PAPER Generatingandprotectingcorrelatedquantumstatesunder ...
COMMISSION EUROPÉENNE
Document de référence sur les meilleures techniques disponibles
Industrie papetière
Décembre 2001
Ce document est la traduction de la version anglaise publiée par la Commission européenne qui seule fait foi.
Traduction V 1
i
RESUME
Le présent document de référence sur les meilleures techniques disponibles dans les industriesde la fabrication de la pâte à papier et du papier rend compte de l'échange d'informations qui aété organisé conformément à l'article 16 paragraphe 2 de la directive 96/61/CE du Conseil. Ilconvient de le lire en le rapprochant de la Préface qui décrit ses objectifs et son utilisation.
Le papier est essentiellement une feuille formée de fibres auxquelles on incorpore un certainnombre de produits chimiques qui déterminent les propriétés et la qualité de la feuille. Outre lesfibres et les produits chimiques, la fabrication de la pâte et du papier nécessite de grandesquantités d'eau de fabrication et d'énergie sous la forme de vapeur et d'électricité. Lesprincipaux problèmes d'environnement associés à la fabrication de la pâte et du papier sont doncles rejets dans le milieu aquatique, les rejets à l'atmosphère et la consommation d'énergie. Laquestion des effluents va se poser avec de plus en plus d'acuité à l'avenir.
La pâte servant à la fabrication du papier peut être produite à partir de fibre vierge par desmoyens chimiques ou mécaniques ou bien obtenue par la retransformation de vieux papiers enpâte. En aval, la manufacture de papier peut soit simplement reconstituer de la pâte fabriquéeailleurs, soit intégrer la fabrication de la pâte sur le même site.
Le présent document couvre les aspects environnementaux liés à la fabrication de la pâte et dupapier à partir de fibres de différente nature dans des usines de pâte et de papier, intégrées ounon intégrées. Les usines de pâte non intégrées ne fabriquent que de la pâte à papier qu'ellesvendent ensuite sur le marché libre (pâte commerciale ou marchande). Les usines de papier nonintégrées produisent leur papier à partir de pâte approvisionnée de l'extérieur. Dans lesmanufactures intégrées, la fabrication de la pâte et celle du papier se font sur le même site. Lesfabriques de pâtes krafts peuvent être du type intégré ou non intégré, tandis que les fabriques depâtes bisulfites sont normalement intégrées à la fabrication du papier. La préparation des pâtesmécaniques et des pâtes obtenues par retrituration des vieux papiers est habituellement assuréedans des unités intégrées à la fabrication du papier mais il existe aujourd'hui un petit nombred'unités autonomes.
Ce document ne couvre pas les autres opérations de la chaîne du papier qui pourraient concernerl'environnement, c'est-à-dire que ni les procédés amont tels que la gestion forestière, lafabrication des produits chimiques de traitement en dehors de l'usine et le transport des matièrespremières vers la fabrique, ni les activités aval comme la transformation du papier oul'imprimerie ne seront abordés ici. Les aspects de protection de l'environnement qui ne serapportent pas strictement à la fabrication de la pâte et du papier, tels que le stockage et lamanutention des produits chimiques, les risques de sécurité et de santé sur le lieu de travail, lescentrales de production de chaleur et d'électricité, les circuits de refroidissement et de vide et letraitement de l'eau brute, ne sont pas abordés ou ne sont que rapidement évoqués.
Le présent BREF comprend une partie introductive (informations générales, chapitre 1) et cinqgrandes parties:
• fabrication de la pâte kraft (chapitre 2),• fabrication de la pâte au bisulfite (chapitre 3),• fabrication de la pâte mécanique et chimiomécanique (chapitre 4),• traitement des vieux papiers (chapitre 5),• fabrication du papier et procédés connexes (chapitre 6).
Chacun de ces chapitres comprend lui-même cinq grandes sections selon le schéma général desdocuments de référence sur les meilleures techniques disponibles pour la prévention et laréduction intégrées de la pollution. Dans la plupart des cas, le lecteur n'aura pas besoin de lire latotalité du document mais seulement les chapitres ou sections qui concernent l'usine qui
ii
l'intéresse. Par exemple, les fabriques de pâte commerciale kraft ne sont concernées que par lechapitre 2, les usines intégrées de pâte et de papier kraft sont visées dans les chapitres 2 et 6, lesinformations utiles sur les unités intégrées de traitement des vieux papiers seront trouvées dansles chapitres 5 et 6.
Le lecteur trouvera in fine une bibliographie et un glossaire de termes et d'abréviations quifacilitera la lecture.
Les informations générales (chapitre 1) donnent des statistiques sur la consommation de papieren Europe, la répartition géographique de la production de pâte et de papier entre les divers payseuropéens, quelques données économiques, une description rapide de la fabrication de la pâte etdu papier et des principaux problèmes d'environnement qu'elle engendre et une classificationdes usines de pâte et de papier en Europe. Cette introduction se termine par quelques remarquesgénérales sur la détermination des MTD utilisables dans le secteur papetier qui se caractérise parune grande diversité des produits et des (combinaisons de) procédés mis en jeu et par un hautdegré d'intégration de solutions techniques aux procédés de fabrication.
Chacun des 5 grands chapitres comporte des informations sur les aspects suivants: les procédéset techniques appliqués; les principales considérations d'environnement telles que la demande deressources et d'énergie, les émissions et les déchets; la description des techniques utilisablespour réduire les émissions, minimiser les déchets et économiser l'énergie; l'identification desmeilleures techniques disponibles; les techniques émergentes.
En ce qui concerne les chiffres communiqués pour les émissions et les consommations, il fautrappeler que, les méthodes de mesure étant différentes selon les États membres, les données nesont pas toujours strictement comparables entre pays (l'annexe III donne de plus amplesprécisions sur ce point; cependant, les différences entre les méthodes utilisées ne modifient pasles conclusions présentées ici).
La discussion sur les techniques à prendre en compte dans la détermination des MTD suittoujours le même schéma qui se décline comme suit: une présentation rapide de la technique,ses principales performances en matière d'environnement, son applicabilité, ses effetsmultimilieux, les retours d'expérience d'exploitation, son bilan économique, les facteursconduisant à son adoption, des exemples de réalisation et une bibliographie. La section sur lesmeilleures techniques disponibles précise les plages d'émission et les niveaux de consommationliés à l'utilisation des MTD. Enfin, les conclusions formulées au sujet des MTD s'appuient surl'expérience tirée de cas concrets et sur le jugement expert du groupe de travail technique.
La fabrication de la pâte et du papier est un domaine complexe qui comprend un assez grandnombre de stades de fabrication et de produits différents. Cependant, cet éventail très ouvert dematières premières et de procédés mis en jeu dans la fabrication de la pâte et du papier peut êtreramené à un certain nombre d'opérations élémentaires pour les besoins de la discussion. Dans leprésent document, les problèmes d'environnement et les techniques utilisables pour prévenir etréduire les émissions et les déchets et pour abaisser les consommations d'énergie et de matièrespremières sont décrits séparément pour cinq classes majeures (chapitres 2 à 6). Ces grandesclasses sont, lorsqu'il y a lieu, subdivisées en sous-classes.
Le document reflète, au niveau sectoriel, la diversité des matières premières, des sourcesd'énergie, des produits et des procédés utilisés dans l'industrie papetière européenne. Il faut aussinoter l'existence, à l'intérieur de chaque grande catégorie de produits, de gammes particulièresde matières premières et de produit couvertes par des spécifications différentes de celles desqualités standard et qui peuvent donc avoir un impact sur les conditions d'exploitation et sur lepotentiel d'amélioration. Cela est particulièrement vrai pour les papeteries spéciales quiproduisent un grand nombre de qualités différentes en séquences successives sur leurs machinesou pour les usines qui fabriquent des «qualités spéciales» de papier.
iii
L'échange d'information a permis de dégager des conclusions sur les MTD. Il est recommandéde lire toutes les sections d'un chapitre donné afin d'avoir une vue complète des meilleurestechniques disponibles et des émissions qui leurs sont associées. Les constations essentiellessont résumées ci-dessous.
MTD générales pour tous les procédés (chapitre 1)
L'échange d'informations a fait apparaître que la démarche la plus efficace pour abaisser lesémissions et les consommations et pour améliorer les performances économiques est d'appliquerles meilleures technologies disponibles en matière de procédés de fabrication et de réduction dela pollution, en accompagnant cette application des mesures suivantes:
• formation, éducation et motivation des personnels et des exploitants;• optimisation de la conduite du procédé;• maintien à niveau suffisant des unités de production et des techniques de dépollution
associées;• mise en place d'un système de management environnemental permettant d'optimiser la
gestion, de renforcer l'attention portée aux questions d'environnement et définissant desobjectifs et des mesures d'application, des instructions pour la conduite du procédé et pourl'exécution des tâches, etc.
MTD pour la fabrication de la pâte kraft (chapitre 2)
Le procédé au sulfate ou procédé kraft est le plus utilisé dans le monde en raison des excellentespropriétés de résistance mécanique de la pâte obtenue et de son application à toutes les essencesde bois. Dans le procédé kraft, les effluents d'eau usée, les émissions à l'atmosphère – dont desgaz malodorants – et la consommation d'énergie sont les points à prendre en compte. En outre,dans certains pays, le sort des déchets va devenir un sujet de défense de l'environnement. Lesprincipales matières premières mises en œuvre sont des ressources renouvelables (bois et eau) etdes produits chimiques pour la cuisson et le blanchiment. Les émissions dans le milieuaquatique comprennent principalement des substances organiques. Les effluents de l'atelier deblanchiment, où des agents chimiques chlorés sont utilisés, contiennent des composésorganochlorés, mesurés en équivalents AOX (composés organohalogénés adsorbables). Certainscomposés rejetés par les usines de pâte présentent des effets toxiques sur les organismesaquatiques. Les émissions de substances colorées peuvent avoir des effets nuisibles sur lesespèces vivant dans le milieu récepteur. Les émissions de substances nutritives (azote etphosphore) peuvent contribuer à l'eutrophisation du milieu récepteur. Les métaux extraits dubois sont rejetés en faibles concentrations mais, en raison des grands débits d'eaux usées mis enjeu, la charge polluante peut être importante. Une réduction significative des substancesorganiques chlorées et non chlorées dans l'effluent des usines de pâte a été obtenue dans unelarge mesure par des mesures intégrées au procédé lui-même.
