PRODUCT LIFECYCLE MANAGEMENT (PLM) · 2019-02-06 · SAP ECTR – Maximale Zufriedenheit dank...
11
SONDERTEIL PRODUCT LIFECYCLE MANAGEMENT (PLM) Lösungen - Abläufe - Strategie www.it-production.com Bild: © JJAVA/Fotolia.com E-PAPER SONDERTEILE, BRANCHENSPECIALS, THEMENSCHWERPUNKTE
Transcript of PRODUCT LIFECYCLE MANAGEMENT (PLM) · 2019-02-06 · SAP ECTR – Maximale Zufriedenheit dank...
SONDERTEIL
PRODUCT LIFECYCLE MANAGEMENT (PLM)
Lösungen - Abläufe - Strategie
www.it-production.com
Bild: © JJAVA/Fotolia.com
E-PAPERSONDERTEILE, BRANCHENSPECIALS, THEMENSCHWERPUNKTE
Ein digitaler Zwilling ist ein compu-
tergestütztes Modell eines realen
Objektes, an dem sich virtuell Si-
mulationen vornehmen lassen. Prozesse,
Produkte und auch Dienstleistungen
können so künstlich darstellt werden.
Dazu übermitteln Sensoren an einem
realen Objekt ihre Daten an den digitalen
Zwilling, der sie verarbeitet und auswer-
tet. Das Ziel ist es beispielweise, Fehler
vorherzusehen und Probleme zu vermei-
den, bevor sie am realen Objekt auftre-
ten. Weil die Technik voraussetzungvoll
ist, stehen die meisten Unternehmen
noch am Anfang, was den Einsatz voll-
ständiger digitaler Zwillinge angeht. Mo-
mentan sind es eher vereinzelte Anla-
genbereiche, die fernüberwacht werden,
um basierend auf diesem Erkenntnis Pre-
dictive Maintenance anzuwenden, also
vorausschauende Instandhaltung.
Einfacher Einstieg
Meist viel einfacher als ein vollständig di-
gitales Abbild lässt sich ein sogenannter
digitaler Informations-Zwilling erstellen.
Jeder Anlagenbauer, der etwa in seinem
PDM/PLM-System eine Lebenslaufakte
aufgebaut hat, also eine Sammlung aller
Produktinformationen zu seinen Anlagen
über deren Lebenszyklus hinweg, verfügt
gewissermaßen schon über einen solchen
Zwilling. Diese Akte geht von der techni-
schen Struktur aller Elemente der Anlage
aus. An zentraler Stelle sammelt sie die In-
formationen, die für die Produktentste-
hung und das Produktmanagement rele-
vant sind. In der Lebenslaufakte fließen
über den gesamten Lebenszyklus der An-
lage hinweg Produktdaten und Doku-
mente zusammen. Um beispielsweise wie-
derholt auftretende Störungen an einer
Anlage in Bezug auf die Produktqualität
einschätzen zu können, muss dokumen-
tiert sein, wie jede einzelne Maschine beim
Kunden aussieht – beispielsweise welche
Pumpe verbaut wurde oder was bereits
am Motor geändert wurde. Auf Basis digi-
talen Dokumentation können oft bessere
Rückschlüsse aus Störungen gezogen wer-
den. Darüber hinaus können Hersteller auf
diese Weise Dokumentationen automa-
tisch erstellen, ursprüngliche Anforderun-
gen zuordnen oder die Auswirkung von
Änderungsanträgen analysieren.
Einsatz im Mittelstand
Der Plattform-Anbieter Procad hat mit
einer solchen Lebenslaufakte schon eine
Reihe digitaler Informationszwillinge bei
seinen Anwendern implementiert. Die
Striko Westofen Group nutzt das Abbild
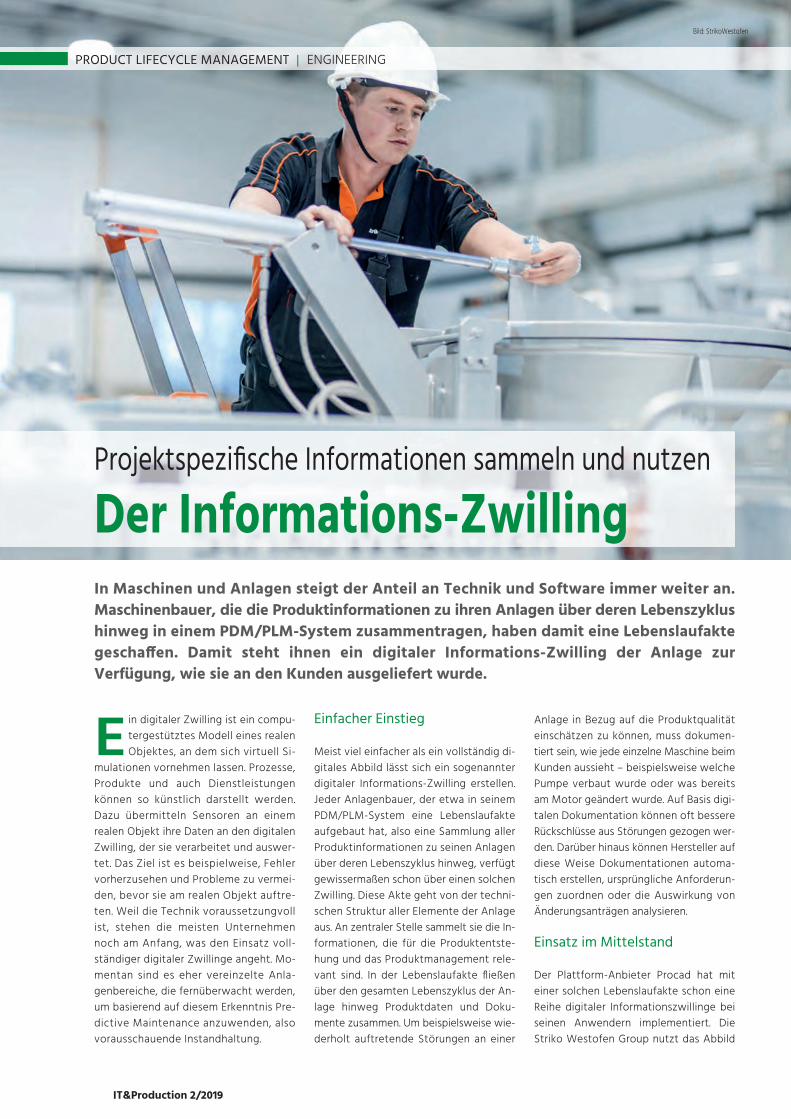
In Maschinen und Anlagen steigt der Anteil an Technik und Software immer weiter an. Maschinenbauer, die die Produktinformationen zu ihren Anlagen über deren Lebenszyklus hinweg in einem PDM/PLM-System zusammentragen, haben damit eine Lebenslaufakte geschaffen. Damit steht ihnen ein digitaler Informations-Zwilling der Anlage zur Ver fügung, wie sie an den Kunden ausgeliefert wurde.
