
PROJET D’APPLICATION 22 Livrable de la phase 2 · Il présente le dispositif général, les...
56
PROJET D’APPLICATION 22 Livrable de la phase 2 15 Avril 2014 Commanditaire Jean-François Rossillon [email protected] 06 87 80 74 51 Tuteur Olivier Dessombz [email protected] Elèves Emmanuel Cros [email protected] 06 03 66 37 10 Etienne Lacouture [email protected] 06 01 92 58 71 Louis Vincent-Genod [email protected] 06 28 54 37 06 Nicolas Pichot [email protected] 06 59 39 76 86 Nicolas Poulain [email protected] 06 35 55 96 56 Thomas Bijon [email protected] 06 67 86 43 54
Transcript of PROJET D’APPLICATION 22 Livrable de la phase 2 · Il présente le dispositif général, les...
PROJET D’APPLICATION 22
Livrable de la phase 2
15 Avril 2014
Commanditaire
Jean-François Rossillon [email protected] 06 87 80 74 51
Tuteur
Olivier Dessombz [email protected]
Elèves
Emmanuel Cros [email protected] 06 03 66 37 10
Etienne Lacouture [email protected] 06 01 92 58 71
Louis Vincent-Genod [email protected] 06 28 54 37 06
Nicolas Pichot [email protected] 06 59 39 76 86
Nicolas Poulain [email protected] 06 35 55 96 56
Thomas Bijon [email protected] 06 67 86 43 54

Livrable de la phase 2 – 7 avril 2014 – Montagne 2 sur 56
TABLE DES MATIERES Introduction ................................................................................................................................................ 4
Conditions d’utilisation .............................................................................................................................. 5
Caractéristiques mécaniques ...................................................................................................................... 7
Description rapide ................................................................................................................................... 7
Description mécanique : efforts, contrainte, résistance intérieure ...................................................... 8
Description géométrique et dimensionnement .................................................................................... 10
1. Le bâti .........................................................................................................................................11
2. Le plateau ................................................................................................................................... 14
3. La visserie .................................................................................................................................. 14
4. Le dos amovible ......................................................................................................................... 15
5. Les bielles latérales .................................................................................................................... 15
6. Le bras ........................................................................................................................................ 16
7. Les pieds .................................................................................................................................... 18
Rangement du compacteur ................................................................................................................... 18
Choix du matériaux .................................................................................................................................. 20
Rappel des propriétés à remplir .............................................................................................................. 20
Etude préliminaire .................................................................................................................................... 21
Analyse fonctionnelle : Choix du matériau envisagé ............................................................................ 21
Analyse technologique .......................................................................................................................... 23
Etude plus profonde ................................................................................................................................. 25
Méthode d’Ashby .................................................................................................................................. 25
1. Exigences fonctionnelles ............................................................................................................ 25
2. Exigences technologiques ......................................................................................................... 30
3. Exigences économiques ............................................................................................................. 31
Conclusion matériaux ........................................................................................................................... 33
Réalisation et fabrication .......................................................................................................................... 34
Conclusion ................................................................................................................................................ 35
Bibliographie............................................................................................................................................. 36
Annexes ..................................................................................................................................................... 37
Annexe 1: Détermination des efforts nécessaires aux écrasements de canettes et de boites de conserve. ....................................................................................................................................................... 37

Livrable de la phase 2 – 7 avril 2014 – Montagne 3 sur 56
Annexe 2 : Montage des bielles ............................................................................................................. 39
Annexe 3.1 : Dimensionnement du bâti ............................................................................................... 40
Annexe 3.2 : Dimensionnement du fond du bâti ..................................................................................44
Annexe 3.3 : Dimensionnement de la poignée ..................................................................................... 47
Annexe 4 : Plans et cotations géométriques des pièces ........................................................................49

Livrable de la phase 2 – 7 avril 2014 – Montagne 4 sur 56
INTRODUCTION
Ce livrable de seconde phase s’inscrit dans la continuité du projet « Montagne+ », et
vient achever notre réflexion sur les moyens à mettre en place, afin de rendre autonomes
les expéditions de hautes montagnes, en matière de tri des déchets. Une étude primaire a
été menée afin de quantifier et d’exprimer la nature des déchets relâchés par de telles
expéditions. Elle a donné lieu au livrable de première phase. Celui-ci a engendré la
rédaction d’un cahier des charges afin de réaliser un dispositif de compactage adapté à
l’environnement montagnard.
Ce livrable de seconde phase a pour vocation de décrire le dispositif imaginé par notre
équipe. Il présente le dispositif général, les caractéristiques géométriques, les
caractéristiques mécaniques, ainsi que les propriétés des matériaux à retenir pour sa
fabrication.
Livrable de la phase 2 – 7 avril 2014 – Montagne 5 sur 56
CONDITIONS D’UTILISATION
La conception de ce produit s’est appuyée sur un cahier des charges établi par notre
équipe à la suite de la phase d’identification et de quantification du gisement de déchets. Il
s’est appuyé, sur une étude rigoureuse des moyens mis en place au cours d’expéditions
d’alpinisme types.
Critères d’ordre général
Dans cette partie sont résumés les principaux critères du cahier des charges :
Le produit est 100% mécanique. Compte tenu de son utilisation, une attention
particulière sera portée à la robustesse. Il doit être utilisable facilement par
l'utilisateur grâce à sa seule force physique.
Le produit doit être transportable par un seul homme. Une solution pliable ou
en kit est envisageable.
Le produit ne doit contenir qu'un seul compacteur. Ce dernier doit donc
pouvoir s'adapter à la pluralité des classes de déchets et donc des contenants. Il
est amené à se déplacer et à se fixer rapidement d'un contenant à l’autre par
une seule personne.
Le produit conçu doit compacter les déchets individuellement. En effet, il ne
doit pas compacter au fur et à mesure l’ensemble des déchets présents dans le
contenant et qui auront déjà été traités car il est nécessaire de pouvoir vider les
contenants et procéder au tri en vue du recyclage.
Le produit doit trier toutes sortes de déchets selon les besoins de l’utilisateur.
Chaque contenant sera dédié à une classe de déchets (déchets non recyclables,
le verre, les métaux…) Eventuellement, des déchets (comme le verre) pourront
être introduits sans être compactés.
Le produit doit être adaptable et compatible avec les contenants de vivres et de
déchets qui existent déjà et qui sont d’utilisation courante, type bidons
plastiques.

Livrable de la phase 2 – 7 avril 2014 – Montagne 6 sur 56
Critère technique
Cette partie concerne les critères techniques du compacteur :
Le poids du compacteur ne doit pas être supérieur à 25 kilos sans déchet.
Le compacteur doit pourvoir écraser des métaux. Une canette a pour
dimensions h=116mm et d=66mm. L’effort nécessaire pour l’écraser est de
800N environ. Une boite de conserve format 5/1 a pour dimensions h=240mm
et d=153mm. L’effort nécessaire pour l’écraser est de 3000N environ. Le
dispositif utilisé pour la détermination de ces deux efforts est joint en annexe 1.
Le compacteur doit pouvoir également écraser les plastiques et les cartons et
les garder compactés.
Le compacteur doit pouvoir résister à des températures maximales de -40°0C.
Il doit également être résistant aux intempéries.
On s’intéressera donc par la suite aux caractéristiques mécaniques qui permettront au
produit de remplir chacun de ces critères.

Livrable de la phase 2 – 7 avril 2014 – Montagne 7 sur 56
CARACTERISTIQUES MECANIQUES
Description rapide
Le système mécanique envisagé s’appuie sur l’insertion du déchet entre une plaque fixe
et une plaque mobile. L’utilisateur active, par l’intermédiaire d’un bras de levier, le système
de bielles qui engendre le déplacement en translation de la plaque mobile
perpendiculairement au fond du bâti. L’objet est alors compacté entre les deux plaques.
Grâce à ce mécanisme, l’effort fourni par l’utilisateur est décuplé.
Figure 1 : Différents visuels du produit réalisé sous CATIA®

Livrable de la phase 2 – 7 avril 2014 – Montagne 8 sur 56
Il est important de faire remarquer à ce stade que l’effort à fournir sera atteint grâce à
des pièces de certaines dimensions, réalisées dans certains matériaux, l’objectif étant
toujours la minimisation de la masse et du volume de la structure. Or il est évident que la
robustesse produite sera une fonction croissante de la taille de la plupart des bielles et du
module d’élasticité du matériau choisi. Autrement dit l’élaboration de la structure se fera
par l’étude du compromis entre dimensionnement et choix du matériau qui permettra
d’atteindre les efforts souhaités via un minimum de masse et de volume.
Description mécanique : efforts, contrainte, résistance intérieure
Le dimensionnement des efforts a été réalisé suivant deux critères :
1. Pouvoir compacter en partant de la position la plus ouverte une boite de
conserve cylindrique de 240mm de hauteur et 153mm de diamètre. En effet,
parmi les déchets recensés lors de la première phase de l’étude, c’est celui-ci
dont l’écrasement demande l’effort le plus élevé. Après de nombreux essais
réalisés en laboratoire, la force à exercer pour compacter une telle boite de
conserve s’estime à 3000N.
2. En partant de la position intermédiaire, qui fournit un effort moindre, pouvoir
compacter une canette de dimension standard, à savoir 116mm de hauteur et
66mm de diamètre. En d’autres termes, pouvoir fournir dans cette position un
effort de 800N.
Par une méthode graphique, il est alors possible en remontant de proche en proche de
déterminer dans chacune de ces deux configurations l’effort résultant en chaque liaison, et
surtout l’effort que devra exercer l’utilisateur au niveau du bras de levier.
Les résultats obtenus ont étés classés dans les tableaux ci-dessous. Les notations
correspondent à celles spécifiées sur le dessin d’ensemble ci-dessous (Figure 2).