On estime que les meilleures techniques disponibles pour les fabriques de pâte kraft sont lessuivantes:
• écorçage à sec du bois;• délignification plus poussée avant l'atelier de blanchiment par une cuisson plus longue ou
modifiée et par des stades supplémentaires de délignification à l'oxygène;• lavage haute efficacité de la pâte écrue et classage de la pâte écrue en circuit fermé;• blanchiment par le procédé ECF (sans chlore élémentaire) générant peu de composants
organohalogénés adsorbables (AOX) ou par le procédé TCF (sans aucun composé chloré);• recyclage d'une partie de l'eau de traitement, essentiellement alcaline, provenant de l'atelier
de blanchiment;• système efficace de surveillance, de confinement et de récupération des rejets accidentels;• strippage (traitement à la vapeur) et recyclage des condensats de l'unité d'évaporation;
iv
• capacité suffisante de l'unité d'évaporation et de la chaudière de récupération de la liqueurnoire (chaudière de récupération) afin qu'elles puissent faire face aux chargessupplémentaires de liqueur et de matières sèches;
• Collecte et recyclage des eaux de refroidissement propres;• Installation de réservoirs tampons d'une capacité suffisante pour stocker les rejets
accidentels de liqueurs de cuisson et de liqueurs récupérées et les condensats pollués afind'éviter les brusques pointes de charge et les perturbations occasionnelles dans l'installationextérieure de traitement des effluents;
• En plus des dispositions intégrées au procédé, un traitement primaire suivi d'un traitementbiologique est considéré comme faisant partie des MTD pour les usines de pâte kraft.
Pour les fabriques de pâte kraft blanchie et non blanchie, les niveaux d'émissions dans le milieuaquatique qu'on peut obtenir par l'application d'une bonne combinaison des MTD sont lessuivants:
Débitm3/tsa
DCOkg/tsa
DBOkg/tsa
TSSkg/tsa
AOXkg/tsa
Total Nkg/tsa
Total Pkg/tsa
Pâte blanchie 30-50 8-23 0,3-1,5 0,6-1,5 < 0,25 0,1-0,25 0,01-0,03Pâte non blanchie 15-25 5-10 0,2-0,7 0,3-1,0 – 0,1-0,2 0,01-0,02
Ces niveaux d'émissions correspondent à des moyennes annuelles. Le débit des eaux usées estbasé sur l'hypothèse que l'eau de refroidissement et les autres eaux propres sont rejetéesséparément. Ces valeurs concernent la fabrication de la pâte uniquement. Dans le cas des usinesintégrées, les émissions dues à la fabrication du papier lui-même (voir chapitre 6) sont à ajouteren fonction de l'assortiment de produits fabriqué.
Les rejets gazeux des différentes sources sont considérés comme l'autre souci environnemental àprendre en compte. Les émissions à l'atmosphère proviennent de sources diverses: chaudière derécupération, four à chaux, chaudière à écorces, stockage des copeaux, lessiveur, atelier delavage de la pâte, atelier de blanchiment, atelier de préparation des agents chimiques deblanchiment, évaporateur, classage, lavage, préparation de la liqueur blanche, réservoirs divers.S'y ajoutent les émissions diffuses s'échappant de divers points du procédé. Les principalessources ponctuelles sont la chaudière de récupération, le four à chaux et les chaudièresauxiliaires. Les émissions sont constituées principalement d'oxydes d'azote, de composéssoufrés comme le dioxyde de soufre et de composés de soufre réduit malodorants. Il y a enfinles émissions de matières particulaires.
Les meilleures techniques disponibles pour réduire les émissions dans l'air sont les suivantes:
• les gaz concentrés malodorants sont collectés et incinérés et les émissions de SO2résultantes sont dépolluées. Les gaz riches peuvent être brûlés dans la chaudière derécupération, dans le four à chaux ou dans un four «bas NOx» séparé. Les gaz de cheminéede ce dernier sont fortement chargés en SO2 qui est récupéré dans un épurateur-laveur;
• les gaz malodorants dilués provenant de diverses sources sont également collectés etincinérés et le SO2 produit est traité;
• les émissions de soufre réduit total (SRT) de la chaudière de récupération sont atténuées parune conduite de chauffe efficace et par la mesure du CO;
• les émissions de SRT du four à chaux sont atténuées en régulant l'excès d'air, en utilisantdes combustibles à basse teneur en soufre (BTS) et en limitant le sodium résiduel solubledans les boues de chaux introduites dans le four;
• les émissions de SO2 des chaudières de récupération sont limitées en brûlant de la liqueurnoire à forte concentration de matières sèches et/ou en utilisant un laveur de gaz decheminée;
• les MTD comprennent en outre la limitation des émissions de NOx de la chaudière derécupération (en optimisant le mélange et la division de l'air dans la chaudière), du four à
v
chaux et des chaudières auxiliaires par une bonne régulation des conditions de chauffe etégalement, pour des installations nouvelles ou modifiées, par une conception appropriée;
• les émissions de SO2 des chaudières auxiliaires sont réduites en utilisant des écorces, du gazou du fuel-oil lourd ou du charbon BTS, ou encore en traitant les émissions de soufre par unépurateur-laveur;
• les gaz de cheminée des chaudières de récupération, des chaudières auxiliaires (danslesquelles d'autres biocombustibles et/ou combustibles fossiles sont brûlés) et du four àchaux sont épurés au moyen de précipitateurs électrostatiques efficaces afin de diminuer lesémissions de matières particulaires.
Pour les fabriques de pâte kraft blanchie et non blanchie, les niveaux d'émission à l'atmosphèrequ'on peut obtenir par l'application de la bonne combinaison de ces techniques sont présentésdans le tableau ci-dessous. Les niveaux d'émission sont donnés en moyennes annuelles et enconditions normalisées. Les émissions des chaudières auxiliaires utilisées par exemple pourproduire la vapeur nécessaire au séchage de la pâte et/ou du papier ne sont pas incluses. Pources émissions, le lecteur est renvoyé plus loin à la section «MTD pour les chaudièresauxiliaires».
Poussières
kg/tsa
SO2 (en équiv. S)kg/tsa
NOx (NO+NO2 enéquiv. NO2) kg/tsa
SRT (en équiv. S)kg/tsa
Pâte kraftblanchie et nonblanchie
0,2-0,5 0,2-0,4 1,0-1,5 0,1-0,2
Ces valeurs représentent la part de la production de pâte uniquement. Par conséquent, pour uneusine intégrée, les chiffres donnés ci-dessus pour les émissions du procédé concernentuniquement la fabrication de la pâte kraft et ne comprennent pas les rejets à l'atmosphère deschaudières de production de vapeur ou d'électricité utilisées pour fournir l'énergie nécessaire à lafabrication du papier.
Les meilleures techniques disponibles pour réduire les déchets sont de minimiser la productionde déchets solides et de récupérer, recycler et valoriser ces matières chaque fois que possible. Lacollecte séparée des fractions de déchets à la source et leur stockage intermédiaire peutcontribuer avantageusement à ce but. Quand les déchets collectés ne sont pas recyclables dans leprocédé, la valorisation externe des résidus/déchets comme produits de substitution oul'incinération des matières organiques dans des chaudières à récupération d'énergieconvenablement conçues sont considérées comme des MTD.
On peut faire appel à un certain nombre de mesures pour réduire les consommations d'appointen vapeur et en électricité et pour accroître la production de vapeur et d'électricité en interne.Dans les fabriques de pâte qui gèrent bien leur énergie, la chaleur produite par la combustion dela liqueur noire et par l'incinération des écorces est supérieure à l'énergie nécessaire à toute lachaîne de production. Cependant, le fuel-oil sera indispensable à certains moments, par exempleen phase de démarrage, et également, dans beaucoup d'usines, pour la marche du four à chaux.
Les consommations de chaleur et d'électricité suivantes sont relevées pour les manufactures depâte et de papier kraft qui appliquent des méthodes efficaces de gestion de l'énergie:
• usines non intégrées de pâte kraft blanchie: 10-14 GJ/tsa de chaleur industrielle et0,6-0,8 MWh/tsa d'électricité;
• usines intégrées de pâte kraft blanchie et de papier (par ex. papier couché de qualité fine):14-20 GJ/tsa chaleur industrielle et 1,2-1,5 MWh/tsa électricité;
• usines intégrées de pâte kraft non blanchie et de papier (par ex. papier de couverture kraft):14-17,5 GJ/tsa chaleur industrielle et 1-1,3 MWh/tsa électricité.
vi
MTD pour la fabrication de pâte au bisulfite (chapitre 3)
La production des pâtes au bisulfite est beaucoup moins importante que celle des pâtes krafts.La fabrication des pâtes bisulfites peut faire appel à divers produits chimiques de cuisson. Ledocument se concentre sur le procédé au bisulfite de magnésium en raison de son importance entermes de capacité et de nombre d'usines en fonctionnement en Europe.
Les procédés kraft et bisulfite présentent à de nombreux égards des similitudes, notammentquant aux possibilités de mise en œuvre de mesures internes et externes pour réduire les rejetsdans l'environnement. Les principales différences entre ces deux procédés de pâte chimique dupoint de vue environnemental se situent au niveau de la chimie du procédé de cuisson, dusystème de préparation et de récupération des produits chimiques et de l'intensité dublanchiment, moindre dans le cas du procédé bisulfite en raison de la meilleure blancheurinitiale de la pâte.
