
SÉRIE L30 S ROTATIFS HYDRAULIQUES...
28
VÉRINS ROTATIFS HYDRAULIQUES HÉLICOÏDAUX SÉRIE L30 Manuel d'entretien et de réparation HF L30SM/03.17
Transcript of SÉRIE L30 S ROTATIFS HYDRAULIQUES...

VÉRINS ROTATIFS HYDRAULIQUES HÉLICOÏDAUX
SÉRIE L30Manuel d'entretien et de réparation
HF L30SM/03.17

2
Table des matièresINTRODUCTION
Introduction Table des matières ................................................................................................................................................. 2 Introduction du produit ........................................................................................................................................... 3 Directives générales de sécurité ............................................................................................................................ 4 Identification du produit .......................................................................................................................................... 4Théorie de fonctionnement ...................................................................................................................................... 5
OutilsOutils nécessaires ................................................................................................................................................... 6Pièces détachées ................................................................................................................................................... 7Assistance technique ............................................................................................................................................... 7
PlansPlans d’ensemble .................................................................................................................................................... 8 Vues éclatées .......................................................................................................................................................... 9Pièces détachées .................................................................................................................................................... 10Liste des pièces ...................................................................................................................................................... 10
Démontage Avant le démontage ................................................................................................................................................ 11Démontage .............................................................................................................................................................. 11Inspection ................................................................................................................................................................ 16
AssemblageGuide d’installation des joints d’étanchéité et des protections ............................................................................... 17Assemblage ............................................................................................................................................................ 19
Après l'assemblageGraissage des rondelles de poussée ...................................................................................................................... 22Essai de l’vérin ........................................................................................................................................................ 22Installation et purge ................................................................................................................................................. 23Guide de dépannage ............................................................................................................................................... 24 Garantie .................................................................................................................................................................. 25 Au sujet de Helac Corporation ................................................................................................................................ 28

3
Depuis plus de 40 années, Helac Corporation a été reconnu pour ses réalisations innovantes d’vérins rotatifs hydrauliques et d’accessoires pour engins de construction. Les produits Helac sont connus pour leur couple de sortie imposant, des configurations compactes, des capacités de charge exceptionnelle et une performance robuste et fiable. Plus de 1000 constructeurs d'engins mobiles, industriels, de construction et d'exploitation de mines de par le monde entier font
confiance aux vérins de Helac pour l’exécution de fonctions telles que rotation, mise en position, manipulation, braquage de véhicules et indexation.
La série L30 est disponible en différentes tailles. Tous les vérins de la série L30 possèdent de la même conception interne, bien que leur taille varie en fonction du modèle.
INTRODUCTIONIntroduction du produit
4
Directives générales de sécurité
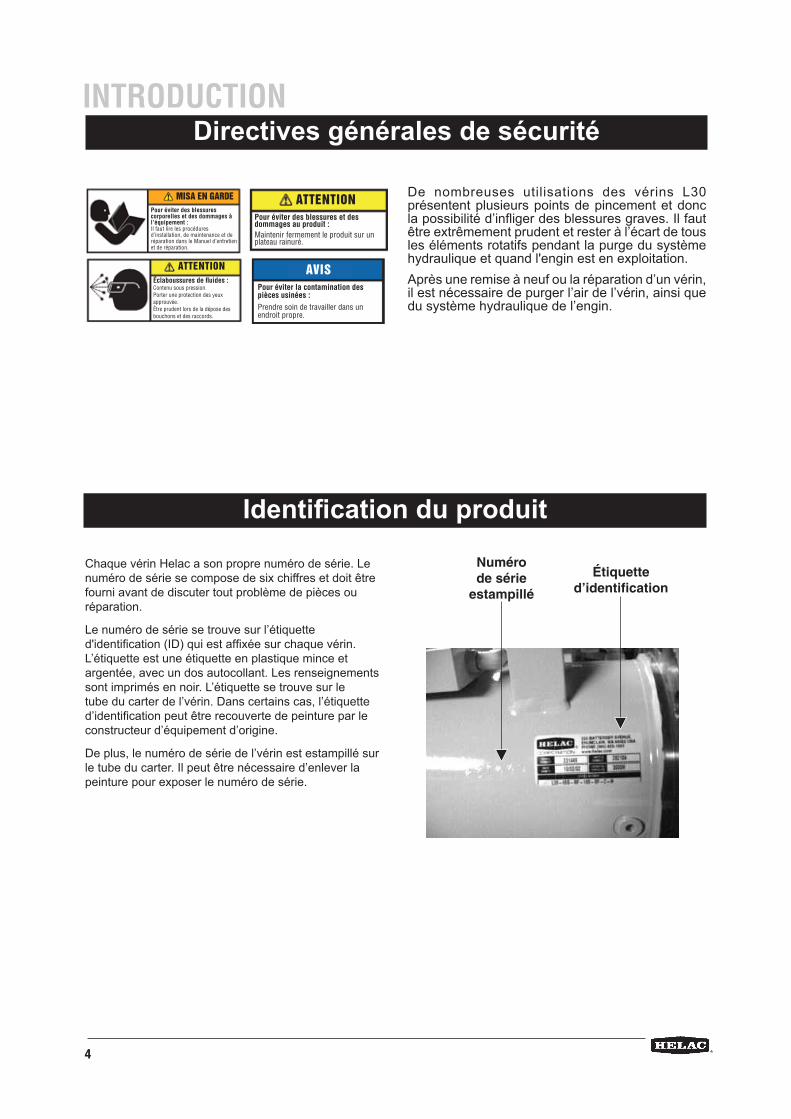
Chaque vérin Helac a son propre numéro de série. Le numéro de série se compose de six chiffres et doit être fourni avant de discuter tout problème de pièces ou réparation.
Le numéro de série se trouve sur l’étiquette d'identification (ID) qui est affixée sur chaque vérin. L’étiquette est une étiquette en plastique mince et argentée, avec un dos autocollant. Les renseignements sont imprimés en noir. L’étiquette se trouve sur le tube du carter de l’vérin. Dans certains cas, l’étiquette d’identification peut être recouverte de peinture par le constructeur d’équipement d’origine.
De plus, le numéro de série de l’vérin est estampillé sur le tube du carter. Il peut être nécessaire d’enlever la peinture pour exposer le numéro de série.
Identification du produit
Numéro de série
estampillé
Étiquette d’identification
De nombreuses utilisations des vérins L30 présentent plusieurs points de pincement et donc la possibilité d’infliger des blessures graves. Il faut être extrêmement prudent et rester à l’écart de tous les éléments rotatifs pendant la purge du système hydraulique et quand l'engin est en exploitation. Après une remise à neuf ou la réparation d’un vérin, il est nécessaire de purger l’air de l’vérin, ainsi que du système hydraulique de l’engin.
INTRODUCTION
MISA EN GARDE
ATTENTION
Pour éviter des blessures corporelles et des dommages à l’équipement :Il faut lire les procédures d’installation, de maintenance et de réparation dans le Manuel d’entretien et de réparation.
Éclaboussures de fluides :Contenu sous pression.Porter une protection des yeux approuvée. Être prudent lors de la dépose des bouchons et des raccords.
AVIS
Pour éviter des blessures et des dommages au produit :Maintenir fermement le produit sur un plateau rainuré.
Pour éviter la contamination des pièces usinées :Prendre soin de travailler dans un endroit propre.
ATTENTION