Livrable de la phase 2 – 7 avril 2014 – Montagne 9 sur 56
Figure 2 : Croquis d’ensemble du dispositif
Liaisons
4/A et 4'/A'
4/7 et 4'/7
3/1 et 3'/1
5/B et 5'/B'
5/7 et 5'/7
2/A et 2'/A'
2/1 et 2'/1
8/9 et 8'/9
8/6 et 8'/6'
6/B et 6'/B'
A/6 et A'/6' 7/1 et 7’/1 9/1 et 9'/1 Utilisateur
Effort
(en N)
777,777778
694,44444
250
138,8888
69,44444
222,2222
200,00000
Tableau 1 : Configuration 1, compacteur « ouvert », 3000N à fournir

Livrable de la phase 2 – 7 avril 2014 – Montagne 10 sur 56
Liaisons
4/A et 4'/A'
4/7 et 4'/7
3/1 et 3'/1
5/B et 5'/B'
5/7 et 5'/7
2/A et 2'/A'
2/1 et 2'/1
8/9 et 8'/9
8/6 et 8'/6'
6/B et 6'/B'
A/6 et A'/6' 7/1 et 7’/1 9/1 et 9'/1
Utilisateur
Effort
(en N)
229,62963
133,333333
437,037037
237,037037
118,518519
385,185185
180,00000
Tableau 2 : Configuration 2, compacteur « fermé », 800N à fournir.
On détermine donc à partir de ces deux cas dits « critiques » les efforts que devront
supporter chacune des liaisons :
Liaisons 4/A et 4'/A'
4/7 et 4'/7
3/1 et 3'/1
5/B et 5'/B'
5/7 et 5'/7
2/A et 2'/A'
2/1 et 2'/1
8/9 et 8'/9
8/6 et 8'/6'
6/B et 6'/B'
A/6 et A'/6'
7/1 et 7’/1 9/1 et 9'/1 Utilisateur
Effort
(en N)
777,777778
694,44444
437,037037
237,037037
118,518519
385,185185
200
Tableau 3 : Effort maximal que doivent soutenir les liaisons
Description géométrique et dimensionnement
Cette partie est consacrée au dimensionnement et à la conception des différentes
pièces constituant le compacteur. Ce dimensionnement a été réalisé via la démarche
suivante :
Identification des sollicitations existante à partir des cas d’utilisation du
compacteur.
Calcul des dimensions des pièces grâce à la théorie de la résistance des
matériaux. On a utilisé pour faire les calculs l’aluminium 2024 (sauf mention
contraire). Il est important de noter que le dimensionnement est
conditionné par le choix du matériau et vice-versa.

Livrable de la phase 2 – 7 avril 2014 – Montagne 11 sur 56
Prise en compte des contraintes d’assemblage.
1. Le bâti
On s’intéressera dans un premier temps au dimensionnement de la rainure de
glissement du plateau (cf. Figure 3)
Première étape : identification du pire cas
La méthode graphique nous a permis de constater que les efforts dans l’axe (4-7)(1)
étaient importants en position « fléchie ». Dans cette position, le pire cas envisageable en
termes d’effort maximal à supporter par la structure est le cas de l’écrasement d’une boite
de conserve « petit format », soit 15cm de hauteur par la suite.
Figure 3 : croquis d’ensemble du dispositif
Deuxième étape: définition du problème
L’effort à appliquer sur cette boîte de conserve petit format est de 1500N environ,
soit graphiquement un effort Axe (4-7)->(1) de 700N environ. On dimensionne alors la
section de la poutre en considérant celle-ci comme essentiellement sollicitée en flexion, et
devant respecter les conditions suivantes :
- Pas de plastification de ses sections droites
- Rotation des sections droites extrêmes inférieures à 0.05° (usuel)
Le calcul RDM donne alors le résultat suivant:

Livrable de la phase 2 – 7 avril 2014 – Montagne 12 sur 56
F=700N est l’effort de (4-7) sur (1)
b est la dimension suivant Z du barreau
h est la dimension suivant Y du barreau
σe est la limite d’élasticité du matériau
Figure 4 : croquis de la chambre de la paroi du compacteur
Ainsi que le résultat suivant :
F=700N est l’effort de (4-7) sur (1) b est la dimension suivant Z du barreau
h est la dimension suivant Y du barreau E=module d’Young de l’Aluminium
L’ordre de grandeur usuel de la limite d’élasticité de l’Aluminium 2024 est de 260 MPa,
on travaillera dans la suite du dimensionnement, par sécurité, avec une limite d’élasticité de
200 MPa.
Avec σe=200 MPa, on obtient ainsi le résultat suivant : bh²>1.89cm3.

Livrable de la phase 2 – 7 avril 2014 – Montagne 13 sur 56
On choisit donc h=12mm et b=14mm et b sera l’épaisseur des parois latérales du bâti.
La structure ainsi définie avec les « barreaux de glissement» résisterait seule, c’est à
dire sans les parois latérales qui servent à former la chambre de compactage, on
désépaissit donc autant que faire se peut ces dernières entre les deux rainures. On garde
une épaisseur minimale de 4mm.
Pour pouvoir négliger les effets de bords aux extrémités du bâti qui prolongent la
rainure (R) de glissement du plateau, on utilise la loi de Timoshenko pour prévenir des
effets du cisaillement : l’application d’un coefficient de sécurité de 2 nous donne donc une
distance entre l’extrémité de la rainure et l’extrémité de la pièce de 2×12=24mm.
On s’intéresse maintenant au dimensionnement du fond, donc à l’épaisseur à imposer
pour soutenir les efforts souhaités. Le détail des calculs relatifs à cette partie est une
nouvelle fois fourni en annexe.
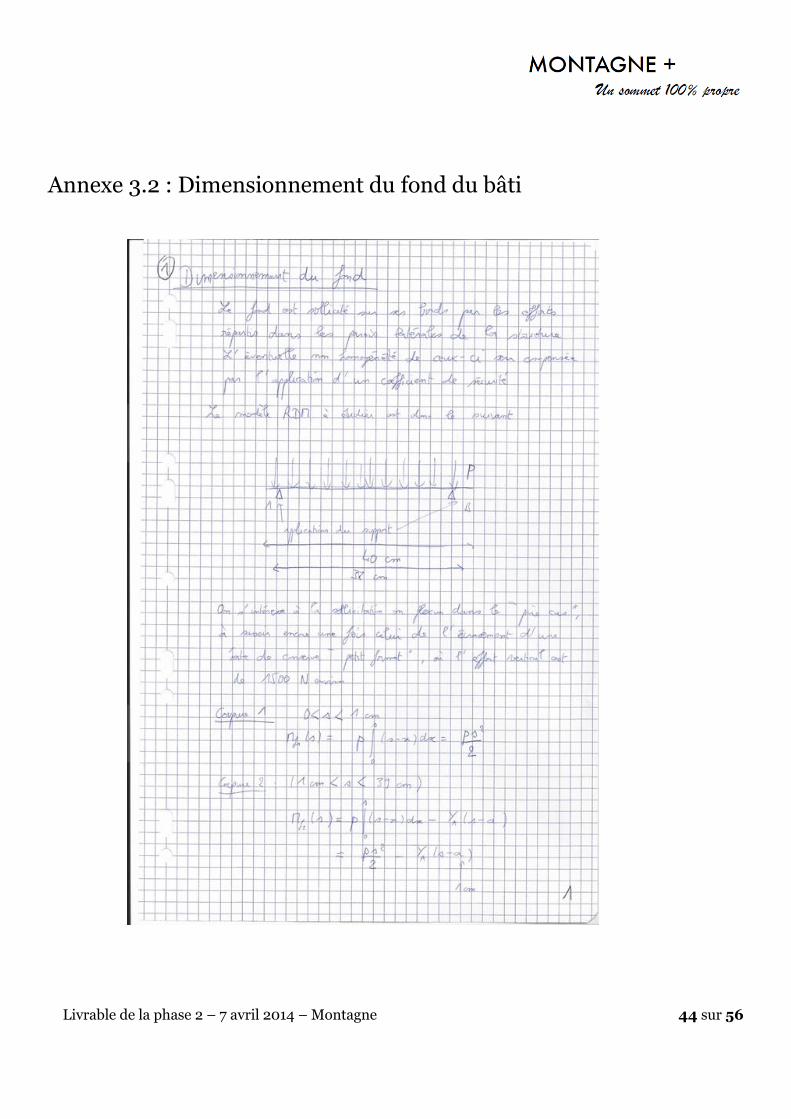
Le fond est sollicité sur ses bords par les efforts répartis dans les parois latérales de la
structure. L’éventuelle non-homogénéité de ceux-ci sera compensée par l’application d’un
coefficient de sécurité au moment du dimensionnement par le critère de Von Mises.
On s’intéresse à la sollicitation en flexion dans le « pire cas », à savoir encore une fois celui de l’écrasement d’une boîte de conserve « petit format », où l’effort vertical est de 1500N environ.
La prise en compte des efforts exercés par les parois latérales du bâti sur son fond conduit, via les calculs développés en annexe, à la condition de dimensionnement suivante, qui traduit la non plastification des sections droites de l’éprouvette :
b est la dimension suivant Y du barreau
h est la dimension suivant Z du barreau
σe est la limite d’élasticité du matériau
On sait que les bords du fond sollicités en flexion par la charge verticale ont pour
dimension suivant Z, 14 mm, qui est l’épaisseur des parois latérales du bâti calculée en
partie I.
On prend donc b=9mm.
L’ensemble des informations concernant les dimensions du bâti sont résumées sur le
dessin de définition du bâti. (cf. annexe 4)
Livrable de la phase 2 – 7 avril 2014 – Montagne 14 sur 56
2. Le plateau
Le dimensionnement du plateau est assez simple. En effet l’effort transmis lors de
l’écrasement d’un déchet est encaissé par les vis. La seule contrainte était donc celle du
diamètre des vis.
Au niveau de la largeur l et de la hauteur h, cela correspond à celles de la chambre de
compactage auxquelles on a retiré un jeu de 2mm de chaque côté pour assurer le
glissement. On a donc choisi h=196mm et l=168mm.
D’autre part, le diamètre des vis étant de 10mm, une épaisseur e=14mm pour le
plateau a été retenue. Les efforts étant concentrés au niveau des axes des vis, on peut
réduire cette épaisseur à 4 mm sur un rectangle placée à 14mm des bords droit et gauche
et 25mm des bords haut et bas du plateau.
L’ensemble des informations concernant les dimensions du plateau sont résumées sur
le dessin de définition du plateau. (cf. annexe 4)
3. La visserie
La visserie est un choix technologique déterminant dans la conception du compacteur,
car elle doit résister aux efforts et aux contraintes imposées par les liaisons. L’épaisseur
des pièces est également une contrainte supplémentaire. Ainsi, avons-nous fait le choix de
vis de 10mm de diamètre en acier. Ceci est en accord avec les contraintes appliquées dans
les vis. La dureté de l’acier permet aux vis de résister aux contraintes de cisaillement. De
plus afin d’éviter le laminage des pièces en aluminium en contact avec la visserie, des
coussinets en plastique sont utilisés au cœur des liaisons. Ainsi la rotation des pièces
autour de la vis ne fait pas intervenir de contact direct aluminium-acier. Ces coussinets
sont des pièces courantes.
Pour des raisons de facilité d’assemblage et en utilisant la symétrie du système, nous
avons privilégié des tiges longues qui sont filetées à leur extrémités sur 15mm. Des
entretoises sont également parfois utilisées pour éviter des chocs entre les différentes
pièces du mécanisme lors de son utilisation.
Le tableau suivant résume la longueur de la partie non fileté de chacune des vis.