IT&Production 2/2019
Der Informations-ZwillingProjektspezifische Informationen sammeln und nutzen
Bild: StrikoWestofen
PRODUCT LIFECYCLE MANAGEMENT | ENGINEERING

beispielsweise zur Dokumentation der Auf-
tragsabwicklung und um Lieferzeiten zu be-
schleunigen. Das Unternehmen produziert
moderne Ofentechnologie unter Verwen-
dung thermischer Prozesstechnik für die
Leichtmetall-Gussindustrie und liefert ener-
gieeffiziente Lösungen für den Druckguss,
Schwerkraftguss, Sandguss, Niederdruck-
guss und Strangguss. Technische Basis für
den Informationszwilling ist das Digital Pro-
duct Data Backbone der PDM/PLM-Soft-
ware Pro File. Am Anfang eines jeden Auf-
trags steht dabei ein Produktordner, der als
Master für eine konkrete Anlage dient. Für
jedes Produkt bzw. jeden Ofen-Typ haben
die Konstrukteure entsprechend der in den
Inventor-Baugruppen vorgegebenen Struk-
tur einen solchen Ordner im PDM-/PLM-
System angelegt und mit Zeichnungen und
fertigungsbegleitenden Unterlagen gefüllt.
Workflows starten in der Regel mit einem
Auftragseingang. Für Aufträge zuständig
sind die Projektleiter, die mit Einkauf und
Kunden kommunizieren. Jeden neuen Auf-
trag legen sie im ERP-System unter einer
Fabriknummer an, die anschließend an das
PDM-/PLM-System übertragen wird. Mit ihr
werden die Metadaten des Auftrags
(Kunde, Produkttyp und -nummer) übermit-
telt. Die Fabriknummer stellt im PDM/PLM
dann einen Auftragsordner dar. Der Auf-
tragskonstrukteur erhält mit Anlegen des
Auftragsordners die Spezifikation zum Auf-
trag. Zunächst kopiert er die Projektstruktur
aus dem Produktordner und reichert den
Auftragsordner anschließend mit Informa-
tionen an. Im Produktordner sind alle stan-
dardisierten technischen Unterlagen für ein
bestimmtes Produkt verknüpft, etwa Zeich-
nungen, Stücklisten, technische Unterlagen
und Berechnungen. Er dient somit als
Kopie-Vorlage für den Auftragsordner.
Daher müssen die Unterlagen im Produkt-
ordner immer auf dem neuesten Stand sein.
In der Projektstruktur werden Dokumenta-
tionen und Betriebsanleitungen, Elektro-
schaltpläne der E-Konstruktion, Ersatzteil-
kataloge oder Hydraulik- und Pneumatik-
pläne von externen Lieferanten abgelegt
Auftragsordner vom Produktordner getrennt
Im Produktordner sind somit stets die neu-
esten Stände der Zeichnungen dokumen-
tiert. Im Auftragsordner hingegen wird dar-
gestellt, was tatsächlich gebaut wurde.
Fast jeder Kunde hat zum Standardprodukt
Extrawünsche. Diese gilt es dann in Inven-
tor zu konstruieren und mit dem Auftrags-
ordner zu verknüpfen. Ist der Auftrag fertig
zusammengestellt, werden die Zeichnun-
gen an die Fertigung übermittelt. Dies hält
Striko Westofen terminlich in dem soge-
nannten Zeichnungsverzeichnis fest: Einer
Liste, welche die Fertigungsstände eines
Produktes dokumentiert. Über das Zeich-
nungsverzeichnis lässt sich nachweisen,
wann welche Zeichnung in welcher Ver-
sion zum Kunden bzw. an die Fertigung ge-
schickt wurde. Es dient damit der Beweis-
führung des gesamten Prozesses vom Auf-
tragseingang über die Konstruktion bis hin
zur Fertigung. So hat der Fertigungsbetrieb
im PDM-/PLM-System eine ziemlich exakte
Dokumentation dessen, wie jeder Auftrag
abgewickelt wurde – also einen digitalen
Informations-Zwilling. Er hat sich über
einen ersten Aufstellplan und die Verwen-
dung standardisierter Stahlbauelemente
sowie vorgedachter Komponenten im
PLM-System entwickelt. Nur die kunden-
spezifischen Komponenten werden neu er-
dacht. Am Ende ist die Anlage fertig und zu
100 Prozent dokumentiert. Ein stringentes
Vorgehen, das bei StrikoWestofen dafür
sorgt, dass der Hersteller seine schnellen
Lieferzeiten einhalten kann. ■
Der Autor Frank Zscheile
ist freier IT-Journalist.
www.procad.de
| PRODUCT LIFECYCLE MANAGEMENTENGINEERING
SAP ECTR – Maximale Zufriedenheit dank integrierter Produktdaten und intelligenter Prozesse
SAP Engineering Control Center | SAP ECTR und SAP PLM unterstützen Sie dabei, Ihre Produktdaten zu integrieren und eine Single Source of Truth zu schaffen – von der Entwicklung bis zur Instandhaltung.
Das Ergebnis? Maximale Durchgängigkeit, maximale Prozesstransparenz und maximaleZufriedenheit in Ihrem Engineering.
DSC Software AGwww.dscsag.com+49 721 9774-100
- Anzeige -
Bild: Procad GmbH & Co. KG
Abbildung kundenspezifischer Aufträge durch Verbindung von PLM mit CAD und ERP-Systemen.

