Polycopie2009 (2).pdf
56
UNIVERSITE MOULAY ISMAÏL ECOLE NATIONALE SUPERIEURE D'ARTS ET METIERS MEKNES Cours de Corrosion et Rupture 3 ème ANNEE KABIRI MOULAY RACHID
-
Upload
fatimazahraeenasseri -
Category
Documents
-
view
110 -
download
19
Transcript of Polycopie2009 (2).pdf

UNIVERSITE MOULAY ISMAÏL ECOLE NATIONALE SUPERIEURE D'ARTS ET METIERS
MEKNES
Cours de Corrosion et Rupture
3ème ANNEE
KABIRI MOULAY RACHID

PROGRAMME
1. Corrosion humide
2. Corrosion sèche
3. Mécanique linéaire de la rupture
4. Fatigue des matériaux : Fissuration et mécanismes
5. Fluage des métaux : Mécanique et mécanismes
QUELQUES REFERENCES
1. F. Dabosi, G. Beranger, B. Baroux, « Corrosion localisée », les éditions de physiques, 1994.
2. D. Landollt, « Corrosion et chimie de surfaces », traité des matériaux, volume 12, Presse polytechniques et universitaires Romandes.
3. B. Barthélémy, « Notions pratiques de mécanique de la rupture » Editions Eyrolles, 1980.
4. « La fatigue des matériaux et des structures », Editions Hermes, 1978

Co
Dégradpotenti
Résumcorrosielle estdepuis organisimputa La corélectrose dissElle rél’envirointervedes car On dis(uniforpiqûre,par froqui sotypes : localisédistingudu miconcernconnaîtremèded’un mdiagnoinvestigtâtonne
Cha
orrosion maté
dation, électriel, cinétique, p
mé : La dégradaion est connuet devenue enc
qu’un certainsmes ont chifable.
rrosion humidchimique par sout en abansulte de l’interonnement, lenant suivant uractéristiques p
stingue diversrme, galvaniq, intergranulairottement, sousont regroupée
corrosion géée. Ces différuent suivant l’ilieu ou les nés. Ces paramtre pour pes à la corrosiométal corrodéstic immédgations ultériements inutiles
apitre 1
humideériaux
rolyte, différpassivation, fo
ation des mate depuis longtecore plus prén nombre d’ffré le coût q
de est un plequel un mét
ndonnant des raction entre lles deux pun processus qpropres à chacu
es formes de que, par crevre, sélective, pas tension, et pes en deux pénéralisée et
rents types d’’aspect, le modphénomènes mètres sont e
pouvoir appoon. L’examen é peut, à dédiat, orienieures en évs.
e des
rence de ormes
tériaux par emps mais
éoccupante auteurs et qui lui est
hénomène tal (anode) électrons.
le métal et partenaires qui dépend un d’eux.
corrosion vasse, par ar érosion,
par fatigue) principaux corrosion
attaque se de d’action physiques
essentiels à orter des de l’aspect
éfaut d’un nter les vitant des

Corrosion et Rupture Corrosion humide des matériaux
ENSAM/MEKNES 1 Moulay Rachid Kabiri
Corrosion humide des matériaux Introduction La corrosion qui se définit comme une dégradation des matériaux par l’environnement, concerne aussi bien les métaux que les verres, les plastiques, ou les bétons. La corrosion métallique à laquelle nous nous intéressons particulièrement est en somme un processus permettant aux métaux de retourner à leur état combiné originel sous forme d’oxyde, de sulfure, de carbonate…, forme plus stable par rapport au milieu considéré. (Figure 1)
Fig. 1 : Schéma de dégradation des matériaux
Suivant les conditions de l’attaque on distingue deux principaux types de corrosion :
• La corrosion humide (électrochimique) qui a lieu dans un milieu aqueux. • La corrosion sèche qui se déroule dans un environnement gazeux.
La dégradation des matériaux par corrosion est connue depuis fort longtemps mais elle est devenue encore plus préoccupante depuis qu’un certain nombre d’auteurs et organismes ont chiffré le coût qui lui est imputable. Dans les années 70, le Battelle Colombus Laboratories et le National Bureau of standard (USA) ont entrepris une étude sur le coût de la corrosion dans différents pays. (USA en 1975, 70 milliard dollars); (URSS en 1965, 6 milliard roubels); (RFA en 1965, 19 milliard Deutch Mark); (France en 1980, 115 milliard franc Français). Ces études ont permis de définir les critères d’estimation des pertes en les divisant en pertes directes et pertes indirectes. En général, le coût attribué à la corrosion a été estimé entre 1 à 4,2% du produit national brut (PNB) des pays concernés. Les diverses études révèlent cependant qu’au moins 40% de ces dépenses peuvent être évités grâce à l’utilisation adéquate des connaissances existantes.