Livrable de la phase 2 – 7 avril 2014 – Montagne 15 sur 56
Entre la bielle et la poignée 16mm
Au nœud des 4 bielles 28mm
Entre la bielle et le plateau 236mm
Entre la bielle et le fond du bâti 229mm
Entre le bâti et le dos 200mm
Entre le dos et la poignée 266mm
Sur la poignée 266mm
Tableau 4 : Résumé des longueurs de vis dans le mécanisme
Le dernier choix porte sur la nature des écrous. Les écrous doivent permettre le
réglage précis du serrage pour laisser un jeu minimum et permettre la rotation de
certaines pièces. Pour cela nous utiliserons des écrous nylstop munis au sein de leurs
filetages d’une bague en polymère autobloquante. Ces écrous sont très avantageux dans
notre cas, car ils ne se dévissent pas à cause des vibrations et ainsi assurent la longévité des
réglages de liaisons.
4. Le dos amovible
Cette partie du compacteur a pour but de surélever la poignée qui actionne le
compactage. De plus elle doit pouvoir se rabattre pour assurer un rangement du dispositif
le plus compact possible.
Concernant l’objectif de cette pièce on cherche à surélever la poignée d’au moins
150mm. Nous avons donc opté pour une pièce qui a la forme d’un pavé et pour dimension
L x l x e = 180x206x18mm.
Au niveau du montage, le dos doit être monté serré avec le reste du bâti, et doit
permettre la rotation du bras à son sommet. Pour ce faire nous avons choisi d’utiliser un
montage attache rapide pour assurer le maintien verticale du dos par rapport au bâti.
Cette solution est un choix en vue du démontage du dispositif lors du rangement. Elle est
couramment utilisée pour le montage d’une roue de vélo sur sa fourche. Ainsi lors de
l’utilisation du compacteur, le dos sera-t-il fixe par rapport au bâti. A l’inverse lors du
rangement on pourra faire pivoter le dos par rapport au bâti pour le rabattre sur la
chambre de compactage.
Enfin dans un souci de légèreté le dos est extrudé en son centre loin des axes des vis.
L’ensemble des informations concernant les dimensions du dos sont résumées sur le
dessin de définition du dos. (cf. annexe 4)
5. Les bielles latérales
Livrable de la phase 2 – 7 avril 2014 – Montagne 16 sur 56
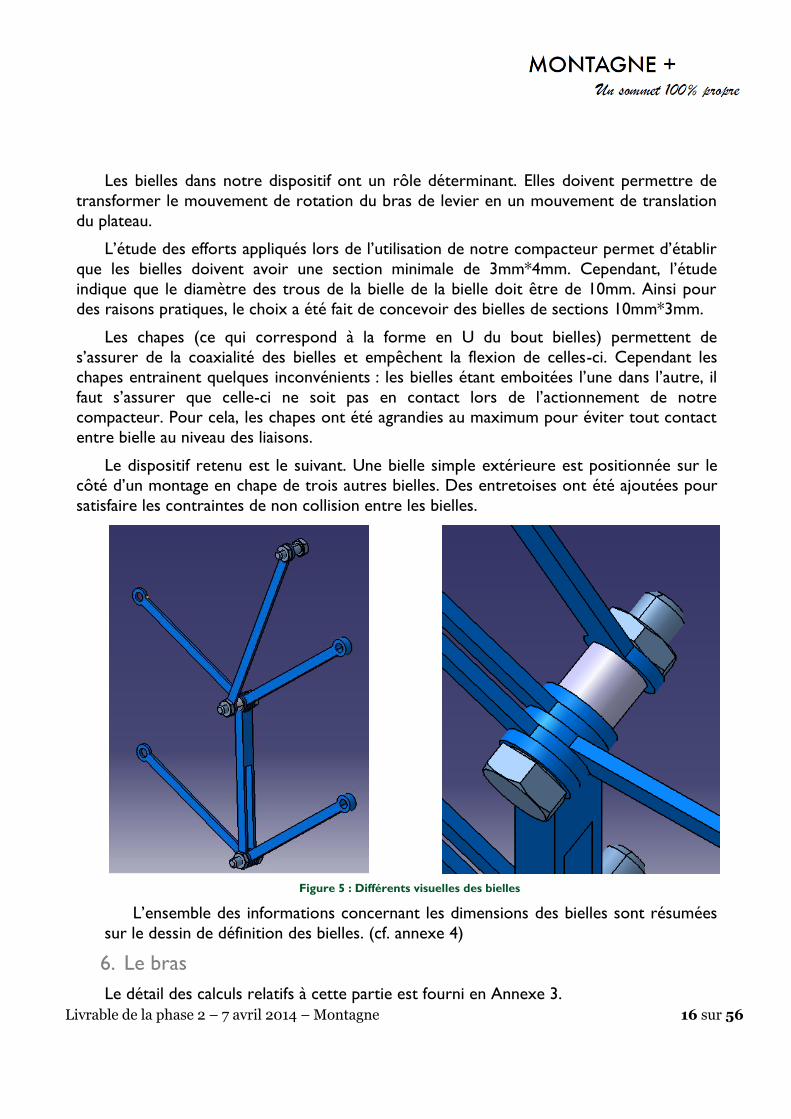
Les bielles dans notre dispositif ont un rôle déterminant. Elles doivent permettre de
transformer le mouvement de rotation du bras de levier en un mouvement de translation
du plateau.
L’étude des efforts appliqués lors de l’utilisation de notre compacteur permet d’établir
que les bielles doivent avoir une section minimale de 3mm*4mm. Cependant, l’étude
indique que le diamètre des trous de la bielle de la bielle doit être de 10mm. Ainsi pour
des raisons pratiques, le choix a été fait de concevoir des bielles de sections 10mm*3mm.
Les chapes (ce qui correspond à la forme en U du bout bielles) permettent de
s’assurer de la coaxialité des bielles et empêchent la flexion de celles-ci. Cependant les
chapes entrainent quelques inconvénients : les bielles étant emboitées l’une dans l’autre, il
faut s’assurer que celle-ci ne soit pas en contact lors de l’actionnement de notre
compacteur. Pour cela, les chapes ont été agrandies au maximum pour éviter tout contact
entre bielle au niveau des liaisons.
Le dispositif retenu est le suivant. Une bielle simple extérieure est positionnée sur le
côté d’un montage en chape de trois autres bielles. Des entretoises ont été ajoutées pour
satisfaire les contraintes de non collision entre les bielles.
Figure 5 : Différents visuelles des bielles
L’ensemble des informations concernant les dimensions des bielles sont résumées
sur le dessin de définition des bielles. (cf. annexe 4)
6. Le bras
Le détail des calculs relatifs à cette partie est fourni en Annexe 3.

