TECHNOLOGIE ET EQUIPEMENT DE LA FILATURE AIDE-MEMOIRE … · choix de la matiere premiere...
80
TECHNOLOGIE ET EQUIPEMENT DE LA FILATURE AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE EN FILATURE DE COTON ET DE MELANGE Préparé par Mr A. IGUEDAD Enseignant de Technologie Textile Option Filature ISGP-2015
Transcript of TECHNOLOGIE ET EQUIPEMENT DE LA FILATURE AIDE-MEMOIRE … · choix de la matiere premiere...

TECHNOLOGIE ET EQUIPEMENT DE LA FILATURE
AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE EN FILATURE DE COTON ET DE MELANGE
Préparé par Mr A. IGUEDAD Enseignant de Technologie Textile
Option Filature
ISGP-2015

CHOIX DE LA MATIERE PREMIERE
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 2
I. CHOIX DE LA MATIERE PREMIERE
D'après leurs finesses, leurs longueurs techniques, et leurs longueurs de rupture, les fibres de coton sont classées en 7 types (Standards GOST).
Le coton du premier type est d'une longueur de fibres de 38/39 ÷39/40 mm et d'une longueur de rupture de 34,5 km. C'est la matière première la plus chère et elle n'est utilisée que pour produire des filés les plus fins et les plus solides (le tableau 01 ci-après donne ces caractéristiques).
Tableau 01.
Groupes de coton
Typ
e d
e
coto
n
Longueur technique en mm
Longueur de rupture en km.
Genre de cotonnier.
Coton longue-soie
1 38/39 34,0 9647-J;8763-J;9301-J.
2 37/38 32,0 9078-J; 5595-B; 9155-B ; C-6002; C-6029; C-6030; 6249-B
3 35/36 30,0 5904-J; 6465-B
Coton moyenne-soie
4 33/34 26,0 149-F ; 133-F
5 31/32 24,5 108-F; 138-F; C-4727 ; T-1 ; T-3
6 30/31 24,0 T-2 ; 153-F
7 29/30 23,5 2421; KK-1083 2833-A
Chaque type de coton est obtenu d'une certaine variété de cotonnier. Les mélanges types ont été établis en tenant compte de ces types de coton.
Tableau 02 : Désignation des mélanges types
Type de coton Qualité des fibres
0 (extra) I II III IV V
1 1-0 1-I 1-II 1-III 1-IV V
2 2-0 2-I 2-II 2-III 2-IV
3 3-0 3-I 3-II 3-III 3-IV
4 4-0 4-I 4-II 4-III 4-IV
5 5-0 5-I 5-II 5-III 5-IV
6 6-0 6-I 6-II 6-III 6-IV
7 7-0 7-I 7-II 7-III 7-IV
Chaque mélange est désigné par deux chiffres dont le premier indique le type du coton et le deuxième en montre la qualité. Exemple : le mélange 5-I représente un mélange de coton de Ière qualité de 5ème type ou un mélange de coton de Ière et de IIème qualité de même type. (On recommande généralement d'ajouter de 0 à 30% du coton de IIème qualité).
De là, on peut dire qu'on traite soit le coton d'une qualité, soit un mélange de deux cotons de qualités différentes mais voisines. 0n peut recommander la composition des mélanges suivants (cf. tableau 03).

CHOIX DE LA MATIERE PREMIERE
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 3
Tableau 03 : recommandation de la composition des mélanges
Type de mélange Composition de mélange
0 ou (a) 0 ou 0 + 30% Ière qualité
I ou (b) I ou I+30% IIème qualité
II ou (c) II ou II + 30% IIIème qualité
III ou (d) III ou III + 30% IVème qualité
Où : a, b, c, et d –désignation ancienne des du type de mélange
Répartition des mélanges de coton suivant le numéro métrique du fil de chaine
Tableau 04
Tex (numéro) du fil Q u a l i t é de f i l
Extra I II III
C O T O N L O N G U E - S O IE
F i l a t u r e p e i g n é e
5,0÷5,9 (200÷170) 1-0 ; 1-I 1-0 ; 1-I --- ---
6,7÷7,5 (149÷133) 1-0 ; 1-I 1-0; 2-0; 2-I 2-I ---
8,5÷10,8 (118÷92,6) 1-I ; 2-0 1-I; 2-0 2-II; 3-0 ---
11,8÷21,0 (84,7÷47,6) Pour les tissus spéciaux 3-0; 3-I 3-0; 3-I 3-I ---
F i l a t u r e ca r d é e
≥18,5 (≤54) 1-III; 2-III 3-III 3-IV ---
C O T O N M OY E N N E - S O I E
F i l a t u r e p e i g n é e
11,8÷14,0 (84,7÷71,4) --- 4-0; 4-I 4-I; 5-0 5-0 ; 5-I
15,4÷25,0 (64,9÷40,0) --- 4-0; 4-I ; 5-0 5-0; 5-I 5-I
F i l a t u r e ca r d é e
11,3÷14,0 (84,7÷71,4) 4-0; 4-I 4-0; 4-I 5-0; 5-I 5-I
15,4÷18,5 (64,9÷54,0) 4-0; 4-I 4-0; 4-I ; 5-0; 5-I 5-0;5-I 5-II
18,5÷21,0 (54,0÷47,6) 4-I 4-II; 5-0; 5-I 5-I 5-II
22,0÷27,0 (45,4÷37,0) 5-I 5-II; 5-III ; 6-II ; 7-I 5-I ; 5-III ; 6-II ; 7-II 5-III ; 6-II ; 6-III ; 6-IV
28,0÷29,0 (35,7÷34,5) 6-I ; 7-0 5-III ; 6-II ; 7-I 5-III; 7-II 6-III ; 6-IV; 7-III
36,0÷46,0 (27,8÷21,7) 7-I 5-III ; 6-II ; 7-I ; 7-II 6-III ; 7-II; 7-III 7-III ; 6-IV
50,0÷60,0 (20,0÷16,7) --- 5-III ; 6-III ; 7-I ; 7-II 5-III; 7-II ; 7-III 6-IV
72,0÷100,0 (13,9÷10,0) --- 7-II ; 7-III 7-III ; 6-IV 6-IV

CHOIX DE LA MATIERE PREMIERE
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 4
Répartition des mélanges de coton suivant le numéro métrique du fil de trame
Tableau 05
Tex (numéro) du fil Q u a l i t é de f i l
Extra I II III
C O T O N L O N G U E - S O IE
F i l a t u r e p e i g n é e
5,0÷5,9 (200÷170) 1-0 ; 1-I 1-0 ; 1-I --- ---
6,7÷8,5 (149÷118) 1-0 ; 2-0 ; 1-I 2-0; 2-I 2-I ---
9,0÷15,4 (111÷64,9) 2-I ; 2-II 3-0 3-I; 3-II ---
F i l a t u r e ca r d é e
≥18,5 (≤54) --- 3-III 3-IV 3-IV
C O T O N M OY E N N E - S O I E
F i l a t u r e p e i g n é e
11,8÷14,0 (84,7÷71,4) --- 4-0; 4-I 4-I; 5-0 5-I
15,4÷25,0 (64,9÷40,0) --- 5-0; 5-I 5-0; 5-I 5-I
F i l a t u r e ca r d é e
11,3÷14,0 (84,7÷71,4) 4-0; 4-I 4-0; 4-I 5-0; 5-I 5-I ; 5-II
15,4÷16,5 (64,9÷60,6) 4-I 5-0; 5-I 5-I 5-II
18,5÷21,0 (54,0÷47,6) 5-0; 5-I 5-II 5-II 6-II ; 7-I
22,0÷27,0 (45,4÷37,0) 5-II ; 7-0 5-II; 6-II ; 7-I 5-III ; 7-II 5-III
28,0÷29,0 (35,7÷34,5) 6-II ; 7-I 5-III ; 6-III ; 7-II 6-III; 7-I; 7-II 6-IV ; 7-I ; 7-III
36,0÷46,0 (27,8÷21,7) 6-III ; 7-I 5-III ; 6-III ; 7-I ; 7-II 7-II; 7-III 6-IV ; 7-III
≥50,0 (≤20,0) --- 6-III ; 7-I ; 7-II 6-IV; 7-II; 7-III 7-III ; 7-IV

CHOIX DE LA MATIERE PREMIERE
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 5
QUALITE DE LA FIBRE DE COTON
Tab.06a : Caractéristiques des fibres de coton (récolte 1981-selon GOST)
Type de coton
Genre de cotonnier
Type de cueillette
Qualité de la fibre
Humidité en [%]
Longueur staple [mm]
Cv de la longueur.
en %
Coefficient de
maturité
Masse linéique
mtex
Solidité de la fibre
cN
Ténacité [cN/Tex]
Taux d'impuretés
en %
01 02 03 04 05 06 07 08 09 10 11 12
Fibres fines
1
Achkhabad 25
Manuelle
I 4,1 39,3 ---- 2,0 126 4,4 34,9 3,2 II 4,6 39,7 ---- 1,9 123 4,1 33,3 3,7
III 4,1 38,7 ---- 1,7 112 3,5 31,2 4,8
IV 4,4 39,2 ---- 1,4 108 3,1 30,1 5,8
Mécanique
I 4,4 39,9 23,4 2,0 133 4,4 33,1 4,2 II 4,1 39,4 ---- 1,8 121 4,0 33,0 5,1
III 4,6 39,9 ---- 1,7 115 3,5 30,4 5,8
IV 4,3 38,4 ---- 1,5 106 3,1 29,2 8,3
9732-I
Manuelle
I 4,5 40,0 ---- 2,0 128 4,4 34,4 2,2 II 4,9 40,0 ---- 1,9 122 4,0 32,8 2,7
III 5,0 39,8 ---- 1,7 113 3,6 31,9 3,2
IV 5,9 39,2 ---- 1,5 113 3,1 27,4 3,7
Mécanique
I 5,0 40,0 ---- 2,0 128 4,4 34,4 3,3 II 5,0 40,7 ---- 1,8 121 3,9 32,2 3,9
III 5,5 39,9 ---- 1,7 112 3,5 31,2 4,3
IV 6,0 40,8 ---- 1,4 105 3,0 28,6 2,9
8386-V Manuelle
I 4,2 40,2 ---- 2,0 128 4,5 35,2 1,9 II 6,2, 39,9 ---- 1,9 127 4,0 31,5 2,4
III 6,0 38,6 ---- 1,7 111 3,6 32,4 3,0
Mécanique II 6,4 39,3 ---- 1,8 115 3,8 33,0 4,0
2 6249-V
Manuelle
I 5,0 39,3 23,8 2,0 141 4,4 31,2 2,4
II 5,2 39,0 24,7 1,8 133 4,1 30,8 3,0
III 5,5 38,2 24,8 1,7 119 3,5 29,4 3,8
IV 6,0 37,6 24,5 1,5 111 3,1 27,9 4,4
Mécanique
I 5,3 39,6 24,8 2,0 140 4,5 32,1 3,3
Il 5,8 38,7 26,1 1,8 127 4,0 31,5 4,2
III 6,0 36,8 28,6 1,7 119 3,6 30,2 3,5
IV 5,8 36,3 27,6 1,5 110 3,1 28,2 5,5

CHOIX DE LA MATIERE PREMIERE
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 6
Tab.6b : suite
2
C-6037
Manuelle
I 5,0 39,8 ---- 2,0 131 4,4 33,6 2,2 Il 5,4 40,1 ---- 2,0 126 4,1 32,5 2,6
III 4,9 38,4 ---- 1,7 115 3,6 31,3 3,5
IV 5,5 37,1 20,3 1,5 103 3,0 29,1 4,6
Mécanique
I 5,4 39,3 ---- 2,1 137 4,4 32,1 3,0 II 5,5 39,1 ---- 1,9 122 4,0 32,8 3,4
III 5,5 39,5 ---- 1,8 114 3,5 30,7 3,8
IV 5,8 396 22,5 1,6 100 2,9 29,0 5,8
Droujba-60 Manuelle
I 4,9 40,1 22,2 2,0 140 4,5 32,1 2,0 II 5,3 39,8 26,5 1,8 137 4,0 29,2 2,8
III 6,0 37,9 33,0 1,6 108 3,4 31,5 2,4
Mécanique IV 7,2 ---- ---- 1,2 85 2,3 27,0 13,3
3
Termez-7
Manuelle I 5,0 38,9 ---- 2,1 138 4,5 32,6 2,1
II 5,5 38,4 ---- 2,0 130 4,1 31,5 2,6
Mécanique
I 5,6 38,9 ---- 2,1 143 4,5 31,5 2,5
II 5,7 37,9 ---- 2,0 135 4,0 29,6 2,9
III 5,6 38,2 ---- 1,9 123 3,6 29,3 3,8
IV 518- 37,2 ---- 1,7 111 3,2 28,8 5,3
6465-V
Manuelle
I 5,0 39,7 25,7 2,0 148 4,5 30,4 2,5
II 5,3 39,6 27,3 1,8 141 4,0 28,4 3,5
III 5,7 37,9 28,2 1,7 125 3,6 28,8 3,7
IV 5,8 37,0 26,5 1,5 124 3,1 25,0 4,5
Mécanique
I 5,0 39,5 26,8 2,0 148 4,5 30,4 3,1
II 5,0 38,8 25,2 1,9 143 4,1 28,7 3,4
III 6,2 38,5 30,3 1,7 133 3,7 27,8 3,5
IV 6,3 37,0 22,4 1,5 122 3,1 25,4 5,1
Fibres de finesses moyennes
4 133
Manuelle
I 4,8 35,3 ---- 2,0 154 4,4 28,6 2,8
II 5,1 35,2 ---- 1,9 150 4,1 27,3 3,8
III 5,2 35,1 ---- 1,7 136 3,6 26,5 4,6
IV 6,0 34,8 ---- 1,5 127 3,1 24,4 7,6
Mécanique
I 4,8 35,1 ---- 2,0 153 4,4 28,8 4,4
II 5,1 35,1 ---- 1,9 148 4,0 27,0 5,5
III 5,1 35,0 ---- 1,7 136 3,5 25,7 6,8
IV 5,2 34,7 ---- 1,5 127 3,1 24,4 9,0

CHOIX DE LA MATIERE PREMIERE
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 7
Tab.06c : suite
Fibres de finesses moyennes
4
149-F
Manuelle
I 5,4 34,4 ---- 2,0 168 4,5 26,8 2,2 II 6,0 34,4 ---- 1,9 154 4,0 26,0 3,5
III 5,8 34,4 ---- 1,7 141 3,5 24,8 4,9
IV 5,6 34,5 ---- 1,5 129 3,1 24,0 6,2
Mécanique
I 4,7 34,4 ---- 2,0 168 4,4 26,2 2,8 II 5,6 34,4 ---- 1,8 154 4,0 26,0 4,7'
III 5,6 34,4 ---- 1,7 141 3,5 24,8 5,2
IV 5,6 34,4 ---- 1,5 130 3 1 23,8 7,0
5904-I
Manuelle
I 5,2 36,7 ---- 2,2 169 4,6 27,2 2,1 II 5,3 36,9 ---- 2,0 156 4,1 26,3 2,6
III 5,8 36,5 ---- 1,8 145 3,5 24,1 3,5
Mécanique
I 5,1 36,5 ---- 2,1 166 4,5 27,1 2,3 II 4,9 36,0 ---- 1,9 151 4,0 26,5 3,2
III 5,3 36,5 ---- 1,9 145 3,6 24,8 3,4
IV 4,8 36,4 ---- 17 128 3,2 25,0 5,3
Tachtcha- ouzkii-17
Manuelle
I 5,1 33,7 ---- 2,0 169 4,4 26,0 2,4
II 5,9 33,5 ---- 1,9 166 4,0 24,1 4,6
III 5,9 33,8 ---- 1,7 141 3,5 24,8 4,6
IV 5,7 33,4 ---- 1,5 129 3,1 24,0 9,2
Mécanique
I 5,5 34,0 ---- 2,0 165 4,3 26,1 3,9
II 5,3 34,2 ---- 1,8 154 3,9 25,3 4,7
III 5,4 34,3 ---- 1,7 144 3,5 24,3 5,8
IV 6,2 ---- 1,5 133 3,2 24,1 7,2
175-F
Manuelle
I 5,8 33,8 ---- 2,0 167 4,4 26,3 2,0 II 5,4 32,8 ---- 1,9 171 4,1 24,0 2,0
III 5,5 32,9 ---- 1,6 145 3,4 23,4 4,3
IV 5,9 33,8 ---- 1,5 135 3,1 23,0 3,8
Mécanique
I 4,3 32,4 27,8 2,0 169 4,4 26,0 1,8 II 5,9 33,5 ---- 1,8 154 3,9 25,3 2,6
III 5,4 32,8 ---- 1,7 140 3,5 25,0 3,1
IV 6,0 33,2 ---- 1,5 138 3,1 22,5 4,8

CHOIX DE LA MATIERE PREMIERE
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 8
Tab.06d : suite
5
108-F
Manuelle
I 5,4 31,6 --- 2,0 180 4,5 25,0 2,1
II 5,8 31,7 --- 1,9 167 4,0 24,0 2,9
III 6,0 31,6 --- 1,7 152 3,5 23,0 4,0
IV 5,9 31,6 --- 1,5 134 3,0 22,4 5,7
Mécanique
I 5,5 31,6 --- 2,0 179 4,4 24,6 2,6
II 5,5 31,7 --- 1,8 166 4,0 24,1 2,9
III 5,6 31,6 --- 1,7 152 3,5 23,0 4,0
IV 5,9 31,4 --- 1,5 134 3,1 23,1 5,6
C-4727
Manuelle
I 5,7 31,7 --- 2,0 179 4,4 24,6 2,3
II 5,9 31,9 --- 1,9 168 4,0 23,8 3,9
III 6,6 31,8 --- 1,7 153 3,5 22,9 4,2
IV 6,0 31,8 --- 1,5 133 3,1 22,6 5,4
Mécanique
I 6,1 31,7 --- 2,0 177 4,3 24,3 2,8
II 5,8 32,1 --- 1,9 166 4,0 24,1 3,6
III 6,0 32,0 --- 1,7 152 3,5 23,0 4,3
IV 6,0 31,9 --- 1,5 136 -3,1 22,8 5,5
Kzil-Ravat
Manuelle
I 5,8 32,0 25,7 2,2 174 4,4 25,3 2,1
II 6,2 32,0 --- 1,9 161 4,0 24,8 2,5
III 5,7 31,8 --- 1,7 144 3,5 24,3 3,2
IV 6,8 32,0 --- 1,4 128 3,0 23,4 7,1
Mécanique
I 5,9 32,0 --- 2,0 173 4,4 25,4 2,4
II 6,0 32,3 --- 1,9 161 3,9 24,2 2,8
III 6,0 32,0 --- 1,7 148 3,5 23,6 3,4
IV 61 318 --- 1,5 130 30 20,3 4,7
138-F
Manuelle
I 6,2 35,2 --- 2,0 167 4,3 25,7 3,0.
Il 5,8 35,3 ---- 1,8 161 3,9 24,2 2,5
III 6,4 35,8 --- 1,7 153 3,6 23,5 5,4
IV 6,1 35,4 --- 1,6 130 3,2 24,6 5,8
Mécanique
II 6,1 35,4 --- 1,8 158 3,9 24,7 2,8
III 5,9 35,4 --- 1,7 148 3,5 23,6 3,6
IV 5,9 35,4 --- 1,6 133 3,1 23,3 5,4

CHOIX DE LA MATIERE PREMIERE
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 9
Tab.06e : suite
5
An-Sa markand-2
Manuelle I 5,5 33,5 ---- 2,0 177 4,4 24,8 2,3
II 5,6 31,2 ---- 1,5 131 3,1 23,7 5,3
Mécanique
I 5,6 33,7 ---- 2,0 172 4,3 25,0 2,3
III 5,5 33,3 ---- 1,8 158 3,9 24,7 3,4
III 5,5 33,0 ---- 1,7 149 3,5 23,5 3,6
IV 5,8 32,5 ---- 1,5 130 3,1 23,8 6,2
An-Ouzbe- kistan-3
Manuelle
I 4,7 32,8 ---- 2,0 174 4,4 25,3 2,0
II 6,3 33,6 ---- 1,9 164 4,0 24,4 2,3
III 4,7 32,4 21,0 1,7 147 3,5 23,8 3,5
IV 4,9 31,4 23,8 1,5 129 3,1 24,0 2,0
Mécanique
I 4,4 32,2 22,1 2,0 174 4,4 25,3 3,1
II 4,9 32,6 22,2 1,9 163 4,0 24,5 2,4
III 5,2 32,5 25,2 1,7 149 3,5 23,5 3,2
IV 510 32,O 24,3 1,5 135 3,1 23,0 4,1
Samarkand -3
Manuelle I 6,1 33,6 ---- 2,0 173 4,4 25,4 2,1
Il 5,6 33,5 ---- 1,9 165 4,0 24,2 2,6
Mécanique
I 6,2 33,6 ---- 2,0 171 4,3 25,1 2,2
II 6,2 32,3 ---- 1,8 169 3,9 23,1 2,9
III 5,9 31,3 ---- 1,6 145 3,3 22,8 3,5
6 Tachkent-1
Manuelle
I 5,6 31,8 ---- 2,0 185 4,4 23,8 2,1
II 5,9 31,9 ---- 1,9 174 4,0 23,0 2,5
III 6,0 31,8 ---- 1,7 156 3,5 22,8 3,5
IV 6,1 31,7 ---- 1,5 144 3,1 21,5 4,9
Mécanique
I 5,6 31,8 ---- 2,0 184 4,4 23,9 2,2
II 5,8 31,8 ---- 1,9 173 4,0 23,1 2,6
III 5,7 31,8 ---- 1,7 156 3,5 22,4 3,4
IV 5,9 31,6 ---- 1,5 143 3,1 21,7 4,7

CHOIX DE LA MATIERE PREMIERE
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 10
Tab.06f : suite
01 02 03 04 05 06 07 08 09 10 11 12
6
3038
Manuelle
I 5,7 31,8 ---- 2,0 183 4,4 24,0 2,6
II 5,9 31,7 ---- l,9 169 3,9 23,1 3,7
III 5,8 31,7 ---- 1,7 155 3,5 22,6 4,4
IV 5,8 31,7 ---- 1,5 142 3,0 21,1 5,7
Mécanique
I 5,5 31,9 ---- 2,0 187 4,5 24,1 3,2
II 5,7 31,8 ---- 1,9 170 4,0 23,5 4,0
III 5,7 31,7 ---- 1,7 154 3,5 22,7 4,3
IV 5,7 31,7 ---- 1,5 145 3,0 20,7 4,9
An-402
Manuelle
I 6,2 32,2 ---- 2,0 185 4,4 23,8 2,0
II 5,7 30,5 ---- 1,9 173 4,0 23,1 2,4
III 5,5 32,3 ---- 1,6 153 3,5 22,9 3,2
IV 6,0 32,3 ---- 1,4 141 3,1 22,0 4 6
Mécanique
I 4,5 32,1 ---- 2,0 184 4,4 23,9 2,1
II 5,3 32,1 ---- 1,9 173 4,1 23,7 2,5
III 5,1 31,9 ---- 1,7 155 3,5 22,6 3,1
IV 5,4 31,1 ---- 1,4 142 3,1 21,8 4,0

C A L C U L D U M E L A N G E
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 11
1. Calcul de la charge de rupture relative du fil fabrique par la filature classique (pour le mélange 100% coton)
Pour déterminer la résistance à la rupture relative du fil fabriqué par la filature à anneaux, on peut utiliser la formule de Soloviev. Néanmoins, on doit tenir compte que la formule est valable uniquement pour le coton 100% et s'écrit:
k
lnHRR
st
fbfil
51
65.20375.01 0
(01)
Où: Rfil - Résistance à la rupture relative du fil (cN/tex);
fbR - Résistance à la rupture relative moyenne de la fibre (cN/Tex);
fb
fbfb
T
PR
(02)
H0- Irrégularité du processus technologique dû à l’état des équipements (irrégularité spécifique);et dépend du système de filature;
H0=4,5 ÷ 5,0 pour le système cardé; H0=3,5 = 4,0 pour le système peigné;
n - nombre moyen de fibres dans la section transversale du filé;
fb
f
T
Tn
(03)
stl - longueur technique moyenne des fibres (ou longueur staple) (mm);
k -coefficient qui tient compte de l'influence de la torsion du fil, et se
détermine par la différence entre le coefficient de torsion réel et le coefficient de torsion critique;
η- Coefficient qui tient compte de l'état de l'équipement:
η=1,1- équipement en très bon état;
η=1,0 - équipement en état normal;
η =O,9- équipement en mauvais état; Norme Gost pour le cas considéré:
mT
m
316.0 6.31
100T
(04)
2. Détermination des caractéristiques moyennes
Les caractéristiques moyennes du mélange sont déterminées par les formules suivantes (moyennes pondérées des composants du mélange):
n) ...; 2; 1;(i (mm) 100
.1
n
i
isti
st
xl
l ; (05a)
n) ...; 2; 1;(i km)ou (cN/Tex 100
.1
n
i
ifbi
fb
xR
R (05b)
n) ...; 2; 1;(i gf)ou (cN 100
.1
n
i
ifbi
fb
xP
P (05c)

