ROBOTICS Caractéristiquesduproduit ControllersoftwareIRC5
198
ROBOTICS Caractéristiques du produit Controller software IRC5
Transcript of ROBOTICS Caractéristiquesduproduit ControllersoftwareIRC5

ROBOTICS
Caractéristiques du produitController software IRC5

Trace back information:Workspace 21C version a5Checked in 2021-10-06Skribenta version 5.4.005

Caractéristiques du produitController software IRC5
6.12.03
ID du document: 3HAC050945-004Révision: V
© Copyright 2021- ABB. Tous droits réservés.Spécifications sujettes à changement sans préavis.

Les informations contenues dans ce manuel peuvent être modifiées sans préavis etne doivent pas être interprétées comme un engagement de la part d'ABB. Laresponsabilité d'ABB ne sera pas engagée par suite d'erreurs contenues dans cemanuel.Sauf stipulation expresse du présent manuel, aucune des informations ne pourraêtre interprétée comme une garantie d'ABB couvrant les risques de perte, dedommages corporels ou matériels, l'adaptation à un usage particulier ou toute autregarantie que ce soit.En aucun cas, la responsabilité d'ABB ne pourra être engagée à la suite de dommagesfortuits ou liés à l'utilisation du présent manuel ou des produits décrits dans le manuel.Le présent manuel ne doit pas être reproduit ou copié, intégralement ou en partie,sans l'autorisation écrite d'ABB.À conserver pour référence ultérieure.D'autres exemplaires de ce manuel peuvent être obtenus auprès d'ABB.
Traduction de la notice originale.
© Copyright 2021- ABB. Tous droits réservés.Spécifications sujettes à changement sans préavis.

Table des matieres9Vue d'ensemble de cette caractéristique .........................................................................................
131 Présentation de RobotWare
152 Restructuration d’options
173 RobotWare-OS173.1 Multiple Axis Positioner ......................................................................................183.2 Fixed Position Events ........................................................................................203.3 File and Serial Channel Handling .........................................................................233.4 Advanced RAPID ..............................................................................................263.5 Auto acknowledge input .....................................................................................273.6 Logical Cross Connections .................................................................................283.7 Analog Signal Interrupt .......................................................................................293.8 Electronically Linked Motors ................................................................................303.9 Service Information System ................................................................................323.10 Robot Web Services ..........................................................................................
334 Généralités RobotWare334.1 RobotWare Add-In prepared [988-1] ......................................................................
355 Motion Performance355.1 Advanced robot motion [687-1] ............................................................................365.2 Advanced Shape Tuning .....................................................................................385.3 WristMove .......................................................................................................405.4 Absolute Accuracy, floor mounted [603-1] ..............................................................425.5 Motion Process Mode ........................................................................................
456 Motion Coordination456.1 MultiMove Coordinated [604-1] ............................................................................486.2 MultiMove Independent [604-2] ............................................................................506.3 Tracking unit interface [1552-1] ............................................................................516.4 Conveyor Tracking [606-1] ..................................................................................536.5 Indexing Conveyor Control [606-2] .......................................................................556.6 Sensor Synchronization [607-1] ...........................................................................566.7 Analog Synchronization [607-2] ...........................................................................
597 Motion Events597.1 World Zones [608-1] ..........................................................................................
618 Motion Functions618.1 Independent Axis [610-1] ....................................................................................638.2 Path Recovery [611-1] ........................................................................................648.3 Path Offset [612-1] .............................................................................................668.4 SoftMove [885-1] ...............................................................................................
699 Motion Supervision699.1 Collision Detection [613-1] ..................................................................................719.2 Collision Avoidance ...........................................................................................
7310 Communication7310.1 FTP & SFTP Client [614-1] ..................................................................................7410.2 NFS Client ......................................................................................................7510.3 PC Interface [616-1] ...........................................................................................
Caractéristiques du produit - Controller software IRC5 53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
Table des matieres

7710.4 IoT Gateway .....................................................................................................7710.4.1 IoT Date Gateway [1582-1] ........................................................................7810.5 FlexPendant Interface [617-1] ..............................................................................7910.6 Field bus Command Interface [618-1] ....................................................................8010.7 RobotStudio App Connect [688-1] ........................................................................8210.8 Socket Messaging ............................................................................................
8511 Engineering Tools8511.1 Multitasking [623-1] ...........................................................................................8711.2 Continuous Application Platform [624-1] ................................................................8811.3 Optical Tracking [813-1] ......................................................................................8911.4 Tracking Interface [1553-1] ..................................................................................9011.5 Discrete Application Platform [625-1] ....................................................................9111.6 Sensor Interface [628-1] .....................................................................................9311.7 Robot Reference Interface ..................................................................................9511.8 Externally Guided Motion [689-1] ..........................................................................9811.9 MultiFunction [824-1] .........................................................................................9911.10 Production Screen [637-1] ...................................................................................
10011.11 RAPID Message Queue ......................................................................................10211.12 Production Framework [1243-1] ...........................................................................
10312 Motor Control10312.1 Tool Control [1180-1] .........................................................................................10512.2 Servo Tool Change [630-1] ..................................................................................
10713 Vision10713.1 Integrated Vision ...............................................................................................10813.2 Prepared for FlexLoader Vision [1554-1] ................................................................
11114 Application options11114.1 MultiProcess [634-1] ..........................................................................................11214.2 Arc 6 [633-4] .....................................................................................................11514.2.1 Fonctions incluses pour la source d'alimentation ..........................................11514.2.1.1 AristoMig intégré .........................................................................11614.2.1.2 ABB RPC S Integrated ..................................................................11714.2.1.3 Fronius TPS Integrated .................................................................11914.2.1.4 Fronius TPSi ...............................................................................12314.2.1.5 Fronius TPS 4000/5000 .................................................................12514.2.1.6 Standard I/O Welder .....................................................................12614.2.1.7 Lincoln ArcLink ...........................................................................12914.2.1.8 SKS Synchroweld ........................................................................13114.2.1.9 Suivi des soudures Fronius TPSi ....................................................13514.2.2 Autres fonctions et options incluses ...........................................................13514.2.2.1 Torch Service Equipment ..............................................................13714.2.2.2 Surveillance de la production .........................................................14214.2.2.3 Additional Arc System, Two additional .............................................14314.2.2.4 Options incluses ..........................................................................14414.3 Arc options ......................................................................................................14514.3.1 SmarTac - I/O version [657-1] ....................................................................14714.3.2 Navigator [814-1] .....................................................................................15014.3.3 Optical Tracking Arc [660-1] ......................................................................15114.3.4 WeldGuide [815-2] ...................................................................................15614.4 BullsEye [652-1] ................................................................................................15814.5 Spot 6 [635-6] ...................................................................................................16214.6 Recherche du bras amovible de la pince [1583-1] ....................................................16314.7 Bosch Interface [832-1] ......................................................................................16414.8 Dispense [641-1] ...............................................................................................
6 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
Table des matieres

16614.9 Packaging ........................................................................................................16614.9.1 PickMaster Ready ...................................................................................16614.9.1.1 PickMaster Cell Ready [1580-1] ......................................................16714.9.1.2 PickMaster Robot Ready [1580-2] ...................................................16814.9.2 PickMaster Vision ...................................................................................16814.9.2.1 PickMaster Vision Ready [1581-1] ...................................................16914.10 Prep. for PickMaster&PowerPac ..........................................................................16914.10.1 PickMaster 3 [642-1] ................................................................................17114.10.2 Palletizing PowerPac [642-2] .....................................................................17314.11 Force Control Base [661-2] .................................................................................18114.12 Machining FC GUI [877-1] ...................................................................................18414.13 PROFIenergy [963-1] .........................................................................................18514.14 RobotWare Cutting [951-1] ..................................................................................18814.15 RobotWare Machine Tending [1167-1] ...................................................................19114.16 Autres fonctions ................................................................................................19114.16.1 Production Manager ................................................................................
195Index
Caractéristiques du produit - Controller software IRC5 73HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
Table des matieres

Cette page a été volontairement laissée vierge
Vue d'ensemble de cette caractéristiqueÀ propos de ces caractéristiques du produit
Elles décrivent toutes les options de RobotWare (logiciel du système de commande)pour le système de commande IRC5.
UtilisationLes caractéristiques du produit permettent d'obtenir des informations sur lesperformances d'un produit, par exemple pour décider quel produit acheter. Poursavoir comment utiliser un produit, il faut consulter le manuel du produit.
UtilisateursCes caractéristiques sont destinées aux personnes suivantes :
• Personnel chargé de commander les robots ABB• Personnel souhaitant obtenir un aperçu des fonctionnalités de RobotWare• Personnel ventes et marketing
Références
ID du documentRéférence
3HAC047400-004Caractéristiques du produit - Système de commande IRC5
3HAC051016--001Application manual - Additional axes and stand alone controller
3HAC050798--001Application manual - Controller software IRC5
3HAC050990--001Application manual - Continuous Application Platform
3HAC050994--001Application manual - Discrete application platform
Document.ID--001Product specification - Integrated Vision
3HAC050967--001Application manual - PROFIenergy Device
3HAC051193--001Application manual - RobotWare Add-Ins
3HAC052355--001Product specification - Robot user documentation, IRC5 with Robot-Ware 6
Révisions
DescriptionRévision
Première révision-
Disponible avec RobotWare 6.01.• Ajout de l'option RobotWare Add-In prepared [988-1] à la
page 33.• La fonctionnalité de RAPID Message Queue est corrigée,
consultez RAPID Message Queue à la page 100.• L'option Miller AutoAxcess [650-4] est supprimée.• L'ancienne option Servo Tool Control est à présent incluse
dans l'option Spot 6, consultez Tool Control [1180-1] à lapage 103,
• Corrections/mises à jour mineures
A
Disponible avec RobotWare 6.02.• Ajout de l'option 963-1 PROFIenergy.
B
Suite page suivanteCaractéristiques du produit - Controller software IRC5 93HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
Vue d'ensemble de cette caractéristique

DescriptionRévision
Disponible avec RobotWare 6.03.• Mise à jour de l'option Motion Process Mode à la page 42.• Mise à jour des fonctionnalités Spot, voir Spot 6 [635-6] à
la page 158.• Modification de la limitation de l'option Conduite demachine
[1167-1]. Cette option est désormais disponible pour lesrobots à 4 axes.
• L'option Production Manager [812-1] est supprimée.
C
Disponible avec RobotWare 6.04.• Mise à jour de l'option Motion Process Mode à la page 42.• Mise à jour des limitations de l'option Force Control Base
[661-2].• Suppression des informations et liens vers ARCITEC.• Les optionsAdvancedRapid [626-1] et Fixed Position Events
[609-1] sont supprimées de la liste des « options inclusesdans PickMaster »
• La phrase DVDRobotWare de la sectionCommunication/PCInterface, a été modifiée pour indiquer pour RobotWareDownload package.
• Robot Web Services ajouté à la section RobotWare-OS.• La phrase Support for MultiMove dans la section Externally
Guided Motion/Features est supprimée.• Fonction SKS Synchroweld ajoutée à Fonctions incluses
pour la source d'alimentation.• La fonction Production manager for Arc est renommée à
Production manager et déplacée de la section Arc optionsvers la section Application options.
• La fonction BullsEye passe de la section Arc options à lasection Application options.
• L’option Arc 6 est mise à jour.• Les numéros d'option pour Advanced Rapid et Fixed Posi-
tion Events sont supprimés dans la section Prepared forPickMaster 3.
D
• Corrections mineures.E
Disponible avec RobotWare 6.05.• Corrections mineures.
F
• Disponible avec RobotWare 6.06.• Ajout des paramètres Absolute Accuracy pour IRB 1200• Mise à jour des limitations sur Servo Tool Change [630-1]• Changement de la description de l’option 642-2 pour indi-
quer Palletizing PowerPac• Mise à jour de l’option Bosch Interface [832-1]• Mise à jour de l’option Externally Guided Motion [689-1]• Mise à jour de l’option Arc 6 [633-4].• Correction mineure
G
Suite page suivante10 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
Vue d'ensemble de cette caractéristiqueSuite

DescriptionRévision
Disponible avec RobotWare 6.07.• Correction mineure• Ajout de Fronius TPSi• Option Tracking unit interface [1552-1] ajoutée• Option Tracking Interface [1553-1] ajoutée• Mise à jour de l’option Externally Guided Motion [689-1]• Mise à jour de l’option Conveyor Tracking [606-1]• Mise à jour de l’option MultiProcess [634-1]• L’option Sensor Synchronization [607-1] est mise à jour et
l’exigence supprimée• L’option FTP Client [614-1] est mise à jour et la description
modifiée• NFS Client est mis à jour
H
Disponible avec RobotWare 6.08.• Jusqu’à sept tâches de mouvement peuvent maintenant
être utilisées pour les optionsMultiMove Coordinated [604-1] and MultiMove Independent [604-2].
• Option Prepared for FlexLoader Vision [1554-1] ajoutée• Option Production Framework [1243-1] ajoutée• Ajout de Fronius TPSi Seam tracking• Ajout de Collision Avoidance
J
Disponible avec RobotWare 6.09.• Ajout de limitations pour Externally Guided Motion [689-1]• Mise à jour de Externally Guided Motion [689-1] Position
Guidance, ajout de la prise en charge pour l’IRB 14000• Mise à jour des limitations de Independent Axis [610-1]• Suppression de Absolute Accuracy, inverted [603-2]• Mise à jour des informations concernantAbsolute Accuracy• Déplacement de Production Manager à Autres fonctions
K
Disponible avec RobotWare 6.09.• Mise à jour de l’option Tracking unit interface [1552-1]
L
Disponible avec RobotWare 6.10.• Mise à jour de la liste de limitations des robots pris en
charge dans la section Collision Avoidance à la page 71.• Mise à jour des exigences de l'option PickMaster 3 [642-1]• Mise à jour de l'option Arc 6 [633-4] avec options incluses
M
Disponible avec RobotWare 6.10.01• Mise à jour des limitations de l'option Bosch Interface [832-
1]• Mise à jour de la fonction d'oscillation pour l'option Arc 6
[633-4]• Mise à jour des exigences de l'option Tracking unit interface
[1552-1]
N
Disponible avec RobotWare 6.10.02• Suppression de l'écran Production Screen [637-1] des exi-
gences Fronius TPSi. L'écran Production Screen [637-1] estinclus dans l’option RobotWare Arc [633-4]
• Modifications mineures
P
Suite page suivanteCaractéristiques du produit - Controller software IRC5 113HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
Vue d'ensemble de cette caractéristiqueSuite

DescriptionRévision
Disponible avec RobotWare 6.11• Ajout de nouvelles options associées à PickMaster Twin,
PickMaster Cell Ready [1580-1], PickMaster Robot Ready[1580-2], PickMaster Vision Ready [1581-1]
• Mise à jour des limitations de Collision Avoidance et ajoutdes instructions Rapid
• Suppression de IRB 6620LX car abandonné• Ajout de OPC UA Server [1582-1]• Modifications mineures
Q
Disponible avec RobotWare 6.11.01• Mise à jour des exigences de l’option RobotWare Machine
Tending [1167-1]• Mise à jour des informations générales et des fonctionnalités
de l'option Tool Control [1180-1]
R
Disponible avec RobotWare 6.11.02• Mise à jour des limitations de l'option Independent Axis
[610-1]• Mise à jour des limitations de l'option SoftMove [885-1]• Mise à jour des limitations de l'option Externally Guided
Motion [689-1]
S
Disponible avec RobotWare 6.12• Modification du nom E/S locales en E/S évolutives• Ajout de OPCUA [1582-1]• Ajout de Movable gun arm search [1583-1]• Mise à jour des exigences de l'optionMultiMoveCoordinated
[604-1]• Mise à jour des limitations de l'optionMultiMove Independe-
nt [604-2]
T
• Mise à jour de la description des performances pour l’optionMultiMove Coordinated [604-1] et MultiMove Independent[604-2].
U
Disponible avec RobotWare 6.12.03• Mise à jour des restrictions pour les options Independent
Axis et Path Offset.• Modification du nom et de la description de l'option [1582-
1].
V
12 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
Vue d'ensemble de cette caractéristiqueSuite

1 Présentation de RobotWareProduits logiciels
RobotWare constitue une famille de logiciels conçus par ABB Robotics. Cesproduits visent à accroître votre productivité tout en réduisant les coûts liés à lapossession et au fonctionnement d'un robot. ABBRobotics a investi de nombreusesannées dans le développement de ces produits, qui reflètent une connaissanceet une expérience reposant sur des milliers d'installations robotiques.
Classes de produitsLa famille RobotWare comprend différentes classes de produits :
DescriptionClasses de produits
Il s'agit du système d'exploitation du robot. RobotWare-OS fournittoutes les fonctions nécessaires à la programmation et au fonction-nement des robots. Bien qu'il constitue un élément inhérent au robot,il peut être fourni séparément à des fins de mise à niveau.
RobotWare-OS
Pour une description de RobotWare-OS, consultez la section Cara-ctéristiques du produit - Système de commande IRC5.
Ces produits sont des options qui s'exécutent au-dessus de Robot-Ware-OS. Ils sont destinés aux utilisateurs qui ont besoin de fonc-tions supplémentaires pour le contrôle desmouvements, la commu-nication, l'ingénierie des systèmes ou les applications.
Options RobotWare
Il s'agit de puissants progiciels destinés à des applications de pro-cess telles que le soudage par points, le soudage à l'arc et la distri-bution. Ils sont principalement conçus pour améliorer les résultatsde processus et simplifier l'installation et la programmation des ap-plications
Options d'applicationde processus
Un RobotWare Add-in est un paquet indépendant qui étend les fon-ctionnalités d'un système de robot.
RobotWare Add-ins
Certains logiciels ABB Robotics sont fournis sous forme de Add-ins. Par exemple, Track Motion IRBT, positionneur IRBP et systèmede commande autonome.L'objectif de RobotWare Add-ins est également qu'un développeurde programmes robotiques en dehors d'ABB puisse créer des optio-ns pour les systèmes de robot ABB et vendre ces options à sesclients. Pour plus d'informations sur la création de RobotWare Add-ins, contactez votre représentant local ABB Robotics surwww.abb.com/contacts.
Options d'application de processusPour l'IRC5, les anciennes options ProcessWare sont incluses dans les optionsRobotWare. Il s'agit de puissants progiciels destinés à des applications de processtelles que le soudage, la distribution et la peinture. Ils sont principalement conçuspour améliorer les résultats de processus et simplifier l'installation et laprogrammation des applications.
Suite page suivanteCaractéristiques du produit - Controller software IRC5 133HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
1 Présentation de RobotWare

Groupes d'optionsPour l'IRC5, les options RobotWare ont été rassemblées en groupes, selon l'intérêtqu'elles présentent pour le client. L'objectif est de faciliter la compréhension desbesoins du client par rapport à ces options. Cependant, toutes les options s'achètentséparément. Voici ces groupes :
DescriptionGroupes d'options
Options optimisant les performances de votre robot.Motion performance
Options coordonnant votre robot avec un équipement externe oud'autres robots.
Motion coordination
Options surveillant la position du robot.Motion Events
Options contrôlant la trajectoire du robot.Motion functions
Options surveillant le mouvement du robot.Motion Supervision
Options permettant la communication entre le robot et un autreéquipement. (PC externes, etc.).
Communication
Options destinées à l'intégrateur de robot avancé.Engineering tools
Options permettant au système de commande du robot d'actionnerdes moteurs externes, indépendants du robot.
Servo motor control
14 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
1 Présentation de RobotWareSuite

2 Restructuration d’optionsGénéralités
La structure des options a été modifiée afin de simplifier l’offre de produits. End'autres termes, plusieurs options ont été supprimées du formulaire de spécification.La fonction correspondante a été ajoutée au robot de base ou intégrée à d'autresoptions.Dans les présentes caractéristiques du produit, toutes les options sont décritesselon le schéma antérieur. Un commentaire a été inséré au début de chaquechapitre affecté par la modification afin d’indiquer que les options ont été inséréesau produit de base ou intégrées à une autre option.
Caractéristiques du produit - Controller software IRC5 153HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
2 Restructuration d’options

Cette page a été volontairement laissée vierge
3 RobotWare-OS3.1 Multiple Axis Positioner
Généralités
Remarque
Cette fonction est intégrée dans RobotWare - OS.
L'optionMultiple Axis Positioner permet de coordonner le mouvement du robot etles manipulateurs à plusieurs axes ou les portiques de robot.
Remarque
Notez que la coordination simultanée avec plusieursmanipulateurs à axe unique,tels que les manipulateurs de suivi du mouvement et de pièce de travail, nenécessite pas l'utilisation de l'option Multiple Axis Positioner.
Caractéristiques• Mouvement coordonné du robot et du manipulateur à plusieurs axes
CandidatureCette option s'utilise avec tous les types de manipulateur à plusieurs axes tels queles positionneurs de soudage à l'arc.Le modèle cinématique du positionneur permet de coordonner le mouvement durobot et celui du manipulateur. En conséquence, le mouvement est amélioré, quece soit celui du TCP par rapport à la pièce de travail, ou celui de la pièce de travailou du robot (dans une application de portique de robot), même en mouvement,pendant l'exécution du programme ou le pilotage.
PerformancesLes performances demouvement du robot coordonné avec un repère objet mobilesur un manipulateur à plusieurs axes sont identiques à celles d'un repère objetfixe, à condition que le manipulateur soit correctement étalonné.
Exigences
Remarque
Il faut disposer d’un fichier de configuration décrivant la cinématique dumanipulateur, normalement donné par le fournisseur du manipulateur.
Instructions RAPIDAucune instruction RAPID n'est incluse dans cette option.
Caractéristiques du produit - Controller software IRC5 173HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
3 RobotWare-OS3.1 Multiple Axis Positioner

3.2 Fixed Position Events
Généralités
Remarque
Cette fonction est intégrée dans RobotWare - OS.
L'option Fixed Position Events permet d'émettre certains événements en fonctionde la position du robot. Les événements peuvent être utilisés pour contrôler ouvérifier le statut de l'équipement.
Caractéristiques• Modifie la valeur d'un signal d'E/S lorsque le TCP se trouve à un certain
temps ou une certaine distance avant ou après une position programmée.• Génère une interruption lorsque le TCP se trouve à un certain temps et / ou
une certaine distance avant ou après une position programmée.• Vérifie la valeur d'un signal d'E/S, lorsque le TCP se trouve à un certain temps
ou une certaine distance avant ou après une position programmée.• Effectue un appel de procédure lorsque le TCP atteint une certaine position
sur la trajectoire ou atteint le milieu d'une zone de raccordement.
Candidature
DescriptionCandidature
Offre un système de communication sécurisé entre le robot et lapresse et permet de réduire le temps de cycle. À l'instant où le robotquitte une presse, la sortie qui est définie redémarre l'action de lapresse. Cette fonction est également utile aux autres équipementsdu processus. Un démarrage/arrêt se produit toujours lorsque le robotse trouve à la position exacte, quelle que soit sa vitesse.
Manipulation desopérations de pre-sse
C'est le cas par exemple d'un robot utilisé pour extraire des piècesd'unemachine à couler sous pression. Avant son entrée, le robot peutvérifier si la porte est ouverte (recherche d'un signal d'E/S), ou contrô-ler un certain nombre de conditions logiques et prendre en charge ledémarrage complet de la presse (lancement d'un appel de procédure).
Vérifie le statut del'équipement duprocessus
PerformancesL'événement émis avec Fixed Position Event se produit toujours lorsque le robotse trouve à la position exacte, quelle que soit sa vitesse.
ExigencesAucune configuration matérielle ou logicielle spécifique n'est requise pour cetteoption.
Instructions RAPIDInstructions RAPID incluses dans cette option :
InstructionInstruction
Définition des conditions de déclenchement d'une sortieTriggIO
Suite page suivante18 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
3 RobotWare-OS3.2 Fixed Position Events

InstructionInstruction
Définition des conditions de déclenchement de l'équipementdu processus, avec compensation des retards
TriggEquip
Définition des conditions de déclenchement de la vérificationde la valeur des signaux
TriggCheckIO
Définition des conditions de déclenchement d'une interruptionTriggInt
Positionnement d'une sortie sur interruption durant unmouve-ment linéaire
TriggL
Positionnement d'une sortie sur interruption durant unmouve-ment circulaire
TriggC
Positionnement d'une sortie sur interruption durant unmouve-ment d'articulation
TriggJ
Appel de procédure au milieu de la trajectoire ou dans unezone de raccordement au cours du mouvement linéaire
MoveLSync
Appel de procédure au milieu de la trajectoire ou dans unezone de raccordement au cours du mouvement circulaire
MoveCSync
Appel de procédure au milieu de la trajectoire ou dans unezone de raccordement au cours du mouvement d'articulation
MoveJSync
Caractéristiques du produit - Controller software IRC5 193HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
3 RobotWare-OS3.2 Fixed Position Events
Suite

3.3 File and Serial Channel Handling
Généralités
Remarque
Cette fonction est intégrée dans RobotWare - OS.
L'option File and Serial Channel Handling permet au système de robot decommuniquer avec des unités externes.
Caractéristiques• Transfert d'informations au moyen de liaisons série• Lecture des références par un lecteur de codes-barres• Impression des statistiques de production sur une imprimante pendant la
production• Transfert des données entre le robot et un PC• Transfert des données via des fichiers• Écriture/lecture des données de production sur une carte mémoire USB ou
une autre mémoire de masse depuis un programme RAPID
Candidature
DescriptionCandidature
Vous pouvez utiliser des lecteurs de codes-barres pour suivreun produit et ses informations de production, pour chaque re-père objet d'une chaîne de production.
Transfert d'informations aumoyen de liaisons série
Vous pouvez également les utiliser pour que le robot effectueles actions adéquates, correspondant au repère objet, sur deschaînes qui gèrent différents types de produit (dans une appli-cation d'emballage et de palettisation, par exemple). Cela re-vient à contrôler la production du robot depuis un fichier. Cefichier peut être créé sur un PC, stocké sur une carte mémoireUSB et lu par le robot ultérieurement.
Mémorisation de statistiques de production sur une carte mé-moire USB ou une autre mémoire de masse. Ces informationspeuvent ensuite être traitées par un PC standard.
Transfert des données viades fichiers
Performances
DescriptionDonnées/Informations
Le transfert est entièrement contrôlé depuis le programme detravail du robot. Pour contrôler le transfert à partir d'un PC,utilisez l'option PC Interface.
Transfert d'informations aumoyen de liaisons série
Vous pouvez lire/écrire des données sous forme de chaînesde texte (caractères), de valeurs numériques ou d'informationsbinaires.
Transfert des données viades fichiers
Suite page suivante20 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
3 RobotWare-OS3.3 File and Serial Channel Handling
ExigencesCette option inclut des fonctionnalités logicielles uniquement. Les liaisons série(RS232 ou RS 485), les lecteurs de codes-barres, etc. doivent être achetésséparément, auprès d'ABB ou d'un fournisseur externe.
Instructions RAPIDInstructions RAPID incluses dans cette option :
DescriptionInstruction
Ouvre/ferme un fichier/une liaison sérieOpen/Close
(Write/WriteBin/WriteStrBin/WriteAnyBin) Écrit dans une liaisonsérie ou un fichier binaire basé sur des caractères ou deschaînes
Write
(Read/ReadNumReadStr/ReadBin/ReadStrBin/ReadAnyBin)Lit une valeur binaire/chiffre/chaîne depuis une liaison sérieou un fichier
Read
Permet d'obtenir la taille d'un système de fichiersFSSize
Crée un répertoireMakeDir
Supprime un répertoireRemoveDir
Ouvre un répertoire pour lire les fichiers qu'il contient ou fi-chiers secondaires
OpenDir
Fermeture d'un répertoireCloseDir
Lit l'objet suivant d'un répertoire, d'un fichier ou d'un sous-ré-pertoire
ReadDir
Vérifie le type d'un fichierIsFile
Permet d'obtenir la taille d'un fichierFileSize
Copie un fichier depuis RAPIDCopyFile
Renomme un fichier depuis RAPIDRenameFile
Supprime un fichierRemoveFile
Commence la lecture au début d'un fichierRewind
Efface la mémoire tampon d'entrée d'une liaison sérieClearIOBuff
Lire des données raw byteReadRawBytes
Écrit des données raw byte sur un périphériqueWriteRawBytes
Efface tout le contenu d'une variable de rawbytesClearRawBytes
Copie des données raw byteCopyRawBytes
Compresse sous forme de rawbytes des données issues devariables
PackRawBytes
Décompresse sous forme de variables des données issues derawbytes
UnpackRawBytes
Renvoie la quantité de données dans un « conteneur » de typerawbyte (octets)
RawBytesLen
Suite page suivanteCaractéristiques du produit - Controller software IRC5 213HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
3 RobotWare-OS3.3 File and Serial Channel Handling
Suite
Types de données
DescriptionType de données
« Conteneur » de données générales destiné à la communica-tion avec les périphériques d'E/S
rawbytes
22 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
3 RobotWare-OS3.3 File and Serial Channel HandlingSuite

3.4 Advanced RAPID
Généralités
Remarque
Cette fonction est intégrée dans RobotWare - OS.
L'optionAdvancedRAPID s'adresse aux programmeursRAPID évolués. Le progicielinclut un manuel de référence détaillé sur le kernel de langage RAPID et desgroupes d'instructions et de fonctions utiles au développement de l'application,répertoriés ci-dessous.Les groupes sont les suivants :
• Fonctions de bit• Fonctions de recherche de données• Fonctions de prise en charge RAPID• Fonctions de panne électrique• Fonctions de déclenchement avancé
Technical reference manual - RAPID kernelCe manuel décrit en détail la sémantique et la syntaxe du langage RAPIDconcernant le kernel, c'est-à-dire tous les éléments de langage généraux qui nesont pas utilisés pour contrôler le robot ou d'autres équipements. En outre, cemanuel inclut des descriptions concernant les éléments suivants :
• Routines intégrées• Objets de données intégrés• Objets intégrés• Mécanisme de synchronisation intertâche• Fichiers texte• Allocation de stockage pour les objets RAPID
Fonctions de bitLes fonctions de bit sont un progiciel permettant de gérer (définir, lire et effacer)des bits individuels dans un octet. Les instructions/fonctions sont les suivantes :
DescriptionInstructions/Fonctions
Type des données d'un octetbyte
Définit un bit donné dans un octetBitSet
Efface un bit donné dans un octetBitClear
Vérifie si un bit donné dans un octet est définiBitCheck
Opération logique AND au niveau du bit sur l'octetBitAnd
Opération logique OR au niveau du bit sur l'octetBitOr
Opération logique XOR au niveau du bit sur l'octetBitXOr
Opération logique NEGATION au niveau du bit sur l'octetBitNeg
Suite page suivanteCaractéristiques du produit - Controller software IRC5 233HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
3 RobotWare-OS3.4 Advanced RAPID
DescriptionInstructions/Fonctions
Opération logique LEFT SHIFT au niveau du bit sur l'octetBitLSh
Opération logique RIGHT SHIFT au niveau du bit sur l'octetBitRSh
Fonctions de recherche de donnéesCes fonctions permettent de rechercher toutes les données dans un programmeRAPID où le nom ou le type de données apparaît sous la forme d'une chaîne detexte. Ceci peut être utile dans les exemples suivants :
• Il est généralement nécessaire de vérifier si les données portant un certainnom sont déclarées dans le système et, dans ce cas, de connaître leur valeur(robtarget, par exemple).
• Il est également nécessaire de répertorier toutes les variables d'un certaintype de données qui sont déclarées dans le système et d'écrire leurs valeursà l'écran (toutes les données de soudage, par exemple).
Les instructions/fonctions suivantes sont incluses dans les fonctions de recherchede données.
DescriptionInstructions/Fonctions
Définit les critères de rechercheSetDataSearch
Effectue une recherche sur les données suivantes et obtientleur nom sous la forme d'une chaîne
GetNextSym
Obtient la valeur d'une donnée spécifiée, dont le nom est unechaîne
GetDataVal
Définit la valeur d'une donnée spécifiée, dont le nom est unechaîne
SetDataVal
Définit la valeur de toutes les données sur lesquelles a portéla recherche
SetAllDataVal
Fonctions de prise en charge RAPIDCe progiciel inclut diverses instructions qui sont utilisées dans le développementdes applications.
DescriptionInstruction
Instruction utilisée pour définir un signal de n'importe quel typeavec un alias (nom différent). Vous pouvez l'utiliser pour fairefonctionner ensemble des modules génériques avec une E/Spropre au site sans modifier le code du programme.
AliasIO
Fonction utilisée dans une routine pour obtenir le nom d'unobjet de données, référencée en tant qu'argument dans l'appelde la routine. Le nom est donné sous forme de chaîne. Vouspouvez également utiliser cette fonction pour convertir enchaîne l'identificateur d'une donnée.
ArgName
Instruction utilisée pour réserver un nouveau numéro d'erreursystème RAPID. Elle permet d'éviter les conflits de numérosd'erreur lorsque différents modules génériques sont combinésdans un système.
BookErrNo
Écrit un message d'erreur système.ErrLog
Écrit un message d'erreur système et GÉNÈRE l'erreur au ni-veau de la routine d'appel.
ErrRaise
Suite page suivante24 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
3 RobotWare-OS3.4 Advanced RAPIDSuite

DescriptionInstruction
Fonction utilisée pour obtenir le numéro de la table texte d'unetable texte définie par un utilisateur lors de l'exécution.
TextTabGet
Fonction utilisée pour obtenir une chaîne de texte des tablestexte système (installée lors du démarrage à froid.).
TextGet
Instruction utilisée pour installer une table texte dans le sys-tème.
TextTabInstall
Fonction servant à vérifier si le nom de la table texte (chaînede ressource de texte) peut être utilisé.
TextTabFreeToUse
Instruction qui active les données système spécifiées (outil ourepère objet). Vous pouvez l'utiliser pour modifier l'outil ou lerepère objet actif actuel.
SetSysData
Fonction qui renvoie des informations sur le mouvement dupointeur de programme (PP).
IsStopStateEvent
Lit les données de configuration système.ReadCfgData
Écrit les données de configuration système.WriteCfgData
Redémarre le système.WarmStart
Fonctions de panne électriqueLe progiciel est utilisé pour obtenir les valeurs de signal d'E/S avant la panneélectrique et pour les réinitialiser lors de la mise sous tension. Les instructionssuivantes sont incluses et généralement utilisées dans la routine d'événement demise sous tension :
DescriptionInstruction
Vérifie si la trajectoire a été interrompue.PFRestart
Fonctions de déclenchement avancé
DescriptionInstruction
Instruction servant à définir les conditions et les actions decontrôle d'un signal de sortie analogique avec une valeur desortie proportionnelle à la vitesse TCP réelle. Cette instructiondoit être utilisée avec une instruction TriggL/C/J.
TriggSpeed
Instruction utilisée pour le déplacement vers l'arrière sur satrajectoire dans une routine d'événement de REDÉMARRAGE.
StepBwdPath
Génération de données de redémarrage au niveau d'un arrêtde programme ou d'un arrêt d'urgence.
TriggStopProc
Interruption survenue lors de la modification d'une valeur per-sistante.
IPers
Interruption survenue lors de la génération de l'événement(erreur).
IError
Utilisée dans une routine d'interruption pour obtenir toutes lesinformations sur l'interruption ayant provoqué l'exécution decette routine.
GetTrapData
Utilisée dans une routine d'interruption pour obtenir des infor-mations numériques (domaine, type et numéro) sur une erreur,un changement d'état ou un avertissement ayant provoquél'exécution de cette routine.
ReadErrData
Caractéristiques du produit - Controller software IRC5 253HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
3 RobotWare-OS3.4 Advanced RAPID
Suite

3.5 Auto acknowledge input
Généralités
Remarque
Cette fonction est intégrée dans RobotWare - OS.
Auto Acknowledge Input est une entrée système qui acquittera le dialogue présentésur le FlexPendant lors du passage entre le mode opérateur Manuel aumode Auto,avec l'interrupteur à clé sur le système de commande du robot.
AVERTISSEMENT
Notez que l'utilisation d'une telle entrée sera contraire aux règles des normesde sécurité ISO 10218-1 chapitre 5.3.5 Point de contrôle unique :"Le système de commande du robot doit être conçu et construit de manière àce que, lorsque le robot est placé sous le contrôle d'un pupitre ou de tout autresystème d'apprentissage local, le démarrage du mouvement du robot ou lechangement du choix de commande local par toute autre source soit interdit ."Il est donc absolument nécessaire d'utiliser d'autres systèmes de sécurité pourrespecter les exigences correspondant à cette norme, ainsi que celles dues autitre de la directive sur les machines et aussi de faire une évaluation des risquesde la cellule. Ces dispositions et cette évaluation des risques supplémentairessont sous la responsabilité de l'intégrateur système et le système ne doit pasêtre mis en service tant que ces actions n'auront pas été menées à bien.
CaractéristiquesIl est possible de créer une entrée système optionnelle qui acquittera le dialogueprésenté sur le FlexPendant lors du passage entre le mode opérateur Manuel aumode Auto. L'option doit être activée dans le Gestionnaire d'installation, puisl'entrée système doit être définie dans le fichier de configuration des E/S.
LimitationsIl est impossible de définir les paramètres système à l'aide de FlexPendant ouRobotStudio, uniquement avec une chaîne de texte inscrite dans le fichier deconfiguration des E/S.
26 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
3 RobotWare-OS3.5 Auto acknowledge input