Livrable de la phase 2 – 7 avril 2014 – Montagne 17 sur 56
La dimension extérieure du compacteur au niveau d’une face latérale de la chambre est
de 300x240mm donc la poignée doit avoir une course d’au moins 450mm. Ce résultat
permet à la poignée de ne pas venir en butée avec le reste de la structure. C’est donc
cette longueur qui a était retenue pour la partie C (voir figure ci-dessous) On la note
L=450mm.
Figure 6 : Croquis de la poignée et de ses différentes parties A, B et C
On fera par la suite mention de ces différentes parties de la poignée. Le détail des
calculs est joint en annexe.
Le dimensionnement de la partie C conduit au résultat suivant :
Soit
L=450mm est la longueur de la partie C
b est la dimension suivant Z de la poignée
h est la dimension suivant Y de la poignée
σe est la limite d’élasticité de l’aluminium
Soit
R est le rayon du cercle tangent à la partie B
Afin de ne pas épaissir la structure, on privilégiera la cote h.
On retient finalement comme paramètre h=22mm et b=15mm. Ces deux paramètres
satisfont les critères ci-dessus.
Pour la partie A, la RDM n’impose aucune contrainte. De plus on rajoute entre les
deux bras une barre permettant de rigidifier le système et servant de prise pour
l’utilisateur.
Livrable de la phase 2 – 7 avril 2014 – Montagne 18 sur 56
L’ensemble des informations concernant les dimensions de la poignée sont résumés
sur le dessin de définition de la poignée. (cf. annexe 4)
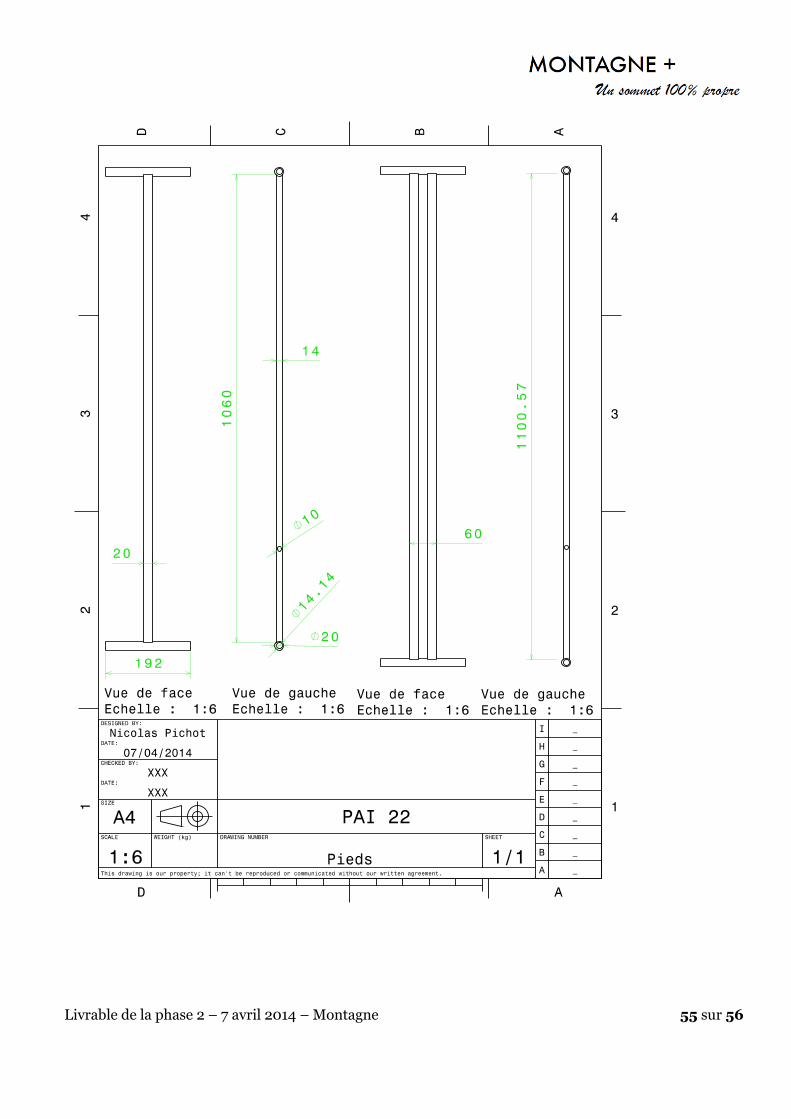
7. Les pieds
La détermination de la longueur des pieds repose sur une étude géométrique. Ceux-ci
sont de type “en X” pour favoriser la stabilité du dispositif. Ils s’appuient sur le fond du
bâti, dont on rappelle qu’il a été dimensionné de façon à supporter l’effort vertical le plus
important envisageable, à savoir 700N.
Il est souhaitable que la distance entre les pieds n’excède pas un mètre afin qu’ils
puissent raisonnablement être installés en montagne. De plus, on souhaite que ce “pied en
X” incline le compacteur d’un angle de 10° pour que celui-ci soit plus stable lors de
l’application du bras de levier.
La résolution Maple de ce problème géométrique est jointe en annexe.
Elle conduit aux résultats suivants:
Longueur du « pied 1 » : 1060 mm
Longueur du « pied 2 » : 1100,57 mm
L’ensemble des informations concernant les dimensions des pieds sont résumées sur le
dessin de définition des pieds. (cf. annexe 4)
Rangement du compacteur
Afin réduire l’encombrement lors du portage du compacteur, celui-ci peut se
démonter partiellement. Ainsi le dos peut être rabattu sur le haut du bâti comme expliqué
précédemment. Cette possibilité de mouvement impose de rompre différentes liaisons : la
liaison entre le dos et le bras, ainsi que la liaison entre le dos et le bâti. La première liaison
est une liaison pivot qui nécessite un réglage précis du serrage afin de laisser un jeu
permettant la rotation des pièces. A ce jour l’unique solution envisagée pour résoudre
cette contrainte, est de dévisser la liaison montée avec une vis papillon.
En ce qui concerne la liaison entre le dos du compacteur et le bâti, il s’agit d’une liaison
montée serrée afin d’empêcher la rotation du dos autour du bâti. Pour permettre un
démontage rapide et sans risque de perdre des pièces de la visserie, nous avons opté pour
un système d’attache rapide comme pour le montage d’une roue de vélo sur sa fourche.
Cette solution permet également de rompre et de rétablir la liaison sans outils. Voici une
image qui représente un montage en attache rapide.

Livrable de la phase 2 – 7 avril 2014 – Montagne 19 sur 56
Figure 7 : Attache rapide de vélo
La poignée peut également être démontée.

