
TÜRK STANDARDI -...
33
TS EN 12952-6 Ocak 2012 TÜRK STANDARDI Chaudières à tubes d'eau et installations auxiliaires - Partie 6: Contrôles en cours de construction, documentation et marquage des parties sous pression de la chaudière Wasserrohrkessel und Anlagenkomponenten - Teil 6: Prüfung während der Fertigung, Dokumentation und Kennzeichnung für drucktragende Kesselteile TÜRK STANDARDLARI ENSTİTÜSÜ Necatibey Caddesi No.112 Bakanlıklar/ANKARA Su borulu kazanlar ve yardımcı tesisatları - Bölüm 6: İmalat sırasında muayene; Basınca maruz kalan parçaların dokümantasyonu ve işaretlenmesi Water-tube boilers and auxiliary installations - Part 6: Inspection during construction; documentation and marking of pressure parts of the boiler EN 12952-6:2011 Standardının Türkçe Tercümesidir. ICS 27.040 TS EN 12952-6:2007 yerine TÜRK STANDARDLARININ TELiF HAKKI TSE'YE AiTTiR. STANDARDIN BU NÜSHASININ KULLANIM iZNi TSE TARAFINDAN iS GÜVENLiK MARKETi DAN. SAN. TiC. LTD. STi.'A VERiLMiSTiR. BASILMA TARiHi: 12.05.2014 TSE'DEN iZiN ALINMADAN STANDARDIN BiR BÖLÜMÜ/TAMAMI iLTiBAS EDiLEMEZ, ÇOGALTILAMAZ.
Transcript of TÜRK STANDARDI -...
TS EN 12952-6
Ocak 2012
TÜRK STANDARDI
Chaudières à tubes d'eau et installations
auxiliaires - Partie
6: Contrôles en cours de construction,
documentation et
marquage des parties sous pression de la
chaudière
Wasserrohrkessel und Anlagenkomponenten
- Teil 6:
Prüfung während der Fertigung,
Dokumentation und
Kennzeichnung für drucktragende Kesselteile
TÜRK STANDARDLARI ENSTİTÜSÜ
Necatibey Caddesi No.112 Bakanlıklar/ANKARA
Su borulu kazanlar ve yardımcı tesisatları - Bölüm 6: İmalat sırasında
muayene; Basınca maruz kalan parçaların dokümantasyonu ve
işaretlenmesi
Water-tube boilers and auxiliary installations - Part 6: Inspection during construction;
documentation and marking of pressure parts of the boiler
EN 12952-6:2011 Standardının Türkçe Tercümesidir.
ICS 27.040
TS EN 12952-6:2007 yerine
TÜRK STANDARDLARININ TELiF HAKKI TSE'YE AiTTiR. STANDARDIN BU NÜSHASININ KULLANIM iZNi TSE TARAFINDANiS GÜVENLiK MARKETi DAN. SAN. TiC. LTD. STi.'A VERiLMiSTiR. BASILMA TARiHi: 12.05.2014TSE'DEN iZiN ALINMADAN STANDARDIN BiR BÖLÜMÜ/TAMAMI iLTiBAS EDiLEMEZ, ÇOGALTILAMAZ.

TS EN 12952-6 : 2012-01
EN 12952-6:2011TÜRK STANDARDIICS 27.040
Milli Önsöz
- Bu standard; CEN tarafından onaylanan ve Ocak 2012 tarihinde TS EN 12952-6:2012 numaralı Türk standardı
olarak kabul edilen EN 12952-6:2011 standardı esas alınarak, Türk Standardları Enstitüsü Makina İhtisas Kurulu 'na
bağlı TK22: Basınçlı Kaplar Teknik Komitesi marifetiyle Türkçeye tercüme edilmiş, TSE Teknik Kurulu 'nun
27.12.2012 tarihli toplantısında kabul edilerek yayımına karar verilmiştir.
- Bu standard yayımlandığında TS EN 12952-6:2007 yerini alır.
- CEN/CENELEC resmi dillerinde yayınlanan diğer standard metinleri ile aynı haklara sahiptir.
- Bu standardda kullanılan bazı kelime ve/veya ifadeler patent haklarına konu olabilir. Böyle bir patent hakkının
belirlenmesi durumunda TSE sorumlu tutulamaz.
- Bu standardda atıf yapılan standardların milli karşılıkları aşağıda verilmiştir.
TS EN 12952-6 : 2012 standardı, EN 12952-6:2011 standardı ile birebir aynı olup, Avrupa Standardizasyon Komitesi 'nin (Avenue Marnix 17,
B-1000 Brussels) izniyle basılmıştır.
Avrupa Standardlarının herhangi bir şekilde ve herhangi bir yolla tüm kullanım hakları Avrupa Standardizasyon Komitesi (CEN) ve üye
ülkelerine aittir. TSE kanalıyla CEN'den yazılı izin almaksızın çoğaltılamaz.TÜRK STANDARDLARININ TELiF HAKKI TSE'YE AiTTiR. STANDARDIN BU NÜSHASININ KULLANIM iZNi TSE TARAFINDANiS GÜVENLiK MARKETi DAN. SAN. TiC. LTD. STi.'A VERiLMiSTiR. BASILMA TARiHi: 12.05.2014TSE'DEN iZiN ALINMADAN STANDARDIN BiR BÖLÜMÜ/TAMAMI iLTiBAS EDiLEMEZ, ÇOGALTILAMAZ.
Adı TS No1) AdıEN, ISO, IEC vb. No (İngilizce) (Türkçe)
EN 287-1: 2004 Qualification test of welders - Fusion welding - Part 1: Steels
TS EN 287-1:2007
Kaynakçıların yeterlilik sınavı - Ergitme kaynağı - Bölüm 1: Çelikler
EN 473: 2008 Non-destructive testing - Qualification and certification of NDT personnel - General principles
TS EN 473:2010
Tahribatsız muayene – Tahribatsız muayene personelinin vasıflandırılması ve belgelendirilmesi- Genel kurallar
EN 571-1 Non-destructive testing - Penetrant testing - Part 1: General principles
TS EN 571-1 Taribatsız muayene - Penetrant muayenesi- Bölüm 1: Genel kurallar
EN 1321 Destructive tests on welds in metallic materials - Macroscopic and microscopic examination of welds
TS EN 1321 Melatik malzemelerdeki Kaynaklarda - Tahribatlı muayene - Kaynakların makroskobik ve mikroskobik muayenesi
EN 1418:1997 Welding personnel - Approval testing of welding operators for fusion welding and resistance weld setters for fully mechanized and automatic welding of metallic materials
TS EN 1418:2003
Kaynak personeli-Metalik malzemelerin tam mekanize ve otomatik ergitme kaynağı için kaynak operatörlerinin ve direnç kaynak ayarcılarının yeterlilik sınavı
EN 1435 Non-destructive testing of welds — Radiographic testing of welded joints
TS 5127 EN 1435
Kaynak dikişlerinin tahribatsız muayenesi - Kaynaklı birleştirmelerin radyografik muayenesi
EN 12952-1: 2001
Water-tube boilers and auxiliary installations - Part 1: General
TS EN 12952-1:2007
Su borulu kazanlar ve yardımcı tesisatları – Bölüm 1: Genel
EN 12952-2 Water-tube boilers and auxiliary installations - Part 2: Materials for pressure parts of boilers and accessories
TS EN 12952-2
Su borulu kazanlar ve yardımcı tesisatları - Bölüm 2: Kazanların ve aksesuarların basınca maruz kalan parçaları için malzemeler
EN 12952-3:2011 Water-tube boilers and auxiliary installations - Part 3: Design and calculation for pressure parts
TS EN 12952-3: 2012
Su borulu kazanlar ve yardımcı tesisatları – Bölüm 3: Basınca maruz kalan parçaların tasarımı ve hesapları
EN 12952-5:2011 Water-tube boilers and auxiliary installations — Part 5: Workmanship and construction ofpressure parts of the boiler
TS EN 12952-5: 2012
Su Borulu Kazanlar ve Yardımcı tesisatları - Bölüm 5: Kazanın basınca maruz kalan kısımlarının işçiliği ve imalâtı
EN ISO 148-1: 2010
Metallic materials - Charpy pendulum impact test - Part 1: Test method (ISO 148-1: 2009)
TS EN ISO 148-1: 2011
Metalik malzemeler - charpy vurma deneyi- Bölüm 1: Deney metodu
EN ISO 5817 Welding- Fusion-welded joints in steel, nickel, titanium and their alloys (beam welding excluded) - Quality levels for imperfections(ISO 5817: 2003, corr. ver. :2005,incl.Tec.Corr.1: 2006)
TS EN ISO 5817
Kaynak - Çelik, nikel, titanyum ve bunların alaşımlarında ergitme kaynaklı (demet kaynağı hariç) birleştirmeler - Kusurlar için kalite seviyeleri
EN ISO 6520-1 Welding and allied processes - Classification of geometric imperfections in metallic materials - Part 1: Fusion welding (ISO 6520-1: 2007)
TS EN ISO 6520-1
Kaynak ve ilgili işlemler - Metalik malzemelerde geometrik kusurların sınıflandırılması - Bölüm 1: Ergitme kaynağı
EN ISO 11666 Non-destructive testing of welds - Ultrasonic testing - Acceptance levels (ISO 11666:2010)
TS EN ISO 11666
Kaynakların tahribatsız muayenesi - Ultrasonik muayene- Kabul seviyeleri
EN ISO 15613: 2004
Specification and qualification of welding procedure for metallic materials - Qualification based on pre-production welding test (ISO 15613:2004)
TS EN ISO 15613:2005
Metalik malzemeler için kaynak prosedürlerinin şartnamesi ve vasıflandırılması – İmalât öncesi kaynak deneyini esas alan vasıflandırma
1) TSE Notu: Atıf yapılan standardların TS numarası ve Türkçe adı 3. ve 4. kolonda verilmiştir
TÜRK STANDARDLARININ TELiF HAKKI TSE'YE AiTTiR. STANDARDIN BU NÜSHASININ KULLANIM iZNi TSE TARAFINDANiS GÜVENLiK MARKETi DAN. SAN. TiC. LTD. STi.'A VERiLMiSTiR. BASILMA TARiHi: 12.05.2014TSE'DEN iZiN ALINMADAN STANDARDIN BiR BÖLÜMÜ/TAMAMI iLTiBAS EDiLEMEZ, ÇOGALTILAMAZ.

EN, ISO, IEC vb. No
Adıİngilizce
TS No AdıTürkçe
EN ISO 15614-1:2004
Specification and qualification of welding procedures for metallic materials - Welding procedure test - Part 1: Arc and gas welding of steels and arc welding of nickel and nickel alloys (ISO 15614-1:2004)
TS EN ISO 15614-1:2007
Metalik malzemeler için kaynak prosedürlerinin şartnamesi ve vasıflandırılması - Kaynak prosedürü deneyi - Bölüm 1: Çeliklerin gaz ve ark kaynağı, nikel ve nikel alaşımlarının ark kaynağı
EN ISO 17637 Non-destructive testing of welds - Visual testing of fusion-welded joints (ISO 17637:2003)
TS EN ISO 17637
Ergitme kaynaklarının tahribatsız muayenesi - Ergitme kaynaklı birleştirmelerin gözle muayene
EN ISO 17638 Non-destructive testing of welds - Magnetic particle testing (ISO 17638:2003)
TS EN ISO 17638
Kaynakların tahribatsız muayenesi- Manyetik parçacık muayenesi
EN ISO 17640 Non-destructive testing of welds - Ultrasonic testing - Techniques, testing levels, and assessment (ISO 17640: 2010)
TS EN ISO 17640
Kaynakların tahribatsız muayenesi - Ultrasonik muayene -Teknikler,deney sınırları ve değerlendirme
EN ISO 23277 Non-destructive testing of welds - Penetrant testing of welds - Acceptance levels (ISO 23277: 2006)
TS EN ISO 23277
Kaynakların tahribatsız muayenesi -Kaynakların penetrant muayenesi-Kabul seviyeleri
EN ISO 23278 Non-destructive testing of welds - Magnetic particle testing of welds - Acceptance levels (ISO 23278: 2006)
TS EN ISO 23278
Kaynakların tahribatsız muayenesi-Kaynakların manyetik parçacıkla Muayenesi - Kabul seviyeleri
TÜRK STANDARDLARININ TELiF HAKKI TSE'YE AiTTiR. STANDARDIN BU NÜSHASININ KULLANIM iZNi TSE TARAFINDANiS GÜVENLiK MARKETi DAN. SAN. TiC. LTD. STi.'A VERiLMiSTiR. BASILMA TARiHi: 12.05.2014TSE'DEN iZiN ALINMADAN STANDARDIN BiR BÖLÜMÜ/TAMAMI iLTiBAS EDiLEMEZ, ÇOGALTILAMAZ.

AVRUPA STANDARDİZASYON KOMİTESİ
EUROPEAN COMMITTEE FOR STANDARDIZATION
COMITÉ EUROPÉEN DE NORMALISATION
EUROPÄISCHES KOMITEE FÜR NORMUNG
Su borulu kazanlar ve yardımcı tesisatları - Bölüm 6: İmalat sırasında
muayene; Basınca maruz kalan parçaların dokümantasyonu ve
işaretlenmesi
Water-tube boilers and auxiliary installations - Part 6: Inspection during construction;
documentation and marking of pressure parts of the boiler
Wasserrohrkessel und Anlagenkomponenten - Teil 6:
Prüfung während der Fertigung, Dokumentation und
Kennzeichnung für drucktragende Kesselteile
Chaudières à tubes d'eau et installations auxiliaires -
Partie
6: Contrôles en cours de construction, documentation et
marquage des parties sous pression de la chaudière
Bu Avrupa standardı CEN tarafından 25 Haziran 2011 tarihinde kabul edilmiştir.
CEN/CENELEC üyeleri, bu Avrupa Standardına hiçbir değişiklik yapmaksızın ulusal standard statüsü veren
koşulları öngören CEN/CENELEC İç Tüzüğü’ne uymak zorundadırlar. Bu tür ulusal standardlarla ilgili güncel
listeler ve bibliyografik atıflar, CEN/CENELEC Yönetim Merkezi’ne veya herhangi bir CEN/CENELEC üyesine
başvurarak elde edilebilir.
Bu Avrupa Standardı, üç resmi dilde (İngilizce, Fransızca, Almanca) yayınlanmıştır. Başka herhangi bir dile
tercümesi, CEN/CENELEC üyesinin sorumluluğundadır ve resmi sürümleri ile aynı statüde olduğu CEN/CENELEC
Yönetim Merkezi’ne bildirilir.
CEN üyeleri sırasıyla, Almanya, Avusturya, Belçika, Birleşik Krallık, Bulgaristan, Çek Cumhuriyeti, Danimarka,
Estonya, Finlandiya, Fransa, Hırvatistan, Hollanda, İrlanda, İspanya, İsveç, İsviçre, İtalya, İzlanda, Kıbrıs, Letonya,
Litvanya, Lüksemburg, Macaristan, Malta, Norveç, Polonya, Portekiz, Romanya, Slovakya, Slovenya ve
Yunanistan'ın millî standard kuruluşlarıdır.
Yönetim Merkezi : Avenue Marnix 17, B-1000 Brussels
AVRUPA STANDARDI
EUROPEAN STANDARD
NORME EUROPÉENNE
EUROPÄISCHE NORM
TS EN 12952-6 : 2012-01
EN 12952-6:2011
ICS 27.040
Ref No:EN 12952-6:2011
©2011 CEN Dünya genelinde herhangi bir şekilde ve herhangi bir yolla tüm kullanım hakları CEN ulusal üyelerine aittir.
TÜRK STANDARDLARININ TELiF HAKKI TSE'YE AiTTiR. STANDARDIN BU NÜSHASININ KULLANIM iZNi TSE TARAFINDANiS GÜVENLiK MARKETi DAN. SAN. TiC. LTD. STi.'A VERiLMiSTiR. BASILMA TARiHi: 12.05.2014TSE'DEN iZiN ALINMADAN STANDARDIN BiR BÖLÜMÜ/TAMAMI iLTiBAS EDiLEMEZ, ÇOGALTILAMAZ.

ICS 27.040 TS EN 12952-6 – 2012-01EN 12952-6 – 2011
İçindekiler Sayfa
Önsöz……………………………………………………………………………………………………………………3 1 Kapsam .................................................................................................................................................... 4 2 Atıf yapılan standard ve/veya dokümanlar ........................................................................................... 4 3 Terimler ve tarifler ................................................................................................................................... 5
3.1 Muayene ............................................................................................................................................ 5 4 Genel organizasyon ................................................................................................................................ 5
4.1 Genel ................................................................................................................................................. 5 4.2 Uygunluk değerlendirmesi ................................................................................................................. 5 4.3 İmalatçının yetkinliği .......................................................................................................................... 5 4.4 Donanımın kalibrasyonu .................................................................................................................... 5 4.5 Muayene faaliyetleri ........................................................................................................................... 6
5 Ana malzemelerin tahribatsız muayenesi............................................................................................. 8 6 Kaynak işlem gereklerinin yeterliliği ..................................................................................................... 8
6.1 Genel ................................................................................................................................................. 8 6.2 EN ISO 15614-1’in uygulanması ....................................................................................................... 8
7 Kaynakçı ve kaynak operatörünün yeterlilik onayı ...........................................................................10 8 Dramlar için imalat deney levhaları .....................................................................................................10
8.1 Genel ...............................................................................................................................................10 8.2 İmalat deney levhalarının sayısı ......................................................................................................10 8.3 Gerekli deneyler ...............................................................................................................................10 8.4 Kabul kriterleri ..................................................................................................................................11 8.5 Sonuçların uygun olmaması ............................................................................................................12
9 Kaynakların tahribatsız muayenesi .....................................................................................................12 9.1 Tahribatsız muayenesinin tipi ve kapsamı .......................................................................................12 9.2 Tahribatsız muayene (NDT) personelinin yeterlilik onayı ................................................................16 9.3 Yüzey kusurlarının belirlenmesi .......................................................................................................16 9.4 Hacimsel kusurların tespit edilmesi .................................................................................................18 9.5 Tahribatsız muayene raporları .........................................................................................................21
10 Nihai muayene ...................................................................................................................................22 10.1 Gözle ve boyutsal kontroller .........................................................................................................22 10.2 Hidrostatik basınç deneyi .............................................................................................................22
11 Dokümantasyon ................................................................................................................................23 12 İşaretleme ...........................................................................................................................................23 Ek A - Kompozit borular için özgün gerekler ............................................................................................24 Ek B - (Bilgi için) - Bu standard ve önceki baskısı arasındaki önemli teknik değişiklikler ..................26 Ek ZA - (Bilgi için) - Bu Standard ve “Pressure Equipment Directive 97/23/EC”) nin temel gerekleri arasında ilişkili olan maddeler ....................................................................................................................27 Kaynaklar ......................................................................................................................................................28
TÜRK STANDARDLARININ TELiF HAKKI TSE'YE AiTTiR. STANDARDIN BU NÜSHASININ KULLANIM iZNi TSE TARAFINDANiS GÜVENLiK MARKETi DAN. SAN. TiC. LTD. STi.'A VERiLMiSTiR. BASILMA TARiHi: 12.05.2014TSE'DEN iZiN ALINMADAN STANDARDIN BiR BÖLÜMÜ/TAMAMI iLTiBAS EDiLEMEZ, ÇOGALTILAMAZ.

