Etude de mélanges ternaires …theses.insa-lyon.fr/publication/2007ISAL0065/these.pdf ·...
156
N° d’ordre 2007-ISAL-0065 Année 2007 Thèse ETUDE DE MELANGES TERNAIRES EPOXYDE/PMMA/MONTMORILLONITE. ELABORATION, CONTROLE DE LA MORPHOLOGIE ET DES PROPRIETES présentée devant L’Institut National des Sciences Appliquées de Lyon pour obtenir Le grade de docteur Matériaux polymères Ecole doctorale Ecole doctorale matériaux de Lyon Par Marcelo HERNANDEZ AVILA Soutenue le 15 Octobre 2007 devant la Commission d’examen Jury J. Duchet Maître de Conférences (INSA de Lyon), Directeur de Thèse J. Dupuy Professeur (INSA de Lyon), M. Dumon Professeur (IUT. Université de Bordeaux 1) J. Verdu Professeur (ENSAM Paris), Rapporteur J. Martinez Vega Professeur (Université Paul Sabatier, Toulouse), Rapporteur H. Sautereau Professeur (INSA de Lyon), Directeur de Thèse B. Sixou Maître de Conferences (INSA de Lyon), Membre Invité
Transcript of Etude de mélanges ternaires …theses.insa-lyon.fr/publication/2007ISAL0065/these.pdf ·...
N° d’ordre 2007-ISAL-0065 Année 2007
Thèse
ETUDE DE MELANGES TERNAIRES
EPOXYDE/PMMA/MONTMORILLONITE. ELABORATION,
CONTROLE DE LA MORPHOLOGIE ET DES PROPRIETES
présentée devant
L’Institut National des Sciences Appliquées de Lyon
pour obtenir Le grade de docteur Matériaux polymères
Ecole doctorale
Ecole doctorale matériaux de Lyon
Par
Marcelo HERNANDEZ AVILA
Soutenue le 15 Octobre 2007 devant la Commission d’examen
Jury
J. Duchet Maître de Conférences (INSA de Lyon), Directeur de Thèse J. Dupuy Professeur (INSA de Lyon), M. Dumon Professeur (IUT. Université de Bordeaux 1) J. Verdu Professeur (ENSAM Paris), Rapporteur J. Martinez Vega Professeur (Université Paul Sabatier, Toulouse), Rapporteur H. Sautereau Professeur (INSA de Lyon), Directeur de Thèse B. Sixou Maître de Conferences (INSA de Lyon), Membre Invité
Résumé
Des nanocomposites ternaires PMMA/époxyde/argile ont été mis en œuvre en combinant le phénomène de la séparation de phase du thermoplastique Poly (méthyle méthacrylate) en présence de l’argile Cloisite 30B dans une matrice thermodure époxyde-amine. Deux méthodologies ont été utilisées pour disperser l’argile: le procédé par mélange miscible et le procédé sonde à ultrasons en milieu solvanté. Les analyses par microscopie électronique à transmission (TEM) mettent en évidence la séparation de phase entre le PMMA et la matrice thermodure en révélant une morphologie nodulaire pour les deux méthodologies. Les particules d’argile ont été dispersées finement dans la matrice lorsque la sonde à ultrasons est utilisée, tandis que des agrégats d’argile avec des tailles micrométriques subsistent avec la méthodologie mélange miscible. Le suivi d’exfoliation de l’argile a été étudié en utilisant la diffusion des rayons X aux petits angles (SAXS) sur les systèmes polymérisés et en cours de réaction. Pour les systèmes polymérisés, une exfoliation des feuillets peut avoir lieu lorsque les agrégats ou même les agglomérats sont réduits sous la forme de petites particules composées de trois ou cinq feuillets. Pour les études in situ de SAXS, la distribution d’épaisseurs des entités diffusantes et l’évolution de cette distribution avec le temps de réaction ont été modélisées et quantifiées. L’effet de l’addition du thermoplastique et de l’argile sur les transformations structurales du réseau a été analysé par calorimétrie différentielle à balayage (DSC). Il semble que l’addition du PMMA retarde la formation de la séparation de phase dû à l’effet de dilution des espèces réactives, tandis que la présence de l’argile accélère la réaction à cause de l’effet catalytique d’ions présents dans l’argile. La réactivité des différents systèmes a été étudiée et un modèle cinétique a été développé pour le système ternaire, à l’aide des études préliminaire sur les systèmes binaires. Les propriétés mécaniques des différents composites ont été évaluées et discutées à l’aide des faciès des fractures obtenues par microscopie électronique à balayage. Il a été montré que la meilleure dispersion de particules d’argile ne conduit pas à la meilleure résistance à l’amorçage critique des fissures.

Abstract PMMA-epoxy-clay ternary composites have been prepared combining the polymerization induced phase separation phenomenon with two dispersion processing methods: a melt-blending and an ultrasonic-blending with solvent. Transmission electron microscopy (TEM) analysis shows that phase separation between PMMA and epoxy network was obtained as spherical nodules in both processing methods. Organoclay particles were finely dispersed into thermosetting network and predominantly delaminated in ultrasonic-blending, whereas organoclays formed micrometer-sized aggregates in melt-blending. Exfoliation state has been investigated using Small Angle X-Ray scattering (SAXS) in cured systems and during reaction. For reacted systems, an exfoliation of platelets can occur through the de-aggregation of large agglomerates into smaller particles composed of a few platelets. For in-situ SAXS studies, the distribution of the thicknesses of diffusing entities and the evolution of this distribution with reaction time were followed. This technique has showed also that movements at a nanometer scale of clay tactoids are possible even after the gel point. The effect of thermoplastic PMMA and clay Cloisite 30B addition on the cure kinetics of an epoxy/amine thermosetting system was investigated using differential scanning calorimetry (DSC). It appeared that the addition of PMMA slow down the reaction up to the phase separation due to a dilution effect of the reactive species. In opposition, the presence of clay accelerates the reaction (probably due to a catalytic effect of some metal ions introduced with the clay) but it has no sensitive effect on the cloud point conversion in the presence of PMMA. The reactivity of different systems has been studied and one kinetic model has been developed for the ternary system with help of previous studies with binary systems. The mechanics properties of different composites have been evaluated and discussed with help of fracture surfaces obtained by scanning electron microscopy. It was showed that the best dispersion of surfaces of clay did not give the best resistance to fracture critical initiation.
INSA Direction de la Recherche - Ecoles Doctorales 2007 SIGLE ECOLE DOCTORALE NOM ET COORDONNEES DU RESPONSABLE
CHIMIE
CHIMIE DE LYON http://sakura.cpe.fr/ED206 M. Jean Marc LANCELIN
Insa : R. GOURDON
M. Jean Marc LANCELIN Université Claude Bernard Lyon 1 Bât CPE 43 bd du 11 novembre 1918 69622 VILLEURBANNE Cedex Tél : 04.72.43 13 95 Fax : [email protected]
E.E.A.
ELECTRONIQUE, ELECTROTECHNIQUE, AUTOMATIQUE http://www.insa-lyon.fr/eea M. Alain NICOLAS Insa : D. BARBIER [email protected] Secrétariat : M. LABOUNE AM. 64.43 – Fax : 64.54
M. Alain NICOLAS Ecole Centrale de Lyon Bâtiment H9 36 avenue Guy de Collongue 69134 ECULLY Tél : 04.72.18 60 97 Fax : 04 78 43 37 17 [email protected] Secrétariat : M.C. HAVGOUDOUKIAN
E2M2
EVOLUTION, ECOSYSTEME, MICROBIOLOGIE, MODELISATION http://biomserv.univ-lyon1.fr/E2M2 M. Jean-Pierre FLANDROIS Insa : S. GRENIER
M. Jean-Pierre FLANDROIS CNRS UMR 5558 Université Claude Bernard Lyon 1 Bât G. Mendel 43 bd du 11 novembre 1918 69622 VILLEURBANNE Cédex Tél : 04.26 23 59 50 Fax 04 26 23 59 49 06 07 53 89 13 [email protected]
EDIIS
INFORMATIQUE ET INFORMATION POUR LA SOCIETE http://ediis.univ-lyon1.fr M. Alain MILLE Secrétariat : I. BUISSON
M. Alain MILLE Université Claude Bernard Lyon 1 LIRIS - EDIIS Bâtiment Nautibus 43 bd du 11 novembre 1918 69622 VILLEURBANNE Cedex Tél : 04.72. 44 82 94 Fax 04 72 44 80 53 [email protected] - [email protected]
EDISS
INTERDISCIPLINAIRE SCIENCES-SANTE M. Didier REVEL Insa : M. LAGARDE
M. Didier REVEL Hôpital Cardiologique de Lyon Bâtiment Central 28 Avenue Doyen Lépine 69500 BRON Tél : 04.72.35 72 32 Fax : [email protected]
MATERIAUX DE LYON M. Jean Marc PELLETIER Secrétariat : C. BERNAVON 83.85
M. Jean Marc PELLETIER INSA de Lyon MATEIS Bâtiment Blaise Pascal 7 avenue Jean Capelle 69621 VILLEURBANNE Cédex Tél : 04.72.43 83 18 Fax 04 72 43 85 28 [email protected]
Math IF
MATHEMATIQUES ET INFORMATIQUE FONDAMENTALE M. Pascal KOIRAN Insa : G. BAYADA
M.Pascal KOIRAN Ecole Normale Supérieure de Lyon 46 allée d’Italie 69364 LYON Cédex 07 Tél : 04.72.72 84 81 Fax : 04 72 72 89 69 [email protected] Secrétariat : Fatine Latif - [email protected]
MEGA
MECANIQUE, ENERGETIQUE, GENIE CIVIL, ACOUSTIQUE M. Jean Louis GUYADER Secrétariat : M. LABOUNE PM : 71.70 –Fax : 87.12
M. Jean Louis GUYADER INSA de Lyon Laboratoire de Vibrations et Acoustique Bâtiment Antoine de Saint Exupéry 25 bis avenue Jean Capelle 69621 VILLEURBANNE Cedex Tél :04.72.18.71.70 Fax : 04 72 18 87 12 [email protected]
SSED
SCIENCES DES SOCIETES, DE L’ENVIRONNEMENT ET DU DROIT Mme Claude-Isabelle BRELOT Insa : J.Y. TOUSSAINT
Mme Claude-Isabelle BRELOT Université Lyon 2 86 rue Pasteur 69365 LYON Cedex 07 Tél : 04.78.69.72.76 Fax : 04.37.28.04.48 [email protected]

Remerciements A ma très chère Famille ; Trinidad, Marcelo, Norma, Judith, Guadalupe, Victor, Octavio, Rafael……Qui signifient pour moi, bien plus que ce qu’ils pensent A mes chers amis : Rafael, Maribel et Ximena, Victor, Brenda et Gael, Agustin, Maricela, Karen et Carlos, Moises, Cécile et Diego, Gema et Javier, Maria (alegre peregrina), Adolfo et famille, Covadonga, et Maria (Madrid)..... Qui ont employé quelques minutes de leur vie pour changer la mienne A mio fratello italiano Michelle....... Per il cammino fatto insieme
Avant propos
Je veux remercier
• Au Consejo Nacional de Ciencia y Tecnología du Mexique (CONACyT) et au Secretaria de Educación Publica (SEP) pour le soutien financier qu’ils m’ont accordé pour la réalisation de ce travail
• A Henry SAUTEREAU et Jannick DUCHET pour le courage d’avoir dirigé ce travail jusqu’à la fin ; pour l’amitié et la confiance que vous m’avez offerte depuis toujours et surtout pour être des grands enseignants tellement humbles
• A Jean-François GERARD pour m’avoir accueilli au sein du laboratoire LMM
• A Juan MARTINEZ VEGA et Jacques VERDU, pour avoir accepté le rôle de rapporteurs de ce travail
• A Jérôme DUPUY et Bruno SIXOU pour leurs très précieux apports à ce travail
• A Judith HERNANDEZ AVILA qui m’a donné la force et le courage de ne pas perdre foi en moi-même
• A mes chers amis mexicains : Mario Morales, Raquel Ruth, Moises Legorreta, Eduardo Mercado, Arturo Garcia, Erick Carreon et Gabriel Cendejas ; Pour m’avoir aidé à poursuivre mes rêves, même ceux plus fous
• A mes chers amis et grands enseignants: Jésus Arenas, Ventura Rodriguez, Demetrio Mendoza, Isidoro Martinez, Manuel Espinosa et Flavio Vazquez, qui m’ont montré que tout le monde a une deuxième chance
• A Elodie BUGNICOURT, Arnaud GALLON, Emilie JACQUELOT, Antonella ESPOSITO, Nadir LAHLALI, Redha BELLA, Magali COULAUD, Lionel PICARD, Sara MAIEZ, Marie-Laure MILAN ; pour leur amitié sincère et leur soutien
L’enseignant médiocre raconte, celui qui est bon explique et le supérieur démontre,
mais le grand enseignant inspire
William Ward
Sommaire
4
Sommaire

Sommaire
5
Sommaire
6
Sommaire
Introduction. ....................................................................................................................... 12 Chapitre I. Partie Bibliographique. ............................................................................. 16
1-1) Définition et intérêt des nanocomposites. .................................................. 16 1-2) Les systèmes thermodurcissables. ............................................................... 16 1-2-1) Les mécanismes de réaction entre époxyde et durcisseur. .............. 17 1-2-2) Les mélanges de polymères Thermodurcissable/Thermoplastique (TD / TP) : le phénomène de séparation de phase. .............................
19
1-3) Les nanocomposites à charges lamellaires. ................................................ 23 1-3-1) Définition, classification et structure. ................................................. 23 1-3-2) Structuration des nanocomposites à charges lamellaires. ............... 25 1-3-3) Stratégies de mis en œuvre des nanocomposites polymère/argile. 26 1-3-4) les propriétés physiques. ...................................................................... 28 1-4) Structuration des réseaux époxyde. ............................................................ 32 1-4-1) Rôle des objets lamellaires inorganiques sur la structuration d’un réseau époxyde. ..............................................................................
32
1-4-2) Rôle d’un thermoplastique (initialement miscible) sur la structuration d’un réseau époxyde. Influence de la nature du durcisseur. .................................................................................................
34
1-4-3) Synergie des mélanges ternaires TP/TD/objets lamellaires. ............ 35 Conclusions. ..................................................................................................................... 39 Références bibliographiques. ......................................................................................... 41 Chapitre 2. Matériaux et techniques expérimentales. ............................................. 48 2-1) Présentation des matériaux. ......................................................................... 48 2-1-1) Le monomère époxyde type DGEBA. ................................................ 48 2-1-2 Les durcisseurs amine............................................................................. 49 A) Amine 4, 4’-méthylènebis [3-chloro-2, 6-diéthylaniline] (MCDEA) 49 B) Amine 4,4’ Methylene dianiline (MDA). .............................................. 50 2-1-3) Le thermoplastique : PMMA. ............................................................... 50 A) PMMA commercial d’une grande masse molaire................................. 50 B) PMMA d’une masse molaire faible.......................................................... 51 2-1-4) L’argile Cloisite 30B. .............................................................................. 51 2-2) Techniques expérimentales. ......................................................................... 53 2-2-1) Analyse physico chimique des matériaux ...................................... 53
A) Calorimétrie différentielle à balayage. .................................................. 53
Sommaire
7
B) Rhéologie des systèmes réactifs……………………………………….. 53
2-2-2) Analyses de la séparation de phase. …………………………........... 54 A) Méthode du point de trouble. .............................................................. 54 B) Diélectromètrie. ...................................................................................... 54 2-2-3) Analyse morphologique des matériaux. ............................................ 55
A) Microscopie électronique à transmission (TEM). ................................ 55
B) Microscopie Electronique à Balayage (MEB). ....................................... 55
C) Diffraction des rayons X aux grands angles (WAXS). ........................ 55
D) Diffusion des rayons X aux petits angles (SAXS). .............................. 56
E) Rhéologie des systèmes non réactifs en mode dynamique…………. 57
2-2-4) Analyses de mesures mécaniques des matériaux. ............................ 57 A) Analyse thermomécanique dynamique. ................................................ 57 B) Analyse mécanique statique : rigidité et fracture. ................................ 58 Conclusions. ..................................................................................................................... 60 Références bibliographiques. ......................................................................................... 61 Chapitre 3. Réactivité et nanostructuration des mélanges binaires. ..................... 65 3-1) Etude de la réactivité du système époxyde-amine (DGEBA/MDA). ..... 65 3-2) Contrôle de la nanostructuration des mélange binaires DGEBA/PMMA: Rôle de l’amine et du taux de thermoplastique. ...........................
71
3-2-1) Influence de la nature du durcisseur. ................................................. 71 3-2-2) Influence du taux de thermoplastique. .............................................. 73 A) Mise en évidence de la séparation de phase. ...................................... 73 B) Caractérisation des transformations structurales. .............................. 77 C) Cinétique de la réaction de la formation du réseau. .......................... 81 3-3) Contrôle de la nanostructuration des mélanges binaires PMMA/argile : Effet des interactions physicochimiques et du procédé d’élaboration des mélanges. .........................................................................................................................
82
3-3-1) Elaboration des nanocomposites PMMA/argile: comparaison du procédé voie fondue versus voie solvant. ....................................................................
83
A) Avec un PMMA de masse molaire élevée (50 000 gr/mol). ............. 83 A-I) Description du procédé d’élaboration. ........................................ 83 A-I-1) Voie fondue. ........................................................................... 83 A-I-2) Voie solvant. ........................................................................... 83 A-I-3) Voie poudre. ........................................................................... 84 A-II) Analyse de la dispersion. ................................................................... 85 A-II-1) Pour les voies solvant et fondue. ............................................... 85 A-II-2) Pour la voie poudre. .................................................................... 88 B) Avec un PMMA de faible masse molaire (1000 g/mol). ....................... 91
Sommaire
8
B-I) Description du procédé d’élaboration. ........................................... 91 B-I-1) Voie ex situ solvant et fondue. ............................................... 91 B-I-2) Voie in situ: Polymèrisation radicalaire. .............................. 91 B-II) Analyse de la dispersion. ................................................................. 92 B-II-1) Pour la voie ex situ : solvant et fondu. ............................... 92 B-II-1) Pour la voie in situ : polymérisation radicalaire. .............. 93 3-4) Réactivité des mélanges binaires Epoxyde/Argile. ................................... 94 A) procédé d’élaboration. ............................................................................... 94 B) Analyse de l’état de dispersion. ................................................................ 94 C) Caractérisation des propriétés thermomécaniques. .............................. 95 Conclusions. ..................................................................................................................... 98 Références bibliographiques. ......................................................................................... 100 Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile. .....................................................................................................
105
4-1) Stratégies d’élaboration des mélanges ternaires: Epoxyde/MDA/PMMA (50000 g/mol)/argile. .................................................................
106
4-1-1) Mélange ternaire obtenu par la voie mélange miscible. .................... 106 4-1-2) Mélange ternaire réalisé par la voie solvant. ....................................... 106 4-1-3) Caractérisation de la cinétique de réaction des mélanges ternaires Epoxyde/PMMA/Argile obtenus par la voie mélange miscible. ..............................
107
4-2) Construction des morphologies des mélanges ternaires lors de la réaction de polymérisation. Utilisation de la diffusion des rayons X aux petits angles. ................................................................................................................................
109
4-3) Caractérisation de la nanostructuration des mélanges ternaires Thermoplastique/Thermodure/Argile à l’état final. Influence du procédé d’élaboration. ...................................................................................................................
116
A) Analyse par diffraction des rayons X. .................................................... 116 B) Analyse par microscopie électronique à transmission (TEM). ............ 117 C) Analyse par diffusion des rayons X. ....................................................... 120 D) Analyse par spectroscopie mécanique dynamique. ............................. 122 4-4) Caractérisation des propriétés mécaniques finales à l’état solide des mélanges ternaires. ..........................................................................................................
123
4-4-1) Effet du procédé d’élaboration. .............................................................. 124 4-4-2) Effet de la masse molaire du thermoplastique. .................................... 129 A) Analyse viscoélastique. .............................................................................. 129 B) Analyse mécanique. ..................................................................................... 130 4-4-3) Effet du traitement organophile de la montmorillonite. ...................... 132 4-4-4) Influence de l’utilisation du solvant. ...................................................... 135 Conclusions. ..................................................................................................................... 138 Références bibliographiques. ......................................................................................... 140
Sommaire
9
Conclusion générale. .................................................................................................... 144 ANENXE. ....................................................................................................................... 149
Introduction Générale
10
Introduction générale

Introduction Générale
11
Introduction Générale
12
Introduction générale Les réseaux époxydes sont caractérisés par leur fragilité en dessous de leur température de transition vitreuse et ils peuvent être renforcés par l’incorporation de différents renforts tels que des élastomères réactifs, des thermoplastiques, des charges ou des particules minérales. Lorsque un thermoplastique initialement miscible est utilisé, il est nécessaire d’avoir une bonne connaissance du processus de séparation de phase qui a lieu pendant la formation du réseau pour pouvoir contrôler la taille ainsi que la dispersion dans la matrice. L’addition des charges telles que des argiles de type montmorillonite dans les polymères a été développée depuis les travaux réalisés par Toyota sur les nanocomposites polyamide 6/montmorillonite. Ces nanoparticules ont été aussi utilisées pour renforcer des réseaux époxydes. Leur facteur de forme exceptionnel, leur coût modéré et la facilité d’utiliser des procédés simples pour la comptabilisation avec des polymères font de la montmorillonite une charge qui peut conférer beaucoup d’avantages. Cependant il n’existe pas actuellement beaucoup d’études qui utilisent le phénomène de séparation de phase d’un thermoplastique introduit dans une matrice époxyde/amine en même temps que l’introduction d’une charge de type montmorillonite. C’est dans ce contexte que s’inscrit ce travail de thèse qui consiste à réaliser un nanocomposite ternaire en utilisant un thermoplastique initialement miscible avec un système époxyde/amine pour obtenir une phase séparée et en même temps disperser une argile en utilisant deux méthodologies de dispersion. L’objectif n’est pas spécialement d’obtenir des améliorations des propriétés mécaniques d’un système thermodure en introduisant une charge lamellaire et un thermoplastique mais nous voulons étudier et comprendre comme ces deux éléments peuvent interagir et affecter les propriétés macroscopiques de cette matrice et les morphologies des phases séparées. L’objectif de ce travail est de réaliser et d’étudier les paramètres les plus pertinents pour obtenir un nanocomposite ternaire. Nous voulons aussi étudier la structuration de ce nanocomposite à différentes échelles d’observation, tant à l’état final qu’au cours de la réaction. Dans le premier chapitre, l’étude bibliographique Le première chapitre fera une synthèse des connaissances aiguises sur les systèmes époxydes. La nanostructuration de ces matrices thermodurcissables par l’adjonction d’une phase thermoplastique ou d’une phase inorganique sera décrite.
Introduction Générale
13
Dans le deuxième chapitre, seront présentés les matériaux utilisés pour la réalisation des systèmes binaires et ternaires. Les techniques d’élaboration utilisées pour la réalisation des systèmes binaires et ternaires ainsi que les principales techniques de caractérisation seront également décrites Dans le troisième chapitre seront décrits les différents systèmes binaires réactifs et non réactifs. L’influence de la quantité de thermoplastique introduite dans le prépolymère époxyde, la masse molaire du thermoplastique et l’influence du procédé de dispersion seront aussi étudiées pour déterminer les conditions optimales pour réaliser un nanocomposite ternaire présentant la meilleure dispersion et la conversion maximale. L’étude de la cinétique de réaction des systèmes réactifs binaires est ainsi réalisée pour avoir une bonne connaissance de l’effet de l’argile et du thermoplasique sur la vitesse de polymérisation. Finalement dans le quatrième chapitre seront réalisés des systèmes ternaires en utilisant deux stratégies d’élaboration: la voie mélange miscible et la voie sonde à ultrasons à l’aide de solvant. L’étude cinétique du système ternaire sera aussi étudiée en transposant les résultats issus des systèmes binaires réalisés dans le chapitre trois. La caractérisation des propriétés mécaniques des systèmes ternaires sera aussi étudiée et discutée à l’aide de l’analyse des faciès de fracture.
Chapitre I : Partie Bibliographique
14
Chapitre I Partie Bibliographique
Chapitre I : Partie Bibliographique
15
Chapitre I : Partie Bibliographique
16
Chapitre I. Partie Bibliographique Les nanocomposites basés sur les mélanges polymères/argiles connaissent un fort développement depuis que les premiers matériaux de ce type ont été fabriqués. Dans cette première partie nous allons présenter une synthèse bibliographique sur l’élaboration des nanocomposites biphasiques, à base principalement d’une matrice thermoplastique ou thermodure. En second lieu, nous présenterons les premiers travaux réalisés sur les nanocomposites à trois phases. La connaissance de ces études est primordiale pour pouvoir développer une stratégie qui peut nous permettre d’obtenir un matériau nanocomposite ternaire avec les conditions spécifiques de synthèses que nous utiliserons. 1-1) Définition et intérêt des nanocomposites
Les matériaux composites sont constitués d’un assemblage d’au moins deux phases non miscibles [SHE82]. La synergie entre ces phases distinctes peut donner des propriétés qu’individuellement chaque élément ne possède pas. Ces matériaux sont formés d’une matrice et d’un renfort. La matrice peut être constituée d’une matière métallique, céramique ou polymère (thermoplastique ou thermodurcissable) [SHE82]. Le renfort assure la tenue mécanique de la matrice et peut se présenter sous forme de particules ou de fibres (courtes, longues ou continues). Les matériaux composites peuvent apporter de nombreux avantages fonctionnels : légèreté, résistance mécanique et chimique, liberté de formes, meilleure résistance thermique et isolation électrique [ALE00]. Le terme nanocomposite fait référence au matériau composé au moins de deux phases dont l’une présente une dimension nanométrique [ALE00]. Les polymères nanocomposites sont réalisés en dispersant en général, des quantités faibles (1-5%) de nanoparticules organiques ou inorganiques à l’intérieur d’une matrice polymère [RAY03], [ZEN05]. Parmi les nanoparticules inorganiques, les renforts les plus utilisés sont les phyllosilicates (ou silicates lamellaires) à cause de leurs caractéristiques intrinsèques exceptionnelles (facteur de forme, surface spécifique etc.) La particule élémentaire est le feuillet dont les dimensions sont de l’ordre du nanomètre en épaisseur et de plusieurs dizaines de micromètres de longueur et de largeur. Cette structure leur confère une surface spécifique élevée (entre 100 et 1000 m2/g), et un facteur de forme très élevé (longueur/épaisseur>100). Ces caractéristiques ont une influence capitale sur les propriétés des nanocomposites. 1-2) Les systèmes thermodurcissables Les polymères thermodurcissables ont été largement utilisés en tant qu’adhésifs de haute performance et aussi comme matrices pour la fabrication et l’obtention de composites grâce à leurs propriétés mécaniques et thermiques. Un matériau
Chapitre I : Partie Bibliographique
17
thermodurcissable peut être défini comme une structure dans laquelle un réseau tridimensionnel (irréversible) est formé par liaisons chimiques. Le réseau thermodure obtenu ne peut pas être dissous par des solvants, il présente aussi une bonne stabilité thermo - mécanique. Cependant leur fragilité (faible résistance à l’impact et à la fissuration) en limite l’emploi. L’incorporation et la dispersion d’une seconde phase (thermoplastique ou élastomère) [PAS02] sont une alternative pour améliorer cette situation. Cette deuxième phase joue le rôle de concentrateur de contraintes et de régulateur de la déformation avant l’apparition de fissures et pendant la propagation des fissures. Il existe plusieurs approches pour accroître la ténacité des réseaux époxydes/amines: i) en modifiant la structure chimique de l’époxyde pour élaborer un réseau plus flexible, ii) en augmentant la masse molaire du prépolymère, iii) en incorporant une phase dispersée comme un thermoplastique ou un élastomère, iv) en ajoutant à la matrice des renforts inorganiques comme les argiles.
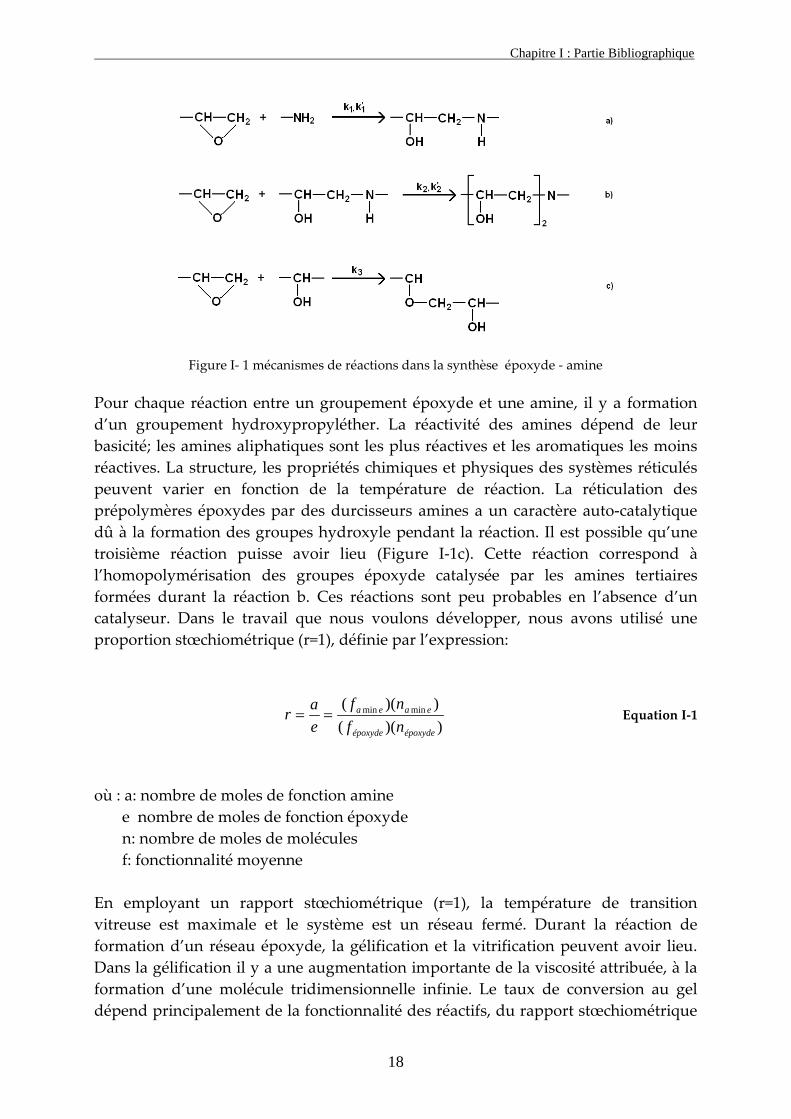
1-2-1) Les mécanismes de réaction entre époxyde et durcisseur Le processus de formation du réseau consiste en une réaction chimique dans laquelle les groupes époxyde du prépolymère réagissent avec un durcisseur pour former un réseau tridimensionnel (la fonctionnalité d’un réactif étant supérieure à 2). Une large variété de durcisseurs pour les prépolymères époxyde est disponible et leur choix dépend du procédé et des propriétés visées. Les polyamines, polyamides, phénol, anhydrides, isocyanates et mercaptans sont les durcisseurs les plus utilisés. La stoechiométrie affecte aussi les propriétés finales du système. Les amines sont les agents les plus employés pour réagir avec les époxydes, la réactivité des amines primaires et secondaires avec l’époxyde est très élevée tandis que les amines tertiaires sont généralement utilisées comme catalyseurs. Un réseau tridimensionnel peut être obtenu à partir de plusieurs prépolymères époxydes et de durcisseurs amines (comonomères). La réticulation peut être effectuée à température ambiante en employant une diamine aliphatique ou cycloaliphatique, mais une température comprise entre 100 et 180°C est nécessaire pour une diamine aromatique. Les mécanismes de réaction époxyde - amine ont été décrits largement par plusieurs auteurs [PAS02]; il en existe trois qui sont considérés comme des réactions principales. La réaction entre un groupe époxyde et une amine primaire donne un alcool et une amine secondaire, (Figure I- 1a). Puis l’amine secondaire réagira avec un groupe époxyde et de cette façon donnera lieu à une amine tertiaire et à deux alcools secondaires, (Figure I-1b).
Chapitre I : Partie Bibliographique
18
Figure I- 1 mécanismes de réactions dans la synthèse époxyde - amine
Pour chaque réaction entre un groupement époxyde et une amine, il y a formation d’un groupement hydroxypropyléther. La réactivité des amines dépend de leur basicité; les amines aliphatiques sont les plus réactives et les aromatiques les moins réactives. La structure, les propriétés chimiques et physiques des systèmes réticulés peuvent varier en fonction de la température de réaction. La réticulation des prépolymères époxydes par des durcisseurs amines a un caractère auto-catalytique dû à la formation des groupes hydroxyle pendant la réaction. Il est possible qu’une troisième réaction puisse avoir lieu (Figure I-1c). Cette réaction correspond à l’homopolymérisation des groupes époxyde catalysée par les amines tertiaires formées durant la réaction b. Ces réactions sont peu probables en l’absence d’un catalyseur. Dans le travail que nous voulons développer, nous avons utilisé une proportion stœchiométrique (r=1), définie par l’expression:
))(())(( minmin
époxydeépoxyde
eaea
nfnf
ear == Equation I-1
où : a: nombre de moles de fonction amine e nombre de moles de fonction époxyde n: nombre de moles de molécules f: fonctionnalité moyenne En employant un rapport stœchiométrique (r=1), la température de transition vitreuse est maximale et le système est un réseau fermé. Durant la réaction de formation d’un réseau époxyde, la gélification et la vitrification peuvent avoir lieu. Dans la gélification il y a une augmentation importante de la viscosité attribuée, à la formation d’une molécule tridimensionnelle infinie. Le taux de conversion au gel dépend principalement de la fonctionnalité des réactifs, du rapport stœchiométrique
Chapitre I : Partie Bibliographique
19
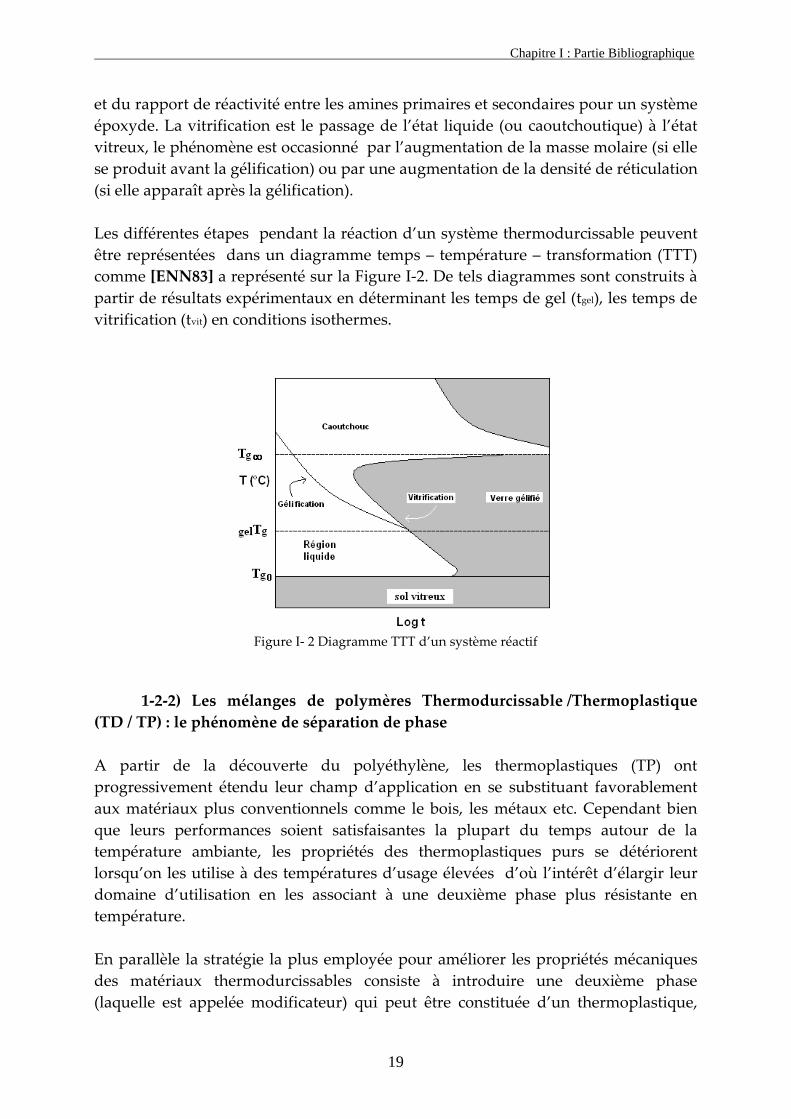
et du rapport de réactivité entre les amines primaires et secondaires pour un système époxyde. La vitrification est le passage de l’état liquide (ou caoutchoutique) à l’état vitreux, le phénomène est occasionné par l’augmentation de la masse molaire (si elle se produit avant la gélification) ou par une augmentation de la densité de réticulation (si elle apparaît après la gélification). Les différentes étapes pendant la réaction d’un système thermodurcissable peuvent être représentées dans un diagramme temps – température – transformation (TTT) comme [ENN83] a représenté sur la Figure I-2. De tels diagrammes sont construits à partir de résultats expérimentaux en déterminant les temps de gel (tgel), les temps de vitrification (tvit) en conditions isothermes.
Figure I- 2 Diagramme TTT d’un système réactif
1-2-2) Les mélanges de polymères Thermodurcissable /Thermoplastique (TD / TP) : le phénomène de séparation de phase A partir de la découverte du polyéthylène, les thermoplastiques (TP) ont progressivement étendu leur champ d’application en se substituant favorablement aux matériaux plus conventionnels comme le bois, les métaux etc. Cependant bien que leurs performances soient satisfaisantes la plupart du temps autour de la température ambiante, les propriétés des thermoplastiques purs se détériorent lorsqu’on les utilise à des températures d’usage élevées d’où l’intérêt d’élargir leur domaine d’utilisation en les associant à une deuxième phase plus résistante en température. En parallèle la stratégie la plus employée pour améliorer les propriétés mécaniques des matériaux thermodurcissables consiste à introduire une deuxième phase (laquelle est appelée modificateur) qui peut être constituée d’un thermoplastique,
Chapitre I : Partie Bibliographique
20
d’un élastomère, des petites molécules, des huiles, et dans certains cas du vide [GAR02b]. La miscibilité des modifiants a un rôle important dans la structuration de ces matériaux. La synthèse des thermodurcissables bi-phasiques peut être classée principalement en deux groupes [GAR02a], [PAS02]: • Dispersion de particules préformées non miscibles dans le monomère (particules,
core-shell etc). • Utilisation de polymères initialement miscibles qui seront séparés au cours de la
réaction de polymérisation, appelé RIPS (Reaction Induced Phase Separation). Dans la RIPS, la morphologie est développée pendant la réaction d’un système initialement miscible entre un système réactif époxyde et un modifiant [GAR02a]. Ce processus dépend de plusieurs paramètres intrinsèques (principalement la chimie du mélange) et extrinsèques (pression, température et composition). La variation de la quantité du modificateur est une autre manière d’influencer la morphologie finale. Par exemple dans l’introduction d’élastomère réactif, la fraction de volume V et le diamètre moyen de la phase dispersée D, augmentent avec la quantité de modificateur bien que le nombre de particules par unité de volume tend à diminuer [MEZ01]. L’influence du changement de solubilité du modificateur dans le mélange a été étudiée avec le copolymère acrylonitrile – butadiène. Afin de modifier la miscibilité du copolymère acrylonitrile – butadiène celui-ci peut être modifié par différents groupes fonctionnels tels que carboxyls, époxydes et amines qui peuvent être greffés aux extrémités des chaînes. L’état de miscibilité d’un mélange est gouverné par la variation de l’enthalpie libre de mélange ∆Gm :
mmm STHG ∆⋅−∆=∆ Equation I- 2
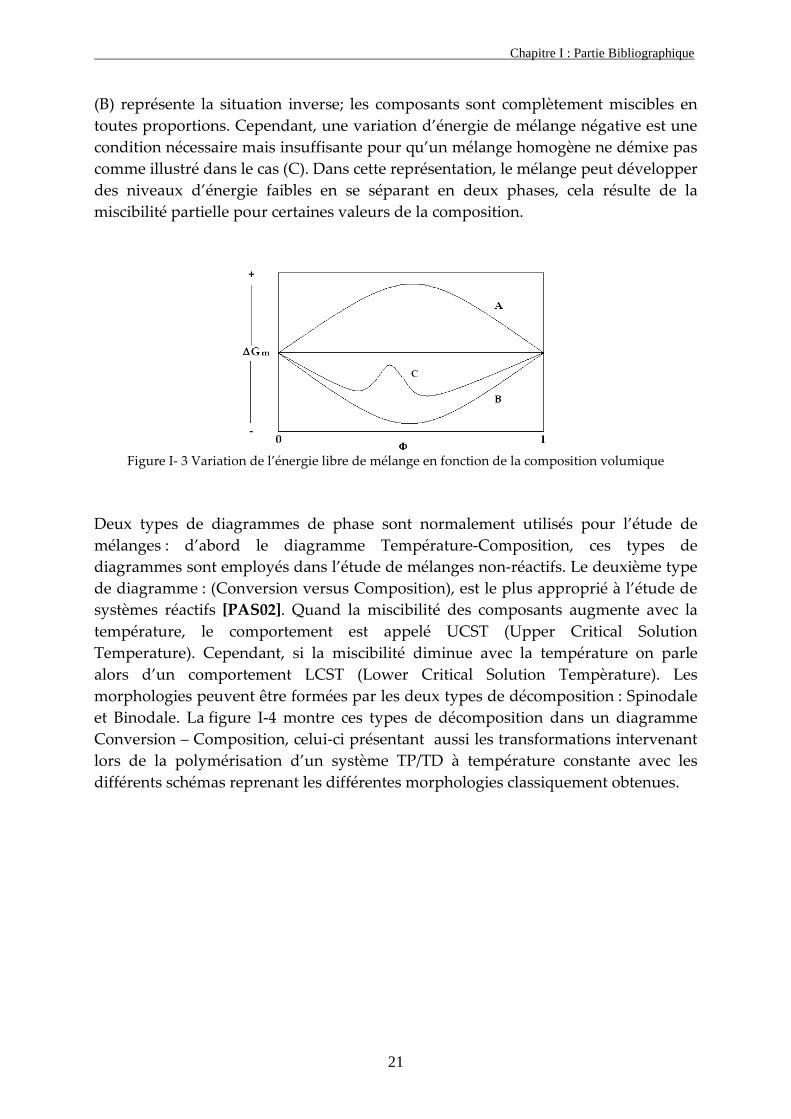
où ∆Ηm et ∆Sm sont la variation d’enthalpie et l’entropie du mélange respectivement. Si ∆Gm > 0, le mélange se sépare en deux phases. Dans la technique RIPS, le système initial composé des monomères réactifs et d’un additif (i.e thermoplastique, élastomère, solvant) est homogène. Pendant la réaction de polymérisation, une séparation de phase est induite par un déséquilibre de l’évolution de l’énergie libre de mélange ∆Gm et usuellement, ce déséquilibre est attribué à la diminution de l’entropie de mélange ∆Sm. La figure I-3 montre les variations de l’énergie libre de mélange en fonction de la composition de mélange binaire, exprimée en fraction volumique d’un des constituants. La variation de l’énergie libre de mélange est toujours positive dans le cas (A), et les deux composants ne sont jamais miscibles indépendamment des proportions. Le cas
Chapitre I : Partie Bibliographique
21
(B) représente la situation inverse; les composants sont complètement miscibles en toutes proportions. Cependant, une variation d’énergie de mélange négative est une condition nécessaire mais insuffisante pour qu’un mélange homogène ne démixe pas comme illustré dans le cas (C). Dans cette représentation, le mélange peut développer des niveaux d’énergie faibles en se séparant en deux phases, cela résulte de la miscibilité partielle pour certaines valeurs de la composition.
Figure I- 3 Variation de l’énergie libre de mélange en fonction de la composition volumique
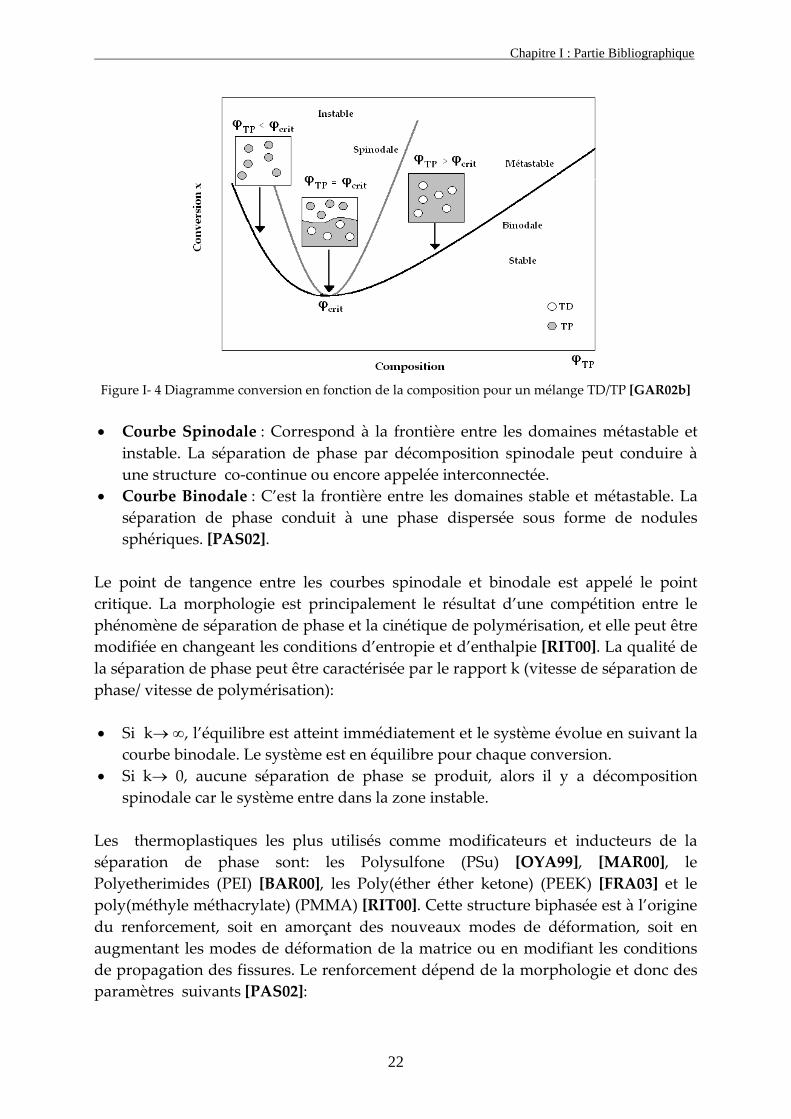
Deux types de diagrammes de phase sont normalement utilisés pour l’étude de mélanges : d’abord le diagramme Température-Composition, ces types de diagrammes sont employés dans l’étude de mélanges non-réactifs. Le deuxième type de diagramme : (Conversion versus Composition), est le plus approprié à l’étude de systèmes réactifs [PAS02]. Quand la miscibilité des composants augmente avec la température, le comportement est appelé UCST (Upper Critical Solution Temperature). Cependant, si la miscibilité diminue avec la température on parle alors d’un comportement LCST (Lower Critical Solution Tempèrature). Les morphologies peuvent être formées par les deux types de décomposition : Spinodale et Binodale. La figure I-4 montre ces types de décomposition dans un diagramme Conversion – Composition, celui-ci présentant aussi les transformations intervenant lors de la polymérisation d’un système TP/TD à température constante avec les différents schémas reprenant les différentes morphologies classiquement obtenues.
Chapitre I : Partie Bibliographique
22
Figure I- 4 Diagramme conversion en fonction de la composition pour un mélange TD/TP [GAR02b]
• Courbe Spinodale : Correspond à la frontière entre les domaines métastable et
instable. La séparation de phase par décomposition spinodale peut conduire à une structure co-continue ou encore appelée interconnectée.
• Courbe Binodale : C’est la frontière entre les domaines stable et métastable. La séparation de phase conduit à une phase dispersée sous forme de nodules sphériques. [PAS02].
Le point de tangence entre les courbes spinodale et binodale est appelé le point critique. La morphologie est principalement le résultat d’une compétition entre le phénomène de séparation de phase et la cinétique de polymérisation, et elle peut être modifiée en changeant les conditions d’entropie et d’enthalpie [RIT00]. La qualité de la séparation de phase peut être caractérisée par le rapport k (vitesse de séparation de phase/ vitesse de polymérisation): • Si k→ ∞, l’équilibre est atteint immédiatement et le système évolue en suivant la
courbe binodale. Le système est en équilibre pour chaque conversion. • Si k→ 0, aucune séparation de phase se produit, alors il y a décomposition
spinodale car le système entre dans la zone instable. Les thermoplastiques les plus utilisés comme modificateurs et inducteurs de la séparation de phase sont: les Polysulfone (PSu) [OYA99], [MAR00], le Polyetherimides (PEI) [BAR00], les Poly(éther éther ketone) (PEEK) [FRA03] et le poly(méthyle méthacrylate) (PMMA) [RIT00]. Cette structure biphasée est à l’origine du renforcement, soit en amorçant des nouveaux modes de déformation, soit en augmentant les modes de déformation de la matrice ou en modifiant les conditions de propagation des fissures. Le renforcement dépend de la morphologie et donc des paramètres suivants [PAS02]:
Chapitre I : Partie Bibliographique
23
• Taille et distribution des particules • Distance interparticulaire • Fraction volumique de la phase séparée • Nature et composition de la phase séparée • Structure de la matrice (composition et nature) • Adhésion : nodule/matrice
1-3) Les nanocomposites à charges lamellaires
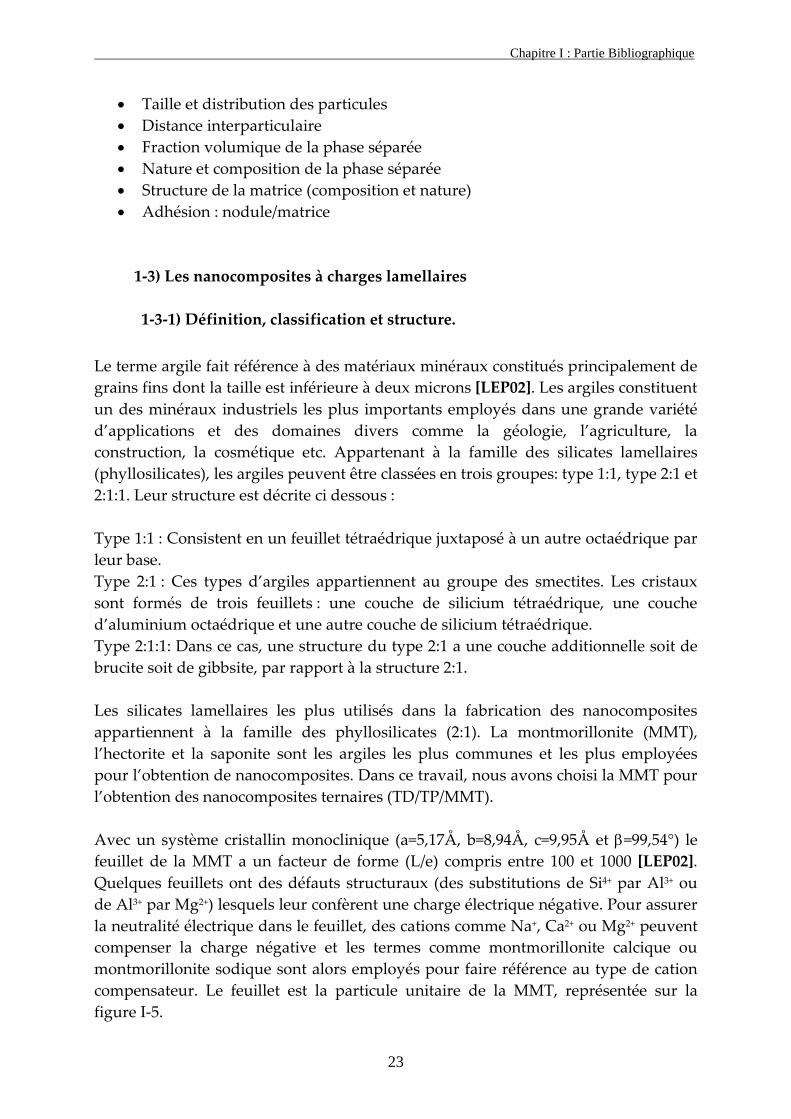
1-3-1) Définition, classification et structure. Le terme argile fait référence à des matériaux minéraux constitués principalement de grains fins dont la taille est inférieure à deux microns [LEP02]. Les argiles constituent un des minéraux industriels les plus importants employés dans une grande variété d’applications et des domaines divers comme la géologie, l’agriculture, la construction, la cosmétique etc. Appartenant à la famille des silicates lamellaires (phyllosilicates), les argiles peuvent être classées en trois groupes: type 1:1, type 2:1 et 2:1:1. Leur structure est décrite ci dessous : Type 1:1 : Consistent en un feuillet tétraédrique juxtaposé à un autre octaédrique par leur base. Type 2:1 : Ces types d’argiles appartiennent au groupe des smectites. Les cristaux sont formés de trois feuillets : une couche de silicium tétraédrique, une couche d’aluminium octaédrique et une autre couche de silicium tétraédrique. Type 2:1:1: Dans ce cas, une structure du type 2:1 a une couche additionnelle soit de brucite soit de gibbsite, par rapport à la structure 2:1. Les silicates lamellaires les plus utilisés dans la fabrication des nanocomposites appartiennent à la famille des phyllosilicates (2:1). La montmorillonite (MMT), l’hectorite et la saponite sont les argiles les plus communes et les plus employées pour l’obtention de nanocomposites. Dans ce travail, nous avons choisi la MMT pour l’obtention des nanocomposites ternaires (TD/TP/MMT). Avec un système cristallin monoclinique (a=5,17Å, b=8,94Å, c=9,95Å et β=99,54°) le feuillet de la MMT a un facteur de forme (L/e) compris entre 100 et 1000 [LEP02]. Quelques feuillets ont des défauts structuraux (des substitutions de Si4+ par Al3+ ou de Al3+ par Mg2+) lesquels leur confèrent une charge électrique négative. Pour assurer la neutralité électrique dans le feuillet, des cations comme Na+, Ca2+ ou Mg2+ peuvent compenser la charge négative et les termes comme montmorillonite calcique ou montmorillonite sodique sont alors employés pour faire référence au type de cation compensateur. Le feuillet est la particule unitaire de la MMT, représentée sur la figure I-5.