Corrosion et Rupture Corrosion humide des matériaux
ENSAM/MEKNES 2 Moulay Rachid Kabiri
1. Définitions La corrosion humide est un phénomène électrochimique par lequel un métal (anode) se dissout en abandonnant des électrons :
M ---------> Mn+ + ne- (Ex : Fe --------> Fe2+ + 2e-). Les électrons abandonnés sont captés (cathode) par un autre système qui peut être l’oxygène :
½ O2 + 2e- + 2H+ ------------> H2O (milieu acide) ½ O2 + 2e- + H2O ------------> 2OH- (milieu basique).
Le couple de réactions intervenant en corrosion est caractéristique d’une cellule galvanique où les deux réactions (anodique et cathodique) se déroulent à la même vitesse (la réaction la plus lente fixe la vitesse globale). Dans la pratique, la corrosion du fer ou formation de rouille commence par la dissolution du fer métal sous forme d’ions Fe2+ qui réagissent avec les ions OH- de la solution pour produire Fe(OH)2 lequel est oxydé par l’air pour donner Fe(OH)3. La corrosion électrochimique nécessite deux conditions essentielles :
• Un milieu conducteur d’ions et d’électrons (électrolyte) • Une pile comportant une anode et une cathode avec une différence de potentiel notable.
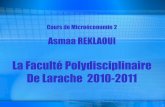
En pratique, la formation d’une pile résulte soit d’une hétérogénéité dans le métal soit dans l’électrolyte (figure 2).
(a) (b) Fig. 2 : Illustration schématique des deux cas classiques d’hétérogénéité
(2a): hétérogénéité dans la structure, (2b) : hétérogénéité dans l’électrolyte.
Au niveau de l’électrolyte, l’hétérogénéité peut provenir d’une différence de concentration en ions ou en oxygène (aération différentielle). Au niveau du métal, elle peut provenir du couplage de deux métaux différents (tuyau en acier galvanisé couplé avec un tube en cuivre ou un tube neuf avec un autre ancien du même métal) 2. Facteurs de la corrosion La corrosion métallique résulte de l’interaction entre le métal et l’environnement, les deux partenaires intervenant suivant un processus qui dépend des caractéristiques propres à chacun d’eux. Les facteurs qui régissent la détérioration des matériaux sont nombreux et on les classe généralement en 3 catégories. (Voir tableau 1).
Zone unique
Electrolyte Fort Electrolyte faible
Zone 1 Zone 2
Electrolyte

Corrosion et Rupture Corrosion humide des matériaux
ENSAM/MEKNES 3 Moulay Rachid Kabiri
Cette classification constitue un cadre simplifié auquel l’ingénieur ou le technicien auront intérêt à se rapporter chaque fois qu’ils seront mis en présence d’un cas de corrosion de façon à envisager un certain nombre d’hypothèses susceptibles de faciliter la compréhension du phénomène.
Milieu Matériau Service Nature, Concentration, pH, Teneur en O2, Température, Impuretés,
Composition chimique de l’alliage, Procédé d’élaboration, Impuretés, Eléments d’addition, Traitements thermiques, Traitements mécaniques
Forme des pièces, Etat de surface, Procédés d’assemblage, Sollicitations mécaniques, Vieillissement, Température,
Tableau 1 : facteurs influençant la corrosion 3. Thermodynamique de la corrosion (loi de Nernst) Lorsqu’une lame métallique est plongée dans une solution non corrosive contenant des ions du même métal, il se produit au niveau de l’interface une double couche (voir figure 3)
(a) : métal plongé dans un électrolyte, (b) : établissement de la double couche
Fig. 3 : Schéma de dissolution d’une lame métallique D’un côté, on trouve les charges négatives (e-) et de l’autre les charges positives (Mn+). A température et pression constantes, on trouve l’équation de Nernst (1880).
++= nM0 aln
nFRTEE
Pour une réaction générale du type Red ⇔ OX + ne- On a :
E0 : Potentiel standard d’électrode F : Faraday = 96500 coulombs n : Valence de l’espèce. Pour mesurer le potentiel d’électrode, il faut une deuxième électrode appelée électrode de référence, dans les études pratiques de corrosion, on utilise essentiellement l’électrode au calomel saturé. Toutes les valeurs de potentiel se réfèrent à l’électrode de référence d’hydrogène dans laquelle on considère par convention que le potentiel standard égale à zéro : E0 (H+/H)=0.
M M
Mn+ Mn+
Mn+ Mn+
Mn+ Mn+
Red
OX0
aaln
nFRTEE +=
(a) (b)

Corrosion et Rupture Corrosion humide des matériaux
ENSAM/MEKNES 4 Moulay Rachid Kabiri
Nous signalons que les piles de corrosion sont de 3 types : galvaniques, de concentration, ou d’aération différentielle. La question qui se pose dès lors est : quelle sera l’électrode qui constituera l’anode (qui se corrodera) dans chacun des cas ? Pour répondre à cette question on peut procéder comme suit :
• Ecrire les réactions qui ont lieu au niveau de chaque électrode dans le sens de réduction. (ex : Fe2+ + 2e- ------> Fe)
• Choisir un sens pour la réaction globale et déterminer la f.é.m. de la pile résultante. • Calculer l’enthalpie libre de la réaction selon la loi ∆G = - nFE • Examiner la valeur de ∆G à savoir :
• ∆G < 0 le sens choisi est bon • ∆G > 0 c’est le sens contraire qui est bon.
Exemple : pile galvanique Cu-Zn Les réactions mises en jeu au niveau de chaque électrode sont de la forme :
(1) Zn2+ + 2e- ⇔ Zn )(ln2
763,0 21 ++−= ZnaF
RTE
(2) Cu2+ + 2e- ⇔ Cu )(ln2
345,0 21 +++= CuaF
RTE
Choisissons comme sens arbitraire le zinc en cathode et le cuivre en anode, la réaction globale est donc :
Zn2+ + Cu ⇔ Cu2+ + Zn
La force électromotrice de la pile est E = E1 – E2 = )ln(2
108,12
2
+
+
+−Cu
Zn
aa
FRT
Lorsque les deux activités sont égales, E = -1,108 V, donc ∆G = - nFE = 1,108 nF > 0
Conclusion : Le sens proposé est par conséquent incorrect et la réaction aura lieu dans le sens inverse avec l’électrode de zinc comme anode et celle de cuivre comme cathode. 4. Diagramme E – pH (Pourbaix) Le diagramme de Pourbaix permet de déterminer les domaines de stabilité des formes oxydées ou réduites d’un même élément dans différents milieux (acides ou basiques). On constate que la thermodynamique permet de :
• prédire le sens de réaction • déterminer le potentiel d’électrode (sans passage de courant) • définir les domaines de stabilité du métal, de ses ions et de ses composés.
Par contre on ne peut pas avoir des renseignements sur • la vitesse de formation du produit de corrosion (éventuellement protecteur) ainsi que
son aptitude à protéger le métal contre la poursuite de la corrosion, • la vitesse de corrosion du métal, • l’effet de la nature des métaux sur la vitesse de corrosion galvanique.

