
Sciences Analyse et modélisation des...
20
Figure : Imprimante 3D haute précision LYCEE CHAPTAL TD PTSI Séquence 1 CPGE PTSI/PT* Demie classe A1 - Identifier le besoin et définir les exigences du système A2 - Définir les frontières de l'analyse A3 - Conduire l'analyse D1 - Découvrir le fonctionnement d’un système complexe G1 - Élaborer, rechercher et traiter des informa- tions 2h Analyse et modélisation des systèmes Sciences Industrielles pour l’Ingénieur
Transcript of Sciences Analyse et modélisation des...

Figure : Imprimante 3D haute précision
LYCEE CHAPTAL
TD
PTSI
Séquence 1
CPGE PTSI/PT*
Demie classe
A1 - Identifier le besoin et définir les exigences du
système A2 - Définir les frontières de l'analyse A3 - Conduire l'analyse D1 - Découvrir le fonctionnement d’un système
complexe G1 - Élaborer, rechercher et traiter des informa-
tions
2h
Analyse et modélisation des systèmes
Sciences Industrielles
pour l’Ingénieur
2
Exercice I : Rotonde SNCF
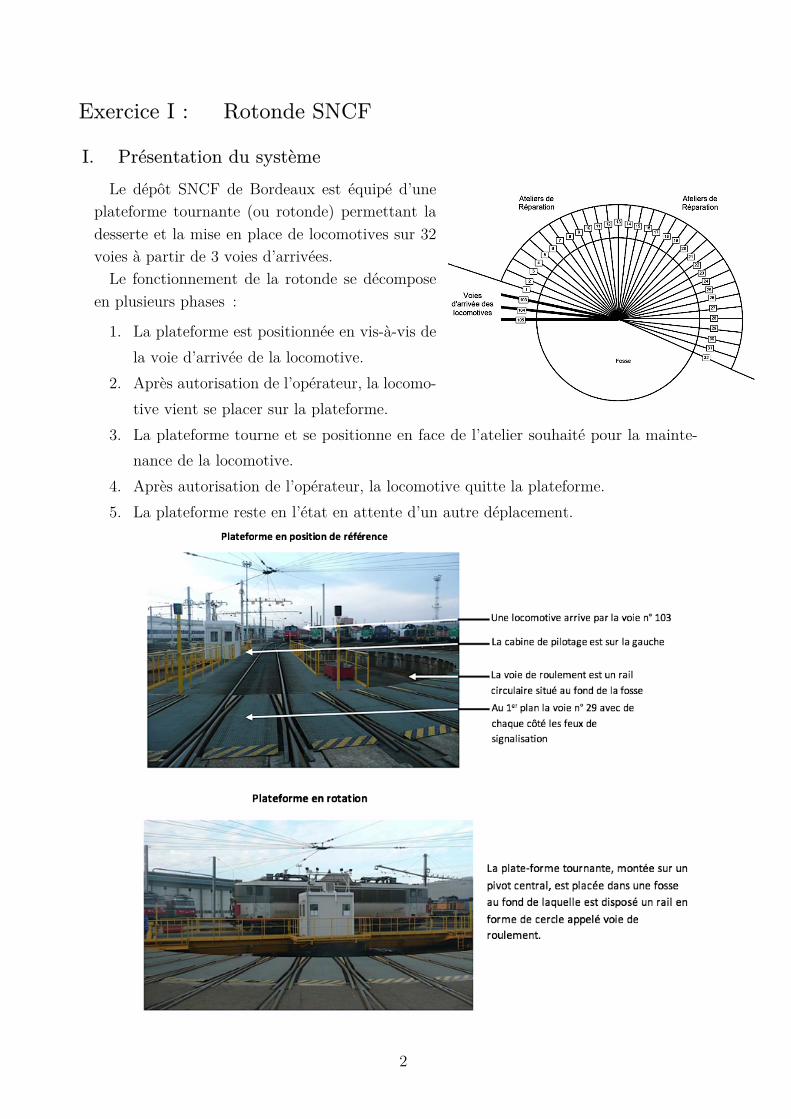
I. Présentation du système Le dépôt SNCF de Bordeaux est équipé d’une
plateforme tournante (ou rotonde) permettant la desserte et la mise en place de locomotives sur 32 voies à partir de 3 voies d’arrivées.