Chapitre I : Partie Bibliographique
24
Figure I- 5 Structure cristalline de la montmorillonite
La particule primaire (ou tactoide) est constituée par plusieurs feuillets empilés (entre 5 et 10) et peut avoir des dimensions comprises entre 8 et 10 nm. Maintenus par des forces électrostatiques attractives entre les ions et les feuillets. Les agrégats sont formés par le regroupement de quelques particules primaires et ceux-ci peuvent avoir des dimensions entre 0,1 et 10 µm et les feuillets sont orientés dans toutes les directions. La montmorillonite comme tous les silicates en feuillets a une nature hydrophile. Cette propriété fait que ces matériaux ont une interaction très faible avec la majorité des matrices polymères, et pour cette raison les argiles doivent être traitées avant d’être utilisées pour la formation des nanocomposites. Il est donc nécessaire de rendre la surface organophile avant de les utiliser. Cette modification a lieu dans les galeries et aussi sur les bords des feuillets mais dans une moindre mesure. L’échange cationique est la méthode la plus connue et la plus facile à mettre en œuvre, puisque les cations ne sont pas liés fortement à la surface de l’argile; de petites molécules cationiques peuvent remplacer le cation qui est présent sur l’argile. Par exemple dans la figure I- 6, les cations noirs sont des ions sodium changés pour certains d’entre eux par un autre cation.
Figure I- 6 Feuillet d’argile échangé avec des cations
Si le cation blanc est un ion ammonium quaternaire avec des longues chaînes alkyles, cette argile sera beaucoup plus compatible avec une matrice organique. Ce processus
Chapitre I : Partie Bibliographique
25
aide à séparer les plaquettes d’argiles de telle sorte qu’elles puissent être plus facilement intercalées ou exfoliées Virtuellement toute la famille des silicates en feuillets montre évidemment, une importante force électrostatique entre les lamelles, une haute rigidité et un haute degré d’orientation des lamelles. Ces propriétés font que les silicates lamellaires sont très employés dans le design des nanocomposites, mais la montmorillonite et les silicates associés sont les matériaux d’élection pour deux raisons principales. D’abord ils montrent une chimie d’intercalation très riche, laquelle leur permet d’être modifiés et avoir une meilleure compatibilité avec les polymères organiques en favorisant la dispersion à l’échelle nanométrique. En second lieu, les argiles sont produites de façon naturelle et elles peuvent être obtenues à des faibles coûts. Les argiles smectiques peuvent être également synthétisées dans des conditions hydrothermales, mais la purification des argiles est très coûteuse.
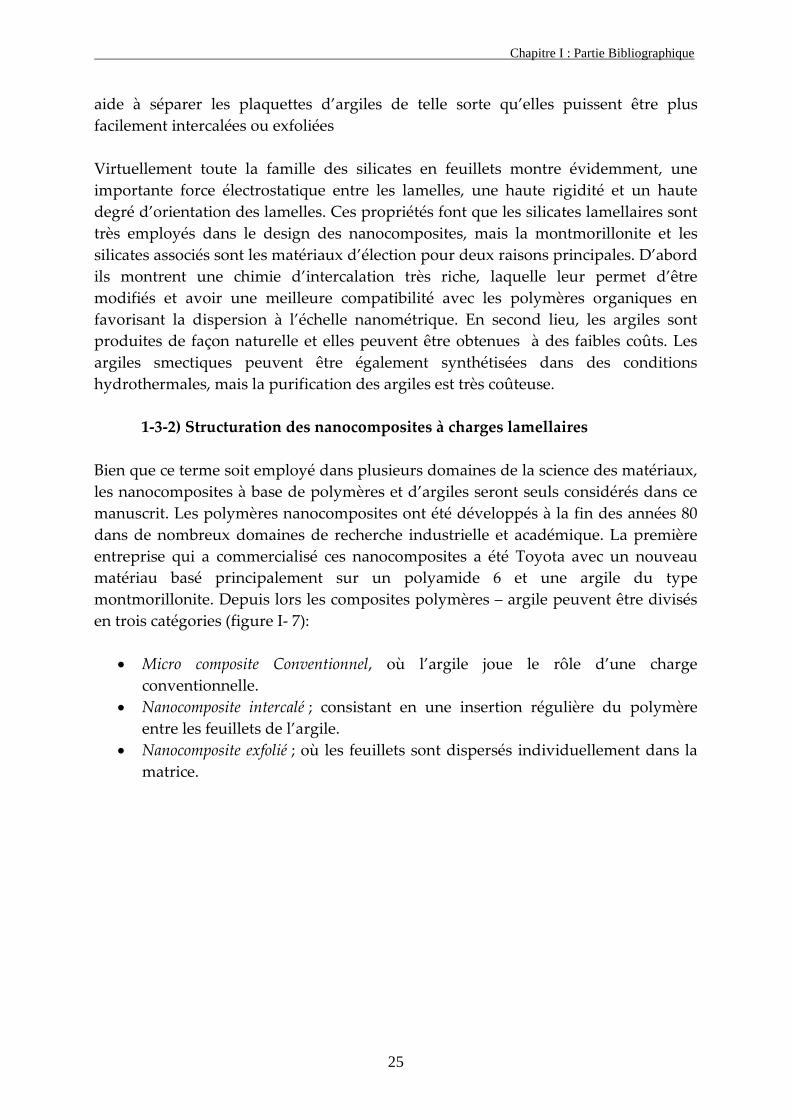
1-3-2) Structuration des nanocomposites à charges lamellaires Bien que ce terme soit employé dans plusieurs domaines de la science des matériaux, les nanocomposites à base de polymères et d’argiles seront seuls considérés dans ce manuscrit. Les polymères nanocomposites ont été développés à la fin des années 80 dans de nombreux domaines de recherche industrielle et académique. La première entreprise qui a commercialisé ces nanocomposites a été Toyota avec un nouveau matériau basé principalement sur un polyamide 6 et une argile du type montmorillonite. Depuis lors les composites polymères – argile peuvent être divisés en trois catégories (figure I- 7):
• Micro composite Conventionnel, où l’argile joue le rôle d’une charge conventionnelle.
• Nanocomposite intercalé ; consistant en une insertion régulière du polymère entre les feuillets de l’argile.
• Nanocomposite exfolié ; où les feuillets sont dispersés individuellement dans la matrice.
Chapitre I : Partie Bibliographique
26
Figure I- 7 Classification des nanocomposites de type polymère / argile.
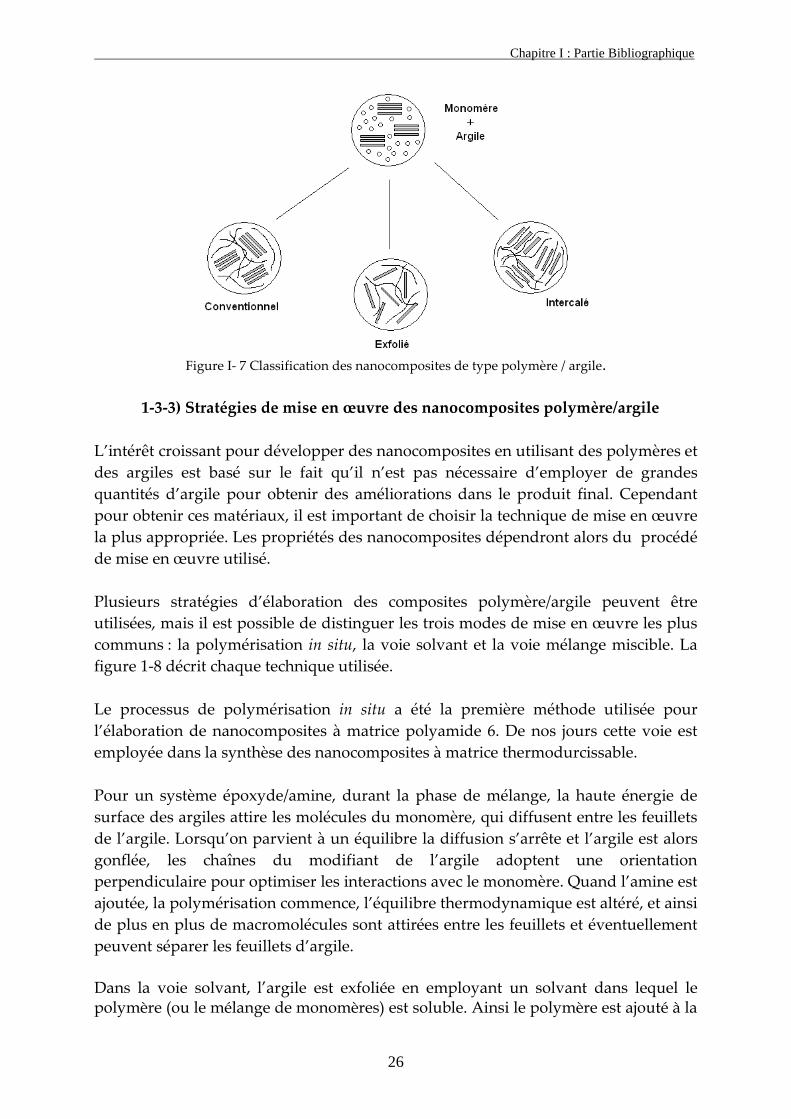
1-3-3) Stratégies de mise en œuvre des nanocomposites polymère/argile
L’intérêt croissant pour développer des nanocomposites en utilisant des polymères et des argiles est basé sur le fait qu’il n’est pas nécessaire d’employer de grandes quantités d’argile pour obtenir des améliorations dans le produit final. Cependant pour obtenir ces matériaux, il est important de choisir la technique de mise en œuvre la plus appropriée. Les propriétés des nanocomposites dépendront alors du procédé de mise en œuvre utilisé. Plusieurs stratégies d’élaboration des composites polymère/argile peuvent être utilisées, mais il est possible de distinguer les trois modes de mise en œuvre les plus communs : la polymérisation in situ, la voie solvant et la voie mélange miscible. La figure 1-8 décrit chaque technique utilisée. Le processus de polymérisation in situ a été la première méthode utilisée pour l’élaboration de nanocomposites à matrice polyamide 6. De nos jours cette voie est employée dans la synthèse des nanocomposites à matrice thermodurcissable. Pour un système époxyde/amine, durant la phase de mélange, la haute énergie de surface des argiles attire les molécules du monomère, qui diffusent entre les feuillets de l’argile. Lorsqu’on parvient à un équilibre la diffusion s’arrête et l’argile est alors gonflée, les chaînes du modifiant de l’argile adoptent une orientation perpendiculaire pour optimiser les interactions avec le monomère. Quand l’amine est ajoutée, la polymérisation commence, l’équilibre thermodynamique est altéré, et ainsi de plus en plus de macromolécules sont attirées entre les feuillets et éventuellement peuvent séparer les feuillets d’argile. Dans la voie solvant, l’argile est exfoliée en employant un solvant dans lequel le polymère (ou le mélange de monomères) est soluble. Ainsi le polymère est ajouté à la
Chapitre I : Partie Bibliographique
27
suspension solvant-argile et s’absorbe entre les galeries. Finalement le solvant est évaporé et un composite intercalé est généralement obtenu. Avec cette méthode il est possible d’élaborer des nanocomposites intercalés en utilisant des polymères de faible polarité, et cela est un avantage.
Dans la voie mélange miscible, l’argile est mélangée avec un polymère liquide. L’idée est d’optimiser les interactions polymère/argile : les chaînes du polymère ont une perte considérable d’entropie de conformation. La force motrice générée dans cette voie est une contribution importante de l’enthalpie entre les interactions polymère/argile. Par son grand potentiel industriel, cette voie est devenue une technique très employée.
Figure I- 8 Diagrammes décrivant les diverses mises en œuvre des composites polymère/argile : solvant, in situ et mélange miscible
Chapitre I : Partie Bibliographique
28
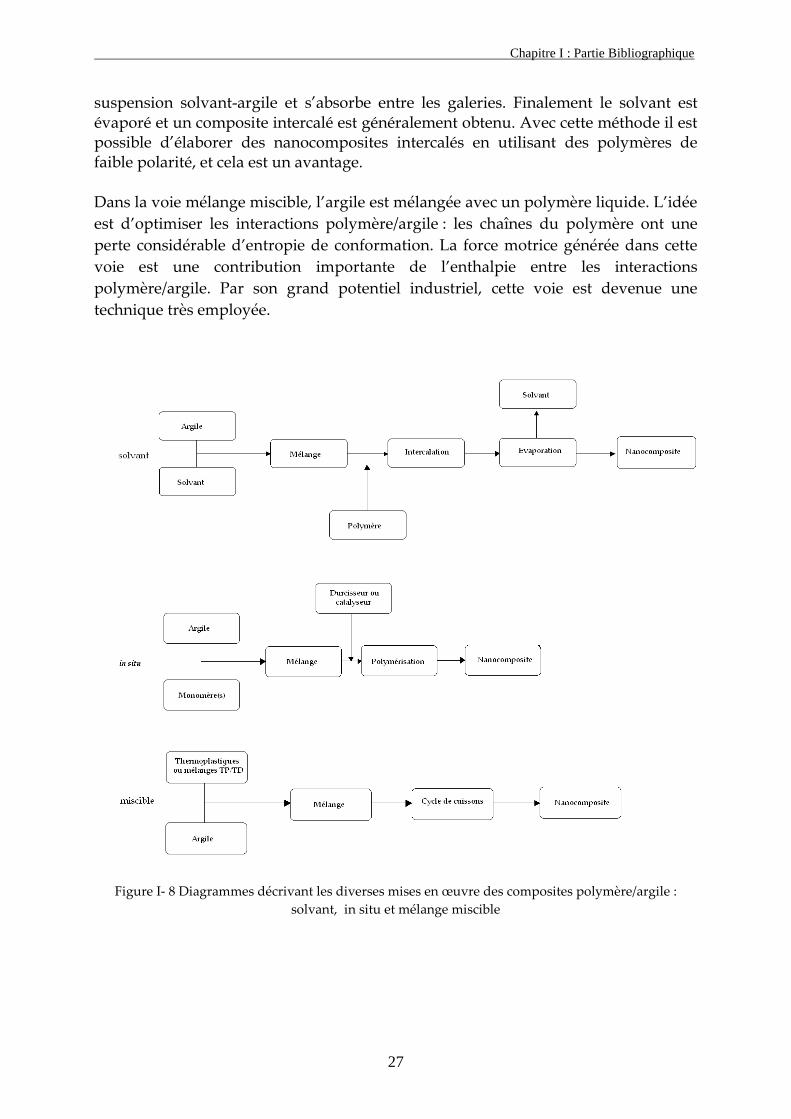
1-3-4) Les propriétés physiques Les améliorations des propriétés physiques des nanocomposites réalisés en utilisant des nanocharges plutôt que des microcharges dans une matrice polymère sont dues essentiellement au facteur de forme et à la surface spécifique. Pour obtenir des augmentations significatives, nous avons besoin de renforts présentant un facteur de forme élevé. Le module d’Young a été l’un des premiers paramètres qui a été amélioré lorsque 4wt% d’argile a été ajouté et exfoliée dans une matrice polyamide-6. Plusieurs travaux ont montré que le facteur de forme des particules a une forte influence sur le module élastique. Vlasveld et al. [VLA05] ont analysé le module d’un nanocomposite à base de polyamide-6, en utilisant le modèle de Halpin-Tsai. L’effet du facteur de forme sur le module relatif (Ecomposite/Ematrice) est montré sur la figure I-9. Les particules commencent à avoir un effet renforçant lorsque le facteur de forme est voisin de 10, tandis qu’autour de 1000 l’effet maximum est atteint.
Figure I-9 Effet du facteur de forme sur le module relatif, d’après [VLA05]
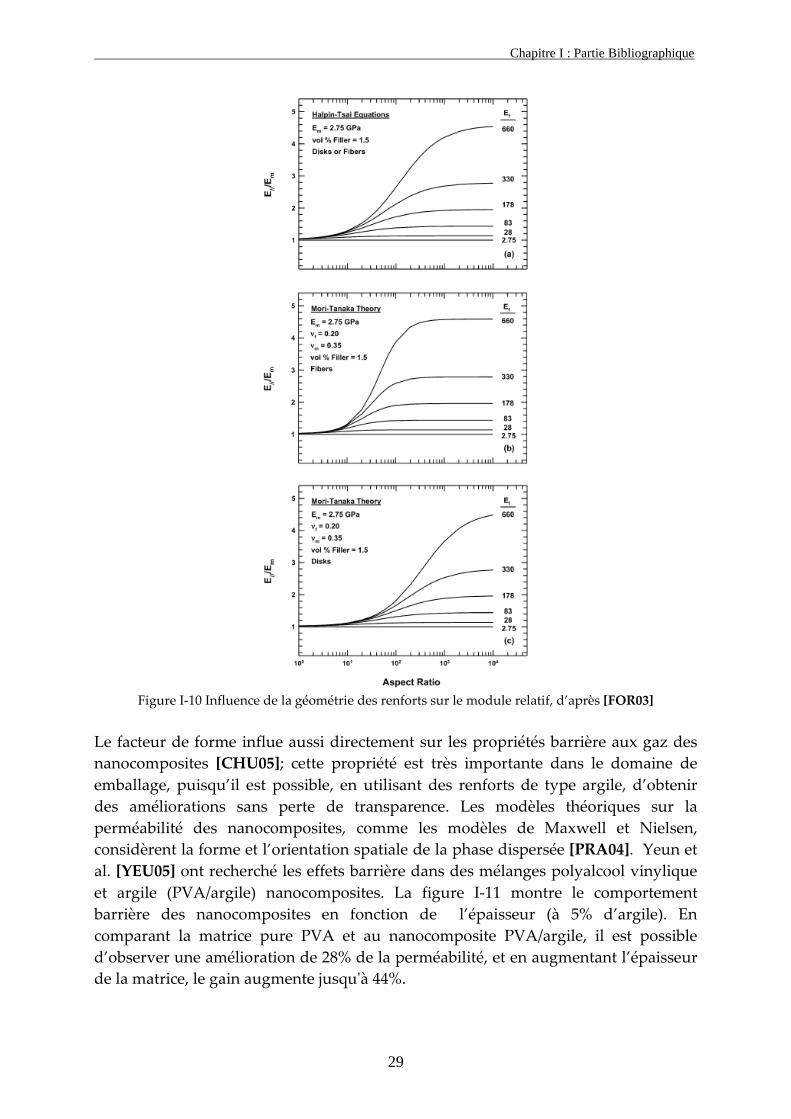
Fornes et al. [FOR03] ont développé des études similaires mais ils ont fait la comparaison entre renforts à base d’argile (disques) et renforts en verre conventionnels (fibres), en employant le modèle de Halpin-Tsai et le modèle de Mori-Tanaka. Bien que ces théories diffèrent en la manière de traiter les géométries des charges, toutes les deux ont donné des résultats analogues concernant l’évolution du module avec le facteur de forme. Ces résultats sont observés sur la figure I-10.
Chapitre I : Partie Bibliographique
29
Figure I-10 Influence de la géométrie des renforts sur le module relatif, d’après [FOR03]
Le facteur de forme influe aussi directement sur les propriétés barrière aux gaz des nanocomposites [CHU05]; cette propriété est très importante dans le domaine de emballage, puisqu’il est possible, en utilisant des renforts de type argile, d’obtenir des améliorations sans perte de transparence. Les modèles théoriques sur la perméabilité des nanocomposites, comme les modèles de Maxwell et Nielsen, considèrent la forme et l’orientation spatiale de la phase dispersée [PRA04]. Yeun et al. [YEU05] ont recherché les effets barrière dans des mélanges polyalcool vinylique et argile (PVA/argile) nanocomposites. La figure I-11 montre le comportement barrière des nanocomposites en fonction de l’épaisseur (à 5% d’argile). En comparant la matrice pure PVA et au nanocomposite PVA/argile, il est possible d’observer une amélioration de 28% de la perméabilité, et en augmentant l’épaisseur de la matrice, le gain augmente jusqu'à 44%.

Chapitre I : Partie Bibliographique
30
Figure I-11 Effet sur la perméabilité en fonction de l’épaisseur de nanocomposite à 5% d’argile dans une
matrice PVA L’effet de l’argile sur la perméabilité à l’eau a été étudié par Tyan et al. [TYA00], en considérant un système montmorillonite/polyamide (pyromellitic dianhydride-4,4’- oxydianiline) (PMDA-ODA), avec différent taux de montmorillonite. En utilisant 3wt% de MMT, les auteurs ont trouvé un minimum d’absorption (Fig. I-12). Comme il est possible d’observer sur cette figure, avant et après cette valeur, l’absorption n’est pas si effective. Les auteurs pensent que cette situation peut être expliquée par le mécanisme d’absorption d’humidité du composite argile/polyamide lequel est contrôlé par deux facteurs principaux. Le premier correspond à la tortuosité du nanocomposite crée par la présence des feuillets d’argile dispersés [TYA00]. Le deuxième facteur est que l’argile a encore un caractère partiellement hydrophile.
Figure I-12 Absorption d’humidité par des nanocomposites MMT/polyamide (pyromellitic
dianhydride-4,4’- oxydianiline) (PMDA-ODA), mis en oeuvre avec différentes proportions d’argile, pour différents traitements de surface [TYA00]
La diminution de la perméabilité est une autre amélioration des systèmes polymère/argile. Par exemple Messersmith et al. [MES94] ont observé une réduction de presque 80% à la perméabilité de l’eau en employant le poly(ε-caprolactone) avec

Chapitre I : Partie Bibliographique
31
5 vol% d’argile. Jusqu'à présent, ce comportement a été attribué au facteur de forme des charges. Une autre propriété des nanocomposites polymère/argile, est la bonne relation qu’il y a entre les propriétés mécaniques et la surface spécifique (laquelle a une relation directe avec la quantité d’argile). Des études ont déjà montré la relation entre la proportion d’argile dans une matrice polymère et les effets mécaniques [HON05]. Par exemple, la figure I-13 montre qu’utiliser 5 wt% d’argile dans un thermoplastique polyoléfine, a un effet équivalent à 20 wt% de Talc [LEE05].
Figure I-13 Comparaison des modules relatifs d’un composite thermoplastique polyoléfine/MMT et
un composite thermoplastique/talc, en fonction de la proportion d’argile, [LEE05] Dans les systèmes époxyde/amine de basse Tg (élastomères), les améliorations sont considérables, cela a été montré par Le Pluart et al. [LEP02]. Ils ont développé des nanocomposites en utilisant un système DGEBA/ Jeffamine D2000 avec deux argiles, une qui a été modifiée industriellement et une autre modifiée au laboratoire. Ils ont montré qu’une meilleure dispersion de l’argile est obtenue lorsque l’argile qu’ils ont modifiée est utilisée a été modifiée de façon organophile Dans ce type de systèmes, plusieurs auteurs montrent que les améliorations obtenues correspondent à un accroissement de la fraction volumique des particules, et cet effet est associé au mécanisme de dispersion de l’argile. Par exemple, Kornmann et al. [KOR02] ont synthétisé trois types de composites en utilisant la même composition mais en obtenant différentes morphologies : micro composite et nanocomposite. Lorsque la polymérisation a lieu pour le microcomposite, l’espace entre feuillets reste inchangé, tandis que pour les nanocomposites, l’espace interfoliaire augmente et par conséquent la fraction volumique est plus élevée à la fin de la réaction. L’amélioration de la stabilité thermique a été démontrée en employant des méthodes thermo-gravimétriques. Différents auteurs pensent que l’amélioration est possible car les feuillets des argiles retardent la diffusion de volatils et aident à la formation de charbon en empêchant l’échappement de volatils vers l’intérieur de la matrice polymère [ZEN05].
Chapitre I : Partie Bibliographique
32
1-4) Structuration des réseaux époxyde
1-4-1) Rôle des objets lamellaires inorganiques sur la structuration d’un réseau époxyde Les matériaux thermodurcissables (TD) ont été parmi les premières matrices étudiées pour constituer des nanocomposites, la synthèse in situ du polymère par intercalation des monomères étant le procédé le plus courant d’élaboration. Le type de phyllosilicate employé pour réaliser la modification des réseaux époxyde est un paramètre important à considérer. Lan et al. [LAN95], ont révélé que la capacité d’échange cationique (CEC) de l’argile peut avoir une influence sur la structure finale du nanocomposite. La forte densité d’ions alkylammonium échangés pour des silicates comme la vermiculite ou la fluorohectorite, restreint la diffusion des monomères époxyde et amine au sein des galeries. Pour ces auteurs, seules les argiles avec une CEC modérée (comme la montmorillonite ou l’hectorite) peuvent donner la possibilité d’obtenir des nanocomposites exfoliés. Pour la synthèse in situ des nanocomposites à matrice thermodurcissable, les ions alkylammonium (employés pour la modification organophile des charges) ont un rôle important. La qualité d’exfoliation des nanocomposites est améliorée avec l’augmentation de la longueur de la chaîne carbonée des ions alkylammonium primaires [LAN95] et pour permettre l’exfoliation de la charge, la chaîne alkyle de l’ion modifiant doit posséder au moins huit groupements méthylène. La distance finale obtenue dépendra principalement de la largeur de l’espace entre les feuillets et aussi de la densité d’ions qui sont présents à l’intérieur des galeries puisque cette caractéristique établit la quantité de monomères qui peut être intégrée entre les feuillets [LAN95]. En ce qui concerne la nature et la fonctionnalité de l’amine intercalée, celles-ci ont un effet sur la dispersion des charges, une amine primaire (ou secondaire) peut être plus accessible aux galeries. Ces ions présentent aussi un caractère acide fort de Brönsted, et ils sont capables ainsi de catalyser la réaction de condensation ou de polymérisation en chaîne [WAN94]. La polymérisation entre feuillets est donc plus rapide à l’intérieur des feuillets, et la distance interfoliaire peut s’accroître jusqu’à l’exfoliation de la structure. En revanche, des ions alkylammonium tertiaires ou quaternaires mènent à la formation de structures d’organisation intercalées car la diffusion entre les chaînes ioniques est plus lente, et la catalyse n’a pas lieu [LAN94], [LAN95]. La réactivité de l’argile vis à vis des monomères est un élément aussi important dans la dispersion des charges. Des argiles qui ont été modifiées par des ions contenant des groupes fonctionnels comme des acides carboxyliques ou des alcools peuvent occasionner une réaction avec les fonctions époxyde (ou avec le comonomère amine)
Chapitre I : Partie Bibliographique
33
[BRO00], [KEL94], [WAN94], [MES94]. Les fortes interactions développées entre les ions et la matrice à l’intérieur des feuillets favorisent donc aussi la dispersion. Il est important de souligner la nécessité d’avoir un gonflement appréciable des galeries interfoliaires préalablement à la formation du réseau. Certaines expériences ont mis en évidence une augmentation de la température de transition vitreuse du réseau lorsque l’argile a été préalablement gonflée par le système réactif, causée peut-être par l’obtention de distances interfoliaires importantes au moment du gonflement [KEL94], [WAN94]. De la même façon, les conditions de polymérisation auront un rôle important sur la structure finale du réseau époxyde ; par exemple les montmorillonites organophiles sont des amorceurs de l’homopolymérisation des prépolymères époxyde [WAN94], [KAV94] ; cette homopolymérisation peut inciter à la formation d’un polyéther réticulé. Notamment les hydroxyles de la montmorillonite (modifiée par des ions hydroxyles) ont un effet catalytique sur la réaction époxyde/amine [ROZ86] et peut aussi envisager une réaction directe avec le prépolymère époxyde [BRO00], [MES94]. C’est la raison pour laquelle la température de polymérisation doit être choisie avec soin puisque en employant une température très élevée, l’homopolymérisation peut entrer en compétition avec la réaction époxyde/amine [WAN94], [LAN96]. A ce sujet, pour privilégier la diffusion lors de la polymérisation et arriver à une structure exfoliée, certains chercheurs proposent de réaliser la réaction de polymérisation en employant deux étapes de cuisson [LAN95], [XI02]. La première permet aux mélanges de prépolymères de s’introduire entre les feuillets ; de cette manière la distance entre les feuillets augmente. Dans la post-cuisson (deuxième étape), la population des feuillets intercalés est réduite lentement et l’exfoliation a lieu [MES94]. Après avoir mentionné les paramètres les plus représentatifs permettant à l’exfoliation d’avoir lieu, il est pertinent de mentionner les mécanismes de réaction intervenant pendant le processus d’exfoliation. L’exfoliation des feuillets dans une matrice a besoin d’une force motrice pour résister aux forces d’attraction électrostatiques qui sont présentes entre les surfaces négatives des feuillets et les cations interfoliaires. Les interactions entre les feuillets et les monomères polaires [KOR01], aident les monomères à diffuser à l’intérieur des feuillets jusqu'au point où l’orientation des chaînes organiques par rapport aux feuillets est perpendiculaire [LAN96]. Durant la polymérisation, la viscosité augmente et la polarité (globale) des molécules entre les feuillets a tendance à diminuer. La délamination a lieu donc par augmentation du nombre des chaînes macromoléculaires dans l’espace interfoliaire. Du point de vue thermodynamique, la polymérisation entre feuillets conduit, dû au confinement, a une perte d’entropie, celle-ci est compensée par la création d’entropie pendant l’exfoliation des feuillets. Ainsi la séparation entre ceux-ci pourra avoir lieu

Chapitre I : Partie Bibliographique
34
lorsque l’énergie de polymérisation entre les feuillets sera supérieure à l’énergie d’attraction de Van Der Vaals [WAN94]. Selon Lu et al. [LU01], il y a une compétition de réaction entre l’époxyde qui est à l’intérieur des galeries de l’argile et celui qui est situé hors des galeries ; si la réaction à l’intérieur des feuillets est plus rapide elle peut conduire à une polymérisation complète avant que la réaction à l’extérieur puisse atteindre la gélification. Par conséquent, la force motrice produite par la polymérisation dans les galleries est suffisante pour surpasser les forces d’attraction des feuillets. A l’inverse, si la réaction hors des feuillets est plus rapide, elle arrivera au point de gel avant que la réaction à l’intérieur des galeries ne puisse produire assez d’énergie pour conduire à l’exfoliation des feuillets.
1-4-2) Rôle d’un thermoplastique (initialement miscible) sur la structuration d’un réseau époxyde. Influence de la nature du durcisseur. Non seulement la nature du polymère modifiant, mais la nature et la qualité du durcisseur sont aussi des paramètres importants et décisifs sur le phénomène séparation de phase. En employant différents rapports stoechiometriques avec les durcisseurs, en variant les conditions de réaction (température), il est possible de générer des morphologies très variées en relation avec des propriétés mécaniques différentes [FRI99]. Quelques études ont été développées par Remiro et al. [REM01], [REM99] sur l’obtention de matériaux avec différents niveaux de séparation de phase en employant le prépolymère diépoxyde diglycidyl éther du bisphénol A (DGEBA), le durcisseur 4,4’-méthylène dianiline (MDA) et le polymère poly(méthacrylate de méthyle) (PMMA) à deux températures (80 et 140 °C) et en variant le temps de réaction. Pour une température de 80 °C, le PMMA ne se sépare pas tandis que pour la température de 140°C des matériaux transparents ou opaques ont été obtenus suivant le temps de réaction. Ritzenthaler et al. [RIT00] ont étudié l’influence de la nature du durcisseur dans une matrice di-époxyde/di-amine modifiée par le thermoplastique PMMA. Les résultats montrent que le mélange PMMA/DGEBA présente une miscibilité totale sur tout l’intervalle de composition analysé [RIT00], [WOO95]. Avec les amines 4,4’-diaminodiphénsylsulfone (DDS) et MDA, la polymérisation induit une séparation de phase, qui arrive avant la gélification, le produit final est opaque et il présente deux phases, toutes les deux observées par microscopie électronique à transmission. Cependant, avec l’amine 4,4’-méthylènebis [3-chloro 2,6- dièthylaniline] (MCDEA), il n’est pas possible d’obtenir la séparation de phase en employant le même PMMA. En plus, ils ont montré qu’il n’existe pas d’interactions entre le PMMA et le prépolymère époxyde, mais il n’y a aucune information sur de possibles interactions entre le PMMA et les amines utilisées. Rastegar et al. [RAS04] ont fait des études pour déterminer s’il existe ou non des interactions entre les durcisseurs et le polymère PMMA, en employant la spectroscopie infrarouge et ils ont mis en évidence que ces interactions existent.
Chapitre I : Partie Bibliographique
35
La miscibilité, et la séparation de phase dans les mélanges de poly (méthyle méthacrylate) (PMMA) avec le prépolymère époxyde diglycidyl éther de bisphénol A (DGEBA) et le durcisseur 4,4’-diamino- 3,3’-dimethyldicyclohexyl-methane (3DCM) ont été étudiés par Gomez et al. [GOM93]. Les résultats montrent d'une part que la miscibilité entre le PMMA et le prépolymère époxyde est totale pour toutes les compositions qu’ils ont testées, et d'autre part ils ont observé que le PMMA n’est pas totalement miscible quand le durcisseur est ajouté au système puisque deux phases ont été observées. Galante et al. [GAL99] ont étudié un système DGBEA / benzyle diméthyle amine (BDMA) / PMMA de haute masse molaire ( =nM 232,000 gr/mol). Ils montrent qu’il est possible obtenir des matériaux plus tenaces que la matrice seule, puisque pour celle-ci, il faut 0.65 MPa⋅m1/2 pour a morcer une fissure contre 0.94 MPa⋅m1/2 quand on ajoute le PMMA. Récemment, Rastegar et al. [RAS04] ont publié des résultats sur l’utilisation simultanée de deux durcisseurs (DDM et MCDEA) avec le prépolymère époxyde DGEBA, en employant toujours le PMMA. Ils ont trouvé des morphologies co- continues en utilisant différents rapports de durcisseurs. Ajouter des petites particules dans une matrice est une autre manière d’avoir des matériaux bi-phasiques, et suivant les applications il est aussi possible d’introduire des particules préformées. On constate des avantages et des inconvénients dans chaque cas [PAS02]: • Les avantages pour le RIPS sont la stabilité et la viscosité de la solution initiale.
La possibilité de générer une variété de structures dans le matériau final est l’intérêt majeur.
• Un désavantage pour le système RIPS est la nécessité de fixer une relation entre le cycle de cuisson et les morphologies obtenues ce qui affecte aussi la composition des phases séparées.
Autre désavantage du RIPS c’est qu’une partie du modifiant peut rester dissoute dans la matrice. Si le modifiant a une Tg faible, cela peut générer une réduction de la Tg de la matrice et affecter les propriétés physiques.
1-4-3) Synergie des mélanges ternaires TP/TD/objets lamellaires De nombreuses recherches ont été faites en utilisant la combinaison polymère/argile ou TD/TP pour obtenir des nouveaux matériaux avec des propriétés supérieures à celles de la matrice seule. Les résultats montrent qu’en effet il est possible d’obtenir de tels matériaux qui possèdent des caractéristiques physiques et chimiques

Chapitre I : Partie Bibliographique
36
améliorées. L’étape suivante semble être l’obtention d’un nouveau type de matériau en employant simultanément un thermoplastique initialement miscible dans une matrice époxyde/amine et les silicates lamellaires [ACH06]. La littérature actuelle concernant les nanocomposites ternaires (TP/TD/objets lamellaires) est très limitée. Park et al. [PAR03] ont étudié les relations structures-propriétés mécaniques pour un composite PMMA/époxyde/argile, en employant un mélange de deux prépolymères ; un présentant un caractère aliphatique et un autre aromatique. Ce dernier devant favoriser la dispersion de l’argile. L’amine 4,4’-diaminodiphénylsufone (DDS) a été utilisée pour générer la réticulation du TD. Dans ce cas, ils ont employé un taux de PMMA plus élevé que la fraction volumétrique critique (φc) pour avoir une inversion de phase. Donc la matrice est réellement composée de nodules de TD dispersés dans une matrice TP. Il est possible d’observer sur la figure I-14 les différentes morphologies finales avec différents rapports de polymère, prépolymère, et d’argile employés.
Figure I-14 Morphologie finale par microscopie électronique à transmission de composites
TP/TD/argile avec les compositions en PMMA, époxyde et argile en % poids, d’après [PAR03]: a) 90 :10 :1, b) 80 :20 :2, c) 80 :20 :4, d) 80 :20 :6, e) 70 :30 :3, f) 80 :20 :0
Une autre stratégie consiste à incorporer des polymères hyperbranchés (PHB) sous forme de caoutchouc liquide, comme Ratna et al. [RAT03], pour fabriquer un nanocomposite en utilisant un système époxyde/argile et un polymère hyperbranché de haute masse molaire. La figure I-15 montre les morphologies obtenues. Sur la Fig. I-15a, il est possible d’observer que les tailles des phases séparées ne sont pas

Chapitre I : Partie Bibliographique
37
homogènes ; selon les auteurs elles sont comprises entre 300 et 1000 nm. La figure I-15b montre une zone où une petite phase du PHB est très proche d’un tactoide. Cependant en ce que concerne les études mécaniques, les résultats n’ont pas été ceux qu’ils attendaient, puisque les renforcements obtenus ont été modestes.
a b
Figure I-15 morphologies par microscopie électronique à transmission d’un composite époxyde en utilisant un polymère hyperbranché et une montmorillonite I.30E, d’après [RAT03]
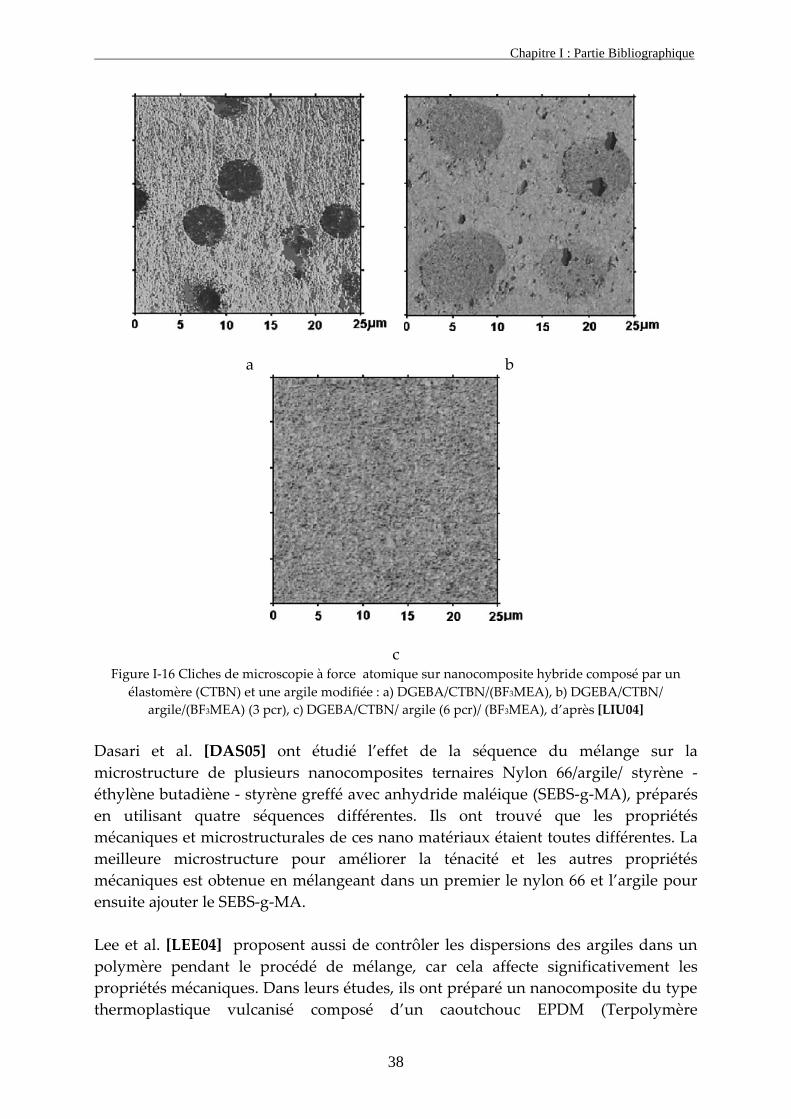
Dans leurs travaux, Mehrabzadeh et al. [MEH04], ont combiné la baisse de perméabilité à la vapeur d’eau d’un polyéthylène haute densité, à la baisse de perméabilité à l’oxygène du polyamide -66. Des argiles ont été ajoutées pour apporter un renforcement additionnel aux propriétés mécaniques de ce mélange thermoplastique. Dans cette étude, ils ont utilisé un processus d’extrusion et ont trouvé que l’argile n’a aucune influence sur la cristallinité du polyamide ou du polyéthylène, mais elle joue le rôle d’un compatibilisant efficace. Un nanocomposite hybride élaboré à partir de 20pcr d’un élastomère butadiène acrylonitrile (CTBN) terminé carboxyle et une argile modifiée a été fabriqué par Liu et al. [LIU04] en utilisant la DGBEA et le durcisseur fluoré (BF3MEA). L’objectif était d’étudier la corrélation entre la morphologie et les propriétés mécaniques. La morphologie de ce système ternaire est présentée sur la figure I-16. En employant la microscopie à force atomique, ils ont fait la caractérisation de ces échantillons, sans jamais analyser la distribution de l’argile. En comparant un système sans argile (a), avec un système avec 3 pcr d’argile (b) et un autre avec 6pcr d’argile (c), Ils ont montré que, les diamètres des particules de l’élastomère sont plus élevés dans le système où l’argile a été ajoutée. Avec 6 pcr d’argile, la phase élastomère ne peut pas être observée à partir des images mais en utilisant l’analyse mécanique dynamique, il est possible de la détecter. L’utilisation simultanée d’élastomère et d’argile a conduit à l’amélioration d’un facteur de 2 et 8 fois les paramètres de rupture KIC et GIC respectivement.
Chapitre I : Partie Bibliographique
38
a b
c Figure I-16 Cliches de microscopie à force atomique sur nanocomposite hybride composé par un
élastomère (CTBN) et une argile modifiée : a) DGEBA/CTBN/(BF3MEA), b) DGEBA/CTBN/ argile/(BF3MEA) (3 pcr), c) DGEBA/CTBN/ argile (6 pcr)/ (BF3MEA), d’après [LIU04]
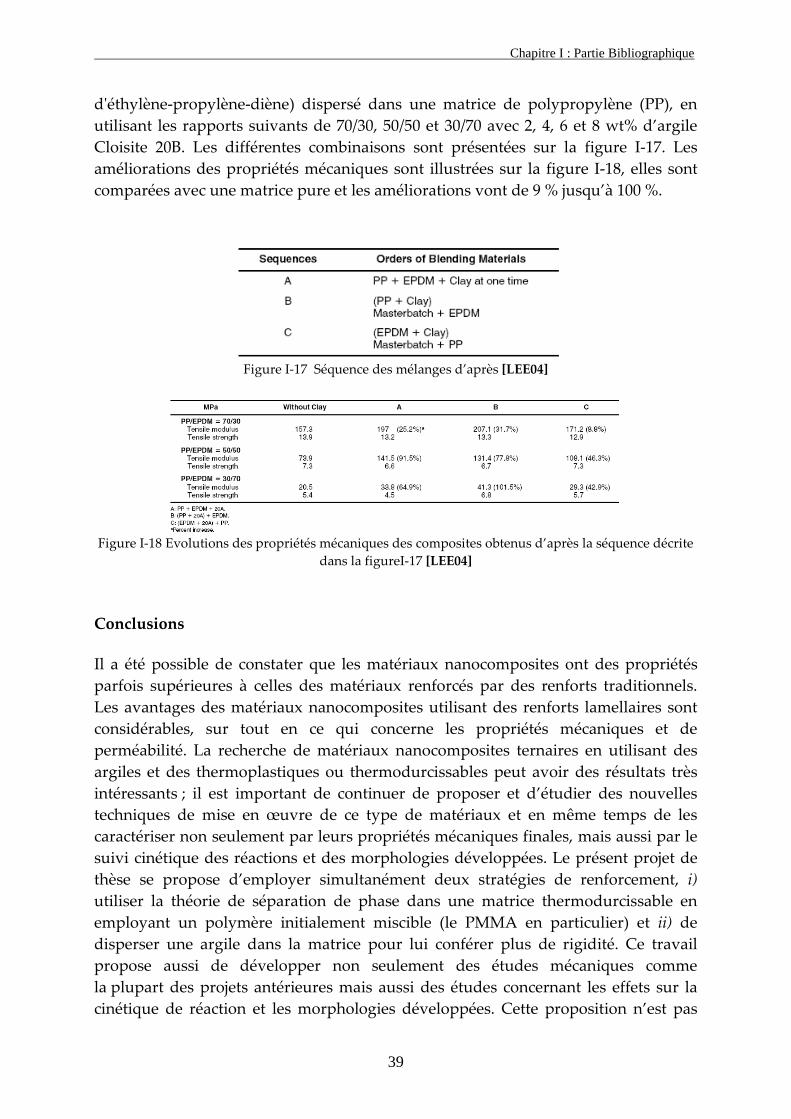
Dasari et al. [DAS05] ont étudié l’effet de la séquence du mélange sur la microstructure de plusieurs nanocomposites ternaires Nylon 66/argile/ styrène -éthylène butadiène - styrène greffé avec anhydride maléique (SEBS-g-MA), préparés en utilisant quatre séquences différentes. Ils ont trouvé que les propriétés mécaniques et microstructurales de ces nano matériaux étaient toutes différentes. La meilleure microstructure pour améliorer la ténacité et les autres propriétés mécaniques est obtenue en mélangeant dans un premier le nylon 66 et l’argile pour ensuite ajouter le SEBS-g-MA. Lee et al. [LEE04] proposent aussi de contrôler les dispersions des argiles dans un polymère pendant le procédé de mélange, car cela affecte significativement les propriétés mécaniques. Dans leurs études, ils ont préparé un nanocomposite du type thermoplastique vulcanisé composé d’un caoutchouc EPDM (Terpolymère
Chapitre I : Partie Bibliographique
39
d'éthylène-propylène-diène) dispersé dans une matrice de polypropylène (PP), en utilisant les rapports suivants de 70/30, 50/50 et 30/70 avec 2, 4, 6 et 8 wt% d’argile Cloisite 20B. Les différentes combinaisons sont présentées sur la figure I-17. Les améliorations des propriétés mécaniques sont illustrées sur la figure I-18, elles sont comparées avec une matrice pure et les améliorations vont de 9 % jusqu’à 100 %.
Figure I-17 Séquence des mélanges d’après [LEE04]
Figure I-18 Evolutions des propriétés mécaniques des composites obtenus d’après la séquence décrite
dans la figureI-17 [LEE04] Conclusions
Il a été possible de constater que les matériaux nanocomposites ont des propriétés parfois supérieures à celles des matériaux renforcés par des renforts traditionnels. Les avantages des matériaux nanocomposites utilisant des renforts lamellaires sont considérables, sur tout en ce qui concerne les propriétés mécaniques et de perméabilité. La recherche de matériaux nanocomposites ternaires en utilisant des argiles et des thermoplastiques ou thermodurcissables peut avoir des résultats très intéressants ; il est important de continuer de proposer et d’étudier des nouvelles techniques de mise en œuvre de ce type de matériaux et en même temps de les caractériser non seulement par leurs propriétés mécaniques finales, mais aussi par le suivi cinétique des réactions et des morphologies développées. Le présent projet de thèse se propose d’employer simultanément deux stratégies de renforcement, i) utiliser la théorie de séparation de phase dans une matrice thermodurcissable en employant un polymère initialement miscible (le PMMA en particulier) et ii) de disperser une argile dans la matrice pour lui conférer plus de rigidité. Ce travail propose aussi de développer non seulement des études mécaniques comme la plupart des projets antérieures mais aussi des études concernant les effets sur la cinétique de réaction et les morphologies développées. Cette proposition n’est pas

Chapitre I : Partie Bibliographique
40
facile, puisqu’il est important de proposer, d’expérimenter et de maîtriser les techniques qui vont permettre d’avoir une bonne exfoliation de l’argile en même temps que la séparation de phase; pour cela plusieurs paramètres seront considérés pendant l’étude, comme la viscosité du système, les taux de polymère et d’argile, le cycle de réaction entre autres.
Chapitre I : Partie Bibliographique
41
REFERENCES BIBLIOGRAPHIQUES
[ACH06] ACHARYA K., SRIVASTA S. K., Ethylene Propylene Diene Terpolymer/Ethylene Vinyl Acetate/Layered Silicate Nanocomposite by Solution Method., Polym. Eng. Sci ; 2006 ; Vol. 44, pp. 837-844.
[ALE00] ALEXANDRE M., DUBOIS P., Polymer-layered silicate nanocomposites : preparation, properties and uses of a new class of materials, Mater. Sci. Eng; 2000; Vol. 28, pp. 1-63.
[BAR00] BARRAL L., CANO J., LOPEZ-BUENO I., NOGUEIRA P., ABAD M. J., RAMIREZ C., Blends of an epoxy/cycloaliphatic amine resin with poly(ether imide), Polymer; 2000; Vol. 41, pp. 2657-2666.
[BRO00] BROWN J. M., CURLISS D., VIA K. A., Thermoset-layered silicate nanocomposites quaternary ammonium montmorillonite primary diamine cured epoxies, Chem. Mater; 2000; Vol. 12, pp. 3376-3384.
[CHU05] CHUNSHENG LU., YIU-WING MAI., Influence of aspect ratio on barrier properties of polymer-clay nanocomposites, Phys. Rev. Let; 2005; Vol. 95, pp. 88303-1 - 88303-4.
[DAS05] DASARI A., YU Z. Z., MAI Y. W., Effect of blending sequence on microstructure of ternary nanocomposites, Polymer ; 2005 ; Vol. 46, pp. 5986-599.
[ENN83] ENNS J. B., GILLHAM J. K., Time – Temperature – Transformation (TTT) cure diagram: Modeling the cure behaviour of thermosets, J. Appl. Polym. Sci ; 2003 ; Vol. 28, pp. 2567-2691.
[FOR03] FORNES T.D., PAUL D.R,. Modeling properties of nylon 6/clay nanocomposites using composite theories, Polymer; 2003; Vol. 44, pp. 4993-5013.
[FRA03] FRANCIS B., VANDEN P. G., POSADA F., GROENINCKX G., LAKSHMANA R. V., RAMASWAMY R., THOMAS S., Cure kinetics and morphology of blends of expoxy resin with poly (ether ether ketone) containing pendant tertiary butyl groups, Polymer; 2003; Vol. 44, pp. 3687-3699.
[FRI99] FRIGIONE M., ACIERNO D., MASCIA L., Miscibilization of low molecular weight functionalized polyethylenes in epoxy resins: Part :. Effects of curing on morphological features and mechanical properties, Adv. Polym. Tech; 1999; Vol. 18, pp. 237-253.
[GAL99] GALANTE M. J., OYANGUREN P. A., ANDROMAQUE K., FRONTINI P. M., WILLIAMS R. J. J., Blends of epoxy / anhydride thermosets with a high – molar – mass poly (methyl methacrylate), Polym. Int; 1999; Vol. 48, pp. 642-648.
Chapitre I : Partie Bibliographique
42
[GAR02a] GARCIA L. A., Fabricación de mezclas reactivas mediante la estrategia de separación de fase inducida por una reacción (RIPS), Ingenierias; 2003; Vol. 6, pp. 34-39.
[GAR02b] GARCIA L. A., Mélanges réactifs thermoplastiques/additif extractibles: phénomènes de séparation de phase et morphologies. Application aux matériaux poreux ; Thèse: Matériaux Macromoléculaires et Composites, Insa-Lyon, Fr ; 2002.
[GOM93] GOMEZ C. M., BUCKNALL C. B., Blends of poly (methyl methacrylate) with epoxy resin and an aliphatic amine hardener, Polymer; 1993; Vol. 34, pp. 2111-2117.
[HON05] HONG C. H., LEE Y. B., BAE J. W., JHO J. Y., NAM B. U., HWANG T. T.W., Preparation and Mechanical Properties of Polypropylene/Clay Nanocomposites for Automotives Parts Application, J. Appl. Polym. Sci; 2005; Vol. 98, pp. 427-433.
[KAV94] KAVIRALNA P. D., LAN T., PIANNAVAIA T. J., Synthesis of polyether-clay nanocomposites: kinetics of epoxy self-polymerization in acid smectic clay, Polymer; 1994; Vol. 35, pp. 788-789.
[KEL94] KELLY P. AKELAH A., QUTUBUDDIN S., MOET A., Reduction of residual stress in montmorillonite/epoxy compounds, J. Mater. Sci; 1994; Vol. 29, pp. 2274-2280.
[KOR01] KORNMANN X., LINDBERG H., BERGLUND L. A., Synthesis of epoxy-clay nanocomposites. Influence of the nature of the curing agent on structure, Polymer; 2001; Vol. 42, pp. 4493-4499.
[KOR02] KORNMANN X., THOMANN R., MULHAUPT R., FINTER J., BERGLUND L.A., High performance epoxy-layered silicate nanocomposites, Polym Eng. Sci; 2002; Vol. 42, pp. 1815–1826.
[LAN94] LAN T., KAVIRATNA P. D., PINNAVAIA T. J., Synthesis, characterization and mechanical properties of epoxy-clay nanocomposites, ACS Polymeric Materials: Science and engineering; 1994; Vol. 71, pp. 527-528.
[LAN95] LAN T., KAVIRATNA P. D., PINNAVAIA T. J., Mechanism of clay tactoid exfoliation in epoxy-clay nanocomposite,. Chem. Mater; 1995; Vol. 7, pp. 2144-2150.
[LAN96] LAN T., KAVIRATNA P. D., PINNAVAIA T. J., Epoxy self-polymerization in smectite clay, J. Phys. Chem. Solids ; 1996 ; Vol. 57, pp. 1005-1010.
[LEE04] LEE K. Y., GOETTLER L. A., Structure-property relationships in polymer blend nanocomposites, Polym. Eng. Sc; 2004; Vol. 44, pp. 1103-1111.
[LEE05] LEE H. S., FASULO P. D., RODGER W. R., PAUL R, D., TOP based nanocomposites. Part 1. Morphology and mecanical properties, Polymer ; 2005 ; Vol. 46, pp. 11673-11689.
Chapitre I : Partie Bibliographique
43
[LEP02] LE PLUART L., Nanocomposites Epoxyde / amine / montmorillonite: Rôle des interactions sur la formation, la morphologie aux différents niveaux d’échelle et les propriétés mécaniques des réseaux, Thèse: Matériaux Macromoléculaires et Composites. INSA-Lyon, Fr. 2002.
[LIU04] LIU W., HOA S. V., PUGH M., Morphology and performance of epoxy Nanocomposites Modified With Organoclay and Rubber, Polym. Eng. Sci; 2004; Vol. 44, pp. 1178-1186.
[LU01] LU J., KE Y., QI Z., YI X., Study on intercalation and exfoliation behavior of organoclays in epoxy resin, J. Polym. Sci. Part B: Pol. Phys; 2001; Vol. 39, pp. 115-120.
[MAR00] MARTINEZ I., MARTIN M.D., ECEIZA A., OYANGUREN P., MONDRAGON I., Phase separation in polysulfone-modified epoxy mixtures. Relationships between curing conditions, morphology and ultimate behaviour, Polymer; 2000; Vol. 41, pp. 1027-1035.
[MEH04] MEHRABZADEH MAHMOOD., KAMAL M. R., Melt Processing of PA-66/Clay, HDPE/Clay and HDPE/PA/Clay Nanocomposites, Polym. Eng. Sci; 2004; Vol. 44, pp. 1152-1161.
[MES94] MESSERSMITH P. B., GIANNELIS E. P., Synthesis and characterization of layered silicate-epoxy nanocomposites, Chem. Mater; 1994; Vol. 6, pp.1719-1725.
[MEZ01] MEZZENGA R., PLUMMER C. J. G., BOOGH L., MÅNSON J. A. E., Morphology build-up in dentritic hyperbranched polymer modified epoxy resins: modelling and characterization, Polymer; 2001; Vol. 42, pp. 305-317.
[OYA99] OYANGUREN P.A., GALANTE M.J., ANDROMAQUE P.M., FRONTINI P.M., WILLIAMS R.J.J., Developpement of bicontinuos morphologies in polysulfone-epoxy blends, Polymer, 1999 ; Vol. 40, pp. 5249-5255.
[PAR03] PARK J. H., JANA S. C., The relationship between nano and micro structure and mechanical properties in PMMA-epoxy-nanoclay composites, Polymer; 2003; Vol. 44, pp. 2091-2100.
[PAS02] PASCAULT J-P., SAUTEREAU H., VERDU J., WILLIAMS R. J. J., Thermosetting polymers, New York: Marcel Dekker AG, 2002, 477p.
[PRA04] PRATTIPATI V., HU Y. S., BANDI S., SCHIRALDI D. A., HILTNER A., BAER A., METHA S., Effect of compatibilization on the oxygen-barrier. Properties of Poly(ethylene terephthalate)/Poly(m-xylylene adipamide) Blends, J. Appl. Polym. Sci; 2005; Vol. 97, pp. 1361-1370.
[RAS04] RASTEGAR S., MOHAMMADI N., BAGHERI R., Development of co-continuous morphology in epoxy poly (methyl methacrylate) (PMMA) blends cured by mixtures of phase-separating and non-phase-
Chapitre I : Partie Bibliographique
44
separating curing agents, Colloid Polym. Sci; 2004; Vol. 283, pp. 145-153.
[RAT03] RAT D., BECKER O., KRISHNAMURTHY R., SIMON G. P., VARLEY R. J., Nanocomposites based on a combination of epoxy resin, hyperbranched epoxy and layered silicate, Polymer; 2003; Vol. 44, pp. 7449-7457.
[RAY03] RAY S. S., OKAMOTO M., Polymer / layered silicate nanocomposites: a review from preparation to processing, Prog. Polym. Sci; 2003; Vol. 28, pp. 1517-1538.
[REM99] REMIRO P. M., RICCARDI C. C., CORCUERA M.A., MONDRAGON I., Design of morphology in PMMA-modified epoxy resins by control of curing conditions. I. Phase Behavior, J. Appl. Polym. Sci; 1999; Vol. 74, pp. 772-780.
[REM01] REMIRO P. M., MARIETA C., RICCARDI C. C., MONDRAGON I., Influence of curing conditions on the morphologies of a PMMA – modified epoxy matrix, Polymer; 2001; Vol. 42, pp. 9909-9914.
[RIT00] RITZENTHALER S., GIRARD-REYDET E., PASCAULT J-P., Influence of hardener on miscibility of blends of poly(methyl methacrylate) and epoxy networks, Polymer; 2000; Vol 41. pp. 6375-6386.
[ROZ86] ROZENBERG B. A., Kinetic, thermodynamics and mechanism of reaction of epoxy oligomers with amines, Adv. in Polym. Sci. 1986. Vol. 75, pp. 113-165.
[SHE82] SHELDON R. P., Composite Polymeric Materials, Applied Science Publisher, London, 1982.
[SHI96] SHI, H., LAN, T., PINNAVAIA, T. J., Interfacial Effects on the Reinforcement Properties of Polymer-Organoclay Nanocomposites, Chem. Mater; 1996; Vol. 8, pp. 1584-1587.
[TYA00] TYAN H. L., WU, C. Y., WEI K. H., Effect of Montmorillonite on thermal and Moisture Absorption Properties of Polyamide of Different Chemical Structures, J. Appl. Polym. Sci; 2000; Vol. 81, pp. 1742-1747.
[VLA05] VLASVELD. D. P. N., GROENEWOLD J., BERSEE H. E. N., MENDES E., PICKEN., Analysis of the modulus of polyamide-6 silicate nanocomposites using moisture controlled variation of the matrix properties, Polymer; 2005; Vol. 46, pp. 6102-6113.
[WAN94] WANG M. S., PIANNAVAIA T. J., Clay-Polymer nanocomposites formed from acid derivatives of montmorillonite and an epoxy resin, Chem. Mater; 1994; Vol. 6, pp. 468-474.
[WOO95] WOO E. M., WU M. N., Blends of diglycidlyether epoxy with bisphenol – A polycarbonate or poly (metyl methacrylate): cases of
Chapitre I : Partie Bibliographique
45
miscibility with or without specific interactions, Polymer; 1995; Vol. 37, pp. 2485-2492.
[XI02] XU W., BAO S., HE P., Intercalation and exfoliation behavior of epoxy resin/curing agent/montmorillonite nanocomposite, J. Appl. Polym. Sci; 2002; Vol. 84, pp. 842-849.
[YEU05] YEUN J. H., BANG G. S., PARK B. J., HAM S. K., CHANG J. H., Poly(vinyl alcohol) Nanocomposite films: Thermooptical properties, Morphology, and Gas Permeability, J. Appl. Polym. Sci; 2005; Vol. 101, pp. 591-596.
[YOS93] YOSHITSUGU K., ARIMITSU U., MASAYA K., AKANE O., YOSHIAKI F., TOSHIO K., OSAMI K., Mechanical properties of nylon 6-clay hybrid, J. Mater. Res; 1993; Vol. 8, pp. 1185-1189.
[ZEN05] ZENG Q. H., YU A. B., LU G. Q., PAUL D. R., Clay – Based polymer Nanocomposites: research and commercial development, J. Nanosci. Nanotech, 5: 1574-1592 (2005)