PRODUCT LIFECYCLE MANAGEMENT |
Die auf der Finite-Elemente-Me-
thode (FEM) basierende Simula-
tion von Umformprozessen ge-
hört für viele Unternehmen aus dem
Bereich der Massivumformung zum Ta-
gesgeschäft. Sie ermöglicht detaillierte
Aussagen über das Umformverhalten
eines Werkstücks sowie über den Um-
formprozess. Dadurch können Produkte
bereits vor dem Produktionsstart gezielt
optimiert werden, was kostenintensive
Versuchsschmiedungen minimiert. Ob-
wohl die vorhandenen Simulationswerk-
zeuge ebenso wie die dafür notwendige
Hardware bereits weit entwickelt sind,
ist die Produkt- und Prozessentwicklung
noch immer durch die Trennung von Ge-
staltung und Berechnung gekennzeich-
net. Diese Trennung wird durch noch
immer lange Rechenzeiten, die man-
gelnde Integration in CAD-Systeme oder
die komplexe Bedienung der FEM-Soft-
ware verursacht. Mittels einer Prognose-
methode kann jedoch innerhalb weniger
Sekunden die simulierte Umformkraft
und die Formfüllung eine Werkstücks
vorhersagt werden. Die Vision ist es, un-
abhängig von der Geometrie, wesentli-
che Informationen, die Einfluss auf das
Umformergebnis besitzen, per Software
bei der Auslegung eines Prozesses zu er-
halten. Die Untersuchungen sind Teil des
von der Deutschen Forschungsgemein-
schaft (DFG) geförderten Projektes ‘KI-
basierte Prognose der Ergebnisse von
Massivumformsimulationen (Kimulation)’.
Flansch als Beispielgeometrie
Als Beispielgeometrie wird ein aus zwei
Zylinderabschnitten bestehender Flansch
ohne Radien gewählt, der gratlos aus
einem zylindrischen Rohteil umgeformt
wird. Der Parameterraum der beiden Geo-
metrien lässt sich daher mit Durchmesser
und Höhen vollständig beschreiben und
orientiert sich hinsichtlich der Werte an
industriell eingesetzten Flanschgrößen.
Der größere Durchmesser (Da) wird zum
Anlernen eines Algorithmus von 50mm
bis 500mm variiert; der kleinere Durch-
messer (Di) von 25mm bis 250mm. Die
beiden Höhen Ha und Hi werden jeweils
von 5mm bis 50mm variiert. Als Prozess-
parameter wird die Umformtemperatur,
Die Umformung von Werkstücken kann durch lange Rechenzeiten oder die mangelnde In-tegration in CAD-Systeme zeitaufwändig sein. Mittels einer Prognosemethode können Um-formkraft und Formfülle eines Werkstücks jedoch in wenigen Sekunden simuliert werden.
SIMULATION
IT&Production 2/2019
Umformkraft und Formfüllung simulieren
���������
��������� � �����Bild: Institut für Integrierte Produktion Hannover gemeinnützige GmbH
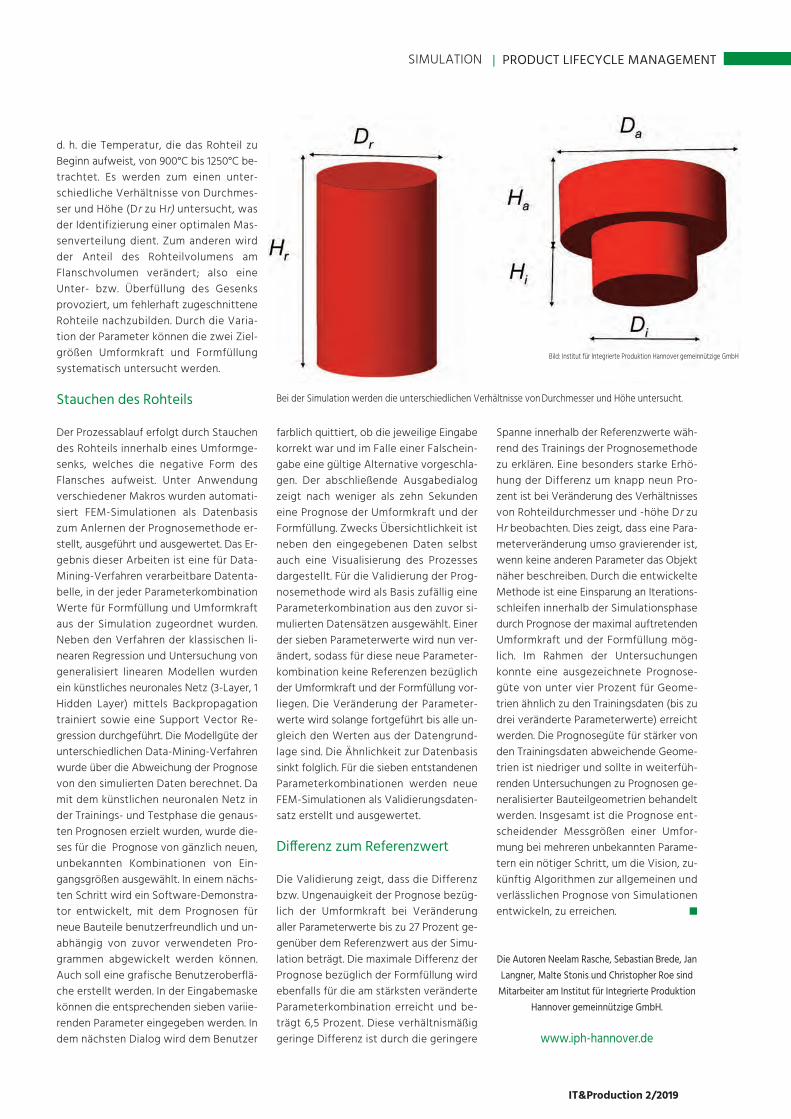
Bei der Simulation werden die unterschiedlichen Verhältnisse von Durchmesser und Höhe untersucht.
