Session locale EVB Bois-Francs Mardi le 22 novembre 2005 BIENVENUE À TOUS.
RAPPORT D’ÉTUDE 22/04/2005N° 56933
Formalisation du savoir et des outils dans ledomaine des risques majeurs(DRA-35)
La sécurité des procédés chimiques
-17
Formalisation du savoir et des outils dans le domaine des risques majeurs(DRA-35)La sécurité des procédés chimiques
-17
Direction des Risques Accidentels
Unité Sécurité des Procédés
Ministère de l’Ecologie et du Développement Durable (MEDD)
Liste des personnes ayant participé à l’étude : M. DEMISSY – D. CARSON – B. DEBRAY
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 2 sur 101
PREAMBULE
Le présent document a été établi :- au vu des données scientifiques et techniques disponibles ayant fait l’objetd’une publication reconnue ou d’un consensus entre experts,
- au vu du cadre légal, réglementaire ou normatif applicable.Il s’agit de données et informations en vigueur à la date de l’édition du document,avril 2005.Le présent document comprend des propositions ou recommandations. Il n’a enaucun cas pour objectif de se substituer au pouvoir de décision du ou desgestionnaire(s) du risque ou d’une partie prenante.
PAGE DE VALIDATIONLa sécurité des procédés chimiques
Rédaction initialeAuteurs Qualité Date Emargement
Michel DEMISSY Responsable de l’UnitéSécurité des Procédés 28/06/05 Signé
Douglas CARSON Ingénieur à l’Unité Sécuritédes Procédés 28/06/05 Signé
Dans le cadre de la procédure générale qualité de l’INERIS et en respect du paragraphe 14.2 dumanuel qualité, ce document a fait l’objet de relectures et d’un contrôle par des vérificateurs.
Vérificateur final Qualité Date Emargement
Françoise ABIVEN Déléguée Appui àl'Administration 28/06/05 Signé
Approbateur Qualité Date Emargement
Didier GASTON Directeur Adjoint Directiondes Risques Accidentels 28/06/05 Signé
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 3 sur 101
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 4 sur 101
TABLE DES MATIERES
1. OBJECTIF ET DOMAINE D’APPLICATION....................................................71.1 Contexte général...........................................................................................71.2 Objectifs ........................................................................................................71.3 Domaine d’application...................................................................................81.4 Plan retenu....................................................................................................8
2. LA CHIMIE EN FRANCE................................................................................11
3. LE RISQUE D’EMBALLEMENT THERMIQUE ..............................................133.1 Champ réglementaire..................................................................................133.2 L’analyse de risques ...................................................................................143.3 L'accidentologie ..........................................................................................153.3.1 Accident de Seveso..................................................................................163.3.1.1 Les circonstances...............................................................................163.3.1.2 Le procédé .........................................................................................163.3.1.3 L'accident ...........................................................................................173.3.1.4 Les enseignements ............................................................................18
3.3.2 Accident de Bhopal...................................................................................183.3.2.1 Les circonstances...............................................................................183.3.2.2 Le procédé .........................................................................................193.3.2.3 L'accident ...........................................................................................193.3.2.4 Les enseignements ............................................................................20
3.3.3 Accident de Griesheim..............................................................................203.3.3.1 Les circonstances...............................................................................203.3.3.2 Le procédé .........................................................................................213.3.3.3 L'accident ...........................................................................................213.3.3.4 Les enseignements ............................................................................21
3.3.4 Emballement d'une réaction phénol/formaldehyde ...................................223.3.4.1 Les circonstances...............................................................................223.3.4.2 Le procédé .........................................................................................223.3.4.3 L'incident ............................................................................................223.3.4.4 Les enseignements ............................................................................22
http://....http://3.3.1.1http://3.3.1.2http://3.3.1.3http://3.3.1.4http://3.3.2.1http://3.3.2.2http://3.3.2.3http://3.3.2.4http://3.3.3.1http://3.3.3.2http://3.3.3.3http://3.3.3.4http://...22http://3.3.4.1http://3.3.4.2http://3.3.4.3http://3.3.4.4
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 5 sur 101
3.3.5 Recherches de données sur l’accidentologie ...........................................233.3.6 Eléments sur les réactions chimiques ayant été impliquées dans les
accidents recensés...................................................................................23
4. LA THÉORIE D’EMBALLEMENT THERMIQUE............................................254.1 Bilan de chaleur ..........................................................................................254.2 Rappel des fondamentaux de la cinétique des réactions chimique.............274.3 Les caractéristiques physiques du système réactionnel .............................304.4 Théorie de SEMENOV ................................................................................31
5. EMBALLEMENT THERMIQUE DE REACTION : DESCRIPTIONSYNTHETIQUE DU PHENOMENE ................................................................35
5.1 Emballement thermique d’un réacteur industriel .........................................355.2 Dangers liés aux vapeurs ou gaz émis .......................................................395.2.1 Toxicité .....................................................................................................405.2.2 Evaluation de la criticité de la mise en œuvre industrielle de réactions
chimiques .................................................................................................41
6. LES MOYENS EXPÉRIMENTAUX.................................................................456.1 Objectifs d’un laboratoire de sécurité des procédés....................................456.2 Calorimètre différentiel à balayage (DSC)...................................................466.2.1 Description................................................................................................466.2.2 Intérêt de la technique ..............................................................................466.2.3 Exploitation des données..........................................................................47
6.3 Calorimètre CALVET – SETARAM C 80 .....................................................536.3.1 Description................................................................................................536.3.2 Intérêt de la technique ..............................................................................556.3.3 Exploitation des données..........................................................................556.3.3.1 Détermination de la Chaleur Spécifique et de l’Energie d’Activation..556.3.3.2 Mesure de la chaleur de réaction de deux réactifs.............................57
6.4 Calorimètre de réaction...............................................................................636.4.1 Description................................................................................................636.4.2 Intérêt de la technique ..............................................................................646.4.3 Exemples d’exploitation des données.......................................................656.4.3.1 Hydrolyse de l’anhydride acétique......................................................656.4.3.2 Estérification de l’anhydride acétique .................................................65
6.5 Calorimétrie adiabatique .............................................................................686.5.1 Principe.....................................................................................................68
http://....http://6.3.3.1http://6.3.3.2http://6.4.3.1http://6.4.3.2
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 6 sur 101
6.5.2 Classement des systèmes des systèmes réactionnels.............................70
7. L’EXTRAPOLATION À L’ÉCHELLE INDUSTRIELLE...................................717.1 Exemple d’extrapolation par simulation numérique....................................717.2 Description succincte du logiciel ProSim Batch...........................................737.2.1 Définition des constituants........................................................................737.2.2 Choix du modèle thermodynamique .........................................................777.2.3 Caractérisation du réacteur ......................................................................787.2.4 Définition des étapes opératoires .............................................................827.2.5 Exemple d’application...............................................................................84
8. LA PROTECTION DES RÉACTEURS ...........................................................898.1 Démarche générale du dimensionnement d’un dispositif de décharge .......898.2 Les Dispositifs de décharge de pression.....................................................908.2.1 Une relation étroite avec le procédé mis en œuvre ..................................908.2.2 Caractéristiques des dispositifs de décharge ...........................................908.2.3 Principes de dimensionnement des dispositifs de décharge de pression.91
8.3 Possibilités de traitement en aval d’une ligne de décharge d’un réacteur...93
9. INTENSIFICATION ET SECURITÉ DES PROCÉDÉS CHIMIQUES..............959.1 Principes de sécurité intrinsèque ................................................................959.2 Les avantages techniques de l'intensification .............................................969.3 L'ouverture de nouvelles perspectives ........................................................98
10. CONCLUSION................................................................................................99
11. RÉFÉRENCES .............................................................................................100
http://...71http://....http://...93
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 7 sur 101
1. OBJECTIF ET DOMAINE D’APPLICATION
1.1 CONTEXTE GENERALDepuis l’année 2000, le Ministère en charge de l’Environnement (anciennementMinistère de l’Aménagement du Territoire et de l’Environnement devenu Ministère del’Écologie et du Développement Durable) finance un programme d’études et derecherches, intitulé depuis 2003 « Formalisation du savoir et des outils dans ledomaine des risques majeurs » (DRA-35).L’objet du premier volet de ce programme est de réaliser un recueil global formalisantl’expertise de l’INERIS dans le domaine des risques accidentels. Ce recueil évolutifsera constitué de différents rapports consacrés aux thèmes suivants : les phénomènes physiques impliqués en situation accidentelle (incendie,
explosion, BLEVE…), l’analyse et la maîtrise des risques, les aspects méthodologiques pour la réalisation de prestations réglementaires
(étude de dangers, analyse critique..).
Chacun de ces documents reçoit un identifiant propre du type « -X » afin de faciliterle suivi des différentes versions éventuelles du document.In fine, ces documents décrivant les méthodes pour l’évaluation et la prévention desrisques accidentels, constitueront un recueil des méthodes de travail de l’INERIS dansle domaine des risques accidentels.
1.2 OBJECTIFSL’objet du présent document est de présenter la démarche adoptée par l’INERIS pourl’étude de la sécurité des procédés chimiques. Il s’inscrit dans une démarche devalorisation du savoir-faire de l’INERIS auprès des pouvoirs publics, des industriels etdu public.