3.6 Logical Cross Connections
Généralités
Remarque
Cette fonction est intégrée dans RobotWare - OS.
Vous pouvez utiliser l'option Logical Cross Connections pour vérifier ou contrôlerl'équipement du processus qui est externe au robot. Cette fonctionnalité peut êtrecomparée à celle d'un simple automate programmable.
Caractéristiques• Valeurs booléennes (true/false) basées sur les opérateurs logiques suivants :
AND, OR, NOT
CandidatureToute application dans laquelle des conditions logiques sont utilisées pour lessignaux numériques.
DescriptionCandidature
À interrompre lorsque les entrées 3 et 4 sont « élevées ».Exécution du programme
Lorsque l'entrée 5 est définie, mais uniquement lorsque lasortie 5 = 1 et l'entrée 3 = 0.
Registre à incrémenter
PerformancesVous pouvez configurer jusqu'à 300 interconnexions.
ExigencesAucune configuration matérielle ou logicielle spécifique n'est requise pour cetteoption.
Instructions RAPIDAucune instruction RAPID n'est incluse dans cette option.
Caractéristiques du produit - Controller software IRC5 273HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
3 RobotWare-OS3.6 Logical Cross Connections

3.7 Analog Signal Interrupt
Généralités
Remarque
Cette fonction est intégrée dans RobotWare - OS.
Vous pouvez utiliser l'option Analog Signal Interrupt pour générer une interruptionde programme, lorsqu'un signal analogique surveillé atteint une limite prédéfinie.L'interruption peut servir à transmettre un message d'erreur («températuresupérieure à la limite autorisée», par exemple) ou à faire patienter le robot jusqu'àl'ouverture d'une porte.
Caractéristiques• Surveillance des signaux analogiques
CandidatureSurveillance des équipements externes tels que des capteurs de température etdes portes d'équipement. Dans le second cas, vous pouvez utiliser la fonction designal analogique pour réduire le temps de cycle de la cellule étant donné que lerobot peut pénétrer dans une zone dont la porte est fermée, à un moment optimal.
PerformancesL'option Analog Signal Interrupt requiert moins de ressources de l'ordinateur queles méthodes d'établissement d'une liaison.
ExigencesAucune configuration matérielle ou logicielle spécifique n'est requise pour cetteoption.
Instructions RAPIDInstructions RAPID incluses dans cette option :
DescriptionInstruction
Interruption à partir du signal d'entrée analogiqueISignalAI
Interruption à partir du signal de sortie analogiqueISignalAO
28 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
3 RobotWare-OS3.7 Analog Signal Interrupt

3.8 Electronically Linked Motors
Généralités
Remarque
Cette fonction est intégrée dans RobotWare - OS.
L'option Electronically LinkedMotors est utilisée pour effectuer des configurationsmaître/esclave demoteurs, définies comme axes externes. L'application principaleconsiste à remplacer des arbres d'entraînementmécaniques demachines portiques,mais vous pouvez également utiliser cette option pour contrôler tout autre ensembledemoteurs. En plus du suivi de position, il existe aussi une fonction couple/esclave,dans le cadre de laquelle le couple combiné sera distribué entre le maître et lesesclaves.
Caractéristiques• Jusqu'à 4 moteurs maître• Jusqu'à 11 moteurs au total (maître et suiveur)• Routines de pilotage manuel et d'étalonnage• Remplacement d'arbres d'entraînement mécaniques• Position bras/moteur disponible sur le PMA• Possibilité d'activer/désactiver le lien pendant le processus• Étalonnage automatique au démarrage
CandidatureMachines portiques : remplacement des arbres d'entraînement mécaniques.
Performances
DescriptionPerformances
Les moteurs reliés électroniquement suivent le moteur maître.Lors du pilotage manuel
L'exécution de moteurs suiveurs indépendants du maître s'ef-fectue au moyen d'un programme d'étalonnage RAPID afin degarantir une sécurité optimale du personnel.
Étalonnage
Une routine définit automatiquement les moteurs maître etsuiveur sur la position de démarrage via une manœuvre sûre.
Au démarrage
ExigencesAucune configuration matérielle ou logicielle spécifique n'est requise pour cetteoption.
Instructions RAPIDAucune instruction RAPID n'est incluse dans cette option.
Caractéristiques du produit - Controller software IRC5 293HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
3 RobotWare-OS3.8 Electronically Linked Motors

3.9 Service Information System
Généralités
Remarque
Cette fonction est intégrée dans RobotWare - OS.
Le système d'information sur l'entretien (Service Information System) est uneroutine d'entretien qui émet une alarme sur le FlexPendant lorsque le robot requiertun entretien.Les intervalles d'alarmes d'entretien existent par défaut pour la surveillance desréducteurs. Il est également possible de définir des intervalles d'entretien propresà l'utilisateur pour le temps calendrier et le temps de fonctionnement, ainsi quepour la surveillance des réducteurs.Vous pouvez vérifier l'état des valeurs d'entretien sur le FlexPendant lorsque lerobot est en mode manuel.D'autre part, le système d'information sur l'entretien inclut une fonction de compteurhoraire. Cette fonction est disponible pour tous les types de robot.
Remarque
Il existe également un compteur horaire matériel disponible en option.
Service Information System est une option gratuite proposée avec tous les robots(inutile de la commander).
Caractéristiques• Temps de fonctionnement. Durée pendant laquelle le système de commande
est en état « Motors on ».• Temps calendrier. Temps écoulé depuis le dernier entretien.• Surveillance des réducteurs. Calculée à partir d'algorithmes avancés.• Intervalles d'alarmes d'entretien (par défaut ou définis par l'utilisateur).
L'alarme par défaut indique le moment auquel l'entretien doit être effectué.L'utilisateur peut également faire en sorte que les alarmes soient émisessuivant un intervalle donné avant les alarmes par défaut.
• Prise en charge de WebWare.
CandidatureToutes les installations de robot exigeantes en matière de qualité. La fonctionService Information System permet de prévoir les arrêts de production pourmaintenance.
Performances• FlexPendant. Les alarmes sont émises lorsqu'un intervalle d'entretien est
dépassé. (que le robot soit en mode manuel ou production). Possibilité devérifier l'état des valeurs d'entretien (mode manuel uniquement).
Suite page suivante30 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
3 RobotWare-OS3.9 Service Information System

• WebWare. Cette option favorise la création d'interfaces WebWare et offre lapossibilité de vérifier l'état des informations sur l'entretien via un réseau local(LAN).
ExigencesService Information System ne nécessite aucun logiciel oumatériel supplémentaire.
Instructions RAPIDAucune instruction RAPID n'est incluse dans cette option.
Caractéristiques du produit - Controller software IRC5 313HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
3 RobotWare-OS3.9 Service Information System
Suite
3.10 Robot Web Services
GénéralitésRobot Web Services fournit une interface Web qui permet aux clients externesd’interagir avec le système de commande du robot. Il permet aux intégrateurssystème et aux utilisateurs de programmer leurs propres interfaces opérateur etapplications client pour le système de commande du robot.Robot Web Services peut être utilisé avec tout type de logiciel fonctionnant surdes appareils externes. Il facilite la communication indépendamment de laplateforme avec le système de commande du robot.Le manuel en ligne et d'autres informations sont disponibles dans le DeveloperCenter de la Communauté en ligne RobotStudio.
CaractéristiquesPermet d'interagir avec le système de commande du robot à l'aide de clients PC,de clients Web et de clients mobiles. Les messages sont composés de XHTML ouJSON et le protocole repose sur HTTP.
CandidatureRobotWeb Services est conçu sur la base du style d'architecture « RepresentationalState Transfer » (REST). REST comprend un ensemble coordonné de composants,de connecteurs et d'éléments de données dans un système hypermédia distribué,dans lequel l'accent est mis sur les rôles des composants et sur un ensemblespécifique d'interactions entre les éléments de données plutôt que sur les détailsde la mise en œuvre. L'objectif est de favoriser les performances, la modularité,la simplicité, la facilité de modification, la visibilité, la portabilité et la fiabilité.
PerformancesAucune donnée concernant les performances pour cette option.
Exigences• Connaissance du protocole HTTP (Hypertext Transfer Protocol)• Connaissance de XML ou JSON• Bibliothèque de programmation permettant d'initier des requêtes HTTP et
d'analyser la réponse.• Un client tel qu'un navigateur standard
Instructions RAPIDAucune instruction RAPID n'est incluse dans cette option.
32 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
3 RobotWare-OS3.10 Robot Web Services

4 Généralités RobotWare4.1 RobotWare Add-In prepared [988-1]
GénéralitésL'option RobotWare Add-In prepared permet d'exécuter des compléments souslicence de développeurs tiers sur le système de commande IRC5.
CaractéristiquesLes compléments permettent de créer des progiciels complémentaires installablesqui étendent les capacités proposées par RobotWare, rendant les systèmes decommande des robots ABB encore plus intelligents et conviviaux. La création decompléments RobotWare est également recommandée pour les développeurstiers qui souhaitent ajouter de nouvelles fonctionnalités à RobotWare.Un complément peut inclure un certain nombre de modules RAPID, modules desystème, ou modules de programme qui contiennent le code de base ducomplément. Le complément inclut également quelques fichiers pour le chargementet la configuration au démarrage. Le complément peut aussi inclure des fichiers.xml avec des messages du journal des événements en plusieurs langues.Un complément peut aussi consister en un encodage plus avancé, par exemplele code C#, pour les applications FlexPendant. Ce manuel couvrira le premier cas,avec l'encodage effectué dans RAPID seulement. Pour un encodage plus avancé,utilisez les applications SDK de RobotStudio.
Remarque
L'option RobotWare Add-In prepared de RobotWare est uniquement nécessairepour les compléments sous licence. Elle n'est pas nécessaire pour lescompléments ouverts, ni pour les compléments livrés avec RobotWare, parexemple les déplacements de translation et les positionneurs.
Pour plus d'informations, reportez-vous auApplicationmanual - RobotWare Add-Ins.
CandidatureLes compléments peuvent être utilisés pour n'importe quelle application,équipement, ou fonctionnalité qui élargit les capacités proposées par RobotWare.
PerformancesAucune donnée concernant les performances pour cette option.
Exigences
Compléments sans licence, ouvertsCe que vous devez obtenir auprès d'ABB pour créer et exécuter vos proprescompléments ouverts :
• RobotWare Add-In Packaging tool
Suite page suivanteCaractéristiques du produit - Controller software IRC5 333HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
4 Généralités RobotWare4.1 RobotWare Add-In prepared [988-1]

Compléments sous licenceCe que vous devez obtenir auprès d'ABB pour créer et exécuter vos proprescompléments sous licence :
• RobotWare Add-In Packaging tool• un certificat de licence pour le RobotWare Add-In Packaging tool
correspondant au nom de votre complément• Option RobotWare RobotWare Add-In prepared
Pour obtenir la licence de votre complément, il vous faudra également :• License Generator• un certificat d'éditeur.• un certificat de gestion des licences pour le License Generator
Instructions RAPIDAucune instruction RAPID n'est incluse dans cette option.
34 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
4 Généralités RobotWare4.1 RobotWare Add-In prepared [988-1]Suite
5 Motion Performance5.1 Advanced robot motion [687-1]
À propos de Advanced robot motionL'option Advanced robot motion vous donne accès à :
• Advanced Shape Tuning, voir Advanced Shape Tuning à la page 36.• Wrist Move, voir WristMove à la page 38.• Changement deMotion ProcessMode à partir de RAPID, voirMotion Process
Mode à la page 42.
Caractéristiques du produit - Controller software IRC5 353HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
5 Motion Performance5.1 Advanced robot motion [687-1]

5.2 Advanced Shape Tuning
Généralités
Remarque
Cette fonctionnalité est incluse dans l'option Advanced robot motion, voirAdvanced robot motion [687-1] à la page 35.
L'option Advanced Shape Tuning permet de compenser les effets de frictionsusceptibles d'apparaître à de faibles vitesses de mouvements de coupe du robot(10-100 mm/s). Elle s'avère particulièrement utile en cas de découpe de formesavancées (comme de petits cercles), ou pour d'autres applications similaireslorsque la précision d'une trajectoire est impérative. Le réglage du niveau de frictionpermet d'améliorer la précision de la trajectoire du robot dans le cadre d'applicationsde découpe.Cette option permet à l'utilisateur d'accéder à des paramètres de réglage et de lesmodifier pour chaque axe lors de l'exécution du programme à l'aide des commandesRAPID du programme du robot. Cette option inclut également les instructionsRAPID afférentes au réglage précis automatique du niveau de friction pour chaqueforme spécifique. Le logiciel répète automatiquement le mouvement jusqu'à ceque le meilleur niveau de friction pour chaque axe soit atteint. Une fois le réglageterminé, chaque axe du robot dispose d'un ensemble unique de valeurs de réglagepour chaque forme. Le réglage est effectué par l'utilisateur et pour chaque formespécifique.
Caractéristiques• Trajectoires très précises pour des tâches avancées de déplacement à faible
vitesse, telles que la découpe de formes• Réglage automatique du niveau de friction à l'aide de RAPID• Accès aux paramètres de réglage• Réglage axe par axe• Modification des paramètres de réglage à partir du programme RAPID
CandidatureLes effets de friction surviennent généralement lors de la découpe de petites formesavancées telles que des cercles. La principale source d'effets de friction provientdu changement d'orientation dumouvement de l'axe. Les effets apparaissent sousforme d'écarts de trajectoire jusqu'à 0,5 mm.Les applications types sont des découpes de petites formes telles que des alésages,des encoches ou des rectangles. D'autres applications peuvent être l'encollagede haute précision ou la production de petites formes géométriques.
Suite page suivante36 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
5 Motion Performance5.2 Advanced Shape Tuning

PerformancesEn utilisant Advanced Shape Tuning, un écart de trajectoire de 0,5 mm peutgénéralement être réduit à environ 0,1 mm. Cela nécessite cependant un réglagesoigneux du niveau de friction (consultez le Manuel d’utilisation - IRC5 avecFlexPendant pour connaître la procédure de réglage et l’instruction TuneServodécrite dans le Manuel de référence technique - Instructions, fonctions et typesde données RAPID). Notez toutefois que même un réglage extrêmement précisne permet pas de garantir la perfection systématique des trajectoires générées.
ExigencesAucune configuration matérielle ou logicielle spécifique n'est requise pour cetteoption.
Instructions RAPIDInstructions RAPID incluses dans cette option :
DescriptionInstruction
Instruction pour lancer l'identification du niveau de frictionFricIdInit
Fonction qui renverra le niveau de friction qui a produit lesmeilleurs résultats
FricIdEvaluate
Instruction pour définir les niveaux de frictionFricIdSetFricLevels
Lamodification des paramètres de réglage à partir du programmeRAPID s'effectueavec des paramètres standard.
DescriptionInstruction
Manuel de référence technique - Instructions, fonctions et typesde données RAPID
TuneServo
Limitations• En ce qui concerne les familles de robots IRB66X0 et 7600, l'application de
l'option Advanced Shape Tuning n'entraîne aucun effet significatif.• Dans le cas d'un systèmeMultiMove, le réglage du niveau de friction ne peut
être effectué que pour un robot à la fois.• La séquence des mouvements pour laquelle le réglage de la friction est
effectué doit commencer et se terminer par un point fin.• Le processus de réglage requiert environ 15 itérations du mouvement par
axe.• La séquence des mouvements entre FricIdInit et FricIdEvaluate ne
peut excéder 4 secondes.
Caractéristiques du produit - Controller software IRC5 373HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
5 Motion Performance5.2 Advanced Shape Tuning
Suite
5.3 WristMove
Généralités
Remarque
Cette fonctionnalité est incluse dans l'option Advanced robot motion, voirAdvanced robot motion [687-1] à la page 35.
WristMove est uneméthode d'interpolation qui n'utilise que deux axes pour effectuerle mouvement. Il est recommandé de l'utiliser dans des applications requérantl'amélioration de la précision des petites formes, comme par exemple desapplications de découpe. Pour des formes telles que de petits alésages, les effetsde friction des axes principaux (axes 1-3) du robot peuvent provoquer des écartsde trajectoire.WristMove est une méthode permettant de limiter le mouvementdes axes pour n'utiliser que deux axes de poignet, et ainsi minimiser les effets defriction sur la trajectoire. En outre, un mouvement avec interpolationWristMoveest plus rapide qu'un mouvement correspondant sansWristMove dans la mesureoù une charge moindre du robot doit être déplacée. L'utilisateur peut définir lapaire d'axes à utiliser pour le mouvement spécifique.
Caractéristiques• Méthode d'interpolation pour n'utiliser qu'une paire d'axes. Combinaisons
possibles : Axe 5/Axe 6, Axe 4/Axe 5 ou Axe 4/Axe 6• Prise en charge de toute forme consistant en un arc circulaire et des lignes
droites, comme par exemple des alésages, des encoches, des rectangles,etc.
• Entrée - Sortie -> toute forme• Activer le mode d'interpolation avant la création d'une forme• Utilisation en association avec l'instruction RAPID CirPathMode et les
instructions de mouvement pour arcs circulaires, à savoir MoveC, TrigC,CapC, etc.
CandidatureWristMove est une option pouvant être utilisée dans des applications de découpe,telles que la découpe au laser, la découpe au jet d'eau, l'acheminement, etc., afind'améliorer la précision requise par de petites formes. Cette solution est unefonction logicielle flexible et simple d'utilisation pouvant être appliquée à toutesorte d'application pour laquelle le robot doit effectuer des mouvements de petitesformes.Cette option peut permettre de réduire les écarts de trajectoire de 50%, voire plus,dans des circonstances favorables
Suite page suivante38 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
5 Motion Performance5.3 WristMove

PerformancesWristMove est particulièrement utile dans la découpe de petits alésages, ou autresmouvements similaires, avec un rayon jusqu’à 25 mm. Pour ces types demouvements, il est possible d’obtenir une précision d’environ ±0,1mm siWristMoveest utilisée à des vitesses de découpe normales. Cette précision correspond àl’écart radial entre le mouvement réel et le cercle programmé. Cela nécessitecependant un réglage précis de l’optionWristMove (consultez le Manueld’utilisation - IRC5 avec FlexPendant pour plus de détails et l’instructionCirPathMode décrite dans le Manuel de référence technique - Instructions,fonctions et types de données RAPID). Il est toutefois à noter quemême un réglageextrêmement précis ne permet pas de garantir la perfection systématique destrajectoires générées.WristMove peut potentiellement améliorer la durée de cycle dans la mesure où unmouvement avecWristMove est plus rapide qu'unmouvement correspondant sansinterpolationWristMove. La raison est qu'une charge moindre du robot doit êtredéplacée pour pouvoir obtenir le mouvement.
ExigencesAucune configuration matérielle ou logicielle n'est requise pour cette option.
Instructions RAPIDAucune instruction RAPID n'est incluse dans cette option.Le changement du mode d'interpolation s'effectue en définissant des paramètresdans l'instruction RAPID CirPathMode.
Limitations• L'optionWristMove ne peut pas être utilisée si le repère objet est en
mouvement• L'optionWristMove ne peut pas être utilisée si le robot est monté sur un rail
qui est en mouvement• Les instructions de mouvement ne peuvent s'appliquer qu'à des arcs
circulaires, à savoir MoveC, TrigC, CapC etc.• En cas de découpe d'alésages, ou d'autres formes, les bords seront coniques
selon le mouvement du robot et la distance entre l'outil et le repère objet• La hauteur de l'outil au-dessus de la surface et la distance au point de coupe
variera au cours de la découpe en raison du mouvement des deux seulsaxes.
Caractéristiques du produit - Controller software IRC5 393HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
5 Motion Performance5.3 WristMove
Suite

5.4 Absolute Accuracy, floor mounted [603-1]
ObjetLe concept d'étalonnage Absolute Accuracy assure une précision absolue TCP.La différence entre un robot idéal et un robot réel peut être de plusieurs millimètreset s'explique par les tolérances mécaniques et la déflexion de la structure du robotdue à la charge. La valeurAbsolute Accuracy permet de compenser ces différences.Voici quelques exemples pour lesquels cette précision est primordiale :
• Les possibilités de changement de robot• Programmation hors ligne avec un minimum de réglage ou aucun réglage• Programmation en ligne avec des mouvements précis et une réorientation
précise de l'outil• La programmation avec des mouvements de décalage précis en relation,
par exemple, avec le système de vision ou la programmation d'un décalage• Réutilisation des programmes entre les applications
L'optionAbsolute Accuracy est intégrée aux algorithmes du système de commandeafin de compenser cette différence et ne nécessite ni équipements, ni calculsexternes.
Remarque
Les données de performance s’appliquent à la version de RobotWare installésur le robot individuel.
xx1800002701
Éléments inclu dans lesChaque robot doté de l'option Absolute Accuracy est livré avec :
• paramètres de compensation enregistrés sur la carte de mesure série• un certificat de naissance représentant le protocole demesure de laAbsolute
Accuracy pour la séquence d'étalonnage et de vérification.
Suite page suivante40 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
5 Motion Performance5.4 Absolute Accuracy, floor mounted [603-1]
Les robot avec étalonnage Absolute Accuracy sont dotés d'une étiquettementionnant cette information sur le manipulateur.L’option Absolue Accuracy (Précision absolue) prend en charge les installationsau sol, suspendues et au plafond. Les paramètres de compensation enregistréssur la carte de mesure série du robot varient en fonction de l’option AbsoluteAccuracy (Précision absolue) sélectionnée.
Quand la fonctionnalité Absolute Accuracy est-elle utiliséeLa fonctionnalité Absolute Accuracy fonctionne sur les robots configurés sur descoordonnées cartésiennes, et non sur les articulations individuelles. Parconséquent, les mouvements reposant sur les articulations (comme MoveAbsJ)ne seront pas impactés.En cas d'inversion du robot, l'étalonnage Absolute Accuracy doit être effectué aumoment de l’inversion du robot.
Absolute Accuracy actifL'option Absolute Accuracy sera active dans les cas suivants :
• Toute fonction de déplacement basée sur les valeurs robtarget (commeMoveL) et ModPos sur robtargets
• Pilotage en réorientation• Pilotage manuel linéaire• Définition d'outil (définition d'outil à 4, 5 et 6 points, TCP fixe, outil
stationnaire)• Définition du repère objet
Option Absolute Accuracy non activeVoici plusieurs exemples durant lesquels l'option Absolute Accuracy n’est pasactive :
• Toute fonction de déplacement basée sur une valeur jointtarget (MoveAbsJ)• Articulation indépendante• Pilotage sur articulation• Axes supplémentaires• Unité de translation ("track motion")
Remarque
Dans un système de robot équipé par exemple d’un axe ou d'une unité detranslation en plus, l'option Absolute Accuracy est active pour la manipulateurmais pas pour l’axe ou l’unité de translation en plus.
Instructions RAPIDAucune instruction RAPID n'est incluse dans cette option.
Données de performancesLes données de performances sont indiquées dans caractéristiques du produitapplicables au manipulateur respectif.
Caractéristiques du produit - Controller software IRC5 413HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
5 Motion Performance5.4 Absolute Accuracy, floor mounted [603-1]
Suite

5.5 Motion Process Mode
Généralités
Remarque
Cette fonctionnalité est incluse dans l'option Advanced robot motion, voirAdvanced robot motion [687-1] à la page 35.
L'objectif de Motion Process Mode est de simplifier le réglage spécifique d'uneapplication, c'est-à-dire d'optimiser les performances du robot pour une applicationspécifique.Pour la plupart des applications, le mode par défaut constitue le meilleur choix.
Modes de processus de mouvement disponiblesUn mode de processus de mouvement comprend un ensemble spécifique deparamètres de réglage pour un robot. Chaque ensemble de paramètres de réglage,c'est-à-dire chaque mode, optimise le réglage du robot pour une classed'applications spécifique.Les modes suivants sont prédéfinis :
• Optimal cycle time mode – ce mode fournit le temps de cycle le plus courtpossible et représente normalement le mode par défaut.
• Accuracy mode – ce mode améliore la précision de la trajectoire. La duréedu cycle augmente légèrement par rapport à Optimal cycle time mode. Cechoix est recommandé pour améliorer la précision de la trajectoire sur lesrobots de petite à moyenne taille, par exemple IRB 2400 et IRB 2600.
• Low speed accuracy mode – ce mode améliore la précision de la trajectoire.La durée du cycle augmente légèrement par rapport à Accuracy mode. Cechoix est recommandé pour améliorer la précision de la trajectoire sur lesrobots de grande taille, par exemple IRB 4600.
• Low speed stiff mode : ce mode est recommandé pour les applications decontact avec une rigidité asservie maximale importante. Il peut égalementservir dans certaines applications à faible vitesse, dans lesquelles unminimum de vibrations de trajectoire est souhaité. Le temps de cycleaugmente par rapport au Low speed accuracy mode.
• Press tendingmode –ModifieKv Factor,Kp Factor et Ti Factor afin de réduireles vibrations de l’outil. Ce mode est essentiellement conçu pour lesapplications de conduite de presse où les appareils de préhension flexiblesavec une large extension dans la direction y sont utilisés.
Il existe également quatremodes disponibles pour le réglage utilisateur spécifiqueà une application :
• MPM User mode 1 – 4
Sélection du modeLe mode par défaut est automatiquement sélectionné et peut être modifié enchangeant le paramètre système Use Motion Process Mode pour le type Robot.
Suite page suivante42 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
5 Motion Performance5.5 Motion Process Mode

La modification de Motion Process Mode dans RAPID est possible uniquement sil'optionAdvancedRobotMotion est installée. Lemode peut êtremodifié uniquementlorsque le robot est immobile, sous peine d'appliquer un point fin.L'exemple suivant montre une utilisation courante de l'instruction RAPIDMotionProcessModeSet.
MotionProcessModeSet OPTIMAL_CYCLE_TIME_MODE;
! Do cycle-time critical movement
MoveL *, vmax, ...;
...
MotionProcessModeSet ACCURACY_MODE;
! Do cutting with high accuracy
MoveL *, v50, ...;
...
Caractéristiques du produit - Controller software IRC5 433HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
5 Motion Performance5.5 Motion Process Mode
Suite

Cette page a été volontairement laissée vierge

6 Motion Coordination6.1 MultiMove Coordinated [604-1]
GénéralitésL'option MultiMove Coordinated transforme un système de robot en systèmeMultiMove avec fonctionnalité de robots coordonnés.Un systèmeMultiMove est un système dans lequel le même système de commandecontrôle jusqu'à quatre robots, chacun étant équipé de son propre moduled'entraînement. Le systèmeMultiMove existe dans deuxmodes différents, à savoirindépendant et coordonné.Avec l'optionMultiMoveCoordinated, le systèmeMultiMove est capable de travaillersur une pièce de travail commune tout en étant coordonné sur un même repèreobjet. L'optionMultiMove Coordinated inclut également la fonctionnalitéMultiMoveIndependent.
Caractéristiques• Jusqu'à quatre robots coordonnés simultanément avec un repère objet
commun.• Jusqu’à sept tâches de mouvement simultanées, gérant par exemple quatre
robots, un positionneur et deux axes supplémentaires uniques• Le repère objet peut se déplacer au cours du traitement. Ce déplacement
peut être exécuté par un axe supplémentaire, par un positionneur multi-axe,ou par un ou plusieurs des robots du groupe MultiMove.
• N'importe quel robot d'un groupeMultiMove peut travailler indépendammenttandis que les autres opèrent de manière coordonnée. Pendant le cycle,vous pouvez changer de manière dynamique les robots coordonnés et lesrobots indépendants.
• La coordination est active à la fois enmode automatique et enmodemanuel.Dans ce dernier cas, cela signifie que les robots peuvent conserver leurposition et leur orientation par rapport au repère objet lorsqu'il est déplacévia le joystick.
• Fonctions d'étalonnage permettant de définir des systèmes de coordonnéesentre les robots ou les positionneurs.
• Synchronisation des mouvements dans différentes tâches. Les différentsmouvements sont effectués de manière synchronisée et simultanée.
• Interface utilisateur MultiMove sur FlexPendant• RobotWare - Multitasking• RobotWare - Multiple Axis Positioner
Candidature• Traitement multi robots sur une pièce de travail montée sur un positionneur• Traitement par un ou plusieurs robots sur une pièce de travail manipulée
par un autre robot (Positionneur Flex)
Suite page suivanteCaractéristiques du produit - Controller software IRC5 453HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
6 Motion Coordination6.1 MultiMove Coordinated [604-1]

• Déplacement d’objets lourds ou légers par plusieurs robots.
PerformancesEn matière de vitesse et d'accélération, les performances de déplacement desrobots d'un système MultiMove sont égales à celles d'un système à un robot. Laprécision de la trajectoire totale lorsqu'un robot déplace le repère objet sur lequelun autre robot effectue le traitement est équivalente à la précision combinée dechacun des deux robots. En d'autres termes, le nombre d'erreurs est inférieur ouégal à celui des robots opérant individuellement.Concernant la précision absolue, reportez-vous à la section Exigences à la page46.Pour le traitement RAPID très exigeant, il peut y avoir un léger impact sur le tempsde cycle par rapport à un système à robot simple. L'impact sur le temps de cycleest supérieur lorsque les robots fonctionnent en mode indépendant comparé aumode coordonné.
Exigences• Pour la communication avec les unités d’entraînement supplémentaires,
l'option matérielle 710-1 est requise.• Cette option est utile et requise uniquement pour les systèmes où la
coordination entre des robots et/ou des manipulateurs contrôlés à partir detâches différentes est nécessaire. Chaque tâche RAPID peut contrôler unrobot et jusqu'à six axes externes (positionneurs sans TCP).
• La coordination entre des robots contrôlés à partir de tâches différentesmaistravaillant sur un même repère objet mobile n'est possible que dans lesséquences de déplacement synchronisé (reportez-vous aux instructionsci-dessous). Avec un repère objet stationnaire, aucune synchronisation n'estnécessaire et l'option MultiMove Independent peut être utilisée.
• La précision du mouvement coordonné dépend évidemment de la précisionde la position de chaque robot. Pour obtenir la meilleure coordination possibleentre les robots, il est fortement recommandé d'utiliser Absolute Accuracy[603-1] sur les robots concernés.
LimitationsUn système MultiMove doit être considéré comme one machine, dans le sens oùtous les robots concernés sont toujours dans le même état, puisqu'il n'existe qu'unseul système de sécurité commun. Il est donc impossible d'utiliser MultiMove pourdes robots de différentes cellules.Quand un robot est déplacé le long d'un axe supplémentaire, comme une piste,la piste et le robot doivent être contrôlés par la même tâche. Cela implique que lemême axe supplémentaire ne pourra pas déplacer plusieurs robots. Il existe malgrétout deux exceptions possibles à cette configuration :
• Les robots travaillent indépendamment et les robots dans d'autres tâchesque celle qui contrôle l'axe supplémentaire n'ont pas besoin de connaîtreleur position selon le référentiel de l'atelier.
• Soit tous les robots déplacés par le même axe supplémentaire fonctionnentde manière synchronisée, en permanence (comme par exemple avec
Suite page suivante46 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
6 Motion Coordination6.1 MultiMove Coordinated [604-1]Suite

SyncMoveOn et un identno attaché à chaque instruction Move). La seuleexception possible (en dehors d'une séquence SyncMoveOn/SyncMoveOff),est l'utilisation de MoveAbsJ.
On peut utiliser un maximum de deux IRB 360 dans un système MultiMove.Cette option n'est pas disponible avec le IRC5C Compact système de commande.
Instructions RAPIDInstructions RAPID incluses dans cette option :
DescriptionInstruction
Activation d'une séquence de déplacement synchronisé pourau moins deux robots et manipulateurs
SyncMoveOn
Désactivation d'une séquence de déplacement synchroniséSyncMoveOff
Désactivation d'une séquence de déplacement synchronisé àpartir de n'importe quel emplacement du programme RAPID
SyncMoveUndo
Caractéristiques du produit - Controller software IRC5 473HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
6 Motion Coordination6.1 MultiMove Coordinated [604-1]
Suite

6.2 MultiMove Independent [604-2]
GénéralitésL'option MultiMove Independent transforme un système de robot en systèmeMultiMove avec fonctionnalité de robots indépendants.Un systèmeMultiMove est un système dans lequel le même système de commandecontrôle jusqu'à quatre robots, chacun étant équipé de son propre moduled'entraînement. Le systèmeMultiMove existe dans deuxmodes différents, à savoirindépendant et coordonné.Avec le systèmeMultiMove Independent, les robots fonctionnent indépendammentles uns des autres, c'est à dire qu'ils sont contrôlés par des tâches RAPID distinctes.Il est également possible d'exécuter les positionneurs indépendamment (contrôléspar des tâches RAPID distinctes).
Caractéristiques• Jusqu'à quatre robots dans un système MultiMove• Jusqu’à sept tâches de mouvement simultanées, gérant par exemple quatre
robots, un positionneur et deux axes supplémentaires uniques• Fonctionnement indépendant des robots d'un système MultiMove• Interface utilisateur MultiMove sur FlexPendant• RobotWare - Multitasking• RobotWare - Multiple Axis Positioner
CandidatureTraitement multi-robot où chaque robot opère indépendamment et est contrôlépar des tâches RAPID distinctes.
PerformancesLes performances de déplacement des robots dans un système MultiMove sontéquivalentes à celles d'un système à robot simple, en termes de vitesse etd'accélération. Pour le traitement RAPID très exigeant, il peut y avoir un légerimpact sur le temps de cycle par rapport à un système à robot simple. Danscertaines applications où les exigences de traitement RAPID sont élevées ainsique les exigences enmatière de performance du robot (par exemple les applicationsde prise et de placement avec deux robots IRB 360, l'impact sur le temps de cyclepeut être supérieur.
Exigences• Pour la communication avec les unités d’entraînement supplémentaires,
l'option matérielle 710-1 est requise.
LimitationsUn système MultiMove doit être considéré comme one machine, dans le sens oùtous les robots concernés sont toujours dans le même état, puisqu'il n'existe qu'unseul système de sécurité commun. Il est donc impossible d'utiliser MultiMove pourdes robots de différentes cellules.
Suite page suivante48 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
6 Motion Coordination6.2 MultiMove Independent [604-2]

Quand un robot est déplacé le long d'un axe supplémentaire, comme une piste,la piste et le robot doivent être contrôlés par la même tâche. Cela implique que lemême axe supplémentaire ne pourra pas déplacer plusieurs robots. Il existe malgrétout deux exceptions possibles à cette configuration :
• Les robots travaillent indépendamment et les robots dans d'autres tâchesque celle qui contrôle l'axe supplémentaire n'ont pas besoin de connaîtreleur position selon le référentiel de l'atelier.
• Soit tous les robots déplacés par le même axe supplémentaire fonctionnentde manière synchronisée, en permanence (comme par exemple avecSyncMoveOn et un identno attaché à chaque instruction Move). La seuleexception possible (en dehors d'une séquence SyncMoveOn/SyncMoveOff),est l'utilisation de MoveAbsJ.
On peut utiliser un maximum de deux IRB 360 dans un système MultiMove.Cette option n'est pas disponible avec le IRC5C Compact système de commande.
Instructions RAPIDAucune instruction RAPID n'est incluse dans cette option.
Caractéristiques du produit - Controller software IRC5 493HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
6 Motion Coordination6.2 MultiMove Independent [604-2]
Suite

6.3 Tracking unit interface [1552-1]
GénéralitésL’option Tracking unit interface est nécessaire pour paramétrer les applicationsde suivi du convoyeur à l’aide des unités de suivi du convoyeur à distance. Cetteoption est incluse dans les unités de suivi du convoyeur, option Conv.Trackingunit Int. [1550-1] et option Conv. Tracking unit Ext. [1551-1].
Caractéristiques• Connectez-vous aux unités de suivi du convoyeur à distance via une
connexion Ethernet• RobICI, un protocole de communication haute performance
CandidatureToute application utilisant le suivi du convoyeur : peinture, soudage à l’arc,prélèvement, etc.
PerformancesUn module de suivi du convoyeur peut communiquer simultanément avec40 systèmes de commande de robot.
Exigences• Unité de suivi du convoyeur à distance DSQC2000• Une option logicielle qui permet la fonctionnalité de suivi du convoyeur :
Conveyor Tracking [606-x] ou Prep. for PickMaster 3 [642-1]
Instructions RAPIDAucune instruction RAPID n'est incluse dans cette option.
50 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
6 Motion Coordination6.3 Tracking unit interface [1552-1]

