Demarche Formation Lean Ogip Organisation
12
La démarche Lean La démarche Lean
-
Upload
duquenne-gregory -
Category
Business
-
view
1.202 -
download
0
description
Cette présentation illustre la demarche du Lean Manufacturing lors de nos formations
Transcript of Demarche Formation Lean Ogip Organisation

La démarche Lean La démarche Lean

2
Le groupeLe groupe

La méthodologie OGIP OrganisationLa méthodologie OGIP Organisation
3Méthodologie Lean

La méthodologie OGIP OrganisationLa méthodologie OGIP Organisation
4Méthodologie Lean

Travail de groupeTravail de groupe
Cartographie couranteCartographie courante
Actions ciblées
5Méthodologie Lean

Les apports du Lean dans la démarcheLes apports du Lean dans la démarche
6
Les éléments du Leansont les outils pour mettre en place les
actions
Flux de valeur TPM
Outils Qualité
Poka Yoke
Kaizen-Workshop
SMED Kanban Lignes FlexiblesRéceptionsur ligne
5S
TOPTransparence
de la fab.Faibles Coûts
d‘automatisationDéveloppement
des fournisseurs...
Les concepts du Lean servent
d’orientations et de directives
Participation des collaborateurs et Responsabilisation
Éliminer les gaspillages et Amélioration continue
Orientation Processus
Qualité parfaite
Flux tirés
Flexibilité
Standardisation
Transparencedes processus
Suivant les actions menés, un apport technique sera effectué par un consultant expert dans le domaine.
Méthodologie Lean

Construction du plan d’actionsConstruction du plan d’actions
7Méthodologie Lean

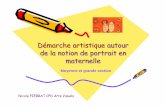
Animation et suivi du plan d’actionsAnimation et suivi du plan d’actions
Suivi du Plan d'Action sécurisation des flux comosants et gestion des stocks NOGENT 20052004
1
2
2004 / SEMAINE26 3
Pilotage J.L.Tissier A FLUX PHYSIQUES 4
N° Problémes Ind. Actions correctives Resp Délai Délai corrigé
Situation PDCA Etat
Check OK / NOK
Date Commentaires
1 Manque de place dans les magasins 1 Implanter les références non implantées J.Delgorgue S27 2
2 Evacuer les surstocks N.Ogier S27 2
3Harmoniser les paramètres d'appro. avec les capacités de
stockage (flux directs) S.Favrolle S27 2
Planning général de transfert MAG 36 MAG6
2 Absence de seuil d'alerte visuel 1 Déterminer et matérialiser les seuils d'alertes physique J.Delgorgue S27 2
3 Lissage des réceptions 1 Elaborer et afficher planning de réception camions J.L.Tissier S26 2
4 Fiabiliser les réceptions 1 Mettre en place calcul et suivi MPM fournisseurs J.Delgorgue S27 2
2 Fiabiliser et accélérer le traitement des litiges Appros S24 1
3 Définir et formaliser le standard "Réception logistique" J.L. Tissier S25 S22 2
5 Fonctions et tâches des magasiniers et cariste 4 Définir et formaliser le standard du cariste J.L.Tissier S31 S22 2
5 Définir et formaliser le standard du magasinier J.L.Tissier S25 S22 2
6 Stabiliser les équipes en place J.L.Tissier S26 2
7 Former le personnel logistique interne (polyvalence) J.L.Tissier S30 2
Action planifiée:
Actions en cours:
Actions réalisée:
Action vérifiée et soldée:
Résultats ou Gains Attendus
Bouclage
Etat en conformité avec l'échéance
Echéance atteinte:action non soldée
Gain place en vue de la réintégration des composants stocker à la CAT
O Rupture composant
Aumenter le nombre de réceptions camions envue du passge en flux directs des compoants
Créer des standards sur les tâches et gammes des agents logistiques.
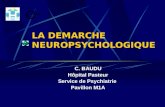
Processus
Emboutissage
200T
Processus
Soudage 1
Processus
Soudage 2
Processus
Montage 1
Processus
Montage 2
Processus
Expédition
! ! ! ! !
4600 G2400 D
1100 G600 D
1600 G850 D
1200 G640 D
2700 G1440 D
Client Usinemontage
18400 p/mois12000 G 6400 DUM 10UCUC 20p
2 équipes
Livraison 1fois/jjour
FournisseurAcier
Rouleaux acierde 150m
Livraion Mardiet jeudi
de chaque semaine
5 joursde rouleaux acier
1 opérateurTps cycle = 1sChangement fab 1hTps utilisable 85%27600 s disponiblesCPC 2 sem
1 opérateurTps cycle = 39sChangement fab 10mnTps utilisable 100%2 équipes27600 s disponibles
1 opérateurTps cycle = 46sChangement fab 10mnTps utilisable 80%2 équipes27600 s disponibles
1 opérateurTps cycle = 62sChangement fab 0 mnTps utilisable 100%2 équipes27600 s disponibles
1 opérateurTps cycle = 40sChangement fab 0 mnTps utilisable 100%2 équipes27600 s disponibles
Logistique
Plan dechargement
Programme de travail
Prévisions 90 60 30 j
Fax deconfirmation
besoins hebdo
Prévisions6 sem
5 jours
1 s
7,6 j
39 s
1,8 j
46 s
2,7 j
62 s
2 j
40 s
4,5 jDélai production 23,6 j
temps de fabrication 188 s
Cartographie de la chaîne de valeur - solution version initiale
Actions Pilote suivi 8 9 10 11 12 14 15 16 17 18 19 21 22 23 24 25 26 28 29M M J V S L M M J V S L M M J V S L M
Transfert tôlerie
Location implantation tente de stockage JTZONING JT
Transfert tôlerie sous tente JL.T.
Transfert Mag 36
Déplacement de fenwick au mag 3 JL.T.Transfert de la prison et formation soudure JL.T.
Zoning Mag 6 F.RTransfert des composants MAG 36 vers Mag 6 JL.T.
Démontage paletier MAG 36 J.T.Implantation Zone réception S.F
Picking
Edition des étiquettes identification F.RImplantation picking F.R.
ST jean de madere
Implantation F.R.Transfert mag 36 (paletier)
Actions Pilote suivi 8 9 10 11 12 14 15 16 17 18 19 21 22 23 24 25 26 28 29M M J V S L M M J V S L M M J V S L M
Transfert tôlerie
Location implantation tente de stockage JTZONING JT
Transfert tôlerie sous tente JL.T.
Transfert Mag 36
Déplacement de fenwick au mag 3 JL.T.Transfert de la prison et formation soudure JL.T.
Zoning Mag 6 F.RTransfert des composants MAG 36 vers Mag 6 JL.T.
Démontage paletier MAG 36 J.T.Implantation Zone réception S.F
Picking
Edition des étiquettes identification F.RImplantation picking F.R.
ST jean de madere
Implantation F.R.Transfert mag 36 (paletier)
Avancement plan d'actions
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%FLUX PHYSIQUES
FLUX D'INFORMATION
FLUX FOURNISSEURS
PLATEFORMES
RELATIONS CLIENT
SYSTEME LOGISTIQUE
Avancement plan d'actions
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%FLUX PHYSIQUES
FLUX D'INFORMATION
FLUX FOURNISSEURS
PLATEFORMES
RELATIONS CLIENT
SYSTEME LOGISTIQUE
Enrichissement Enrichissement De la cartographie par les actionsDe la cartographie par les actions
et prioritéset priorités
8
Plan d’actionsPlan d’actions
IndicateursIndicateurs PlanningPlanning
Animation de la cartographie en Animation de la cartographie en groupegroupe
Progrès Progrès continucontinuProgrès Progrès continucontinu
Méthodologie Lean