Corrosion et Rupture Corrosion humide des matériaux
ENSAM/MEKNES 5 Moulay Rachid Kabiri
5. Cinétique de la corrosion Considérons une réaction de type : M ⇔ Mn+ + ne- : La vitesse de dissolution du métal est :
VdN Mn
dt
Avec, N (Mn+) : nombre de moles qui passent en solution. La dissolution d’une mole produit n électrons qui fournissent une quantité d’électricité donnée par la loi de Faraday :
dQdN Mn
nF
Or, on sait que :
i dQdt
Donc, l’expression de la vitesse devient
VinF
Ainsi la vitesse de corrosion d’une lame de fer dans une solution acide est donnée par la relation :
VMinF
Avec : Vcorr : vitesse de corrosion (g/sec.cm²) M : masse atomique (g) icorr : densité de courant de corrosion (A/cm²) n : nombre d’électrons mis en jeu. F : Faraday (96500 Coulombs) 6. Passivation des matériaux Lorsque le matériau est passivable, susceptible de se corroder avec formation d’une couche protectrice, sa courbe E =f(i) (courbe de polarisation) présente 3 domaines principaux. (Voir transparents) En général, la corrosion dans la zone transpassive ne se produit pas dans la pratique, car de tels milieux fortement oxydants qui seraient susceptibles de placer l’acier dans une zone de potentiels supérieurs à celui de transpassivité sont relativement rares. Nous signalons cependant que cette courbe de polarisation anodique peut être affectée par plusieurs paramètres comme le pH du milieu, les impuretés, ou la composition du matériau.

Corrosion et Rupture Corrosion humide des matériaux
ENSAM/MEKNES 6 Moulay Rachid Kabiri
7. Formes de corrosion On distingue diverses formes de corrosion (uniforme, galvanique, par crevasse, par piqûre, intergranulaire, sélective, par érosion, par frottement, sous tension, et par fatigue) qui sont regroupées en deux principaux types : corrosion généralisée et corrosion localisée. Ces différents types d’attaque se distinguent suivant l’aspect, le mode d’action du milieu ou les phénomènes physiques concernés. Ces paramètres sont essentiels à connaître pour pouvoir apporter des remèdes à la corrosion. L’examen de l’aspect d’un métal corrodé peut, à défaut d’un diagnostic immédiat, orienter les investigations ultérieures en évitant des tâtonnements inutiles. 7.1. Corrosion généralisée Ce type d’attaque peut être uniforme ou galvanique suivant qu’il fat intervenir un seul métal ou un couple de métaux différents. 7.1.1. Corrosion uniforme Elle résulte de la présence de micropiles à l’intérieur du même métal et se traduit par une perte régulière de l’épaisseur. Cette forme d’attaque est responsable de la perte la plus élevée en matériaux mais elle loin d’être la plus dangereuse. Sa vitesse de corrosion peut être exprimée soit en perte d’épaisseur (mm/an) soit en perte de poids (mg/dm². jour). Cette attaque n’est pas forcément linéaire en fonction du temps. D’après UHLIG, on peut classer les métaux en 3 catégories selon leur vitesse d’attaque uniforme et leur utilisation (voir tableau ci-dessous) :
Groupe Vitesse de corrosion en mm/an
Résistance à la corrosion Utilisation possible
1 < 0,15 Bonne valves, pompes, ressorts 2 0,15 à 1,5 Satisfaisante Réservoirs, canalisations,
corps de valves, etc… 3 > 1,5 Non satisfaisante
Tableau 2 : Résistance des matériaux en fonction des vitesses de corrosion Dans beaucoup de cas, le risque de ruine d’un réservoir ou d’une tuyauterie peut être supprimé en leur donnant une surépaisseur suffisante. Par exemple, une corrosion uniforme de 0,2 mm/an ne sera pas dangereuse si, dans le calcul d’épaisseur de l’appareil, on a tenu compte d’une surépaisseur de corrosion de 3 mm, pour une durée de vie de 15 ans. On note aussi que cette vitesse dépend de la température, du pH du milieu qui conditionne la stabilité des produits de corrosion et de la vitesse d’écoulement du fluide qui dépend de la nature de celui-ci et du matériau. Le tableau ci-dessous résume quelques données sur le taux de corrosion des alliages typiques en fonction de la vitesse d’écoulement de l’eau de mer Matériaux Taux de corrosion (mg/dm². J) 0,3 m/s 1,22 m/s 8,23 m/s Acier au carbone Fonte Bronze Al (10%) Laiton d’aluminium Acier inoxydable 316 Titane
34 45 5 2 1 0
72 - - - 0 -
254 270 236 105 1 0
Tableau 3 : Influence de la vitesse d’écoulement sur les vitesses de corrosion