Le fonctionnement de la rotonde se décompose en plusieurs phases :
1. La plateforme est positionnée en vis-à-vis de la voie d’arrivée de la locomotive.
2. Après autorisation de l’opérateur, la locomo-tive vient se placer sur la plateforme.
3. La plateforme tourne et se positionne en face de l’atelier souhaité pour la mainte-nance de la locomotive.
4. Après autorisation de l’opérateur, la locomotive quitte la plateforme. 5. La plateforme reste en l’état en attente d’un autre déplacement.

3
Diagramme SysML de contexte de la rotonde
Schématisation de la plateforme
4
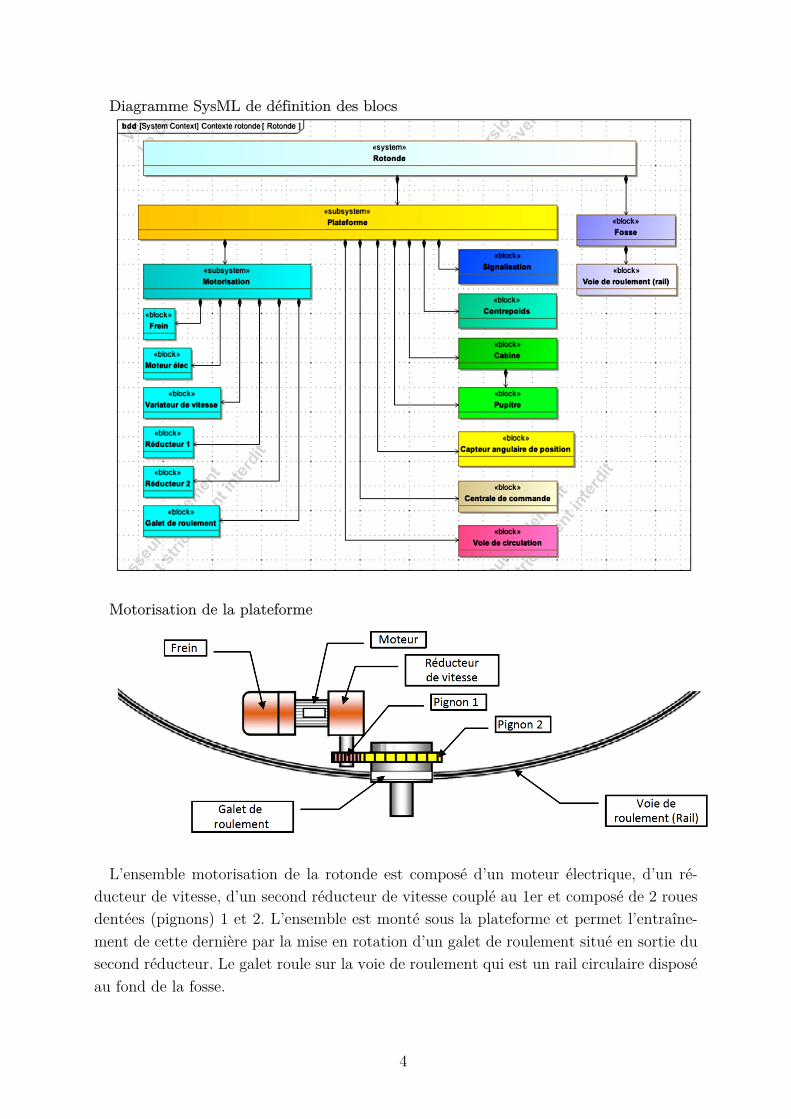
Diagramme SysML de définition des blocs
Motorisation de la plateforme
L’ensemble motorisation de la rotonde est composé d’un moteur électrique, d’un ré-ducteur de vitesse, d’un second réducteur de vitesse couplé au 1er et composé de 2 roues dentées (pignons) 1 et 2. L’ensemble est monté sous la plateforme et permet l’entraîne-ment de cette dernière par la mise en rotation d’un galet de roulement situé en sortie du second réducteur. Le galet roule sur la voie de roulement qui est un rail circulaire disposé au fond de la fosse.

5
Fonctionnement et commande de la plateforme Lorsque l’opérateur désire mettre en mouvement la plateforme, il indique le numéro de
la voie avec laquelle la plateforme doit être alignée. A chaque numéro de voie correspond une position angulaire connue et qui est définie en degré par rapport à une position de référence (0 °) correspondant à la plateforme quand elle est alignée avec la voie d’entrée n°105.