TS EN 12952-6 : 2012-01
EN 12952-6:2011
ICS 27.040
Önsöz
Bu standard (EN 12952-6: 2011) sekretaryası DIN tarafından yürütülen CEN/TC 269 " Su borulu kazanlar" Teknik
Komitesi tarafından hazırlanmıştır.
Bu standarda en geç Şubat 2012 tarihine kadar aynı metni yayınlayarak ya da onay duyurusu yayınlayarak ulusal
standart statüsü verilmeli ve çelişen ulusal standartlar en geç Şubat 2012 tarihine kadar yürürlükten kaldırılmalıdır.
Bu standardın bazı konularının patent haklarına tabi olabileceği dikkate alınmalıdır. CEN [ve/veya CENELEC],
patent haklarının bir kısının veya tümünün belirlenmesinden sorumlu tutulamaz.
Bu standard, EN 12952-6: 2002 standardının yerini alır.
Bu standard, Avrupa Komisyonu ve Avrupa Serbest Ticaret Birliği tarafından CEN’e verilen yetkiyle hazırlanmıştır ve
AB Direktifi/Direktiflerinin temel gereklerini desteklemektedir.
97/23/EC numaralı AB direktifi ile ilişkisi ile ilgili olarak, bu standardın bir bölümü olan Ek ZA’ya bakılmalıdır.
Ek B, bu standard ile bir önceki baskısı arasındaki önemli teknik değişikliklerin ayrıntılarını vermektedir.
EN 12952 standardları, “Su borulu kazanlar ve yardımcı tesisatlar” genel başlığı altında aşağıdaki bölümlerden
oluşmaktadır:
- Bölüm 1: Genel
- Bölüm 2: Kazanların ve aksesuarların basınca maruz kalan parçaları için malzemeler
- Bölüm 3: Basınca maruz kalan parçaların tasarım ve hesaplamaları
- Bölüm 4: Kazanın çalışma ömrü hesapları
- Bölüm 5: Kazanın basınca maruz kalan parçalarının işçiliği ve yapımı
- Bölüm 6: İmalat sırasında muayene, basınca maruz kalan parçaların dokümantasyonu ve işaretlenmesi
- Bölüm 7: Kazan donanımı için özellikler
- Bölüm 8: Sıvı ve gaz yakıtlı kazanların yakma sistemlerinin özellikleri
- Bölüm 9: Kazan için pulverize edilmiş katı yakıt yakma sistemlerinin özellikleri
- Bölüm 10: Aşırı basınca karşı koruma kuralları
- Bölüm 11:Kazan ve aksesuarların sınırlandırma cihazları için özellikler
- Bölüm 12: Kazan besleme suyu ve kazan suyunun özellikleri
- Bölüm 13: Baca gazı arıtma sistemlerinin özellikleri
- Bölüm 14: Basınçlı amonyak ve amonyak-su çözeltileri kullanılan baca gazındaki azot oksitlerini azaltma
DENOX sistemlerinin özellikleri
- Bölüm 15: Kabul deneyleri
- Bölüm 16: Kazanlarda katı yakıtlar için ızgaralı ve sıvı-yataklı yakma sistemlerinin özellikleri
- CR 12952-17: Su borulu kazanlar ve yardımcı tesisatlar – Bölüm 17: İmalatçıdan bağımsız muayene
kuruluşunun müdahil olması için kılavuzluk
Not 1 - Bölüm 18 işletme talimatları, hali hazırda hazırlık aşamasındadır.
Bu bölümler ayrı ayrı temin edilebilmelerine rağmen, bölümlerin birbirleri ile ilişkili olduğu kabul edilmelidir. Bu
nedenle, bu standardın gereklerini uygun şekilde karşılayacak şartlar için su borulu kazanların imalatı ve tasarımı
biden fazla bölümün uygulanmasını gerektirir.
Not 2 - Tasarım, imalat ve montaj aşamalarında Bölüm 4 ve Bölüm 15 uygulanamaz.
Not 3 - CEN/TC 269’da, EN 12952 ve EN 12953 standard serilerinin uygulaması ile ilgili her türlü sorunu gidermek
için temas kurulabilen “Kazan yardım masası” kurulmuştur. Aşağıda verilen Web sitesine bakılmalıdır:
3TÜRK STANDARDLARININ TELiF HAKKI TSE'YE AiTTiR. STANDARDIN BU NÜSHASININ KULLANIM iZNi TSE TARAFINDANiS GÜVENLiK MARKETi DAN. SAN. TiC. LTD. STi.'A VERiLMiSTiR. BASILMA TARiHi: 12.05.2014TSE'DEN iZiN ALINMADAN STANDARDIN BiR BÖLÜMÜ/TAMAMI iLTiBAS EDiLEMEZ, ÇOGALTILAMAZ.

TS EN 12952-6 : 2012-01
EN 12952-6:2011
ICS 27.040
http://www.boiler-helpdesk.din.de
CEN/CENELEC İç Tüzüklerine göre, bu Avrupa Standardının ulusal standart olarak uygulamaya alınmasından
sorumlu ulusal standart kuruluşlarının ülkeleri sırasıyla; Almanya, Avusturya, Belçika, Birleşik Krallık, Bulgaristan,
Çek Cumhuriyeti, Danimarka, Estonya, Finlandiya, Fransa, Hırvatistan, Hollanda, İrlanda, İspanya, İsveç, İsviçre,
İtalya, İzlanda, Kıbrıs (Güney Kıbrıs Rum Yönetimi), Letonya, Litvanya, Lüksemburg, Macaristan, Malta, Norveç,
Polonya, Portekiz, Romanya, Slovakya, Slovenya ve Yunanistan’dır.
3TÜRK STANDARDLARININ TELiF HAKKI TSE'YE AiTTiR. STANDARDIN BU NÜSHASININ KULLANIM iZNi TSE TARAFINDANiS GÜVENLiK MARKETi DAN. SAN. TiC. LTD. STi.'A VERiLMiSTiR. BASILMA TARiHi: 12.05.2014TSE'DEN iZiN ALINMADAN STANDARDIN BiR BÖLÜMÜ/TAMAMI iLTiBAS EDiLEMEZ, ÇOGALTILAMAZ.
ICS 27.040 TS EN 12952-6 – 2012-01EN 12952-6 – 2011
4
1 KapsamBu standard, su borulu kazanların imalatı sırasında muayene edilmesi için EN 12952-1’de tanımlandığı gibi dokümantasyon ve işaretleme ile ilgili gerekleri kapsar.
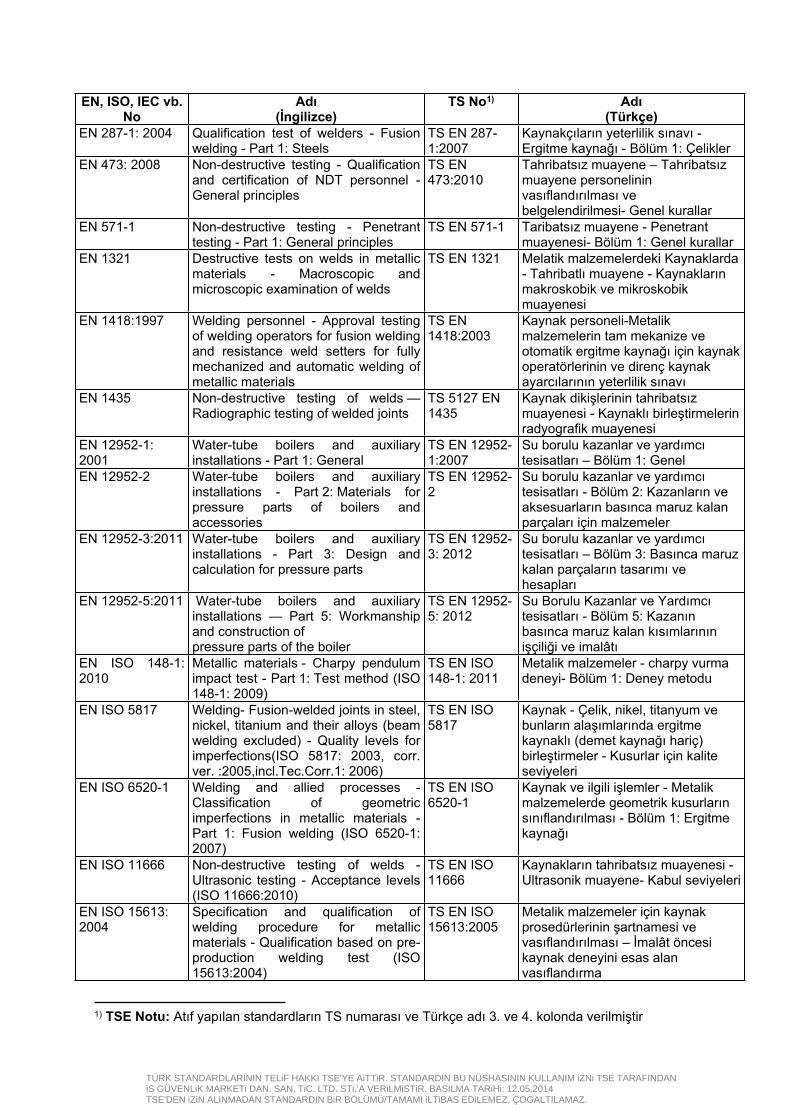
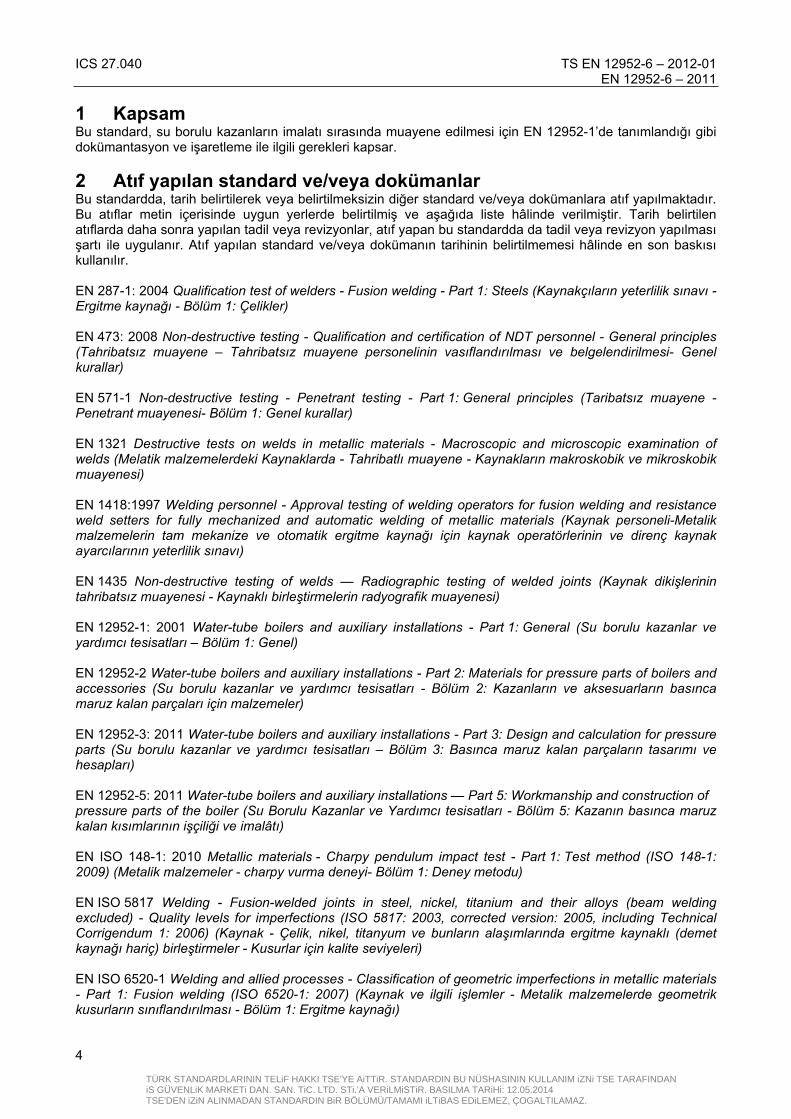
2 Atıf yapılan standard ve/veya dokümanlarBu standardda, tarih belirtilerek veya belirtilmeksizin diğer standard ve/veya dokümanlara atıf yapılmaktadır. Bu atıflar metin içerisinde uygun yerlerde belirtilmiş ve aşağıda liste hâlinde verilmiştir. Tarih belirtilen atıflarda daha sonra yapılan tadil veya revizyonlar, atıf yapan bu standardda da tadil veya revizyon yapılması şartı ile uygulanır. Atıf yapılan standard ve/veya dokümanın tarihinin belirtilmemesi hâlinde en son baskısı kullanılır.
EN 287-1: 2004 Qualification test of welders - Fusion welding - Part 1: Steels (Kaynakçıların yeterlilik sınavı - Ergitme kaynağı - Bölüm 1: Çelikler)
EN 473: 2008 Non-destructive testing - Qualification and certification of NDT personnel - General principles (Tahribatsız muayene – Tahribatsız muayene personelinin vasıflandırılması ve belgelendirilmesi- Genel kurallar)
EN 571-1 Non-destructive testing - Penetrant testing - Part 1: General principles (Taribatsız muayene - Penetrant muayenesi- Bölüm 1: Genel kurallar)
EN 1321 Destructive tests on welds in metallic materials - Macroscopic and microscopic examination of welds (Melatik malzemelerdeki Kaynaklarda - Tahribatlı muayene - Kaynakların makroskobik ve mikroskobik muayenesi)
EN 1418:1997 Welding personnel - Approval testing of welding operators for fusion welding and resistance weld setters for fully mechanized and automatic welding of metallic materials (Kaynak personeli-Metalik malzemelerin tam mekanize ve otomatik ergitme kaynağı için kaynak operatörlerinin ve direnç kaynak ayarcılarının yeterlilik sınavı)
EN 1435 Non-destructive testing of welds — Radiographic testing of welded joints (Kaynak dikişlerinin tahribatsız muayenesi - Kaynaklı birleştirmelerin radyografik muayenesi)
EN 12952-1: 2001 Water-tube boilers and auxiliary installations - Part 1: General (Su borulu kazanlar ve yardımcı tesisatları – Bölüm 1: Genel)
EN 12952-2 Water-tube boilers and auxiliary installations - Part 2: Materials for pressure parts of boilers and accessories (Su borulu kazanlar ve yardımcı tesisatları - Bölüm 2: Kazanların ve aksesuarların basınca maruz kalan parçaları için malzemeler)
EN 12952-3: 2011 Water-tube boilers and auxiliary installations - Part 3: Design and calculation for pressure parts (Su borulu kazanlar ve yardımcı tesisatları – Bölüm 3: Basınca maruz kalan parçaların tasarımı ve hesapları)
EN 12952-5: 2011 Water-tube boilers and auxiliary installations — Part 5: Workmanship and construction ofpressure parts of the boiler (Su Borulu Kazanlar ve Yardımcı tesisatları - Bölüm 5: Kazanın basınca maruz kalan kısımlarının işçiliği ve imalâtı)
EN ISO 148-1: 2010 Metallic materials - Charpy pendulum impact test - Part 1: Test method (ISO 148-1: 2009) (Metalik malzemeler - charpy vurma deneyi- Bölüm 1: Deney metodu)
EN ISO 5817 Welding - Fusion-welded joints in steel, nickel, titanium and their alloys (beam welding excluded) - Quality levels for imperfections (ISO 5817: 2003, corrected version: 2005, including Technical Corrigendum 1: 2006) (Kaynak - Çelik, nikel, titanyum ve bunların alaşımlarında ergitme kaynaklı (demet kaynağı hariç) birleştirmeler - Kusurlar için kalite seviyeleri)
EN ISO 6520-1 Welding and allied processes - Classification of geometric imperfections in metallic materials - Part 1: Fusion welding (ISO 6520-1: 2007) (Kaynak ve ilgili işlemler - Metalik malzemelerde geometrik kusurların sınıflandırılması - Bölüm 1: Ergitme kaynağı)
TÜRK STANDARDLARININ TELiF HAKKI TSE'YE AiTTiR. STANDARDIN BU NÜSHASININ KULLANIM iZNi TSE TARAFINDANiS GÜVENLiK MARKETi DAN. SAN. TiC. LTD. STi.'A VERiLMiSTiR. BASILMA TARiHi: 12.05.2014TSE'DEN iZiN ALINMADAN STANDARDIN BiR BÖLÜMÜ/TAMAMI iLTiBAS EDiLEMEZ, ÇOGALTILAMAZ.