L’objectif de ce document est de :
décrire le phénomène d'emballement thermique et les conditions qui y conduisent,
faire le point sur les principales conséquences potentielles d'un emballement deréaction,
présenter les moyens expérimentaux de caractérisation de la réactivité dessubstances, et les moyens de modélisation des procédés chimiques,
décrire les principaux dispositifs de protection des réacteurs,
introduire les perspectives ouvertes par les techniques d'intensification desprocédés.
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 8 sur 101
1.3 DOMAINE D’APPLICATIONLorsque la chaleur produite au cours d’une réaction chimique, voulue ou non, ne peutplus être dissipée convenablement par l’installation dans laquelle elle est mise enœuvre, des conditions d’emballement thermiques peuvent être réunies. Cephénomène, bien connu des chimistes, peut aboutir à une « explosion thermique »,aux conséquences parfois catastrophiques. La libération soudaine et brutale d’énergiequi en résulte se traduit, en pratique, par l’expansion rapide de gaz ainsi que par deseffets thermiques importants. Lorsque la décharge de pression peut s’opérer parl’ouverture d’un dispositif de décharge qui protège le réacteur, ou le réservoir, elles’accompagne d’une dispersion de gaz à l’atmosphère. Les accidents industrielsmajeurs qui se sont produits à Seveso, et à Bhopal, relèvent de ce processus. Si lesystème de décharge ne remplit pas son office, l’éclatement du contenant estsusceptible de causer des dommages importants, comme ce fut le cas lors de ladestruction d’un atelier de fabrication de colorants à Bâle en 1969. L’emballement deréaction est aussi responsable d’accidents de moindre gravité, qui donnent lieu àd’importantes pertes d’exploitation et qui peuvent avoir un impact sur l’environnement.L’évaluation du risque d’emballement thermique d’un procédé est généralement unprocessus assez complexe qui fait appel à la connaissance de la chimie de laréaction, mais aussi à ses caractéristiques thermiques (quelle est la quantité dechaleur libérée lors de la formation d’une mole de produit ?) et cinétiques (dans lesconditions opératoires du procédé, à quelle vitesse la chaleur est elle libérée ?).Lorsque ces caractéristiques réactionnelles sont précisées, il faut alors les compareraux possibilités du procédé et notamment à l’aptitude de l’installation à dissiper lachaleur excédentaire pour contrôler la température.La réglementation impose aux industriels de prendre toutes les mesures nécessairespour se prémunir du phénomène et de ses effets. Il convient donc de pouvoir montrerdans l’étude de danger l’efficacité des mesures prises. Ceci passe par la conduited’une analyse de risques qui s’appuie notamment sur des paramètres objectifs decaractérisation du risque d’emballement thermique. Nous donnons ici les principauxéléments propres à connaître et à caractériser l’emballement de réaction.
1.4 PLAN RETENUAprès ce premier chapitre introductif, la suite de ce rapport comporte huit autreschapitres :
le deuxième chapitre est consacré à l'industrie chimique, domaine d'application duprésent rapport,
le troisième chapitre est consacré à l'étude du champ réglementaire applicable àl'industrie des procédés et à la description d'accidents caractéristiques,
le quatrième chapitre porte sur la théorie de l'emballement thermique,
le cinquième chapitre est consacré à la description du phénomène en milieuindustriel et de ses conséquences,
le sixième chapitre décrit les moyens expérimentaux disponibles à l'INERIS pour lacaractérisation des substances vis-à-vis, du risque d'emballement thermique,
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 9 sur 101
le septième chapitre est consacré aux moyens de simulation numérique,
le huitième chapitre aborde les moyens de protection des réacteurs,
le neuvième chapitre est consacré aux avancées en matière de sécurité apportéespar les techniques d'intensification des procédés,
le dixième chapitre présente les conclusions de cette étude.
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 10 sur 101
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 11 sur 101
2. LA CHIMIE EN FRANCELes quelques données suivantes extraites du site de l’Union des Industries Chimiques(www.uic.fr), permettent de préciser l’importance de la chimie dans l’industriefrançaise ainsi que ses différents secteurs d’activité.
L’industrie chimique française y compris la pharmacie) se situe au cinquième rangdans le monde après celle des Etats-Unis, du Japon, de l'Allemagne et récemment dela Chine. La France est aussi le troisième exportateur mondial de produitschimiques et pharmaceutiques avec 60 % de ses ventes à destination de marchésétrangers. En 2003, les chiffres de cette industrie sont les suivants :
86,7 milliards € de chiffre d'affaires ( France et export),1 191 entreprises, (ayant 20 salariés et plus)
237 500 salariés.
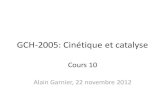
Figure 1 : Répartition par grands secteurs en pourcentage du chiffre d'affaire total
Une classification courante des activités de la chimie distingue les différents secteurssuivants.
La chimie de base fabrique des produits de gros tonnage, en peu d'étapes deréaction, à partir de matières premières facilement accessibles, dans des installationsde grande capacité mobilisant des capitaux importants. Cette chimie que l'on qualifieaussi de chimie lourde, est composée de deux sous-secteurs, la chimie organique etla chimie minérale.
PARACHIMIE14,8%
CHIMIE MINERALE6,4% CHIMIE ORGANIQUE
21,6%
PHARMACIE38,7%
SAVONS,PARFUMS,PRODUITS
D'ENTRETIEN18,6%
Sources SESSI, UIC (Chiffres provisoires 2003)
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 12 sur 101
La chimie minérale qui utilise essentiellement l'eau, l'air, le sel, le soufre et lesphosphates pour produire de l'acide sulfurique et ses dérivés, des produits obtenuspar électrolyse comme le chlore ou la soude, des gaz comprimés, et des produits plusélaborés comme les engrais.
La chimie organique qui traite principalement de la pétrochimie et de son aval, lesmatières plastiques, le caoutchouc synthétique et les élastomères. Les "grandsintermédiaires" de la chimie organique sont notamment l'éthylène, le propylène, lebutadiène, le benzène, l'éthanol, l'acétone....
La parachimie fabrique des produits qui possèdent des propriétés bien définies pourun usage spécifique, largement diffusés dans tous les secteurs industriels et auprèsdu grand public : peintures, laques, vernis et encres ; colles et adhésifs ; produits deprotection des plantes ; produits chimiques pour la photographie ; explosifs, produitschimiques à usage industriel.
Les savons, parfums et produits d’entretien constituent un domaine suffisammenthomogène pour être identifié en tant que tel. Il s’agit d’une part les savons, détergentset produits d’entretien, et d’autre part les parfums et produits pour la toilette.
La pharmacie utilise des principes actifs élaborés par la « chimie fine ». Elle lesformule, c'est-à-dire qu’elle effectue des mélanges pour les rendre assimilables, et lesconditionne sous forme de médicaments et autres préparations utiles à la santé deshommes et des animaux.
Enfin il convient de noter que « la chimie fine » élabore à partir des produits de lachimie lourde, notamment des "grands intermédiaires" et aussi d'extraits végétaux ouanimaux, des molécules complexes issues d'un processus de recherche etdéveloppement, intense. Elle en effectue la production par de nombreuses réactionschimiques en série. Les produits, obtenus en quantités beaucoup plus modestes quedans la chimie lourde peuvent être très coûteux comme par exemple les principesactifs des médicaments. Cette activité est principalement comptabilisée dans lesecteur des savons, parfums et produits d’entretien ainsi que dans le secteur de lapharmacie.
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 13 sur 101
3. LE RISQUE D’EMBALLEMENT THERMIQUE
3.1 CHAMP REGLEMENTAIRELa directive 96/82/CE (Seveso II) de 1996 [1] repose comme le texte précédent de1982 sur un principe général de surveillance des installations dangereuses, tant parl’exploitant que par les autorités publiques. Les obligations de l’exploitant y sontrenforcées mais aussi le rôle de l’inspection y est formalisé. Surtout, des moyens sontdonnés à l’administration pour interdire soit la mise en exploitation, soit l’exploitationen cas d’insuffisance de mesures de prévention ou en cas d’absence de transmissiondes notification, rapports de sécurité ou autres obligations d’information prescrites. EnFrance, la loi du 19 juillet 1976, relative aux Installations Classées pour la Protectionde l’Environnement, parue quelques jours seulement après l’accident de Seveso ajoué un rôle précurseur pour la réglementation européenne. Les modalitésd’application de cette loi sont précisées dans le décret du 21 septembre 1977. Cestextes prévoient, pour les installations soumises à autorisation, la nécessité de réaliserune étude des dangers qui expose les dangers et justifie les mesures propres àréduire les effets et la probabilité d’un accident.Pour la transposition de la Directive 96/82/CE, le dispositif a été essentiellementcomplété par le décret du 28 décembre 1999 qui modifie la nomenclature desinstallations classées, ainsi que par l’arrêté du 10 mai 2000 qui est relatif à laprévention des accidents majeurs impliquant des substances ou préparationsdangereuses présentes dans certaines catégories d’installations classées.Par ailleurs, les réacteurs et les équipements associés sont soumis à la directiveeuropéenne 97/23/CE [2] concernant les appareils sous pression qui s’appliquegénéralement pour des pressions (mesurées par rapport à l’atmosphère) supérieuresà 0,5 bar. Cette directive a été transposée en droit français par le décret N° 99-1046du 13 décembre 1999 relatif aux équipements sous pression. Les points suivants, quis’appliquent aux réacteurs, y sont mentionnés :- les équipements sous pression doivent être conçus pour supporter des charges
correspondant à l’usage envisagé ainsi que pour d’autres conditions defonctionnement raisonnablement prévisibles, avec notamment la prise en comptede la décomposition de fluides instables.