Chapitre 2. Matériaux et techniques expérimentales : Description Générale
46
Chapitre II. Matériaux et techniques
expérimentales

Chapitre 2. Matériaux et techniques expérimentales : Description Générale
47
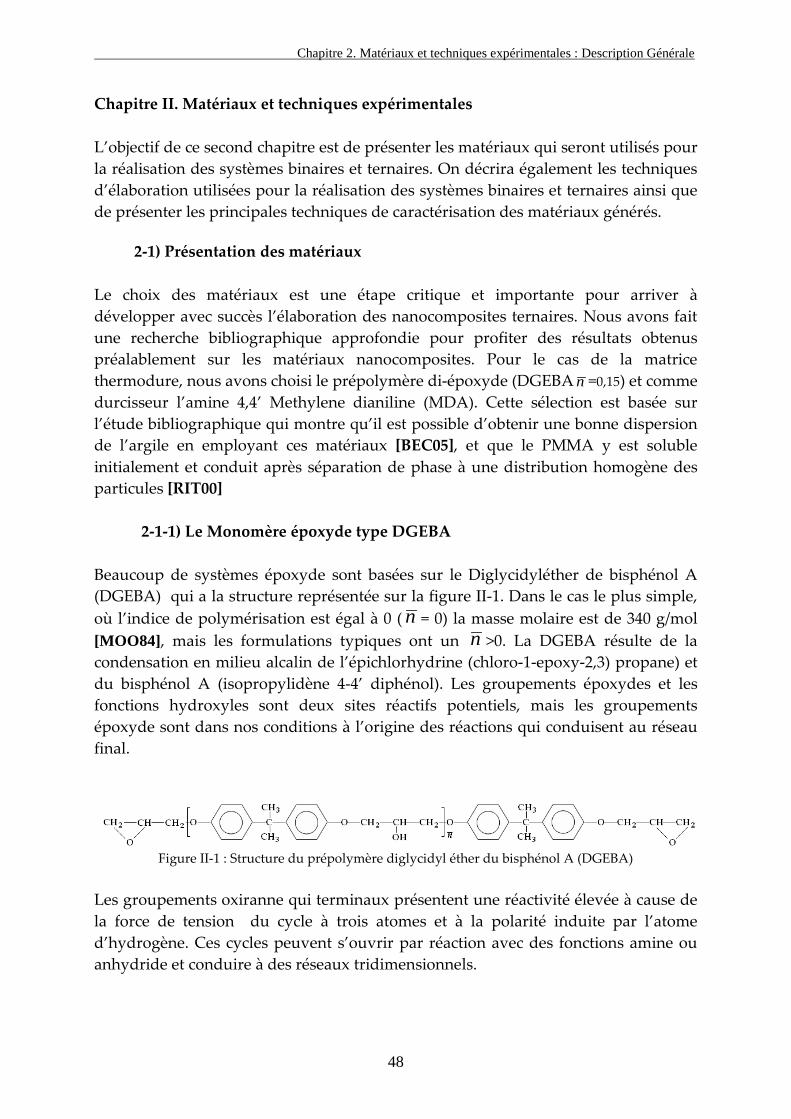
Chapitre 2. Matériaux et techniques expérimentales : Description Générale
48
Chapitre II. Matériaux et techniques expérimentales L’objectif de ce second chapitre est de présenter les matériaux qui seront utilisés pour la réalisation des systèmes binaires et ternaires. On décrira également les techniques d’élaboration utilisées pour la réalisation des systèmes binaires et ternaires ainsi que de présenter les principales techniques de caractérisation des matériaux générés. 2-1) Présentation des matériaux
Le choix des matériaux est une étape critique et importante pour arriver à développer avec succès l’élaboration des nanocomposites ternaires. Nous avons fait une recherche bibliographique approfondie pour profiter des résultats obtenus préalablement sur les matériaux nanocomposites. Pour le cas de la matrice thermodure, nous avons choisi le prépolymère di-époxyde (DGEBA n =0,15) et comme durcisseur l’amine 4,4’ Methylene dianiline (MDA). Cette sélection est basée sur l’étude bibliographique qui montre qu’il est possible d’obtenir une bonne dispersion de l’argile en employant ces matériaux [BEC05], et que le PMMA y est soluble initialement et conduit après séparation de phase à une distribution homogène des particules [RIT00]
2-1-1) Le Monomère époxyde type DGEBA
Beaucoup de systèmes époxyde sont basées sur le Diglycidyléther de bisphénol A (DGEBA) qui a la structure représentée sur la figure II-1. Dans le cas le plus simple, où l’indice de polymérisation est égal à 0 ( n = 0) la masse molaire est de 340 g/mol [MOO84], mais les formulations typiques ont un n >0. La DGEBA résulte de la condensation en milieu alcalin de l’épichlorhydrine (chloro-1-epoxy-2,3) propane) et du bisphénol A (isopropylidène 4-4’ diphénol). Les groupements époxydes et les fonctions hydroxyles sont deux sites réactifs potentiels, mais les groupements époxyde sont dans nos conditions à l’origine des réactions qui conduisent au réseau final.
Figure II-1 : Structure du prépolymère diglycidyl éther du bisphénol A (DGEBA)
Les groupements oxiranne qui terminaux présentent une réactivité élevée à cause de la force de tension du cycle à trois atomes et à la polarité induite par l’atome d’hydrogène. Ces cycles peuvent s’ouvrir par réaction avec des fonctions amine ou anhydride et conduire à des réseaux tridimensionnels.
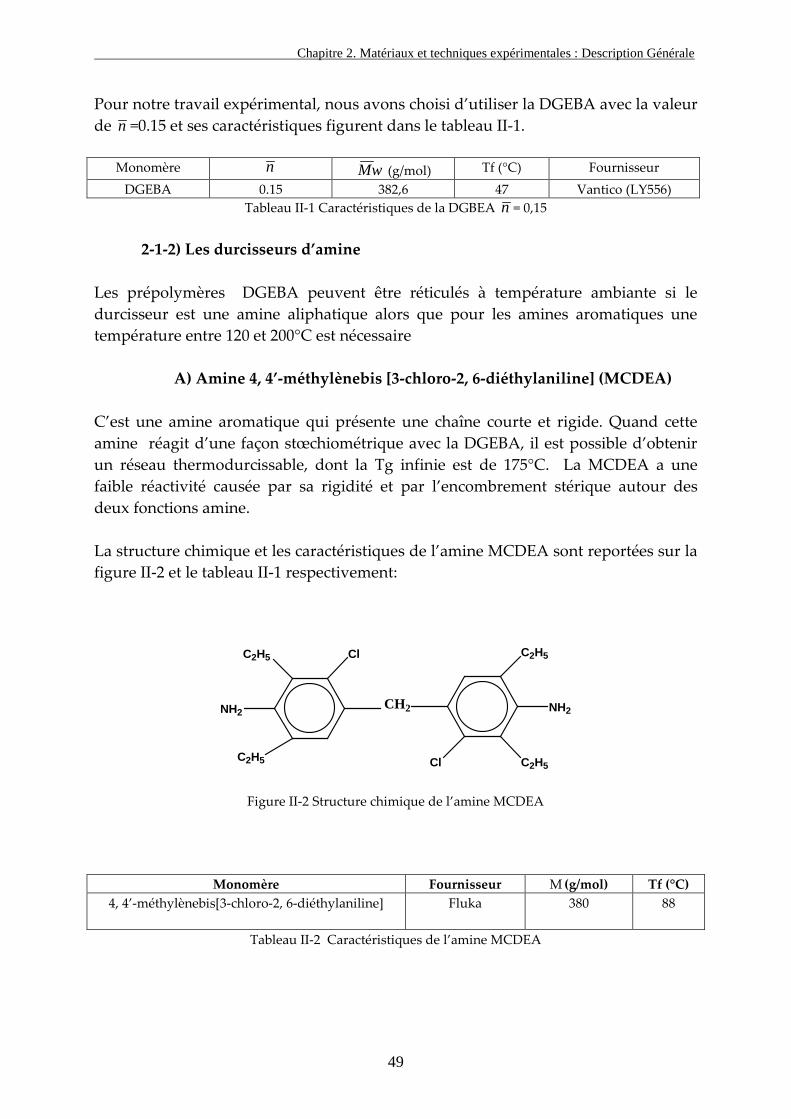
Chapitre 2. Matériaux et techniques expérimentales : Description Générale
49
Pour notre travail expérimental, nous avons choisi d’utiliser la DGEBA avec la valeur de n =0.15 et ses caractéristiques figurent dans le tableau II-1.
Monomère n wM (g/mol) Tf (°C) Fournisseur DGEBA 0.15 382,6 47 Vantico (LY556)
Tableau II-1 Caractéristiques de la DGBEA n = 0,15
2-1-2) Les durcisseurs d’amine Les prépolymères DGEBA peuvent être réticulés à température ambiante si le durcisseur est une amine aliphatique alors que pour les amines aromatiques une température entre 120 et 200°C est nécessaire A) Amine 4, 4’-méthylènebis [3-chloro-2, 6-diéthylaniline] (MCDEA) C’est une amine aromatique qui présente une chaîne courte et rigide. Quand cette amine réagit d’une façon stœchiométrique avec la DGEBA, il est possible d’obtenir un réseau thermodurcissable, dont la Tg infinie est de 175°C. La MCDEA a une faible réactivité causée par sa rigidité et par l’encombrement stérique autour des deux fonctions amine. La structure chimique et les caractéristiques de l’amine MCDEA sont reportées sur la figure II-2 et le tableau II-1 respectivement:
C2H5
NH2
C2H5
C2H5
NH2
C2H5
Cl
Cl
CH2
Figure II-2 Structure chimique de l’amine MCDEA
Monomère Fournisseur M (g/mol) Tf (°C) 4, 4’-méthylènebis[3-chloro-2, 6-diéthylaniline]
Fluka 380 88
Tableau II-2 Caractéristiques de l’amine MCDEA
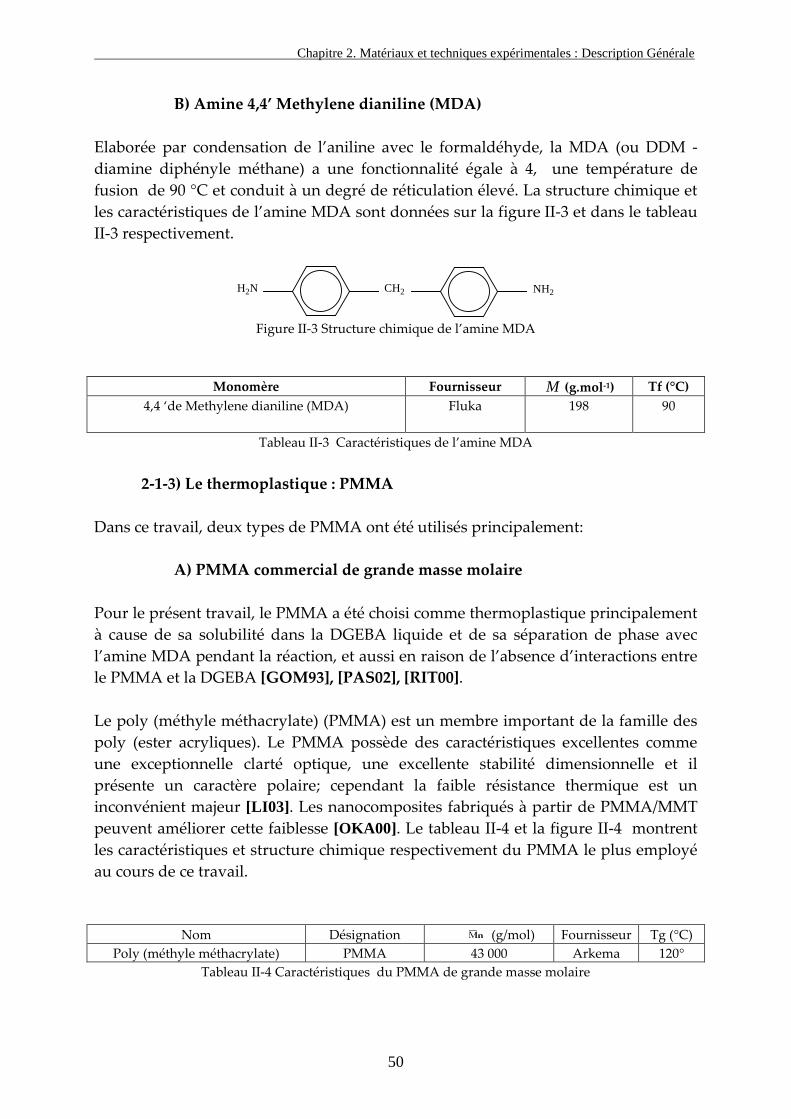
Chapitre 2. Matériaux et techniques expérimentales : Description Générale
50
B) Amine 4,4’ Methylene dianiline (MDA) Elaborée par condensation de l’aniline avec le formaldéhyde, la MDA (ou DDM - diamine diphényle méthane) a une fonctionnalité égale à 4, une température de fusion de 90 °C et conduit à un degré de réticulation élevé. La structure chimique et les caractéristiques de l’amine MDA sont données sur la figure II-3 et dans le tableau II-3 respectivement.
H2N CH2 NH2
Figure II-3 Structure chimique de l’amine MDA
Monomère Fournisseur M (g.mol-1) Tf (°C) 4,4 ‘de Methylene dianiline (MDA)
Fluka 198 90
Tableau II-3 Caractéristiques de l’amine MDA
2-1-3) Le thermoplastique : PMMA Dans ce travail, deux types de PMMA ont été utilisés principalement: A) PMMA commercial de grande masse molaire Pour le présent travail, le PMMA a été choisi comme thermoplastique principalement à cause de sa solubilité dans la DGEBA liquide et de sa séparation de phase avec l’amine MDA pendant la réaction, et aussi en raison de l’absence d’interactions entre le PMMA et la DGEBA [GOM93], [PAS02], [RIT00]. Le poly (méthyle méthacrylate) (PMMA) est un membre important de la famille des poly (ester acryliques). Le PMMA possède des caractéristiques excellentes comme une exceptionnelle clarté optique, une excellente stabilité dimensionnelle et il présente un caractère polaire; cependant la faible résistance thermique est un inconvénient majeur [LI03]. Les nanocomposites fabriqués à partir de PMMA/MMT peuvent améliorer cette faiblesse [OKA00]. Le tableau II-4 et la figure II-4 montrent les caractéristiques et structure chimique respectivement du PMMA le plus employé au cours de ce travail.
Nom Désignation (g/mol) Fournisseur Tg (°C) Poly (méthyle méthacrylate) PMMA 43 000 Arkema 120°
Tableau II-4 Caractéristiques du PMMA de grande masse molaire
Chapitre 2. Matériaux et techniques expérimentales : Description Générale
51
Figure II-4 Structure chimique du PMMA
B) PMMA de faible masse molaire D’abord nous avons synthétisé le PMMA en utilisant la polymérisation radicalaire conventionnelle thermique. Dans un ballon tricol, on introduit le monomère (Méthacrylate de méthyle ou MMA), l’amorceur (azobisisobutyronitrile ou AIBN), l’agent de transfert (1-dodécanethiol ou n-DDM) et le solvant (toluène). Auparavant, le MMA fut distillé et le toluène séché. Les quantités introduites sont de 6.80g de MMA pour 0.21g d’AIBN, 1.63g de n-DDM et 15 mL de toluène, d’après le protocole de chez ARKEMA. On adapte un réfrigérant sur le col du milieu, on bouche le deuxième col et, par l’intermédiaire d’un septum et d’une aiguille au niveau du troisième col, on fait barboter de l’azote pendant 15 min. Ensuite, on baisse le débit d’azote mais on garde l’ensemble sous cette atmosphère et on porte le tout à 80°C pendant 4 heures avec agitation mécanique forte. Puis on refroidit le ballon sous l’eau froide courante. Le produit obtenu est ensuite précipité directement dans l’heptane bien froid sous agitation mécanique forte puis filtré à l’aide d’un fritté de porosité 4 et enfin mis à sécher à l’étuve à 60°C. Après les analyses nous pouvons voir que ce polymère a une masse molaire (Mn) de 1100 g/mol et un indice de polymolécularité de 1,97. Cependant, il ne faut pas oublier que la valeur de la masse molaire connaît une marge d’erreur assez importante de par le fait que l’on se trouve proche de la zone de perméation totale. L’analyse en DSC, quant à elle, nous donne une valeur de Tg égale à 23°C, valeur proche de celle attendue pour une masse molaire faible.
2-1-4) L’argile Cloisite 30B
La cloisite 30B est une montmorillonite naturelle et organophile qui appartient à un groupe de plusieurs types de Cloisites : Cloisite 6A, 15A, 20A, 10A, 25A produits par Southern Clay Products (USA). La différence entre ces types d’argiles vient du cation ammonium localisé dans les galeries de l’argile. Avec deux longues chaînes alkyles, les ions ammonium dans les Cloisites 6A, 15A et 20 A sont peu polaires, tandis que les Cloisites 10A (qui comprend un groupement benzyle), 30B (qui présent deux courts groupements hydroxyethyls) sont plus polaires. Les tensions superficielles mesurées par ascension capillaire déterminées par Burgentzlé et al. [BUR03], le prouvent (Tableau II-5). Cette argile (30B) est connue pour être l’une des plus hydrophiles [KUM03]. Pour obtenir une structure bien intercalée ou mieux exfoliée,

Chapitre 2. Matériaux et techniques expérimentales : Description Générale
52
la matrice et l’argile doivent interagir ensembles [KRA07]. Plusieurs travaux ont montré une bonne pénétration des chaînes de polymère dans les galeries de la Cloisite 30B [KIM03]; qui présente un caractère ambivalent par ses fonctions alcool polaires et par sa chaîne alkyle organophile.
Type de Montmorillonite SVγ (mJ/m2)
Montmorillonite non modifiée 44,0 ± 2 15A 25, 4 ± 1 10A 30,0 ± 2 30B 34, 5 ± 2
Tableau II-5 Energies de surface des montmorillonites déterminées par ascension capillaire [BUR03]
Les caractéristiques de la Cloisite 30B sont présentées dans le tableau II-6 et la structure de l’ion modifiant est schématisée sur la figure II-5 :
Type Cloisite 30B Fournisseur Southern Clay Products
Echange cationique Ammonium quaternaire, methyl tallow bis-2-hydroxyethyl
C.E.C (mec/100g) 90 Distance interfoliaire (Å) 18
Granulométrie (µm pour 50% de volume) 6 Facteur de forme 600-1000
Densité de poudre (g/cm 3) 1,66 – 1,98 Taux d’humidité (% en poids) < 2%
Surface spécifique (m2/g] 750 Tableau II-6 Caractéristiques principales de la Cloisite 30B
Figure II-5 Structure de l’ion modificateur ammonium quaternaire methyl, tallow, bis-2-hydroxyethyl
de la Cloisite 30B, où la chaîne tallow est composée de 65% de chaînes en C18, de 30% de chaînes en C16, et de 5% de chaînes en C14
La figure II-6 montre, par diffraction X aux grands angles, l’augmentation de la distance interfoliaire occasionnée par le traitement organophile par échange cationique de l’argile qui passe de 12Å pour l’argile sodique à 18 Å pour la Cloisite 30B.
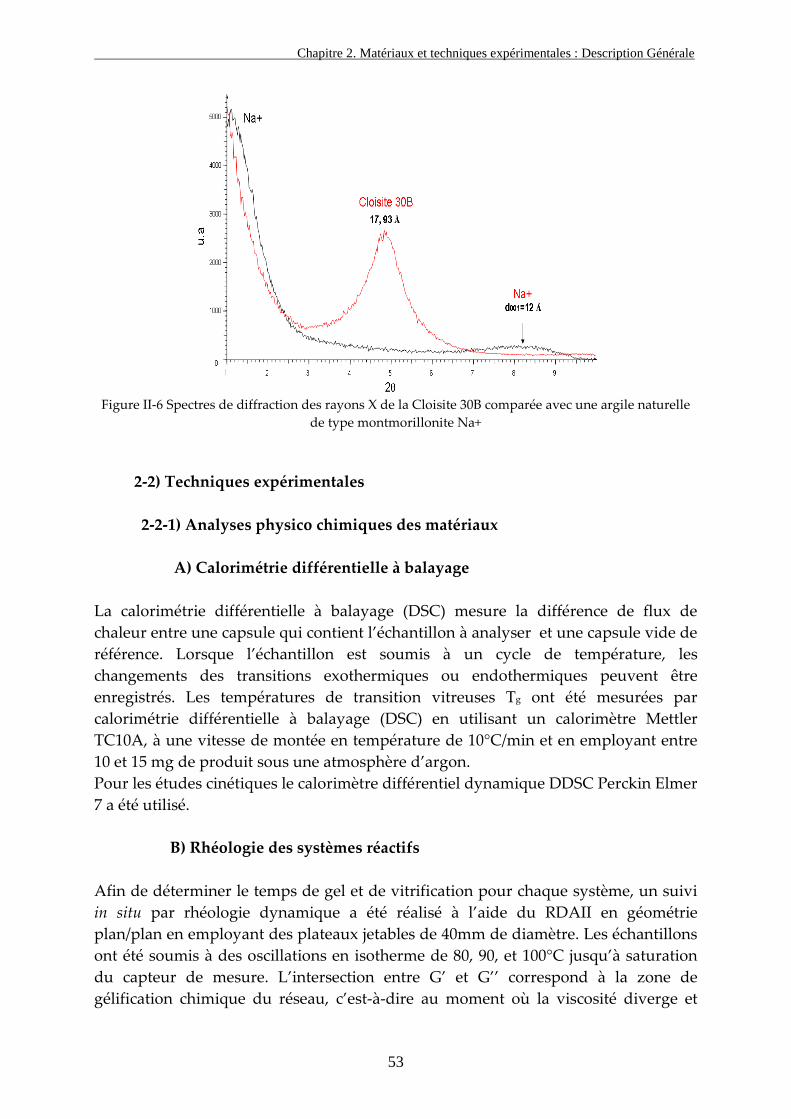
Chapitre 2. Matériaux et techniques expérimentales : Description Générale
53
Figure II-6 Spectres de diffraction des rayons X de la Cloisite 30B comparée avec une argile naturelle
de type montmorillonite Na+
2-2) Techniques expérimentales
2-2-1) Analyses physico chimiques des matériaux
A) Calorimétrie différentielle à balayage La calorimétrie différentielle à balayage (DSC) mesure la différence de flux de chaleur entre une capsule qui contient l’échantillon à analyser et une capsule vide de référence. Lorsque l’échantillon est soumis à un cycle de température, les changements des transitions exothermiques ou endothermiques peuvent être enregistrés. Les températures de transition vitreuses Tg ont été mesurées par calorimétrie différentielle à balayage (DSC) en utilisant un calorimètre Mettler TC10A, à une vitesse de montée en température de 10°C/min et en employant entre 10 et 15 mg de produit sous une atmosphère d’argon. Pour les études cinétiques le calorimètre différentiel dynamique DDSC Perckin Elmer 7 a été utilisé. B) Rhéologie des systèmes réactifs Afin de déterminer le temps de gel et de vitrification pour chaque système, un suivi in situ par rhéologie dynamique a été réalisé à l’aide du RDAII en géométrie plan/plan en employant des plateaux jetables de 40mm de diamètre. Les échantillons ont été soumis à des oscillations en isotherme de 80, 90, et 100°C jusqu’à saturation du capteur de mesure. L’intersection entre G’ et G’’ correspond à la zone de gélification chimique du réseau, c’est-à-dire au moment où la viscosité diverge et
Chapitre 2. Matériaux et techniques expérimentales : Description Générale
54
tend vers l’infini. Dans l’état initial où tous les composants sont à l’état liquide, la composante visqueuse G’’ est supérieur à G’ donc c’est un comportement type pour lequel l’angle de perte vaut 90°C (δ = 90°). Suite à la croissance des chaînes polymère et de la formation du réseau, la réponse élastique G’ et aussi la viscosité, augmentent. La transition vitreuse étant une transition relaxationnelle, la position du maximum de G’’ [PIE97] (le temps de vitrification) dépend du temps d’observation (ou de la fréquence de mesure).
2-2-2) Analyses de la séparation de phase A) Méthode du point de trouble Les temps de trouble au cours de la réaction de polymérisation du système TD/TP ont été déterminés par la technique de diffusion de lumière qui permet de détecter des particules dont le diamètre est supérieur à 100 nm. Le temps de point de trouble tcp est repéré comme le début de la diminution de l’intensité transmise. Cependant cette technique n’est pas effective lorsque l’argile est déjà introduite car le milieu est trouble dès le commencement. B) Diélectromètrie La détection diélectrique est une technique basée principalement sur la détection d’une polarisation des phases dans un spectre diélectrique [VIN96], et elle a été utilisée avec succès pour la détermination des temps de gel et de vitrification [KOR01]. Dans les matériaux biphasiques, la polarisation interfaciale a été étudiée par Maxwell et Wagner et la théorie a été développée par Sillars [KRA03], [PON99]. Les différences de conductivité et de permittivité entre deux milieux ont tendance à accumuler des charges à l’interface [VIN96]. La séparation de phase est caractérisée par une augmentation de la permittivité. La séparation de phase marque le début d’une transition d’un milieu homogène vers un milieu hétérogène. Le temps de séparation de phase a été mesuré in situ, en utilisant un détecteur diélectrique ; l’échantillon est placé dans un détecteur circulaire (2cm de diamètre) (Figure II-7), ensuite le détecteur est mis à la température d’analyse dans une presse, connectée à un analyseur type ICAM-2000. La figure II-8 illustre une vue générale de tout le système. L’intervalle de fréquences employées est de 0,1 à 1 Hz à une température de 135°C pendant 30 minutes.

Chapitre 2. Matériaux et techniques expérimentales : Description Générale
55
Figure II-7 Détecteur pour la détermination du temps de séparation de phase en utilisant les
propriétés diélectriques
Figure II-8 Vue générale de tout le système de détection diélectrique
2-2-3) Analyses morphologiques des matériaux A) Microscopie électronique à transmission (TEM) La morphologie des échantillons obtenus a été observée par microscopie Electronique à transmission sur un microscope Philips CM 120 sous une tension d’accélération de 80 kV. Les coupes ultramicrotomées ont été obtenues à température ambiante sans avoir été marquées. B) Microscopie Electronique à Balayage (MEB) La microscopie électronique à balayage a été essentiellement employée afin d’élucider les mécanismes ayant conduit à la rupture de certains échantillons testés. Les observations on été menées sur un microscope PHILLIPS XL20. Le mode des électrons secondaires (SE) a été utilisé sous une tension entre 5 et 10 KV. Les échantillons ont été préalablement métallisés à l’or. C) Diffraction des rayons X aux grands angles (WAXS) Le diffractomètre SIEMENS® D500 équipé d’un goniomètre à géométrie BRAGG-BRENTANO du centre de diffractométrie Henri Longchambon de l’Université
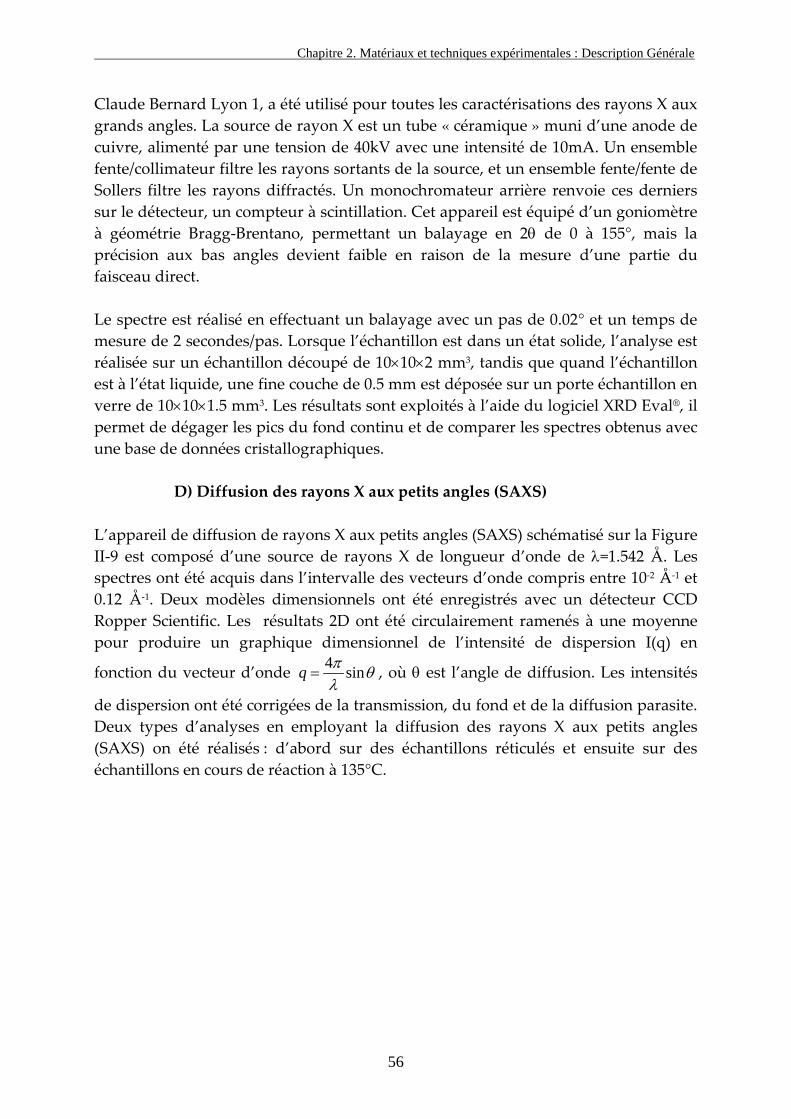
Chapitre 2. Matériaux et techniques expérimentales : Description Générale
56
Claude Bernard Lyon 1, a été utilisé pour toutes les caractérisations des rayons X aux grands angles. La source de rayon X est un tube « céramique » muni d’une anode de cuivre, alimenté par une tension de 40kV avec une intensité de 10mA. Un ensemble fente/collimateur filtre les rayons sortants de la source, et un ensemble fente/fente de Sollers filtre les rayons diffractés. Un monochromateur arrière renvoie ces derniers sur le détecteur, un compteur à scintillation. Cet appareil est équipé d’un goniomètre à géométrie Bragg-Brentano, permettant un balayage en 2θ de 0 à 155°, mais la précision aux bas angles devient faible en raison de la mesure d’une partie du faisceau direct. Le spectre est réalisé en effectuant un balayage avec un pas de 0.02° et un temps de mesure de 2 secondes/pas. Lorsque l’échantillon est dans un état solide, l’analyse est réalisée sur un échantillon découpé de 10×10×2 mm3, tandis que quand l’échantillon est à l’état liquide, une fine couche de 0.5 mm est déposée sur un porte échantillon en verre de 10×10×1.5 mm3. Les résultats sont exploités à l’aide du logiciel XRD Eval®, il permet de dégager les pics du fond continu et de comparer les spectres obtenus avec une base de données cristallographiques. D) Diffusion des rayons X aux petits angles (SAXS) L’appareil de diffusion de rayons X aux petits angles (SAXS) schématisé sur la Figure II-9 est composé d’une source de rayons X de longueur d’onde de λ=1.542 Å. Les spectres ont été acquis dans l’intervalle des vecteurs d’onde compris entre 10-2 Å-1 et 0.12 Å-1. Deux modèles dimensionnels ont été enregistrés avec un détecteur CCD Ropper Scientific. Les résultats 2D ont été circulairement ramenés à une moyenne pour produire un graphique dimensionnel de l’intensité de dispersion I(q) en
fonction du vecteur d’onde θλπ sin4
=q , où θ est l’angle de diffusion. Les intensités
de dispersion ont été corrigées de la transmission, du fond et de la diffusion parasite. Deux types d’analyses en employant la diffusion des rayons X aux petits angles (SAXS) on été réalisés : d’abord sur des échantillons réticulés et ensuite sur des échantillons en cours de réaction à 135°C.
Chapitre 2. Matériaux et techniques expérimentales : Description Générale
57
Figure II-9 Schème du système de SAXS utilisé
E) Rhéologie des systèmes non réactifs en mode dynamique Les mesures ont été développées pour les systèmes fluides non réactifs en utilisant un rhéomètre type AR 1000, TA instruments®. Une géométrie cône-plan a été utilisée (diamètre 6cm, entrefer 66µm), avec un balayage en fréquence de 0.01 à 100 rad/sec, pour différentes températures
2-2-4) Analyses de mesures mécaniques des matériaux A) Analyse thermomécanique dynamique Les polymères renforcés ou non présentent un comportement mécanique intermédiaire entre celui d’un solide élastique et celui d’un liquide visqueux. Des spectres mécaniques des réseaux ont été obtenus dans lesquels c’est possible de distinguer au moins la relaxation principale α et dans certains cas, une faible réponse associée à la relaxation β est détectée. Chaque relaxation a été caractérisée par une température de transition mécanique Tm, (correspondant au maximum de Tan δ), par son intensité (h) en Tg δ laquelle est fonction de l’amplitude des mouvements et de la concentration en espèces relaxantes et par sa largeur à mi-hauteur (σ) qui rend compte de la distribution des temps de réaction Les analyses viscoélastiques ont été obtenues sur un rhéomètre RDAII de Rheometrics en torsion rectangulaire : les échantillons étaient des parallélépipèdes de 1,5×2,5×25 mm3 environ. Les mesures ont été effectuées dans un intervalle de température entre 50 et 250 °C à une fréquence de 1 Hz permettant de mesurer la température de transition mécanique (Tm), et les modules de conservation et de perte.

Chapitre 2. Matériaux et techniques expérimentales : Description Générale
58
B) Analyse mécanique statique : rigidité et fracture Les essais pour déterminer le Module flexion et les facteur d’intensité de contrainte critique KIC et le taux de restitution d’énergie élastique critique GIC, sont développés sur la machine de traction 2/M MTS à une température constante de 25°C. KIC et GIC, sont des paramètres de rupture en mode I, par application de la mécanique linaire élastique de la rupture. Ces grandeurs sont été déterminées sur des éprouvettes soumises aux essais de flexion trois points (également appelées éprouvettes de flexion à entaille latérale (SENB)), et préparées conformément à la norme de l’ESIS [WIL01]. KIC reflète le comportement du matériau à l’amorçage de la rupture et pour GIC, sa capacité à absorber de l’énergie au cours de la rupture.
L'essai de flexion est très souvent pratiqué pour mesurer des caractéristiques telles que le module et la résistance en flexion. La déformation d'un barreau rectangulaire reposant sur deux appuis par l'intermédiaire d'un poinçon (ou panne) appliqué à égale distance des appuis et se déplaçant à vitesse constante, est la méthode la plus couramment rencontrée. Les dimensions moyennes normalisées de l’éprouvette sont de 60 × 7 × 2mm (Figure II-10) et elle est placée sur un montage spécifique adapté à une machine de traction. La vitesse v du poinçon est faible, de l'ordre de 2-5 mm/min.
Figure II-10 Schéma du dispositif de flexion trois points pour la détermination du module
Le module de flexion est dont déterminé à partir de la portion linéaire de la courbe force-déformation.
YF
BwLE 3
3
4= Equation II-1

Chapitre 2. Matériaux et techniques expérimentales : Description Générale
59
Les essais de fracture réalisés consistent en un test de flexion trois points sur des éprouvettes pré-entaillées. La méthode consistant à introduire un défaut connu très aigu qui sera à l’origine de l’amorçage critique de la fissure. Cette entaille est d’abord réalisée à l’aide d’une scie diamantée, puis à l’aide d’une lame de rasoir qui est alors insérée dans la pré-entaille et un coup léger sur celle-ci, entraîne la propagation de la fissure sur une distance limitée. Une fissure avec un rayon d’entaille faible est alors obtenue, la profondeur de l’entaille est ensuite mesurée à l’aide d’une loupe binoculaire. Il s’avère généralement utile que l’épaisseur h des éprouvettes soit égale à l’épaisseur d’un échantillon de la plaque et que leur largeur w soit égale à 2h. Il convient que la longueur de la fissure a se situe de préférence à l’intérieur des limites données par 0,45 ≤ a/w ≤ 0,55 [WIL01] (Figure II-11). Dans ce type de test, KIC est déterminé par :
BwfPK c
IC **
= Equation II-2
Où : Pc = force à la rupture f= facteur de forme B= Largeur w= épaisseur Tandis que GIC est calculée en déformation plane par :
)1(* 22
ν−=E
KG ICIC Equation II-3
Où E est le module d’Young, ν est le coefficient de Poisson
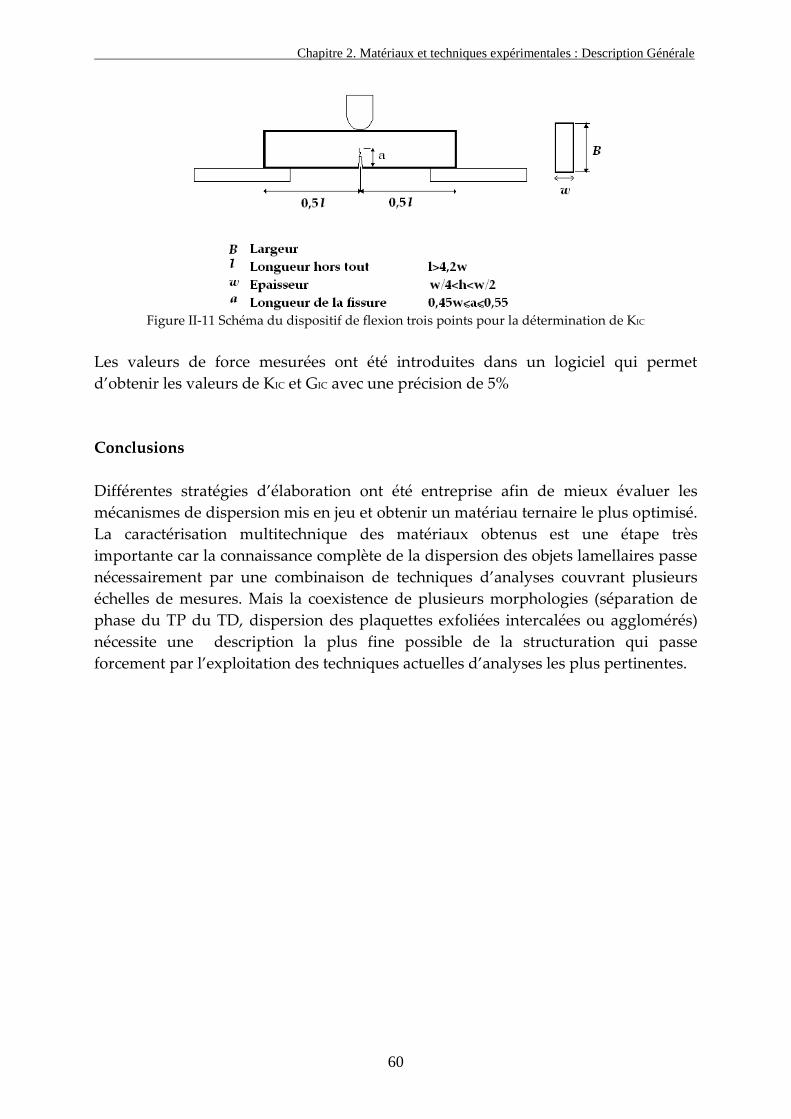
Chapitre 2. Matériaux et techniques expérimentales : Description Générale
60
Figure II-11 Schéma du dispositif de flexion trois points pour la détermination de KIC
Les valeurs de force mesurées ont été introduites dans un logiciel qui permet d’obtenir les valeurs de KIC et GIC avec une précision de 5% Conclusions Différentes stratégies d’élaboration ont été entreprise afin de mieux évaluer les mécanismes de dispersion mis en jeu et obtenir un matériau ternaire le plus optimisé. La caractérisation multitechnique des matériaux obtenus est une étape très importante car la connaissance complète de la dispersion des objets lamellaires passe nécessairement par une combinaison de techniques d’analyses couvrant plusieurs échelles de mesures. Mais la coexistence de plusieurs morphologies (séparation de phase du TP du TD, dispersion des plaquettes exfoliées intercalées ou agglomérés) nécessite une description la plus fine possible de la structuration qui passe forcement par l’exploitation des techniques actuelles d’analyses les plus pertinentes.
Chapitre 2. Matériaux et techniques expérimentales : Description Générale
61
REFERENCES BIBLIOGRAPHIQUES [BEC05] BECKER O., SIMON G. P., Epoxy layered Silicate Nanocomposites,
Adv. Polym. Sci ; 2005 ; Vol. 179, PP. 28-82. [BUR03] BURGENTZLE D., Nouvelles formulations thermoplastiques ou
réactives de revêtements nanocomposite à base de silicates lamellaires. Thèse Matériaux. Lyon: Institut National des Sciences Appliquées de Lyon, 2003, p. 70.
[GOM93] GOMEZ C. M., BUCKNALL C. B., Blends of poly (methyl methacrylate) with epoxy resin and an aliphatic amine hardener, Polymer; 1993; Vol. 34, pp. 2111-2117.
[KIM03] KIM Y., WHITE J. L., Melt-Intercalation Nanocomposites with Chlorinated polymers, J. Appl. Polym. Sci; 2003; Vol. 90, pp. 1581-1588.
[KOR01] KORTABERRIA G., ARRUTI P., MONDRAGON I., Dielectric monitoring of curing of liquid oligomer-modified epoxy matrices, Polym. Int; 2001; Vol. 50, pp. 957-965.
[KRA03] KRANBUEHL D., ROGOZINSKI J., WARNER J., BEST P., PASCAULT J. P., SAUTEREAU H., BOITEUX G., SEYTRE G., Dielectric in situ sensor monitoring of phase separation and changes in the state of each phase, Macromol. Symp; 2003; Vol. 198, pp. 377-387.
[KRA07] KRACALIK M., MIKESOVA J., PUFFR R., BALDRIAN J., THOMANN R., FREDRICH C., Effect of 3D structures on recycled PET/organoclay nanocomposites, Polym. Bull; 2007; Vol. 58, pp. 313-319.
[KUM03] KUMAR S., JOG J. P., NATARAJAN U., Preparation and Characterization of polymetyl methacrylate-Clay Nanocomposite Via Melt Intercalation: The effect of organoclay on the structure and thermal properties, J. Appl. Polym. Sci; 2003; Vol. 89, pp. 1186-1194.
[LI03] LI Y., ZHAO B., XIE S., ZHANG S., Synthesis and properties of poly(methyl methacrylate)/montmorillonite (PMMA/MMT) nanocomposites, Polym. Int; 2003; Vol. 52, pp. 892-898.
[MOO84] MOORE G.R., KLINE D.E., Properties and processing of polymers for engineers, Prentice Hall, NY. 1984
[OKA00] OKAMOTO M., MORITA S., TAGUCHE H., KIM Y. H., KOTAKA T., TATEYAMA H., Synthesis and structure of smectic clay/poly (methyl methacrylate) and clay/polystyrene nanocomposites via in situ intercalative polymerization, Polymer; 2000; Vol. 41, pp; 3887-3890.