5
Principe de fonctionnement
Des barres indiquent les positions de démarrage du piston et de l'arbre. Des flèches indiquent le sens de leur rotation. Le carter, avec sa couronne cannelée intégrale, reste stationnaire. Pour permettre la clarté, la bride d’arbre, les paliers et les capuchons ne sont pas indiqués.
L’application du fluide sous pression déplace le piston en direction axiale alors que les cannelures hélicoïdales font tourner simultanément le piston et l'arbre. La conception à hélice double augmente la rotation la rotation de l’arbre est environ deux fois celle du piston. L’application de la pression à l'orifice opposé ramène le piston et l’arbre à leurs positions initiales.
3
2
1
INTRODUCTION
L’arbre est supporté radialement par le grand palier radial supérieur et le palier radial inférieur (voir plans des pages 8 et 9). En direction axiale, l’arbre est séparé du carter par les rondelles de butée supérieure et inférieure. Le capuchon est ajusté pour obtenir un jeu axial et bloqué en position par des vis des goupilles ou un collier de blocage.
Plusieurs tailles différentes de la série L30 sont disponibles. Tous les vérins de la série L30 disposent de la même conception interne, bien que leur taille varie en fonction du modèle.
De nombreux vérins sont équipé d’une soupape d’équilibrage installée en usine, laquelle assure quatre fonctions essentielles.
• Protège l’vérin en cas de surcharge
• Permet à l’vérin de maintenir une position sans dérive quand une charge externe est appliquée
• Réduit le rebond hydraulique en mettant sous pression le fluide hydraulique
• Fournit un taux de rotation stable contrôlé dans les conditions de charge décentrées
L’vérin rotatif de la série L30 est un mécanisme simple qui utilise la technologie des cannelures coulissantes de Helac pour convertir le déplacement linéaire du piston en rotation puissante de l'arbre. Chaque vérin se compose d’un carter avec une couronne cannelée intégrale (1) et seulement deux pièces mobiles : l’arbre central (2) avec un palier intégré et un flasque de montage et le manchon-piston annulaire (3).
Les dents des cannelures hélicoïdales usinées sur l'arbre s'engrènent avec les cannelures correspondantes sur le diamètre intérieur du piston. Le diamètre extérieur du piston contient un second jeu de cannelures, à pas inverse, qui s'engage dans des cannelures correspondantes de la couronne de carter.
Au fur et à mesure que la pression hydraulique est appliquée, le piston se déplace en direction axiale dans le carter, d’une manière similaire au fonctionnement d’un vérin hydraulique, alors que simultanément, les cannelures entraînent la rotation de l’arbre. Quand la vanne de commande est fermée, l’huile est enfermée à l’intérieur du carter, empêchant le mouvement du piston et bloquant l'arbre fermement en position.

6
Plusieurs outils de base sont nécessaires pour le démontage et l'assemblage de l’vérin. Les outils et leurs fonctions sont décrits ci-dessous.
1. ÉTAU À TUYAU
2. BOULONS
3. LEVIER
4. VIS
5. TORCHE ÉLECTRIQUE Aide à trouver et examiner les marques de synchronisme, les défaillances des éléments et l’état général.
6. JEU DE CLÉS HEXAGONALES Dépose et remplacement des bouchons d’orifice et des vis de blocage.
7. OUTILS DE SERRAGE
8. CLÉS DYNAMOMÉTRIQUES
9. VIS ASSORTIES
10. MANDRIN EN PLASTIQUE Dépose et installation du manchon du piston.
11. MARQUEUR FEUTRE Met en évidence les marques de synchronisme et entoure les zones de problème. Une encre permanente est recommandée.
12. LUNETTES DE SÉCURITÉ
13. OUTILS POUR JOINTS
14. MAILLET DE CAOUTCHOUC Dépose et installation de l'ensemble du manchon d’arbre et piston.
1.
2. 3. 4.
5.6.
7.
8.
14.13.12.
10.
9.
11.
Outils nécessaires OUTILS
Pour éviter des blessures :Faire attention lors de la manipulation du tournevis quand il est chaud.
ATTENTION
FABRICATION D’UN OUTIL POUR JOINTS
L’outil pour joint est simplement un tournevis à lame modifié.
1. Chauffer au rouge cerise l'extrémité plate avec un chalumeau.
2. Mettre l’extrémité chauffée du tournevis dans un étau et plier légèrement l’extrémité chauffée.
3. Arrondir tous les bords aigus de la portion chauffée pour obtenir un fini poli. Il est possible de modifier légèrement l’outil selon les préférences personnelles.

7
Les pièces détachées doivent être commandées chez le constructeur d’origine du véhicule ou de l’engin. Des joints et des paliers ne sont disponibles qu’en ensembles complets ! Pour obtenir les pièces correctes, il est essentiel de fournir le numéro de série de
l'vérin à réparer (voir « Identification du produit » à la page 4). Pour identifier les pièces de rechange nécessaires, consulter le plan de montage, page 9, et la liste des pièces, page 10.
Pièces détachées
L'assistance technique est disponible chez Helac Corporation, du lundi au vendredi, de 7h00 à 16h00, heure du Pacifique, en appelant 800-327-2589. Veuillez disposer du numéro de série de l’vérin. (Le numéro de série est estampillé sur le carter de l’vérin ; voir page 4).
Assistance technique
INTRODUCTION

8
Plans d' ensemble
Plan de montage de la série L30
PLANS
9
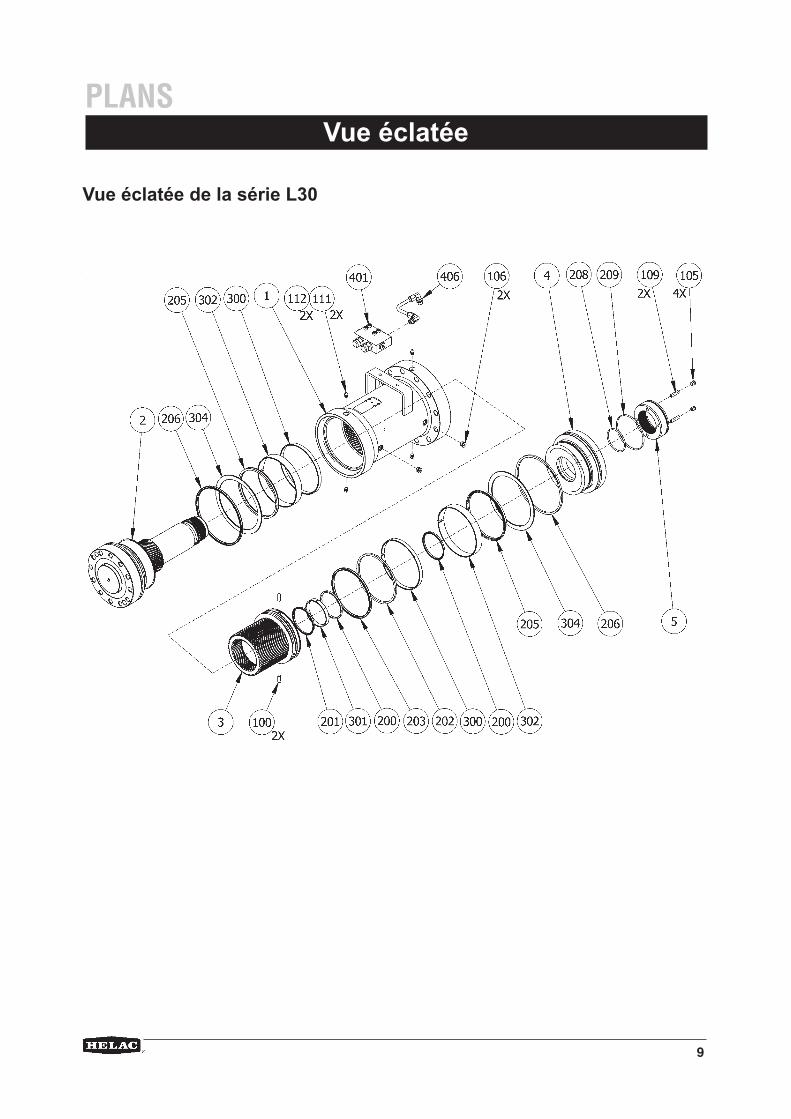
Vue éclatée
Vue éclatée de la série L30
PLANS

