PROJET - Eco-Emballages · PROJET DE DÉVELOPPEMENT DU RECYCLAGE DES EMBALLAGES MÉNAGERS EN...
28
PROJET DE DÉVELOPPEMENT DU RECYCLAGE DES EMBALLAGES MÉNAGERS EN PLASTIQUE Novembre 2014 Point à date des travaux menés sur le recyclage des emballages plastiques autres que bouteilles et flacons
Transcript of PROJET - Eco-Emballages · PROJET DE DÉVELOPPEMENT DU RECYCLAGE DES EMBALLAGES MÉNAGERS EN...
PROJETDE DÉVELOPPEMENTDU RECYCLAGE DES EMBALLAGES MÉNAGERS EN PLASTIQUE
Novembre 2014Point à date des travaux menés sur
le recyclage des emballages plastiques autres que bouteilles et flacons
SOMMAIRE
1. LE CONTEXTE ......................................................................................................... 4
2. RECYCLAGE ET DEBOUCHÉS ............................................................................... 6
LES 7 MESSAGES CLÉS ............................................................................................ 7
LES ENSEIGNEMENTS DÉTAILLÉS PAR THÉMATIQUE ............................................... 8
3. LES ENSEIGNEMENTS PAR PROJET ........................................................................ 13
Synthèse du projet RECYCL’EPS ........................................................................ 14
Synthèse du projet RECYVINYL ……………………………….............................. 16
Synthèse du projet EVERPROSTAR .................................................................... 18
Synthèse du projet RECYFILMS ......................................................................... 20
Synthèse du projet AEC ................................................................................... 22
Synthèse du Projet SEREPLAST III ..................................................................... 24
GLOSSAIRE ET ACRONYMES ................................................................................. 27
3

1. LE CONTEXTE
un premier appel à projets sur le tri et le recyclage des emballages en plastique autres que bouteilles et flacons a été lancé. Il s’est traduit par la réalisation de 9 projets, dont la synthèse a été présentée dans un premier document
En 2010,
datant de juillet 2012.
4
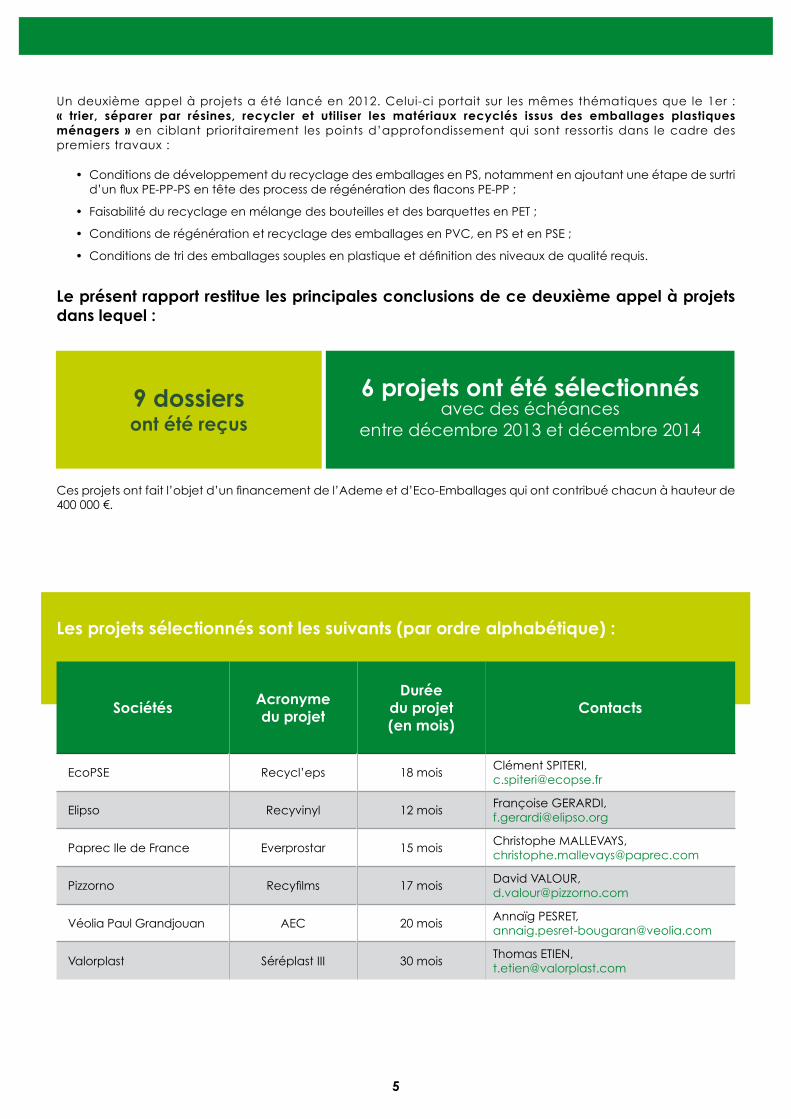
Un deuxième appel à projets a été lancé en 2012. Celui-ci portait sur les mêmes thématiques que le 1er : « trier, séparer par résines, recycler et utiliser les matériaux recyclés issus des emballages plastiques ménagers » en ciblant prioritairement les points d’approfondissement qui sont ressortis dans le cadre des premiers travaux :
• Conditions de développement du recyclage des emballages en PS, notamment en ajoutant une étape de surtri d’un flux PE-PP-PS en tête des process de régénération des flacons PE-PP ;
• Faisabilité du recyclage en mélange des bouteilles et des barquettes en PET ;
• Conditions de régénération et recyclage des emballages en PVC, en PS et en PSE ;
• Conditions de tri des emballages souples en plastique et définition des niveaux de qualité requis.
Le présent rapport restitue les principales conclusions de ce deuxième appel à projets dans lequel :
Ces projets ont fait l’objet d’un financement de l’Ademe et d’Eco-Emballages qui ont contribué chacun à hauteur de 400 000 €.
6 projets ont été sélectionnés avec des échéances
entre décembre 2013 et décembre 2014
9 dossiers ont été reçus
Les projets sélectionnés sont les suivants (par ordre alphabétique) :
Sociétés Acronyme du projet
Durée du projet(en mois)
Contacts
EcoPSE Recycl’eps 18 moisClément SPITERI, [email protected]
Elipso Recyvinyl 12 moisFrançoise GERARDI, [email protected]
Paprec Ile de France Everprostar 15 moisChristophe MALLEVAYS, [email protected]
Pizzorno Recyfilms 17 moisDavid VALOUR, [email protected]
Véolia Paul Grandjouan AEC 20 moisAnnaïg PESRET, [email protected]
Valorplast Séréplast III 30 moisThomas ETIEN, [email protected]
5
2. RECYCLAGE ET DÉBOUCHÉS
LES 7 MESSAGES CLÉS ................................................................................................... 7
LES ENSEIGNEMENTS TECHNIQUES ................................................................................ 8
6
LES 7 MESSAGES CLÉS.
Résumé des enseignements des projets issus des deux appels à projets :
1PET clair :Le recyclage des barquettes en mélange avec les bouteilles et flacons est possible, dans les limites du pourcentage de barquettes observé aujourd’hui (5 à 10%), et sous réserve d’éliminer les barquettes operculées (multi matériaux) dès le centre de tri. Le recyclage des barquettes seules n’est aujourd’hui pas possible.
2PET foncé : Le recyclage des barquettes en mélange avec les bouteilles et flacons est possible, du fait de la faible proportion de pots et barquettes présents dans le flux.