6.4 Conveyor Tracking [606-1]
GénéralitésL'option Conveyor Tracking (également appelée Line Tracking ou suivi de chaînede fabrication) contient la fonction qui permet au robot de suivre un repère objetsur un convoyeur en mouvement. Lors du suivi sur le convoyeur, la vitesseprogrammée du TCP par rapport au repère objet reste régulière, même si leconvoyeur accélère ou ralentit un peu.
Caractéristiques• Convoyeurs linéaires et circulaires• Jusqu'à 4 convoyeurs simultanés. Possibilité d'alternance du suivi des
convoyeurs.• Jusqu'à 254 objets peuvent être organisés dans une file d'attente et manipulés
à l'aide d'instructions RAPID.• Possibilité de définir une fenêtre de démarrage dans laquelle doit se trouver
un objet avant le démarrage du suivi.• Possibilité de définir une distance de suivi maximale.• Si le robot est monté sur un système d'axe de translation parallèle, le système
peut être configuré de sorte que le suivi accompagne le convoyeur par rapportauquel il maintient la position relative.
• Le suivi d'un convoyeur peut être activé on the fly, c'est-à-dire sans qu'il soitnécessaire de s'arrêter à un point fin.
CandidatureToute application utilisant des convoyeurs : peinture, soudage à l'arc, prélèvement,etc.
PerformancesLorsque le convoyeur avance à une vitesse constante de 150 mm/s, le TCP nes'éloigne pas de plus de 2 mm de la trajectoire, comme lorsque le convoyeur eststatique. Lorsque le robot est stationnaire par rapport au convoyeur, le TCP nes'éloigne pas de plus de 0,7 mm de la position prévue.
Remarque
Vérifiez que le robot reste dans ses limites dynamiques lorsque vous ajoutez lemouvement du convoyeur et que le convoyeur est étalonné correctement.
ExigencesLes éléments matériels suivants sont indispensables pour mesurer la position duconvoyeur :
• DeviceNet• Carte d’encodeur DSQC 377B ou DSQC 2000
Consultez les caractéristiques de produit du robot correspondant.
Suite page suivanteCaractéristiques du produit - Controller software IRC5 513HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
6 Motion Coordination6.4 Conveyor Tracking [606-1]
Instructions RAPIDInstructions RAPID incluses dans cette option :
DescriptionInstruction
Établit la connexion à un repère objet de la fenêtre de démar-rage
WaitWObj
Déconnecte le repère objet actuelDropWObj
52 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
6 Motion Coordination6.4 Conveyor Tracking [606-1]Suite

6.5 Indexing Conveyor Control [606-2]
GénéralitésL'option Indexing Conveyor Control permet au robot de suivre un repère objet surun convoyeur d'indexage rapide. Un convoyeur d'indexage comporte un certainnombre de cloisons ou de logements de taille égale, où sont placés les objetsmanipulés. Pour recevoir un objet dans ce type de logement, il faut que le convoyeurs'arrête momentanément pour prendre l'objet puis qu'il se déplace très rapidementpour recevoir un nouvel objet dans le logement suivant, etc. Ce type de routine demouvements et d'arrêts successifs rapides sur des distances spécifiques s'appellel'indexage. Lors du processus d'indexage par le convoyeur, le robot va suivre lesobjets qui s'y trouvent et la position par rapport au repère objet restera régulière,même si le convoyeur accélère ou ralentit un peu lors de l'indexage.
Caractéristiques• Convoyeurs linéaires• Jusqu’à deux IRB 360 dans une configuration MultiMove, travaillant avec
des convoyeurs d’indexage séparés• Il est possible de gérer simultanément jusqu'à 2 convoyeurs d'indexage et
2 convoyeurs classiques. Possibilité d'alternance du suivi des convoyeurs.• Les convoyeurs d'amenage sont contrôlés par le système de robot, aucune
carte d'encodeur n'est donc nécessaire.• Synchronisation du convoyeur d'amenage avec les objets qui arrivent, via
une entrée numérique.• Jusqu'à 100 objets peuvent être organisés dans une file d'attente et manipulés
à l'aide d'instructions RAPID.• Possibilité de définir une fenêtre de démarrage dans laquelle doit se trouver
un objet avant le démarrage du suivi.• Possibilité de définir une distance de suivi maximale.• Le suivi d'un convoyeur peut être activé on the fly, c'est-à-dire sans qu'il soit
nécessaire de s'arrêter à un point fin.• Peut fonctionner indépendamment ou en combinaison avec PickMaster 3.
CandidatureToute application dans laquelle on utilise des convoyeurs d’indexage à grandevitesse, comme pour des applications demanipulation de petites pièces ou autres.Normalement, dans une application de « remplissage de boîte », un poste d’entréeva placer les objets sur le convoyeur d’indexage à une fréquence rapide. Aprèscela, le robot récupère les objets se trouvant sur le convoyeur d’indexage et lesplace sur un convoyeur de sortie.
Suite page suivanteCaractéristiques du produit - Controller software IRC5 533HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
6 Motion Coordination6.5 Indexing Conveyor Control [606-2]

PerformancesTypiquement, avec des boîtes d'une largeur de 50 mm, une capacité de charge durobot de 2 kg, une fréquence d'apport de produit de 7,5 Hz et des accélérations /décélérations allant jusqu'à 35 M/s2, le TCP restera dans les 2 mm de la trajectoire,comme on peut le constater sans mouvement de convoyeur.(Vérifiez que le robot reste dans ses limites dynamiques lorsque vous ajoutez lemouvement du convoyeur et que le convoyeur est étalonné correctement).
ExigencesComme le convoyeur d’indexage est contrôlé par le système de robot, il n’est pasnécessaire d’avoir de carte d’encodeur. Toutefois, s’il faut aussi manipuler despièces sur un convoyeur classique, il est nécessaire de disposer des élémentsmatériels permettant de mesurer la position du convoyeur, comme avec l’optionDeviceNet et la carte d’encodeur DSQC 377B. Consultez les caractéristiques deproduit de votre robot.Pour la synchronisation entre le convoyeur d'amenage et les objets entrants, unsignal de synchronisation doit être assuré au niveau d'une entrée numérique aumoins 200 ms à l'avance (fonction de la charge pour le robot).Pour s’assurer de la précision nécessaire, la transmission du convoyeur doit suivredes règles spécifiques (consultez le Application manual - Conveyor tracking).
Instructions RAPIDInstructions RAPID incluses dans cette option :
DescriptionInstruction
Établit la connexion à un repère objet de la fenêtre de démar-rage
WaitWObj
Déconnecte le repère objet actuelDropWObj
Initialisation du convoyeurIndCnvInit
Activation du mode d'amenageIndCnvEnable
Désactivation du mode d'amenageIndCnvDisable
Réinitialisation du mode d'amenage en mode normalIndCnvReset
Ajout d'un objet à la file d'attente des objetsIndCnvAddObject
LimitationsLe contrôle des convoyeurs d’indexage n’est possible qu’avec l'IRB 360.Le convoyeur d’indexage doit être équipé d’un ensemble demoteur ABB ; consultezle Application manual - Additional axes and stand alone controller.
54 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
6 Motion Coordination6.5 Indexing Conveyor Control [606-2]Suite

6.6 Sensor Synchronization [607-1]
GénéralitésLa fonction Sensor Synchronization ajuste la vitesse du robot par rapport à undispositif externe de déplacement (une presse ou un convoyeur, par exemple) parl'intermédiaire d'un capteur. Cette fonction peut également être utilisée poursynchroniser deux robots.Cette option Sensor Synchronization simplifie la programmation et améliore laproductivité de toute application de chargement/déchargement car elle permet decontrôler le statut du capteur et d'ajuster la vitesse automatiquement.La vitesse de TCP du robot est ajustée en fonction des informations du capteur.De cette manière, le robot atteint les valeurs robtarget programmées en mêmetemps que le périphérique externe atteint la position programmée. Lasynchronisation est démarrée/arrêtée à l'aide d'une instruction RAPID associéeaux instructions concernant le mouvement (points fins ou zones de raccordement).
Caractéristiques• Synchronisation de robot avec capteur : Jusqu'à 4 capteurs/robot• Activation à la volée• Valide pour tout type de mouvement• Accès RAPID au capteur et aux données de la file d'attente• File d'attente des objets, voir Conveyor Tracking
Candidature• Synchronisation des robots et des équipements de presse
PerformancesLe TCP reste dans un délai de +/- 50 ms par rapport à la position indiquée par lecapteur, pour les capteurs linéaires et une vitesse de capteur constante.
Instructions RAPIDInstructions RAPID incluses dans cette option :
InstructionInstruction
Démarrage/arrêt de la synchronisationSyncToSensor
Établit la connexion à un objet de la fenêtre de démarrageWaitSensor
Se déconnecte de l'objet actuelDropSensor
Caractéristiques du produit - Controller software IRC5 553HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
6 Motion Coordination6.6 Sensor Synchronization [607-1]
6.7 Analog Synchronization [607-2]
GénéralitésLa fonction Analog Synchronization ajuste la vitesse du robot par rapport à undispositif externe de déplacement (une machine par exemple) par l'intermédiaired'un capteur analogique linéaire placé sur le dispositif. Cette option AnalogSynchronization simplifie la programmation et améliore la productivité de touteapplication de chargement/déchargement car elle permet de contrôler le statut ducapteur et d'ajuster la vitesse automatiquement.La vitesse de TCP du robot est ajustée en fonction des informations du capteur.De cette manière, le robot atteint les valeurs robtarget programmées en mêmetemps que le périphérique externe atteint la position programmée. Lasynchronisation est démarrée/arrêtée à l'aide d'une instruction RAPID associéeaux instructions concernant le mouvement (points fins ou zones de raccordement).
Caractéristiques• Trajectoire d’entrée synchronisée• Trajectoire de sortie surveillée• Activation à la volée• Valide pour tout type de mouvement
CandidatureLors de l'utilisation de la fonction Analog Synchronization, les flux de travail durobot et des machines se chevauchent pour gagner du temps. Grâce à la fonctionAnalog Synchronization, lors de l'ouverture de la machine, dès qu'il y asuffisamment d'espace pour le robot entre les plateaux de la machine, le capteuractive le robot afin qu'il se déplace vers la machine en se synchronisant avec lesplateaux mobiles. Un accès rapide du robot permet de gagner du temps.À la fermeture de la machine, dès que la pièce a été saisie, le robot commence àse dégager de la machine. Dès que le robot a atteint le point de fermeture de lamachine sur sa trajectoire synchronisée, la machine entame sa fermeture. Lamachine se ferme en toute sécurité tandis que le robot s’en écarte. Une fermeturerapide de la machine permet aussi de gagner du temps. S’applique au moulagepar injection, aumoulage, à la conduite demachine ou à lamanipulation dematériel.
PerformancesLe TCP reste dans un délai de +/- 50 ms par rapport à la position indiquée par lecapteur, pour les capteurs linéaires et une vitesse de capteur constante.
ExigencesConsultez les caractéristiques de produit du système de commande du robot :
• Capteur analogique linéaire avec signal analogique compris entre 0 et 10 V(Balluf par exemple)
• Coupleur bus terrain pour le raccordement du capteur à l'IRC5• Carte d’E/S analogique pour (Solution tierce DeviceNet)
Suite page suivante56 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
6 Motion Coordination6.7 Analog Synchronization [607-2]

• En option : Electronic position switches
Instructions RAPIDInstructions RAPID incluses dans cette option :
InstructionInstruction
Démarrage/arrêt de la synchronisationSyncToSensor
Établit la connexion à un objet de la fenêtre de démarrageWaitSensor
Se déconnecte de l'objet actuelDropSensor
Limitations• 607-1 et 607-2 ne peuvent être combinées.
Caractéristiques du produit - Controller software IRC5 573HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
6 Motion Coordination6.7 Analog Synchronization [607-2]
Suite

Cette page a été volontairement laissée vierge
7 Motion Events7.1 World Zones [608-1]
GénéralitésL'optionWorld Zones permet de définir la zone dans l'espace dans laquelle le TCPfonctionne, ou la configuration d'articulation actuelle.
Caractéristiques• Définit le signal d'entrée/de sortie lorsque le TCP ou l'articulation se trouve
à l'intérieur ou à l'extérieur de la zone• Arrête le robot lorsqu'il a atteint une limite de zone• Zones cubiques, cylindriques, sphériques et d'articulation• Définir l'entrée/la sortie lorsque le robot est en position et en configuration
de repos• Activation automatique au démarrage ou activation/désactivation depuis le
programme RAPID• Actif en mode automatique et en mode manuel• Pour un système MultiMove, chaque robot dispose de ses propres zones
universelles, indépendantes les unes des autres.
Candidature
DescriptionCandidature
Lorsque le robot est démarré depuis un automate program-mable, celui-ci vérifie que le robot est situé dans les limites devolume correspondant à la configuration de repos. De cettemanière, les autres équipements peuvent se déplacer en toutesécurité dans la cellule.
Position de repos
Une zone pouvant comprendre d'autres équipements de cellule,le robot risque de ne pas pouvoir se déplacer correctement.
Protection de l'équipement
L'établissement d'une liaison entre les robots garantit qu'unseul robot à la fois fonctionne dans une zone. Cette fonction-nalité garantit également l'efficacité de ces opérations car lesrobots peuvent être configurés pour entrer immédiatementdans la cellule dès que le robot précédent a terminé ses tâches.
Robots fonctionnant dansla même zone
PerformancesPour des raisons de sécurité, cette fonction logicielle ne doit pas être utilisée pourla protection des individus. Utilisez un équipement de protection matérielle.
ExigencesAucune configuration matérielle ou logicielle spécifique n'est requise pour cetteoption.
Suite page suivanteCaractéristiques du produit - Controller software IRC5 593HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
7 Motion Events7.1 World Zones [608-1]

Instructions RAPIDInstructions RAPID incluses dans cette option :
DescriptionInstruction
Définit une zone universelle cubiqueWZBoxDef
Définit une zone universelle cylindriqueWZCylDef
Activation de la surveillance des limites de zone atelierWZLimSup
Définit une zone universelle sphériqueWZSpDef
Active la sortie numérique de zone universelleWZDOSet
Désactive la surveillance des zones universellesWZDisable
Active la surveillance des zones universellesWZEnable
Supprime la surveillance des zones universellesWZFree
Définit une zone globale dans les coordonnées d'articulationWZHomeJointDef
Définit une zone globale dans les coordonnées d'articulation, pour li-miter la zone de travail
WZLimJointDef
60 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
7 Motion Events7.1 World Zones [608-1]Suite

8 Motion Functions8.1 Independent Axis [610-1]
GénéralitésL'option Independent Axis permet de faire fonctionner un axe externe (linéaire ourotatif) indépendamment des autres axes dans le système de robot.Cette option comprend également la fonction Axis Reset qui permet de redéfinirle compte-tours de positionnement d'axe à partir de RAPID. L'option Axis Resetest utile pour les manœuvres répétées dans lesquelles une redéfinition (unrétablissement) mécanique de l'axe impliquerait des pertes dans le temps de cycledu processus.
Caractéristiques• Mouvement d'un axe, indépendant du mouvement du robot• Mouvements indépendants, programmés avec des positions absolues ou
relatives• Mouvement rotatif/linéaire continu d'un axe• Régulation de la vitesse d'un axe indépendant• Redéfinition du compte-tours de positionnement d'axe (axes 4, 6 et autres
axes (rotatifs))
Candidature
DescriptionCandidature
Robot fonctionnant avec plusieurs stations (axes supplémentaires).Un repère objet de la station 1 est soudé. Une fois cette opérationterminée, la station 1 est déplacée de manière à ce que l'échange derepère objet soit possible. En même temps, le robot soude le repèreobjet dans la station 2. La station 1 est déplacée indépendammentdu mouvement du robot, ce qui simplifie la tâche de l'opérateur etréduit le temps de cycle.
Soudage : Indepe-ndent Axis
Un robot vaporise le produit sur un objet en rotation constante, rotationexercée par un autre axe à l'avant du robot. La vitesse de cet axesupplémentaire peut être modulée pendant le processus pour demeilleurs résultats.
Projection plasma :Independent Axis
Lors du polissage, il est parfois nécessaire d'avoir une zone de travailimportante sur l'axe 6 du robot, de manière à ce que le polissage finalpuisse s'effectuer sans interruption. Supposons par exemple quel'axe a effectué 3 rotations. Il peut alors être redéfini à l'aide de cettefonction, sans qu'il soit nécessaire de rétablir physiquement sonemplacement d'origine. Les temps de cycle en sont logiquement ré-duits.
Polissage : Axis Re-set
PerformancesLes mouvements effectués offrent les mêmes performances que les autres axessans l'option Independent Axis.
Suite page suivanteCaractéristiques du produit - Controller software IRC5 613HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
8 Motion Functions8.1 Independent Axis [610-1]
ExigencesAucune configuration matérielle ou logicielle spécifique n'est requise pour cetteoption.
LimitationsLorsque le rapport de vitesse d'un axe n'est pas un nombre entier, un étalonnageprécis est requis après la réinitialisation du compte-tours sur la carte de mesuresérie si une position d'axe précise est nécessaire dans l'application.L'équipement et le câblage clients et internes peuvent limiter la capacité à utiliserla fonctionnalité d'axe indépendant sur les axes 4 et 6. Pour plus d'informationssur la capacité des axes 4 et 6 d'un robot spécifique, veuillez contacter ABB.L'option ne peut pas être utilisée avec :
• SafeMove I
• IRB 910SC (robot SCARA 4 axes)I Dans certains cas, l'option Independent Axis peut être combinée avec SafeMove2 si l'axe
supplémentaire ne déplace pas le robot, et que l’axe supplémentaire n’est pas surveillé parSafeMove. Contactez votre équipe commerciale ABB locale pour obtenir des informationssupplémentaires.
Remarque
La détection de collision est désactivée lorsqu’un axe au minimum se trouve enmode d’articulation indépendante. C’est aussi le cas lorsqu’un axe externe estutilisé dans le même mouvement comme articulation indépendante.
Instructions RAPIDInstructions RAPID incluses dans cette option :
DescriptionInstructions
Exécution continue d'un axeIndCMove
Exécution indépendante d'un axe sur une distance spécifiéeIndDMove
Exécution indépendante d'un axe jusqu'à une position définie dansle cadre d'une révolution, sans prise en compte du nombre de rotationsantérieures de l'axe
IndRMove
Exécution indépendante d'un axe jusqu'à une position absolueIndAMove
Vérification si un axe indépendant a atteint la position programméeIndInpos
Vérification si un axe indépendant a atteint la vitesse programméeIndSpeed
Paramétrage de l'axe sur un mode dépendant et/ou redéfinition de lazone de travail
IndReset
62 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
8 Motion Functions8.1 Independent Axis [610-1]Suite
8.2 Path Recovery [611-1]
GénéralitésL'option Path Recovery permet de stocker toutes les données système en casd'interruption (message d'erreur ou autre) et de les restaurer une fois toutes lesactions nécessaires entreprises.
Caractéristiques• Stockage des données de trajectoire (toutes les informations système
actuelles)• Restauration des données de trajectoire (toutes les informations système,
dans l'état où elles étaient avant l'interruption/l'erreur)
Candidature
DescriptionCandidature
Lorsqu'un message d'erreur apparaît, les données de position/trajec-toire peuvent être stockées et le robot se déplace automatiquementjusqu'à une zone d'entretien. Après l'entretien, le robot revient préci-sément à la même position, y compris toutes les données systèmeet il reprend le soudage.
Entretien des pincesde soudage
PerformancesAucune donnée concernant les performances pour cette option.
ExigencesAucune configuration matérielle ou logicielle spécifique n'est requise pour cetteoption.
Instructions RAPIDInstructions RAPID incluses dans cette option :
DescriptionInstruction
Stocke la trajectoire en cas d'interruptionStorePath
Rétablit la trajectoire après une interruptionRestorePath
Démarrage de l'enregistreur d'événementsPathRecStart
Arrêt de l'enregistreur de trajectoirePathRecStop
Déplacement vers l'arrière de l'enregistreur de trajectoirePathRecMoveBwd
Déplacement vers l'avant de l'enregistreur de trajectoirePathRecMoveFwd
Caractéristiques du produit - Controller software IRC5 633HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
8 Motion Functions8.2 Path Recovery [611-1]

8.3 Path Offset [612-1]
GénéralitésL'option Path Offset (corrections de trajectoire) modifie la trajectoire du robot enfonction des informations d'un capteur. Le robot peut alors suivre un contour telqu'un bord ou un soudage.Les corrections de trajectoire prennent effet immédiatement à la réception desdonnées du capteur et également pendant le mouvement entre deux positions.Les corrections de trajectoire sont entrées dans le programme RAPID. L'optionPath Offset peut être utilisée dans le système de coordonnées de trajectoire.
Caractéristiques• Suivi d'une trajectoire de robot à l'emplacement décalé défini par l'utilisateur• Lecture du décalage de la trajectoire actuelle• Modification du décalage de trajectoire en action
Candidature
DescriptionCandidature
Option utilisée principalement en soudage à l'arc pour effectuerle suivi d'un repère objet à une certaine distance.
Path offset
Un capteur est utilisé pour définir l'entrée du robot et corrigerla trajectoire pendant le mouvement. L'entrée peut être définievia une entrée analogique, une liaison série ou tout autremoyen dumême type. L'optionMultitasking ou les interruptionspermettent de lire ces informations à des intervalles définis.La trajectoire peut alors être ajustée sur la base de la valeurde l'entrée.
PerformancesDécalage minimum : 0,1 mm.
Remarque
L'instruction CorrWrite est conçue avec une vitesse lente et des valeursmodérées de correction. Des valeurs trop agressives seront bloquées. Les valeursde correction doivent être testées dans RobotStudio pour confirmer laperformance.
ExigencesAucune configuration matérielle ou logicielle spécifique n'est requise pour cetteoption.
Instructions RAPIDInstructions RAPID incluses dans cette option :
DescriptionInstruction
Activation de la correction de trajectoireCorrCon
Désactivation de la correction de trajectoireCorrDisCon
Suite page suivante64 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
8 Motion Functions8.3 Path Offset [612-1]

DescriptionInstruction
Lecture de la correction de la trajectoire actuelleCorrRead
Modification de la correction de trajectoireCorrWrite
Supprime tous les générateurs de correctionCorrClear
Caractéristiques du produit - Controller software IRC5 653HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
8 Motion Functions8.3 Path Offset [612-1]
Suite
8.4 SoftMove [885-1]
GénéralitésSoftMove est un servo mou cartésien en option qui permet au robot d’êtreconfigurable ou flottant afin de s’adapter aux contraintes externes ou aux variationsdes objets de travail. SoftMove peut abaisser la rigidité du robot dans un senscartésien prédéfini (par rapport soit à l’outil, soit à l’objet de travail), tout enconservant son comportement originel dans les autres sens. Le comportement demollesse est contrôlé par deux paramètres, Stiffness et Damping. Avec SoftMove,le robot reste adaptable dans les sens spécifiés uniquement, ce qui contribue àconserver sa grande précision et sa fiabilité. Cette option permet de réduire lestemps de programmation et de disposer d’une interaction accrue entre le robot etla machine, ce qui réduit les temps de cycle
CaractéristiquesSoftMove est utilisé pour définir la mollesse dans l'un des sens suivants :
• l'un des sens cartésiens (x, y ou z)• l'un des plans cartésiens (xy, xz ou yz)• tous les sens (xyz)• le plan xy et rotation autour de l'axe z
ApplicationsConduite machine de plusieurs machines, comme par exemple des machines àcouler sous pression, presses à mouler par injection, machines-outils, etc.Extraction de pièces de la machine
• Insertion de pièces dans la machine – le robot tient ou pousse• Extraction de pièces de la machine• Placement / récupération d’un objet de travail dans un outil• Placement d’un élément moulé ou coulé dans un montage• Échange d’outils sur des machines périphériques• Absorption des chocs et des vibrations
Fonctions d’assemblage• Encadrement – un robot tient et appuie une pièce vers le reste de la
carrosserie de voiture, tandis qu’un autre processus fixe la pièce sur lacarrosserie
• Fonctions d’assemblage simple ne nécessitant ni recherche, ni ajustementSoudage
• Tient-et-soude• Soudage sur miroir de soudage
Conduite de presse• Suivi de mouvement de presse
Suite page suivante66 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
8 Motion Functions8.4 SoftMove [885-1]
Polissage/rectification• Applications de polissage et de rectification à contraintes faibles ne
nécessitant pas de retour du procédé
Instructions RAPIDConsultez Application manual - SoftMove.
LimitationsCollision Detection est désactivée lorsque l’on active SoftMove.On ne peut activer et désactiver SoftMove que sur des points précis.SoftMove ne fonctionne pas pour les robots 4 axes, par exemple IRB 360, IRB 660et IRB 910SC.SoftMove ne fonctionne pas avec :
• MultiMove Coordinated• Des fonctions de suivi comme CorrWrite, Conveyor Tracking, le suivi des
joints et WeldGuide.• Des options de contrôle de force
CSSAct n'active pas le contrôle demouvement. Il faut une instruction demouvementpour activer le contrôle de mouvement.
Caractéristiques du produit - Controller software IRC5 673HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
8 Motion Functions8.4 SoftMove [885-1]
Suite

Cette page a été volontairement laissée vierge
9 Motion Supervision9.1 Collision Detection [613-1]
GénéralitésL'option logicielle Collision Detection permet de réduire les forces des impacts decollision sur le robot. De cette manière, le robot et l'équipement externe sontprotégés contre tout dégât grave.
Caractéristiques• Protection du robot et de l'équipement• Protection contre les collisions en provenance de toutes les directions• Le robot s'immobilise et revient en arrière, en suivant la trajectoire
programmée• Réduction de la force de collision à 30 % maximum
CandidatureLe système détecte les niveaux anormaux de couple sur un axe de robot (pour lesautres axes, seuls les positionneurs répertoriés ci-après sont pris en charge) etarrête le robot rapidement. Le robot reprend alors sa position d'origine, de manièreà éviter les forces entre le robot et l'environnement.
PerformancesLa sensibilité (avec réglage par défaut) est au moins comparable à celle de lasolution mécanique (embrayage mécanique) et, dans la plupart des cas, elle estde meilleure qualité. Par ailleurs, l'option Collision Detection présente l'avantagede ne pas occasionner de volume ni de masse supplémentaire, et ne provoqueaucune usure. Il n'est pas nécessaire d'établir la connexion au circuit d'arrêtd'urgence, le retour à la position d'origine après collision est automatique et leréglage, ajustable.En règle générale, le réglage n'est pas nécessaire, mais la sensibilité peut êtremodifiée à partir d'une instruction RAPID ou manuellement. L'option CollisionDetection peut également être complètement désactivée pour une partie duprogramme. Cette désactivation peut s'avérer nécessaire lorsque le robot fait l'objetde forces de processus importantes.
ExigencesCette option est disponible pour tous les types de robot et pour les positionneurs :
• IRBP A• IRBP K• IRBP L• IRBP R
Suite page suivanteCaractéristiques du produit - Controller software IRC5 693HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
9 Motion Supervision9.1 Collision Detection [613-1]

Instructions RAPIDInstruction RAPID incluse dans cette option :
DescriptionInstruction
Modification de la sensibilité de la détection de collision ouactivation/désactivation de la fonction.
MotionSup
70 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
9 Motion Supervision9.1 Collision Detection [613-1]Suite

9.2 Collision Avoidance
GénéralitésLa fonction Collision Avoidance (Évitement des collisions) est incluse dans CollisionDetection [613-1] et surveille un modèle géométrique détaillé du robot et d’autreséquipements pour prévenir les collisions. En définissant desmodèles géométriquessupplémentaires présents dans l’enveloppe de travail du robot, Collision Avoidancegarantit que si deux modèles géométriques s’approchent trop l’un de l’autre, lesystème de commande avertit d’une collision probable et arrête le robot.Cette fonction est utile, par exemple, lors de la configuration et du test deprogrammes, ou pour des programmes dont les positions ne sont pas statiquesmais créées à partir de capteurs, tels que des caméras (programmes nondéterministes).Collision Avoidance n’est cependant pas une garantie pour éviter les collisionspuisqu’il nécessite une modélisation adéquate de la cellule robotisée.
Remarque
L'utilisateur doit toujours veiller à éviter les collisions avec l'équipement externe,puisqu'une collision pourrait endommager la structure mécanique du bras.
CaractéristiquesEn plus du robot lui-même, la fonction surveillera jusqu’à 10 objets créés via leconfigurateur dans RobotStudio. Les objets types à surveiller sont les outils montéssur la bride du robot, les équipements supplémentaires montés sur le bras durobot (généralement l’axe 3) ou le volume statique autour du robot.
2xx180000256
2xx180000256
Dans l’exemple ci-dessus, il y a des modèles géométriques des bras du robot, desoutils montés sur les brides des outils et l’équipement BullsEye au sol. La deuxièmefigure illustre les volumes surveillés par Collision Avoidance.
Suite page suivanteCaractéristiques du produit - Controller software IRC5 713HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
9 Motion Supervision9.2 Collision Avoidance

ExigencesCette fonction nécessite l’option Collision Detection [613-1].
Limitations• La fonctionnalité Collision Avoidance entre 2 robots (ou plus) ne peut être
assurée qu’en utilisant un système MultiMove.• Il n’y a pas de prise en charge pour les applications qui réalisent des
corrections sur la trajectoire, comme le suivi du convoyeur,WeldGuide, ForceControl, SoftMove, SoftAct, etc.
• Les robots de peinture IRB 360ne sont pas pris en charge.• Seul le mode de pilotage standard (non réactif) est pris en charge.
Instructions RAPIDInstruction RAPID incluse dans cette option :
DescriptionInstruction
Peut être utilisé pour vérifier si un jointtarget spécifié est exe-mpt de collision ou non. Il est possible de spécifier plusieursjointtarget sur les systèmes MultiMove.
IsCollFree
72 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
9 Motion Supervision9.2 Collision AvoidanceSuite
10 Communication10.1 FTP & SFTP Client [614-1]
Généralités
Remarque
Dans la fiche technique, cette option s’appelle FTP, SFTP and NFS client étantdonné que ces fonctions sont réunies dans la même option.
L’option permet de lire les informations à partir d’un ordinateur à distance,directement depuis le contrôleur.Une fois le protocole d’application configuré, il est possible d’accéder à l’ordinateurà distance de la même manière que pour le disque dur interne du contrôleur.
PerformancesAucune donnée concernant les performances pour cette option.
ExigencesL’exécution de FTP a un ensemble limité de serveurs FTP autorisés. Les serveurssuivants sont autorisés :
• vsftd 1.2.2 (ReadHat Linux 9.0)• MS IIS, (Windows XP SP2)• Serv-U, 6.4 (Windows XP SP2)• ftp (HP-UX version 10.20)• Serveur ftp différent, version 3.0 (Windows XP SP2)
Instructions RAPIDAucune instruction RAPID n'est incluse dans cette option.
Caractéristiques du produit - Controller software IRC5 733HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
10 Communication10.1 FTP & SFTP Client [614-1]
10.2 NFS Client
Généralités
Remarque
Cette option est intégrée à l’option 614-1 FTP, SFTP and NFS client.
L’option NFS client (Réseau Fichier Système) permet de lire les informations àpartir d’un ordinateur à distance, directement depuis le contrôleur.Une fois le protocole d’application configuré, il est possible d’accéder à l’ordinateurà distance de la même manière que pour le disque dur interne du contrôleur.
PerformancesAucune donnée concernant les performances pour cette option.
ExigencesL’exécution de NFS a un ensemble limité de serveurs NFS autorisés. Les serveurssuivants sont autorisés :
• OmniNFS version 4.3 (Windows XP SP2)• Distinct, version 3.0 (Windows XP SP2)• nsf (HP-UX, version 10.20)
Instructions RAPIDAucune instruction RAPID n'est incluse dans cette option.
74 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
10 Communication10.2 NFS Client
10.3 PC Interface [616-1]
Généralités
Remarque
Cette option comprend aussi Socket Messaging (voir Socket Messaging à lapage 82).
L'option PC Interface fournit l'interface de communication entre le système decommande du robot et les PC connectés au réseau.
Caractéristiques• Sauvegardemanuelle du robot sur un PC en réseau (inclus dansRobotStudio)• L'interface serveur OPC pour l'intégration SCADA se trouve dans le package
de téléchargement RobotWare.• Interface de communication à utiliser avec les logiciels industriels ABB
(WebWare et PC-SDK).• RAPID Message Queue (voir la description dans RAPID Message Queue à
la page 100).
Candidature
DescriptionCandidature
RobotStudio offre des outils manuels pour la mise en servicedes robots, y compris les activités du type mise à jour/initiali-sation du logiciel système,mise à jour des paramètres système,programmation et enregistrement RAPID du fichier de consi-gnation du robot. L'option PC Interface permet de connecterRobotStudio à un système de commande via un réseau local(LAN). En cas d'absence de l'option PC Interface, RobotStudiose connecte uniquement via le port de service local.
RobotStudio
Le serveur OPC IRC5 est une interface OPC vers le systèmede commande IRC5 (conformément à la norme OPC).
IRC5 OPC Server
WebWare™ Server offre une solution permanente, 24h/24, decontrôle automatisé de version et de sauvegarde des progra-mmes de robot. Il permet également l'accès, local et distant,aux rapports de production et aux informations de diagnosticà l'aide d'un navigateur Internet standard.
WebWare Server
PC-SDK, qui est inclus dans RobotStudio, permet aux intégra-teurs système et aux utilisateurs de programmer leurs propresinterfaces opérateur pour le système de commande du robotIRC5. Ces applications personnalisées sont soit ajoutées à lafonctionnalité générale du FlexPendant à l'aide de FP-SDK,soit peuvent fonctionner en tant qu'applications PC indépenda-ntes avec PC-SDK. Il faut disposer de l'option PC Interfacepour utiliser une application PC avec un robot.
PC - SoftWare DeveloperKit
ExigencesL'application doit être développée avec le produit logiciel : PC-SDK.
Suite page suivanteCaractéristiques du produit - Controller software IRC5 753HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
10 Communication10.3 PC Interface [616-1]

Instructions RAPIDInstruction RAPID incluse dans cette option :
DescriptionInstruction
Envoie un message au PC réseauSCWrite
76 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
10 Communication10.3 PC Interface [616-1]Suite

10.4 IoT Gateway
10.4.1 IoT Date Gateway [1582-1]
GénéralitésL'option IoT Data Gateway [1582-1] est requise pour permettre à l’IoT Gateway decommuniquer avec RobotWare.L’IoT Gateway est une application qui partage des informations entre le systèmede commande de robot et d'autres composants du processus/de l’unité deproduction. Les informations peuvent être configurées selon le format standardOPC UA ou MQTT avec un format défini par le client.L’application IoT Gateway est déployée/installée sur un ordinateur ou serveurWindows du client, connecté aumême réseau que le ou les systèmes de commandede robot et peut accéder aux données à partir de plusieurs systèmes de commandede robot de manière simultanément (chaque système de commande de robot doitavoir l’option IoT Data Gateway [1582-1].)Le pack de logiciels d'application est disponible au téléchargement surABB-Developer Center (robotstudio.com)(https://developercenter.robotstudio.com).Le pack de téléchargement comprend un Manuel d’application (3HAC078375-001)et un tutoriel vidéo, qui illustrent la configuration et l’utilisation de la IoT Gateway.L’option IoT Data Gateway [1582-1] inclut l’option PC Interface [616-1].
Caractéristiques du produit - Controller software IRC5 773HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
10 Communication10.4.1 IoT Date Gateway [1582-1]

10.5 FlexPendant Interface [617-1]
GénéralitésL'option FlexPendant Interface permet de télécharger et d'exécuter les interfacesopérateur développées par l'utilisateur sur le FlexPendant.
Caractéristiques• Téléchargement et exécution des interfaces opérateur sur le FlexPendant• Interface opérateur propre à l'application visible en tant que nouvelle entrée
dans le menu ABB du FlexPendant• RAPID Message Queue (voir Multitasking [623-1] à la page 85)
Candidature
DescriptionCandidature
FP-SDK, qui est inclus dans RobotStudio, permet aux intégra-teurs système et aux utilisateurs de programmer leurs propresinterfaces opérateur pour le système de commande du robotIRC5. Ces applications personnalisées sont soit ajoutées à lafonctionnalité générale du FlexPendant à l'aide de FP-SDK,soit peuvent fonctionner en tant qu'applications PC indépenda-ntes avec PC-SDK. Il faut disposer de l’option FlexPendantInterface pour exécuter l’application FlexPendant sur le Flex-Pendant.
FlexPendant - SoftWareDeveloper Kit
FP-SDK est complètement intégré à Visual Studio 2005. Le support de conceptionvisuel de Visual Studio 2005 permet de construire une interface graphique utilisateursur l'application FlexPendant. La fonctionnalité qui cible le système de commandedu robot est développée en langages de programmation .NET C# ou Visual Basic,disponibles dans VS 2005. Il est possible de déployer une application FlexPendantpour un client en option supplémentaire. On peut aussi l'ajouter au répertoireHOME via l'assistant Gestionnaire d'installation.
PerformancesAucune donnée concernant les performances pour cette option.
ExigencesL'application doit être développée avec le produit logiciel : FP-SDK.
Instructions RAPIDAucune instruction RAPID n'est incluse dans cette option.
78 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
10 Communication10.5 FlexPendant Interface [617-1]