Corrosion et Rupture Corrosion humide des matériaux
ENSAM/MEKNES 7 Moulay Rachid Kabiri
7.1.2. Corrosion galvanique Elle est accentuée au voisinage des joints métalliques. Elle implique l’existence de deux métaux différents reliés entre eux électriquement et baignant dans un liquide conducteur. On peut citer les exemples suivants :
• Un robinet en bronze vissé dans un réservoir en acier galvanisé. • Un tube en cuivre avec un tube en acier • Une conduite neuve d’acier ou de fonte avec une autre ancienne. etc…
On admet généralement qu’une différence de potentiel supérieure à 50 mV peut engendrer une corrosion galvanique. La vitesse de ce type de corrosion est affecté par les mêmes facteurs de la corrosion uniforme et aussi par d’autres notamment la conductivité du milieu, la nature des métaux en contact, et le rapport de leurs superficies. Cette corrosion pourra être évitée ou diminuée en prenant les précautions suivantes :
• Sélectionner les métaux qui sont aussi proches dans la série galvanique • Eviter d’utiliser une faible surface comme anode • Isoler les métaux différents (joints en caoutchouc) • Appliquer un revêtement anodique • En cas de peinture, elle doit être appliquée sur les deux métaux
7.2. Corrosion localisée C’est la forme la plus insidieuse car elle ne peut être évaluée par le calcul de son taux. En effet, pour une perte de poids minime, la corrosion localisée peut être catastrophique. 7.2.1. Corrosion par crevasse Elle est due à une différence de concentration dans l’électrolyte, (voir figure 4) et c’est bien souvent une différence d’oxygène. Elle est provoquée par la stagnation des fluides dans les cavités ou crevasses, l’intervalle entre les parois d’un joint par recouvrement, les surfaces recouvertes de dépôts, les cavités sous les têtes de boulons ou de rivets, etc.…Pour illustrer cette forme de corrosion, nous présentons le mécanisme proposé par FONTANA dans le cas classique d’un joint riveté immergé en eau de mer.
Fig. 4 : Aspect de la corrosion par crevasse

Corrosion et Rupture Corrosion humide des matériaux
ENSAM/MEKNES 8 Moulay Rachid Kabiri
Initialement, ces réactions ont lieu sur toute la surface et même à l’intérieur de la crevasse. Chaque électron produit lors de l’ionisation du métal est récupéré par la réaction de réduction. L’oxygène de la crevasse se trouve rapidement éliminé à cause d’un apport plus difficile vers cette zone. La réduction s’arrête alors dans la crevasse, seule l’ionisation du métal se poursuit et l’excédent d’ions positifs est équilibré par l’arrivée des ions Cl- qui sont plus mobiles que les ions OH-. Ceci conduit à une augmentation des ions Cl- dans la crevasse et à une formation de chlorure (M+Cl-). Or, en présence d’eau, ces chlorures s’hydrolysent pour donner un hydroxyde insoluble et un acide.
M+Cl- + H2O ⇔ MOH + H+Cl- La présence d’acide accélère l’oxydation du métal qui à son tour accélère l’apport des ions Cl- On se trouve alors devant un processus autocatalytique. Cette forme d’attaque qui est surtout importante en présence d’ion chlore possède une période d’incubation qui peut aller de 6 mois à un an mais quand l’attaque s’amorce, le métal se détériore très rapidement. Parmi les méthodes qui permettent de minimiser la corrosion par crevasse, il faut :
• Utiliser des joints soudés à la place des joints par boulons ou par rivets. • Fermer les crevasses autour des joints non soudés • Eviter les zones de stagnation • Inspecter fréquemment les appareils • Enlever les solides en suspension.
II.2.2. Corrosion par piqûres Elle correspond à une attaque limitée à des zones de très petites surfaces (environ 1 mm²) mais pouvant être assez profonds. C’est en particulier le cas des tuyauteries enterrées en acier non allié. Ce type devient catastrophique si la profondeur des piqûres devient égale à l’épaisseur du tube. Elle peut être provoquée par une hétérogénéité dans le métal, la rupture locale d’une couche passive ou d’un revêtement, la présence d’un dépôt de laminage. Son mécanisme est similaire à celui de la corrosion par crevasse (voir figure 5). Il faut cependant signaler que les matériaux passifs sont particulièrement susceptibles aux piqûres surtout en présence du chlore.
Fig.5 : Aspect de la corrosion par piqûres. Les aciers inoxydables, les alliages d’aluminium sont les plus vulnérables. Les aciers ordinaires sont généralement moins sensibles à la piqûration lorsqu’ils sont débarrassés de leurs dépôts de laminage. Les méthodes suggérées pour éliminer la corrosion par crevasse demeurent valables pour la corrosion par piqûres.

Corrosion et Rupture Corrosion humide des matériaux
ENSAM/MEKNES 9 Moulay Rachid Kabiri
7.2.3. Corrosion intergranulaire C’est une attaque localisée (figure 6) aux joints de grains d’un métal, conduisant à une perte de résistance et de ductilité. Les aciers inoxydables austénitiques 18-8 ayant subi un traitement thermique non approprié ou les alliages du type Duralumin (Al - 4%Cu) sont parmi les matériaux les plus susceptibles à la corrosion intergranulaire. Dans ce type d’alliage le phénomène est dû à la formation de composés tels que Cr23C6 ou Al2Cu qui appauvrissent la zone avoisinante en élément passivable (Cr, Al). Considérons le cas du soudage de deux plaques d’acier 18-8, un gradient de température s’établit à partir de la région où est faite la soudure si bien que dans certains domaines la température de l’alliage est favorable à la précipitation des carbures de chrome. Celui-ci apparaît aux joints de grains au voisinage desquels se forme une zone déchromisée. La présence de carbone dans les alliages est donc à l’origine de la corrosion intergranulaire des aciers inoxydables du type 18-8.
Fig. 6: Corrosion intergranulaire de l’alliage d’aluminium 7075-T6 Pour diminuer cette corrosion pour les aciers inoxydables, on peut envisager plusieurs solutions :
• Diminuer la teneur en carbone jusqu’à 0,02 à 0,03% • Mise en solution à haute température (1050 – 1150°C) suivie d’une trempe à l’eau. • Ajouter un élément alphagène comme le molybdène. • Ajouter des éléments plus avides pour le carbone que le chrome (niobium, tantale,
titane) • Utiliser des soudures électriques au lieu de la soudure au chalumeau.
7.2.4. Corrosion érosion Elle est associée au mouvement du fluide. Le processus d’attaque résulte d’une usure mécanique et d’une dissolution électrochimique du métal. Les équipements les plus concernés sont les coudes, les courbes et les tés dans une canalisation, les vannes, les pompes, les tubes d’échangeurs de chaleur, etc.…Elle se caractérise en apparence par des cannelures, ravins, vagues, cratères et elle se manifeste habituellement suivant le sens de l’écoulement (voir figure 7)
Fig.7 : Aspect morphologique de la corrosion érosion