10
Liste des pièces LISTE DES PIÈCES
PIÈCESRéférence Description Quantité
1................... Carter ........................................................1 2................... Arbre .........................................................1 3................... Ensemble manchon-piston .......................1 4................... Capuchon..................................................1 5................... Écrou freiné ..............................................1
QUINCAILLERIERéférence Description Quantité
100.........Goupille de positionnement ............................2 105.........Raccord de bouchon SAE-4 ...........................4 106.........Raccord de bouchon d’orifice SAE-6 .............2 109.........Goupille démontable ......................................2 111 .........Graisseur, 1/8 NPT .........................................2 112 .........Raccord d’échappement de graisse, 1/8 NPT ...2
JOINTSVendu en « kit » uniquementRéférence Description Quantité
200.........Joint coupelle .................................................2 201.........Joint coupelle (bague d’activation déposée) .....1 202.........Joint coupelle .................................................1 203.........Joint coupelle (bague d’activation déposée) .....1 205.........Pression principale – Joint en Z .....................2 206.........Joint d’exclusion .............................................2 208.........Joint torique - étanchéité ................................1 209.........Joint torique - étanchéité ................................1
GUIDES D’USURERéférence Description Quantité
300.........Guide d’usure ..................................................2 301.........Guide d’usure ..................................................1 302.........Guide d’usure ..................................................2 304.........Rondelle de butée ...........................................2
ACCESSOIRES OPTIONNELSRéférence Description Quantité
400.........Tube d’arrêt (joint torique inclus) (non indiqué) ... 2 401.........Vanne d’équilibrage ......................................1 406.........Tuyauterie hydraulique ...................................1
Pièces détachées Les pièces détachées doivent être commandées chez le constructeur d’origine du véhicule ou de l’engin. Des joints et des guides d’usure ne sont disponibles qu’en ensembles complets ! Pour obtenir les pièces correctes, il est essentiel de fournir le numéro de série de l'vérin à réparer. Voir « identification du produit » à la page 4. Pour identifier les pièces de rechange nécessaires, se référer au plan dde montage, au plan en vue éclatée et à la liste des pièces.
11
Démontage
Avant le démontage Tous les numéros entre
parenthèses font référence aux éléments des pages 8 ou 9.
Avant le démontage, vérifier si l’vérin présente de la corrosion. Une corrosion importante peut rendre difficile le dévissage et la dépose de l’écrou freiné (5) et du capuchon (4). S'il y a de la corrosion, tremper la zone affectée avec de l'huile pénétrante pendant plusieurs heures avant le démontage. Avant le démontage, il est nécessaire de faire tourner l'arbre à fond dans le sens horaire, de déposer le distributeur (Voir le plan du distributeur et la liste des pièces à la page 10) et de mettre l'vérin dans un étau à tuyau.
Démontage Vérifier que l’vérin a été tourné à fond, que le distributeur est déposé et que l’vérin est fermement tenu dans l'étau à tuyau.
1. Déposer les bouchons d’orifices (106), les raccords d’échappement de graisse et les graisseurs (111 et 112) pour faciliter les processus de démontage et d’assemblage.
Il peut y avoir de la pression hydraulique derrière les bouchons des orifices ; faire attention pendant leur dépose. Toujours porter des lunettes de sécurité.
2. Vider toute l’huile de l’vérin dans un récipient approprié.
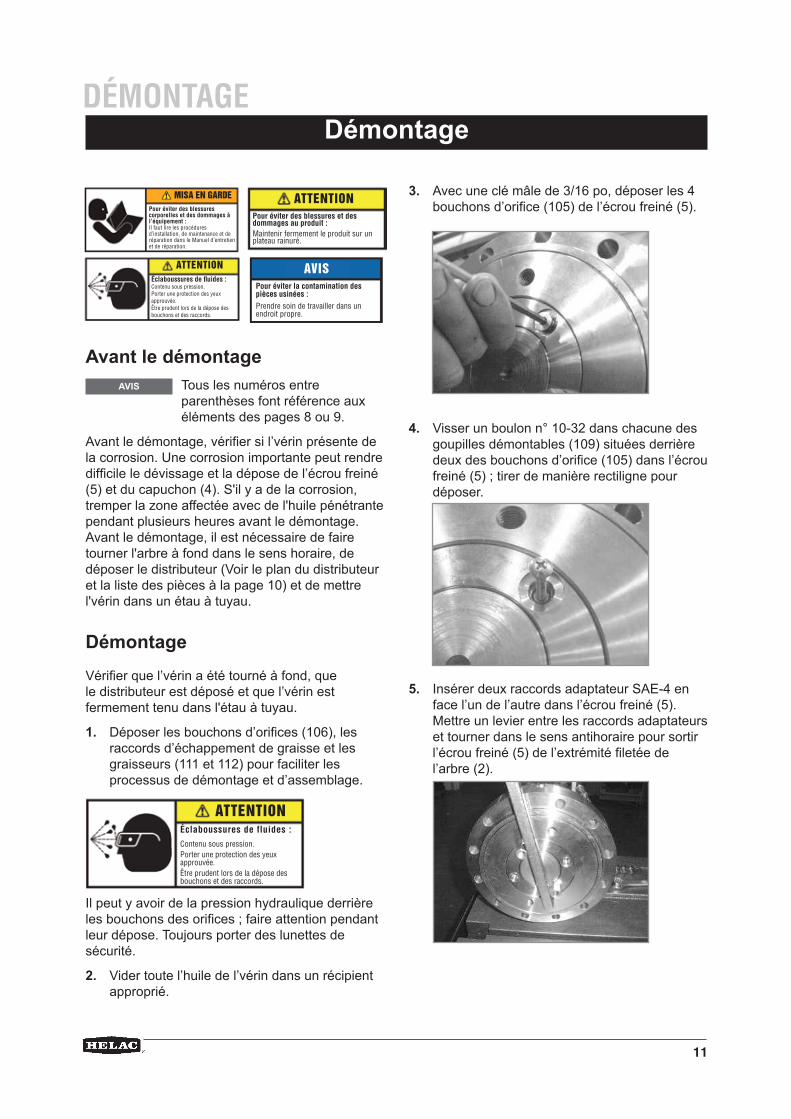
3. Avec une clé mâle de 3/16 po, déposer les 4 bouchons d’orifice (105) de l’écrou freiné (5).
4. Visser un boulon n° 10-32 dans chacune des goupilles démontables (109) situées derrière deux des bouchons d’orifice (105) dans l’écrou freiné (5) ; tirer de manière rectiligne pour déposer.
5. Insérer deux raccords adaptateur SAE-4 en face l’un de l’autre dans l’écrou freiné (5). Mettre un levier entre les raccords adaptateurs et tourner dans le sens antihoraire pour sortir l’écrou freiné (5) de l’extrémité filetée de l’arbre (2).
DÉMONTAGE
MISA EN GARDE
ATTENTION
Pour éviter des blessures corporelles et des dommages à l’équipement :Il faut lire les procédures d’installation, de maintenance et de réparation dans le Manuel d’entretien et de réparation.
Éclaboussures de fluides :Contenu sous pression.Porter une protection des yeux approuvée. Être prudent lors de la dépose des bouchons et des raccords.
AVIS
Pour éviter des blessures et des dommages au produit :Maintenir fermement le produit sur un plateau rainuré.
Pour éviter la contamination des pièces usinées :Prendre soin de travailler dans un endroit propre.
ATTENTION
AVIS
ATTENTIONÉclaboussures de fluides :Contenu sous pression.Porter une protection des yeux approuvée. Être prudent lors de la dépose des bouchons et des raccords.