3
Séparation du PE-PP-PS chez les recycleurs : Quelle que soit la technologie utilisée (tri optique ou densimétrique), cette solution de séparation est économiquement plus intéressante que le tri direct de ces résines en centre de tri. Les process des recycleurs ne sont pas tous adaptés à ce flux, notamment, les rendements et la qualité restent à améliorer. Le recyclage du flux PS produit n’a pas pu être réalisé dans tous les cas.
4Recyclage du PVC : Des solutions techniques de recyclage existent, mais l’économie de ces solutions et l’évolution du gisement ne permettent pas d’envisager le développement du recyclage.
5 Recyclage du PSE/PS : Le recyclage de PS en mélange avec du PSE est possible, tant au plan technique qu’économique.
6Tri d’un flux de film en PE : Atteindre en centre de tri un niveau de pureté en PE supérieur à 90%, permettant le développement de l’industrie du recyclage, est possible. Et l’atteinte de ce résultat peut se faire dans des conditions économiques maîtrisées.
7Optimisation du tri des rigides en centres de tri : L’atteinte du niveau de qualité de 95% des résines ciblées pour le flux PE-PP-PS est possible en centre de tri automatique, sous réserve d’un réglage optimisé des machines de tri optique, accompagné d’un contrôle qualité manuel, et d’un programme de contrôle-maintenance de ces équipements.
7
LES ENSEIGNEMENTS TECHNIQUES
Le recyclage des barquettes en PET :
Du fait de leurs formes, épaisseurs, compositions, les barquettes en PET ont un comportement différent des bouteilles dans les process de recyclage et ont ainsi perturbé le recyclage des bouteilles : dégradation du rendement matière, altération de la qualité (pureté en PET), augmentation du taux d’indésirables (taux de chlore).
De nombreux tests ont donc été menés dans les différents projets intégrant ce sujet, notamment, des tests d’incorporation de barquettes à différentes concentrations dans le flux bouteilles. L’objectif était de déterminer le taux maximal d’incorporation acceptable pour maintenir la qualité des paillettes ou des granulés produits, ainsi que les rendements des procédés. Ces éléments ont été étudiés tant dans le cadre d’un recyclage pour retour à la bouteille ou que pour les débouchés dans la filière fibre.
Les tests ont montré que, jusqu’à 5% de barquettes dans les bouteilles, voire 15% de barquettes monocouches en PET, les impacts sur la production de paillettes et granulés sont minimes, la qualité de ces derniers étant conformes aux cahiers des charges des utilisateurs finaux. A des concentrations supérieures, il a été observé des pertes de rendements, et des diminutions de débit, tandis que la qualité des paillettes et granulés produits n’est plus conforme aux cahiers des charges.
Des premiers tests encourageants ont été menés, en éliminant les barquettes operculées et/ou multi matériaux, et des tests complémentaires sur la reconnaissance et la séparation par tri optique des barquettes monocouches et multicouches, sur le recyclage d’un flux sans les barquettes operculées/multicouches vont être menés afin de valider la pertinence de ce retrait.
En parallèle, des essais de recyclage des barquettes PET seules ont été réalisés. Ils n’ont pas été concluants.
A date, un taux de 5% de barquettes dans le flux bouteilles est acceptable, mais, pour permettre le recyclage dans les proportions observées actuellement dans le flux (5 à 11%), le retrait des barquettes operculées et/ou multi matériaux dès le centre de tri est nécessaire.
Le recyclage des barquettes PET seules n’est pas envisageable.
La faible proportion de pots et barquettes dans le flux PET foncé ne modifie pas les conditions de recyclage de ce flux.
La régénération du flux bouteilles et barquettes en PE-PP-PS :
Les centres de tri équipés de machine de tri optique des corps creux (CC) peuvent produire un flux d’emballages en PE-PP et PS en mélange.
Lorsque c’est le cas, ce flux est envoyé directement chez un recycleur, qui sépare les résines et les régénèrent, en tout ou partie sur site.
Deux types de technologies sont aujourd’hui utilisés pour séparer et affiner les résines : le tri optique et le tri densimétrique.
Les différents essais menés ont montré qu’avec une séparation par tri optique, complétée par un contrôle qualité manuel, il est possible de séparer les 3 résines avec des niveaux de qualité corrects, mais les débits restent limités et la qualité difficile à maîtriser de façon continue. Notamment, pour le PS, la faible quantité présente dans le flux entrant et le nombre d’emballages de petite taille conduisent certains recycleurs à laisser cette résine dans les refus pour une valorisation en CSR. Un deuxième passage sur la chaîne de tri ou l’utilisation d’une seconde machine de tri optique seraient nécessaires, mais les faibles quantités actuelles n’ont pas permis de tester une telle configuration. Les résultats que permettraient d’atteindre l’utilisation d’une deuxième machine de tri optique restent donc à évaluer, tant au plan technique qu’au plan économique.
8
Les technologies de tri densimétrique qui ont été expérimentées étaient déjà organisées pour produire 3 flux à recycler (PE, PP et PS), à partir de gisements PE-PP-PS d’autres origines (véhicules hors d’usage (VHU), déchets d’équipements électriques et électroniques (DEEE)). Les essais ont donné de bons résultats de rendements et de qualité, permettant de recycler les 3 résines avec des niveaux de qualité corrects.
Quelle que soit la technologie utilisée, et même si l’organisation de la solution « tri optique » n’est aujourd’hui pas optimisée, le coût de séparation de ces résines chez les recycleurs est inférieur au coût de séparation de ces résines en centre de tri (la taille des centres de tri actuels conduit à trier de trop faibles quantités de PS pour le faire avec un bon niveau de performances).
Une partie de l’industrie du recyclage sait recycler séparément des emballages en PP, en PE et en PS à partir d’un flux en mélange PE-PP-PS.
La production d’un flux PE-PP-PS en centres de tri peut donc être une alternative intéressante à la production de flux séparés, tant au plan des performances techniques qu’économiques.
Par contre, cette solution (PS avec les polyoléfines) ne peut être généralisée à court terme, car elle conduirait certains recycleurs à investir à des niveaux trop élevés par rapport aux gisements actuellement disponibles.
Le recyclage du PVC :
La présence d’emballages en PVC en mélange dans d’autres flux (à recycler ou à valoriser) génère des obstacles ou des impossibilités de valorisation de ces flux. Tant que cette résine sera présente dans les emballages ménagers, sa séparation des autres résines sera donc indispensable pour garantir leur bon recyclage et leur bonne valorisation.
L’opportunité technique et économique de mettre en place une filière de recyclage des déchets d’emballages ménagers en PVC a été étudiée.
Si d’un point de vue technique, le recyclage des emballages en PVC issus de la collecte sélective est possible, son équilibre économique n’est pas avéré.
Des investissements sur des installations déjà existantes sont nécessaires pour commencer à traiter les flux jusqu’à 1000 tonnes. Pour des tonnages plus importants, la construction de nouvelles unités serait nécessaire, avec un seuil de rentabilité évalué à 4700 tonnes entrantes/an.
Les perspectives d’évolution du gisement d’emballages en PVC vont vers une forte diminution de celui-ci dans les 20 prochaines années.
Dans ces conditions, mettre en place une filière dédiée au recyclage des emballages ménagers en PVC ne peut raisonnablement pas être envisagé.