Chapitre 2. Matériaux et techniques expérimentales : Description Générale
62
[PAS02] PASCAULT J-P., SAUTEREAU H., VERDU J., WILLIAMS R. J. J., Thermosetting polymers, New York: Marcel Dekker AG, 2002, 477.
[PIE97] PIERRE A., Aptitude à la déformation de polymères Thermodurcissables appliqués en couche mince sur un substract métallique ; Thèse : Matériaux Macromoléculaires et composites, INSA-Lyon, Fr ; 1997.
[PON99] PONCET S., BOITEUX G., PASCAULT J. P., SAUTEREAU H., SEYTRE G., ROGOZINSKI J., KRANBUEHL D., Monitoring phase separation and reaction advancement in situ in thermoplastic/epoxy blends, Polymer ; 1999 ; Vol. 40, pp. 6811-6820.
[RIT00] RITZENTHALER S., GIRARD-REYDET E., PASCAULT J-P., Influence of hardener on miscibility of blends of poly(methyl methacrylate) and epoxy networks, Polymer; 2000; Vol 41. pp. 6375-6386.
[VIN96] VINH-TUNG C., BOITEUX G., SEYTRE G., LACHENAL G., CHABERT B., Dielectric Studies of phase separation induced by chemical reaction in themoplastique modified epoxy, Polym. Comp 1996; vol. 17, pp. 761-769.
[WIL01] WILLIAMS J. G., Fracture mechanics testing methods for polymers, adhesives and composites, ESIS Publication 28, Elsevier, 2001.
Chapitre 3. Réactivité et nanostructuration des mélanges binaires
63
Chapitre III Réactivité et nanostructuration des
mélanges binaires

Chapitre 3. Réactivité et nanostructuration des mélanges binaires
64
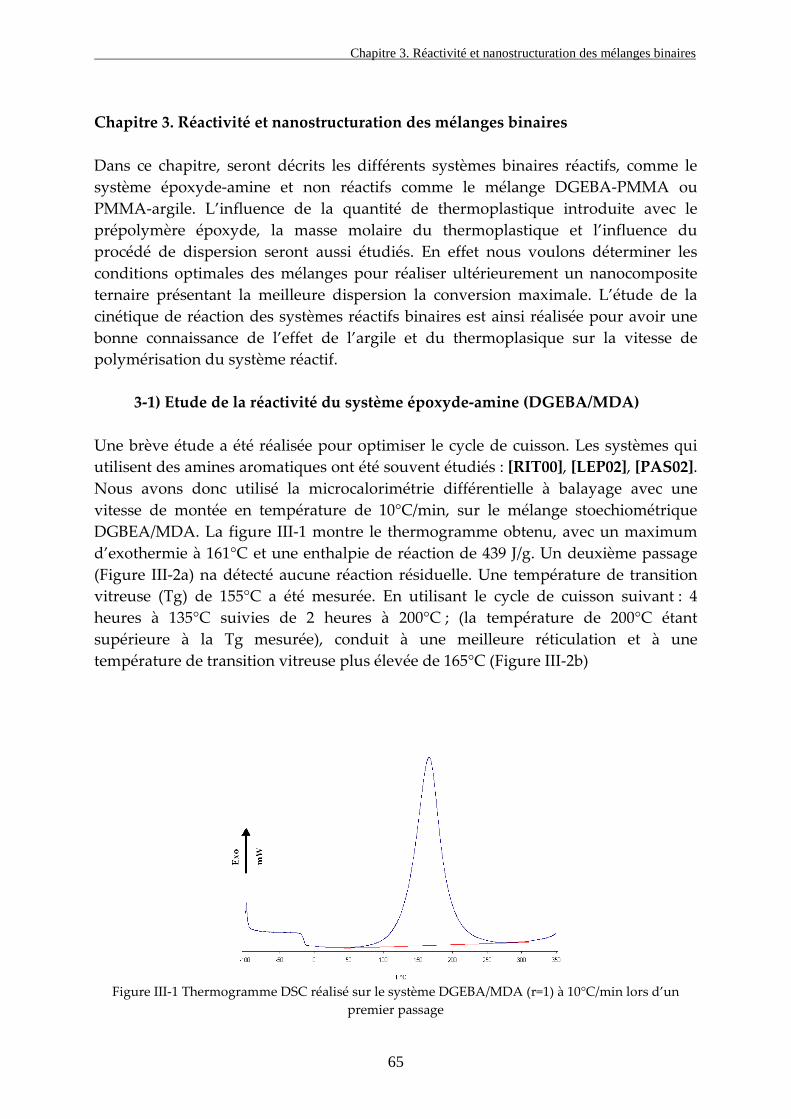
Chapitre 3. Réactivité et nanostructuration des mélanges binaires
65
Chapitre 3. Réactivité et nanostructuration des mélanges binaires Dans ce chapitre, seront décrits les différents systèmes binaires réactifs, comme le système époxyde-amine et non réactifs comme le mélange DGEBA-PMMA ou PMMA-argile. L’influence de la quantité de thermoplastique introduite avec le prépolymère époxyde, la masse molaire du thermoplastique et l’influence du procédé de dispersion seront aussi étudiés. En effet nous voulons déterminer les conditions optimales des mélanges pour réaliser ultérieurement un nanocomposite ternaire présentant la meilleure dispersion la conversion maximale. L’étude de la cinétique de réaction des systèmes réactifs binaires est ainsi réalisée pour avoir une bonne connaissance de l’effet de l’argile et du thermoplasique sur la vitesse de polymérisation du système réactif. 3-1) Etude de la réactivité du système époxyde-amine (DGEBA/MDA) Une brève étude a été réalisée pour optimiser le cycle de cuisson. Les systèmes qui utilisent des amines aromatiques ont été souvent étudiés : [RIT00], [LEP02], [PAS02]. Nous avons donc utilisé la microcalorimétrie différentielle à balayage avec une vitesse de montée en température de 10°C/min, sur le mélange stoechiométrique DGBEA/MDA. La figure III-1 montre le thermogramme obtenu, avec un maximum d’exothermie à 161°C et une enthalpie de réaction de 439 J/g. Un deuxième passage (Figure III-2a) na détecté aucune réaction résiduelle. Une température de transition vitreuse (Tg) de 155°C a été mesurée. En utilisant le cycle de cuisson suivant : 4 heures à 135°C suivies de 2 heures à 200°C ; (la température de 200°C étant supérieure à la Tg mesurée), conduit à une meilleure réticulation et à une température de transition vitreuse plus élevée de 165°C (Figure III-2b)
Figure III-1 Thermogramme DSC réalisé sur le système DGEBA/MDA (r=1) à 10°C/min lors d’un
premier passage
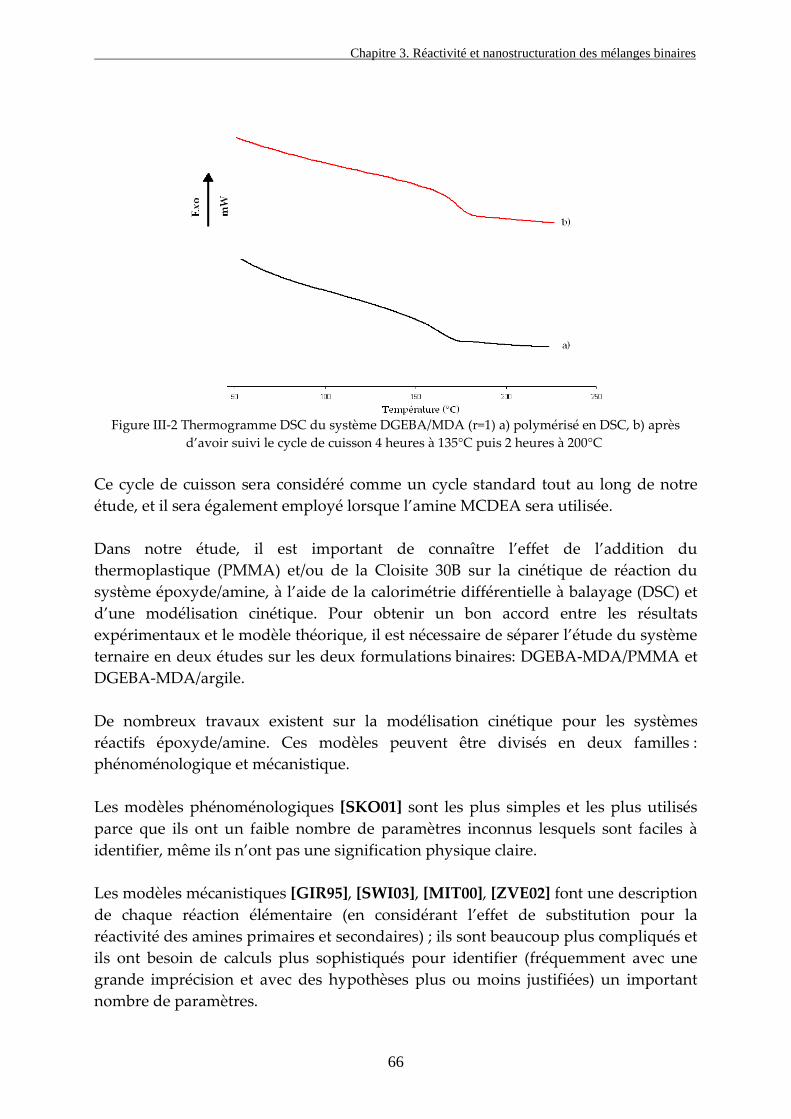
Chapitre 3. Réactivité et nanostructuration des mélanges binaires
66
Figure III-2 Thermogramme DSC du système DGEBA/MDA (r=1) a) polymérisé en DSC, b) après
d’avoir suivi le cycle de cuisson 4 heures à 135°C puis 2 heures à 200°C Ce cycle de cuisson sera considéré comme un cycle standard tout au long de notre étude, et il sera également employé lorsque l’amine MCDEA sera utilisée. Dans notre étude, il est important de connaître l’effet de l’addition du thermoplastique (PMMA) et/ou de la Cloisite 30B sur la cinétique de réaction du système époxyde/amine, à l’aide de la calorimétrie différentielle à balayage (DSC) et d’une modélisation cinétique. Pour obtenir un bon accord entre les résultats expérimentaux et le modèle théorique, il est nécessaire de séparer l’étude du système ternaire en deux études sur les deux formulations binaires: DGEBA-MDA/PMMA et DGEBA-MDA/argile. De nombreux travaux existent sur la modélisation cinétique pour les systèmes réactifs époxyde/amine. Ces modèles peuvent être divisés en deux familles : phénoménologique et mécanistique. Les modèles phénoménologiques [SKO01] sont les plus simples et les plus utilisés parce que ils ont un faible nombre de paramètres inconnus lesquels sont faciles à identifier, même ils n’ont pas une signification physique claire. Les modèles mécanistiques [GIR95], [SWI03], [MIT00], [ZVE02] font une description de chaque réaction élémentaire (en considérant l’effet de substitution pour la réactivité des amines primaires et secondaires) ; ils sont beaucoup plus compliqués et ils ont besoin de calculs plus sophistiqués pour identifier (fréquemment avec une grande imprécision et avec des hypothèses plus ou moins justifiées) un important nombre de paramètres.
Chapitre 3. Réactivité et nanostructuration des mélanges binaires
67
Cependant en supposant à la fois l’équiréactivité des amines primaire et secondaire, et l’absence d’un équilibre chimique [LAH06], ces modèles mécanistiques peuvent être simplifiés, en limitant le nombre d’inconnues et la précision sur les estimations est alors plus fine. En considérant l’effet catalytique dû aux groupes hydroxyle, le schéma cinétique pour un diépoxyde avec une amine peut être écrit comme suit:
E + A1 → A2 + OH Equation III-1
E + A2 → A3 + OH Equation III-2
E + A1 + OH → A2 + 2OH Equation III-3
E + A2 + OH → A3 + 2OH Equation III-4
où E est une fonction époxyde, A1 une fonction amine primaire, A2 une fonction amine secondaire, A3 une fonction amine tertiaire et OH une fonction hydroxyle. Si la réactivité de l’amine primaire A1 et de l’amine secondaire A2 est supposée la même, ce modelé est simplifié comme suit:
E + A → E-A + OH Equation III-5
E + A + OH → E-A + 2 OH Equation III-6
où E-A représente le produit de la réaction. Ces deux dernières équations donnent l’équation différentielle suivante:
[ ] [ ]( ) [ ] [ ]' . .− = +d E
k k OH A Edt
Equation III-7
où k et k’ sont les constantes de vitesse correspondant aux réactions (5) et (6). Ces constantes cinétiques sont dépendantes de la température selon la loi d’Arrhenius:
k = K exp(-Ea/RT) et k’ = K’ exp(-Ea’/RT) Equation III-8
Dans le cas d’un rapport initial stoechiométrique (un hydrogène d’amine pour une fonction époxyde,) le bilan de masse du système permet d’écrire deux nouvelles équations:
[A] = [E] Equation III-9
[OH] = [OH]0 + [E]0 - [E] Equation III-10
Chapitre 3. Réactivité et nanostructuration des mélanges binaires
68
Où l’indice « 0 » caractérise les concentrations initiales. En introduisant les équations (9) et (10) dans (7), nous obtenons l’équation finale, laquelle contient seulement une variable [E] et deux paramètres k et k’ inconnus :
[ ] [ ] [ ] [ ]( ) [ ]2
0 0' .
d Ek k OH E E E
dt − = + + − Equation III-11
Pratiquement, le comportement cinétique de la formulation peut être suivi en utilisant la calorimétrie différentielle à balayage (DSC) en régime isotherme, où la
mesure du flux de chaleur Φ (W/g) est directement proportionnel au rapport dtdx
[BAI96], [HEM91]:
rdxΦ Hdt
= ∆ Equation III-12
x étant le degré de conversion défini par [E]=(1-x]⋅[E0] et ∆rH l’enthalpie totale de réaction (J/g) En assumant que ∆rH est une constante indépendante de la température dans la gamme de température étudiée [RIC84], elle peut être mesurée par intégration de l’aire sous le pic d’exothermie obtenu lors d’une analyse DSC en montée de température. On peut ainsi obtenir l’évolution du degré de conversion x en fonction du temps par une intégration numérique de l’équation (12). A partir des résultats expérimentaux, le problème inverse consiste [MIL92] à ajuster les paramètres cinétiques inconnus. Comme pour toutes les estimations de paramètres inverses, cela implique la minimisation d’une fonction objective laquelle contient les valeurs calculées et les valeurs mesurées du modèle expérimental [BEC77]. La fonction objective la plus simple est du type « moindres carrés » appelée également OLS : Ordinary Least Squares:
[(i
OLS Σ= conversion expérimentale) – (conversion par le modèle) 2]i Equation III-13
Les analyses DSC, ont été menées à partir de -50°C jusqu’a 300°C à 10°C/min, pour déterminer les valeurs des Tg du mélange initial Tg0, des Tg des systèmes déjà réagis et l’enthalpie de la réaction ∆rH. Toutes les expériences sous conditions isothermes ont été réalisées sur une DSC7 de Perkin Elmer. Tous les échantillons (de 10 à 20 mg) ont été placés dans des capsules fermées et chauffées sous atmosphère d’argon. Comme nous l’avons mentionné précédemment, nous voulons identifier les paramètres inconnus d’un modèle cinétique capable de prédire le comportement
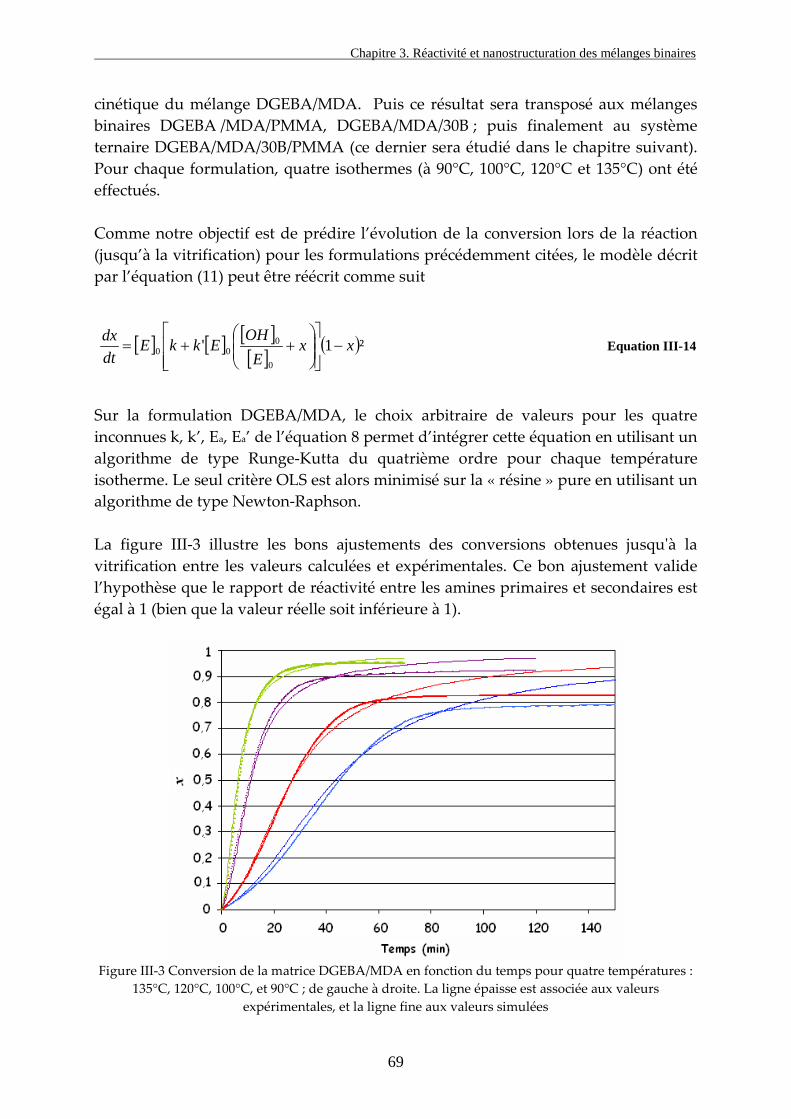
Chapitre 3. Réactivité et nanostructuration des mélanges binaires
69
cinétique du mélange DGEBA/MDA. Puis ce résultat sera transposé aux mélanges binaires DGEBA /MDA/PMMA, DGEBA/MDA/30B ; puis finalement au système ternaire DGEBA/MDA/30B/PMMA (ce dernier sera étudié dans le chapitre suivant). Pour chaque formulation, quatre isothermes (à 90°C, 100°C, 120°C et 135°C) ont été effectués. Comme notre objectif est de prédire l’évolution de la conversion lors de la réaction (jusqu’à la vitrification) pour les formulations précédemment citées, le modèle décrit par l’équation (11) peut être réécrit comme suit
[ ] [ ] [ ][ ]
( )²1'0
000 xx
EOHEkkE
dtdx
−
++= Equation III-14
Sur la formulation DGEBA/MDA, le choix arbitraire de valeurs pour les quatre inconnues k, k’, Ea, Ea’ de l’équation 8 permet d’intégrer cette équation en utilisant un algorithme de type Runge-Kutta du quatrième ordre pour chaque température isotherme. Le seul critère OLS est alors minimisé sur la « résine » pure en utilisant un algorithme de type Newton-Raphson. La figure III-3 illustre les bons ajustements des conversions obtenues jusqu'à la vitrification entre les valeurs calculées et expérimentales. Ce bon ajustement valide l’hypothèse que le rapport de réactivité entre les amines primaires et secondaires est égal à 1 (bien que la valeur réelle soit inférieure à 1).
Figure III-3 Conversion de la matrice DGEBA/MDA en fonction du temps pour quatre températures :
135°C, 120°C, 100°C, et 90°C ; de gauche à droite. La ligne épaisse est associée aux valeurs expérimentales, et la ligne fine aux valeurs simulées
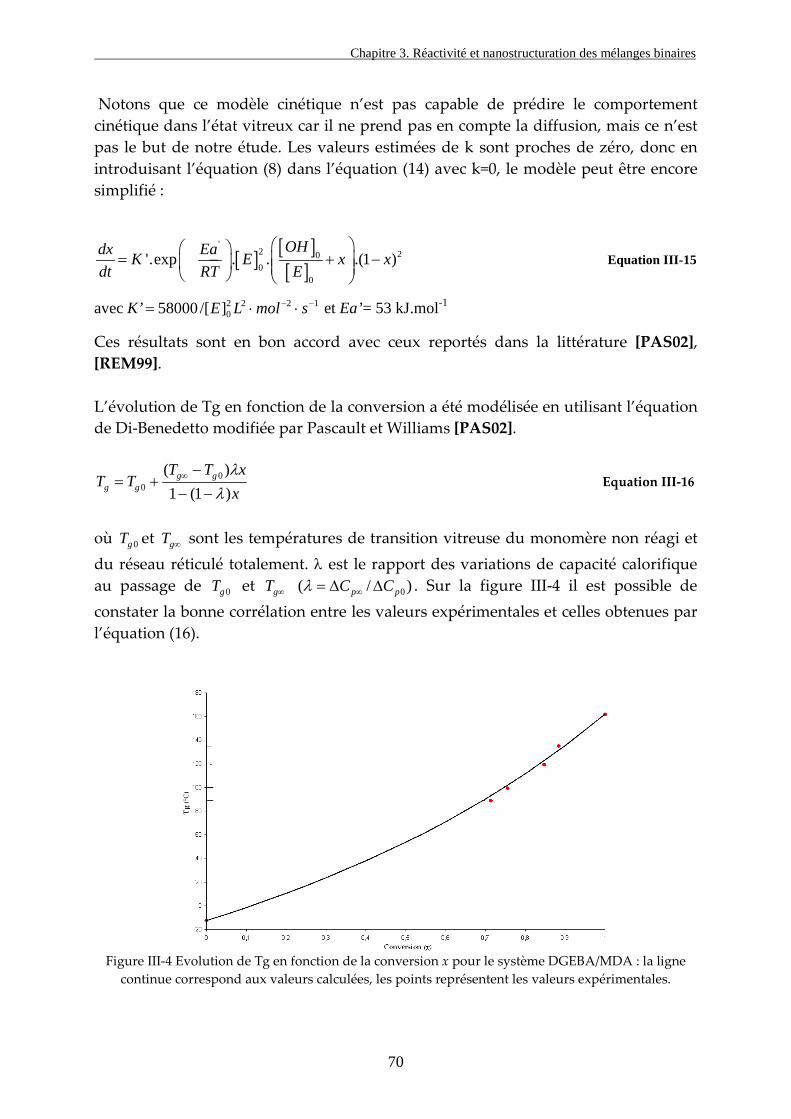
Chapitre 3. Réactivité et nanostructuration des mélanges binaires
70
Notons que ce modèle cinétique n’est pas capable de prédire le comportement cinétique dans l’état vitreux car il ne prend pas en compte la diffusion, mais ce n’est pas le but de notre étude. Les valeurs estimées de k sont proches de zéro, donc en introduisant l’équation (8) dans l’équation (14) avec k=0, le modèle peut être encore simplifié :
[ ] [ ][ ]
'2 200
0
'.exp . . .(1 )OHdx EaK E x x
dt RT E
= − + − Equation III-15
avec K’ 12220]/[58000 −− ⋅⋅= smolLE et Ea’= 53 kJ.mol-1
Ces résultats sont en bon accord avec ceux reportés dans la littérature [PAS02], [REM99]. L’évolution de Tg en fonction de la conversion a été modélisée en utilisant l’équation de Di-Benedetto modifiée par Pascault et Williams [PAS02].
xxTT
TT gggg )1(1
)( 00 λ
λ−−
−+= ∞ Equation III-16
où 0gT et ∞gT sont les températures de transition vitreuse du monomère non réagi et du réseau réticulé totalement. λ est le rapport des variations de capacité calorifique au passage de 0gT et ∞gT )/( 0pp CC ∆∆= ∞λ . Sur la figure III-4 il est possible de constater la bonne corrélation entre les valeurs expérimentales et celles obtenues par l’équation (16).
Figure III-4 Evolution de Tg en fonction de la conversion x pour le système DGEBA/MDA : la ligne
continue correspond aux valeurs calculées, les points représentent les valeurs expérimentales.

Chapitre 3. Réactivité et nanostructuration des mélanges binaires
71
3-2) Contrôle de la nanostructuration des mélange binaires DGEBA/PMMA: Rôle de l’amine et du taux de thermoplastique Les mélanges à base de PMMA et de DGEBA ont la particularité d’être initialement miscibles quelle que soit la composition du mélange [GOM93], [RIT00]. Le type de durcisseur et les cycles de cuisson sont des paramètres qui ont une grande influence sur les morphologies des systèmes époxydes/PMMA [GOM93], [REM99], [RIT00]. Les interactions possibles entre le PMMA et la DGEBA sont exclues puisque aucun effet n’a été mis en évidence dans les études développées précédemment par Ritzenthaler et al. [RIT00]. L’objectif de cette partie est d’étudier le comportement des mélanges PMMA/DGEBA, en présence de deux durcisseurs diamines MCDEA et MDA, en utilisant le cycle de cuisson déjà décrit. 3-2-1) Influence de la nature du durcisseur Les systèmes thermodurcissable/thermoplastique ont été réalisés en utilisant la méthodologie suivante : le prépolymère DGEBA et 7pcr de PMMA sont mélangés dans un réacteur en verre et chauffés à 135°C, sous une agitation mécanique jusqu'à ce que le PMMA soit totalement dissous. Ensuite l’amine choisie est introduite avec un rapport stoechiométrique de 1 et une nouvelle agitation est effectuée à 135°C pendant cinq minutes pour dissoudre l’amine dans le système. Le mélange est alors versé dans un moule recouvert d’un adhésif téflon, ce moule est fermé et placé dans une étuve programmée pour suivre le cycle de cuisson établi. La figure III-5 montre les principales étapes du procédé.
Figure III-5 Diagramme général du procédé de mis en œuvre pour la fabrication des systèmes
DGEBA/PMMA(50,000 g/mol) 7pcr/MDA et DGEBA/PMMA(50,000 g/mol) 7pcr /MCDEA
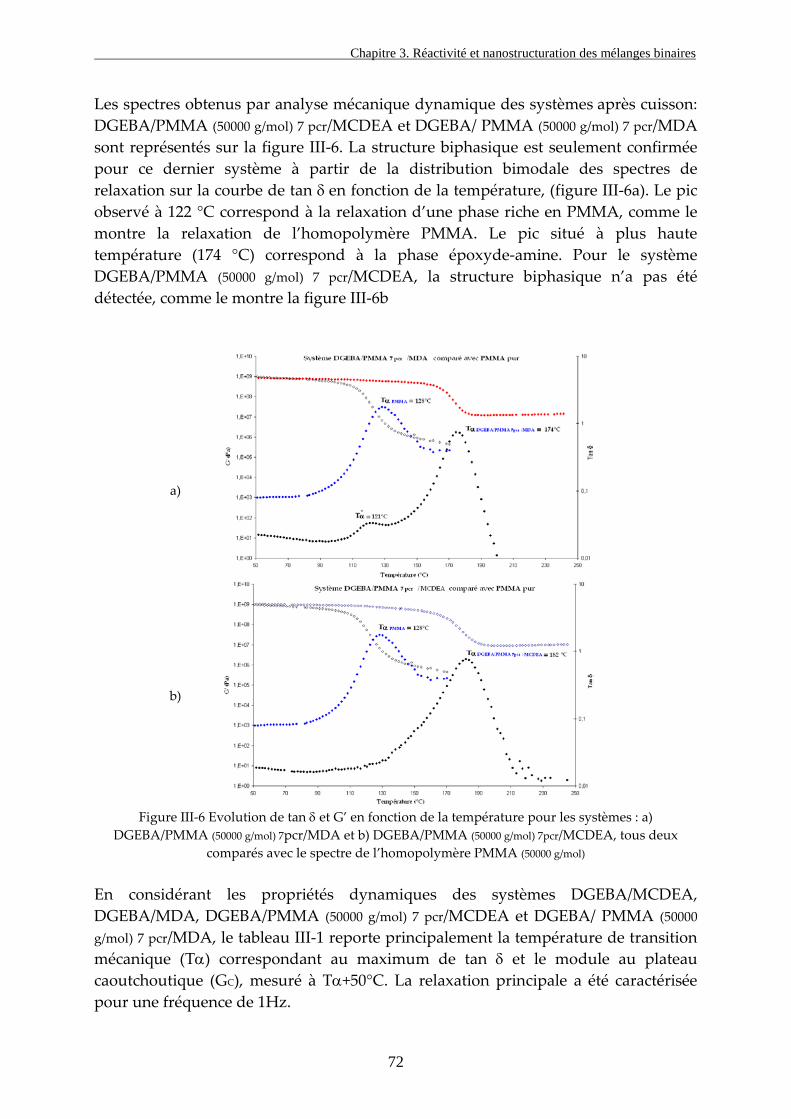
Chapitre 3. Réactivité et nanostructuration des mélanges binaires
72
Les spectres obtenus par analyse mécanique dynamique des systèmes après cuisson: DGEBA/PMMA (50000 g/mol) 7 pcr/MCDEA et DGEBA/ PMMA (50000 g/mol) 7 pcr/MDA sont représentés sur la figure III-6. La structure biphasique est seulement confirmée pour ce dernier système à partir de la distribution bimodale des spectres de relaxation sur la courbe de tan δ en fonction de la température, (figure III-6a). Le pic observé à 122 °C correspond à la relaxation d’une phase riche en PMMA, comme le montre la relaxation de l’homopolymère PMMA. Le pic situé à plus haute température (174 °C) correspond à la phase époxyde-amine. Pour le système DGEBA/PMMA (50000 g/mol) 7 pcr/MCDEA, la structure biphasique n’a pas été détectée, comme le montre la figure III-6b
a)
b)
Figure III-6 Evolution de tan δ et G’ en fonction de la température pour les systèmes : a)
DGEBA/PMMA (50000 g/mol) 7pcr/MDA et b) DGEBA/PMMA (50000 g/mol) 7pcr/MCDEA, tous deux comparés avec le spectre de l’homopolymère PMMA (50000 g/mol)
En considérant les propriétés dynamiques des systèmes DGEBA/MCDEA, DGEBA/MDA, DGEBA/PMMA (50000 g/mol) 7 pcr/MCDEA et DGEBA/ PMMA (50000 g/mol) 7 pcr/MDA, le tableau III-1 reporte principalement la température de transition mécanique (Tα) correspondant au maximum de tan δ et le module au plateau caoutchoutique (GC), mesuré à Tα+50°C. La relaxation principale a été caractérisée pour une fréquence de 1Hz.
Chapitre 3. Réactivité et nanostructuration des mélanges binaires
73
Tableau III-1 Caractéristiques thermomécaniques des réseaux L’introduction du thermoplastique dans les systèmes époxyde/amine employés a comme conséquence une légère diminution de la Tg. Cette diminution a été déjà constatée dans le travail de Ritzenthaler et al. [RIT00] où ils ont employé un matrice équivalente DGEBA/MDA (mélange stoechiométrique); et introduisant également un polymère type PMMA (54 000 gr/mol). Mondragon et al [MON98] qui ont étudié le comportement viscoélastique d’une résine époxyde DGEBA/MDA modifiée avec un polymère type PMMA (58 000 gr/mol) ont aussi constaté cette réduction de la Tg. La variation dans ces deux cas, lorsque la matrice DGEBA/MDA est utilisée avec 10% en masse de PMMA est de cinq degrés environ. Dans notre cas la faible diminution de la Tg est due possiblement au rapport de 7pcr de PMMA employé. Bien que la séparation de phase ait été détectée avec les analyses mécaniques dynamiques sur le système DGEBA/MDA/PMMA (50000 g/mol) 7 pcr, elle n’est cependant pas mise en évidence par microscopie électronique à transmission. Il semble que le taux de 7 pcr de PMMA ne soit pas suffisant pour induire la formation de phases de taille détectable par microscopie. Dans la section suivante, on verra que la séparation de phase est détectable à partir d’un taux de PMMA de 10 pcr. 3-2-2) Influence du taux de thermoplastique A) Mise en évidence de la séparation de phase A partir des résultats obtenus précédemment, l’amine MCDEA a été exclue pour les futures manipulations car elle ne conduit pas à une séparation de phase. Nous avons continué notre étude en augmentant à 10 pcr la quantité du polymère PMMA introduite dans le système DGEBA/MDA et une comparaison a été faite avec le système avec 7 pcr de PMMA. Le procédé de mise en œuvre employé est similaire à celui décrit dans la figure III-4, sauf que 10 pcr de PMMA sont ajoutés. La figure III-7 montre les clichés de TEM réalisés sur les systèmes : DGEBA/ PMMA (50000 g/mol) 7 pcr/MDA et DGEBA/PMMA (50000 g/mol) 10pcr/MDA, respectivement. Sur la figure III-7a, il n’est pas possible d’observer la séparation de phase lorsque 7pcr de PMMA sont utilisés, même si elle est mise en évidence par les analyses mécaniques dynamiques. Sur la figure III-7b, quand 10pcr de PMMA sont introduits,
DGEBA/MCDEA DGEBA/MDA DGEBA/MCDEA/PMMA (50000 g/mol) 7pcr
DGEBA/MDA/PMMA (50000 g/mol) 7pcr
Tα (°C) 185 173 182 174 Tg (°C) DSC 174 165 170 164 G’Tα+50 (MPa) 14 13 10 13 Tα2 (°C) 121
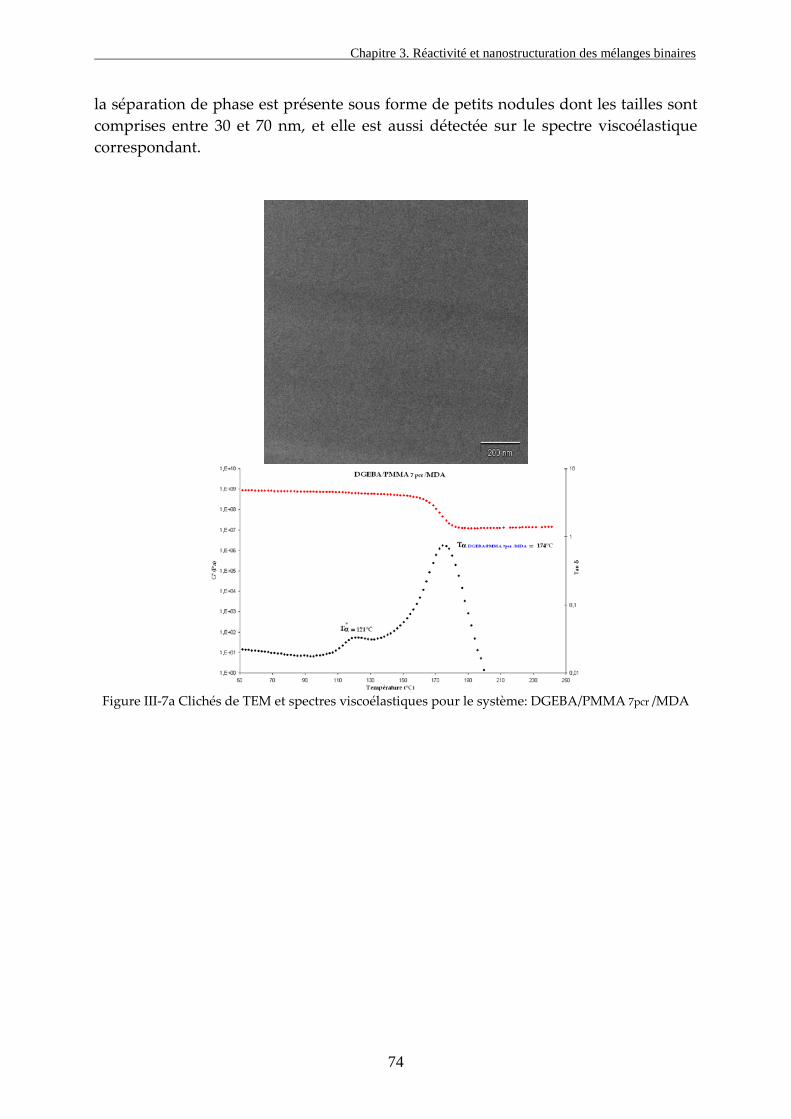
Chapitre 3. Réactivité et nanostructuration des mélanges binaires
74
la séparation de phase est présente sous forme de petits nodules dont les tailles sont comprises entre 30 et 70 nm, et elle est aussi détectée sur le spectre viscoélastique correspondant.
Figure III-7a Clichés de TEM et spectres viscoélastiques pour le système: DGEBA/PMMA 7pcr /MDA
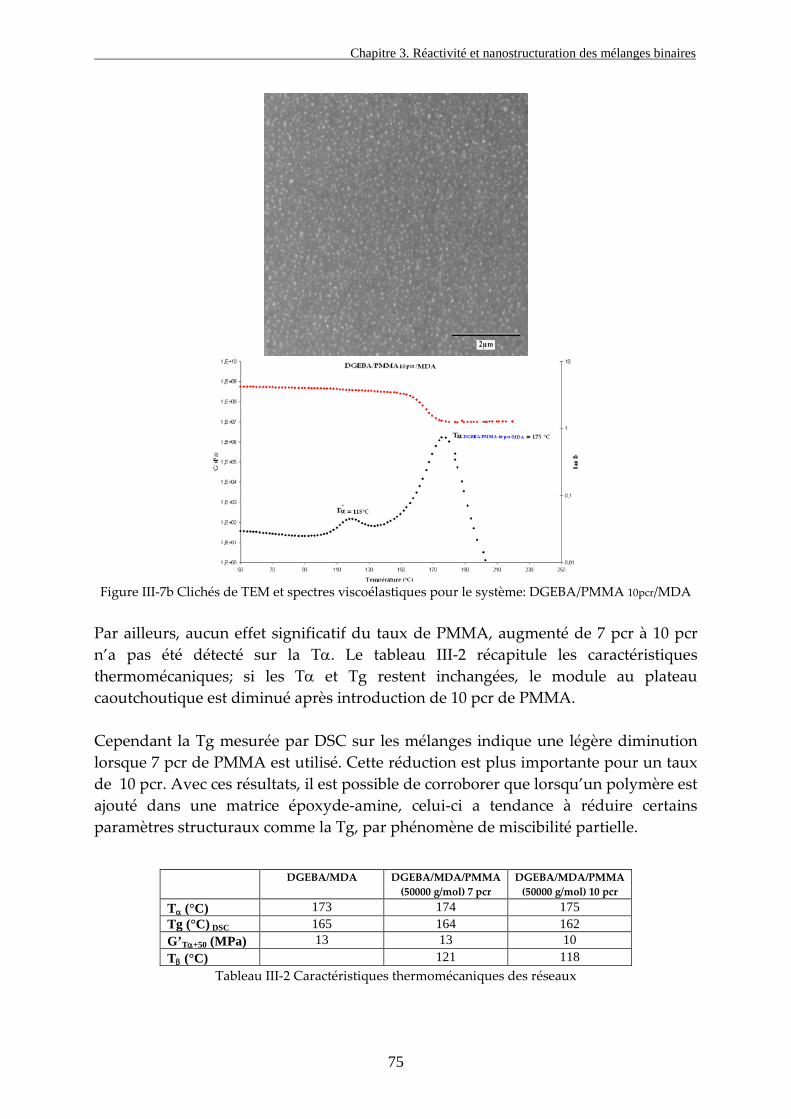
Chapitre 3. Réactivité et nanostructuration des mélanges binaires
75
Figure III-7b Clichés de TEM et spectres viscoélastiques pour le système: DGEBA/PMMA 10pcr/MDA
Par ailleurs, aucun effet significatif du taux de PMMA, augmenté de 7 pcr à 10 pcr n’a pas été détecté sur la Tα. Le tableau III-2 récapitule les caractéristiques thermomécaniques; si les Tα et Tg restent inchangées, le module au plateau caoutchoutique est diminué après introduction de 10 pcr de PMMA. Cependant la Tg mesurée par DSC sur les mélanges indique une légère diminution lorsque 7 pcr de PMMA est utilisé. Cette réduction est plus importante pour un taux de 10 pcr. Avec ces résultats, il est possible de corroborer que lorsqu’un polymère est ajouté dans une matrice époxyde-amine, celui-ci a tendance à réduire certains paramètres structuraux comme la Tg, par phénomène de miscibilité partielle.
Tableau III-2 Caractéristiques thermomécaniques des réseaux
DGEBA/MDA DGEBA/MDA/PMMA (50000 g/mol) 7 pcr
DGEBA/MDA/PMMA (50000 g/mol) 10 pcr
Tα (°C) 173 174 175 Tg (°C) DSC 165 164 162 G’Tα+50 (MPa) 13 13 10 Tβ (°C) 121 118
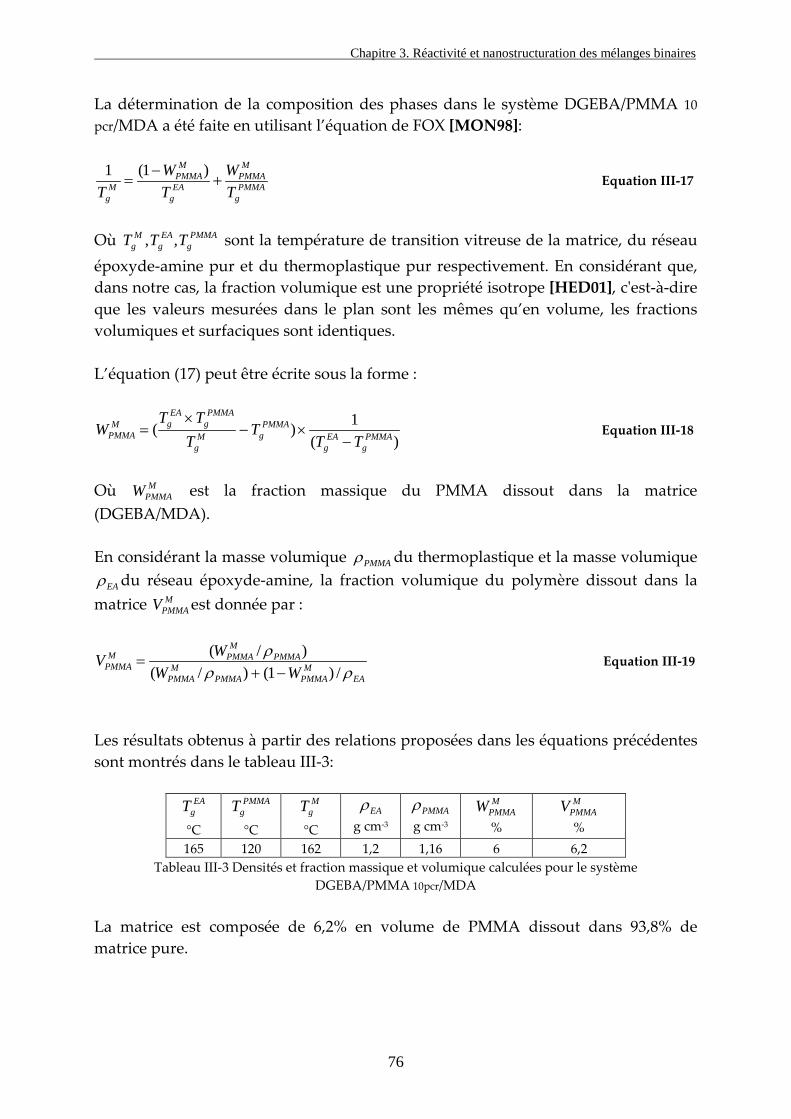
Chapitre 3. Réactivité et nanostructuration des mélanges binaires
76
La détermination de la composition des phases dans le système DGEBA/PMMA 10 pcr/MDA a été faite en utilisant l’équation de FOX [MON98]:
PMMAg
MPMMA
EAg
MPMMA
Mg T
WTW
T+
−=
)1(1 Equation III-17
Où PMMA
gEA
gM
g TTT ,, sont la température de transition vitreuse de la matrice, du réseau époxyde-amine pur et du thermoplastique pur respectivement. En considérant que, dans notre cas, la fraction volumique est une propriété isotrope [HED01], c'est-à-dire que les valeurs mesurées dans le plan sont les mêmes qu’en volume, les fractions volumiques et surfaciques sont identiques. L’équation (17) peut être écrite sous la forme :
)(1)( PMMA
gEA
g
PMMAgM
g
PMMAg
EAgM
PMMA TTT
TTT
W−
×−×
= Equation III-18
Où M
PMMAW est la fraction massique du PMMA dissout dans la matrice (DGEBA/MDA). En considérant la masse volumique PMMAρ du thermoplastique et la masse volumique
EAρ du réseau époxyde-amine, la fraction volumique du polymère dissout dans la matrice M
PMMAV est donnée par :
EAM
PMMAPMMAM
PMMA
PMMAM
PMMAMPMMA WW
WVρρ
ρ/)1()/(
)/(−+
= Equation III-19
Les résultats obtenus à partir des relations proposées dans les équations précédentes sont montrés dans le tableau III-3:
EAgT
°C
PMMAgT
°C
MgT
°C EAρ
g cm-3 PMMAρ
g cm-3
MPMMAW %
MPMMAV %
165 120 162 1,2 1,16 6 6,2 Tableau III-3 Densités et fraction massique et volumique calculées pour le système
DGEBA/PMMA 10pcr/MDA La matrice est composée de 6,2% en volume de PMMA dissout dans 93,8% de matrice pure.
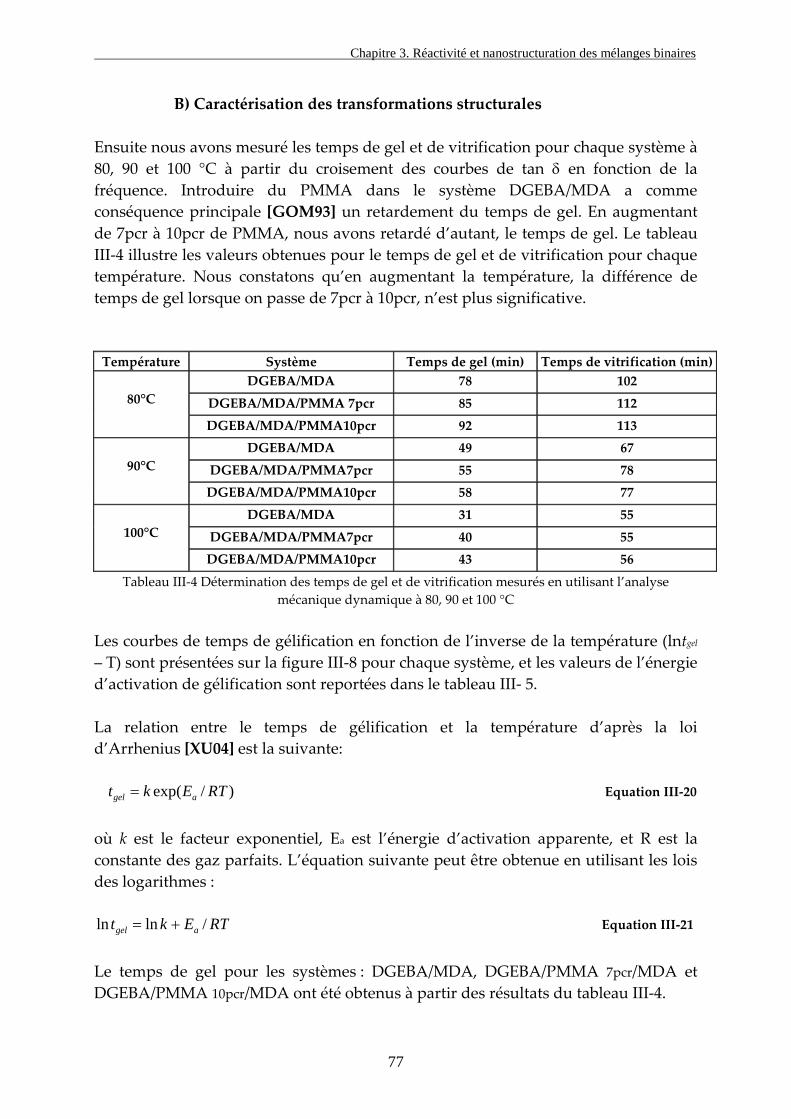
Chapitre 3. Réactivité et nanostructuration des mélanges binaires
77
B) Caractérisation des transformations structurales Ensuite nous avons mesuré les temps de gel et de vitrification pour chaque système à 80, 90 et 100 °C à partir du croisement des courbes de tan δ en fonction de la fréquence. Introduire du PMMA dans le système DGEBA/MDA a comme conséquence principale [GOM93] un retardement du temps de gel. En augmentant de 7pcr à 10pcr de PMMA, nous avons retardé d’autant, le temps de gel. Le tableau III-4 illustre les valeurs obtenues pour le temps de gel et de vitrification pour chaque température. Nous constatons qu’en augmentant la température, la différence de temps de gel lorsque on passe de 7pcr à 10pcr, n’est plus significative.
Température Système Temps de gel (min) Temps de vitrification (min)
80°C DGEBA/MDA 78 102
DGEBA/MDA/PMMA 7pcr 85 112
DGEBA/MDA/PMMA10pcr 92 113
90°C DGEBA/MDA 49 67
DGEBA/MDA/PMMA7pcr 55 78 DGEBA/MDA/PMMA10pcr 58 77
100°C
DGEBA/MDA 31 55
DGEBA/MDA/PMMA7pcr 40 55 DGEBA/MDA/PMMA10pcr 43 56
Tableau III-4 Détermination des temps de gel et de vitrification mesurés en utilisant l’analyse mécanique dynamique à 80, 90 et 100 °C
Les courbes de temps de gélification en fonction de l’inverse de la température (lntgel – T) sont présentées sur la figure III-8 pour chaque système, et les valeurs de l’énergie d’activation de gélification sont reportées dans le tableau III- 5. La relation entre le temps de gélification et la température d’après la loi d’Arrhenius [XU04] est la suivante:
)/exp( RTEkt agel = Equation III-20 où k est le facteur exponentiel, Ea est l’énergie d’activation apparente, et R est la constante des gaz parfaits. L’équation suivante peut être obtenue en utilisant les lois des logarithmes :
RTEkt agel /lnln += Equation III-21 Le temps de gel pour les systèmes : DGEBA/MDA, DGEBA/PMMA 7pcr/MDA et DGEBA/PMMA 10pcr/MDA ont été obtenus à partir des résultats du tableau III-4.

Chapitre 3. Réactivité et nanostructuration des mélanges binaires
78
Figure III-8 Evolution du ln du temps de gel en fonction de l’inverse de la température pour les
systèmes DGEBA/MDA, DGEBA/PMMA 7pcr/MDA et DGEBA/PMMA 10pcr/MDA
Système Energie d’activation de gélification kJ/mol
DGEBA/MDA 50 DGEBA/PMMA 7pcr/MDA 41 DGEBA/PMMA 10pcr/MDA 41
Tableau III-5 Energies d’activation de gélification pour les systèmes : DGEBA/MDA, DGEBA/PMMA 7pcr/MDA et DGEBA/PMMA 10pcr/MDA, calculées à partir des équations 20 et 21
L’addition de différents taux de PMMA a apparemment peu d’influence sur l’énergie d’activation. En comparant entre 7 et 10 pcr, l’énergie d’activation reste constante. On considérera donc le système DGEBA/PMMA (50,000 g/mol) 10 pcr /MDA comme la matrice de référence, puisqu’avec ce rapport de 10 pcr, il est possible d’observer la phase séparée du PMMA en utilisant la microscopie électronique à transmission. L’étape suivante est de mesurer les temps de séparation de phase aux différentes températures. Nous avons choisi 90, 100, 120 et 135°C. Le temps de séparation de phase à la température de 135°C n’a pas pu être mesuré en utilisant la technique de point de trouble puisque la séparation de phase se produit avant que l’appareil ne soit stabilisé en température. Devant cette situation, nous avons employé une technique alternative : la détection diélectrique. Le temps de séparation de phase a été mesuré in situ, en accord avec les spécifications données dans le chapitre précédent.
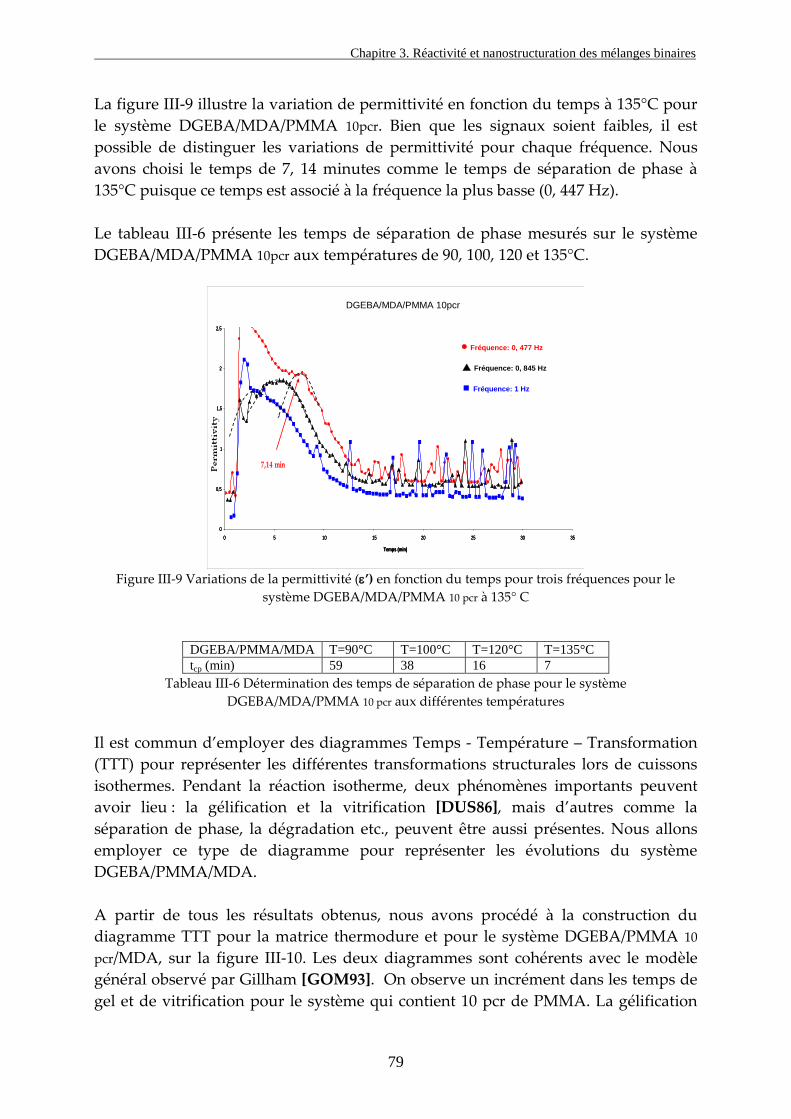
Chapitre 3. Réactivité et nanostructuration des mélanges binaires
79
La figure III-9 illustre la variation de permittivité en fonction du temps à 135°C pour le système DGEBA/MDA/PMMA 10pcr. Bien que les signaux soient faibles, il est possible de distinguer les variations de permittivité pour chaque fréquence. Nous avons choisi le temps de 7, 14 minutes comme le temps de séparation de phase à 135°C puisque ce temps est associé à la fréquence la plus basse (0, 447 Hz). Le tableau III-6 présente les temps de séparation de phase mesurés sur le système DGEBA/MDA/PMMA 10pcr aux températures de 90, 100, 120 et 135°C.
0
0,5
1
1,5
2
2,5
0 5 10 15 20 25 30 35
Temps (min)
7,14 min
[ [ DGEBA / PMMA 10pcr ] / MDA ] Isotherm : 135 °C
Using a dielectric sensor Frequency : 0, 477 Hz
0
0,5
1
1,5
2
2,5
0 5 10 15 20 25 30 35
Temps (min)
[ [ DGEBA / PMMA 10pcr ] / MDA ] Isotherm : 135 °C
Using a dielectric sensor
Frequency : 0, 845 Hz
0
0,5
1
1,5
2
2,5
0 5 10 15 20 25 30 35
Temps (min)
[ [ DGEBA / PMMA 10pcr ] / MDA ] Isotherm : 135 °C
Using a dielectric sensor
Frequency : 1 Hz
DGEBA/MDA/PMMA 10pcr
• Fréquence: 0, 477 Hz
Fréquence: 0, 845 Hz
Fréquence: 1 Hz
Figure III-9 Variations de la permittivité (ε’) en fonction du temps pour trois fréquences pour le
système DGEBA/MDA/PMMA 10 pcr à 135° C
DGEBA/PMMA/MDA T=90°C T=100°C T=120°C T=135°C tcp (min) 59 38 16 7
Tableau III-6 Détermination des temps de séparation de phase pour le système DGEBA/MDA/PMMA 10 pcr aux différentes températures
Il est commun d’employer des diagrammes Temps - Température – Transformation (TTT) pour représenter les différentes transformations structurales lors de cuissons isothermes. Pendant la réaction isotherme, deux phénomènes importants peuvent avoir lieu : la gélification et la vitrification [DUS86], mais d’autres comme la séparation de phase, la dégradation etc., peuvent être aussi présentes. Nous allons employer ce type de diagramme pour représenter les évolutions du système DGEBA/PMMA/MDA. A partir de tous les résultats obtenus, nous avons procédé à la construction du diagramme TTT pour la matrice thermodure et pour le système DGEBA/PMMA 10 pcr/MDA, sur la figure III-10. Les deux diagrammes sont cohérents avec le modèle général observé par Gillham [GOM93]. On observe un incrément dans les temps de gel et de vitrification pour le système qui contient 10 pcr de PMMA. La gélification
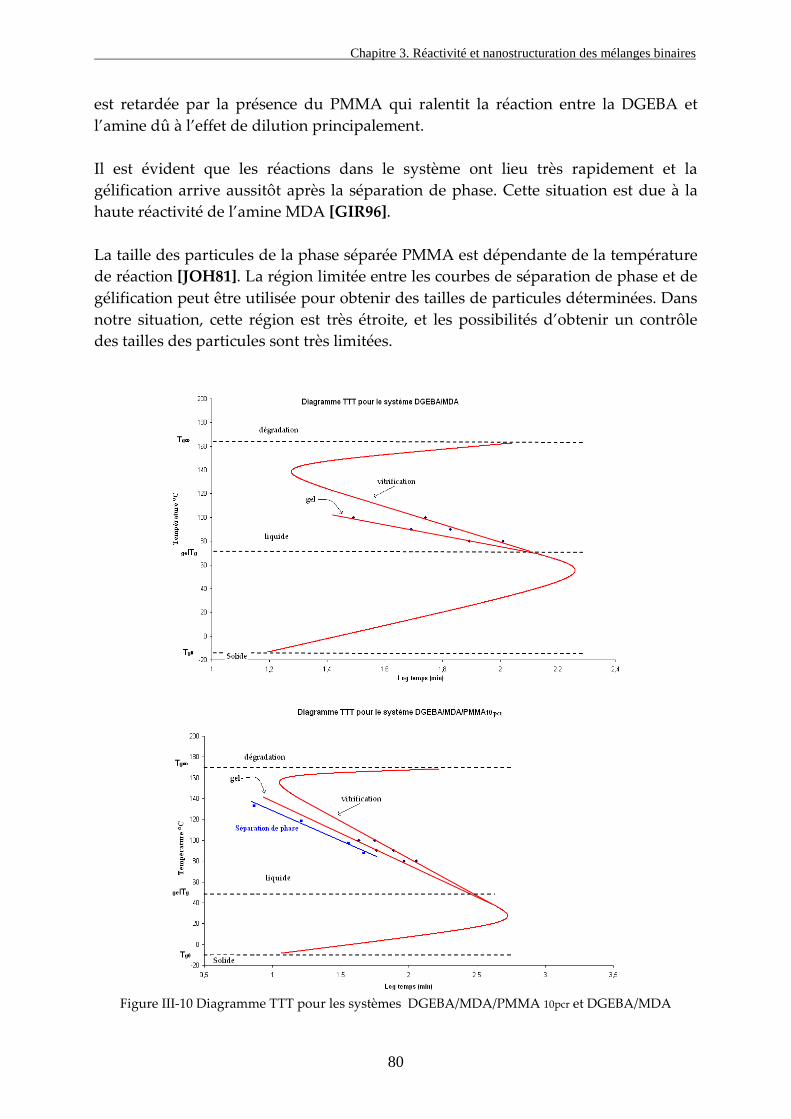
Chapitre 3. Réactivité et nanostructuration des mélanges binaires
80
est retardée par la présence du PMMA qui ralentit la réaction entre la DGEBA et l’amine dû à l’effet de dilution principalement. Il est évident que les réactions dans le système ont lieu très rapidement et la gélification arrive aussitôt après la séparation de phase. Cette situation est due à la haute réactivité de l’amine MDA [GIR96]. La taille des particules de la phase séparée PMMA est dépendante de la température de réaction [JOH81]. La région limitée entre les courbes de séparation de phase et de gélification peut être utilisée pour obtenir des tailles de particules déterminées. Dans notre situation, cette région est très étroite, et les possibilités d’obtenir un contrôle des tailles des particules sont très limitées.
Figure III-10 Diagramme TTT pour les systèmes DGEBA/MDA/PMMA 10pcr et DGEBA/MDA
Chapitre 3. Réactivité et nanostructuration des mélanges binaires
81
C) Cinétique de la réaction de formation du réseau Comme nous l’avons mentionné dans la section 3.1, dans cette étude il est important de connaître l’effet de l’addition du thermoplastique et/ou de l’argile sur la cinétique de réaction du système époxyde-amine. Nous avons modélisé la cinétique pour le système DGEBA/MDA et maintenant l’étude de la cinétique en utilisant le modèle déjà décrit, sera effectué pour la formulation DGEBA/PMMA (50,000 g/mol) 10 pcr /MDA. Bien que le phénomène de séparation de phase ne soit pas instantané, le comportement cinétique de cette formulation sera simplifié en utilisant deux critères :
• avant le point de trouble, la formulation est homogène. le PMMA est dilué dans le prépolymère époxyde, donc la valeur de [E]0 est calculée en considérant l’effet de dilution ([Edilué]0).
• après le point de trouble, le PMMA est considéré comme séparé du réseau époxyde/amine, donc la valeur de [E]0 correspondant à la formulation initiale doit être utilisée après la séparation de phase. Ce modèle est alors intégré avec deux différentes valeurs de [E]0 (avant et après le point de trouble). La figure 11 compare les données calculées sans considérer l’effet de dilution avant le point de trouble et, les données obtenues en considérant l’effet de dilution, les données expérimentales. Il est évident que le modèle qui ne considère pas l’effet de dilution n’est pas satisfaisant. Ces résultats veulent dire que le PMMA ne modifie pas la chimie du système (mêmes valeurs de k et Ea’ que pour le système réactif pur), et que le phénomène de séparation de phase est assez rapide pour être considéré comme instantané. Le tableau III-7 illustre les temps de séparation de phase tcp et les conversions calculées au point de trouble xcp pour les quatre expériences en isotherme.