12
6. Insérer deux boulons filetés de 5/8 po-11 en face l’un de l’autre dans le capuchon (4). Tirer de manière rectiligne pour sortir le capuchon (4). Voir photo ci-dessous
Si nécessaire, pour casser la friction du joint, il est possible de déposer d'abord l'arbre (étape 7) et de taper ensuite à l’intérieur du capuchon à travers le carter de l’vérin et du manchon-piston avec un maillet en caoutchouc et un mandrin en plastique. Ne pas laisser tomber le capuchon.
7. Visser deux boulons filetés M16x2 dans le flasque de l’arbre (2). Avec un levier long, tourner l’arbre (2) dans le sens antihoraire. Il commence à tourner et sortir du carter. S’il ne tourne pas et ne sort pas du carter, utiliser un mandrin en plastique pour taper sur l'extrémité filetée pour casser le blocage hydraulique et commencer à sortir l'arbre du carter (Ne pas tourner l’arbre pour le sortir et le désengager du piston). Examiner l'extrémité cannelée du manchon-piston (3) et situer les marques de synchronisme existantes (poinçons) ; faire de nouvelles marques si nécessaire. Avec un marqueur feutre, marquer clairement l’engagement des cannelures au niveau des marques de synchronisme sur le piston et l’arbre. Le même engagement des cannelures (synchronisme) doit être obtenu au remontage. Tourner l’arbre pour le sortir de l’vérin. Supporter le poids de l’arbre pour éviter d’endommager la surface de la tige. Voir les photos à droite.
Démontage
Marques de synchronisme des cannelures du piston par rapport à l'arbre
Marques de synchronisme des cannelures de l'arbre par rapport au piston
Marques de synchronisme des cannelures de l'arbre par rapport au piston
Marques de synchronisme des cannelures du piston par rapport au carter
DÉMONTAGE
AVIS

13
8. Avec un mandrin en plastique et un maillet en caoutchouc, pousser le manchon-piston vers l’extrémité capuchon de l'vérin. Arrêter quand l’extrémité des cannelures du manchon-piston est de niveau avec la couronne du carter (1).
9. Identifier les marques de synchronisme du manchon-piston (3) et de la couronne cannelée du carter (1), les marquer clairement avec un marqueur feutre (faire de nouvelles marques de synchronisme si aucune marque n’a été trouvée). Continuer à pousser le manchon-piston hors de la couronne de carter. Arrêter immédiatement dès que les cannelures sont désengagées. Avec un marqueur feutre, faire une marque sur le dessus du piston et une marque correspondante sur la surface de poussée du carter (voir photo ci-dessous). Cette marque simplifiera l’assemblage ultérieur. Déposer le manchon-piston du carter. Ne pas permettre au piston de se coincer ou de se bloquer dans l’alésage du carter.
Supporter le poids du piston pour éviter d’endommager l’alésage du carter.
10. Déposer le joint torique (209) du diamètre extérieur de l’écrou freiné (5) à l’aide d'un pic ou d'un outil pour joints.
11. Déposer le joint torique (208) du diamètre intérieur de l’écrou freiné (5) à l’aide d'un pic ou d'un outil pour joints.
12. Déposer le joint coupelle (200) du diamètre intérieur du capuchon à l’aide d'un pic ou d'un outil pour joints.
Marques de synchronisme de la couronne
Marques de synchronisme des cannelures du piston par rapport au carter
Marques de synchronisme des cannelures du piston par rapport à l'arbre
Marque de référence de l’extrémité du piston
Marque de référence de la surface de poussée du carter
Démontage DÉMONTAGE
AVISPour éviter d’endommager les pièces usinées :Enlever les joints avec soin en utilisant des outils de dépose avec des bords arrondis.
14
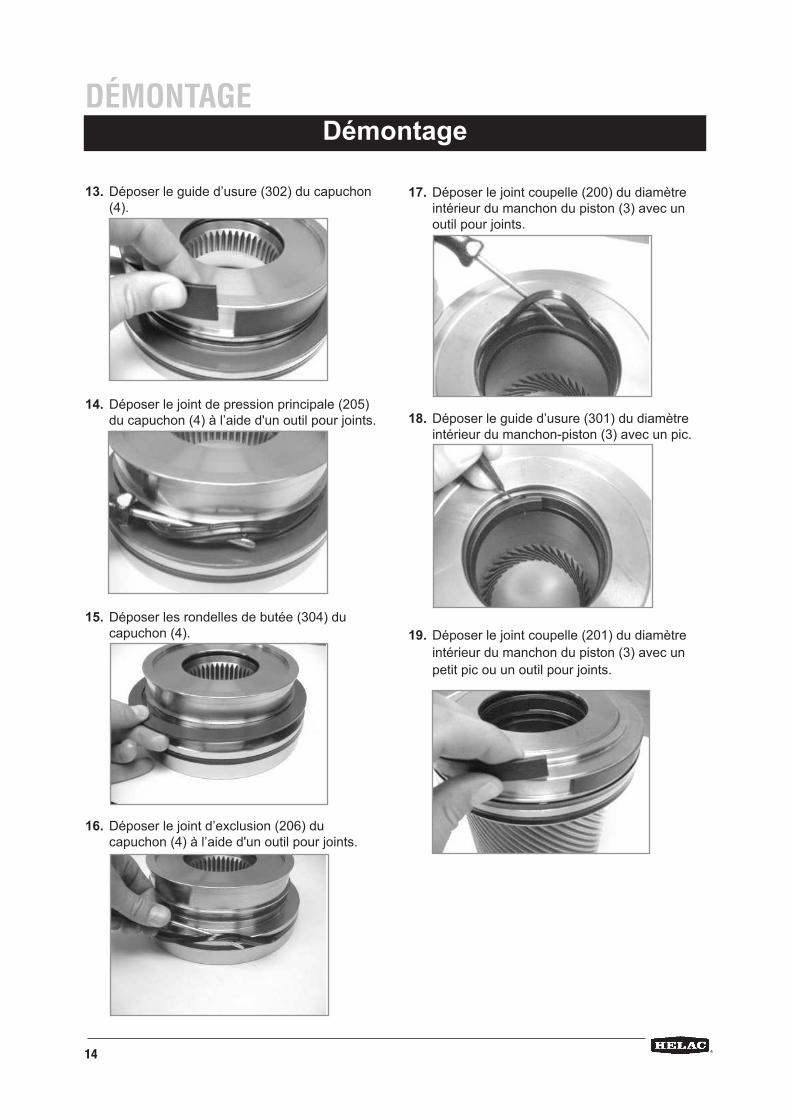
13. Déposer le guide d’usure (302) du capuchon (4).
14. Déposer le joint de pression principale (205) du capuchon (4) à l’aide d'un outil pour joints.
15. Déposer les rondelles de butée (304) du capuchon (4).
16. Déposer le joint d’exclusion (206) du capuchon (4) à l’aide d'un outil pour joints.
17. Déposer le joint coupelle (200) du diamètre intérieur du manchon du piston (3) avec un outil pour joints.
18. Déposer le guide d’usure (301) du diamètre intérieur du manchon-piston (3) avec un pic.
19. Déposer le joint coupelle (201) du diamètre intérieur du manchon du piston (3) avec un petit pic ou un outil pour joints.
Démontage DÉMONTAGE

15
23. Déposer les guides d’usure (300 et 302) de l'arbre (2).
24. Déposer le joint de pression principale (205) de l’arbre (2) à l’aide d'un outil pour joints.
25. Déposer la rondelle de butée (304) de l’arbre (2).
26. Déposer le joint d’exclusion (206) de l’arbre (2) à l’aide d'un outil pour joints.
20. Déposer le guide d’usure (300) du diamètre intérieur du manchon-piston (3).
21. Déposer le joint coupelle (202) du diamètre extérieur du manchon du piston (3) avec un petit pic ou un outil pour joint.
22. Déposer le joint coupelle (203) du diamètre extérieur du manchon-piston (3) avec un petit pic ou un outil pour joints.
Démontage DÉMONTAGE