9
Le recyclage du PS :
Certaines caractéristiques spécifiques aux emballages ménagers en PS limitent les performances actuelles de tri et de recyclage :
• Petite taille et fragilité de nombreux emballages, limitant leur captation en centre de tri ;
• Utilisation à des densités très différentes (PS, XPS, PSE), complexifiant la séparation avec les autres résines, notam-ment par tri densimétrique
La production en centre de tri d’un flux composé des emballages en PE, PP et PS permet notamment d’augmenter la performance de captage des emballages en PS. Comme évoqué précédemment, la séparation des 3 résines est possible dans des usines de recyclage, et peut y être réalisée sur des tonnages beaucoup plus conséquents, et donc dans de bonnes conditions techniques et économiques.
Par ailleurs, des tests de recyclage d’un flux d’emballages ménagers en PS et en PSE, mélangé à 50% avec du PSE d’origine industrielle, ont été concluants. Il en ressort que le recyclage du PS d’emballages ménagers en mélange avec du PS industriel, dans des installations existantes traitant ces sources, est possible techniquement et viable économiquement.
Le tri des films :
Du fait de leur grand nombre dans les flux à trier, de la disparité de leurs formats et de leur comportement balistique proche de celui des fibreux, les films sont les emballages les plus difficiles à trier dans les centres de tri existants.
Afin de parvenir à de bonnes performances de captage et de qualité, une automatisation de leur tri, le plus en amont possible dans le process de tri est nécessaire. Celle-ci passe par la combinaison de plusieurs solutions techniques, pouvant allier des technologies de tri optique, aéraulique et mécanique.
Bien que le nombre d’expériences industrielles sur le tri des films soit encore réduit, au moins un des projets a montré que ce type d’association permet, outre un bon captage des films, d’améliorer significativement les conditions de tri des opérateurs, les débits traités par les centres de tri et les coûts de traitement des films.
Trier dans un centre de tri les films en PE est possible. Le faire de façon efficace, tant au plan technique qu’au plan économique, passe par une adaptation conséquente des process de tri actuels.
L’optimisation du tri des emballages en plastique rigides :
Une grande disparité des performances est constatée entre les différents projets, avec des taux de captage global des emballages rigides entre 60% et 80%, allant de 25% pour les emballages en PS, jusqu’à plus de 80% pour les barquettes et PP.
L’un des projets a montré que l’amélioration de ces performances est possible. Cela passe par des modifications de réglages et de paramétrages des machines de tri optique, et par des contrôles réguliers de ces mêmes réglages.
Des diagnostics complets, assortis d’opérations d’optimisation des machines de tri automatique (séparateurs balistiques et tri optiques), ont permis d’améliorer significativement et sans investissements lourds, les performances des process de tri. Les taux de captage des plastiques rigides ont ainsi pu passer de 60 à 90%, le tout couplé à une amélioration de la qualité, permettant d’atteindre les 95% de pureté requis pour le flux.
A noter qu’une partie non négligeable des pots et barquettes du mix emballages rigides étant composée d’emballages en plastiques sombres (9%), le contrôle qualité manuel en extrémité de ligne peut permettre de capter cette fraction indétectable et non détectée par les machines de tri optique.
10
Les enseignements sur les coûts
Au niveau des centres de tri :
• L’efficacité technique et la maitrise des coûts de tri des nouveaux emballages visés par l’extension des consignes de tri des plastiques passent par une automatisation plus poussée des process de tri et un accroissement des capacités de traitement des centres de tri. Le niveau d’automatisation du centre de tri dépendra directement de la taille du gisement de déchets qu’il aura à trier :
- Dans des bassins de population à densité forte, le tonnage à trier permettra de développer des centres de tri de capacité importante, dans lesquels les résines pourront être séparées en 3 flux (mix PET Clair, mix PET Foncé, mix PE/PP/PS) ou en 5 flux, envoyés ensuite directement chez les recycleurs ;
- Dans des bassins de population à faible densité, où le tonnage à trier ne permet pas l’émergence d’unités fortement automatisées, des centres de tri de proximité pourront se développer pour effectuer un tri simplifié avec la production d’un flux comprenant l’ensemble des emballages rigides en plastique, envoyé ensuite vers une unité dédiée au surtri des différentes résines.
Le tri de chaque résine sera ainsi réalisé en une ou deux étapes en fonction de la taille du gisement de déchets produit à l’intérieur du bassin de chalandise du centre de tri.
Au niveau du recyclage des résines :
• PET : recycler les barquettes en mélange avec les bouteilles est possible sans altérer la performance technico-économique des usines actuelles, dès lors que ces barquettes correspondent aux emballages monocouches en PET.
• PS / PSE : une filière dédiée au recyclage du PS ménager est viable économiquement. Son développement passe par l’optimisation du tri du PS, permettant d’obtenir des taux de captage et de qualité satisfaisants.
• PVC : une filière dédiée au recyclage des emballages ménagers en PVC est difficilement envisageable au regard de la diminution de son utilisation dans les emballages et des niveaux d’investissement nécessaires pour le développement de la filière.
11

Perspectives
PET : la forte complexité des process (notamment pour les applications alimentaires), la difficulté d’équilibrer offre et demande sur le territoire français rendent le marché du recyclage du PET extrêmement sensible. L’élargissement des lots à recycler aux barquettes monocouches devra être accompagné d’une importante surveillance de la qualité des balles à destination des recycleurs. La dégradation de la qualité de la matière entrante impacterait directement les rendements et la qualité, et par conséquent le coût du process de recyclage.
Mix tous plastiques et mix PE/PP/PS : la production de tels flux va permettre d’étendre les consignes de tri sans faire exploser les coûts de tri. Leur développement devra se faire de façon progressive, pour permettre aux recycleurs d’adapter leurs capacités de traitement à ces types de gisement. Les performances de captage et de qualité devront être améliorées dans les centres de tri, en particulier pour le captage des emballages sombres, et pour l’orientation des emballages multi matériaux vers les refus.
PS : bien qu’une filière de régénération soit techniquement et économiquement viable, une inconnue demeure sur le tri de cette résine en centre de tri et de surtri. Du fait des particularités du gisement de PS ménager (friabilité, taille), obtenir des taux de captage et des niveaux de qualité satisfaisants reste difficile. L’automatisation des centres de tri devrait toutefois permettre d’améliorer ces paramètres afin d’envisager le développement d’une filière de recyclage dédiée.
Films PE : des solutions performantes, tant au niveau du captage que de la qualité des flux de films PE produits, existent et peuvent être intégrées dans certaines installations existantes. Ces intégrations devront être menées avec une attention très grande, pour éviter que ne se reproduisent les perturbations conséquentes observées, au cours de l’expérimentation, sur les performances de tri de l’ensemble des flux produits.
PVC : l’utilisation du PVC dans les emballages ménagers ne cesse de diminuer depuis plusieurs années. Avec les efforts faits par les metteurs sur le marché pour améliorer la recyclabilité de leurs emballages ménagers en plastique, notamment en tendant vers des emballages mono-matériau, ce phénomène est amené à se renforcer dans les prochaines années.
12
3. LES ENSEIGNEMENTS PAR PROJET
1. Synthèse du projet RECYCL’EPS ............................................................................ 14
2. Synthèse du projet RECYVINYL ............................................................................. 16
3. Synthèse du projet EVERPROSTAR ........................................................................ 18
4. Synthèse du projet RECYFILMS .............................................................................. 20
5. Synthèse du projet AEC ……................................................................................. 22
6. Synthèse du Projet SEREPLAST III ........................................................................... 24
13
Partenaires : ECOPSE, CREPIM, ELIPSO, OVE, VALORPLAST
Objectifs : Déterminer l’intérêt et l’opportunité d’une filière industrielle de recyclage du PS/PSE issu des emballages ménagers en France.