- Des dispositifs de protection (soupapes de sûreté, dispositifs à disques de rupture)sont prévus pour la limitation directe de la pression lorsque les limites admissiblespourraient être dépassées. Ils doivent être conçus et construits de façon à êtrefiables et adaptés aux conditions de service et à prendre en compte, s’il y a lieu,les exigences en matière de maintenance et d’essais de dispositifs.Enfin, la directive européenne 98/94/CE [3] qui concerne la protection de la santé
et de la sécurité des travailleurs contre les risques liés à des agents chimiques sur lelieu de travail s’applique également. L’essentiel du droit communautaire relatif à cetexte était déjà transposé en droit français par le décret N° 92-1261 du 3 décembre1992. La protection des travailleurs doit notamment être assurée :- par la suppression ou la réduction des risques présentés par un agent chimique
dangereux sur les lieux de travail,
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 14 sur 101
- par la conception de procédés propres à éviter ou réduire le plus possible lalibération d’agents chimiques dangereux,
- par l’atténuation des effets physiques dangereux dus aux substances ou auxmélanges de substances chimiques instables.
3.2 L’ANALYSE DE RISQUES
Pour répondre aux exigences des législations issues de la directive 96/82/CE(SEVESO II) de 1996, de la directive 97/23/CE concernant les appareils sous pressionet de la directive 98/94/CE concernant la protection de la santé et de la sécurité destravailleurs, les concepteurs et les exploitants de procédés chimiques sont tenus d'enanalyser les risques et de mettre en œuvre les mesures propres à en réduire laprobabilité et les effets. L'INERIS a examiné particulièrement les exigences issues dela directive SEVESO II et de sa transposition en droit français à travers le livre V titre Idu code de l'environnement (législation sur les installations classées) qui demande laréalisation d'une étude de danger comme préalable à l'exploitation d'une installationsoumise à autorisation. Le résultat de ce travail fait l'objet d'une série de rapportsdisponibles sur le site Internet de l'INERIS[4].
Il existe différentes méthodes d'analyse de risques adaptées aux installationsindustrielles. Le rapport intitulé "outils d’analyse des risques générés par uneinstallation industrielle"[5] décrit celles qui sont le plus couramment utilisées dansl'industrie. Parmi celles-ci, l'HAZOP semble être la méthode la mieux adaptée auxbesoins de l'analyse des risques d'emballement thermique dans la mesure où ellepermet de mettre en évidence les effets de la dérive des paramètres qui influencentdirectement le comportement de la réaction chimique, tels que la température, le débitde réactifs, l'agitation ou le refroidissement. Pour apprécier l'influence de cesparamètres, il est naturellement nécessaire de connaître les propriétés dessubstances mises en œuvre et leur comportement au sein du procédé.
D’une façon générale, l’analyse des risques permet de croiser un ensembled’informations relatives à la connaissance du procédé, aux risques inhérents auxproduits, aux risques de mise en œuvre de réactions chimiques non désirées, ainsiqu’aux facteurs organisationnels. L’objectif est d’évaluer la gravité que représente unesituation donnée et d’apprécier la probabilité que cette situation se produise. Onexamine ensuite l’influence des moyens de sécurité tant de prévention que deprotection, qualifiés de barrières ou dispositifs de sécurité. Eventuellement desmesures supplémentaires sont préconisées. Lors de l’examen des barrières desécurité, on en profite pour déterminer celles qui paraissent essentielles et qui serontdésignées comme « éléments importants pour la sécurité ». Les situations les plusdangereuses sont identifiées comme des scénarios à modéliser pour examiner demanière quantitatives leurs conséquences.
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 15 sur 101
L'analyse de risques est réalisée en plusieurs étapes. La première consiste àidentifier les dangers, leurs sources et les éléments qui peuvent être la cible desconséquences d'un accident. L'utilisation d'une méthode d'analyse de risques permetensuite de décrire les scénarios d'accident et d'identifier les barrières existantes. Apartir de là, le risque est estimé en termes de gravité et de probabilité. L’acceptabilitéde la menace est étudiée en fonction des attentes des différentes parties prenantes :exploitant, administration, élus, riverains et public. Si le risque est jugé inacceptabledes barrières supplémentaires, organisationnelles (actions régies par des procédures)ou techniques (actions régies par des alarmes et des automatismes) sont proposéesafin d'aboutir à un niveau de gravité et de probabilité jugé acceptable. Dans le cadred'une étude de dangers, il est d'usage de procéder à l'analyse en deux étapes. Uneétude préliminaire des risques permet d'identifier les scénarios les plus critiques quifont ensuite l'objet d'une étude détaillée.
Pour les procédés chimiques, la conduite de cette démarche d’analyse de risque nepeut être menée efficacement que si l’on dispose d’une bonne connaissance dupotentiel de danger d’origine thermique. Une bibliographie importante existe dans cedomaine. On peut, par exemple, se reporter au document INRS [6].
En préalable à l’analyse de risques il faut de plus disposer d’informations sur lespoints suivants :- le retour d’expérience (incidents, accidents) propre à l’installation ainsi qu’à
d’autres installations du même type ;- les différents risques inhérents à chacun des produits mis en jeu : propriétés
physiques, propriétés chimiques, toxicité, explosibilité…- les caractéristiques du procédé (processus opératoire, mode de contrôle,
dispositifs de sécurité, capacité de refroidissement) et les déviations possibles ;
- le mécanisme réactionnel ;- les caractéristiques thermocinétiques de la réaction chimique.
Ces éléments et leur influence sur la sécurité du procédé sont présentés en détaildans la suite de ce rapport.
3.3 L'ACCIDENTOLOGIEL’importance du retour d’expérience dans le domaine de la sécurité est bien connu.L’emballement de réaction représente 26,5 % des accidents recensés dans le monde,au cours de la période 1960-2000, dans le domaine de la pétrochimie. L’étude desaccidents qui ont eu lieu par le passé est particulièrement intéressante, dans le cas durisque thermique, dans la mesure ou elle aide à identifier les facteurs d’influence quigouvernent le phénomène [7]. Pour illustrer ce point nous donnons quelques élémentsrelatifs à des accidents industriels bien connus.
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 16 sur 101
3.3.1 ACCIDENT DE SEVESO
3.3.1.1 LES CIRCONSTANCESL'usine d'ICMESA, située à 12 km de Milan (Italie), produit du 2, 4, 5 trichlorophénol,agent bactéricide utilisé dans la formulation de dentifrice et de talc. Ce produit estobtenu par hydrolyse alcaline du 1, 2, 4, 5 tetrachlorobenzène en présence de soudecaustique et d'un mélange d’éthylène glycol et de xylène. Cette réaction est connuepour avoir déjà occasionné des accidents sérieux.Un emballement de réaction a lieu dans le réacteur le 10 juillet 1976 alors que laréaction principale d'hydrolyse alcaline est terminée et que la masse réactionnelle estlaissée en attente pour le week-end. Cet événement conduit à une mise en pressiondu réacteur, à une rupture du disque et à une dispersion de la masse réactionnelle parune conduite ouverte en toiture.Au moment de l ’accident, le réacteur contient environ 5 tonnes de masseréactionnelle mais aussi environ 1 kg d'un produit hautement toxique : la 2,3,7,8-tetrachlorodibenzo-p-dioxine, connue sous le nom de dioxine.Dans les jours qui suivent 447 personnes sont soignées pour des brûlures caustiques.Dans le mois suivant des symptômes de chloracnée liés à l'empoisonnement par ladioxine sont identifiés chez 187 personnes.L ’usine paie 650 MF en dépollution et indemnisation. En 1983, les responsables sontcondamnés à des peines d’emprisonnement avec sursis de 2,5 à 5 ans.
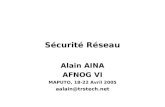
3.3.1.2 LE PROCEDELa réaction chimique mise en œuvre dans le procédé est donnée sur la figure 2. Elleconsiste en une hydrolyse du tétrachlorobenzène (TCB) en présence de soude pourobtenir le sel de trichlorophénol. La réaction a lieu entre 135 et 170 °C et pour cela leréacteur est chauffé avec de la vapeur à 12 bars. Le réacteur contient de l'éthylèneglycol et aussi du xylène qui permet d'éliminer l'eau produite par la réaction pardistillation azéotropique. A la fin de la réaction le xylène est distillé à pressionatmosphérique puis l'éthylène glycol est distillé sous vide. La masse réactionnelle estensuite traitée à l'eau et à l'acide pour libérer le phénol par la réaction (1). Au dessusde 230 °C la vitesse de la réaction (2) qui produit la dioxine par dimérisation dutrichlorophénate de sodium augmente sensiblement.
http://3.3.1.1http://3.3.1.2
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 17 sur 101
Cl
Cl Cl
Cl
+ 2 Na OH
O Na
Cl Cl
Cl
+ Na Cl + H2O
O Na
Cl Cl
Cl O H
Cl Cl
Cl
+ HCl + Na Cl
Ethylène glycolXylène
+
O NaCl
ClCl O
Cl O
Cl O Cl
Cl
TCB - 1,2,4,5 tetrachlorobenzène Trichlorophénate de sodium
TCP - 2,4,5 trichlorophénol
dioxine
(1)
(2)
Figure 2: Chimie de la réaction mise en œuvre à Seveso
.