16
ASSEMBLAGEGuide d’installation des joints d’étanchéité et des protections
Avant l’assemblage Tous les vérins sont synchronisés dans les usines de production Helac, conformément aux spécifications du constructeur d’origine. Le synchronisme assure que l’vérin s’arrête à la position désirée en fin de la rotation, quelqu’en soit le sens. Un mauvais synchronisme peut provoquer une rotation excessive de l’vérin, causant des interférences et des dommages aux éléments de l'équipement. Une rotation trop courte peut limiter la plage d’exploitation de l’équipement. Le bon engagement des cannelures de l’arbre, du piston et du carter assure un bon synchronisme. Pour le personnel de réparation qui ne connait pas l’vérin L30, il est recommandé de faire un « essai à blanc » sans les joints en place, mais avec les guides d’usure et la rondelle de poussée installés, préalablement à l’assemblage final. Suivre la procédure d’assemblage commençant à la page 19, vérifier l’assemblage correct et le synchronisme de l’vérin, puis démonter et appliquer tous les joints et guides d’usure. Pour l’orientation du joint et du guide d'usure, se référer à la vue éclatée de la page 7.
Lubrifier avec de l’huile hydraulique tous les joints et surfaces de contact. Appliquer une mince couche de graisse de lubrification sur les rondelles de poussée.
Inspection1. Nettoyer toutes les pièces dans un bac et les
sécher à l'air comprimé avant inspection.
1. Avec un outil pour joints, installer le joint torique (209) du diamètre extérieur sur l’écrou freiné (5).
2. Installer le joint torique (208) du diamètre intérieur dans l'écrou freiné (5).
3. Installer le joint coupelle (200) du diamètre intérieur dans le capuchon (4).
MISA EN GARDE
ATTENTION
Pour éviter des blessures corporelles et des dommages à l’équipement :Il faut lire les procédures d’installation, de maintenance et de réparation dans le Manuel d’entretien et de réparation.
Éclaboussures de fluides :Contenu sous pression.Porter une protection des yeux approuvée. Être prudent lors de la dépose des bouchons et des raccords.
AVIS
Pour éviter des blessures et des dommages au produit :Maintenir fermement le produit sur un plateau rainuré.
Pour éviter la contamination des pièces usinées :Prendre soin de travailler dans un endroit propre.
ATTENTION
AVIS
2. Vérifier soigneusement que toutes les zones critiques n’ont pas de défaut de fini de surface : gorges de joints, gorges des guide d’usure, surfaces de poussée, surface de l’arbre, alésage du carter et dents des cannelures.
AVISPour éviter d’endommager les pièces usinées :Enlever les joints avec soin en utilisant des outils de dépose avec des bords arrondis.

17
4. Installer le joint d’exclusion (206) sur le capuchon (4).
5. Appliquer une légère couche de graisse au lithium sur les deux côtés de la rondelle de poussée (304) et l’installer sur le capuchon (4).
6. Installer le joint de pression principal (205) sur le capuchon (4), en utilisant un outil pour joints.
7. Installer le guide d’usure (302) sur le capuchon (4).
8. Installer le joint coupelle (203) du diamètre extérieur, avec la bague d'activation retirée, sur l’ensemble manchon-piston (3) en utilisant un outil pour joints.
9. Installer le joint coupelle (202) du diamètre extérieur, sur l’ensemble manchon-piston (3) en utilisant un outil pour joints.
* REMARQUE – Plusieurs modèles utilisent un joint en Té de diamètre extérieur qui est fourni sans bague d'activation.
Installer le joint de diamètre extérieur et deux bagues d'appui.
ASSEMBLAGEGuide d’installation des joints d’étanchéité et des protections

18
Guide d’installation des joints d’étanchéité et des protections
11. Installer le joint coupelle (201) du diamètre intérieur avec la bague d'activation déposée, dans l’ensemble manchon-piston (3).
12. Installer le guide d’usure (301) du diamètre intérieur dans l’ensemble manchon-piston (3).
13. Installer le joint coupelle (200) du diamètre intérieur dans l’ensemble manchon-piston (3).
ASSEMBLAGE
14. Installer le joint d’exclusion (206) sur l'arbre (2).
15. Appliquer une légère couche de graisse au lithium sur les deux côtés de la rondelle de poussée (304) et l’installer sur le capuchon (2).
16. Installer le joint de pression principal (205) sur l’arbre (2).
17. Installer les guides d’usure (308 et 302) sur l’arbre (2).
10. Installer le guide d’usure (300) sur l’ensemble manchon-piston (3).
19
MISA EN GARDE
AVIS
ATTENTION
Pour éviter des blessures corporelles et des dommages à l’équipement :Il faut lire les procédures d’installation, de maintenance et de réparation dans le Manuel d’entretien et de réparation.
Pour éviter des blessures et des dommages au produit :Maintenir fermement le produit sur un plateau rainuré.
Éclaboussures de fluides :Contenu sous pression.Porter une protection des yeux approuvée. Être prudent lors de la dépose des bouchons et des raccords.
Pour éviter la contamination des pièces usinées :
Prendre soin de travailler dans un endroit propre.
ATTENTION
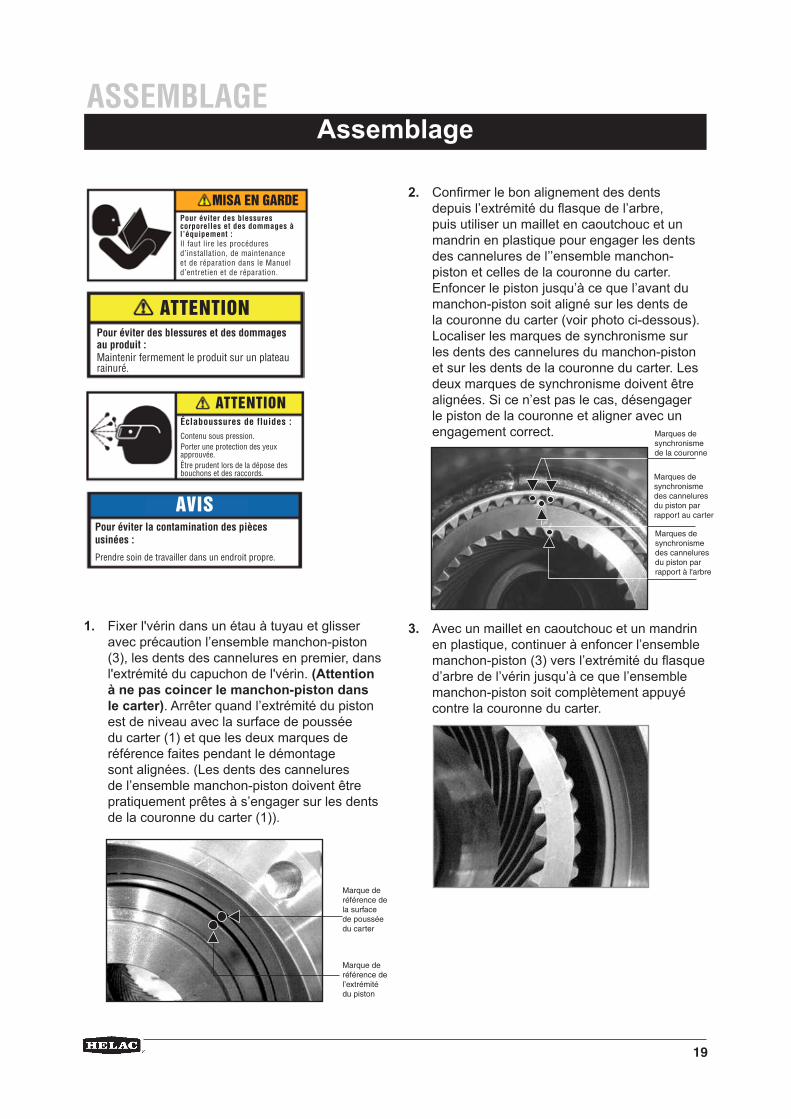
1. Fixer l'vérin dans un étau à tuyau et glisser avec précaution l’ensemble manchon-piston (3), les dents des cannelures en premier, dans l'extrémité du capuchon de l'vérin. (Attention à ne pas coincer le manchon-piston dans le carter). Arrêter quand l’extrémité du piston est de niveau avec la surface de poussée du carter (1) et que les deux marques de référence faites pendant le démontage sont alignées. (Les dents des cannelures de l’ensemble manchon-piston doivent être pratiquement prêtes à s’engager sur les dents de la couronne du carter (1)).
2. Confirmer le bon alignement des dents depuis l’extrémité du flasque de l’arbre, puis utiliser un maillet en caoutchouc et un mandrin en plastique pour engager les dents des cannelures de l’’ensemble manchon-piston et celles de la couronne du carter. Enfoncer le piston jusqu’à ce que l’avant du manchon-piston soit aligné sur les dents de la couronne du carter (voir photo ci-dessous). Localiser les marques de synchronisme sur les dents des cannelures du manchon-piston et sur les dents de la couronne du carter. Les deux marques de synchronisme doivent être alignées. Si ce n’est pas le cas, désengager le piston de la couronne et aligner avec un engagement correct.
3. Avec un maillet en caoutchouc et un mandrin en plastique, continuer à enfoncer l’ensemble manchon-piston (3) vers l’extrémité du flasque d’arbre de l’vérin jusqu’à ce que l’ensemble manchon-piston soit complètement appuyé contre la couronne du carter.
Marque de référence de l’extrémité du piston
Marque de référence de la surface de poussée du carter
AssemblageASSEMBLAGE
Marques de synchronisme de la couronne
Marques de synchronisme des cannelures du piston par rapport au carter
Marques de synchronisme des cannelures du piston par rapport à l'arbre