Positionnement : Régénération et granulation de PS recyclé (rPS) prêt à l’emploi.
Enjeux techniques et économiques :
• Valider la possibilité de recycler en mélange les flux PS et PSE et trouver des applications à la matière obtenue ;
• Valider le modèle économique.
Synthèse des résultats du projet RECYCL’EPS :
• D’un point de vue technique :
Phase laboratoire : cette première partie consistait à élaborer des mélanges de PS/XPS/PSE, à partir de différentes origines et à différentes concentrations, afin d’évaluer les propriétés techniques des matières obtenues et leur adéquation avec les cahiers des charges déjà identifiés.
Une formulation parmi celles testées a permis d’atteindre les performances techniques souhaitées :
- Un mélange à 50% de PSE industriel et 50% de PS/XPS/PSE issus de la collecte sélective. Cette formulation correspond à environ 80% de PSE et 20% de PS (composition pouvant varier selon l’entrant en centre de tri puis de surtri).
La phase laboratoire ayant été concluante, la phase de test industriel a pu être réalisée.
1. Synthèse du projet RECYCL’EPS
14
Phase industrielle : l’objectif était de tester sur une ligne industrielle le recyclage de la formulation validée lors de la phase laboratoire : 50% PS/XPS/PSE issu du surtri + 50% PSE industriel.
Le bilan matière global a été de 60% environ (on trouve une part importante de papiers dans le PS, notamment sur les pots de yaourts) mais reste optimisable.
Les caractéristiques techniques (MFI, propriétés mécaniques…) ont été conformes aux cahiers des charges des industriels. Notons que celles-ci peuvent varier en fonction du pourcentage de flux issu de surtri.
Les applications visées sont notamment dans le domaine de la bureautique.
• Analyse économique :
L’analyse économique a été réalisée avec les hypothèses suivantes :
- Les balles issues du surtri ont une pureté objet de 96% ;
- Les balles de PS/PSE issues du surtri sont livrées au prix moyen de 100€/tonne (prix de marché actuel) ;
- Le PSE industriel est livré à 0€/tonnes ;
- Une production de 375 tonnes de granulés de PS en année 1 avec une montée en puissance progressive jusqu’à 750 tonnes en année 5. Etant donné les rendements, cela correspond à des approvisionnements entre 700 et 1400 tonnes de PS/XPS/PSE issus du surtri ;
- Un amortissement de la ligne de régénération sur 5 ans.
Le recyclage du PSE seul nécessite l’adjonction d’additif. Le PS issu de la collecte sélective (CS) permet d’éviter l’utilisation de cet additif, et permet une réduction du prix de revient de la matière.
Dans ce cadre, le modèle économique est positif, avec un prix de vente du rPS décoté de 30% environ par rapport à la matière vierge.
Conclusions et perspectives :
D’un point de vue technique, le recyclage en mélange du flux PS/XPS/PSE issu de la collecte sélective mélangé à 50% avec du PSE d’origine industriel est possible ; le bilan matière global est de 60% et reste optimisable.
D’un point de vue économique, le mélange à 50% de PS/XPS/ PSE issu du surtri avec du PSE issu d’industriels est également positif.
D’un point de vue environnemental, la production d’un kilo de PS recyclé a des impacts inférieurs à la production d’un kilo de PS vierge.
Les gisements en PS/XPS/PSE issus de la collecte sélective sont, dans le cadre de l’expérimentation, inférieurs aux besoins industriels de la future ligne de recyclage. Néanmoins, ces tonnes permettraient d’initier d’ores et déjà la filière de recyclage.
15
Partenaires : Elipso, Plastics Europe, Valorplast, Solvin, SITA, Novafloor
Objectifs : Démontrer la faisabilité et l’opportunité d’une filière industrielle, en France, de recyclage du flux de déchets d’emballages en PVC rigide issus de la collecte sélective des emballages ménagers.
Positionnement : Affinage, régénération, recyclage.
Enjeux techniques et économiques :
• Etudier la possibilité de recycler les emballages ménagers en PVC dans des unités recyclant du PVC d’origine industrielle ;
• Evaluer les modèles économiques correspondants.
Synthèse des résultats du projet Recyvinyl :
Le projet comportait différentes parties :
• La préparation de la matière chez SITA ;
• Des tests en régénération / recyclage chez différents industriels : Vinyloop, Novafloor et SITA Recycling Polymers.
Principaux résultats techniques :
• Préparation de la matière:
Les régénérateurs de PVC ne sont pas tous équipés pour effectuer la préparation de la matière. La composition du flux PVC, en particulier en raison de la présence importante de fibreux, limite les possibilités de broyage et de lavage par voie humide, telles que pratiquées usuellement pour les autres flux d’emballages plastiques. Il faut donc utiliser un procédé de broyage à sec avec des systèmes d’aspiration pour affiner la matière.
Les tests réalisés chez SITA, ont donné les résultats suivants :
- Un bilan matière de 65% sur la fraction utilisée pour le recyclage. La pureté matière de cette même fraction est de 85 à 90%. Dans le cadre d’un fonctionnement optimisé (ligne dédiée), le bilan matière pourrait monter jusqu’à 80%.
- La qualité obtenue est conforme au cahier des charges des recycleurs.
• Régénération / Recyclage :
La matière obtenue a été envoyée chez différents industriels travaillant déjà sur d’autres types de déchets en PVC afin de tester différentes voies de recyclage.
2. Synthèse du projet RECYVINYL
16
Tests chez Vinyloop : Ce procédé est basé sur la dissolution sélective du PVC dans un système de solvant spécifique, permettant de produire un compound de PVC régénéré de très bonne qualité. Il permet en particulier de traiter des déchets multimatériaux. Cette technologie est donc intéressante pour les emballages en PVC composés en partie de barquettes multicouches PVC/PE.
Les tests réalisés ont montré un bilan matière de 76%, avec une qualité de matière obtenue pouvant se substituer à de la matière vierge. Des tests d’extrusion et d’injection de produits techniques ont été réalisés chez différents plasturgistes avec succès.
Tests chez Novafloor : Novafloor est une entreprise qui produit des dalles PVC pour l’extérieur. L’intérêt de cette application est que la matière broyée peut être utilisée directement et en intégralité dans le process de transformation.
Il a toutefois fallu passer par une étape de densification de la matière chez Chaize Environnement afin de faciliter l’alimentation du process.
Les tests réalisés ont été concluants en introduisant 17% de PVC issu de la collecte sélective dans la production de dalles.
Tests chez SITA recycling Polymers : Ce régénérateur produit du PVC micronisé issu de déchets en fin de vie (notamment déchets du bâtiment type profilés et tubes). Ce PVC micronisé est ensuite utilisé pour la fabrication de tuyaux.
Les tests ont été réalisés à partir de PVC affiné et densifié par Chaize Environnement. Les essais ont été concluants avec un rendement de 80%, avec une introduction à hauteur de 12% dans le produit final.
• Analyse économique :
L’analyse économique des différentes solutions testées montre que pour des tonnages annuels collectés < 1000 tonnes/an, les déchets d’emballages en PVC pourraient être traités sur des installations déjà existantes, utilisées pour des déchets en PVC d’autres origines.