Chapitre 3. Réactivité et nanostructuration des mélanges binaires
82
Figure III-11 Conversion en fonction du temps de la formulation époxyde/PMMA 10pcr pour quatre
températures : 135°C, 120°C, 100°C, et 90°C ; de gauche à droite. La ligne plus épaisse est associée aux valeurs expérimentales, et la ligne fine aux valeurs simulées en considérant l’effet de dilution du
PMMA avant le point de trouble, et les symboles x sont calculés par simulation sans considérer l’effet de dilution.
DGEBA/PMMA10pcr/MDA T=90°C T=100°C T=120°C T=135°C
tcp (min) 59.00 38.4 16.4 7.5
xcp 0.60 0.60 0.58 0.46
Tableau III-7 Temps et conversions à la séparation (xcp) de phase pour le système DGEBA/PMMA10pcr/MDA estimés par le modèle cinétique, à différentes températures.
3-3) Contrôle de la nanostructuration des mélanges binaires PMMA/argile : Effet des interactions physicochimiques et du procédé d’élaboration des mélanges La morphologie et les propriétés mécaniques et thermiques d’un composite polymère/argile sont fortement dépendantes du type d’argile, de la masse molaire du thermoplastique utilisée [LOY04] ainsi que du cycle de réaction [PEÑ03]. Dans cette partie, nous allons étudier l’influence de la masse molaire du PMMA sur la nanostructuration de mélanges PMMA/argile. Nous avons utilisé dans ce cas un PMMA industriel de 50,000 g/mol et un autre de masse 1000 g/mol synthétisé par voie radicalaire. Nous avons fait aussi la comparaison entre deux techniques de dispersion : La voie solvant et fondue.

Chapitre 3. Réactivité et nanostructuration des mélanges binaires
83
3-3-1) Elaboration des nanocomposites PMMA/argile: comparaison du procédé voie fondue versus voie solvant A) Avec un PMMA de masse molaire élevée (50 000 gr/mol) A-I) Description du procédé d’élaboration A-I-1) Voie fondue Dans la voie fondue, le PMMA a été introduit dans la mini extrudeuse bi-vis Haake (à 120°C avec une vitesse de 50 tours/min), ensuite 5 pcr de Cloisite 30B sont ajoutés Puis la température est baissée à 90°C et la vitesse est augmentée à 100 tours/min, en laissant mélanger pendant 15 minutes jusqu’à ce que le couple de force soit stable. Enfin l’extrusion est réalisée à 90°C. La figure III-12 décrit le procédé de mis en œuvre.
Figure III-12 Procédé de la voie fondue pour le système PMMA (50000 g/mol)/30B 5pcr
A-I-2) Voie solvant Dans la voie solvant, nous avons dissous le PMMA à 10 % en poids dans le THF avec l’aide d’une agitation magnétique à 40°C. Puis 5 pcr de Cloisite 30B (par rapport au PMMA) ont été introduits et tout le système a été soumis à une agitation par sonde ultrasonore pendant 30 minutes. Finalement, nous avons évaporé le solvant en laissant sécher la solution finale sous vide à 80°C pendant toute une nuit. La figure III-13 illustre la procédure employée.
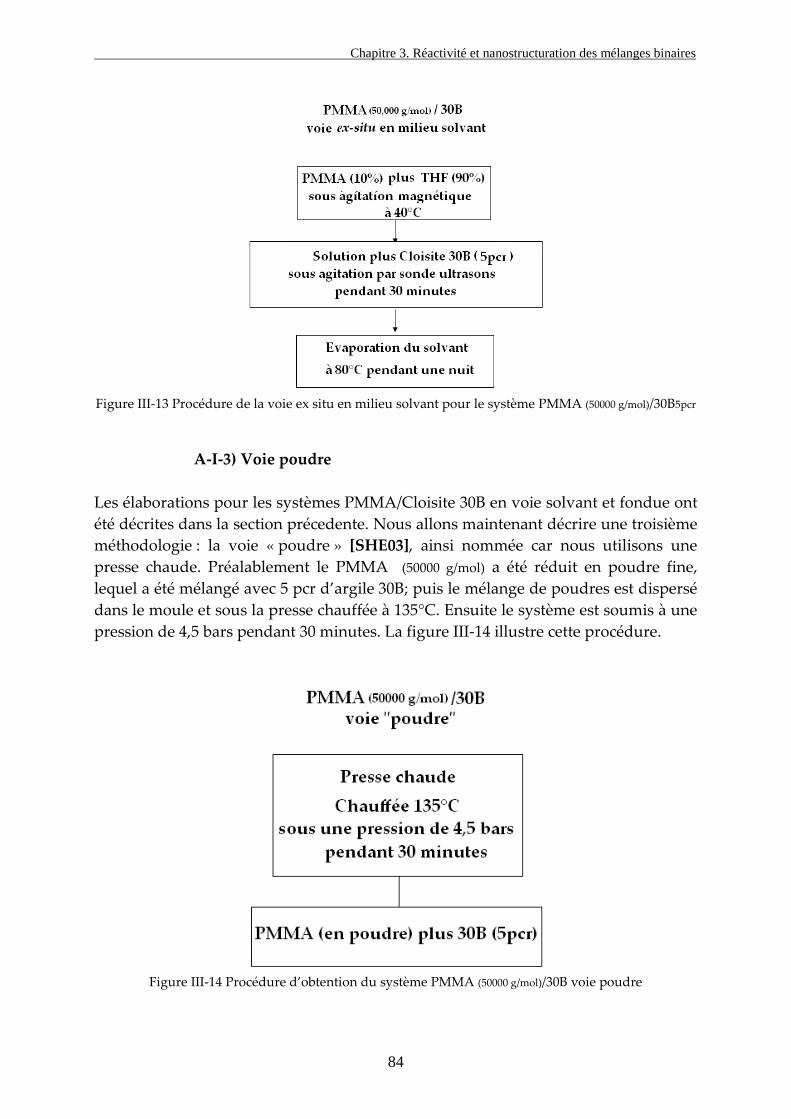
Chapitre 3. Réactivité et nanostructuration des mélanges binaires
84
Figure III-13 Procédure de la voie ex situ en milieu solvant pour le système PMMA (50000 g/mol)/30B5pcr
A-I-3) Voie poudre Les élaborations pour les systèmes PMMA/Cloisite 30B en voie solvant et fondue ont été décrites dans la section précedente. Nous allons maintenant décrire une troisième méthodologie : la voie « poudre » [SHE03], ainsi nommée car nous utilisons une presse chaude. Préalablement le PMMA (50000 g/mol) a été réduit en poudre fine, lequel a été mélangé avec 5 pcr d’argile 30B; puis le mélange de poudres est dispersé dans le moule et sous la presse chauffée à 135°C. Ensuite le système est soumis à une pression de 4,5 bars pendant 30 minutes. La figure III-14 illustre cette procédure.
Figure III-14 Procédure d’obtention du système PMMA (50000 g/mol)/30B voie poudre
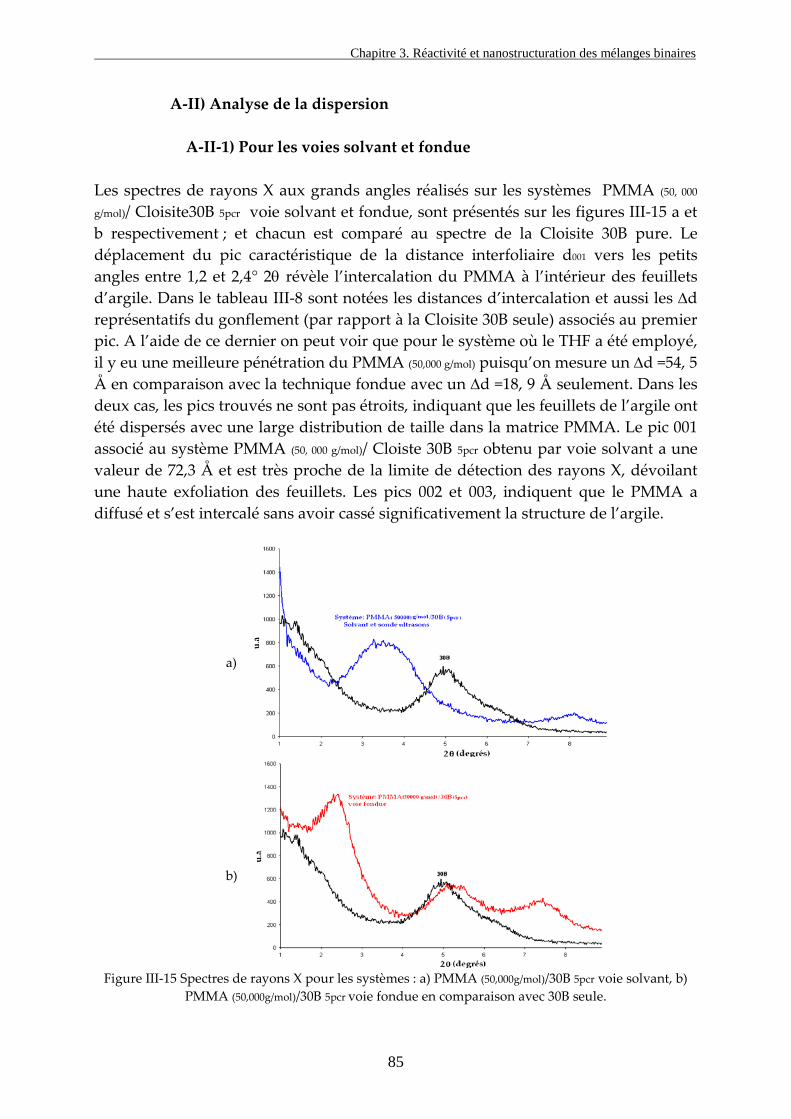
Chapitre 3. Réactivité et nanostructuration des mélanges binaires
85
A-II) Analyse de la dispersion A-II-1) Pour les voies solvant et fondue Les spectres de rayons X aux grands angles réalisés sur les systèmes PMMA (50, 000
g/mol)/ Cloisite30B 5pcr voie solvant et fondue, sont présentés sur les figures III-15 a et b respectivement ; et chacun est comparé au spectre de la Cloisite 30B pure. Le déplacement du pic caractéristique de la distance interfoliaire d001 vers les petits angles entre 1,2 et 2,4° 2θ révèle l’intercalation du PMMA à l’intérieur des feuillets d’argile. Dans le tableau III-8 sont notées les distances d’intercalation et aussi les ∆d représentatifs du gonflement (par rapport à la Cloisite 30B seule) associés au premier pic. A l’aide de ce dernier on peut voir que pour le système où le THF a été employé, il y eu une meilleure pénétration du PMMA (50,000 g/mol) puisqu’on mesure un ∆d =54, 5 Å en comparaison avec la technique fondue avec un ∆d =18, 9 Å seulement. Dans les deux cas, les pics trouvés ne sont pas étroits, indiquant que les feuillets de l’argile ont été dispersés avec une large distribution de taille dans la matrice PMMA. Le pic 001 associé au système PMMA (50, 000 g/mol)/ Cloiste 30B 5pcr obtenu par voie solvant a une valeur de 72,3 Å et est très proche de la limite de détection des rayons X, dévoilant une haute exfoliation des feuillets. Les pics 002 et 003, indiquent que le PMMA a diffusé et s’est intercalé sans avoir cassé significativement la structure de l’argile.
a)
b)
Figure III-15 Spectres de rayons X pour les systèmes : a) PMMA (50,000g/mol)/30B 5pcr voie solvant, b)
PMMA (50,000g/mol)/30B 5pcr voie fondue en comparaison avec 30B seule.
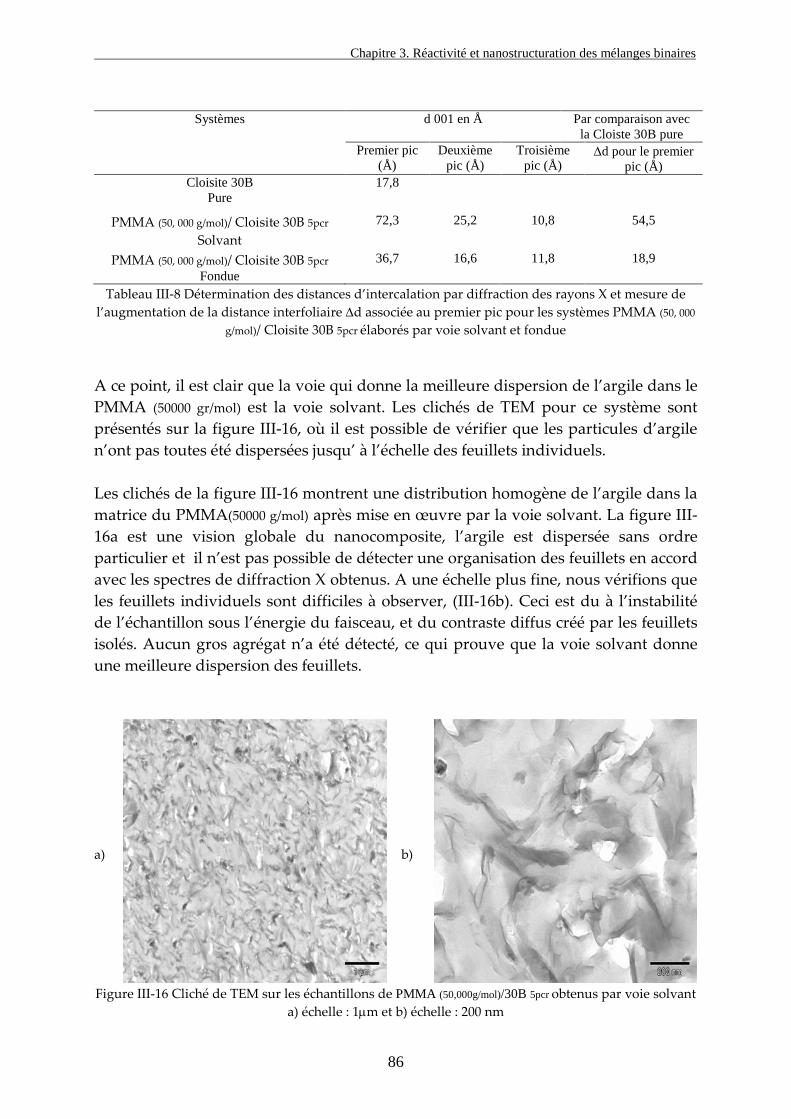
Chapitre 3. Réactivité et nanostructuration des mélanges binaires
86
Systèmes d 001 en Å Par comparaison avec
la Cloiste 30B pure Premier pic
(Å) Deuxième
pic (Å) Troisième
pic (Å) ∆d pour le premier
pic (Å) Cloisite 30B
Pure 17,8
PMMA (50, 000 g/mol)/ Cloisite 30B 5pcr Solvant
72,3 25,2 10,8 54,5
PMMA (50, 000 g/mol)/ Cloisite 30B 5pcr Fondue
36,7 16,6 11,8 18,9
Tableau III-8 Détermination des distances d’intercalation par diffraction des rayons X et mesure de l’augmentation de la distance interfoliaire ∆d associée au premier pic pour les systèmes PMMA (50, 000
g/mol)/ Cloisite 30B 5pcr élaborés par voie solvant et fondue A ce point, il est clair que la voie qui donne la meilleure dispersion de l’argile dans le PMMA (50000 gr/mol) est la voie solvant. Les clichés de TEM pour ce système sont présentés sur la figure III-16, où il est possible de vérifier que les particules d’argile n’ont pas toutes été dispersées jusqu’ à l’échelle des feuillets individuels. Les clichés de la figure III-16 montrent une distribution homogène de l’argile dans la matrice du PMMA(50000 g/mol) après mise en œuvre par la voie solvant. La figure III-16a est une vision globale du nanocomposite, l’argile est dispersée sans ordre particulier et il n’est pas possible de détecter une organisation des feuillets en accord avec les spectres de diffraction X obtenus. A une échelle plus fine, nous vérifions que les feuillets individuels sont difficiles à observer, (III-16b). Ceci est du à l’instabilité de l’échantillon sous l’énergie du faisceau, et du contraste diffus créé par les feuillets isolés. Aucun gros agrégat n’a été détecté, ce qui prouve que la voie solvant donne une meilleure dispersion des feuillets. a)
b)
Figure III-16 Cliché de TEM sur les échantillons de PMMA (50,000g/mol)/30B 5pcr obtenus par voie solvant
a) échelle : 1µm et b) échelle : 200 nm

Chapitre 3. Réactivité et nanostructuration des mélanges binaires
87
En ce qui concerne les mélanges PMMA (50000 g/mol)/Cloisite 30B 5pcr élaborés par voie fondue, on observe sur la figure III-17a des fines particules primaires ou tactoides présentant une orientation préférentielle [VER05]. La mesure des longueurs des feuillets est rendue difficile, puisqu’ils sont disposés les uns à la suite des autres. Cependant les épaisseurs des feuillets sont estimées entre 0,06 et 0,22 µm. Ces agrégats coexistent avec des agrégats plus gros mais plus limités en nombre, avec des tailles comprises entre 0,7 et 2,5 µm. En revanche il est très difficile de discerner des feuillets individuels, comme on peut le voir sur les figures III-17b et III-17c.
a) (b)
(c)
Figure III-17 Clichés de TEM pour les échantillons de PMMA (50,000g/mol)/30B 5pcr obtenus par voie fondue aux trois grossissements différents : a) 1µm b) 200 nm et c) 500 nm
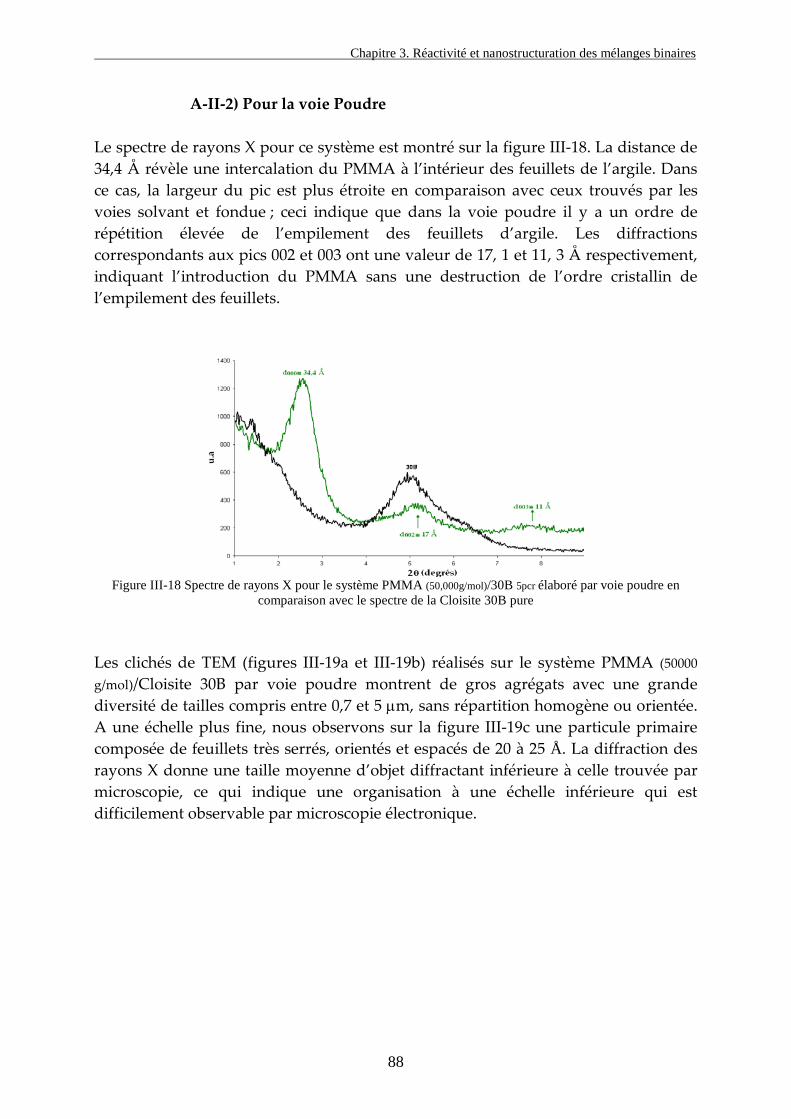
Chapitre 3. Réactivité et nanostructuration des mélanges binaires
88
A-II-2) Pour la voie Poudre Le spectre de rayons X pour ce système est montré sur la figure III-18. La distance de 34,4 Å révèle une intercalation du PMMA à l’intérieur des feuillets de l’argile. Dans ce cas, la largeur du pic est plus étroite en comparaison avec ceux trouvés par les voies solvant et fondue ; ceci indique que dans la voie poudre il y a un ordre de répétition élevée de l’empilement des feuillets d’argile. Les diffractions correspondants aux pics 002 et 003 ont une valeur de 17, 1 et 11, 3 Å respectivement, indiquant l’introduction du PMMA sans une destruction de l’ordre cristallin de l’empilement des feuillets.
Figure III-18 Spectre de rayons X pour le système PMMA (50,000g/mol)/30B 5pcr élaboré par voie poudre en
comparaison avec le spectre de la Cloisite 30B pure
Les clichés de TEM (figures III-19a et III-19b) réalisés sur le système PMMA (50000 g/mol)/Cloisite 30B par voie poudre montrent de gros agrégats avec une grande diversité de tailles compris entre 0,7 et 5 µm, sans répartition homogène ou orientée. A une échelle plus fine, nous observons sur la figure III-19c une particule primaire composée de feuillets très serrés, orientés et espacés de 20 à 25 Å. La diffraction des rayons X donne une taille moyenne d’objet diffractant inférieure à celle trouvée par microscopie, ce qui indique une organisation à une échelle inférieure qui est difficilement observable par microscopie électronique.

Chapitre 3. Réactivité et nanostructuration des mélanges binaires
89
a) (b)
(c)
Figure III-19 Clichés de TEM pour l’échantillon PMMA (50,000g/mol)/30B 5pcr obtenu par voie poudre : a) 5 µm b) 1µm et c) 200 nm
La comparaison au même grossissement des clichés TEM reportée sur la figure III-20 révèle l’influence du procédé d’élaboration sur la dispersion et la morphologie finale. Il ressort que la voie poudre est celle qui conduit à la dispersion la moins homogène avec la présence de gros agrégats. En revanche, le degré de dispersion de l’argile dans la matrice est équivalent pour une mise en œuvre dans le fondu ou à partir d’un solvant. La différence majeure provient de l’orientation des particules primaires dans la voie fondue.
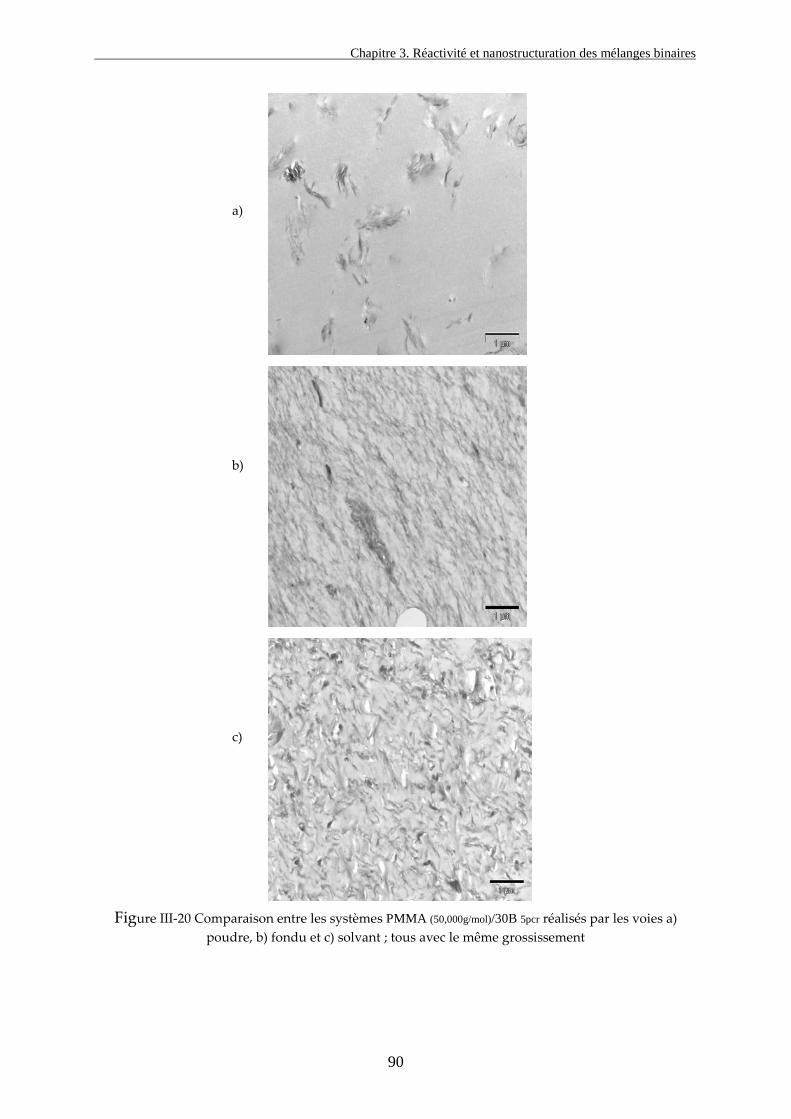
Chapitre 3. Réactivité et nanostructuration des mélanges binaires
90
a)
b)
c)
Figure III-20 Comparaison entre les systèmes PMMA (50,000g/mol)/30B 5pcr réalisés par les voies a)
poudre, b) fondu et c) solvant ; tous avec le même grossissement

Chapitre 3. Réactivité et nanostructuration des mélanges binaires
91
B) Avec un PMMA de faible masse molaire (1000 g/mol) B-I) Description du procédé d’élaboration B-I-1) Voie ex situ solvant et fondue Dans le cas de la voie solvant ; le PMMA (1000 g/mol) est introduit dans 50 ml de toluène, d’autre part 5 pcr de Cloisite 30B (par rapport à la quantité de PMMA) sont introduits dans 10 ml de toluène. Individuellement chaque solution est alors agitée pendant 20 minutes en utilisant la sonde à ultrasons. Finalement les deux solutions sont mélangées et une dernière agitation est réalisée pendant 20 minutes. Tout le processus est développé à 25°C. La figure III-21 illustre la procédure.
Figure III-21 Procédé de mis en œuvre du système PMMA (1000 g/mol)/30B 5pcr par voie solvant à 25°C
Pour l’élaboration du nanocomposite par voie fondue nous avons utilisé la procédure décrite dans la section antérieure. B-I-2) Voie in situ: Polymérisation radicalaire Le composite est réalisé en introduisant le monomère (méthacrylate de méthyle, 10g), l’agent de transfert (n-dodécanethiol, 2.52g), le solvant (toluène, 23mL), et la charge dans un ballon tricol. On agite 30 min à la sonde à ultrasons. Puis on ajoute l’amorceur (AIBN, 0.325g) et on réalise le processus de polymérisation radicalaire comme préalablement décrit. La quantité de charge introduite est de 0.525g pour un nanocomposite à 5.25pcr de charge et de 1.05g pour un nanocomposite à 10.5pcr de charges
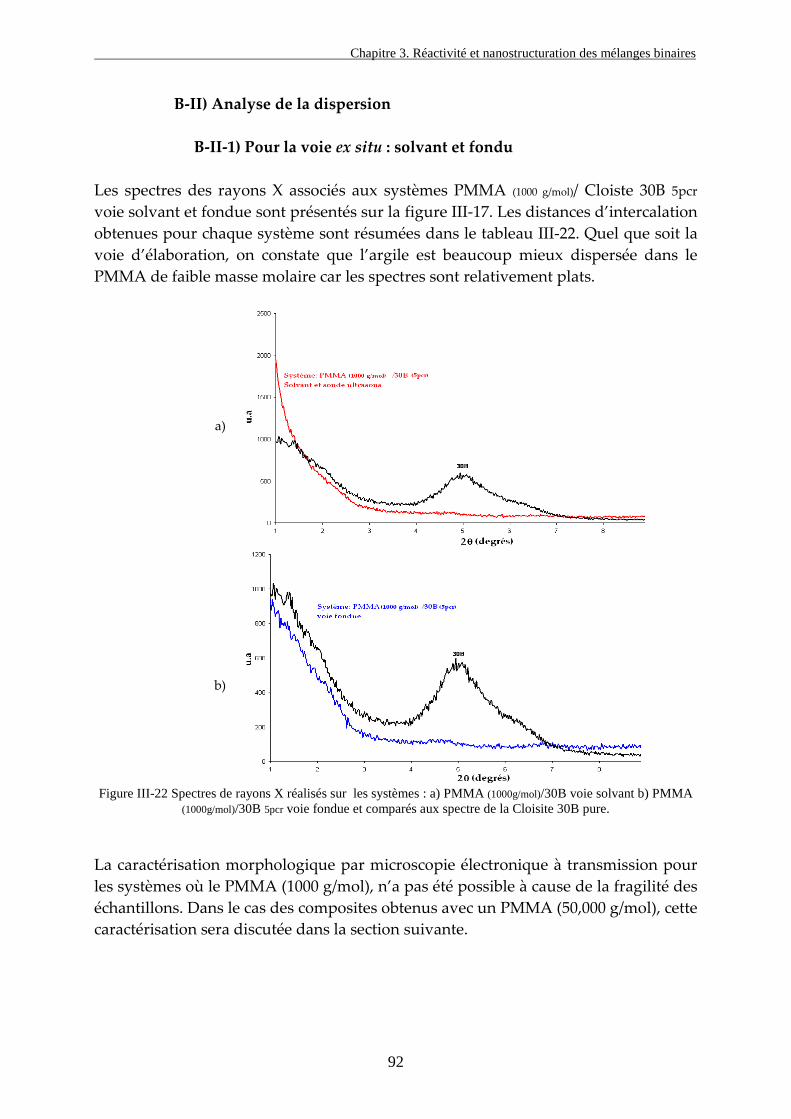
Chapitre 3. Réactivité et nanostructuration des mélanges binaires
92
B-II) Analyse de la dispersion B-II-1) Pour la voie ex situ : solvant et fondu Les spectres des rayons X associés aux systèmes PMMA (1000 g/mol)/ Cloiste 30B 5pcr voie solvant et fondue sont présentés sur la figure III-17. Les distances d’intercalation obtenues pour chaque système sont résumées dans le tableau III-22. Quel que soit la voie d’élaboration, on constate que l’argile est beaucoup mieux dispersée dans le PMMA de faible masse molaire car les spectres sont relativement plats.
a)
b)
Figure III-22 Spectres de rayons X réalisés sur les systèmes : a) PMMA (1000g/mol)/30B voie solvant b) PMMA
(1000g/mol)/30B 5pcr voie fondue et comparés aux spectre de la Cloisite 30B pure. La caractérisation morphologique par microscopie électronique à transmission pour les systèmes où le PMMA (1000 g/mol), n’a pas été possible à cause de la fragilité des échantillons. Dans le cas des composites obtenus avec un PMMA (50,000 g/mol), cette caractérisation sera discutée dans la section suivante.

Chapitre 3. Réactivité et nanostructuration des mélanges binaires
93
B-II-2) Pour la voie in situ : polymérisation radicalaire Chaque échantillon nanocomposite est analysé par diffraction des rayons X afin de connaître la distance interfoliaire entre les feuillets de la charge introduite et ainsi voir si celle-ci est intercalée ou non. Les résultats sont résumés dans le tableau III-8. Tous ces résultats sont obtenus grâce à un logiciel de déconvolution de spectres. Le nombre de feuillets par particule est obtenu à partir de la mesure de la largeur du pic de diffraction a mi hauteur correspondant à la dimension de l’objet diffractant, c’est-à-dire une particule primaire. La formule de Sherrer [REB03] donne la taille de la particule diffractante.
L=(0.9λ)/(∆(2θ0)cosθ0) avec L=dimension de l’objet diffractant
λ=longueur d’onde utilisée
θ=angle du pic principal de diffraction
∆(2θ0)=largeur du pic à mi-hauteur
L étant la dimension de l’objet de l’objet diffractant, il suffit de diviser par la valeur de d001 pour obtenir le nombre de feuillets par objet
Le nanocomposite possède plusieurs populations de charges avec des distances interfoliaires et un nombre moyen de plaquettes liées différents. Le tableau III-9 montre que 84,7% des charges se présentent sous la forme de particules primaires renfermant une moyenne de 1.3 feuillets écartés de 57 Å. Seulement 5,8% des charges se présentent sous la forme de particule primaire contenant 2.1 feuillets en moyenne intercalés de 38.7 Å. Enfin, 9,5% de cloisite30B est restée à l’état quasi initial avec une distance interfoliaire de 19,5Å contre 18 Å (initialement) et des tailles d’agrégats non définis par le logiciel compte tenu de leur grosseur.
Référence Conditions expérimentales
Proportion de charge (%)
Distance interfoliaire (Angstroms)
Nombre moyen de plaquettes liées
entre elles PMMA/30B In-situ avec
5 pcr de Cloisite 30B
84,7 5,8 9,5
56,9 38,7 19,5
1,3 2,1 ∞
Tableau III-9 : analyses RX des composites PMMA (1000 g/mol) /argile réalisés par voie in-situ
Cette analyse nous permet de constater une moins bonne intercalation du PMMA (1000 g/mol) entre les feuillets lorsque celui-ci est synthétisé in situ.
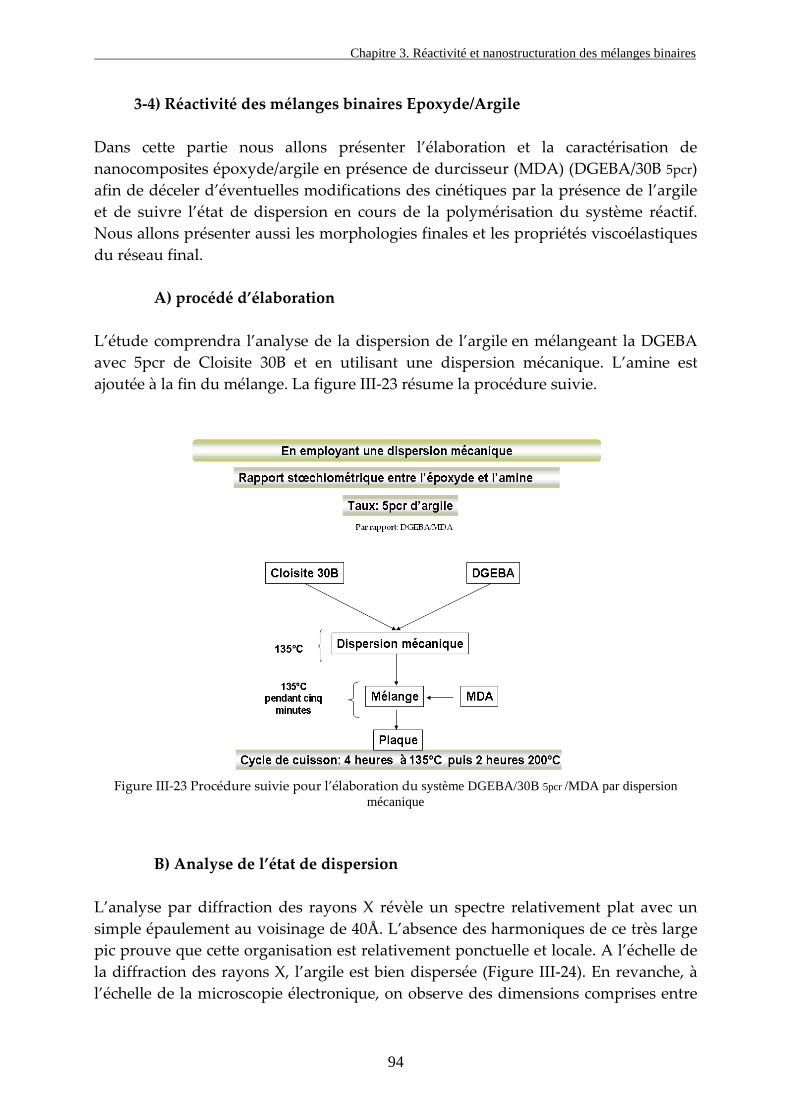
Chapitre 3. Réactivité et nanostructuration des mélanges binaires
94
3-4) Réactivité des mélanges binaires Epoxyde/Argile Dans cette partie nous allons présenter l’élaboration et la caractérisation de nanocomposites époxyde/argile en présence de durcisseur (MDA) (DGEBA/30B 5pcr) afin de déceler d’éventuelles modifications des cinétiques par la présence de l’argile et de suivre l’état de dispersion en cours de la polymérisation du système réactif. Nous allons présenter aussi les morphologies finales et les propriétés viscoélastiques du réseau final. A) procédé d’élaboration L’étude comprendra l’analyse de la dispersion de l’argile en mélangeant la DGEBA avec 5pcr de Cloisite 30B et en utilisant une dispersion mécanique. L’amine est ajoutée à la fin du mélange. La figure III-23 résume la procédure suivie.
Figure III-23 Procédure suivie pour l’élaboration du système DGEBA/30B 5pcr /MDA par dispersion
mécanique B) Analyse de l’état de dispersion L’analyse par diffraction des rayons X révèle un spectre relativement plat avec un simple épaulement au voisinage de 40Å. L’absence des harmoniques de ce très large pic prouve que cette organisation est relativement ponctuelle et locale. A l’échelle de la diffraction des rayons X, l’argile est bien dispersée (Figure III-24). En revanche, à l’échelle de la microscopie électronique, on observe des dimensions comprises entre
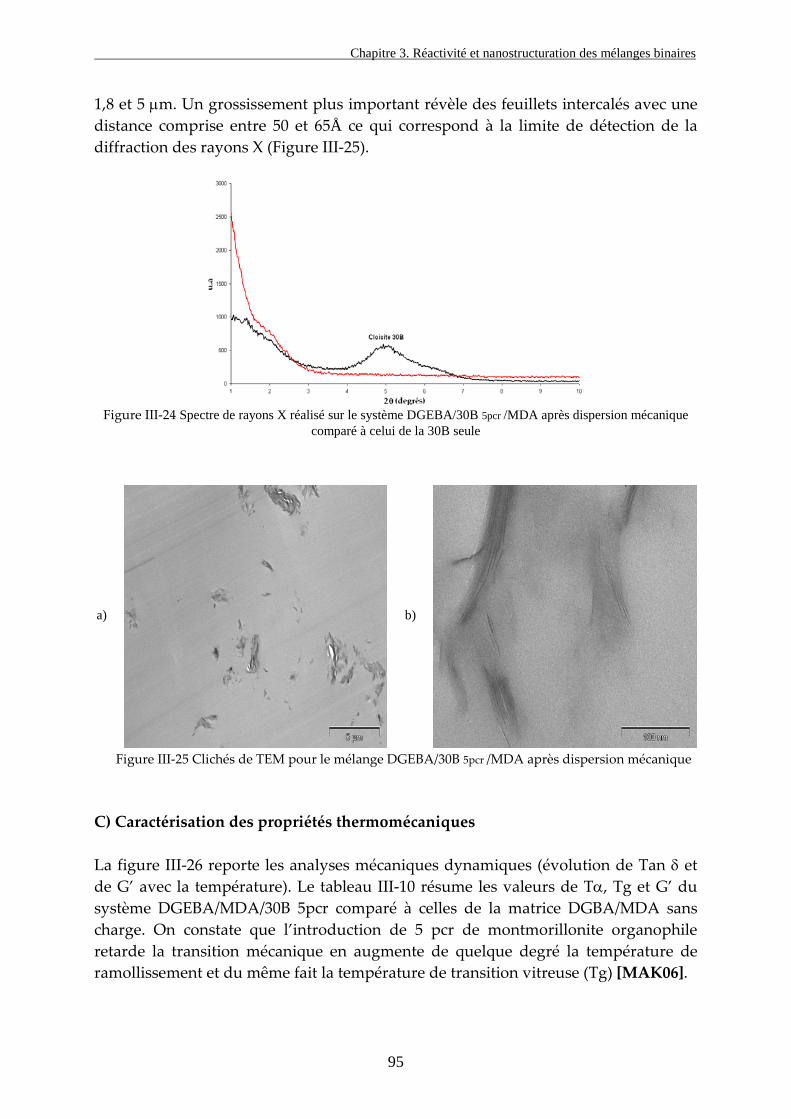
Chapitre 3. Réactivité et nanostructuration des mélanges binaires
95
1,8 et 5 µm. Un grossissement plus important révèle des feuillets intercalés avec une distance comprise entre 50 et 65Å ce qui correspond à la limite de détection de la diffraction des rayons X (Figure III-25).
Figure III-24 Spectre de rayons X réalisé sur le système DGEBA/30B 5pcr /MDA après dispersion mécanique
comparé à celui de la 30B seule
a)
b)
Figure III-25 Clichés de TEM pour le mélange DGEBA/30B 5pcr /MDA après dispersion mécanique
C) Caractérisation des propriétés thermomécaniques La figure III-26 reporte les analyses mécaniques dynamiques (évolution de Tan δ et de G’ avec la température). Le tableau III-10 résume les valeurs de Tα, Tg et G’ du système DGEBA/MDA/30B 5pcr comparé à celles de la matrice DGBA/MDA sans charge. On constate que l’introduction de 5 pcr de montmorillonite organophile retarde la transition mécanique en augmente de quelque degré la température de ramollissement et du même fait la température de transition vitreuse (Tg) [MAK06].
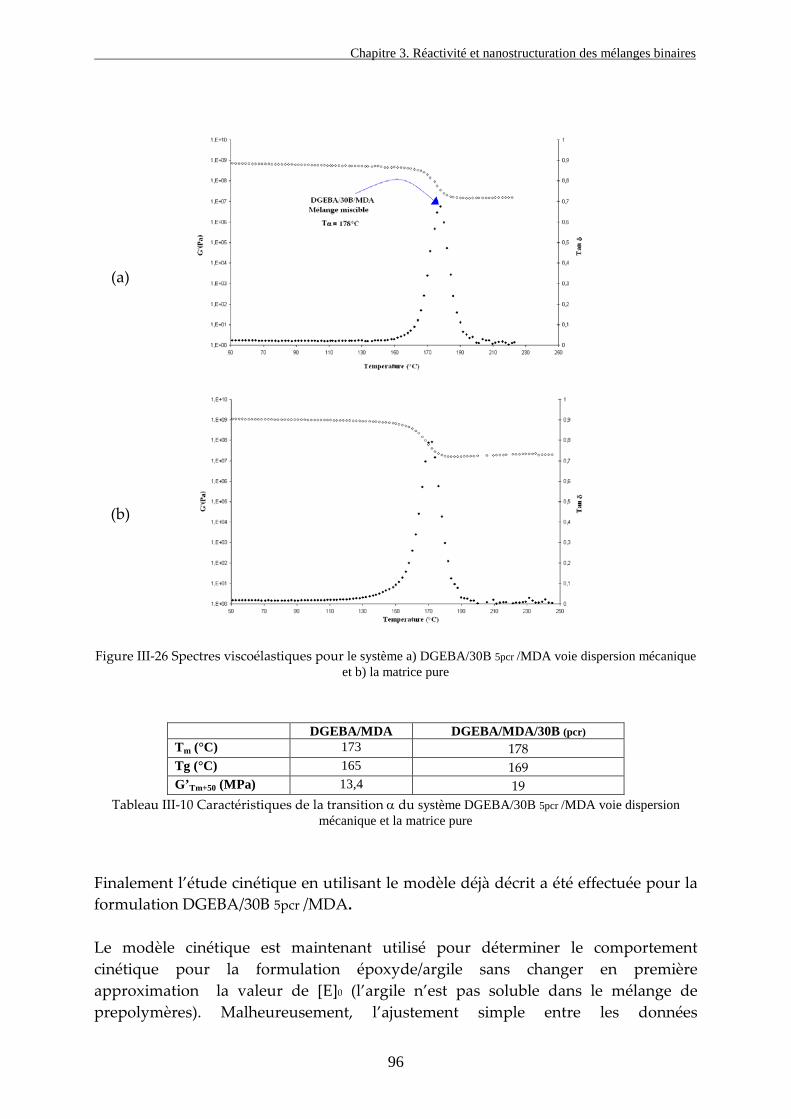
Chapitre 3. Réactivité et nanostructuration des mélanges binaires
96
(a)
(b)
Figure III-26 Spectres viscoélastiques pour le système a) DGEBA/30B 5pcr /MDA voie dispersion mécanique et b) la matrice pure
DGEBA/MDA DGEBA/MDA/30B (pcr) Tm (°C) 173 178 Tg (°C) 165 169 G’Tm+50 (MPa) 13,4 19
Tableau III-10 Caractéristiques de la transition α du système DGEBA/30B 5pcr /MDA voie dispersion mécanique et la matrice pure
Finalement l’étude cinétique en utilisant le modèle déjà décrit a été effectuée pour la formulation DGEBA/30B 5pcr /MDA. Le modèle cinétique est maintenant utilisé pour déterminer le comportement cinétique pour la formulation époxyde/argile sans changer en première approximation la valeur de [E]0 (l’argile n’est pas soluble dans le mélange de prepolymères). Malheureusement, l’ajustement simple entre les données