Un capteur angulaire de position (type codeur rotatif) est monté sur l’axe de rotation de la plateforme et permet ainsi d’en connaître la position angulaire. Lorsque l’opérateur indique sur le pupitre de commande le numéro de la voie avec laquelle la plateforme doit s’aligner, un calculateur permet de déterminer la course angulaire que doit réaliser la plateforme et envoie ainsi un ordre de fonctionnement au variateur de vitesse du moteur électrique. Le variateur fournit alors l’énergie électrique nécessaire au moteur et lui im-pose un profil de fonctionnement.
Profil de vitesse de rotation imposé au moteur par le variateur
Données techniques
Extrait du cahier des charges fonctionnelles On donne un extrait du cahier des charges fonctionnelles de la rotonde sous forme
d’un diagramme SysML des exigences ainsi que de la table des exigences qui y est asso-ciée.

6
Diagramme des exigences
Table des exigences de la rotonde de dépôt
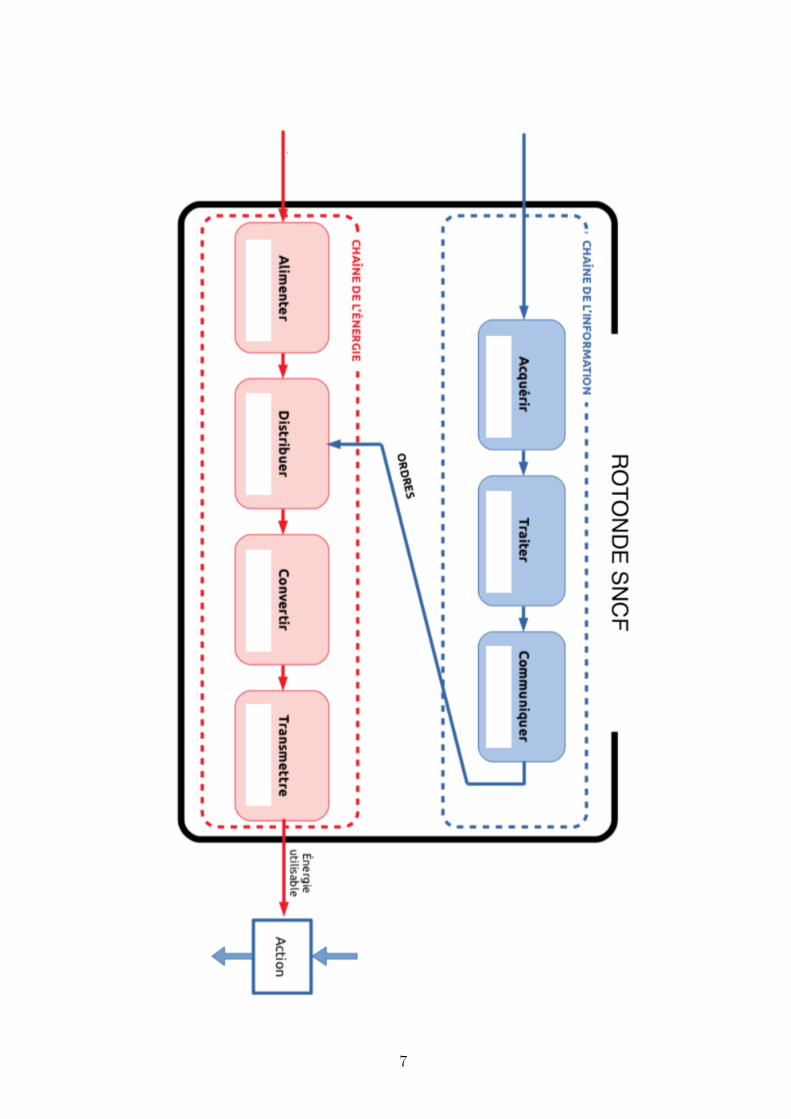
II. Travail demandé Question 1. Enoncer le besoin de ce système. Question 2. Proposer un cahier des charges lié à des exigences. Question 3. Compléter la structure fonctionnelle du système sous forme de
chaînes d’énergie et d’information ci-dessous.