Comme pour le procédé kraft, les effluents d'eaux usées et les émissions dans l'air sont lespoints à prendre en compte pour le procédé au bisulfite. Les principales matières mises enœuvre sont des ressources renouvelables (bois et eau) et des produits chimiques pour la cuissonet le blanchiment. Les émissions dans le milieu aquatique sont principalement des substancesorganiques. Certains composés présents dans les rejets des fabriques présentent des effetstoxiques sur les organismes aquatiques. Les émissions de substances colorées peuvent êtrepréjudiciables aux espèces vivant dans le milieu récepteur. Les émissions de substancesnutritives (azote et phosphore) peuvent contribuer à l'eutrophisation du milieu récepteur. Lesmétaux extraits du bois sont rejetés en faibles concentrations dans les eaux usées mais, en raisondes débits élevés mis en jeu, la charge polluante peut être importante. Pour le blanchiment de lapâte bisulfite, on évite normalement l'emploi d'agents de blanchiment chlorés et on a recours auprocédé de blanchiment TCF (sans aucun composant chloré). Les effluents de l'atelier deblanchiment ne contiennent donc pas de quantités significatives de composés organochlorés.
Les informations sur les techniques à prendre en considération dans la détermination des MTDsont en général beaucoup plus réduites que celles dont on dispose sur les fabriques de pâteskrafts. Les informations limitées fournies par les membres du groupe de travail technique dansle cours de l'échange d'informations sur les MTD n'ont donc permis de décrire qu'un petitnombre de techniques dans le même détail que pour le procédé kraft. Le corps de données donton dispose est assez maigre mais cette faiblesse peut être en partie compensée par lessimilitudes inhérentes que présentent entre eux les procédés kraft et bisulfite. Un certain nombrede techniques de prévention et de réduction de la pollution utilisées dans les procédés krafts sonttransposables presque à l'identique aux procédés bisulfites. Sur les aspects où les procédés kraftet bisulfite présentent des différences particulières, on s'est efforcé de recueillir les informationsvoulues. Cependant, la description des techniques et les conclusions sur les MTD n'ont pus'appuyer que sur des informations en provenance d'Autriche, d'Allemagne et de Suède. Unediminution importante des émissions dans l'eau a été obtenue par des mesures intégréesdirectement au procédé.
Les techniques suivantes sont considérées comme les meilleures disponibles pour les fabriquesde pâte au bisulfite:
• écorçage à sec du bois;• délignification plus poussée avant l'étape de blanchiment par une cuisson plus longue ou
modifiée;• lavage à haute efficacité de la pâte écrue et classage de la pâte écrue en cycle fermé;• système efficace de surveillance, de confinement et de récupération des rejets accidentels;• mise en circuit fermé de l'atelier de blanchiment quand des procédés de cuisson utilisant
comme base le sodium sont utilisés;• blanchiment TCF (sans aucun composé chloré);
vii
• Neutralisation de la liqueur diluée avant évaporation suivie du recyclage de la plus grandepartie des condensats dans le procédé ou d'un traitement anaérobie;
• Pour éviter de soumettre l'installation externe de traitement des effluents à des surchargesinutiles et à des perturbations occasionnelles, il est bon de prévoir des réservoirs tampons decapacité suffisante pour stocker les liqueurs de cuisson et de récupération et les condensatspollués est jugée nécessaire;
• en plus des mesures directement intégrées au procédé, on considère que le traitementprimaire et le traitement biologique font partie des MTD applicables aux usines de pâte aubisulfite.
Pour les fabriques de pâte bisulfite blanchie, les niveaux d'émission dans le milieu aquatiquequ'on peut obtenir par l'application d'une bonne combinaison de ces meilleures techniques sontles suivants:
Débitm3/tsa
DCOkg/tsa
DBOkg/tsa
TSSkg/tsa
AOXkg/tsa
Total Nkg/tsa
Total Pkg/tsa
Pâte blanchie 40-55 20-30 1,0-2,0 1,0-2,0 – 0,15-0,5 0,02-0,05
Ces niveaux d'émissions correspondent à des moyennes annuelles. Le débit d'eaux usées estbasé sur l'hypothèse que l'eau de refroidissement et les autres eaux propres sont rejetéesséparément. Ces valeurs concernent la fabrication de la pâte uniquement. Dans le cas des usinesintégrées, il faudra ajouter, en fonction de l'assortiment de production, les émissions dues à lafabrication du papier (voir chapitre 6).
Les rejets gazeux des différentes sources sont considérés comme l'autre souci environnemental àprendre en compte. Les émissions à l'atmosphère proviennent de sources diverses dont les plusimportantes sont la chaudière de récupération et la chaudière à écorces. Des rejets contenant duSO2 peu concentré sont produits par les opérations de lavage et de classage et par les dégazagesdes évaporateurs et des différents réservoirs. Une partie de ces rejets vient des émissionsdiffuses s'échappant de divers points du procédé. Les émissions à l'atmosphère sont constituéesprincipalement de dioxyde de soufre, d'oxydes d'azote et de matières particulaires.
Les meilleures techniques disponibles pour la réduction des émissions à l'atmosphère sont lessuivantes:
• collecte des rejets de SO2 concentré et récupération dans des réservoirs à des pressionsdifférentes;
• collecte des rejets diffus de SO2 provenant de différentes sources et envoi de ces rejets dansla chaudière de récupération comme air comburant;
• traitement des émissions de SO2 de la (des) chaudière(s) de récupération au moyen deprécipitateurs électrostatiques et de laveurs de gaz de combustion multiétagés et collecte etépuration des divers dégazages de réservoirs;
• réduction des émissions de SO2 des chaudières auxiliaires par l'emploi d'écorces, de gaz, defuel-oil et de charbon à basse teneur en soufre ou par le traitement des émissions de soufre;
• réduction des gaz nauséabonds par des systèmes de collecte efficaces;• réduction des émissions de NOx de la chaudière de récupération et des chaudières auxiliaires
par une bonne maîtrise de la conduite des feux;• épuration des gaz de cheminée des chaudières auxiliaires au moyen de précipitateurs
électrostatiques efficaces piégeant les émissions de matières particulaires;• incinération des résidus conçue pour optimiser les émissions, avec récupération d'énergie.
Les niveaux d'émission du procédé de fabrication qu'on peut obtenir par l'application d'unebonne combinaison de ces techniques sont présentés dans le tableau ci-dessous. Les émissionsdes chaudières auxiliaires utilisées par exemple pour produire la vapeur nécessaire au séchagede la pâte et/ou du papier ne sont pas incluses. Pour ces émissions, le lecteur est renvoyé plusbas à la section «MTD pour les chaudières auxiliaires».
viii
Poussièreskg/tsa
SO2 (en équiv. S)kg/tsa
NOx (en équiv. NO2)kg/tsa
Pâte blanchie 0,02-0,15 0,5-1,0 1,0-2,0
Ces valeurs sont données en moyennes annuelles et pour des conditions normalisées. Ellesreprésentent la part de la production de pâte uniquement. Par conséquent, dans le cas d'une usineintégrée, les chiffres donnés ci-dessus pour les émissions du procédé concernent uniquement lafabrication de la pâte et ne comprennent pas les rejets à l'atmosphère des chaudières auxiliairesou des centrales de production d'électricité qui peuvent être utilisées pour fournir l'énergienécessaire à la fabrication du papier.
Les meilleures techniques disponibles pour réduire les déchets consistent à minimiser laproduction de déchets solides et à récupérer, recycler et valoriser ces matières chaque fois quepossible. La collecte séparée et le stockage intermédiaire des fractions de déchets à la sourcepeuvent contribuer avantageusement à ce but. Quand les déchets collectés ne sont pasrecyclables dans le procédé, la valorisation externe des résidus/déchets comme produits desubstitution ou l'incinération des matières organiques dans des chaudières de récupérationd'énergie convenablement conçues sont considérées comme faisant partie des MTD.
On peut faire appel à un certain nombre de mesures pour réduire les consommations d'appointen vapeur et en électricité et pour accroître la production de vapeur et d'électricité en interne.Les fabriques de pâte bisulfite sont autonomes pour leur production de chaleur et d'électricitécar la combustion de la liqueur concentrée, des écorces et des déchets de bois fournit la chaleursuffisante pour couvrir leurs besoins. Les usines intégrées ont des besoins plus importants devapeur et d'électricité qui sont alors satisfaits par des centrales implantées sur place ouextérieures. Les usines intégrées de pâte bisulfite et de papier consomment de 18 à 24 GJ/tsa dechaleur industrielle et de 1,2 à 1,5 MWh/tsa d'électricité.
MTD pour la fabrication des pâtes mécaniques et chimiomécaniques (chapitre 4)
Dans la préparation mécanique de la pâte, les fibres du bois sont séparées par l'application d'uneénergie mécanique à la matrice du bois. L'objectif du travail mécanique est de conserver lamajeure partie de la lignine, ce qui assure des rendements élevés tout en maintenant pour lepapier produit des propriétés acceptables de solidité et de blancheur. On distingue deux grandsprocédés.
• le râpage, dans lequel les rondins sont pressés contre des meules en milieu aqueux,• le raffinage, dans lequel une pâte de copeaux est produite par désintégration mécanique des
copeaux dans des raffineurs à disques.
Les caractéristiques de la pâte peuvent être modifiées en élevant la température du procédé(procédé thermomécanique) et, dans le cas du raffinage, par un prétraitement chimique descopeaux (procédé chimiomécanique). Le procédé dans lequel le bois est préramolli au moyen deproduits chimiques et raffiné sous pression est le procédé chimico-thermomécanique (PCTM) etest également couvert dans le présent document.
La préparation de la pâte mécanique est le plus souvent intégrée à une papeterie. Les niveauxd'émission associés à l'utilisation des MTD sont donc donnés pour des usines intégrées de pâteet de papier (sauf pour les pâtes PCTM).