10.6 Field bus Command Interface [618-1]
Généralités
Remarque
Cette fonction est intégrée dans RobotWare - OS.
L'option Field bus Command Interface est utilisée lors du transfert de commandesou demessages autres que les signaux d'E/S du système de commande vers/depuisdes unités connectées via le DeviceNet physique.
Caractéristiques• Ouverture d'une unité DeviceNet• Lecture depuis une unité DeviceNet• Écriture dans une unité DeviceNet• Fermeture d'une unité DeviceNet
CandidatureCette option est utilisée, par exemple, lorsque le poste de commande intelligentd'un équipement externe est relié au système de commande de robot via le busDeviceNet.Une fois que cette unité est configurée comme périphérique sur DeviceNet, vouspouvez la traiter comme d'autres périphériques de communication (en utilisant parexemple les commandes RAPID Open\Bin, Close, ReadRawBytes,WriteRawBytes).
PerformancesL'option Fieldbuses Command Interface peut gérer des blocs de données d'unetaille de 1024 octets.
ExigencesCette option requiert l'option DeviceNet et l'option File and Serial Channel Handling.Voir File and Serial Channel Handling à la page 20.
Instructions RAPIDInstructions RAPID incluses dans cette option :Pour l'ouverture et la fermeture, utilisez les instructions Open et Close standard.
DescriptionInstruction
Compresse l'en-tête d'un message DeviceNetPackDN Header
Caractéristiques du produit - Controller software IRC5 793HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
10 Communication10.6 Field bus Command Interface [618-1]

10.7 RobotStudio App Connect [688-1]
GénéralitésRobotStudio App Connect permet d'utiliser des tablettes standard disponiblesdans le commerce pour la mise en service dans l'atelier à la place du FlexPendant.
CaractéristiquesPermet d'interagir avec le système de commande du robot à l'aide des applisRobotStudio Online.
CandidatureRobotStudio Online est une suite d'applis pour tablettes Windows permettantd'interagir avec le système de commande IRC5.Les applis RobotStudio Online suivantes sont disponibles en téléchargementgratuit dans la boutique Windows Store :
RobotStudio Online ManageRobotStudio Online Manage est un outil de gestion des robots industriels ABBavec des systèmes de commande IRC5 sur un réseau. Le réseau peut être diviséen groupes. Des informations d'état s'affichent pour un système de commande derobot spécifique ou pour un groupe.Caractéristiques :
• Affichage de l'état d'un ou de plusieurs systèmes de commande de robot• Affichage des journaux d'événements avec des messages à code couleur• Affichage des données et propriétés du système de commande• Enregistrement des données de diagnostic• Sauvegarde• Localisation des systèmes de commande de robot• Vue des signaux d'entrée/de sortie• Lancement d'une autre appli RobotStudio Online
RobotStudio Online AdjustRobotStudio Online Adjust est un outil d'étalonnage et de définition des référentielspour un robot industriel ABB avec un système de commande IRC5.Caractéristiques :
• Définition du référentiel de base• Définition de l'outil, du repère objet et de la charge utile• Étalonnage précis• Mise à jour du compte-tours• Exécuter les routines de service
RobotStudio Online JogRobotStudio Online Jogest un outil de positionnement manuel (pilotage) d'un robotindustriel ABB avec un système de commande IRC5. Le robot peut être déplacéà l'aide de différents réglages et directions.
Suite page suivante80 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
10 Communication10.7 RobotStudio App Connect [688-1]

Caractéristiques :• Pilotage manuel d'un axe• Pilotage manuel d'un outil de façon linéaire• Réorientation d'un outil• Modification des paramètres• Pilotage manuel de supervision• Alignement de l'outil sur le repère objet
RobotStudio Online TuneRobotStudio Online Tune est un outil de modification des programmes RAPIDdans l'atelier.Caractéristiques :
• Démarrage et avance pas à pas d'un programme RAPID• Coupe, copie et collage de RAPID• Commentaire et suppression du commentaire des lignes RAPID• Manipulation du pointeur de programme• Chargement et déchargement de programmes et modules RAPID
PerformancesAucune donnée concernant les performances pour cette option.
Exigences• Le système de commande doit être connecté à un réseau sans fil.• Pour déplacer le robot en mode manuel (pilotage manuel ou exécution du
programme), les options [976-1] T10 ou [983-1] Jokab sont obligatoiresconformément aux réglementations de sécurité.
Instructions RAPIDAucune instruction RAPID n'est incluse dans cette option.
Caractéristiques du produit - Controller software IRC5 813HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
10 Communication10.7 RobotStudio App Connect [688-1]
Suite
10.8 Socket Messaging
GénéralitésLe but de Socket Messaging est d'autoriser un programme RAPID à échanger desmessages TCP/IP, via un réseau, avec un programmeC/C++ sur un autre ordinateurou avec un programme RAPID sur un autre système de commande de robot.Socket Messaging envoie et reçoit des messages via le canal Ethernet permanentdu système de commande du robot (qui peut être utilisé simultanément pour unautre trafic réseau, par exemple la communication avec RobotStudio ouWebWareServer).Socket Messaging est une norme prise en charge, entre autres, par UNIX etMicrosoft Windows.
Caractéristiques• Création et fermeture des sockets• Configuration d'une session de communication• Envoi et réception de données
CandidatureLes sockets peuvent être utilisés pour tout type de communication réseau entredes ordinateurs/systèmes de commande. Voici des exemples classiques decommunication :
• Deux systèmes de commande de robot qui échangent des informationsd'interverrouillage
• Communication entre un système de commande de robot et despériphériques, tels que des capteurs, des lecteurs de codes-barres ou descontrôleurs de processus
• Communication entre tâches au sein du même système de commande
PerformancesAucune donnée concernant les performances pour cette option.
ExigencesAucune configuration matérielle ou logicielle spécifique n'est requise pour cetteoption.
Instructions RAPIDInstructions RAPID incluses dans cette option :
DescriptionInstruction
Créer un socket et l'affecter à une variable socketdevSocketCreate
Fermer un socket et libérer toutes les ressourcesSocketClose
Associer un socket au numéro de port spécifiéSocketBind
Faire en sorte que l'ordinateur agisse en tant que serveur etaccepte les connexions entrantes
SocketListen
Suite page suivante82 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
10 Communication10.8 Socket Messaging

DescriptionInstruction
Adresser une demande de connexion à un ordinateur distantSocketConnect
Accepter une demande de connexion entranteSocketAccept
Envoyer des données via une connexion de socket à un ordi-nateur distant
SocketSend
Recevoir des données et les stockerSocketReceive
Renvoie l'état en cours d'une variable socketdevSocketGetStatus
Caractéristiques du produit - Controller software IRC5 833HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
10 Communication10.8 Socket Messaging
Suite

Cette page a été volontairement laissée vierge

11 Engineering Tools11.1 Multitasking [623-1]
GénéralitésL'option Multitasking permet d'exécuter jusqu'à 20 programmes (tâches) enparallèle, y compris le programme principal. Vous pouvez utiliserMultitasking pourcontrôler l'équipement périphérique ou d'autres processus en même temps quele mouvement du robot.
Caractéristiques• Démarrage automatique à la mise sous tension• Commandes START/STOP pour l'exécution des tâches• Les tâches sont programmées à l'aide des instructions RAPID standard• Vous pouvez définir des priorités parmi les tâches• Tous les signaux d'entrée et de sortie et le système de fichiers sont
accessibles pour chaque tâche• RAPID Message Queue
Candidature
DescriptionCandidature
Une tâche permet, par exemple, de surveiller certains signauxen continu même lorsque le programme principal s'est arrêté,prenant ainsi le relais des opérations normalement affectéesà un automate programmable.
Supervision
Une boîte de dialogue opérateur peut être nécessaire au mo-ment où le robot effectue une opération comme le soudage,par exemple. En plaçant cette boîte de dialogue opérateur dansune tâche parallèle, l'opérateur peut spécifier les donnéesd'entrée du cycle de travail suivant sans avoir à arrêter le robot.
Boîte de dialogue opéra-teur
Le robot peut contrôler un équipement externe en parallèleavec l'exécution du programme classique.
Contrôle d'équipement ex-terne
PerformancesVous pouvez configurer la réponse de la tâche aux demandes START/STOP ouson démarrage automatique. Dans le second cas, elle ne s'interrompt pas auxarrêts d'urgence, ce qui peut être utile pour certaines applications.
Remarque
Le temps de réponse de l'optionMultitasking est différent de celui d'un automateprogrammable. L'optionMultitasking est conçue principalement pour les tâchesmoins exigeantes.Le temps de réponse normal est de 5-120 ms. Dans les cas où un importantcalcul de mouvement est réalisé, ce temps est plus long.
Suite page suivanteCaractéristiques du produit - Controller software IRC5 853HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
11 Engineering Tools11.1 Multitasking [623-1]

ExigencesAucune configuration matérielle ou logicielle spécifique n'est requise pour cetteoption.
Instructions RAPIDInstructions RAPID incluses dans cette option :
DescriptionInstruction
Synchronise plusieurs tâches de programme à un point spécialdans chaque programme.
WaitSyncTask
86 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
11 Engineering Tools11.1 Multitasking [623-1]Suite

11.2 Continuous Application Platform [624-1]
GénéralitésLa plate-forme logicielle Continuous Application Platform (CAP) est destinée auxapplications où le facteur temps est essentiel et où un processus continu (soudageà l'arc, par exemple) doit être synchronisé avec le mouvement TCP du robot.Le public ciblé regroupe les ingénieurs d'applications évoluées et les intégrateurssystème (pour le soudage à l'arc, le soudage au laser ou la découpe au laser, parexemple). Les avantagesmajeurs offerts par cette option concernent les domainessuivants :
• Temps de développement• Temps d'exécution du programme• Aspect général identique des applications• Kernel logiciel stable (RobotWare)
Caractéristiques• Instructions RAPID et types de données spéciaux• Instruction unique pour le contrôle du mouvement et du processus• Prise en charge de l'encapsulation du processus et du mouvement dans les
enveloppeurs RAPID fournis à l'utilisateur final• Prise en charge des points de départ/d’arrivée de survol
CandidatureCréation de logiciels d'application évolués avec un processus continu àsynchroniser avec le mouvement du robot (soudage à l'arc, découpe au laser ousoudage au laser, par exemple).
PerformancesPartie du kernel RobotWare et instructions RAPID : La plate-forme CAP est conçuepour prendre en charge des demandes d'application continues sécurisées rapideset de qualité. Le développeur de l'application définit le degré de facilité d'utilisationen masquant la complexité du processus à l'utilisateur final.
ExigencesAucune configuration matérielle ou logicielle spécifique n'est requise pour cetteoption.
Instructions RAPIDConsultez la section Application manual - Continuous Application Platform
Caractéristiques du produit - Controller software IRC5 873HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
11 Engineering Tools11.2 Continuous Application Platform [624-1]

11.3 Optical Tracking [813-1]
GénéralitésL'optionOptical Tracking est identique à l'optionOptical Tracking Arc [660-1], saufqu'elle est intégrée aux instructions de mouvement CAP au lieu des mouvementsde soudage à l'arc.Cela veut dire que l'on peut utiliser Optical Tracking avec des instructions deprocessus personnalisées, qui utilisent l'option CAP, voir Continuous ApplicationPlatform [624-1] à la page 87.Pour en savoir plus, reportez-vous à Optical Tracking Arc [660-1] à la page 150.
88 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
11 Engineering Tools11.3 Optical Tracking [813-1]

11.4 Tracking Interface [1553-1]
GénéralitésLa nouvelle option Tracking Interface permet au client d’utiliser un équipementexterne comme source de correction de trajectoire du robot. L’interface est faciled’accès : soit en utilisant des signaux d’entrée ou de sortie analogiques, soit desimples données persistantes RAPID pour apporter des corrections. L’interfaceest configurée simplement avec une instruction RAPID. La nouvelle TrackingInterface peut être utilisée conjointement avec CAP et RW Arc.Certains domaines d’utilisation sont, par exemple, le contrôle de hauteur pour lesoudage plasma ou le soudage TIP TIG.
CaractéristiquesCapAPTrSetupAI permet de configurer un suiveur au niveau du point contrôlé pardes signaux d’entrée analogiques.CapAPTrSetupAO permet de configurer un suiveur au niveau du point contrôlépar des signaux de sortie analogiques.CapAPTrSetupPERS permet de configurer un suiveur au niveau du point contrôlépar des variables persistantes.
ExigencesArc [633-4] ou CAP [624-1]
Caractéristiques du produit - Controller software IRC5 893HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
11 Engineering Tools11.4 Tracking Interface [1553-1]

11.5 Discrete Application Platform [625-1]
GénéralitésLa plate-forme logicielle Discrete Application Platform (DAP) est destinée auxapplications où le facteur temps est essentiel et où certaines actions doivent êtreeffectuées à des positions de robot précises.Le public ciblé regroupe les ingénieurs d'applications évoluées et les intégrateurssystème (par exemple pour le soudage par points, le perçage, la mesure, le contrôlede la qualité). Les avantages majeurs offerts par cette option concernent lesdomaines suivants :
• Temps de développement• Temps d'exécution du programme• Mémoire de programme RAPID nécessaire• Aspect général identique des applications• Logiciel kernel testé
Caractéristiques• Instructions RAPID et types de données spécialisés• Instruction unique pour l'exécution du mouvement et du processus• Combinaison du positionnement des points fins et de l'exécution de 4
processus parallèles maximum• Processus spécial pour la surveillance des périphériques de processus
externes (systèmes de commande de soudage par points, par exemple)• Prise en charge de l'encapsulation du processus et du mouvement dans les
routines Shell fournies à l'utilisateur final
CandidatureCréation de logiciel pour des applications évoluées avec un comportement discret(soudage par points, perçage, mesure, contrôle qualité, par exemple)
PerformancesLa plate-formeDAP est conçue pour avoir un kernel interne administrant le squelettede séquence de processus sécurisé rapide et de qualité. Le kernel appelle desroutines RAPID qui sont préparées par le développeur de l'application pour effectuerles tâches spécifiées. Le développeur de l'application régule le degré de souplessede l'utilisateur final.
ExigencesPour que vous puissiez utiliser DAP, l'option MultiTasking doit être installée.
Instructions RAPIDApplication manual - Discrete application platform
90 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
11 Engineering Tools11.5 Discrete Application Platform [625-1]
11.6 Sensor Interface [628-1]
GénéralitésVous pouvez utiliser l'option Sensor Interface pour intégrer un équipement decapteur destiné au contrôle adaptatif tel que la correction de trajectoire ou le réglagede processus. Pour assurer la communication entre le capteur et le système decommande du robot, on dispose de deux interfaces différentes : l'interface série(RS232) et l'Ethernet.Si l'on utilise l'interface RS232, il convient d'adapter les capteurs au protocolestandard utilisé par ABB : le LTAPP. On peut se procurer des capteurs compatiblesLTAPP auprès de sociétés comme Servo Robot, Meta et Scout.On peut utiliser un lien Ethernet pour des capteurs optiques de ServoRobot. Ilsutilisent alors le protocole Robo-Com Light, défini par ServoRobot.La liaison de communication facilite l'échange de données entre le système decommande de robot et le système de capteur, au moyen de numéros prédéfinispour différentes données telles que les valeurs de décalage x, y, z, l'espace situéentre des feuilles, l'horodatage, etc.Si le lien Ethernet, disponible pour les capteurs optiques de ServoRobot, est installéet configuré, ils utilisent le protocole d'application Robo-Com Light, défini parServoRobot (voir Optical Tracking Arc [660-1] à la page 150).
Caractéristiques• Interruption de routines en fonction des changements de données de capteur• Lecture/écriture de données de capteur depuis/vers des capteurs en utilisant
des fonctions RAPID• Stockage/récupération de données de capteur sous forme de bloc vers/depuis
une mémoire de masse• Fonctionnalité de suivi des joints, en combinaison avec l'option Path Offset
[612-1]• Étalonnage simplifié grâce à l'interface FlexPendant dédiée
CandidatureVous pouvez utiliser Sensor Interface dans n'importe quelle application pourlire/contrôler un capteur pendant l'exécution et pour réagir sur les changementseffectués sur certaines données, tels que le décalage de trajectoire ou les donnéesde surveillance de processus. Ainsi, le suivi des joints adaptatif et le contrôle deprocessus deviennent possibles.
PerformancesAucune donnée concernant les performances pour cette option.
ExigencesDes capteurs externes, communiquant avec le système de commande du robotvia une liaison série, utilisant le protocole d'application LTAPP, ou via Ethernet,avec le protocole Robo-Com Light.
Suite page suivanteCaractéristiques du produit - Controller software IRC5 913HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
11 Engineering Tools11.6 Sensor Interface [628-1]

Pour l'étalonnage, il est nécessaire de disposer de la plaque d'étalonnage del'option matérielle [1250-1].
Instructions RAPIDInstructions RAPID incluses dans cette option :
DescriptionInstruction
Utilisée pour demander et activer une interruption après modi-fication de la valeur d'une variable à laquelle l'accès a eu lieuvia l'interface du capteur série.
IVarValue
Utilisée pour lire un bloc de données à partir d'un périphériqueconnecté à l'interface du capteur série.
ReadBlock
Utilisée pour lire une variable à partir d'un périphérique conne-cté à l'interface du capteur série.
ReadVar
Utilisée pour écrire un bloc de données sur un périphériqueconnecté à l'interface du capteur série.
WriteBlock
Utilisée pour écrire une variable sur un périphérique connectéà l'interface du capteur série.
WriteVar
92 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
11 Engineering Tools11.6 Sensor Interface [628-1]Suite

11.7 Robot Reference Interface
Généralités
Remarque
Robot Reference Interface est incluse dans l'option RobotWare Externally GuidedMotion, voir Externally Guided Motion [689-1] à la page 95.
Robot Reference Interface (RRI) est une option permettant l'échange de donnéesà grande vitesse entre le système de commande de robot et un périphérique externeà l'aide d'une liaison Ethernet avec un protocole Internet (IP). Les données prisesen charge offrent la possibilité d'envoyer régulièrement les données de positionprévue et réelle du robot ainsi que d'échanger d'autres variables RAPID.
CaractéristiquesLe contenu du message est présenté au format XML et est configurable à l'aidedes fichiers de configuration appropriés.Données distribuées par le système de commande au périphérique externe
• Position programmée du robot (valeurs TCP cartésiennes ou d'articulationavec horodatage)
• Position réelle du robot (signaux de retour des commandes d'entraînement)• Données d'application supplémentaires, pouvant être des données RAPID
ou le statut du mode de fonctionnement• Données obtenues par le système de commande du périphérique externe• Données d'application
CandidatureCette option peut être utilisée pour plusieurs applications différentes où desinformations précises concernant la position programmée et réelle du robot sontessentielles. Quelques exemples :
• Dispositifs de mesure de haute précision, montés sur le robot, où lapertinence des données collectées est basée sur une connaissance en tempsréel de la position réelle du robot.
• Soudage au laser à distance, où un équipement laser disposant d'une têtelaser mobile est maintenu et déplacé par le robot. Ce genre d'équipementsurimpose un modèle complexe aux mouvements du robot, en fonction desinformations précises de la position du robot.
PerformancesLe canal de communication cyclique peut être exécuté dans l'environnement réseaude haute priorité du Système de commande IRC5, garantissant un échange dedonnées stable allant jusqu'à 250 Hz.
Suite page suivanteCaractéristiques du produit - Controller software IRC5 933HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
11 Engineering Tools11.7 Robot Reference Interface

ExigencesPériphériques externes communiquant avec le système de commande via uneliaison Ethernet à l'aide du protocole TCP/IP.Un protocole d'application spécifique (CDP – Cyclic Data Protocol – Protocole deDonnées Cyclique) est utilisé.
Limitations• Les positions de l'axe externe ne sont pas prises en charge• MultiMove n'est pas pris en charge• Absolute Accuracy n'est pas pris en charge
Instructions RAPID
DescriptionInstruction
Établit la connexion au périphérique spécifié (sensibilité du capteur)SiConnect
Initialise l'envoi de toutes données à la vitesse spécifiéeSiSetCyclicInstalle des points de raccordement dans le domaine Mouvement (sensi-bilité du capteur, données anytype, taux num)
Initialise la réception de toutes données à la vitesse spécifiée. (sensibilitédu capteur, données anytype, taux num)
SiGetCyclic
Ferme la connexion avec le périphérique spécifié. Supprime les pointsde raccordement dans le domaine Mouvement. (sensibilité du capteur)
SiClose
94 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
11 Engineering Tools11.7 Robot Reference InterfaceSuite

11.8 Externally Guided Motion [689-1]
GénéralitésExternally Guided Motion (EGM) présente trois caractéristiques différentes :
• EGM Position Stream est seulement disponible pour la communicationUdpUc. Il fournit la possibilité d’envoyer périodiquement des données deposition d’unité mécanique planifiées et réelles (par exemple, robot,positionneur, suivi de mouvement...) depuis le système de commande derobot. Le contenu du message est spécifié par le fichier de définition GoogleProtobuf egm.proto. Le canal de communication cyclique (UDP) peut êtreexécuté dans l’environnement réseau de haute priorité du système decommande IRC5, garantissant un échange de données stable de jusqu’à250 Hz.
• EGM Position Guidance est conçu pour les utilisateurs avancés et fournitune interface de bas niveau au système de commande de robot, encontournant la planification de trajectoire qui peut être utilisée lorsqu’uneréactivité élevée aux mouvements du robot est requise. EGM sert à lire etécrire les positions du système de mouvement à haut débit, toutes les 4 msavec un décalage de contrôle de 10 à 20 ms en fonction du type de robot.Les références peuvent être spécifiées à l’aide de valeurs d’articulation oud’une pose. La pose peut être définie dans tout repère objet pour les robots.Vous pouvez combiner EGMPositionGuidance avec des paramètres logiques(paramètre E/S, etc.) ou activer d'autres modes de commande, par exempleen utilisant les instructions de montage Contrôle de force. Pour ce faire,utilisez l'argument optionnel qui permet de ne pas attendre la convergenceEGM (\NoWaitCond).
• EGM Path Correction permet à l’utilisateur de corriger une trajectoire derobot programmée. L’appareil ou le capteur utilisé pour mesurer la trajectoireréelle doit être monté sur la bride d’outil du robot et il doit être possible decalibrer le référentiel de capteur.Les corrections sont effectuées dans le système de coordonnées de latrajectoire, qui trouve son axe X à partir de la tangente de la trajectoire. L’axeY est le produit croisé de la tangente de la trajectoire et la direction Z duréférentiel de l’outil actif tandis que l’axe Z est le produit croisé de l’axe X etde l’axe Y.EGMPath Correction doit démarrer et se terminer à un point fin. Lesmesuresde capteur peuvent être fournies à des multiples d’environ 48 ms.
CaractéristiquesL'option RobotWare Externally Guided Motion vous donne accès à :
• Instructions pour démarrer et arrêter EGM Position Stream.• Instructions pour configurer, activer et réinitialiser EGM Position Guidance.• Instructions pour configurer, activer et réinitialiser EGM Position Correction.• Instructions pour démarrer les mouvements EGM Position Guidance,
synchronisés avec exécution RAPID ou non, et pour les arrêter.
Suite page suivanteCaractéristiques du produit - Controller software IRC5 953HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
11 Engineering Tools11.8 Externally Guided Motion [689-1]

• Instructions pour effectuer les mouvements EGM Path Correction.• Une fonction permettant de récupérer l'état EGM actuel.• Paramètres système permettant de configurer EGM et de définir les valeurs
par défaut.• Prise en charge de Absolute Accuracy.• Comprenant Robot Reference Interface (RRI).
CandidatureEGM Position Stream a pour objectif de fournir des équipements externes avecles positions effectives et planifiées d’unités mécaniques qui sont contrôlées parle système de commande de robot.Quelques exemples d’applications :
• Soudage au laser, quand la tête du laser contrôle le faisceau laser de façondynamique.
• Chaque équipement monté sur robot qui contrôle la position TCP du « robot »avec un système de commande externe.
EGM Position Guidance a pour objectif d’utiliser des périphériques externes pourgénérer les données de position d’un ou plusieurs robots. Les robots sont déplacésjusqu’à la position donnée.Quelques exemples d’applications :
• Placez un objet (par exemple une portière ou une fenêtre de voiture) à unendroit (par ex. une carrosserie) indiqué par un capteur externe.
• Prélèvement sur emplacement. Prélevez des objets dans un emplacementen utilisant un capteur externe pour identifier l'objet et sa position.
EGM Path Correction a pour objectif d’utiliser des périphériques externes montéssur robot pour générer les données de correction de trajectoire d’un ou plusieursrobots. Les robots sont déplacés le long de la trajectoire corrigée, qui correspondà la trajectoire programmée avec des corrections de mesure ajoutées.Quelques exemples d’applications :
• Suivi des joints.• Suivi des objets qui se déplacent à proximité d’une trajectoire connue.
PerformancesEGMPosition Stream peut être utilisé pour lire et écrire des positions sur le systèmede mouvement à haut débit, toutes les 4 msEGMPosition Guidance peut également lire et écrire des positions dans le systèmede mouvement à haut débit, toutes les 4 ms avec un décalage de contrôle de 10à 20 ms en fonction du type de robot.EGM Path Correction peut gérer les mesures de capteur à une vitesse d’environ48 ms.
Suite page suivante96 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
11 Engineering Tools11.8 Externally Guided Motion [689-1]Suite

ExigencesPériphériques externes communiquant avec le système de commande via dessignaux analogiques, des signaux de groupe ou un lien Ethernet (UDP). Pour lelien Ethernet, le protocole d’application (UdpUc – UDP UniCast) est utilisé.
LimitationsL’EGM ne prend pas en charge les systèmes MultiMove coordonnés (option 604-1MultiMove coordinated).EGM Position Stream :
• Il n’est pas possible de diffuser les positions des systèmes MultiMovecoordonnés.
• Absolute Accuracy n’est pas pris en charge si le flux est démarré avecEGMStreamStart, mais il est pris en charge s’il est démarré avecEGMActXXX\StreamStart.
• EGM Position Stream n’est pas compatible avec EGM Path Correction.EGM Position Guidance :
• Doit démarrer et s’arrêter à un point fin.• Il est impossible d’effectuer des mouvements linéaires ; la trajectoire réelle
du robot dépend de la configuration du robot, de la position de départ et desdonnées de position générées.
• Lemode pose ne prend en charge que les robots à 6 axes et les robots YuMi.EGM Path Correction :
• Prend en charge seulement les robots à 6 axes.• Doit démarrer et s’arrêter à un point fin.• Le périphérique externe doit être monté sur un robot.• Les corrections s’appliquent seulement dans le système de coordonnées de
la trajectoire.• Seule la correction de position sur Y et Z peut être effectuée. Il est impossible
d’effectuer les corrections d’orientation, ni les corrections sur X(direction/tangente de la trajectoire).
RRI• Le mode pose prend en charge seulement les robots à 4 et 6 axes dans la
première tâche RAPID (T_ROB1).L'option EGM n’est pas disponible pour IRB 910SC.
Instructions RAPIDPour plus d’informations sur les instructions, fonctions et types de données RAPIDinclus, consultez le 3HAC073319--001.
Caractéristiques du produit - Controller software IRC5 973HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
11 Engineering Tools11.8 Externally Guided Motion [689-1]
Suite

11.9 MultiFunction [824-1]
GénéralitésMultiFunction propose un ensemble à petit prix d'options RobotWare courammentutilisées.
Caractéristiques• 608-1 World Zones• 611-1 Path Recovery• 617-1 FlexPendant Interface• 623-1 Multitasking
ExigencesAucune configuration matérielle ou logicielle spécifique n'est requise pour cetteoption.
Instructions RAPIDVoir les options respectives indiquées ci-dessus.
98 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
11 Engineering Tools11.9 MultiFunction [824-1]

11.10 Production Screen [637-1]
GénéralitésProduction Screen est une interface homme-machine conviviale qui met à niveauvotre FlexPendant vers une nouvelle interface utilisateur graphique. Le logiciels'appuie sur des widgets ou éléments graphiques utilisés pour exécuter lesfonctions de votre choix. vous pouvez créer des widgets ou les choisir parmi unelarge sélection de téléchargement dans RobotApps.Avec Production Screen vous pouvez utiliser plusieurs widgets simultanément enbasculant de l'un vers l'autre. Dans la zone de travail du portail, vous pouvez ajouterdes widgets qui contrôlent des applications telles que le soudage à l'arc, le soudagepar points et la distribution. La variété du contenu de widgets est infinie, avecnotamment des fonctions de contrôle, de surveillance et de notification.
Caractéristiques• Portail FlexPendant indépendant de l'application, lance les applis et affiche
les widgets.• Gestion des fenêtres, nouvelle fonction de navigation• Informations opérateur disponibles de façon simple• Intégration parfaite de Spot, Arc, Dispense, Production Manager et d'autres
applications• Possibilité de personnaliser l'apparence à l'écran• Possibilité de créer des widgets à l'aide de ScreenMaker ou Visual Studio
CandidatureProduction Screen peut être utilisé dans toutes les applications pour mettre àniveau le FlexPendant vers une interface utilisateur graphique.
PerformancesAucune donnée concernant les performances pour cette option.
Exigences• Un FlexPendant de type SxTPU3.• ScreenMaker dans RobotStudio.
LimitationsProduction Screen sert uniquement à lancer les applications. Un outil distinct telque Screen Maker est requis pour créer les applications.
Caractéristiques du produit - Controller software IRC5 993HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
11 Engineering Tools11.10 Production Screen [637-1]

11.11 RAPID Message Queue
GénéralitésL'application RAPID Message Queue est comprise dans les options suivantes :
• Multitasking• PC Interface
RAPID Message Queue a pour objectif de communiquer avec une autre tâcheRAPID ou un client externe. Quelques exemples d'applications :
• Échange de données entre deux tâches RAPID en cours d’exécution sur lemême contrôleur.
• Échange de données entre une tâche RAPID et une application PC en coursd’exécution sur un PC relié au système de commande du robot par uneliaison Ethernet.
Caractéristiques• Configuration des canaux de communication et des files d’attente de
messages à l'aide des techniques DIPC (Communication inter-processusdistribuée) pour une exécution distribuée du programme.
• Envoi et réception de messages contenant des commandes RAPIDspécifiques pour une communication synchrone et asynchrone.
• Gestion des messages pilotés par interruption
ApplicationsL'application RAPID Message Queue peut être utilisée pour n'importe quel logicield'application exécuté sur un ordinateur. Elle facilite la communication basée surdes instructions RAPID spécifiques pour une programmation aisée et une réponserapide grâce à la gestion des interruptions. En voici des exemples classiques :
• Communication rapide et aisée avec les périphériques tels que les capteurs,les lecteurs de codes-barres ou les contrôleurs de processus.
• Communication entre tâches efficace au sein du même système decommande.
PerformancesAucune donnée de performance disponible.
ExigencesAucune exigence particulière pour cette option.
Instructions RAPIDInstructions RAPID incluses dans cette option :
DescriptionInstruction
Rechercher le numéro d'identité d'une tâche RAPID ou d’unclient externe
RMQFindSlot
Envoyer les données à la file d’attente d’une tâche RAPID oud’un client externe
RMQSendMessage
Suite page suivante100 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
11 Engineering Tools11.11 RAPID Message Queue
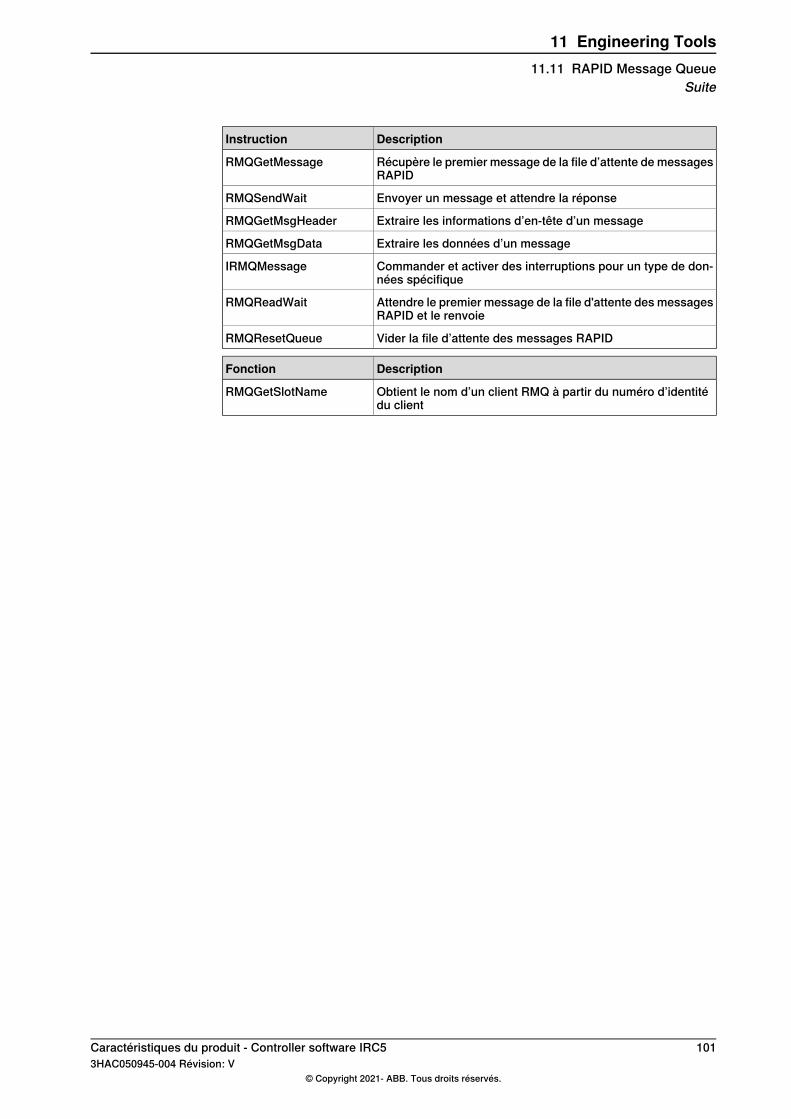
DescriptionInstruction
Récupère le premier message de la file d’attente de messagesRAPID
RMQGetMessage
Envoyer un message et attendre la réponseRMQSendWait
Extraire les informations d’en-tête d’un messageRMQGetMsgHeader
Extraire les données d’un messageRMQGetMsgData
Commander et activer des interruptions pour un type de don-nées spécifique
IRMQMessage
Attendre le premier message de la file d'attente des messagesRAPID et le renvoie
RMQReadWait
Vider la file d’attente des messages RAPIDRMQResetQueue
DescriptionFonction
Obtient le nom d’un client RMQ à partir du numéro d’identitédu client
RMQGetSlotName
Caractéristiques du produit - Controller software IRC5 1013HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
11 Engineering Tools11.11 RAPID Message Queue
Suite