7

8
Exercice II : Attacheur de vigne
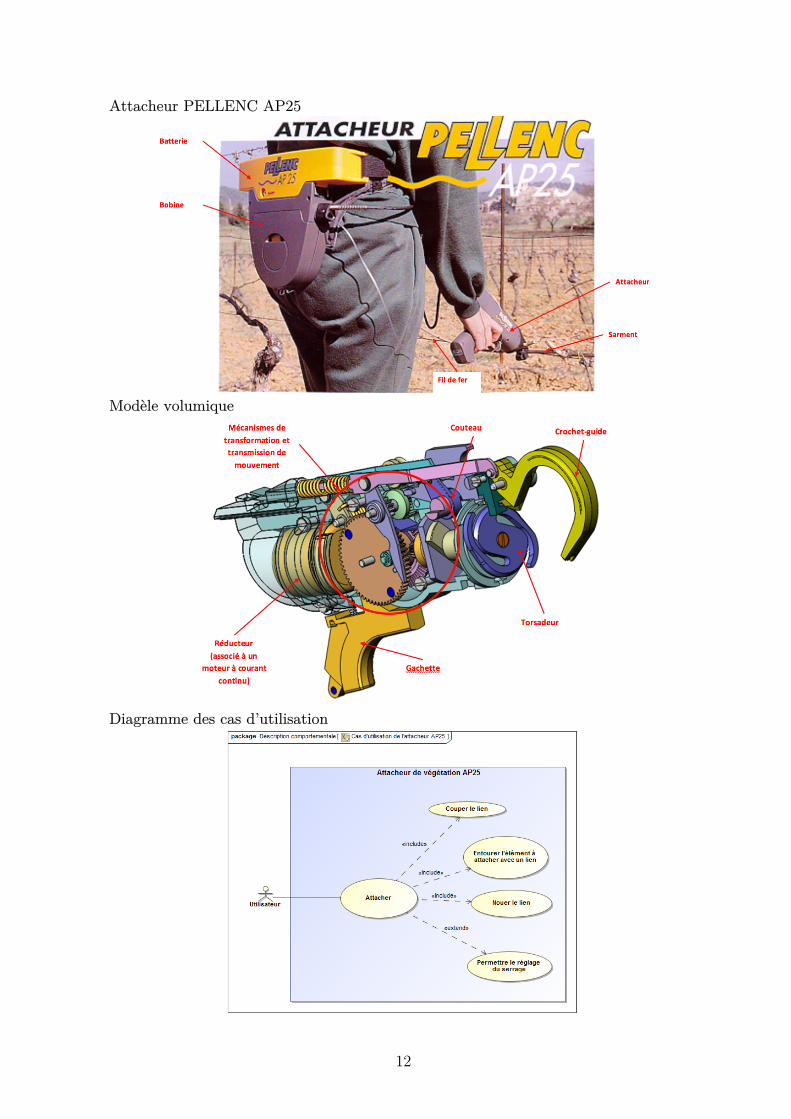
I. Présentation du système Afin de permettre à sa vigne de se développer de
manière à faciliter la récolte du raisin, le vigneron at-tache les sarments sur des fils horizontaux tendus entre des piquets. Cette opération permet en outre d’aider le végétal à se développer harmonieusement, avec de l’espace, de la lumière sans risque de pliage, voire même de rupture de branches chargées de fruits ainsi que de tuteurer les jeunes plants.
Pour faciliter et optimiser cette opération, la so-ciété PELLENC a développé un attacheur de vigne automatique.
II. Travail demandé Question 1. Compléter le diagramme des exigences ci-dessous précisant la spécifica-
tion d’autonomie déjà présente sur le diagramme en annexe. Vous vous appuierez pour cela sur le Cahier des Charges Fonctionnel partiel donné et ferez apparaître les niveaux et flexibilités des différents critères que vous ajouterez

9
Question 2. Décomposer la fonction principale en plusieurs tâches essentielles en : • Précisant l’ordonnancement de ces tâches • Précisant les éléments réalisant ces tâches
Question 3. Identifier le(s) actionneur(s) de ce système. Les différentes tâches sont-elles réalisées à l’aide d’actionneurs différents ?