Dans les procédés mécanique et chimiomécanique, les effluents d'eaux usées et laconsommation d'électricité absorbée par l'entraînement des meules ou des raffineurs sont lesaspects à prendre en compte. Les principales matières mises en œuvre sont des ressourcesrenouvelables (bois et eau) et des produits chimiques de blanchiment (utilisés dans le procédéPCTM ainsi que dans le procédé chimiomécanique pour le prétraitement chimique des
ix
copeaux). Comme produits auxiliaires destinés à faciliter la fabrication et à améliorer lespropriétés du papier, divers additifs sont ajoutés durant l'élaboration du papier. Les émissionsprédominantes dans le milieu aquatique sont les substances organiques qui sont perdues durantla phase d'application d'eau sous la forme de substances dissoutes ou dispersées. Selon que lapâte mécanique est blanchie en un ou deux stades d'application de peroxydes alcalins, les rejetsd'agents polluants organiques augmenteront fortement. Le blanchiment aux peroxydes résulte endes charges supplémentaires de DCO, avant traitement, d'environ 30 kg O2/tsa. Certainscomposés rejetés des fabriques présentent des effets toxiques sur les organismes aquatiques. Lesémissions de substances nutritives (azote et phosphore) peuvent contribuer à l'eutrophisation dumilieu récepteur. Les métaux extraits du bois sont rejetés en faibles concentrations mais, enraison des grands débits d'eaux usées mis en jeu, la charge polluante peut être importante.
Une large part des techniques à prendre en considération dans la détermination des MTDconcerne les émissions dans le milieu aquatique. Dans les procédés mécaniques, les circuitsd'eau sont en général des circuits plutôt fermés. Le surplus des eaux clarifiées de la machine àpapier sert habituellement à compenser l'eau quittant le circuit avec la pâte et les refusd'épuration.
Les techniques suivantes sont considérées comme les meilleures disponibles pour les fabriquesde pâte mécanique:
• écorçage à sec du bois;• minimisation des pertes dues aux refus par le recours à des stades de traitement des refus;• recyclage de l'eau dans l'atelier de pâte mécanique;• séparation efficace des circuits d'eau de la fabrique de pâte et de la fabrique de papier par
l'emploi d'épaississants;• système d'épuration des eaux blanches à contre-courant entre l'unité de papier et l'unité de
pâte selon le degré d'intégration;• utilisation de réservoirs tampons suffisamment dimensionnés pour assurer le stockage des
eaux usées concentrées issues du procédé (principalement pour le procédé PCTM);• traitement primaire et traitement biologique des effluents et, dans certains cas, également
floculation ou précipitation chimique.
• Pour les usines utilisant le procédé PCTM, la combinaison d'un traitement anaérobie et d'untraitement aérobie est également considérée comme un système de traitement efficace.Enfin, l'évaporation de la plupart des eaux usées polluées et le brûlage du concentré, plus untraitement par boues activées pour le reste, peut être une solution particulièrementintéressante lors des modernisations d'usines.
Les niveaux d'émission qu'on peut obtenir par l'application d'une bonne combinaison de cestechniques sont présentés séparément pour les fabriques de pâte PCTM non intégrées et pour lesusines intégrées de pâte mécanique et de papier. Ces valeurs représentent des moyennesannuelles.
Débitm3/t
DCOkg/t
DBOkg/t
TSSkg/t
AOXkg/t
TotalN
kg/t
Total Pkg/t
Usines PCTM non intégrées(rejets dus à la fabrication dela pâte uniquement)
15-20 10-20 0,5-1,0 0,5-1,0 – 0,1-0,2 0,005-0,01
Usines intégrées de pâte mé-canique et de papier(papier journal, papiercouché léger, papiersupercalandré)
12-20 2,0-5,0 0,2-0,5 0,2-0,5 < 0,01 0,04-0,10,004-0,01
x
Dans le cas des usines intégrées de pâte PCTM et de papier, il faudra ajouter, en fonction del'assortiment de production, les émissions dues à la fabrication du papier (voir chapitre 6).
Pour les usines intégrées de pâte mécanique et de papier, les niveaux d'émission couvrent lafabrication de la pâte et du papier et sont donnés en kg de polluants par tonne de papier produite.
Dans le procédé mécanique, les plages concernant la DCO dépendent étroitement de laproportion de pâte blanchie aux peroxydes entrant dans la composition de fabrication introduiteen tête de la machine à papier car le blanchiment aux peroxydes produit de plus fortes chargesinitiales de substances organiques. Le point haut de la plage d'émission associée aux MTDs'applique donc aux usines de papier qui utilisent une forte proportion de pâte thermomécanique(PTM) blanchie aux peroxydes.
Les émissions dues à la production de chaleur et d'électricité par les chaudières auxiliaires et lescomposés organiques volatils (COV) constituent l'essentiel des rejets à l'atmosphère. Lessources d'émission des COV sont copeaux en tas et les échappements d'air des caisses de lavagedes copeaux et autres caisses, et les condensats de la vapeur d'eau récupérée des raffineurs qui aété polluée par des constituants volatils du bois. Il faut ajouter à cela les émissions diffusess'échappant de divers points du procédé.
Les meilleures techniques disponibles pour la réduction des émissions à l'atmosphère sont larécupération efficace de la chaleur des raffineurs et la réduction des COV émis par la vapeurcontaminée. Outre les émissions de COV, le procédé mécanique produit des rejets àl'atmosphère qui ne viennent pas du procédé lui-même mais de la production d'énergie del'usine. La production de chaleur et d'électricité fait appel à différents types de combustiblesfossiles ou à des résidus de bois renouvelables tels que les écorces. Voir ci-après la section«MTD pour les chaudières auxiliaires».
Les meilleures techniques disponibles pour la réduction des déchets sont de minimiser laproduction de déchets solides et de récupérer, recycler et valoriser ces matières chaque fois quepossible. La collecte séparée des fractions de déchets à la source et leur stockage intermédiairepeuvent contribuer avantageusement à ce but. Quand les déchets collectés ne sont pasrecyclables dans le procédé, la valorisation externe des résidus/déchets comme produits desubstitution ou l'incinération des matières organiques dans des chaudières de récupérationd'énergie convenablement conçues sont considérées comme des MTD car elles minimisent lesquantités de déchets envoyés en décharge.
Plusieurs moyens existent qui peuvent être appliqués pour réduire les consommations d'appointen vapeur et en électricité. Les consommations de chaleur et d'électricité suivantes sont relevéespour les manufactures de pâte mécanique et de papier qui appliquent des méthodes efficaces degestion de l'énergie:
• Usines non intégrées de pâte PCTM: la chaleur apportée au procédé peut être récupéréepour le séchage de la pâte, d'où élimination du besoin de vapeur primaire. La consommationd'électricité est de 2-3 MWh/tsa.
• Usines intégrées de papier journal: consommation de 0-3 GJ/t de chaleur industrielle et de2-3 MWh/t d'électricité. La demande de vapeur dépend de la composition de la pâte defabrication et du degré de récupération de vapeur aux raffineurs.
• Usines intégrées de papier couché léger: consommation de 3-12 GJ/t de chaleur industrielleet de 1,7-2,6 MWh/t d'électricité. Il faut noter que la composition de fabrication du papiercouché léger ne comprend habituellement qu'un tiers environ de pâte défibrée sous pressionou de pâte thermomécanique, le reste étant constitué de pâte kraft blanchie et de charges etde sauces de couchage. Si la pâte kraft blanchie est produite sur le même site (usineintégrée), la contribution de l'unité de pâte kraft devra être ajoutée en fonction del'assortiment de produits fabriqué.
xi
• Usines intégrées de papier supercalandré: consommation de 1-6 GJ/t de chaleur industrielleet de 1,9-2,6 MWh/t d'électricité.
MTD pour le traitement des vieux papiers (chapitre 5)
Les fibres de récupération sont devenues une matière première indispensable dans l'industriepapetière du fait de leur prix favorable à qualité de pâte vierge comparable et de la promotion decette filière dans de nombreux pays européens. Les systèmes de traitement des vieux papiersvarient suivant la qualité du papier à produire – par ex. papier d'emballage, papier journal,couverture spéciale ou papier tissu de ménage («tissue») – et suivant la composition defabrication utilisée. Les procédés de fabrication de pâtes de fibres récupérées se répartissentgénéralement en deux grandes catégories:
• les procédés à épuration exclusivement mécanique, c'est-à-dire sans désencrage. Ilsconcernent la fabrication de produits tels que couverture spéciale («testliner»), carton àonduler, carton fort et carton pour boîtes;
• les procédés comprenant un procédé élémentaire mécanique et un procédé élémentairechimique, c'est-à-dire avec désencrage. Ils concernent la fabrication de produits tels quepapier journal, papier tissu de ménage («tissue»), papier d'édition et d'écriture, papiermagazine (supercalandré et couché léger), quelques qualités de carton pour boîtes ou depâte commerciale désencrée.
Les matières premières mises en œuvre pour la production de papier à partir de fibresrécupérées sont essentiellement des vieux papiers, de l'eau, des additifs chimiques et de l'énergiesous la forme de vapeur et d'électricité. De grandes quantités d'eau sont consommées commeeau de traitement et eau de refroidissement. Comme produits auxiliaires destinés à faciliter lafabrication et à améliorer les propriétés du papier, des additifs divers sont ajoutés lors de lafabrication du papier. Les impacts du traitement des vieux papiers sur l'environnement sontessentiellement les rejets dans le milieu aquatique, les déchets solides produits – en particulierlorsque le désencrage par lavage est appliqué comme c'est le cas, par exemple, des fabriques depapier tissu de ménage(«tissue») – et les émissions à l'atmosphère. Ces dernières viennentprincipalement de la combustion des combustibles fossiles dans les centrales de productiond'énergie.
Dans la plupart des cas, les unités de traitement des vieux papiers sont intégrées à une fabriquede papier. Les niveaux d'émission liés à l'application des MTD sont donc donnés pour les usinesintégrées.
Les techniques à prendre en considération dans la détermination des MTD concernent en grandepartie la réduction des émissions dans l'eau.