3.3.1.3 L'ACCIDENTLe réacteur est chargé dans l'après midi du 9 juillet. Pendant la nuit du 9 au 10 juillet,la température monte jusqu'à 136 °C et le xylène est distillé. La distillation sous videde l'éthylène glycol est ensuite démarrée puis interrompue après 1 heure 3/4. En finde poste, à 5 heures, (alors que 15 % du solvant distillé), le chauffage est arrêté et lapression atmosphérique est rétablie. L’agitation est maintenue 15 minutessupplémentaires et le réacteur est laissé avec son contenant dans des conditions« sûres » à 158 °CL ’accident se produit sept heures et demie plus tard ...A 12 h37, le disque du réacteur se rompt. Un nuage contenant de la dioxine, sous-produit de la réaction est émis à l ’atmosphère. A la suite de l ’accident, 736personnes sont évacuées et 2000 personnes sont soumises à prélèvements sanguins.Des animaux domestiques périssent ou sont abattus.
http://3.3.1.3
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 18 sur 101
3.3.1.4 LES ENSEIGNEMENTSLe niveau de liquide dans le réacteur est moins haut que les épingles du système dechauffage du réacteur. La température de paroi au dessus de la surface de liquidepeut alors atteindre les 230 °C. Lors de l ’arrêt de chauffe, la paroi non baignée par leliquide se refroidit moins vite, induisant à cet endroit des réactions susceptibles deproduire des composés gazeux très toxiques dont la TCDD (2,3,7,8tétrachlorodibenzodioxin).
Les conclusions d’une étude menée sur les causes de l’accident indiquent :¤ que des mélanges contenant plus de 85 % de la quantité de solvant initial
n’auraient pas conduit à un emballement;¤ que l ’énergie d ’activation de la réaction d ’activation n ’a pu être obtenue que de
façon très « marginale »¤ qu ’avec une période d ’agitation un peu plus longue ou un peu plus de solvant
restant, l ’accident aurait pu être évité.L’emballement de la réaction survient après que l’on ait laissé le mélange réactionnelau repos dans le réacteur, à température du procédé, après évaporation des solvants.Le disque de rupture n’a pas été dimensionné sur un scénario d’emballement deréaction. La protection du réacteur est seulement conçue pour le protéger dessurpressions lors du transfert de la masse réactionnelle sous pression d’azote. Il n’y apas de réservoir de rétention sur la ligne d’évent.Il est fréquent dans les installations multi-produits que les systèmes de décharge depression soient définis sur des scénarios indépendants de l’emballement thermique :cas d’incendie, de surchauffe et qui ne nécessitent pas de dispositifs de rétention enligne. Lorsqu’une réaction d’emballement survient, il y a alors dispersion d’un fluxbiphasique dans le voisinage. Il est donc important d’examiner, dans une hypothèsed’emballement de réaction, s’il ne convient pas d’interposer au moins une rétention surla ligne de décharge du réacteur.
3.3.2 ACCIDENT DE BHOPAL
3.3.2.1 LES CIRCONSTANCESLe scénario qui a conduit à ce désastre est finalement assez banal. Il s’agit d’unemballement de réaction lié à l’introduction d’eau dans un réservoir contenant del’isocyanate de méthyle (MIC). Le MIC est extrêmement toxique. A titre decomparaison il est plus toxique que le phosgène ou l'acide cyanhydrique. Le MIC estaussi très réactif. Il donne lieu à une réaction de polymérisation exothermiquecatalysée par les métaux. Cette réaction est inhibée par le phosgène. Le MIC réagitaussi avec l'eau en donnant une réaction de condensation avec élimination de CO2.La dispersion dans l'environnement, le 3 décembre 1984 d'un nuage contenant duMIC a conduit à la plus grande catastrophe industrielle de l'histoire avec au moins 2000 morts et 10 000 personnes sérieusement blessées (certaines sources donnentdes nombres très supérieurs). Aucun des employés présents sur le site n'a été tué etseulement l'un d'eux a été blessé.
http://3.3.1.4http://3.3.2.1
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 19 sur 101
3.3.2.2 LE PROCEDELe MIC est un intermédiaire de fabrication d'un insecticide appelé Sevin. Il y a troisréservoirs adjacents de stockage du MIC dont la capacité de travail unitaire est de 45tonnes. Ces réservoirs résistent à une surpression relative de 2,75 bars. Ils sont ademi enfouis dans le sol, la partie supérieure étant recouverte de terre et d'une dalleen béton, de façon à les isoler thermiquement et à les protéger d'un feu externeéventuel. Il est prévu de les maintenir à la température de 0 °C avec un ciel d'azotesec. Ce gaz est utilisé pour transférer le produit pour utilisation ou simplement pour lefaire passer d'un réservoir à un autre.Les réservoirs peuvent être connectés à une tour de lavage utilisant une solution à 10% de soude caustique et à une torche.
Figure 3 : Chimie de la réaction à Bhopal
3.3.2.3 L'ACCIDENTLe système de maintien à basse température est hors service depuis le mois de juinet l'alarme de température haute est déconnectée. Le système de production d'azotene fonctionne plus depuis le mois d'octobre et donc le ciel du réservoir est à pressionatmosphérique depuis cette date.Environ 500 kg d'eau sont introduits de façon intempestive dans le réservoir quicontient environ 43 tonnes de MIC. Cette eau réagit rapidement avec le phosgèneprésent qui sert à la stabilisation du MIC contre la polymérisation spontanée. L’eauréagit ensuite avec le MIC, produisant du CO2 responsable de l’augmentation de lapression dans le réservoir. Cette réaction contribue aussi à élever la températurejusqu’à provoquer la réaction violente de polymérisation du MIC. Celle-ci produit uneélévation de la pression relative jusqu'à 12 bars, bien que la vanne de purge soitouverte. Cette pression correspond à trois fois la valeur de pression à laquelle les
COCl2 + CH3NH2 CH3NHCOCl + HCl
Phosgène Monométhylamine Chlorure deMéthylcarbamoyl
Chlorured ’hydrogène
CH3NHCOCl CH3NCO + HCl
Isocynanate deméthyle (MIC)
Chlorure deMéthylcarbamoyl
CH3NCO + XY CH3NX-COY
Fabrication de l’insecticide Sevin par réaction de l ’Isocyanate de méthyle :
http://3.3.2.2http://3.3.2.3
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 20 sur 101
réservoirs sont éprouvés. La température maximale atteinte est évaluée à 250 °C.Environ 2/3 du MIC initialement présent est dispersé dans l'atmosphère.A Bhopal, les performances du scrubber étaient insuffisantes pour neutraliser uneémission accidentelle puisque la quantité de soude qu’il contenait ne pouvaitneutraliser que 3,5 des 30 tonnes de MIC déchargées.La torche était hors service. Il n'était toutefois pas sûr qu'elle ait pu absorber un débitde 15 à 20 tonnes de MIC par heure.
3.3.2.4 LES ENSEIGNEMENTSSi la production de très grande quantités d’un produit toxique avait été évitée et si lesite avait été éloigné d’une zone urbaine, les conséquences auraient été mineures.La possibilité de stocker d'aussi grandes quantités de MIC (135 tonnes au total pour45 jours de consommation en production de Sevin) est une erreur importante deconception du procédé. Le seuil admis par la Directive européenne était alors d'unetonne.On remarque aussi que les différents éléments qui contribuent à la sécurité del'installation ne sont pas dimensionnés pour pallier les conditions accidentelles : ledispositif de réfrigération (même en service) ne peut pas évacuer la chaleur del'exotherme initial et le scrubber n'est dimensionné que pour une utilisation enexploitation courante. Il n'y a pas non plus de rétention sur la ligne d'évent.Il est miraculeux que les réservoirs n'aient pas explosé car ils n’étaient pasdimensionnés pour supporter la pression atteinte. En cas d'explosion, les réservoirsvoisins auraient pu être endommagés.Au total, si les concepteurs du procédé avaient convenablement dimensionné leséléments de sécurité nécessaires à la situation accidentelle, les coûts induits lesauraient sûrement amenés à remettre en cause les solutions techniques choisies.