Question 4. Compléter le diagramme d’état ci-dessous décrivant le fonctionne-ment normal du système
10
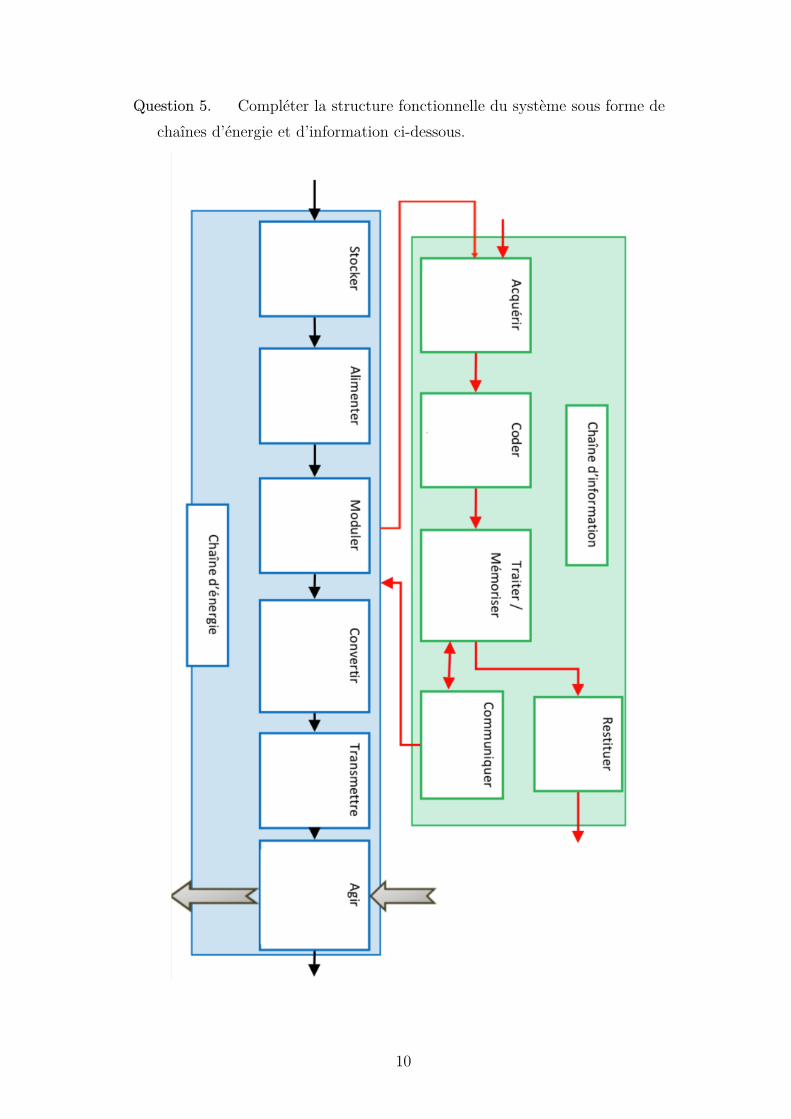
Question 5. Compléter la structure fonctionnelle du système sous forme de chaînes d’énergie et d’information ci-dessous.

11
III. Annexe Cahier des charges fonctionnelles
Fonction de ser-vice
Critères Niveau Flexibilité
FS1 : Permettre d’attacher
Cadence 20 attaches / mn +10 Capacité par bobine 1550 attaches + 20 %
Capacité sans recharger la batterie 7500 attaches 8000 Durée du cycle 0,2 s + 0,3 s
Taille du sarment Ø 20 mm Maxi Taille du fil de fer Ø 2 mm Maxi Longueur du lien 135 mm +/- 5 mm
FS2 : Régler la tension
Nombre de tours de torsadage 3 à 9 tours +/- 0,5 tour
FS3 : Etre auto-nome
tension 14,4 V 0 Capacité 2 Ah 0 Autonomie 8000 attaches ou 8h +/-200 Durée de charge 10 à 12h Maxi
FS4 : Etre ergo-nomique
Masse batterie 1,2 kg -10% Masse batterie + porte bobine
chargé 2,3kg -20%
Masse attacheur 1kg Maxi Forme Selon règle ergono-
mique
FS5 : Respecter l’intégrité physique de l’utilisateur
Aucune blessure par effet méca-nique
Lames fermées
Aucune blessure par effet électrique Faible tension
FS6 : Proposer différents liens
Plusieurs types de liens Plastifié ; papier ; bio-dégradable…
Changement rapide de bobine 1 à 2 min Maxi Bobine entamée réutilisable Longueur d’une bobine 1500 attaches par bo-
bine +/-50
FS6 Résister à l’environnement
Pluie IP 55 Normes Température -5°C < t < +40°C Résistance aux chocs : hauteur de
chute 2 m
12
Attacheur PELLENC AP25
Modèle volumique
Diagramme des cas d’utilisation

13
Diagramme d’exigences
14
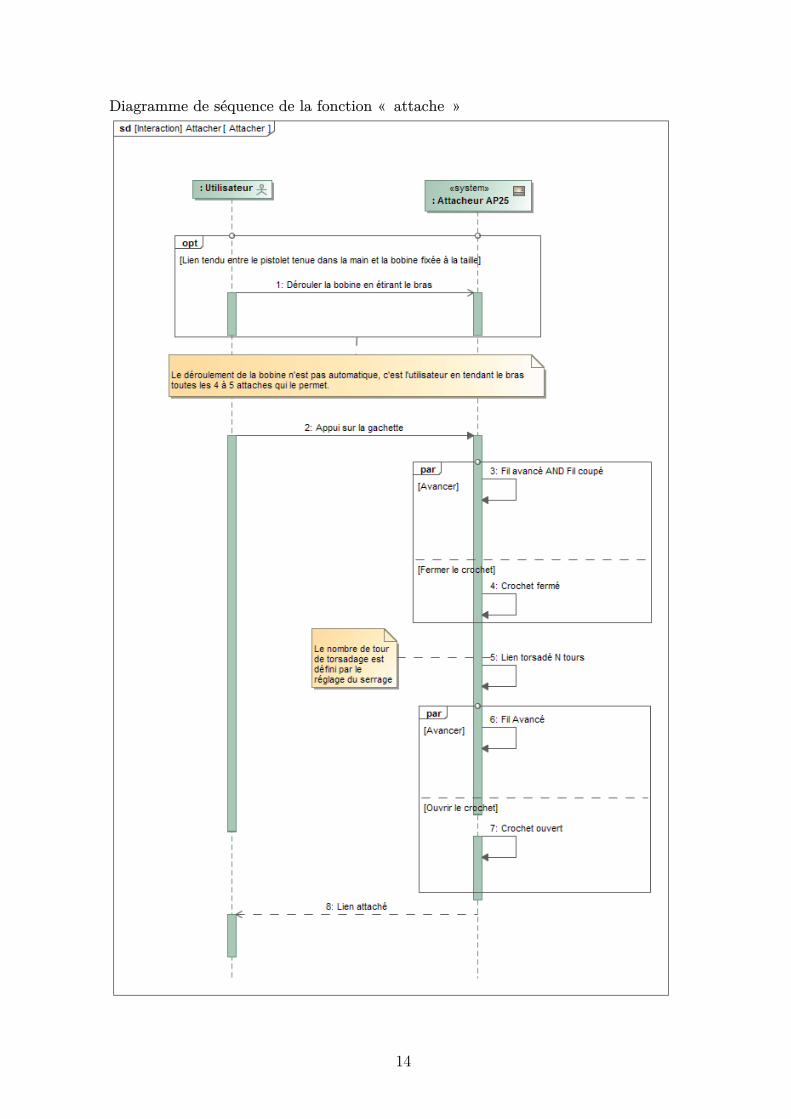
Diagramme de séquence de la fonction « attache »

15
Diagramme de définition des blocs

16
Exercice III : Poste de mise en cartons