Bild: Institut für Integrierte Produktion Hannover gemeinnützige GmbH
d. h. die Temperatur, die das Rohteil zu
Beginn aufweist, von 900°C bis 1250°C be-
trachtet. Es werden zum einen unter-
schiedliche Verhältnisse von Durchmes-
ser und Höhe (Dr zu Hr) untersucht, was
der Identifizierung einer optimalen Mas-
senverteilung dient. Zum anderen wird
der Anteil des Rohteilvolumens am
Flanschvolumen verändert; also eine
Unter- bzw. Überfüllung des Gesenks
provoziert, um fehlerhaft zugeschnittene
Rohteile nachzubilden. Durch die Varia-
tion der Parameter können die zwei Ziel-
größen Umformkraft und Formfüllung
systematisch untersucht werden.
Stauchen des Rohteils
Der Prozessablauf erfolgt durch Stauchen
des Rohteils innerhalb eines Umformge-
senks, welches die negative Form des
Flansches aufweist. Unter Anwendung
verschiedener Makros wurden automati-
siert FEM-Simulationen als Datenbasis
zum Anlernen der Prognosemethode er-
stellt, ausgeführt und ausgewertet. Das Er-
gebnis dieser Arbeiten ist eine für Data-
Mining-Verfahren verarbeitbare Datenta-
belle, in der jeder Parameterkombination
Werte für Formfüllung und Umformkraft
aus der Simulation zugeordnet wurden.
Neben den Verfahren der klassischen li-
nearen Regression und Untersuchung von
generalisiert linearen Modellen wurden
ein künstliches neuronales Netz (3-Layer, 1
Hidden Layer) mittels Backpropagation
trainiert sowie eine Support Vector Re-
gression durchgeführt. Die Modellgüte der
unterschiedlichen Data-Mining-Verfahren
wurde über die Abweichung der Prognose
von den simulierten Daten berechnet. Da
mit dem künstlichen neuronalen Netz in
der Trainings- und Testphase die genaus-
ten Prognosen erzielt wurden, wurde die-
ses für die Prognose von gänzlich neuen,
unbekannten Kombinationen von Ein-
gangsgrößen ausgewählt. In einem nächs-
ten Schritt wird ein Software-Demonstra-
tor entwickelt, mit dem Prognosen für
neue Bauteile benutzerfreundlich und un-
abhängig von zuvor verwendeten Pro-
grammen abgewickelt werden können.
Auch soll eine grafische Benutzeroberflä-
che erstellt werden. In der Eingabemaske
können die entsprechenden sieben variie-
renden Parameter eingegeben werden. In
dem nächsten Dialog wird dem Benutzer
farblich quittiert, ob die jeweilige Eingabe
korrekt war und im Falle einer Falschein-
gabe eine gültige Alternative vorgeschla-
gen. Der abschließende Ausgabedialog
zeigt nach weniger als zehn Sekunden
eine Prognose der Umformkraft und der
Formfüllung. Zwecks Übersichtlichkeit ist
neben den eingegebenen Daten selbst
auch eine Visualisierung des Prozesses
dargestellt. Für die Validierung der Prog-
nosemethode wird als Basis zufällig eine
Parameterkombination aus den zuvor si-
mulierten Datensätzen ausgewählt. Einer
der sieben Parameterwerte wird nun ver-
ändert, sodass für diese neue Parameter-
kombination keine Referenzen bezüglich
der Umformkraft und der Formfüllung vor-
liegen. Die Veränderung der Parameter-
werte wird solange fortgeführt bis alle un-
gleich den Werten aus der Datengrund-
lage sind. Die Ähnlichkeit zur Datenbasis
sinkt folglich. Für die sieben entstandenen
Parameterkombinationen werden neue
FEM-Simulationen als Validierungsdaten-
satz erstellt und ausgewertet.
Differenz zum Referenzwert
Die Validierung zeigt, dass die Differenz
bzw. Ungenauigkeit der Prognose bezüg-
lich der Umformkraft bei Veränderung
aller Parameterwerte bis zu 27 Prozent ge-
genüber dem Referenzwert aus der Simu-
lation beträgt. Die maximale Differenz der
Prognose bezüglich der Formfüllung wird
ebenfalls für die am stärksten veränderte
Parameterkombination erreicht und be-
trägt 6,5 Prozent. Diese verhältnismäßig
geringe Differenz ist durch die geringere
Spanne innerhalb der Referenzwerte wäh-
rend des Trainings der Prognosemethode
zu erklären. Eine besonders starke Erhö-
hung der Differenz um knapp neun Pro-
zent ist bei Veränderung des Verhältnisses
von Rohteildurchmesser und -höhe Dr zu
Hr beobachten. Dies zeigt, dass eine Para-
meterveränderung umso gravierender ist,
wenn keine anderen Parameter das Objekt
näher beschreiben. Durch die entwickelte
Methode ist eine Einsparung an Iterations-
schleifen innerhalb der Simulationsphase
durch Prognose der maximal auftretenden
Umformkraft und der Formfüllung mög-
lich. Im Rahmen der Untersuchungen
konnte eine ausgezeichnete Prognose-
güte von unter vier Prozent für Geome-
trien ähnlich zu den Trainingsdaten (bis zu
drei veränderte Parameterwerte) erreicht
werden. Die Prognosegüte für stärker von
den Trainingsdaten abweichende Geome-
trien ist niedriger und sollte in weiterfüh-
renden Untersuchungen zu Prognosen ge-
neralisierter Bauteilgeometrien behandelt
werden. Insgesamt ist die Prognose ent-
scheidender Messgrößen einer Umfor-
mung bei mehreren unbekannten Parame-
tern ein nötiger Schritt, um die Vision, zu-
künftig Algorithmen zur allgemeinen und
verlässlichen Prognose von Simulationen
entwickeln, zu erreichen. ■
Die Autoren Neelam Rasche, Sebastian Brede, Jan
Langner, Malte Stonis und Christopher Roe sind
Mitarbeiter am Institut für Integrierte Produktion
Hannover gemeinnützige GmbH.
www.iph-hannover.de
IT&Production 2/2019
| PRODUCT LIFECYCLE MANAGEMENTSIMULATION

PRODUCT LIFECYCLE MANAGEMENT |
sierter Teilefinder, eine Price-Engine und
ein Obsoleszenz-Management. Das Add-
on ist über einen Webservice mit den Pro-
duktdatenbanken verschiedener Distribu-
toren und mit externen Technologieporta-
len wie Octopart, Optional IHS und Silicon
Expert verbunden, sowie mit E-CAD-Sys-
temen über Schnittstellen verknüpfbar.