Livrable de la phase 2 – 7 avril 2014 – Montagne 20 sur 56
CHOIX DU MATERIAUX
Comme énoncé précédemment, l’élaboration de la structure résulte de l’étude du
compromis entre le dimensionnement des pièces et le choix de leur matériau, dans le but
d’atteindre les efforts souhaités via un minimum de masse et de volume. C’est du choix
précis du matériau qui compose les pièces de la structure que cette partie entend traiter.
Elle a en effet pour objectif de déterminer le meilleur matériau (ou le meilleur
assemblage de matériaux) à utiliser afin de réaliser le compacteur. Il est important de
préciser rapidement que devant la multitude de matériaux présents, certains choix doivent
être effectués afin de garantir une structure capable de remplir des exigences
fonctionnelles, technologiques et économiques. Les principales caractéristiques à remplir
sont présentes dans le cahier des charges.
La rédaction de cette partie s’est appuyée sur différents sites, dont les adresses seront
présentées dans la partie “Bibliographie”.
Rappel des propriétés à remplir
Une des premières caractéristiques de notre compacteur provient de son utilisation en
milieu montagnard. Une attention particulière sera donc apportée à sa robustesse. Son
utilisation lors d’ascension ou de trek en haute montagne lui confère une propriété de
légèreté très importante. Le poids du compacteur à vide a été fixé à 25kg
maximum.
D’autre part, le comportement des matériaux utilisés doit être étudié lors de
conditions en température et en pression associées à la haute montagne. Si la variation de
la pression ne va pas avoir une incidence très marquée sur les propriétés du matériau, il
n’en est pas de même pour la température. Afin de dimensionner notre compacteur nous
avons considéré que les propriétés des matériaux devaient être analysées jusqu’à -40°C.
Cette température extrême est en effet souvent atteinte lors d’expédition de haute
montagne.
D’un point de vue mécanique, le compacteur doit être capable d’encaisser des efforts
de 3000N au niveau du plateau mobile, ce qui correspond au compactage d’une boite de
conserve de grande taille. Il est important de noter aussi que le compactage ne se fait pas
par choc.
Livrable de la phase 2 – 7 avril 2014 – Montagne 21 sur 56
Etude préliminaire
Les différentes parties du livrable technique sont toutes liées. Les caractéristiques
mécaniques du compacteur vont dépendre du matériau utilisé, et celui-ci est choisi en
fonction des propriétés mécaniques désirées. Une première étude a été réalisée à partir de
choix simples afin d’avoir une première approximation des propriétés de notre produit.
Analyse fonctionnelle : Choix du matériau envisagé
Tout d’abord, afin de garantir les caractéristiques de transportabilité et de robustesse,
tout en s’assurant un fonctionnement correct à très basse température, notre recherche
s’est d’abord tournée vers les métaux, puisque nous avons estimé qu’ils présentaient le
meilleur rapport entre légèreté, propriétés mécaniques et prix. Ce rapport a une fois de
plus été déterminant dans notre choix du métal optimal. Nous avons donc réalisé une
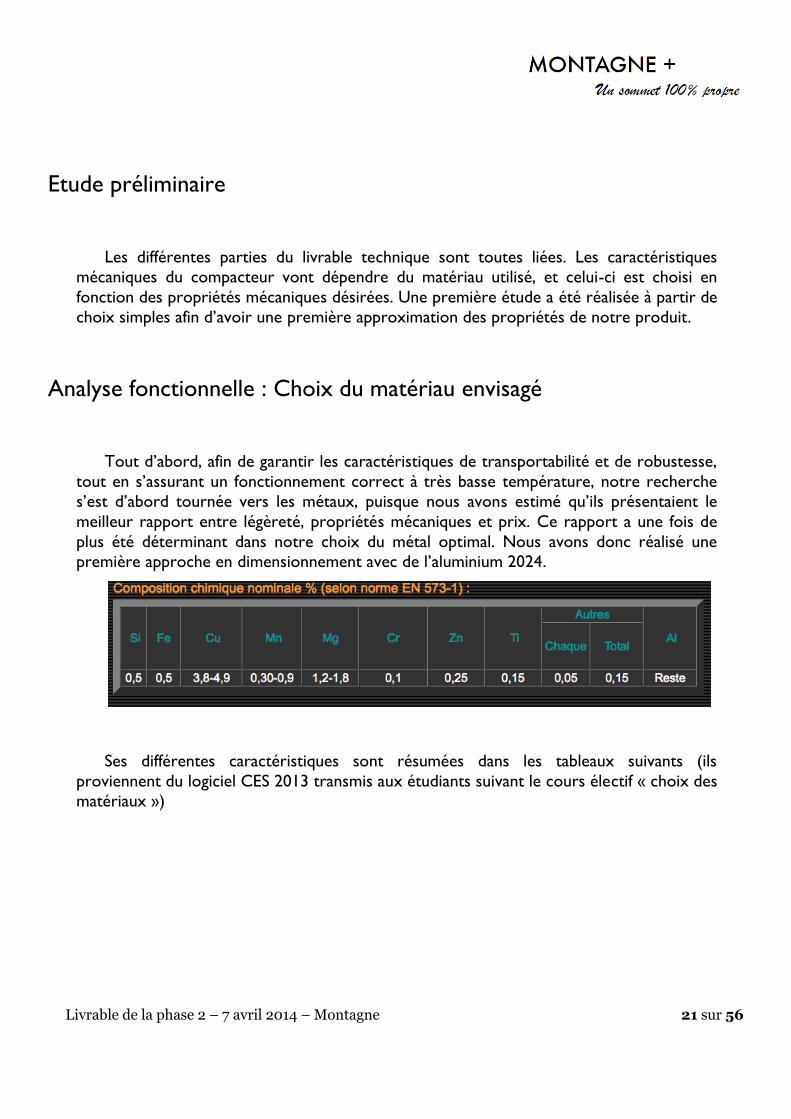
première approche en dimensionnement avec de l’aluminium 2024.
Ses différentes caractéristiques sont résumées dans les tableaux suivants (ils
proviennent du logiciel CES 2013 transmis aux étudiants suivant le cours électif « choix des
matériaux »)
Livrable de la phase 2 – 7 avril 2014 – Montagne 22 sur 56
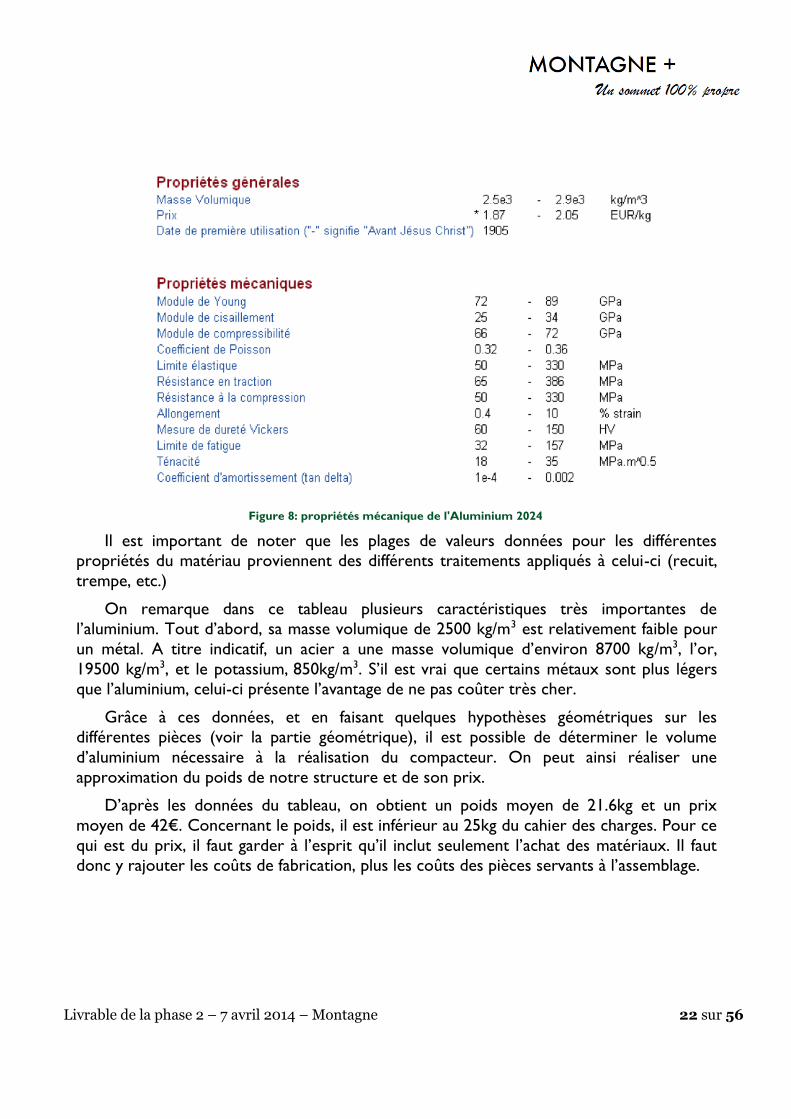
Figure 8: propriétés mécanique de l'Aluminium 2024
Il est important de noter que les plages de valeurs données pour les différentes
propriétés du matériau proviennent des différents traitements appliqués à celui-ci (recuit,
trempe, etc.)
On remarque dans ce tableau plusieurs caractéristiques très importantes de
l’aluminium. Tout d’abord, sa masse volumique de 2500 kg/m3 est relativement faible pour
un métal. A titre indicatif, un acier a une masse volumique d’environ 8700 kg/m3, l’or,
19500 kg/m3, et le potassium, 850kg/m3. S’il est vrai que certains métaux sont plus légers
que l’aluminium, celui-ci présente l’avantage de ne pas coûter très cher.
Grâce à ces données, et en faisant quelques hypothèses géométriques sur les
différentes pièces (voir la partie géométrique), il est possible de déterminer le volume
d’aluminium nécessaire à la réalisation du compacteur. On peut ainsi réaliser une
approximation du poids de notre structure et de son prix.
D’après les données du tableau, on obtient un poids moyen de 21.6kg et un prix
moyen de 42€. Concernant le poids, il est inférieur au 25kg du cahier des charges. Pour ce
qui est du prix, il faut garder à l’esprit qu’il inclut seulement l’achat des matériaux. Il faut
donc y rajouter les coûts de fabrication, plus les coûts des pièces servants à l’assemblage.