3.3.3 ACCIDENT DE GRIESHEIM
3.3.3.1 LES CIRCONSTANCESLe 22 février 1993, un emballement de réaction se produit dans l’usine de Griesheim,de la société Hoechst AG, au cours duquel approximativement 11,8 tonnes demélange réactionnel contenant principalement des chloro nitroarènes sont rejetées parune soupape. Le rejet diphasique, sous forme d’aérosol, est entraîné par le vent duNord et dispersé sur la partie sud de l’usine, les rives de la rivière Le Main et deuxvillages de la banlieue de Franckfort, Schwanheim et Goldstein. La surface touchéepar le dépôt jaune est de 300 000 m2. De nombreux habitants des zones touchées seplaignent d'irritations aux yeux et aux muqueuses ainsi que de maux de têtes et denausées. Les conclusions des différentes enquêtes et expertises sont les suivantes :
- l'exposition n'a pas été suffisante pour causer des effets toxiques importants;- bien que des composés potentiellement cancérigènes aient été émis, il n'y pas eu
d'augmentation mesurable du taux d'apparition de tumeurs.
http://3.3.2.4http://3.3.3.1
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 21 sur 101
3.3.3.2 LE PROCEDEIl consiste a réaliser la réaction du méthanol sur l'orthochlorobenzène en présence desoude pour produire l'orthonitroanisole. La soude est ajoutée par coulée sur un piedde cuve constitué d'un mélange de méthanol et d'orthochlorobenzène. Le ciel duréacteur est partiellement inerté à l'azote et la réaction est réalisée à 80 °C sous unepression absolue de 10 bars. Avant le début de la coulée, l'agitateur est arrêté et letrou d'homme est ouvert. Le réacteur de 36 m3 est piloté manuellement.
Cl
NO2
+ CH3OH
OCH3
NO2
+ Na Cl + H2O
Figure 4 : Chimie de la réaction à Griesheim
3.3.3.3 L'ACCIDENTAprès fermeture du trou d'homme, au démarrage de la coulée, l'agitateur n'est pasremis en route. Alors qu'en conditions normales, le réacteur doit être refroidi par ladouble enveloppe pour obtenir les conditions de température souhaitées, il est icichauffé. En fin de coulée, lors d'un contrôle l'agitateur est mis en marche alors quel'accumulation de réactifs est importante. Ceci produit l'emballement de réaction. Latempérature du réacteur atteint au moins 160 °C et la pression 16 bars relatif, valeurd'ouverture de la soupape. Le mélange réactionnel est entraîné et rejeté à l'extérieur.
3.3.3.4 LES ENSEIGNEMENTSUne réaction qui fait intervenir un produit nitré en conditions alcalines doit êtreconsidérée comme critique car sa stabilité se trouve alors fortement abaissée.Dans un système semi batch susceptible de donner lieu à emballement thermique, lebon fonctionnement de l’agitation doit être contrôlé en permanence, de préférence parmesure de la puissance électrique consommée. Des automatismes doivent asservirles actions.La soupape de sécurité, qui n’était pas dimensionnée pour le scénario, a quand mêmecorrectement fonctionné, mais il n’y avait pas de système d’arrêt des effluents en aval.Les produits secondaires de décomposition qui sont formés lors d’un emballement deréaction sont très différents du produit normalement fabriqué (c’est aussi le cas del’accident de Seveso). Leur toxicité doit être connue et la nécessité de prévoir unerétention sur la ligne d’évent doit être discuté en tenant compte de la nature de cesproduits.Le retour d’expérience sur les procédés d’un même type n’a pas été exploité.Cet accident a eu des implications importantes tant pour l’exploitant que sur laréglementation allemande en la matière.
http://3.3.3.2http://3.3.3.3http://3.3.3.4
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 22 sur 101
3.3.4 EMBALLEMENT D'UNE REACTION PHENOL/FORMALDEHYDE
3.3.4.1 LES CIRCONSTANCESIl s’agit d’une réaction très répandue dans l’industrie chimique pour la fabrication derésines. Elle est aussi responsable d’un grand nombre d’accidents d’emballement deréaction. A titre d'exemple, J. Bickerton [8] rapporte un incident d'emballementsurvenu dans une fabrication par batch d'une résine formo-phénolique particulière.
3.3.4.2 LE PROCEDELes deux réactifs sont chargés dans le réacteur avec une première charge decatalyseur. Ce mélange est agité et chauffé à la vapeur jusqu'à la température dedémarrage de la réaction. Le réacteur est ensuite refroidi pour assurer le contrôle dela réaction et ceci en deux étapes qui mettent en jeu successivement la partie hautepuis la partie basse de la double enveloppe. Un refroidissement supplémentaire estaussi assuré par le supérieur lorsque la masse réactionnelle est au reflux. En fin deréaction, une deuxième charge de catalyseur est ajoutée et un chauffage est denouveau appliqué pour terminer la réaction.
3.3.4.3 L'INCIDENTAlors que le batch est chauffé pour atteindre la température de démarrage de laréaction, l'opérateur prépare la deuxième charge de catalyseur. Il arrête le chauffage àune température de plus de 7°C supérieure à la température prévue. Il procède alorssimultanément au refroidissement des parties hautes et basses du réacteur. Bien quele condenseur soit en marche la température continue à monter. Il applique alors uneprocédure de mise sous vide du réacteur pour obtenir un refroidissementsupplémentaire (chaleur de vaporisation). L'alarme est déclenchée et le bâtiment estévacué. Lorsque la température atteint 130 °C, plus de 60 % de la masseréactionnelle est expulsée par le circuit de décharge.
3.3.4.4 LES ENSEIGNEMENTSLes conclusions de l'enquête font apparaître, dans ce cas particulier de procédé batch,que les conditions de travail sont critiques en l'absence du condenseur et que celui-ciest, en fait, partiellement obstrué. Il apparaît ainsi :
- que le procédé est trop sensible à des déviations mineures,- que le programme de maintenance ne permet pas de détecter la formation de
produits solides dans les tubes du condenseur,- qu'il n'y a pas d'alarme de température sur le réacteur.Dans le cas d'un procédé qui utilise une coulée, il convient aussi :- de surveiller le phénomène d’accumulation, en particulier en interrompant la coulée
(ici le formaldéhyde) si la température est insuffisante,- de placer un limiteur de débit sur la ligne d’alimentation,- d'asservir, l’alimentation du produit coulé à la température du réacteur pour pouvoir
l'interrompre en cas de valeur trop élevée pour éviter une polymérisationsimultanée du produit.
http://3.3.4.1http://3.3.4.2http://3.3.4.3http://3.3.4.4
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 23 sur 101
3.3.5 RECHERCHES DE DONNEES SUR L’ACCIDENTOLOGIECette recherche exploite en premier lieu les informations relatives au site industrielexaminé. Il est en général facile de l’élargir aux connaissances que l’industriel a desincidents ou accidents qui sont survenus dans la même branche d’activité. De façonplus générale on pourra examiner les données de la littérature ou effectuer desrecherches sur des bases de données : base ARIA du Barpi(http://aria.environnement.gouv.fr), base de données de l’agence fédérale américaineUS Chemical Safety and Hazard Investigation Board (http://www.cbs.gov/).
3.3.6 ELEMENTS SUR LES REACTIONS CHIMIQUES AYANT ETE IMPLIQUEES DANS LESACCIDENTS RECENSES
Sur la base d'une étude qui a permis de recenser 189 accidents sur une période allantde 1962 à 1984, on relève [9], [10], parmi les types de réactions incriminées, lespolymérisations (34%), les nitrations (8%), les sulfonations (7%), les réactionsd'hydrolyse (5%), les salicifications (4%), les halogénations (4%), les alkylations (3%),les aminations ((2%), les diazotations (2%), les réactions d'oxydation (1%), lesestérifications ((0,5 %). On notera que la plupart de ces réactions sont connuescomme étant très exothermiques ou susceptibles de dégager d'importantes quantitésde produits gazeux. Par ailleurs, parmi les réactions de polymérisation répertoriées,près d'un tiers sont des réactions de synthèse de résines formo-phénoliques. Cesréactions, qui sont d'une grande importance industrielle, font pourtant partie de cellesqui ont été le plus étudiées, tant sur le plan de la chimie que de la sécurité de mise enœuvre. Elles sont, à ce titre, l'objet d'une abondante littérature. C'est ainsi que malgréune bonne connaissance de la chimie ou des paramètres de sécurité d'un procédé,des pertes de contrôle de réactions restent envisageables du fait d'une mauvaiseconception ou d'un dysfonctionnement de conduite d'une installation.Par ailleurs une recherche bibliographique relative au développement de réactionsnon contrôlées dans l’industrie a notamment mis en évidence que, parmi les causesidentifiées d’accidents :- 25 % sont liées à une mauvaise connaissance de la chimie et des paramètres de
sécurité du procédé,- 75 % sont imputables à un défaut de conception ou de fonctionnement des
installations (pannes, déviation des paramètres opératoires, erreur opératoire...).
http://aria.environnement.gouv.fr)http://www.cbs.gov/
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 24 sur 101
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 25 sur 101
4. LA THEORIE D’EMBALLEMENT THERMIQUE
4.1 BILAN DE CHALEURL’emballement thermique résulte de la perte du contrôle de la température d’unsystème réactionnel du fait de la chaleur dégagée par des réactions chimiquesattendues ou non. En fonction de l’exothermicité de ces réactions, l’emballementthermique peut conduire à l’explosion thermique du système accompagnée d’uneperte de confinement et de la diffusion de produits toxiques et/ou inflammables dansl’environnement. En cas d’éclatement du réacteur de projections de débris sont àredouter.Le terme d’emballement de réaction se réfère à la perte de contrôle d’une réactionchimique identifiée.La maîtrise de la température d’un système réactionnel est gouvernée par le bilan dechaleur [11], [12]. Si toute la chaleur qui est produite ou qui entre dans un système nepeut pas être évacuée, la température monte. Si à la nouvelle température atteinte, unéquilibre thermique n’est pas obtenu, la température continue à monter. Ceci peut allerjusqu’à l’emballement ou l’explosion thermique du système.