11.12 Production Framework [1243-1]
GénéralitésProduction Framework (Cadre de la production) est une plateforme modulairepersonnalisable pour le contrôle externe sur commande d’un système de robotABB.Il partage certaines fonctionnalités avec l’ancien produit Production Manager(Responsable de la production), mais il est généralement plus axé sur la fournitured’une plateforme flexible et personnalisable plutôt que sur une solution fixe fournietelle quelle.L’objectif principal du cadre est de gérer les commandes provenant d’une sourceexterne, généralement un API chargé de gérer les différents équipements de lacellule. Ces commandes sont ensuite effectuées par le cadre en exécutant desroutines RAPID spécifiées par l’utilisateur.
Caractéristiques• Transfert sécurisé des commandes du niveau d’exécution TRAP au niveau
d’exécution normal• Une boucle de production basée sur l’état• Des événements, qui peuvent être utilisés par le programmeur pour exécuter
un code à différentsmoments de la boucle de production, ou lorsque certainsévénements système se produisent
• Couche d’abstraction multitâches et MultiMove pour une synchronisationplus facile (par rapport à l’utilisation de l’API RAPID de base) des commandeset événements qui s’exécutent sur plusieurs tâches RAPID
• Annulation des commandes• Mise en file d’attente des commandes• Contraintes de commande personnalisables• Enregistrement général• Traçabilité• Exécution indépendante de n’importe quelle tâche RAPID, y compris les
tâches d’arrière-plan• Architecture flexible avec des fonctionnalités personnalisables
Module complémentaire distribuéCette option nécessite un module complémentaire (Production Framework),disponible via le référentiel de module complémentaire RobotStudio.
Exigences• Multitasking [623-1]• Production Screen [637-1] est nécessaire si vous sélectionnez l’interface
utilisateur graphique dans Production Framework (recommandé)
102 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
11 Engineering Tools11.12 Production Framework [1243-1]
12 Motor Control12.1 Tool Control [1180-1]
GénéralitésLa fonction Tool Control peut être utilisée pour commander un outil asservi, parexemple dans des préhenseurs à servocommande ou dans une application desoudage par points. Tool Control permet de fermer l'outil à une épaisseur et forcespécifiques à une plaque ou une pièce, et de maintenir la force pendant leprocessus jusqu'à la commande d'ouverture de l'outil.Le public cible se compose essentiellement d'intégrateurs de systèmes évoluéssouhaitant développer un logiciel d'application propre au client basé sur lesservomoteurs (progiciel de soudage par points ou de préhenseurs avancés, parexemple).
Caractéristiques• Contrôle de position (espace)• Commande en effort• La force peut être appliquée à la fois vers l’intérieur et vers l’extérieur.• Progiciel de code de démarrage rapide• L’outil peut être configuré pour rester fermé à l’arrêt afin d’éviter toute chute
de pièces saisies ou pour s’ouvrir afin d'éviter tout blocage.
PerformancesL'outil est configuré en tant qu'axe externe, ce qui garantit des performancesoptimales du suivi de la trajectoire et de la vitesse.Vous pouvez ajouter l'option Tool Change au système pour permettre unepermutation entre au moins deux outils asservis qui utiliseront par conséquent lemême variateur et la même carte de mesure.
ExigencesVous devez installer un fichier de paramètres d'outil asservi spécifique dans lesystème de commande pour chaque outil asservi. Les paramètres doivent êtreréglés et optimisés pour chaque système en ce qui concerne le comportement dusystème et les performances de déplacement/processus.Pour plus d’informations sur le module d’entraînement & la carte de mesure,consultez le Application manual - Additional axes and stand alone controller.
Limitations• L'option Tool Control ne peut être appliquée qu'à un seul robot dans une
configuration MultiMove.
Suite page suivanteCaractéristiques du produit - Controller software IRC5 1033HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
12 Motor Control12.1 Tool Control [1180-1]

Instructions RAPIDInstructions RAPID incluses dans cette option :
DescriptionInstruction
Fermeture d'un outil asservi avec une force et une épaisseurprédéfinies
STClose
Ouverture d'un outil asserviSTOpen
Étalonnage d'un outil asserviSTCalib
Réglage des paramètres de déplacement d'un outil asserviSTTune
Réinitialise les paramètres de déplacement réglésSTTuneReset
Vérification pour savoir si un outil asservi est ferméSTIsClosed
Vérification pour savoir si un outil asservi est ouvertSTIsOpen
Calcul du couple moteur d'un outil asserviSTCalcTorque
Calcul de la force programmable d'un outil asserviSTCalcForce
104 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
12 Motor Control12.1 Tool Control [1180-1]Suite
12.2 Servo Tool Change [630-1]
GénéralitésL'option Servo Tool Change permet de modifier en ligne des outils (axes externes)d'un système d'entraînement et de mesure donné. Le contrôle est permuté entreles axes via le changement des câbles du moteur d'un servomoteur à l'autre. Lapermutation s'effectue en ligne pendant la production.Avantages principaux :
• Souplesse dans le processus de production. Un robot gère plusieurs outils.• Équipement minimisé. Système demesure et d'entraînement unique partagé
par de nombreux outils.
Caractéristiques• Changement en ligne des outils• Jusqu'à 8 outils différents
Candidature
DescriptionCandidature
Les pinces asservies tenues par le robot, conçues pour diffé-rentes forces d'accessibilité et de soudage, équipées avecdifférentes marques et tailles de servo-moteurs, peuvent êtretenues et utilisées par un robot exploitant alternativement lesdeux pinces asservies.
Changement de la pinceasservie
Peut être utilisée en tant qu'option indépendante ou en plusdes options RobotWare Spot Servo.
Servo Tool Change
PerformancesLors de la permutation des outils, les étapes suivantes sont effectuées (en passantde l'axe 1 à l'axe 2) :
• L'axe 1 est désactivé à l'aide de l'instruction RAPID DeactUnit.• L'axe 1 est déconnecté des câbles du moteur.• L'axe 2 est connecté aux câbles du moteur.• L'axe 2 est activé à l'aide de l'instruction RAPID ActUnit.• Après l'activation, l'axe 2 est prêt à fonctionner.
La position du moteur au moment de la désactivation d'un axe est enregistrée etrestaurée à l'activation suivante de l'axe.
Remarque
La position du moteur ne doit pas changer de plus de la moitié d'un tour demoteur lorsque l'axe est déconnecté. Dans RobotWare Spot Servo, il existe uneroutine d'étalonnage qui gère les changements de position plus importants.
ExigencesL'option Servo Tool Change requiert une interface de poignet mécanique, unchangeur d'outils.
Suite page suivanteCaractéristiques du produit - Controller software IRC5 1053HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
12 Motor Control12.2 Servo Tool Change [630-1]

Un paramètre de service MOC (Disconnect deactive (typeMeasurement channel),doit être défini sur YES pour chaque outil (axe externe) utilisé avec cette fonction
Limitations• L’option Servo Tool Change ne peut être appliquée qu’à un seul robot dans
une configuration MultiMove.• Servo Tool ChangeL’option Servo Tool Change peut être utilisée sur 8 outils
différents maximum, mais elle est limitée à 14 axes en tout pour le moduled’entraînement. Par exemple, si le robot se trouve sur un mouvement depiste ou si un autre axe supplémentaire est connecté à un moduled’entraînement, cela diminue le nombre d’outils autorisés pouvant être utilisésavec la servodéconnexion.
Instructions RAPIDAucune instruction RAPID n'est incluse dans cette option.
106 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
12 Motor Control12.2 Servo Tool Change [630-1]Suite

13 Vision13.1 Integrated Vision
GénéralitésLe système ABB Integrated Vision est robuste et simple d'utilisation, destiné auxapplications VGR (Vision Guided Robotics) à fonctions générales.Le système inclut une solution logicielle et matérielle complète, totalement intégréeau système de commande ABB du robot et à l'environnement de programmationRobotStudio. L'option de vision est basée sur la gamme de caméras intelligentesCognex In-Sight®, avec traitement d'image intégré et une interface decommunication Ethernet.RobotStudio est équipé d'un environnement de programmation de la vision, quiexpose la palette entière des fonctionnalités Cognex EasyBuilder® et contient desoutils efficaces de recherche, d'inspection et d'identification de pièces 2D. Lelangage de programmation RAPID est étendu (à l'aide d'instructions dédiées et defonctions de traçage d'erreurs) aux opérations de caméra et d'aide à la vision.
B
C
A
D
xx1900001400
DescriptionPosition
PC (configuration à partir de RobotStudio)A
FlexPendant (surveillance et maintenance simple)B
Caméra ABB SmartC
IRC5 (connexion de maximum 3 caméras)D
Informations supplémentairesPour plus d'informations sur l'option Integrated Vision, voir Productspecification - Integrated Vision.
Caractéristiques du produit - Controller software IRC5 1073HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
13 Vision13.1 Integrated Vision
13.2 Prepared for FlexLoader Vision [1554-1]
GénéralitésL’option Prepared for (Prêt pour) FlexLoader Vision permet d’utiliser le progicielde fonctions FlexLoader Vision sur PC avec un système de commande IRC5.L’option est utilisée comme mécanisme de licence pour le logiciel d’application.Les progiciels de fonctions FlexLoader eux-mêmes sont commandés séparément,généralement à partir du centre d’application pour l’entretien des machines-outilsou de votre représentant commercial ABB local.Pour plus d’informations, consultez les caractéristiques de produit FlexLoaderVision (3HAC064614-001).
Caractéristiques• Architecture sur PC, évolutive jusqu’à 4 caméras• Évitement des collisions avant le ramassage• Prend en charge les préhenseurs définis par l’utilisateur• Prévention hors de portée• Choix de l’évitement des pièces mobiles et roulantes• Paramètre défini par l’utilisateur pour le robot ou l’API externe• Prise en charge des capteurs 2D et 3D• Interface utilisateur simple et intuitive conçue pour l’entretien des
machines-outils• Gère un nombre illimité de composants sans dispositifs mécaniques• Temps d’apprentissage des nouvelles pièces inférieur à 10 minutes• Temps de commutation plus rapide entre les composants• L’interface d’apprentissage paramétrée pour les applications de tournage
permet une utilisation simple et rapide• Code robot préprogrammé pour un temps d’installation court• Point unique de contrôle de fonctionnement
CandidatureFlexLoader Vision est un système de vision de guidage de robot pour lesapplications d’entretien des machines-outils. Il identifie l’emplacement etl’orientation de la pièce à partir de la zone de ramassage et guide le robot avecprécision dans la cellule robotisée. Il permet un apprentissage complet, très simpleet intuitif du début à la fin. Il a fait ses preuves avec sa vitesse élevée, ses tempsd’apprentissage courts et sa production fiable et conviviale.FlexLoader Vision peut être utilisé pour des applications 2D et semi-orientées 3D.Le système convertit les images 3D complexes en images 2D bien connues afind’augmenter la facilité d’utilisation pour l’opérateur. Aucun fichier CAO n’estnécessaire pour l’apprentissage de nouveaux composants.FlexLoader Vision fait partie de la plupart des progiciels de fonctions de la gammede produits FlexLoader, offrant une large gamme de solutions d’entretien demachines-outils.
Suite page suivante108 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
13 Vision13.2 Prepared for FlexLoader Vision [1554-1]

PerformancesConsultez les caractéristiques de produit FlexLoader Vision (3HAC064614-001).
ExigencesOptions RobotWare requises
• PC Interface [616-1]• World Zones [608-1]• FlexPendant Interface [617-1]• Multitasking [623-1]
Caractéristiques du produit - Controller software IRC5 1093HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
13 Vision13.2 Prepared for FlexLoader Vision [1554-1]
Suite

Cette page a été volontairement laissée vierge

14 Application options14.1 MultiProcess [634-1]
GénéralitésMultiProcess permet d’appliquer RobotWare Arc, RobotWare Dispense ouRobotWare Spot (deux robots maximum) à plusieurs robots dans un systèmeMultiMove.
CaractéristiquesMultiProcess permet des capacités de processus sur un grand nombre de robots.La partieAdditional MultiMove selections de la fiche technique permet de désignerles robots qui doivent être dotés de fonctionnalités. Vous pouvez égalementprocéder à cette opération lors de l'installation finale dans RobotStudio.
ExigencesL’option 633-4 Arc 6 ou 641-1 Dispense ou 635-6 Spot 6 doit être spécifiée, ainsique toutes les autres options :
• 604-1 MultiMove Coordinated ou• 604-2 MultiMove Independent
Caractéristiques du produit - Controller software IRC5 1113HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.1 MultiProcess [634-1]

14.2 Arc 6 [633-4]
GénéralitésL'option RobotWare Arc comprend un grand nombre de fonctions de soudage àl'arc rendant le robot parfaitement adapté à cette application.RobotWare Arc est une option simple mais puissante étant donné que lepositionnement du robot, et le contrôle et la surveillance du robot sont gérés dansla même instruction. Les signaux d'E/S, le contrôle des séquences et les actionsd'erreur de soudage peuvent être facilement configurés en fonction des exigencesd'une installation particulière.
Caractéristiques• Adaptation à différents équipements. Le robot peut gérer différents types de
système de commande de soudage et autres équipements de soudage. Enrègle générale, la communication avec le système de commande de soudageutilise des signaux parallèles, mais une interface série est égalementdisponible.
• Processus de contrôle avancé. La tension (Voltage), le taux d'alimentationen fil et d'autres données de processus peuvent être contrôlésindividuellement pour chaque soudure ou partie d'une soudure. Vous pouvezmodifier les données de processus au début et à la fin d'un processus desoudage de façon à obtenir les meilleurs résultats de processus.
• Test du programme. Lorsque vous testez un programme, le soudage,l'oscillation ou le guidage de la soudure peuvent être bloqués. Vous pouvezainsi tester le programme de robot sans que l'équipement de soudage soitconnecté.
• Nouvelle tentative de soudage automatique. Fonction que vous pouvezconfigurer pour demander une ou plusieurs tentatives de soudageautomatiques après un incident de processus.
• Oscillation I . Le robot peut mettre en place différents modèles d'oscillationjusqu'à 10 Hz selon le type de robot. Vous pouvez les utiliser pour effectuerle soudage correctement et de la meilleure façon possible. Vous pouvezégalement demander le mouvement d'oscillation au début du soudage pourfaciliter l'amorçage initial de l'arc.
• Extinction de l'arc et rétraction du fil Il s'agit de fonctions utilisées pourempêcher le fil de soudage de coller au repère objet.
• Réglage précis lors de l'exécution du programme. Vous pouvez régler lavitesse de soudage, le taux d'alimentation en fil, la tension et l'oscillation encours de soudage. Ceci facilite l'étape du détourage car le résultat est visibleimmédiatement sur le soudage actuel. Vous pouvez effectuer cette opérationmanuellement ou automatiquement.
• RobotWare Arc peut s'appliquer à plusieurs robots d'un système MultiMove(option MultiProcess requise).
Suite page suivante112 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.2 Arc 6 [633-4]

• Déplacement de joint permet à l'opérateur de changer les soudures parrapport à un référentiel de référence. Les déplacements sont appliqués viales écrans opérateur du FlexPendant, sans interrompre la production.
• Récupération d'erreur de soudage. Des erreurs peuvent parfois survenir aucours d'un processus de production du robot, provoquant son arrêt. Lafonction de Récupération d'erreur de soudage fournit plusieurs solutionspour traiter les erreurs de processus, permettant aux opérateurs, à l'aide deboîtes de dialogue, de déplacer automatiquement le robot hors del'emplacement de l'erreur vers une position d'entretien. Les boîtes dedialogue, présentées normalement dans le FlexPendant, peuvent égalementêtre reçues sur des sources distantes, par exemple un PLC ou un ordinateurhôte. Lorsque l'erreur de processus est corrigée, le robot retourneautomatiquement à l'emplacement de l'erreur et reprend la production. Celapermet ainsi de réduire le temps d'immobilisation au minimum.
• Unités configurables. Possibilité de choisir votre propre ensemble d'unitéconcernant la tête de soudage, la longueur et la vitesse.
• Weld Data Monitoring permet de vérifier les paramètres de soudure et desynchroniser les données collectées pour la soudure en cours, ainsi quepour la pièce soudée.
I Pas disponible pour l'IRB 1410.
Sorties numériques de signaux d'interfaceLorsqu'ils sont installés, les signaux de processus suivants sont gérésautomatiquement par RobotWare Arc. Le robot peut également prendre en chargedes signaux spéciaux pour les manipulateurs de pièce de travail et les capteurs.
DescriptionSignauxdeprocessus/Sor-ties numériques
Active ou désactive le soudagePower on/off
Allume ou éteint le gazGas on/off
Active ou désactive l'alimentation en filWire feed on/off
Alimente le fil vers l'avant/l'arrièreWire feed direction
Erreur de soudageWeld error
Sorties numériques pour l'identification des erreursError information
Port parallèle pour la sélection d'un numéro de programme ouport d'impulsion à 3 bits pour la sélection d'un numéro deprogramme ou communication série CAN/Devicenet
Weld program number
Entrées numériques de signaux d'interface
DescriptionSignaux de processus/En-trées numériques
Arc établi ; le déplacement du soudage commenceArc OK
Surveillance de la tension de soudageVoltage OK
Surveillance du courant de soudageCurrent OK
Surveillance de l'approvisionnement en eauWater OK
Surveillance de l'approvisionnement en gazGas OK
Suite page suivanteCaractéristiques du produit - Controller software IRC5 1133HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.2 Arc 6 [633-4]
Suite
DescriptionSignaux de processus/En-trées numériques
Surveillance de l'alimentation en filWire feed OK
Commande manuelle pour l'alimentation en filManual wire feed
Bloque le processus de soudageWeld inhibit
Bloque le processus d'oscillationWeave inhibit
Arrête/bloque l'exécution des instructions de soudage à l'arcStop process
Surveillance du fil étenduWire stick error
Exécution du programme sans surveillanceSupervision inhibit
Surveillance de collision du la torche de soudage (Torch colli-sion)
Torch collision
Sorties de groupe de signaux d'interface
DescriptionSorties de groupe
Séquence de soudage envoyée à la source de courantSchedule Port
Mode de soudage envoyé à la source de courantMode Port
Sorties analogiques de signaux d'interface
DescriptionSorties analogiques
Tension du soudageVoltage
Vitesse de l'alimentation en filWire feed
Courant de soudageCurrent
Entrées analogiques de signaux d'interface
Description (suite)Entrées analogiques(suite)
Mesure de la tension de soudage pour le suivi et la surveillanceVoltage
Mesure du courant de soudage pour le suivi et la surveillanceCurrent
Instructions RAPIDInstructions RAPID incluses dans cette option :
DescriptionInstruction
Début du soudage à l'arc avec mouvement linéaireArcLStart
Soudage à l'arc avec mouvement linéaireArcL
Fin du soudage à l'arc avec mouvement linéaireArcLEnd
Début du soudage à l'arc avec mouvement circulaireArcCStart
Soudage à l'arc avec mouvement circulaireArcC
Fin du soudage à l'arc avec mouvement circulaireArcCEnd
Annule le processus et doit être utilisé dans le gestionnaired'erreurs
ArcKill
Met à jour les références de soudage en fonction de la nouvellevaleur
ArcRefresh
Suite page suivante114 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.2 Arc 6 [633-4]Suite

14.2.1 Fonctions incluses pour la source d'alimentation
14.2.1.1 AristoMig intégré
GénéralitésL'optionAristoMig integrated est une interface utilisateur permettant de programmerun ou plusieurs Esab AristoMig avec une interface W8 ABB.
CaractéristiquesL'option AristoMig integrated présente les fonctionnalités suivantes :
• Création et modification de calendriers• Création de lignes synergiques définies par l'utilisateur• Lecture des informations d'entretien et exécution des fonctions d'entretien• Sauvegarde et restauration de fichiers SID
Candidature
xx1000000337
Caractéristiques du produit - Controller software IRC5 1153HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.2.1.1 AristoMig intégré
14.2.1.2 ABB RPC S Integrated
GénéralitésL'option ABB RPC S Integrated est une option logicielle de gestion de la RPC S400 Power source.
CaractéristiquesL'option ABB RPC S Integrated présente les fonctionnalités suivantes :
• Création et modification de calendriers• Surveillance du courant et de la tension• Sauvegarde et restauration de calendriers dans la RPC S 400 Power source
ExigencesLes options RobotWare suivantes sont requises pour l'option ABB RPC SIntegrated :
• Arc• Standard I/O welder
116 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.2.1.2 ABB RPC S Integrated

14.2.1.3 Fronius TPS Integrated
GénéralitésL'option Fronius TPS Integrated est une interface de programmation etd'administration des sources de courant Fronius sur le FlexPendant.
CaractéristiquesL'option Fronius TPS Integrated présente les fonctionnalités suivantes :
• Administration des projets de source de courant• Surveillance des informations d'exécution de la source de courant• Sauvegarde et restauration des projets définis dans la source de courant
Candidature
xx1400002647
ExigencesLes options RobotWare suivantes sont requises pour l'option Fronius TPSIntegrated :
• EtherNet/IP Scanner/AdapterLa source de courant doit répondre aux exigences suivantes :
• Source de courant Fronius TPS 4000i/5000i avec support de communicationEtherNet
• Interface de communication EtherNet/IP avec version logicielle 1.07.9 ouultérieure.
• PowerMAG-OS version 4.3018 ou ultérieure.
Suite page suivanteCaractéristiques du produit - Controller software IRC5 1173HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.2.1.3 Fronius TPS Integrated

LimitationsL'option Fronius TPS Integrated ne peut pas être utilisée avec le dispositif deprogrammation externe Fronius RCU5000i.
118 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.2.1.3 Fronius TPS IntegratedSuite

14.2.1.4 Fronius TPSi
GénéralitésInterface ABB Robotics IRC5 pour Fronius TPS 320i/400i/500i/600i avec RI-FBintérieur / interface i.
CaractéristiquesInterface ABB Robotics pour les soudeurs Fronius TPSi. Le package contient unRobotWare Add-in, un RobotStudio Add-in et un manuel complet. Dans leRobotStudio Add-in, il est possible de connecter au TPSi via l’interface web Froniuset d’éditerles paramètres de soudage.L’information du soudeur est ensuite transmise au système de commande de robotet utilisée pour piloter un éditeur Welder approprié sur le ABB FlexPendant.Les modes du soudeur pris en charge sont JobMode et ProgramMode.Dans JobMode, le système de commande envoie un travail spécifique au soudeur.Le travail est édité via l’interface web Fronius.Dans ProgramMode, la ligne synergique souhaitée est sélectionnée dans l’éditeur.Ensuite, la vitesse d’alimentation du fil ou le courant doivent être utilisés commevaleurs définies. Les autres paramètres à configurer et régler sont ArcLengthCorrection, Pulse/Dynamic Correction et Arc LengthStabilizer (pour le processus PMC).Ces paramètres peuvent être réglés « en ligne » et le résultat peut être observéimmédiatement. La liste des paramètres réglables peut également être consultéedans l’éditeur.Le package Fronius TPSi contient les composants logiciels suivants :
• Prêt à souder l’interface pour contrôler un TPS 320i, TPS 400i, TPS 500i etun soudeur TPS 600i
• RobotStudio Add-In pour sélectionner différents modes de soudage (lignessynergiques) utilisés avec le soudeur
• Éditeur de données du soudeur graphique• Éditeur de données de tissage graphique et de suivi• Application graphique pour les fonctions manuelles comme :• Blocage du processus• Alimentation du fil (avant / arrière)• Gaz de purge• Appareil graphique affichant les données d’exécution.• Prise en charge des unités de soudure (m/min pour la vitesse du fil) et des
unités impériales (ipm pour la vitesse du fil).
Suite page suivanteCaractéristiques du produit - Controller software IRC5 1193HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.2.1.4 Fronius TPSi

CandidatureVoir l’écran de démarrage avec l’appareil de données d’exécution :
xx1800000130
Éditeur de données de soudure en mode programme :
xx1800000131
Suite page suivante120 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.2.1.4 Fronius TPSiSuite

Éditeur de données de soudure en mode travail :
xx1800000132
ExigencesPrérequis pour la source d’alimentation :
• Firmware de source d’alimentation version 1.7.4 ou ultérieure.• Interface Inside/I RI FB pour Device Net / Profi-Bus / Profi-Net or EtherNet/IP.
Prérequis pour le système du robot :• IRC5 système de commande de robot avec ordinateur principal DSQC1000
ou version supérieure.• RobotWare version 6.05 ou supérieure avec les options suivantes :• RobotWare Arc [633-4]• L’un des réseaux industriels suivants :• DeviceNet Master/Slave [709-1]• EtherNet/IP Scanner/Adapter [841-1]• PROFINET Controller/Device [888-2]• PROFIBUS Controller [969-1]
L’option suivante dans le gestionnaire d’installation est recommandée afin d’utiliserle concept « Partdata » dans l'éditeur welddata :
• Production Manager [812-1]RobotStudio version 6.06 ou supérieure.Le package Fronius TPSi est distribué comme un RWAdd-in et peut être téléchargésur RobotApps.
Suite page suivanteCaractéristiques du produit - Controller software IRC5 1213HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.2.1.4 Fronius TPSi
Suite

LimitationsActuellement, seul le premier système Arc est pris en charge sur cette interface.Si vous avez plus d’un soudeur par robot connecté, vous devez utiliser lasous-option Arc « Standard I/O Welder »L’optimisation des paramètres de vitesse de soudage et de soudure n’est plusprise en charge par RobotWare Arc GUI, mais dans l’éditeur Fronius Weld data.JobMode avec Correction n’est pas pris en charge.L’interface Fronius TPSi du navigateur web est une option sous licence de Fronius.Cette option est nécessaire pour pouvoir se connecter au soudeur Fronius TPSivia l’interface de navigateur Internet dans RobotStudio Add-in. Contactez Froniuspour plus d’informations.
122 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.2.1.4 Fronius TPSiSuite
14.2.1.5 Fronius TPS 4000/5000
GénéralitésL'interface utilisateur Fronius TPS 4000/5000 est un outil standard deprogrammation d'arc, qui permet de faire fonctionner et de gérer une ou plusieurssources de courant de type TPS/TP.Les machines à souder Fronius TPS et TS sont équipées d'onduleurs contrôléspar microprocesseur, totalement numérisés. Un gestionnaire interactif de sourcesde courant est associé à un processeur de signal numérique. Ils contrôlent etrégulent ensemble la totalité du processus de soudage.La communication est assurée par une interface DeviceNet de robot, qui permetà l'opérateur de programmer les principaux paramètres de processus à partir duFlexPendant du robot.Ce logiciel permet par exemple à l'opérateur d'appeler des tâches préprogrammées(appelées séquences dans le système de commande de robot), qui ont été crééesprécédemment dans le panneau de commande de la source de courant Fronius.Cette option logicielle utilise les types de données de joint et de soudure standardde RobotWare pour fournir des informations sur le processus de soudure à lasource de courant.L'interface Fronius TPS 4000/5000 de l'option d'arc offre un accès complet à tousles modes Fronius.L'interface Fronius TPS 4000/5000 de l'option d'arc offre un accès complet auxmodes Fronius suivants :
1 Mode Projet2 Mode Tâche avec correction3 Mode programme standard4 Mode programme pulsé5 Manuel
Mode ProjetTous les paramètres de soudure, dont les données de début et de fin, sont stockésdans la source de courant Fronius.Ce mode permet à l'utilisateur de sélectionner un projet préprogrammé dans lasource de courant Fronius et d'utiliser ce projet comme donnée de soudage(« welddata ») dans le FlexPendant.
Mode Tâche avec correctionTous les paramètres de soudure, dont les données de début et de fin, sont stockésdans la source de courant Fronius. Ce mode est identique au mode Tâche maisl'utilisateur peut également accéder à la tension et à la vitesse d'alimentation enfil dans les données de soudage afin de « recentrer » les valeurs synergiquesindiquées dans la tâche.
Suite page suivanteCaractéristiques du produit - Controller software IRC5 1233HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.2.1.5 Fronius TPS 4000/5000

Mode programme standardSoudage synergique standard. L'utilisateur indique la vitesse d'alimentation en filet la source de courant Fronius sélectionne une tension adaptée. Le champ de latension permet de recentrer la tension. Ce mode permet à RW Arc de contrôlerles données de début et de fin.
Mode programme pulséSoudage synergique pulsé. L'utilisateur indique la vitesse d'alimentation en fil etla source de courant Fronius sélectionne une tension adaptée. Le champ de latension permet de recentrer la tension. Ce mode permet à RW Arc de contrôlerles données de début et de fin. Selon la configuration du système, les champsappropriés sont masqués ou affichés dans les données de soudage et les donnéesde joint (seamdata) pour que l'utilisateur ne voie que les champs valides pour lemode sélectionné.
Affichage des erreurs d'ArcL'interface Fronius affiche le numéro d'erreur fourni par Fronius dans les erreursd'arc qui apparaissent dans le FlexPendant.
Configuration logicielle requise du robotL'option RobotWare Arc est requise pour l'option Fronius TPS 4000/5000.
Configuration matérielle et logicielle requise pour la source de courant Fronius• Source de courant de soudage (TPS/TS 4000 ou 5000)• Dévidoirs Fronius (VR1500)• Option logicielle Fronius, Jobexplorer• Interface Fronius (systèmes bus et interface discrète standard)
FacultatifUnités de commande à distance Fronius (RCU 4000 et 5000)
Remarque
Les logiciels et équipements Fronius mentionnés ci-dessus ne sont pas inclusdans RW Fronius TPS 4000/5000.
Pour de plus amples informations, voir Applicationmanual-Fronius TPS 4000/5000IRC5 Interface.
124 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.2.1.5 Fronius TPS 4000/5000Suite

14.2.1.6 Standard I/O Welder
GénéralitésL'interface utilisateur Standard I/OWelder est un outil standard de programmationd'arc, qui permet de faire fonctionner et de gérer une ou plusieurs sources decourant d'E/S. La communication est assurée par une interface d'E/S de robot, quipermet à l'opérateur de programmer les principaux paramètres de processus àpartir du FlexPendant du robot. Ce logiciel permet à l'opérateur de définir la vitessed'alimentation en fil, le niveau de tension et la vitesse de soudage requis pourchaque soudure spécifique du programme de robot. Les tâches principalessuivantes peuvent être effectuées à partir de l'interface utilisateur de processusStandard I/O Welder du FlexPendant :
• Définition de la vitesse d'alimentation en fil, de la vitesse de soudage absolueet du niveau de tension requis.
Caractéristiques du produit - Controller software IRC5 1253HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.2.1.6 Standard I/O Welder

14.2.1.7 Lincoln ArcLink
GénéralitésLincoln ArcLink est un système de communications numérique utilisé dans lessystèmes de soudage Lincoln Electric Power Wave.ArcLink est spécialement conçu pour les environnements de soudage à l'arc etconvient parfaitement à la communication avec des composants cellulaires telsque des dévidoirs ou robots semi-automatiques. ArcLink permet simplement àchaque pièce de communiquer avec une autre dans un système Power Wave. Lessystèmes de soudage Power Wave fournissent également des « passerelles » quipermettent de connecter d'autres réseaux numériques tels qu'Ethernet au systèmeArcLink.ArcLink intègre tous les composants de soudage pour un transfert de donnéestransparent et rapide. La force d'ArcLink réside dans sa capacité à communiqueravec chaque composant système dans un langage de soudure prédéfini. ArcLinkassure la modularité des systèmes de soudage et fournit une connexion simpleet intelligente entre les modules.ArcLink fournit également des fonctions réseaux via des passerelles (par exemple,Ethernet) qui permettent la surveillance simultanée de plusieurs cellules desoudage, ce qui contribue au développement d'outils de supervision et desurveillance.
xx1400002223
Suite page suivante126 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.2.1.7 Lincoln ArcLink
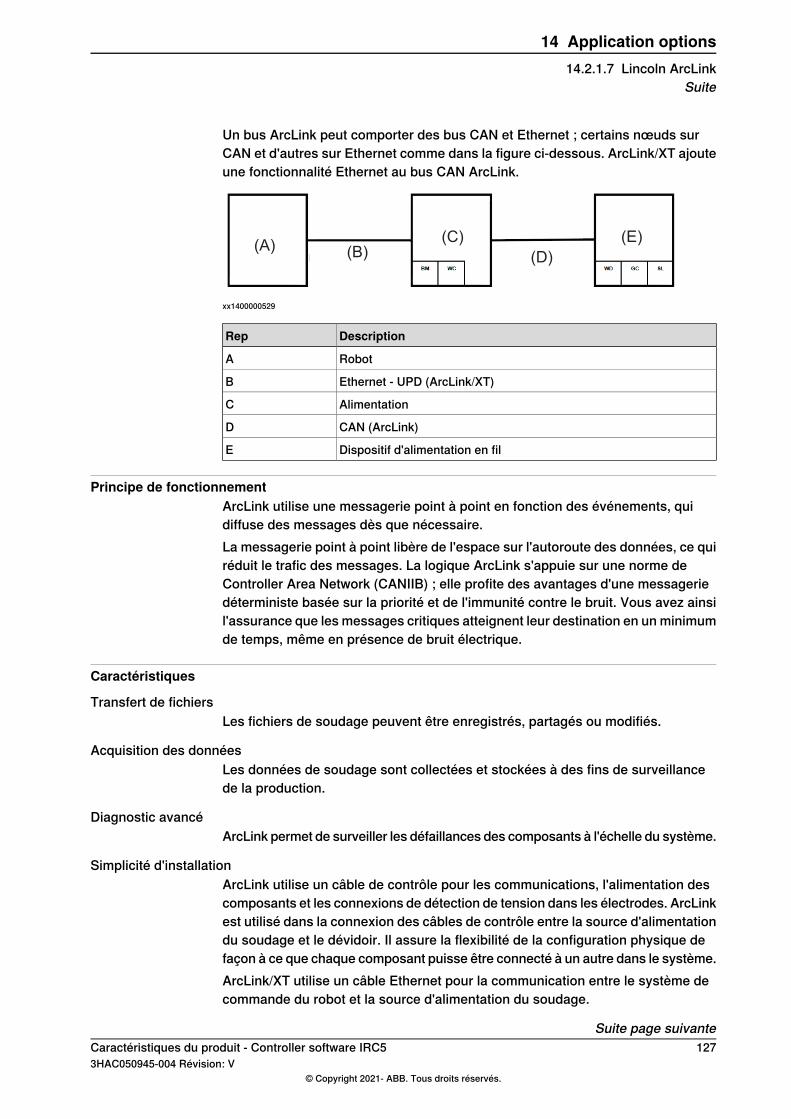
Un bus ArcLink peut comporter des bus CAN et Ethernet ; certains nœuds surCAN et d'autres sur Ethernet comme dans la figure ci-dessous. ArcLink/XT ajouteune fonctionnalité Ethernet au bus CAN ArcLink.
(A)(D)(B)
(E)(C)
xx1400000529
DescriptionRep
RobotA
Ethernet - UPD (ArcLink/XT)B
AlimentationC
CAN (ArcLink)D
Dispositif d'alimentation en filE
Principe de fonctionnementArcLink utilise une messagerie point à point en fonction des événements, quidiffuse des messages dès que nécessaire.La messagerie point à point libère de l'espace sur l'autoroute des données, ce quiréduit le trafic des messages. La logique ArcLink s'appuie sur une norme deController Area Network (CANIIB) ; elle profite des avantages d'une messageriedéterministe basée sur la priorité et de l'immunité contre le bruit. Vous avez ainsil'assurance que les messages critiques atteignent leur destination en unminimumde temps, même en présence de bruit électrique.
Caractéristiques
Transfert de fichiersLes fichiers de soudage peuvent être enregistrés, partagés ou modifiés.
Acquisition des donnéesLes données de soudage sont collectées et stockées à des fins de surveillancede la production.
Diagnostic avancéArcLink permet de surveiller les défaillances des composants à l'échelle du système.
Simplicité d'installationArcLink utilise un câble de contrôle pour les communications, l'alimentation descomposants et les connexions de détection de tension dans les électrodes. ArcLinkest utilisé dans la connexion des câbles de contrôle entre la source d'alimentationdu soudage et le dévidoir. Il assure la flexibilité de la configuration physique defaçon à ce que chaque composant puisse être connecté à un autre dans le système.ArcLink/XT utilise un câble Ethernet pour la communication entre le système decommande du robot et la source d'alimentation du soudage.
Suite page suivanteCaractéristiques du produit - Controller software IRC5 1273HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.2.1.7 Lincoln ArcLink
Suite
Power WaveLe système de soudage Power Wave est surtout utilisé dans les applications dusoudage à l'arc robotique. Il fournit un certain nombre d'outils informatiques allantdu diagnostic à la surveillance avancée de la production. En outre, Power Waveutilise ArcLink, un système de communications numérique spécialement conçupour l'environnement de soudage à l'arc. Les systèmes de soudage Power Wavefournissent également des « passerelles » qui permettent à d'autres réseauxnumériques (DeviceNet, Ethernet, etc.) de se connecter au systèmeArcLink. L'unitén'est pas fournie par ABB Robotics.
xx1400000549
ExigencesLes options RobotWare suivantes sont requises pour l'option Lincoln ArcLink :
• Arc• PC Interface, (nécessaire pour Socket Messaging)• Production Manager• Production Screen
128 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.2.1.7 Lincoln ArcLinkSuite