Pour des tonnages > 2500 tonnes collectés annuellement, l’investissement dans de nouvelles installations chez les partenaires du projet est indispensable. Dans les conditions de marché connues à ce jour, celles-ci pourraient proposer une matière recyclée à un prix de vente positif à partir de 4700 tonnes/an traitées.
Ces projections économiques ont été établies sur les hypothèses suivantes :
- Les balles sont livrées chez le premier opérateur de la chaine de recyclage à un coût de 0€ rendu, soit un prix de reprise centre de tri négatif ;
- La pureté objet des balles doit être de 95% minimum ce qui correspond à une pureté matière d’environ 80% ;
- Pour améliorer le bilan économique, il a été envisagé de travailler avec des balles ayant une pureté matière de 85%, ce qui correspond à des balles ayant une pureté objet > 98%. Cette deuxième hypothèse semble peu réaliste du fait d’une qualité des balles fluctuante et non homogène;
- Pour les tonnages <1000 tonnes, l’industriel devra investir 150k€ pour affiner la matière entrante et adapter sa ligne au traitement de ce flux particulier.
Conclusions et Perspectives :
Si d’un point de vue technique le recyclage des emballages en PVC rigide issus de la collecte sélective est possible, le bilan économique dépend des quantités à traiter.
Des investissements sur des installations déjà existantes sont nécessaires pour commencer à traiter les flux jusqu’à 1000 tonnes. Pour des tonnages plus importants, la construction de nouvelles unités serait nécessaire, avec un seuil de rentabilité évalué à 4700 tonnes entrantes/an.
Les perspectives d’évolution du gisement d’emballages en PVC rigide semblent aller vers une diminution de celui-ci dans les prochaines années. La mise en place de nouvelles capacités de recyclage des emballages ménagers en PVC rigide est donc conditionnée par l’évolution de l’utilisation du PVC dans ce marché.
17
3. Synthèse du projet EVERPROSTAR
Partenaires : Paprec Ile de France, Paprec Plastique
Objectifs :
• Améliorer les conditions de surtri des flux mix « centres de tri manuels » et « centres de tri automatiques » (avec et sans pots-barquettes en PET) sur le site du Blanc-Mesnil ;
• Régénérer les flux d’emballages ménagers en PP et en PS, produits sur le précédent centre, sur une unité conçue pour la régénération de flux d’origine industrielle. Identifier les adaptations nécessaires pour ces flux d’origine ménagère ;
• Rechercher un débouché pour les pots-barquettes en PET ;
• Etudier la commercialisation des plastiques recyclés.
Positionnement : Surtri, régénération - recyclage.
Enjeux techniques et économiques :
• Surtrier les balles de flux mix (emballages en PE/PP/PS produit en centres de tri automatiques et emballages en PE/PP/PS/PET/PVC produits en centres de tri manuels) avec un niveau de qualité adapté au recyclage (pureté matière >95%) ;
• Régénérer le PP et le PS issus du surtri sur le site de la Neuve Lyre, en atteignant des propriétés techniques suffisantes pour des débouchés à valeur ajoutée.
Synthèse des résultats du projet EVERPROSTAR :
Le projet s’inscrit dans la continuité du projet Paprec Post Consommation (cf. synthèse projets AP1 – juillet 2012).
• Surtri des flux mix
Bien que correspondant à des consignes de tri différentes en centre de tri, les compositions des 2 flux mix sont assez proches, avec un rapport du simple au double pour les pots et barquettes (PB) en PET (demandés dans le mix manuel, normalement écartés du mix auto) :
Mix manuel Mix auto
PEhd 63,5% vs 65,5%
PP 10 % vs 12,5%
PS 2% vs 3,5%
PET 8,5% vs 4%
Refus 13% vs 14,5%
18
Dans le cadre du projet :
- Le coût du surtri des mix a été en moyenne de 237 €/t entrante ;
- Avec un débit de chaîne de 1,65 t/h, très en retrait par rapport à sa capacité nominale.
• Régénération des emballages en PP, en PS et des pots-barquettes en PET
Les essais de régénération des 2 premières résines ont été réalisés sur un site adapté à la régénération de résines identiques d’origine industrielle. Ces essais ont confirmé la nécessité de compléter le process existant, en amont de celui-ci, par des équipements de déchiquetage, de rinçage et de purification par tri optique. Etant dans le cadre d’essais sur de faibles quantités, certaines des étapes ont été assurées manuellement ou de façon « artisanale ».
Régénération des emballages en PP :
Celle-ci a été testée en mélangeant ce flux de PP avec un flux de PP d’origine industrielle, à hauteur de 10, 25 et 50%. Ce mélange a été effectué après les étapes de tri optique, déchiquetage, lavage/broyage, et avant l’extrusion.
Le rendement matière sur les étapes spécifiques aux emballages est de l’ordre de 88%, et globalement, entre 75 et 84% (la perte matière augmente avec l’augmentation du % de PP d’emballages).
Les 3 qualités de PP régénéré sont commercialisables : entre 700 et 800 €/t selon le % de PP d’emballages. Cela correspond à un prix de reprise du PP d’emballages entre 15 et 140 €/t.
Régénération des emballages en PS à 100% :
Les essais effectués n’ont pas été concluants et ont fait ressortir une inadéquation du process avec les spécificités du PS d’emballages, conduisant à un rendement matière inférieur à 15%, et à un état de surface du PS régénéré incompatible avec les applications visées.
Régénération des pots-barquettes en PET :
La qualité du PET régénéré sur le site, après déchiquetage et séparation aéraulique, est insuffisante pour rechercher des débouchés potentiels, du fait des morceaux d’opercules résiduels au niveau de la zone de thermoformage avec la barquette.
Conclusions et Perspectives :
Le surtri de certains flux est une étape incontournable pour permettre leur régénération dans des conditions techniques et économiques acceptables. Cette étape doit être effectuée dans des unités spécifiquement conçues dans ce but.
La régénération du PP d’emballages est opérationnelle, notamment en mélange avec du PP post industriel.
La régénération de PS d’emballages sur une unité de régénération de déchets post industriels n’a pas été possible dans le cadre du projet.
Dans le cadre de ce projet, la régénération des pots et barquettes en PET n’a également pas été possible, sachant que leur présence en mélange avec les bouteilles dans le PET clair perturbe de façon importante les process de régénération de ces bouteilles en PET clair.
19
Partenaires : Pizzorno, Titech, Ar Val, Valorplast
Objectifs :
• Mettre en œuvre, tester et optimiser la séparation des films PE en centre de tri (Cdt) ;
• Produire une qualité de films PE acceptable par l’industrie du recyclage ;
• Analyser les conditions techniques et économiques du tri des films PE en Cdt.
Positionnement : Tri des films PE en Cdt automatique.
Enjeux techniques et économiques :
• Intégrer un système de tri automatique des films PE, en complément d’un tri-manuel, dans un Cdt existant d’une capacité de 45 000 tonnes/an ;
• Mieux connaître le gisement de films d’une collecte sélective (CS) avec ou sans élargissement des consignes de tri à tous les emballages ménagers en plastiques ;
• Trouver le meilleur compromis taux de captage / pureté du flux avec des performances au moins identiques aux performances du tri manuel ;
• Déterminer les coûts d’investissement et d’exploitation liés à l’installation du process Recyfilms.
Synthèse des résultats du projet RECYFILMS :
L’outil Recyfilms correspond à l’installation d’un process (balistique + tri optique binaire) combinant tri manuel des grands films et tri automatique du reste des films.