I. Présentation du système Une usine de fabrication de flacons en verre pour parfum possède un poste de mise en
cartons qui est l’objet de la présente étude.
Les flacons, qui sortent du four de cuisson, sont disposés les uns derrière les autres
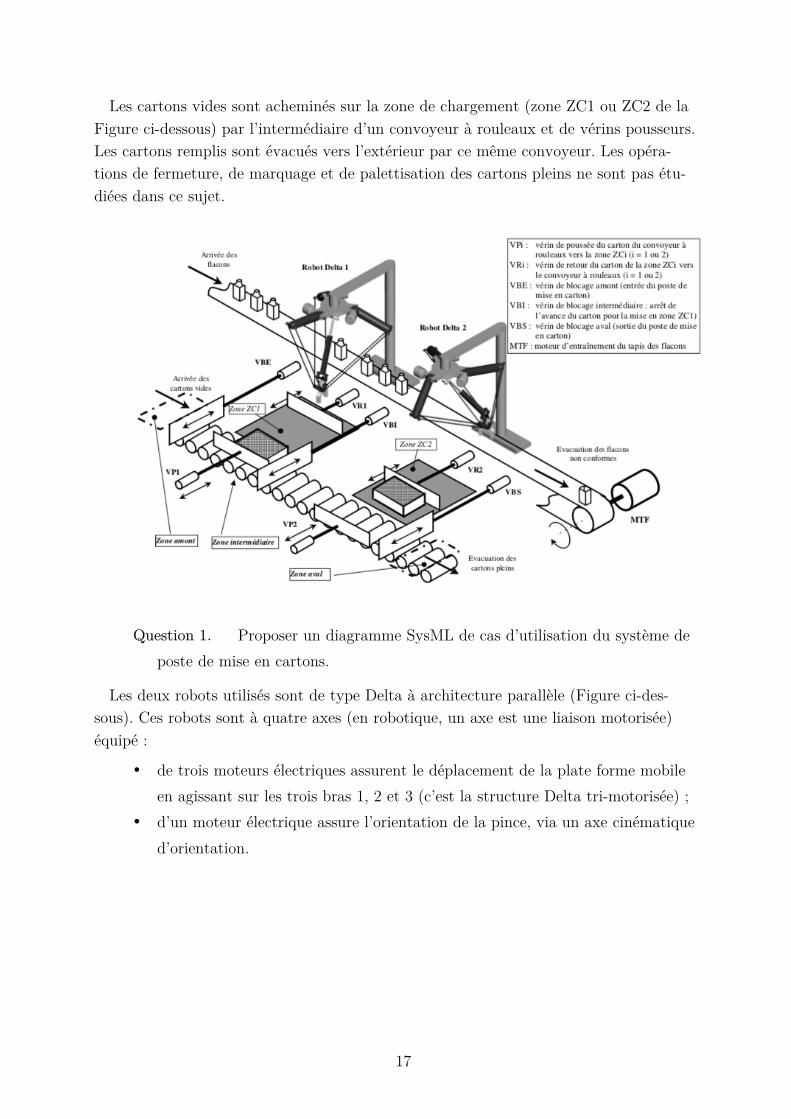
sur un tapis roulant qui les achemine jusqu’à un poste de conditionnement. Une ca-méra, associée à un logiciel de reconnaissance de formes, s’assure de la conformité géo-métrique des flacons. Les flacons non conformes (présentant un défaut géométrique, renversés, cassés ...) sont évacués vers l’extérieur sur le même tapis roulant. Chaque fla-con conforme est saisi par un des deux robots « Delta » et est placé dans une alvéole du carton. Les deux robots Delta travaillent en parallèle sous la conduite d’une même partie commande. Ils saisissent les flacons sur le tapis roulant commun qui achemine les flacons et remplissent chacun un carton différent. Chaque carton plein contient 48 fla-cons. Les éléments constitutifs du poste de mise en cartons sont présentés sur la figure ci-dessous (à l’exception de la caméra).
Les images issues de la caméra permettent aussi à la partie commande de donner un ordre d’orientation du flacon au robot qui l’a saisi de façon à ce que le flacon rentre ai-sément dans l’alvéole correspondante de forme parallélépipédique.
17
Les cartons vides sont acheminés sur la zone de chargement (zone ZC1 ou ZC2 de la Figure ci-dessous) par l’intermédiaire d’un convoyeur à rouleaux et de vérins pousseurs. Les cartons remplis sont évacués vers l’extérieur par ce même convoyeur. Les opéra-tions de fermeture, de marquage et de palettisation des cartons pleins ne sont pas étu-diées dans ce sujet.