Corrosion et Rupture Corrosion humide des matériaux
ENSAM/MEKNES 10 Moulay Rachid Kabiri
On confond souvent corrosion érosion et corrosion abrasion mais la première est généralement causée uniquement par la vitesse du fluide alors que la seconde exige en plus la présence des particules abrasives en suspension. Parmi les solutions possibles pour réduire la corrosion érosion, on peut envisager à titre indicatif les possibilités suivantes :
• Réaliser des surépaisseurs dans les zones vulnérables. • Eviter les coudes brusques. • Utiliser des systèmes de filtration pour diminuer la quantité de particules en
suspension. • Appliquer un revêtement soit de façon uniforme soit par une soudure sur les zones
endommagées. 7.2.5. Corrosion sous tension Elle peut être définie comme un processus de développement de fissures, pouvant aller jusqu’à une rupture complète de la pièce, sous l’action combinée d’une tension mécanique et d’un milieu corrosif. La dégradation en C.S.T se manifeste par des fissures ramifiées perpendiculaires aux contraintes et peuvent être de type transgranulaire, exp. les aciers inoxydables (Caustic embrittement) ou intergranulaire (voir figure ci-dessous) exp. les laitons (Season craking).
Fig.8 : Fissuration intergranulaire d’un laiton par C.S.T La C.S.T dépend de plusieurs facteurs tels que la contrainte, la température, l’environnement et la nature métallurgique du matériau. Pour remédier à ce genre de corrosion on suggère :
• Ajouter des éléments d’addition (Ni, Si) • Utiliser une protection cathodique par anode sacrificielle en s’assurant que le matériau
à protéger n’est pas sensible à l’hydrogène (risque de fragilisation par H2) • Pour les structures soudées en matériaux fragilisables, éviter d’utiliser des baguettes de
soudure humide. (Car la solubilité de H2 est favorisée à haute température. Lorsque le matériau est refroidi l’hydrogène atomique s’accumulera sous forme moléculaire sous laquelle il est le plus nocif au niveau des joints de grains ou autour des inclusions).

Corrosion
ENSAM/
Exercic
IdentifieComme
ExercicGenAl (d'eau eneaux ayconceptplus adé
1. 2.
3. D
Fig. 1 : bo
Figure 4 :pla
n et Rupture
/MEKNES
ce n° 1
er la forme ent peut-on é
ce n° 2 (fabriquant pn aluminiumyant différentions possibléquate. Des
Quelle est laQuel type d
D’après voua) Al
uteilles de stoc
: vis en inox fixque d'acier cad
de corrosioéviter la cor
prestigieux m dans une d
nts degrés dles pour lestrois concep
(a)
a meilleure ce corrosion
a) uniforus, lequel del-Cu/ Al-Cu
ckage de gaz
xée sur une dmié.
Série
on et proposrosion des a
d'aluminiumdes villes les de corrosiv réservoirs dptions suivan
conception. est le plus p
rme s ces alliageu-Mg
Figur
Figure 5 :
11
d’exercic
ser des remèapplications
m) participe plus sèches
vité et provd'eau et c’esntes :
(b)
Justifier votprobable. Ju
b) crevass d’aluminiu
b) Al-Mg
e 2 : élément d
: bollard en acimer.
ces n°1
èdes pour s2, 3 et 6.
à la constru au monde. enant de sost à vous d’
tre réponse.stifier votresse um est le plug
d'une pompe
ier au bord de
Corrosio
auver les ap
uction d'uneCes réservo
ources difféaider à trou
(c)
réponse. c) érosion
us appropriéc) Al-Si-M
Figur
la F
on humide des
Moulay Rac
pplications 1
e station de oirs vont stoérentes. Il yuver la conce
n é. Mg
re 3: 316 stainleprocessing pip
Figure 6 : vis-éc
matériaux
chid Kabiri
1, 4 et 5.
stockage ocker des y a trois eption la
ess steel chemping system
crou en acier.
mical

Chapitre 2
Corrosion sèche des métaux
Haute température, oxydation, sulfuration, carburation, thermodynamique, cinétique, morphologie.
Résumé : La corrosion sèche est une forme de dégradation de métaux par un environnement gazeux en absence de tout électrolyte liquide. Les problèmes d’oxydation ou de corrosion sèche des métaux, se retrouvent surtout là où l’on utilise des températures élevées. Il s’agit des métaux utilisés dans les appareils de combustion : fours de tous genres, moteurs à combustion, turbines ou moteurs à réactions, engins spatiaux et autres. Pour qu’une réaction du type : métal + gaz = produit de corrosion, se déroule spontanément, il faut que l’enthalpie libre de la réaction à la température considérée soit négative. La variation de l’enthalpie libre standard de formation des oxydes ou des sulfures peut être représentée par une équation du type : ∆G° = A + B.T (où T = température en °K, A et B des constantes). De façon générale, la vitesse de corrosion exprime la perte d’épaisseur de métal ou la perte de masse par unité de surface. Les données cinétiques sont très souvent insuffisantes lorsque l’on veut élucider les mécanismes de croissance de produit de corrosion. Il est alors indispensable de faire appel à des techniques susceptibles de fournie des informations d’ordre morphologique (microscope optique et MEB) et d’ordre structural (diffraction des rayons X).