C A L C U L D U M E L A N G E
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 12
n) ...; 2; 1;(i Tex)ou (mTex 100
.1
n
i
ifbi
fb
xT
T (05d)
Où: lsti- longueur staple des fibres du Ième composant (mm); Rfbi- charge de rupture relative des fibres du Ième composant (cN/Tex); Pfbi- solidité des fibres du Ième composant (cN ou gf); Tfbi-masse linéique des fibres du Ième composant (mtex ou tex); xi - pourcentage des composants dans le mélange.
Après avoir déterminé les caractéristiques moyennes des fibres, on contrôle le choix du mélange d'après la formule (01).
Le coefficient de torsion critique αTcr, est donné par la formule de Soloviev, suivante:
𝛼𝑇𝑐𝑟 = 0,3162 × [(1120 − 70 × �̅�𝑓𝑏
𝑙�̅�𝑡
) × �̅�𝑓𝑏 +57,2
√𝑇𝑓
] (06)
Et TcrTr
Où : αTr,- coefficient réel de la torsion du fil (dont les valeurs sont tabulées -tableaux standards).
La valeur du coefficient kα (cf. tableau 07) est fonction de la différence entre le coefficient réel de torsion αTr et le coefficient critique de torsion αTcr.
Si α<0, on tient compte de la formule suivante: 20009774,000338,000,1 k , (obtenue avec une corrélation
de r=0,974) ;
Si α> 0, on tient compte de la formule suivante: 0092,001,1k
(obtenue avec une corrélation r=0,991).
Après avoir déterminé la longueur de rupture du fil, d'après la formule de Soloviev, il faut déterminer l'irrégularité selon la solidité du fil simple, en utilisant l’expression suivante:
𝐻𝑝 = (𝐻0 +70,7
√�̅�) × 𝑑 (07)
Hp- irrégularité selon la solidité du fil simple (en %) d- coefficient qui varie de 1,0 ÷ 1,1.
D'autre part, le coefficient de variation est lié à l'irrégularité par la relation suivante: Cv =1,25Hp
Tableau 07. Valeurs du coefficient kα pour le coton 100%
TcrTr kα TcrTr kα
-15.8 0.70 3.16 0.99
-12.6 0.80 4.74 0.98
-9.48 0.86 6.32 0.96
-7.9 0.91 9.48 0.94
-6.32 0.94 12.6 0.91
-4.74 0.96 15.8 0.88
-3.16 0.98 18.9 0.85
-1.58 0.99 22.1 0.82
0 1.00 25.3 0.79

C A L C U L D U M E L A N G E
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 13
Tableau 08 : Coefficient de torsion des fils de chaîne αT (αm)
Tex (N) du fil
Longueur technique des fibres en mm
26/27 27/28 28/29 29/30 30/31 31/32 32/33 33/35 35/37 37/39 39/40
100 (10) ---- 36,4 (115) 35,4 (112) ---- ---- ---- ---- ---- ---- ---- ----
84 (11,9) ---- 37,6 (119) 36,7 (116) 35,4 (112) ---- ---- ---- ---- ---- ---- ----
60 (16,7) ---- 38,9 (123) 37,9 (120) 36,4 (115) 34,8 (110) ---- ---- ---- ---- ---- ----
56 (17,9) ---- 39,8 (126) 38,6 (122) 37,3 (118) 35,7 (113) 34,8 (110) ---- ---- ---- ---- ----
50 (20) ---- 40,8 (129) 39,2 (124) 38,3 (121) 36,7 (116) 35,7 (113) ---- ---- ---- ---- ----
42 (23,8) ---- 41,1 (130) 39,8 (126) 39,2 (124) 37,9 (120) 36,7 (116) 36,4 (115) ---- ---- ---- ----
36 (27,8) ---- 41,7 (132) 41,1 (130) 40,2 (127) 38,9 (123) 37,9 (120) 37,3 (118) 34,1 (108) 31,6 (100) ---- ----
29 (34,5) ---- 43,0 (136) 42,4 (134) 41,1 (130) 39,8 (126) 39,2 (124) 38,6 (122) 35,4 (112) 32,3 (102) 28,5 (90) ----
25 (40) ---- 44,3(140) 43,3 (137) 42,1 (133) 40,5 (128) 39,8 (126) 39,2 (124) 36,0 (114) 32,6 (103) 28,8 (91) ----
21 (47,6) ---- ---- 44,3 (140) 43,3 (136) 41,1 (130) 40,5 (128) 39,8 (126) 37,0 (117) 32,9 (104) 29,1 (92) ----
18,5 (54) ---- ---- ---- 43,6 (138) 42,0 (133) 41,1 (130) 40,5 (128) 37,6 (119) 33,2 (105) 29,4 (93) ----
16,5 (60,6) ---- ---- ---- ---- 42,7 (135) 41,7 (132) 41,1 (130) 38,3 (121) 33,5 (106) 30,4 (96) ----
15,4 (64,9) ---- ---- ---- ---- 43,6 (138) 42,7 (135) 42,0 (133) 39,2 (124) 33,8 (107) 30,7 (97) ----
11,8 (84,7) ---- ---- ---- ---- ---- 43,9 (139) 43,3 (137) 39,9 (126) 34,8 (110) 31,0 (98) ----
10,0 (100) ---- ---- ---- ---- ---- ---- ---- 41,1 (130) 36,0 (114) 32,9 (104) ----
8,5 (118) ---- ---- ---- ---- ---- ---- ---- ---- 37,3 (118) 33,2 (105) ----
7,5 (133) ---- ---- ---- ---- ---- ---- ---- ---- 38,3 (121) 33,5 (106) 31,9 (102)
5,7 (149) ---- ---- ---- ---- ---- ---- ---- ---- 39,2 (124) 33,8 (107) 31,9 (102)
5,9 (170) ---- ---- ---- ---- ---- ---- ---- ---- ---- 34,1 (108) 33,5 (106)
5,0 (200) ---- ---- ---- ---- ---- ---- ---- ---- ---- 34,8 (110) 33,8 (107)
C A L C U L D U M E L A N G E
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 14
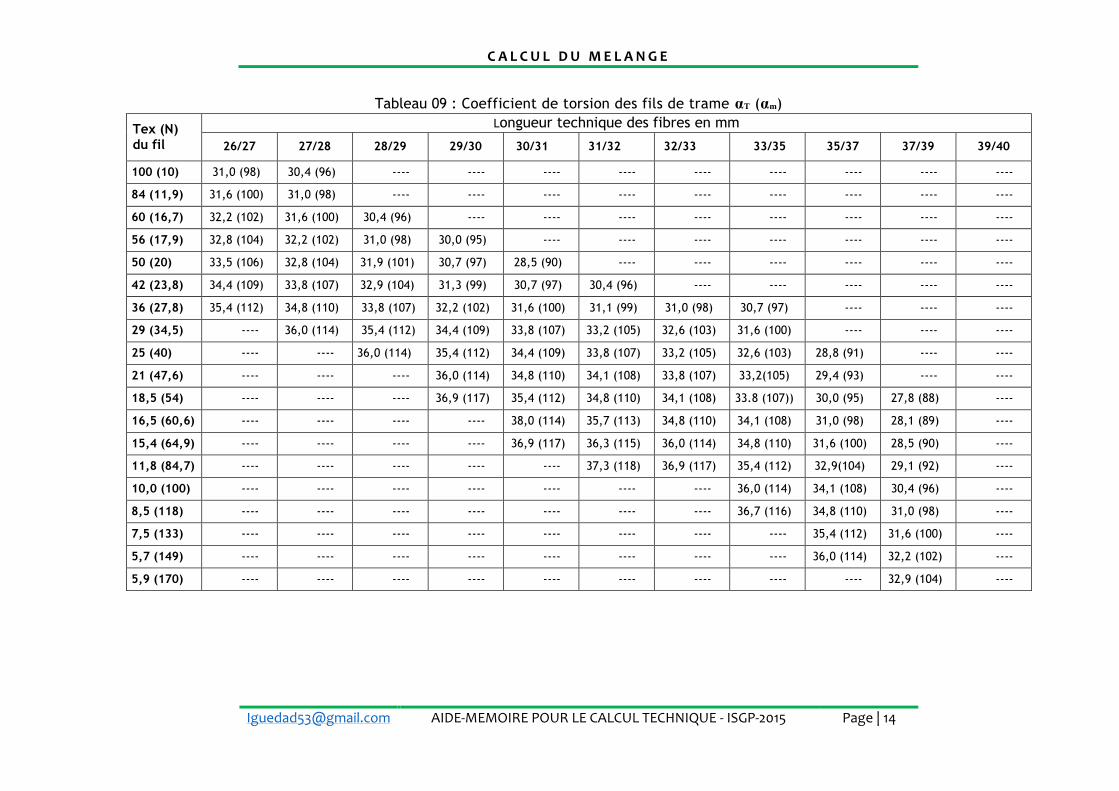
Tableau 09 : Coefficient de torsion des fils de trame αT (αm)
Tex (N) du fil
Longueur technique des fibres en mm
26/27 27/28 28/29 29/30 30/31 31/32 32/33 33/35 35/37 37/39 39/40
100 (10) 31,0 (98) 30,4 (96) ---- ---- ---- ---- ---- ---- ---- ---- ----
84 (11,9) 31,6 (100) 31,0 (98) ---- ---- ---- ---- ---- ---- ---- ---- ----
60 (16,7) 32,2 (102) 31,6 (100) 30,4 (96) ---- ---- ---- ---- ---- ---- ---- ----
56 (17,9) 32,8 (104) 32,2 (102) 31,0 (98) 30,0 (95) ---- ---- ---- ---- ---- ---- ----
50 (20) 33,5 (106) 32,8 (104) 31,9 (101) 30,7 (97) 28,5 (90) ---- ---- ---- ---- ---- ----
42 (23,8) 34,4 (109) 33,8 (107) 32,9 (104) 31,3 (99) 30,7 (97) 30,4 (96) ---- ---- ---- ---- ----
36 (27,8) 35,4 (112) 34,8 (110) 33,8 (107) 32,2 (102) 31,6 (100) 31,1 (99) 31,0 (98) 30,7 (97) ---- ---- ----
29 (34,5) ---- 36,0 (114) 35,4 (112) 34,4 (109) 33,8 (107) 33,2 (105) 32,6 (103) 31,6 (100) ---- ---- ----
25 (40) ---- ---- 36,0 (114) 35,4 (112) 34,4 (109) 33,8 (107) 33,2 (105) 32,6 (103) 28,8 (91) ---- ----
21 (47,6) ---- ---- ---- 36,0 (114) 34,8 (110) 34,1 (108) 33,8 (107) 33,2(105) 29,4 (93) ---- ----
18,5 (54) ---- ---- ---- 36,9 (117) 35,4 (112) 34,8 (110) 34,1 (108) 33.8 (107)) 30,0 (95) 27,8 (88) ----
16,5 (60,6) ---- ---- ---- ---- 38,0 (114) 35,7 (113) 34,8 (110) 34,1 (108) 31,0 (98) 28,1 (89) ----
15,4 (64,9) ---- ---- ---- ---- 36,9 (117) 36,3 (115) 36,0 (114) 34,8 (110) 31,6 (100) 28,5 (90) ----
11,8 (84,7) ---- ---- ---- ---- ---- 37,3 (118) 36,9 (117) 35,4 (112) 32,9(104) 29,1 (92) ----
10,0 (100) ---- ---- ---- ---- ---- ---- ---- 36,0 (114) 34,1 (108) 30,4 (96) ----
8,5 (118) ---- ---- ---- ---- ---- ---- ---- 36,7 (116) 34,8 (110) 31,0 (98) ----
7,5 (133) ---- ---- ---- ---- ---- ---- ---- ---- 35,4 (112) 31,6 (100) ----
5,7 (149) ---- ---- ---- ---- ---- ---- ---- ---- 36,0 (114) 32,2 (102) ----
5,9 (170) ---- ---- ---- ---- ---- ---- ---- ---- ---- 32,9 (104) ----

C A L C U L D U M E L A N G E
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 15
3. Calcul de la charge à la rupture du fil pour le mélange coton / fibres chimiques
On sait que la charge de rupture du fil fabriqué à partir du mélange de coton et des fibres chimiques est inférieure, pour les fils de même densité linéique, à celle du mélange coton pur. C'est pourquoi, pour contrôler la charge de rupture du fil fabriqué à base de mélange coton-fibres chimiques, on utilise la formule de VANTCHIKOV qui s'écrit:
mfbmm kRR (cN/tex) (10)
Où : Rm: charge de rupture relative du fil fabriqué à partir du mélange, en cN/tex ;
fbmR : charge de rupture relative moyenne des fibres du mélange, en cN/tex.
D’autres parts :
2211 fbfbfbm RRR (11) ;
Où: R fb1 et R fb2 : charges de rupture relatives des fibres du premier et du deuxième
composants dans le mélange; β1 et β2 : pourcentage des fibres du premier et deuxième composants d'après le poids; km : coefficient d'utilisation de la charge de rupture des fibres du mélange dans le fil.
D’autres parts, le coefficient km peut être obtenu par la formule suivante : 2
221 bakkm (12) ;
Le coefficient k1 peut être déterminé à l’aide de la formule de A.N. Soloviev pour le coton et celle de V.A :
𝑘1 =𝑅𝑓𝑐
𝑅𝑓𝑏𝑐; (13);
Où :
21 /1 a (14) ;
xfbfb TTb )/(/1 2121 (15) ;
ε1: allongement à la rupture du composant à moindre allongement, le moins tendu (coton ≈8 %);
ε2: allongement à la rupture du composant à plus grand allongement, le plus tendu (fibranne ≈16,2 %);
Rfc, longueur de rupture relative du fil à partir du coton (cN/tex) ; Rfbc, longueur de rupture relative de la fibre la composante coton (cN/tex) ; Rfb1 et Tfb2,- densités linéiques des fibres du premier et du deuxième composants, en mtex.
ηx: coefficient dépendant de la structure et des propriétés particulières des fibres.
Tableau 10 : valeurs du coefficient ηx
N° Types de mélange ηx
1 Coton avec les fibres de viscose 1.1
2 Coton avec les fibres synthétiques 1.0
3 Viscose avec les fibres de polyamide (capron) 0.8
4 Viscose avec les fibres de polyacrylique (nitron) 0.6
Pour les fibres chimiques en faisceau de meilleurs résultats sont obtenu à raide de la formule de A.H. Vantchikov suivante:
43
0 00859.05.68
16.1fil
T
filT
fb
chimTT
Tk
(16)
C A L C U L D U M E L A N G E
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 16
Où: η0: coefficient identique pour la viscose, le polyester et le polyamide =1,
pour le polyacrylonitryle = 0.93 ÷ 0.95
Les résultats vérifient dans 70 à 75% de cas les données réelles avec une erreur de 8%.
4. CONCLUSION:
Les résultats de calcul de la charge de rupture relative du fil de coton à l’aide de la formule de Soloviev vérifient les données expérimentales avec une erreur ne dépassant pas ±5% dans 65% des cas, et des ±8 % dans 92% de cas.
Les résultats de calcul de la charge de rupture du fil de viscose de longueur 33÷43 mm (à l'aide de la formule d'Oussenko), vérifient aussi les données expérimentales avec une fluctuation de 1.5 à 2%. Pour les fibres de longueur 47÷52 mm les résultats de calcul et ceux expérimentaux varient de 10 à 13%. Plus la longueur augmente plus la fluctuation croît.
La charge de rupture relative du fil et son irrégularité à partir du mélange choisi doivent correspondre aux standards (normes).
L’écart de la charge de rupture relative (ténacité) calculée d'après la formule de Soloviev ne doit pas dépassée 0.4 cN/tex pour les fils de numéros moyens et 0.8cN/tex pour les fils peignés, par rapport aux valeurs standards.

STANDARDS DU FIL DE COTON
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 17
II. STANDARDS DU FIL EN COTON
1. Fil de chaine cardé à partir du coton moyenne-soie
Tableau 11
Tex
(numéro) du fil
Ecarts
de
l’épaisseur
en %
Qualité du fil charge de rupture
relative
(g/tex)
Coefficient de
variation Cv en %
Indice de
qualité du fil
1 2 3 4 5 6
11,8
(84,7) +1,5
-2,5
I
II
III
11,9
11,0
Pas moins de 10,1
15,0
16,9
Pas plus de 18,8
0,79
0,65
0,54
13 (76,9)
14 (71,4)
15,4 (64,9) +1,5
-2,5
I
II
12,5
11,6
13,8
16,2
0,90
0,71
16,5 (60,6) III Pas moins de 10,7 Pas plus de 18,8 0,57
18,5 (54,0)
20 (50,0)
21 (47,6) 5
+2,0
-2,5
I.I
II
III
11,9
11,2
Pas moins de 10,7
13,8
16,2
Pas plus de 18,8
0,86
0,69
0,57
22 (45,4)
25 (40,0)
+2,0
-2,5
I 12,1 13,8 0,88
26 (38,5)
27 (37,0)
28 (35,7)
29 (34,5)
II
III
11,4
Pas moins de 10,7
16,2
Pas plus de 18,8
0,70
0,57
36 (27,8) 38(26,3)
42(23,8) 46(21,7)
50 (20,0)
56 (17,9)
+2,0
-2,5
I
II
III
12,2
11,2
Pas moins de 10,1
12,5
15,0
Pas plus de 17,5
0,98
0,75
0,60
60 (16,7)
72 (13,9)
84 (11,9)
100 (10,0)
±2,5
I
II
III
12,4
11,3
Pas moins de 10,2
12,5
15,0
Pas plus de 17,5
0,99
0,75
0,60

STANDARDS DU FIL DE COTON
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 18
2. Fil de trame cardé â partir du coton moyenne-soie
Tableau 12.
1 2 3 4 5 6
11,8(84,7) +1,5
-2,5
I
II
III
11,4
10,4
Pas moins de 9,4
15,0
16,9
Pas plus de 18,8
0,76
0,62
0,50
13(76,9)
14(71,4)
15,4(64,9)
16,5(60,6)
+1,5
-2,5
I
II
III
11,9
10,9
Pas moins de 9,8
13,8
16,2
Pas plus de 18,8
0,86
0,67
0,52
18,5(54,0)
20(50,0)
21(47,6)
+2,0
-2,5
I
II
III
11,5
10,6
Pas moins de 9,8
13,8
16,2
Pas plus de 18,8
0,83
0,65
0,52
22(45,4)
28(35,7)
26(33,5)
27(37,0)
28(35,7)
+2,0
-2,5
I
II
III
11,7
10,8
Pas moins de 9,6
13,8
16,2
Pas plus de 18,8
0,85
0,67
0,52
36(27,8)
38(26,3)
42(23,8)
46(21,7)
50(20,0)
56(17,9)
+2,0
-2,5
I
II
III
11,7
10,6
Pas moins de 9,6
12,5
15,0
Pas plus de 17,5
0,94
0,71
0,55
60(16,7)
72(13,9)
84(11,9)
100(10,0)
±2,5 I
II
III
11,4
10,5
Pas moins de 9,6
12,5
15,0
Pas plus de 17,5
0,91
0,70
0,55

STANDARDS DU FIL DE COTON
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 19
3. Fil de chaine peigné à partir du coton moyenne-soie
Tableau 13
1 2 3 4 5 6
11,8(84,7) +1,5
-2,5
I
Il
III
13,4
12,2
Pas moins de 11,2
13,8
16,2
Pas plus de 18,8
0,97
0,75
0,60
13(76,9)
14(71,4)
15,4(64,9)
16,5(60,6)
+1,5
-2,5
I
II
III
13,8
12,8
Pas de moins 11,8
13,8
16,2
Pas de plus 18,8
1,09
0,79
0,63
18,5(54,0)
20(50,0)
21(47,6)
+2,0
-2,5
I
II
III
14,8
13,7
Pas moins de 12,6
12,5
15,0
Pas plus de 17,5
1,18
0,91
0,72
22(45,4)
25(40,0)
26(38,5)
27(37,0)
28(35,7)
29(34,5)
34(29,4)
+2,0
-2,5
I
II
III
15,3
14,2
Pas moins de 13,2
12,5
15,0
Pas plus de 17,5
1,22
0,95
0,75
36(27,8)
38(26,3)
42(23,8)
+2,0
-2,5
I
Il
III
15,9
14,9
Pas moins de 13,2
11,2
13,8
Pas plus de 16,2
1,42
1,08
0,85

STANDARDS DU FIL DE COTON
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 20
4. Fil de trame peigné à partir du coton moyenne-soie
Tableau 14
1 2 3 4 5 6
11,8(84,7) +1,5
-2,5
I
II
III
13,0
12,0
Pas moins de 11,1
13,8
16,2
Pas plus de 18,8
0,94
0,74
0,59
13(76,9)
14(71,4)
15,4(64,9)
16,5(60,6)
+1,5
-2,5
I
II
III
13,5
12,5
Pas de moins 11,5
13,8
16,2
Pas de plus 18,8
0,98
0,77
0,61
18,5(54,0)
20(50,0)
21(47,6)
+2,0
-2,5
I
II
III
14,3
13,3
Pas moins de 12,2
12,5
15,0
Pas plus de 17,5
1,14
0,89
0,70
22(45,4)
25(40,0)
26(38,5)
27(37,0)
28(35,7)
29(34,5)
34(29,4)
+2,0
-2,5
I
II
III
14,8
13,7
Pas moins de 12,8
12,5
15,0
Pas plus de 17,5
1,18
0,91
0,73
36(27,8)
38(26,3)
42(23,8)
+2,0
-2,5
I
Il
III
15,4
14,4
Pas moins de 13,4
11,2
13,8
Pas plus de 16,2
1,38
1,04
0,83

STANDARDS DU FIL DE COTON
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 21
5. Fil de chaîne peigné partir du coton longue-soie
Tableau 15
1 2 3 4 5 6
5(200) +1,5
-2,5
Extra
I
II
13,1
11,7
Pas moins de 11,0
12,5
15,0
Pas plus de 17,5
1,05
0,78
0,63
5,9(170)
+1,5
-2,5
Extra
I
II
14,1
13,2
Pas moins de 12,3 12,3;
12,1
15,0
pas plus 17,5
1,13
0,88
0,70
6,7(149)
17,5(133)
18,5(118)
+1,5
-2,5
Extra
I
II
15,5
14,5
Pas moins de 13,5
12,5
15,0
Pas plus de 17,5
1,24
0,98
0,77
9(111)
10(100)
+1,5
-2,5
Extra
I
II
16,6
15,3
Pas moins de 14,0
12
15,0
Pas plus de 17,5
1,33
1,02
0,80
10,8(92.8) +1,5
-2,5
Extra
I
II
17,0
15,7
Pas moins de 14,4
12,5
15,0
Pas plus de 17,5
1,36
1,05
0,82
11,8(84,7)
+1,5
-2,5
Extra
I
II
15,0
13,8
Pas moins de 12,6
12,5
15,0
Pas plus de 17,5
1,20
0,92
0,72
- 13(76,9)
14(71,4)
+1,5
-2,5
Extra
I
II
15,4
14,2
Pas moins de 13,0
12,5
15,0
Pas plus de 17,5
1,23
0,95
0,74
15,4(64,
16,5(60,5)
+1,5
-2,5
Extra
I
II
16,2
15,4
Pas moins de 13,8
12,5
15,0
Pas plus de 17,5
'
1,30
1,00
0,79
18,5(54,0)
20(50,0)
21(47,6)
+2,0
-2,5
Extra
I
II
16,8
15,0
Pas moins de 14,0
12,5
15,0
Pas plus de 17,5
1,34
1,03
0,80
34(29,4)
36(27,5)
+2,0
-2,5
Extra
I
II
18,3
15,8
Pas moins de 15,3
12,5
15,0
pas plus de 17,5
1,46
1,12
0,87
84(11,9)
±2,5 Extra
I
II
19,3
17,8
Pas moins de 16,3
12,5
15,0
Pas plus de 17,5
1,54
1,19
0,93