ICS 27.040 TS EN 12952-6 – 2012-01EN 12952-6 – 2011
5
EN ISO 11666 Non-destructive testing of welds - Ultrasonic testing - Acceptance levels (ISO 11666:2010) (Kaynakların tahribatsız muayenesi - Ultrasonik muayene- Kabul seviyeleri)
EN ISO 15613: 2004 Specification and qualification of welding procedure for metallic materials - Qualification based on pre-production welding test (ISO 15613:2004) (Metalik malzemeler için kaynak prosedürlerinin şartnamesi ve vasıflandırılması – İmalât öncesi kaynak deneyini esas alan vasıflandırma)
EN ISO 15614-1: 2004 Specification and qualification of welding procedures for metallic materials - Welding procedure test - Part 1: Arc and gas welding of steels and arc welding of nickel and nickel alloys (ISO 15614-1:2004) (Metalik malzemeler için kaynak prosedürlerinin şartnamesi ve vasıflandırılması - Kaynak prosedürü deneyi - Bölüm 1: Çeliklerin gaz ve ark kaynağı, nikel ve nikel alaşımlarının ark kaynağı)
EN ISO 17637 Non-destructive testing of welds - Visual testing of fusion-welded joints (ISO 17637:2003) (Ergitme kaynaklarının tahribatsız muayenesi - Ergitme kaynaklı birleştirmelerin gözle muayene)
EN ISO 17638 Non-destructive testing of welds - Magnetic particle testing (ISO 17638:2003) (Kaynakların tahribatsız muayenesi- Manyetik parçacık muayenesi)
EN ISO 17640 Non-destructive testing of welds - Ultrasonic testing - Techniques, testing levels, and assessment (ISO 17640: 2010) (Kaynakların tahribatsız muayenesi - Ultrasonik muayene -Teknikler,deney sınırları ve değerlendirme)
EN ISO 23277 Non-destructive testing of welds - Penetrant testing of welds - Acceptance levels (ISO 23277: 2006) (Kaynakların tahribatsız muayenesi -Kaynakların penetrant muayenesi-Kabul seviyeleri)
EN ISO 23278 Non-destructive testing of welds - Magnetic particle testing of welds - Acceptance levels (ISO 23278: 2006) (Kaynakların tahribatsız muayenesi-Kaynakların manyetik parçacıkla Muayenesi - Kabul seviyeleri)
3 Terimler ve tarifler Bu standardın amacı bakımından, aşağıda verilen ve EN 12952-1: 2001’de verilen terimler ve tarifler kullanılır.
3.1 MuayeneUygun görülen şekilde, ölçülere göre ölçme veya deney ile birlikte gözlem ve değerlendirme yaparak uygunluk değerlendirmesi EN ISO 9000:2005.
4 Genel organizasyon
4.1 Genelİmalatçı, kazanın bu standardın gerekleri ile uygunluğunun sağlanmasından sorumlu olmalıdır. Uygunluk Çizelge 4.5-1’de ayrıntıları ile verilen bir dizi muayene faaliyetinin tamamlanması ile onaylanmalıdır.
Bu standardda kesin olarak aksi belirtilen durumlar hariç, bir imalatçının çalışmalarına uygulanabilir muayene faaliyetleri, imalat yerinde yapılan çalışmalar için de uygulanabilir olmalıdır.
4.2 Uygunluk değerlendirmesiUygunluk değerlendirmesi yöntemlerinin uygulanmasında kılavuz bilgiler EN 12952-1: 2001, Ek A’da verilmiştir.
4.3 İmalatçının yetkinliğiİmalatçı yetkinliğinin değerlendirilmesi gerekiyorsa, kılavuz bilgiler EN 12952-5: 2011, Ek F’de verilmiştir.
4.4 Donanımın kalibrasyonuİmalatçı, kazanın kalitesini etkileyen imalat ve muayene faaliyetlerinde kullanılan takımların, mastarların, donanım ve diğer ölçme ve deney cihazlarının hassasiyetini belirtilen sınırlar içinde muhafaza etmek amacıyla belirli aralıklarla kontrol, kalibrasyon ve ayarlarının yapılmasını sağlamak için uygun yöntemler tesis etmelidir.
TÜRK STANDARDLARININ TELiF HAKKI TSE'YE AiTTiR. STANDARDIN BU NÜSHASININ KULLANIM iZNi TSE TARAFINDANiS GÜVENLiK MARKETi DAN. SAN. TiC. LTD. STi.'A VERiLMiSTiR. BASILMA TARiHi: 12.05.2014TSE'DEN iZiN ALINMADAN STANDARDIN BiR BÖLÜMÜ/TAMAMI iLTiBAS EDiLEMEZ, ÇOGALTILAMAZ.

ICS 27.040 TS EN 12952-6 – 2012-01EN 12952-6 – 2011
6
Not - Örneğin EN ISO 9000 serisine uygun bir kalibrasyon sisteminin bu gerekleri karşıladığı kabul edilmelidir.
4.5 Muayene faaliyetleriİmalatçı, Çizelge 4.5-1’de verilen faaliyetleri uygulayarak ve doğruluğunu ispatlayarak kazan bileşenlerinin bu standardın gereklerine asgari olarak uygunluğunu doğrulamalıdır.
Not - Uygunluk değerlendirmesi modülüne bağlı olarak verilen bazı muayene faaliyet listeleri yetkili bir kuruluş tarafından ayrıca değerlendirilmelidir. İmalatçıya kılavuzluk yapması için böyle bir yetkili kuruluşun belirli müdahil olması, CR 12952-17’de verilmiştir.
Çizelge 4.5-1 - İmalatçı tarafından uygulanacak muayene faaliyetlerinin listesi
Referans Faaliyet alanı Muayene işlemi1 Tasarım ve genel dokümantasyon
1.1 Tasarım verisi/hesaplamalar
Tasarım verisi/hesaplamaların aşağıda verilenlere uygunluğunun sağlanması:
- Uygulanabildiğinde teknik şartnameler- Bu standardın gerekleri
1.2 İmalat resimleri
Resimlerin aşağıda verilenlere uygunluğunun sağlanması- Tasarım verisi ve hesaplamalar- Uygulanabildiğinde teknik şartnameler- Bu standardın gerekleri
1.3 Satın alma şartnameleri
Malzeme ve bileşen gereklerinin aşağıda verilenlere uygunluğunun sağlanması
- Uygulanabildiğinde teknik şartnameler- İmalat resimleri- Bu standardın gerekleri
1.4 Alt sözleşme parçalarının şartnameleri
Alt sözleşme parçaları için şartnamenin aşağıda verilenlere uygunluğunun sağlanması
- Uygulanabildiğinde teknik şartnameler- İmalat resimleri
- Bu standardın gerekleri2 Malzeme
2.1 Malzeme belgeleri Belge bilgileri ve sonuçların tasarım gerekleri ile uygunluğunun doğrulanması
2.2 Kaynak sarf malzemeleri Sarf malzemelerinin tasarım özeliklerine göre kullanıldığının doğrulanması
2.3 Malzeme tanımlaması Malzemelerin malzeme belgesi ile tanımlanması ve işaretlerin kontrol edilmesi
TÜRK STANDARDLARININ TELiF HAKKI TSE'YE AiTTiR. STANDARDIN BU NÜSHASININ KULLANIM iZNi TSE TARAFINDANiS GÜVENLiK MARKETi DAN. SAN. TiC. LTD. STi.'A VERiLMiSTiR. BASILMA TARiHi: 12.05.2014TSE'DEN iZiN ALINMADAN STANDARDIN BiR BÖLÜMÜ/TAMAMI iLTiBAS EDiLEMEZ, ÇOGALTILAMAZ.

ICS 27.040 TS EN 12952-6 – 2012-01EN 12952-6 – 2011
7
Çizelge 4.5-1 (devamı)
Referans Faaliyet alanı Muayene işlemi2.4 Tanımlama işaretlerinin transferi Tanımlama işaretlerinin transferi onaylanmış bir işleme göre
yapılmasının sağlanması2.5 Alt sözleşme parçalarının kabulü Alt sözleşme parçalarının imalatçı gereklerine uygunluğunun
doğrulanması3 İmalat ve kaynak
3.1 Kaynak işlemi gerekleri Uygun kaynak gereklerinin varlığının ve bunların kaynak işlemi onayı ile uygunluğun doğrulanması
3.2 Kaynak işlemi yeterlilik onayları Kaynak yöntemlerinin malzeme ve kaynak uygulama alanı ile uyumluluğu ve bunların yetkili bir otorite tarafından onaylandığının doğrulanması
3.3 Kaynakçı yeterliliği onayı Kaynakçıların yeterliliğinin yetkili bir otorite tarafından onaylandığının ve bu onayların mevcut ve geçerli olduğunun doğrulanması
3.4 Şekillendirme yöntemleri Şekillendirme yöntemlerinin mevcudiyeti, uygulanabilirliği ve şekillendirilecek mamul kapsamlarının uygunluğunun doğrulanması
3.5 Kaynak ağızları (birleştirme yerlerinin) hazırlanması
Alevle kesmenin kullanıldığı malzeme kenarlarının kontrolü ve makine ile hazırlanmış yerlerin doğru şekilli olduğunun doğrulanması
3.6 Şekillendirilmiş parçalar Şekillendirilmiş parçaların EN 12952-5:2011, Madde 7’de verilen gereklere göre kontrolü
3.7 Kaynak dikişi düzeni Boyutsal kontroller dahil kaynak dikişlerinin kontrolü3.8 Kaynak kökü dikişi Uygulanabildiğinde kaynağın ilk tarafı tamamlandıktan ve
kök dikiş temizlendikten sonra ikinci tarafının kontrolüİmalat deney levhalarının tanımlanması ve işaretlenmesiBileşenden bağımsız olan imalat deney levhaları üzerindeki her hangi bir kaynak sonrası ısıl işlemin (KSIİ) bileşene uygulanan özel ısıl işlem ile uygunluğunun doğrulanmasıİmalat deney levhası üzerindeki tahribatsız muayene raporlarının kontrolüMekanik deneyler için imalat deney levhalarından alınan deney numunelerinin tanımlanması ve işaretlenmesi
3.9 İmalat deney levhaları (varsa)
Mekanik deneylerden elde edilen deney bilgileri ve sonuçlarının bu standardın gereklerine uygunluğunun doğrulanması
4 Kaynakların tahribatsız muayenesi4.1 Tahribatsız muayene yöntemleri Uygun tahribatsız muayene yöntemlerinin varlığı ve
uygulayıcının uygunluğuna dair gereklerinin sağlanmasının doğrulanması
4.2 Tahribatsız muayene operatörünün yeterliliği
Tahribatsız muayene operatörünün şartlarının uygunluğunun sağlanmasıRadyografi filmlerinin dikkatlice muayenesi ve kabul kriterlerine uygunluğun kontrolü
4.3 Tahribatsız muayene işlemi
Operatörün ultrasonik muayene raporlarının dikkatlice kontrolü
4.4 Tahribatsız muayene raporları Bilgi ve sonuçların kabul kriterine uygunluğunun doğrulanması
5 Kaynak sonrası ısıl işlem (KSIİ)5.1 KSIİ yöntemleri Kaynak sonrası ısıl işlem yöntemlerinin bu standarda
uygunluğunun doğrulanması5.2 KSIİ kayıtları Sıcaklık/zaman kayıtlarının bu standardın gereklerine
uygunluğunun doğrulanması6 Son muayene ve işaretleme
6.1 Hidrostatik basınç deneyi öncesi muayene
Hidrostatik basınç deneyinden önce ulaşılabilir bileşenin tamamlanması sonrası boyut kontrolü, parçaların gözle kontrolü ve tanımlanmasının yapılması
6.2 Hidrostatik basınç deneyi Son hidrostatik basınç deneyinin bu standardın gereklerine göre yapılmasının sağlanması
TÜRK STANDARDLARININ TELiF HAKKI TSE'YE AiTTiR. STANDARDIN BU NÜSHASININ KULLANIM iZNi TSE TARAFINDANiS GÜVENLiK MARKETi DAN. SAN. TiC. LTD. STi.'A VERiLMiSTiR. BASILMA TARiHi: 12.05.2014TSE'DEN iZiN ALINMADAN STANDARDIN BiR BÖLÜMÜ/TAMAMI iLTiBAS EDiLEMEZ, ÇOGALTILAMAZ.
ICS 27.040 TS EN 12952-6 – 2012-01EN 12952-6 – 2011
8
Çizelge 4.5-1 (devamı)
Referans Faaliyet alanı Muayene işlemiHidrostatik basınç deneyinin tamamlanmasından sonra gözle kontrolün yapılması
6.3 Hidrostatik basınç deneyi sonrası muayene
Tanıtım etiketi üzerindeki işaretlerin kontrol edilmesi6.4 Emniyet cihazları Emniyet donanımı gereklerinin sağlanması6.5 İmalatçı veri dosyası Veri dosyası tamamlanmasının sağlanması (Madde 11)
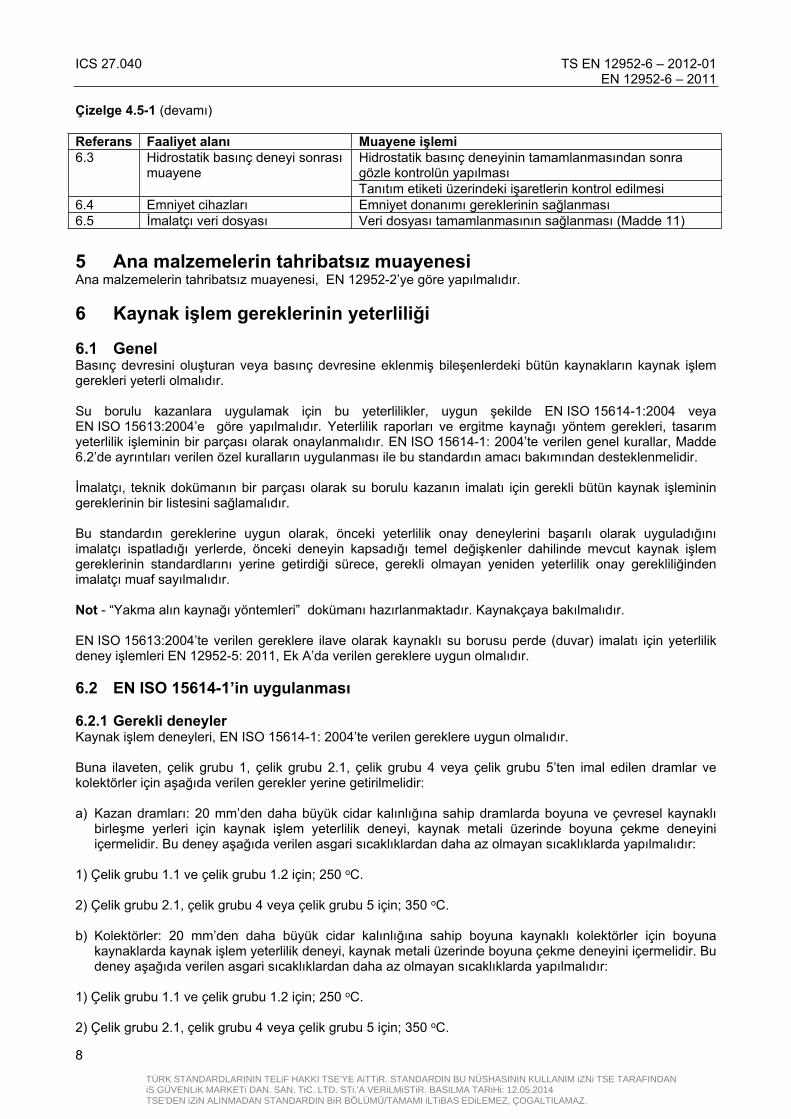
5 Ana malzemelerin tahribatsız muayenesiAna malzemelerin tahribatsız muayenesi, EN 12952-2’ye göre yapılmalıdır.
6 Kaynak işlem gereklerinin yeterliliği
6.1 GenelBasınç devresini oluşturan veya basınç devresine eklenmiş bileşenlerdeki bütün kaynakların kaynak işlem gerekleri yeterli olmalıdır.
Su borulu kazanlara uygulamak için bu yeterlilikler, uygun şekilde EN ISO 15614-1:2004 veya EN ISO 15613:2004’e göre yapılmalıdır. Yeterlilik raporları ve ergitme kaynağı yöntem gerekleri, tasarım yeterlilik işleminin bir parçası olarak onaylanmalıdır. EN ISO 15614-1: 2004’te verilen genel kurallar, Madde 6.2’de ayrıntıları verilen özel kuralların uygulanması ile bu standardın amacı bakımından desteklenmelidir.
İmalatçı, teknik dokümanın bir parçası olarak su borulu kazanın imalatı için gerekli bütün kaynak işleminin gereklerinin bir listesini sağlamalıdır.
Bu standardın gereklerine uygun olarak, önceki yeterlilik onay deneylerini başarılı olarak uyguladığını imalatçı ispatladığı yerlerde, önceki deneyin kapsadığı temel değişkenler dahilinde mevcut kaynak işlem gereklerinin standardlarını yerine getirdiği sürece, gerekli olmayan yeniden yeterlilik onay gerekliliğinden imalatçı muaf sayılmalıdır.
Not - “Yakma alın kaynağı yöntemleri” dokümanı hazırlanmaktadır. Kaynakçaya bakılmalıdır.
EN ISO 15613:2004’te verilen gereklere ilave olarak kaynaklı su borusu perde (duvar) imalatı için yeterlilik deney işlemleri EN 12952-5: 2011, Ek A’da verilen gereklere uygun olmalıdır.
6.2 EN ISO 15614-1’in uygulanması
6.2.1 Gerekli deneylerKaynak işlem deneyleri, EN ISO 15614-1: 2004’te verilen gereklere uygun olmalıdır.
Buna ilaveten, çelik grubu 1, çelik grubu 2.1, çelik grubu 4 veya çelik grubu 5’ten imal edilen dramlar ve kolektörler için aşağıda verilen gerekler yerine getirilmelidir:
a) Kazan dramları: 20 mm’den daha büyük cidar kalınlığına sahip dramlarda boyuna ve çevresel kaynaklı birleşme yerleri için kaynak işlem yeterlilik deneyi, kaynak metali üzerinde boyuna çekme deneyini içermelidir. Bu deney aşağıda verilen asgari sıcaklıklardan daha az olmayan sıcaklıklarda yapılmalıdır:
1) Çelik grubu 1.1 ve çelik grubu 1.2 için; 250 oC.
2) Çelik grubu 2.1, çelik grubu 4 veya çelik grubu 5 için; 350 oC.
b) Kolektörler: 20 mm’den daha büyük cidar kalınlığına sahip boyuna kaynaklı kolektörler için boyuna kaynaklarda kaynak işlem yeterlilik deneyi, kaynak metali üzerinde boyuna çekme deneyini içermelidir. Bu deney aşağıda verilen asgari sıcaklıklardan daha az olmayan sıcaklıklarda yapılmalıdır:
1) Çelik grubu 1.1 ve çelik grubu 1.2 için; 250 oC.
2) Çelik grubu 2.1, çelik grubu 4 veya çelik grubu 5 için; 350 oC.
TÜRK STANDARDLARININ TELiF HAKKI TSE'YE AiTTiR. STANDARDIN BU NÜSHASININ KULLANIM iZNi TSE TARAFINDANiS GÜVENLiK MARKETi DAN. SAN. TiC. LTD. STi.'A VERiLMiSTiR. BASILMA TARiHi: 12.05.2014TSE'DEN iZiN ALINMADAN STANDARDIN BiR BÖLÜMÜ/TAMAMI iLTiBAS EDiLEMEZ, ÇOGALTILAMAZ.