Chapitre 3. Réactivité et nanostructuration des mélanges binaires
97
expérimentales et les calculs n’est pas satisfaisant. Comme différentes publications le mentionnent [PAR03], [PIN00], [SHI96] l’argile a une tendance à augmenter la vitesse de réaction (à cause du comportement catalytique de plusieurs espèces solubles qui sont présentes dans l’argile). Cet effet catalytique a été considéré et ajouté comme un nouveau paramètre [cat]0 au modèle, correspondant à l’addition de nouvelles espèces catalytiques extraites de l’argile au début de la réaction :
[ ] [ ] [ ][ ]
'2 20 00
0
'.exp . . .(1 )OH catdx EaK E x x
dt RT E +
= − + − Equation III-22
La minimisation d’un nouveau critère OLS pour toutes les expériences (sans changer les valeurs de k et Ea’ qui sont supposées constantes) tend vers une valeur optimisée
de [ ] [ ]
[ ]0 0
0
OH catE+
= 0.127, par rapport à 0.075 en absence d’argile. Les résultats (en
employant ce nouveau paramètre) sont illustrés sur la figure III-27: les valeurs calculées sont maintenant en bon accord avec celles obtenues expérimentalement.
Figure III-27 Conversion de la formulation époxyde/argile en fonction du temps pour quatre
températures : 135°C, 120°C, 100°C, et 90°C ; de gauche à droite. La ligne plus épaisse est associée aux valeurs expérimentales, et la ligne fine aux valeurs simulées en considérant l’effet catalytique de
l’argile L’effet catalytique de l’argile n’a pas influencé l’évolution de la Tg en fonction de la conversion pour le système DGEBA/30B/MDA, comme cela est montré sur la figure III-28.
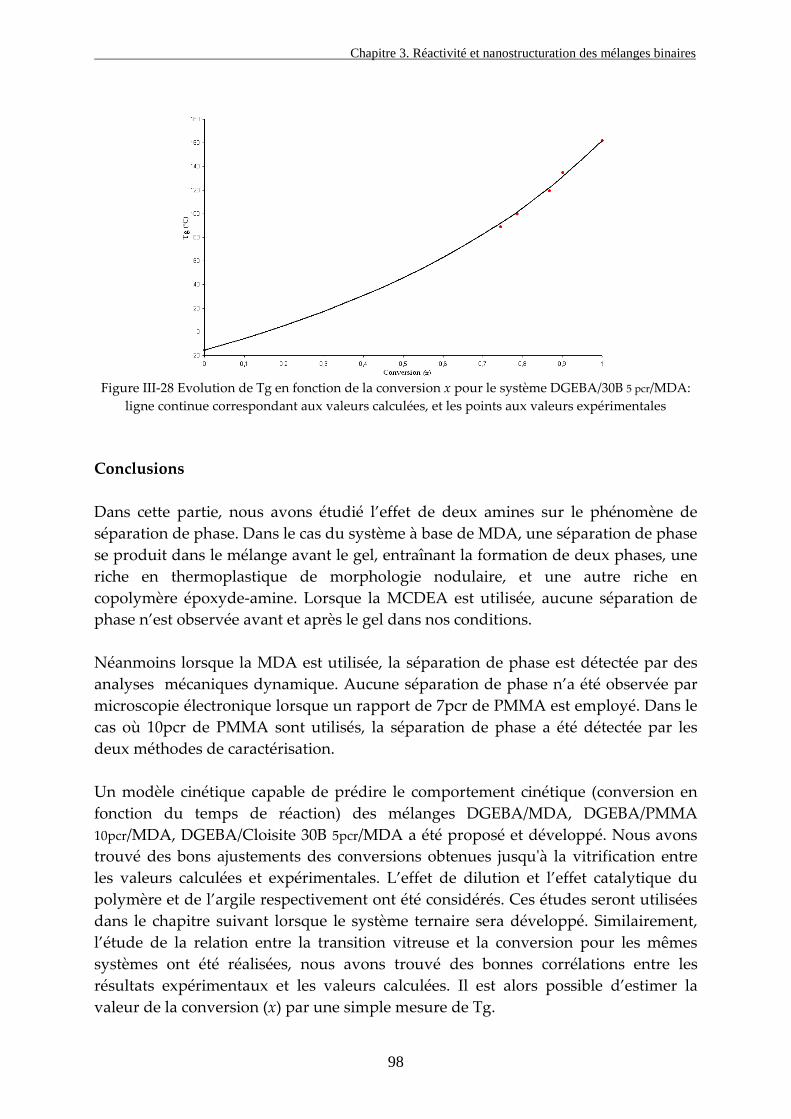
Chapitre 3. Réactivité et nanostructuration des mélanges binaires
98
Figure III-28 Evolution de Tg en fonction de la conversion x pour le système DGEBA/30B 5 pcr/MDA:
ligne continue correspondant aux valeurs calculées, et les points aux valeurs expérimentales
Conclusions Dans cette partie, nous avons étudié l’effet de deux amines sur le phénomène de séparation de phase. Dans le cas du système à base de MDA, une séparation de phase se produit dans le mélange avant le gel, entraînant la formation de deux phases, une riche en thermoplastique de morphologie nodulaire, et une autre riche en copolymère époxyde-amine. Lorsque la MCDEA est utilisée, aucune séparation de phase n’est observée avant et après le gel dans nos conditions. Néanmoins lorsque la MDA est utilisée, la séparation de phase est détectée par des analyses mécaniques dynamique. Aucune séparation de phase n’a été observée par microscopie électronique lorsque un rapport de 7pcr de PMMA est employé. Dans le cas où 10pcr de PMMA sont utilisés, la séparation de phase a été détectée par les deux méthodes de caractérisation. Un modèle cinétique capable de prédire le comportement cinétique (conversion en fonction du temps de réaction) des mélanges DGEBA/MDA, DGEBA/PMMA 10pcr/MDA, DGEBA/Cloisite 30B 5pcr/MDA a été proposé et développé. Nous avons trouvé des bons ajustements des conversions obtenues jusqu'à la vitrification entre les valeurs calculées et expérimentales. L’effet de dilution et l’effet catalytique du polymère et de l’argile respectivement ont été considérés. Ces études seront utilisées dans le chapitre suivant lorsque le système ternaire sera développé. Similairement, l’étude de la relation entre la transition vitreuse et la conversion pour les mêmes systèmes ont été réalisées, nous avons trouvé des bonnes corrélations entre les résultats expérimentaux et les valeurs calculées. Il est alors possible d’estimer la valeur de la conversion (x) par une simple mesure de Tg.
Chapitre 3. Réactivité et nanostructuration des mélanges binaires
99
L’addition de différents taux de PMMA n’a apparemment pas une influence importante sur l’énergie d’activation de gélification. En comparant à la matrice pure, l’énergie d’activation reste presque constante. Nous pouvons dire que le système reste stable. La pureté de la phase séparée a été calculée en utilisant l’équation de FOX. Un pourcentage de 6% de PMMA reste mélangé à la matrice. On peut dire que la phase de PMMA séparée est presque pure. L’influence de la masse molaire du PMMA est un facteur important qui induit une meilleure exfoliation de la Cloisite 30B comme nous l’avons montré avec le PMMA de failbe masse (1000 g/mol) pour les deux voies de synthèse fondue et solvant. Cependant la fragilité des composites obtenus n’a pas permis la caractérisation par microscopie électronique à transmission. C’est une indication que le PMMA de 1000 g/mol est en dessous de la limite pour obtenir un matériau de renfort. De plus il existe le risque qu’en utilisant ce PMMA dans un système époxyde - amine, la séparation de phase ne soit pas obtenue. Cette dernière hypothèse sera vérifiée dans le chapitre suivant. Le procédé de synthèse délicat et les problèmes de reproductibilité font que la plus grande partie du travail sera effectuée avec le PMMA de plus grande masse molaire (50 000g/mol). Nous avons montré que la voie solvant donne la meilleure dispersion. Cette voie sera donc employée pour la fabrication des nanocomposites ternaires, et il reste aussi à vérifier qu’une séparation de phase puisse être obtenue dans ces systèmes ternaires. En revanche, la dispersion de l’argile dans le système thermodure n’est pas très homogène même si les spectres de rayons X montrent une bonne dispersion à cette échelle, les clichés de TEM révèlent des agglomérats avec des tailles compris entre 1 et 5 µm. Dans le chapitre suivant il sera étudié de façon plus approfondie le rôle du thermoplastique pour améliorer la dispersion de l’argile dans le réseau époxyde-amine.
Chapitre 3. Réactivité et nanostructuration des mélanges binaires
100
REFERENCES BIBLIOGRAPHIQUES [BAI96] BAILLEUL JL., DELAUNAY D., JARNY Y. J., Determination of
Temperature Variable Properties of Composite Materials: Methodology and Experimental Results, Reinf. Plast. Comp; 1996; Vol. 15, pp. 479-496.
[BEC77] BECK JV., ARNOLD KJ., Parameter Estimation in Engineering and Science, John Wiley & sons, NY 1977.
[DUS86] DUSEK K,. Epoxy Resins and composites III. Advances in Polymers Science, Springer-Verlag 1986.
[GIR95] GIRARD-REYDET E., RICCARDI CC., SAUTEREAU H., PASCAULT JP., Epoxy-aromatics diamine kinetics. 1. Modeling and influence of the Diamine structure, Macromolecules; 1995; Vol. 28, pp. 7599-7607.
[GIR96] GIRARD-REYDET E., Phénomène de séparation de phase induit par une réaction chimique dans des mélanges thermoplastiques/polyépoxy. Contrôle des morphologies et propriétés, Thèse: Matériaux Macromoléculaires et Composites. INSA-Lyon, Fr. 1996.
[GOM93] GOMEZ C. M., BUCKNALL C. B., Blends of poly (methyl methacrylate) with epoxy resin and an aliphatic amine hardener, Polymer; 1993; Vol. 34, pp. 2111-2117.
[HED01] HEDREUL C., GALY J., DUPUY G., DELMOTTE M., MORE C., Morphology of a linear polymer-modified epoxy-amine formulation cured by microwave energy at different heating rates, J. Appl. Polym. Sci; 2001; Vol. 82, pp. 1118-1128.
[HEM91] HEMMINGER WF., SARGE SM., The baseline construction and its influence on the measurement of heat with differential scanning calorimeters, J. Thermal. Anal. Cal; 1991; Vol. 37, pp. 1455-1477.
[JOH81] GILLHAM J. K., The Time-Temperature-Transformation (TTT) state diagram and cure; The role of the polymeric matrix in the processing and structural properties of composite materials. Plenum Press, New York, edited by James C. S., Luigi N, 1981.
[LAH06] LAHLALI N., DUPUY J., DUMON M., Cure kinetics and modeling of an epoxy resin cross-linked in the presence of two different diamine hardeners, Polym. Eng. Sci; 2005; Vol. 45, pp. 1581-1589.
[LEP02] LE PLUART L., Nanocomposites Epoxyde / amine / montmorillonite: Rôle des interactions sur la formation, la morphologie aux différents niveaux d’échelle et les propriétés mécaniques des réseaux, Thèse: Matériaux Macromoléculaires et Composites. INSA-Lyon, Fr. 2002.
[LOY04] LOYENS W., JANNSCH P., MAURER F HJ., Effect of clay and modifier and matrix molar mass on the structure and properties of
Chapitre 3. Réactivité et nanostructuration des mélanges binaires
101
poly(ethylene oxide)/Cloisite nanocomposites via melt-compounding, Polymer; 2004; Vol. 46, pp. 903-914.
[MAK06] MAKSIMOV RD., GAIDUKOVS S., KALNINS M., ZICANS J., PLUME E., Ananocomposite base don a styrene-acrylate copolymer and native montmorillonite clay 1. Preparation, testing and properties, Mech. Comp. Mater; 2006, Vol. 42, pp. 45-54.
[MIL92] MILITKY J., SESTAK J., Building and statistical interpretation of non-isothermal kinetic mode, Thermochim. Acta; 1992; Vol. 203, pp. 31-42.
[MIT00] MITITELU A., HAMAIDE T., NOVAT C., DUPUY J., CASCAVAL CN., SIMIONESCU BC., NAVARD P., Curing kinetics of liquid-crystalline epoxy resins with inverse reactivity ratios, Macromol. Chem. Phys; 2000; Vol. 201, pp. 1209-1213.
[MON98] MONDRAGON I., REMIRO PM., MARTIN MD., VALEA A., Viscoelastic Behaviour of Epoxy Resins modified with poly(methyl methacrylate), Polym. Int; 1998; Vol. 47, pp. 152-158.
[PAR03] PARK JH., JANA SC., The relationship between nano and micro structure and mechanical properties in PMMA-epoxy-nanoclay composites, Macromolecules; 2003, Vol. 36, pp. 8391-8394.
[PAS02] PASCAULT J-P., SAUTEREAU H., VERDU J., WILLIAMS R. J. J., Thermosetting polymers, New York: Marcel Dekker AG, 2002.
[PIN00] PINNAVAI TJ., BEALL GW., Polymer-Clay nanocomposites. John Wiley & sons, NY 2000.
[PEÑ03] PEÑA G., ECEIZA A., VALEA A., REMIRO P., OYANGUREN P., MONDRAGON I., Control of morphologies and mechanical properties of thermoplastic-modified epoxy matrices by addition of a second thermoplastic, Polym. Int; 2003; Vol. 52, pp. 1444-1453.
[REB03] RABANAL ME., VÁREZ A., LEVENFELD B., TORRALBAJM., Magnetic properties of Mg-ferrite after milling process, J. Matt. Pross. Tech; 2003; Vol. 143, pp.470-474.
[REM99] REMIRO P. M., RICCARDI C. C., CORCUERA M.A., MONDRAGON I., Design of morphology in PMMA-modified epoxy resins by control of curing conditions. I. Phase Behavior, J. Appl. Polym. Sci; 1999; Vol. 74, pp. 772-780.
[RIC84] RICCARDI CC., ADABBO HE., WILLIAMS RJJ., Curing reaction of epox. resins with diamines, J. Appl. Polym Sci; 1984; Vol. 29, pp. 2481-2492.
[RIT00] RITZENTHALER S., GIRARD-REYDET E., PASCAULT J-P., Influence of hardener on miscibility of blends of poly(methyl methacrylate) and epoxy networks, Polymer; 2000; Vol. 41. pp. 6375-6386.
Chapitre 3. Réactivité et nanostructuration des mélanges binaires
102
[SHE03] SHEN ZHIQI., SIMON GP., CHENG Y-B., Nanocomposites of poly(methyl methacrylate) and organically modified layered silicates by melt intercalation, J. Appl. Polym. Sci; 2003; Vol. 92, pp. 2101-2115.
[SHI96] SHI, H., LAN, T., PINNAVAIA, T. J., Interfacial Effects on the Reinforcement Properties of Polymer-Organoclay Nanocomposites, Chem. Mater; 1996; Vol. 8, pp. 1584-1587.
[SKO01] SKORDOS AA., PARTRIDGE IK., Cure kinetics modeling of epoxy resins using a non-parametric numerical procedure, Polym. Eng. Sci ; 2001; Vol. 41, pp. 793-805.
[SWI03] SWIER S., VAN MELE B., Mechanistic Modeling of the Epoxy-Amine Reaction in the Presence of Polymeric Modifiers by Means of Modulated Temperature DSC, Macromolecules; 2003; vol. 36, pp. 4424-35.
[VER05] VERMOGEN A., MASENELLI-VARLOT K., SÉGUÉLA R., Evaluation of the Structure and Dispersion in Polymer-Layered Silicate Nanocomposites, Macromolecules; 2003; vol. 38, pp. 9661-9669.
[XU04] XU W., HE P., PAN W-P.; Cure behavior of Epoxy resin/MMT/DETA nanocomposite, J. Therm. Anal. Cal; 2004; Vol. 78, pp. 6456.
[ZVE02] ZVETKOV VL., A Modified Kinetic Model of the Epoxy-Amine Reaction, Macromol. Chem. Phys; 2002; Vol. 203, pp. 467-476.
Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile
103
Chapitre IV Mélanges ternaires: Epoxy/PMMA/argile

Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile
104

Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile
105
Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile Une grande variété de composites polymère – argile a été réalisée avec succès à travers l’intégration d’argile dans des matrices polymères [ALE00]. Les mélanges entre polymères thermoplastiques (TP) et thermodures (TD) ont été utilisés pour des applications hautes performances des polymères. L’intérêt principal des mélanges TP/TD est d’améliorer la résistance mécanique du réseau époxyde TD final grâce à la présence de la phase thermoplastique séparée. Cependant il n’y a pas eu beaucoup d’études sur les systèmes nanocomposites ternaires TD/argile/TP [PAR03]. L’originalité et l’intérêt de ce travail résident dans l’incorporation d’une phase thermoplastique qui peut aider le mécanisme de dispersion de l’argile dans la matrice thermodure en cours de polymérisation. Aussi nous voulons savoir quel type de morphologies il est possible d’obtenir en considérant l’ordre d’introduction des matériaux, la masse molaire du polymère et les modes de dispersion, en travaillant toujours en-dessous de la fraction volumique critique afin de disperser la phase thermoplastique dans une matrice époxyde- amine continue. La figure IV-1 illustre les éventuelles possibilités de structuration du composite final: a) le thermoplastique et l’argile peuvent rester séparés et dispersés dans la matrice époxyde-amine ; b) le thermoplastique peut s’insérer dans l’argile gonflée ; c) l’argile peut se placer à l’intérieur de la phase séparée de PMMA ou toute autre combinaison ou coexistence des trois possibilités précédentes peut être envisagée.
Figure IV-1 Eventuelles possibilités de structuration d’un composite ternaire
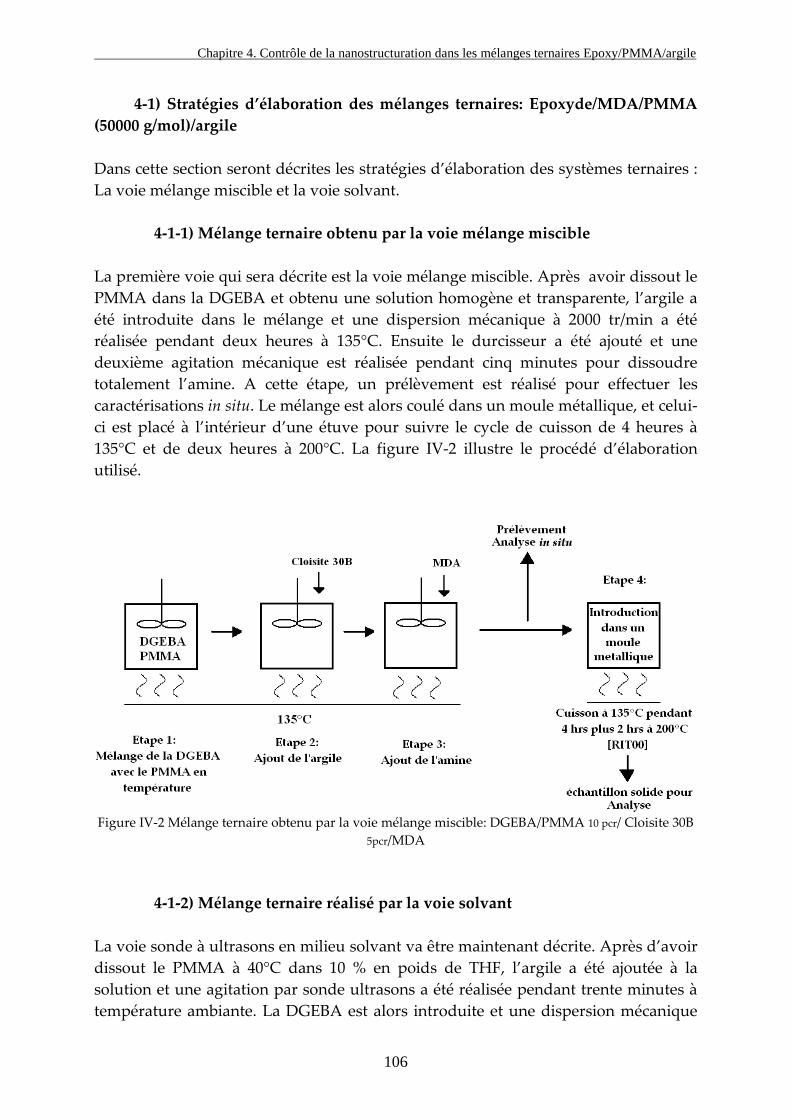
Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile
106
4-1) Stratégies d’élaboration des mélanges ternaires: Epoxyde/MDA/PMMA (50000 g/mol)/argile Dans cette section seront décrites les stratégies d’élaboration des systèmes ternaires : La voie mélange miscible et la voie solvant. 4-1-1) Mélange ternaire obtenu par la voie mélange miscible La première voie qui sera décrite est la voie mélange miscible. Après avoir dissout le PMMA dans la DGEBA et obtenu une solution homogène et transparente, l’argile a été introduite dans le mélange et une dispersion mécanique à 2000 tr/min a été réalisée pendant deux heures à 135°C. Ensuite le durcisseur a été ajouté et une deuxième agitation mécanique est réalisée pendant cinq minutes pour dissoudre totalement l’amine. A cette étape, un prélèvement est réalisé pour effectuer les caractérisations in situ. Le mélange est alors coulé dans un moule métallique, et celui-ci est placé à l’intérieur d’une étuve pour suivre le cycle de cuisson de 4 heures à 135°C et de deux heures à 200°C. La figure IV-2 illustre le procédé d’élaboration utilisé.
Figure IV-2 Mélange ternaire obtenu par la voie mélange miscible: DGEBA/PMMA 10 pcr/ Cloisite 30B
5pcr/MDA 4-1-2) Mélange ternaire réalisé par la voie solvant La voie sonde à ultrasons en milieu solvant va être maintenant décrite. Après d’avoir dissout le PMMA à 40°C dans 10 % en poids de THF, l’argile a été ajoutée à la solution et une agitation par sonde ultrasons a été réalisée pendant trente minutes à température ambiante. La DGEBA est alors introduite et une dispersion mécanique
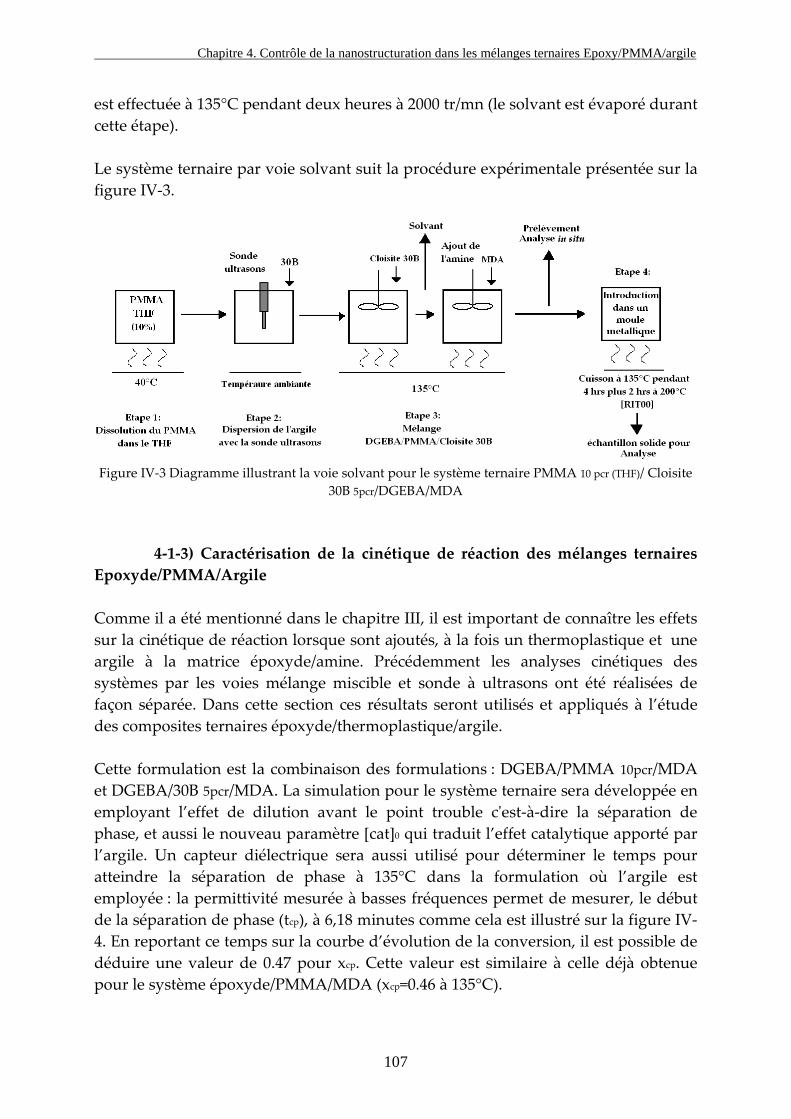
Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile
107
est effectuée à 135°C pendant deux heures à 2000 tr/mn (le solvant est évaporé durant cette étape). Le système ternaire par voie solvant suit la procédure expérimentale présentée sur la figure IV-3.
Figure IV-3 Diagramme illustrant la voie solvant pour le système ternaire PMMA 10 pcr (THF)/ Cloisite
30B 5pcr/DGEBA/MDA 4-1-3) Caractérisation de la cinétique de réaction des mélanges ternaires Epoxyde/PMMA/Argile Comme il a été mentionné dans le chapitre III, il est important de connaître les effets sur la cinétique de réaction lorsque sont ajoutés, à la fois un thermoplastique et une argile à la matrice époxyde/amine. Précédemment les analyses cinétiques des systèmes par les voies mélange miscible et sonde à ultrasons ont été réalisées de façon séparée. Dans cette section ces résultats seront utilisés et appliqués à l’étude des composites ternaires époxyde/thermoplastique/argile. Cette formulation est la combinaison des formulations : DGEBA/PMMA 10pcr/MDA et DGEBA/30B 5pcr/MDA. La simulation pour le système ternaire sera développée en employant l’effet de dilution avant le point trouble c'est-à-dire la séparation de phase, et aussi le nouveau paramètre [cat]0 qui traduit l’effet catalytique apporté par l’argile. Un capteur diélectrique sera aussi utilisé pour déterminer le temps pour atteindre la séparation de phase à 135°C dans la formulation où l’argile est employée : la permittivité mesurée à basses fréquences permet de mesurer, le début de la séparation de phase (tcp), à 6,18 minutes comme cela est illustré sur la figure IV-4. En reportant ce temps sur la courbe d’évolution de la conversion, il est possible de déduire une valeur de 0.47 pour xcp. Cette valeur est similaire à celle déjà obtenue pour le système époxyde/PMMA/MDA (xcp=0.46 à 135°C).
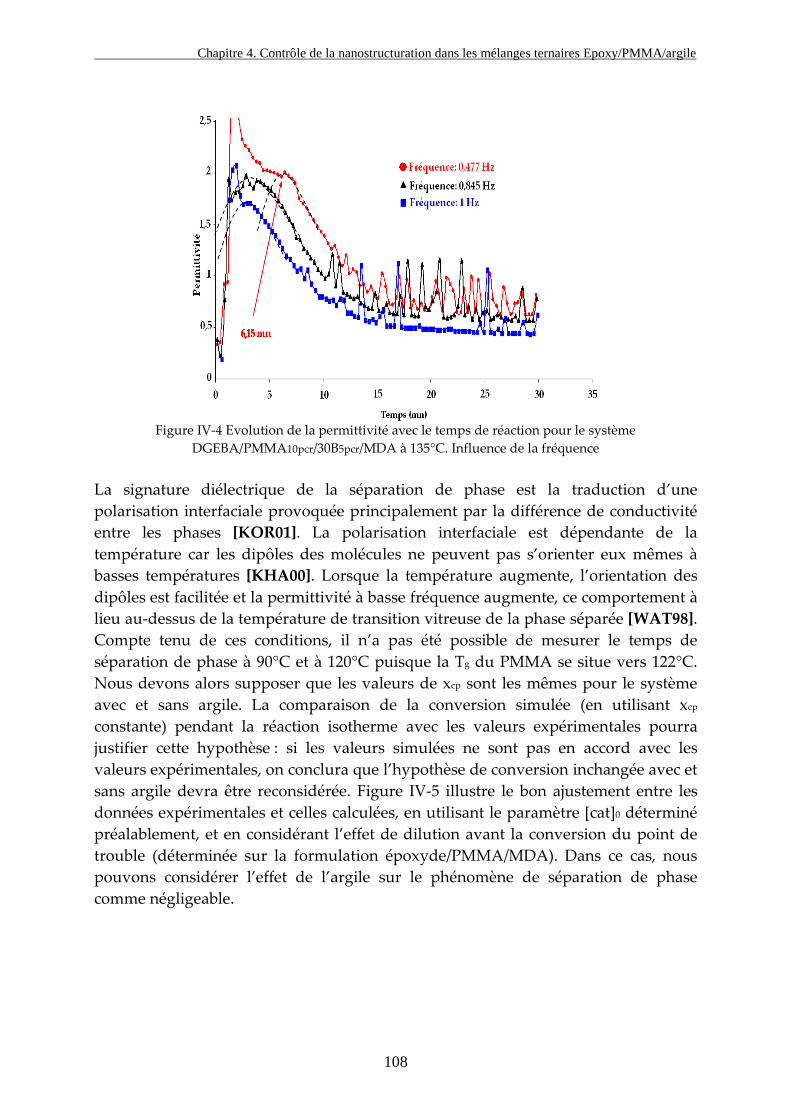
Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile
108
Figure IV-4 Evolution de la permittivité avec le temps de réaction pour le système
DGEBA/PMMA10pcr/30B5pcr/MDA à 135°C. Influence de la fréquence La signature diélectrique de la séparation de phase est la traduction d’une polarisation interfaciale provoquée principalement par la différence de conductivité entre les phases [KOR01]. La polarisation interfaciale est dépendante de la température car les dipôles des molécules ne peuvent pas s’orienter eux mêmes à basses températures [KHA00]. Lorsque la température augmente, l’orientation des dipôles est facilitée et la permittivité à basse fréquence augmente, ce comportement à lieu au-dessus de la température de transition vitreuse de la phase séparée [WAT98]. Compte tenu de ces conditions, il n’a pas été possible de mesurer le temps de séparation de phase à 90°C et à 120°C puisque la Tg du PMMA se situe vers 122°C. Nous devons alors supposer que les valeurs de xcp sont les mêmes pour le système avec et sans argile. La comparaison de la conversion simulée (en utilisant xcp constante) pendant la réaction isotherme avec les valeurs expérimentales pourra justifier cette hypothèse : si les valeurs simulées ne sont pas en accord avec les valeurs expérimentales, on conclura que l’hypothèse de conversion inchangée avec et sans argile devra être reconsidérée. Figure IV-5 illustre le bon ajustement entre les données expérimentales et celles calculées, en utilisant le paramètre [cat]0 déterminé préalablement, et en considérant l’effet de dilution avant la conversion du point de trouble (déterminée sur la formulation époxyde/PMMA/MDA). Dans ce cas, nous pouvons considérer l’effet de l’argile sur le phénomène de séparation de phase comme négligeable.
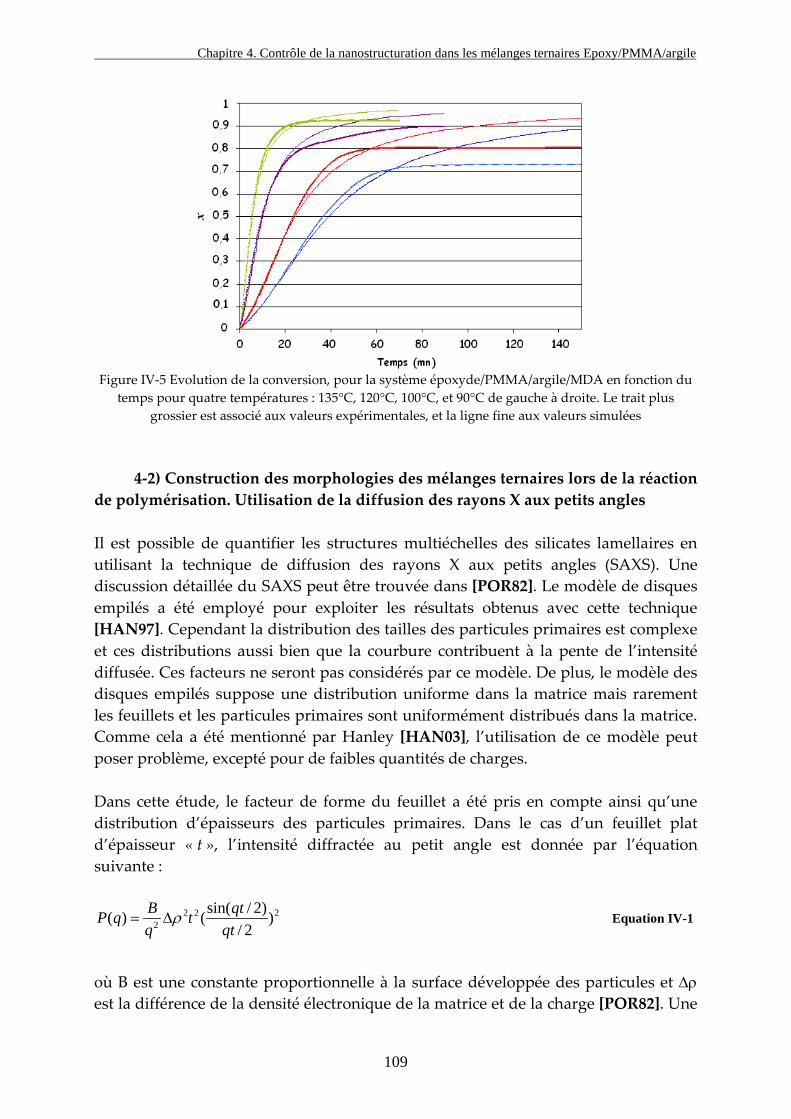
Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile
109
Figure IV-5 Evolution de la conversion, pour la système époxyde/PMMA/argile/MDA en fonction du
temps pour quatre températures : 135°C, 120°C, 100°C, et 90°C de gauche à droite. Le trait plus grossier est associé aux valeurs expérimentales, et la ligne fine aux valeurs simulées
4-2) Construction des morphologies des mélanges ternaires lors de la réaction de polymérisation. Utilisation de la diffusion des rayons X aux petits angles Il est possible de quantifier les structures multiéchelles des silicates lamellaires en utilisant la technique de diffusion des rayons X aux petits angles (SAXS). Une discussion détaillée du SAXS peut être trouvée dans [POR82]. Le modèle de disques empilés a été employé pour exploiter les résultats obtenus avec cette technique [HAN97]. Cependant la distribution des tailles des particules primaires est complexe et ces distributions aussi bien que la courbure contribuent à la pente de l’intensité diffusée. Ces facteurs ne seront pas considérés par ce modèle. De plus, le modèle des disques empilés suppose une distribution uniforme dans la matrice mais rarement les feuillets et les particules primaires sont uniformément distribués dans la matrice. Comme cela a été mentionné par Hanley [HAN03], l’utilisation de ce modèle peut poser problème, excepté pour de faibles quantités de charges. Dans cette étude, le facteur de forme du feuillet a été pris en compte ainsi qu’une distribution d’épaisseurs des particules primaires. Dans le cas d’un feuillet plat d’épaisseur « t », l’intensité diffractée au petit angle est donnée par l’équation suivante :
2222 )
2/)2/sin(()(
qtqtt
qBqP ρ∆= Equation IV-1
où B est une constante proportionnelle à la surface développée des particules et ∆ρ est la différence de la densité électronique de la matrice et de la charge [POR82]. Une

Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile
110
distribution d’épaisseurs est supposée et le spectre est considéré comme la résultante des contributions de plusieurs populations, un nombre fixé de feuillets dans un agrégat constituant une population. Le signal SAXS est aussi ajusté à la somme pondérée des contributions provenant des entités d’épaisseurs ti :
222
101 )
2/)2/sin(()(
i
ii
ii qt
qttqBqP =∑= Equation IV-2
Un ajustement en employant une procédure du type « moindres carrés » a été effectué pour déterminer les paramètres Bi et ti. La proportion Pi des tactoides de taille ti dans la matrice a été estimée avec la relation :
∑=
j j
ii B
BP
Les résultats généralement obtenus à partir de cette méthodologie sont en bon accord et concordent avec les résultats obtenus par TEM [VAR02]. Comme cela a été déjà mentionné, le modèle des disques empilés ne considère pas les interactions entre différents tactoides, celles-ci peuvent être cependant pas négligeables pour des quantités d’argile plus importantes. Pour interpréter le pic de corrélation provenant des interactions entre particules observé dans certains nanocomposites dans la gamme des q les plus élevés, le facteur de structure suivant a été utilisé :
)(11)(
qkqS
ω+= Equation IV-3
3)()cos()(sin3)(
qdqdqdqdq −
=ω Equation IV-4
Où ω(q) est un facteur de forme. Deux nouveaux paramètres sont introduits : la distance caractéristique « d » et le facteur « k » : d est une longueur de corrélation qui peut être considérée comme une pseudo périodicité spatiale et k décrit l’amplitude des effets de corrélation et peut être considérée comme un pseudo facteur d’ordre [HAJ99]. L’intensité diffractée a été ensuite ajustée au produit P(q)⋅S(q). En ce qui concerne le SAXS, deux entités peuvent donner lieu à une diffusion : les feuillets et les nodules de PMMA obtenus lors de la séparation de phase. Cependant le contraste électronique entre la matrice DGEBA/MDA et le PMMA est faible et la contribution des nodules de PMMA n’est pas détectable dans un échantillon sans argile. La contribution correspondante à cette intensité ne sera donc pas considérée ici lorsque l’argile et le PMMA seront tous les deux présents.
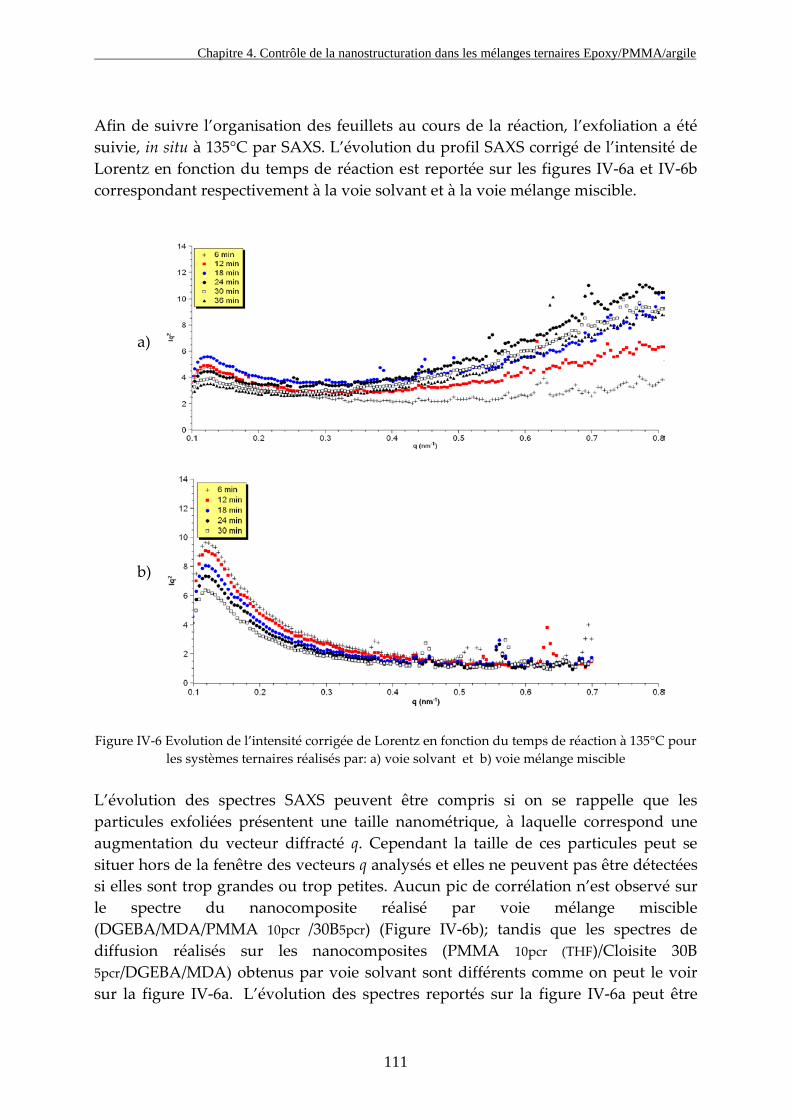
Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile
111
Afin de suivre l’organisation des feuillets au cours de la réaction, l’exfoliation a été suivie, in situ à 135°C par SAXS. L’évolution du profil SAXS corrigé de l’intensité de Lorentz en fonction du temps de réaction est reportée sur les figures IV-6a et IV-6b correspondant respectivement à la voie solvant et à la voie mélange miscible.
a)
b)
Figure IV-6 Evolution de l’intensité corrigée de Lorentz en fonction du temps de réaction à 135°C pour les systèmes ternaires réalisés par: a) voie solvant et b) voie mélange miscible
L’évolution des spectres SAXS peuvent être compris si on se rappelle que les particules exfoliées présentent une taille nanométrique, à laquelle correspond une augmentation du vecteur diffracté q. Cependant la taille de ces particules peut se situer hors de la fenêtre des vecteurs q analysés et elles ne peuvent pas être détectées si elles sont trop grandes ou trop petites. Aucun pic de corrélation n’est observé sur le spectre du nanocomposite réalisé par voie mélange miscible (DGEBA/MDA/PMMA 10pcr /30B5pcr) (Figure IV-6b); tandis que les spectres de diffusion réalisés sur les nanocomposites (PMMA 10pcr (THF)/Cloisite 30B 5pcr/DGEBA/MDA) obtenus par voie solvant sont différents comme on peut le voir sur la figure IV-6a. L’évolution des spectres reportés sur la figure IV-6a peut être
Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile
112
comprise ainsi. Au début de la réaction, des gros agglomérats correspondant aux valeurs très faibles de q (q<0,1 nm-1) sont exfoliés et ce processus d’effeuillage conduit à une augmentation de l’intensité diffractée q autour de q=0,1 nm-1 qui est la limite basse de la fenêtre q d’analyse. Pour des temps longs de réaction, l’exfoliation progresse et l’intensité croît pour des valeurs de q croissantes. A l’état final, un pic de correlation apparaît pour un vecteur de diffraction proche de 1 nm-1. L’intensité corrigée de Lorentz décroît moins rapidement autour de q=0,1 nm-1 en fonction du temps de réaction. Cette évolution peut être associée à la diminution de l’épaisseur des entités qui diffusent. Les distributions en épaisseur et leurs évolutions avec le temps de réaction pour les deux types de mise en oeuvre ont été obtenues à partir de l’ajustement des résultats expérimentaux avec les équations IV-2 et IV-4. Ces évolutions sont reportées sur les figures IV-7a et IV-7b.
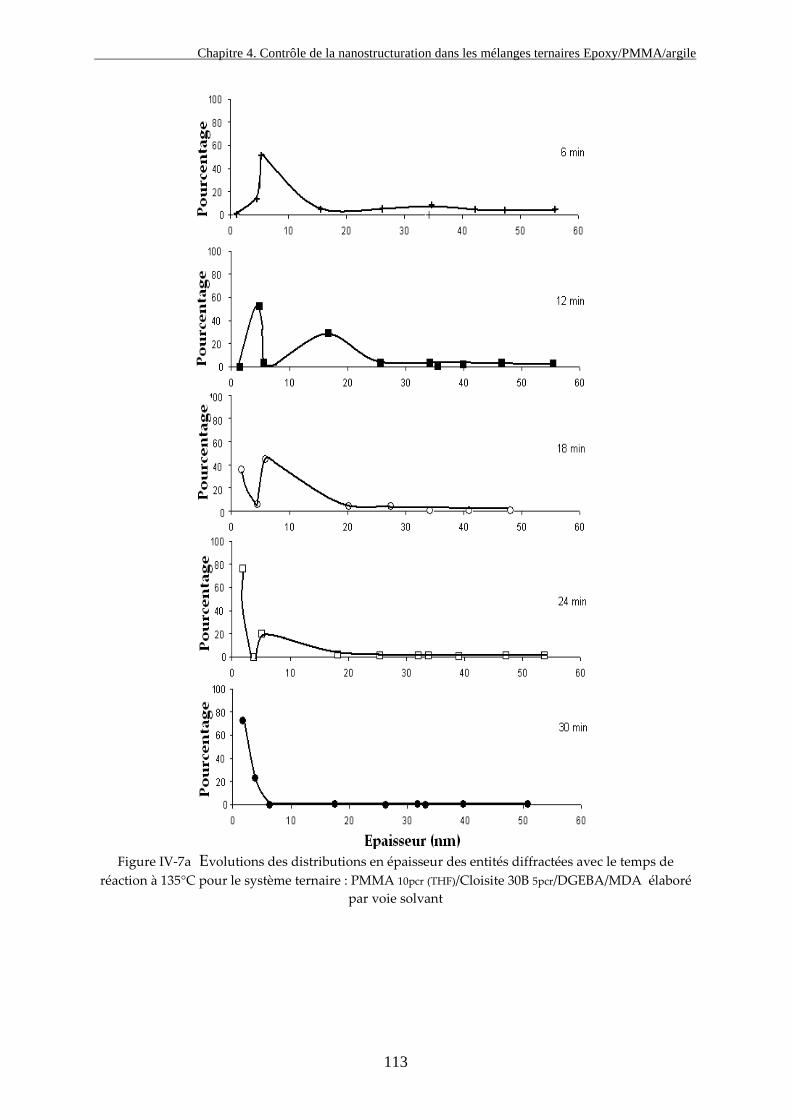
Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile
113
Figure IV-7a Evolutions des distributions en épaisseur des entités diffractées avec le temps de
réaction à 135°C pour le système ternaire : PMMA 10pcr (THF)/Cloisite 30B 5pcr/DGEBA/MDA élaboré par voie solvant
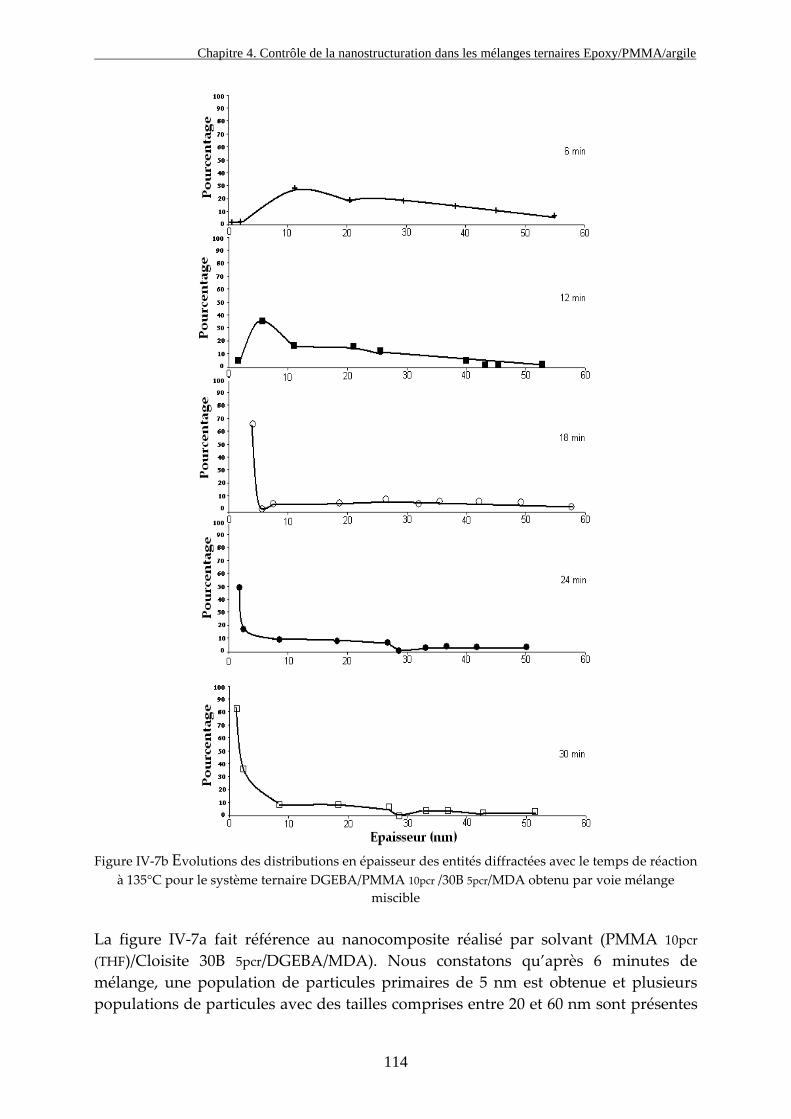
Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile
114
Figure IV-7b Evolutions des distributions en épaisseur des entités diffractées avec le temps de réaction
à 135°C pour le système ternaire DGEBA/PMMA 10pcr /30B 5pcr/MDA obtenu par voie mélange miscible
La figure IV-7a fait référence au nanocomposite réalisé par solvant (PMMA 10pcr (THF)/Cloisite 30B 5pcr/DGEBA/MDA). Nous constatons qu’après 6 minutes de mélange, une population de particules primaires de 5 nm est obtenue et plusieurs populations de particules avec des tailles comprises entre 20 et 60 nm sont présentes
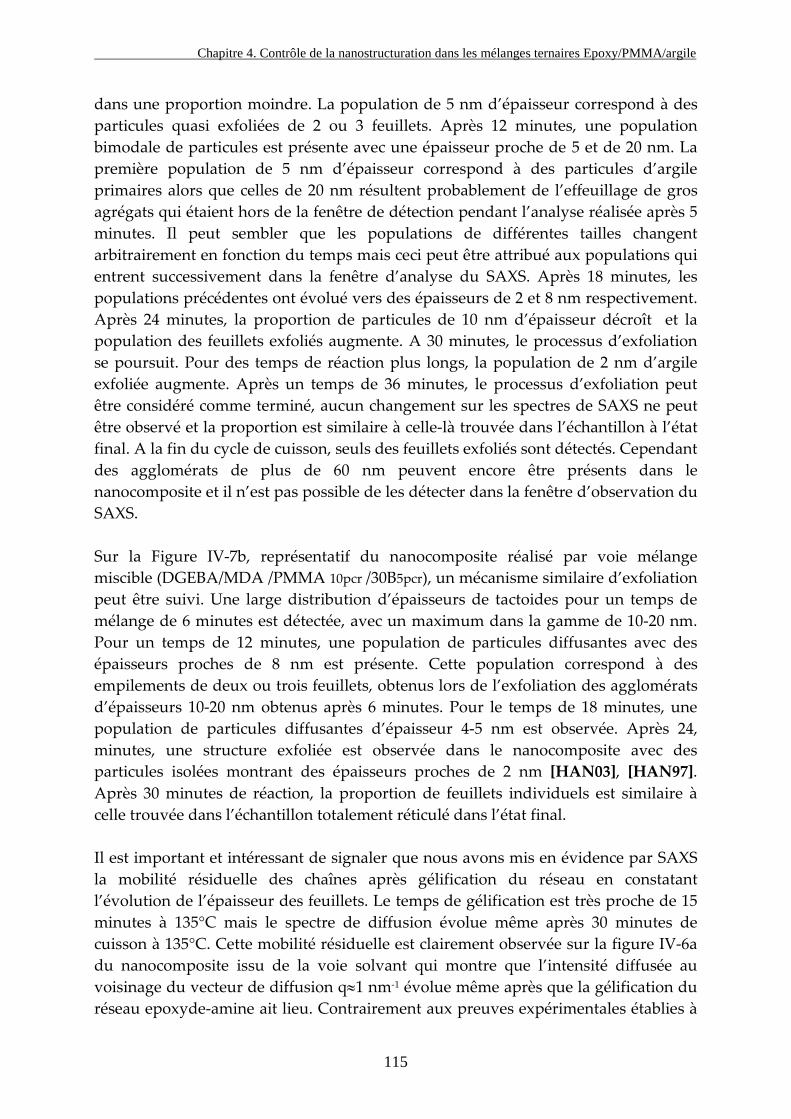
Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile
115
dans une proportion moindre. La population de 5 nm d’épaisseur correspond à des particules quasi exfoliées de 2 ou 3 feuillets. Après 12 minutes, une population bimodale de particules est présente avec une épaisseur proche de 5 et de 20 nm. La première population de 5 nm d’épaisseur correspond à des particules d’argile primaires alors que celles de 20 nm résultent probablement de l’effeuillage de gros agrégats qui étaient hors de la fenêtre de détection pendant l’analyse réalisée après 5 minutes. Il peut sembler que les populations de différentes tailles changent arbitrairement en fonction du temps mais ceci peut être attribué aux populations qui entrent successivement dans la fenêtre d’analyse du SAXS. Après 18 minutes, les populations précédentes ont évolué vers des épaisseurs de 2 et 8 nm respectivement. Après 24 minutes, la proportion de particules de 10 nm d’épaisseur décroît et la population des feuillets exfoliés augmente. A 30 minutes, le processus d’exfoliation se poursuit. Pour des temps de réaction plus longs, la population de 2 nm d’argile exfoliée augmente. Après un temps de 36 minutes, le processus d’exfoliation peut être considéré comme terminé, aucun changement sur les spectres de SAXS ne peut être observé et la proportion est similaire à celle-là trouvée dans l’échantillon à l’état final. A la fin du cycle de cuisson, seuls des feuillets exfoliés sont détectés. Cependant des agglomérats de plus de 60 nm peuvent encore être présents dans le nanocomposite et il n’est pas possible de les détecter dans la fenêtre d’observation du SAXS. Sur la Figure IV-7b, représentatif du nanocomposite réalisé par voie mélange miscible (DGEBA/MDA /PMMA 10pcr /30B5pcr), un mécanisme similaire d’exfoliation peut être suivi. Une large distribution d’épaisseurs de tactoides pour un temps de mélange de 6 minutes est détectée, avec un maximum dans la gamme de 10-20 nm. Pour un temps de 12 minutes, une population de particules diffusantes avec des épaisseurs proches de 8 nm est présente. Cette population correspond à des empilements de deux ou trois feuillets, obtenus lors de l’exfoliation des agglomérats d’épaisseurs 10-20 nm obtenus après 6 minutes. Pour le temps de 18 minutes, une population de particules diffusantes d’épaisseur 4-5 nm est observée. Après 24, minutes, une structure exfoliée est observée dans le nanocomposite avec des particules isolées montrant des épaisseurs proches de 2 nm [HAN03], [HAN97]. Après 30 minutes de réaction, la proportion de feuillets individuels est similaire à celle trouvée dans l’échantillon totalement réticulé dans l’état final. Il est important et intéressant de signaler que nous avons mis en évidence par SAXS la mobilité résiduelle des chaînes après gélification du réseau en constatant l’évolution de l’épaisseur des feuillets. Le temps de gélification est très proche de 15 minutes à 135°C mais le spectre de diffusion évolue même après 30 minutes de cuisson à 135°C. Cette mobilité résiduelle est clairement observée sur la figure IV-6a du nanocomposite issu de la voie solvant qui montre que l’intensité diffusée au voisinage du vecteur de diffusion q≈1 nm-1 évolue même après que la gélification du réseau epoxyde-amine ait lieu. Contrairement aux preuves expérimentales établies à
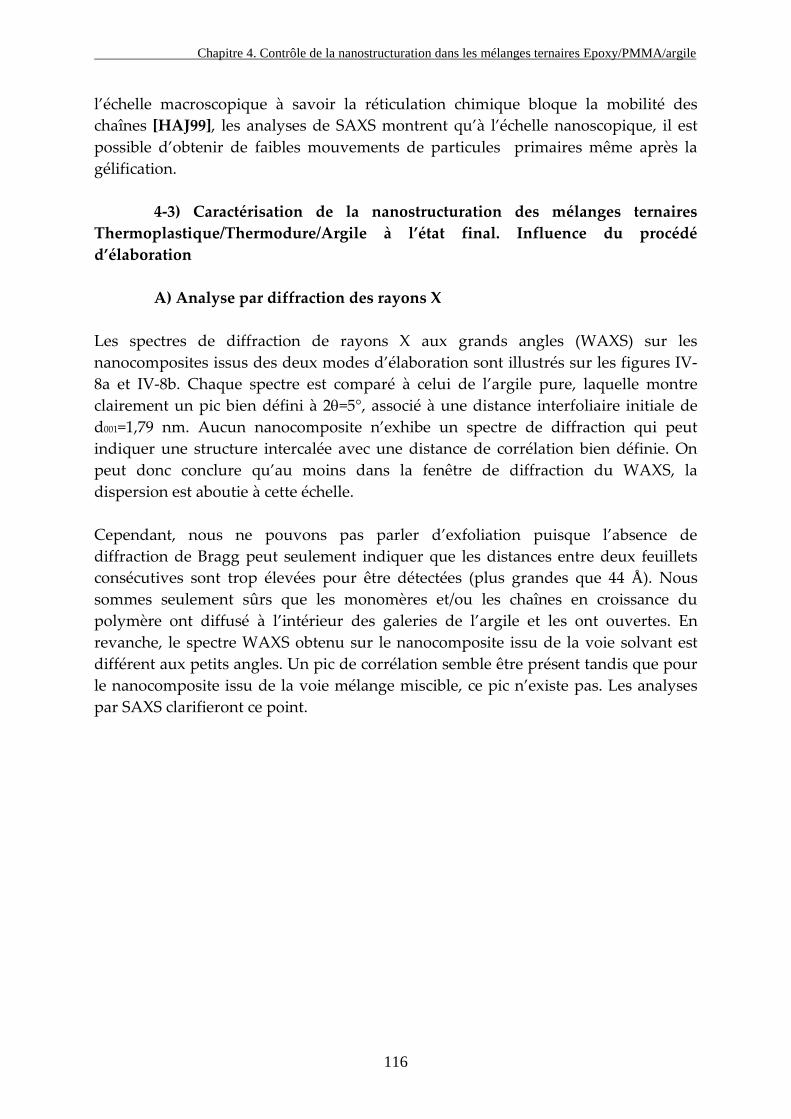
Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile
116
l’échelle macroscopique à savoir la réticulation chimique bloque la mobilité des chaînes [HAJ99], les analyses de SAXS montrent qu’à l’échelle nanoscopique, il est possible d’obtenir de faibles mouvements de particules primaires même après la gélification. 4-3) Caractérisation de la nanostructuration des mélanges ternaires Thermoplastique/Thermodure/Argile à l’état final. Influence du procédé d’élaboration A) Analyse par diffraction des rayons X Les spectres de diffraction de rayons X aux grands angles (WAXS) sur les nanocomposites issus des deux modes d’élaboration sont illustrés sur les figures IV-8a et IV-8b. Chaque spectre est comparé à celui de l’argile pure, laquelle montre clairement un pic bien défini à 2θ=5°, associé à une distance interfoliaire initiale de d001=1,79 nm. Aucun nanocomposite n’exhibe un spectre de diffraction qui peut indiquer une structure intercalée avec une distance de corrélation bien définie. On peut donc conclure qu’au moins dans la fenêtre de diffraction du WAXS, la dispersion est aboutie à cette échelle. Cependant, nous ne pouvons pas parler d’exfoliation puisque l’absence de diffraction de Bragg peut seulement indiquer que les distances entre deux feuillets consécutives sont trop élevées pour être détectées (plus grandes que 44 Å). Nous sommes seulement sûrs que les monomères et/ou les chaînes en croissance du polymère ont diffusé à l’intérieur des galeries de l’argile et les ont ouvertes. En revanche, le spectre WAXS obtenu sur le nanocomposite issu de la voie solvant est différent aux petits angles. Un pic de corrélation semble être présent tandis que pour le nanocomposite issu de la voie mélange miscible, ce pic n’existe pas. Les analyses par SAXS clarifieront ce point.
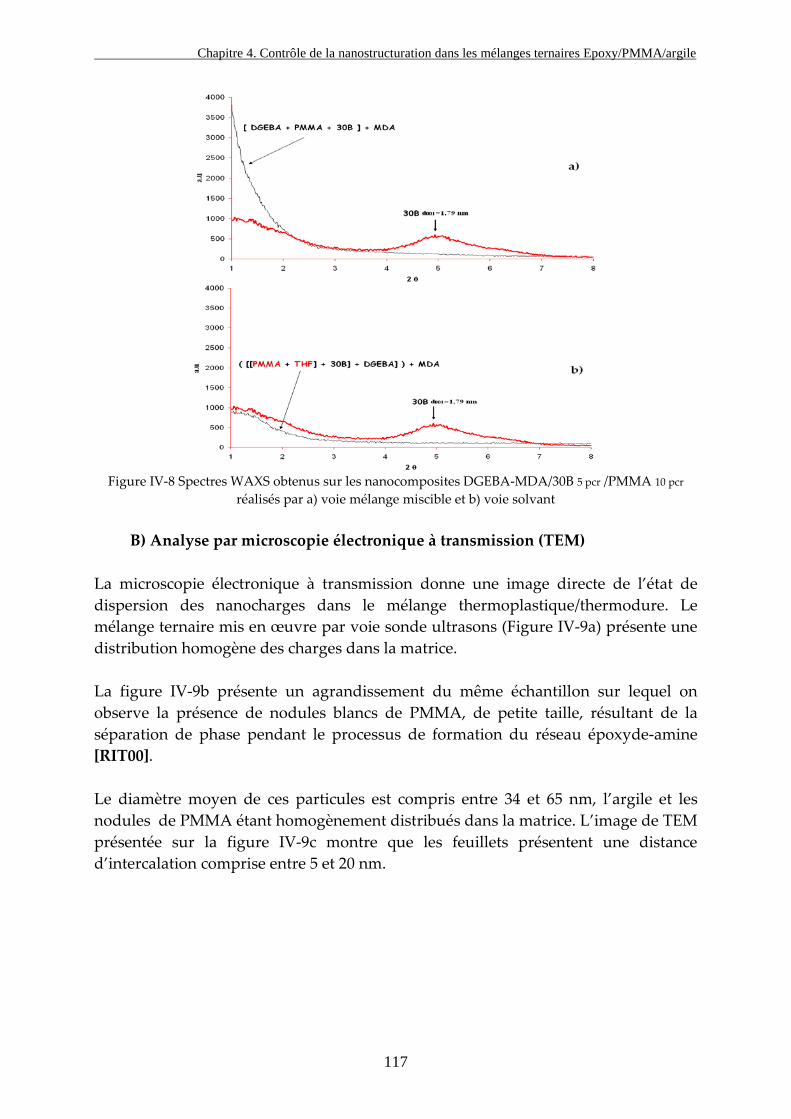
Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile
117
Figure IV-8 Spectres WAXS obtenus sur les nanocomposites DGEBA-MDA/30B 5 pcr /PMMA 10 pcr
réalisés par a) voie mélange miscible et b) voie solvant B) Analyse par microscopie électronique à transmission (TEM) La microscopie électronique à transmission donne une image directe de l’état de dispersion des nanocharges dans le mélange thermoplastique/thermodure. Le mélange ternaire mis en œuvre par voie sonde ultrasons (Figure IV-9a) présente une distribution homogène des charges dans la matrice. La figure IV-9b présente un agrandissement du même échantillon sur lequel on observe la présence de nodules blancs de PMMA, de petite taille, résultant de la séparation de phase pendant le processus de formation du réseau époxyde-amine [RIT00]. Le diamètre moyen de ces particules est compris entre 34 et 65 nm, l’argile et les nodules de PMMA étant homogènement distribués dans la matrice. L’image de TEM présentée sur la figure IV-9c montre que les feuillets présentent une distance d’intercalation comprise entre 5 et 20 nm.
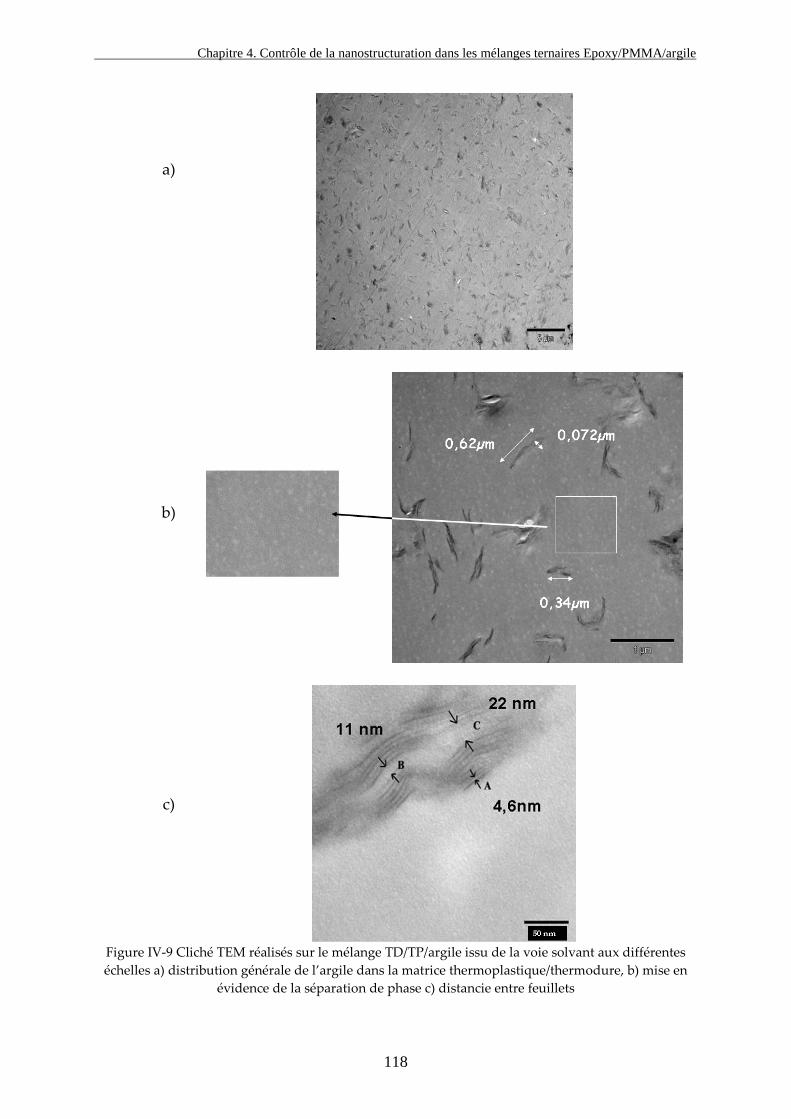
Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile
118
a)
b)
c)
Figure IV-9 Cliché TEM réalisés sur le mélange TD/TP/argile issu de la voie solvant aux différentes échelles a) distribution générale de l’argile dans la matrice thermoplastique/thermodure, b) mise en
évidence de la séparation de phase c) distancie entre feuillets
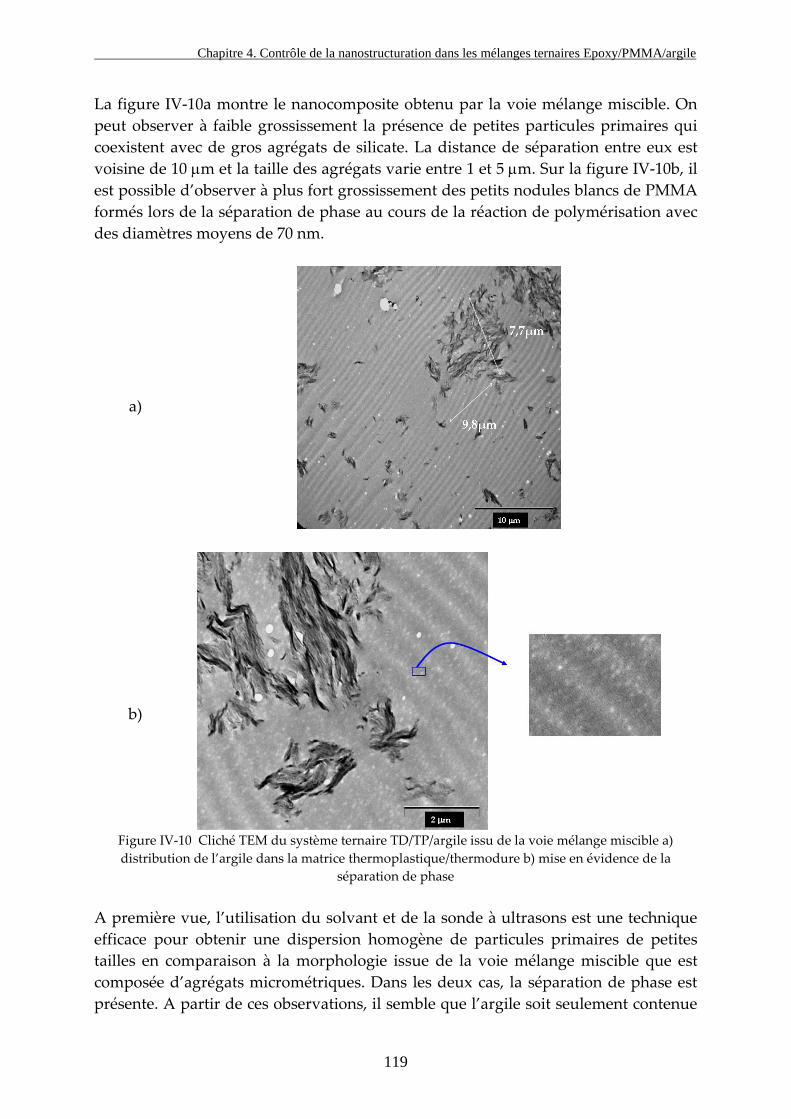
Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile
119
La figure IV-10a montre le nanocomposite obtenu par la voie mélange miscible. On peut observer à faible grossissement la présence de petites particules primaires qui coexistent avec de gros agrégats de silicate. La distance de séparation entre eux est voisine de 10 µm et la taille des agrégats varie entre 1 et 5 µm. Sur la figure IV-10b, il est possible d’observer à plus fort grossissement des petits nodules blancs de PMMA formés lors de la séparation de phase au cours de la réaction de polymérisation avec des diamètres moyens de 70 nm.
a)
b)
Figure IV-10 Cliché TEM du système ternaire TD/TP/argile issu de la voie mélange miscible a) distribution de l’argile dans la matrice thermoplastique/thermodure b) mise en évidence de la
séparation de phase
A première vue, l’utilisation du solvant et de la sonde à ultrasons est une technique efficace pour obtenir une dispersion homogène de particules primaires de petites tailles en comparaison à la morphologie issue de la voie mélange miscible que est composée d’agrégats micrométriques. Dans les deux cas, la séparation de phase est présente. A partir de ces observations, il semble que l’argile soit seulement contenue
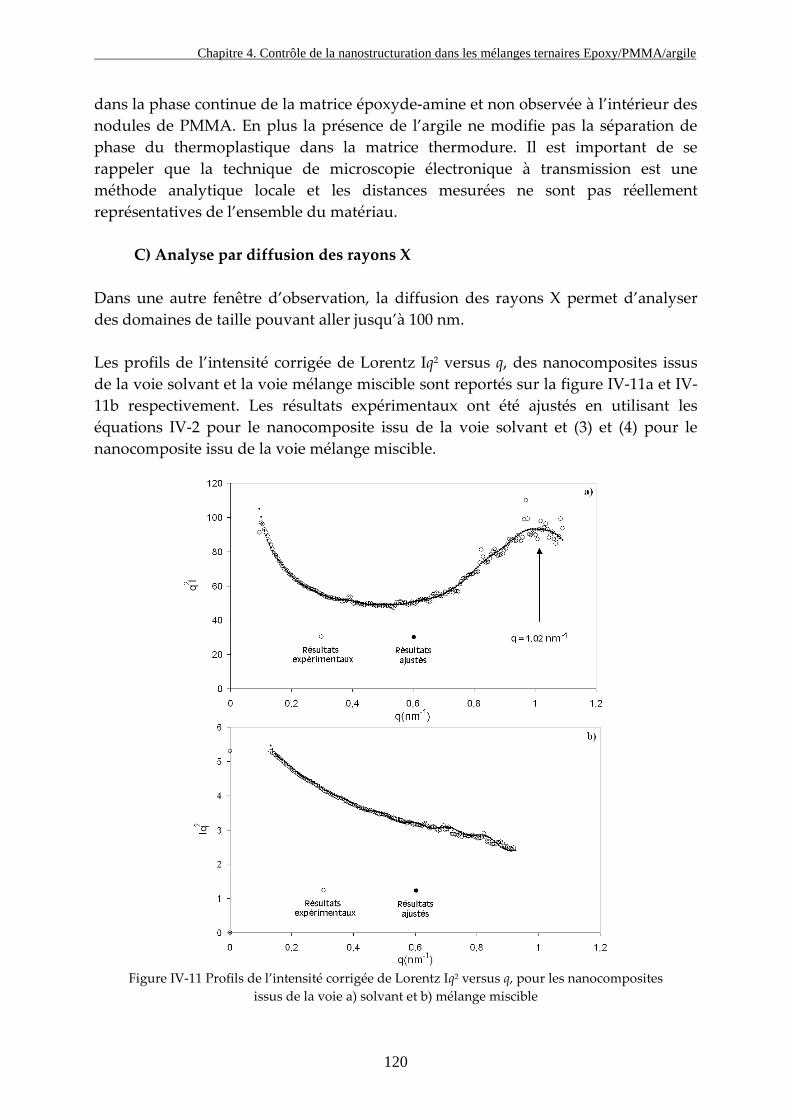
Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile
120
dans la phase continue de la matrice époxyde-amine et non observée à l’intérieur des nodules de PMMA. En plus la présence de l’argile ne modifie pas la séparation de phase du thermoplastique dans la matrice thermodure. Il est important de se rappeler que la technique de microscopie électronique à transmission est une méthode analytique locale et les distances mesurées ne sont pas réellement représentatives de l’ensemble du matériau. C) Analyse par diffusion des rayons X Dans une autre fenêtre d’observation, la diffusion des rayons X permet d’analyser des domaines de taille pouvant aller jusqu’à 100 nm. Les profils de l’intensité corrigée de Lorentz Iq2 versus q, des nanocomposites issus de la voie solvant et la voie mélange miscible sont reportés sur la figure IV-11a et IV-11b respectivement. Les résultats expérimentaux ont été ajustés en utilisant les équations IV-2 pour le nanocomposite issu de la voie solvant et (3) et (4) pour le nanocomposite issu de la voie mélange miscible.
Figure IV-11 Profils de l’intensité corrigée de Lorentz Iq2 versus q, pour les nanocomposites
issus de la voie a) solvant et b) mélange miscible
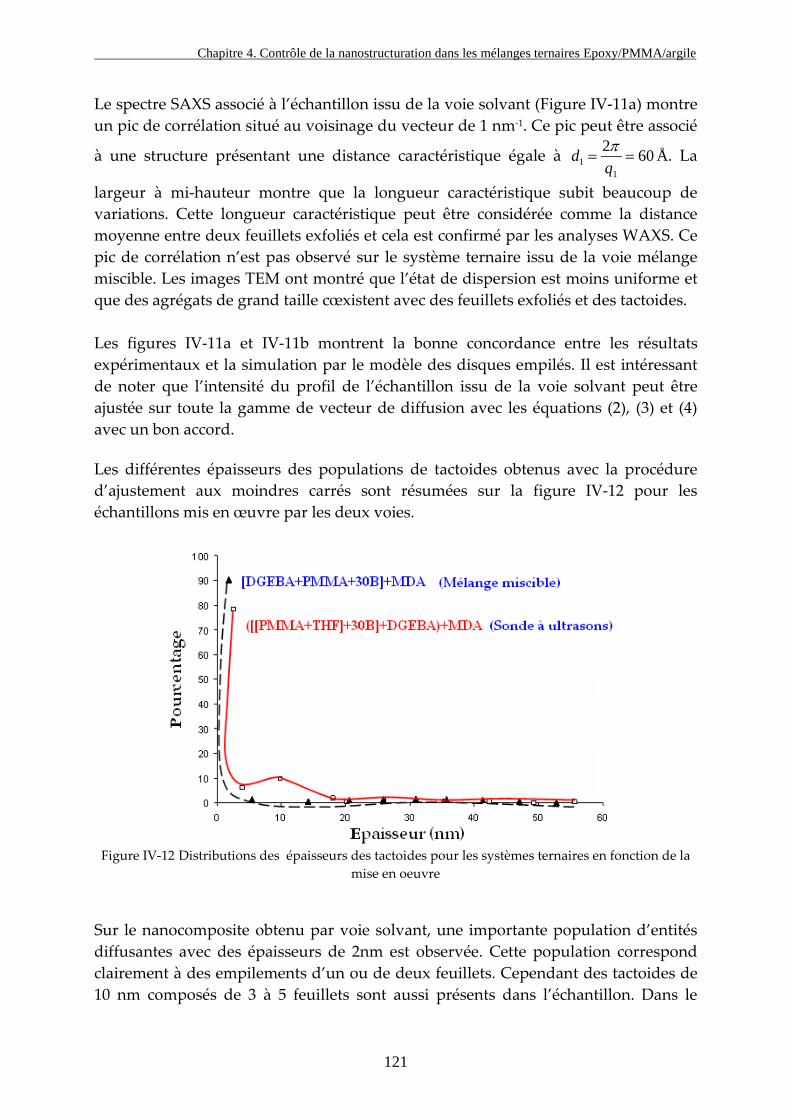
Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile
121
Le spectre SAXS associé à l’échantillon issu de la voie solvant (Figure IV-11a) montre un pic de corrélation situé au voisinage du vecteur de 1 nm-1. Ce pic peut être associé
à une structure présentant une distance caractéristique égale à 6021
1 ==q
d π Å. La
largeur à mi-hauteur montre que la longueur caractéristique subit beaucoup de variations. Cette longueur caractéristique peut être considérée comme la distance moyenne entre deux feuillets exfoliés et cela est confirmé par les analyses WAXS. Ce pic de corrélation n’est pas observé sur le système ternaire issu de la voie mélange miscible. Les images TEM ont montré que l’état de dispersion est moins uniforme et que des agrégats de grand taille cœxistent avec des feuillets exfoliés et des tactoides. Les figures IV-11a et IV-11b montrent la bonne concordance entre les résultats expérimentaux et la simulation par le modèle des disques empilés. Il est intéressant de noter que l’intensité du profil de l’échantillon issu de la voie solvant peut être ajustée sur toute la gamme de vecteur de diffusion avec les équations (2), (3) et (4) avec un bon accord. Les différentes épaisseurs des populations de tactoides obtenus avec la procédure d’ajustement aux moindres carrés sont résumées sur la figure IV-12 pour les échantillons mis en œuvre par les deux voies.
Figure IV-12 Distributions des épaisseurs des tactoides pour les systèmes ternaires en fonction de la
mise en oeuvre Sur le nanocomposite obtenu par voie solvant, une importante population d’entités diffusantes avec des épaisseurs de 2nm est observée. Cette population correspond clairement à des empilements d’un ou de deux feuillets. Cependant des tactoides de 10 nm composés de 3 à 5 feuillets sont aussi présents dans l’échantillon. Dans le
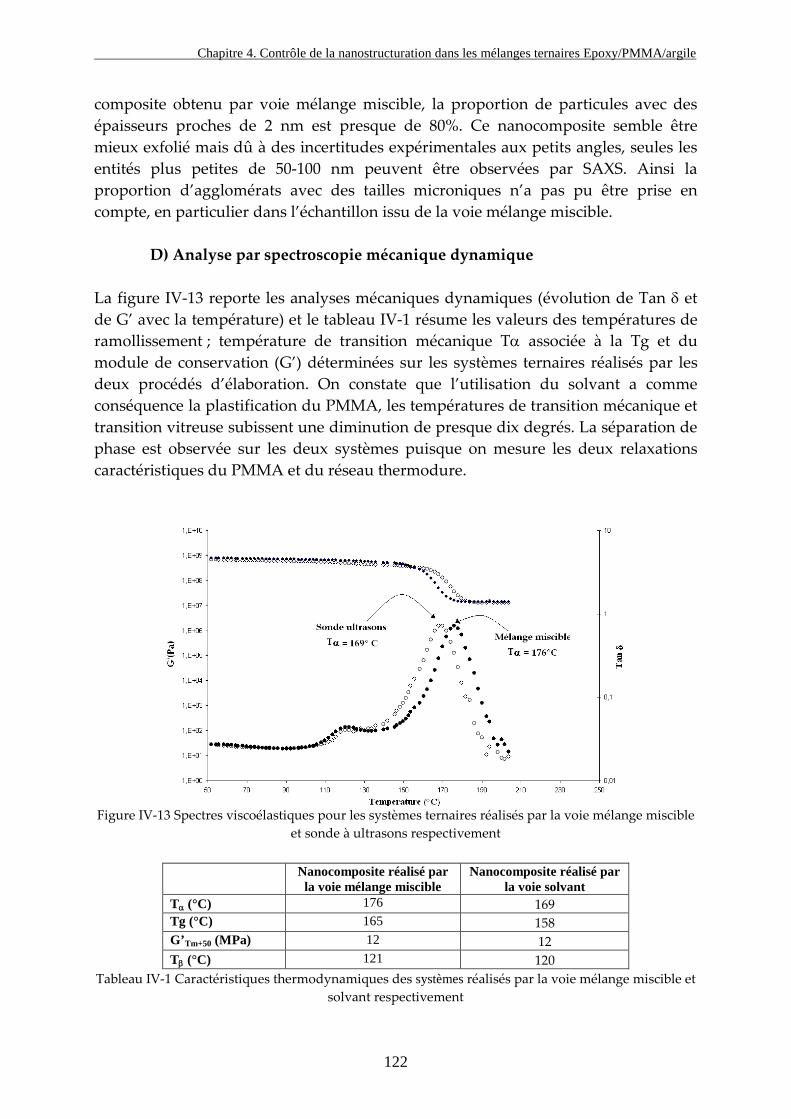
Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile
122
composite obtenu par voie mélange miscible, la proportion de particules avec des épaisseurs proches de 2 nm est presque de 80%. Ce nanocomposite semble être mieux exfolié mais dû à des incertitudes expérimentales aux petits angles, seules les entités plus petites de 50-100 nm peuvent être observées par SAXS. Ainsi la proportion d’agglomérats avec des tailles microniques n’a pas pu être prise en compte, en particulier dans l’échantillon issu de la voie mélange miscible. D) Analyse par spectroscopie mécanique dynamique La figure IV-13 reporte les analyses mécaniques dynamiques (évolution de Tan δ et de G’ avec la température) et le tableau IV-1 résume les valeurs des températures de ramollissement ; température de transition mécanique Tα associée à la Tg et du module de conservation (G’) déterminées sur les systèmes ternaires réalisés par les deux procédés d’élaboration. On constate que l’utilisation du solvant a comme conséquence la plastification du PMMA, les températures de transition mécanique et transition vitreuse subissent une diminution de presque dix degrés. La séparation de phase est observée sur les deux systèmes puisque on mesure les deux relaxations caractéristiques du PMMA et du réseau thermodure.
Figure IV-13 Spectres viscoélastiques pour les systèmes ternaires réalisés par la voie mélange miscible
et sonde à ultrasons respectivement
Nanocomposite réalisé par la voie mélange miscible
Nanocomposite réalisé par la voie solvant
Tα (°C) 176 169 Tg (°C) 165 158 G’Tm+50 (MPa) 12 12 Tβ (°C) 121 120
Tableau IV-1 Caractéristiques thermodynamiques des systèmes réalisés par la voie mélange miscible et solvant respectivement
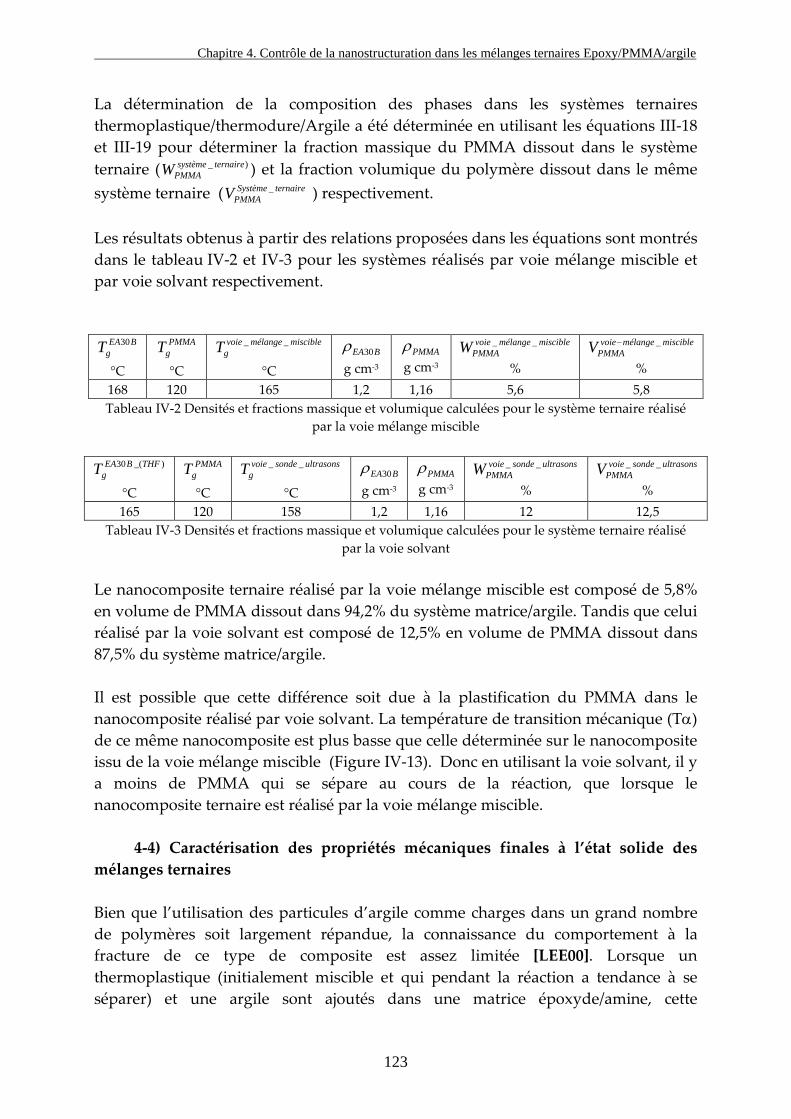
Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile
123
La détermination de la composition des phases dans les systèmes ternaires thermoplastique/thermodure/Argile a été déterminée en utilisant les équations III-18 et III-19 pour déterminer la fraction massique du PMMA dissout dans le système ternaire ( )_ ternairesystème
PMMAW ) et la fraction volumique du polymère dissout dans le même système ternaire ( ternaireSystème
PMMAV _ ) respectivement. Les résultats obtenus à partir des relations proposées dans les équations sont montrés dans le tableau IV-2 et IV-3 pour les systèmes réalisés par voie mélange miscible et par voie solvant respectivement.
BEAgT 30
°C
PMMAgT
°C
misciblemélangevoiegT __
°C BEA30ρ
g cm-3
PMMAρ g cm-3
misciblemélangevoiePMMAW __
%
misciblemélangevoiePMMAV _−
% 168 120 165 1,2 1,16 5,6 5,8 Tableau IV-2 Densités et fractions massique et volumique calculées pour le système ternaire réalisé
par la voie mélange miscible
)_(30 THFBEAgT
°C
PMMAgT
°C
ultrasonssondevoiegT __
°C BEA30ρ
g cm-3
PMMAρ g cm-3
ultrasonssondevoiePMMAW __
%
ultrasonssondevoiePMMAV __
% 165 120 158 1,2 1,16 12 12,5
Tableau IV-3 Densités et fractions massique et volumique calculées pour le système ternaire réalisé par la voie solvant
Le nanocomposite ternaire réalisé par la voie mélange miscible est composé de 5,8% en volume de PMMA dissout dans 94,2% du système matrice/argile. Tandis que celui réalisé par la voie solvant est composé de 12,5% en volume de PMMA dissout dans 87,5% du système matrice/argile. Il est possible que cette différence soit due à la plastification du PMMA dans le nanocomposite réalisé par voie solvant. La température de transition mécanique (Tα) de ce même nanocomposite est plus basse que celle déterminée sur le nanocomposite issu de la voie mélange miscible (Figure IV-13). Donc en utilisant la voie solvant, il y a moins de PMMA qui se sépare au cours de la réaction, que lorsque le nanocomposite ternaire est réalisé par la voie mélange miscible. 4-4) Caractérisation des propriétés mécaniques finales à l’état solide des mélanges ternaires Bien que l’utilisation des particules d’argile comme charges dans un grand nombre de polymères soit largement répandue, la connaissance du comportement à la fracture de ce type de composite est assez limitée [LEE00]. Lorsque un thermoplastique (initialement miscible et qui pendant la réaction a tendance à se séparer) et une argile sont ajoutés dans une matrice époxyde/amine, cette
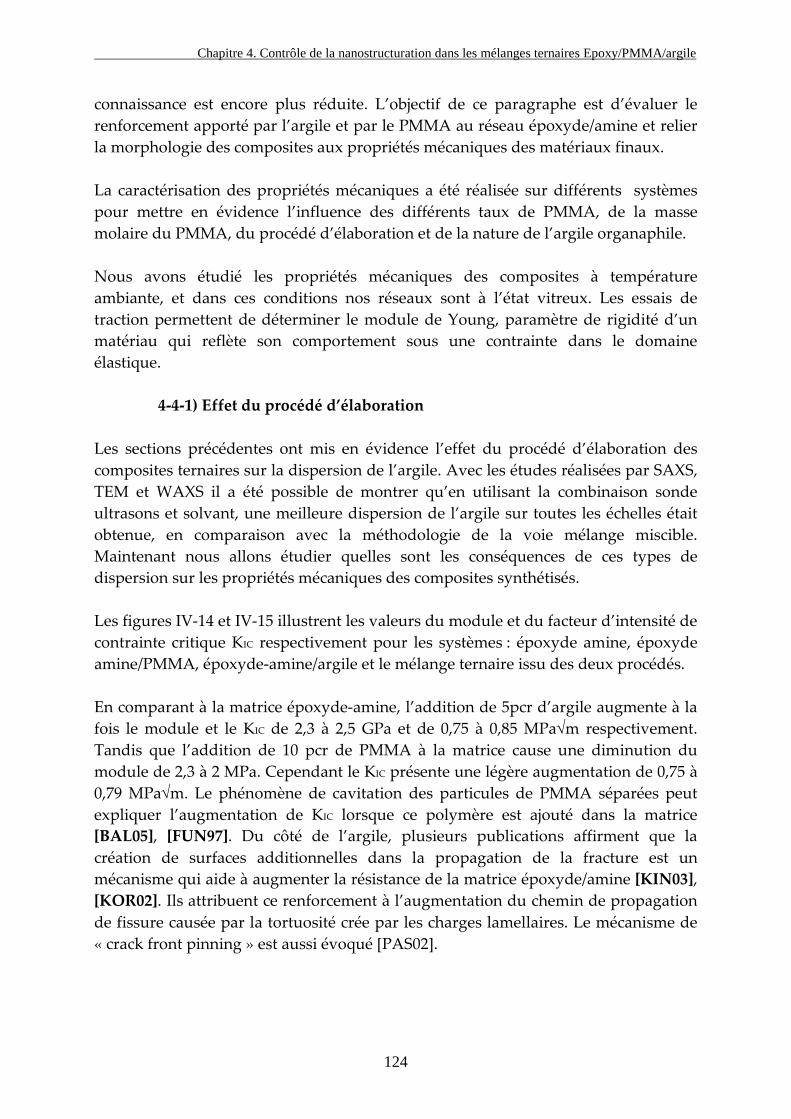
Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile
124
connaissance est encore plus réduite. L’objectif de ce paragraphe est d’évaluer le renforcement apporté par l’argile et par le PMMA au réseau époxyde/amine et relier la morphologie des composites aux propriétés mécaniques des matériaux finaux. La caractérisation des propriétés mécaniques a été réalisée sur différents systèmes pour mettre en évidence l’influence des différents taux de PMMA, de la masse molaire du PMMA, du procédé d’élaboration et de la nature de l’argile organaphile. Nous avons étudié les propriétés mécaniques des composites à température ambiante, et dans ces conditions nos réseaux sont à l’état vitreux. Les essais de traction permettent de déterminer le module de Young, paramètre de rigidité d’un matériau qui reflète son comportement sous une contrainte dans le domaine élastique. 4-4-1) Effet du procédé d’élaboration Les sections précédentes ont mis en évidence l’effet du procédé d’élaboration des composites ternaires sur la dispersion de l’argile. Avec les études réalisées par SAXS, TEM et WAXS il a été possible de montrer qu’en utilisant la combinaison sonde ultrasons et solvant, une meilleure dispersion de l’argile sur toutes les échelles était obtenue, en comparaison avec la méthodologie de la voie mélange miscible. Maintenant nous allons étudier quelles sont les conséquences de ces types de dispersion sur les propriétés mécaniques des composites synthétisés. Les figures IV-14 et IV-15 illustrent les valeurs du module et du facteur d’intensité de contrainte critique KIC respectivement pour les systèmes : époxyde amine, époxyde amine/PMMA, époxyde-amine/argile et le mélange ternaire issu des deux procédés. En comparant à la matrice époxyde-amine, l’addition de 5pcr d’argile augmente à la fois le module et le KIC de 2,3 à 2,5 GPa et de 0,75 à 0,85 MPa√m respectivement. Tandis que l’addition de 10 pcr de PMMA à la matrice cause une diminution du module de 2,3 à 2 MPa. Cependant le KIC présente une légère augmentation de 0,75 à 0,79 MPa√m. Le phénomène de cavitation des particules de PMMA séparées peut expliquer l’augmentation de KIC lorsque ce polymère est ajouté dans la matrice [BAL05], [FUN97]. Du côté de l’argile, plusieurs publications affirment que la création de surfaces additionnelles dans la propagation de la fracture est un mécanisme qui aide à augmenter la résistance de la matrice époxyde/amine [KIN03], [KOR02]. Ils attribuent ce renforcement à l’augmentation du chemin de propagation de fissure causée par la tortuosité crée par les charges lamellaires. Le mécanisme de « crack front pinning » est aussi évoqué [PAS02].
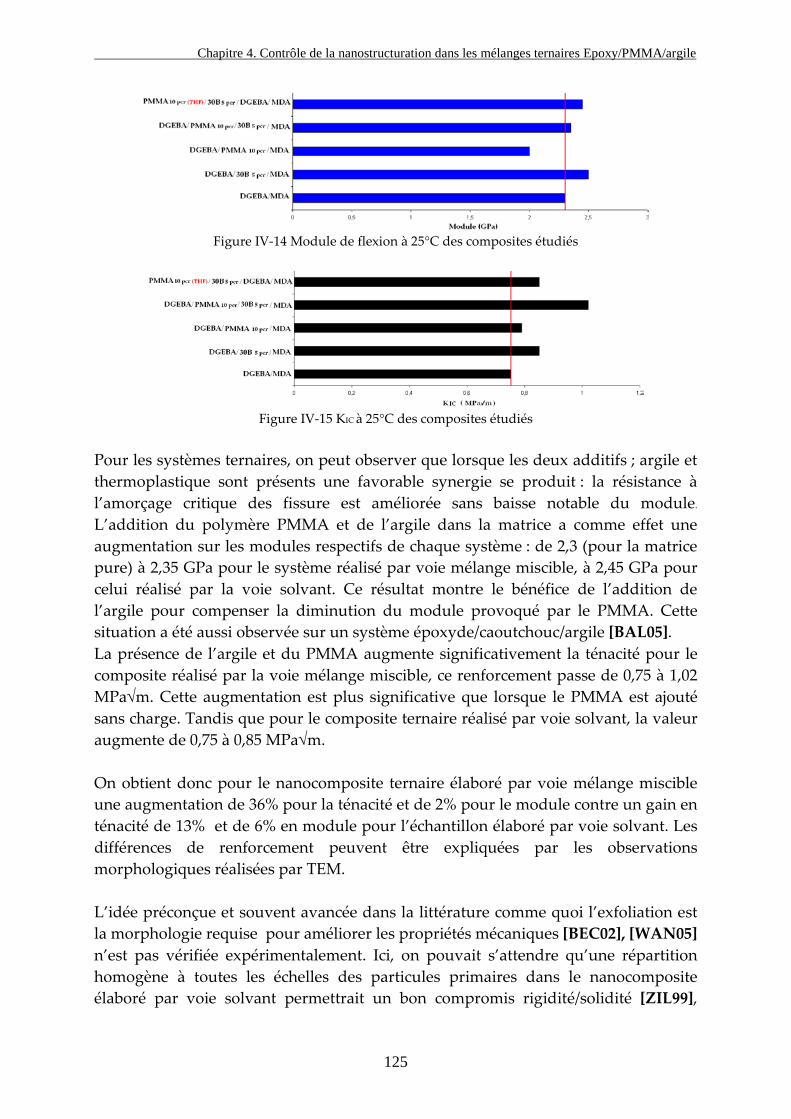
Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile
125
Figure IV-14 Module de flexion à 25°C des composites étudiés
Figure IV-15 KIC à 25°C des composites étudiés
Pour les systèmes ternaires, on peut observer que lorsque les deux additifs ; argile et thermoplastique sont présents une favorable synergie se produit : la résistance à l’amorçage critique des fissure est améliorée sans baisse notable du module.
L’addition du polymère PMMA et de l’argile dans la matrice a comme effet une augmentation sur les modules respectifs de chaque système : de 2,3 (pour la matrice pure) à 2,35 GPa pour le système réalisé par voie mélange miscible, à 2,45 GPa pour celui réalisé par la voie solvant. Ce résultat montre le bénéfice de l’addition de l’argile pour compenser la diminution du module provoqué par le PMMA. Cette situation a été aussi observée sur un système époxyde/caoutchouc/argile [BAL05]. La présence de l’argile et du PMMA augmente significativement la ténacité pour le composite réalisé par la voie mélange miscible, ce renforcement passe de 0,75 à 1,02 MPa√m. Cette augmentation est plus significative que lorsque le PMMA est ajouté sans charge. Tandis que pour le composite ternaire réalisé par voie solvant, la valeur augmente de 0,75 à 0,85 MPa√m. On obtient donc pour le nanocomposite ternaire élaboré par voie mélange miscible une augmentation de 36% pour la ténacité et de 2% pour le module contre un gain en ténacité de 13% et de 6% en module pour l’échantillon élaboré par voie solvant. Les différences de renforcement peuvent être expliquées par les observations morphologiques réalisées par TEM. L’idée préconçue et souvent avancée dans la littérature comme quoi l’exfoliation est la morphologie requise pour améliorer les propriétés mécaniques [BEC02], [WAN05] n’est pas vérifiée expérimentalement. Ici, on pouvait s’attendre qu’une répartition homogène à toutes les échelles des particules primaires dans le nanocomposite élaboré par voie solvant permettrait un bon compromis rigidité/solidité [ZIL99],
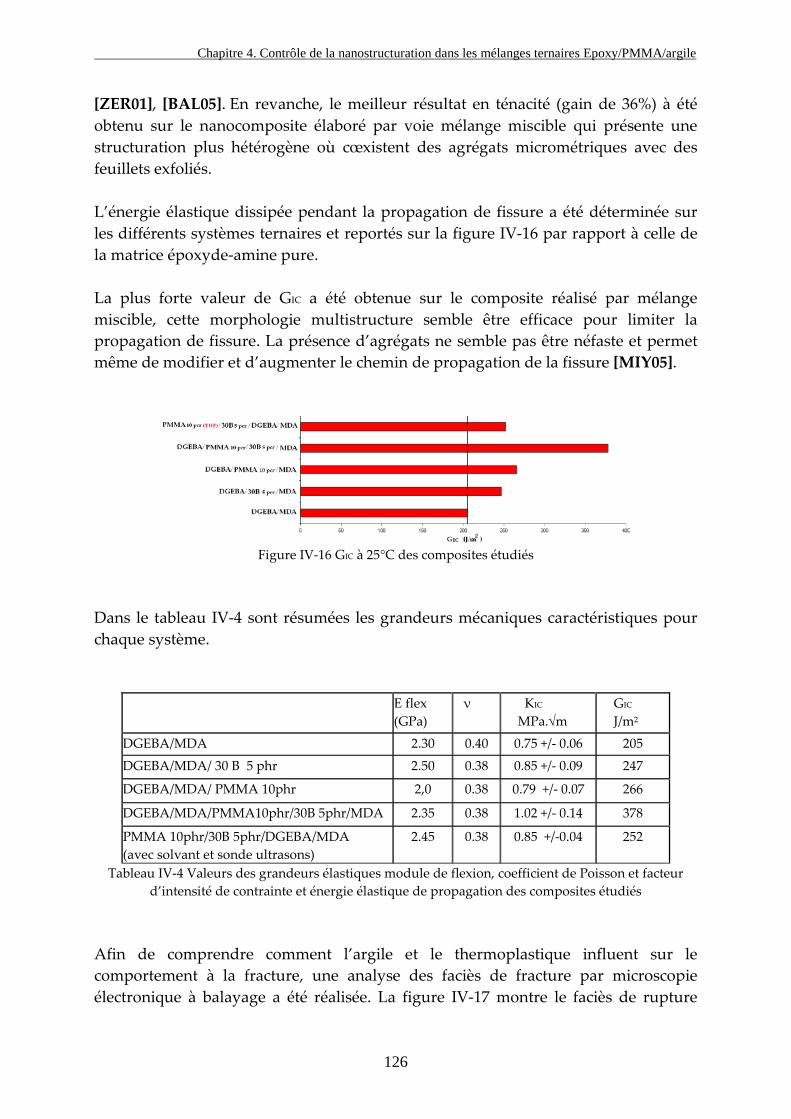
Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile
126
[ZER01], [BAL05]. En revanche, le meilleur résultat en ténacité (gain de 36%) à été obtenu sur le nanocomposite élaboré par voie mélange miscible qui présente une structuration plus hétérogène où cœxistent des agrégats micrométriques avec des feuillets exfoliés. L’énergie élastique dissipée pendant la propagation de fissure a été déterminée sur les différents systèmes ternaires et reportés sur la figure IV-16 par rapport à celle de la matrice époxyde-amine pure. La plus forte valeur de GIC a été obtenue sur le composite réalisé par mélange miscible, cette morphologie multistructure semble être efficace pour limiter la propagation de fissure. La présence d’agrégats ne semble pas être néfaste et permet même de modifier et d’augmenter le chemin de propagation de la fissure [MIY05].
Figure IV-16 GIC à 25°C des composites étudiés
Dans le tableau IV-4 sont résumées les grandeurs mécaniques caractéristiques pour chaque système.
E flex (GPa)
ν KIC MPa.√m
GIC J/m2
DGEBA/MDA 2.30 0.40 0.75 +/- 0.06 205
DGEBA/MDA/ 30 B 5 phr 2.50 0.38 0.85 +/- 0.09 247
DGEBA/MDA/ PMMA 10phr 2,0 0.38 0.79 +/- 0.07 266
DGEBA/MDA/PMMA10phr/30B 5phr/MDA 2.35 0.38 1.02 +/- 0.14 378
PMMA 10phr/30B 5phr/DGEBA/MDA (avec solvant et sonde ultrasons)
2.45 0.38 0.85 +/-0.04 252
Tableau IV-4 Valeurs des grandeurs élastiques module de flexion, coefficient de Poisson et facteur d’intensité de contrainte et énergie élastique de propagation des composites étudiés
Afin de comprendre comment l’argile et le thermoplastique influent sur le comportement à la fracture, une analyse des faciès de fracture par microscopie électronique à balayage a été réalisée. La figure IV-17 montre le faciès de rupture

Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile
127
réalisé sur la matrice DGEBA/MDA, qui est caractéristique d’un matériau fragile [WAN05], [KIN02].
Figure IV-17 Cliché MEB réalisé sur le système époxyde/MDA, caractéristique d’une rupture fragile
Les figures IV-18a et IV-18b montrent les cliches associés aux systèmes ternaires réalisés pas voie solvant, et voie mélange miscible respectivement. Au même grossissement, ces clichés révèlent des trajectoires de fissures différentes en fonction du mode d’élaboration. Pour le système ternaire réalisé par voie mélange miscible, ces fissures sont plus ramifiées et plus nombreuses, tandis que pour le système obtenu par voie solvant elles sont aussi nombreuses mais sans ramification. La présence de ces bifurcations et ramifications est considérée comme un moyen de dissipation d’énergie [ZER01].
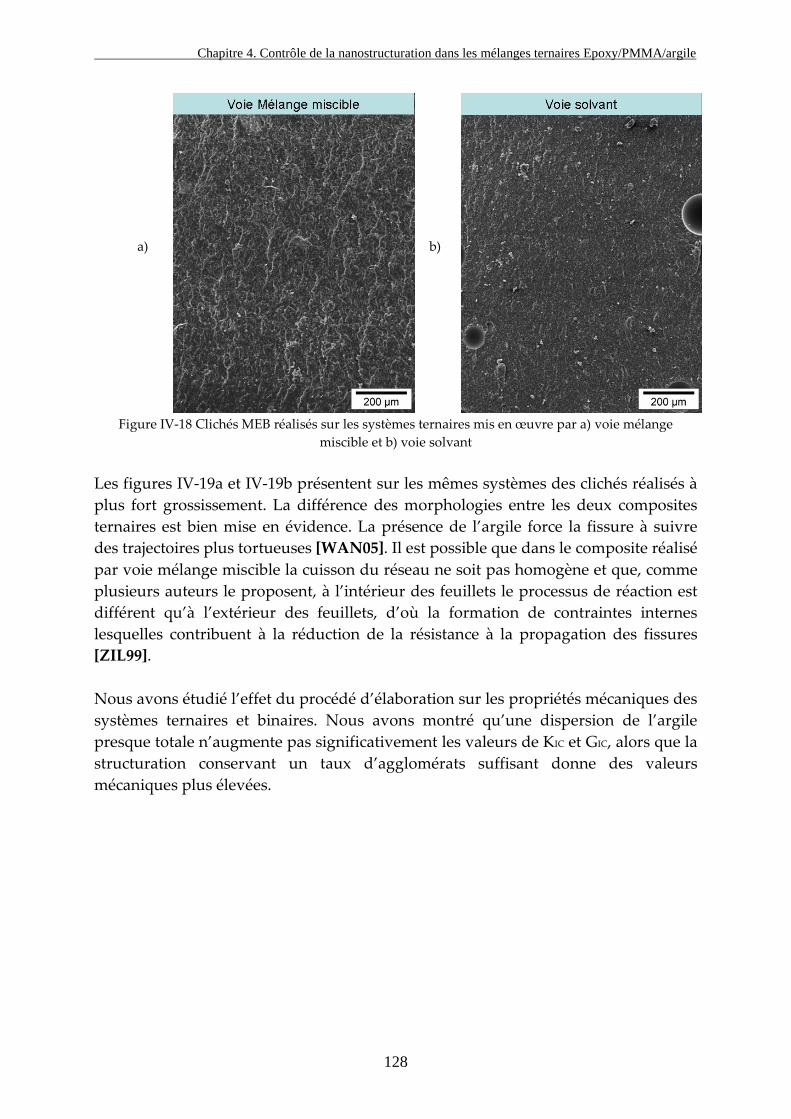
Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile
128
a)
b)
Figure IV-18 Clichés MEB réalisés sur les systèmes ternaires mis en œuvre par a) voie mélange
miscible et b) voie solvant
Les figures IV-19a et IV-19b présentent sur les mêmes systèmes des clichés réalisés à plus fort grossissement. La différence des morphologies entre les deux composites ternaires est bien mise en évidence. La présence de l’argile force la fissure à suivre des trajectoires plus tortueuses [WAN05]. Il est possible que dans le composite réalisé par voie mélange miscible la cuisson du réseau ne soit pas homogène et que, comme plusieurs auteurs le proposent, à l’intérieur des feuillets le processus de réaction est différent qu’à l’extérieur des feuillets, d’où la formation de contraintes internes lesquelles contribuent à la réduction de la résistance à la propagation des fissures [ZIL99]. Nous avons étudié l’effet du procédé d’élaboration sur les propriétés mécaniques des systèmes ternaires et binaires. Nous avons montré qu’une dispersion de l’argile presque totale n’augmente pas significativement les valeurs de KIC et GIC, alors que la structuration conservant un taux d’agglomérats suffisant donne des valeurs mécaniques plus élevées.
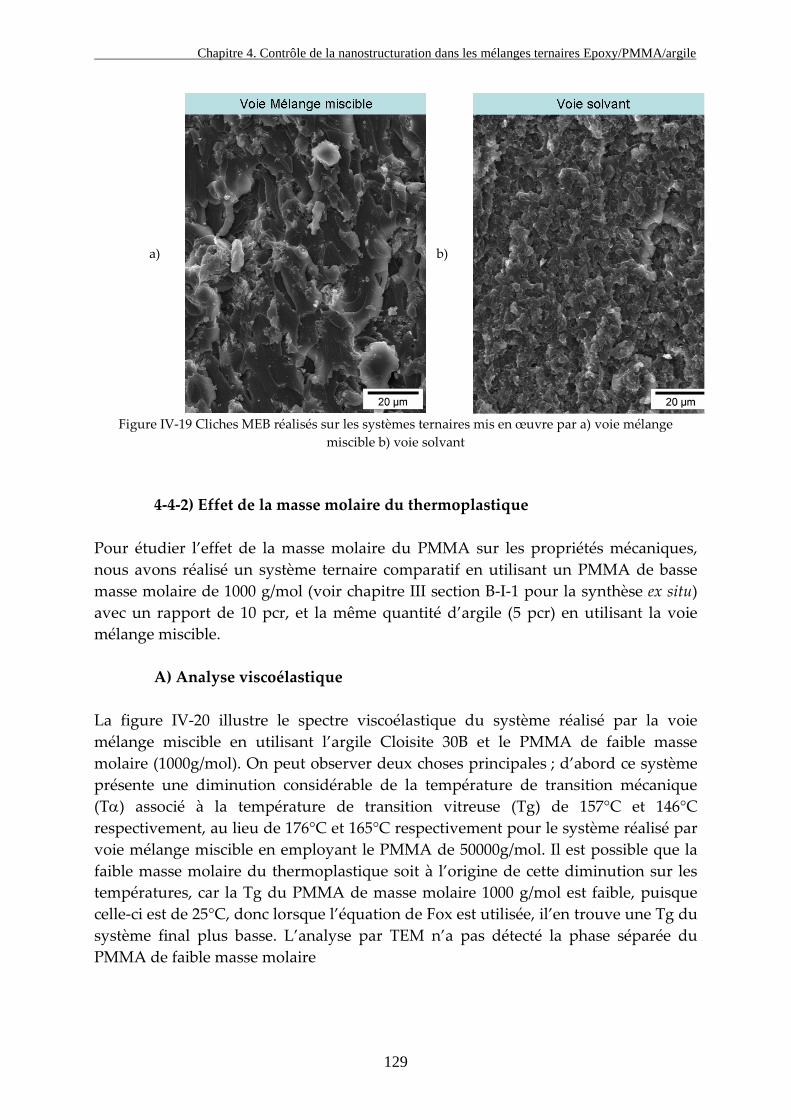
Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile
129
a)
b)
Figure IV-19 Cliches MEB réalisés sur les systèmes ternaires mis en œuvre par a) voie mélange
miscible b) voie solvant 4-4-2) Effet de la masse molaire du thermoplastique Pour étudier l’effet de la masse molaire du PMMA sur les propriétés mécaniques, nous avons réalisé un système ternaire comparatif en utilisant un PMMA de basse masse molaire de 1000 g/mol (voir chapitre III section B-I-1 pour la synthèse ex situ) avec un rapport de 10 pcr, et la même quantité d’argile (5 pcr) en utilisant la voie mélange miscible. A) Analyse viscoélastique La figure IV-20 illustre le spectre viscoélastique du système réalisé par la voie mélange miscible en utilisant l’argile Cloisite 30B et le PMMA de faible masse molaire (1000g/mol). On peut observer deux choses principales ; d’abord ce système présente une diminution considérable de la température de transition mécanique (Tα) associé à la température de transition vitreuse (Tg) de 157°C et 146°C respectivement, au lieu de 176°C et 165°C respectivement pour le système réalisé par voie mélange miscible en employant le PMMA de 50000g/mol. Il est possible que la faible masse molaire du thermoplastique soit à l’origine de cette diminution sur les températures, car la Tg du PMMA de masse molaire 1000 g/mol est faible, puisque celle-ci est de 25°C, donc lorsque l’équation de Fox est utilisée, il’en trouve une Tg du système final plus basse. L’analyse par TEM n’a pas détecté la phase séparée du PMMA de faible masse molaire
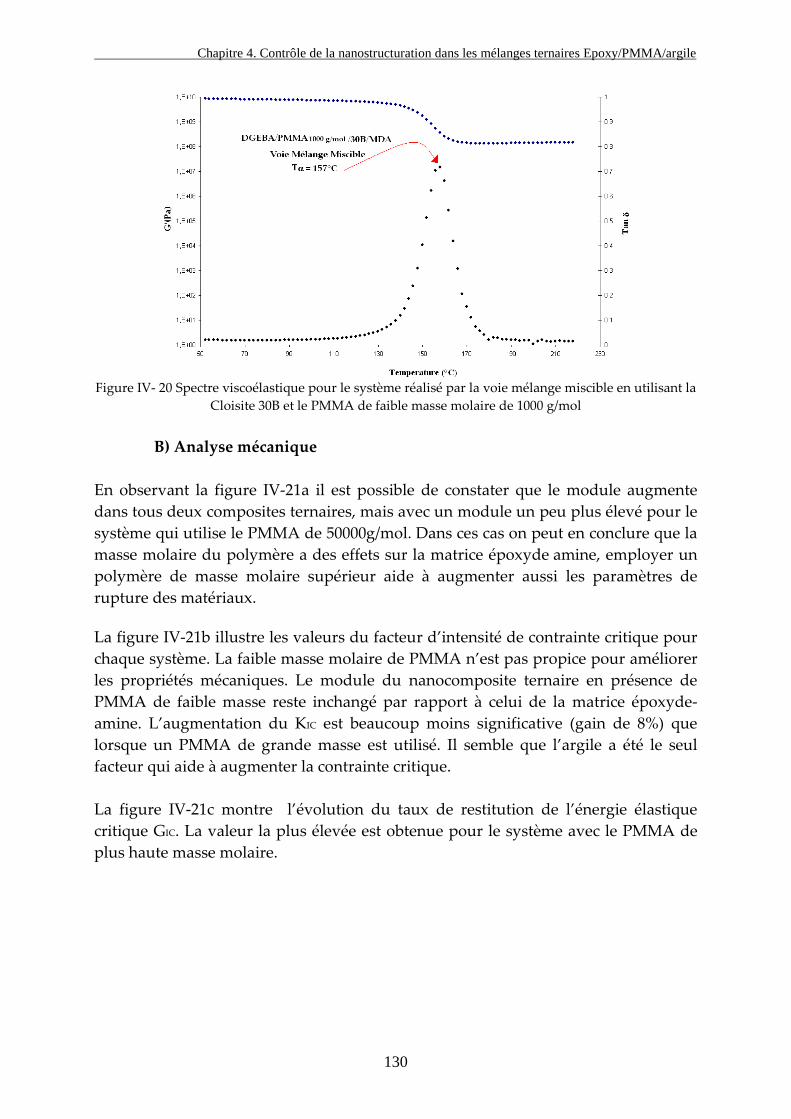
Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile
130
Figure IV- 20 Spectre viscoélastique pour le système réalisé par la voie mélange miscible en utilisant la
Cloisite 30B et le PMMA de faible masse molaire de 1000 g/mol B) Analyse mécanique En observant la figure IV-21a il est possible de constater que le module augmente dans tous deux composites ternaires, mais avec un module un peu plus élevé pour le système qui utilise le PMMA de 50000g/mol. Dans ces cas on peut en conclure que la masse molaire du polymère a des effets sur la matrice époxyde amine, employer un polymère de masse molaire supérieur aide à augmenter aussi les paramètres de rupture des matériaux.
La figure IV-21b illustre les valeurs du facteur d’intensité de contrainte critique pour chaque système. La faible masse molaire de PMMA n’est pas propice pour améliorer les propriétés mécaniques. Le module du nanocomposite ternaire en présence de PMMA de faible masse reste inchangé par rapport à celui de la matrice époxyde-amine. L’augmentation du KIC est beaucoup moins significative (gain de 8%) que lorsque un PMMA de grande masse est utilisé. Il semble que l’argile a été le seul facteur qui aide à augmenter la contrainte critique. La figure IV-21c montre l’évolution du taux de restitution de l’énergie élastique critique GIC. La valeur la plus élevée est obtenue pour le système avec le PMMA de plus haute masse molaire.
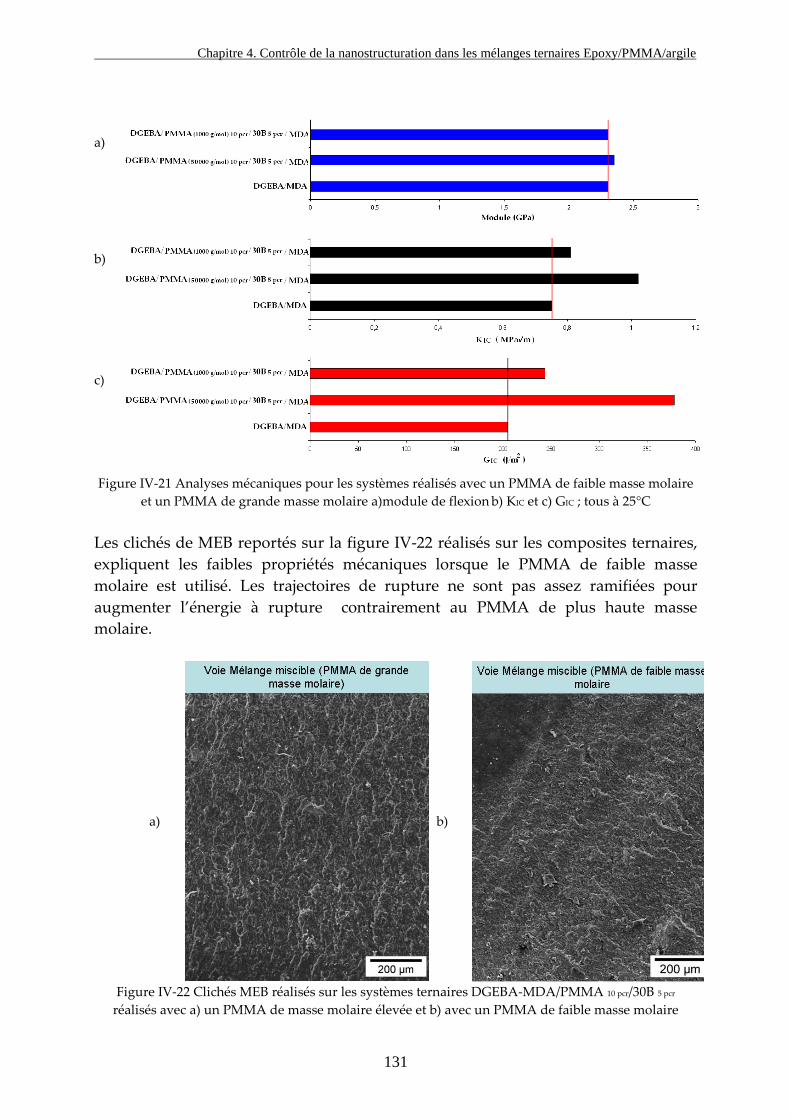
Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile
131
a)
b)
c)
Figure IV-21 Analyses mécaniques pour les systèmes réalisés avec un PMMA de faible masse molaire
et un PMMA de grande masse molaire a)module de flexion b) KIC et c) GIC ; tous à 25°C Les clichés de MEB reportés sur la figure IV-22 réalisés sur les composites ternaires, expliquent les faibles propriétés mécaniques lorsque le PMMA de faible masse molaire est utilisé. Les trajectoires de rupture ne sont pas assez ramifiées pour augmenter l’énergie à rupture contrairement au PMMA de plus haute masse molaire.
a)
b)
Figure IV-22 Clichés MEB réalisés sur les systèmes ternaires DGEBA-MDA/PMMA 10 pcr/30B 5 pcr
réalisés avec a) un PMMA de masse molaire élevée et b) avec un PMMA de faible masse molaire
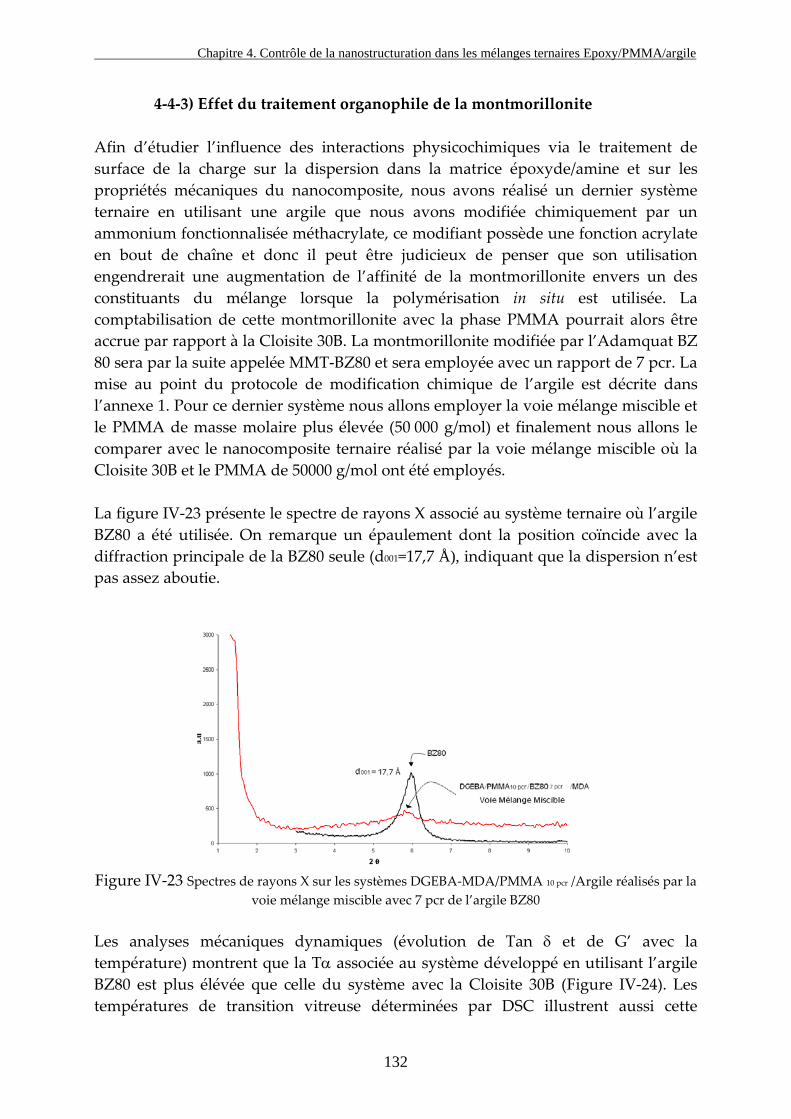
Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile
132
4-4-3) Effet du traitement organophile de la montmorillonite Afin d’étudier l’influence des interactions physicochimiques via le traitement de surface de la charge sur la dispersion dans la matrice époxyde/amine et sur les propriétés mécaniques du nanocomposite, nous avons réalisé un dernier système ternaire en utilisant une argile que nous avons modifiée chimiquement par un ammonium fonctionnalisée méthacrylate, ce modifiant possède une fonction acrylate en bout de chaîne et donc il peut être judicieux de penser que son utilisation engendrerait une augmentation de l’affinité de la montmorillonite envers un des constituants du mélange lorsque la polymérisation in situ est utilisée. La comptabilisation de cette montmorillonite avec la phase PMMA pourrait alors être accrue par rapport à la Cloisite 30B. La montmorillonite modifiée par l’Adamquat BZ 80 sera par la suite appelée MMT-BZ80 et sera employée avec un rapport de 7 pcr. La mise au point du protocole de modification chimique de l’argile est décrite dans l’annexe 1. Pour ce dernier système nous allons employer la voie mélange miscible et le PMMA de masse molaire plus élevée (50 000 g/mol) et finalement nous allons le comparer avec le nanocomposite ternaire réalisé par la voie mélange miscible où la Cloisite 30B et le PMMA de 50000 g/mol ont été employés. La figure IV-23 présente le spectre de rayons X associé au système ternaire où l’argile BZ80 a été utilisée. On remarque un épaulement dont la position coïncide avec la diffraction principale de la BZ80 seule (d001=17,7 Å), indiquant que la dispersion n’est pas assez aboutie.
Figure IV-23 Spectres de rayons X sur les systèmes DGEBA-MDA/PMMA 10 pcr /Argile réalisés par la
voie mélange miscible avec 7 pcr de l’argile BZ80 Les analyses mécaniques dynamiques (évolution de Tan δ et de G’ avec la température) montrent que la Tα associée au système développé en utilisant l’argile BZ80 est plus élévée que celle du système avec la Cloisite 30B (Figure IV-24). Les températures de transition vitreuse déterminées par DSC illustrent aussi cette
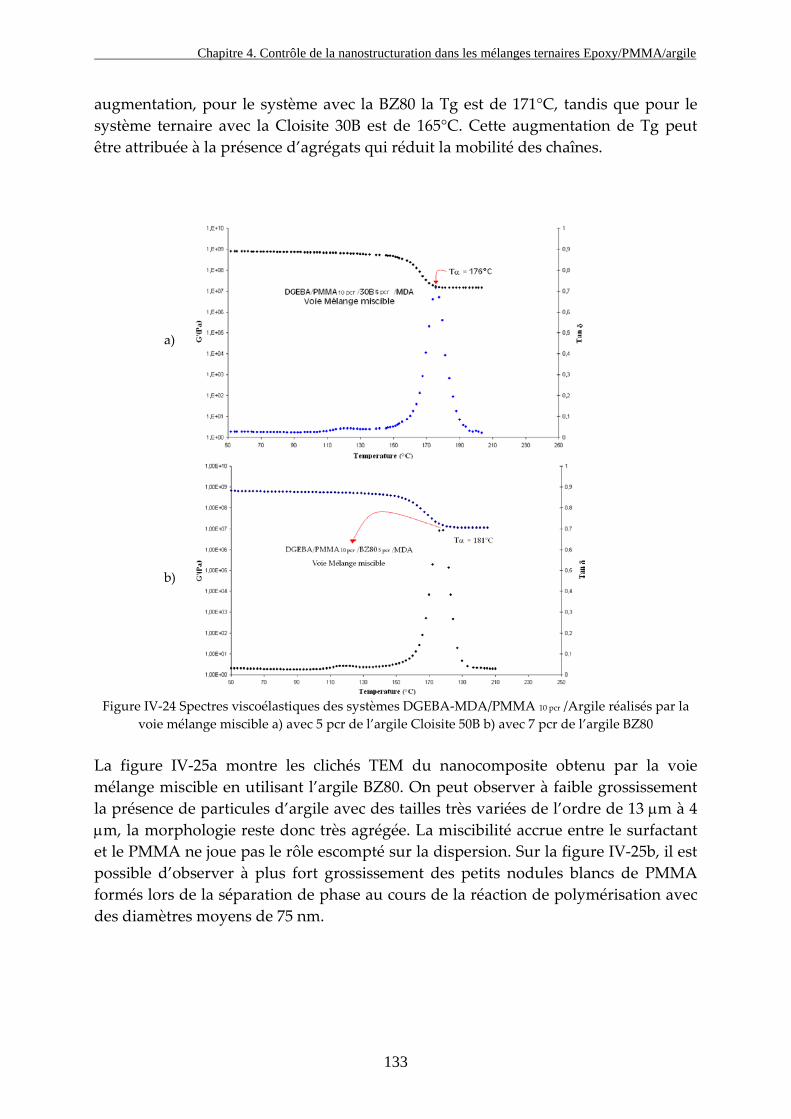
Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile
133
augmentation, pour le système avec la BZ80 la Tg est de 171°C, tandis que pour le système ternaire avec la Cloisite 30B est de 165°C. Cette augmentation de Tg peut être attribuée à la présence d’agrégats qui réduit la mobilité des chaînes.
a)
b)
Figure IV-24 Spectres viscoélastiques des systèmes DGEBA-MDA/PMMA 10 pcr /Argile réalisés par la
voie mélange miscible a) avec 5 pcr de l’argile Cloisite 50B b) avec 7 pcr de l’argile BZ80
La figure IV-25a montre les clichés TEM du nanocomposite obtenu par la voie mélange miscible en utilisant l’argile BZ80. On peut observer à faible grossissement la présence de particules d’argile avec des tailles très variées de l’ordre de 13 µm à 4 µm, la morphologie reste donc très agrégée. La miscibilité accrue entre le surfactant et le PMMA ne joue pas le rôle escompté sur la dispersion. Sur la figure IV-25b, il est possible d’observer à plus fort grossissement des petits nodules blancs de PMMA formés lors de la séparation de phase au cours de la réaction de polymérisation avec des diamètres moyens de 75 nm.

Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile
134
a)
b)
Figure IV-25 Cliches de TEM sur les systèmes ternaires DGEBA-MDA/PMMA 10 pcr /Argile réalisés
avec a) l’argile Cloisite 30B et b) la 80BZ La montmorillonite modifiée par les groupements méthacrylate permet une amélioration du module (Figure IV-26a) (légère gain de 4,3% contre 2,2% avec la Cloisite 30B), et de la ténacité de la matrice époxyde. Ce nouveau traitement d’échange cationique semble moins efficace que celui présent sur la Cloisite 30B qui conduit à une valeur supérieur de KIC et de GIC (Figure IV-26b et IV-26c) avec moins d’argile (gain en KIC de 20% contre 36% avec la 30B, et finalement un gain en GIC de 1,4% contre 84% lorsque la Cloisite 30B est utilisée). a)
b)
c)
Figure IV-26 Analyses mécaniques pour les systèmes réalisés avec l’argile modifiée BZ80 et la Cloisite
30B a)module de flexion b) KIC et c) GIC ; tous à 25°C
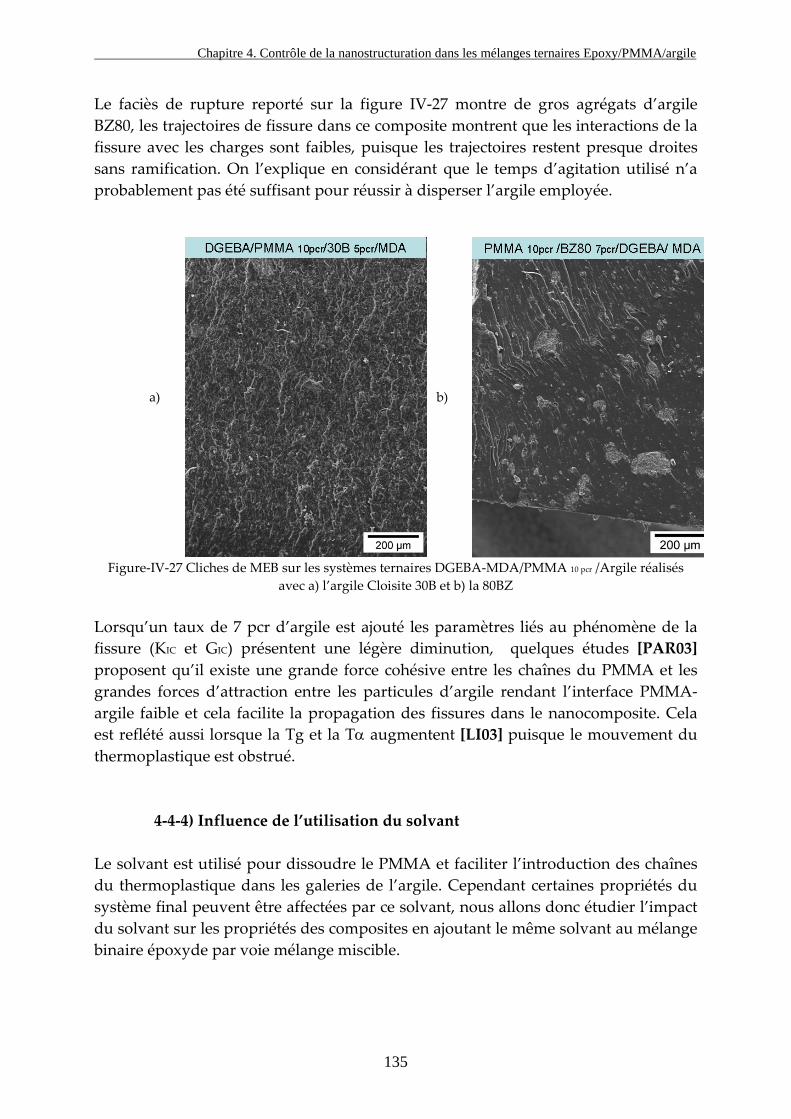
Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile
135
Le faciès de rupture reporté sur la figure IV-27 montre de gros agrégats d’argile BZ80, les trajectoires de fissure dans ce composite montrent que les interactions de la fissure avec les charges sont faibles, puisque les trajectoires restent presque droites sans ramification. On l’explique en considérant que le temps d’agitation utilisé n’a probablement pas été suffisant pour réussir à disperser l’argile employée.
a)
b)
Figure-IV-27 Cliches de MEB sur les systèmes ternaires DGEBA-MDA/PMMA 10 pcr /Argile réalisés
avec a) l’argile Cloisite 30B et b) la 80BZ Lorsqu’un taux de 7 pcr d’argile est ajouté les paramètres liés au phénomène de la fissure (KIC et GIC) présentent une légère diminution, quelques études [PAR03] proposent qu’il existe une grande force cohésive entre les chaînes du PMMA et les grandes forces d’attraction entre les particules d’argile rendant l’interface PMMA-argile faible et cela facilite la propagation des fissures dans le nanocomposite. Cela est reflété aussi lorsque la Tg et la Tα augmentent [LI03] puisque le mouvement du thermoplastique est obstrué. 4-4-4) Influence de l’utilisation du solvant Le solvant est utilisé pour dissoudre le PMMA et faciliter l’introduction des chaînes du thermoplastique dans les galeries de l’argile. Cependant certaines propriétés du système final peuvent être affectées par ce solvant, nous allons donc étudier l’impact du solvant sur les propriétés des composites en ajoutant le même solvant au mélange binaire époxyde par voie mélange miscible.
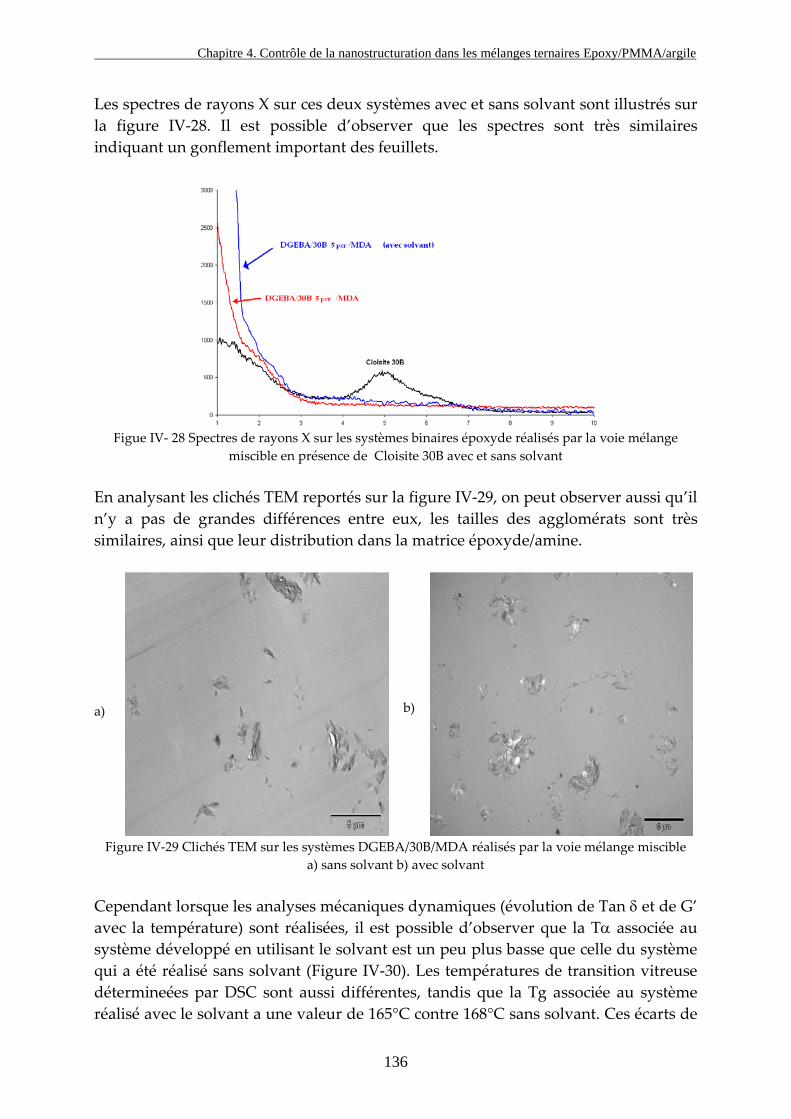
Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile
136
Les spectres de rayons X sur ces deux systèmes avec et sans solvant sont illustrés sur la figure IV-28. Il est possible d’observer que les spectres sont très similaires indiquant un gonflement important des feuillets.
Figue IV- 28 Spectres de rayons X sur les systèmes binaires époxyde réalisés par la voie mélange
miscible en présence de Cloisite 30B avec et sans solvant En analysant les clichés TEM reportés sur la figure IV-29, on peut observer aussi qu’il n’y a pas de grandes différences entre eux, les tailles des agglomérats sont très similaires, ainsi que leur distribution dans la matrice époxyde/amine. a)
b)
Figure IV-29 Clichés TEM sur les systèmes DGEBA/30B/MDA réalisés par la voie mélange miscible
a) sans solvant b) avec solvant Cependant lorsque les analyses mécaniques dynamiques (évolution de Tan δ et de G’ avec la température) sont réalisées, il est possible d’observer que la Tα associée au système développé en utilisant le solvant est un peu plus basse que celle du système qui a été réalisé sans solvant (Figure IV-30). Les températures de transition vitreuse détermineées par DSC sont aussi différentes, tandis que la Tg associée au système réalisé avec le solvant a une valeur de 165°C contre 168°C sans solvant. Ces écarts de
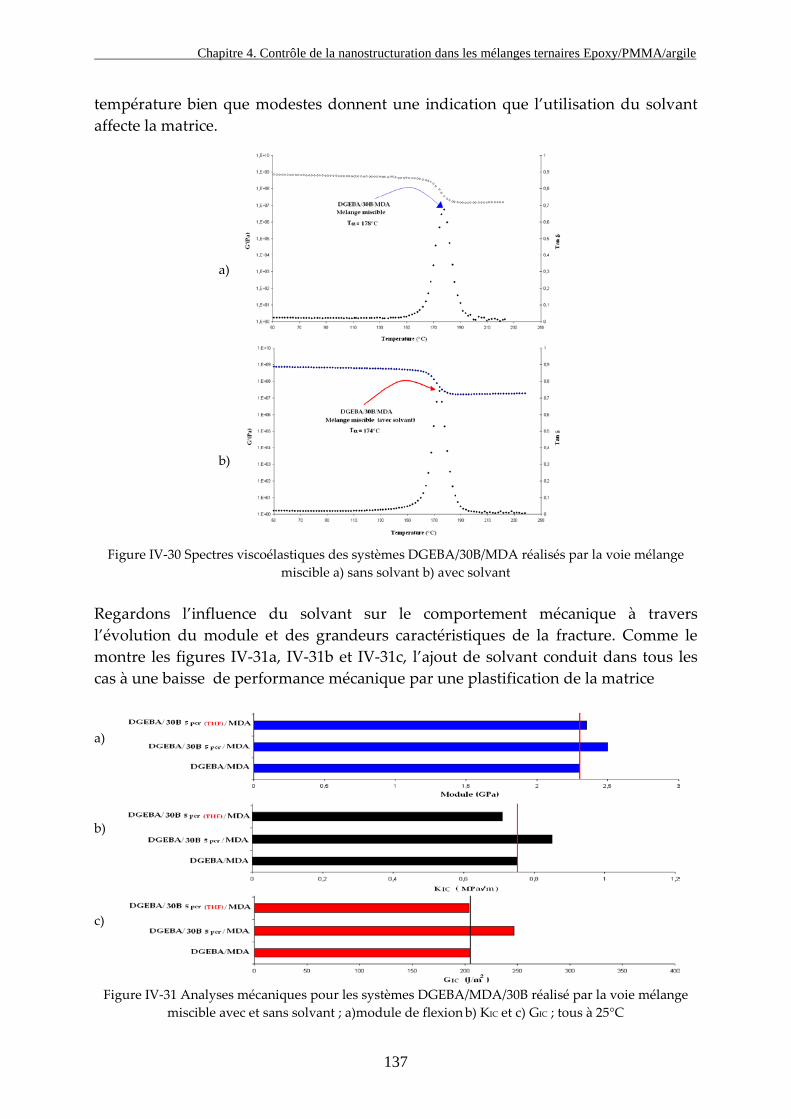
Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile
137
température bien que modestes donnent une indication que l’utilisation du solvant affecte la matrice.
Figure IV-30 Spectres viscoélastiques des systèmes DGEBA/30B/MDA réalisés par la voie mélange miscible a) sans solvant b) avec solvant
Regardons l’influence du solvant sur le comportement mécanique à travers l’évolution du module et des grandeurs caractéristiques de la fracture. Comme le montre les figures IV-31a, IV-31b et IV-31c, l’ajout de solvant conduit dans tous les cas à une baisse de performance mécanique par une plastification de la matrice a)
b)
c)
Figure IV-31 Analyses mécaniques pour les systèmes DGEBA/MDA/30B réalisé par la voie mélange
miscible avec et sans solvant ; a)module de flexion b) KIC et c) GIC ; tous à 25°C
a)
b)
Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile
138
L’utilisation du solvant a un effet significatif sur les propriétés des systèmes finaux, le solvant plastifie la matrice et fait diminuer discrètement les paramètres tels que la Tg et la Tα. Cependant les effets sont plus évidents sur les paramètres KIC et GIC, lesquels subissent une nette diminution lorsque le solvant est utilisé. Conclusions Un système ternaire époxyde/PMMA/argile a été réalisé en utilisant deux voies d’obtention différentes : la voie mélange miscible et la voie sonde ultrasons à l’aide de solvant. Dans les deux cas, la séparation de phase du PMMA sous forme de petits nodules dispersés régulièrement dans la matrice époxyde/amine est mise en évidence. Ceci est réalisé uniquement pour le PMMA 50,000 g/mol, le PMMA 1000 g/mol restant totalement miscible. En utilisant toutes les techniques de caractérisation, nous avons montré que l’argile a été dispersée jusqu’à l’échelle de tactoides, ceux-ci ont été dispersés plus homogènement lorsque la voie solvant est utilisée puisque des tactoides de 10 nm contenant trois ou cinq feuillets sont présents dans le système, tandis que pour le composite ternaire obtenu par la voie mélange miscible des agglomérats de grande taille sont observés. Même si on a mis évidence par WAXS que le PMMA de grande masse molaire a pénétré à l’intérieur des galeries de l’argile, on n’a pas mis en évidence que le PMMA puisse avoir une forme de petits nodules. Les analyses de SAXS donnent des informations sur le mécanisme de dispersion et aussi sur l’efficacité comparée de ces deux procédés d’élaboration. Il a été montré qu’avec les mêmes matériaux mais en utilisant différentes voies de dispersion, l’état d’exfoliation peut changer radicalement. L’état de dispersion des feuillets d’argile dans les systèmes finaux obtenus par les deux voies d’élaboration a été étudié par les analyses SAXS. L’attention a été focalisée sur la distribution des épaisseurs des particules diffusantes. Les analyses de SAXS ont montré que l’exfoliation de l’argile peut avoir lieu à travers la désagrégation des gros agglomérats en petites particules lesquelles sont composées de quelques feuillets (entre 3 et 5). Les études de SAXS in situ sur le système utilisant la sonde ultrasons illustrent que la dispersion finale de l’argile est plus homogène et qu’il existe une structure corrélée entre les feuillets exfoliés, qui n’existe pas pour le système réalisé par la voie mélange miscible. Une mobilité des feuillets a été détectée après gélification du réseau. En effet le temps de gélification est environ de 15 minutes à 135°C, et le spectre de diffusion évolue même après 36 minutes de mélangeage sur l’échantillon réalisé à la fois par la voie solvant et mélange miscible. Les études de SAXS réalisées dans cette étude suggèrent
Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile
139
qu’il est donc possible d’obtenir un faible mouvement (non détecté par WAXS) des tactoides même après gélification Des études cinétiques ont été menées pour comparer le comportement d’un composite ternaire époxyde/PMMA/argile pendant la réaction à différentes températures isothermes à celui de la résine pure et des autres mélanges binaires. Un simple modèle autocatalytique rend bien compte des résultats expérimentaux obtenus lors de la réaction de cette résine pure. Ainsi, ce modèle (et les paramètres cinétiques préalablement déterminés) a été employé pour simuler la formulation époxyde/PMMA en employant un effet de dilution avant le point de trouble. La formulation époxyde/argile a été modélisée en employant un nouveau paramètre cinétique qui représente l’effet catalytique probable causé par les espèces contenues dans l’argile. Alors le modèle a été utilisé pour simuler le comportement du système ternaire. Il semble que l’addition du PMMA retarde la réaction jusqu’au phénomène de séparation de phase, cela est occasionné par l’effet dilution des espèces réactives, tandis que la présence de l’argile accélère la réaction après le point de trouble, mais elle n’a pas un effet sensible sur la conversion du point de trouble. Des études sur la mécanique élastique de la rupture ont été aussi réalisées. Il a été mis en évidence que le composite ternaire réalisé par la voie mélange miscible a des paramètres de fracture (KIC et GIC) les plus élevés de tous les autres systèmes étudiés. Les systèmes ternaires élaborés soit par la voie solvant qui conduit à la répartition la plus homogène et la plus fine de l’argile, soit avec le PMMA de plus faible masse molaire ou soit encore la fonctionnalisation de la montmorillonite par le surfactant méthacrylate ne conduisent pas à des performances mécaniques meilleures. Nous pouvons donc en conclure que dans ce travail les conditions optimales pour avoir un composite ternaire sont les suivantes : des agglomérats sont plus efficaces qu’une exfoliation totale, un PMMA de 50000 g/mol aide à améliorer le comportement à la fracture, et finalement utiliser une argile modifiée méthacrylate en employant la même voie de dispersion (dans notre cas la voie mélange miscible), ne permet pas d’obtenir le même état de dispersion et donc le même niveau de propriété.

Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile
140
REFERENCES BIBLIOGRAPHIQUES [ALE00] ALEXANDRE M., DUBOIS P., Polymer-layered silicate
nanocomposites : preparation, properties and uses of a new clas of materials, Mater. Sci. Eng; 2000; Vol. 28, pp. 1-63.
[BAL05] BALAKRISHNAN S., SART PR., RAGHAVAN D., HUDSON SD., The influence of clay and elastomer concentration on the morphology and fracture energy of preformed acrylic rubber dispersed clay filled epoxy nanocomposites, Polymer; 2005; Vol. 46, pp. 11255-11262.
[BEC02] BECKER O., VARLEY R., SIMON G., Morphology, thermal relaxation and mechanical properties of layered silicate nanocomposites based upon high-functionality epoxy resins, Polymer; 2002; Vol. 43, pp. 4365-4373.
[FUN97] FUN L., CANTWELL WJ., KAUSCH HH., The role of cavitation and debonding in the toughening of core-shell rubber modified epoxy systems, J. Mater. Sci; 1997; Vol. 32, pp. 3055-3059.
[HAJ99] HAJJI P., DAVID L., GERARD JF., PASCAULT JP., VIGIER GJ., Synthesis, structure, and morphology of polymer-silica hybrid nanocomposites based on hydroxyethyl, J. Mater. Sci; 1999; Vol. 37, pp. 3172-3187.
[HAN97] HANLEY HJM., MUZNY CD., BUTLER BD., Surfactant Adsorption on a Clay Mineral: Application of Radiation Scattering, Langmuir; 1997; Vol. 13, pp. 5276-5286.
[HAN03] HANLEY HJM., MUZNY CD., HO DL., GLINKA CJ., A Small-Angle Neutron Scattering Study of a Commercial Organoclay Dispersion, Langmuir; 2003; Vol. 19, pp. 5575-5580.
[KHA00] KHARE PK, JAIN SK. BULL. Dielectric properties of solution-grown-undoped and acrylic-acid-doped ethyl cellulose, J. Mater. Sci; 2000; Vol. 23, pp. 17-21.
[KIN03] KINLOCH AJ., TAYLOR AC., Mechanical and fracture properties of epoxy/inorganic micro- and nano-composites, J. Mater. Sci; 2003; Vol. 22, pp. 1439-1441.
[KIN02] KINLOCH AJ., TAYLOR AC., The toughening of cyanate-ester polymers, J. Mater. Sci; 2002; Vol. 37, pp. 433-460.
[KOR01] KORTABERRIA G., ARRUTI P., MONDRAGON I., Dielectric monitoring of curing of liquid oligomer-modified epoxy matrices, Polym. Int 2001; Vol. 50, pp. 957-965.
[KOR02] KORNMANN X., THOMANN R., MULHAUPT R., FINTER J., BERGLUND L., Synthesis of Amine-cured, epoxy-layered silicate nanocomposites: the influence of the silicate surface modification on the properties, J. Appl. Polym. Sci; 2002; Vol. 86, pp. 2643-2652.
Chapitre 4. Contrôle de la nanostructuration dans les mélanges ternaires Epoxy/PMMA/argile
141
[LI03] LI Y., ZHAO B., XIE S., ZHANG S., Synthesis and properties of poly(methyl methacrylate)/montmorillonite (PMMA/MMT) nanocomposites, Polym. Int; 2003; Vol. 52, pp. 892-898.
[LEE00] LEE J., YEE AF., Role of inherent matrix toughness on fracture of glass bead filles epoxies, Polymer; 2000; Vol. 41, pp. 8375-8385.
[MIY05] MIYAGAWA H., MISRA M., LAURENCE TD., AMAR KM., Biobased epoxy/layered silicate nanocomposites: thermophysical properties and fracture behaviour evaluation. J. Polym. Envir; 2005; Vol. 13, pp.87-96.
[PAR03] PARK J. H., JANA S. C., The relationship between nano and micro structure and mechanical properties in PMMA-epoxy-nanoclay composites, Polymer; 2003; Vol. 44, pp. 2091-2100.
[POR82] POROD G., General teory in small angle X-ray scattering. London: Academic Press. 1982.
[RIT00] RITZENTHALER S., GIRARD-REYDET E., PASCAULT J-P., Influence of hardener on miscibility of blends of poly(methyl methacrylate) and epoxy networks, Polymer; 2000; Vol. 41. pp. 6375-6386.
[VAR02] VARLOT KM., REYNAUD E., VIGIER G., VARLET J., Mechanical properties of clay-reinforced polyamide, J. Polym. Sci. Polym. Phys; 2002; Vol. 40, pp. 272-283.
[WAN05] WANG K., CHEN L., WU J., TOH M., HE C., YEE A., Epoxy nanocomposites with highly exfoliated clay: mechanical properties and fracture mechanisms, Macromolecules; 2005; Vol. 38, pp. 788-800.
[WAT98] WATTS DC., Analysis of reactions in glass-polyalkenoate/resin systems by dielectric impedance spectroscopy, Biomaterials; 1998; Vol. 19, pp. 551-557.
[ZER01] ZERDA AS., LESSER AJ., Intercalated clay nanocomposites: Morphology, mechanics, and fracture behavior, J. Polym. Sci. Polym. Phys; 2001; Vol. 39, pp. 1137-1146.
[ZIL99] ZILG C., MULHAUPT R., FINTER J., Morphology et toughness/stiffness balance of nanocomposites based upon anhydride – cured epoxy resin and layered silicates, Macromol. Chem. Phys; 1999; Vol. 200, pp. 661-670.
Conclusion générale
142
Conclusion générale

Conclusion générale
143
Conclusion générale
144
Conclusion générale L’objectif de ce travail était l’élaboration et l’étude d’un matériau composite ternaire: époxyde-amine/MMT/PMMA. Nous avons utilisé le phénomène de séparation de phase dans une matrice thermodurcissable en employant un polymère initialement miscible (PMMA). D’autre part deux procédés différents de dispersion d’une argile dans le mélange de précurseurs ont été employés : mélange miscible et dispersion par sonde ultrasons à l’aide d’un solvant Dans ce travail nous avons réalisé des études concernant les effets des MMT et du PMMA sur la cinétique de réaction de formation du réseau. Les morphologies développées on été étudiées d’abord sur des systèmes binaires avec et sans agent durcisseur pour, ensuite, d’après ces résultats, procéder à la réalisation des composites ternaires. Les systèmes développés en utilisant les techniques choisies ont permis confirmer et de mettre en évidence plusieurs informations pertinentes et novatrices :
- L’étude des effets de la nature de l’amine sur le phénomène de séparation de phase a montré que le système DGEBA/PMMA/MDA, est propice à une séparation de phase nodulaire (lorsque le PMMA est employé avec un taux de 10 pcr), dispersée dans la matrice de façon homogène. Lorsque l’amine MCDEA est utilisée, aucune séparation de phase n’est observée dans nos conditions.
- Les nodules de la phase séparée de thermoplastique obtenus dans les systèmes où le PMMA de masse molaire plus élevée a été utilisé sont distribués d’une maniere homogène dans la matrice. Il est importante de signaler que même si les tailles de ces nodules restent homogènes il n’a pas été possible de réussir à les introduire à l’intérieur des galeries des feuillets.
- Un modèle cinétique capable de prédire l’évolution de la conversion en fonction du temps de réaction des mélanges du type : DGEBA/MDA, DGEBA/PMMA 10pcr/MDA, DGEBA/Cloisite 30B 5pcr/MDA a été proposé et développé. Un bon accord pour les conversions obtenues jusqu'à la vitrification entre les valeurs calculées et expérimentales a été obtenu. Il semble que l’addition du PMMA retarde la réaction jusqu’au phénomène de séparation de phase, cela est occasionné par l’effet dilution des espèces réactifs, tandis que la présence de l’argile accélère la réaction après le point de trouble, mais elle n’a pas un effet sensible sur la conversion du point de trouble.
- L’étude de la relation entre la température de transition vitreuse et la conversion pour ces mêmes systèmes a été réalisée, et nous avons trouvé une
Conclusion générale
145
bonne corrélation entre les résultats expérimentaux et les valeurs calculées. Ainsi pour ces systèmes, il est possible d’estimer la valeur de x par une simple mesure de Tg.
- L’addition de différents rapports de PMMA n’a pas apparemment une grande influence sur l’énergie d’activation à la gélification.
- La composition de la phase séparée a été calculée en utilisant l’équation de FOX. Il y a un pourcentage de 6 % de PMMA qui reste mélangé avec la matrice continue. On peut dire que la phase de PMMA séparée est presque pure.
- L’influence de la masse molaire du PMMA est un facteur important qui induit une meilleure exfoliation de la Cloisite 30B.
- Il a été montré que la voie solvant donne la meilleure dispersion et la meilleure intercalation pour la Cloisite 30B.
- Un système ternaire époxyde/thermoplastique/argile a été réalisé en utilisant deux voies d’obtention: voie mélange miscible et voie sonde ultrasons à l’aide de solvant. Dans les deux cas, la séparation de phase du polymère sous forme de petits nodules dispersés régulièrement dans la matrice époxyde/amine est mise en évidence.
- En utilisant ces deux techniques, l’argile a été dispersée et réduite jusqu’à l’échelle de tactoides, ceux-ci ont été dispersés plus homogènement lorsque la voie sonde ultrasons est utilisée puisque des tactoides de 10 nm contenant trois ou cinq feuillets sont présents dans le système, tandis que dans le composite ternaire obtenu par la voie mélange miscible, des agglomérats de grandes tailles sont observés.
- Les analyses SAXS permettent l’analyse du mécanisme de dispersion au cours de la polymèrisation. Il a été montré qu’avec les mêmes matériaux mais en utilisant différentes méthodes initiales de dispersion la qualité de l’exfoliation peut changer radicalement.
- L’état de dispersion des feuillets d’argile dans les systèmes après réaction, obtenus par deux voies a été étudié par les analyses de SAXS. L’attention a été focalisée sur la distribution des épaisseurs des particules diffusantes. Les analyses SAXS ont montré que l’exfoliation de l’argile peut avoir lieu à travers la désagrégation de gros agglomérats en petites particules lesquelles sont composées de quelques feuillets (entre 3 et 5). Les études de SAXS in situ réalisées sur le système utilisant la sonde ultrasons illustrent que la dispersion finale de l’argile est plus homogène et qu’il existe une corrélation entre ces feuillets exfoliés, laquelle n’existe pas pour le système réalisé par la voie mélange miscible.
- Une mobilité des feuillets a été détectée après la gélification. Les études SAXS réalisées dans cette étude suggèrent qu’il est possible d’obtenir un faible mouvement (non détecté par WAXS) de tactoides même après le point de gel.
- Les études sur la mécanique de fracture ont mis en évidence que les composites ternaires réalisés par la voie mélange miscible ont les paramètres

Conclusion générale
146
de fracture (KIC et GIC) les plus élevés de tous les systèmes réalisés. Le système issu de la voie solvant qui présente la meilleure dispersion et un degré d’exfoliation plus grand, le système avec un PMMA de faible masse molaire et le système avec un rapport plus élevé d’argile, tous montrent des valeurs inférieures. Nous pouvons donc dire que dans ce travail les conditions les plus optimales pour avoir un composite ternaire ont été établies : des agglomérats sont plus efficaces qu’une exfoliation, un PMMA de 50000 g/mol aide à augmenter les valeurs de fracture, et finalement utiliser une argile à priori plus miscible avec un taux plus élevé ne sont pas des voies pour obtenir des nanocomposites avec des performances meilleures.
- Aussi la meilleure dispersion ne conduit pas à l’optimum des propriétés mécaniques et il semble que les agglomérats jouent un rôle non négligeable dans l’amélioration de la résistance à la propagation des fissures.
- L’influence de la masse molaire sur l’obtention de nanocomposites ternaires a été montrée. D’abord un PMMA de faible masse molaire n’est pas propice à la séparation de phase lorsqu’il est introduit dans le système époxyde/argile/MDA. Ensuite la faible Tg de ce polymère conduit à une baisse de Tg du mélange époxyde/PMMA.
- Le système ternaire réalisé en utilisant l’argile modifiée BZ80, n’améliore pas les propriétés mécaniques du système, même si l’argile est employée avec un taux supérieur à celui-là utilisé avec l’argile Cloisite 30B. Cette dernière montre une plus grande aptitude à s’exfolier que la BZ80, (laquelle reste comme de très gros agrégats) même si la voie de dispersion employée est la même. Il est clair que le surfactant des argiles a un rôle important sur la dispersion de l’argile.
A l’issue des résultats obtenus dans ce travail, nous pouvons envisager de :
- Etudier l’effet d’introduire un agent compatibilisant qui peut générer une meilleure introduction du PMMA dans galeries de l’argile.
- Générer l’inversion de phase φ>φc, des systèmes ternaires en faisant variant le taux de PMMA et étudier les propriétés mécaniques et structurales de ces composites
- Réaliser la synthèse de PMMA à partir de la surface des silicates après adsorption au préalable d’amorceur.
147
ANNEXE 1

148
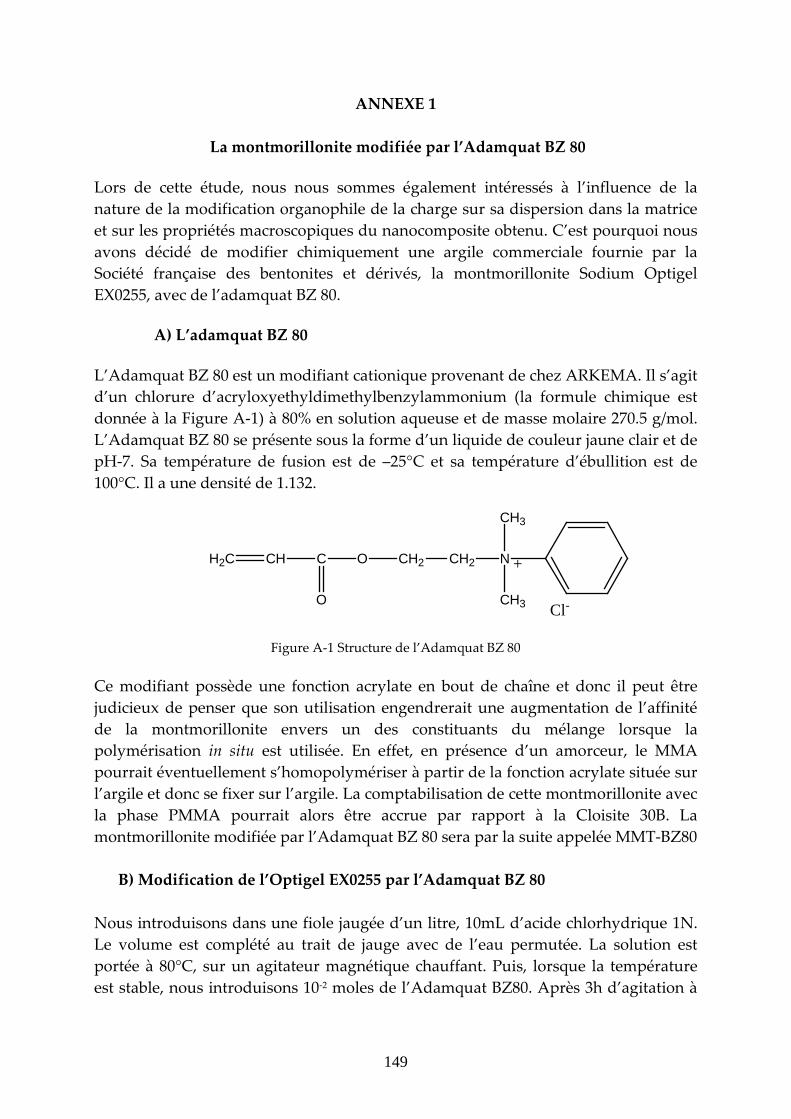
149
ANNEXE 1
La montmorillonite modifiée par l’Adamquat BZ 80
Lors de cette étude, nous nous sommes également intéressés à l’influence de la nature de la modification organophile de la charge sur sa dispersion dans la matrice et sur les propriétés macroscopiques du nanocomposite obtenu. C’est pourquoi nous avons décidé de modifier chimiquement une argile commerciale fournie par la Société française des bentonites et dérivés, la montmorillonite Sodium Optigel EX0255, avec de l’adamquat BZ 80.
A) L’adamquat BZ 80
L’Adamquat BZ 80 est un modifiant cationique provenant de chez ARKEMA. Il s’agit d’un chlorure d’acryloxyethyldimethylbenzylammonium (la formule chimique est donnée à la Figure A-1) à 80% en solution aqueuse et de masse molaire 270.5 g/mol. L’Adamquat BZ 80 se présente sous la forme d’un liquide de couleur jaune clair et de pH-7. Sa température de fusion est de –25°C et sa température d’ébullition est de 100°C. Il a une densité de 1.132.
H2C CH C
O
O CH2 CH2 N
CH3
CH3
+
Cl-
Figure A-1 Structure de l’Adamquat BZ 80
Ce modifiant possède une fonction acrylate en bout de chaîne et donc il peut être judicieux de penser que son utilisation engendrerait une augmentation de l’affinité de la montmorillonite envers un des constituants du mélange lorsque la polymérisation in situ est utilisée. En effet, en présence d’un amorceur, le MMA pourrait éventuellement s’homopolymériser à partir de la fonction acrylate située sur l’argile et donc se fixer sur l’argile. La comptabilisation de cette montmorillonite avec la phase PMMA pourrait alors être accrue par rapport à la Cloisite 30B. La montmorillonite modifiée par l’Adamquat BZ 80 sera par la suite appelée MMT-BZ80
B) Modification de l’Optigel EX0255 par l’Adamquat BZ 80
Nous introduisons dans une fiole jaugée d’un litre, 10mL d’acide chlorhydrique 1N. Le volume est complété au trait de jauge avec de l’eau permutée. La solution est portée à 80°C, sur un agitateur magnétique chauffant. Puis, lorsque la température est stable, nous introduisons 10-2 moles de l’Adamquat BZ80. Après 3h d’agitation à

150
80°C, nous introduisons 5 grammes de montmorillonite Optigel EX0255. Enfin, après 3h d’échange cationique, la suspension est filtrée à l’aide d’un fritté de porosité 3. La montmorillonite est alors rincée six fois successivement par addition dans le fritté de 300mL d’eau permutée à 80°C afin d’éliminer les cations inorganiques. Nous veillons lors des rinçages à ce que la montmorillonite reste tout le temps en suspension et ne colmate pas les pores du fritté en agitant régulièrement la suspension. L’efficacité des rinçages est vérifiée par l’addition de quelques gouttes de nitrate d’argent au résidu de rinçage en surveillant la formation ou non d’un précipité blanc de chlorure d’argent. Puis on effectue des rinçages par un mélange eau/éthanol (50/50) préalablement chauffé à 60°C. Pour finir, la suspension est filtrée totalement, puis séchée 36h à 85°C en étuve et broyée au mortier et pilon. La MMT-Bz80 obtenue a ensuite été caractérisée par diffraction des rayons X. Le premier pic du spectre de diffraction des rayons X du MMT-BZ80 (Figure A-2) correspond à la distance de répétition d001. Il se situe à 17.7 Ǻ. Or, cette distance est de 12.8 Ǻ pour l’Optigel non modifiée. On a donc bien eu un échange entre les ions sodium de l’Optigel de départ par les chaînes de l’Adamquat BZ80 de taille plus importante et donc impliquant un écartement des feuillets. De plus, on peut remarquer la signature de l’argile grâce aux pics situés à 0.50, 2.55, 1.69 et 1.49 Ǻ.
Figure A-2 : Spectre de diffraction des rayons X de la MMT-BZ80

151
La montmorillonite modifiée par l’Adamquat BZ80 possède une CEC de 73 meq/100g. En comparaison, la valeur de la CEC de l’Optigel EX0255 est de 98 meq/100g.
FOLIO ADMINISTRATIF
THESE SOUTENUE DEVANT L'INSTITUT NATIONAL DES SCIENCES APPLIQUEES DE LYON
NOM : HERNANDEZ AVILA DATE de SOUTENANCE : 15 Octobre 2007 (avec précision du nom de jeune fille, le cas échéant) Prénoms : Marcelo TITRE : Etude de mélanges ternaires époxyde/PMMA/montmorillonite. Élaboration, contrôle de la morphologie et des propriétés NATURE : Doctorat Numéro d'ordre : 2007-ISAL-0065 Ecole doctorale : Matériaux de Lyon Spécialité : Matériaux Polymères et Composites Cote B.I.U. - Lyon : T 50/210/19 / et bis CLASSE : RESUME : Des nanocomposites ternaires composés de PMMA/époxyde/argile ont été mis en œuvre en combinant le phénomène de la séparation de phase du thermoplastique Poly (méthyle méthacrylate) en présence de l’argile Cloisite 30B dans une matrice thermodure époxyde-amine. Deux méthodologies ont été utilisées pour disperser l’argile: le procédé par mélange miscible et le procédé sonde à ultrasons en milieu solvanté. Les analyses par microscopie électronique à transmission (TEM) mettent en évidence la séparation de phase entre le PMMA et la matrice thermodure en révélant une morphologie nodulaire pour les deux méthodologies. Les particules d’argile ont été dispersées finement dans la matrice lorsque la sonde à ultrasons est utilisée, tandis que des agrégats d’argile avec des tailles micrométriques sont obtenus avec la méthodologie mélange miscible. Le suivi d’exfoliation a été étudié en utilisant la diffusion des rayons X aux petits angles (SAXS) sur les systèmes polymérisés et en cours de réaction. Pour les systèmes polymérisés une exfoliation des feuillets peut avoir lieu lorsque les agrégats ou même les agglomérats sont réduits sous la forme de petites particules composées de trois ou cinq feuillets. Pour les études in-situ de SAXS la distribution d’épaisseurs des entités diffusantes et l’évolution de cette distribution avec le temps de réaction ont été modélisées et quantifiées. L’effet de l’addition du thermoplastique et de l’argile sur les transformations structurales du réseau a été analysé par calorimétrie différentielle à balayage (DSC). Il semble que l’addition du PMMA retarde la formation de la séparation de phase dû à l’effet de dilution des espèces réactives, tandis que la présence de l’argile accélère la réaction à cause de l’effet catalytique. La réactivité des différents systèmes a été étudiée et un modèle cinétique a été développé pour le système ternaire, à l’aide de l’étude préalable des systèmes binaires. Les propriétés mécaniques des différents composites ont été évaluées et discutées à l’aide des faciès des fracture obtenus par microscopie électronique à balayage. Il a été montré que la meilleure dispersion de particules d’argile ne conduit pas à la meilleure résistance à la propagation des fissures MOTS-CLES : Laboratoire (s) de recherche : LMM (Laboratoire des Matériaux Macromoléculaires) Directeur de thèse: Henry SAUTEREAU et Jannick DUCHET Président de jury : Composition du jury : Jannick DUCHET Michel DUMON Jérôme DUPUY Juan MARTINEZ VEGA Jacques VERDU Henry SAUTEREAU