STANDARDS DU FIL DE COTON
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 22
6. Fil de trame peigné à partir du coton longue-soie
Tableau 16
1 2 3 4 5 6
5(200) +1,5
-2,5
Extra
I
II
12,8
11,7
Pas moins de 10,7
12,5
15,0
Pas plus de 17,5
1,02
0,78
0,61
5,9(170) +1,5
-2,5
Extra
I
II
13,8
12,5
Pas moins de 12,0
12,5
15,0
Pas plus de 17,5
1,10
0,83
0,68
6,7(149)
7,5(133)
8,5(118)
+1,5
-2,5
Extra
I
II
15,2
14,2
Pas moins de 13,2
12,5
15,0
Pas plus de 17,5
1,22
0,95
0,75
9(111)
10(100)
+1,5
-2,5
Extra
I
II
16,3
15,0
Pas moins de 13,7
12,5
15,0
Pas plus de 17 5
1,30
1,00
0,78
10,8(92,6) +1,5
-2,5
Extra
I
II
16,7
15,4
Pas moins de 14,1
12,5
15,0
Pas plus de 17,5
1,34
1,03
0,81
11,8(84,7) +1,5
-2,5
Extra
I
II
14,7
13,5
Pas moins de 12,7
_2as
12,5
15,0
Pas plus de 17,5
1,17
0,90
0,70
13(76,9)
14(71,4)
+1,5
-2,5
Extra
I
II
15,1
13,9
Pas moins de 12,3
12,5
15,0
Pas plus de 17,5
1,21
0,93
0,77
15,4(64,9)
16,5(60,6)
+1,5
-2,5
Extra
I
II
15,9
14,7
Pas moins de 13,5
12,5
15,0
Pas plus de 17,5
1,27
0,98
0,77
18,5(54,1)
20(50,0)
21(47,6)
+1,5
-2,5
Extra
I
II
16,5
15,1
Pas moins de 13,7
12,5
15,0
Pas plus de 17,5
1,32
1,01
0,78
29(34,5)
34(29,4)
36(27,8)
+1,5
-2,5
Extra
I
II
18,0
16,5
Pas moins de 15,0
12,5
15,0
Pas plus de 17,5
1,44
1,10
0,86

STANDARDS DU FIL DE COTON
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 23
7. Fil retors cardé à partir du coton moyenne-soie
Tableau 17
Tex (numéro)
du fil
Ecarts de
l'épaisseur en
%
qualité du fil charge de rupture
relative (gr/tex)
Coefficient de
variation Cv en %
Indice de
qualité du fil
1 2 3 4 5 6
13x2(76,9x2)
15,4x2(64,9x2)
+1,5
2,5
I
II
III
14,8
13,2
Pas moins de 12,5
11,2
13,1
Pas plus de 15,0
1,32
1,01
0,83
18,5x2(54x2)
21x2(47,6 x2)
+1,5
-2.5
I
II
III
14,0
12,9
Pas moins de 12,0
11,2
13,1
Pas plus de 15,0
1,25
0,98
0,80
25x2(40x2) 1,5
-2,5
I
II
13,8
12,3
Pas moins de 11,9
11,2
13,1
Pas plus de 15,0
1,23
0,94
0,79
29x2(34,5 x2) +2,0
-2,5
I
Il
III
13,8
12,0
Pas moins de 11,6
11,2
13,1
Pas plus de 15,0
1,23
0,92
0,77
36x2(27,8x2)
50x2(20x2)
56x2(17,9x2)
+2,0
-2,5
I
Il
III
13,3
11,9
Pas moins de 11,3
11,2
13,1
Pas plus de 15,0
1,18
0,91
0,76
15,4x2(64,9x2) +1,5
-2,5 I
II
III
15,2
13,7
Pas moins de 13,0
10,6
11,3
Pas plus de 13,1
1,43
1,16
0,99
19,5x3(54x3) +
1,
5
-
2,
5
1
I
II
III
15,2
13,9
Pas moins de 13,0
10,6
11,8
Pas plus de 13,1
1,42
1,18
0,99
25x3(40x3) +2,0
-2,5
I
II
III
14,8
13,8
Pas moins de 12,6
10,6
11,8
Pas plus de 13,1
1,40
1,13
0,96'
29x3(34,5x3) +2,0
-2,5
I
II
III
14,5
13,0
Pas moins de 12,4
10,6
11,8
Pas plus de 13,1
1,37
1,10
0,95
50x3(20x3) +2,0
2,5
I
II
III
14,0
12,5
Pas moins de 11,9
10,6
11,8
Pas plus de 13,1
1,32
1,61
0,91

STANDARDS DU FIL DE COTON
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 24
8. Fil retors peigné à partir du coton moyenne-soie
Tableau 18
1 2 3 4 5 6 11,8x2(84,7x2) +1,5
-2,5
I
II
III
17,1
15,9
Pas moins de 14,7
8,8
11,2
Pas plus de 13,1
1,95
1,41
1,12
154x2(84,7x2)
16,5x2(60,6x2)
+1,5
-2,5
I
II
III
17,4
16,2
Pas moins de 14,7
8,8
11,2
Pas plus de 13,1
1,99
1,44
1,12
18,5x2(54x2) +1,5
-2,5
I
II
III
18,0
16,8
Pas moins de 15,3
8,8
11,2
Pas plus de 13,1
2,06
1,49
1,17
11,8x3(84,7x2) +1,5
-2,5
I
II
III
18,6
17,1
Pas moins de 15,1
8,1
9,8
Pas plus de 11,4
2,29
1,75
1,32
9. Fil retors peigné à partir du coton longue-soie
Tableau 19
1 2 3 4 5 6
5x2(200x2) +1,5
-2,5
0
I
II
18,6
17,1
Pas moins de 16,2
9,4
11,2
Pas plus de 12,5
1,98
1,53
1,30
5,9x2(170x2) +1,5
-2,5
0
I
II
19,0
17,8
Pas moins de 16,6
9,9
11,2
Pas plus de 12,5
1,92
1,59
1,33
6,7x2(149x2)
7,5x2(133x2)
+1,5
-2,5
0
I
II
20,1
18,3
Pas moins de 17,3
9,4
11,2
Pas plus de 12,5
2,14
1,64
1,38
8,5x2(118x2) +1,5
-2,5
0
I
II
20,4
18,8
Pas moins de 17,1
9,4
11,2
Pas plus de 12,5
2,17
1,68
1,37
9x2(111x2)
10x2(100x2)
+1,5
-2,5
0
I
II
20,7
19,2
Pas moins de 17,6
9,4
11,2
Pas plus de 12,5
2,20
1,71
1,41
11x2(90,9x2)
11,8x2(84,7x2)'
+1,5
-2,5
0
I
II
20,7
19,2
Pas moins de 17,3
9,4
11,2
Pas plus de 12,5
2,20
1,71
1,38
15,4x2(64,9x2) +1,5
-2,5
0
I
II
21,0
19,2
Pas moins de 17,6
9,4
11,2
Pas plus de 12,5
2,28
1,71
1,41
11x3(90,9x3)
11,8x3(84,7x3)
+1,5
-2,5
0
I
II
22,0
20,3
Pas moins de 19,3
8,1
9,8
Pas plus de 11,0
2,72
2,08
1,66
16,5x3(60,6x3) +1,5
-2,5
0
I
II
22,3
20,6
Pas moins de 18,5
8,1
9,8
Pas plus de 11,0
2,74
2,11
1,68
10x4(100x4) +1,5
-2,5
0
I
II
23,1
21,2
Pas moins de 19,5
6,2
7,5
Pas plus de 9,4
3,70
2,82
2,07

STANDARDS DU FIL DE COTON
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 25
10. Fil cardé à partir du coton moyenne-soie
Tableau 20
Tex
(Nm)
du fil
Ecarts de
l'épaisseur
en %
Qualité
du fil
Charge de rupture
relative (gr/tex)
coefficient de
variation Cv
(en %)
Indice
qualité du
fil
Coefficient
de torsion
Irrégularité
selon le
numéro
l'échevette
en %
15,4(64,9)
16,5(60,6)
+1,5
-2,5
I
II
III
11,9
10,9
Pas moins de 9,8
13,8
16,2
Pas plus de 18,8
0,86
0,67
0,52
37,9 6,9
18,5(N54) +2,0
-2,5
I
II
III
11,5
10,6
Pas moins de 9,8
13,8
16,2
Pas plus de 18,8
0,83
0,66
0,52
37,9 6,9
25(40)
29(34,5)
+2,0
-2,5
I
II
III
11,7
10,8
Pas moins de 9,8
13,8
16,2
Pas plus de 18,8
0,85
0,67
0,52
36,3 6,9
36(26,3)
56(17,9)
+2,0
-2,5
I
II
III
11,7
10,6
Pas moins de 9,6
12,5
15,0
Pas plus de 17,2
0,94
0,71
0,55
36,3 6,9
72(13,9)
84(11,9)
±2,5 I
II
III
11,4
10,5
Pas moins de 9,6
12,5
15,0
Pas plus de 17,5
0,91
0,70
0,55
33,2 6,9
11. Fil de filature peigné à partir du coton moyenne-soie pour le tricotage
11,8(84,7) +1,5
-2,5-
I
II
III
13,0
12,0
Pas moins de 11,1
13,8
16,2
Pas plus de 18,8
0,94
0,74
0,59
36,4 5,6
15,4(64,9) I
II
III
13,5
12,5
Pas moins de 11,5
13,8
16,2
Pas plus de 18,8
0,98
0,77
0,61
34,8 5,6

CHOIX DU SYSTEME DE FILATURE ET DES MACHINES
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 26
12. Fil peigné à partir du coton longue-soie pour le tricotage.
Tableau 21
Tex
(Nm)
du fil
Ecarts de
l'épaisseur
en %
Qualité
du fil
Charge de rupture
relative (gr/tex)
coefficient de
variation Cv (en
%)
Indice
qualité
du fil
Coefficien
t de
torsion
Irrégularité
selon le
numéro
l'échevette en
% 5(100) +1,5
-2,5
0
I
II
13,2
12,3
Pas moins de 11,0
12,5
15,0
Pas plus de 17,5
1,06
0,82
0,63
34,8 5
5,9(170) +1,5
-2,5
0
I
II
13,9
12,6
Pas moins de 12,0
12,5
15,0
Pas plus de 17,5
1,11
0,84
0,68
34,8 5
7,5(138) +1,5
-2,5
0
I
II
15,2
14,1
Pas moins de 12,5
12,5
15,0
Pas plus de 17,5
1,20
0,94
0,71
34,8 5
8,5(118) +1,5
-2,5
0
I
II
15,8
14,3
Pas moins de 13,0
12,5
15,0
Pas plus de 17,5
1,26
0,95
0,74
34,8 5
10(N100) +1,5
-2,5
0
I
II
16,0
14,5
Pas moins de 13,4
12,5
15,0
Pas plus de 17,5
1,28
0,96
0,76
34,8 5
11,8(84,7) +1,5
-2,5
0
I
II
16,2
14,3
Pas moins de 13,5
12,5
15,0
Pas plus de 17,5
1,30
0,95
0,77
34,8 5
15,4(64,9) +1,5
-2,5
0
I
II
16,4
14,7
Pas moins de 13,6
12,5
15,0
Pas plus de 17,5
1,31
0,98
0,78
34,8 5
L'indice de qualité est déterminé comme le rapport entre la charge de rupture relative et le
coefficient de variation C.

CHOIX DU SYSTEME DE FILATURE ET DES MACHINES
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 27
III. CHOIX DU SYSTEME DE FILATURE ET DES EQUIPEMENTS
Sous le nom système de la filature en comprend la succession des machines par lesquelles le coton passe en se transformant en fil.
Il existe 4 systèmes de filature de coton à savoir : la filature cardée, la filature peignée, la filature de déchets, la filature de mélange.
D'après le premier système on fabrique les fils de bonne qualité (numéro de 12 à 85). La filature de coton peigné est utilisée pour la fabrication des fils de N60-N170 et même jusqu'à N200. Mais le prix de ces fils est élevé à cause de l'élimination de la grande partie des fibres courtes et de l'augmentation du nombre de passages technologiques.
Les fils obtenus d'après le système de filature de déchets sont gros et duveteux, et leur prix est réduit. Si l'on n'exige aucune qualité particulière au fil, il est préférable de choisir pour l'obtention d'un fil de numéros moyens le système ordinaire de filature, c'est-à-dire celui du coton cardé.
L'évolution des machines textiles destinées à la filature permet d'appliquer de nouveaux procédés de fabrication du fil ce qui permet à son tour d'obtenir le processus technologique plus court, le transport des demi-produits automatique et les machines dotées de régulateurs de l'épaisseur du produit. Quant aux moyens mécaniques on ne les utilise que pour l'enlèvement des déchets et pour le dépoussiérage des machines. Tous ces facteurs contribuent à l'augmentation de la productivité de travail d'un seul ouvrier, à l'amélioration de la qualité du fil et à la diminution de son prix de revient.
L'application des trains d'étirage de haute puissance au niveau des continus à filer et l'utilisation des métiers à filer pneumo-mécaniques de type Open-End permettent de réduire le nombre de bancs à broches ou bien d'éliminer entièrement le passage de boudinage.
Le tableau 22 ci-dessous présente les données du changement des indices technico-économiques de l'usine de filature en fonction du taux d'étirage sur le continu à filer.
Tableau 22
Taux d'étirage au niveau des continu à filer
Utilisation de la surface de travail en %
Nombre d'ouvriers pour l'unité l'équipement en % Productivité
de travail d’un ouvrier en %
Absolu En % par rapport à l'étirage
Dans la salle de laminage boudinage
Dans toute l'usine
Dans la salle de laminage boudinage
Dans toute l'usine
17 100,0 100,0 100,0 100,0 100,0 100,0
30 186,1 66,2 91,2 91,0 98,2 102,0
40 241,0 52,5 87,4 82,1 96,5 103,7
54 325,3 43,1 84,8 73,2 94,5 105,6
85 512,0 38,7 83,7 61,2 92,2 108,5
108 650,0 34,7 82,7 53,8 90,8 110,1

CHOIX DU SYSTEME DE FILATURE ET DES MACHINES
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 28
III.1. Equipements de filature de coton
Tableau 23 : Machines recommandées et leurs productions pour le système de filature cardée
N Machines Production approximative
1 Ligne d'ouvraison-battage à 2 batteurs 350÷400 kg/h (pour 2 batteurs)
2 Cardes 12÷50 kg/h
3 Deux passages de bancs d'étirage (vitesse de livraison 240÷500 m/mn)
50÷96 kg/h (pour 1 tête)
4 Banc à broches (l'écartement des broches de 260 et 192 mm)
19÷120 kg/h pour 100 broches
5
Continu à filer de type : a). n-83-5M pour fils de numéros : 12÷24 ( 83,5÷41,7 tex)
- diamètre de l'anneau da = 63,5 mm ; - course du porte-anneaux : 280 mm ; - nbr= 9000÷9700 tr/min ; - Vcur= 29,2÷31,8 m/sec.
1270 ÷ 930 kN (pour 1000 broches par heure)
b). n-83-5M pour fils de numéros : 34÷40 ((29,4÷25 tex) - diamètre de l'anneau da = 57 mm; - course du porte-anneaux : 280 mm ; - nbr= 10800÷11000 tr/min; - Vcur= 31,2÷31,5 m/sec.
830 ÷ 775 kN (pour 1000 broches par heure)
c). n-76-5M pour fils de numéros : 48÷65 (20,8÷15,4 tex) - diamètre de l'anneau d=57 mm ; - course du porte anneau : 280 mm - nbr= 11600÷12000 tr/min - Vcur= 30,8 m/sec.
830÷775 kN (pour 1000 broches par heure)
d). BD-200-69M pour fils de numéros : 24÷60 (41,5÷16,6 tex). - vitesse de sortie du fil Vs=20÷75 m/min

CHOIX DU SYSTEME DE FILATURE ET DES MACHINES
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 29
Tableau 24 : Machines recommandées et leurs productions pour le système de filature peignée
N Machines production approximative 1
Ligne d'ouvraison-battage à 2 batteurs 300-350 kg/h (pour 2 batteurs)
2 Cardes 10÷20 kg/h
3 Banc d'étirage (la vitesse de livraison est de 200 - 370 m / min) 50÷85 kg/h (par une tête)
4 Réunisseuse (vitesse d'enroulement de la nappe : de 40÷80 m/mn)
50-480 kg/h
5 Peigneuse (nombre de tours du peigne circulaire : de 150÷250 tr/mn
2,5÷4,0 kg/h (par tête)
6 Deux ou trois passages de bancs d'étirage avec un taux de doublage de 8;
- vitesse de livraison est de 150÷240 m/mn
30÷50 kg/h (par tête)
7 Banc à broches (écartements des broches : 168 et 192 mm) 8÷19 kg/h (pour 100 Broches)
8 Continus à filer de type : a) n-66-5M pour fils de numéros : 85÷140 (11,8÷7,14 tex)
- diamètre de l'anneau da = 44,5 mm; - course du porte-anneaux : 230 mm; - nbr= 13000 tr/min; - Vcur = 30 m/sec.
665÷606 kN (pour 1000 broches/h)
b) n-66-5M pour fils de numéros : 170÷200 (5,88÷5 tex) - diamètre de l'anneau de da = 41,5 mm ; - course du porte-anneaux : 230 mm - nbr= 13000 tr/min; - Vcur = 25,1 m/sec.
497 kN (pour 1000 Broches/h)
CHOIX DU SYSTEME DE FILATURE ET DES MACHINES
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 30
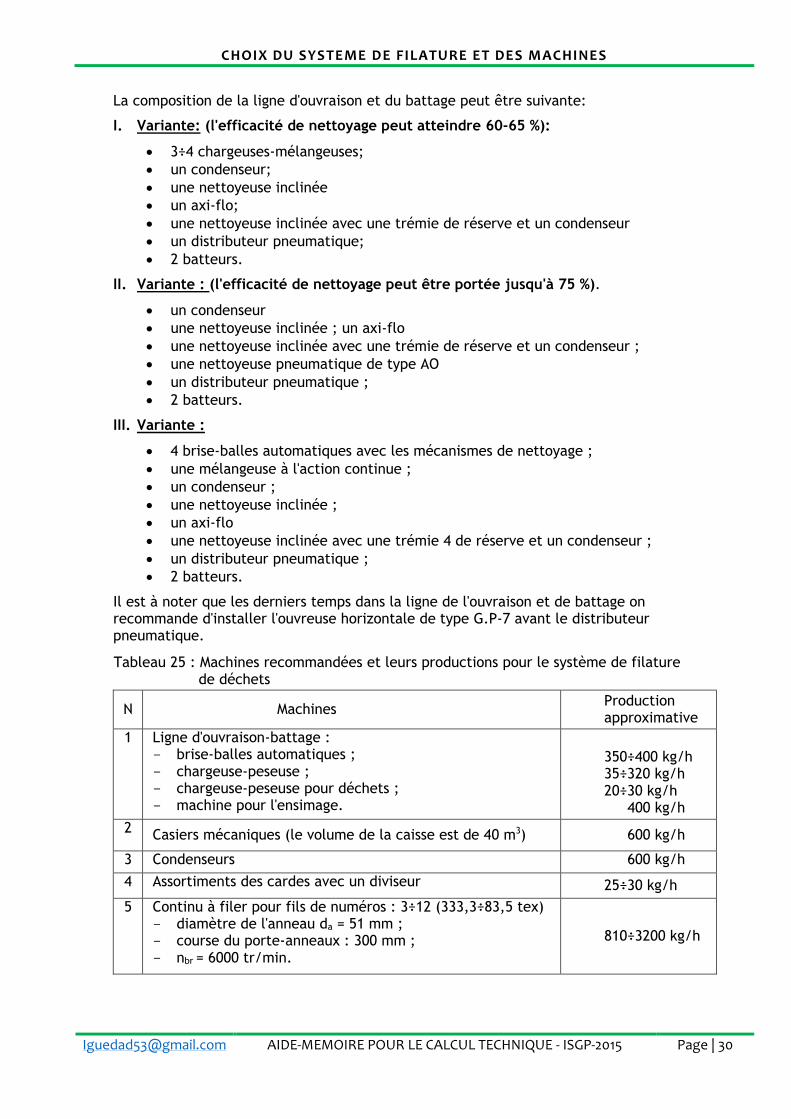
La composition de la ligne d'ouvraison et du battage peut être suivante:
I. Variante: (l'efficacité de nettoyage peut atteindre 60-65 %):
3÷4 chargeuses-mélangeuses;
un condenseur;
une nettoyeuse inclinée
un axi-flo;
une nettoyeuse inclinée avec une trémie de réserve et un condenseur
un distributeur pneumatique;
2 batteurs.
II. Variante : (l'efficacité de nettoyage peut être portée jusqu'à 75 %).
un condenseur
une nettoyeuse inclinée ; un axi-flo
une nettoyeuse inclinée avec une trémie de réserve et un condenseur ;
une nettoyeuse pneumatique de type AO
un distributeur pneumatique ;
2 batteurs.
III. Variante :
4 brise-balles automatiques avec les mécanismes de nettoyage ;
une mélangeuse à l'action continue ;
un condenseur ;
une nettoyeuse inclinée ;
un axi-flo
une nettoyeuse inclinée avec une trémie 4 de réserve et un condenseur ;
un distributeur pneumatique ;
2 batteurs.
Il est à noter que les derniers temps dans la ligne de l'ouvraison et de battage on recommande d'installer l'ouvreuse horizontale de type G.P-7 avant le distributeur pneumatique.
Tableau 25 : Machines recommandées et leurs productions pour le système de filature de déchets
N Machines Production approximative
1 Ligne d'ouvraison-battage : - brise-balles automatiques ; - chargeuse-peseuse ; - chargeuse-peseuse pour déchets ; - machine pour l'ensimage.
350÷400 kg/h 35÷320 kg/h 20÷30 kg/h
400 kg/h
2 Casiers mécaniques (le volume de la caisse est de 40 m3) 600 kg/h
3 Condenseurs 600 kg/h
4 Assortiments des cardes avec un diviseur 25÷30 kg/h
5 Continu à filer pour fils de numéros : 3÷12 (333,3÷83,5 tex) - diamètre de l'anneau da = 51 mm ; - course du porte-anneaux : 300 mm ; - nbr = 6000 tr/min.
810÷3200 kg/h

CARACTERISTIQUES TECHNIQUES DES MACHINES
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 31
III.2. Caractéristiques techniques des machines
Tableau 26 : Caractéristiques techniques des chargeuses
N Paramètres Types des machines
n c-2 ny-2 n-1k n-1 n-5
1 2
Largeur de travail (mm) Diamètre (mm):
- rouleau détacheur ; - rouleau égaliseur ; - rouleau débourreur ; - poulies supérieures du
tablier à pointes ; - poulies inférieures du
tablier à pointes.
975 400 200 200 205 155
600 400 ---- ---- 205 155
975 400 200 ---- 205 155
3 Ecartement entre le tablier à pointes et l'organe égaliseur (mm).
0÷35 0÷35 0÷35
4 Production (kg/h) 35÷320 20÷80 170÷800 320 800
5
Moteur a) type ;
b) puissance (kW) ; c) vitesse de rotation (t/min.
AOT42-6 1,0 950
AOT41-6 0,6 950
AOT41-6 0,6 950
AOT41-6 0,6 960
AOT41-6 0,6 960
6 Encombrement (mm) d) largeur ; e) longueur ; f) hauteur.
1580 2875 1920
1185 2875 1955
1600 3200 2315
1560 3275 2050
7 Poids de la machine:(kg) 1260 1120 1350
Tableau 27 : Caractéristiques techniques des brise-balles TRUTZSCHLER
N Paramètres Types des machines
GBP GBC SMZR
1 Largeur entre les bâtis (mm) 1600 1000 1000
2 Production jusqu'à (env.) kg/h 800 600 550
3
1 Moteurs :
moteur-réducteurs incorporés : - puissance (kW) ; - nombre de tours par
minute
autres moteurs nécessaires - puissance (kw) ; - nombre de tours par
minute
3,0
1,1 950
1,5
1,1 950
0,37
4,0 1450
4
Encombrement (mm) : - longueur hors tout ; - largeur hors tout ; - hauteur hors tout
3250 2065 2500
3250 1465 2500
1150 1560 1070
5 Poids net approximatif (kg) 4800 3600 4850