14.2.1.8 SKS Synchroweld
GénéralitésL'option SKS Synchroweld est une option logicielle pour la gestion de la sourced'alimentation SKS Synchroweld avec l'interface Fieldbus 5.
CaractéristiquesSynchroweld associe le robot et la machine de soudage à une entité procédurale.Cette combinaison est possible parce que, grâce à Synchroweld, la machine desoudage connaît la vitesse de soudage réelle, autrement dit, la vitesse TCP durobot et de ses axes externes. Les informations sur la vitesse sont directementtraitées dans le contrôleur de soudage.Synchroweld offre de nouvelles options pour le processus de soudage.
Avantages of SyncroWeldRésultats de soudage optimaux avec une pénétration de soudage constante etune apparence identique à tous les points du joint de soudure (même aux pointsde réorientation du chalumeau).Entrée d'énergie constante par longueur - l'énergie fournie reste constante pendantle soudage.Optimisation du processus - la visualisation de la vitesse TCP réelle pendant lesoudage facilite l'optimisation du processus.Travail simplifié et gain de temps - même avec des géométries de joint de soudurecompliquées, un seul programme de soudage et un seul réglage de vitesse desoudage suffisent.
CandidatureL'interface utilisateur graphique SKS sur le FlexPendant s'appelle l'interface SKS.L'interface SKS présente des informations utiles sur le processus :
• Tension et ampérage en temps réel• Vitesse d'alimentation du fil en temps réel• Vitesse de soudage en temps réel• Vitesse de référence• Séquence active (groupe/pièce/programme)• État du signal actif• État de la source d'alimentation• Énergie moyenne
L'interface SKS comprend également un éditeur de welddata qui permet àl'utilisateur de modifier les données suivantes :
• Valeur du port du groupe• Valeur du port de la pièce• Valeur du port de la séquence (numéro de programme)
Enfin, les contacts de relais et les entrées numériques de l'interface Fieldbus 5peuvent être contrôlés à partir de là s'ils sont configurés.
Suite page suivanteCaractéristiques du produit - Controller software IRC5 1293HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.2.1.8 SKS Synchroweld

ExigencesSystème de commande IRC5 RobotWare 6.01 ou version supérieure avec interfaceRobotWare Arc Fieldbus (DeviceNet, PROFIBUS, PROFINET)
130 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.2.1.8 SKS SynchroweldSuite

14.2.1.9 Suivi des soudures Fronius TPSi
GénéralitésIl s’agit de l’interface de suivi des soudures IRC5 d’ABBRobotic pour les soudeursTPSi.
CaractéristiquesLemodule complémentaireFronius TPSi Seam tracking (Suivi des soudures FroniusTPSi) est une puissante option logicielle complémentaire TAST (Suivi de joint àtravers l’arc) RobotWare. La fonction repose sur un signal de retour fourni par lasource d’alimentation TPSi. Ce signal de retour représente une valeur d’extensionde l’électrode pour le suivi vertical et latéral de la soudure et est utilisé commecapteur pour indiquer les variations du courant de soudage causées par lesvariations du courant et de la tension de soudage.Types de suivi pris en charge :
• Suivi en mode ligne centrale• Suivi de hauteur uniquement• Suivi des corrections de Y uniquement• Translation de ligne centrale inversée
Il y a une prise en charge pour le soudage MultiPass.La version est Fronius TPSi Seamtracking 1.00 et se trouve sur RobotApps dansl’onglet des modules complémentaires RobotStudio.La documentation utilisateur est incluse dans la distribution.
Suite page suivanteCaractéristiques du produit - Controller software IRC5 1313HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.2.1.9 Suivi des soudures Fronius TPSi

CandidatureIl existe des applications utilisateur FlexPendant dédiées pour modifier lesparamètres relatifs aux données de suivi et les informations d’exécution duprocessus de suivi.
Éditeur de données de tissage et de suivi
xx1800002516
Suite page suivante132 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.2.1.9 Suivi des soudures Fronius TPSiSuite

Widget d’exécution avec des informations sur le processus de suivi
xx1800002517
Exigences• Le module complémentaire de suivi des soudures Fronius TPSi a également
besoin du module complémentaire Fronius TPSi pour fonctionnercorrectement.
• L’option RobotWare 1553-1 Tracking Interface (option sous licence) estnécessaire pour cette fonctionnalité.
Limitations• Il y a une incompatibilité avec l’option RobotWare [659-1] Production
Monitoring dans la version actuelle de l’interface TPS/i. Le suivi des souduresne sera pas possible si l’option [659-1] Production Monitoring est installée.Dans RobotWare 6.08, ce problème est résolu.
• L’option Weldguide [815-2] Weldguide MultiPass ne peut pas être utiliséedans la même tâche. Il est possible d’utiliser soit 1553-1 Tracking interface,soit [815-2]WeldguideMultipath. Dans un environnement MultiMove, chaquetâche peut avoir une de ces options.
• Il y a une incompatibilité avec l’option [660-1] Optical tracking Arc. Celasignifie que Optical tracking Arc ne peut pas être utilisé dans le mêmesystème que ce suiveur.
• La fonctionnalité adaptative n’est pas encore prise en charge.• Prise en charge limitée des modes de suivi. Seuls les modes énumérés
ci-dessus sont pris en charge.
Suite page suivanteCaractéristiques du produit - Controller software IRC5 1333HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.2.1.9 Suivi des soudures Fronius TPSi
Suite

• Le soudage de l’aluminium et le suivi des soudures TPSi ne sont pas prisen charge jusqu’à nouvel ordre.
134 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.2.1.9 Suivi des soudures Fronius TPSiSuite
14.2.2 Autres fonctions et options incluses
14.2.2.1 Torch Service Equipment
GénéralitésL'option logicielle Torch Service Equipment permet de nettoyer automatiquementla tête de soudage. Elle élimine et réduit automatiquement l'accumulation deprojections, ce qui garantit un fonctionnement fiable et continu de la cellulerobotisée. L'option Torch Service Equipment inclut un logiciel qui est chargé danstoutes les tâches de mouvement de soudure à l'arc.
Remarque
Le logiciel Torch Service Equipment charge les pilotes d'équipement uniquesmais l'interface d'instruction RAPID est la même, quel que soit le matérielsélectionné.
Le logiciel Torch Service Equipment maximise le temps de fonctionnement de lasoudure à l'arc et limite le temps d'arrêt puisque vous pouvez le programmer poureffectuer un nettoyage automatique entre les changements de soudure ou destation. La nécessité de démonter manuellement la buse et de la nettoyer est ainsilimitée. Le logiciel Torch Service Equipment permet de nettoyer la torche desoudage pendant l'échange de positionneur, ce qui permet de réduire la durée ducycle. Une fois que Torch Service Equipment est programmé, l'opérateur peutdéterminer la fréquence du processus de nettoyage permettant de prolonger ladurée de vie du tube contact et de la buse à gaz.
ABB - TC 2013Cette option logicielle permet à l'utilisateur de définir le nettoyage du la torche desoudage et les procédures anti-projections dans un système de robot pour l'optionmatérielle ABB - TC 2013. L'option matérielle est disponible dans la grille tarifairedistincte de l'application.Les options logicielles ABB - TC 2013 permettent de prendre en charge les tâchesprincipales suivantes :
• Procédure de nettoyage automatique de la paroi intérieure de la buse à gaz,de l'extérieur du tube contact et de l'avant du diffuseur de gaz afin d'éliminerrapidement les projections de soudure.
• Procédure du programme de bombe anti-projections permettant d'offrir desintervalles plus longs entre les nettoyages du la torche de soudage.
• Procédure de définition automatique de découpe des fils pour une longueurd'électrode cohérente (extension de l'électrode)
Suite page suivanteCaractéristiques du produit - Controller software IRC5 1353HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.2.2.1 Torch Service Equipment

Binzel - TC97Cette option logicielle permet de définir le nettoyage du chalumeau et lesprocédures anti-projections dans un système de robot pour l'option matérielleBinzel - TC97. L'option matérielle est disponible dans la grille tarifaire distincte del'application.
xx1000000345
L'option logicielle Binzel - TC97 permet de prendre en charge les tâches principalessuivantes :
• Procédure de nettoyage automatique de la paroi intérieure de la buse à gaz,de l'extérieur du tube contact et de l'avant du diffuseur de gaz afin d'éliminerrapidement les projections de soudure.
• Procédure du programme de bombe anti-projections permettant d'offrir desintervalles plus longs entre les nettoyages du la torche de soudage.
136 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.2.2.1 Torch Service EquipmentSuite

14.2.2.2 Surveillance de la production
GénéralitésL'option Production Monitoring permet de journaliser les informations sur laproduction dans une base de données WebWare Server. Cette base de donnéesest stockée sur un serveurWebWare Server et affichée sur une pageWeb standardvia le client WebWare. Ces informations permettront aux utilisateurs d'améliorerla qualité des pièces et la capacité de production.
CaractéristiquesL'option Production Monitoring fournit un ensemble détaillé de donnéesautomatisées pour chaque joint de soudure de chaque pièce produite. Cette fonctiona permis de franchir un nouveau palier en matière de standardisation de la mesuredes processus, en gérant de façon proactive la production de soudure plutôt quede réagir simplement aux problèmes.Voici les principales fonctionnalités :
• Déclaration en ligne des données de production et des dysfonctionnements• Journalisation des données de production pour la traçabilité des pièces• Signalement en temps réel via un navigateur Web standard• Déploiement à coût fixe sans frais supplémentaires liés au développement
de logicielsL'option Production Monitoring offre un moyen systématique de collecter lesdonnées de production nécessaires pour atteindre les objectifs d'améliorationpermanente.Voici les applications standard :
• Analyse de durée de cycle• Suivi du rendement de la production• Quantification du temps de production perdu• Surveillance des taux d'utilisation de l'équipement• Archivage des données de production pour la traçabilité• Collecte de données pour documenter les critères d'acceptation
Tables WebWare dans Production MonitorProduction Monitor favorise les tables WebWare Server qui contiennent desrésultats statistiques. Par exemple, RobotWare Arc fournit un tableauCycle Resultsqui combine les informations issues des données CycleEvents et les donnéesSeamResults pour créer la table Cycle Result.Tableaux des événements :
• Les tableaux des événements fournissent des informations spécifiques ethorodatées sur les événements qui se produisent dans le système. Il s'agitnotamment des événements de démarrage et d'arrêt des cycles, des appelsde routine d'entretien et des appels de routine de configuration. Ces tableauxse caractérisent par des enregistrements pour les événements de démarrageet d'arrêt. Pour déterminer la durée d'un événement du début à la fin, des
Suite page suivanteCaractéristiques du produit - Controller software IRC5 1373HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.2.2.2 Surveillance de la production

calculs basés sur les données stockées dans la base de données sontnécessaires.
Tableaux des résultats :• Les tableaux des résultats contiennent des données qui sont calculées à la
volée dans RAPID. Ces tableaux fournissent des informations utiles sur laproduction sans effectuer de requêtes SQL à partir de plusieurs tableaux.Ces tableaux sont généralement remplis après la fin d'un événement et ilscomportent généralement une colonne Durée indiquant le temps qui s'estécoulé pendant l'événement. Les colonnes de ces tableaux contiennentgénéralement des champs qui s'accumulent pendant la durée d'une action.
Tableau des événementsChaque composant qui écrit dans les tableaux de la base de données WebWareinclut une colonne pour un ID d'événement. Ce nombre est incrémenté par lemoteur d'exécution sous-jacent chaque fois que le moteur exécute un événement.Les événements incluent l'exécution d'un cycle de pièce, d'une routine d'entretienou d'une routine de configuration. Lorsque la structure sous-jacente réagit à unecommande, elle affecte une valeur d'index à cet événement et permet à tous lescomposants d'accéder à cette variable. Le composant inclut cet ID d'événementdans le tableau de sa base de données de façon à pouvoir effectuer les requêtesSQL en fonction de cette clé. Par exemple, lorsque la structure sous-jacente réagità une commande, un événement de démarrage est généré et consigné dans letableau des événements.Ce tableau contient les enregistrements de toutes les réponses issues des requêtesauprès du moteur d'exécution.Ils incluent les appels de cycle de pièce, les appels de routine d'entretien et lesappels de routine de configuration. Des enregistrements seront ajoutés pour tousles événements de démarrage et d'arrêt. Le champ EventType est utilisé pourdifférencier les appels de cycle de pièce, les appels de routine d'entretien et lesappels de routine de configuration.
DescriptionType de donnéesNom de colonne
Nombre fourni par le moteur d'exécution.Peut servir de clé.
Entier longEventID
Énumération des types de cycle, d'entretienet de configuration
EntierEventType
Énumération du démarrage ou de l'arrêtEntierCondition
Utilisateur connectéChaîneUserID
Nom de la tâcheChaîneRobotID
Nom du système de commandeChaîneControllerID
HorodatageDate-HeureTime
Suite page suivante138 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.2.2.2 Surveillance de la productionSuite

Table Cycle EventsLa table CycleEvents contient les enregistrements de tous les cycles de pièceexécutés par le moteur d'exécution. Le champ CycleID indique le numéro de sériedes pièces. Ce numéro peut être fourni à la structure sous-jacente à partir d'unsystème externe ou par simples incréments dans le moteur d'exécution.
DescriptionType de donnéesNom de colonne
Nombre fourni par le moteur d'exécution.Peut servir de clé.
Entier longEventID
Nombre fourni par le moteur d'exécution.Peut servir de clé.
Entier longCycleID
Énumération du démarrage ou de l'arrêtEntierCondition
Chemin d'accès et nom d'une procédure depièce
ChaînePart
À partir de la description partdataChaînePartDescription
Nombre au moment de l'événement. Unecondition de démarrage indique le nombrede pièces avant l'exécution de la pièce. Unecondition d'arrêt doit indiquer un nombre depièces (PartCount) incrémenté.
EntierPartCount
À partir de la station partdataEntierStation
Utilisateur connectéChaîneUserID
Nom de la tâcheChaîneRobotID
Nom du système de commandeChaîneControllerID
HorodatageDate-HeureTime
Table Seam ResultsLa table SeamResults contient un enregistrement pour chaque joint de soudureterminé. Elle fournit des informations sur la soudure à partir de RobotWare Arc.La valeur du champ CycleID correspond à la valeur de la table CycleEvents. Cenuméro peut être fourni à la structure sous-jacente à partir d'un système externeou par simples incréments dans le moteur d'exécution. La valeur est égale à « 0 »si la soudure n'a pas été exécutée dans le cadre d'un cycle. Les informations surle cycle issues du moteur d'exécution seront incluses dans la table si ces valeurssont disponibles. Dans le cas contraire, les champs seront définis sur « 0 » ou« - », en fonction du type de données.
DescriptionType de donnéesNom de colonne
Nombre fourni par le moteur d'exécution.Peut servir de clé.
Entier longEventID
Nombre fourni par le moteur d'exécution.Peut servir de clé.
Entier longCycleID
Chemin d'accès et nom d'une procédure depièce
ChaînePart
À partir de la description des données depièce
ChaînePartDescription
À partir de la station de données de pièceEntierStation
Nom fourni dans l'instruction ArcChaîneSeamName
Suite page suivanteCaractéristiques du produit - Controller software IRC5 1393HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.2.2.2 Surveillance de la production
Suite

DescriptionType de donnéesNom de colonne
Temps nécessaire à l'allumage de l'arcinconnuArcStartDuration
Durée nominale d'allumage de l'arcinconnuNominalArcStart
Longueur de la soudure réelle effectuée pourle joint
inconnuSeamLen
Longueur nominale enregistrée du jointinconnuNominalSeamLen
Durée de la soudure, en secondesinconnuDuration
Durée nominale enregistrée (en secondes)d'exécution de la pièce
inconnuNominalDuration
Nombre de démarrages de l'arc pour le joint(idéalement : 1)
EntierArcStarts
Nombre d'interruptions lors du soudage (pourquelque raison que ce soit)
EntierStops
True si toutes les soudures sont terminéesBooléenCompleted
Utilisateur connectéChaîneUserID
Nom de la tâcheChaîneRobotID
Nom du système de commandeChaîneControllerID
HorodatageDate-HeureTime
Table Cycle ResultsLa table CycleResults contient un enregistrement pour chaque cycle de pièceeffectué par le moteur d'exécution. Elle fournit des informations supplémentairessur le cycle d'après les informations fournies par RobotWare Arc. La valeur duchamp CycleID correspond à la valeur de la table CycleEvents. Ce numéro peutêtre fourni à la structure sous-jacente à partir d'un système externe ou par simplesincréments dans le moteur d'exécution. La structure sous-jacente fournit desraccordements de procédure qui permettent aux applications de process commeArc d'être informées sur les événements du cycle. Cette table est écrite parRobotWare Arc. Les autres applications du processus peuvent comporter destables CycleResults légèrement différentes.
DescriptionType de donnéesNom de colonne
Nombre fourni par le moteur d'exécution.Entier longEventID
Nombre fourni par le moteur d'exécution.Entier longCycleID
Chemin d'accès et nom d'une procédure depièce
ChaînePart
À partir de la description des données depièce
ChaînePartDescription
Nombre au moment de l'événement. Unecondition de démarrage indique le nombrede pièces avant l'exécution de la pièce. Unecondition d'arrêt doit indiquer un nombre depièces (PartCount) incrémenté.
EntierPartCount
À partir de la station de données de pièceEntierStation
Longueur cumulée de toutes les souduresde la pièce
inconnuWeldLen
Suite page suivante140 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.2.2.2 Surveillance de la productionSuite

DescriptionType de donnéesNom de colonne
Longueur cumulée enregistrée pour toutesles soudures de la pièce
inconnuNominalWeldLen
Durée d'exécution de la pièce, en secondesinconnuDuration
Durée enregistrée (en secondes) d'exécutionde la pièce
inconnuNominalDuration
Nombre de soudures effectuées au cours ducycle de pièce
EntierWelds
Nombre enregistré de soudures effectuéesau cours du cycle de pièce
EntierNominalWelds
Nombre de démarrages de l'arc au cours ducycle
EntierArcStarts
Nombre d'interruptions lors du soudage (pourquelque raison que ce soit)
EntierWeldStops
True si toutes les soudures sont terminéesBooléenCompleted
Temps de soudage à l'arc pour le robotinconnuAccumArcTime
Nombre total de démarrages de l'arc pour lerobot
inconnuAccumArcStarts
Utilisateur connectéChaîneUserID
Nom de la tâcheChaîneRobotID
Nom du système de commandeChaîneControllerID
HorodatageDate-HeureTime
Exigences
Configuration PC requiseConfiguration requise du système de com-mande de robot
WebWare Server 4.5 ou supérieur. Pour desinformations plus complètes sur la configura-tion PC requise, reportez-vous au manueld'administration de WebWare Server.
Option PC Interface
Caractéristiques du produit - Controller software IRC5 1413HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.2.2.2 Surveillance de la production
Suite

14.2.2.3 Additional Arc System, Two additional
GénéralitésL'option logicielleAdditional Arc Systems permet de préparer un système de robotà commander deux ou trois systèmes de soudure à l'arc. Il peut, par exemple,commander un équipement de processus MIG/MAG associé à un équipement deprocessus TIG par le biais d'un seul robot. Pour préparer la communication logicielleà commander deux ou trois systèmes de soudure à l'arc avec le même robot, ABBa développé des options logicielles, dans lesquelles un ou deux équipements deprocessus supplémentaires peuvent être définis.
142 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.2.2.3 Additional Arc System, Two additional

14.2.2.4 Options incluses
L'option Arc 6 [633-4] comprend les options ci-dessous :• 637-1 Production Screen [637-1]• FlexPendant Interface [617-1] si l'option n'est pas sélectionnée avec l'option
MultiFunction [824-1]• Cont. Appl. Platform [624-1]
Caractéristiques du produit - Controller software IRC5 1433HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.2.2.4 Options incluses

14.3 Arc options
GénéralitésRobotWare Arc Options est un ensemble d'applications logicielles, conçu poursimplifier l'utilisation de différentes options matérielles afin d'améliorer laproductivité et de réduire le coût de possession et de fonctionnement d'un systèmeABB de soudage à l'arc. Certaines des options logicielles doivent être achetéesavec l'optionmatérielle spécifique disponible dans la grille tarifaire des applicationsIRC5 tandis que d'autres options logicielles peuvent être achetées séparément.Ce document décrit les options logicielles d'Arc en termes de fonctionnalités debase et indique si elles sont liées à un équipement spécifique.Les logiciels sont vendus avec RobotWare et activés lors de l'élaboration d'unsystème à l'aide du Gestionnaire d'installation.
Suite page suivante144 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.3 Arc options

14.3.1 SmarTac - I/O version [657-1]
GénéralitésCette option logicielle permet à l'utilisateur de définir des procédures de recherchedans un système de robot pour l'option matérielle américaine. L'option matérielleest disponible dans la grille tarifaire distincte de l'application.L'option logicielle SmarTac™ permet de contrôler un capteur tactile électriquepour localiser la position des soudures. Elle se sert de la buse à gaz du la torchede soudage comme d'un capteur. Les différentes instructions de recherche inclusesvous permettent de changer de soudure en fonction des résultats de la recherchelors de l'exécution.
xx1000000347
CaractéristiquesSmarTac permet de « rechercher » la fonction d'une pièce à l'aide d'une partie dula torche de soudage. Généralement, le fil de soudage (ou la buse) est utilisécomme partie de détection du la torche de soudage. Les recherches sontprogrammées dans une séquence de soudure. Chaque recherche est composéede deux positions robtarget : une pour l'emplacement de départ et une pourl'emplacement prévu de la fonction de la pièce. Pendant la recherche, la fonctionde la torche de soudage (buse ou fil) est alimentée en courant continu (38 Venviron). Lorsque le la torche de soudage entre en contact avec la pièce (aupotentiel de terre), une entrée est définie dans le système de commande du robot.Lorsque l'entrée est détectée, l'emplacement du robot est stocké et le déplacements'arrête. Les instructions de recherche incluses dans le logiciel SmarTac sontconçues pour renvoyer des informations sur le « décalage ». En d'autres termes,le résultat d'une recherche est la distance entre le lieu de programmation del'emplacement de recherche initial et l'endroit où le robot a trouvé la pièce. Uneutilisation efficace de SmarTac permet de réduire nettement les coûts de fixation.SmarTac peut également favoriser la prise en compte de la variabilité des pièces,qu'il est impossible de contrôler autrement.
Suite page suivanteCaractéristiques du produit - Controller software IRC5 1453HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.3.1 SmarTac - I/O version [657-1]

Hardware (Matériel)Le composant principal est une carte de capteurs électroniques, qui détecte lecontact avec la fonction de la pièce à localiser. La carte SmarTac peut êtrecommandée comme produit supplémentaire. Elle est installée dans l'armoire durobot. Les produits utilisés en Europe et en Amérique du Nord sont différents maisles fonctionnalités sont les mêmes.
Remarque
Remarque ! Les options matérielles ne sont pas incluses dans l'option logicielleindiquée ci-dessous.
146 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.3.1 SmarTac - I/O version [657-1]Suite

14.3.2 Navigator [814-1]
GénéralitésNavigator est un produit qui permet d'effectuer avec précision l'étalonnage desaxes externes et des dispositifs de fixation. Il se compose de deux fonctionsprincipales : la définition du référentiel et la mesure des coordonnées.
Définition du référentiel (étalonnage du repère objet)Les billes de positionnement sont généralementmontées sur le dispositif de fixationet l'aiguille de mesure est montée sur le robot. Le TCP de l'aiguille de mesure estdéfini à l'aide du système d'étalonnage du TCP BullsEye.
(A)
(B)
xx1000000349
DescriptionPosition
AiguilleA
Billes de positionnementB
Le robot est ensuite utilisé pour mesurer un certain nombre de points de référence(billes de positionnement). Pour définir le référentiel, il suffit de laisser le robotlocaliser les billes de positionnement placées sur le dispositif de fixation. Cetteprocédure peut être totalement automatisée et ne nécessiter aucune interventionde l'utilisateur. Ainsi, l'étape manuelle consistant à désigner les positions deréférence pour la définition du référentiel est remplacée par des méthodes derecherche automatisée.
Mesure des coordonnées (Robot CMM)La principale fonction de la mesure des coordonnées avec Navigator consiste àétalonner différents dispositifs de fixation. Cependant, cette fonction permet ausside mesurer les variations de pièces :
• A : Concordance des dispositifs de fixation. Un dispositif de fixation deréférence est créé et réglé manuellement du point de vue mécanique. Lerobot est ensuite utilisé pour mesurer un certain nombre de points deréférence (surfaces). Les points mesurés sur le dispositif de fixation deréférence sont appelés des points nominaux. Le dispositif de fixation deréférence est ensuite retiré et un dispositif de fixation cloné est monté dansla même cellule robotisée. Le robot reçoit alors l'ordre demesurer les mêmes
Suite page suivanteCaractéristiques du produit - Controller software IRC5 1473HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.3.2 Navigator [814-1]

points de référence sur le nouveau dispositif de fixation, qui n'a pas été réglémécaniquement. Les points référencés sont comparés aux points nominauxet un rapport est créé. Ce rapport explique comment le dispositif de fixationcloné doit être réglé mécaniquement pour constituer une copie exacte dudispositif de fixation nominal. Cette procédure peut être répétée pour unnombre illimité de dispositifs de fixation clonés.
• B : Suivi des lots de production. Les points de fixation ne sont pas mesurés.Par contre, les points nominaux sont créés sur une pièce de référence. Lespièces/lots ultérieurs font ensuite l'objet d'un suivi régulier concernant l'écartpar rapport à la pièce de référence. Le résultat est consigné, ce qui permetd'arrêter automatiquement la production.
Hardware (Matériel)Le produit Navigator pour la définition des référentiels est composé de l'aiguillede mesure (ex : buse à gaz équipée d'une bille de positionnement) et de trous demontage sur le dispositif de fixation pour les billes de positionnement. Ce produitest vendu séparément.
Performances escomptéesLa précision de répétabilité de la localisation d'une sphère unique est de la mêmeampleur que la précision de répétabilité des robots, estimée à 0,05 [mm]. Laprécision de répétabilité escomptée de l'étalonnage du référentiel de base pourun axe externe de rotation est de 0,16 [mm] au maximum et de 0,09 [mm] enmoyenne. L'écart de position maximum escompté de l'étalonnage d'une celluleentière (y compris l'étalonnage du TCP de l'aiguille, de l'axe externe et du repèreobjet/dispositif de fixation) est de 0,24 [mm] et l'écart de position moyen est de0,13 [mm]. Ces chiffres sont basés sur des tests empiriques et ne constituent quedes estimations des performances escomptées. ABB ne peut être tenu responsabled'éventuels écarts avec ces chiffres. Pour que vous puissiez obtenir desperformances optimales, le robot doit être équipé du système d'étalonnage duTCP BullsEye et du capteur tactile SmarTac.
ExigencesUn capteur tactile (SmarTac de préférence).
Instructions RAPIDInstructions RAPID incluses dans cette option :
DescriptionInstruction
SearchSpL est une instruction permettant de mesurer de ma-nière tactile la position du centre d'une sphère (ex : bille depositionnement). Le robot se déplace de façon linéaire vers lepoint de départ du modèle de recherche. À partir du point dedépart, le robot se déplace en spirale vers le bas, jusqu'à ceque l'aiguille touche la bille de positionnement. Cemouvementest répété plusieurs fois et le centre de la bille de positionne-ment est calculé.
SearchSpL
Suite page suivante148 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.3.2 Navigator [814-1]Suite

DescriptionInstruction
SearchSpJ est une instruction permettant de mesurer de ma-nière tactile la position du centre d'une sphère (ex : bille depositionnement). Le robot se déplace de façon articulaire versle point de départ du modèle de recherche. À partir du pointde départ, le robot se déplace en spirale vers le bas, jusqu'àce que l'aiguille touche la bille de positionnement. Ce mouve-ment est répété plusieurs fois et le centre de la bille de positio-nnement est calculé.
SearchSpJ
Measure_1D est une instruction qui permet de mesurer demanière tactile un point perpendiculaire à son plan. Le roboteffectue un déplacement linéaire vers la position ApprPoint.L'équipement de recherche est activé et le mouvement débuteen direction du point à mesurer (NominalPoint). Le robotcontinue après le point de recherche pour que la distance totalede recherche maximale soit deux fois supérieure à la distanceentre ApprPoint et NominalPoint. Une fois l'entité détectée,le mouvement s'arrête, puis la distance entre NominalPointet la position de recherche est consignée et affichée dans leFlexPendant. Si l'argument \UpdateNominal est utilisé, lavaleur de NominalPoint correspondra à celle de la recherche.
Measure_1D
Caractéristiques du produit - Controller software IRC5 1493HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.3.2 Navigator [814-1]
Suite
14.3.3 Optical Tracking Arc [660-1]
GénéralitésL'option Optical Tracking Arc est une option logicielle qui permet d'intégrer descapteurs optiques externes utilisables pour le suivi des soudures en temps réel.Pour assurer la communication entre le capteur et le système de commande durobot, on dispose de deux interfaces différentes : l'interface série (RS232) etl'Ethernet.Si l'on utilise l'interface RS232, il convient d'adapter les capteurs au protocolestandard utilisé par ABB : le LTAPP. On peut se procurer des capteurs compatiblesLTAPP auprès de sociétés comme Servo Robot, Meta et Scout.On peut utiliser un lien Ethernet pour des capteurs optiques de ServoRobot. Ilsutilisent alors le protocole Robo-Com Light, défini par ServoRobot.
CaractéristiquesVoici les principales fonctionnalités :
• Étalonnage aisé à l'aide de l'interface dédiée du FlexPendant et la plaqued'étalonnage, réf. 3HAC032252-001. Contactez ABB Robotics.
• Suivi du contour intégré dans les mouvements de soudage à l'arc.• Contrôle de processus adaptatif lors du suivi et du déplacement de la
trajectoire.• Compatibilité TCP/IP pour faciliter l'interface plug and play, via le lien
Ethernet.• Il est possible d'installer des capteurs spécifiques pour chaque robot dans
un système MultiMove (si vous utilisez le lien série, il se peut que le nombrede ports série soit limité).
• Comporte toutes les fonctions de l'option Sensor Interface [628-1].
PerformancesConçu pour fonctionner pour des applications de soudage à l'arc normales. Lesperformances réelles, comme la précision du suivi de trajectoire, dépend toutefoisde la vitesse, de la courbure, du temps d'avance, de la fréquence d'échantillonnage,etc.
ExigencesPour l'étalonnage, il est nécessaire de disposer de la plaque d'étalonnage del'option matérielle [1250-1].
150 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.3.3 Optical Tracking Arc [660-1]
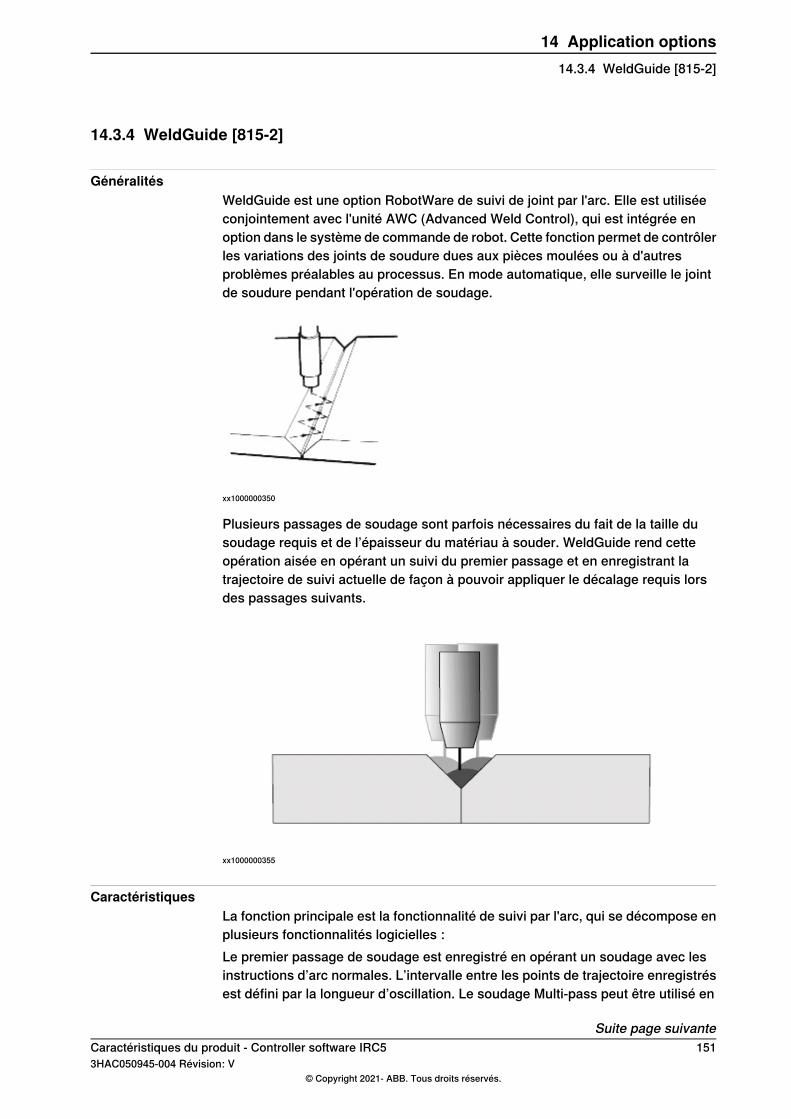
14.3.4 WeldGuide [815-2]
GénéralitésWeldGuide est une option RobotWare de suivi de joint par l'arc. Elle est utiliséeconjointement avec l'unité AWC (Advanced Weld Control), qui est intégrée enoption dans le système de commande de robot. Cette fonction permet de contrôlerles variations des joints de soudure dues aux pièces moulées ou à d'autresproblèmes préalables au processus. En mode automatique, elle surveille le jointde soudure pendant l'opération de soudage.
xx1000000350
Plusieurs passages de soudage sont parfois nécessaires du fait de la taille dusoudage requis et de l’épaisseur du matériau à souder. WeldGuide rend cetteopération aisée en opérant un suivi du premier passage et en enregistrant latrajectoire de suivi actuelle de façon à pouvoir appliquer le décalage requis lorsdes passages suivants.
xx1000000355
CaractéristiquesLa fonction principale est la fonctionnalité de suivi par l'arc, qui se décompose enplusieurs fonctionnalités logicielles :Le premier passage de soudage est enregistré en opérant un soudage avec lesinstructions d’arc normales. L’intervalle entre les points de trajectoire enregistrésest défini par la longueur d’oscillation. Le soudage Multi-pass peut être utilisé en
Suite page suivanteCaractéristiques du produit - Controller software IRC5 1513HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.3.4 WeldGuide [815-2]

conjonction avec le suivi des joints. La trajectoire répétée peut être décalée selonune valeur positive ou négative (« Y » et « Z ») dans les coordonnées de joint etsubir une rotation positive ou négative (« Y » et « Z ») dans les coordonnées dejoint. Les trajectoires répétées peuvent également être exécutées vers l’avant etvers l’arrière. Les points de trajectoire de début et de fin peuvent être allongés ouécourtés d’une distance spécifiée en millimètres. En cas d’allongement de latrajectoire, le nouveau point final est projeté vers l’extérieur en utilisant les deuxpoints qui ont été enregistrés dans la trajectoire. L’allongement et l’écourtementde trajectoire permettent un soudage serré dans les soudages précédents ou dansle matériau parent en soi.
Suivi de ligne centraleLe logiciel WeldGuide contrôle la mesure du courant et de la tension (impédance)dans la position finale respective de la largeur d'oscillation du robot lorsque le latorche de soudage oscille à travers le joint de soudure. Cesmesures sont analyséesen temps réel par le logiciel WeldGuide, qui génère ensuite des réglages de latrajectoire du robot afin de s'assurer que l'arc reste dans le joint de soudure toutau long de la trajectoire de soudage. Se reporter à la Figure ci-dessous.
A
B
xx1000000351
Suivi unilatéralLe logiciel WeldGuide peut également effectuer le suivi d'un seul côté, en surveillantdes échantillons de données d'une seule paroi, afin de suivre la trajectoire du robotpendant le soudage. De plus, il est possible de programmer le degré de pénétrationdans la plaque latérale. Se reporter à la Figure ci-dessous.
(A)
xx1000000352
Suite page suivante152 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.3.4 WeldGuide [815-2]Suite