Les techniques suivantes sont considérées comme les meilleures disponibles pour les fabriquesde pâte de vieux papiers:
• séparation de l'eau peu polluée de l'eau polluée et recyclage de l'eau de traitement;• gestion optimale de l'eau (agencement des boucles d'eau), clarification de l'eau par des
techniques de sédimentation, de flottation ou de filtration et recyclage de l'eau de traitementpour différents usages;
• séparation rigoureuse des boucles d'eau et des circulations à contre-courant de l'eau detraitement;
• production d'eau clarifiée pour l'unité de désencrage (flottation);• installation d'un bassin d'égalisation et application d'un traitement primaire;• traitement biologique de l'effluent. Une option efficace pour les qualités désencrées et, selon
les conditions, pour les qualités non désencrées également est le traitement biologiqueaérobie ainsi que, dans certains cas, la floculation et la précipitation chimique. Le traitementmécanique avec traitement biologique anaérobie-aérobie ultérieur est l'option préférable
xii
pour les qualités non désencrées. Ces fabriques doivent habituellement traiter des eauxusées plus concentrées en raison du plus haut degré de mise en boucle fermée des circuitsd'eau;
• recyclage partiel de l'eau traitée après le traitement biologique. Le degré de recyclage del'eau qu'il est possible d'appliquer dépend des qualités de papier produites. Pour les qualitésnon désencrées, cette technique est considérée comme une MTD. Cependant, les avantageset les inconvénients sont à peser soigneusement et l'effluent nécessitera habituellement un«polissage» supplémentaire (traitement tertiaire);
• traitement des circuits d'eau internes.
Les niveaux d'émission que peuvent atteindre les installation de traitement des vieux papiers parl'application d'une bonne combinaison de ces techniques sont les suivants:
Débitm3/t
DCOkg/t
DBOkg/t
TSSkg/t
Total Nkg/t
Total Pkg/t
AOXkg/t
Papeteries intégrées dela filière vieux papierssans désencrage(«wellen-stoff»,couverture spéciale,couverture blanche,carton pour boîtes,etc.)
xiii
consommant moins d'énergie. Les niveaux d'émission qu'on peut obtenir par l'application desMTD sont précisés plus bas dans la section «MTD pour les chaudières auxiliaires».
Les meilleures techniques disponibles pour la réduction des déchets sont de minimiser laproduction de déchets solides et de récupérer, recycler et valoriser ces matières chaque fois quepossible. La collecte séparée des fractions de déchets à la source et leur stockage intermédiairepeuvent contribuer avantageusement à ce but. Quand les déchets collectés ne sont pasrecyclables dans le procédé, la valorisation externe des résidus/déchets comme produits desubstitution ou l'incinération des matières organiques dans des chaudières de récupérationd'énergie convenablement conçues sont considérées comme faisant partie des MTD. Lesmoyens de diminuer les quantités de déchets solides sont l'optimisation de la récupération desfibres, qui passe par la modernisation des unités de préparation de la pâte de fabrication,l'optimisation du nombre de stades de nettoyage dans la préparation de la pâte, l'application dela flottation à air dissous pour le traitement en ligne des boucles d'eau afin de récupérer lesfibres et les produits de charge et de clarifier l'eau de traitement. Un compromis est à établirentre la propreté de la pâte, les pertes de fibres et les besoins énergétiques d'une part et les coûtsd'autre part et dépendra en général des qualités de papier fabriquées. La diminution desquantités de déchets solides envoyées en décharge est considérée comme faisant partie desMTD. On peut mettre en œuvre à cet effet un traitement efficace des refus et des boues sur place(déshydratation) pour augmenter la teneur en matières sèches et l'incinération ultérieure desboues et des refus avec récupération d'énergie. Les cendres produites peuvent être utilisées pourla fabrication de produits de construction. Différentes options existent pour l'incinération desrefus et des boues. Les facteurs limitant leur applicabilité sont la taille de l'usine et, dans unecertaine mesure, les combustibles utilisés pour la production de vapeur et d'électricité.
Les consommations de chaleur et d'électricité suivantes sont relevées pour les papeteries de lafilière vieux papiers qui appliquent des méthodes efficaces de gestion de l'énergie:
• papeteries utilisant de la pâte de vieux papiers sans désencrage (ex. couverture spéciale,papier à canneler): 6-6,5 GJ/t de chaleur industrielle et 0,7-0,8 MWh/t d'électricité;
• papeteries intégrées de papier tissu de ménage («tissue») avec unité de pâte désencrée: 7-12 GJ/t de chaleur industrielle et 1,2-1,4 MWh/t d'électricité;
• papeteries intégrées de papier journal ou de papier d'édition et d'écriture avec unité de pâtedésencrée: 4-6,5 GJ/t de chaleur industrielle et 1-1,5 MWh/t d'électricité,
MTD pour la fabrication du papier et procédés connexes (chapitre 6)
La préparation des fibres entrant dans la fabrication du papier a fait l'objet des chapitres 2 à 5.Dans le chapitre 6, la fabrication du papier et du carton sera décrite indépendamment del'élaboration de la pâte. Cette approche a été choisie car dans toute papeterie, qu'elle soitintégrée ou non à une unité de production de pâte, on retrouve les mêmes procédés élémentairesassociés aux machines à papier et à carton. La description de la fabrication du papier dans lecadre d'une usine intégrée aurait alourdi la complexité de l'exposé technique. Enfin, en nombre,les usines de papier en Europe sont pour la plupart des unités non intégrées.
Le présent chapitre s'applique également aux papeteries intégrées pour la partie fabrication dupapier.
Le papier est fabriqué à partir de fibres, d'eau et d'additifs chimiques. De plus, une très fortequantité d'énergie est nécessaire à l'ensemble du procédé. L'énergie électrique estprincipalement consommée par les divers moteurs d'entraînement et par les raffineurs utiliséspour la préparation de la composition de fabrication. La chaleur sert essentiellement auchauffage de l'eau, des liqueurs et de l'air, à l'évaporation de l'eau dans la sécherie de la machineà papier et à la conversion de la vapeur en électricité (s'il y a cogénération). De grandesquantités d'eau sont utilisées comme eau de traitement et eau de refroidissement. Commeproduits auxiliaires destinés à faciliter la fabrication et à améliorer les propriétés du papier,divers additifs sont ajoutés durant l'élaboration du papier.
xiv
Les émissions dans le milieu aquatique et les consommations d'énergie et de produits chimiquesviennent au premier rang des effets environnementaux des usines de papier. Il faut compterégalement la production de déchets solides. Les émissions à l'atmosphère viennentessentiellement de la combustion de combustibles fossiles dans les centrales de productiond'énergie.
Les meilleures techniques disponibles pour réduire les rejets dans l'eau sont les suivantes:
• minimisation de la consommation d'eau pour les différentes qualités de papier par unrecyclage accru des eaux de traitement et mise en place d'une gestion de l'eau;
• maîtrise des inconvénients potentiels de la mise en boucle fermée des circuits d'eau;• construction d'un système équilibré de stockage des eaux blanches, des filtrats (clairs) et des
cassés de fabrication et utilisation, lorsque cela est réalisable, d'aménagements, deconceptions et de machines à consommation d'eau réduite. Cela se fera normalement lors duremplacement de machines ou de composants ou à l'occasion d'une reconstruction;
• mise en œuvre de mesures visant à réduire la fréquence et les effets des rejets accidentels;• collecte et réutilisation des eaux propres de refroidissement et d'étanchéité ou rejet séparé;• prétraitement séparé des eaux usées du couchage;• remplacement de substances potentiellement nocives par des produits plus doux;• traitement des effluents d'eaux usées par installation d'un bassin d'égalisation;• traitement primaire, traitement secondaire biologique et/ou, dans certains cas, traitement
secondaire des eaux usées par précipitation chimique ou floculation. Lorsque seul letraitement chimique est appliqué, les rejets auront une DCO un peu plus élevée mais serontessentiellement constitués de matières aisément dégradables.
Les niveaux d'émission que permet l'application des MTD dans les papeteries non intégrées sontdonnés ci-dessous. Ces valeurs sont présentées séparément pour les papiers non couchés fins,les papiers couchés fins et les papiers tissus de ménage («tissues») mais on notera leur peu dedifférences selon les qualités de papier.
Paramètres Unités Papier noncouché fin
Papier couchéfin
Papier tissu deménage («tissue»)
DBO kg/t de papier 0,15-0,25 0,15-0,25 0,15-0,4DCO kg/t de papier 0,5-2 0,5-1,5 0,4-1,5TSS kg/t de papier 0,2-0,4 0,2-0,4 0,2-0,4AOX kg/t de papier < 0,005 < 0,005 < 0,01Total P kg/t de papier 0,003-0,01 0,003-0,01 0,003-0,015Total N kg/t de papier 0,05-0,2 0,05-0,2 0,05-0,25Débit m3/t de papier 10-15 10-15 10-25
Ces niveaux d'émission correspondent à des moyennes annuelles et excluent la part imputable àla fabrication de la pâte. Bien que ces valeurs se rapportent à des papeteries non intégrées, ellespeuvent également servir pour des évaluations approchées de la part des émissions revenant auxunités de fabrication de papier dans les papeteries intégrées. Le débit des eaux usées est basé surl'hypothèse que l'eau de refroidissement et les autres eaux propres sont rejetées à part.
Le traitement des eaux usées d'une papeterie ou d'un consortium de papeteries en commun avecles eaux d'égout d'une station municipale d'épuration est, lorsque la station est capable de traiterles effluents de papeterie, considéré comme une MTD. Il faut calculer les rendementsd'épuration du système de traitement commun des eaux usées et établir les rendementsd'épuration ou les concentrations de rejets comparables avant d'envisager cette option commeMTD.
xv
Les émissions dans l'air des papeteries non intégrées proviennent essentiellement des centralesde production de vapeur et d'électricité. Ces installations comprennent généralement deschaudières standard et ne diffèrent pas des autres installations de combustion. Les chiffresdonnés supposent que la conduite de chauffe dans ces centrales est la même que pour toute autrechaudière auxiliaire de capacité comparable (voir plus bas).
Les MTD pour la réduction des déchets sont de minimiser la production de déchets solides et derécupérer, recycler et valoriser ces matières chaque fois que possible. La collecte séparée desfractions de déchets à la source et le stockage intermédiaire des résidus et déchets contribuerontutilement à améliorer la réutilisation ou le recyclage des déchets et à réduire ainsi les mises endécharge. La réduction des pertes de fibres et de charges, l'application de l'ultrafiltration aurecyclage des eaux usées de couchage (uniquement pour les papiers couchés), la déshydratationefficace des résidus et des boues pour les amener à une forte teneur en matières sèches sontd'autres techniques utilisables. La meilleure technique disponible est de réduire la quantité desdéchets envoyés en décharge en recensant au préalable des opérations de récupération possiblespuis, sous réserve de faisabilité, en valorisant les déchets soit comme matières recyclées, soitpar incinération avec récupération d'énergie.