Question 1. Proposer un diagramme SysML de cas d’utilisation du système de poste de mise en cartons.
Les deux robots utilisés sont de type Delta à architecture parallèle (Figure ci-des-sous). Ces robots sont à quatre axes (en robotique, un axe est une liaison motorisée) équipé :
• de trois moteurs électriques assurent le déplacement de la plate forme mobile en agissant sur les trois bras 1, 2 et 3 (c’est la structure Delta tri-motorisée) ;
• d’un moteur électrique assure l’orientation de la pince, via un axe cinématique d’orientation.

18
La fermeture et l’ouverture de la pince pour la saisie des flacons sont assurées par un vérin pneumatique.
Le cahier des charges impose, vis à vis de la fonction principale du poste de mise en
cartons, les performances suivantes :
Hypothèses simplificatrices :
• Un seul robot « Delta » fonctionne et remplit seul un carton. • Le déplacement de la pince avec un flacon jusqu’au carton est rectiligne et
supposé toujours le même d’un flacon à l’autre (la distance à parcourir est D = 0,8 m). On note, x(t) l’évolution temporelle de la position du centre de gra-vité du flacon, v(t) sa vitesse et a(t) son accélération.
• La prise et la dépose d’un flacon dure 0,1 s chacune. • Les moteurs du robot sont commandés de manière à obtenir l’évolution de la
vitesse v(t) du centre de gravité du flacon au cours d’un aller-retour, de la Fi-gure ci-dessous.
La durée des phases d’accélération et de décélération est égale à dt = 0,06 s.

19
Question 2. Justifier à l’aide de la courbe de la Figure 1.5 que l’accélération et
la décélération sont inférieures à l’accélération maximale spécifiée dans le ca-hier des charges.
Question 3. Calculer la durée T mise pour réaliser un aller (ou un retour) con-naissant la distance D d’un flacon au carton et l’évolution de la vitesse v(t).