CARACTERISTIQUES TECHNIQUES DES MACHINES
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 32
Tableau 28 : Caractéristiques techniques des brise-balles automatiques
N Paramètres
Types des machines
AK-250-3
1 2 3 4 5 6 7 8 9 10 11
Largeur de travail (mm) Diamètre du tambour à pointes Nombre de pointes d'un tambour Nombre de tambours à pointes Nombre de balles de coton Nombre de tours (t/min) du tambour a pointes. Vitesse de déplacement des balles (en min.) Puissance du moteur (kW); Production (kg/h). Encombrement (en mm)
Longueur ;
Largeur ;
Hauteur ; Poids de la machine (kg).
800 260 13 2÷6 420 0,85÷1,17 5,6 80÷210 8725 1660 2760
Tableau 29 : Caractéristiques techniques des épurateurs inclinés
N Paramètres Types des machines
OH-6-1 OH-6-2
1 2 3 4 5 6 7 8 9
Largeur de travail en mm Largeur des tambours en mm Nombre de pointes d'un tambour Nombre de barreaux Nombre de tours des tambours suivant le processus technologique en t/min. Production en kg/h (max) Encombrement en mm
Longueur ;
Largeur ;
Hauteur Poids de la machine (en kg) Moteur électrique
Puissance (en kW) ;
Nombre de tours (t/min)
1060 42
450 2200 1650 2350 2,8 960
1060 42 450 3175 1650 3180 2,8 960
Epurateur incliné de type OH-6-2 à la différence de celui de type OH-6--1 comprend une trémie de réserve et un condenseur
CARACTERISTIQUES TECHNIQUES DES MACHINES
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 33
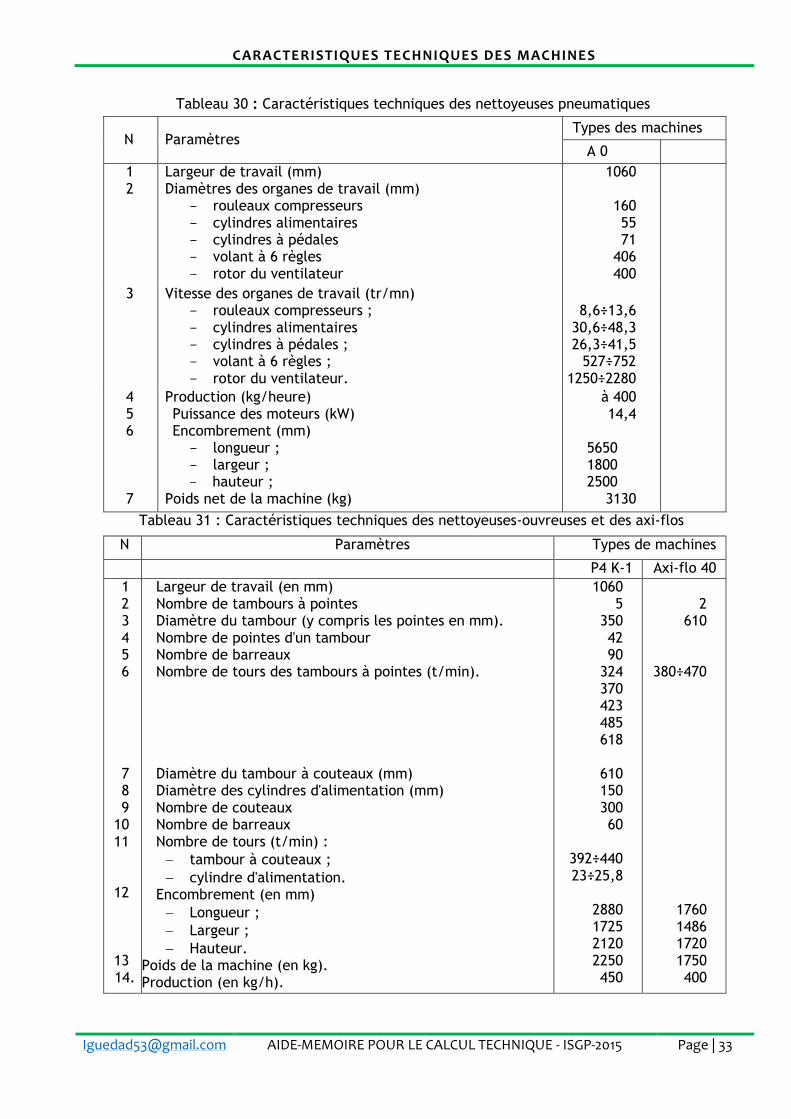
Tableau 30 : Caractéristiques techniques des nettoyeuses pneumatiques
N Paramètres Types des machines
A 0
1 2
Largeur de travail (mm) Diamètres des organes de travail (mm)
- rouleaux compresseurs - cylindres alimentaires - cylindres à pédales - volant à 6 règles - rotor du ventilateur
1060
160 55 71
406 400
3 Vitesse des organes de travail (tr/mn) - rouleaux compresseurs ; - cylindres alimentaires - cylindres à pédales ; - volant à 6 règles ; - rotor du ventilateur.
8,6÷13,6
30,6÷48,3 26,3÷41,5
527÷752 1250÷2280
4 5 6
7
Production (kg/heure) Puissance des moteurs (kW) Encombrement (mm) - longueur ; - largeur ; - hauteur ;
Poids net de la machine (kg)
à 400 14,4
5650 1800 2500
3130
Tableau 31 : Caractéristiques techniques des nettoyeuses-ouvreuses et des axi-flos
N Paramètres Types de machines
P4 K-1 Axi-flo 40
1 2 3 4 5 6
7 8 9
10 11
12
13 14.
Largeur de travail (en mm) Nombre de tambours à pointes Diamètre du tambour (y compris les pointes en mm). Nombre de pointes d'un tambour Nombre de barreaux Nombre de tours des tambours à pointes (t/min). Diamètre du tambour à couteaux (mm) Diamètre des cylindres d'alimentation (mm) Nombre de couteaux Nombre de barreaux Nombre de tours (t/min) :
tambour à couteaux ;
cylindre d'alimentation. Encombrement (en mm)
Longueur ;
Largeur ;
Hauteur. Poids de la machine (en kg). Production (en kg/h).
1060 5
350 42 90
324 370 423 485 618
610 150 300 60
392÷440 23÷25,8
2880 1725 2120 2250 450
2
610
380÷470
1760 1486 1720 1750 400

CARACTERISTIQUES TECHNIQUES DES MACHINES
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 34
Tableau 32 : Caractéristiques techniques des ouvreuses horizontales
N Paramètres
Types des machines GR-7
1 2 3 4 5 6 7 8 9
Largeur de travail (en mm) Diamètre (en mm) :
- tambour à couteaux ; - rouleau délivreur ; - cylindre alimentaire ;
Nombre de couteaux du tambour Nombre de disques du tambour Nombre de barreaux Nombre de tours (t/mn) :
- tambour à couteaux ; - cylindre alimentaire
Production (en kg/h) Encombrement (en mm)
- Longueur ; - Largeur ; - Hauteur.
Poids de la machine (kg).
1016
610 160 71 312 13 80
440÷705 12,4÷51,3
800
2090 1810 2820 1910
Tableau 33 : Caractéristiques techniques des mélangeuses à action continue
N Paramètres Types des machines
CH-1 CH-3
1 2
3
4 5 6 7 8
9
Largeur de travail (en mm) Diamètres (en mm)
- tambour perforé du condenseur ; - rouleau détacheur.
Nombre de tours (t/min) - tambour perforé du condenseur ; - rouleau détacheur ; - rouleau égaliseur du tablier à aiguilles.
Longueur de la couche de coton (en mm) Hauteur de la couche de coton (en mm) Quantité du coton (en kg) Production (en kg/h) Encombrement (en mm)
- Longueur - Largeur - Hauteur
Poids de la machine (en kg).
1520
540 375
5850 1600 120 800
7120 2000
CARACTERISTIQUES TECHNIQUES DES MACHINES
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 35
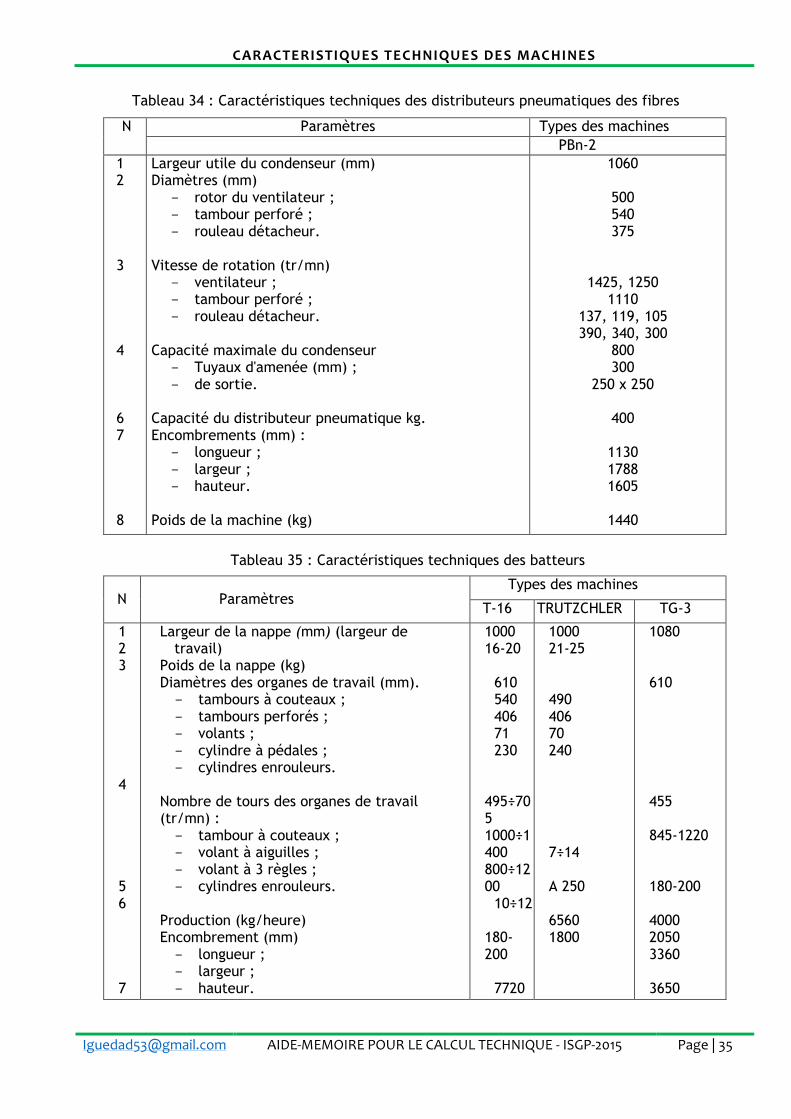
Tableau 34 : Caractéristiques techniques des distributeurs pneumatiques des fibres
N Paramètres
Types des machines
PBn-2
1 2 3 4 6 7 8
Largeur utile du condenseur (mm) Diamètres (mm)
- rotor du ventilateur ; - tambour perforé ; - rouleau détacheur.
Vitesse de rotation (tr/mn)
- ventilateur ; - tambour perforé ; - rouleau détacheur.
Capacité maximale du condenseur
- Tuyaux d'amenée (mm) ; - de sortie.
Capacité du distributeur pneumatique kg. Encombrements (mm) :
- longueur ; - largeur ; - hauteur.
Poids de la machine (kg)
1060
500 540 375
1425, 1250 1110
137, 119, 105 390, 340, 300
800 300
250 x 250
400
1130 1788 1605
1440
Tableau 35 : Caractéristiques techniques des batteurs
N Paramètres Types des machines
T-16 TRUTZCHLER TG-3
1 2 3 4 5 6 7
Largeur de la nappe (mm) (largeur de travail)
Poids de la nappe (kg) Diamètres des organes de travail (mm). - tambours à couteaux ; - tambours perforés ; - volants ; - cylindre à pédales ; - cylindres enrouleurs.
Nombre de tours des organes de travail (tr/mn) : - tambour à couteaux ; - volant à aiguilles ; - volant à 3 règles ; - cylindres enrouleurs.
Production (kg/heure) Encombrement (mm) - longueur ; - largeur ; - hauteur.
Poids de la machine (kg)
1000 16-20
610 540 406 71 230
495÷705 455 1000÷1400 800÷1200
10÷12 180-200 180-200
7720 2000 2750 8250
1000 21-25 490 406 70 240 7÷14 A 250 6560 1800
1080 610 455 845-1220 180-200 4000 2050 3360 3650

CARACTERISTIQUES TECHNIQUES DES MACHINES
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 36
Le batteur de type T-30 à la différence du batteur de type T-16 fournit une nappe d'un poids de 30 kg grâce à l'augmentation de la pression des cylindres calandreurs et des crémaillères.
Tableau 36 : Caractéristiques technique des cardes à chapeaux
N Paramètres Types des machines 4MC-450-2 4Mm-450-4T 4M-60
1 2 3 4 5 6
7
8
9 10 11
12
13
14
15
16
Diamètre de la nappe en (mm) Numéro de la nappe Numéro du ruban carde Longueur des fibres traitées (en mm) Etirage total
Diamètres (en mm)
cylindre alimentaire ;
1er briseur ;
2ème briseur ;
grand tambour
peigneur
cylindre délivreur
Nombre total de chapeaux
en position de travail Nombre de tours (t/min) :
1er briseur ;
2ème briseur ;
grand tambour ;
peigneur. Vitesse des chapeaux (mm/mn) Diamètre du pot (mm) Hauteur du pot (mm) Type d’enlèvement du voile Production de la machine (en kg/h). Encombrement (mm)
Longueur ;
Largeur
Hauteur Puissance des moteurs (kW) Poids de la machine (kg)
450 0,00215÷0,002
9 0,20-0,40
25-35 78,9-118
57 234
1280 670 55
104 46
1380 ---- 250
15-30
155-185 400/500 900/1000
Peigne
à 25
3335 1850 2050
2,6
3600
450-500
0,20-0,40 36-44 67-150
57 234 234 670 670 55
74 24
1012 1292 605 à 18
100 400 910
peigne
18
2780 1513
450
0,18-0,40 25-60 80-130
57 234
1280 670 55
104 46
----
400 910
Rouleaux
20-50
3942 1970 1710
4,96
4800

CARACTERISTIQUES TECHNIQUES DES MACHINES
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 37
Tableau 37 : Caractéristiques techniques des cardes à chapeaux
N Paramètres Types des machines 4MM-14 4MD-4 Platt 600M2-3A Rieter C1/2
1 Largeur du travail (mm) 1016 1000 1016 1000
2 Diamètre de la nappe (mm) 450 450 450
3 Longueur des fibres traitées (mm) 28/29-35/36
4 numéro de la nappe (à 10-3) 2,15÷0,29 2,15÷0,29 2,15÷0,29 2,15÷0,29
5 Numéro du ruban cardé 0,18÷0,40 0,20÷0,33 0,17÷0,4 0,17÷0,40
6 Diamètres des organes de travail (mm)
briseur 234 249 253
grand tambour 670 1280 1290
peigneur 670 695 680
7 Nombre de chapeaux :
total
74 106 110
en position de travail 24 42 44 43
8 Type d’enlèvement du voile Rouleaux
Rouleaux Rouleaux
9 Vitesse des organes de travail (tr/min)
briseur 1300-1400 450-900 600-900
grand tambour à 800 à 850 300 300
peigneur 13,5+40, 8-40 10-46
10 Vitesse des chapeaux (mm/min) 100 95-135
11 Production (kg/h) à 30 25-35 à 40 à 40
12 Puissance des moteurs (kW) 4,2 5,0 4,2 5,5
13 Encombrement
Longueur 3290 4380 4850 3900
Largeur 1765 1710 2230 2415
Hauteur 1600 1580
14 Diamètre du pot (mm) 400-500 400-500 900 600
15 Hauteur du pot (mm) 910-1000 910-1000 1200 1200
16 Poids de la machine (kg) 3510 5500
17 Appareil d'étirage : type 2x2 2x2
17 Genre d'alimentation Par nappe soit par nappe de batteur soit par flocons

CARACTERISTIQUES TECHNIQUES DES MACHINES
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 38
Tableau 38 : Caractéristiques techniques des bancs d'étirage
N Paramètres Types des machines
LNC-51-2A L2-50M Rieter D0/2
1 Etirage total sur la machine 5,5÷9,0 5,5÷8,5 3,5÷13
2 Étirages partiels
I-III 3,5÷4,5
IV-V 1,6÷2,0
3 Taux de doublage 6÷8 6÷8 6÷8
4 Numéros de ruban :
Entrant 0,20÷0,34 0,35÷0,22 0,17÷0,34
sortant 0,22÷0,36 0,35÷0,25 0,17÷0,34
5 Longueur des fibres à traiter (mm) 27÷75 22÷44 Jusqu’à 68
6 Nombre de têtes 4 2 2
7 Système de l'appareil d'étirage 4x5 3x3 3x3
8 Diamètres des cylindres (mm)
I 51 50 58
II 24,5 28 28
III 19 44 28
IV 34,7
V 35
9 Diamètres des cylindres délivreurs (mm) 41 28
10 Ecartements des cylindres étireurs (mm)
I-II 39 41
II-III 26÷65 40÷55
III-IV 27
IV-V 37÷85
11 Vitesse des cylindres délivreurs (m/min) 150÷180 150÷300 Jusqu’à 300
12 Encombrement (mm)
Longueur 2500 4379 5260
Largeur 3900 1745 1870
13 Poids de la machine (kg) 2000 1450 2000
14 Production théorique (kg/h) jusqu'à185 47÷141 Jusqu’à 200

CARACTERISTIQUES TECHNIQUES DES MACHINES
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 39
Tableau 39 : Caractéristiques techniques du banc d'étirage ZINSER
N Paramètres Type des machines
Zinser 720/2-S
1 Matière traitée : longueur des fibres (mm) 20÷80
2 Nombre de sorties 1
3 Vitesse de sortie (m/mn) jusqu'à 350
4 Doublage 6 à 8
5 Etirage total 4 à 8
6 Dimensions des pots (mm):
Diamètre 300÷500
Hauteur 900÷1200
7 Système d'étirage 5 sur 3
8 Moteurs de commande : nombre 2
9 Changement automatique des pots oui
10 Accumulateur de ruban capacité environ (m) 1200
Tableau 40 : Caractéristiques techniques des réunisseuses
N Paramètres
Types des machines
LC-300 LX-300 Textima 1576
1 Largeur de la nappe (mm) 265 (300) 300 265
2 Diamètre de la nappe (mmi 500 450÷500 580
3 Taux de doublage 16÷20 16÷20 20
4 Numéro du ruban 0,20÷0,35 0,25÷0,35 0,25÷0,35
5 Numéro de la nappe 0,0125÷0,020 0,0135÷0,020 0,0144÷0,028
6 Etirage totale
7 Etirage dans l'appareil d'étirage 1,104÷1,966 2,05÷7,15
8 Poids de la nappe (kg)
9 Vitesse de livraison (m/mn) à 100
10 Production (kg/h) à 200 à 320 à 480
11 Encombrement (mm)
Longueur 5895 6165
Largeur
pots 254 mm pots 305 mm
pots 500 mm 2265 3896
Hauteur 1585 1950
CARACTERISTIQUES TECHNIQUES DES MACHINES
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 40
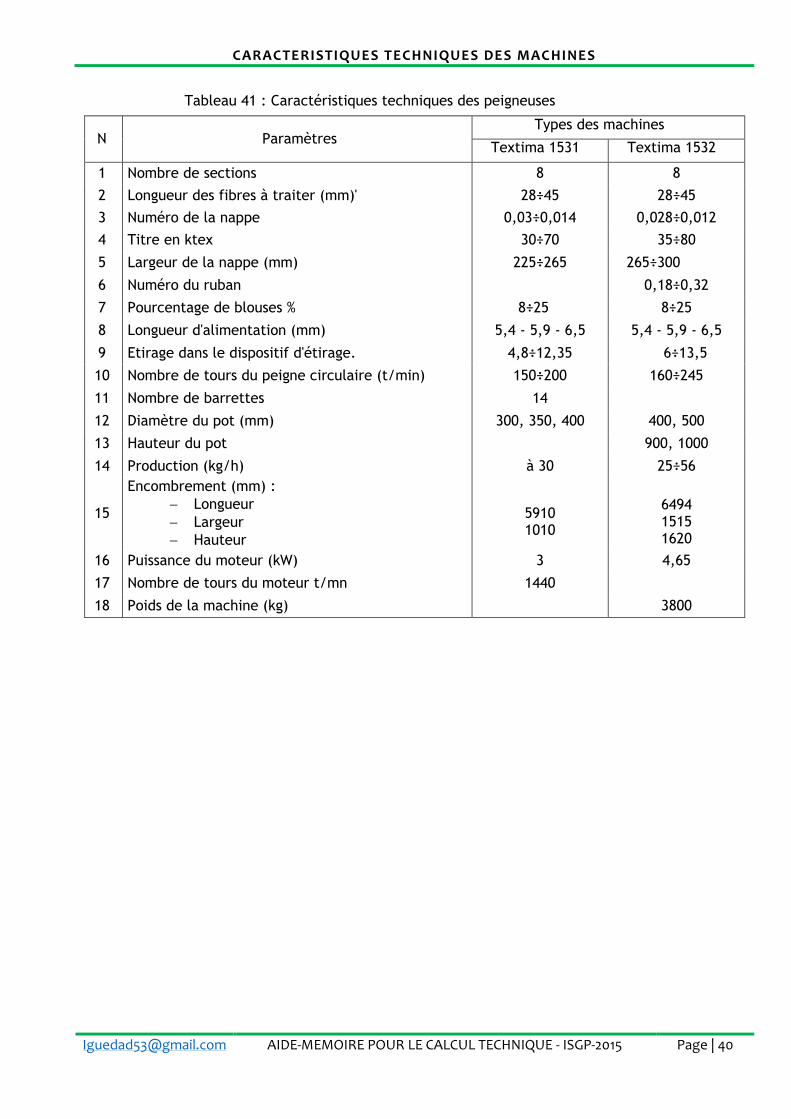
Tableau 41 : Caractéristiques techniques des peigneuses
N Paramètres Types des machines
Textima 1531 Textima 1532
1 Nombre de sections 8 8
2 Longueur des fibres à traiter (mm)' 28÷45 28÷45
3 Numéro de la nappe 0,03÷0,014 0,028÷0,012
4 Titre en ktex 30÷70 35÷80
5 Largeur de la nappe (mm) 225÷265 265÷300
6 Numéro du ruban 0,18÷0,32
7 Pourcentage de blouses % 8÷25 8÷25
8 Longueur d'alimentation (mm) 5,4 - 5,9 - 6,5 5,4 - 5,9 - 6,5
9 Etirage dans le dispositif d'étirage. 4,8÷12,35 6÷13,5
10 Nombre de tours du peigne circulaire (t/min) 150÷200 160÷245
11 Nombre de barrettes 14
12 Diamètre du pot (mm) 300, 350, 400 400, 500
13 Hauteur du pot 900, 1000
14 Production (kg/h) à 30 25÷56
15
Encombrement (mm) :
Longueur
Largeur
Hauteur
5910 1010
6494 1515 1620
16 Puissance du moteur (kW) 3 4,65
17 Nombre de tours du moteur t/mn 1440
18 Poids de la machine (kg) 3800

CARACTERISTIQUES TECHNIQUES DES MACHINES
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 41
Tableau 42 : Caractéristiques techniques des bancs à broches
N Paramètres Types de machines
P-192-3 P-168-3 P-260-3 Marzoli BC14
1 Nm de la mèche fabriquée 0,7÷4 0,7÷10 0,7÷1,7
2 Longueur des fibres à traiter (mm) 28/29÷41/42 28/29÷41/42
3 Ecartement des broches (mm) 192 168 260 300
4 Ecartement des branches des ailettes
145(N0,7÷2,5) 130 (N2,5÷4)
105 ; 115 ; 130 160
5 Course du chariot (mm) 250 200 ; 225 ; 250 300 350
6 Longueur des sections (mm) 576 504
7 Système de l'appareil d'étirage. à 4 cylindres à 2 zones 3 x 3 3 x 3
8
Étirages :
Total
III-IV
II-III
I-II
3÷30 1,37÷5,2 1,04÷1.06 2÷10
3,4÷20,0 1,6÷4,62 1,06÷1,07 2,8÷6,92
2,41÷7,45
4÷20
9 Diamètres des cylindres inférieurs (mm)
a). 28-24-28-28 b). 32-28-32-32
a). 35-28-35-35
10 Diamètres des cylindres supérieurs (mm)
a). 30 b). 32
a). 32
11
Ecartement des cylindres inférieurs (mm)
I-II
II-III
III-IV
a) 28-50 b) 32-50 c) 37-50
50 a) 35-55 b) 35-55 c) 37-55
50
12 Nombre de broches (/section) 78÷132 (6) 78÷156 (6) 40÷92 (4) 88
13 Nombre de tours des broches (t/mn 600÷1000 600÷1200 600÷850 max 1800
14 Diamètre de la bobine vide (mm) 41 35 ; 41 41
15 Taux de torsion (t/m) 20÷70 20÷120 17÷50
16
Encombrement (mm).
Longueur (78 Br.)
Largeur
hauteur
8517 2070 1420
7581 2070 1420
16150÷12910 2375÷2480
15600 4500 1860
17 Poids de la machine (kg) 20 000