VSM de disgnosticVSM de disgnostic
9Action collective Lean Management
Production :· Diversité : 90 produits génériques· Intégra => 4 à 5 / équipe· FC => 5 à 30 / Jour / réf· GA => 0,8 / Jour· ML => 4 à 60 / Jour / réf
Lead time : + de 26 jours6h – 9h
5 jours 3 jours + 3 jours + BdL 15 jours + 1 Jours
Réseaux Kuhn
UsineSavernes
Stock PF429 Machines
complètes
Montage MGM
Process
Demande client à forte saisonnalité. Politique de stock défini par le service commercial et les usines qui lisse la
production sur l’année.
Tps : 6 à 9hChgt teinte : 15 min
Peinture
Stock Brut
PalettierNb empl. = 5000
Stock extérieurPièce volumineusePouvant être mise
dehors
Service commercial
PIC (4/an)
Train de montage (1/mois)
Calcul des besoins
Planning d’expédition
B.E.
Transtockeur
5600 Emplacements2min 30 / UM
Prépa Double Bac
FNS
UsineSavernes
50% du flux
Reconditionnement
Ré-intégration
Planification par lot de fabrication non lié au
train de montage
UsineSavernes
A la fin de chaque lancement
10 UM / jour
50 Um / Jour
15 UM / Jour
20 listes / Jour
15 listes / Jour
75 UM / Jour
10 listes / Jour
10 Um / Jour
150 bacs par jour – 600m
15 listes / Jour
15 tours / Jour
5 li
stes
/ Jo
ur
20 UM / jour
15 navettes / Jour
15 navettes / Jour7 Navettes / Jour
OF
OF en file
d’attente
Listing
Listing - 3
Listing - 3
Besoins prévisionnels + Commandes fermées
Equipements
1 jours
Stock tampon Saverne
Gestion par file d’attente des composants à livrer.
Stock Buffer de 3 jours + Reprise des composants par la
production.
Gestion des équipements en partie à Saverne
X jours
Gestion des appels par décalage (en J) au train de montage
prévisionnel
Appel Magasin
J -5
Listing - 3
Listing - 3
Reconditionnement impératif du fait des contraintes de poids et de volumes pour
le transtockeur.
Peinture surcapacitaire mais prévue pour
Savernes (80% du flux)
Réduction du décalage dans le S.I.
Mise en place d’un relevé des
références à repacker
Gestion des priorités dans
les fils d’attentes
Gestion des E/S des
Équipements en fonction des trains
d’éxpéditions
Approvisionnement par train
Revue de l’UMDouble bac
Modif.Gestion fileD’attente

Représentation de la VSMReprésentation de la VSM
Version couranteVersion courante
Version cibleVersion cible
10Méthodologie Lean

Synthèse de la méthodologie OGIPSynthèse de la méthodologie OGIP
11Méthodologie Lean

12Méthodologie Lean
Découvrez notre portail internet sur www.ogip-organisation.fr