20
4. Installer d’abord l’extrémité filetée de l’arbre (2) dans l’ensemble manchon-piston (3). La marque de synchronisme des dents des cannelures de l’arbre (2) et celle de ’ensemble manchon-piston (3) doivent être alignées.
5. Mettre en place deux boulons M16x2 dans le flasque de l’arbre (2). Avec un levier long, tourner l’arbre (2) dans le sens antihoraire. Vérifier que les deux marques de synchronisme des dents des cannelures sont alignées. Tourner l’arbre (2) jusqu’à ce qu'il y ait encore un espace d’environ 5 m (2 po) entre le flasque de l'arbre et le carter.
6. Lubrifier les cannelures du capuchon (4) avec de la graisse au lithium. Installer deux boulons de 5/8 po-11 dans le capuchon et glisser le capuchon dans le carter. Taper avec précaution le capuchon (4) avec un maillet de caoutchouc jusqu’à ce que les joints entrent dans le carter et que le capuchon arrive de niveau avec le carter.
7. Avec le levier, tourner lentement l’arbre (2) dans le sens horaire pour engager les cannelures de l'arbre (2) et celles du capuchon (4). Si nécessaire, utiliser les deux boulons du capuchon pour le tourner afin d'aligner correctement les cannelures. Après l’engagement des cannelures, enfoncer complètement l’arbre (2) dans le carter en tournant dans le sens horaire.
Assemblage
Marques de synchronisme des cannelures du piston par rapport à l'arbre
Marques de synchronisme des cannelures de l'arbre par rapport au piston
Marques de synchronisme des cannelures du piston par rapport au carter
ASSEMBLAGE
AVISPour éviter d’endommager les pièces usinées :Enlever les joints avec soin en utilisant des outils de dépose avec des bords arrondis.
21
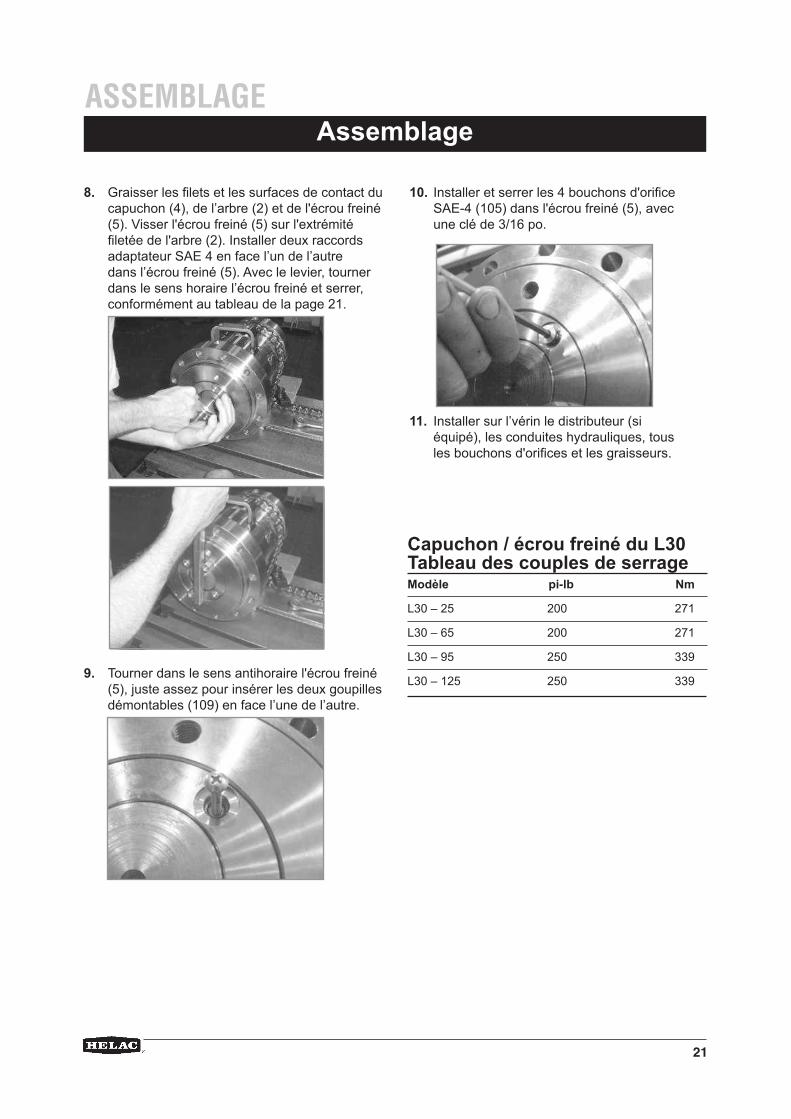
8. Graisser les filets et les surfaces de contact du capuchon (4), de l’arbre (2) et de l'écrou freiné (5). Visser l'écrou freiné (5) sur l'extrémité filetée de l'arbre (2). Installer deux raccords adaptateur SAE 4 en face l’un de l’autre dans l’écrou freiné (5). Avec le levier, tourner dans le sens horaire l’écrou freiné et serrer, conformément au tableau de la page 21.
9. Tourner dans le sens antihoraire l'écrou freiné (5), juste assez pour insérer les deux goupilles démontables (109) en face l’une de l’autre.
Assemblage
Capuchon / écrou freiné du L30Tableau des couples de serrageModèle pi-lb Nm
L30 – 25 200 271
L30 – 65 200 271
L30 – 95 250 339
L30 – 125 250 339
10. Installer et serrer les 4 bouchons d'orifice SAE-4 (105) dans l'écrou freiné (5), avec une clé de 3/16 po.
11. Installer sur l’vérin le distributeur (si équipé), les conduites hydrauliques, tous les bouchons d'orifices et les graisseurs.
ASSEMBLAGE
22
Après avoir assemblé l'vérin, mais avant de le remettre en service, les rondelles de poussée et les joints d’exclusion doivent être enrobés de graisse au lithium.
1. Il y a deux graisseurs mâles (111) et deux orifices d’échappement de graisse (112), un de chaque (111, 112) sont situés aux deux extrémités du diamètre extérieur du carter (1). (Se référer à la vue éclatée, page 9).
Si un banc d’essai hydraulique n’est pas disponible, il est possible de tourner l’vérin à la main ; pour cela, ouvrir les orifices de pression et utiliser un levier avec des vis d'assemblage insérées dans la bride de l'arbre et faire tourner l'arbre dans la direction désirée.
Essai de l’vérin Si un banc d’essai hydraulique est disponible, il faut l’utiliser pour tester l’vérin. La pression de séparation, la pression à laquelle l’arbre commence à tourner, doit être de 45 bars (650 psi) maximum. Faire fonctionner l’vérin au moins 25 fois à une pression de 210 bars (3000 psi) Après les 25 rotations, augmenter la pression à 315 bars (4500 psi) pour vérifier s’il y a des fuites ou des fissures. Faire à nouveau cet essai à la fin de la rotation dans la direction opposée.
Graissage des rondelles de poussée
2. Insérer l’extrémité du graisseur femelle dans le graisseur mâle (111) et appliquer de la graisse. Continuer à appliquer de la graisse jusqu’à ce qu’elle sorte de l'orifice d’échappement de graisse (112). Faire fonctionner l’vérin cinq fois et appliquer à nouveau de la graisse. Répéter cette procédure à l’autre extrémité du carter (1).
Essai de l’vérin
Détection de fuite interne de l’vérinBoucher les orifices des vannes et brancher les conduites hydrauliques aux orifices du carter. Purger l’air de l’vérin (voir Procédure d’installation et de purge, page 23).Faire tourner l’arbre jusqu’à la fin de la rotation à 210 bars (3000 psi) et maintenir la pression. Déposer la conduite hydraulique du côté non pressurisé.
Un débit d’huile continu de l’orifice de pression ouvert du carter indique une fuite interne dans le piston. Remettre la conduite en place et tourner l’arbre jusqu’en fin de rotation dans la direction opposée. Répéter la procédure indiquée ci-dessus pour l’autre orifice. S’il y a présence d’une fuite interne, démonter, inspecter et réparer.
Helac Corporation recommande de graisser tous les trois mois. Inspecter annuellement et remplacer les joints et les paliers, selon le besoin.
APRÈS L'ASSEMBLAGE
AVISAVIS
MISA EN GARDE
ATTENTION
Pour éviter des blessures corporelles et des dommages à l’équipement :Il faut lire les procédures d’installation, de maintenance et de réparation dans le Manuel d’entretien et de réparation.
Éclaboussures de fluides :Contenu sous pression.Porter une protection des yeux approuvée. Être prudent lors de la dépose des bouchons et des raccords.
AVIS
Pour éviter des blessures et des dommages au produit :Maintenir fermement le produit sur un plateau rainuré.
Pour éviter la contamination des pièces usinées :Prendre soin de travailler dans un endroit propre.
ATTENTION
Pour éviter des blessures et des dommages à un produit :
Il peut y avoir des points de pincement pendant les essais, la purge, l’installation et l’utilisation de l’vérin, à cause du mouvement des éléments.
ATTENTION
23
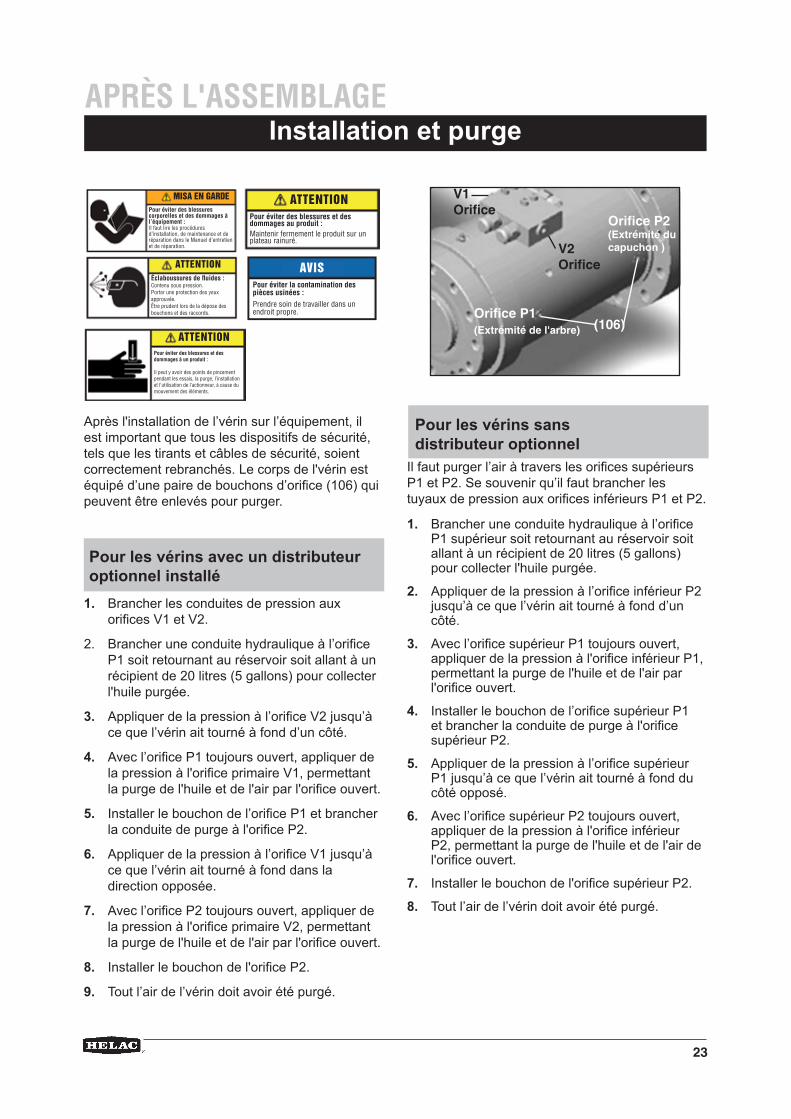
Après l'installation de l’vérin sur l’équipement, il est important que tous les dispositifs de sécurité, tels que les tirants et câbles de sécurité, soient correctement rebranchés. Le corps de l'vérin est équipé d’une paire de bouchons d’orifice (106) qui peuvent être enlevés pour purger.
Pour les vérins avec un distributeur optionnel installé
1. Brancher les conduites de pression aux orifices V1 et V2.
2. Brancher une conduite hydraulique à l’orifice P1 soit retournant au réservoir soit allant à un récipient de 20 litres (5 gallons) pour collecter l'huile purgée.
3. Appliquer de la pression à l’orifice V2 jusqu’à ce que l’vérin ait tourné à fond d’un côté.
4. Avec l’orifice P1 toujours ouvert, appliquer de la pression à l'orifice primaire V1, permettant la purge de l'huile et de l'air par l'orifice ouvert.
5. Installer le bouchon de l’orifice P1 et brancher la conduite de purge à l'orifice P2.
6. Appliquer de la pression à l’orifice V1 jusqu’à ce que l’vérin ait tourné à fond dans la direction opposée.
7. Avec l’orifice P2 toujours ouvert, appliquer de la pression à l'orifice primaire V2, permettant la purge de l'huile et de l'air par l'orifice ouvert.
8. Installer le bouchon de l'orifice P2.
9. Tout l’air de l’vérin doit avoir été purgé.
Pour les vérins sans distributeur optionnel
Il faut purger l’air à travers les orifices supérieurs P1 et P2. Se souvenir qu’il faut brancher les tuyaux de pression aux orifices inférieurs P1 et P2.
1. Brancher une conduite hydraulique à l’orifice P1 supérieur soit retournant au réservoir soit allant à un récipient de 20 litres (5 gallons) pour collecter l'huile purgée.
2. Appliquer de la pression à l’orifice inférieur P2 jusqu’à ce que l’vérin ait tourné à fond d’un côté.
3. Avec l’orifice supérieur P1 toujours ouvert, appliquer de la pression à l'orifice inférieur P1, permettant la purge de l'huile et de l'air par l'orifice ouvert.
4. Installer le bouchon de l’orifice supérieur P1 et brancher la conduite de purge à l'orifice supérieur P2.
5. Appliquer de la pression à l’orifice supérieur P1 jusqu’à ce que l’vérin ait tourné à fond du côté opposé.
6. Avec l’orifice supérieur P2 toujours ouvert, appliquer de la pression à l'orifice inférieur P2, permettant la purge de l'huile et de l'air de l'orifice ouvert.
7. Installer le bouchon de l'orifice supérieur P2.
8. Tout l’air de l’vérin doit avoir été purgé.
Orifice P1 (Extrémité de l'arbre)
Orifice P2 (Extrémité du capuchon )
(106)
V1 Orifice
V2 Orifice
Installation et purge APRÈS L'ASSEMBLAGE
MISA EN GARDE
ATTENTION
Pour éviter des blessures corporelles et des dommages à l’équipement :Il faut lire les procédures d’installation, de maintenance et de réparation dans le Manuel d’entretien et de réparation.
Éclaboussures de fluides :Contenu sous pression.Porter une protection des yeux approuvée. Être prudent lors de la dépose des bouchons et des raccords.
AVIS
Pour éviter des blessures et des dommages au produit :Maintenir fermement le produit sur un plateau rainuré.
Pour éviter la contamination des pièces usinées :Prendre soin de travailler dans un endroit propre.
ATTENTION
Pour éviter des blessures et des dommages à un produit :
Il peut y avoir des points de pincement pendant les essais, la purge, l’installation et l’utilisation de l’actionneur, à cause du mouvement des éléments.
ATTENTION