Les sources de chaleur peuvent avoir différentes origines :
L’apport de chaleur par source externe Chauffage volontaire de la masse réactionnelle Chauffage involontaire – incendie dans l’atelier, température ambiante
élevée ...
La chaleur de réaction Réaction principale Réactions secondaires Décompositions exothermiques
La chaleur d’hydratation
La chaleur de solvatation
La chaleur de transition de phase Condensation Solidification Formes cristallines
La chaleur thermodynamique (variation de volume, pression, entropie … dans lesystème)
La chaleur due à une action mécanique ...
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 26 sur 101
A l’opposé, les mécanismes de dissipation de la chaleur sont les suivants :
Le transfert de chaleur du centre du système réactionnel jusqu’à la paroi ducontenant,
Conduction Convection
Le transfert de chaleur du contenant vers l’extérieur, Conduction, Convection Rayonnement
Les dispositifs spécifiques de refroidissement Double enveloppe Serpentins Reflux Echangeurs à l’extérieur du réacteur
La chaleur de transition de phase Evaporation Fusion ...
La chaleur thermodynamique (variation de volume, pression, entropie … dans lesystème)
Ces listes ne sont pas exhaustives.Lorsqu’il est nécessaire de faire un bilan de chaleur précis d’un système réactionnel, ilfaut prendre en compte toutes les sources de chaleur et tous les mécanismesd’évacuation de chaleur. Dans la plupart des cas, cet exercice est assez compliqué etdemande des informations très précises quant aux réactions chimiques elles-mêmesmais aussi quant à la constitution physique de l’installation.Ces informations n’étant pas toujours facilement disponibles, on privilégie plutôt uneapproche simple dans la mesure où elle permet d’appréhender les risquescorrectement.L’analyse des risques d’un emballement thermique peut se diviser en deux parties :
1) Les réactions chimiques (et effets thermodynamiques au senslarge),
2) Les caractéristiques physiques du système réactionnel (taille,forme du réacteur, mode opératoire, confinement et pression,température et concentrations locales due à l’hétérogénéité dusystème).
La vitesse des réactions chimiques, et donc la vitesse de dégagement de chaleur, estfonction de la concentration des réactifs et d’autres constituants (solvants, catalyseur...), de la température et de la pression à l’endroit précis où se produit la réaction
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 27 sur 101
chimique. Au laboratoire, on caractérise la thermodynamique et la cinétique de laréaction. Cette caractérisation est indépendante de la taille ou de la forme du réacteurou de son mode de fonctionnement.Ce sont les caractéristiques physiques du système réactionnel qui sont déterminantespour l’évolution de la température, de la pression et de la concentration desconstituants. Pour la même réaction et la même composition initiale de la masseréactionnelle, l’évolution de la température dans un réacteur correctement refroidi nesera pas la même par rapport à un autre sans refroidissement.Il est donc clair qu’il faut deux modèles pour déterminer le risque d’emballementthermique d’un système réactionnel, l’un pour traiter de la production de chaleur(aspect chimique) et l’autre pour traiter de la dissipation de la chaleur (aspectphysique).
4.2 RAPPEL DES FONDAMENTAUX DE LA CINETIQUE DES REACTIONS CHIMIQUEDe manière générale on peut écrire une réaction chimique de la façon suivante :
332211332211 '''''' AAAAAA ( 1 )
Ai étant le constituant i et i son coefficient stœchiométrique.On définit la vitesse de la réaction chimique par la dérivée de l'avancement de réactionpar rapport au temps :
tdnd
tddréactiondevitesse i
i
( 2 )
ou étant le taux d’avancement, ni étant le nombre de moles du constituant i, et tétant le temps. C'est une grandeur extensive qui s'exprime en mole.s-1.La vitesse volumique de réaction, c'est la vitesse de réaction ramenée à l'unité devolume :
tdCd
Vrréactiondevolumiquevitesse i
i ( 3 )
ou V étant le volume du système réactionnel (constant dans ce cas) et Ci étant laconcentration du constituant i.C'est une grandeur intensive qui s'exprime en mole.m -3.s -1.Lorsque le volume du système est constant, on utilise la vitesse volumique (grandeurintensive) de préférence à la vitesse de réaction (grandeur extensive). Quand il n'y apas d'ambiguïté, on parle simplement de vitesse de réaction, même pour la vitessevolumique.
L’expression de la vitesse est de la forme :qp BAKV ][][ ( 4)
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 28 sur 101
où la somme des exposants p et q, déterminés expérimentalement donne l’ordreglobal de la réaction.La plupart des réactions chimiques ne sont pas « simples » sur le plan cinétique maissont composées de plusieurs étapes entre les réactifs initiaux et les produits finaux.Des réactions chimiques complexes sont composées d’une séquence de réactionsélémentaires, chacune d’elles procédant en une seule étape.Par exemple, la réaction suivante, qui a été étudiée expérimentalement, est uneréaction élémentaire :
223 OONOON ( 5 )
La réaction chimique a lieu lorsque la molécule de NO entre en collision avec lamolécule de O3 avec suffisamment d’énergie cinétique pour franchir la barrière del’énergie d’activation (figure 5).
La vitesse de réaction est la suivante :
3ONONO CCktd
Cdréactiondevitesse ( 6 )
L'ordre d'une réaction élémentaire est toujours égal à sa molécularité, c’est à dire aunombre d'entités chimiques (molécules, ions, radicaux) qui participent à la réaction.Dans le cas présent, l’ordre de réaction global est 2.
Réactifs
Produits
Complexe activé
Énergied ’activation
H
Figure 5 : illustration de l'énergie d'activation d'une réaction
La réaction suivante est d’ordre 1 :
2252 42 OONON ( 7 )
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 29 sur 101
5252
ONON
Cktd
Cdréactiondevitesse ( 8 )
Les réactions élémentaires d’ordre de 3 et au-dessus sont rares.Pour les réactions élémentaires, la loi d’Arrhénius décrit la dépendance de laconstante k sur la température :
TREkk aexp0 ( 9 )
k0 est le facteur pré-exponentiel et Ea est l’énergie d’activation.De manière générale, la vitesse de réaction est fonction de :
la concentration des réactifs,
la nature et la concentration des solvants et d’autres produits qui neparticipent dans la réaction directement,
la présence de catalyseurs (nature et quantité),
la température du système réactionnel,
la pression du système réactionnel.
Mais un très grand nombre des réactions à intérêt industriel sont des systèmesréactionnels complexes avec,des réactions de retour :
BADCDCBA
( 10 )
DCBAA CCkCCk
tdCdr 21 ( 11 )
des réactions successives
CBA ( 12 )
BAB CkCktd
Cd21 ( 13 )
des réactions parallèles :
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 30 sur 101
EDBACBA
( 14 )
BAA CCkktdCd
21 ( 15 )
A noter que les vitesses de réaction globales des systèmes réactionnels (10), (12) et(14), ne suivent pas la loi d’Arrhenius sur toute la gamme de température et deconcentrations et montrent une dépendance sur la température complexe.
En revanche, sur une plage limitée, le modèle
TREkk
CCCCktd
Cd
a
dD
cC
bB
aA
A
'exp''
'
0
( 16 )
décrit la vitesse de réaction avec suffisamment de précision selon la forme de la loid’Arrhenius. Les paramètres E’a (l’énergie d’activation apparente) et k0’ ainsi que lesordres de réaction sont, en règle générale, dépourvus de signification physico-chimique. C’est la raison pour laquelle on doit éviter l’utilisation des modèlescinétiques en dehors de leur plage de validité.D’autres modèles cinétiques peuvent être construits sur la base de la connaissance detoutes les étapes de réaction élémentaire ou par assimilation à d’autres modèlescinétiques existant. Ce qui est commun à virtuellement tous les modèles cinétiquesc’est la dépendance exponentielle de l’inverse température comme décrit par la loid’Arrhenius.
4.3 LES CARACTERISTIQUES PHYSIQUES DU SYSTEME REACTIONNELL’intégration d’un mécanisme de refroidissement dans le bilan de chaleur passeobligatoirement par un modèle. Les modèles les plus simples ont l’avantage d’êtrefacile d’utilisation et dans certains cas, sont suffisants pour appréhender les risqued’emballement. Dans d’autres cas, ils sont trop simples pour décrire le systèmecorrectement.