En tête de process, les grands films sont captés manuellement au pré-tri. En aval, les valorisables orientés par erreur sur les lignes de tri Corps Creux (CC) et Corps Plats (CP) sont centralisés en aval de ces lignes puis triés par Recyfilms. Le balistique renvoie les CC sur la ligne dédiée à leur séparation tandis que le TriOptique sépare les films du reste du flux (quant à lui dirigé vers les refus).
Les performances atteintes dans le cadre du projet sont intéressantes tout en présentant des marges de progrès possibles :
• Le taux de captage global des films est équivalent au taux de captage manuel soit 85%.
Pré-tri(% films captés)
Tri-manuel(% films captés)
Outil Recyfilms(% films captés)
Taux de captage global
Pureté du flux de films produit
Sans Recyfilms 63%* 22% — 85% 81%
Avec Recyfilms 44% — 45% 83% - 89% 92% - 95%
*NB : Avec Recyfilms, les opérateurs se concentrent uniquement sur les grands films.
4. Synthèse du projet RECYFILMS
20
Au niveau de Recyfilms, la fonction de captage est assurée par le crible balistique, tandis que la pureté du flux est atteinte grâce au tri optique :
- 96% des films entrants sur Recyfilms sont captés ;
- Le TO permet d’éliminer 95% des films refusés et 98% des fibreux présents dans le flux de films.
Conclusions et Perspectives :
Sans Recyfilms Avec Recyfilms
Débit de l’installation 8.5 t/h 10 t/h
Coût horaire de tri de la collecte sélective (tous matériaux)
1275 €/h 1050 €/h
Economie de traitement annuelle 0 € 767 000 €
Tonnes de films produites / an 256 t 256 t (1)
Cout à la tonne de films produite 881 €/t 489 €/t
Economies réalisées sur le traitement des films / an
0 € 100 397 €
Nombre de points de captage manuel des films
9 3
Pollution du flux par les films per-çue par les opérateurs
+ + + - -
(1) Recyfilms permet une amélioration sensible de la qualité du flux films en PE, sans pour autant augmenter le captage des films.
Socialement : L’installation de l’outil a permis d’améliorer les conditions de travail des employés, en permettant aux opérateurs du prétri de se concentrer uniquement sur les films de grande taille, les autres étant captés au niveau de Recyfilms. Cela se traduit par une baisse du nombre de gestes de 40% pour l’ensemble des opérateurs.
Economiquement : L’augmentation du débit de l’ensemble du process obtenue par l’installation de l’outil dédié aux films, correspond à une économie calculée de 225€ par heure de fonctionnement, soit 767 000 €/an.
Les résultats au niveau de la qualité et des taux de captage doivent être consolidés après l’optimisation du tri optique. Néanmoins les objectifs du projet sont atteints ou proches de l’être, notamment au plan de la qualité.
Il serait désormais important d’évaluer et de quantifier l’impact de l’outil sur les autres materiaux (notamment la qualité) et d’évaluer l’intérêt de récupérer les valorisables encore présents dans les refus de la machine de tri optique.
21
5. Synthèse du projet AEC
Partenaires : Cdt de Tri Arc en Ciel, Véolia, Verdi, Titech, AR VAL, Valorplast
Objectifs :
• Améliorer, sur un process existant, la pureté du flux mix PE/PP/PS par l’optimisation des réglages des tri-optiques (TO) de l’atelier corps creux ;
• Améliorer le captage et la pureté du flux de films par l’installation d’un tri optique complété par un dispositif d’aspiration aéraulique.
Positionnement : Tri du mix PE/PP/PS, tri des films en centre de tri automatique.
Enjeux techniques et économiques :
• Evaluer les marges d’amélioration atteignables, en termes de qualité et de taux captage du mix PE/PP/PS, par l’optimisation des réglages du process, pour obtenir un flux conforme aux attentes des recycleurs de manière récurrente et totalement automatisée ;
• Evaluer les marges d’amélioration atteignables aux plans de la qualité et du taux de captage des films PE :
Cartographier la dispersion des films sur les différentes tables de tri (Corps Creux, Corps Plats) ;
Evaluer sur un banc d’essais les performances d’un Tri optique combiné à un système d’aspiration aéraulique des films ;
Calculer les coûts d’investissement et d’exploitation associés à l’installation d’un tel système ;
Valider industriellement les résultats des essais.
• Tri du mix PE/PP/PS :
L’atelier des corps creux est composé de 4 machines de TO disposées en cascade (dont 2 bi-canal et une quadri-canal) :
- 1er TO : Sépare les métaux et les corps plats orientés par erreur sur l’atelier corps creux, extrait l’ensemble des plastiques rigides et des Emballages pour Liquides Alimentaires (ELA) vers la suite de l’atelier ;
- 2ème TO : Sépare les PET du reste des corps creux ;
- 3ème TO : Sépare les PET par couleur sur le premier canal et les ELA du mix PE/PP/PS sur le second ;
- 4ème TO : Quadri-canal, purifie les flux PET Clair, PET Foncé, Mix PE/PP/PS, ELA.
22
Situation de référence :
- A cette étape, 60% du flux mix PE/PP/PS est capté par les TO avec une pureté de 80% ;
- L’affinage du flux mix en tri manuel est en outre gêné par la présence de films PE.
Les optimisations et les réglages réalisés sur les TO ont permis d’améliorer nettement la qualité du flux mix. De plus, l’installation d’une hôte d’aspiration des films a permis de faciliter l’affinage manuel du flux mix.
Ces mesures ont permis d’atteindre des performances de :
- 90% de taux de captage ;
- 95% de pureté du flux PE/PP/PS.
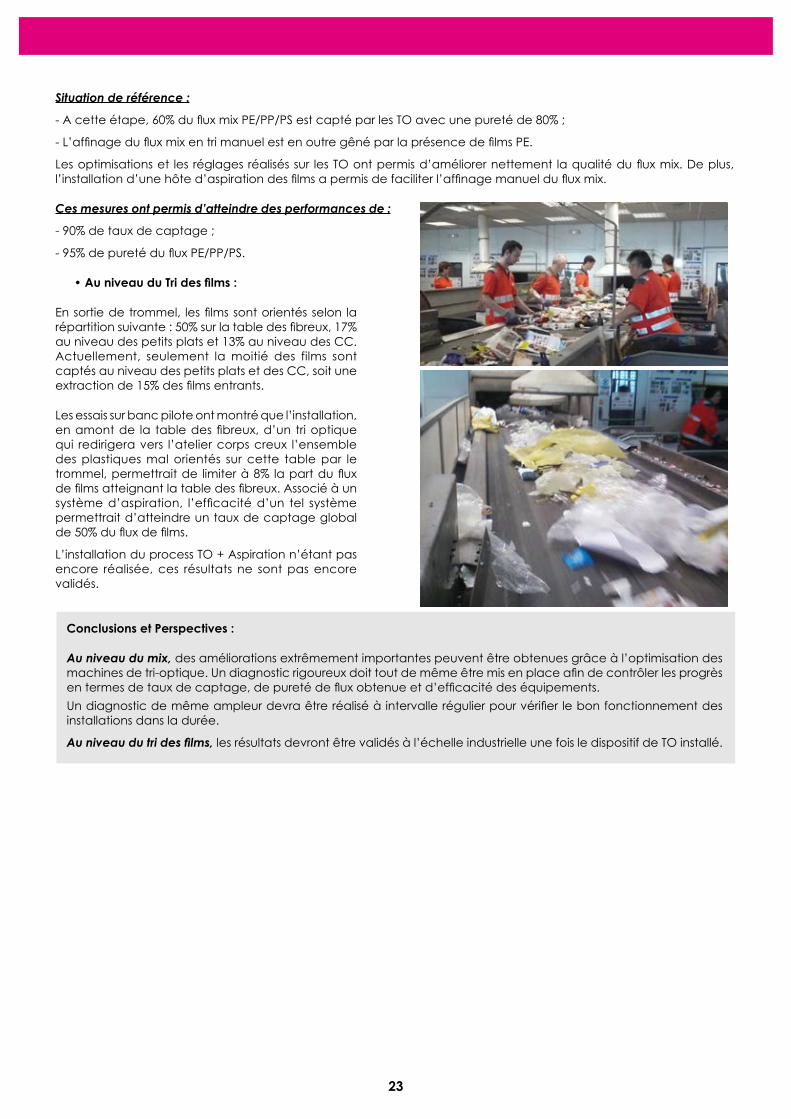
• Au niveau du Tri des films :
En sortie de trommel, les films sont orientés selon la répartition suivante : 50% sur la table des fibreux, 17% au niveau des petits plats et 13% au niveau des CC. Actuellement, seulement la moitié des films sont captés au niveau des petits plats et des CC, soit une extraction de 15% des films entrants.