DescriptionRep
WeldGuide prend les échantillons de données d'une seuleparoi.
A
Suivi « Torch-To-Work » (du la torche de soudage à la pièce à traiter)En cas d'utilisation du logiciel WeldGuide en mode « Torch-to-Work », la mêmedistance entre le tube contact et la pièce à traiter est conservée. Cette distanceest indiquée en tant que paramètres de tension et de courant dans les donnéesde soudage. L'oscillation n'est pas requise pour ce type de suivi. Cependant, lescalculs de correction étant synchronisés avec lemodèle d'oscillation, une oscillationd'une largeur quasiment nulle est requise. Se reporter à la Figure ci-dessous.
xx1000000353
Suite page suivanteCaractéristiques du produit - Controller software IRC5 1533HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.3.4 WeldGuide [815-2]
Suite
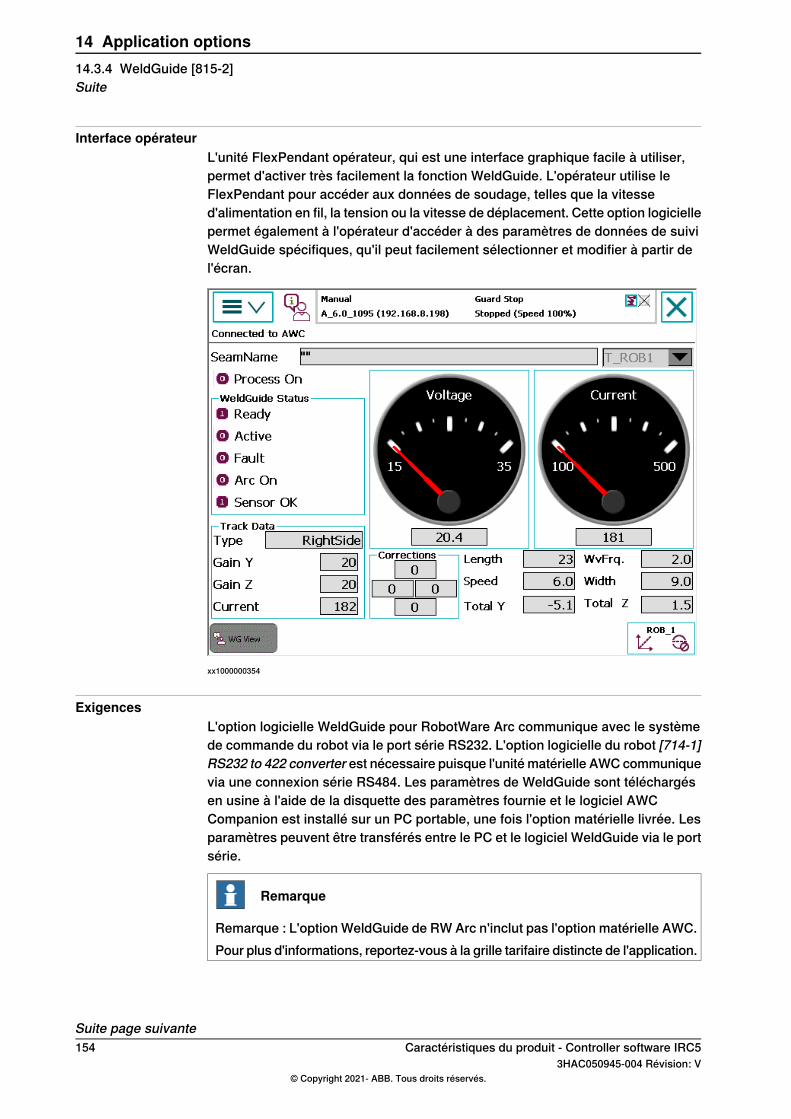
Interface opérateurL'unité FlexPendant opérateur, qui est une interface graphique facile à utiliser,permet d'activer très facilement la fonction WeldGuide. L'opérateur utilise leFlexPendant pour accéder aux données de soudage, telles que la vitessed'alimentation en fil, la tension ou la vitesse de déplacement. Cette option logiciellepermet également à l'opérateur d'accéder à des paramètres de données de suiviWeldGuide spécifiques, qu'il peut facilement sélectionner et modifier à partir del'écran.
xx1000000354
ExigencesL'option logicielle WeldGuide pour RobotWare Arc communique avec le systèmede commande du robot via le port série RS232. L'option logicielle du robot [714-1]RS232 to 422 converter est nécessaire puisque l'unitématérielle AWC communiquevia une connexion série RS484. Les paramètres de WeldGuide sont téléchargésen usine à l'aide de la disquette des paramètres fournie et le logiciel AWCCompanion est installé sur un PC portable, une fois l'option matérielle livrée. Lesparamètres peuvent être transférés entre le PC et le logiciel WeldGuide via le portsérie.
Remarque
Remarque : L'option WeldGuide de RW Arc n'inclut pas l'option matérielle AWC.Pour plus d'informations, reportez-vous à la grille tarifaire distincte de l'application.
Suite page suivante154 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.3.4 WeldGuide [815-2]Suite

LimitationsLes limitations suivantes s’appliquent au WeldGuide (815-1 ou 815-2) dans unsystème MultiMove :
• Si l’on envisage d’équiper plusieurs robots d’un WeldGuide, il faut disposerde plusieurs canaux en série. Cette option n’est disponible que sur demande(en fonction de l’ordinateur principal précédent).
• On ne peut utiliser plusieurs WeldGuide quand la pièce de travail est tenuepar une unité mécanique (robot ou positionneur). Cette limitation s’appliqueaussi quand la pièce de travail reste stationnaire lors de la soudure.
Instructions RAPIDInstructions RAPID incluses dans cette option :Pour plus d'informations, reportez-vous au Manuel d’utilisation - Suivi des jointsavec Weldguide III et MultiPass.
Caractéristiques du produit - Controller software IRC5 1553HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.3.4 WeldGuide [815-2]
Suite

14.4 BullsEye [652-1]
GénéralitésBullsEye™ fournit une définition du point central d'outil (TCP) totalementautomatisée pour les robots de soudage commandés par le système de commandede robot IRC5. Le robot fonctionne toujours avec un TCP précis puisqu'il vérifie etmet à jour régulièrement l'alignement du TCP.
CaractéristiquesLes options logicielles BullsEye permettent de prendre en charge les tâchesprincipales suivantes :
• Définition des données d'outil.• Définition et programmation des procédures QuickCheck™.• Définition et programmation d'une séquence d'analyse complète et mise à
jour des données d'outil.• Programmation de la longueur étendue de l'électrode (extension de
l'électrode) sur les données d'outil existantes.• Instruction pour visualiser l'écart dans les données d'outil vérifiées au fil du
temps.
DescriptionLe robot déplace le fil de soudage à travers un faisceau lumineux dans plusieursorientations et le TCP est calculé par triangulation. À intervalles précis, le robotpeut être programmé sur zéro dans BullsEye, faire une vérification rapide en10 secondes environ, puis retourner au travail. Si le TCP n'est pas correctementaligné, BullsEye recalcule automatiquement le TCP et l'angle du chalumeau.L'option logicielle BullsEye offre à l'utilisateur la possibilité de définir et deprogrammer un périphérique matériel BullsEye autonome (reportez-vous auxphotos des différents matériels disponibles ci-dessous). L'option de soudure àl'arc BullsEye inclut un logiciel qui est chargé dans toutes les tâches demouvement
Suite page suivante156 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.4 BullsEye [652-1]

de soudure à l'arc générées lors de la programmation d'une activité de vérificationdu TCP (Tool Center Point, point central d'outil) dans un système robotisé.
(A) (B)
xx1000000343
DescriptionRep
Version nord-américaineA
Version européenneB
Les versions matérielles autonomes citées ci-dessus sont disponibles dans lesgrilles tarifaires des différentes applications.
Caractéristiques du produit - Controller software IRC5 1573HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.4 BullsEye [652-1]
Suite
14.5 Spot 6 [635-6]
GénéralitésL'option RobotWare Spot représente une plate-forme logicielle générale et soupledestinée à la création de progiciels de fonctions personnalisés et faciles à utiliser,pour différents types de systèmes de soudage par points et d'équipements deprocessus.Il existe trois configurations Spot principales prenant en charge le soudage parpoints, deux pour les pinces asservies et une pour les pinces pneumatiques. Toutesles configurations Spot fournissent des instructions de soudage par points pourun positionnement précis et rapide combiné à une manipulation à la pince, undémarrage de processus et une surveillance des différents équipements de pince.Les instructions incluses permettent d'effectuer une soudure séquentielle avec unou plusieurs équipements de pince ou pour une soudure simultanée avec quatrepinces maximum.Les configurations Spot sont générales et peuvent être considérablementpersonnalisées. Elles possèdent une fonctionnalité par défaut « prête à l'emploi »directement après l'installation et peuvent être, au besoin, personnalisées via laconfiguration du processus.Le logiciel en option Spot est également disponible séparément auprès deRobotWare comme un add-in de RobotWareIn, accessible depuis la galerieRobotStudio Add-Ins. L’add-in SpotWare dispose de son propre cycle de versionset n’est pas liée à une version spécifique de RobotWare. Cette approche permetde mettre à jour le logiciel rapidement en cas de besoin.
CaractéristiquesLe progiciel d'options Spot contient les fonctionnalités suivantes :
• Positionnement précis et rapide à l'aide des concepts uniques QuickMoveet TrueMove.
• Pré-fermeture de la pince, la fermeture de la pince sera synchronisée avecle robot atteignant la position de soudage pour économiser le temps de cycle.
• Fonctions d'égalisation logicielle (si la configuration Spot Servo Equalizingest installée).
• Prise en charge des systèmes d'égalisation de pinces mécaniques.• Fonctions d'assistance pour la gestion de l’usure des électrodes• Force de points constante oumodifiable pendant le soudage pour les pinces
asservies.• Fonctions d'étalonnage des pinces asservies.• Détection de plaquesmanquantes ou inappropriées pour les pinces asservies.• Exécution inverse avec le contrôle du pince.• Actions manuelles pour le soudage et le contrôle de la pince.• Prise en charge du changement d'outil rapide entre maximum 8 pinces
asservies différentes. Veuillez noter que cela nécessite l'option 630-1 ServoTool Change.
Suite page suivante158 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.5 Spot 6 [635-6]

• Prise en charge du soudage simultané avec un maximum de quatre pincessimultanées (pour les systèmes MultiMove avec 2 robots, maximum deuxpinces pour un soudage simultané).
• Plusieurs possibilités de simulation à des fins de test.• Récupération d'erreurs de soudage avec ressoudage automatique.• Fonctionnalité « prête à l'emploi » par défaut directement après l'installation
si une configuration SpotPack est sélectionnée.• Nombreuses possibilités de personnalisation, types de données de
processus, données de point, données de pince telles que les compteursde soudage et données d'usure des électrodes pour chaque pince utilisée.
• Gestion des erreurs intégrée et possibilité de surveillance et de récupérationd'erreurs définies par l'utilisateur et personnalisables.
• Interface opérateur dédiée à Spot sur le FlexPendant.• Gestion des pannes avec équipement de soudage intégré (pour les options
782-x Bosch Weld timer)• Prise en charge du soudage par points sur deux robots dans un système
MultiMove, et exécution de façon partiellement coordonnée avecWaitSyncTask. Veuillez noter que l’option 634-1 MultiProcess est requisepour plusieurs robots dans un système MultiMove.
• Possibilité d’exécuter différentes fonctionnalités Spot sans avoir àsélectionner de robot, c’est-à-dire un système de commande autonome.
• Possibilité de surveillance du processus de soudage. Veuillez noter quel'option XXX-1 Advanced process monitoring est requise pour certainscontenus de données.
Fonctions de SpotWare Servo EqualizingPour la configuration Spot Servo Equalizing, les fonctions de détalonnage de lapince sont intégrées dans le logiciel de processus Spot Servo. Spot ServoEqualizing vous permet de résoudre le détalonnage de la pince de soudage parpoints sans matériel de détalonnage mécanique sur la pince de soudage. Vouspouvez ainsi réduire le coût d'investissement et améliorer la productivité. Le faitde retirer du matériel sur la pince permet également de réduire le poids et, enoutre, l'absence d'influence gravitationnelle génère unemeilleure optimisation lorsde la programmation de la trajectoire du robot. Enfin, le remplacement dudétalonnage mécanique par le logiciel Spot Servo Equalizing nécessite moins depièces de rechange et génère des coûts de maintenance moindres. Vous pouvezutiliser Spot Servo Equalizing pour :
• Les pinces de type C et X montées sur robot• Les pinces de type C et X sur réhausse• Le changement d'outil entre les pinces avec différentes données de
détalonnage• Réglage de la position de soudage : simplification du réglage des positions
de soudage programmées.
Suite page suivanteCaractéristiques du produit - Controller software IRC5 1593HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.5 Spot 6 [635-6]
Suite

• Libération du bras de la pince fixe : libération automatique du bras de lapince à partir de la tôle soudée lorsque le robot se déplace parmi les pointsde soudage.
• Compensation de la déviation du bras de la pince : le programme de robotcompense automatiquement la déviation du bras de la pince.
• Mesure et compensation de l'usure des électrodes : le programme de robotcompense automatiquement le point central d'outil (TCP) de la pince desoudage pour l'usure des électrodes sans utiliser de capteurs externes.
• Le type de détalonnage (mécanique ou logiciel) est déterminé par les donnéesdéfinies dans les données de pince pour chaque pince utilisée.
• SoftMove Equalizing - Le robot est à l'état "soft" dans la direction z de l'outilpendant la fermeture du pistolet.
CandidatureL'option RobotWare Spot peut être utilisée dans tous les processus de soudagepar points. Le mouvement du robot et le processus de soudage par points sontcontrôlés à partir des instructions SpotL/SpotJ et SpotML/SpotMJ.Le processus de soudage par points est spécifié par :
• Types de données Spot et spécifiques à l'équipement• Configuration de processus Spot et spécifique à l'équipement• Configuration d'E/S• Routines RAPID et données globales pour la personnalisation• Modules utilisateur
Instructions SpotLe mouvement du robot et le contrôle de l'équipement de soudage par points sontincorporés dans les instructions de base de soudage par points SpotL et SpotJ.Ces dernières sont utilisées pour le soudage séquentiel et sont disponibles danstoutes les options de soudage par points. Si vous souhaitez souder avec plusieurspinces simultanément, vous devez utiliser SpotML ou SpotMJ.
Utilisé pourInstruction
Contrôle le déplacement, l'ouverture/fermeture de la pince et leprocessus de soudage. Déplace le TCP le long d'une trajectoire li-néaire et effectue un soudage par points en position finale.
SpotL
Contrôle le déplacement, l'ouverture/fermeture de la pince et leprocessus de soudage. Déplace le TCP le long d'une trajectoire nonlinéaire et effectue un soudage par points en position finale.
SpotJ
Contrôle le déplacement, l'ouverture/fermeture de la pince et lesprocessus de soudage 1 à 4. Déplace le TCP le long d'une trajectoirelinéaire et effectue un soudage par points en position finale avec 1à 4 équipements de pince. Disponible uniquement si MultiGun Co-nfiguration est installée.
SpotML
Contrôle le déplacement, l'ouverture/fermeture de la pince et lesprocessus de soudage 1 à 4. Déplace le TCP le long d'une trajectoirenon linéaire et effectue un soudage par points en position finaleavec 1 à 4 équipements de pince. Disponible uniquement siMultiGunConfiguration est installée.
SpotMJ
Suite page suivante160 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.5 Spot 6 [635-6]Suite

Utilisé pourInstruction
Place le servo en mode autonome puis déplace la pince sur uneposition indépendante spécifique.
IndGunMove
Réinitialise le mode autonome pour la pince servo.IndGunMoveReset
Ferme le pince pendant une durée prédéfinie, puis l'ouvre.SetForce
Ouvre la pince pneumatique en position double course (écart large).OpenHighLift
Ferme la pince pneumatique en position de rayon d’action (écartfaible).
CloseHighLift
Étalonne la pince asservie pendant le mouvement linéaire vers laposition programmée.
CalibL
Étalonne la pince asservie pendant le mouvement non linéaire versla position programmée.
CalibJ
Étalonne la pince asservie dans la position actuelle sansmouvement.Calibrate
Règle les paramètres de déplacement de la pince asservie.STTune
Réinitialise les paramètres de déplacement réglés de la pince asser-vie.
STTuneReset
Mesure l'usure de l'électrode et recalcule le TCP. Disponible unique-ment si l'option Spot Servo Equalizing est installée.
MeasureWearL
Calcule l'usure de l'électrode et recalcule le TCP. Disponible unique-ment si l'option Spot Servo Equalizing est installée.
ReCalcTCP
Limitations• On ne peut appliquer l'option Spot Servo Equalizing que lors d'une soudure
séquentielle (et non avec plusieurs pinces simultanément, SpotML).• L'option RobotWare Spot peut être appliquée à deux robots fonctionnant
indépendamment dans un système MultiMove. Les instructions dedéplacement des points ne peuvent pas être synchronisées, seul unmouvement partiellement coordonné est pris en charge, avecWaitSyncTask.
• La fonction SoftMove de Spot Equalizing a été validée sur les types de robotsIRB 6640/6700 ; les autres types de robots ne sont pas encore validés. Lesperformances de SoftMove peuvent varier en fonction du type de robot.
Caractéristiques du produit - Controller software IRC5 1613HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.5 Spot 6 [635-6]
Suite

14.6 Recherche du bras amovible de la pince [1583-1]
GénéralitésLa procédure de recherche du bras amovible de la pince peut servir à compléterla procédure d’égalisation logicielle standard s’il est nécessaire de compenser deserreurs de programmation, ou des variations de tolérances, c’est-à-dire si lesplaques ne sont pas positionnées exactement dans la position nominale.Lors de l’exécution d'une instruction Spot avec un mode de recherche activé, lerobot se déplace dans la position programmée et nominale, puis il utilise l’axeexterne pour que la pince recherche les plaques et ajuste le TCP dans la directionZ de l’outil en se basant sur la distance du résultat de recherche.
Conditions préalablesLe mode de recherche du bras amovible de la pince est disponible pour lesinstructions SpotL et SpotJ, et il est disponible uniquement si la configurationSpotWelding (635-6) and Spot Servo EqualizingetMovable gun arm search (1583-1)dans les options RobotWare sont installées ensemble.
162 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.6 Recherche du bras amovible de la pince [1583-1]

14.7 Bosch Interface [832-1]
GénéralitésL’option Interface Bosch permet de simplifier la programmation et la surveillancedu temporisateur de soudage Bosch. Cette option comprend une interface robotiqueFlexPendant permettant de définir ou de modifier les paramètres de soudure, desurveiller l’état de la soudure et d’accéder aisément aux information nécessairesen cas d’erreur de soudure.Cette option est intégrée en add-on à l'option RobotWare Spot suivante :
• Option 635-6. Soudage par points
CaractéristiquesLes fonctions comprises dans cette option sont conçues pour gérer les besoinséventuels en conditions de production normales. Vous trouverez ci-dessous desexemples de fonctions utiles :
• Fonctions pour déterminer ou modifier les paramètres de soudure• Informations textuelles sur les erreurs de soudure et propositions demesures
de correction• Avertissement préalable à l’usure des électrodes• Informations sur la dernière soudure effectuée
Séquenceurs de soudageCette option est prévue pour servir avec les séquenceurs suivants :
DescriptionSéquenceur de soudage
Option 782-13, Bosch MFDC ProfiNetBosch PSI 61C0.751OEM
Cette option comprend le logiciel et tous les câblages nécessaires entre leséquenceur et le système de commande du robot.
LimitationsMalgré ce logiciel, il est toujours nécessaire de disposer du logiciel PCBOS5000/6000 requis pendant l'installation et la sauvegarde des paramètres, etc.L'installation et la configuration avancées ne peuvent pas être effectuées à partirde ce logiciel, ce logiciel est un complément du logiciel PC BOS5000/BOS6000.Il convient d'effectuer la configuration nécessaire avant d'utiliser l'option d'interfaceBosch. Celle-ci s'effectue à l'aide d'un logiciel PC spécifique à Bosch(BOS5000/BOS6000). Le logiciel PC pourrait être lui aussi nécessaire lors dedéfauts de soudure extra ordinaires (défauts de matériel).Il est uniquement possible de connecter un temporisateur de soudage à un systèmede commande de robot, puisqu'une seule connexion de communication série estdisponible sur le système de commande de robot.Cette option ne peut pas être combinée avec l'option MultiProcess [634-1].
Caractéristiques du produit - Controller software IRC5 1633HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.7 Bosch Interface [832-1]

14.8 Dispense [641-1]
GénéralitésL'option RobotWare Dispense prend en charge différents types de processus dedistribution, tels que l'encollage et l'étanchéisation. Cette option permet unpositionnement rapide et précis combiné à un contrôle souple des processus. Lacommunication avec l'équipement de distribution s'effectue au moyen de sortiesanalogiques et numériques.RobotWare Dispense est une option que vous pouvezpersonnaliser de manière importante.
Caractéristiques• Prise en charge de pince en fonction/hors fonction• Prise en charge proportionnelle des pinces• Gère jusqu'à 4 équipements de pince dans le même programme• Positionnement rapide et précis et contrôle de processus• Distribution en mode mouillé ou sec• Redémarrage d'une séquence de distribution interrompue• AO proportionnel à la vitesse• Heures anticipées différentes pour le DO et l'AO• Compensation du retard de l'équipement pour les signaux analogiques
proportionnels à la vitesse TCP• Facteurs de correction locaux ou globaux du taux d'écoulement• Réduction automatique de l'accélération/la décélération du robot pendant la
distribution• Grandes possibilités de personnalisation de la fonctionnalité selon les
différents types d'équipement de distribution• Interface graphique dédiée à Dispense sur le FlexPendant• On peut utiliser RobotWare Dispense avec le système MultiMove aussi,
quand on commande jusqu’à quatre robots avec le même système IRC5.• On peut combiner des robots de distribution avec des robots aux applications
différentes, grâce au même système MultiMove.
CandidatureVous pouvez utiliser RobotWare Dispense dans n'importe quel processusd'encollage ou d'étanchéisation.Le mouvement du robot et le processus de distribution sont contrôlés à partir desinstructions DispL et DispC.Un processus de distribution est spécifié par les critères suivants :
• Données de distribution propres au cordon• Données de distribution propres à l'équipement• Configuration de processus spécifique à l'équipement• Routines RAPID et données globales pour la personnalisation• Module du système DPUSER
Suite page suivante164 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.8 Dispense [641-1]

• Configuration d'E/S
Instructions RAPIDInstructions RAPID incluses dans cette option :
DescriptionInstruction
Déplace le TCP le long d'une trajectoire linéaire et effectue ladistribution avec les données fournies
DispL
Déplace le TCP le long d'une trajectoire circulaire et effectuela distribution avec les données fournies
DispC
Caractéristiques du produit - Controller software IRC5 1653HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.8 Dispense [641-1]
Suite

14.9 Packaging
14.9.1 PickMaster Ready
14.9.1.1 PickMaster Cell Ready [1580-1]
GénéralitésL’option PickMaster Cell Ready
• Vérifié par PickMaster Runtime lors de la connexion à un robot, durant lamise en service lors de la configuration des sources de positions, et lors dulancement d’une solution
• La licence est nécessaire pour activer PickMaster Runtime avec la visionpour un robot
• E/S numériques nécessaires pour les fonctions PickMaster• L’option est utilisée avec les options de suivi de convoyeur : Conv. Tracking
unit Int. [1550-1], Conv. Tracking unit Ext. [1551-1], Tracking unit interface[1552-1]
Inclut les options RobotWare suivantes :• Conveyor Tracking [606-1]• PC-Interface [616-1]• PickMaster Vision Ready [1581-1]
LimitationsL’option PickMaster Cell Ready n’est pas combinable avec l'option :
• Multi Move [604-1,604-2]
166 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.9.1.1 PickMaster Cell Ready [1580-1]
14.9.1.2 PickMaster Robot Ready [1580-2]
GénéralitésL’option PickMaster Robot Ready
• Vérifié par PickMaster Runtime lors de la connexion à un robot sans visionou Capteur externe lors du lancement d’une solution
• La licence est nécessaire pour inclure un robot dans PickMaster Runtime• E/S numériques nécessaires pour les fonctions PickMaster• L’option est utilisée avec les options de suivi de convoyeur : Conv. Tracking
unit Int. [1550-1], Conv. Tracking unit Ext. [1551-1], Tracking unit interface[1552-1]
Inclut les options RobotWare suivantes :• Conveyor Tracking [606-1]• PC-Interface [616-1]
LimitationsL’option PickMaster Robot Ready n’est pas combinable avec l'option :
• Multi Move [604-1,604-2]
Caractéristiques du produit - Controller software IRC5 1673HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.9.1.2 PickMaster Robot Ready [1580-2]

14.9.2 PickMaster Vision
14.9.2.1 PickMaster Vision Ready [1581-1]
GénéralitésL’option PickMaster Vision Ready
• Vérifié par PickMaster Runtime durant la mise en service lors de laconfiguration des sources de positions, et lors du lancement d’une solution
• La licence est nécessaire pour recevoir les positions générées par un capteur,soit la vision standard soit la vision Capteur externe
• Valide pour plusieurs sources de positions fonctionnant sur capteur• Cette option est incluse dans PickMaster Cell Ready [1580-1]
ExigencesL’option PickMaster Vision Ready nécessite l’option PickMaster Robot Ready[1580-2]
LimitationsL’option PickMaster Vision Ready n’est pas combinable avec l'option :
• Multi Move [604-1,604-2]
168 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.9.2.1 PickMaster Vision Ready [1581-1]

14.10 Prep. for PickMaster&PowerPac
14.10.1 PickMaster 3 [642-1]
GénéralitésL'option Prepared for PickMaster/PickMaster 3 prend en charge le logicield'application PickMaster 3 installé sur un PC. Prepared for PickMaster fait partiede l'intégration configurable de l'application PickMaster 3 dans les robots, lessystèmes de vision et les convoyeurs. Elle contient toutes les optionssupplémentaires et fonctions nécessaires à l'interface PickMaster 3 et au suiviefficace des convoyeurs. PickMaster 3 est homologué pour être exécuté sur unsystème de commande IRC5 avec plusieurs robots. Pour plus d'informations,reportez-vous à Product Specification - PickMaster 3.
Fonctionnalité• Instructions et types de données dédiés pour un transfert de données efficace
entre le PC et le système de commande• Fonction intégrée de suivi optimisé du convoyeur avec la possibilité de
contrôler jusqu'à six convoyeurs. La vitesse homologuée du convoyeur estlimitée à 1 400 mm/s.
• Commande de cellule par PickMaster lors de l'exécution, avec un démarragetotalement autonome de l'application
• Prise en charge du code RAPID paramétré minimal, téléchargé à partir dePickMaster au démarrage
• Vérifications des contours et démarrage/arrêt du contrôle sur les convoyeurs• Système ultraperformant de synchronisation du déclenchement de la caméra
dans les zones de travail fixes et/ou les référentiels des convoyeurs. Huitzones de travail maximum au total.
• Sélection du type et de la qualité.• Fonctions avancées de mélange et de tri• Homologué pour exécuter deux robots MultiMove sur un système de
commande.
Inclut les options RobotWare suivantes :• Advanced Rapid• Fixed Position Events• Fonctionnalité de suivi incluse• PC-Interface [616-1]
CandidatureDestiné au applications d’emballage, notamment le prélèvement rapide des produitsau hasard et l’emballage à la volée. De plus, PickMaster 3 est un intégration devision standard idéale pour tous les types de robots dans les applications demanipulation de matériel et de conduite de machine.
Suite page suivanteCaractéristiques du produit - Controller software IRC5 1693HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.10.1 PickMaster 3 [642-1]

PerformancesReportez-vous à Product specification - PickMaster 3.
ExigencesChaque robot commandé par PickMaster nécessite l'optionPrepared for PickMaster.
• Aumoins un périphériques d’E/S local numérique avec les optionsBase Dig.16In/16Out [1541-1] or Add-on Dig. 16In/16Out [1542-1] *
• Pour prendre en charge le suivi de convoyeur, l'option logicielle Trackingunit interface [1552-1] est requise **). This option est intégrée à ConveyorTracking unit options [1550-1] and [1551-1]
• Tracking Unit interface [1550-1] or [1551-1] est requise pour prendre encharge 1-4 convoyeurs **). Cette option peut être partagée ) distance avecdes systèmes de commande voisins via un réseau local.
• Combinaison avec Conveyor Tracking [606-1] impossible.* Alternativement, une option Digital 24 VDC I/O [716-1] ou AD Combi I/O [717-1]** Alternativement, une option encoder interface unit [726-1] est requise pourchaque zone de travail du convoyeur
Manuel de l'utilisateur de PickMaster 3Le manuel de l'utilisateur de PickMaster 3 décrit en détail l'application, ainsi queles instructions et les données RAPID s'y rapportant.
Instructions RAPIDTypes de données RAPID
AckItmTgtitmsrc
CreateInstDatitmsrcdat
FlushItmSrcitmtgt
FreeAllItmSrcselectiondata
FreeItmSrcsortdata
GetAllItmSrc
GetItmTgt
ItmSrcByName
NewItmSrc
NextItmTgtType
QstartItmSrc
QstopItmSrc
ResetItmSrc
170 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.10.1 PickMaster 3 [642-1]Suite
14.10.2 Palletizing PowerPac [642-2]
GénéralitésPrepared for Palletizing PowerPac fonctionne avec le logiciel Palletizing PowerPachors ligne installé sur un PC. Il offre un logiciel d’application flexible et facile àutiliser pour la palettisation. L’option Prepared for Palletizing PowerPac fonctionneseule pendant la durée d’exécution et de manière indépendante sur le système decommande en tant qu’application à une cellule autonome. Cette application estexécutée par l’application FlexPendant Palletizing. Elle contient toutes les optionssupplémentaires et fonctions nécessaires pour interfacer Palletizing PowerPac etexécuter l’application. Palletizing PowerPac est homologuée pour être exécutéesur un système de commande IRC5 avec un seul robot. Pour plus d’informations,reportez-vous à Product specification - Palletizing PowerPac.
CaractéristiquesPalletizing PowerPac offre des fonctions avancées de palettisation automatiséepour les cellules multipostes et les charges de palettes mixtes. Il est configuré etmis en service via une application PC Palletizing PowerPac installée sur unordinateur portable standard. Palletizing PowerPac est Robot Studio Add-In etoffre ainsi tous les avantages de la programmation de robots hors ligne, qui setrouve dans Robot Studio.Types de données et instructions spécifiques pour l’exécution et l’échanged’informations applicatives efficaces calqués sur le modèle RAPID. Code ouvertaux améliorations des utilisateurs. Application dédiée pour FlexPendant permettantde lancer et de commander des projets Palletizing PowerPac.
• Fonctionnement parfaitement autonome sans connexion PC en ligne• Panneau de production pour palettisation dédié sur le FlexPendant.• Trajectoires paramétrées au vol• Fonctions de recherche de pile• Calculs de hauteur de sécurité• Logiques de séquenceur d’application automatique intégré• E/S d’interconnectivité entre les ordres de fonctionnement de production
des commandes de la station et l’équipement• Commande intégrée des appareils de préhension de zone multiples à la fois
pour le vide et pour les préhenseurs mécaniques.• Homologué pour l’exécution d’un robot par système de commande. Applicable
pour les robots à 4 et 6 axes
Inclut les options RobotWare suivantes :• Advanced Rapid [626-1]• Fixed Position Events [609-1]• FlexPendant Interface [117-1]• PC-Interface [616-1]
Suite page suivanteCaractéristiques du produit - Controller software IRC5 1713HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.10.2 Palletizing PowerPac [642-2]

CandidatureDestiné aux applications de palettisation.
PerformancesReportez-vous à Product specification - Palletizing PowerPac.
ExigencesChaque robot commandé par Palletizing PowerPac nécessite l’option Preparedfor Palletizing PowerPac.
• Pour exécuter une application de palettisation, il faut au moins un dispositifd'E/S pour échanger des informations de signal entre le système decommande du robot et l'automate programmable (PLC).
• Pas avec MultiMove [604-1] ou [604-2]
Manuel d’utilisation de Palletizing PowerPacLe manuel d’utilisation de Palletizing PowerPac décrit en détail l’application, ainsique les instructions, les fonctions et les données RAPID s’y rapportant.
Fonctions RAPIDInstruction RAPIDTypes de données RAPID
PmCalcIntermidPmAckTargetpm_accdata
PmGetEventPmCalcArmConfpm_acktype
PmGetTargetPmErrorLogpm_actiondata
PmGetActionPmGetOperationpm_actionhandle
PmGetWaHeightPmGetWaByWobjpm_actiontype
PmStartProjpm_eventdata
PmWaitProjStartpm_eventtype
pm_movetype
pm_offsetdata
pm_operationdata
pm_ophandle
pm_singareatype
pm_targetdata
pm_targethandle
pm_wadescr
172 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.10.2 Palletizing PowerPac [642-2]Suite

14.11 Force Control Base [661-2]
GénéralitésForce Control Base est une option contenant les instructions RAPID requises pourexécuter le contrôle de force. Cette option contient ce qui était précédemmentl'optionAssembly FC et la coucheRAPID de l'optionMachining FC. L'IUGMachiningFC demeure une option distincte, Machining FC GUI [877-1].
Assembly FCAssembly FC (Force Control) est un ensemble de fonctions, qui va fortementfaciliter l'utilisation des robots pour les tâches d'assemblage. L'assemblage estune opération extrêmement minutieuse au cours de laquelle des pièces dotéesd'une faible tolérance doivent s'encastrer les unes dans les autres (par exemple,un arbre dans une roue dentée). Étant donné que les tolérances sont liées à larépétabilité du robot, des fixations et des robots de haute précision sontgénéralement nécessaires. Cependant, les risques associés à un mauvaispositionnement, qui entraîne l'endommagement ou le blocage de pièces, demeurentélevés. D'autre part, les pièces ne sont souvent pas fixes et leur position peut êtrealéatoire. Il n'est donc pas possible d'utiliser des robots traditionnels dont la positionest commandée.Grâce à Assembly FC et au capteur de force/couple 6-DOF, le robot est doté d'un« sens tactile ». Il peut donc manipuler les pièces comme un ouvrier. Il cherche lameilleure position selon un schéma prédéfini, en poussant petit à petit jusqu'à ceque les pièces se positionnent, tout en utilisant une faible force de contact. Si laforcemesurée est supérieure à la force souhaitée, le robot recule de façon à réduirela force. Ceci vous permet de réduire les coûts d'installation et la durée deprogrammation, mais également la durée du cycle du processus.Assembly FC est également utile dans les domaines suivants :
• Test de produits : application de la même force à un produit récurrent• Assemblage de pièces• Fixation automatisée
Assembly FC inclut des fonctions pour utiliser différents modèles d'assemblageprédéfinis, conçus pour différentes tâches, mais également la possibilité decombiner certains d'entre eux pour créer des modèles pour des tâchesd'assemblage plus complexes.
Machining FCMachining FC est un jeu de fonctions qui facilitera grandement l'utilisation derobots pour les applications d'usinage.Machining FC comprend des solutions pourutiliser le contrôle de force pour diverses applications d'usinage où le robot doitêtre sensible aux forces de processus. Machining FC propose deux formes decontrôle de processus, optimisées pour différents types d'usinage : FC Pressureet FC Speed Change.
Suite page suivanteCaractéristiques du produit - Controller software IRC5 1733HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.11 Force Control Base [661-2]

FC Pressure functionalityLa fonction FC Pressure fait que le robot impose une force constante sur la surface,ce qui signifie qu’il en suivra les courbes.La fonction FC Pressure est pratique pour les processus d’usinage de typemeulageet polissage, où le robot doit atteindre une pression définie (force) entre l’outil etla pièce pour obtenir un résultat convenable. Avec la fonction FC Pressure, ledéplacement programmé doit suivre la surface et la position du robot s’ajuste à laforce de contact définie entre l’outil et la pièce. Cela permet de gagner du tempsde programmation, tout en améliorant la qualité du produit.
Fonction FC Speed ChangeFC Speed Change permet de programmer à la vitesse de maximum de traitementpuis de ralentir le robot dès que les forces d’usinage se font trop importantes.La fonction FC Speed Change peut être pratique, par exemple, pour des processusd’usinage de type ébarbage, où le robot doit ralentir lorsqu’il rencontre des aspéritéstrop importantes, ou même s’écarter pour un usinage séquentiel. La position durobot est contrôlée, c’est à dire qu’il va suivre un déplacement programmé, seloncette fonction. Grâce à FC Speed Change, le robot va changer de vitesse. Celapermet d’accélérer le temps de programmation, mais aussi de réduire la durée ducycle de processus.
Description fonctionnelleLa position d'un robot étant généralement commandée, le robot est forcé de prendreune certaine position. Or, si quelque chose empêche le robot d'atteindre sa cible,la servocommande augmente la puissance jusqu'au couple maximal ou jusqu'à ladétection d'une collision.Avec Assembly FC, il sera possible de laisser le robot tâtonner une surface touten conservant une force de contact prédéfinie. Une fois le trou demontage localisé,la pièce se met en place et le robot la pousse dans l'ouverture jusqu'à ce qu'elleatteigne la bonne position.Le montage d'un axe et de roues dentées dans un embrayage, par exemple, seraune tâche d'assemblage courante. Cette tâche inclut plusieurs mouvementsdifférents nécessaires à la recherche de l'emplacement exact et à l'insertion del'axe. Pour toutes les tâches d'assemblage, il sera possible d'adapter la meilleurestratégie de recherche ou lesmeilleursmouvements, et de choisir parmi un certainnombre de critères pour accepter/terminer l'opération.Avec Force Control for Machining, il devient possible soit de laisser le robotimprimer une force constante, perpendiculaire au déplacement tout en suivant lescourbes de la surface (FC Pressure), soit de faire ralentir le robot au fil du cheminpour réduire la force qui agit sur le robot (FC Speed Change).
Suite page suivante174 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.11 Force Control Base [661-2]Suite