ERP und PDM verbunden
Nach der Integration des Add-ons stehen
Anwender unter anderem folgende Funk-
tionen zur Verfügung: Datenaufbereitung
sowie Verwaltung von Stücklisten und
Bauteilen, eine Verfügbarkeitsprüfung, Tei-
leverwendungsnachweise, die Preisfindung
für Elektronikteile sowie Unterstützung bei
ihrer Zuteilung. Nach der Integration wer-
den Elektronikbauteile nicht mehr im ERP-
System verwaltet, neue Artikelnummern
usw. sind nicht mehr erforderlich, da sie
im Add-on verwaltet werden. Es sind le-
diglich die Elektronikbaugruppen im Ge-
schäftssystem anzulegen. Komplette Elek-
tronikbaugruppen lassen sich nun eben-
falls über den ERP-Einkauf bei Zulieferern
bestellen. Lieferantenvereinbarungen
können auf Basis von Mengenbündelun-
gen und Teileverwendungsnachweisen im
Add-on vereinbart werden.
Inbetriebnahme des Systems
Die Installation des Add-ons ist nach Her-
stellerangaben recht einfach. ERP- Lösung
und Erweiterung bleiben eigenständig, der
Mecanical-Bereich bleibt unangetastet.
Der Daten werden über Interfaces oder
auf Excel-Basis ausgetauscht. ■
Die Autoren sind Helmut Krautwurm,
Geschäftsführer der Bay-Soft GmbH und
Dr. Bodo Dahl, Vertriebspartner Bay-Soft GmbH.
www.bay-soft.de
MECHATRONIC-ENGINEERING
IT&Production 2/2019
Per Add-on fit für die Mechatronic
ERP-Erweiterungen
Der steigende Anteil an Elektro-
nik in ihren Erzeugnissen ver-
langt von Maschinenbauern, die
Entwicklung und Herstellung mechatro-
nischer Systeme näher an ihr Kernge-
schäft zu rücken. Doch während die Elek-
tronikentwicklung für Soft- und Hard-
ware noch oft inhouse betrieben wird,
kommen für die Fertigung meist externe
EMS-Firmen zum Zug, da der Aufbau
einer Elektronikproduktion mit hohen In-
vestitionen verbunden ist. Der Markt bie-
tet hierzu ein professionelles Angebot
mit günstigen Kostenstrukturen.
Prozesse ins System bringen
Für die Maschinenbaufirmen bedeutet die
Verschiebung des Produktportfolios in
Richtung mechatronische Systeme orga-
nisatorische und prozesstechnische Ver-
änderungen. Es müssen neue Anforderun-
gen bezüglich Teilesuche und Teilefin-
dung, Stücklistenverwaltung, Bedarfser-
mittlung, Kalkulation der Baugruppen im
System beachtet werden. Um diese Pro-
zess sauber abzuwickeln, lässt sich das im
Mechanical-Bereich eingesetzte ERP-Sys-
tem per Add-on um spezifische Funktio-
nen für den Elektronikbereich erweitern.
Add-on mit Preissuchmaschine
Die Erweiterung Bay-2 PDM Best Price der
Bay-Soft GmbH ist für diese Aufgabe ge-
dacht. Das speziell für die Elektronikbran-
che entwickelte PDM-System bringt eine
Preissuchfunktion für die Entwicklung und
Kalkulation von Elektronikprodukten mit.
Das Programm lässt sich an existierende
ERP-Systeme im Mechanical-Bereich an-
binden, um den Prozess der Entwicklung
von Elektronikprodukten-baugruppen und
-steuerungen abzubilden. Bay-2 PDM Best
Price steuert die E-Artikel- und Stücklis-
tenverwaltung über die Bedarfsermittlung
und Kalkulation bis hin zur Vorbereitung
der Bestellung der Elektronikbaugruppen
mit Best-Price- und Verfügbarkeitsprüfung
der elektronischen Bauteile. Dahinter ste-
hen unter anderem eine Technologieda-
tenbank, eine Preisdatenbank, ein webba-
Bild
: Bay
-Sof
t Gm
bH
Die Elektronik wird mehr und mehr zum Key-Selling-Point für den Maschinenbau. Um die entsprechenden Abläufe sauber digital abbilden zu können, lässt sich das ERP- System etwa per Add-on erweitern.

IT&Production 2/2019
| PRODUCT LIFECYCLE MANAGEMENTARAS
Vorteile der Product Innovation Plattform Eine Product Innovation Plattform auf Basis eines modernen PLM
Systems ermöglicht die Zusammenarbeit verschiedenster Teams
über alle Funktionen und Disziplinen hinweg. Durch die über-
gelagerte Plattform wird garantiert dass alle involvierten Mit-
arbeiter auf Basis der gleichen Anforderungs- und Systemmodelle
arbeiten, die Daten auch bei kritischen Übergabepunkten
(z.B. Entwicklung und Manufacturing) konsistent bleiben und alles
jederzeit bis ins letzte Detail im System zurückverfolgt werden
kann. Somit kann in einem System der gesamte Lifecycle eines
Produktes von Anforderungs- und Systemmodellierung, über
Qualität, Herstellungsplanung bis hin zu Service Dokumentation
abgebildet werden – an diesem Punkt sind Legacy-Systeme in
den letzten Jahren immer wieder gescheitert.
Open, Flexible, Scalable, Upgradable - Aras Im Kern der Product Innovation Plattform von Aras steckt eine
modellbasierte Technologie und eine service-orientierte Archi-
tektur. Diese erlaubt es Unternehmen eigene Apps, Prozesse und
Workflows zu entwickeln oder bereits bestehende Applikationen
individuell anzupassen. Der Business-Vorteil ist klar: Lösungen und
Geschäftsmodelle lassen sich über einen browserbasierten Client
einfach kombinieren, verändern und verbessern – direkt im
laufenden System. So entsteht deutlich weniger Aufwand, wenn
Änderungen oder Anpassungen fällig werden. Die Konfiguration
dauert nur noch einige Tage oder Wochen und damit keine
Monate mehr. Außerdem kann sie im laufenden Betrieb des
Systems durchgeführt werden, ohne dass das gesamte Geschäft
zum Erliegen kommt.