CARACTERISTIQUES TECHNIQUES DES MACHINES
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 42
Tableau 43 : Caractéristiques techniques des continus à filer
N Paramètres Types des machines
P-76-5M P-66-5M3 P-83-5M
1 Nm du fil 40÷65 40÷170 24÷54
2 Ecartement des broches (mm) 76 66 83
3 Diamètres des anneaux (mm) 44 ,5 ; 48 ; 51 38; 41,5; 44,5 48 ; 51 ; 57
4 Course du chariot (mm) 200 ; 220 ÷240 200 ; 230 200 ; 220÷240
5 Longueur d’une section (mm) 456 528 498
6 Système de l'appareil d'étirage BP-2 BP-1 BP-2
7
Etirages :
Total
Partiel II-III
11-50 1,5÷3,0
18-50 1,31÷2,49
11-50 1,5÷3,0
8 Diamètres des cylindres supérieurs (mm)
26,5-35-26,5 27-25-27 26,5-35-26,5
9 Diamètres des cylindres étireurs (mm)
25-25-22 25-25-25 25-25-22
10
Ecartement des cylindres (mm)
I-II
II-III
50 27÷38
48 40÷45
50 27÷38
11 Nombre de broches 240÷384(24) 96 ; 240 ; 256(16) 240÷384(24)
12 Nombre de tours broches (t/mn) à 11000 à 12000 à 11000
13 Taux de torsion (t/m) 400÷1300 600÷1600 400÷1300
14
Encombrement (mm)
Longueur (a- nombre de broches);
𝐿= 143 + 76
× (𝑎
2− 1)
𝐿= 2095 + 66
× (𝑎
2− 1)
𝐿= 1421 + 83
× (𝑎
2− 1)
Largeur 695 700 700

CARACTERISTIQUES TECHNIQUES DES MACHINES
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 43
Tableau 44 : Caractéristiques techniques des machines à filer pneumo-mécaniques à Rotor
N Paramètres Types des machines
BD-200-M69 BD-200-R1 BD-200-R2
1 Nombre d'unités de filage 200 200 200
2 Ecartement des unités de filage 120 120 120
3 Nombre d'unités de filage dans 'une section 40 40 40
4 Matière traitée: genre, longueur (mm) Coton et Fibres chimiques
25÷40 27÷40 27÷40
5 Numéro du ruban alimenté 0,25÷0,45 0,25÷0,45 0,25÷0,45
6 Numéro du fil fabriqué 20÷50 16÷60 20÷50
7 Nombre de tours du mécanisme de filage (t/mn.) 30000÷40000 31000 ; 36000 ; 40000
31000 ; 36000 ; 40000
8 Taux d'étirage 80÷200 55,7÷287 55,7÷287
9 Taux de torsion (t/m) 500÷1500 405÷2000 405÷2000
10 Genre d'alimentation Ruban dans le pot
11
Dimension du pot (de la nappe) (mm) :
Diamètre
hauteur (largeur)
220 900
230 914
230 914
12
Dimensions de la bobine de fils (mm) :
Diamètre ;
Hauteur ;
Diamètre extérieur du tube.
220÷250
90 56
220÷250
90 56
220÷250
90 56
13 Puissance des moteurs (kW) 19,4 19,4 19,4
14 Poids de ruban dans le pot (dans une nappe) (kg) 2,5÷3,5 3÷7 3÷7
15 Poids du fil sur une bobine (kg) 1,2÷1,5 1,5 1,5
16
Encombrement (en mm)
Longueur ;
Largeur ;
Hauteur.
14390 995 1800
995 1800
995 1800
17 Poids de la machine (kg) 5500

CARACTERISTIQUES TECHNIQUES DES MACHINES
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 44
Tableau 45 : Caractéristiques techniques des doubleuses
N Paramètres Types des machines
T-190 TB-150 T-150
1 Numéro des fils à assembler 12÷60 40÷100 40÷150
2 Taux de doublage 4÷6 2÷3 2÷3
3 Vitesse d'assemblage (m/mn) 156÷353 215÷470 153÷350
4 Nombre de tambours à rainures 80 96 96
5 Écartement des tambours (mm) 302 262 262
6 Poids de fil sur une bobine (kg) 4,0÷4,5 1,8÷2,51 1,5÷2,5
7 Dimensions de la bobine (mm)
Longueur
Diamètre
190
265÷270
150
150÷220'
150
150÷220
8 Diamètre du tambour à rainures (mm) 65 85 65
9 Forme de la bobine Cylindrique Cylindrique
10 Type de guide-fil Excentrique Tambour à rainures
Excentrique
11 Encombrement (mm)
Longueur
Largeur
13800 1320
13400 1580
12 Puissance du moteur (kW) 4,4 4,5

CARACTERISTIQUES TECHNIQUES DES MACHINES
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 45
Tableau 46 : Caractéristiques techniques des retordeuses
N Paramètres Types des Machines
K-83-1 KM-128-1 K-176-2
01 Ecartement des broches (mm) 83 128 176
02 Nombre de broches sur une machine 132-408 204 136-148
03 Nombre de broches dans une section 12
04 Course du chariot (mm) 235 190 203
05 Diamètre des anneaux (mm) 51 ; 57 89 140
06 Nombre de tours des broches (t/mn) à 12000 3850÷5000 2500÷3200
07 Dimensions des bobines des doubleuses (mm)
Diamètre
Hauteur
210 150
200 190
128 203
08 Taux de doublage
09 Taux de torsion (t/m) 100÷1500 96÷1180 60÷600
10 Numéro des retors 20/3 ; 30/3 37/15 ; 39/12
11 Puissance du moteur (KW)
12 Encombrement (mm)
Longueur
Largeur
Hauteur
13 Poids de la machine (kg)

CARACTERISTIQUES TECHNIQUES DES MACHINES
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 46
Tableau 47 : Caractéristiques techniques des retordeuses
N Paramètres Types des machines
KM-83-1 PK-100 PK-100-69
1 Ecartement des broches (mm) 83 100 100
2 Nombre de broches par machine (dans une section)
132÷384 (12)
72÷312 (24)
72÷312 (24)
3 Course du chariot (mm) 220÷230
4 Diamètre des anneaux (mm) 52÷58
5 Nombres de tours des broches (t/mn) 5300-9000 à 12000 à 12000
6 Diamètre des cylindres inférieurs (mm) 45 25 25
7 Diamètre des cylindres supérieurs (mm) 50 40 25
8 Numéro des fils retors 40/2÷100/2 20/2÷200/2
9 Taux de doublage 2 ; 3 ; 6 2 2
10 Taux de torsion 100÷1500 250÷1100 250÷1100
11 Encombrement (mm) Longueur Largeur
5300÷8445 650
5250÷17320 900
5200÷17320
900
12 Puissance du moteur (kW) 4,5;7;10 2,8 ; 4,5 ; 7 ; 10

P L A N D E F I L A G E
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 47
IV. ELABORATION DU PLAN DE FILAGE.
Le plan de filage c'est un ensemble de données technologiques principales suivant les passages technologiques de la filature; c'est un document sur lequel on base pour effectuer la planification d'une entreprise. Dans le plan de filage on indique les paramètres technologiques suivants: a) Types des machines suivant les passages technologiques ; b) Numéro (épaisseur) des produits sortants ; c) Taux d'étirage ; d) Taux de doublage ; e) Taux de torsion ; f) Coefficient de torsion ; g) Vitesse de rotation des broches ; h) Vitesse des organes délivreurs ; i) Production théorique des machines ; j) Coefficient de temps utile ; k) Coefficient d'équipement fonctionnel ; l) Production planifiée des machines ; m) Production calculée des machines ; n) Quantité de demi-produit à fabriquer ; o) Répartition des broches ; p) Nombre de machines pour chaque passage technologique.
En élaborant le plan de filage, il faut tenir compte des renseignements concernant les machines choisies. Il est nécessaire aussi de tenir compte des conditions suivant :
a) Les dépenses de production dans le passage du C.A.F sont plus élevées que celles des autres passages. Elles constituent 40÷60% de toutes les dépenses de production d’une usine.
b) 70% des dépenses de l'énergie motrice et environ 50% de la surface de l'usine sont consommées dans le passage du C.A.F.
L’élaboration du plan de filage comporte des étapes suivantes:
1. Détermination du taux d'étirage au continu à filer
On établit le taux d'étirage au C.A.F en tenant compte des conditions décrites ci-dessus et de la puissance du train d'étirage du C.A.F.
2. Détermination du numéro de la mèche du B à B
Le taux d’étirage au CAF peut être apprécié par la relation suivante :
𝐸𝐶𝐴𝐹 = 19 + 0,285 × 𝑁𝑓 𝑜𝑢 𝑏𝑖𝑒𝑛 𝐸𝐶𝐴𝐹 = 19 + 285/𝑇𝑓
Ayant le numéro du fil et le taux d'étirage du C.A.F, on peut déterminer le numéro (tex) de la mèche en se servant de la formule suivante:
𝑁𝑚 =𝑁𝑓
𝐸𝐶𝐴𝐹 𝑜𝑢 𝑏𝑖𝑒𝑛 𝑇𝑚 = 𝑇𝑓 × 𝐸𝐶𝐴𝐹

P L A N D E F I L A G E
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 48
3. Détermination du numéro de la nappe
On détermine le numéro de la nappe en fonction du numéro du fil à fabriquer d'après le tableau n°48.
Tableau 48
Numéro du fil (tex du fil) Numéro de la nappe (épaisseur en ktex)
9-28 (111,1-35,7) 0,0023 (435)
34-48 29,4-20,8) 0,0024-0,0025 (416-400)
54-85 (18,5-11,8) 0,0025-0,0026 (400-384)
100-170 (10,0-5,88) 0,0027-0,0030 (370-340)
4. Détermination du numéro du ruban cardé et le taux d’étirage dans les passages de cardage
On choisit l’épaisseur (tex) ou numéro du ruban cardé en fonction de celui du fil à fabriquer en utilisant les formules suivantes:
𝑇𝑟𝑐 =1000
0.195 + 𝑇𝑓(−1)=
1000
0.195 + 1 𝑇𝑓⁄; 𝑁𝑟𝑐 =
195 + 𝑁𝑓
1000
Ou les recommandations données dans le tableau 49, ci-après.
Tableau 49
Numéro du fil (Tex du fil)
Numéro du ruban cardé (Tex du ruban cardé)
à 12 (à 83,3) 0,20÷0,25 (5000÷4000)
12÷30 (83,3÷33,3) 0,24÷0,28 (4160÷3570)
38÷40 (26,3÷25,0) 0,25÷0,30 (4000÷3330)
50÷54 (20,0÷18,5) 0,25÷0,30 (4000÷3330)
60÷65 (16,7÷15,4) 0,26÷0,30 (3850÷3330)
68÷85 (14,7÷11,5) 0,26÷0,30 (3850÷3330)
90÷110 (11,1÷9509) 0,27÷0,35 (3700÷2850)
120÷200 (6,33÷5,0) 0,27÷0,35 (3700-2860)
Après avoir déterminé le numéro du ruban cardé, on calcule le taux d'étirage dans le passage de cardage en tenant compte à ce qu'il ne doit pas dépasser la valeur (115÷120). Le taux d'étirage est déterminé d'après la formule suivante :
𝐸 =𝑁𝑟
𝑁𝑛
5. Détermination du numéro du ruban étiré
Sur les bancs d'étirage, il est recommandé d’avoir le taux d'étirage égal au taux de doublage.
Habituellement, on prend E = D = (6÷8). Donc, le numéro de sortie (le numéro du ruban étiré) est toujours égal à celui d'entrée, c.-à-d. au numéro du ruban cardé.
6. Détermination du taux d'étirage du banc à broches
Après avoir déterminé le numéro du ruban étiré et celui de la mèche, on calcule le taux d'étirage dans le passage de banc à broches d'après la formule suivante :

P L A N D E F I L A G E
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 49
𝐸𝐵𝑎𝐵 =𝑁𝑚
𝑁𝑟.é
On ne prévoit pas de doublage sur le banc à broches dont l'alimentation se fait par rubans. Il est parfois nécessaire de prévoir le doublage de la mèche au continu à filer à condition que le numéro du fil à fabriquer soit supérieur 100.
7. Détermination du taux de torsion au CAF et au BAB.
Le taux de torsion sur le banc à broche et celui sur le continu à filer sont calculés d'après la formule suivante :
𝑇 = 𝛼√𝑁 𝑜𝑢 𝑏𝑖𝑒𝑛 𝑇 =31,62 × 𝛼
√𝑇𝑝
Où : T- taux de torsion t/m ; 𝛼- coefficient de torsion ; Np (Tp)- numéro (tex) du produit (mèche ou fil).
Pour calculer le taux de torsion, il est très important de choisir correctement le coefficient de torsion (𝛼).
La valeur de ce coefficient dépend du numéro du produit, des systèmes de filature et de la longueur technique des fibres.
Les tableaux 51 et 52 représentent les coefficients de torsion recommandés.
Si l’on fabrique le fil au continu à filer de type PK-100 (fileuse doubleuse), on diminue de 10% le taux de torsion sur cette machine pour que le procédé de torsion se fasse d'une meilleure façon et que le fil soit plus flexible. Le coefficient de torsion dans la broche de cette machine est égal à :
𝛼 =𝑇
√𝑁 2⁄
En fabriquant le fil sur le métier à filer Open-End à rotor (de type BD-20O), il est recommandé de choisir le coefficient de torsion et le taux de torsion en fonction du numéro (tex) du fil d’après le tableau 50, ci-après.
Tableau 50
Numéro (tex) du fil
Numéro (tex) du ruban
Coefficients de
torsion 𝛼𝑚(𝛼𝑇) Taux de torsion
T (t/m)
14 (71,4) 0,25 (4000) 140 (44,3) 524
16 (62,5) 0,25 (4000) 142 (44,8) 568
18 (55,6) 0,25 (4000) 145 (45,7) 615
20 (50,0) 0,25 (4000) 147 (46,4) 657
28 (35,7) 0,25 (4000) 156 (49,3) 825
34 (29,4) 0,28 (3570) 169(53,4) 932
40 (25,0) 0,28 (3570) 170 (53,7) 1075
50 (20,0) 0,30 (3330) 173 (54,6) 1273
54 (18,5) 0,20 (3330) 173 (54,6) 1343
65 (15,4) 0,30 (3330) 180 (56,9) 1523
Le coefficient de torsion métrique peut être transformé en coefficient de torsion en (tex) d'après la formule suivante:
𝛼𝑚 =100 × 𝛼𝑇
31,62

P L A N D E F I L A G E
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 50
Coefficient de torsion de la mèche (filature cardée de coton)
Tableau 51
Numéro de la mèche (tex de la mèche)
Longueurs des fibres en mm
37/39 35/37 33/34 32/33 31/32 30/31
𝛼𝑇 𝛼𝑚 𝛼𝑇 𝛼𝑚 𝛼𝑇 𝛼𝑚 𝛼𝑇 𝛼𝑚 𝛼𝑇 𝛼𝑚 𝛼𝑇 𝛼𝑚
à 0,89 (à 1125) 6,13 19,4 6,82 21,6 8,42 26,6 8,50 26,9 8,60 27,2 8,69 27,5
0,90÷0,99 (1110÷1020) 5,26 19,8 6,96 22,0 8,50 26,9 8,60 27,2 8,69 27,5 8,78 27,8
1,00÷1,14 (1000÷878) 6,42 20,3 7,12 22,5 8,60 27,2 8,69 27,5 8,78 27,8 8,88 28,1
1,15÷1,19 (870÷782) 6,54 20,7 7,24 22,9 8,69 27,5 8,78 27,8 8,88 28,1 8,97 28,4
1,30÷1,44 (770÷695) 6,66 21,1 7,40 23;4 8,78 27,8 8,88 28,1 8,97 28,4 9,04 28,6
1,45÷1,60 (690÷620) 6,79 21,5 7,53 23,8 8,88 28,1 8,97 28,4 9,06 28,7 9,16 29,0
1,75÷1,99 (620÷502) 7,24 22,9 7,90 25,0 9,76 30,9 9,86 31,2 9,95 31,5 10,05 31,8
2,00÷2,09 (500÷479) 7,33 23,2 8,00 25,3 9,86 31,2 9,95 31,5 10,05 31,8 10,15 32,1
2,10÷2,29 (476÷436) 7,43 23,5 8,09 25,6 9,86 31,2 9,95 31,5 10,05 31,8 10,15 32,1
2,30÷2,49 (435÷402) 7,53 21,8 8,19 25,9 9,95 31,5 10,05 31,8 10,05 31,8 10,15 92,1
2,50÷2,69 (400÷372) 7,62 24,1 8,27 26,2 9,95 31,5 10,05 31,8 10,15 32,1 10,25 32,4
2,70÷2,89 (370÷346) 7,71 24,4 8,37 26,5 9,95 31,5 10,05 31,8 10,15 32,1 10,25 32,4
2,90÷3,09 (345÷324) 7,84 24,8 8,47 26,8 10,05 31,8 10,15 32,1 10,25 32,4 10,35 32,7
3,10÷3,29 (323÷304) 7,97 25,2 8,60 27,2 10,15 32,1 10,25 32,4 10,35 32,7 10,43 32,1
3,30÷3,59 (303÷279) 8,09 25,6 8,72 27,6 10,25 32,4 10,35 32,7 10,43 33,0 10,52 33,3
3,60÷3,99 (278÷251) 8,22 26,0 8,85 28,0 10,25 32,4 10,43 33,0 10,52 33,3 10,62 33,6
4,00÷4,39 (250÷228) 8,34 26,4 8,98 28,4 10,35 32,7 10,43 33,0 10,52 33,3 10,62 33,6
5,00÷5,99 (200÷167) 8,78 27,8 9,55 30,2 10,81 34,2 10,90 34,5 11,10 34,8 11,10 35,1
6,00÷7,59 (166÷132) 8,92 28,2 9,67 30,6 10,90 34,5 11,00 34,8 11,10 35,1 11,19 35,4
7,60÷8,49 (131÷118) 9,04 28,6 9,80 31,0 11,00 34,8 11,10 35,1 11,19 35,4 11,28 35,7
8,50÷10,49 (117÷95) 9,20 29,1 9,92 31,4 11,10 35,1 11,19 35,4 11,28 35,7 11,38 36,0
10,50 et plus (<94) 9,35 29,6 10,05 31,80 11,19 35,4 11,28 35,7 11,38 36,0
Tableau 51 (suite)
Numéro de la mèche (tex de la mèche)
Longueurs des fibres en mm
29/30 28/29 27/28 26/27 25/26
𝛼𝑇 𝛼𝑚 𝛼𝑇 𝛼𝑚 𝛼𝑇 𝛼𝑚 𝛼𝑇 𝛼𝑚 𝛼𝑇 𝛼𝑚
à 0,89 (à 1125) 8,78 27,8 8,88 28,1 9,01 28,5 9,17 29,0 9,39 29,7
0,90÷0,99 (1110÷1020) 8,88 28,1 8,97 28,4 9,10 28,8 9,29 29,4 9,52 30,1
1,00÷1,14 (1000÷878) 8,97 28,4 9,05 28,7 9,23 29,2 9,42 29,8 9,67 30,6
1,15÷1,19 (870÷782) 9,06 28,7 9,16 29,0 9,35 29,6 9,57 30,3 9,90 31,3
1,30÷1,44 (770÷695) 9,16 99,0 9,28 29,4 9,57 30,3 9,76 30,9 10,20 32,3
1,45÷1,60 (690÷620) 9,26 29,3 9,42 29,8 9,76 30,9 9,95 31,5 10,43 33,0
1,75÷1,99 (620÷502) 10,15 32,1 10,25 32,4 10,38 32,8 10,52 33,3 10,61 33,6
2,00÷2,09 (500÷479) 10,25 32,4 10,35 32,7 10,46 33,1 10,59 33,5 10,75 34,0
2,10÷2,29 (476÷436) 10,25 32,4 10,35 32,7 10,52 33,3 10,68 33,8 10,88 34,4
2,30÷2,49 (435÷402) 10,25 32,4 10,35 32,7 10,52 33,3 10,68 33,8 11,00 34,8
2,50÷2,69 (400÷372) 10,35 32,7 10,43 33,0 10,62 33,6 10,71 33,9 11,11 35,2
2,70÷2,89 (370÷346) 10,35 32,7 10,43 33,0 10,71 33,9 10,85 34,3 11,25 35,6
2,90÷3,09 (345÷324) 10,43 33,0 10,52 33,3 10,71 33,9 10,90 34,5 11,38 36,0
3,10÷3,29 (323÷304) 10,52 33,3 10,62 33,6 10,81 34,2 11,00 34,8 11,48 36,3
3,30÷3,59 (303÷279) 10,62 33,6 10,71 33,9 10,90 34,5 11,08 35,0 11,58 36,6
3,60÷3,99 (278÷251) 10,71 33,9 10,81 34,2 11,00 34,8 11,31 35,8 11,70 37,0
4,00÷4,39 (250÷228) 10,71 33,9 10,81 34,2 11,00 34,0 11,58 36,6 11,82 37,4
5,00÷5,99 (200÷167) 11,19 34,4 11,28 35,7 ---- ---- ---- ---- ---- ----
6,00÷7,59 (166÷132) 11,28 35,7 11,38 36,0 ---- ---- ---- ---- ---- ----

P L A N D E F I L A G E
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 51
Coefficient de torsion de la mèche (filature peignée de coton)
Tableau 52
Numéro (tex) de la mèche
Longueur des fibres en mm
38/40 35/37 33/35 32/33
𝛼𝑇 𝛼𝑚 𝛼𝑇 𝛼𝑚 𝛼𝑇 𝛼𝑚 𝛼𝑇 𝛼𝑚
Jusqu’à 1,04 (à 962) 6,25 19,8 7,02 22,2 8,50 26,9 8,60 27,2
1,05÷1,14 (952÷ 877) 6,38 20,2 7,08 22,4 8,56 27,1 8,67 27,4
1,15÷1,24 (870÷ 806) 6,47 20,5 7,20 22,8 8,62 27,3 8,73 27,6
1,25÷1,34 (800÷ 746) 6,60 20,9 7,30 23,1 8,70 27,5 8,79 27,8
1,35÷1,44 (741÷ 694) 6,73 21,3 7,43 23,5 8,75 27,7 8,86 28,0
1,45÷1,54 (690÷ 649) 6,83 21,6 7,55 23,9 8,82 27,9 8,92 28,2
1,55÷1,64 (645÷ 610) 6,95 22,0 7,69 24,3 8,87 28,0 8,98 28,4
1,65÷1,80 (606÷ 556) 7,05 22,3 7,80 24,7 8,95 28,3 9,04 28,6
1,90÷1,99 (526÷ 503) 7,20 22,8 7,96 25,2 9,73 30,8 9,84 31,1
2,00÷2,19 (500÷ 457) 7,30 23,1 8,03 25,4 9,76 30,9 9,87 31,2
2,20÷2,39 (455÷ 418) 7,40 23,4 8,13 25,7 9,80 31,0 9,90 31,3
2,40÷2,59 (417÷ 386) 7,50 23,7 8,22 26,0 9,85 31,1 9,96 31,5
2,60÷2,79 (385÷ 358) 7,60 24,0 8,27 26,1 9,92 31,4 10,03 31,7
2,80÷2,99 (357÷ 334) 7,68 24,3 8,37 26,5 9,98 31,6 10,09 31,9
3,00÷3,19 (333÷ 313) 7,75 24,5 8,44 26,7 10,05 31,8 10,15 32,1
3,20÷3,39 (313÷ 295) 7,84 24,8 8,53 27,0 10,10 31,9 10,22 32,3
3,40÷3,59 (294÷ 279) 7,93 25,1 8,63 27,3 10,17 32,2 10,28 32,5
3,60÷3,79 (278÷ 264) 8,03 25,4 8,73 27,6 10,23 32,3 10,34 32,7
3,80÷3,99 (263÷ 251) 8,13 25,7 8,82 27,9 10,30 32,6 10,40 32,9
4,00÷4,19 (250÷ 239) 8,22 26,0 8,95 28,3 10,37 32,8 10,47 33,1
4,20÷4,39 (238÷ 228) 8,30 26,2 9,01 28,5 10,44 33 10,53 33,3
4,40÷4,59 (227÷ 218) 8,40 26,6 9,08 28,7 10,50 33,2 10,59 33,5
4,60÷4,79 (217÷ 209) 8,53 27,0 9,17 29 10,56 33,4 10,66 33,7
4,80÷4,99 (208÷ 200) 8,66 27,4 9,33 29,5 10,75 34 10,82 34,2
5,00÷5,40 (200÷ 185) 8,73 27,6 9,46 29,9 10,82 34,2 10,88 34,4
5,50÷5,90 (182÷ 169) 8,80 27,8 9,55 30,2 10,88 34,4 10,94 34,6
6,00÷6,40 (167÷ 156) 8,85 28,0 9,61 30,4 10,94 34,6 11,01 34,8
6,50÷6,90 (154÷ 145) 8,93 28,2 9,68 30,6 11,01 34,8 11,07 35
7,00÷7,40 (143÷ 135) 8,97 28,4 9,74 30,8 11,07 35,0 11,13 35,2
7,50÷7,90 (133÷ 127) 9,04 28,6 9,80 31 11,13 35,2 11,20 35,4
8,00÷8,40 (125÷ 119) 9,10 28,8 9,87 31,2 11,20 35,4 11,23 35,5
8,50÷8,90 (118÷ 112) 9,17 29,0 9,93 31,4 11,23 35,5 11,26 35,6
9,00-9,40 (111÷ 106) 9,24 29,2 9,96 31,5 11,26 35,6 11,29 35,7
9,50÷9,90 (105÷ 101) 9,28 29,3 9,99 31,6 11,29 35,7 11,32 35,8
10 et plus (100 et moins) 9,36 29,6 10,06 31,8 11,32 35,8 11,36 35,9