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 31 sur 101
4.4 THEORIE DE SEMENOVCe modèle d’explosion thermique a été élaboré par SEMENOV pour prédire le risqued’emballement thermique d’un milieu réactionnel homogène en fonction de la taille dusystème, de la température et de la cinétique de la réaction chimique. La résistanceau transfert de chaleur se trouve au niveau de la paroi du réacteur. Cette théories’applique aux réacteurs batch (ni entrée de réactif, ni sortie de produits) parfaitementagités et contenant une masse réactionnelle homogène.Pour simplifier l’exposé, nous allons nous intéresser à un réacteur hypothétique deforme cubique, d’arête L, représenté sur la figure 6.
Figure 6: principe de réacteur parfaitement agité
Pour une réaction de type A + B C + D, on peut écrire la formule de la vitesse de réaction demanière suivante :
TRECCk
tdCdr mB
nA
C exp0 ( 17 )
et le flux de chaleur produit dans le réacteur de façon homogène :
3LrHq rp ( 18)
où Hr est l’enthalpie de la réaction.
Volume du réacteur
V = L3
T : température de lamasse réactionnelle(homogène)
Ta : température du fluidedans la double enveloppe(homogène)L
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 32 sur 101
Figure 7 : production et dissipation de chaleur dans le réacteur
Le flux de chaleur dissipé est donné par la loi de Newton :
ad TTLUq 26 ( 19 )où U est le coefficient de transfert de chaleur et Ta est la température ambiante(température du fluide de refroidissement).Avec les formules (18) et (19), on peut comparer graphiquement le flux de chaleurproduit par la réaction chimique (courbe) avec celui de la chaleur dissipée (droites) :
Production dechaleur
Dissipation de lachaleur
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 33 sur 101
Figure 8: comparaison de la chaleur produite et de la chaleur dissipée
La pente des droites est donnée par la formule (19) : pente = 6*U L2.Pour la droite de refroidissement avec Ta = 50 °C, on observe un point d’équilibre aurepère 1 où toute la chaleur produite par la réaction chimique est dissipée. C’est unéquilibre stable car le système réagit à des variations de température en revenant versce point. Lorsque la température de Ta monte jusqu’à 75 °C, le point d’équilibre setrouve tangent à la courbe de production de chaleur ; c’est un équilibre non-stable ouétat critique. Pour toutes les températures de Ta > 75 °C, il n’y a plus de pointd’équilibre, le flux de chaleur produit est toujours supérieur à celui de la dissipation eton se dirige vers l’explosion thermique du système.Une autre possibilité de perte de maîtrise de la température de la masse réactionnellepeut venir d’une modification du coefficient de transfert de chaleur (encrassement dela double enveloppe, vitesse d’agitation ...) ou de l’utilisation d’un réacteur de tailledifférente.
qdqp
50 75 100 125Température de la masse réactionnelle T (°C)
Ta = 50 °C
1
2
Ta = 77 °C
Ta = 75 °C
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 34 sur 101
Figure 9 : chaleur produite et chaleur dissipée, effet du volume du réacteur
En augmentant le volume du réacteur et avec la même Ta, on passe d’un état stable àun état critique.Au point critique :
dTqd
dTqd
et
dp
dp
( 20 )
Ces deux formules ainsi que les formules (17), (18) et (19) conduisent à dégager la loid’échelle suivante qui définit la taille critique d’un réacteur au delà de laquelle il y aexplosion thermique :
1exp6 20 a
aa
arcritique TR
ET
EkHRUL ( 21 )
50 75 100 125Température de la masse réactionnelle T (°C)
qdqp
Volume du réacteur = V
Volume du réacteur = 8 V
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 35 sur 101
5. EMBALLEMENT THERMIQUE DE REACTION : DESCRIPTIONSYNTHETIQUE DU PHENOMENE
5.1 EMBALLEMENT THERMIQUE D’UN REACTEUR INDUSTRIELLe phénomène d’emballement thermique correspond à la perte de contrôle de latempérature d’une substance chimique ou d’un milieu réactionnel placés au sein d’uneenceinte ou d’un système fermé.Les réactions chimiques exothermiques sont celles qui présentent un potentiel dedanger en matière d’emballement de réaction. La mesure de la chaleur de réaction(H) est donc une première indication de la criticité d’un processus. Les circonstancesaccidentelles, résultent très généralement d’une forte réduction des capacitésd’échange thermique. L’analyse des risques [13] se fait donc en considérant le cas leplus sévère : celui des conditions adiabatiques pour lequel la totalité du potentielénergétique d’une réaction est utilisé pour élever la température de la masseréactionnelle.Sur la figure 10, au moment de la perte de contrôle (PC), le système devientadiabatique. La chaleur de réaction potentiellement disponible à ce moment estdégagée par la réaction de synthèse. La température de la masse réactionnelle passede la température de procédé Tp à la température maximale de la réaction desynthèse (MTSR). A cette nouvelle température, si tous les composants présents sontstables, la réaction se termine et l’on peut obtenir un retour à la température ambiante.Par contre, des composés instables à la température MTSR vont se décomposer enlibérant une chaleur excédentaire qui conduira à l’emballement réactionnel.
Figure 10 : schéma des conditions d’un emballement thermique
En pratique, l’élévation de température (Tad), potentiellement accessible enconditions adiabatiques, est donnée par l’expression :
Temps
Température
Tp
MTSR
Procédé normal
Perte decontrôle
Réaction de
décomposition
Tad TMRad
PC
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 36 sur 101
pad Cm
HnT
( 22 )
avec : n : nombre de moles de réactif, H : enthalpie ou chaleur de réaction, m : lamasse réactionnelle, Cp : chaleur spécifique par unité de masse du mélange.
La chaleur de réaction H est ici relative à la réaction normalement mise en œuvredans le procédé. La valeur de Tad dépend toutefois du degré d’avancement de laréaction au moment de l’apparition des conditions adiabatiques. L’intérêt de cettemesure est de pouvoir évaluer la nouvelle température (température maximale de laréaction de synthèse, notée MTSR sur la figure 10) vers laquelle un systèmeréactionnel est susceptible d’évoluer en cas de perte de contrôle du procédé.Un autre indicateur couramment utilisé est le temps nécessaire pour atteindre lavitesse maximale en conditions adiabatiques, TMRad. Cette valeur permetd’apprécier la probabilité d’obtenir les conditions d’un emballement thermique. Elle estdonnée par l’expression :
a0
20p
ad
Edt
dqRTC
TMR
( 23 )
avec, R : constante des gaz parfaits ; T0 : température absolue initiale ; dq0/dt : flux dechaleur produit par la réaction à la température T0 et Ea : énergie d’activation. Sur lafigure 10, T0 = MTSR.Certains auteurs estiment que la température à laquelle la valeur de TMRad devientsupérieure à 24 heures, notée T(TMRad = 24 h), est une température seuil permettant dedéfinir la criticité d’un procédé chimique.En pratique, la valeur de TMRad dépend des caractéristiques des réactions dedécomposition qui sont susceptibles d’apparaître à la température TMTSR.Lors de la mise en œuvre d’un procédé, ce phénomène est susceptible de se produirequand la quantité de chaleur produite au sein du milieu réactionnel est supérieure à laquantité de chaleur qu'il est possible d'évacuer.La production de chaleur au sein d’un milieu réactionnel peut être due à unetransformation physique exothermique (cristallisations, mélanges.....) ou chimique.Dans ce dernier cas, le milieu réactionnel peut subir une élévation de température :
- du fait de l’exothermicité d’une réaction chimique (principale ou secondaire,désirée ou non),
- lorsqu’il est composé de substances qui sont portées à une températuresupérieure à leur température de décomposition,
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 37 sur 101
- lorsqu’il est composé de substances dont la décomposition estautocatalytique,
- lorsqu’il est le siège d’une réaction produisant des gaz.
La production de chaleur, ou la puissance thermique d’une réaction chimique (dt
dQ p ),
est proportionnelle au volume du milieu réactionnel, V , à l’enthalpie de laréaction, RH et à la vitesse de réaction, r ; cette dernière étant elle-même unefonction exponentielle de la température, d’après la loi d’Arrhenius.
On a, dans le cas d’un milieu parfaitement homogène :
)( Rp HVr
dtdQ
( 24 )
et
)(exp0 XfRTEkr a
( 25 )
avec : (dt
dQ p ) :puissance thermique de la réaction en W
V : volume du milieu réactionnel en m3
RH : enthalpie de la réaction en J/mol
r : vitesse de réaction en mole/m3/s)(Xf :fonction du taux d’avancement de la réaction
aE :énergie d’activation de la réaction en J/mole
R :constante des gaz parfaits (8,314 J/mole/K)T : température en Kk0 : facteur préexponentiel
L’évacuation de chaleur du fait des échanges thermiques avec le milieu extérieur estquant à elle proportionnelle au gradient de température établi entre le milieuréactionnel et le système de refroidissement, CTT , à la surface d’échange dechaleur, S, ainsi qu’au coefficient global de transfert de chaleur, U.