Im Fall eines Upgrades bleiben die angepassten Applikationen
und Anpassungen gänzlich unberührt – die Gefahr großer &
teurer Upgrade-Projekte existiert bei Aras nicht. Aras bietet
Subscribern sogar einen Upgrade-Service und übernimmt das
Upgrade komplett ohne Zusatzkosten für den Kunden.
Unternehmen profitieren Besonders Unternehmen die bereits Legacy-Systeme im Einsatz
haben, profitieren von dieser Lösung. Die alten Systeme werden
von der Aras-Plattform überlagert und so in einem einzigen
System zusammengefasst. So werden nicht nur Kosten deutlich
gesenkt, sondern auch gleichzeitig Migrationsrisiken reduziert.
Die bestehenden Altsysteme können dann je nach Anforderung
und Notwendigkeit nach und nach abgelöst werden.
Bereits heute beschleunigen mehr als 3.500 Organisationen ihre
Produktentwicklung mit Aras. Zu den Kunden zählen beispiels-
weise Schaeffler, Airbus, GE, Honda, Kawasaki, Motorola, u.a.
Produktkomplexität, digitale Transformation und Innovationszwang
Product Innovation Plattform von Aras
Kontakt Aras Gröbenzell / München Tel.: +49 8142 44 126-0 [email protected] www.aras.com
Bild
: Ara
s Sof
twar
e G
mbH
In Zeiten in denen Hersteller sich mit immer komplexeren Produkte konfrontiert sehen und Produktteams sich mit den Anforderungen des heutigen industriellen Internets der Dinge auseinandersetzen müssen, erfüllen traditionelle PLM Systeme oft die Anforderungen nicht mehr. Für Unternehmen gilt es ihre Produktlebenszyklen auf der Grundlage von Platt- formen zu verwalten, die den Betrieb rationalisieren, die Kosten von Geschäftsabläufen reduzieren und die Integration von Daten und Prozessen im gesamten Unternehmen und über den gesamten Lebenszyklus hinweg vereinfachen.
Bild
: Ara
s Sof
twar
e G
mbH
- Anzeige -
PRODUCT LIFECYCLE MANAGEMENT |
Dass es an der Zeit ist, Prozesse ef-
fizienter zu gestalten, ist vielen
Unternehmen bereits bewusst. Es
fällt ihnen jedoch sehr schwer, sich von
etablierten Abläufen zu trennen. Einer-
seits wollen sich Mitarbeiter nur ungern
auf Neues einstellen. Andererseits fehlen
den Unternehmen das Handwerkszeug
und Wissen, wo sie anfangen sollen. Den
Ausgangspunkt einer Servicedigitalisie-
rung bildet die Einführung einer Service-
managementlösung. Damit lassen sich
Serviceaufträge verwalten, Rechnungen
stellen und effizient Servicestunden ab-
rechnen. Für den Außendienst dokumen-
tieren diese Lösungen konsistent die von
Mitarbeitern erbrachten Leistungen. In
Verbindung mit einer Außendienst-App
können sie vollkommen autark arbeiten.
Alle Informationen im Blick
Viele Unternehmen verwalten ihre Service-
aufträge noch sehr aufwendig: Mitarbeiter
tragen Aufträge oder servicerelevante
Daten manuell in Excel-Tabellen oder Word-
Dokumenten ein. Dabei müssen sie oft zwi-
schen verschiedenen Anwendungen wech-
seln. Ein hoher Aufwand, der zu unzufriede-
nen Kunden führen kann. Schlimmstenfalls
schaut sich ein solcher Kunde einfach wo-
anders um. Bei einer Servicemanagement-
lösung sind alle relevanten Informationen
zentral – etwa in einer SQL-Datenbank –
abgelegt und lassen sich bedarfsgerecht
verwalten. Zudem wird sichtbar, an welcher
Stelle ein Auftrag ins Stocken gerät, damit
Unternehmen einschreiten können. Die
Zeitspanne zwischen Auftragsannahme und
dem Einsatz eines Technikers vor Ort lässt
sich so reduzieren. Eine der größten Heraus-
forderungen für Unternehmen besteht
darin, ihren Servicebereich adäquat zu fak-
turieren. Die in einem Servicemanagement-
Tool enthaltenen Daten zeigen an, welche
Reparaturaufträge ein Unternehmen aus
Kulanz oder im Rahmen der Garantie über-
nommen hat. Doch nicht nur die Fakturie-
rung ist wichtig, sondern auch die Einsatz-
planung der Außendiensttechniker. Auf
Basis der Daten einer Servicemanagement-
lösung lässt sich schon vor dem Einsatz ab-
schätzen, wie lange der Anfahrtsweg dau-
ert. Vorab können Unternehmen auf Basis
der Daten ungefähr einen groben Aufwand
für die Reparatur oder die Wartung prog-
nostizieren. So ist es möglich, die Route
eines Mitarbeiters exakt festzulegen. Des
Weiteren können Unternehmen auf eine
grafische Einsatzplanung und -disposition
zurückgreifen. So können beispielsweise
durch eine Kalenderfunktion Termine be-
darfsgerecht vergeben werden.
Vorteile für den Techniker
Ein Servicetool kann auch für die Arbeit des
Technikers selbst Vorteile bringen. Es
kommt vor, dass Kunden im Anschluss an
eine Wartung oder Reparatur selbst Hand
an das Gerät legen. Damit ist jedoch die
durch den Techniker erbrachte Leistung
nicht mehr nachvollziehbar, was bei der Ab-
rechnung zu Schwierigkeiten führen kann.
Wenn die Anwendung dies unterstützt,
können Techniker vor Ort ein Foto machen
und es zusammen mit dem Serviceauftrag
digital unterzeichnen lassen. Damit ist der
Ist-Zustand dokumentierbar.