On considère en général, dans le secteur papetier, que le mieux en matière de MTD est d'utiliserdes technologies optimisant l'efficacité énergétique. Il existe tout un arsenal d'optionspermettant économiser l'énergie à de nombreux stades de la fabrication, dont la mise en œuvreest habituellement liée aux investissements de remplacement, de reconstruction ou demodernisation des équipements. Il faut toutefois noter que les investissements consacrés àl'économie d'énergie sont rarement engagés dans ce seul but. Le rendement de production,l'amélioration de la qualité des produits et l'abaissement des coûts globaux constituent la basepremière des investissements. Les économies d'énergie peuvent être réalisées par la mise enœuvre d'un système de surveillance de la consommation d'énergie et des performancesénergétiques, par une déshydratation plus efficace de la feuille dans la section des presses de lamachine à papier en utilisant des technologies de pressage à grande largeur de contact descylindres (presses à large «nip») et par l'utilisation d'autres technologies à haute efficacitéénergétique telles que la désintégration à haute consistance, le raffinage à faible consommationénergétique, la formation de la feuille par machine à double toile, l'optimisation des circuits devide, la commande des ventilateurs et des pompes par variateurs de vitesse, les moteursélectriques à haut rendement, le bon dimensionnement des moteurs électriques, la récupérationdes condensats de vapeur, l'augmentation de la teneur en matières solides dans la presseencolleuse ou la récupération de l'air chaud sortant de la machine. Une diminution de laconsommation directe de vapeur peut être obtenue par une intégration soignée du procédéappuyée sur une analyse de pincement (pinch analysis).
Les consommations de chaleur et d'électricité suivantes sont relevées pour les manufactures depapier non intégrées qui appliquent des méthodes efficaces de gestion de l'énergie:
• usines non intégrées de papier non couché fin: demande de chaleur industrielle de 7-7,5 GJ/tet demande d'électricité de 0,6-0,7 MWh/t;
• usines non intégrées de papier couché fin: demande de chaleur industrielle de 7-8 GJ/t etdemande d'électricité de 0,7-0,9 MWh/t;
• usines non intégrées de papier tissu de ménage («tissue») fabriqué à partir de fibre vierge:demande de chaleur industrielle de 5,5-7,5 GJ/t et demande d'électricité de 0,6-1,1 MWh/t,
MTD pour les chaudières auxiliaires
En fonction du bilan énergétique réel de l'usine de pâte ou de papier concernée, du type descombustibles externes utilisés et du sort des biocombustibles potentiels tels qu'écorces etdéchets de bois, il y aura des émissions à l'atmosphère des chaudières auxiliaires à prendre encompte. Les usines de pâte et de papier qui élaborent leur pâte à partir de fibres viergespossèdent normalement des chaudières à écorces. Pour les fabriques de papier non intégrées etles fabriques de papier utilisant des fibres récupérées, les émissions viennent principalement des
xvi
chaudières des centrales de production de vapeur et/ou d'électricité. Ces centrales utilisentgénéralement des chaudières standard et ne diffèrent pas des autres installations de combustion.Les chiffres donnés supposent que la conduite de chauffe dans ces centrales est la même quepour toute autre installation de capacité comparable. Le présent document ne fera doncqu'évoquer rapidement les MTD généralement admises pour les chaudières auxiliaires. Cestechniques sont:
• la cogénération de chaleur et d'électricité si le rapport chaleur-électricité le permet;• l'utilisation de sources renouvelables comme combustible, par exemple bois et déchets de
bois, si l'usine en produit, afin de réduire les émissions de CO2 des combustibles fossiles;• la limitation des émissions de NOx des chaudières auxiliaires par une bonne conduite des
feux et par l'installation de brûleurs bas NOx;• la réduction des émissions de SO2 en brûlant des écorces, du gaz naturel ou des combustibles
à basse teneur en soufre ou en traitant les émissions de soufre;• dans les chaudières auxiliaires brûlant des combustibles solides, l'utilisation de précipitateurs
électrostatiques (ou de filtres en tissu) pour l'élimination des matières particulaires.
Le tableau ci-dessous présente les niveaux d'émission, décomposés par type de combustible,qu'on peut obtenir pour les chaudières auxiliaires utilisées dans l'industrie de la pâte et du papierpar l'application des MTD. Ces valeurs correspondent à des moyennes annuelles et à desconditions normalisées. Cependant, pour chaque combustible, les quantités totales rejetées àl'atmosphère seront dans une très grande mesure fonction des particularités de l'usine (type decombustible, taille et type de l'installation, usine intégrée ou non intégrée, productiond'électricité ou non).
Substances rejetées Charbon Fuel-oillourd Gazole GazBiocarburant(ex. écorces)
mg S/MJ de chaleur fournie 100–200 1
(50–100) 5100 –200 1 (50–100) 5 25–50
xvii
des produits auxiliaires pour la fabrication du papier. Les additifs chimiques confèrent au papierdiverses caractéristiques, tandis que les auxiliaires chimiques permettent d'élever le rendementet de réduire les perturbations du procédé.
En ce qui concerne l'utilisation des produits chimiques, on considère que les meilleurestechniques disponibles sont la disponibilité d'une base de données pour tous les produits etadditifs utilisés et l'application du principe de substitution, c'est-à-dire l'utilisation de produitsmoins nocifs lorsque ces produits existent. Il convient également d'appliquer des mesures visantà éviter les rejets accidentels dans le sol et dans le milieu aquatique que peuvent causer lesopérations de manutention et de stockage des produits chimiques.
Degré de consensus
Ce BREF a recueilli l'assentiment de la plupart des membres du groupe de travail technique etdes participants à la 7e réunion du forum d'échange d'informations. Toutefois, la CEPI – quireprésente l'industrie de la pâte et du papier – et quelques États membres n'ont pas donné leurtotale adhésion au présent projet définitif et ont contesté certaines des conclusions présentéesici. Quelques-uns des domaines fondamentaux sur lesquels il y a eu désaccord sont rappelés ci-dessous et le chapitre 7 donne plus de détails.
La CEPI et un État membre ont estimé que la différence économique entre les usines nouvelleset existantes et entre les usines de petite et de grande taille n'avait pas été suffisamment prise enconsidération et que des différences claires auraient dû être établies dans le BREF. En outre, laCEPI et trois États membres ont objecté qu'une usine «typique» ne serait pas capable d'atteindretoutes à la fois les valeurs citées pour les niveaux d'émission et de consommation associés àl'utilisation d'une bonne combinaison des techniques classées comme MTD. À leur sens, il n'y apas eu d'évaluation intégrant suffisamment tous les paramètres. Il y a cependant, en oppositionavec ce point de vue, des usines qui atteignent effectivement et simultanément tous les niveauxprésentés et la plupart des membres du groupe de travail technique ne partageaient pas ce pointde vue minoritaire.
En dehors de ces aspects d'ordre général, il y a eu également quelques points particuliers pourlesquels les conclusions finales n'ont pas reçu le consentement unanime du groupe de travailtechnique. La CEPI et deux États membres considèrent qu'en ce qui concerne le paramètre TSSpour le procédé de la pâte kraft blanchie, la limite supérieure de la plage associée à l'applicationdes MTD devrait être de 2 kg/tsa au lieu de 1,5 kg/tsa. En outre, la CEPI et un État membreconsidèrent que certaines des plages associées à l'utilisation des MTD sont trop sévères pour lesdifférentes qualités de papier. À l'inverse, d'autres membres du groupe de travail techniqueestiment que certains niveaux liés aux MTD finalement retenus sont exagérément indulgentscompte tenu des résultats les plus récents atteints par certaines fabriques de pâte et de papier.
Le Bureau européen de l'environnement – représentant les organisations de défense del'environnement – a exprimé de son côté d'autres critiques, avançant notamment que leblanchiment par le procédé ECF (sans chlore élémentaire) dans les usines de pâte kraft nesatisfaisait pas aux critères «MTD» en ce qui concerne les principes de précaution et deprévention et que, d'une manière générale, le traitement tertiaire des effluents devraitcomprendre un traitement à l'ozone, aux peroxydes ou par rayonnement UV suivi d'une étape debiofiltration.