ICS 27.040 TS EN 12952-6 – 2012-01EN 12952-6 – 2011
9
6.2.2 Mekanik deneyler
6.2.2.1 GenelKaynak işlemi yeterliliği sırasındaki bütün mekanik deneyler EN ISO 15614-1: 2004’e göre yapılmalıdır.
Charpy V çentikli darbe deneyleri EN ISO 148-1’e göre oda sıcaklığında yapılmalıdır.
Elde edilen deney sonuçları EN ISO 15614-1: 2004 ve Madde 6.2.2.2 ila Madde 6.2.2.5’te tanımlandığı gibi olmalıdır.6.2.2.2 Kaynak metali üzerindeki boyuna çekme deneyleriDeney sonucu, deney sıcaklığında (Madde 6.2.1) ana malzeme için verilen asgari Rp0,2 değerini karşılamalıdır.
6.2.2.3 Enine çekme deneyiDeney sonuçları, deney sırasında kırılmanın oluştuğu yerin konumuna bağlı olarak aşağıda verilen gerekleri karşılamalıdır:
- Kırılma ana malzemede oluşursa, yeterlilik işleminde kullanılan ilgili ana malzeme için belirlenen asgari kritik çekme dayanımını,
- Kırılma kaynakta oluşursa, yeterlilik işleminde kullanılan ilgili ana malzeme için belirlenen asgari kritik çekme dayanımı veya yaklaşık akma gerilmesini (Rp0,2) esas alan tasarımlar için yeterlilikte kullanılan ilgili ana malzeme için belirlenen asgari kritik çekme dayanımının % 90’nını.
6.2.2.4 Charpy V-çentikli darbe deneyiDeney sonuçları, ana malzeme ve deneyin uygulanma konumuna bağlı olarak aşağıda verilen gerekleri karşılamalıdır:
a) Ferritik çelikler için:
1) Kaynak dolgusundaki Charpy V-çentikli darbe deneyi:
- Asgari ortalama değer: Deney sıcaklığında (oda sıcaklığı) kaynak işlemi yeterliliğinde kullanılan ana malzeme için verilen ortalama değer,- Asgari tek değer: Bir tek değer asgari ortalama değer için gerekli değerden daha küçük olabilir, ancak asgari ortalama değerin % 70’inden daha küçük olamaz.
2)Isıdan etkilenen bölgedeki Charpy V-çentikli darbe deneyi:
- 24 J’ ün müsaade edildiği çelik grubu 6 hariç, 27 J’lük asgari ortalama değer,- Asgari tek değer: Bir tek değer asgari ortalama değer için gerekli değerden daha küçük olabilir, ancak 21 J’den veya çelik grubu 6 için 19 J’den daha az olamaz.
b) Östenitik çelikler için:
Östenitik çelikler için darbe deneyi gerekli değildir.
6.2.2.5 Sertlik kontrolüAna malzemeye ve EN 12952-5: 2011’in Madde 10.4’üne göre kaynak sonrası ısıl işlemin gerekli olup olmadığına bağlı olarak sertlik değerleri EN ISO 15614-1:2004’te belirtildiği gibi olmalıdır.
Isıl işleme tâbi tutulmamış çelik grubu 5 için azami sertlik değeri 380 HV10’u aşmamalıdır.
EN ISO 15614-1: 2004’te belirtildiği gibi bükme deneyleri ve Madde 6.2.2.4’te belirtildiği gibi darbe deneylerine uygun olarak kaynağın sünekliği yeterli olduğunun gösterilmiş olması şartıyla ısıdan etkilenen bölgenin sertliğindeki bölgesel sapmalar kabul edilmelidir.
6.2.2.6 Farklı birleşme yerleriFarklı birleşme yerleri durumunda, kaynak metali değerleri Madde 6.2.2.2, Madde 6.2.2.3 ve Madde 6.2.2.4’te gerektirdiği gibi ana malzeme için verilen asgari değerlerin daha küçüğünü karşılamalıdır.
TÜRK STANDARDLARININ TELiF HAKKI TSE'YE AiTTiR. STANDARDIN BU NÜSHASININ KULLANIM iZNi TSE TARAFINDANiS GÜVENLiK MARKETi DAN. SAN. TiC. LTD. STi.'A VERiLMiSTiR. BASILMA TARiHi: 12.05.2014TSE'DEN iZiN ALINMADAN STANDARDIN BiR BÖLÜMÜ/TAMAMI iLTiBAS EDiLEMEZ, ÇOGALTILAMAZ.
ICS 27.040 TS EN 12952-6 – 2012-01EN 12952-6 – 2011
10
7 Kaynakçı ve kaynak operatörünün yeterlilik onayıBu standarda göre imal edilen su borulu kazanların basınca maruz kalan parçalarının kaynağı ile ilgili bütün kaynakçı ve kaynak operatörleri, çalışacakları kaynak tiplerini doğru ve sızdırmaz olarak yapabilme kabiliyetlerini göstermeleri için tasarlanmış, kaynakçı yeterlilik deneyini geçmelidir.
Kaynakçı ve kaynak operatörü yeterlilik deneyi EN 287-1: 2004 veya EN 1418:1997, Madde 4.2.1 ve Madde 4.2.2’den uygun olana göre yapılmalı, kaydedilmeli ve rapor edilmelidir. Kaynakçıların yeterlilik deneyinin doğrulanması son muayenenin bir parçasıdır.
Bir kaynakçı ve/veya kaynak operatörü EN 287-1:2004 veya EN 1418:1997, Madde 4.2.1 ve Madde 4.2.2’den uygun olana göre alın kaynağı için yeterli bulunduğunda, EN 287-1:2004 veya EN 1418:1997, Madde 4.2.1 ve Madde 4.2.2’den uygun olana göre kaynak operatörü yeterliliği veya kaynakçı yeterliliği onay aralığında, kaynak işlemleri yapılması şartıyla branşmanlar (kısımların), nozullar veya bağlantı elemanları kaynağı için ilave bir yeterliliğe gerek yoktur.
Yeterlilik deneylerinin kayıtları ile birlikte kaynakçı ve kaynak operatörlerinin bir listesi, su borulu kazanların imalatında görev alan herhangi bir kaynakçının yeterliliğinin ispatlanması gerekli görülen imalatçı tarafından muhafaza edilmelidir.
8 Dramlar için imalat deney levhaları 8.1 Genelİmalat deney levhaları için kullanılan malzeme, su borulu kazan dramlarının imalatında kullanılan malzemeler ile aynı standard ve derece veya aynı gereklere uyumlu olmalıdır. Asgari olarak, levhalar, aynı çelik imalat işleminden olmalı ve dram levhaları gibi aynı anma kalınlığına sahip olmalıdır. Mümkün olduğunda levhalar, dramın imalatı için kullanılan ile aynı dökümden seçilmiş olmalıdır.
Deney levhalarının boyutları Madde 8.3.2’de gerekli görülen bütün deney numunelerini hazırlamaya imkan vermek için yeterli büyüklükte olmalı ve hiçbir durumda uzunluğu 350 mm’den daha kısa olmamalıdır.
Uygun olan herhangi bir yere, imalat deneyi levhası üzerinde yapılan kaynağın kesintisiz boylamasına kaynak olacak şekilde dram levhasına, deney levhaları takılmalıdır.
İmalat deney levhaları, imalat kaynaklarına uygulanan benzer kaynak sonrası ısıl işlem veya gerilme giderme işlemine tabi tutulmalıdır.
8.2 İmalat deney levhalarının sayısıGerekli imalat deney levhalarının sayısı aşağıda verildiği gibi olmalıdır:
a) Boyuna kaynaklar: Her dram ve her kolektörde her yöntem yeterliliği için bir imalat deney levhası,b) Çevresel kaynaklar: Kaynak işlemi yeterliliği dramın boyuna dikişi ile aynı ise, ilave imalat deney
levhasına gerek yoktur. Kaynak işlemi yeterliliği, boyuna birleştirme yerinden farklı ise, bu durumda, her bir yılda her kaynak işlemi yeterliliği için bir imalat deney levhası uygulaması yapılmalıdır.
8.3 Gerekli deneyler
8.3.1 Tahribatsız muayeneDeney levhaları, temsil ettikleri imalat kaynakları ile özdeş tahribatsız muayeneye tabi tutulmalıdır.
8.3.2 Tahribatlı deneylerDeney levhaları ve deney yöntemleri, kaynak işlemi yeterliliği için EN ISO 15614-1’de verilen gereklere uygun olarak yapılmalıdır.
Aşağıda verilen tahribatlı deney, her bir imalat deney levhası üzerinde uygulanmalıdır:
a) Oda sıcaklığında 1 enine çekme deneyi,b) 20 mm’den eşit veya daha büyük kalınlığındaki imalat deney levhaları için kaynak metali üzerinde 1
boyuna çekme deneyi,c) 1 enine kök (kaynak) bükme deneyi,d) 1 enine yüzey bükme deneyi,
TÜRK STANDARDLARININ TELiF HAKKI TSE'YE AiTTiR. STANDARDIN BU NÜSHASININ KULLANIM iZNi TSE TARAFINDANiS GÜVENLiK MARKETi DAN. SAN. TiC. LTD. STi.'A VERiLMiSTiR. BASILMA TARiHi: 12.05.2014TSE'DEN iZiN ALINMADAN STANDARDIN BiR BÖLÜMÜ/TAMAMI iLTiBAS EDiLEMEZ, ÇOGALTILAMAZ.
ICS 27.040 TS EN 12952-6 – 2012-01EN 12952-6 – 2011
11
e) 1 enine kenar bükme deneyi,f) Ana metalin kalınlığına bağlı olarak deney numunelerinin sayısı, dolgu malzemesi üzerinde oda
sıcaklığında Charpy V-çentikli darbe deneyleri serileri:
1) 50 mm’ye eşit veya daha az kalınlık için 3 adet numune -orta kalınlıkta alınmış, 2) 50 mm’den daha büyük kalınlık için 6 adet numune- orta kalınlıkta 3 adet ve malzeme yüzeyinde 3 adet.
g) Ana metalin kalınlığına bağlı olarak deney numunelerinin sayısı, ısıdan etkilenen bölgede oda sıcaklığında Charpy V-çentikli darbe deneyi serileri:
1) 50 mm’ye eşit veya daha az kalınlık için 3 adet numune- orta kalınlıkta alınmış,2) 50 mm’den daha büyük kalınlık için 6 adet numune - orta kalınlıkta 3 adet ve malzeme yüzeyinde 3 adet.
h) 1 Büyüteçle (mikroskopik) kontrol,i) EN ISO 15614-1’e göre 1 sertlik deneyi.
8.4 Kabul kriterleri
8.4.1 Tahribatsız muayenelerİmalat deney levhalarının tahribatsız muayenelerinden elde edilen sonuçlar, imalat kaynakları için gerekli görülen kabul kriterlerinin aynısını karşılamalıdır.
8.4.2 Enine çekme deneyiDeney sonuçları, deney sırasında kırılmanın oluştuğu yerdeki konuma bağlı olarak aşağıda verilen gerekleri karşılamalıdır:
- Kırılma ana malzemede oluşursa: İlgili ana malzeme için verilen asgari kritik çekme dayanımını,- Kırılma kaynakta oluşursa: İlgili ana malzeme için verilen asgari kritik çekme dayanımı veya Rp0,2 yaklaşık
akma gerilmesi esasına dayanan tasarımlar için veya ilgili ana malzeme için verilen asgari kritik çekme dayanımının % 90’nını.
8.4.3 Kaynak metali üzerinde boyuna çekme deneyiDeney sonuçları, tasarım sıcaklığında ana malzeme için verilen asgari Rp0,2 değerini karşılamalıdır.
8.4.4 Bükme deneyleriDeney sırasında deney numuneleri, herhangi bir yönde 3 mm’den daha büyük açık kusurları göstermemelidir. Deney sırasında deney numunesinin köşelerinde görülen kusurlar, değerlendirmede ihmal edilmelidir.
8.4.5 Darbe değerleriFerritik çelikler için deneylerin yapıldığı yerlerin konumu ve ana metale bağlı olarak, deney sonuçları aşağıda verilen gerekleri karşılamalıdır:
a) Kaynak dolgusunda Charpy V- çentik darbe deneyleri:
1) Asgari ortalama değer: Deney sıcaklığında kaynak işlemi yeterliliğinde kullanılan ana malzeme için verilen ortalama değer,2) Asgari tek değer: Bir tek değer asgari ortalama değer için gerekli değerden daha küçük olabilir, ancak asgari ortalama değerin % 70’inden daha az olmamalıdır.
b) Isıdan etkilenen bölgede Charpy V-çentikli darbe deneyleri:
1) Asgari ortalama değer: 24 J’lük değere müsaade edildiği çelik grubu 6 hariç, 27 J,2) Asgari tek değer: Bir tek değer, asgari ortalama değer için gerekli değerden daha küçük olabilir, ancak, 21 J’den veya çelik grubu 6 için 19 J’den daha az olmamalıdır.
8.4.6 Büyüteçle (mikroskopik) kontrolTespit edilen kusurlar, Madde 9.3 ve Madde 9.4’te verilen kabul seviyelerine uygun olarak kabul edilmelidir.
TÜRK STANDARDLARININ TELiF HAKKI TSE'YE AiTTiR. STANDARDIN BU NÜSHASININ KULLANIM iZNi TSE TARAFINDANiS GÜVENLiK MARKETi DAN. SAN. TiC. LTD. STi.'A VERiLMiSTiR. BASILMA TARiHi: 12.05.2014TSE'DEN iZiN ALINMADAN STANDARDIN BiR BÖLÜMÜ/TAMAMI iLTiBAS EDiLEMEZ, ÇOGALTILAMAZ.

ICS 27.040 TS EN 12952-6 – 2012-01EN 12952-6 – 2011
12
İlave olarak, çok katmanlı kaynaklarda kaynak dolgusunun sıralaması kontrol edilmeli ve ilgili kaynak işlemi şartnamesinde tanımlananlardan, kaynak dikişi şeklinde veya katman sıralamasında önemli sapma göstermemelidir.
8.4.7 Sertlik kontrolüKaynak sonrası ısıl işlem görmemiş durumlar için, kabul edilebilir azami sertlik değeri 350 HV10 olmalıdır. Kaynak sonrası ısıl işlem uygulanan yerlerde, kabul edilebilir azami değer 320 HV10 olmalıdır.
Kaynağın sünekliği, Madde 8.4.4’te belirtilen bükme deneylerine ve Madde 8.4.5’te belirtilen darbe deneylerine göre yeterli olduğu gösterilmiş olması şartıyla, ısıdan etkilenen bölgeye ait belirli sertlik değerlerinin üstündeki bölgesel sapmalar kabul edilmelidir.
8.4.8 Farklı ana malzemelerin ek yerleriFarklı ana malzemelerin birleştirilmesi durumunda kaynak metali değerleri Madde 8.4.2, Madde 8.4.3, Madde 8.4.5 ve Madde 8.4.7’de belirtilen ana malzeme için belirtilen asgari değerlerin daha küçük olanı karşılamalıdır.
8.5 Sonuçların uygun olmaması
8.5.1 Genelİmalat deney levhası üzerinde uygulanan herhangi bir deneyden, elde edilen sonuçlar Madde 8.4’te verilen gereklere uygun olmazsa, kusurun nedenleri, gerekli görülen her hangi düzeltici tedbirlerin kazan emniyetine zarar vermeyeceğini garanti eden imalatçı tarafından araştırılmalıdır.
Tahribatlı muayene kusuru, muayene edilen kısımdaki kaynak kusurlarına bağlı olduğunda, iki benzer ilave deney daha yapılmalıdır:
- Her iki tekrarlanan deney Madde 8.4’te verilen gereklere uygunsa, deney sonuçlarının bu standarda uygun olduğu kabul edilmelidir.
- Her iki tekrarlanan deney Madde 8.4’te verilen gereklere uymazsa, nedeni, gerekli her hangi düzeltici tedbirlerin kazan emniyetine zarar vermeyeceğini garanti eden imalatçı tarafından araştırılmalıdır.
8.5.2 Charpy V-çentikli darbe deneyleri için özel durum Tekrarlanan Charpy V-çentikli darbe deney sonuçlarının, Madde 8.4.5’te verilen gerekleri yerine getirmemesi durumunda, a) veya b)‘de verilen şartlara müsaade edilmelidir:
a) İmalatçı, önemli bir kötü etkiye yol açmaması ve kazan dramlarının parçalarını temsil eden numuneye aynı ısıl işlem sıralaması uygulaması şartıyla, imalat deneyi levhalarına ilave ( daha fazla) ısıl işlem uygulamalıdır. Tekrarlanan ısıl işlemden sonra, imalat deney levhası üzerinde uygulanması gerekli bütün deneyler yapılmalıdır. Sonuçlar ilk gereklere uygun olmalıdır.
b) Madde 8.4.5’te belirtilenden daha düşük özel Charpy V-çentikli değerlere sahip deney numuneleri ile temsil edilen kaynaklar, darbe deneyi sonuçlarının seviyesi ve kaynak kalitesinin ve belirlenen nedenin değerlendirilmesi sonrası istenen amaca uygun olarak kabul edilmelidir.
Not - Kırılma mekaniği deneyi ile ilgili bu standardda gerekler yoktur. Bu tür deneylerin uygulandığı yerlerde, kazanın emniyetine zarar vermediği (yöntemlerin kullanılması ile) garanti edilen en son beceri yöntemleri kullanılarak bu deneyler imalatçının sorumluluğunda yapılmalıdır.
9 Kaynakların tahribatsız muayenesi
9.1 Tahribatsız muayenesinin tipi ve kapsamı
9.1.1 GenelTahribatsız muayeneler (NDT) deneyimli personel tarafından yazılı bir işlem takip edilerek yapılmalıdır. Yorumlama, değerlendirme ve rapor dahil, tahribatsız muayeneden sorumlu personel Madde 9.2’de verilen gereklere göre belgelendirilmelidir.
Su borulu kazanların imalatında ve montajında yapılan bütün kaynaklar, gözle kontrole tabi tutulmalıdır.
TÜRK STANDARDLARININ TELiF HAKKI TSE'YE AiTTiR. STANDARDIN BU NÜSHASININ KULLANIM iZNi TSE TARAFINDANiS GÜVENLiK MARKETi DAN. SAN. TiC. LTD. STi.'A VERiLMiSTiR. BASILMA TARiHi: 12.05.2014TSE'DEN iZiN ALINMADAN STANDARDIN BiR BÖLÜMÜ/TAMAMI iLTiBAS EDiLEMEZ, ÇOGALTILAMAZ.