Auf Bedienbarkeit achten
Damit die Digitalisierung des Servicebe-
reichs gelingt, sollten Unternehmen ihre Lö-
sung sorgfältig auswählen. Das Tool sollte
sich möglichst intuitiv bedienen lassen. An-
wendern fällt der Einstieg leichter, wenn sie
eine ähnliche Navigation bereits aus ande-
ren Systemen kennen. Bei der Wahl des IT-
Dienstleisters sollten Fertigungsbetriebe da-
rauf achten, dass er die Lösung individuell
an die Bedürfnisse im Haus anpassen kann.
Nutzenerwartungen
Neben reduzierten Kosten und besserer Ein-
satzplanung, können sich Unternehmen
durch eine bessere Serviceorganisation
einen besseren Ruf bei den Kunden auf-
bauen. Oberstes Ziel sollte es daher sein,
serviceorientiert zu agieren sowie die Wün-
sche und Bedürfnisse der Kunden zu beach-
ten. Stellen Unternehmen eine umfassende
After-Sales-Betreuung sicher, führt dies
nicht nur zu einer hohen Kundenzufrieden-
heit, sondern auch zu mehr Umsatz, da zu-
friedene Kunden eher dazu bereit sind, sich
beim nächsten Mal wieder für das Unter-
nehmen zu entscheiden. ■
Der Autor Lorenz Rohrmann ist
Geschäftsführer der Peak Networks GmbH.
www.peak-networks.de
Kunden können sich heute unabhängig von Zeit und Ort umfassend über Produkte, Unternehmen und Marken informieren. Da sich Produkte und Preise oft nur in Details unterscheiden, sind andere Aspekte für eine Kaufent-scheidung relevant. Dabei kann insbesondere der Service den Unterschied machen.
AFTER SALES
IT&Production 2/2019
Kundenzufriedenheit durch Software verbessern
Managementlösungen für den Service

- Anzeige - ORCON GmbH | PRODUCT LIFECYCLE MANAGEMENT
IT&Production 2/2019
Wir haben die Lösung für Ihr individuelles ProduktDatenManagement.
ORCONist ein unabhängiges und eigenständiges Unternehmen, mit
einer eigenen Entwicklung in Deutschland. Im Laufe der Jahre
ist eine extrem praxistaugliche und leistungsfähige Software
entstanden – Phoenix/PDM. Abteilungen wie die Konstruktion,
Einkauf, Vertrieb, Arbeitsvorbereitung, Fertigung sowie
externe Partner profitieren von der ganzheitlichen ORCON-
Lösung. Die erhebliche Zeitersparnis durch vielfältige
Suchmöglichkeiten und bewährte Automatismen machen
Phoenix/PDM so leistungsfähig.
Phoenix/PDMvereint das gesamte Wissen und die geballte Erfahrung aus über
25 Jahren Projektarbeit. Ausgerichtet auf die CAD-Programme
von PTC, Autodesk und SolidWorks bietet es leistungsstarke
Schnittstellen und eine einfach zu bedienende Benutzerober -
fläche. Die Entwicklung und der Support von Phoenix/PDM
mit sämtlichen Schnittstellen wird durch ORCON durchgeführt.
Seit 2017 bietet Phoenix/PDM die Schnittstelle zu PTC CREO
Parametric an. Der Umstieg von PTC CREO Elements/Direct
Modeling zu PTC CREO Parametric wird von ORCON durch ein
eigens dafür entwickeltes Migrationsprogramm wesentlich
vereinfacht – wir informieren Sie gerne.
Schnittstellensind zu verschiedenen führenden PPS/ERP-Systemen realisiert.
Projektbegleitende E-Mails und Microsoft Office-Dokumente
lassen sich natürlich ebenfalls einbinden.
Visualisierunghat in Phoenix/PDM eine herausragende Bedeutung. Auch
Anwender ohne CAD-Software können in Phoenix/PDM
3D-Modelle und Zeichnungen angezeigt bekommen – ohne in
andere Programme wechseln zu müssen. Suchergebnisse,
Stücklisten und Änderungen werden grafisch unterstützt.
Sie wollen möglichst wenig Zeit in Prozess- und Datenmodell-
Definitionen investieren?
Profitieren Sie von unserem Phoenix/PDM Best-Practice.
Die Essenz von über 25 Jahren Erfahrung in der kundennahen
Realisierung von PDM-Projekten. Dies ist nur ein erster Überblick
über die wesentlichen Funktionen von Phoenix/PDM. Doch nichts
geht über ein persönliches Gespräch. Gerne bringen wir unsere
gesamte Erfahrung ein, wenn es darum geht, Ihre Daten optimal zu
nutzen – sprechen Sie uns an!
Sie planen die Abläufe in Ihrem Unternehmen mit einer effizienten PDM/PLM-Lösung zu optimieren? ORCON
ist seit über 25 Jahren in diesem Marktsegment tätig und bietet Ihnen einen enormen Erfahrungsschatz.
Die konsequente Nutzung einmal erstellter Modelle, Zeichnungen und Daten von Produkten bringt die
gewünschte Effektivitätssteigerung. Das setzt ein tiefes Verständnis des Softwareherstellers für die Prozesse
beim Kunden voraus. Genau darin liegt die Stärke von ORCON – Nähe zum Kunden, nachhaltige Partner-
schaft und effizienter Support.
Kontakt
ORCON GmbH Bahnhofstraße 26 72138 Kirchentellinsfurt Tel.: +49 7121 51492-0 [email protected] • www.orcon.de
Wir machen Unternehmen produktiver.
Bild
: ORC
ON
Gm
bHBi
ld: O
RCO
N G
mbH

Die Grundlage für alle Prozesse, bei
denen Systems Engineering Anwen-
dung findet, ist der Standard
ISO/IEC/IEEE 15288:2015, der den Lebenszy-
klus aller Abläufe in von Menschen erschaf-
fenen Systemen beschreibt. Dazu zählen
Hardware, Software, Dienstleistungen oder
Datensätze sowie auch Mitarbeiter und Ge-
schäftspartner. „Die Norm beinhaltet zahlrei-
che untergeordnete Prozesse, die jedoch
nicht immer gleichermaßen in allen Projekten
angewendet werden“, sagt Georg Hünne-
meyer, Systems Engineer und Geschäftsfüh-
rer der Hünnemeyer Consulting GmbH. „Aus-
Normen und Standards bilden einen wichtigen Bestandteil der Entwicklung und Produktion, beispielsweise in den Bereichen Qualität oder Sicherheit. Die Regeln sollen dabei weitest -gehend reibungslose Abläufe ermöglichen. Sollen mit Systems Engineering Prozesse optimiert werden, kommt man um die Einführung einiger Standards quasi nicht herum.