Guide de dépannage APRÈS L'ASSEMBLAGE
* Des pièces de remplacement peuvent être nécessaires.
PROBLÈME VOIR CAUSES ET SOLUTIONS CI-DESSOUSL’arbre tourne lentement ou pas du tout 1-6Le fonctionnement est irrégulier ou ne répond pas
7
L’arbre ne tourne pas complètement 8, 9Il n'est pas possible de maintenir la position sélectionnée
3,4,7
CAUSE SOLUTION1. Couple de sortie insuffisant Vérifier la pression d’exploitation. Ne pas dépasser
la pression spécifiée par le constructeur d’origine. La charge peut être supérieure à la capacité maximale de l’vérin.
2. Faible débit du fluide Vérifier que les orifices ne sont pas obstrués et qu’il n’y a pas de restriction ni de fuites sur les conduites hydrauliques.
3.Fuite interne de la vanne de commande ou d’équilibrage
Débrancher les conduites hydrauliques et la vanne de dérivation. Laisser les orifices ouverts et faire fonctionner l'vérin à travers les orifices du carter (ne pas dépasser la pression d'exploitation du constructeur d'origine). La vanne doit être remplacée si un débit constant de fluide existe aux orifices de la vanne.
4. Fuite du joint d'arbre ou de piston Déposer le bouchon et les orifices de la vanne du carter. Faire fonctionner l’vérin à travers les orifices du carter. Faire un test de fuite interne, comme indiqué dans la section « essais », page 22 de ce manuel.
5. Accumulation de corrosion sur les surfaces de poussée
Remettre l’vérin à neuf. Enlever toute la rouille et polir.*
6. Joints et paliers composites gonflés à cause d’un fluide hydraulique incompatible
Remettre l’vérin à neuf. Utiliser un fluide compatible avec les joints et paliers. Contacter Helac pour obtenir des renseignements complémentaires.
7. Air dans l’vérin Purger l’air de l’vérin. Consulter la procédure de purge commençant à la page 23.
8. Les raccords des orifices créent une obstruction à la course du piston.
Vérifier la présence de coincement des cannelures. Il est possible qu’il ne soit pas possible de remettre à neuf l’vérin et qu’il soit nécessaire de le remplacer.
9. Dents des cannelures déformées ou écail-lées, du à une surcharge
Vérifier s’il y a un coincement. Il est possible qu’il ne soit pas possible de remettre à neuf l’vérin et qu’il soit nécessaire de le remplacer.
24