20
PREFACE 1. Statut du présent document Le présent document fait partie d'une série qui présente les résultats d'un échange d'informations entre les États Membres de l'UE et les industries concernées sur les Meilleures Techniques Disponibles (MTD), les contrôles associés et les développements qu'elles contiennent. *[Il est publié par la Commission Européenne en vertu de l'article 16 (2) de la Directive et doit par conséquent être pris en considération conformément à l'Annexe IV de la Directive lors de la détermination des "Meilleures Techniques Disponibles"]. * Les crochets seront supprimés lorsque la procédure de publication par la Commission sera terminée. 2. Obligations juridiques applicables de la directi ve PRIP (IPPC) et définition de MTD Pour aider le lecteur à comprendre le contexte juridique dans lequel le présent document a été rédigé, les auteurs décrivent dans sa préface les dispositions les plus importantes de la Directive PRIP, et notamment la définition de l'expression "Meilleures Techniques Disponibles". Cette description est inévitablement incomplète et est donnée à titre d'information seulement. Elle n'a pas de valeur juridique et ne modifie ou ne préjuge en aucun cas les dispositions expresses de la Directive. L'objet de la Directive est la prévention et la limitation intégrées des pollutions en provenance des activités figurant à l'annexe 1, afin d'atteindre un niveau élevé de protection de l'environnement considéré dans son ensemble. Sa mise en œuvre doit également tenir compte des autres objectifs communautaires, tels que la compétitivité de l'industrie communautaire, contribuant ainsi à un développement durable. Plus spécifiquement, elle prévoit un système d'autorisation pour certaines catégories d'installations industrielles demandant aux exploitants comme aux contrôleurs d'envisager de façon globale et intégrée le potentiel de pollution et de consommation de l'installation. L'objet global d'une telle approche intégrée doit être d'améliorer la gestion et le contrôle des processus industriels afin de garantir un haut niveau de protection de l'environnement dans son ensemble. Le point clé de cette approche est le principe général énoncé dans l'article 3 selon lequel les exploitants doivent prendre toutes les mesures de prévention contre les pollutions, notamment en ayant recours aux Meilleures Techniques Disponibles leur permettant d'améliorer leurs résultats en matière de protection de l'environnement. Le terme de "Meilleures Techniques Disponibles" est défini à l'article 2 (11) de la Directive comme étant "le stade de développement le plus efficace et avancé des activités et de leurs modes d'exploitation, démontrant l'aptitude pratique de certaines techniques particulières à constituer, en principe, la base des valeurs limites d'émissions visant à prévenir et lorsque cela s'avère impossible, à réduire de manière générale les émissions et l'impact sur l'environnement dans son ensemble". L'article 2 (11) poursuit en précisant cette définition de la façon suivante : "techniques" signifie aussi bien les techniques employées que la manière dont l'installation est conçue, construite, maintenue, exploitée et mise à l'arrêt, "disponibles" signifie les techniques mises au point sur une échelle permettant de les appliquer dans le contexte du secteur industriel concerné, dans des conditions économiquement et techniquement viables, en prenant en considération les coûts et les avantages, que ces techniques soient ou non
21
utilisées ou produites sur le territoire de l'État membre intéressé, pour autant que l'exploitant concerné puisse y avoir accès dans des conditions raisonnables, "meilleures" signifie les techniques les plus efficaces pour atteindre un niveau général élevé de protection de l'environnement dans son ensemble. Par ailleurs, l'annexe IV de la Directive comprend une liste des "Considérations à prendre en compte en général ou dans un cas particulier lors de la détermination des meilleures techniques disponibles ... compte tenu des coûts et des avantages pouvant résulter d'une action et des principes de précaution et de prévention". Ces considérations incluent les informations publiées par la Commission en vertu de l'article 16 (2). Les autorités compétentes responsables de la délivrance des autorisations doivent tenir compte des principes généraux énoncés à l'article 3 lorsqu'elles établissent les conditions d'autorisation. Ces conditions doivent nécessairement inclure des valeurs limites d'émissions, complétées ou remplacées le cas échéant par des paramètres ou des mesures techniques équivalentes. Conformément à l'article 9 (4) de la Directive, ces valeurs limites d'émissions, les paramètres et les mesures techniques équivalentes doivent, sans préjudice des normes de qualité environnementales, être fondés sur les meilleures techniques disponibles, sans prescrire l'utilisation d'une technique ou d'une technologie spécifique, et en prenant en considération les caractéristiques techniques de l'installation concernée, son implantation géographique et les conditions locales de l'environnement. Dans tous les cas, les conditions d'autorisation doivent prévoir des dispositions relatives à la minimisation de la pollution à longue distance ou transfrontière et garantir un niveau élevé de protection de l'environnement dans son ensemble. En vertu de l'article 11 de la Directive, les États membres sont tenus de veiller à ce que l'autorité compétente se tienne informée ou soit informée de l'évolution des meilleures techniques disponibles. 3. Objet du document L'article 16 (2) de la Directive demande à la Commission d'organiser "un échange d'informations entre les États membres et les industries intéressées au sujet des meilleures techniques disponibles, des prescriptions de contrôle y afférentes et de leur évolution" et de publier les résultats de ces échanges. L'objet de cet échange d'informations est énoncé dans le point 25 des attendus de la Directive, qui déclare que "les progrès et les échanges d'informations au niveau communautaire en ce qui concerne les meilleures techniques disponibles permettront de réduire les déséquilibres au plan technologique dans la Communauté, favoriseront la diffusion au plan mondial des valeurs limites et des techniques utilisées dans la Communauté et aideront les États membres dans la mise en œuvre efficace de la présente Directive". La Commission (DG Environnement) a créé un forum d'échange d'informations (FEI) pour faciliter l'accomplissement des tâches prévues en vertu de l'article 16 (2) et un certain nombre de groupes de travail techniques ont été mis en place sous l'égide du FEI. Ce dernier ainsi que les groupes de travail techniques comprennent des représentants des États membres et des industries intéressées conformément aux dispositions de l'article 16 (2). L'objet de la présente série de documents est de refléter avec précision l'échange d'informations qui a eu lieu en vertu de l'article 16 (2) et de fournir à l'autorité compétente chargée de délivrer les autorisations des informations de référence dont elle pourra tenir compte pour déterminer les conditions d'autorisation. Grâce aux renseignements pertinents qu'ils contiennent concernant les meilleures techniques disponibles, ces documents devraient constituer des outils précieux pour promouvoir les résultats dans le domaine de l'environnement.
22
4. Sources d'informations Le présent document constitue un résumé des informations recueillies auprès d'un certain nombre de sources, et notamment l'avis autorisé des groupes créés pour aider la Commission dans sa tâche, et vérifiées par les services de cette dernière. Toute contribution sera reçue avec gratitude. 5. Comment comprendre et utiliser le présent docume nt Les informations contenues dans le présent document sont prévues pour être utilisées comme un élément pour déterminer les MTD dans des cas spécifiques. Lors de la détermination des MTD et de l'établissement des conditions d'autorisation fondées sur des MTD, il convient de toujours tenir compte de l'objectif global recherché d'un niveau élevé de protection de l'environnement dans son ensemble. Le reste de la présente section décrit le type d'informations qui sont données dans les différentes sections du document. Le chapitre 1 comprend des renseignements de caractère général sur le secteur industriel concerné et les premières sections des chapitres 2 à 6 contiennent des informations sur les processus industriels utilisés dans le secteur en question. Les données et les informations relatives aux niveaux d'émissions et de consommation existants sont ensuite présentées dans la deuxième section des chapitres 2 à 6 pour traduire la situation dans les installations existantes à la date de la rédaction. La troisième section des chapitres 2 à 6 décrit de façon plus détaillée la réduction des émissions et autres techniques considérées comme étant les plus pertinentes pour déterminer les MTD et établir les conditions d'autorisation sur la base des MTD. Ces informations comprennent les niveaux de consommation et d'émissions que l'utilisation de ladite technique devrait permettre d'atteindre, une idée sommaire des coûts et des problèmes d'interaction entre les milieux liés à la technique et la mesure dans laquelle celle-ci est applicable à l'éventail des installations pour lesquelles une autorisation PRIP est requise, par exemple les installations nouvelles, existantes, petites ou grandes. Il n'est pas tenu compte des techniques généralement considérées comme obsolètes. Une section conclusive sur les Meilleures Techniques Disponibles dans chacun des chapitres 2 à 6 présente lesdites techniques et les niveaux de consommation et d'émissions que l'on estime compatibles avec les MTD au sens général. L'objet est de fournir des indications de caractère général sur les niveaux de consommation et d'émissions que l'on peut considérer comme critère de référence approprié pour faciliter la détermination des conditions d'autorisation sur la base des MTD ou pour établir les prescriptions contraignantes générales prévues à l'article 9 (8). Il convient toutefois de souligner que le présent document ne propose pas de valeurs limites d'émission. Dans la détermination des conditions d'autorisation appropriées, il faudra tenir compte des facteurs locaux spécifiques au site telles que les caractéristiques techniques de l'installation concernée, son implantation géographique et les conditions environnementales locales. Dans le cas d'installations existantes, il faudra également tenir compte de la viabilité technique et économique de leur amélioration. Même le simple but de garantir un niveau élevé de protection de l'environnement dans son ensemble impliquera souvent de formuler des jugements sur les avantages et inconvénients relatifs de différents types d'impact sur l'environnement et ces jugements seront souvent influencés par des considérations locales. Bien que l'on ait cherché à aborder certains de ces problèmes, il n'est pas possible de les étudier en détail dans le présent document. Les techniques et les niveaux présentés dans la section conclusive sur les Meilleures Techniques Disponibles dans chacun des chapitres 2 à 6 ne seront pas nécessairement applicables à toutes les installations. En revanche, l'obligation de garantir un niveau élevé de protection de l'environnement, et notamment la minimisation de la pollution à longue distance ou transfrontalière ne peut pas être établie sur la base de considérations purement locales. Il importe donc
23
au plus haut point que les informations contenues dans le présent document soient toutes prises en considération par les autorités compétentes pour délivrer les autorisations. Étant donné que les meilleures techniques disponibles évoluent dans le temps, le présent document sera revu et mis à jour selon les besoins. Tous commentaires et suggestions doivent être adressés au bureau européen PRIP à l'Institut pour les études techniques prospectives à l'adresse suivante : World Trade Center, Isla de la Cartuja s/n, E-41092 Séville - Espagne Tél. : +34 95 4488 284 Fax : +34 95 4488 426 e-mail : [email protected] Internet : http://eippcb.jrc.es
24
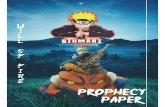
OBJET Une usine de papier peut se contenter de reconstituer de la pâte fabriquée ailleurs ou bien être intégrée avec les opérations de fabrication de la pâte sur le même site. C'est-à-dire que les activités inhérentes à la fabrication de la pâte à papier et au traitement du papier de récupération et celles inhérentes à la fabrication du papier peuvent se dérouler soit indépendamment soit combinées sur un même site. Les usines de pâte à papier et les usines de papier peuvent donc fonctionner soit en étant intégrées soit sans intégration. La fabrication de la pâte mécanique et le traitement des fibres recyclées constituent une opération intégrée dans la fabrication du papier, mais peuvent également constituer des activités à part entière. Le présent BREF traite des procédés utilisés dans la production de pâte et de papier dans les usines intégrées de pâte et de papier ainsi que dans les usines de pâte à papier non intégrées (pâte marchande) et les usines de papier non intégrées qui achètent de la pâte pour produire du papier. Les principales opérations couvertes par le présent document sont illustrées dans la figure ci-dessous.