P L A N D E F I L A G E
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 52
8. Détermination du nombre de tours des broches du B à B
Le nombre de tours des broches du B à B est choisi, d'après le tableau 53 (ci-après), en fonction du genre de coton traité et du numéro de la mèche à fabriquer.
Tableau 53
Numéro (tex) de la mèche)
Nombre de tours des broches (tr/min)
Coton moyenne-soie Coton longue-soie
à 1,5 (667) 800÷850 680÷720
1,75÷3,0 (572÷333) 850 720
3,1÷5,0 (323÷200) 950÷1200 1050÷1150
5,1÷7,5 (196÷133) 1000÷1200 1050÷1150
7,5 et plus (133,6 et moins)
1200 1150
9. Détermination du nombre de tours des broches du continu à filer.
Le nombre de tours des broches du continu à filer doit être choisi suivant le diamètre de l'anneau. Le diamètre de l’anneau est ensuite vérifié par la relation qui le lie à la vitesse du curseur. Celle-ci doit être comprise entre 25÷40 (m/sec).
a). On détermine la vitesse circonférentielle admissible du curseur d'après la formule suivante :
𝑉𝑐 = √𝑑𝑎
0,00215 + 0,0000186 × 𝑇𝑓
3
(𝑚/𝑠𝑒𝑐)
Ou bien
𝑉𝑐 =√
𝑑𝑎
0,00215 +0,0186
𝑁𝑓
3 (𝑚/𝑠𝑒𝑐)
Où: Nf (Tf)- numéro (l'épaisseur) du fil à fabriquer da - diamètre de l'anneau (en mm).
Pour déterminer le nombre de tours des broches sur le C.A.F, on peut utiliser la formule suivante:
𝑛𝑏𝑟 =𝑉𝑐 × 1000 × 60
𝜋𝑑𝑎 (𝑡 min )⁄
Où: Vc- la vitesse circonférentielle admissible du curseur (en m/sec) ; da- diamètre de l'anneau (mm).
On vérifie le choix de la vitesse des broches et celle du curseur en tenant compte du fait que le rapport de la charge de rupture du fil à la tension Th se trouve dans les limites de 3÷5 c'est-à-dire :
𝑃𝑟
𝑇ℎ= 3 ÷ 5
Où: Pr - charge de rupture du fil en (gr) ; Th-tension du fil entre le curseur et le fuseau en (gr).
La charge de rupture du fil est déterminée comme suit: 𝑃𝑟 = 𝐿𝑟 𝑁𝑓 ;⁄
Où: Lr - longueur de rupture du fil en (m).

P L A N D E F I L A G E
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 53
On calcule la tension du fil, qui correspond à la vitesse trouvée de la broche en négligeant la résistance de l'air, par la relation suivante :
𝑇ℎ = 𝑘 × 𝑇𝑣𝑖 Où : Tvi - projection de la tension verticale du fil du ballon sur l'axe de la Broche en (gr). k- Coefficient qui tient compte du frottement entre le curseur et le fil et qui est égal
à : 𝑘 = 2,5 − 0,8𝑠𝑖𝑛𝛾. On détermine la valeur de Tvi d'après la formule suivante:
𝑇𝑣𝑖 =𝐶
𝐹 − 1
Où : C- la force centrifuge du curseur. Celle-ci est déterminée par la relation suivante :
𝐶 =2𝑚𝑉𝑐
2
𝑑𝑎
Où: m - la masse de curseur en (gf) : 𝑚 = 𝑔 9,81 ⁄ , Vc - la vitesse circonférentielle du curseur en (m/sec), da - le diamètre de l'anneau en (m).
Le poids en gramme de 1000 curseurs est donné par la formule empirique suivante :
𝑔 =(𝐻 + 40) × 𝜇 × 𝑇𝑓
𝑑𝑎 × 𝑓 × 𝑛𝑏𝑟2 × 1000
Où : 𝜇 = 17914 − 789,4 × √𝑁𝑓 pour la chaine et 𝜇 = 14331 − 631,9 × √𝑁𝑓 pour la trame ;
H- course du chariot (mm).
Le coefficient F est déterminé d'après la formule:
𝐹 = 𝑘(𝑐𝑜𝑠𝛾 +1
𝑓𝑠𝑖𝑛𝛾)
𝑂ù: 𝑠𝑖𝑛𝛾 =𝑟𝑎𝑦𝑜𝑛 𝑑𝑢 𝑡𝑢𝑏𝑒 𝑣𝑖𝑑𝑒
𝑟𝑎𝑦𝑜𝑛 𝑑𝑒 𝑙′𝑎𝑛𝑛𝑒𝑎𝑢=
𝑅𝑡𝑢𝑏
𝑅𝑎𝑛;
f- le coefficient de frottement du curseur contre l'anneau.
Ce coefficient peut être apprécié par les formules suivantes :
𝑓 = 0,65 − 4 × 10−5 × 𝑛𝑏𝑟 𝑝𝑜𝑢𝑟 𝑢𝑛 é𝑞𝑢𝑖𝑝𝑒𝑚𝑒𝑛𝑡 𝑞𝑢𝑖 𝑎 𝑑é𝑗à 𝑠𝑒𝑟𝑣𝑖;
𝑓 = 0,65 − 3 × 10−5 × 𝑛𝑏𝑟 𝑝𝑜𝑢𝑟 𝑢𝑛 é𝑞𝑢𝑖𝑝𝑒𝑚𝑒𝑛𝑡 𝑛𝑒𝑢𝑓.
On recommande de choisir la course du porte-anneau et le diamètre de l'anneau en fonction du numéro (ou tex) du fil à fabriquer, d'après le tableau 54, ci-après.
Tableau 54
Numéro (tex) du fil
Ecartement entre les
broches (mm)
Diamètre de l'anneau (mm)
Course du porte-anneau (mm)
Poids de fil sur le fuseau
(gr)
12÷24 (83,5÷41,7) 88 63,5 280 255
34÷40 (29,4÷25) 88 57 280 185
48÷65 (20,8÷15,5) 76 51 280 150
85÷140 (11,8÷7,5) 66 44 230 95
170 (5,88) 66 41,5 230 80

P L A N D E F I L A G E
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 54
Le numéro des curseurs est choisi selon les tableaux ci-après:
Tableau 55 : Numéros des curseurs pour le fil de chaine
Tex (N) du fil
Vit
ess
es
des
bro
ches
(t/m
n)
Course-du porte-anneaux (du chariot)
150 180 200 225-230
Diamètre de l’anneau (mm)
38 41,5 41,5 44,5 48 51 44,5 48 51 57 41 48 57 62 70
83,3 (12)
8000 9000
300 260
280 240
320 280
300 260
280 240
260 220
320 280
300 260
280 240
260 220
300 260
320 280
280 240
260 220
240 200
62,5 (26)
8000 9400
220 200
200 180
220 200
210 190
200 180
190 170
240 210
220 200
210 190
190 170
220 200
240 210
210 190
190 170
170 150
50 (20)
8200 9600
170 150
150 130
180 160
170 150
150 130
140 120
180 160
170 150
160 140
140 120
170 150
180 150
160 140
150 130
130 110
41,7 (24)
8500 10000
130 110
120 100
140 120
130 110
120 100
110 95
140 120
130 110
120 100
110 95
130 100
140 120
120 100
110 95
100 90
35,7 (28)
9000 10200
110 95
100 90
110 95
100 90
95 85
90 85
120 100
110 95
100 90
90 85
110 95
120 100
100 90
90 85
80 75
29,4 (34)
9200 10400
110 95
75 70 90
90 85
80 75 100
75 65
70 65
85 80
80 75
75 70
70 65
80 75
85 80
75 70
70 65
65 60
25 (40)
9800 11000
85 80
60 65
70 65
65 60
60 55
62 55
70 65
65 60
60 55
55 52
65 60
70 65
60 55
55 52
49 46
20,8 (48)
10300 11200
65 60
46 43
52 49
49 46
46 43
43 40
52 49
49 46
46 43
43 40
49 46
52 49
46 43
43 40
40 38
18,5 (54)
10800 11600
49 46
40 38
46 43
43 40
40 38
38 36
46 43
43 40
40 38
38 36
43 40
46 43
40 38
38 36
34 32
15,4 (65)
11000 11600
43 40
32 30
36 34
34 32
32 30
30 23
36 34
34 32
32 30
30 28 --- --- --- --- ---
11,8 (85)
10800 12000
34 32
22 20
26 24
24 22 :3; _
22 20
20 18
26 24
24 22
--- --- --- --- --- --- ---
10 (100)
10200 11000
24 22
18 17
22 20
20 19
18 17
17 16
22 20
--- --- --- --- --- --- --- ---
8,33 (120)
9800 10000
20 19
14 13
16 15
15 14
14 13
13 12
--- --- --- --- --- --- --- --- ---
7,14 (140)
9200 10600
15 14
12 11
14 13
13 12
12 11
11 10
--- --- --- --- --- --- --- --- ---
5,88 (170)
8800 9900
13 12
9 8,5
10 9,5
' -
9,5 9
I 12 h
9 8,5
8 7,5
--- --- --- --- --- --- --- --- ---

P L A N D E F I L A G E
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 55
Tableau 56 : Numéro des curseurs pour le fil de trame
Tex (N) du fil
Vit
ess
e d
es
Bro
ches
(tr/
mn)
Course du porte-anneaux (chariot)
127-132 152-155 170-178
Diamètre de l'anneau (mm)
29 32 29 32 35 32 35 38
100 (10)
6400 7200
--- --- --- 450 380
425 360
475 425
450 400
42 36
83,3 (12)
6700 8000
--- --- --- 8000
340 280 320 260
380 300
360 280
32 26
71,4 (14)
6800 8100
--- --- --- 300 240
28o 220
320 260
300 240
26 22
62,5 (16)
6900 8200
--- --- --- 240 20
220 190
280 210
260 200
22 19
50 (20)
7500 8400
180 160
160 140
190 170
180 160
170 150
190 170
180 160
170 140
41,7 (24)
7800 8400
140 130
120 110
150 140
140 130
120 110
150 140
140 130
130 120
35,7 (28)
8000 8600
110 100
100 90
120 110
110 100
100 95
120 110
110 100
100 95
29,4 (34)
8300 9200
85 80
75 70
90 85
85 80
8o 75
90 85
85 80
80 75
25 (40)
8700 9800
70 65
60 55
75 65
70 65
60 55
75 70
75 65
65 55
20,8 (48)
9200 10200
52 49
46 43
55 52
52 49
49 46
55 52
52 49
49 46
18,5 (54)
9500 10500
46 43
40 38
49 46
46 43
40 38
46 43
43 40
40 38
15,4 (65)
9700 10800
36 34
30 28
38 36
36 34
32 30
36 34
34 32
32 30
11,8 (85)
9400 10500
26 24
22 20
28 26
26 24
24 22
--- --- ---
10 (100)
9100 10200
20 19
18 17
22 20
20 18
--- --- --- ---
8,33 (120)
9000 10000
16 15
14 13
17 16
16 15
--- --- --- ---
7,14 (140)
8800 9800
13 12
10,0 10,5
14 13
13 12
--- --- --- ---
5,88 (170
8400 9300
10 9
8,5 8
10 9
9 8
--- --- --- ---

P L A N D E F I L A G E
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 56
10. Détermination des vitesses des organes délivre des machines suivant les passages technologique
a) On calcule le nombre de tours des organes délivreurs du batteur, de la carde et du banc d'étirage en tenant compte des renseignements concernant les machines choisies.
b) Nombre de tours des cylindres délivreurs du B à B et du CAF est déterminé d'après la formule suivante:
𝑛𝐼𝐶 =𝑛𝑏𝑟
𝜋𝐷𝐼𝐶𝑇
Où: nIC- nombre de tours du 1er cylindre (t/mn); nbr -nombre de tours des broches (tr/mn); DIC- diamètre du Ier cylindre (m); T- taux de torsion (tr/m).
c) La vitesse circonférentielle des organes délivreurs des machines est déterminée d'après la formule bien connue.
𝑉𝐼𝑐 = 𝜋𝐷𝐼𝐶𝑛𝐼𝐶
11. Détermination de la production théorique des machines suivant les passages technologiques
a) Batteur :
𝑃𝑡ℎ =𝜋𝑑𝑛
106 × 𝑁𝑛× 60 (𝑘𝑔 ℎ⁄ );
Où : d-diamètre du rouleau enrouleur (en mm) ; n- nombre de tours du rouleau enrouleur (tr/mn) ; N-numéro de la nappe (épaisseur).
b) Carde :
𝑃𝑡ℎ =𝜋𝐷𝑝 × 𝑛𝑝
106 × 𝑁𝑟𝑐× 𝑒 × 60 (𝑘𝑔 ℎ⁄ );
Où : Dp- diamètre du peigneur (en mm) ; np- nombre de tours du peigneur (tr/mn) ; e- étirage partiel entre le peigneur et les cylindres délivreurs. Il est choisi en
fonction de la construction de la machine (1,3 ÷ 1,4) ; Nrc- numéro métrique du ruban cardé.
c) Banc d'étirage :
𝑃𝑡ℎ =𝑉𝐼𝐶 × 𝑒
103 × 𝑁𝑟𝑒× 60 (𝑘𝑔 ℎ⁄ );
Où : VIC- vitesse du 1er cylindre m/min ; e- étirage partiel entre le 1er cylindre et les cylindres calandreurs (1,05÷1,25) ; Nre- numéro métrique du ruban étiré.
d) Banc à broches
𝑃𝑡ℎ =𝑛𝑏𝑟 × 𝑎
𝑇 × 103 × 𝑁𝑚× 60 (𝑘𝑔 ℎ⁄ ) 𝑝𝑜𝑢𝑟 100 𝑏𝑟𝑜𝑐ℎ𝑒𝑠;
Où :nbr-nombre de tours des broches (tr/mn); T- taux de torsion de la mèche (tr/m) ;
Nm- numéro métrique de la mèche; a- nombre de broches (100).

P L A N D E F I L A G E
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 57
e) Continu à filer
𝑃𝑡ℎ =𝑛𝑏𝑟
𝑇 × 𝑁𝑓× 60 (𝑘𝑔 ℎ⁄ ) 𝑝𝑜𝑢𝑟 1000 𝑏𝑟𝑜𝑐ℎ𝑒𝑠;
Où : nbr- nombre de tours de broches (tr/mn) ; T- taux de torsion du fil (tr/m) ;
Nf- numéro métrique du fil.
f) Métier à filer et retordre
𝑃𝑡ℎ =2 × 𝑇𝑓 × 𝑛𝑏𝑟
1000 × 𝑇× 60 (𝑘𝑔 ℎ⁄ ) 𝑝𝑜𝑢𝑟 1 𝑏𝑟𝑜𝑐ℎ𝑒;
Où : nbr- nombre de tours des broches (t/mn) ; Tf- épaisseur du fil (tex) ; T- taux de torsion du fil (t/m).
Le taux de torsion d’un fil retors est donné par la formule suivante :
𝑇 = 𝛼𝑚√𝑁𝑓 2⁄
g) Réunisseuse :
𝑃𝑡ℎ =𝑉𝑠 × 60
1000 × 𝑁𝑛 (𝑘𝑔 ℎ⁄ ) ;
h) Peigneuse:
𝑃𝑡ℎ =𝐴 × 𝑛𝑝𝑐 × 𝑎 × 60
106 × 𝑁𝑛×
(100 − 𝑦)
100 (𝑘𝑔 ℎ⁄ ) ;
Où : A- longueur d'alimentation en (mm) ; npc- nombre de tours du peigne circulaire (t/mn) ; Nn -numéro métrique de la nappe ;
y -quantité de blousses en %, déterminée par formule suivante:
𝑦 =𝑦1
𝐵× 100 (%);
y1- quantité de blousses en % d'après le tableau de répartition des déchets dans le passage de peignage ;
B- quantité de demi-produit en % dans le passage de peignage.
i) Métier à filer de type BD-2O0:
𝑃𝑡ℎ =𝜋 × 𝑑𝑐𝑑 × 𝑛𝑐𝑑 × 𝑇𝑓
106× 60 (𝑘𝑔 ℎ⁄ ) 𝑝𝑜𝑢𝑟 𝑢𝑛𝑒 𝑐ℎ𝑎𝑚𝑏𝑟𝑒 à 𝑓𝑖𝑙𝑒𝑟;
Où : ncd- nombre de tours du cylindre délivreur (t/mn); dcd- diamètre du cylindre délivreur (mm).
Ou bien :
𝑃𝑡ℎ =𝑛𝑟𝑜𝑡 × 𝑇𝑓
𝑇 × 106× 60 (𝑘𝑔 ℎ⁄ ) 𝑝𝑜𝑢𝑟 𝑢𝑛𝑒 𝑐ℎ𝑎𝑚𝑏𝑟𝑒 à 𝑓𝑖𝑙𝑒𝑟;
Où : nrot-nombre de tours du rotor (chambre à filer) (t/mn);

P L A N D E F I L A G E
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 58
12. Détermination des productions planifiée et calculée et coefficient d'utilisation machines (Cum).
a) La production planifiée est déterminée d'après la formule suivante:
𝑃𝑝𝑙 = 𝑃𝑡ℎ × 𝐶𝑡𝑢
Où : Pth- production théorique des machines (kg/h) suivant les passages technologiques ; Ctu-coefficient de temps utile. Le coefficient dépend des arrêts technologiques.
b) Valeurs recommandées des coefficients de temps utile suivant les passages technologiques.
Batteur: le coefficient de temps utile du batteur varie d 0,96 à 0,98.
Carde : le coefficient de temps utile de la carde dépend surtout du type de la garniture du G.T. et du peigneur. Le tableau ci-après donne quelques recommandations pour le choix du Ctu.
Tableau 57
Genre de la garniture Ctu
Garniture métallique rigide 0,96 ÷ 0,97
Garniture élastique 0,93÷0,94 Garniture élastique à l'utilisation du débourrage continu et pneumatique.
0,96÷0,97
Banc d'étirage : le coefficient de temps utile du Banc d’étirage varie de 0,8 à 0,88.
Banc à broches :
Tableau 58
Numéro (tex) de la mèche
Poids d'une bobine ((gr)
Nombre de broches
sur la machine
Coefficient de temps utile.
1÷1,45 1000 72÷96 0,879÷0,886
1,7÷3.0 670 108÷132 0,857÷0,867
3.6÷4.0 525 102÷156 0,887÷0,879
5.0÷6.5 385 120÷156 0,901÷0,896
7,5÷9,7 285 136÷184 0,901÷0,896
Continu à filer.
Tableau 59
Numéro (tex) du fil
Coefficient de temps utile
d=44,5 mm H=203,2 mm G=76,3 gr
d=50,8 mm H=228,6 mm G=1193 gr
d=57,2 mm H=254,0 mm G=170,9gr
d=63,5 mm H=279,4mm G=234,7gr
d=70,0 mm H=316,0 mm G=329,0 gr
4 (18,5) 0,960 0,966 0,970 0,972 0,973
40 (25,0) 0,950 0,960 0,965 0,970 0,972
34 (29,4) 0,945 0,956 0,962 0,967 0,970
28 (35,7) 0,934 0,948 0,958 0,965 0,968
24 (41,7) 0,924 0,943 0,951 0,962 0,966
20 (50,0) 0,907 0,932 0,947 0,957 0,961
16 (62.5) 0,884 0,917 0,937 0,950 0,957
12 (83,3) 0,842 0,887 0,917 0,937 0,947

P L A N D E F I L A G E
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 59
Valeurs du coefficient d'équipement fonctionnel des passages technologiques.
Tableau 60
Passages technologiques Cef Passages technologiques Cef
Batteur 0,95 Peigneuse 0,95
Carde (garniture métallique rigide) 0,96 B E 0,98
Carde (garniture élastique) 0,92 B à B 0,965
Réunisseuse 0,985 C.A.F 0,98
c) La production calculée est déterminée d'après la formule suivante :
𝑃𝑐𝑙 = 𝑃𝑡ℎ × 𝐶𝑢𝑚 = 𝑃𝑝𝑙 × 𝐶𝑒𝑓
Où : Cum- coefficient d'utilisation machine. Il est déterminé comme suit :
𝐶𝑢𝑚 = 𝐶𝑡𝑢 × 𝐶𝑒𝑓
13. Détermination du nombre de machines suivant les passages technologiques
Le nombre de machines suivant les passages technologiques est déterminé par la formule suivante:
𝑀 =𝑄𝑖
𝑃𝑐𝑙.𝑖 𝑚𝑎𝑐ℎ𝑖𝑛𝑒𝑠, 𝑡ê𝑡𝑒𝑠, 𝑏𝑟𝑜𝑐ℎ𝑒𝑠;
Où : M- nombre de machines (têtes, broches) ; Qi- quantité de demi-produit dans chaque passage technologique en kg ; Pcl.i- production calculée des machines suivant les passages technologiques (kg/h).

