockés dans une liste de variables.
• Recherche d'angle. On peut rechercher l'angle d'une surface pour mettre à jour un quatrième axe ou activer une rotation de
coordonnées G68.
Logiciel de contrôle EasyProbe pour centres d'usinage – automates
Automate Référence Mémoire approximative exigée (en Ko)
Fanuc Macro B0M, 6M, 10-15M, 15i M, 16-21M/i M, 30-32i M A-4010-0001 6,0
Haas A-4010-0001 6,0
Mitsubishi MeldasSéries M3, M310, M320, M330, M520, M600, M700 A-4010-0001 6,0
Siemens802D810D, 828D, 840D 1
A-4014-0348A-4014-0391
10,010,0
YasnacMX3, I80, J50, J100, J300 A-4010-0001 6,0
Merci d'indiquer la référence au moment de passer commande.
Remarque :
1 Le logiciel de palpeur actuel fonctionnera seulement sur les Siemens 810D/840D à partir de la version 5 du système d’exploitation. Contactez Renishaw pour la compatibilité avec les anciens automates.
Logiciel EasySet pour centres d'usinageEasySet permet à l’opérateur de positionner le stylet du palpeur en mode manuel à la position de départ avant d’exécuter le
cycle de contrôle, ce qui permet de minimiser les exigences de programmation.
REMARQUE : Inspection Plus doit être installé sur la machine avant d'utiliser les cycles EasySet.
Logiciel EasySet pour centres d'usinage – automates
Automate Référence Mémoire approximative exigée (en Ko)
Haas A-4012-0899 1 2,5
Merci d'indiquer la référence au moment de passer commande.
Remarque :
1 Option d'impression disponible – fonction disponible sur l'automate.
25
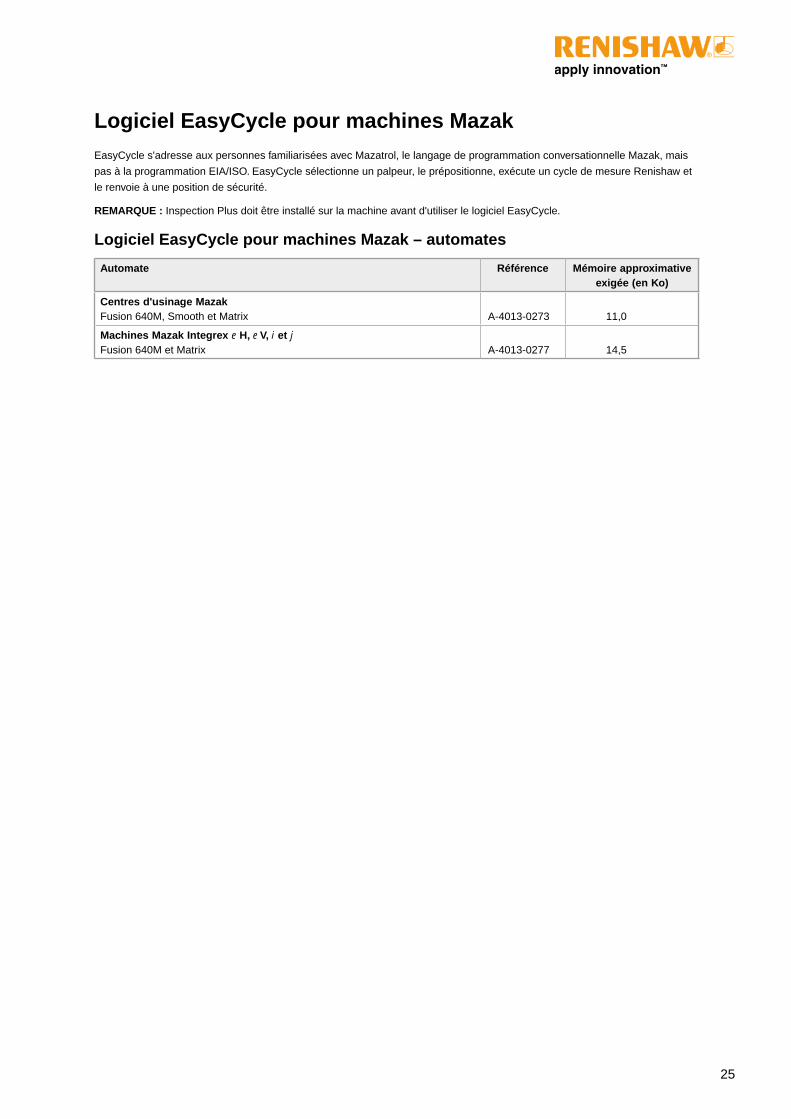
Logiciel EasyCycle pour machines MazakEasyCycle s'adresse aux personnes familiarisées avec Mazatrol, le langage de programmation conversationnelle Mazak, mais
pas à la programmation EIA/ISO. EasyCycle sélectionne un palpeur, le prépositionne, exécute un cycle de mesure Renishaw et
le renvoie à une position de sécurité.
REMARQUE : Inspection Plus doit être installé sur la machine avant d'utiliser le logiciel EasyCycle.
Logiciel EasyCycle pour machines Mazak – automates
Automate Référence Mémoire approximative exigée (en Ko)
Centres d'usinage MazakFusion 640M, Smooth et Matrix A-4013-0273 11,0
Machines Mazak Integrex e H, e V, i et jFusion 640M et Matrix A-4013-0277 14,5

*H-2000-2310-16*
Pour nous contacter dans le monde : www.renishaw.fr/contact
Renishaw S.A.S
15 rue Albert Einstein,Champs sur Marne, 77447,Marne la Vallée, Cedex 2, France
T +33 1 64 61 84 84T +33 1 64 61 65 26E [email protected]
www.renishaw.fr
RENISHAW A FAIT DES EFFORTS CONSIDÉRABLES POUR S’ASSURER QUE LE CONTENU DE CE DOCUMENT EST CORRECT À LA DATE DE PUBLICATION, MAIS N’OFFRE AUCUNE GARANTIE ET N’ACCEPTE AUCUNE RESPONSABILITE EN CE QUI CONCERNE SON CONTENU. RENISHAW EXCLUT TOUTE RESPONSABILITÉ, QUELLE QU'ELLE SOIT, POUR TOUTE INEXACTITUDE CONTENUE DANS CE DOCUMENT.
© 2004-2017 Renishaw plc. Tous droits réservés. Renishaw se réserve le droit de modifier toutes caractéristiques techniques sans avertissement préalable.RENISHAW et l'emblème de palpeur utilisé dans le logo RENISHAW sont des marques déposées de Renishaw plc au Royaume Uni et dans d’autres pays. apply innovation ainsi que les noms et désignations d’autres produits et technologies Renishaw sont des marques déposées de Renishaw plc ou de ses filiales.Tous les noms de marques et noms de produits utilisés dans ce document sont des marques de commerce, marques de fabrique ou marques déposées de leurs propriétaires respectifs.
Référence : H-2000-2310-16-AÉdition : 03.2017