Corrosion et Rupture Corrosion sèche des métaux
ENSAM/MEKNES 12 Moulay Rachid Kabiri
Corrosion sèche des métaux Introduction La corrosion sèche ou la corrosion à haute température est la dégradation des métaux par l'environnement à haute température (supérieure à 500 °C) ; c'est un phénomène qui a lieu dans les moteurs, chaudières et réacteurs. Les gaz de combustion ont en effet une composition complexe du fait de la composition du combustible et de l'air : N2, O2, CO2 et H2O, mais bien souvent également S2, SO2, Cl2, NaCl, et divers oxydes (V2O5...). Les environnements rencontrés dans la pratique contiennent généralement de l’oxygène. Les oxydes étant pratiquement toujours plus stables thermodynamiquement que les carbures, sulfures, nitrures ou halogénures correspondants, la formation d’une couche protectrice d’oxyde est généralement visée. Cependant, dans certains cas, une telle protection ne peut pas être assurée durablement, laissant ainsi place à d’autres formes d’attaques corrosives.
Les environnements corrosifs sont généralement séparés en deux catégories : les atmosphères « oxydantes » et les atmosphères « réductrices ». Une atmosphère réductrice est généralement produite par combustion dans des conditions stoechiométriques ou sous-stoechiométriques par rapport à l’air. L’activité de l’oxygène est alors très faible et est contrôlée par les rapports CO/CO2 ou H2/H2O. Une atmosphère réductrice est souvent plus corrosive par les modes de corrosion comme la sulfuration, la carburation, la nitruration. Dans un environnement où l’activité en carbone est élevée, la réaction de corrosion principale sera la carburation. Elle sera cependant influencée par l’activité en oxygène. Une faible activité en oxygène tendra à favoriser la prépondérance de la carburation. Inversement, une augmentation de l’activité en oxygène aboutira à un environnement moins carburant. La réaction de corrosion prépondérante sera alors l’oxydation. Il en résulte donc que la carburation est en fait contrôlée à la fois par les activités en carbone et en oxygène. Il en est de même pour les phénomènes de nitruration et de sulfuration. Le soufre contenu dans le combustible et le sel (NaCl) issu de l’air vont former, lors de la combustion, des vapeurs de composés comme Na2SO4. Ces vapeurs vont se condenser à l’état liquide sur des surfaces plus froides et pénètrent et détruisent la couche d’oxyde protectrice, augmentant ainsi la vitesse de corrosion. Donc, pour chaque mode, la corrosion est liée à l’interaction entre l’activité en oxygène et celle du principal élément corrosif. Une bonne connaissance de l’environnement de travail (température, nature de l’atmosphère) est très importante dans le choix correct du matériau. Comme dans beaucoup de phénomènes naturels, il convient de distinguer le point de vue du thermodynamicien de celui de cinéticien. Le premier s’intéresse uniquement à l’état final de la réaction (quels sont les composés stables susceptibles de se former au cours de la réaction) alors que le second s’intéresse à la vitesse à laquelle la réaction de corrosion se produit (combien de temps faut-il pour transformer complètement ou partiellement le métal). Il est à signaler que c’est le point de vue du cinéticien qui présente le plus d’intérêt au niveau pratique. Il est en effet bien connu que des métaux présentant une grande affinité pour l’oxygène pourront se présenter comme « inoxydable en apparence » par rapport à d’autres de plus faibles affinité.

Corrosion et Rupture Corrosion sèche des métaux
ENSAM/MEKNES 13 Moulay Rachid Kabiri
1. Aspect thermodynamique Pour qu’une réaction du type : métal + gaz = produit de corrosion, se déroule spontanément, il faut que l’enthalpie libre de la réaction à la température considérée soit négative. La variation de l’enthalpie libre standard de formation des oxydes ou des sulfures peut être représentée par une équation du type : ∆G° = A + B.T (où T = température en °K, A et B des constantes). 2. Aspect cinétique 2.1. Lois cinétiques de corrosion De façon générale, la vitesse de corrosion exprime la perte d’épaisseur de métal ou la perte de masse par unité de surface. De nombreuses lois ont été observées, les plus usuelles sont les suivantes :
• Linéaire : ∆ K t
• Parabolique : ∆ ² K t
• Cubique : ∆ K t
• Logarithmique : ∆ K log At t
2.1.1. Loi linéaire Elle généralement attribuée à la formation d’un film d’oxyde non protecteur, discontinu ou volatil. Elle est suivie par tous les métaux légers alcalins et alcalino terreux. La vitesse d’oxydation ne dépend alors pas de la quantité d’oxyde formé. 2.1.2. Loi parabolique Elle est caractéristique des films épais formés à haute température sur les alliages usuels dont la croissance est régie par des mécanismes de diffusion à travers une couche compacte continue d’épaisseur variable. 2.1.3. Loi logarithmique Elle est difficile à interpréter, elle traduit le fait que le taux de croissance de l’épaisseur du film atteint vite un palier. Elle s’applique essentiellement aux films minces formés à basse température. Cette loi a été observée pour l’oxydation de métaux tels que le cuivre, le fer, l’argent, ou l’aluminium au voisinage de la température ambiante. 2.1.4. Loi cubique Elle a été observée avec certains métaux à des températures modérées (cuivre, nickel, zirconium). Elle se situe entre une loi logarithmique et une loi parabolique.