P L A N D E F I L A G E
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 60
Tableau 61 : Exemple de plan de filage pour la chaîne N133/2 (T 7,5x2 ; mélange 2-I)
Types de machines Numéro (tex) du produit E D 𝛼𝑚
T (t/m)
Vitesse de l’organe délivreur (m/mn)
Nbre de tours des broches (t/mn)
Pth (Kg/h)
Ctu Ppl
(kg/h) Cef
Pcl (Kg/h)
Quantité demi-
produit Q (Kg)
Nbre de machines (broches)
Batteur T-30 0,0027 (368.1
03)
10 155 0,933 145 0,944 137 406 4
Carde CM-450-M 0,27
(3680) 100 20 9,4 0,97 9,1 0,960 8,7 388 45
BE LNC-51-2M 0,27
(3680) 8 8 160 35,5 0,914 32,2 0,985 31,7 377 8
Réunisseuse Textima
0,020 (50 103)
1,42 20 55 165 0,87 143 0,986 141 376 3
Peigneuse Textima
0,27 (3680)
56 4 190 18,8 0,90 16,9 0,960 16,2 307 21
BE LNC-51-2M 0,27 (3680)
3 8 140 30,9 0,915 28,3 0,985 27,8 305 6
BE LNC-51-2M 0,27
(3680) 8 8 140 30,9 0,915 28,3 0,985 27,8 305 6
BAB P-168-3 2,4
(416) 3,6 1 23 36,6 299 1100 75,0 0,805 60,4 0,963 58,9 301 6
CAF R-66-5M3 133 (7,5)
55 1 106 1220 125 12000 4,4 0,986 4,34 0,970 4,2 146 69
(18 600) (186
CAF LX-100 133/2 (7,5x2)
55 1 100 1160 126 12000 9,33 0,915 8,52 0,970 8,25 144 (18 600)

QUANTITE DE DEMI-PRODUITS SELON LES PASSAGES
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 61
14. Détermination du poids des demi-produits -suivant les passages technologiques et le nombre de machines nécessaires
a). Le poids du ruban dans un pot en kg en fonction de ses dimensions.
Tableau 62
Diamètre d’un pot(en mm)
Hauteur d'un pot (en mm)
914 1067 1220
254 4,75 5,40 ---
305 6,40 7,40 ---
356 8,40 9,70 ---
380 9,50 11,00 ---
406 10,70 12,30 ---
456 13,60 15,70 ---
610 --- --- 29,50
762 --- 30 ---
914 --- --- 55÷60
b). Banc à broches :
Afin de déterminer le tex de la mèche Tm, il faut connaitre le poids de la bobine.
Le volume de mèche renvidé sur une bobine peut être calculé d'après la formule suivante :
𝑉 =𝜋
12[𝐷2(3𝐻 + 2ℎ) − 𝑑2(3𝐻 + 4ℎ) + 2𝐷𝑑ℎ]
Où : d- diamètre de la bobine vide (mm) ; D - diamètre de la bobine pleine (mm) ; H+2h- montée du chariot (mm)) ;
D+ (3÷4 mm) = écartement des ailettes.
Le poids de la bobine est égal à : 𝑔 = 𝑉 × ∆ ; Où : Δ-poids volumique de la mèche.
Le poids volumique de la mèche dépend de son numéro (c.à.d. de son épaisseur). Le tableau ci-après en donne quelques valeurs en fonction du numéro (ou tex) de la mèche.
Tableau 63
Numéro (épaisseur en tex) de la mèche
1
(1000)
2
(500)
4
(250)
6
(170
8
(125)
10
(100)
12
(85)
16
(60)
Poids volumique de la mèche (gr/cm3 0,28 0,29 0,32 0,34 0,36 0,38 0,40 0,42
c). Continu à filer :
Pour déterminer le volume d'un fuseau, on peut utiliser la formule suivante :

QUANTITE DE DEMI-PRODUITS SELON LES PASSAGES
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 62
𝑉 = 0,785(𝐻0 − 0,9𝐷)(𝐷2 − 𝑑2) Où:
𝑑 =𝑑1 + 𝑑2
2;
H- montée du chariot (mm); D=Da-3 mm ; Da- diamètre de l’anneau (mm).
Le poids du fuseau est déterminé par la relation suivante : 𝑔 = 𝑉 × ∆ ;
Δ-poids volumique du fil (g/cm3).
Pour déterminer la masse volumique Δ du fil, on utilise les données du tableau 64, ci-après :
Tableau 64
Fils de chaîne Fils de trame
Numéro Epaisseur (tex) Δ (g/cm3) Numéro Epaisseur (tex)
Δ (g/cm3)
170÷120 5,88÷8,33 0,46÷0,47 170÷100 5,88÷10 0,41÷0,42
100÷48 10÷20,8 0,47÷0,48 85÷12 11,8÷83,3 0,43÷0,44
40÷12 25÷83,3 0,48÷0,49
15. Détermination de la quantité de demi-produits suivant les passages technologiques
La quantité de déchets en % obtenue au cours de différents passages technologiques dépend surtout de la qualité du coton à traiter. Les standards de rendements en fil et ceux des déchets provenant du mélange de coton ainsi que les standards de répartition des déchets entre les différents passages technologiques sont présentés dans les tableaux N°65, 66, 67 et 68.
La quantité de mélange et la consommation de demi-produit dans chaque passage nécessaires pour la fabrication de 100 kg de fil sont déterminées d'après la formule suivante :
𝑄1 = 100 ×𝑅𝑒𝑛𝑑𝑒𝑚𝑒𝑛𝑡 𝑒𝑛 𝑑𝑒𝑚𝑖 − 𝑝𝑟𝑜𝑑𝑢𝑖𝑡 à 𝑐ℎ𝑎𝑞𝑢𝑒 𝑝𝑎𝑠𝑠𝑎𝑔𝑒
𝑅𝑒𝑛𝑑𝑒𝑚𝑒𝑛𝑡 𝑒𝑛 𝑓𝑖𝑙 à 𝑝𝑎𝑟𝑡𝑖𝑟 𝑑𝑢 𝑚é𝑙𝑎𝑛𝑔𝑒 (𝑒𝑛 %)= 100 ×
𝐶
𝑅 (𝑘𝑔);
Où: 100- cent kg de fil; 𝐶 = 100 − ∑ 𝐷 -rendement en demi-produit à chaque passage (en %) ;
∑ 𝐷 − Total des déchets (en %) ; R- rendement en fil à partir du mélange (en %).
Ainsi donc on a :
Mélange :
𝑄1 ==100 × 100
𝑅 (𝑘𝑔);
Battage :
𝑄11 ==
100 × (100 − 𝐷1)
𝑅 (𝑘𝑔);

QUANTITE DE DEMI-PRODUITS SELON LES PASSAGES
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 63
Cardage :
𝑄21 ==
100 × [100 − (𝐷1 + 𝐷2)]
𝑅 (𝑘𝑔);
Laminage (1er passage) :
𝑄31 ==
100 × [100 − (𝐷1 + 𝐷2 + 𝐷3)]
𝑅 (𝑘𝑔);
Laminage (2ème passage) :
𝑄41 ==
100 × [100 − (𝐷1 + 𝐷2 + 𝐷3 + 𝐷4)]
𝑅 (𝑘𝑔);
Boudinage :
𝑄51 ==
100 × [100 − (𝐷1 + 𝐷2 + 𝐷3 + 𝐷4 + 𝐷5)]
𝑅 (𝑘𝑔);
Filage :
𝑄61 ==
100 × [100 − (𝐷1 + 𝐷2 + 𝐷3 + 𝐷4 + 𝐷5 + 𝐷6)]
𝑅 (𝑘𝑔);
La quantité de mélange et de demi-produit de chaque passage technologique allant pour la fabrication de la quantité nécessaire de fil est déterminée par la formule suivante :
𝑄𝑖 =𝐹 × 𝑄𝑖
1
100 (𝑘𝑔);
Où : Qi- quantité de demi-produit pour chaque passage technologique, (en kg) ;
𝑄𝑖1 − Quantité de demi-produit suivant les passages pour la fabrication de 1OO kg de
fil, (en kg); F- quantité nécessaire de fil à fabriquer (en kg/h).

QUANTITE DE DEMI-PRODUITS SELON LES PASSAGES
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 64
Standards des rendements (en %) en fil et déchets à partir du coton (filature cardée)
Tableau 65
Genre de déchets Qualité du coton
Extra I II III IV V VI
Rendement en fil à du coton 86,55 85,55 84,10 81,65 75,50 69,10 63,25
Déchets récupérables : 1. Restes des nappes 1,50 1,50 1,60 1,70 1,80 1,80 1,90
2. Rubans rompus 1,20 1,20 1,30 1,40 1,60 1,90 2,60
3. Mèches rompues de BAB 0,90 0,90 0,90 1,00 1,10 1,30 1,50
4. Mèches de CAF i 1,50 1,60 1,70 1,90 3,10 4,00 4,80
5. Bagues 0,10 0,10 0,10 0,10 0,20 0,20 0,20
Somme 5,20 5,30 5,60 6,10 7,80 9,20 11,0
Déchets filables: 1. Débourrures des chapeaux 1,80 2,00 2,10 2,20 2,40 2,90 3,50
2. Débourrures des tambours 0,10 0,10 0,10 0,10 0,20 0,20 0,20
3. Déchets du batteur 1,90 2,40 3,00 3,40 5,00 7,00 8,50
4. Déchets du briseur 0,80 0,90 1,10 1,40 2,50 3,20 3,50
5. Duvets du plancher 0,25 0,25 0,25 0,35 0,60 0,70 0,70
6. Duvets des tambours 0,30 0,35 0,40 0,45 0,60 0,80 1,00
7. Duvets des rouleaux nettoyeurs 0,05 0,05 0,05 0,10 0,10 0,15 0,15
8. Duvets des rouleaux de pression 0,10 0,1O 0,10 0,10 0,20 0,25
.
0,35
9. Bouts des fils 0,10 0,10 0,10 0,15 0,20 0,25 0,30
Somme 5,40 6,25 7,20 8,25 11,80 15,45 18,20
Déchets non filables : 1. Coton sale 0,05 0,05 0,05 0,05 0,10 0,20 0,20
2. Duvets sales du plancher 0,20 0,20 0,20 0,25 0,35 0,45 0,55
3. Duvets et poussières des filtres 0,30 0,35 0,40 0,50 0,65 0,70 0,80
Somme 0,55 0,60 0,65 0,80 1,10 1,35 1,55
Déchets non contrôlables 2,30 2,30 2,45 3,20 3,80 4,50 6,00
Total déchets 13,45 14,45 15,90 18,35 24,50 30,90 36,70

QUANTITE DE DEMI-PRODUITS SELON LES PASSAGES
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 65
Standards des rendements en fil et des déchets à partir du coton longue-soie (filature peignée) :
Tableau 66
Genre de déchets Qualité du coton
Ex I II III
Rendement en fil à partir du coton 67,85 67,10 65,15 60,30
Déchets récupérables. 1. Pestes des nappes 2. Rubans rompus 3. Mèches rompues de BAB
4,30 4,30 4,50 5,00
4. Mèche fines rompues de BAB 0,30 0,30 0,30 0,35
5. Mèches de CAF 1,40 1,50 1,60 1,70
6. Bagues 0,10 0,10 0,10 0,10
Somme 6,10 6,20 6,50 7,15
Déchets filables. 1. Débourrures des chapeaux 2,0O 2,10 2,20 2,70
2. Blouses 16,50 16,50 17,00 18,00
3. Débourrures des tambours 1,00 1,00 1,0O 1,25
4. Déchets du batteur 1,90 2,30 2,90 3,70
5. Déchets du briseur 0,80 0,90 1,10 1,40
6. Duvets du plancher 0,25 0,25 0,25 0,35
7. Duvets des tambours 0,30 0,35 0,40 0,45
8. Duvets des rouleaux nettoyeurs 0,05 0,05 0,05 0,10
9. Duvets des rouleaux de pression 0,10 0,10 0,10 0,10
10. Bouts des fils 0,10 0,10 0,10 0,15
Somme 23,00 23,65 25,10 28,20
Déchets non filables. 1. Coton sale 0,05 0,05 0,05 0,05
2. Duvets sales du plancher 0,20 0,20 0,20 0,25
3. Duvets et poussières des filtres 0,50 0,50 0,55 0,75
Somme 0,75 0,75 0,80 1,05
Déchets non contrôlables 2,30 2,30 2,45 3,30
Total déchets 32,15 32,90 34,85 39,70

QUANTITE DE DEMI-PRODUITS SELON LES PASSAGES
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 66
Standards des rendements en fil et des déchets à partir du coton moyenne-soie (filature peignée) :
Tableau 67
Qualité de coton Genre de déchets
Qualité du coton
Extra I II III
Rendement en fil à partir du coton 70,95 70,20 68,05 62,65
Déchets récupérables : 1. Restes des nappes
4,30 4,30 4,50 5,00 2. Rubans rompus
3. Mèches rompues du BAB
4. Mèches fines rompues de BAB 0,30 0,30 0,30 0,35
5. Mèches de C A F 1,40 1,50 1,60 1,70
6. Bagues 0,10 0,10 0,10 0,10
Somme 6,10 6,20 6,50 7,15
Déchets filables 1. Débourrures des chapeaux 2,00 2,10 2,20 2,70
2. Blousses 13,50 13,50 14,50 16,00
3. Débourrures des tambours 0,90 0,90 0,90 1,00
4. Déchets du batteur 1,90 2,30 2,30 3,70
5. Déchets du briseur 0,80 0,90 1,10 1,40
6. Duvets du plancher 0,25 0,25 0,25 0,35
7. Duvets des tambours 0,30 0,35 0,40 0,45
8. Duvets des rouleaux nettoyeurs 0,05 0,05 0,05 0,10
9. Duvets des rouleaux de pression 0,10 0,10 0,10 0,10
10.Bouts de fils 0,10 0,10 0,10 0,15
Somme 19,90 20,55 22,20 25,95
Déchets non filables 1. Coton sale 0,05 0,05 0,05 0,05
2. Duvets sales du plancher 0,20 0,20 0,20 0,25
3. Duvets et poussières des filtres 0,50 0,50 0,55 0,75
Somme 0,75 0,75 0,80 1,05
Déchets non contrôlable 2,30 2,30 2,45 3,20
Total déchets 29,05 29,80 31,95 37,35

QUANTITE DE DEMI-PRODUITS SELON LES PASSAGES
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 67
Répartition des déchets entre les différents passages technologiques Exemple: Coton de la qualité extra
Tableau 68
Genre de déchets Battage Cardage Laminage Boudinage Filage Total
Déchets récupérables:
1. Restes de nappes 0,40 1,10 1,50
2. Rubans rompus 0,70 0,30 0,20 1,20
3. Mèches rompues (sur BàB) 0,90 0,90
4. Mèches rompues (sur CAF) 1,50 1,50
5. Bagues 0,10 0,10
Somme 0,40 1,80 0,30 1,10 1,60 5,20
Déchets filables :
1. Débourrures des chapeaux 1,80 1,80
2. Débourrures des tambours 0,10 0,10
3. Déchets du battage 1,90 1,90
4. Déchets du briseur 0,80 0,80
5. Duvets du plancher 0,03 0,08 0,02 0,02 0,10 0,25
6. Duvets des tambours 0,30 0,30
7. Duvets des rouleaux nettoyeurs 0,05 0,05
8. Duvets des rouleaux de pression 0,10 0,10
9. Bouts de fils 0,10 0,10
Somme 1,93 3,13 0,02 0,02 0,30 5,40
Déchets non filables :
1. Coton sale 0,05 0,05
2. Duvets sales du plancher 0,04 0,05 0,03 0,03 0,05 0,20
3. Duvets et poussières des filtres 0,30 0,30
Somme 0,39 0,05 0,03 0,03 0,05 0,55
Déchets non contrôlables 1,80 0,50 2,30
Total déchets 4,52 5,48 0,35 1,15 1,95 13,45
Rendement en fil à partir du mélange en (%) R
95,48 90,00 89,65 88,50 86,55 86,55

QUANTITE DE DEMI-PRODUITS SELON LES PASSAGES
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 68
Exemple: R = 86,55 % - rendement en fil à partir du mélange (voir tableau 68).
Tableau 69
Mélange, demi-produits, fil.
Quantité de mélange et de demi-produit (en kg).
Pour fabriquer 100 kg de fil. Pour fabriquer F kg de fil.
Mélange 100 × 100
𝑅=
100 × 100
86,55= 115,0
𝐹 × 115,0
100= 1,15 × 𝐹
Nappe 100 × 𝑅𝑏𝑎𝑡
𝑅=
100 × 95,48
86,55= 110,0
𝐹 × 110,0
100= 1,10 × 𝐹
Ruban cardé 100 × 𝑅𝑐𝑎𝑟
𝑅=
100 × 90,00
86,55= 104,0
𝐹 × 104,0
100= 1,04 × 𝐹
Ruban étiré 100 × 𝑅𝑏𝑒
𝑅=
100 × 89,65
86,55= 103,5
𝐹 × 103,5
100= 1,035 × 𝐹
Mèche 100 × 𝑅𝑏𝑎𝑏
𝑅=
100 × 88,50
86,55= 102,2
𝐹 × 102,2
100= 1,022 × 𝐹
Fil 100 × 𝑅𝑐𝑎𝑓
𝑅=
100 × 86,55
86,55= 100,0
𝐹 × 100,0
100= 𝐹
16. Calcul de la production de fil par heure. Distribution des broches entre la chaîne et la trame dans un seul article de tissu.
On établit la consommation du fil pour la fabrication de 100 m de tissu d'un article bien déterminé selon les formules suivantes:
Fil de chaine :
𝑔𝑐ℎ =𝐴 × (100 + 𝑃0)
𝑁𝑐ℎ × 10 × (100 − 𝑦𝑐ℎ) (𝑘𝑔);
Où: gch, -consommation de fil de chaîne en kg pour la fabrication de 100 m de tissu ; A- nombre total de fils de chaîne du tissu; Nch- numéro du fil de chaîne ; P0- raccourcissement de la chaîne (en %) ; ych-pourcentage de déchets de la chaîne.
Fil de trame :
𝑔𝑡𝑟 =𝐵 × 𝐿
𝑁𝑡𝑟 × (100 − 𝑦𝑡𝑟) (𝑘𝑔);
Où : gtr- consommation de fil de trame en kg pour la fabrication de 10O m de tissu; B- quantité de duites sur 10 cm de tissu (densité du tissu en trame); L- largeur du tissu au peigne (en cm) ; ytr- pourcentage de déchets de la trame.
Déterminons le nombre de broches pour fabriquer 10O m de tissu.
Fil de chaine :
𝑛𝑐ℎ1 =
𝑔𝑐ℎ
𝑃𝑐𝑙.𝑐ℎ ;
Fil de trame :
𝑛𝑡𝑟1 =
𝑔𝑡𝑟
𝑃𝑐𝑙.𝑡𝑟 ;
Où : 𝑛𝑐ℎ1 − 𝑛𝑡𝑟
1 − nombre de broches de la chaine et de la trame nécessaire pour assurer la production de 100 mètres de tissu.

QUANTITE DE DEMI-PRODUITS SELON LES PASSAGES
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 69
Pcl.ch- Pcl.tr - production calculée d'une seule broche, pour les fils de chaine et trame, (kg/h).
Le nombre total de broches participant à la production de 10O m de tissu est calculé selon la formule suivante :
𝑛1 = 𝑛𝑐ℎ1 + 𝑛𝑡𝑟
1 ;
Déterminons les parties des broches en question.
Partie des broches de chaîne:
𝐾𝑐ℎ =𝑛𝑐ℎ
1
𝑛1 ;
Partie des broches de trame :
𝐾𝑡𝑟 =𝑛𝑡𝑟
1
𝑛1 ;
Ensuite, en se basant sur les données du projet, on effectue la répartition des broches pour la production d'un seul article de tissu entre le fil de chaîne et celui de trame.
Le nombre de broches pour fabriquer le fil de chaîne est déterminé comme suit :
𝑛𝑐ℎ = 𝑛 × 𝐾𝑐ℎ ; Le nombre de broches pour fabriquer le fil de trame est défini par la formule
suivante:
𝑛𝑡𝑟 = 𝑛 × 𝐾𝑡𝑟 ; Où : n- le nombre de broches donné dans le projet pour assurer la production d'un seul
article du tissu.
On détermine la quantité de fil fabriquée en une heure par toutes les broches en question, en utilisant les relations suivantes :
Fil de chaîne :
𝐹𝑐ℎ = 𝑃𝑐𝑙 × 𝑛𝑐ℎ (𝑘𝑔/ℎ);
Fil de trame :
𝐹𝑡𝑟 = 𝑃𝑡𝑟 × 𝑛𝑡𝑟 (𝑘𝑔/ℎ);
Quantité totale de fil :
𝐹 = 𝐹𝑐ℎ + 𝐹𝑡𝑟 (𝑘𝑔/ℎ);
Enfin, pour calculer la quantité de mélange et de demi-produits (en kg/h) suivant tous les passages technologiques, un exemple est donné au tableau 69.
A noter que si l'on a un seul mélange pour produire les fils de chaîne et de trame, on applique la valeur F pendant le calcul d'après le tableau 69.
Dans le cas de deux mélanges différents, on applique Fch et Ftr successivement pour chaque type de mélange.
17. Calcul du nombre de machines suivant les passages technologiques
Le nombre de machines pour chaque passage est défini comme le rapport entre la quantité de demi-produit à fabriquer sur ces machines et leur production horaire calculée, c à d :
𝑀 =𝑄𝑖
𝑃𝑐𝑙.𝑖 ;
Où: Pcl.i-production horaire calculée de la machine, (kg/h).

QUANTITE DE DEMI-PRODUITS SELON LES PASSAGES
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 70
Après avoir déterminé le nombre approximatif d'équipements suivant les passages, on définit la conjugaison des équipements. Pour cela on détermine le nombre de lignes des machines. Cette mesure donne la possibilité de bien contrôler la production, de bien organiser le travail des ouvriers et en même temps elle contribue à la production du produit de bonne qualité
Pour effectuer la conjugaison des machines dans une ligne on se base sur la production d'une des machines de la ligne. On recommande à son projecteur de faire d'abord le choix entre le banc à broches et le banc d'étirage employés en matière de l'unité de la ligne. Le nombre de machines dans une ligne suivant le passage technologique est toujours un nombre entier. De ce fait on recalcule la production des machines par un petit changement du régime de leurs vitesses (voir tableau 70)

QUANTITE DE DEMI-PRODUITS SELON LES PASSAGES
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 71
Tableau de conjugaison de l’équipement pour fabriquer le fil de chaîne de N 85 (11,8 tex) et le fil de trame de N 100 (10 tex).
Tableau 70
Passages technologiques
Quantité nécessaire de demi-produit et du fil suivant les passages en (kg/h)
Pcl kg/h (1 machine, 1 tête, 100 br, 1000 br.)
Nombre d'équipement chargé (machine, tête, broche)
Nombre de têtes, de broches sur machine
Nombre de machines chargées
Nombre de machines admis.
Nombre de machines dans une ligne.
chaine trame
Battage 652,6 125 5 1 5 5 1
Cardage 573 9,6 59,7 1 59,7 60 12
Banc d’étirage 568 28,6 19,9 4 4,9 5 1
Réunisseuse 563 110,35 5,1 1 5,1 5
5
1
Peigneuse 456,7 1,92 237,8 8 29,7 30 6
B. d’étirage 1er Pas. 452 22,8 19,8 4 4,96 5 1
B. d’étirage 2ème Pas. 449 22,5 20 4 5 5 1
Banc à broches 442 56,7 780 78 10 10 1 1
Continu à filer chaine 175,9 7,8 22560 448 50 50 10 --
Continu à filer trame 254,6 6,8 37440 448 85 85 -- 17