Les essais sur banc pilote ont montré que l’installation, en amont de la table des fibreux, d’un tri optique qui redirigera vers l’atelier corps creux l’ensemble des plastiques mal orientés sur cette table par le trommel, permettrait de limiter à 8% la part du flux de films atteignant la table des fibreux. Associé à un système d’aspiration, l’efficacité d’un tel système permettrait d’atteindre un taux de captage global de 50% du flux de films.
L’installation du process TO + Aspiration n’étant pas encore réalisée, ces résultats ne sont pas encore validés.
Conclusions et Perspectives :
Au niveau du mix, des améliorations extrêmement importantes peuvent être obtenues grâce à l’optimisation des machines de tri-optique. Un diagnostic rigoureux doit tout de même être mis en place afin de contrôler les progrès en termes de taux de captage, de pureté de flux obtenue et d’efficacité des équipements.
Un diagnostic de même ampleur devra être réalisé à intervalle régulier pour vérifier le bon fonctionnement des installations dans la durée.
Au niveau du tri des films, les résultats devront être validés à l’échelle industrielle une fois le dispositif de TO installé.
23
Partenaires : Valorplast, Galloo Plastics, CPA, Pellenc ST
Objectifs :
• Étudier et valider la production, en centre de tri automatique, des flux mix PE/PP/PS et mix PET;
• Vérifier et optimiser les conditions d’incorporation, au niveau du recyclage, des flux PET mixtes (bouteilles et flacons + pots et barquettes) dans les flux PET Bouteilles et Flacons (BF) existants ;
• Vérifier les conditions de recyclage du flux mix PE/PP/PS, et comparer les techniques de séparation des résines au niveau de la régénération pour développer une solution industrielle nationale et économiquement viable.
Positionnement : Tri, affinage et régénération de flux mix PET et mix PE/PP/PS.
Enjeux techniques et économiques :
• Élargir le recyclage des bouteilles en PET aux pots et barquettes en PET ;
• Séparer, régénérer et recycler les 3 résines composant le flux PE/PP/PS produit dans les centres de tri automatiques (Cdt), en obtenant des niveaux de qualité suffisants pour les débouchés existants, ou dans des filières à développer.
Synthèse des résultats du projet :
• Production du flux Mix PE/PP/PS en centre de tri automatique :
Le taux de captage est en moyenne de 65%, avec des disparités importantes selon les résines ; 80% des pots et barquettes PP sont captés, contre seulement 25% des pots et barquettes PS (taille moyenne plus petite, friabilité du matériau plus grande).
NB: Une amélioration du taux de captage est possible avec une optimisation des réglages des machines de tri optique (cf. projet AEC) et des séparateurs corps plats/corps creux.
L’efficacité des machines de tri optique reste néanmoins limitée sur la séparation des corps sombres (qui représentent 9% du gisement de pots et barquettes).
6. Synthèse du projet SEREPLAST III : Tri et régénération des emballages plastiques rigides issus des centres de tri automatiques - 2012 - 2014
24
Avec les technologies actuelles, l’augmentation des taux de captage des pots et barquettes (PB) passe par le tri manuel :
• Pour rediriger les 30% de pots et barquettes orientés par erreur vers la ligne de tri des corps plats par le séparateur corps plats/corps creux,
• Pour capter les 9% de pots et barquettes sombres indétectables par les machines de tri optique. La production du flux mix grâce à un flux automatique négatif pourrait également permettre de capter les corps sombres sachant que cela ferait néanmoins peser un risque sur la qualité du flux produit.
• Recyclage de pots et barquettes en PET en mélange avec des bouteilles en PET :
Des tests industriels ont été réalisés à partir de 700 tonnes de lots de PET mix issus de Cdt automatiques :
PET Foncé : le faible taux de pots et barquettes, de l’ordre de 2% (compris entre 0,5 et 5%), ne perturbe pas le recyclage pour des applications fibre. L’impact sur le rendement matière et les quantités de refus générées sont tout de même à surveiller.
PET Clair : A la différence des bouteilles, dont le corps est mono PET, les pots et barquettes (PB) peuvent être mono PET ou multi couches, chaque couche correspondant à une résine particulière.
Les essais ont été réalisés à différents pourcentages de pots et barquettes avec les bouteilles :
Avec 5% de PB, le recyclage pour des applications fibre et bouteilles est possible, avec une attention particulière à porter au taux de PVC résiduel.
De 10 à 15%, les paillettes ne sont pas de qualité satisfaisante (taux de PVC trop élevé) et ont dû, dans le cadre des tests être diluées pour être utilisées.
De manière générale, à des % supérieurs à 10% :
• Les rendements et les débits sont faiblement dégradés et en baisse de 2% ;
• La part de fines dans les paillettes est en augmentation et contient environ la moitié du PVC ;
• La présence de pots et barquettes implique une augmentation d’emballages imbriqués, qui diminuent l’efficacité du tri ;
• Les paillettes issues des pots et barquettes s’opacifient et se fragilisent lors du prélavage, rendant difficile leur reconnaissance.
A Retenir :
Des essais, menés en éliminant systématiquement en centre de tri les pots et barquettes multi couches (manuellement ou automatiquement) ont permis d’augmenter le pourcentage de pots et barquettes dans les bouteilles au-delà de 5% tout en restant proche des niveaux de qualité attendus par la filière. De tels essais se poursuivent sur de plus grandes quantités de mix PET, avec d’autres recycleurs, pour confirmer ces premiers résultats.
NB : Les algorithmes des machines de tri optique ont évolué, et la plupart peuvent différencier les mono-PET et les multi couches.
25
• Régénération du mix PE/PP/PS :
La qualité actuelle du mix, composé pour 25% de pots et barquettes et de 75% de bouteilles et flacons est en dessous des prescriptions requises pour le recyclage (92% vs 98%) : un flux mix de qualité faible entrainera un niveau de qualité et des rendements non satisfaisants chez les recycleurs.
Les lots de mix produits ont été régénérés avec deux technologies de reconnaissance et séparation : le tri optique et le tri densimétrique des résines.