À propos de FC PressureFC Pressure est conçu pour rendre le robot sensible aux forces de contactperpendiculaires à la direction de déplacement. Le robot peut “ressentir” sonenvironnement et suivre la surface de la pièce traitée pour obtenir une pressioncontre un objet. Cela signifie que le robot changera de position pour appliquer uneforce/pression constante sur une surface, même si la position exacte de cettesurface reste inconnue. Comme on obtient cette pression en déplaçant lecheminement du robot, cette fonction est adaptée au polissage, à l’ébarbage etau nettoyage, quand il s’agit de rendre une surface lisse et égale. Le matériau quiest retiré et les modifications de la topologie / des dimensions dépend desparamètres du processus, comme les outils, la pression appliquée, la vitesse durobot, etc.Vous trouverez ci-dessous des exemples de fonderie et de fabrication où utiliserFC Pressure :
• Rectification de robinets• Polissage d'éviers de cuisine• Ébavurage et nettoyage de moulages• Ébarbage de moulages
À propos de FC Speed ChangeOn recommande FC Speed Change pour les processus où la précision ducheminement est importante et où le résultat fini doit être conforme à desdimensions spécifiques. Cette fonction est utile, lorsqu'elle est combinée à descapteurs de force ou autres entrées indiquant des forces excessives pour affecterla finition. Avec speed change, si les forces d'usinage excèdent une certaine valeur,la vitesse sera réduite automatiquement, ce qui baisse les forces, limitant lesmodifications dues aux déviations du bras du robot et évitant généralementd’endommager les pièces et l'outil suite au stress et à la chaleur. Cela garantit unegrande précision, même lorsqu'il faut ôter une grande quantité de matière. Voiciquelques exemples d’utilisation de FC Speed Change :
• (Roue) Rectification de matériau mal réparti sur les surfaces moulées• Fraisage sur le bord d’une pièce travaillée• Ébarbage des contours d’une pièce travaillée• Ébavurage d'aspérités inégales sur la ligne d’une pièce moulée• Ébarbage de moulages
Fonctionnalités de Assembly FC• Étalonnage des capteurs et identification de la charge permettant l'étalonnage
du capteur de force pour supprimer les décalages comme la force de gravité.Instructions RAPID : FCCalib, FCLoadId
• Activation et désactivation de Force Control. Lors de l'activation de ForceControl, vous pouvez par exemple configurer les éléments suivants.
• Le système de coordonnées de Force Control• L'amortissement, c'est-à-dire la façon dont la vitesse du robot dépend de la
force de contact. Instructions RAPID : FCAct, FCDeact, FCRefStart
Suite page suivanteCaractéristiques du produit - Controller software IRC5 1753HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.11 Force Control Base [661-2]
Suite

• Définition des valeurs de référence (force, couple et/ou stratégie derecherche). Lors de l'activation d'une force ou d'un couple de référence, lerobot se déplace pour atteindre le niveau de référence indiqué. Lors del'activation d'une recherche de référence, le robot tente de se déplacer enfonction de la stratégie spécifiée (par exemple, selon unmouvement linéaire,circulaire ou en spirale). Instructions RAPID : FCRefForce, FCRefLine,FCRefCircle, FCRefSpiral, FCRefSpringForce , etc.
• Conditions finales (durée d'application de la force, du couple et de larecherche). La force, le couple et le mouvement de référence permettent derechercher un ajustement. Les conditions finales permettent de déterminersi cette recherche a réussi. Toutes les conditions ont un délai permettant depoursuivre l'exécution même si la condition finale n'est pas satisfaite.Instructions RAPID : FCCondPos, FCCondForce, FCCondTime,FCCondWaitWhile, etc.
• Surveillance : vous pouvez surveiller les données Force Control et définirles limites à respecter. Toutes les données ne respectant pas les conditionsde surveillance entraîneront un arrêt d'urgence. Cette fonction peut servirde mesure de sécurité en limitant la zone de travail, la vitesse du robot, etc.Instructions RAPID : FCSupvForce, FCSupvPos, etc.
• Fonctions fournissant des commentaires issus des processus, qui offrirontun instantané de certaines données de processus (par exemple, les forcesde contact, la charge réelle et la vitesse) ou indiqueront si la condition estremplie ou arrivée à expiration. Fonctions RAPID : FCGetForce,FCGetProcessData, FCIsForceMode
• Types de données prenant en charge les instructions et les fonctions• On peut contrôler jusqu’à quatre robots indépendamment au sein d’une
cellule MultiMove.
Fonctionnalité de Machining FC• Instructions de programmation FC Pressure démarrage, mouvements et
arrêt.• Instructions pour l’activation et désactivation de FC Speed Change.• Instructions pour la configuration de la compensation de la gravité et
l’étalonnage du décalage du capteur.• Instructions pour définir les valeurs de référence (force souhaitée, paramètres
de modification de vitesse ou de mouvement).• Instructions pour définir la fonction de récupération pour Speed Change• Instructions de surveillance.• Fonctions rapportant des données concernant la charge, les force détectées
ou l’état du processus.• Types de données prenant en charge les instructions et les fonctions
Exemple de configuration d'une application d'assemblageLes étapes suivantes indiquent comment configurer une tâche d'assemblage :
1 Étalonnage du capteur de force
Suite page suivante176 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.11 Force Control Base [661-2]Suite
2 Étalonnage du centre de gravité et du poids de la pièce de travail3 Effectué une fois pour un type de pièce de travail en exécutant le programme
RAPID4 Détermination du point de départ pour activer le contrôle de force, lorsqu'un
contact est possible5 Détermination du contact monial pour la période demagnitude et de direction
pendant laquelle l'assemblage a lieu6 Force motrice permettant d'encastrer deux pièces
Aucune commande de mouvement nécessaire pendant cette période7 Détermination de la magnitude, de la fréquence et de la direction du modèle
de recherche8 Détermination des critères de surveillance
Facultatif. À utiliser pour éviter que le robot ne se déplace dans des zonesfragiles
9 Détermination du point de fin pour désactiver la commande en effortPoint classique d'achèvement de l'assemblage
10 Activation de Force Control et des références, puis attente jusqu'à ce queles critères soient satisfaitsLe robot se déplace jusqu'à l'expiration ou la réalisation de la condition defin de l'assemblage.
ProduitL'option Force Control Base comprend les éléments suivants :
• Un logiciel avancé de commande en effort• Un ensemble spécifique d'instructions RAPID pour l'assemblage• Un ensemble spécifique d'instructions RAPID pour l’usinage• Manuel
L'option Force Control Base requiert l'option 738-1, Prep. for Force Control, adaptéeau contrôle de force.Les éléments suivants ne sont pas inclus, et doivent être achetés et installésséparément :
• Capteur de force à installer sur la plaque de montage• Câblage entre le robot et le système de commande• Carte d'interface du capteur, à installer dans le système de commande (sur
la carte d'axes)
Capteur de forceForce Control Base nécessite soit un capteur de force/couple 6 DOF (Degree OfFreedom), soit un capteur de force 1 DOF. Le capteur 6-DOF permet une plusgrande flexibilité dans les directions de contrôle de la force que le capteur 1-DOF,car ce dernier ne contrôle la force que dans une seule direction. Avec le capteur1-DOF, l'orientation de l'outil devient très importante.Le choix de l’entrée du capteur dépend de la flexibilité de l’application.
Suite page suivanteCaractéristiques du produit - Controller software IRC5 1773HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.11 Force Control Base [661-2]
Suite

On peut monter le capteur sur le robot, entre la bride et l’outil, ou le laisser enstationnaire en position fixe. Il n’est pas nécessaire de monter le capteur et l’outilau même endroit.
Capteur de force ABBABB propose un capteur de force 6 DOF totalement intégré aux composantsmatériels et logiciels du robot.Le capteur de force est inclus dans unmodule Force Control Package, qui contienttous les élémentsmatériels et logiciels requis pour utiliser le robot enmode contrôlede force. Les spécifications du module Force Control Package sont disponiblesdans Caractéristiques du produit - Système de commande IRC5.
Capteur de force ATILes capteurs ABB 6 DOF sont des capteurs de force/couple ATI (modèles Delta,Theta et Omega). Pour plus d'informations, reportez-vous à l'adresse suivante :http://ati-ia.com/.Pour compléter l'installation de Force Control, vous devez commander les articlessuivants auprès d'ATI :ATI fournit la gamme de capteurs suivante, adaptée à ABB Force Control.
DescriptionArticles permettant de compléter l'installa-tion de Force Control
Reportez-vous aux références détaillées ci-dessous.
Capteur à plaque d'adaptation pour robotABB
Reportez-vous aux références détaillées ci-dessous.
Câble de connexion
9030-05-1005Lecteur de données ABB
Type de capteur ATI comprenant une plaque d'adaptation pour la bride d'outil ABB
Type de capteur proposéRobot
Mini45IRB 120
DeltaIRB 140IRB 2400LIRB 1600IRB 2400-10/-16IRB 2600
ThetaIRB 4400Omega160IRB 4600
Omega160, Omega190, Omega250IRB 66XX
Omega250IRB 7600
Ces capteurs et ces plaques d'adaptation ne sont que des recommandations. Pourchoisir le système qui convient à chaque type de robot, il faut consulter ATI.
Suite page suivante178 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.11 Force Control Base [661-2]Suite

Protection de l'environnement (ATI-IP)Les différents capteurs disposent des classes de protection suivantes : IP60,protection anti-poussières, IP65, protection contre les projections liquides, IP65V,avec des joints Viton pour des applications exposées à des solvants et des huilesagressives et IP68 pour la protection sous-marine (10 m).
Référence du capteur ATILa référence doit être la suivante :
DescriptionRéférence
Où :9105-TIF-Type-IPxxType correspond au type de capteur en fonction du tableau deType de capteur ATI comprenant une plaque d'adaptation pourla bride d'outil ABB à la page 178.IPxx est choisi en fonction de Protection de l'environnement(ATI-IP) à la page 179.
Référence du câble ATILa référence doit être la suivante :
DescriptionRéférence
Où :9105-C-Lx-AM-yyLx doit être L pour IP60, IP65 et IP68, LV pour IP65Vyy est choisi en fonction de la longueur du câble (en mètres)requise (de la carte de mesure au capteur).Les longueurs standard disponibles sont 12, 17, 20, 25, 27, 32,35 et 40 m (câble de socle du robot + 5 mètres pour les petitsrobots et 10mètres pour les grands robots). D'autres longueurssont disponibles sur demande.
Limitations de Force Control Base• Force Control Base n'est pas disponible pour IRB 260, IRB 360, IRB 460,
IRB 660, IRB 760 et IRB 910SC.• Force Control Base nécessite le système de commande IRC5 (toutes les
variantes).• La charge totale, soit la somme des forces gravitationnelles et des forces de
contact externes, ne doit pas dépasser les limites indiquées dans lesdiagrammes des charges de chaque robot.
• Si l'option Force Control est utilisée avec SafeMove or Electronic PositionSwitches, la fonction Operational Safety Range doit être utilisée. Consultezle manuel correspondant à ces options.
Lorsque le robot est contrôlé de force, la fonctionnalité suivante n'est pasaccessible :
• Arc• Collision Detection• Conveyor tracking• Independent axes• MultiMove Coordinated• Soft servo de l'articulation (instruction SoftAct)
Suite page suivanteCaractéristiques du produit - Controller software IRC5 1793HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.11 Force Control Base [661-2]
Suite

• Path Offset• PickMaster• Les instructionsRAPID telles que FCAct, FCDeact, FCConditionWaitWhile
et FCRefStop peuvent être appelées uniquement à partir du niveau normald'une tâche de mouvement.
• Sensor ou Analog synchronization• Sensor interface• SoftMove• Fonctionnalité de suivi telle queConveyor Tracking,Optical Tracking etWeld
Guide.• Les applications de pression contrôlée par la force (FCPressL etc) et les
applications de vitesse contrôlée par la force (FCSpdChgAct etc) ne peuventêtre combinées avec des instructions EGM.
• World Zones
180 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.11 Force Control Base [661-2]Suite

14.12 Machining FC GUI [877-1]
Machining FC GUIMachining FC GUI est un jeu d'instructions qui facilitera grandement l'utilisationde robots pour les applications d'usinage. Machining FC GUI comprend dessolutions pour utiliser le contrôle de force pour diverses applications d'usinage oùle robot doit être sensible aux forces de processus. Machining FC apporte uneinterface utilisateur graphique (IUG, ou GUI en acronyme anglais) qui permet derésoudre les difficultés que représente la programmation de trajectoires 3Dcomplexes grâce à un apprentissage par télécommande.
Apprentissage par télécommandeApprentissage par télécommande : permet de créer facilement, rapidement etprécisément des trajectoires complexes pour les robots. Le système est pris encharge par une interface utilisateur graphique reposant sur un système d’icônes.L’utilisateur y pilote dans un premier temps le robot manuellement et c’est ensuitele robot qui génère la trajectoire.Machining FC GUI nécessite un capteur qui mesure les forces de processus quiajusteront le comportement du robot.
• L’IUG requiert un capteur 6DOF monté sur le robot.
À propos de l’apprentissage par télécommandeLes principaux composants de l’outil d'apprentissage par télécommande sont lessuivants :
• Commande manuelle• Apprentissage automatique de la trajectoire• Test de la trajectoire en situation• Exportation des résultats finaux à inclure au programme source du robot
Ces fonctions reposent sur une commande en effort active en ligne. En d’autrestermes, la programmation prend moins de temps et est plus efficace. La techniquede programmation qu’offre cette option repose sur l’apprentissage de certainescibles géométriques grâce à un déplacement manuel et un pilotage du robot àl’abri de toute collision. Le robot passe ensuite en mode d’apprentissageautomatique. Il suit donc automatiquement les positions géométriques enseignées.Il exerce alors une pression perpendiculaire au repère et enregistre la trajectoire.
Fonctionnalités de Machining FC GUI• Interface utilisateur graphique sur l’application FlexPendant pour une
programmation facile, rapide et précise
Exemples de configuration d'une fonction d'usinageLes étapes suivantes indiquent comment configurer une nouvelle tâche FCPressure:
1 Identifier la charge étalonner le système2 Aller en un point proche du contact
Suite page suivanteCaractéristiques du produit - Controller software IRC5 1813HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.12 Machining FC GUI [877-1]

3 Définir la force souhaitée et amorcer le mouvement vers la surface4 Déplacement linéaire ou circulaire effectuant le processus au contact.5 Quitter la surface et désactiver le contrôle de force.
Toutes les étapes ci-dessus sont prises en charge par l’IUG afin de permettre unapprentissage manuel grâce à l’assistant de programmation et ses icônesspécifiques.Les étapes suivantes indiquent comment configurer une nouvelle tâche FC SpeedChange :
1 Configurer les paramètres pour la commande de changement de vitesse2 Identifier la charge et étalonner le capteur (en cas d’utilisation d’un 6-DOF)3 Définir une fonction de récupération4 Activer FC Speed Change5 Exécuter la tâche d’usinage ; déplacement le long de la trajectoire en
effectuant le processus.6 Désactiver FC Speed Change.
Toutes les étapes ci-dessus sont prises en charge par l’IUG afin de permettre unapprentissage manuel grâce à l’assistant de programmation et ses icônesspécifiques.
ProduitL'option logicielle Machining FC GUI comprend les éléments suivants :
• Un logiciel avancé de commande en effort• Un interface graphique utilisant des icônes pour l’apprentissage par
télécommande• Manuel
L'option Machining FC GUI nécessite l'option Force Control Base.
Limitations• On ne peut activer le contrôle de force quand le robot fonctionne en mode
MultiMove Coordinated.• La charge totale, soit la somme des forces gravitationnelles et des forces de
contact externes, ne doit pas dépasser les limites indiquées dans lesdiagrammes des charges de chaque robot.
• Force Control ne doit et ne peut pas être activé simultanément avec lesfonctions suivantes :
- Sensor ou Analog synchronization- Sensor interface- Conveyor tracking- Independent axes- SoftMove- Path Offset- CAP avec Optical tracking- Arc
Suite page suivante182 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.12 Machining FC GUI [877-1]Suite

- PickMaster
Caractéristiques du produit - Controller software IRC5 1833HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.12 Machining FC GUI [877-1]
Suite

14.13 PROFIenergy [963-1]
GénéralitésPROFIenergy est un profil de protocole de communications PROFINET qui permetde la consommation électrique d'un équipement d'automatisation de la fabrication(par exemple, cellules de montage d'un robot, découpeurs au laser etsous-systèmes tels que lignes de peinture) sur un réseau PROFINET. Il fournit unmoyen ouvert et standardisé de contrôler la consommation d'énergie pendant lesarrêts de production prévus et imprévus. PROFINET est une norme ouverte pourl'Ethernet industriel. PROFINET répond aux exigences en termes de technologiesd'automatisation. Les solutions PROFINET peuvent être mises en place pour uneautomatisation industrielle et de processus, pour des applications de sécurité etpour toute une gamme de technologies d'entraînement jusqu'au système decommande de mouvements synchronisés.
CandidaturePour en savoir plus, consultez Application manual - PROFIenergy Device.
184 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.13 PROFIenergy [963-1]
14.14 RobotWare Cutting [951-1]
GénéralitésRobotWareCutting est un produit logiciel principalement développé pour la découpeau laser et les autres méthodes de découpe similaires exigeant des performancesde mouvement avancées du robot. Le logiciel offre une interface utilisateurinteractive sur le FlexPendant qui aide à programmer, configurer et utiliser un robotABB dans des applications de découpe.Le logiciel RobotWare Cutting inclut des outils de performances de mouvement(tels que le réglage automatique du niveau de friction, la commande d'apprentissageitérative etWristMove) capables d'améliorer de façon significative la précision dela trajectoire dans les applications de découpe au laser. Le logiciel inclut égalementdes interfaces utilisateur dédiées qui aident à programmer et configurer le jeud'outils de performances de mouvement. Afin d'aider le programmeur, le logicielintègre la création de formes simplifiées via une bibliothèque de formes et desinstructions de découpe prédéfinies. Ces dernières sont automatiquementoptimisées et interagissent avec les autres composants de découpe (réglage duniveau de friction, commande d'apprentissage itérative, classes d'équipement,etc.). Afin de faciliter l'intégration des équipements externes (tels que les têtes dedécoupe, sources laser, etc.), le logiciel inclut des interfaces de communicationprédéfinies et desmodèles de classes d'équipement entre le système de commandedu robot et l'équipement. Les instructions de découpe prédéfinies et l'équipementexterne peuvent être configurés via les écrans utilisateur du FlexPendant, ce quifacilite le travail du programmeur pour la programmation, l'installation et laconfiguration d'une application de découpe robotique. Le logiciel prend égalementen charge les fonctionnalités de mouvement des robots ABB (par exemple,TrueMove, QuickMove et BullsEye).ABB propose également un ajout de découpe pour l'outil PC RobotStudio. Cetajout, appelé RobotStudio Cutting PowerPac inclut actuellement une fonctionbasée sur la création d'instructions de découpe 2D, un assistant pour créer desformes de découpe 2D personnalisées sur base de modèles de CAO, la possibilitéde créer des trajectoires sans forme à partir des bords, ainsi que la simulation etdes signaux virtuels prédéfinis pour l'équipement de découpe.
CaractéristiquesInterface utilisateur
• Interface utilisateur intuitive pour la programmation en ligne• Instructions pour la création de formes 2D prédéfinies• Réglage de forme automatique avec instructions de découpe• Interfaces pour équipement de découpe standard et au laser• HMI - Vérification et modification rapides des arguments
Interface opérateur personnalisable créée avec Screen Maker• Interface utilisateur pour équipement laser général• Logique cellulaire (prise en charge par le gestionnaire de produit)
Suite page suivanteCaractéristiques du produit - Controller software IRC5 1853HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.14 RobotWare Cutting [951-1]
Création de forme• Bibliothèque de formes et d'instructions de découpe prédéfinies (cercle,
fente, rectangle, hexagone, CAO)• Instructions de découpe sans forme (linéaire, circulaire)• Optimisation et interaction automatiques avec les autres composants de
découpeInterfaces pour les équipements
• Fonctionnalités pour équipement laser standard contrôlées à partir de classed'équipement dédiées
• Interface de processus de découpe générale pour équipement de découpepersonnalisé
Advanced Shape Tuning - compensation de friction automatique• Réglage automatique pour des performances demouvement optimales d'une
forme spécifique à un emplacement spécifiqueILC - contrôle par apprentissage itératif
• Réglage & compensation du périmètre de formeModulation de vitesse
• La puissance du laser peut être modulée par la vitesse du TCPFonctions supplémentaires (options de robot supplémentaires requises)
• WristMove - Méthode de mouvement qui n'utilise que deux axes de robotpour déplacer l'outil
• BullsEye - Permet à l'opérateur de définir automatiquement un TCP précis
CandidatureLe logiciel est principalement destiné aux applications de découpe au laser. D'unpoint de vue robotique, la découpe au laser est généralement caractérisée par desexigences de mouvement rapide, des trajectoires et des formes complexes, etl'intégration d'équipements avancés.
Options RobotWareRW Cutting inclut les options RobotWare suivantes :
• 602-1 Advanced Shape Tuning• 617-1 FlexPendant Interface• 611-1 Path recovery
Voici les options supplémentaires qui peuvent être requises pour les applicationsspécifiques :
• 623-1 Multitasking• 616-1 PC interface• 812-1 Production Manager, dans le Gestionnaire d'installation
Limitations• RobotWare Cutting n'est pas disponible en tant que système MultiMove.
Suite page suivante186 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.14 RobotWare Cutting [951-1]Suite

• RobotWare Cutting est disponible pour les robots IRC5 et tous les robotsABB à six axes.
• L'optionRobotWare Cutting n'améliore pas les performances demouvementdes grands robots, IRB 66XX / IRB 76XX.
• En règle générale, on ne note aucune amélioration des performances demouvement pour les diamètres circulaires inférieurs à 3 mm ou les vitessesde découpe supérieures à 400 mm/s. Les conditions spécifiques (robot,outils, matériel, fixations, etc.) de l'application de découpe déterminent lesperformances d'ensemble.
• Le logiciel n'est pas conçu pour les applications de découpe avec forces decontact importantes.
• Les langues disponibles sont l'anglais et le chinois. L'interface utilisateurpeut être personnalisée sur base de n'importe quelle langue à l'aide deRobotStudio ScreenMaker.
• RobotWare Cutting requiert une clé d'option supplémentaire livrée avec lesystème de commande.
• RobotWare Cutting ne fonctionne pas avec l'option 633-4 Arc 6.
Caractéristiques du produit - Controller software IRC5 1873HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.14 RobotWare Cutting [951-1]
Suite

14.15 RobotWare Machine Tending [1167-1]
GénéralitésRobotWare Machine Tending est un logiciel de programmation, d'installation etd'exploitation de robots ABB pour des applications de conduite de machines et demanutention dematériaux. Ce logiciel facilite la gestion du robot et des équipementspériphériques pour les applications de manutention, tant au niveau de l'opérateurque du programmeur. Il offre à la fois une infrastructure RAPID et une interfacegraphique de programmation et de configuration.L'infrastructure RAPID est modulaire et souple, car elle est totalement intégrée aulangage de programmation standard d'ABB. Un ensemble de types de données,d'instructions et de fonctions RAPID est fourni dansRobotWare Machine Tending,ce qui facilite l'intégration aux programmes applicatifs.Ce logiciel contient également une interface graphique simple et personnalisable,qui facilite un fonctionnement sans problème de l'équipement. L'interface graphiqueoffre aux utilisateurs une présentation des états de fonctionnement des postes etdes processus de production.RobotWareMachine Tending possède des fonctionsHot Edit, retour à la position initiale sécurisée, autorisation utilisateur, statistiquesde production, sélection de cycles de production, gestion des erreurs, etc.
CaractéristiquesInterface graphique utilisateur
• Visualisation des états de fonctionnement et des processus de production• Ecran contenant des informations, l'état des postes/des cycles de production
et les mouvements du robot• Interface graphique personnalisable• Activation et surveillance de l'appareil de préhension• Gestion des cycles et contrôles de programmes - définition et sélection de
cycles de production• Exécution de la configuration et des routines de service• Advanced Hot Edit – modification des positions du robot• Retour à la position initiale sécurisée• Gestion des erreurs et tâches de messagerie• Statistiques de production et autres informations disponibles dans le
programme• Journal des événements• État du signal• Indication d'erreur et d'état en couleur
Infrastructure Programme RAPID• Fonctions modulaires basées sur la syntaxe RAPID - types de données,
instructions et fonctions couvrant les thèmes suivants :- Moteur logiciel contrôlant le programme et données requises pour
l'affichage d'éléments graphiques sur l'interface utilisateur
Suite page suivante188 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.15 RobotWare Machine Tending [1167-1]

- Instructions et fonctions de gestion des signaux, paramètres etinstructions d'exécution de routines de mouvements
- Types de données, instructions et fonctions d'activation et de contrôlede l'appareil de préhension du robot
- Association d'événements aux routines- Déclaration de signaux et de variables- Retour automatique du robot à sa position initiale, à partir de toute
position• L'infrastructure RAPID offre de nombreuses fonctions, et notamment :
- Modes de fonctionnement différents- Contrôle des conditions préalables pour la gestion des pièces en
production- Déplacement du robot vers des positions de service prédéfinies, avec
l'aide de signaux d'entrée numériquesConfiguration des processus
• Configuration et paramétrage du processus de préhension de la machine- Influence sur l'aspect de l'interface graphique- Paramètres grâce auxquels les signaux peuvent être définis pour le
fonctionnement à distance d'options RWMT, entre autres- Paramètres applicables aux signaux et aux mouvements (position
initiale, position de sécurité et trois positions de service maximum)- Définition de l'interface externe, nécessaire pour l'exécution d'un
programme présélectionné ou d'une demande de service.- Modification du comportement de la fonction de retour à la position
initiale sécurisée• Configuration de l'interface graphique, afin de lancer des applications
FlexPendant personnalisées• Fichiers de configuration préconfigurés pour Euromap et SPI
PerformancesRobotWare Machine Tending possède une structure modulaire de programmesde préhension, qui se compose essentiellement de trois composants :
• Interface graphique utilisateur• Types de données, instructions et fonctions RAPID• Configuration des processus
L'interface graphique permet à l'opérateur et au programmeur de disposer d'uneprésentation de la cellule de manutention comprenant tous les postes (machines,convoyeurs, postes de contrôle, etc.), ainsi que des fonctions de contrôle. Unebibliothèque de types de données; instructions et fonctions RAPID permet de créerdes programmes et d'élaborer les détails de l'interface utilisateur. Les fonctionnalitésRobotWare Machine Tending peuvent être modifiées très simplement, grâce à laconfiguration de processus. Par exemple, il est possible de configurer l'aspect del'interface graphique ou des signaux numériques contrôlant les fonctionnalités lesplus courantes.
Suite page suivanteCaractéristiques du produit - Controller software IRC5 1893HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.15 RobotWare Machine Tending [1167-1]
Suite

Cela fournit un outil de programmation à la fois très puissant et flexible. Lesutilisateurs peuvent bénéficier de capacités avancées de programmation pourcréer et modifier les postes et appareils de préhension, et pour configurerl'exécution de programmes. L'architecture deRobotWareMachine Tending permetd'intégrer le logiciel à des cellules d'automatisation existantes, car ce logiciel ajoutesimplement des données supplémentaires, ainsi que des commandes et desfonctions au programme du robot.RobotWare Machine Tending fonctionne avec l'outil PC RobotStudio MachineTending PowerPac. Grâce à RobotStudio Machine Tending PowerPac, lesutilisateurs peuvent programmer, simuler et configurer des programmes de conduitede machines hors ligne. Machine Tending PowerPac s'intègre parfaitement aulogiciel RobotWare Machine Tending, ce qui facilite son déploiement, soninstallation et son fonctionnement.
Exigences• RobotWare 5.15 et versions ultérieures• Option logicielle 617-1 FlexPendant interface (incluse)• Option logicielle 608-1 World Zones
En option :• Option logicielle 623-1 Multitasking
- Si les signaux d'interface ou les variables RAPID doivent être définiesà une valeur spécifique en cas de changement de mode defonctionnement (par exemple pour l'utilisation de l'interface Euromappour les machines de moulage par injection),
Limitations• Impossible d'utiliser RobotWare Machine Tending avec MultiMove
Coordinated• RobotWare Machine Tending est disponible sur tous les robots à 6 axes.• RobotWareMachine Tending est disponible sur les robots à 4 axes suivants :
IRB 260, IRB 460, IRB 660 et IRB 760.• RobotWareMachine Tending requiert une clé d'option supplémentaire livrée
avec le système de commande.• Le manuel d'utilisation est disponible en anglais. D'autres langues seront
disponibles ultérieurement.• Manuel d'utilisation disponible en plusieurs langues.• Les interfaces opérateur par défaut du FlexPendant sont disponibles en
anglais, mais il est possible de les personnaliser dans la langue de votrechoix.
190 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.15 RobotWare Machine Tending [1167-1]Suite

14.16 Autres fonctions
14.16.1 Production Manager
GénéralitésProduction Manager est un logiciel de couche intermédiaire indépendant duprocessus, exécuté sur le système de commande IRC5.Production Manager fonctionne entre le système d'exploitation du robot etl'application de l'utilisateur final. Autrement dit, il s'agit d'un véritable logiciel prêtpour la production.Production Manager est un progiciel écrit en langage RAPID, utilisé pour lacommande de production.Production Manager peut être utilisé dans des cellules autonomes ou dans unechaîne de production commandée par un automate programmable.Production Manager est doté d'une structure extrêmement modulaire, qui permetaux partenaires, aux fabricants de chaînes et aux clients de connecter desapplications. Production Manager ne présente pas d'intérêt réel pour l'utilisateurfinal s'il n'est associé à aucune application. Toutefois, il présente un très grandintérêt pour les intégrateurs système, les fabricants de chaînes et les développeursd'applications, notamment pour garantir la compatibilité avec d'autres applicationset pour éviter le développement de fonctionnalités redondantes.ProductionManagerréduit également le temps d'accès aumarché des nouvelles fonctions à développeret offre les fonctionnalités et avantages suivants :ProductionManager peut être sélectionné dans le Gestionnaire d'installation commeoption.
Caractéristiques• Production Manager inclut une interface utilisateur FlexPendant pour
l'exécution des routines d'entretien et de configuration, la gestion des pièces
Suite page suivanteCaractéristiques du produit - Controller software IRC5 1913HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.16.1 Production Manager
(sélection, test, création, modification), l'affichage d'informations sur lesproduits, les liens vers les interfaces d'application, etc.
xx1000000338
• La possibilité d'ajouter automatiquement des entrées au système de menude Production Manager (par exemple, des routines personnalisées deconfiguration/d'entretien) favorise un comportement de plugin transparentpour les utilitaires complémentaires.
• Gestion des pièces. Une pièce est un ensemble de codes RAPID défini parl'utilisateur qui exécute différents types de tâche, production, etc. L'interfaceutilisateur recherche et répertorie les différentes pièces (instances de donnéesPart) du système. Une fois sélectionnée, la pièce en question est « activée »pour l'exécution. Chaque tâche de mouvement a son propre signal Part Go.La configuration de ce signal déclenche l'exécution de la Part sélectionnée.
• L'utilisation de concepts forts fournis par Production Manager, tels que lagestion des pièces et le cycle de production, permet de journaliser lesstatistiques de production. Il est ainsi possible de créer une situation idéalepour la surveillance et la traçabilité de la production.
• L'un des atouts de Production Manager est la possibilité de faire face auxproblèmes de synchronisation et de verrouillage de MultiMove. C'estgénéralement l'une des principales difficultés que rencontrent les intégrateurssystème lorsqu'ils intègrent une chaîne ou une cellule dans plusieurs robots.
• OpReady & interface PLC.• Compatible avec UAS (système d’autorisation utilisateur)• L'une des innovations techniques les plus importantes proposées par
Production Manager est une architecture à trois niveaux pour le
Suite page suivante192 Caractéristiques du produit - Controller software IRC5
3HAC050945-004 Révision: V© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.16.1 Production ManagerSuite

développement d'applications, qui permet aux développeurs d'applicationsde séparer le code RAPID d'application du code RAPID d'utilisateur final.
xx1000000339
Code d'applicationLe code d'application qui définit un système complet est développé en langageRAPID basé sur Production Manager, et il est implémenté sous la forme d'unlogiciel de couche intermédiaire entre RobotWare et le code utilisateur. Le coded'application est appelé « couche cellulaire ».Une couche cellulaire classique inclut :
• L'appel au moteur d'exécution à partir de la procédure principale(ExecEngine;)
• Configuration de Production Manager sur le FlexPendant• La définition des positions du robot (position initiale, position d'entretien,
etc.)• La surveillance de la position initiale et de la position d'entretien• La définition des stations de travail pour l'échange de stations• Les signaux d'E/S pour les signaux Operator Ready et/ou l'interface PLC. La
définition des signaux de sécurité, comme les rideaux de lumière et lesfaisceaux photoélectriques.
• La surveillance des signaux analogiques• La définition des routines d'entretien et de configuration (données du menu)• Les différentes routines définies par l'utilisateur avant et après l'exécution
de la pièceLe code de la couche cellulaire est démarré dans le système, puis intégré, ce quicrée un comportement transparent offrant plusieurs avantages :
• Le domaine utilisateur est propre et net.• L'option supplémentaire est contrôlée par révision.• Le code de l'option supplémentaire n'est pas inclus dans la sauvegarde du
système.• Il est possible de mettre à niveau l'option supplémentaire sans revenir à
l'ancienne version de la fonction de restauration.
Suite page suivanteCaractéristiques du produit - Controller software IRC5 1933HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.16.1 Production Manager
Suite
Code utilisateurLe code utilisateur est essentiellement composé de programmes de mouvementet de processus. Chaque programme effectue généralement une tâche de traitement(soudage à l'arc, soudage par points, découpe au laser, peinture, etc.) pour laproduction d'une pièce. Ces programmes sont appelés les « programmes depièce ».
Instructions RAPID
DescriptionInstructions
Exécution de la boucle de productionExecEngine
Obtention d'une pièce active pour la sta-tion dans la tâche.
(\num gapTaskNo, numstation, VAR partdataretData\VAR stringinstanceName)
GetNextPart
Activation de la pièce pour la station dansla tâche.
(\num gapTaskNo,numstation, PERSpartdata newData)
SetNextPart
Mise à jour d'une pièce active pour lastation dans la tâche.
(\num station,partdata updData)
UpdateNextPart
État de la tâche : Sécurité (manipulateur).(\num taskNumber)bool AtSafe
État de la tâche : Fonctionnement (mani-pulateur).
(\num taskNumber)bool AtService
État de la tâche.(\num taskNumber)num AtStateGAP_STATE_UNKN:=0; État inconnu/nefonctionne pasGAP_STATE_IDLE:=1; En cours d'exé-cution mais inactifGAP_STATE_SETUP:=2; Exécution dela routine de configurationGAP_STATE_PART:=3; Exécution de lapièceGAP_STATE_SERV:=4; Exécution de laroutine d'entretien
Tâche dans la station.(\num taskNumber)num AtStation
Station suivante pour la tâche.(\num taskNumber)num NextStation
Exécution du menu à partir de RAPIDdans la tâche.
(\num gapTaskNo,VARmenudata menu)
RunMenu
Arrêt si l'état de la tâche estGAP_STATE_SETUP.
(\switch NoRegain)GapSetupStop
194 Caractéristiques du produit - Controller software IRC53HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
14 Application options14.16.1 Production ManagerSuite

IndexAAbsolute Accuracy, 40
Ffunction name, 32
MMotion Process Mode, 42
Pparamètres de compensation., 40PROFIenergy
description, 184
Caractéristiques du produit - Controller software IRC5 1953HAC050945-004 Révision: V
© Copyright 2021- ABB. Tous droits réservés.
Index



ABB ABRobotics & Discrete AutomationS-721 68 VÄSTERÅS, SwedenTelephone +46 (0) 21 344 400
ABB ASRobotics & Discrete AutomationNordlysvegen 7, N-4340 BRYNE, NorwayBox 265, N-4349 BRYNE, NorwayTelephone: +47 22 87 2000
ABB Engineering (Shanghai) Ltd.Robotics & Discrete AutomationNo. 4528 Kangxin HighwayPuDong DistrictSHANGHAI 201319, ChinaTelephone: +86 21 6105 6666
ABB Inc.Robotics & Discrete Automation1250 Brown RoadAuburn Hills, MI 48326USATelephone: +1 248 391 9000
abb.com/robotics
3HAC050945-004,Rev
V,fr
© Copyright 2021- ABB. Tous droits réservés.Spécifications sujettes à changement sans préavis.















![SPARK MAX - Java Documentation - REV Robotics€¦ · iii 3.8.2.36 setOutputRange() [1/2]. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34 3.8.2.37 setOutputRange() [2/2](https://static.fdocuments.fr/doc/165x107/5edad81c09ac2c67fa68660f/spark-max-java-documentation-rev-robotics-iii-38236-setoutputrange-12.jpg)