Question 4. En déduire la durée d’un cycle. Conclure quand au respect du ca-hier des charges.
Question 5. À l’aide de la description initiale du système, relier les blocs du diagramme bdd du poste de mise en cartons. Attention à bien prendre en compte les contenances internes.
20
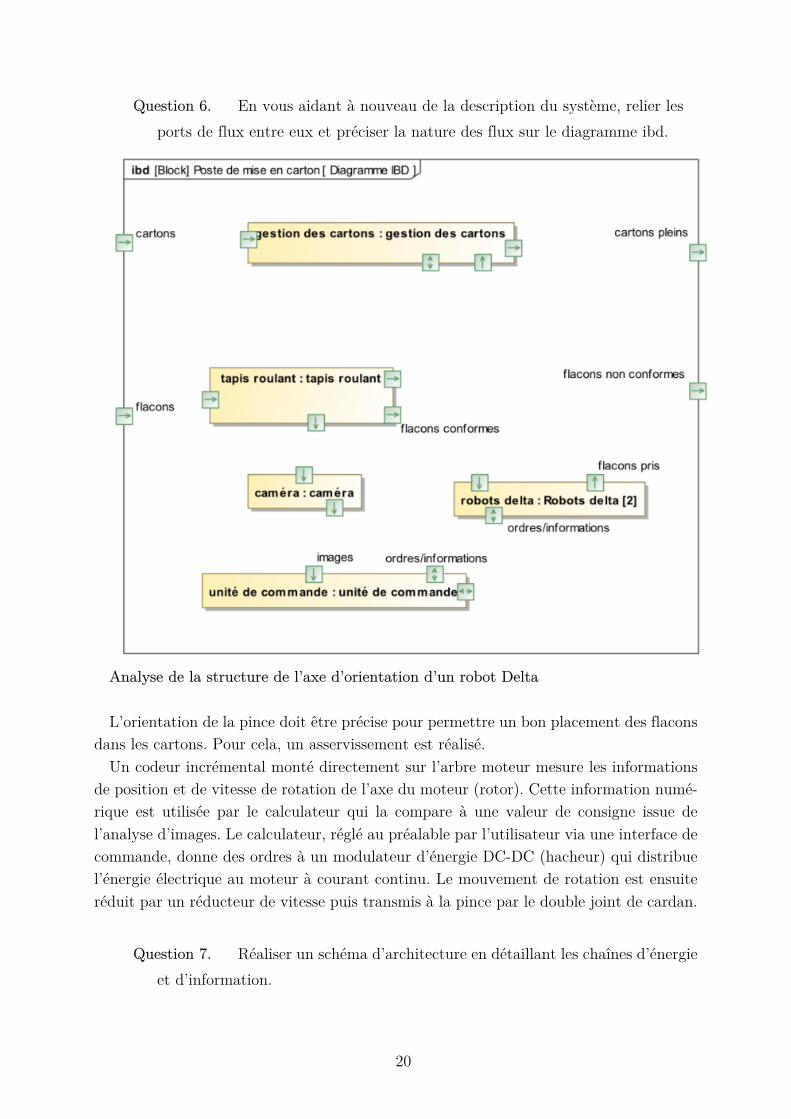
Question 6. En vous aidant à nouveau de la description du système, relier les ports de flux entre eux et préciser la nature des flux sur le diagramme ibd.
Analyse de la structure de l’axe d’orientation d’un robot Delta L’orientation de la pince doit être précise pour permettre un bon placement des flacons
dans les cartons. Pour cela, un asservissement est réalisé. Un codeur incrémental monté directement sur l’arbre moteur mesure les informations
de position et de vitesse de rotation de l’axe du moteur (rotor). Cette information numé-rique est utilisée par le calculateur qui la compare à une valeur de consigne issue de l’analyse d’images. Le calculateur, réglé au préalable par l’utilisateur via une interface de commande, donne des ordres à un modulateur d’énergie DC-DC (hacheur) qui distribue l’énergie électrique au moteur à courant continu. Le mouvement de rotation est ensuite réduit par un réducteur de vitesse puis transmis à la pince par le double joint de cardan.
Question 7. Réaliser un schéma d’architecture en détaillant les chaînes d’énergie et d’information.



![Microeconomie s1 []](https://static.fdocuments.fr/doc/165x107/58f1d2ee1a28abad788b45d3/microeconomie-s1-wwwlearneconomieblogspotcom.jpg)