QUANTITE DE DEMI-PRODUITS SELON LES PASSAGES
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 72
18. Calcul du nombre de broches nécessaires tour élaborer un projet d'une usine textile.
Il y a 3 variantes de devoirs pour élaborer un projet une usine textile.
1ère variante :
Données de départ:
a). le nombre de broches (n) ; b). 2 articles de tissu (Nch1, Ntr1, Nch2, Ntr2) ; c). Le rapport entre le nombre de broches pour le 1er article et le 2ème article a/b.
2ème variante :
Données de départ :
a). 2 articles de tissu ; b). La quantité de fil à fabriquer en kg/h ; c). Le rapport entre la quantité de fils pour chaque article de tissu.
3ème variante :
Données de départ : a). Le nombre de métiers à tisser ; b). 2 articles de tissu ; c). Le nombre de métiers à tisser pour chaque article de tissu.
Répartition des broches entre la chaîne et le trame : 1ère variante du devoir.
Désignons par :
𝑃𝑐𝑙 𝑐ℎ1; 𝑃𝑐𝑙 𝑡𝑟1; 𝑃𝑐𝑙 𝑐ℎ2; 𝑃𝑐𝑙 𝑡𝑟2 − 𝑙𝑎 𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑜𝑛 𝑐𝑎𝑙𝑐𝑢𝑙é𝑒 𝑑′𝑢𝑛𝑒 𝑏𝑟𝑜𝑐ℎ𝑒 𝑝𝑎𝑟 ℎ𝑒𝑢𝑟𝑒;
𝑁𝑐ℎ1; 𝑁𝑡𝑟1; 𝑁𝑐ℎ2; 𝑁𝑡𝑟2 − 𝑙𝑒𝑠 𝑛𝑢𝑚é𝑟𝑜𝑠 𝑑𝑒𝑠 𝑓𝑖𝑙𝑠 à 𝑓𝑎𝑏𝑟𝑖𝑞𝑢𝑒𝑟;
𝑛𝑐ℎ1; 𝑛𝑡𝑟1; 𝑛𝑐ℎ2; 𝑛𝑡𝑟2 − 𝑙𝑒 𝑛𝑜𝑚𝑏𝑟𝑒 𝑑𝑒 𝑏𝑟𝑜𝑐ℎ𝑒𝑠 𝑝𝑜𝑢𝑟 𝑐ℎ𝑎𝑞𝑢𝑒 𝑎𝑟𝑡𝑖𝑐𝑙𝑒 𝑑𝑒 𝑡𝑖𝑠𝑠𝑢;
𝑛′𝑐ℎ1; 𝑛′
𝑡𝑟1; 𝑛′𝑐ℎ2; 𝑛′
𝑡𝑟2 − 𝑛𝑜𝑚𝑏𝑟𝑒 𝑑𝑒 𝑏𝑟𝑜𝑐ℎ𝑒𝑠 𝑛é𝑐𝑒𝑠𝑠𝑎𝑖𝑟𝑒 𝑝𝑜𝑢𝑟 𝑓𝑎𝑏𝑟𝑖𝑞𝑢𝑒𝑟 100 𝑚 𝑑𝑒 𝑡𝑖𝑠𝑠𝑢 𝑑𝑒 𝑐ℎ𝑎𝑞𝑢𝑒 𝑎𝑟𝑡𝑖𝑐𝑙𝑒 𝑒𝑛 1 ℎ𝑒𝑢𝑟𝑒;
𝑔𝑐ℎ1; 𝑔𝑡𝑟1; 𝑔𝑐ℎ2; 𝑔𝑡𝑟2 − 𝑐𝑜𝑛𝑠𝑜𝑚𝑚𝑎𝑡𝑖𝑜𝑛 𝑑𝑒𝑠 𝑓𝑖𝑙𝑠 𝑝𝑜𝑢𝑟 𝑓𝑎𝑏𝑟𝑖𝑞𝑢𝑒𝑟 100 𝑚 𝑑𝑒 𝑡𝑖𝑠𝑠𝑢.
Déterminons le nombre de broches pour fabriquer 100 m de tissu de chaque article en une heure:
a). Fil de chaine de Nch1 et Nch2 :
𝑛′𝑐ℎ1 =𝑔𝑐ℎ1
𝑃𝑐𝑙 𝑐ℎ1; 𝑛′𝑐ℎ2 =
𝑔𝑐ℎ2
𝑃𝑐𝑙 𝑐ℎ2 ;
b). Fil de trame de Ntr1 et Ntr2 :
𝑛′𝑡𝑟1 =𝑔𝑡𝑟1
𝑃𝑐𝑙 𝑡𝑟1; 𝑛′𝑡𝑟2 =
𝑔𝑡𝑟2
𝑃𝑐𝑙 𝑡𝑟2 .
En connaissant le rapport entre le nombre de broche pour les 2 articles de tissu (a / b) et le nombre total de broches « n », on peut trouver:
a). Le nombre-de broches pour le 1er article de tissu :
𝑛𝑐ℎ1 + 𝑛𝑡𝑟1 =𝑎 × 𝑛
𝑎 + 𝑏 ;
b). Le nombre de broches pour le 2ème article de tissu :
𝑛𝑐ℎ2 + 𝑛𝑡𝑟2 =𝑎 × 𝑛
𝑎 + 𝑏 .
QUANTITE DE DEMI-PRODUITS SELON LES PASSAGES
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 73
En tenant compte du fait que :
𝑛′𝑐ℎ1
𝑛′𝑐ℎ1 + 𝑛′𝑡𝑟1 ;
Est le rapport entre le nombre de broches de la chaine et la somme du nombre de broches de chaîne et de trame pour la fabrication de 100 m de tissu du 1er article.
On peut déterminer le nombre total de broches de chaine pour la fabrication du tissu du 1er article :
𝑛𝑐ℎ1 = (𝑎 × 𝑛
𝑎 + 𝑏) ×
𝑛′𝑐ℎ1
𝑛′𝑐ℎ1 + 𝑛′𝑡𝑟1= (
𝑎 × 𝑛
𝑎 + 𝑏) ×
𝑔𝑐ℎ1𝑃𝑐𝑙 𝑐ℎ1
𝑔𝑐ℎ1𝑃𝑐𝑙 𝑐ℎ1
+𝑔𝑡𝑟1
𝑃𝑐𝑙 𝑡𝑟1
;
Nombre de broches de trame pour le tissu du 1er article:
𝑛𝑡𝑟1 = (𝑎 × 𝑛
𝑎 + 𝑏) ×
𝑔𝑡𝑟1𝑃𝑐𝑙 𝑡𝑟1
𝑔𝑐ℎ1𝑃𝑐𝑙 𝑐ℎ1
+𝑔𝑡𝑟1
𝑃𝑐𝑙 𝑡𝑟1
;
Nombre de broches de chaîne pour le tissu du 2ème article :
𝑛𝑐ℎ2 = (𝑎 × 𝑛
𝑎 + 𝑏) ×
𝑔𝑐ℎ2𝑃𝑐𝑙 𝑐ℎ2
𝑔𝑐ℎ2𝑃𝑐𝑙 𝑐ℎ2
+𝑔𝑡𝑟2
𝑃𝑐𝑙 𝑡𝑟2
;
Nombre de broches de trame pour le tissu du 2ème article :
𝑛𝑡𝑟2 = (𝑎 × 𝑛
𝑎 + 𝑏) ×
𝑔𝑡𝑟2𝑃𝑐𝑙 𝑡𝑟2
𝑔𝑐ℎ2𝑃𝑐𝑙 𝑐ℎ2
+𝑔𝑡𝑟2
𝑃𝑐𝑙 𝑡𝑟2
;
Calcul du nombre de broches pour la 2ème variante du devoir :
Désignons par F - la quantité de fils à fabriquer en kg/h :
𝑃𝑐𝑙 𝑐ℎ1; 𝑃𝑐𝑙 𝑡𝑟1; 𝑃𝑐𝑙 𝑐ℎ2; 𝑃𝑐𝑙 𝑡𝑟2 − 𝑙𝑎 𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑜𝑛 𝑐𝑎𝑙𝑐𝑢𝑙é𝑒 𝑑′𝑢𝑛𝑒 𝑏𝑟𝑜𝑐ℎ𝑒 (𝑘𝑔/ℎ);
D’après le devoir, la quantité de fils de chaine pour la fabrication du tissu du 1er article est égale à : 𝑚𝑐ℎ1 en % de F ; ou bien :
𝑃𝑐𝑙 𝑐ℎ1 × 𝑛𝑐ℎ1 =𝑚𝑐ℎ1 × 𝐹
100
D’où l’on tire le nombre de broches :
𝑛𝑐ℎ1 =𝑚𝑐ℎ1 × 𝐹
100 × 𝑃𝑐𝑙 𝑐ℎ1; 𝑛𝑡𝑟1 =
𝑚𝑡𝑟1 × 𝐹
100 × 𝑃𝑐𝑙 𝑡𝑟1;
𝑛𝑐ℎ2 =𝑚𝑐ℎ2 × 𝐹
100 × 𝑃𝑐𝑙 𝑐ℎ2; 𝑛𝑡𝑟2 =
𝑚𝑡𝑟2 × 𝐹
100 × 𝑃𝑐𝑙 𝑡𝑟2;
Où :
𝑛 = 𝑛𝑐ℎ1 + 𝑛𝑡𝑟1 + 𝑛𝑐ℎ2 + 𝑛𝑡𝑟2 ;
𝑛 = 𝑚𝑐ℎ1 × 𝐹
100 × 𝑃𝑐𝑙 𝑐ℎ1+
𝑚𝑡𝑟1 × 𝐹
100 × 𝑃𝑐𝑙 𝑡𝑟1+
𝑚𝑐ℎ2 × 𝐹
100 × 𝑃𝑐𝑙 𝑐ℎ2+
𝑚𝑡𝑟2 × 𝐹
100 × 𝑃𝑐𝑙 𝑡𝑟2;

QUANTITE DE DEMI-PRODUITS SELON LES PASSAGES
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 74
Variantes de devoir :
Exemple 1 : Le nombre total de broches est égal à 42720 ; suivant les caractéristiques du tissu la consommation en fils pour 100 m de tissu est : en chaîne gch = 7,710 kg et en trame gtr=8,350 kg.
La production calculée des continus à filer est :
𝑃𝑐𝑙 𝑐ℎ = 0,017 𝑘𝑔 ℎ⁄ 𝑝𝑜𝑢𝑟 𝑢𝑛𝑒 𝑏𝑟𝑜𝑐ℎ𝑒;
𝑃𝑐𝑙 𝑡𝑟 = 0,014 𝑘𝑔 ℎ⁄ 𝑝𝑜𝑢𝑟 𝑢𝑛𝑒 𝑏𝑟𝑜𝑐ℎ𝑒;
Il faut déterminer le nombre de broches de chaîne nécessaire pour fabriquer 100 m de tissu en une heure :
𝑛𝑐ℎ1 =
𝑔𝑐ℎ
𝑃𝑐𝑙 𝑐ℎ=
7,710
0,017= 453,53 𝑏𝑟𝑜𝑐ℎ𝑒𝑠 ;
Puis, il faut déterminer le nombre de broches de trame :
𝑛𝑡𝑟1 =
𝑔𝑡𝑟
𝑃𝑐𝑙 𝑡𝑟=
8,350
0,014= 596,43 𝑏𝑟𝑜𝑐ℎ𝑒𝑠 ;
Au total, le nombre de broches pour fabriquer 100 m de tissu est : 453,53+596,43=1049,96 broches.
Après cela, on exprime en % le nombre de broches de chaîne:
1049,96 → 100%
453,53 → 𝑥
D’où :
𝑥 =453,53 × 100
1049,96= 43,10 %
Pour la trame :
1049,96 → 100% 596,43 → 𝑥
𝑥 =596,43 × 100
1049,96= 56,80 %
En connaissant le nombre total de broches, on peut déterminer le nombre de broches pour le fil de :
Chaîne : 𝑛𝑐ℎ =42720×43,20
100= 18456 𝑏𝑟𝑜𝑐ℎ𝑒𝑠;
Trame : 𝑛𝑡𝑟 =42720×56,80
100= 24264 𝑏𝑟𝑜𝑐ℎ𝑒𝑠;
Ou bien : 𝑛𝑡𝑟 = 42720 − 18456 = 24264 𝑏𝑟𝑜𝑐ℎ𝑒𝑠.
Exemple 2 : pour le fil retors.
Données initiales : a) Nombre total de broches N = 80 000 broches ; b) Chaîne N133/2, trame N100/2 c) Consommation des fils pour 100 m de tissu : en chaîne gch= 9,75 kg ; en trame
gtr== 6,35 kg.
La production calculée des machines pour fabriquer les fils retors :
chaîne:
CAF (continu à filer) P1ch = 4,6 kg/h pour 1000 broches ;
CFR (continu à filer et à retordre) P2ch = 9,0 kg/h pour 1000 broches.

QUANTITE DE DEMI-PRODUITS SELON LES PASSAGES
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 75
Trame:
CAF (continu à filer) P1tr=6,2 kg/h pour 1000 broches ;
CFR (continu à filer et à retordre) P2tr=12,5 kg/h pour 1000 broches.
D’abord on détermine la production calculée totale du CAF ensuite celle de la retordeuse-fileuse en fil simple.
Chaine : 𝑃𝑐𝑙 𝑐ℎ = 4,6 +9,0
2= 9,1 𝑘𝑔 ℎ 𝑝𝑜𝑢𝑟 2000 𝑏𝑟𝑜𝑐ℎ𝑒𝑠; ⁄
Trame : 𝑃𝑐𝑙 𝑡𝑟 = 4,6 +12,5
2= 12,45 𝑘𝑔 ℎ 𝑝𝑜𝑢𝑟 2000 𝑏𝑟𝑜𝑐ℎ𝑒𝑠. ⁄
Le nombre de broches de chaîne et de trame nécessaire pour fabriquer 100 m de tissu est pour la :
Chaîne:
𝑔𝑐ℎ
𝑃𝑐𝑙 𝑐ℎ=
9,75 × 2000
9,1= 2143 𝑏𝑟𝑜𝑐ℎ𝑒𝑠;
Trame :
𝑔𝑡𝑟
𝑃𝑐𝑙 𝑡𝑟=
6,35 × 2000
12,45= 1020 𝑏𝑟𝑜𝑐ℎ𝑒𝑠;
Au total : 2143+1020 = 3163 broches.
Ensuite il faut exprimer en % le nombre de broches :
En chaîne : 2143
3163× 100 = 67,7 %;
En trame : 1020
3163× 100 = 32,3 % ;
Ou bien 100-67,8 = 32,3 %.
Après cela on détermine le nombre total de broches pour la chaîne et pour la trame :
Chaîne : 80 000×67,7
100= 54 160 𝑏𝑟𝑜𝑐ℎ𝑒𝑠 ;
Trame: 80 000×32,3
100= 25 840 𝑏𝑟𝑜𝑐ℎ𝑒𝑠 .
Enfin, on fait la répartition des broches pour la chaîne et pour la trame entre les CAF et les CFR selon leur production.
Déterminons le nombre de broches de la chaîne :
On sait que la Production calculée totale de mille broches du CAF et de mille broches de la retordeuse-fileuse en fil simple est égale à :
4,6 + (9,20/2) = 9,1 (kg/h).
Il faut exprimer en % la production de mille broches de chaque machine:
CAF : 4,6
9,1× 100 = 50,55 % ;
CFR : 4,5
9,1× 100 = 49,45 % .
Le nombre total de broches correspondant à chaque passage est en inverse par rapport à leur production, donc :
Le nombre de broches de CAF est égal à : 54160 × 49,45
100= 26 782 𝑏𝑟𝑜𝑐ℎ𝑒𝑠;
Le nombre de broches de CFR :

QUANTITE DE DEMI-PRODUITS SELON LES PASSAGES
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 76
54160 × 50,55
100= 27 378 𝑏𝑟𝑜𝑐ℎ𝑒𝑠;
Déterminons le nombre de broches de la trame :
La production calculée totale de mille broches des machines mentionnées s’exprime par :
6,2 +12,5
2= 12,45 𝑘𝑔 ℎ; ⁄
La production de 1000 broches de chaque machine exprimée en % est :
CAF : 6,2
12,45× 100 = 49,80 % ;
CFR : 6,2
12,45× 100 = 50,20 % .
Le nombre de broches de CAF:
25 840 × 50,2
100= 12 972 𝑏𝑟𝑜𝑐ℎ𝑒𝑠;
Le nombre de broches de CFR :
25 840 × 49,8
100= 12 868 𝑏𝑟𝑜𝑐ℎ𝑒𝑠;
Ensuite on détermine le nombre de machines en divisant la quantité de demi-produit par la production calculée d'après le plan d'une machine correspondante, c’est-à-dire :
𝑀 =𝑄𝑖
𝑃𝑐𝑙𝑖
Habituellement on obtient un nombre fractionnaire qui doit être arrondi par excès.
L'atelier de déchets.
D'habitude c'est un atelier dont les processus technologiques sont bien automatisés, et dont le transport le plus rationnel est le transport pneumatique. On applique ici en général les appareils suivants
1. Ventilateurs 2. Condenseurs 3. Trémies automatisées (installées pour chaque genre de déchets).
L'atelier de déchets est généralement disposé près des ateliers d'ouvraison et de battage.
L’évacuation des déchets à partir des ateliers de préparation au filage est périodiquement effectuée par conduits pneumatiques. Les déchets des ateliers de peignage et de filage sont évacués de manière ininterrompue par les mêmes moyens.
Les déchets récupérables traités dans un même mélange sont comprimés à la presse et sont récupérés dans l'atelier d’ouvraison pour arriver sur la chargeuse à déchets.
Pour calculer l'atelier de déchets il faut connaître le genre et la quantité de déchets.
Equipement d'un atelier de déchets :
a). Une nettoyeuse de déchets YO-1 ; b). Une nettoyeuse de déchets MOY-3M ; c). Une nettoyeuse de déchets TCY ;
La destination de ces machines est de débarrasser les déchets des impuretés étrangères, du duvet et de la poussière.
d). Un loup-carde CW – 850 ;

QUANTITE DE DEMI-PRODUITS SELON LES PASSAGES
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 77
e). Un loup–carde CW – 650 ;
Ces machines sont destinées à traiter les mèches rompues de BAB, des chiffons doux provenant du tissage et de la bonneterie.
f). Des ouvreuses. (per exemple une ouvreuse verticale BPR-1).
La destination des ouvreuses est de traiter les débourrures des chapeaux et celles du tambour, les restes de nappes et les rubans rompus.
g). Une presse APO-1, qui sert à former des balles de déchets.
Pour trouver le nombre de machines nécessaire, on établit le temps de chargement de la machine bien déterminé pendant une journée de travail.
Temps de chargement =quantité de déchets à traiter
production de la machine par heure
Pour une machine, le temps déterminé de chargement ne doit pas dépasser le temps de fonctionnement de l'usine pendant une journée.
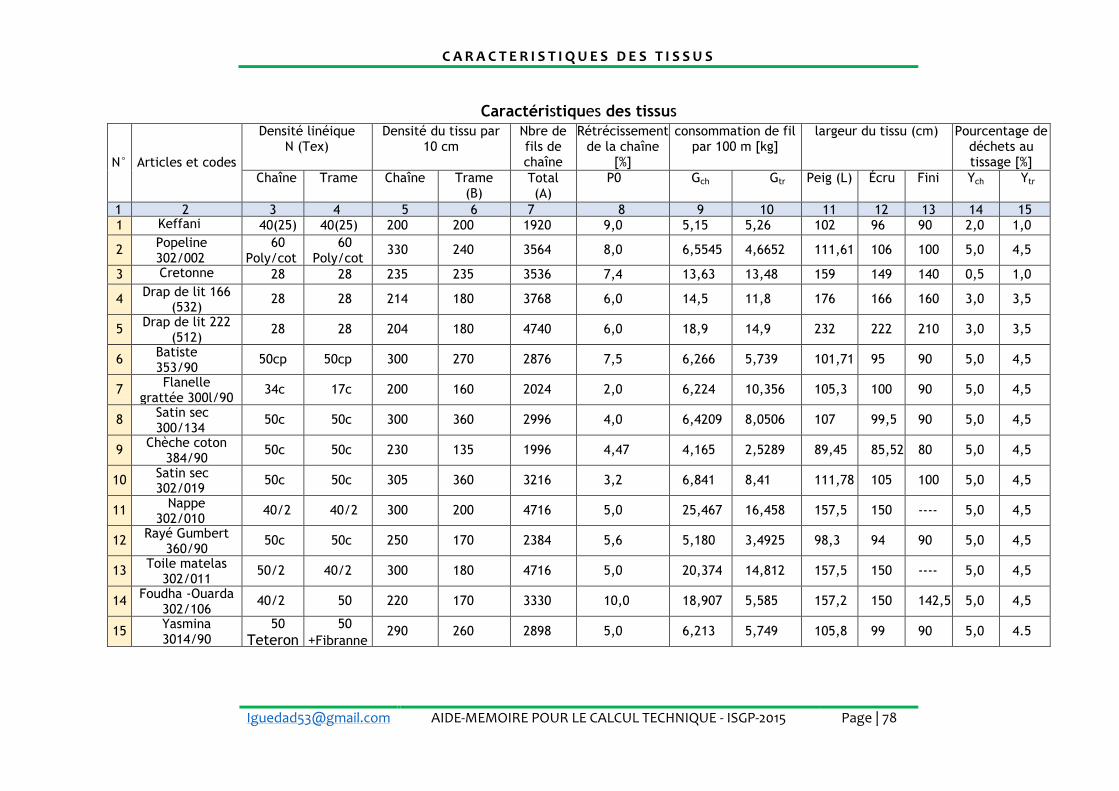
C A R A C T E R I S T I Q U E S D E S T I S S U S
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 78
Caractéristiques des tissus
N° Articles et codes
Densité linéique N (Tex)
Densité du tissu par 10 cm
Nbre de fils de chaîne
Rétrécissement de la chaîne
[%]
consommation de fil par 100 m [kg]
largeur du tissu (cm) Pourcentage de déchets au tissage [%]
Chaîne Trame Chaîne Trame (B)
Total (A)
P0 Gch Gtr Peig (L) Écru Fini Ych Ytr
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 1 Keffani 40(25) 40(25) 200 200 1920 9,0 5,15 5,26 102 96 90 2,0 1,0
2 Popeline 302/002
60 Poly/cot
60 Poly/cot
330 240 3564 8,0 6,5545 4,6652 111,61 106 100 5,0 4,5
3 Cretonne 28 28 235 235 3536 7,4 13,63 13,48 159 149 140 0,5 1,0
4 Drap de lit 166
(532) 28 28 214 180 3768 6,0 14,5 11,8 176 166 160 3,0 3,5
5 Drap de lit 222
(512) 28 28 204 180 4740 6,0 18,9 14,9 232 222 210 3,0 3,5
6 Batiste 353/90
50cp 50cp 300 270 2876 7,5 6,266 5,739 101,71 95 90 5,0 4,5
7 Flanelle
grattée 300l/90 34c 17c 200 160 2024 2,0 6,224 10,356 105,3 100 90 5,0 4,5
8 Satin sec 300/134
50c 50c 300 360 2996 4,0 6,4209 8,0506 107 99,5 90 5,0 4,5
9 Chèche coton
384/90 50c 50c 230 135 1996 4,47 4,165 2,5289 89,45 85,52 80 5,0 4,5
10 Satin sec 302/019
50c 50c 305 360 3216 3,2 6,841 8,41 111,78 105 100 5,0 4,5
11 Nappe
302/010 40/2 40/2 300 200 4716 5,0 25,467 16,458 157,5 150 ---- 5,0 4,5
12 Rayé Gumbert
360/90 50c 50c 250 170 2384 5,6 5,180 3,4925 98,3 94 90 5,0 4,5
13 Toile matelas
302/011 50/2 40/2 300 180 4716 5,0 20,374 14,812 157,5 150 ---- 5,0 4,5
14 Foudha -Ouarda
302/106 40/2 50 220 170 3330 10,0 18,907 5,585 157,2 150 142,5 5,0 4,5
15 Yasmina 3014/90
50
Teteron
50
+Fibranne 290 260 2898 5,0 6,213 5,749 105,8 99 90 5,0 4.5

C A R A C T E R I S T I Q U E S D E S T I S S U S
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 79
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
16 Polyvéra 302/020
50cp 50cp 300 280 2872 11,5 6,556 5,927 101,28 95 90 5,0 4,5
17 Vichy
300/133 50cp 50cc 240 250 2324 7,5 5,0297 5,4026 103,4 95 90 5,0 4,5
18 Écossais 302/023
50cp 50cc 250 250 2990 7,5 6,42 5,65 ---- ---- ---- 5,0 4,5
19 Mouchoir 302/069
60cp 60cp 270 240 3256 7,0 6,96 5,92 ---- ---- ---- 5,0 4,5
20 Kahina
302/031 40 40cp 270 240 4304 6,0 11,40 9,816 ---- ---- ---- 5,0 4,5
21 Toile
d'ameublement 302/06
50/2 17p 400 180 6256 5,0 26,27 16,69 ---- ---- ---- 5,0 4,5
22 Finette 34 28 235 235 3684 4,75 11,35 13,68 163 157 150 3,0 3,0
23 Crétonne 1 28 28 235 235 3684 8,9 14,33 13,68 163 157 150 3,5 3,0
24 Bleu de travail 20 14 1250 170 3942 19,68 21,62 19,67 162 157 150 4,0 3,0
25 Satin
300/134 50cp 50cc 300 360 2996 4,0 6,60 8,050 ---- 99,5 90 5,0 4,0
26 Satin 600
65cp 85cp 318 545 2260 4,0 ch 5,6 Tr
3,591 4,789 ---- 70,5 ---- 0,65 0,54
27 Calicot
20 54 65 279 268 2870
5,5 Ch 6,85 Tr
5,568 4,514 ---- 102 ---- 0,70 0,59
28 Satin 520
54 65 275 475 2499 3,5 Ch 7,35 Tr
4,756 7,098 ---- 90 ---- 0,70 0,59

B I B L I O G R A P H I E
[email protected] AIDE-MEMOIRE POUR LE CALCUL TECHNIQUE - ISGP-2015 Page | 80
Réferences bibliographiques
1. Aide-mémoire de technologie et équipement de la filature, Boumerdes 1989.
2. V.V. CHIKOROV et Col. « Aide-mémoire de filature de coton », Moscou 1985.
3. I.G. BORZOUNOV « filature de coton et fibres chimiques » ; tome 1, Moscou 1982.
4. K.I. BADALOV « filature de coton et les autres fibres textiles ; Moscou 1988.
5. A.N. TCHERNIKOV, L.A. TROUSSOVA « élaboration des propriétés du mélange et du fil » ; Moscou 1988.
6. USTER STATISTIC 1989.
7. N.I. TROUETSEV « technologie des équipements textiles de production » ; édition littérature des sciences textiles ; Moscou 1969.
8. A.C. sevostianov « technologies mécaniques des équipements textiles » ; édition industries légères et équipements de transformation, Promizdat ; Moscou 1989.