Livrable de la phase 2 – 7 avril 2014 – Montagne 23 sur 56
Analyse technologique
L’analyse fonctionnelle d’un dispositif ne peut suffire pour le choix des matériaux
à utiliser. Dans la partie précédente, on a vu que cette condition permettait déjà de
réduire énormément les matériaux envisagés, mais elle n’est pas suffisante. En effet,
certains impératifs sont apportés par les conditions de réalisation et les procédés de
fabrication mis en place pour les pièces. On parle alors d’exigences technologiques. Celles-
ci peuvent avoir une grande influence sur le coût de fabrication voire remettre en cause le
choix du matériau.
Pour l’aluminium 2024, on a les caractéristiques suivantes :
Figure 9: propriété de corrosion pour l'aluminium 2024
On remarque que l’aluminium 2024 est corrodable, on peut donc se demander si son
choix est judicieux. Son utilisation en extérieur et en milieu alpin risque en effet d’accélérer
la corrosion.
Figure 10 : propriété d'anodisation pour l'Aluminium 2024
L’anodisation permet d’effectuer un traitement de surface par dépôt de matière. On
remarque qu’il est ainsi possible d’ajouter une protection à l’aluminium par l’intermédiaire
de ce procédé. Même si cette opération a un coût, elle peut être très intéressante pour
lutter contre la corrosion justement.
Livrable de la phase 2 – 7 avril 2014 – Montagne 24 sur 56
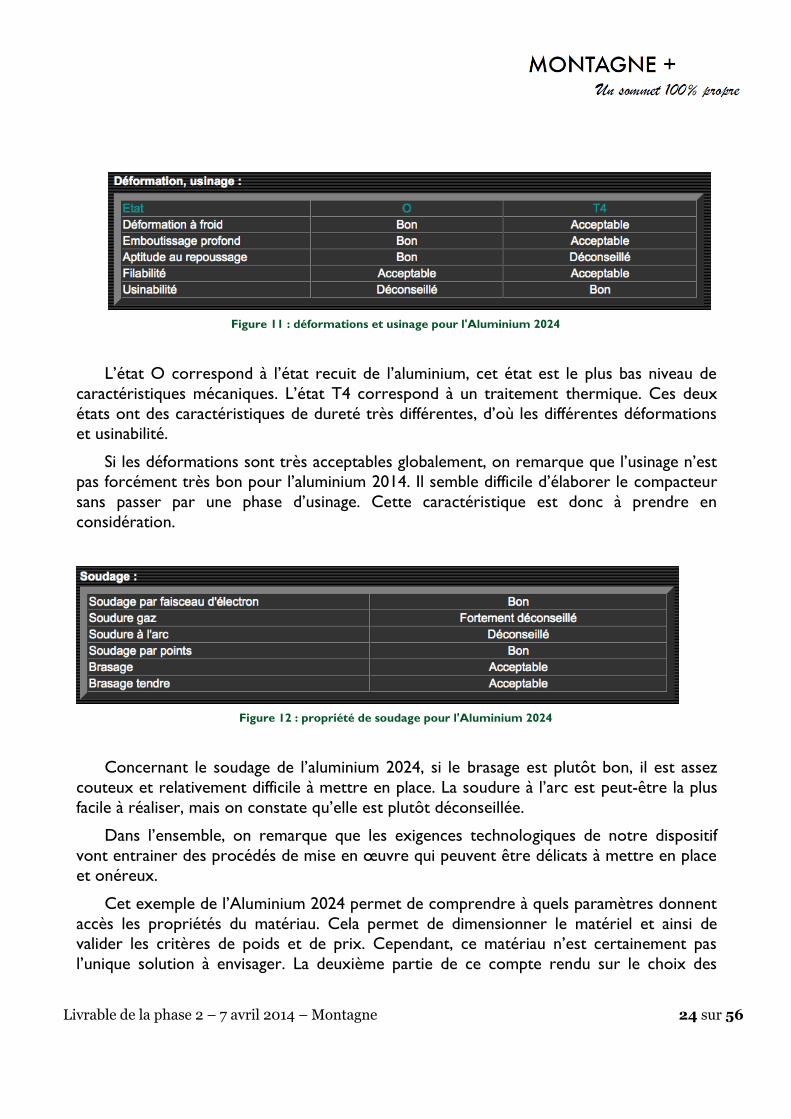
Figure 11 : déformations et usinage pour l'Aluminium 2024
L’état O correspond à l’état recuit de l’aluminium, cet état est le plus bas niveau de
caractéristiques mécaniques. L’état T4 correspond à un traitement thermique. Ces deux
états ont des caractéristiques de dureté très différentes, d’où les différentes déformations
et usinabilité.
Si les déformations sont très acceptables globalement, on remarque que l’usinage n’est
pas forcément très bon pour l’aluminium 2014. Il semble difficile d’élaborer le compacteur
sans passer par une phase d’usinage. Cette caractéristique est donc à prendre en
considération.
Figure 12 : propriété de soudage pour l'Aluminium 2024
Concernant le soudage de l’aluminium 2024, si le brasage est plutôt bon, il est assez
couteux et relativement difficile à mettre en place. La soudure à l’arc est peut-être la plus
facile à réaliser, mais on constate qu’elle est plutôt déconseillée.
Dans l’ensemble, on remarque que les exigences technologiques de notre dispositif
vont entrainer des procédés de mise en œuvre qui peuvent être délicats à mettre en place
et onéreux.
Cet exemple de l’Aluminium 2024 permet de comprendre à quels paramètres donnent
accès les propriétés du matériau. Cela permet de dimensionner le matériel et ainsi de
valider les critères de poids et de prix. Cependant, ce matériau n’est certainement pas
l’unique solution à envisager. La deuxième partie de ce compte rendu sur le choix des

Livrable de la phase 2 – 7 avril 2014 – Montagne 25 sur 56
matériaux aura pour vocation de préciser les méthodes de choix des matériaux à utiliser
pour améliorer la recherche.
Etude plus profonde
Si l’étude du dispositif à partir de l’Aluminium 2024 permet d’effectuer un premier
dimensionnement des différentes pièces du compacteur, il est important d’envisager une
méthode de choix de matériaux afin de déterminer plus précisément les matériaux à
utiliser. Cette partie va donc présenter le principe de la méthode d’Ashby ainsi que sa mise
en œuvre. L’objectif concret de cette partie n’étant pas de déterminer le matériau final,
mais plutôt de sélectionner différentes alternatives tout en présentant leurs avantages et
leurs inconvénients.
Méthode d’Ashby
La méthode d’Ashby aide l’ingénieur à sélectionner un matériau afin d’optimiser son
prix, sa fonctionnalité, et sa réalisation technologique. Cette méthode consiste à classer
toutes les familles de matériaux en fonction de différents paramètres à prendre en compte.
Elle s’appuie sur l’utilisation de diagrammes qui seront présentés dans les différentes sous
parties suivantes :
1. Exigences fonctionnelles
Dans cette partie, il s’agit de prendre en considération les conditions d’utilisation
auxquelles est destiné le compacteur, afin de lui garantir de bonnes propriétés mécaniques,
mais aussi afin de limiter les défaillances.

Livrable de la phase 2 – 7 avril 2014 – Montagne 26 sur 56
Figure 13 : Diagramme d'Ashby donnant la contrainte maximale tolérable Re en fonction de la masse volumique du
matériau
La figure 13 permet de déterminer le matériau optimal afin de limiter la masse
volumique tout en garantissant une contrainte minimale à satisfaire. A l’aide de notre
premier dimensionnement à l’Aluminium 2024, nous avons pu constater que la force
maximale que doit encaisser notre dispositif est de 3000N. Les dimensions de la section
des biellettes ont étés fixées à 4x45 mm. A partir de ces deux données, on peut
déterminer la contrainte qui s’applique dans les biellettes :

Livrable de la phase 2 – 7 avril 2014 – Montagne 27 sur 56
En appliquant un coefficient de sécurité k=2, on peut estimer que la contrainte
maximale que le compacteur doit encaisser est de 100MPa.
Il faut donc chercher sur le diagramme un matériau dont la contrainte critique soit
supérieure à 100MPa. La condition de légèreté nous pousse à choisir le matériau dont la
masse volumique est la plus faible. Celle de l’aluminium est de 2,7 t/m3, on cherche dans
cette étape à descendre en dessous de celle-ci. Ce premier diagramme permet donc d’ors
et déjà d’éliminer de nombreux matériaux. Parmi ceux que l’on conserve (dans le quart
supérieur gauche du diagramme), on peut noter les suivants : frêne, nylon, composite.
Plusieurs points sont à noter. On remarque qu’en fixant des paramètres de légèreté,
les métaux semblent mal répondre aux propriétés attendues. Le choix du bois peut être
intéressant, mais son utilisation dans un milieu montagnard semble assez compromise. Le
nylon semble aussi très intéressant. Mais son comportement à très faible température peut
le rendre fragile. Les matériaux composites semblent les mieux adaptés afin de répondre
aux propriétés de légèreté, tout en encaissant de fortes contraintes.
Figure 14 : Diagramme d'Ashby donnant le module d'Young E des classes de matériaux en fonction de leur masse volumique
La figure 14 permet quant à elle de déterminer le matériau dont le rapport entre
masse volumique et module d’Young sera optimal. Le module d’Young qualifiant la rigidité
du matériau, on peut considérer que cette donnée est importante pour remplir la
Livrable de la phase 2 – 7 avril 2014 – Montagne 28 sur 56
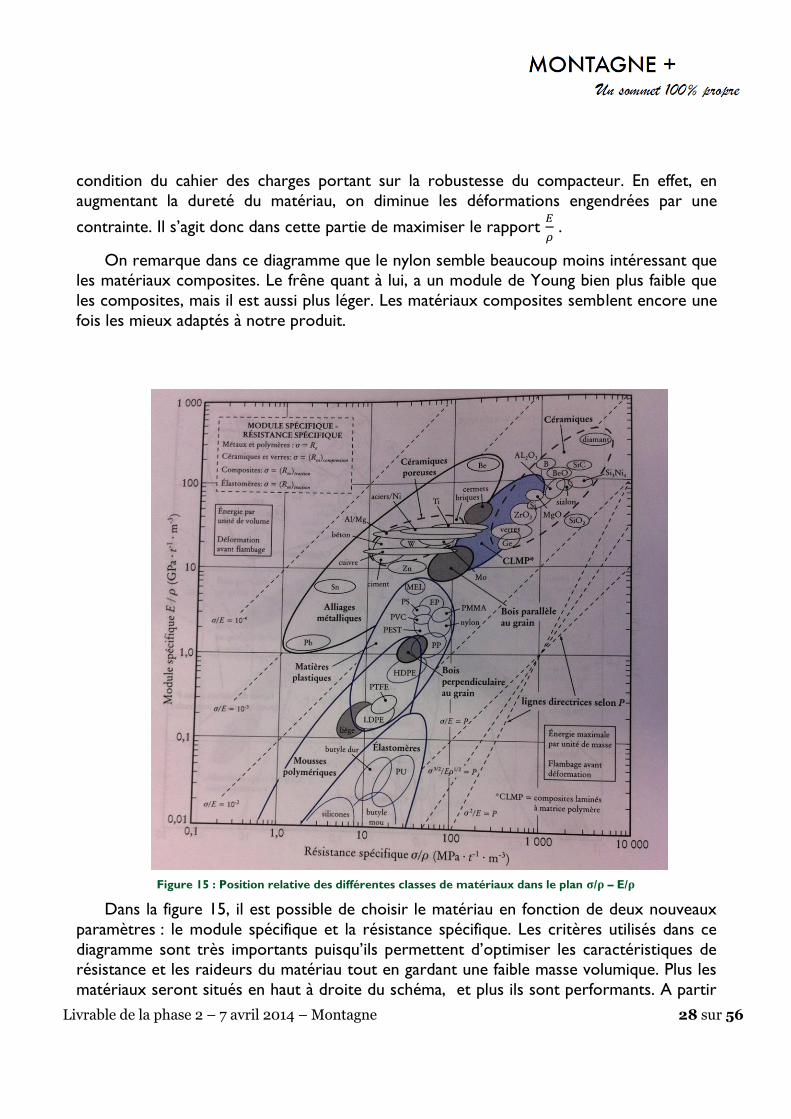
condition du cahier des charges portant sur la robustesse du compacteur. En effet, en
augmentant la dureté du matériau, on diminue les déformations engendrées par une
contrainte. Il s’agit donc dans cette partie de maximiser le rapport
.
On remarque dans ce diagramme que le nylon semble beaucoup moins intéressant que
les matériaux composites. Le frêne quant à lui, a un module de Young bien plus faible que
les composites, mais il est aussi plus léger. Les matériaux composites semblent encore une
fois les mieux adaptés à notre produit.
Figure 15 : Position relative des différentes classes de matériaux dans le plan σ/ρ – E/ρ
Dans la figure 15, il est possible de choisir le matériau en fonction de deux nouveaux
paramètres : le module spécifique et la résistance spécifique. Les critères utilisés dans ce
diagramme sont très importants puisqu’ils permettent d’optimiser les caractéristiques de
résistance et les raideurs du matériau tout en gardant une faible masse volumique. Plus les
matériaux seront situés en haut à droite du schéma, et plus ils sont performants. A partir