ICS 27.040 TS EN 12952-6 – 2012-01EN 12952-6 – 2011
13
Su borulu kazanların her bileşeni üzerinde Madde 9.1.2, Madde 9.1.3 ve Madde 9.1.4’te verildiği gibi tahribatsız muayeneler aşağıda verilen kapsamda uygulanmalıdır:
a) Yüzey kusurlarını tespit etme: 1) Dramlar üzerinde: Manyetik parçacık deneyi kullanılmalıdır,2) Kolektör ve borular üzerinde: Çelik grubu 1 ve çelik grubu 8 ve nufuziyet (penetrant) deneyinin
kullanılabildiği yerlerde, çelik grubu 2 ve çelik grubu 5 için 80 mm’ye eşit veya daha küçük anma çaplı kolektörler üzerindeki boru diplerinin basınçlı bağlantı kaynakları durumları hariç manyetik parçacık deneyi kullanılmalıdır.
b) Hacimsel kusurun belirlenmesi:
1) Genelde, ferritik çelikler için radyografik muayene yerine ultrasonik muayene tercih edilmelidir. Hacimsel kusur belirleme gerekleri Madde 9.1.2, Madde 9.1.3 ve Madde 9.1.4’te belirtilmiştir.
Çelik grubu 1.1 ve çelik grubu 1.2 için kaynakların gerekli tahribatsız muayenesi, her hangi gerekli kaynak sonrası ısıl işlemden önce ve sonra yapılmalıdır. Diğer bütün malzemeler için kaynakların gerekli tahribatsız muayenesi, son kaynak sonrası ısıl işlemden önce deneyin yapılabileceği, 13 mm’den daha küçük anma kalınlığı ve 120 mm’den küçük dış çaplı çelik grubu 5.1 ve çelik grubu 5.2 borulardaki çevresel kaynaklar durumu hariç her hangi gerekli kaynak sonrası ısıl işlemden sonra uygulanmalıdır.
Madde 9.1.2, Madde 9.1.3 ve Madde 9.1.4’te verilen tahribatsız muayene, % 10 esasına göre belirlendiğinde deney için seçilen kaynaklar, ilgili bileşen üzerinde her kaynak işlemi şartnamesi için her kaynakçının çalışmasından örnek içermelidir. Bu durumda, tamamen kontrol edilecek kaynak sayıları, asgari olarak aynı bileşen üzerinde aynı kaynak işlemi şartnamesini takip eden bu kaynakçı tarafından yapılan toplam kaynak sayılarının % 10’u olmalıdır.
Bu standard, kaynakların % 10’u üzerinde tahribatsız muayeneyi gerekli kıldığı yerlerde ve Madde 9.3 ve Madde 9.4’te verilen kabul seviyelerine uymayan kusurları deney gösterdiğinde, ilgili kaynakçı için deney yüzde oranı Madde 9.1.5’e uygun olarak arttırılmalıdır.
Kontrol edilen kaynaklar Madde 9.3 ve Madde 9.4’te verilen kabul seviyelerine uymayan kusurlar gösterdiğinde, bu kusurlar onarım yolu ile düzeltilmelidir. Onarımdan sonra, bu kaynaklar, ilk kaynak için belirtilen gereklere uygun olarak kaynak sonrası ısıl işleme tabi tutulmalıdır. Daha sonra, yapılan ilk tahribatsız muayene tekrarlanmalıdır.
9.1.2 DramlarDramlar, Çizelge 9.1-1’de verilen gereklere göre kontrol edilmelidir.
Çizelge 9.1-1 - Dram kaynaklarının tahribatsız muayenesi (NDT)Hacimsel kusuru belirleme
Kaynak tipleri Yüzey kusuru belirlemea
Radyografik muayeneyi
Ultrasonik muayenesi
Boyuna ve çevresel kaynaklar % 100 b % 100 c
veya % 100 c
Basınçlı bağlantı kaynaklarıe d 25 mm (tam nüfuziyet) % 100 – % 100 e15 mm e d < 25 mm (tam nüfuziyet) % 100 – % 10 eSızdırmaz kaynaklar dahil, diğer kaynakların hepsi
% 10 – –
Bağlantı parçaları kaynaklarıYük taşıyan % 100 Yük taşımayan % 10 a) Manyetik parçacık deneyi; gerekli ise PT deneyi erişebilir olmayan ile.
b) Çelik grubu 1.1 ve 1.2 ve makine ile kaynaklar için kalınlık (e) 25 mm ise: % 10’a ilave olarak T birleştirmeler ( T birleştirmeler için 250 mm’lik bir uzunluktan daha fazla).
c) Çelik Grubu 4 için sadece ultrasonik muayeneye müsaade edilir.
TÜRK STANDARDLARININ TELiF HAKKI TSE'YE AiTTiR. STANDARDIN BU NÜSHASININ KULLANIM iZNi TSE TARAFINDANiS GÜVENLiK MARKETi DAN. SAN. TiC. LTD. STi.'A VERiLMiSTiR. BASILMA TARiHi: 12.05.2014TSE'DEN iZiN ALINMADAN STANDARDIN BiR BÖLÜMÜ/TAMAMI iLTiBAS EDiLEMEZ, ÇOGALTILAMAZ.

ICS 27.040 TS EN 12952-6 – 2012-01EN 12952-6 – 2011
14
d) e, basınçlı bağlantının kalınlığıdır.
e) do < 142 mm ise ultrasonik muayeneye gerek yoktur.
9.1.3 KolektörlerKolektörler Çizelge 9.1-2’de verilen gereklere göre kontrol edilmelidir.
Çizelge 9.1-2 - Kolektör kaynaklarının tahribatsız muayenesi NDTHacimsel kusuru belirleme
Kaynak tipleri Yüzey kusurunu belirleme a Radyografik
muayeneyi Ultrasonik muayenesi
Boyuna ve çevresel kaynaklar % 100 b % 100 c veya % 100 cBasınç bağlantı kaynaklarıe d 25 mm (tam nüfuziyet) % 100 e % 100
c,fveya % 100 c,f
15 mm e d < 25 mm (tam nüfuziyet) % 100 e % 10 c,f veya % 100 c,f
Sızdırmaz kaynaklar dahil diğer kaynakların hepsi
% 10 g – –
Bağlantı parçaları kaynaklarıYük taşıyan % 100 – –Yük taşımayan % 10 – –Başlık levhası kaynakları % 100 – % 100h
a) Manyetik parçacık deneyi, ancak, çelik grubu 1 ve çelik grubu 8 için penetrant deneyi kabul edilebilir.
b) (do) 25 mm kalınlığı ile çelik grubu 1 ve çelik grubu 8 için: çevresel kaynakların % 10’u.
c) Çelik grubu 4 ve çelik grubu 6 için sadece ultrasonik muayeneye müsaade edilir.
d) e, basınçlı bağlantının kalınlığıdır.
e) Çelik grubu 1 ve çelik grubu 8 için sadece % 10.
f) do < 142 mm ise hacimsel kusur tespitine gerek yoktur.
g) Anma çapı do 80 mm olan çelik grubu 2 ve 5 deki boru dipleri için penetrant deneyi ayrıca kabul edilebilir.
h) Sadece, dış çap do > 70 mm’ye sahip kaynakların tam nüfuziyeti (penetrant) ve başlık levhası için kalınlık e > 8 mm.
9.1.4 BorularBorular Çizelge 9.1-3’te verilen gereklere göre kontrol edilmelidir. Her kaynak başına 1 kısmi görüntü almanın yeterli olduğu eliptik radyografik teknik kullanarak deneye tabi tutulan do < 76,1 mm’li kazan borularında çevresel kaynaklar için, Çizelge 9.1-3’te yüzde oranı, kaynak sayıları ile ilgilidir.
TÜRK STANDARDLARININ TELiF HAKKI TSE'YE AiTTiR. STANDARDIN BU NÜSHASININ KULLANIM iZNi TSE TARAFINDANiS GÜVENLiK MARKETi DAN. SAN. TiC. LTD. STi.'A VERiLMiSTiR. BASILMA TARiHi: 12.05.2014TSE'DEN iZiN ALINMADAN STANDARDIN BiR BÖLÜMÜ/TAMAMI iLTiBAS EDiLEMEZ, ÇOGALTILAMAZ.

ICS 27.040 TS EN 12952-6 – 2012-01EN 12952-6 – 2011
15
Çizelge 9.1-3 - Boru kaynaklarının NDT’siHacimsel kusur belirleme
Kaynak tipleriYüzey
kusurunu belirlemea
Radyografik muayeneyi
Ultrasonik muayenesi
Çevresel kaynaklare d > 25 mm veya do > 142 mm %100 %100 b c Veya %100 bdo < 76,1 mm’li martensitik ve östenitik çelikler arası benzer olmayan kaynaklar %100 i %100 h i ----
Yakma alın kaynağı ile kaynak edilmiş veya basınçla kaynak edilmiş alın kaynakları
Madde 6.1 Madde 6.1 Madde 6.1
Diğer kaynaklar j – %10 c Veya %10 c veya %10 hBasınç bağlantısı kaynakları e d 25 mm (tam nüfuziyet) %100 b % 100 c e
fVeya % 100 e f
15 mm e d < 25 mm (tam nüfuziyet) %100 b % 10 c e f
Veya % 10 e f
Bütün diğer kaynaklar %10 — —Bağlantı parçaları kaynaklarıYük taşıyan % 100Yük taşımayan % 10 Panel tipi imalatlar için kanat ve borular arası kaynaklar
g — —
a Manyetik parçacık deneyi; PT deneyi gerekli ise erişebilir olmayan ile, çelik grubu 1 için penetrant deneyi kabul edilebilir.b) Çelik grubu 1 ve çelik grubu 8 için sadece % 10.c) Çelik grubu 4 ve çelik grubu 6’da 80 mm üzeri dış çaplar için sadece ultrasonik muayeneye müsaade
edilir.d) e, basınçlı bağlantının kalınlığıdır.e) Ultrasonik muayene mümkün olmadığında ultrasonik muayene yerine radyografik muayene kabul
edilebilir.f) do < 142 mm ise hacimsel kusur tespitine gerek yoktur.g) % 100 gözle muayene ile sınırlandırılmalıdır.h) Eliptik teknik uygulandığında, kaynağın kısmi görüntüsü yeterlidir.i) Makine ile kaynak edilmiş birleştirme yerleri için % 10 muayene alanı yeterlidir.j) Eliptik teknik ot (optik deney) uygulaması durumunda, kısmi görüntü, do < 76,1 mm’ye sahip kaynakların radyografik muayeneyi için yeterlidir.
9.1.5 Tamir durumunda rastgele muayeneyi genişletme işlemiMadde 9.1.2, Madde 9.1.3 ve Madde 9.1.4’te müsaade edildiği gibi % 10 oranında bir tahribatsız muayene uygulandığında ve Madde 9.3 veya Madde 9.4’te verilen gereklere göre deney sonuçları kabul edilemez olduğunda, bu tahribatsız muayenenin genişletme oranı için prensip aşağıda verildiği gibi olmalıdır:a) Deney oranı genişletilmesinin esasları, her bir münferit bileşene, her zaman bu bileşenin imalatında görev
alan her bir kaynakçıya ve aynı tip kaynaklara (benzer kaynak işlem gereklerine yapılan atıf) ilişkin olmalıdır,
b) Rastgele deney yapılırken bir veya birden fazla kaynak Madde 9.3 veya Madde 9.4’te verilen gereklere göre kabul edilemez kusurlar gösterdiğinde, deney her reddedilen kaynak için aynı tipte iki ilave kaynak ile genişletilmelidir,
c) Genişletmenin bütün kaynak kontrolleri kabul edilebilir ise bu durumda, % 10’luk ilk oran sürdürülmelidir,d) İlave deney sırasında bir veya daha fazla kontrol edilen kaynak kabul edilemez olduğunda bu durumda
deney, birinci ilave deney sırasında reddedilen her kaynak için on kaynak ile devam edilmelidir,e) İlave deney işlemi, bütün ilave edilen kaynaklar kabul edilene kadar bu şekilde devam etmelidir,f) İlave deney işlemleri kabul edilemez kaynaklar göstermeye devam ederse ilave deney işlemi, % 100
deney oranı uygulanıncaya kadar arttırılmalıdır.
TÜRK STANDARDLARININ TELiF HAKKI TSE'YE AiTTiR. STANDARDIN BU NÜSHASININ KULLANIM iZNi TSE TARAFINDANiS GÜVENLiK MARKETi DAN. SAN. TiC. LTD. STi.'A VERiLMiSTiR. BASILMA TARiHi: 12.05.2014TSE'DEN iZiN ALINMADAN STANDARDIN BiR BÖLÜMÜ/TAMAMI iLTiBAS EDiLEMEZ, ÇOGALTILAMAZ.