25
Garantie GARANTIE
Garantie de l’vérin rotatif hydrauliqueGarantie standardHelac Corporation garantit ses produits contre les défauts de matériau et de fabrication. Helac Corporation remplacera ou réparera de tels produits qui, en service normal présenteront des défauts et renverra à l’acheteur, port payé, les produits réparés ou de remplacement. Les réclamations selon cette garantie seront satisfaites uniquement par la réparation ou le remplacement des appareils défectueux ou de leurs éléments. Aucun remboursement en espèces ni crédit ne sera fait pour les matériaux défectueux, défaut de fabrication, main-d’œuvre ou frais accessoires. Les produits couverts par la garantie doivent être renvoyés à Helac Corporation au 225 Battersby Avenue, Enumclaw, Washington 98022, États-Unis d’Amérique, frais de transport payés par l’acheteur, pour inspection par Helac Corporation, qui conclura la détermination du défaut.
La période de garantie est de 12 mois à compter de la date d’expédition des usines de fabrication de Helac Corporation pour des utilisations approuvées par Helac Corporation. Cette garantie est nulle si un produit a été réparé ou modifié par une personne non autorisée par Helac Corporation ou a été soumis à de mauvaises utilisations, de la négligence, un accident ou de la surcharge. En aucun cas, Helac Corporation ne peut être tenue responsable des dommages accessoires ou indirects.
Helac Corporation se réserve le droit de faire des modifications de conception ou de construction de tous ses produits, sans encourir l’obligation d’appliquer ces changements ou modifications aux produits vendus précédemment.
Cette garantie remplace toute garantie précédente, implicite ou explicite, et aucune autre entreprise ou personne n'est autorisée à représenter ou accepter, au nom de Helac Corporation, aucune responsabilité associée à cette vente de produits Helac Corporation, en dehors de ce qui est présenté ici.
Politique de renvoi et de débit pour les vérinsSauf accord préalable, tous les vérins doivent être expédiés à Helac Corporation, port payé, dans les sept jours après réception d’une autorisation de renvoi. Avant un renvoi, un formulaire d’autorisation de renvoi de matériel (RMA) doit être obtenu d'un représentant autorisé de Helac Corporation. Après avoir reçu le formulaire de RMA, le client doit fournir, si applicable, le numéro de référence, le numéro de série, la date de la défaillance, une description du problème et la réclamation du client, sinon le numéro de référence. Toutes les expéditions à Helac Corporation doivent inclure le formulaire de RMA rempli.
Après réception de l’vérin par l’usine de Helac Corporation, une inspection est faite et un représentant autorisé fournit un devis écrit. Ce devis liste les résultats de l’inspection et indique si la réclamation a été acceptée ou non au titre de la garantie. L’vérin renvoyé pour crédit peut être sujet à des frais de restockage de la part de Helac Corporation.
Si Helac Corporation ne reçoit pas une réponse à ce devis dans les 30 jours civils, l’vérin est mis au rebut ou renvoyé et une facture du montant à débiter, incluant les frais de port, est envoyée à l’initiateur de la réclamation.
Politique de renvoi et débit pour les pièces de rechange Le renvoi des pièces de rechange, normalement stockées par Helac Corporation, doit faire l’objet d’une autorisation préalable. Ceci inclut les ensembles de joints et paliers, ainsi que toutes les pièces fabriquées. Le renvoi de toute pièce en commande spéciale est autorisé au cas par cas. Tous les retours doivent être expédiés à Helac Corporation, port payé, dans les sept jours après réception d’une autorisation de renvoi. Helac Corporation impose une charge minimale de 20 % pour les frais de restockage.
Avant tout renvoi, un formulaire d’autorisation de renvoi de matériel (RMA) doit être obtenu d'un représentant autorisé de Helac Corporation. Après réception du formulaire de RMA, le client doit fournir, si applicable, le numéro de référence, la date de réception, une description du problème et le numéro de réclamation du client. Toutes les expéditions à Helac Corporation doivent inclure le formulaire de RMA rempli.

26
RemarquesREMARQUES

27
RemarquesREMARQUES

HELAC CORPORATION225 BATTERSBY AVENUE • ENUMCLAW, WA 98022 USATÉLÉPHONE +1.360.825.1601 • FAX +1.360.825.1603 • www.helac.com
© 2017 Helac Corporation. Tous droits réservés.
®








![Lagu Misa Rekoleksi [Autosaved]](https://static.fdocuments.fr/doc/165x107/577c835d1a28abe054b4b6e4/lagu-misa-rekoleksi-autosaved.jpg)