Livrable de la phase 2 – 7 avril 2014 – Montagne 29 sur 56
de cette dernière considération, on peut se demander si les matériaux de types métalliques
sont toujours les plus intéressants. En effet, d’après le diagramme ci-dessus, on remarque
que les matériaux céramiques ou les composites laminés à matrice polymère ont des
propriétés bien plus intéressantes. Encore une fois, le nylon et le frêne qui semblaient être
des matériaux intéressants lors de l’étude du premier diagramme ne remplissent pas
vraiment les propriétés attendues.
Les différents diagrammes ci-dessus permettent de choisir des matériaux en fonction
de différents types de caractéristiques. Certaines doivent être impérativement satisfaites
puisqu’elles sont définies dans le cahier des charges lui-même. Elles nous ont permis
d’affirmer que les matériaux composites répondaient au mieux aux propriétés mécaniques
recherchées. D’autres, sont au premier abord moins importantes, mais nécessitent tout de
même d’être considérées : longévité, fiabilité, défaillance, compatibilité entre deux
matériaux différents. Ces paramètres difficiles à évaluer dépendent eux aussi des
interactions entre les différentes parties du système. Il est important de noter qu’il existe
d’autres diagrammes en fonction d’autres paramètres. Cependant leur utilisation est
toujours basée sur le même principe : on détermine les valeurs limites à remplir pour
certaines caractéristiques, et on élimine tous les matériaux qui ne correspondent pas à ces
critères. On peut alors affiner la recherche en utilisant d’autres diagrammes, et réduire
ainsi les possibilités de choix.

Livrable de la phase 2 – 7 avril 2014 – Montagne 30 sur 56
2. Exigences technologiques
Figure 16 : Diagramme d'Ashby délimitant l'utilisation possible d'un procédé de fabrication d'une pièce de volume V
Les exigences fonctionnelles suffisent rarement pour déterminer le matériau à utiliser.
Il faut aussi s’appuyer sur des exigences technologiques. Le diagramme de la figure 16
permet de constater qu’en fonction des volumes des pièces à réaliser, toutes les
techniques ne sont pas applicables. Il existe une multitude de procédés technologiques afin
de réaliser des pièces mécaniques (fonderie, usinage, frittage, électroformage, etc).
Le diagramme précédent montre que si le produit est réalisé en Aluminium 2024,
comme cela était envisagé initialement, il n’y a pas de problème au niveau du procédé de
fabrication. En effet, l’usinage peut se réaliser sur des pièces allant jusqu’à un mètre cube,
ce qui est bien supérieur au volume du produit. L’exigence technologique pour l’utilisation
de matériau composite est, quant à elle, plus difficile à déterminer, puisqu’il existe
différents types de matériaux composites.

Livrable de la phase 2 – 7 avril 2014 – Montagne 31 sur 56
Pour rappel, un matériau composite est constitué d’une matrice et d’un enrobage.
Figure 17 : les différentes associations matrice/enrobage d'un matériau composite
La matrice reprend la plus part des sollicitations, et l’enrobage permet de lier la
matrice. En fonction de la matrice utilisée, et selon l’enrobage, les procédés de fabrication
ne vont pas être identiques, et ne vont pas demander les mêmes exigences. En fonction
des combinaisons utilisées, il faudra se référer au diagramme de la figure 16 pour vérifier
quels sont les procédés réalisables. On peut donner par exemple, une liste non exhaustive
des procédés de réalisation des matériaux composites : Moulage au contact, moulage par
projection, moulage sous vide, infusion, enroulement par drapage, compression à chaud,
etc.
3. Exigences économiques
Le critère économique permet de départager différents matériaux lorsque leurs
caractéristiques sont très similaires. Le critère économique peut amener les ingénieurs à
changer de conception pour modifier des exigences fonctionnelles et technologiques.
Comme précédemment, il existe des diagrammes d’Ashby permettant de choisir le
meilleur compromis entre une propriété recherchée et le montant du matériau envisagé.
Livrable de la phase 2 – 7 avril 2014 – Montagne 32 sur 56
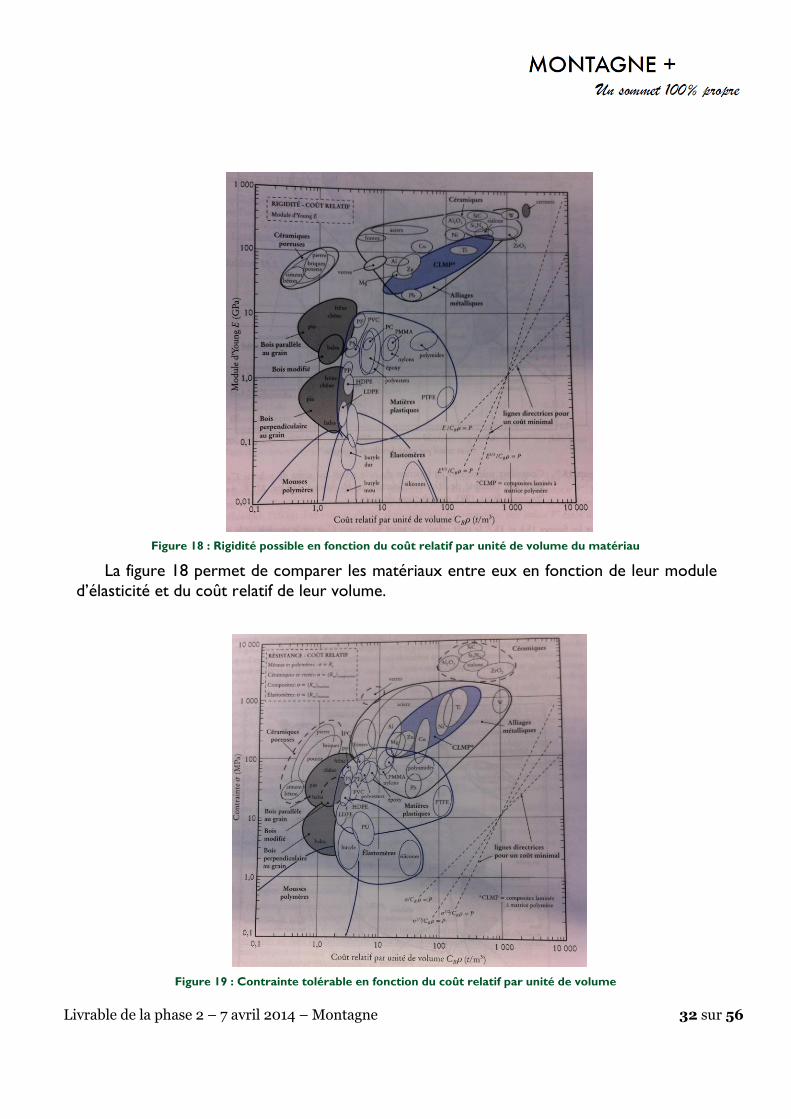
Figure 18 : Rigidité possible en fonction du coût relatif par unité de volume du matériau
La figure 18 permet de comparer les matériaux entre eux en fonction de leur module
d’élasticité et du coût relatif de leur volume.
Figure 19 : Contrainte tolérable en fonction du coût relatif par unité de volume

Livrable de la phase 2 – 7 avril 2014 – Montagne 33 sur 56
La figure 19, quant à elle, permet de comparer les matériaux entre eux en fonction de
la contrainte critique tolérable, avant la rupture.
Sur les deux diagrammes précédents, on remarque que les matériaux composites
(CLMP) font partie des matériaux les plus chers.
Il est important de noter aussi, que dans les exigences financières, le nombre de pièces
produites va avoir un impact très important sur le coût de revient unitaire.
Le produit que nous souhaitons produire n’est pas destiné à la grande production. Son
utilisation en milieu montagnard et lors d’expéditions en fait un dispositif peu fréquemment
utilisé. Ce point est à prendre en considération lors de la détermination finale de notre
matériau.
Conclusion matériaux
A partir de toutes les considérations précédentes, on remarque que plusieurs
opportunités s’offrent à nous pour réaliser notre dispositif de compactage. L’utilisation en
haute montagne impose certaines propriétés que le bois ou les plastiques ne sauront
satisfaire. Reste les matériaux métalliques, et parmi eux, l’aluminium, léger, robuste et
plutôt peu onéreux ; ou les matériaux composites qui présentent l’énorme avantage d’être
très robuste et légers, mais qui coûtent très cher.
Une autre alternative consiste à réaliser un produit composé de plusieurs matériaux. Il
faudra dans ce cas s’assurer de la bonne compatibilité des différents matériaux, afin de
s’affranchir des problèmes d’usure et de fatigue des matériaux.
Dans tous les cas, des traitements de surfaces pourront être réalisés afin d’apporter de
nouvelles propriétés à notre produit (anti corrosion, lubrification des liaisons, etc). Il faut
dans ce cas s’approcher de la tribologie.