REPULPING OFIMPORTED PULP
MECHANICAL AND CHEMI-MECHANICAL PULPING
MECHANICAL CLEANING OFWASTE PAPER
DE-INKING(OPTIONAL)
CHEMICAL PULPING (KRAFT AND SULPHITE)
STOCK PREPARATION
PAPER MACHINE
FINISHINGOPERATIONS
Paper product
BLEACHING (OPTIONAL)
PULP DRYING
Export of pulp
COATING(ON OR OFF MACHINE)
Logs
Imported pulp
Logs
Wastepaper
INP
UT
S
OU
TP
UT
S
Associated activities:•Power steam generation• Raw water treatment• Waste water treatment• Waste handling• Storage and handling of chemicals
Different possiblecombinations of
process units
Les descriptions portent sur les principales opérations suivantes : • fabrication de pâte chimique
• procédé de fabrication de la pâte kraft (sulfate) • procédé de fabrication de la pâte sulfite
• fabrication de pâte mécanique et mi-chimique • utilisation du papier de récupération, avec ou sans désencrage • fabrication du papier et processus annexes
25
Les activités en amont comme l’exploitation forestière, la production de produits chimiques hors du site et le transport des matières utilisées, et les activités en aval, comme la transformation et l'impression du papier, ne sont pas inclues dans le présent BREF. Cela dit, ils ont néanmoins une incidence sur la qualité du papier de récupération et les process de préparation des produits à base de vieux papiers. Il existe également un certain nombre de process et d'opérations ayant un impact sur l'environnement, qui ne sont pas directement liés à la production de la pâte et du papier, et qui ne seront mentionnés que rapidement dans le présent document: notamment : • la protection contre les accidents du travail et les risques professionnels • le traitement des eaux d’alimentation • la génération de chaleur et d’électricité • le stockage et la manipulation des produits chimiques • les systèmes de refroidissement et de génération de vide • la surveillance des émissions.
26
Chapitre 1 1 Généralités 1.1 La consommation de papier en Europe Dans les sociétés développées, l'utilisation d'une multitude de produits à base de papier et de carton est une réalité quotidienne pour la plupart des gens. Le papier tel que nous le connaissons aujourd'hui existe depuis plus de deux mille ans et soutient avec succès la concurrence des supports informatiques modernes et des matériaux d'emballage composites ou en matières synthétiques perfectionnés. Un coup d'œil sur les principales utilisations du papier et du carton montre la diversité des produits. Tableau 1.1 - Utilisations du papier et du carton [Rapport finlandais sur les MTD, 1997, modifié par EIPPCB]
Utilisation Types de papiers Exemples de produits de consommation finale
Grandes tendances
Information - collecte - distribution - stockage
- Papier journal - Papier magazine couché et non couché (surcalandré SC et couché léger (LWC) - Papier d'impression/écriture sans bois couché et non couché
- Journaux - Revues - Livres - Sorties papier d'ordinateur - Xérographie - Encarts - Illustrations
Utilisation croissante des impressions et copies polychromes Supports électroniques remplaçant les documents bancaires et commerciaux Utilisation croissante des produits recyclés comme matière première Utilisation croissante d'adjuvants
Emballage - transport - distribution - protection
- Liner - Sacs - Papier pour ondulé - Carton pour boîte pliante - Carton pour emballage de liquides - Papier d'emballage
- Sacs - Boîtes - Emballages - Conteneurs
Utilisation croissante dans la distribution des produits alimentaires, Augmentation générale du recyclage des matériaux d'emballage Utilisation croissante de composites.
Usages sanitaires - soins corporels - propreté - prévention des maladies
Papier à usage sanitaire et domestique - crêpe sec - crêpe humide
- Papier toilette - Papier essuie-tout - Papier à démaquiller - Serviettes en papier - Essuie-mains - Vêtements d'hôpitaux - Mouchoirs
Utilisation croissante avec l'élévation du niveau de vie général, Fin de la chaîne pour le recyclage des fibres, Utilisation de fibres vierges ("neuves") pour les produits "haut de gamme".
Papiers spéciaux - de nombreuses variétés
Documents officiels - Papiers-filtres - Papiers ignifugés
- Billets - Timbres - Filtres à air - Filtres à café - Feuilles de cuisson
Un nombre sans cesse croissant de nouvelles applications.
27
Une tendance n'est pas mentionnée ci-dessus, à savoir la combinaison d'un nombre toujours plus important de fonctions dans de nombreux produits, par exemple les impressions apposées sur les paquets ou les serviettes en papier. La consommation de papier et de carton est étroitement liée aux niveaux de vie et, sur des périodes à long terme, il existe une corrélation étroite entre l'augmentation de la consommation de ces produits et la hausse du PNB (Produit National Brut). Comme il ressort du tableau 1.2, la consommation de papier par habitant varie considérablement dans le monde. Même en Europe, on observe d'importantes différences. Les pays européens qui consomment le plus de papier sont l'Allemagne (23,4 %), le Royaume-Uni (17,5 %), la France (14,3 %), l'Italie (12,6 %), l'Espagne (7,9 %) et les Pays-Bas (4,8 %). Les pays de l'UE qui sont encore au-dessous de la moyenne UE devraient augmenter leur consommation papetière jusqu’au niveau de la moyenne actuelle. On peut estimer que l'industrie papetière sera une industrie en pleine croissance au cours des années à venir. Tableau 1.2 - Consommation de papier par habitant en 1995 [Pulp and Paper International (PPI), 1996] ([Verband Deutscher Papierfabriken, Papier 1997]
Région Pays Consommation de papier par habitant
(kg/an) 1995
Consommation de papier en milliers de t
(1995) Europe de l'Ouest 171 65 834 Autriche 192 1 550 Belgique 237 2 663* Danemark 214 1 134 Finlande 175 896 France 164 9 631 Allemagne 194 15 821 Grèce 82 857 Irlande 102 361 Italie 140 8 076 Luxembourg 168 * voir Belgique Pays-Bas 201 3 120 Norvège 176 756 Portugal 82 802 Espagne 129 5 147 Suède 210 1 857 Royaume-Uni 194 11 288 Europe de l’Est 19 USA 332 87 409 Chine 22 26 499 Indonesie 14 N.N. Japon 239 30 019 Brésil 35 5 433 Egypte 9 N.N. Total monde 49 276 231 Note : * On ne dispose que d'un seul chiffre pour la Belgique et le Luxembourg
28
1.2 L'industrie de la pâte à papier en Europe L'Europe joue un rôle important dans l'ensemble de l'industrie papetière. C'est le deuxième producteur et consommateur de papier et de carton, l'Amérique du Nord occupant la première place. Son rôle dans l'industrie de la pâte à papier est significatif - sa production annuelle de pâte de bois est d'environ 35 millions de tonnes, ce qui représente environ 1/5 de l'offre mondiale totale. L'offre de pâte à papier recouvre les producteurs de pâte marchande et les sociétés qui utilisent la majeure partie de leur production de pâte pour leur propre production intégrée de papier et vendent le reste sur le marché libre. En Europe de l'Ouest, le marché de la pâte est approvisionné par un petit nombre de grandes usines situées en Finlande, en Suède, en Espagne, au Portugal, en Autriche, en Belgique et en France. En ce qui concerne la pâte marchande, la qualité prédominante est la pâte kraft blanchie, qui représente plus des trois-quarts de la production totale de 9 millions de tonnes. Sur ce total, 11,4 % de pâte sulfite, 7 % de pâte mécanique et mi-chimique et 3,2 % de pâte sulfate écrue ont été livrées sur le marché. La Finlande et la Suède sont les principaux producteurs de pâtes de feuillus et de résineux, le Portugal et l'Espagne fournissant d'importantes quantitésde pâte de feuillus. Presque toute la pâte kraft de résineux blanchie et environ 90 % de la pâte de feuillus blanchie utilisées en Europe Centrale sont des pâtes marchandes. Environ 3,5 millions t/an proviennent de Finlande et de Suède, alors que le Portugal et l'Espagne exportent quelque 1,5 million de tonnes par an vers les pays de la CE. Les quatre principaux marchés pour la pâte marchande sont l'Allemagne, la France, l'Italie et le Royaume-Uni. En 1996, les principaux types de pâtes pour la fabrication du papier en Europe étaient les pâtes sulfate blanchies (13 Mt/an, soit 40,8 %) et les pâtes mécaniques et mi-chimiques (12,3 Mt/an soit 38,3 %), suivies par 4,1 Mt/an de pâte sulfate écrue (12,7 %) et 2,4 Mt/an de pâte sulfite (7,5 %). Sous l'angle de la répartition géographique, les figures 1.1 et 1.2 illustrent la prédominance de la Suède (30,2 %) et de la Finlande (29,9 %) en matière de production de pâte à papier. La péninsule ibérique représente 9,4 %, la France 8 %, la Norvège 7,0 % et l'Allemagne 5,6 % de la production de pâte à papier à base de bois.
Total Pulp Production by grade across Europe
0
1
2
3
4
5
6
7
8
9
10
Austr
ia
Belgi
um
Denm
ark
Finla
nd
Fran
ce
Germ
any
Gree
ce
Irelan
dIta
ly
Neth
erlan
ds
Norw
ay
Portu
gal
Spain
Swed
enU.
K.
Mill
ion
tonn
es p
er y
ear
Mechanical & Semi Chemical
Sulphite
Unbleached Sulphate
Bleached Sulphate
Woodpulp for Papermaking
Figure 1.1 - Répartition de la production européenne de pâtes à papier en Europe, par sortes
[CEPI 1997, Statistiques annuelles 1996]
29
En Europe, concernant les types de pâtes, la majorité de la production de pâte sulfate (total : 67 usines) se trouve en Finlande et en Suède, le reste en Espagne, au Portugal, en France et en Autriche. La plus grande partie de la production de pâte sulfite (total : 24 usines), est située en Suède, en Allemagne, en Autriche et en France, avec un peu de production en Italie et au Portugal. En Europe de l'Ouest, il y a 101 usines produisant de la pâte mécanique, qui sont implantées principalement en Finlande, Allemagne, Suède, France, Italie et Norvège. Les principaux producteurs de pâte mi-chimique (total : 23 usines) sont la Suède, la Finlande, la Norvège et l'Italie.