ICS 27.040 TS EN 12952-6 – 2012-01EN 12952-6 – 2011
16
9.2 Tahribatsız muayene (NDT) personelinin yeterlilik onayıTahribatsız deneyden sorumlu personel, yorum, değerlendirme ve rapor dahil EN 473:2008’de verilen genel gereklere uygun olarak belgelendirilmelidir.
EN 473:2008’in uygulanamadığı kazanların son muayenesi ve kaynakların gözle kontrolü için bu gerekler hariç tutulmalıdır.
Manyetik parçacık deneyi, asgari olarak EN 473:2008 seviye 2 yeterliliğindeki personelin doğrudan gözetiminde yapılmalıdır.
Nüfuziyet (penetrant) deneyi, asgari olarak EN 473:2008 seviye 2 yeterliliğindeki personelin doğrudan gözetiminde yapılmalıdır.
Ultrasonik muayenesi, asgari olarak UT için, EN 473.2008 seviye 2 yeterliliğindeki personelin doğrudan gözetiminde yapılmalıdır.
Radyografi filmleri, asgari olarak EN 473:2008 seviye 2 yeterliliğindeki personel tarafından incelenmelidir.
Gözle kontrol, kaynak yüzeyinde ve ısıdan etkilenen bölgede oluşabilecek kusurları tanımlama ve yorumlama için kaynak teknikleri hakkında yeterli bilgiye sahip ve bu standardın tam içeriğine hakim deneyimli personel tarafından yapılmalıdır.
9.3 Yüzey kusurlarının belirlenmesi
9.3.1 Genelİmalat veya montajı sırasında su borulu kazanların muayene uygulaması için kaynaklar, uygun tahribatsız muayeneye tabi tutulması için koruyucu kaplama işlemi, gerekli olmadığı sürece, koruyucu kaplama işlemi görmemiş hali şartlarında kabul edilmelidir.
Çizelge 9.3-1’e göre kabul edilebilir olarak tanımlanamayan bulgular veya çatlak olmaması, erime ve nüfuziyet olmayışı, üst üste binme veya hatalı durma veya tekrar başlama olarak olumlu olarak tanımlanamayan bulgular, diğer yollardan tanımlanmalıdır. Bulgular tanımlanamazsa, bunun bir kusur olduğu kabul edilmeli ve giderilmelidir.
9.3.2 Gözle kontrol Gözle kontrol, EN ISO 17637’ye göre yapılmalıdır.
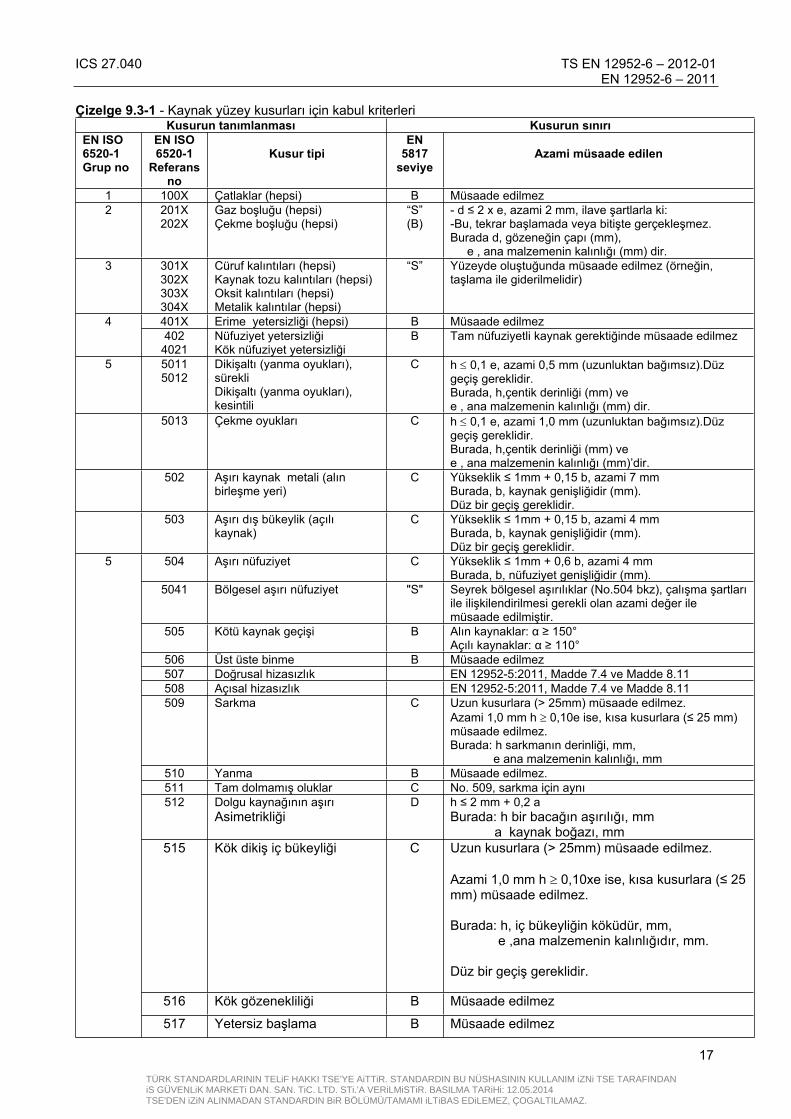
Kaynakların yüzey kusurları için kabul kriterleri, Çizelge 9.3-1’e uygun olmalıdır.
Kaynaklı bileşenlerin yüzeyinde oluşan kusurlar için kabul sınırları, EN ISO 5817 ve EN ISO 6520-1 referans alınarak elde edilmelidir.
Yukarıdaki standardların gereklerine, mevcut su borulu kazan imalatı uygulamasını yansıtacak şekilde ilaveler yapılmıştır. Bunun yapıldığı yerlerde, bir “S” harfi tanımlaması, Çizelge 9.3-1’de “EN ISO 5817 seviye” sütununda değerlendirilmiştir.
Boru kaynaklarına boyuna kanat özel durumu için kabul kriterleri, EN 12952:2011, Ek C’ye göre olmalıdır.
9.3.3 Nufüziyet (penetrant) deneyiNüfuziyet ( penetrant) deneyi, EN 571-1 ve EN ISO 23277 şartlarına uygun olarak yapılmalıdır.
Kabul seviyeleri, EN ISO 23277’ye göre olmalıdır.
9.3.4 Manyetik parçacık deneyiManyetik parçacık deneyi, EN ISO 17638:2009 ve EN ISO 23278 şartlarına uygun olarak yapılmalıdır.
Kabul seviyeleri, EN ISO 23278’e göre olmalıdır.
9.3.5 Kaynak yüzey kusurları için kabul kriterleri
TÜRK STANDARDLARININ TELiF HAKKI TSE'YE AiTTiR. STANDARDIN BU NÜSHASININ KULLANIM iZNi TSE TARAFINDANiS GÜVENLiK MARKETi DAN. SAN. TiC. LTD. STi.'A VERiLMiSTiR. BASILMA TARiHi: 12.05.2014TSE'DEN iZiN ALINMADAN STANDARDIN BiR BÖLÜMÜ/TAMAMI iLTiBAS EDiLEMEZ, ÇOGALTILAMAZ.
ICS 27.040 TS EN 12952-6 – 2012-01EN 12952-6 – 2011
17
Çizelge 9.3-1 - Kaynak yüzey kusurları için kabul kriterleriKusurun tanımlanması Kusurun sınırı
EN ISO 6520-1 Grup no
EN ISO 6520-1
Referans no
Kusur tipiEN
5817 seviye
Azami müsaade edilen
1 100X Çatlaklar (hepsi) B Müsaade edilmez2 201X
202XGaz boşluğu (hepsi)Çekme boşluğu (hepsi)
“S”(B)
- d ≤ 2 x e, azami 2 mm, ilave şartlarla ki:-Bu, tekrar başlamada veya bitişte gerçekleşmez.Burada d, gözeneğin çapı (mm),
e , ana malzemenin kalınlığı (mm) dir.3 301X
302X303X304X
Cüruf kalıntıları (hepsi)Kaynak tozu kalıntıları (hepsi)Oksit kalıntıları (hepsi)Metalik kalıntılar (hepsi)
“S” Yüzeyde oluştuğunda müsaade edilmez (örneğin, taşlama ile giderilmelidir)
401X Erime yetersizliği (hepsi) B Müsaade edilmez4402
4021Nüfuziyet yetersizliğiKök nüfuziyet yetersizliği
B Tam nüfuziyetli kaynak gerektiğinde müsaade edilmez
5 50115012
Dikişaltı (yanma oyukları), sürekliDikişaltı (yanma oyukları), kesintili
C h 0,1 e, azami 0,5 mm (uzunluktan bağımsız).Düz geçiş gereklidir.Burada, h,çentik derinliği (mm) ve e , ana malzemenin kalınlığı (mm) dir.
5013 Çekme oyukları C h 0,1 e, azami 1,0 mm (uzunluktan bağımsız).Düz geçiş gereklidir.Burada, h,çentik derinliği (mm) ve e , ana malzemenin kalınlığı (mm)’dir.
502 Aşırı kaynak metali (alın birleşme yeri)
C Yükseklik ≤ 1mm + 0,15 b, azami 7 mmBurada, b, kaynak genişliğidir (mm).Düz bir geçiş gereklidir.
503 Aşırı dış bükeylik (açılı kaynak)
C Yükseklik ≤ 1mm + 0,15 b, azami 4 mmBurada, b, kaynak genişliğidir (mm).Düz bir geçiş gereklidir.
504 Aşırı nüfuziyet C Yükseklik ≤ 1mm + 0,6 b, azami 4 mmBurada, b, nüfuziyet genişliğidir (mm).
5041 Bölgesel aşırı nüfuziyet "S" Seyrek bölgesel aşırılıklar (No.504 bkz), çalışma şartları ile ilişkilendirilmesi gerekli olan azami değer ile müsaade edilmiştir.
505 Kötü kaynak geçişi B Alın kaynaklar: α ≥ 150°Açılı kaynaklar: α ≥ 110°
506 Üst üste binme B Müsaade edilmez507 Doğrusal hizasızlık EN 12952-5:2011, Madde 7.4 ve Madde 8.11508 Açısal hizasızlık EN 12952-5:2011, Madde 7.4 ve Madde 8.11509 Sarkma C Uzun kusurlara (> 25mm) müsaade edilmez.
Azami 1,0 mm h 0,10e ise, kısa kusurlara (≤ 25 mm) müsaade edilmez.Burada: h sarkmanın derinliği, mm, e ana malzemenin kalınlığı, mm
510 Yanma B Müsaade edilmez.511 Tam dolmamış oluklar C No. 509, sarkma için aynı512 Dolgu kaynağının aşırı
AsimetrikliğiD h ≤ 2 mm + 0,2 a
Burada: h bir bacağın aşırılığı, mm a kaynak boğazı, mm
515 Kök dikiş iç bükeyliği C Uzun kusurlara (> 25mm) müsaade edilmez.
Azami 1,0 mm h 0,10xe ise, kısa kusurlara (≤ 25 mm) müsaade edilmez.
Burada: h, iç bükeyliğin köküdür, mm, e ,ana malzemenin kalınlığıdır, mm.
Düz bir geçiş gereklidir.
516 Kök gözenekliliği B Müsaade edilmez
5
517 Yetersiz başlama B Müsaade edilmez
TÜRK STANDARDLARININ TELiF HAKKI TSE'YE AiTTiR. STANDARDIN BU NÜSHASININ KULLANIM iZNi TSE TARAFINDANiS GÜVENLiK MARKETi DAN. SAN. TiC. LTD. STi.'A VERiLMiSTiR. BASILMA TARiHi: 12.05.2014TSE'DEN iZiN ALINMADAN STANDARDIN BiR BÖLÜMÜ/TAMAMI iLTiBAS EDiLEMEZ, ÇOGALTILAMAZ.