Corrosion et Rupture Corrosion sèche des métaux
ENSAM/MEKNES 14 Moulay Rachid Kabiri
Les lois observées ne sont pas uniques et on peut avoir un processus linéaire succédant à un processus parabolique ou l’inverse. Des anomalies dans les lois cinétiques peuvent également résulter de perte d’adhérence du film de corrosion ou de modifications structurales dues à des phénomènes de recristallisation. Dans le cas des alliages, la composition du film peut évoluer en fonction du temps et provoquer ainsi des changements dans les lois cinétiques. Les données cinétiques sont très souvent insuffisantes lorsque l’on veut élucider les mécanismes de croissance de produit de corrosion. Il est alors indispensable de faire appel à des techniques susceptibles de fournie des informations d’ordre morphologique (microscope optique et MEB) et d’ordre structural (diffraction des rayons X). Dans les tableaux ci-dessous on donne les constantes de vitesse parabolique de certains alliages :
Alliage (% atomique) Constante de vitesse parabolique K2 (en g² / cm4 . h)
Zn Zn + 0,1 % Al Zn + 1 % Al Zn + 0,4 % Li
8.10 -10
1,1. 10 –11 < 1. 10 –10
2.10 -7 Tableau 1: vitesse d’oxydation à 390°C des alliages de zinc
Alliage (% atomique) Constante de vitesse parabolique K2
(en g² / cm4 . s) Ni Ni + 0,3 % Cr Ni + 1 % Cr Ni + 3 % Cr Ni + 10 % Cr Ni + % LiO2 vap
3,1.10 -10
14.10 -10
26.10 -10
31.10 -10
1,5.10 -10
0,58.10 -10
Tableau 2 : vitesse d’oxydation à 1000°C, 1atm O2 des alliages du nickel 3. Morphologie des couches de corrosion La nature protectrice d’une couche est définie par le critère de Pelling- Bedworth qui représente le rapport des volumes moléculaires respectifs du métal et de son oxyde soit :
R : Coefficient d’expansion M : Masse moléculaire de l’oxyde m : Masse moléculaire du métal d : Densité du métal D : Densité de l’oxyde n : Nombre d’atomes métalliques engagés dans la formule de la molécule d’oxyde.

Corrosion et Rupture Corrosion sèche des métaux
ENSAM/MEKNES 15 Moulay Rachid Kabiri
On distingue 3 cas possibles :
• R < 1 : l’oxyde formé ne couvre pas le métal et la couche n’est pas protectrice. • R > 1 : le film est protecteur. • R > 2,5 : l’oxyde est soumis à des contraintes de compression provoquant une
fissuration de la couche qui perd son caractère protecteur. La valeur idéale pour obtenir une couche protectrice est d’avoir un rapport d’expansion R = 1. Cependant le tableau 10, montre que le rapport d’expansion ne peut pas à lui seul prédire la nature de la couche, mais il permet tout de même d’avoir une estimation qualitative.
Métaux dont l’oxyde estprotecteur
R Métaux dont l’oxyde estnon protecteur
R
Cuivre Aluminium Chrome Manganèse Fer Cobalt Nickel Paladium Plomb Silicium
1,681,281,991,791,771,991,521,601,402,27
Argent Cadmium Titane Colombium Strombium Tungstène Tantale Uranium Vanadium Molybdène
1,59 1,21 1,95 2,61 2,35 3,40 2,33 3,05 3,18 3,40
Tableau 3 : Valeurs du rapport R pour différents métaux La résistance à la corrosion sèche demande à ce que les couches possèdent également des propriétés telles que :
• Bonne adhérence • Point de fusion élevé. • Faible pression de dissociation du composé • Bonne plasticité à haute température • Faible conductivité électrique • Faible coefficient de diffusion.
4. L’oxydation L’oxydation est le mode de corrosion sèche le plus couramment rencontré. Lorsque l'on met un métal en présence de dioxygène, celui-ci s'adsorbe (c'est-à-dire se fixe) sur la surface et réagit pour former une couche d'oxyde. À température ambiante, la diffusion dans le solide est négligeable ; soit la couche d'oxyde est compacte et protectrice (alumine sur l'aluminium ou chromine sur les aciers inoxydables) et le métal ne change pas, soit elle est poreuse ou non adhérente (rouille), et le métal se dégrade par une croissance de la couche d'oxyde au détriment du métal. Les mécanismes qui entrent en jeu sont la migration dans le milieu extérieur (diffusion, convection, champ électrique) et les réactions de surface.
Au-delà de 400 °C, la diffusion en phase solide, qui est activée thermiquement, entre en jeu, et même une couche compacte va pouvoir se dégrader.

Corrosion et Rupture Corrosion sèche des métaux
ENSAM/MEKNES 16 Moulay Rachid Kabiri
4.1. L’équilibre thermodynamique de l’oxydation Notons M l'atome de métal, quelque soit sa nature (Fe, Ni, Al, Cr, Zr...), et notons MnO2 l'oxyde correspondant. Les coefficients ont été choisis pour simplifier l'écriture en considérant la réaction avec une molécule de dioxygène entière, cela peut être Fe2O3, Al2O3, Cr2O3. L'enthalpie molaire partielle (l'énergie libre de Gibbs) ∆GMnO2 de la réaction d'oxydation : nM + O2 = MnO2, s’écrit : ∆GMnO2 = ∆G0
MnO2 + RTlnPO2 Où : PO2 est la pression partielle de dioxygène exprimée en atmosphères
R est la constante des gaz parfaits T est la température absolue exprimée en kelvin (K).
L'enthalpie est représentée dans le diagramme d'Ellingham-Richardson, (Figure 1).
Figure 1: Diagramme d'Ellingham-Richardson
Le diagramme est bâti en supposant l'équilibre thermodynamique, des phases solides pures (activités égales à un), la fugacité du dioxygène égale à sa pression partielle, et que ∆G0 dépend linéairement de la température. Les ∆G se réfèrent à la réaction pour une mole d’O2. L'oxydation ne peut avoir lieue que si : ∆GMnO2 > 0 soit ∆G0
MnO2 > -RTlnPO2 Si l'on définit l'enthalpie libre du dioxygène ∆GO2 = RTlnPO2 et que l'on trace -∆GO2(T) dans ce diagramme, on obtient une droite passant par 0, l'intersection de cette droite et de la droite représentant ∆GMnO2 définit la zone de températures où l'oxyde est thermodynamiquement stable pour la pression partielle de dioxygène donnée. Pour les conditions habituelles, la forme stable des métaux est la forme oxydée