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 38 sur 101
On a, dans un milieu parfaitement homogène :
)( AE TTSUdtdQ
( 26 )
avec : (dt
dQE ) : puissance du refroidissement en W
U :coefficient global de transfert de chaleur en W/m2/KS : surface en m2
T : température du milieu réactionnel en KTA :température du système de refroidissement
Dans ce cas, il se produit une accumulation de chaleur qui se traduit par une élévationde température du milieu.Lorsque la puissance du système de refroidissement est inférieure à celle de laréaction, il se produit, au sein d’un milieu parfaitement homogène, une accumulationde chaleur qui se traduit par une élévation de température du milieu suivantl’équation :
)()()(expdtdT
0 CRa
p TTSUHVXfRTEkCm
( 27 )
avec :dtdT : vitesse de montée de la température en K/s
Cp : capacité calorifique du milieu réactionnel en J/kg/Km : masse du milieu réactionnel en kg
Cette augmentation de température provoque une accélération de la réaction, qui àson tour, augmente la puissance thermique de la réaction. Dans la mesure où cettedernière augmente exponentiellement avec la température, tandis que la puissance derefroidissement n’augmente que linéairement, la température du milieu réactionnel vacroître de plus en plus rapidement : c’est l’emballement de la réaction.A haute température, cet emballement s’accompagne de l’émission d’une phasegazeuse de plus en plus importante, résultant de la production de gaz dedécomposition incondensables et/ou de l’augmentation de la tension de vapeur dumélange réactionnel.
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 39 sur 101
Lorsque la pression atteint la pression de rupture des parties les plus fragiles del’enceinte contenant le milieu réactionnel (disque de rupture, équipements en verre,...),ces dernières sont susceptibles d’éclater en libérant brutalement une importantequantité d’énergie, ainsi que des produits éventuellement toxiques ou inflammables.Le bilan thermique (27) résulte d’un modèle simplifié qui suppose un comportementparfaitement homogène du milieu, la température et la composition étant supposéesuniformes.Dans certains cas rencontrés dans l’industrie, ce bilan peut être beaucoup pluscomplexe, particulièrement lorsque le système réactionnel adopte un comportementhétérogène lié, par exemple, à l’apparition de réactions rapides, initiées par unesource d’amorçage locale (point chaud, impureté, surconcentration localisée...).
5.2 DANGERS LIES AUX VAPEURS OU GAZ EMISEn cas de perte de contrôle d’une réaction chimique, des quantités importantes devapeurs ou de gaz sont susceptibles de se dégager du milieu réactionnel.
Dans ce cas de figure, les effets à redouter [12] peuvent être liés :à la toxicité aiguë éventuelle des vapeurs ou gaz émis. Le scénario à craindre estalors la perte de confinement des installations au sein desquelles est mis en œuvre leprocédé et l’émission à l’atmosphère d’un nuage toxique.au caractère inflammable éventuel des vapeurs ou gaz émis. Dans ce cas, on peutcraindre :
l’explosion au sein d’un équipement consécutivement à l’inflammation d’uneatmosphère explosible.
l’émission à l’atmosphère d’un nuage inflammable consécutivement à la pertede confinement des installations au sein desquelles est mis en œuvre le procédé.L’explosion d’un tel nuage à l’air libre (UVCE) est alors à envisager.
InflammabilitéParmi les gaz et vapeurs inflammables susceptibles d’être impliqués, en tant queréactifs, produits, ou sous-produits, dans les réactions chimiques mises en œuvredans l’industrie, on peut citer :
- les vapeurs de solvants inflammables (méthanol,..)- l’ammoniac,- le formol,- le TDI (diisocyanate de toluène),- l’acide fluorhydrique,- le monoxyde de carbone,- la phosphine,- l’acroléine,- l’acrylonitrile,
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 40 sur 101
- l’hydrogène sulfuré,- le phénol.
5.2.1 TOXICITEParmi les gaz et vapeurs les plus toxiques susceptibles d’être impliqués, en tant queréactifs, produits, ou sous-produits, dans les réactions chimiques mises en œuvredans l’industrie, on peut citer :
- l’ammoniac,- le chlore,- l’acide chlorhydrique,- le brome,- le phosgène,- le formol,- le TDI (diisocyanate de toluène),- le MDI (diisocyanate 4-4' de diphénylméthane),- le bioxyde de chlore,- l’acide fluorhydrique,- l’acide cyanhydrique,- le monoxyde d’azote,- le dioxyde d’azote,- le monoxyde de carbone,- le dioxyde de soufre,- le trioxyde de soufre,- l’arsine,- la phosphine,- l’acroléine,- l’acrylonitrile,- l’hydrogène sulfuré,- le phénol,- le méthanol,- le trifluorure de bore.
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 41 sur 101
5.2.2 EVALUATION DE LA CRITICITE DE LA MISE EN ŒUVRE INDUSTRIELLE DEREACTIONS CHIMIQUES
Sur la base des considérations développées précédemment, il est possible de retenirquatre valeurs de températures clés permettant d’évaluer la criticité de la mise enœuvre industrielle de réactions chimiques : la température opératoire du procédé, Tp, la température maximale de la réaction de synthèse, MTSR, la température à laquelle le TMRad est supérieur à 24 heures, T(TMRad=24h), la température d’ébullition du milieu réactionnel, Tb.
Dans le cas où le milieu réactionnel est mis en œuvre au sein d’un réacteur fermé,cette dernière température est remplacée par la température à laquelle la pressionatteint la valeur maximale tolérable, comme par exemple la pression de tarage dudisque de rupture.
Ces quatre températures permettent de hiérarchiser la criticité des procédéschimiques selon le diagramme de la Figure 11.
La description des classes de criticité est la suivante :Classe 1 :En cas de perte de contrôle de la réaction de synthèse, la température resterainférieure à celle pour laquelle le TMRad est égal à 24 heures. Ce n’est que si lamasse réactionnelle est maintenue longtemps sous des conditions de confinementthermique que le point d’ébullition pourrait être atteint. Mais alors le refroidissementpar évaporation fonctionnerait comme une barrière de sécurité supplémentaire.Dans des conditions normales de mises en œuvre, si la masse réactionnelle n’est pasmaintenue trop longtemps sous des conditions de confinement, ce type de procédépeut être considéré comme thermiquement sûr.
Classe 2 :En cas de perte de contrôle de la réaction de synthèse, la température restera
inférieure à celle pour laquelle le TMRad est égal à 24 heures. La situation estsensiblement analogue à celle de la classe 1 mais le fait d’atteindre le point d’ébullitionpourrait être plus dangereux si la puissance d’évaporation est trop importante.
Dans des conditions normales de mises en œuvre, si la masse réactionnellen’est pas maintenue trop longtemps sous des conditions de confinement, ce type deprocédé peut également être considéré comme thermiquement sûr.
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 42 sur 101
Température
CriticitéFigure 11 : Criticité des procédés chimiques
Classe 3 :En cas de perte de contrôle de la réaction de synthèse, le point d’ébullition seraatteint, mais une réaction de décomposition ne peut être amorcée que si le milieuréactionnel est maintenu plus de 24 heures sous des conditions de confinementthermique. Dans ce cas, la sécurité de la mise en œuvre de la réaction chimiquedépend de la puissance calorifique de la réaction de synthèse au point d’ébullition.La première mesure utilisée ici, pour tenir la masse réactionnelle sous contrôle, estl’utilisation du refroidissement par évaporation. La sécurité va donc reposer en partiesur le condenseur qui devra être convenablement dimensionné.
Classe 4 :En cas de perte de contrôle de la réaction de synthèse, le point d’ébullition sera atteintet une réaction de décomposition est susceptible d’être amorcée. L’explosionthermique peut survenir dans un délai inférieur à 24 heures après la perte de contrôle.Dans ce cas, la sécurité de la mise en œuvre de la réaction chimique dépend à la foisde la puissance calorifique de la réaction de synthèse au point d’ébullition ainsi que decelle de la réaction de décomposition au point d’ébullition.
MTSR MTSR MTSR
MTSR MTSR
Tb
Tb
Tb
Tb
Tb
Tprocédé
T(TMRad = 24 h)
CLASSE 1 2 3 4 5
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 43 sur 101
Classe 5 :En cas de perte de contrôle de la réaction de synthèse, une réaction de décompositionsera amorcée et le point d’ébullition sera atteint au cours de l’emballement.L’explosion thermique peut survenir dans un délai inférieur à 24 heures après la pertede contrôle. La puissance calorifique de la réaction de décomposition au pointd’ébullition détermine principalement la sécurité thermique du procédé chimique.Dans ce cas, l’emballement ne peut probablement plus être évité par lerefroidissement par évaporation. Sur le plan thermique, il s’agit du plus critique desprocédés.
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 44 sur 101
Réf. : INERIS – DRA – PROC 56933 17 : LA SECURITE DES PROCEDES CHIMIQUESLe présent document forme un ensemble indissociable. Il ne peut être utilisé que de manière intégrale
Page 45 sur 101
6. LES MOYENS EXPERIMENTAUX
6.1 OBJECTIFS D’UN LABORATOIRE DE SECURITE DES PROCEDESUn laboratoire de sécurité des procédés chimiques détermine la stabilité thermiquedes produits chimiques et caractérise la chaleur dégagée par les réactions chimiques.Les risques d’emballement de la réaction mise en œuvre dans un procédé donné sontalors examinés en fonction des conditio