ICS 27.040 TS EN 12952-6 – 2012-01EN 12952-6 – 2011
18
Çizelge 9.3-1 (devamı)
Kusurun tanımlanması Kusurun sınırıEN ISO 6520-1
Grup no
EN ISO 6520-1
Referans no
Kusur tipiEN
5817 seviye
Azami müsaade edilen
6 601 Ark kaçağı “S” Müsaade edilmez. Çatlak kalmamasını sağlanmak için nüfuziyet (penetrant) deneyi veya manyetik parçacık muayenesine ek olarak taşlama gereklidir.
602 Kaynak sıçratısı “S” Normal olarak bütün basınçlı parçalardan ve yük taşıyan ve taşımayan bağlantı parçaların kaynaklarından giderilmelidir. Yalıtılmış, çelik grubu 1’den imal edilmiş bileşenler üzerinde, sistematik olmayan sıçrattıya bununla birlikte müsaade edilir.
Not - Borulara otomatik (mekanize) kaynak işlemi ile eklenmiş çevresel kaynaklı kanatların özel durumunda, sıçrattı asgariye indirilmelidir, ancak, malzeme veya ısıl işlem içeriğine bakılmaksızın her hangi yapılan sıçrattı kalabilir.
603Pürüzlü yüzeyler
“S” Müsaade edilmez. Taşlanmalıdır. Düz bir geçiş gereklidir
604 Taşlama izleri “S” Müsaade edilmez. Taşlama ile giderilmelidir. Düz bir geçiş gereklidir
605 Çentik izleri “S” Müsaade edilmez. Taşlama ile giderilmelidir. Düz bir geçiş gereklidir
606 Çukurlaşma “S” Müsaade edilmez. Herhangi bir bölgesel çukurlaşma, tasarım gerekleriyle ilişkili olmalıdır (hesaplanan kalınlık + korozyon payı = ana malzeme için asgari kalınlık). Şüphe durumunda kalınlık, ultrasonik yöntem ile ölçülmelidir.
9.4 Hacimsel kusurların tespit edilmesi
9.4.1 Radyografik muayeneyi
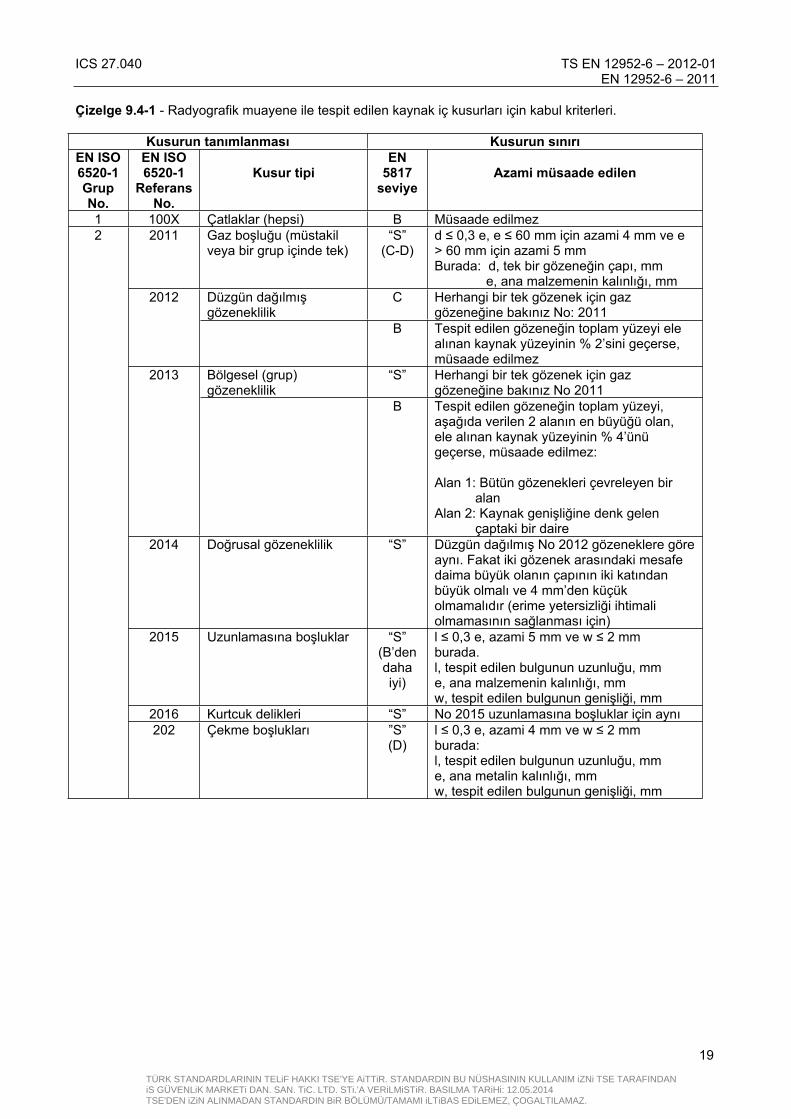
9.4.1.1 YöntemKaynakların radyografik muayenesi EN 1435’e göre yapılmalıdır.
9.4.1.2 Kusurlar için kabul kriteriRadyografik muayene ile tespit edilen kaynakların iç kusurları için kabul kriterleri, Çizelge 9.4-1’e göre olmalıdır.
Kaynakların gövdesinde oluşan kusurlar için kabul sınırları, EN ISO 5817 ve EN ISO 6520-1 referans ile elde edilmiştir.
Yukarıda verilen standardların gereklerine, su borulu kazanın mevcut imalat uygulamalarını yansıtacak şekilde ilaveler yapılmıştır. Bunun yapıldığı yerlerde bir tanımlama harfi “S” Çizelge 9.4-1’de “EN 5817 seviye” sütununda verilmiştir.
TÜRK STANDARDLARININ TELiF HAKKI TSE'YE AiTTiR. STANDARDIN BU NÜSHASININ KULLANIM iZNi TSE TARAFINDANiS GÜVENLiK MARKETi DAN. SAN. TiC. LTD. STi.'A VERiLMiSTiR. BASILMA TARiHi: 12.05.2014TSE'DEN iZiN ALINMADAN STANDARDIN BiR BÖLÜMÜ/TAMAMI iLTiBAS EDiLEMEZ, ÇOGALTILAMAZ.
ICS 27.040 TS EN 12952-6 – 2012-01EN 12952-6 – 2011
19
Çizelge 9.4-1 - Radyografik muayene ile tespit edilen kaynak iç kusurları için kabul kriterleri.
Kusurun tanımlanması Kusurun sınırıEN ISO 6520-1 Grup No.
EN ISO 6520-1
Referans No.
Kusur tipiEN
5817 seviye
Azami müsaade edilen
1 100X Çatlaklar (hepsi) B Müsaade edilmez2011 Gaz boşluğu (müstakil
veya bir grup içinde tek)“S”
(C-D)d ≤ 0,3 e, e ≤ 60 mm için azami 4 mm ve e > 60 mm için azami 5 mm Burada: d, tek bir gözeneğin çapı, mm e, ana malzemenin kalınlığı, mm
Düzgün dağılmış gözeneklilik
C Herhangi bir tek gözenek için gaz gözeneğine bakınız No: 2011
2012
B Tespit edilen gözeneğin toplam yüzeyi ele alınan kaynak yüzeyinin % 2’sini geçerse, müsaade edilmez
Bölgesel (grup) gözeneklilik
“S” Herhangi bir tek gözenek için gaz gözeneğine bakınız No 2011
2013
B Tespit edilen gözeneğin toplam yüzeyi, aşağıda verilen 2 alanın en büyüğü olan, ele alınan kaynak yüzeyinin % 4’ünü geçerse, müsaade edilmez:
Alan 1: Bütün gözenekleri çevreleyen bir alan
Alan 2: Kaynak genişliğine denk gelen çaptaki bir daire
2014 Doğrusal gözeneklilik “S” Düzgün dağılmış No 2012 gözeneklere göre aynı. Fakat iki gözenek arasındaki mesafe daima büyük olanın çapının iki katından büyük olmalı ve 4 mm’den küçük olmamalıdır (erime yetersizliği ihtimali olmamasının sağlanması için)
2015 Uzunlamasına boşluklar “S”(B’den daha iyi)
l ≤ 0,3 e, azami 5 mm ve w ≤ 2 mmburada.l, tespit edilen bulgunun uzunluğu, mme, ana malzemenin kalınlığı, mmw, tespit edilen bulgunun genişliği, mm
2016 Kurtcuk delikleri “S” No 2015 uzunlamasına boşluklar için aynı
2
202 Çekme boşlukları ”S”(D)
l ≤ 0,3 e, azami 4 mm ve w ≤ 2 mmburada:l, tespit edilen bulgunun uzunluğu, mme, ana metalin kalınlığı, mmw, tespit edilen bulgunun genişliği, mm
TÜRK STANDARDLARININ TELiF HAKKI TSE'YE AiTTiR. STANDARDIN BU NÜSHASININ KULLANIM iZNi TSE TARAFINDANiS GÜVENLiK MARKETi DAN. SAN. TiC. LTD. STi.'A VERiLMiSTiR. BASILMA TARiHi: 12.05.2014TSE'DEN iZiN ALINMADAN STANDARDIN BiR BÖLÜMÜ/TAMAMI iLTiBAS EDiLEMEZ, ÇOGALTILAMAZ.
ICS 27.040 TS EN 12952-6 – 2012-01EN 12952-6 – 2011
20
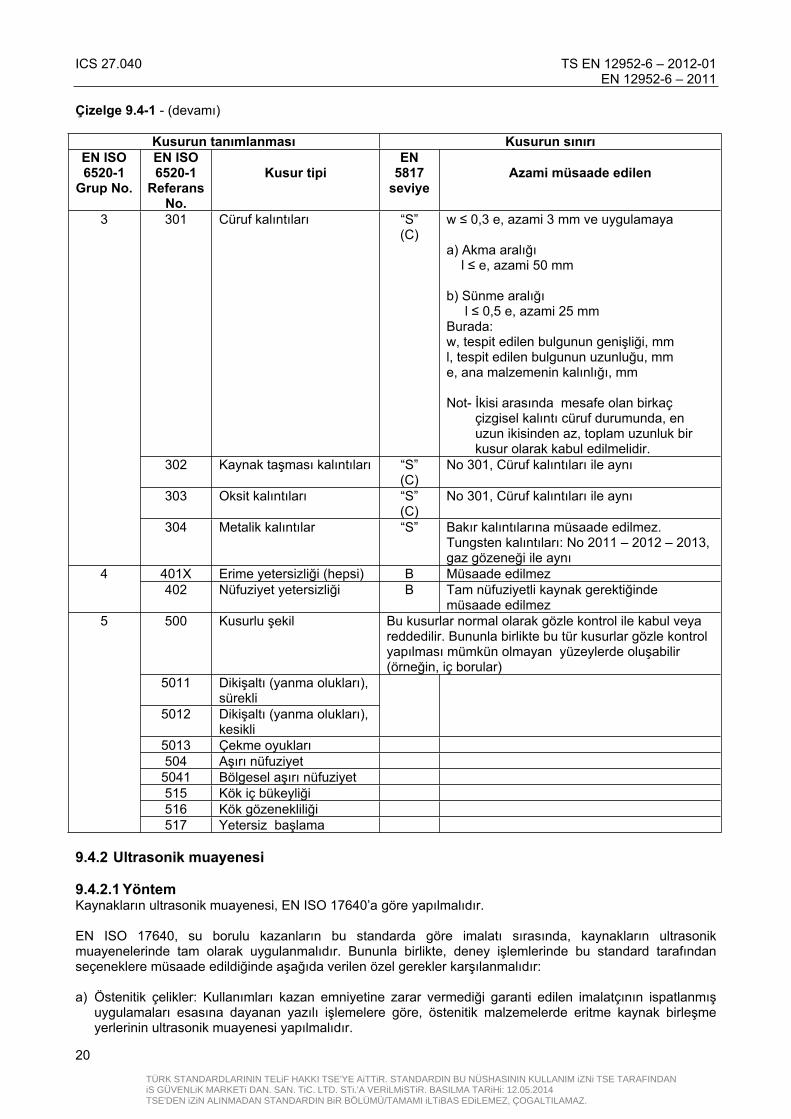
Çizelge 9.4-1 - (devamı)
Kusurun tanımlanması Kusurun sınırıEN ISO 6520-1
Grup No.
EN ISO 6520-1
Referans No.
Kusur tipiEN
5817 seviye
Azami müsaade edilen
301 Cüruf kalıntıları “S”(C)
w ≤ 0,3 e, azami 3 mm ve uygulamaya
a) Akma aralığı l ≤ e, azami 50 mm
b) Sünme aralığı l ≤ 0,5 e, azami 25 mmBurada:w, tespit edilen bulgunun genişliği, mm l, tespit edilen bulgunun uzunluğu, mme, ana malzemenin kalınlığı, mm
Not- İkisi arasında mesafe olan birkaç çizgisel kalıntı cüruf durumunda, en uzun ikisinden az, toplam uzunluk bir kusur olarak kabul edilmelidir.
302 Kaynak taşması kalıntıları “S”(C)
No 301, Cüruf kalıntıları ile aynı
303 Oksit kalıntıları “S”(C)
No 301, Cüruf kalıntıları ile aynı
3
304 Metalik kalıntılar “S” Bakır kalıntılarına müsaade edilmez. Tungsten kalıntıları: No 2011 – 2012 – 2013, gaz gözeneği ile aynı
401X Erime yetersizliği (hepsi) B Müsaade edilmez4402 Nüfuziyet yetersizliği B Tam nüfuziyetli kaynak gerektiğinde
müsaade edilmez 500 Kusurlu şekil Bu kusurlar normal olarak gözle kontrol ile kabul veya
reddedilir. Bununla birlikte bu tür kusurlar gözle kontrol yapılması mümkün olmayan yüzeylerde oluşabilir (örneğin, iç borular)
5011 Dikişaltı (yanma olukları), sürekli
5012 Dikişaltı (yanma olukları), kesikli
5013 Çekme oyukları504 Aşırı nüfuziyet
5041 Bölgesel aşırı nüfuziyet515 Kök iç bükeyliği516 Kök gözenekliliği
5
517 Yetersiz başlama
9.4.2 Ultrasonik muayenesi
9.4.2.1 YöntemKaynakların ultrasonik muayenesi, EN ISO 17640’a göre yapılmalıdır.
EN ISO 17640, su borulu kazanların bu standarda göre imalatı sırasında, kaynakların ultrasonik muayenelerinde tam olarak uygulanmalıdır. Bununla birlikte, deney işlemlerinde bu standard tarafından seçeneklere müsaade edildiğinde aşağıda verilen özel gerekler karşılanmalıdır:
a) Östenitik çelikler: Kullanımları kazan emniyetine zarar vermediği garanti edilen imalatçının ispatlanmış uygulamaları esasına dayanan yazılı işlemelere göre, östenitik malzemelerde eritme kaynak birleşme yerlerinin ultrasonik muayenesi yapılmalıdır.
TÜRK STANDARDLARININ TELiF HAKKI TSE'YE AiTTiR. STANDARDIN BU NÜSHASININ KULLANIM iZNi TSE TARAFINDANiS GÜVENLiK MARKETi DAN. SAN. TiC. LTD. STi.'A VERiLMiSTiR. BASILMA TARiHi: 12.05.2014TSE'DEN iZiN ALINMADAN STANDARDIN BiR BÖLÜMÜ/TAMAMI iLTiBAS EDiLEMEZ, ÇOGALTILAMAZ.
ICS 27.040 TS EN 12952-6 – 2012-01EN 12952-6 – 2011
21
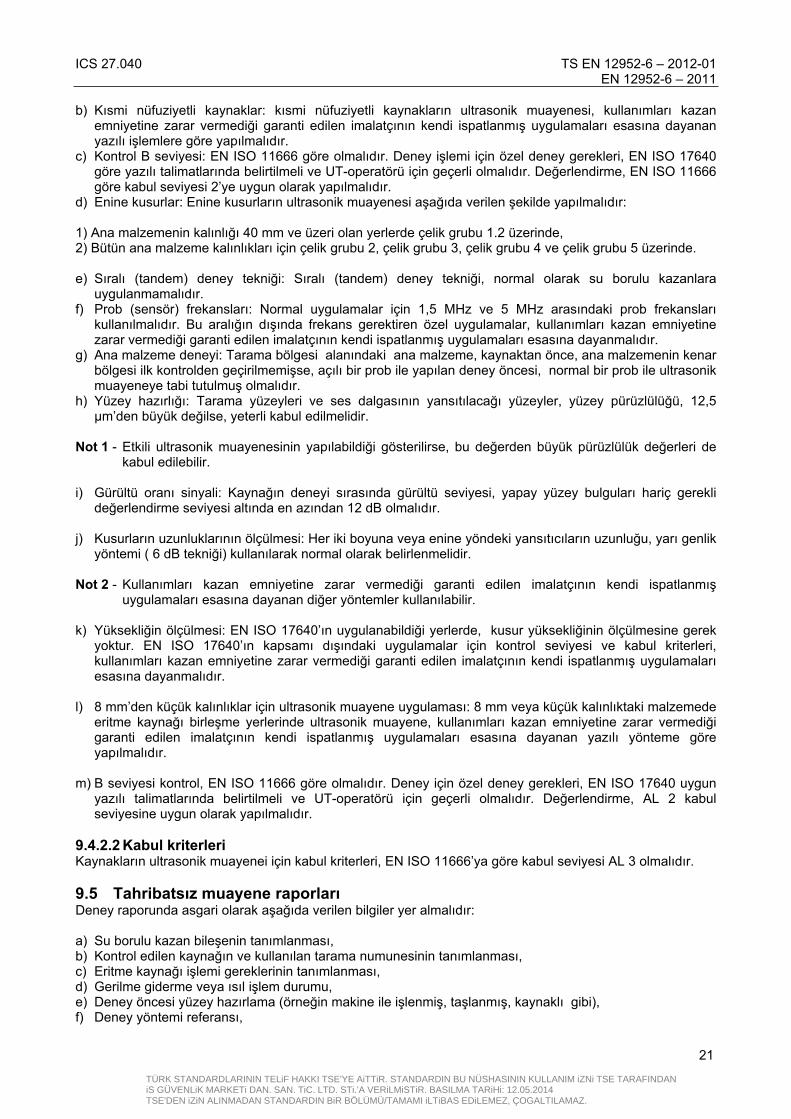
b) Kısmi nüfuziyetli kaynaklar: kısmi nüfuziyetli kaynakların ultrasonik muayenesi, kullanımları kazan emniyetine zarar vermediği garanti edilen imalatçının kendi ispatlanmış uygulamaları esasına dayanan yazılı işlemlere göre yapılmalıdır.
c) Kontrol B seviyesi: EN ISO 11666 göre olmalıdır. Deney işlemi için özel deney gerekleri, EN ISO 17640 göre yazılı talimatlarında belirtilmeli ve UT-operatörü için geçerli olmalıdır. Değerlendirme, EN ISO 11666 göre kabul seviyesi 2’ye uygun olarak yapılmalıdır.
d) Enine kusurlar: Enine kusurların ultrasonik muayenesi aşağıda verilen şekilde yapılmalıdır:
1) Ana malzemenin kalınlığı 40 mm ve üzeri olan yerlerde çelik grubu 1.2 üzerinde,2) Bütün ana malzeme kalınlıkları için çelik grubu 2, çelik grubu 3, çelik grubu 4 ve çelik grubu 5 üzerinde.
e) Sıralı (tandem) deney tekniği: Sıralı (tandem) deney tekniği, normal olarak su borulu kazanlara uygulanmamalıdır.
f) Prob (sensör) frekansları: Normal uygulamalar için 1,5 MHz ve 5 MHz arasındaki prob frekansları kullanılmalıdır. Bu aralığın dışında frekans gerektiren özel uygulamalar, kullanımları kazan emniyetine zarar vermediği garanti edilen imalatçının kendi ispatlanmış uygulamaları esasına dayanmalıdır.
g) Ana malzeme deneyi: Tarama bölgesi alanındaki ana malzeme, kaynaktan önce, ana malzemenin kenar bölgesi ilk kontrolden geçirilmemişse, açılı bir prob ile yapılan deney öncesi, normal bir prob ile ultrasonik muayeneye tabi tutulmuş olmalıdır.
h) Yüzey hazırlığı: Tarama yüzeyleri ve ses dalgasının yansıtılacağı yüzeyler, yüzey pürüzlülüğü, 12,5 μm’den büyük değilse, yeterli kabul edilmelidir.
Not 1 - Etkili ultrasonik muayenesinin yapılabildiği gösterilirse, bu değerden büyük pürüzlülük değerleri de kabul edilebilir.
i) Gürültü oranı sinyali: Kaynağın deneyi sırasında gürültü seviyesi, yapay yüzey bulguları hariç gerekli değerlendirme seviyesi altında en azından 12 dB olmalıdır.
j) Kusurların uzunluklarının ölçülmesi: Her iki boyuna veya enine yöndeki yansıtıcıların uzunluğu, yarı genlik yöntemi ( 6 dB tekniği) kullanılarak normal olarak belirlenmelidir.
Not 2 - Kullanımları kazan emniyetine zarar vermediği garanti edilen imalatçının kendi ispatlanmış uygulamaları esasına dayanan diğer yöntemler kullanılabilir.
k) Yüksekliğin ölçülmesi: EN ISO 17640’ın uygulanabildiği yerlerde, kusur yüksekliğinin ölçülmesine gerek yoktur. EN ISO 17640’ın kapsamı dışındaki uygulamalar için kontrol seviyesi ve kabul kriterleri, kullanımları kazan emniyetine zarar vermediği garanti edilen imalatçının kendi ispatlanmış uygulamaları esasına dayanmalıdır.
l) 8 mm’den küçük kalınlıklar için ultrasonik muayene uygulaması: 8 mm veya küçük kalınlıktaki malzemede eritme kaynağı birleşme yerlerinde ultrasonik muayene, kullanımları kazan emniyetine zarar vermediği garanti edilen imalatçının kendi ispatlanmış uygulamaları esasına dayanan yazılı yönteme göre yapılmalıdır.
m) B seviyesi kontrol, EN ISO 11666 göre olmalıdır. Deney için özel deney gerekleri, EN ISO 17640 uygun yazılı talimatlarında belirtilmeli ve UT-operatörü için geçerli olmalıdır. Değerlendirme, AL 2 kabul seviyesine uygun olarak yapılmalıdır.
9.4.2.2 Kabul kriterleriKaynakların ultrasonik muayenei için kabul kriterleri, EN ISO 11666’ya göre kabul seviyesi AL 3 olmalıdır.
9.5 Tahribatsız muayene raporlarıDeney raporunda asgari olarak aşağıda verilen bilgiler yer almalıdır:
a) Su borulu kazan bileşenin tanımlanması,b) Kontrol edilen kaynağın ve kullanılan tarama numunesinin tanımlanması,c) Eritme kaynağı işlemi gereklerinin tanımlanması,d) Gerilme giderme veya ısıl işlem durumu, e) Deney öncesi yüzey hazırlama (örneğin makine ile işlenmiş, taşlanmış, kaynaklı gibi),f) Deney yöntemi referansı,
TÜRK STANDARDLARININ TELiF HAKKI TSE'YE AiTTiR. STANDARDIN BU NÜSHASININ KULLANIM iZNi TSE TARAFINDANiS GÜVENLiK MARKETi DAN. SAN. TiC. LTD. STi.'A VERiLMiSTiR. BASILMA TARiHi: 12.05.2014TSE'DEN iZiN ALINMADAN STANDARDIN BiR BÖLÜMÜ/TAMAMI iLTiBAS EDiLEMEZ, ÇOGALTILAMAZ.
ICS 27.040 TS EN 12952-6 – 2012-01EN 12952-6 – 2011
22
g) Yöntemin uygulama ayrıntıları (örneğin manyetikleştirme tipi, kullanılan sarf malzemeleri, radyografi menşe tipi, prob tipleri),
h) Kabul kriteri referansı,i) Herhangi bir onarımın ayrıntıları dahil deney sonuçları,j) Yüzdelik deney durumunda, deneye ilave edilen bölgeler( her hangi bir gereklilik var ise) ve bunların
sonuçları,k) Sonuçların bu standarda uygunluğu,l) Deneylerin yapıldığı tarih,m) Deney, değerlendirme ve yorum için sorumlu personelin adı ve yeterliliği, n) Rapor tarihi.
10 Nihai muayene10.1 Gözle ve boyutsal kontrollerGözle ve boyutsal kontroller onaylanmış resimler kullanılarak yapılmalıdır.
Bütün muayeneler gözle yapılmalıdır. Ancak, gerektiğinde uygun yardımcı araçlarla desteklenebilir. Herhangi bir ilave kontrol tip ve performansı, kullanımları kazan emniyetine zarar vermediği garanti edilen imalatçının ispatlanmış uygulamaları esasına dayanmalıdır.
Son muayene su borulu kazanın basınca maruz kalan her parçası üzerinde yapılmalıdır. Muayene imalatçının atölyesinde veya montaj yerinde yapılmalıdır.
Su borulu kazanlardaki bileşenlerinin emniyetle ilgili boyutları ve bölgesi, silindirik bileşenlerin ve dramların doğru hat ve dairesellikten sapması kontrol edilmelidir. Boru deliklerinin tasarıma uygunluğu ve adımları noktasal kontrole tabi tutulmalıdır.
Yüzeyler, özellikle şekillendirilmiş bileşenler durumunda kusurlar için kontrol edilmelidir. Şekillendirilmemiş bileşenler durumunda veya imalat sırasında yüzey kontrollerinin yapıldığı yerlerde son muayene ara bağlantı alanları ile sınırlandırılmalıdır.
Su borulu kazanlardaki dramlar ve kolektörlerin, bağlantı boru tesisatı ve boru cidarları, ayırıcılar, soğutucuların montajı, destek ve destek genleşme tertibatlarının uygunluğu için kontrol edilmelidir.
Dram ve diğer bileşenlerdeki iç bağlantılar, mümkün olan yerlerde kontrol edilmelidir.
Muayene açıklıklarının ve girişlerin ulaşılabilirliği ve muayene donanımının girişi için muayene açıklıklarının uygunluğu kontrol edilmelidir.
Sürünme aralığında çalışmak üzere tasarımlanmış büyük bileşenler için sürünme ölçme cihazlarının hazırlık ve bölgesinin noktasal kontrolü yapılmalıdır (örneğin, genleşme ölçüm noktaları, yüzey yankıları).
10.2 Hidrostatik basınç deneyi
10.2.1 GenelSu borulu kazan bileşenleri ve bütün kazan montajı üzerinde uygulanacak deney basıncı EN 12952-3: 2011, Madde 5.7.4’e göre belirlenmelidir.
10.2.2 Deney yöntemiBasınç deneyinde oluşacak tehlikeler imalatçı tarafından göz önünde bulundurulmalı ve gerekli tedbirler alınmalıdır.
Not 1 - Tekrarlanan aşırı basınç riskinden kaçınmanın gerekli olması nedeniyle, hidrostatik deneyin yapılmasından önce önemli sızıntıların belirlenmesi amacıyla azami müsaade edilebilir çalışma basıncında su borulu kazanın veya bileşenin ön kontrolü yapılmalıdır.
Not 2 - Tam basınç bölgesi, tesisleri ve kaideleri, basınç deneyi sırasında üzerlerine uygulanacak toplam yükü taşıyabilmelerini sağlamak için gerekli tedbirler alınmalıdır.
Basınç maddesi olarak su kullanılmalıdır. Kullanılan suyun kalitesi, korozyonu ve her hangi zararlı katı maddelerin kalıntısını önleyecek şekilde olmalıdır.
Tamamlanmış su borulu kazan ve su borulu kazan üzerine monte edilmeden önce hidrostatik olarak deneye tâbi tutulması gereken her hangi bileşenler, donma riskinin olmayacağı sıcaklıkta bir su ile deneye tabi
TÜRK STANDARDLARININ TELiF HAKKI TSE'YE AiTTiR. STANDARDIN BU NÜSHASININ KULLANIM iZNi TSE TARAFINDANiS GÜVENLiK MARKETi DAN. SAN. TiC. LTD. STi.'A VERiLMiSTiR. BASILMA TARiHi: 12.05.2014TSE'DEN iZiN ALINMADAN STANDARDIN BiR BÖLÜMÜ/TAMAMI iLTiBAS EDiLEMEZ, ÇOGALTILAMAZ.

ICS 27.040 TS EN 12952-6 – 2012-01EN 12952-6 – 2011
23
tutulmalıdır. Basınç deneyi için kullanılacak suyun sıcaklığı, basınca maruz kalan parçaların gevrek kırılma riski dikkate alınarak imalatçı tarafından seçilmelidir. Ancak, hiçbir durumda seçilen sıcaklık 50 oC’ı geçmemelidir.
Deneye tabi tutulacak su borulu kazan veya bileşen ve bunların bağlantıları, hava ceplerinin oluşmasını önlemek için havası alınmalı veya tahliye edilmelidir. Bununla birlikte doldurma sonrası sıkışmış küçük cepler kalabilir ve buna göre uygun işlem, kazan emniyetine zarar vermediği garanti edilen imalatçının kendi ispatlanmış uygulamalarını esas almalıdır.
Bütün geçici borular, bağlantılar ve kapatma cihazları uygun deney basıncına dayanacak şekilde tasarımlanmalıdır.
Basınç deneyine tabi tutulmayan bileşenler, her hangi şok yükleme şekline maruz bırakılmalıdır (örneğin, çekiç deneyi, ısıl şok veya hızlı basınç değişimleri).
Tamamlanmış su borulu kazanlar ve büyük bileşenler için tam deney basıncı, 30 dakika süreyle ve daha küçük bileşenler için daha kısa uygun bir süreyle korunmalıdır.
Yakın kontrol öncesi, deney basıncı, müsaade edilebilir azami basınçtan az olmayan bir basınca düşürülmelidir.
Hidrostatik deneyi sonrası onarım gören basınca maruz kalan parçalar, başka türlü bir sözleşme yapılmadığı sürece, onarımın tamamlanmasından ve kaynak sonrası gerekli ısıl işlemden ve tahribatsız muayeneden sonra Madde 10.2’ye göre tekrar hidrostatik deneye tabi tutulmalıdır. Böyle bir sözleşme, kazan emniyetine zarar vermediği garanti edilen imalatçının ispatlanmış uygulamalarını esas almalıdır.
11 Dokümantasyonİmalatçı, tasarım ve imalat veri dosyası hazırlamalıdır.
Bu dosya sözleşmenin tamamlanması üzerine müşteriye teslim edilmelidir.
İmalatçının veri dosyası asgari olarak aşağıda verilenleri içermelidir:a) Su borulu kazanın tanımlanması,b) Su borulu kazanın tanımlama işaretlerinin yeri (Madde 12),c) Su borulu kazanın genel düzenleme resimleri,d) Basınca maruz kalan parçaların genel resimleri,e) Farklı basınca maruz kalan parça kalınlıkları ve korozyon/aşınma paylarının bir özeti,f) Malzeme belgelerinin fotokopileri ile birlikte ana malzemelerin bir listesi,g) Dolgu malzemelerinin bir listesi,h) Onaylanmış ilgili kaynak yöntemlerine atıf yapan uygulanan kaynak işlemi gereklerinin listesi,i) İmalat ve montajda yer alan kaynakçıların yeterliliğinin referans numaraları ile birlikte bir listesi,j) Uygulanan tahribatsız muayenelerin bir listesi ile birlikte ilave tahribatsız muayene yeri ve yeterlilik
referans numara/numaraları ile birlikte operatörlerin listesi,k) İmalat aşamasında uygulanan onaylanmış herhangi bir tasarım değişiklikleri/imalat ayrıcalıklarının
(sapmaları) ayrıntıları,l) Hidrostatik deney belge/belgeleri.
12 İşaretlemeMünferit deneye tabi tutulan her su borulu kazan ve her bir bileşen, kazanın kimliğini ve orijinini ve müsaade edilebilir çalışma değişkenlerini göstermek için kalıcı ve okunaklı olarak işaretlenmelidir.
Her bir su borulu kazan veya bileşen için bu işaretleme, ana buhar ve su dramının adam giriş deliği üzerine veya tercihen kazanın basınca maruz kalan ana parçasının üzerine bir levha ile kalıcı olarak yerleştirilmelidir.
İşaretleme aşağıda verilenleri içermelidir:a) İmalatçının adı ve adresi,b) Seri numarası,c) İmalat yılı,d) Müsaade edilebilir azami basınç ve sıcaklık,e) İlk hidrostatik deney tarihi ve deney basıncı,f) Bu standardın numarası,g) Sorumlu (güvenilir) üçüncü parti organizasyon referans numarası (uygulanıyorsa),h) CE işaretlemesi (uygulanıyorsa),i) Azami sürekli debi (ASD).
TÜRK STANDARDLARININ TELiF HAKKI TSE'YE AiTTiR. STANDARDIN BU NÜSHASININ KULLANIM iZNi TSE TARAFINDANiS GÜVENLiK MARKETi DAN. SAN. TiC. LTD. STi.'A VERiLMiSTiR. BASILMA TARiHi: 12.05.2014TSE'DEN iZiN ALINMADAN STANDARDIN BiR BÖLÜMÜ/TAMAMI iLTiBAS EDiLEMEZ, ÇOGALTILAMAZ.