Livrable de la phase 2 – 7 avril 2014 – Montagne 34 sur 56
REALISATION ET FABRICATION
Le compacteur se compose d’un assemblage de pièces préexistantes disponibles dans
le commerce, et de pièces dont la réalisation est à notre charge. Ainsi les bielles, le bras et
le plateau, devront être réalisés par découpe laser, tandis que le dos amovible et le bâti
devront être réalisés par moulage. La visserie et l’attache rapide seront choisies dans le
commerce.
La conception assistée par ordinateur sur le logiciel CATIA V5® a permis de réaliser
une estimation du poids du compacteur et de ses pieds. On l’estime autour de 17kg.
Sachant que le coût massique des alliages d’aluminium courants se situe autour de
2€/kg (source: CES 2013), il apparait évident que la matière première ne sera pas l’élément
le plus onéreux lors de la fabrication. Le prix du compacteur dépendra donc du prix de
fabrication des pièces par moulage et découpe laser. Il faudra donc se tourner vers des
entreprises spécialisées dans ces domaines.
Enfin, il est important de remarquer que le poids du compacteur est nettement
inférieur à la limite de 25kg imposée par le cahier des charges.

Livrable de la phase 2 – 7 avril 2014 – Montagne 35 sur 56
CONCLUSION
Ce livrable de seconde phase contient une description détaillée des différentes
caractéristiques et propriétés du compacteur envisagé. Afin de répondre à des conditions
d’utilisation atypiques, sa conception s’est focalisée sur l’efficacité du compactage et sur la
minimisation du poids et du volume du dispositif. Les recherches sur les gisements de
déchets, effectuées lors de la première phase ont servi de support de réflexion pour le
dimensionnement mécanique de l’appareil. L’étude des matériaux a montré qu’il existe
plusieurs alternatives afin de réaliser le compacteur. Le budget alloué à ce projet permettra
de choisir de façon optimale les procédés de fabrication et les matériaux à utiliser tout en
gardant les caractéristiques mécaniques et géométriques les mieux adaptées à l’utilisation
du compacteur.
Ce produit est le fruit d’un travail d’équipe de six mois. Un prototype n’a pu être
réalisé pour ce produit. Cependant, ce dossier permet la continuation de ce projet
prometteur en matière de tri des déchets dans le milieu de la haute montagne.

Livrable de la phase 2 – 7 avril 2014 – Montagne 36 sur 56
BIBLIOGRAPHIE http://www.euralliage.com/aluminium.htm
http://ethesis.inp-toulouse.fr/archive/00000842/01/lacroix.pdf
Cours de Génie Mécanique – Tronc commun – Ecole Centrale de Lyon

Livrable de la phase 2 – 7 avril 2014 – Montagne 37 sur 56
ANNEXES
Annexe 1: Détermination des efforts nécessaires aux écrasements
de canettes et de boites de conserve.
Le banc d’essai utilisé se composait d’une presse mécanique pignon-crémaillère et d’un
dynamomètre. Par l’intermédiaire d’un mousqueton jouant le rôle de bras levier nous avons
appliqué un effort croissant au volant de la presse jusqu’à rupture des échantillons. Le test
réalisé sur la boite de conserve a été effectué après flambement sur le flanc de la boite.
La relation entre l’effort appliqué par l’opérateur au volant, mesuré grâce au
dynamomètre et l’effort appliqué par le marteau de la presse à l’échantillon est obtenu par la
conservation des moments au niveau du pignon et du volant.
Figure 20 : Dispositif d'essai en compression des contenants métalliques
Livrable de la phase 2 – 7 avril 2014 – Montagne 38 sur 56
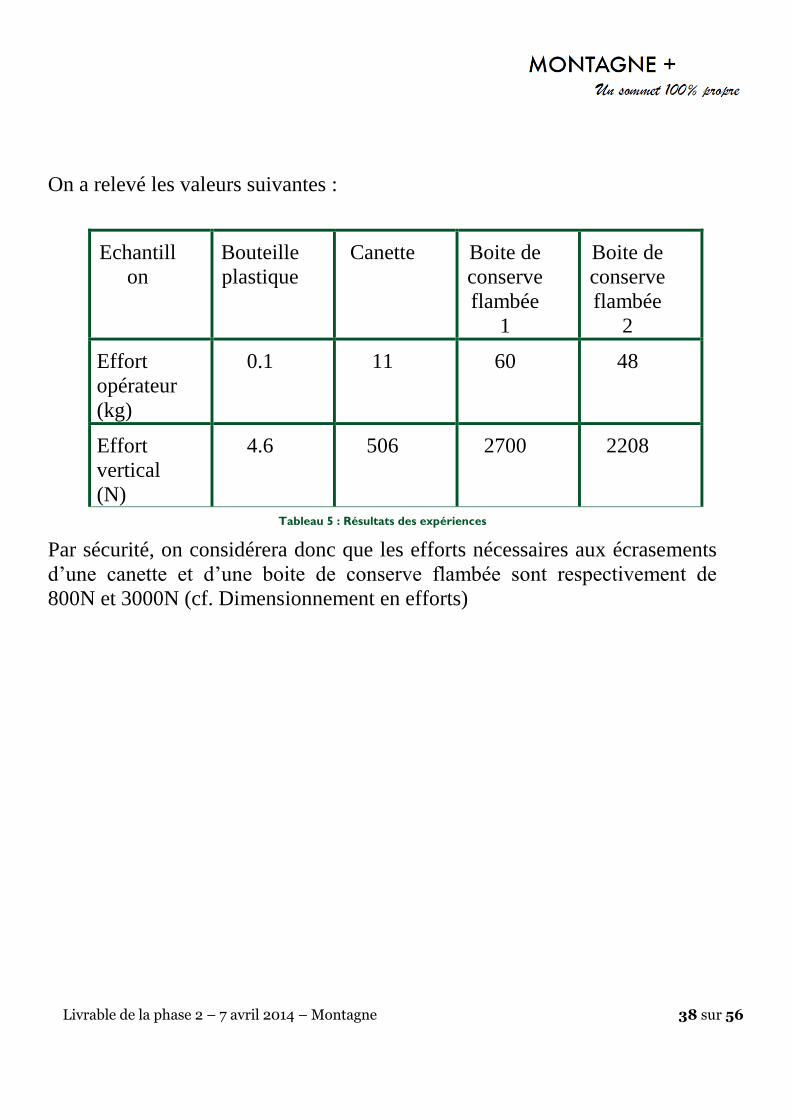
On a relevé les valeurs suivantes :
Echantill
on
Bouteille
plastique
Canette Boite de
conserve
flambée
1
Boite de
conserve
flambée
2
Effort
opérateur
(kg)
0.1 11 60 48
Effort
vertical
(N)
4.6 506 2700 2208
Tableau 5 : Résultats des expériences
Par sécurité, on considérera donc que les efforts nécessaires aux écrasements
d’une canette et d’une boite de conserve flambée sont respectivement de
800N et 3000N (cf. Dimensionnement en efforts)

Livrable de la phase 2 – 7 avril 2014 – Montagne 39 sur 56
Annexe 2 : Montage des bielles

Livrable de la phase 2 – 7 avril 2014 – Montagne 40 sur 56
Figure 21: Représentation du montage en chape des bielles au niveau de A
Annexe 3.1 : Dimensionnement du bâti

Livrable de la phase 2 – 7 avril 2014 – Montagne 41 sur 56

Livrable de la phase 2 – 7 avril 2014 – Montagne 42 sur 56

Livrable de la phase 2 – 7 avril 2014 – Montagne 43 sur 56
Livrable de la phase 2 – 7 avril 2014 – Montagne 44 sur 56
Annexe 3.2 : Dimensionnement du fond du bâti

Livrable de la phase 2 – 7 avril 2014 – Montagne 45 sur 56
Livrable de la phase 2 – 7 avril 2014 – Montagne 46 sur 56

Livrable de la phase 2 – 7 avril 2014 – Montagne 47 sur 56
Annexe 3.3 : Dimensionnement de la poignée

Livrable de la phase 2 – 7 avril 2014 – Montagne 48 sur 56

Livrable de la phase 2 – 7 avril 2014 – Montagne 49 sur 56
Annexe 4 : Plans et cotations géométriques des pièces

Livrable de la phase 2 – 7 avril 2014 – Montagne 50 sur 56

Livrable de la phase 2 – 7 avril 2014 – Montagne 51 sur 56

Livrable de la phase 2 – 7 avril 2014 – Montagne 52 sur 56

Livrable de la phase 2 – 7 avril 2014 – Montagne 53 sur 56

Livrable de la phase 2 – 7 avril 2014 – Montagne 54 sur 56
Livrable de la phase 2 – 7 avril 2014 – Montagne 55 sur 56

Livrable de la phase 2 – 7 avril 2014 – Montagne 56 sur 56


