- Tri optique : Le débit de ligne est fortement réduit pour obtenir une qualité satisfaisante sur chacune des 3 résines ciblées avec une seule machine de tri optique ;
- Tri densimétrique : La qualité du PP et du PE est satisfaisante mais le captage du PS trop faible (densité modifiée, friabilité du matériau).
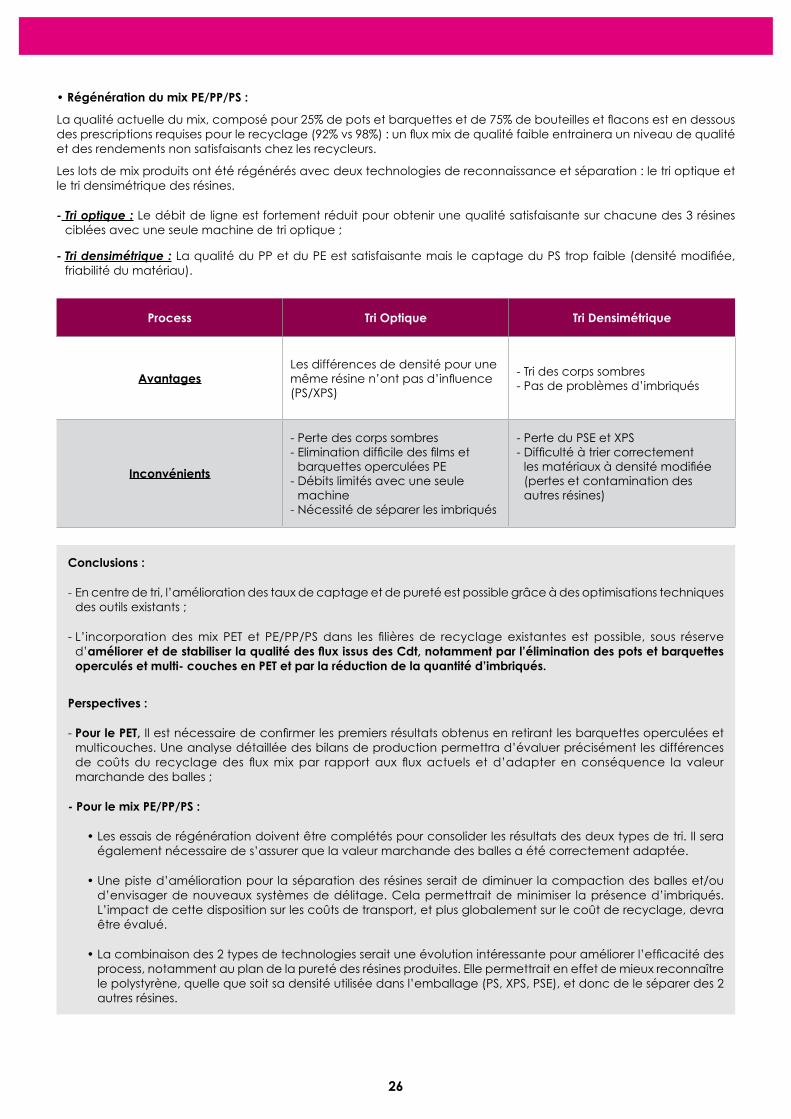
Process Tri Optique Tri Densimétrique
AvantagesLes différences de densité pour une même résine n’ont pas d’influence (PS/XPS)
- Tri des corps sombres- Pas de problèmes d’imbriqués
Inconvénients
- Perte des corps sombres- Elimination difficile des films et
barquettes operculées PE- Débits limités avec une seule
machine- Nécessité de séparer les imbriqués
- Perte du PSE et XPS- Difficulté à trier correctement
les matériaux à densité modifiée (pertes et contamination des autres résines)
Conclusions :
- En centre de tri, l’amélioration des taux de captage et de pureté est possible grâce à des optimisations techniques des outils existants ;
- L’incorporation des mix PET et PE/PP/PS dans les filières de recyclage existantes est possible, sous réserve d’améliorer et de stabiliser la qualité des flux issus des Cdt, notamment par l’élimination des pots et barquettes operculés et multi- couches en PET et par la réduction de la quantité d’imbriqués.
Perspectives :
- Pour le PET, Il est nécessaire de confirmer les premiers résultats obtenus en retirant les barquettes operculées et multicouches. Une analyse détaillée des bilans de production permettra d’évaluer précisément les différences de coûts du recyclage des flux mix par rapport aux flux actuels et d’adapter en conséquence la valeur marchande des balles ;
- Pour le mix PE/PP/PS :
• Les essais de régénération doivent être complétés pour consolider les résultats des deux types de tri. Il sera également nécessaire de s’assurer que la valeur marchande des balles a été correctement adaptée.
• Une piste d’amélioration pour la séparation des résines serait de diminuer la compaction des balles et/ou d’envisager de nouveaux systèmes de délitage. Cela permettrait de minimiser la présence d’imbriqués. L’impact de cette disposition sur les coûts de transport, et plus globalement sur le coût de recyclage, devra être évalué.
• La combinaison des 2 types de technologies serait une évolution intéressante pour améliorer l’efficacité des process, notamment au plan de la pureté des résines produites. Elle permettrait en effet de mieux reconnaître le polystyrène, quelle que soit sa densité utilisée dans l’emballage (PS, XPS, PSE), et donc de le séparer des 2 autres résines.
26
GLOSSAIRE
Compound :
Mélange intime d’un ou de plusieurs polymères avec d’autres substances telles que des charges, des plastifiants ou des colorants, qui est utilisé comme matière première dans des machines destinées à fabriquer des objets en matière plastique.
Extrusion :
Procédé de fabrication (thermo)mécanique par lequel un matériau compressé (ici le plastique fondu) est contraint de traverser une filière (tube de très petite section). Généralement, le fil obtenu est ensuite coupé et refroidi afin d’obtenir des granulés.
Granulation :
Production, à partir de paillettes de plastiques (ou de tout autre matériau) de granulés de quelques millimètres.
Micronisation :
Opération ayant pour objet la réduction d’un corps solide (ici, le plastique) en particules ayant des dimensions de l’ordre du micromètre.
Tri Densimétrique :
Technique de tri permettant de séparer des solides en fonction de leur densité dans un milieu. La différence se fait donc entre ce qui va flotter et ce qui va couler dans le milieu.
Régénération :
Toute opération de recyclage d’un déchet issu d’une substance, matière ou produit afin de présenter des performances équivalentes à celles de la substance, matière ou produit d’origine, compte tenu de l’usage prévu.
ACRONYMES
BF : Bouteilles et flacons
CC : Corps Creux
Cdt : Centre de tri
CP : Corps Plats
CS : Collecte Sélective
PB : Pots et Barquettes
PE : Polyéthylène
PEHD : Polyéthylène Haute Densité
PEBD : Polyéthylène Basse Densité
PET : Polyéthylène Téréphtalat
PP : Polypropylène
PS : Polystyrène
PSE : Polystyrène expansé
PVC : Polychlorure de Vinyle
TO : Tri Optique
27

Eco-Emballages50 boulevard Haussmann
75009 Paris – FranceTel : +33 (0)1 81 69 06 00
Fax : +33 (0)1 81 69 07 47www.ecoemballages.fr
Contacts : Sophie GENIERJean-Louis DAVOUST
© P
ho
tos
: Ec
op
se -
Elip
so -
Pa
pre
c -
Piz
zorn
o -
Vé
olia
- V
alo
rpla
st -
Cré
atio
n :
PASC
O E
DIT
ION
PU
BLIC
ITE