SYSTEMS ENGINEERING
Standards schaffen Rahmen für Innovation
Entwicklung komplexer Systeme
www.automatisierungstreff.com/workshops
Begrüßung + Einführung MES: Trends in der produktionsnahen ITFraunhofer IOSB l Dr.-Ing. Olaf Sauer
OPC UA basierende, bidirektionale, IIoT- fähige Open Source Schnittstelle DES4MES1. Vorstand MES D.A.CH Verband e.V. l Angelo Bindi
MES braucht einen Bebauungsplan / Teil 1HIR GmbH l Dr.-Ing. Harald Hoff
Digitale Transformation mit MESCreative IT l Philippe Rinaudo / Clémence Franchet
End-User machen Druck: Ohne OPC UA kein BusinessOPC Foundation l Stefan Hoppe
KI Lösungen auf allen Ebenen von der Produktion bis in die CloudMitsubishi Electric Europe B.V. l Thomas Lantermann
IoT – Intelligente OPDENHOFF Technologie, der Weg zur transparenten WertschöpfungsketteOpdenhoff Technologie GmbH l Jürgen Opdenhoff
Erfolgsfaktoren für ein MESSIM-ERP GmbH l Ernst-August Stehr
INDUSTRIE 4.0 – die neue Basis für
MDE und BDE SystemeVIDEC Data Engineering GmbH l Achim Mehrmann
Moderation: Ronald Heinze, VDE Verlag GmbH
Die Agenda + detaillierte Informationen sowie die Teilnahmebedingungen finden Sie unter: www.automatisierungstreff.com/mes1
ANWENDER-WORKSHOP19.02.2019 • 10:00 – 17:00 Uhr
MES als Dreh- und Angelpunkt für Industrie 4.0 – Marktübersicht und Branchenbeispiele
MES in der Praxis
Bild
: ©G
orod
enko
ff /
Foto
lia.co
m

gewählte Vorgänge lassen sich bei der
Umsetzung und Verwaltung der Lebens-
zyklusphasen einsetzen.“ Die auf techni-
sche Aspekte fokussierte Norm schließt
eine Vielzahl von Teilprozessen ein, dazu
gehören Projektabläufe, die das Risiko-
management umfassen, technische oder
auch operative Prozesse wie die Instand-
haltung. Mithilfe von ISO15288 können
Unternehmen Ziele festlegen sowie Be-
wertungen und Verbesserungen vorneh-
men. Oftmals werden die Stakeholder
eingebunden, um eine hohe Kundenzu-
friedenheit zu erreichen. Ähnliche bzw.
verwandte Standards sind ISO29110,
ANSI/EIA 632 oder ISO12207.
Legitimation gegenüber Kunden
ISO9000ff. beinhaltet alle Normen zum
Qualitätsmanagement und legt sämtliche
Anforderungen an ein Unternehmen
oder eine Organisation diesbezüglich
fest. „Mithilfe dieses Standards können
Betriebe nicht nur den Maßstab für in-
terne Prozesse vorgeben, sondern sich
auch gegenüber Kunden, Lieferanten
oder anderen Geschäftspartnern legiti-
mieren“, sagt Hünnemeyer. Sieben
Grundsätze stellen die Basis der Normen
zum Qualitätsmanagement dar: Kunden-
orientierung, Verantwortlichkeit der Füh-
rung, die Einbeziehung aller beteiligten
Personen, einen prozess- sowie einen
systemorientierten Ansatz, ständige Ver-
besserung, sachbezogene Entschei-
dungsfindung und eine positive, wech-
selseitige Beziehung zu Lieferanten. Für
die Entwicklung komplexer Systeme sind
diese Anforderungen unabdingbar.
Sicherheitsaspekt im Blick behalten
Zudem darf der Sicherheitsaspekt nicht
aus den Augen gelassen werden. Im Be-
reich der elektrischen und elektroni-
schen Systeme beschäftigt sich die
Norm IEC61508 mit den sicherheitskriti-
schen Funktionen. „Der Standard lässt
sich je nach Branche individuell anpas-
sen. Übergeordnetes Ziel der Norm stellt
der Schutz von Anwendern und Umwelt
durch Risikominimierung dar“, so Hünne-
meyer. Jegliche Gefahren sollen aus dem
Entwicklungs- sowie Produktionsprozess
verbannt werden, dabei lässt sich durch
eine exakte Dokumentation aller Ab-
läufe jeder Schritt nachverfolgen. Eine
ständige Einbindung technischer Fort-
schritte ist zwingend notwendig, um die
Prozesse effizient zu halten. Besonders
häufig findet sich IEC61508 in sicher-
heitskritischen Branchen wie der Öl- und
Gasindustrie oder bei Nuklearanlagen
sowie im Maschinenbau.
Von Fall zu Fall unterschiedlich
Unternehmer, die interne und externe
Prozesse optimieren und dabei Systems
Engineering einsetzen möchten, sind da-
rauf angewiesen, bestimmte Normen
einzuführen. Dazu kommen neben den
genannten viele weitere infrage. Dabei
müssen die Verantwortlichen von Fall zu
Fall entscheiden, welche Standards not-
wendig sind. Im Zusammenhang mit Sys-
tems Engineering kann sich etwa auch
der Einsatz von ISO21500 – Leitfaden
zum Projektmanagement – lohnen. „Alles
in allem gilt es einen ganzheitlichen An-
satz zu schaffen und statt übereilter
Handlungen zunächst alle Prozesse in
den Fokus zu nehmen.“ ■
Der Autor Georg Hünnemeyer ist
Geschäftsführer der
Hünnemeyer Consulting GmbH.
www.huennemeyer.eu
| PRODUCT LIFECYCLE MANAGEMENTSYSTEMS ENGINEERING
IT&Production 2/2019
Bild
: ©D
elux
/ Fo
tolia
.com