ICS 27.040 TS EN 12952-6 – 2012-01EN 12952-6 – 2011
24
Ek A
Kompozit borular için özgün gerekler
A.1 GenelBu ek, kazanların imalatı sırasında yapılan muayene gereklerini ve EN 12952-5:2011, Madde E.2’de tanımlandığı gibi kimyasal kazanım kazanlarının dokümantasyonunu ve işaretlemesini kapsar. Uygulanmasına devam edilmesi gereken bu standardın diğer bütün gereklerine, bu özgün gerekler ilave edilmelidir.
A.2 Eritme kaynağı işlemi için gereklerin yeterliliği için özel kurallar
A.2.1 GenelBu standardın genel gerekleri, esas olarak Madde 6, Madde A.2.2’de verilen özel kuralların uygulanması ile desteklenmelidir.
Yakma alın kaynağı EN 12952-5:2011, Madde E.6’ya göre yapılmalıdır.
A.2.2 Kompozit borulara EN ISO 15614-1’in uygulanması
A.2.2.1 Yeterlilik onay aralığıKompozit boruların kaynağına, sadece kompozit borularda geçerli olan Kaynak yöntemi (WPS)’nin bir şartı uygulanmalıdır.
Anma kalınlığı (t), kompozit borunun toplam anma kalınlığıdır. Çap (D), kompozit bir borunun anma çapıdır.
Kaynak birleşme yerlerinin tipleri için yeterlilik aralığı, sadece kaynak işlemi deneylerinde kullanılan ile aynı olmalıdır. Bir kaynak işlemi deneyi, sadece temsil edilen kompozit borunun malzeme birleşimlerini içermelidir.
A.2.2.2 Gerekli ilave deneyler
A.2.2.2.1 Koruyucu kaplama kaynağının nüfuziyet derinliğiMikroskobik bir kontrolde, basıncı tutan ferritik iç çekirdek malzemesine koruyucu kaplama kaynağının nüfuziyetinin veya kaynağın derinliği tanımlanmalıdır. Kaynak nüfuziyeti, basınç tutan ferritik iç çekirdek malzeme yüzeyinin altına esasen nüfuz etmemelidir. Nüfuz edilememiş asgari kalınlık daima muhafaza edilmelidir.
Koruyucu kaplama kaynağı, basınç tutan ferritik iç çekirdek malzemesinin hesapla bulunan asgari cidar kalınlığına aşağıda verilen şartlarla nüfuz edebilir:
a) Kaynak ve dolgu metal sertlik ve dayanım teknik özellikleri, basınç tutan ferritik iç çekirdek malzemesinin teknik özelliklerini yerine getirmelidir,
b) Kaynak işlemi gerekleri, EN ISO 15614-1 ve EN 12952 özel kurallarının bütün gereklerini karşılamalıdır,c) Ferritik iç çekirdek malzemesinin hesapla bulunan asgari kalınlık alanına, azami koruyucu kaplama
kaynağı nüfuziyeti, 1,5 mm’dir.d) İmalat öncesinde, imalat deneyi yapılmalıdır. El ile kaynak deneyinde, her kaynakçı tarafından yapılmış
olmalıdır. Mekanik yolla kaynak deneyinde, her kaynak işleminde yapılmış olmalıdır. e) Tahribatsız muayene, EN 12952 standardı gereklerine göre koruyucu kaplama kaynağı sonrası
yapılmalıdır.
A.2.2.2.2 Sertlik deneyiSertlik deneyi, basınç tutan ferritik iç çekirdek malzemesinin dış yüzeyinden ve koruyucu kaplama yüzeyinden yapılmış olmalıdır. Madde 6.2.2.5’te verilen gerekler karşılanmalıdır. Koruyucu kaplama kaynağının sertlik değeri, dolgu malzemesi imalatçısının verdiği değerlere uygun olmalıdır.
A.2.2.2.3 Bükme deneyiGiydirme boruları üzerinde bükme deneyleri uygulanmalıdır.
TÜRK STANDARDLARININ TELiF HAKKI TSE'YE AiTTiR. STANDARDIN BU NÜSHASININ KULLANIM iZNi TSE TARAFINDANiS GÜVENLiK MARKETi DAN. SAN. TiC. LTD. STi.'A VERiLMiSTiR. BASILMA TARiHi: 12.05.2014TSE'DEN iZiN ALINMADAN STANDARDIN BiR BÖLÜMÜ/TAMAMI iLTiBAS EDiLEMEZ, ÇOGALTILAMAZ.
ICS 27.040 TS EN 12952-6 – 2012-01EN 12952-6 – 2011
25
A.2.2.2.4 Enine çekme deneyiKoruyucu kaplama kaldırıldığı zaman enine çekme deneyi yapılmalıdır.
A.2.2.2.5 Büyüteçle (mikroskobik) kontrolDeney numunesi, erime hattını, ısıdan etkilen bölgeyi (IEB) ve katmanlarının oluşumunu açıkça gösterecek şekilde hazırlanmalı ve EN 1321’e uygun olarak bir tarafından damgalanmalıdır.
Ana malzemenin, ana malzemeye geçişin ve koruyucu kaplamanın fotoğrafı alınmalıdır. Genel olarak ısıdan etkilen bölgedeki (IEB) ve kaynak metalindeki mikro çatlaklara müsaade edilmemelidir.
A.3 Kompozit boruların eritme kaynakçısının yeterlilik onayı için özel gerekleri
A.3.1 GenelBu standardın genel gerekleri esasen Madde 7, Madde A.3.2’de verilen özel kurallar ile desteklenmelidir.
A.3.2 EN 287-1’in kompozit borulara uygulanması
A.3.2.1 Yeterlilik onay aralığıKompozit borularda geçerli olan kaynakçı yeterliliği, kompozit boruların kaynağı için uygulanır. Anma kalınlığı (t) kompozit borunun toplam anma kalınlığıdır. Çap (D) kompozit bir borunun anma çapıdır. Bir kaynakçı yeterlilik onayı, kompozit borunun temsil ettiği malzeme bileşimlerini kapsamalıdır.
A.3.2.2 Gerekli ilave deneyler
A.3.2.2.1 Büyüteçli kontrolTIG kaynağı ile koruyucu kaplama kaynağı yapıldığında büyüteçle (mikroskobik) kontrol uygulanmalıdır. Basınç tutan ferritik iç çekirdek malzemesinin koruyucu kaplama kaynağının nüfuziyetini veya kaynağın derinliği tanımlanmalıdır. Nüfuziyet basınç tutan ferritik iç çekirdek malzemesinin dış yüzeyinin altına işlememelidir.
A.4 Kaynakların tahribatsız muayenesi (NDT) için özel kurallar
A.4.1 GenelBu standardın gerekleri esas olarak Madde 9, Madde A.4.2’de verilen gereklerin uygulanması ile desteklenmelidir.
A.4.2 Kimyasal geri kazanım kazanlarındaki kaynakların tahribatsız muayenesi için özel kurallar
A.4.2.1 Hacimsel muayeneBir sızıntının su/eritme patlamasına yol açabileceği konumdaki bütün kaynaklar % 100 hacim deneyine tabi tutulmalıdır.
A.4.2.2 Deney yöntemleriMümkün ise hacimsel deney, EN 1435, Sınıf B’ye uygun olarak radyografik muayene ile yapılmalıdır. Boru panelleri için radyografik teknik seçilirken, kimyasal geri kazanım kazanı fırının içindeki kanatların yanında yer alan alanların güvenilir olarak muayene edilmesi sağlanmalıdır. Her bir kaynak için sadece bir X ışını uygulanmışsa, bu durumda, mümkün olan tamamlayıcı deney yöntemleri ve tekniği, tasarım onay işleminin bir parçası olarak sözleşme ile yazılı bir işleme göre, uygulanmalıdır. Tamamlanmış kaynak üzerinde hacimsel deney yapılmalıdır. Koruyucu kaplama kaynağından önce ana malzemenin gerilmeye maruz kaynağının hazır olmasından sonra, deneye tabi tutulabilen kompozit borular hariç tutulmalıdır.
İlave olarak, bir sızıntının su/eritme patlamasına yol açabileceği konumundaki bütün kompozit boru kaynakları, bir nüfuziyet (penetran) deney yöntemi ile % 10 kontrol edilmelidir. Muayene, fırın içinde bitmiş kaynaklar üzerinde yapılmalıdır. Gömülü koruyucu kaplamaya sahip bu kaynaklara radyografi uygulanmışsa, bu ilave kontrole gerek yoktur.
TÜRK STANDARDLARININ TELiF HAKKI TSE'YE AiTTiR. STANDARDIN BU NÜSHASININ KULLANIM iZNi TSE TARAFINDANiS GÜVENLiK MARKETi DAN. SAN. TiC. LTD. STi.'A VERiLMiSTiR. BASILMA TARiHi: 12.05.2014TSE'DEN iZiN ALINMADAN STANDARDIN BiR BÖLÜMÜ/TAMAMI iLTiBAS EDiLEMEZ, ÇOGALTILAMAZ.

ICS 27.040 TS EN 12952-6 – 2012-01EN 12952-6 – 2011
26
Ek B(Bilgi için)
Bu standard ve önceki baskısı arasındaki önemli teknik değişiklikler
Madde/Paragraf/Çizelge/Şekil Yapılan değişiklikGenel Çizelgeler ve çizimlerin numaralandırma sisteminde değişiklik
yapılmıştır.2 / Kural getiren referanslar Referanslar güncelleştirilmiştir.
Çizelge 9.1.1 / Dram kaynaklarının NDT
Dipnotlar düzeltilmiştir.
Çizelge 9.1.2 / Kolektör kaynaklarının NDT
Dipnotlar düzeltilmiştir.
Madde 9.1.4 / Boru kaynaklarının NDT
Gerekler değiştirilmiştir.
Çizelge 9.1-3 / Boru kaynaklarının NDT
- Kaynakların yeni tipi olarak eklenen do < 76,1 mm sahip östenitik ve martenistik çelikler arası benzeşmeyen kaynaklar
- Dipnotlar eklenmiştir.Madde 9.2 / Tahribatsız muayene (NDT) personelinin yeterliliği
Gerekler değiştirilmiştir.
Madde 9.3.3 / Nüfuziyet (penetrant) deneyi
Gerekler değiştirilmiştir.
Madde 9.3.4 / Manyetik parçacık deneyi
Gerekler değiştirilmiştir.
Çizelge 9.3.1 / Kaynak yüzey kusurları için kabul kriterleri
EN 25817 yerine EN ISO 5817 esas alınarak kusur sınırları revize edilmiştir.
Çizelge 9.4.1 / Radyografi ile tespit edilen kaynak iç kusurları için kabul kriterleri
EN 25817 yerine EN ISO 5817 esas alınarak kusur sınırları revize edilmiştir.
Madde 9.4.2.2 / UT – kabul kriterleri
Gerekler değiştirilmiştir.
Ek A / Kompozit borular için özgün gerekler
“Kimyasal geri kazanım” başlığından bu değişiklik yapılmıştır.
Madde A.2.2.2.1 / Koruyucu kaplama kaynağının nüfuziyetinin derinliği
Gerekler belirlenmiştir.
NOT- Önceki baskısından, bütün değişiklerin listesi ayrıntılı olmamakla birlikte, belirtilen teknik değişiklikler, EN’ den revize edilen önemli teknik değişikleri içermektedir.
TÜRK STANDARDLARININ TELiF HAKKI TSE'YE AiTTiR. STANDARDIN BU NÜSHASININ KULLANIM iZNi TSE TARAFINDANiS GÜVENLiK MARKETi DAN. SAN. TiC. LTD. STi.'A VERiLMiSTiR. BASILMA TARiHi: 12.05.2014TSE'DEN iZiN ALINMADAN STANDARDIN BiR BÖLÜMÜ/TAMAMI iLTiBAS EDiLEMEZ, ÇOGALTILAMAZ.
ICS 27.040 TS EN 12952-6 – 2012-01EN 12952-6 – 2011
27
Ek ZA(Bilgi için)
Bu Standard ve “Pressure Equipment Directive 97/23/EC”2) nin temel gerekleri arasında ilişkili olan maddeler
Bu Standard Avrupa Komisyonu tarafından CEN’e verilen talimata göre hazırlanmış olup, 97/23/EC sayılı yeni yaklaşım direktifinin temel gereklerine uygunluğun bir vasıtasını sağlar.
Öncelikle, bu standard, 97/23/EC sayılı direktifi altında Avrupa Birliği resmi gazetesinde yayımlanmış olup en azından ülkemizin bir standardı olarak yürürlüğe konmuştur. Çizelge ZA.1’de verilen bu standardın maddelerine uygunluk, ilgili direktifin temel gerekliliklerine ve EFTA düzenlemelerine uyumunun bir vasıtasını sağlar.
Çizelge ZA.1 - 97/23/EC direktifi ile bu Standard arasındaki uyumluluk
Bu standardın maddeleri İçerik 97/23/EC direktifinin temel emniyet gerekleri, Ek I
4.5 Muayene 3.2.16 Kaynak yönteminin yeterlilik onayı 3.1.2
7 ila 8.2 Kaynak personelinin yeterlilik onayı 3.1.29.2 Tahribatsız muayene 3.1.3
10.1 Son muayene 3.2.110.2 İmalat deneyi 3.2.212 İşaretleme ve etiketleme 3.3 a)
Uyarı: Diğer gerekler ve diğer AB direktifleri bu standardın kapsamına giren mamul/mamullere uygulanabilir.
2) TSE Notu: 97/23/EC Basınçlı Ekipmanlar Yönetmeliği Bilim,Sanayi ve Teknoloji Bakanlığı tarafından 10.04.2002 /24722 tarih ve sayı ile Resmi Gazete’de yayımlanmıştır.
TÜRK STANDARDLARININ TELiF HAKKI TSE'YE AiTTiR. STANDARDIN BU NÜSHASININ KULLANIM iZNi TSE TARAFINDANiS GÜVENLiK MARKETi DAN. SAN. TiC. LTD. STi.'A VERiLMiSTiR. BASILMA TARiHi: 12.05.2014TSE'DEN iZiN ALINMADAN STANDARDIN BiR BÖLÜMÜ/TAMAMI iLTiBAS EDiLEMEZ, ÇOGALTILAMAZ.

ICS 27.040 TS EN 12952-6 – 2012-01EN 12952-6 – 2011
28
KaynaklarEN 10204, Metallic products - Types of inspection documents
EN ISO 9000: 2005, Quality management systems - Fundamentals and vocabulary (ISO 9000: 2005)
EN ISO 9001, Quality management systems - Requirements (ISO 9001: 2008)
EN ISO 15614-13, Specification and qualification of welding procedures for metallic materials – Welding procedure test - Part 13: Resistance butt and flash welding (ISO 15614-13: 2005)
EN ISO 23279, Non-destructive examination of welds - Ultrasonic testing - Characterization of indications in welds (ISO 23279: 2010)
CEN/CR 12952-17, Water boilers and auxiliary installations - Part 17: Guideline for the involvement of an inspection body independent of the manufacturer
TÜRK STANDARDLARININ TELiF HAKKI TSE'YE AiTTiR. STANDARDIN BU NÜSHASININ KULLANIM iZNi TSE TARAFINDANiS GÜVENLiK MARKETi DAN. SAN. TiC. LTD. STi.'A VERiLMiSTiR. BASILMA TARiHi: 12.05.2014TSE'DEN iZiN ALINMADAN STANDARDIN BiR BÖLÜMÜ/TAMAMI iLTiBAS EDiLEMEZ, ÇOGALTILAMAZ.








![C 200 TS-14, C 210 TS-12, C 220 TS-10, C 230 TS-9 - RUBAG...C 200 TS-14, C 210 TS-12, C 220 TS-10, C 230 TS-9 DLT 27025179 [mm] 1960 3730 2568 5403 1080 430 DLT 2702-1FR 08/16 MT.](https://static.fdocuments.fr/doc/165x107/60ae0e3c7f8c9879a34f6d52/c-200-ts-14-c-210-ts-12-c-220-ts-10-c-230-ts-9-rubag-c-200-ts-14-c-210.jpg)