Corrosion et Rupture Corrosion sèche des métaux
ENSAM/MEKNES 17 Moulay Rachid Kabiri
4.2. Alliages industriels utilisés contre l’oxydation
Assurer une durée de vie satisfaisante à des températures supérieures à 550°C, nécessite de favoriser la formation d’une des couches protectrices suivantes : chromine (Cr2O3), alumine (Al2O3) ou silice (SiO2) dans lesquelles la diffusion du métal et de l’oxygène sont assez faibles pour garantir une vitesse de corrosion considérable. Dans des conditions isothermes, les couches de Cr2O3 seront protectrices jusqu’à 1000-1100°C, les couches de Al2O3 jusqu’à 1400°C et celles de SiO2 jusqu’à environ 1700°C.
Cependant la tenue de ces couches peut être sensible à l’écaillage dans des conditions de cyclage thermique et à l’évaporation dans une atmosphère dynamique. Certains matériaux présentent de bonnes propriétés de tenue à l’oxydation. Dans ce cas, le choix des matériaux est souvent dicté par le coût, la disponibilité, l’expérience et le type d’application. Il n’y a pas de problèmes significatifs pour des températures allant jusqu’à 400°C. De rares difficultés sont rencontrées jusqu’à 750°C, mais le choix des matériaux devient plus limité pour des températures supérieures à 800°C.
4.2.1. Alliages à base de fer
Les alliages à base de fer (aciers) constituent la première source de matériaux utilisés dans les applications à haute température. Ils sont d’une part bien moins chers que les alliages à base de nickel ou de cobalt. D’autre part le nombre de producteurs mondiaux est plus important, ce qui assure une disponibilité sur le marché plus grande. Il existe quatre grandes familles d’acier issues des différentes structures métallurgiques : les aciers ferritiques, martensitiques, austénitiques et austénoferritiques. Pour des raisons de stabilité métallurgique (fragilisation de l’alliage par durcissement de la ferrite), la température maximale de ces derniers est généralement limitée entre 260 et 320°C.
Les nuances ferritiques souffrent énormément de leur médiocre tenue mécanique à haute température, moins bonne que celle des aciers austénitiques. On a donc tendance à limiter leur utilisation.
Elles peuvent cependant répondre, aux exigences demandées. Les travaux menés sur ces matériaux, ont permis d’améliorer sensiblement leur tenue mécanique tout en augmentant aussi leur résistance à la corrosion sèche. Elles sont donc à considérer comme des candidates intéressantes dans le choix des matériaux pour des applications à faibles sollicitations mécaniques et pour des températures d’utilisation inférieures à 950°C. Parmi ces matériaux, il existe trois catégories :
Alliages Fe : A 650°C, une vitesse d’oxydation de 1,3 mm/an a été mesurée alors qu’elle est de 0,06 mm/an à 540°C. La présence d’éléments mineurs comme Mn, Si, Cr et Ni, donne une meilleure tenue à l’oxydation (0,13 mm/an seulement à 650°C).
Alliages Fe-Cr (2,25 à 9 % Cr) et nuances martensitiques : Les alliages employés doivent allier une tenue mécanique élevée et durable pour présenter, aux grandes pressions, une bonne tenue à la

Corrosion et Rupture Corrosion sèche des métaux
ENSAM/MEKNES 18 Moulay Rachid Kabiri
corrosion sous eau ou sous vapeur pressurisée. L’ajout, au fer, du chrome (entre 2,25 et 12%) du molybdène et du silicium répond à ces deux critères et améliore la résistance à l’oxydation.
Aciers inoxydables ferritiques : Le changement de structure métallurgique (ferrite → austénite) s’accompagne d’un changement de volume (augmentation) qui peut nuire à l’intégrité de la couche d’oxyde et d’un changement des coefficients de diffusion du chrome (diminution) et de la solubilité de l’oxygène (augmentation) dans le métal. Cette austénitisation en surface des aciers inoxydables ferritiques résulte en une accélération des cinétiques d’oxydation. Les stabilisants (Ti, Nb..) peuvent également influer par eux-mêmes sur la cinétique d’oxydation. Un ajout de titane, élément très oxydable, favorise par exemple une oxydation interne ou intergranulaire et conduit à une augmentation des vitesses d’oxydation, leur teneur doit donc être contrôlée.
L’augmentation de la teneur en chrome permet la formation rapide et durable de la couche de chromine et garantit une résistance à l’oxydation pour des températures plus élevées (Figure 2).
Figure 2 : Gain de masse de différentes nuances inoxydables ferritiques
après 100 h d’oxydation isotherme à l’air Aciers inoxydables austénitiques : Les aciers inoxydables austénitiques à 18 % Cr et 8 à 10 % Ni et leur version contenant du titane sont les nuances les plus couramment utilisées pour des températures inférieures à 800°C.
Pour des températures plus élevées, les nuances dites austénitiques réfractaires sont employées. Elles se caractérisent par une augmentation des teneurs en Cr, Ni et éventuellement Si.
L’augmentation de la teneur en nickel a une action favorable sur la cinétique d’oxydation isotherme (figure 3).
Le silicium améliore également la résistance à l’oxydation, notamment en milieu contenant de la vapeur d’eau. Des teneurs en Si élevées sont généralement évitées car d’une part cela entraîne des pertes de propriétés de forgeabilité et de soudabilité et d’autre part la formation d’une couche de silice trop épaisse qui a tendance à s’écailler beaucoup plus facilement et à rompre ainsi la couche protectrice.

Corrosion et Rupture Corrosion sèche des métaux
ENSAM/MEKNES 19 Moulay Rachid Kabiri
Figure 3: Résistance à l’oxydation cyclique à l’air de différents aciers inoxydables et alliages à
base nickel à 980°C 4.2.2. Alliages à base de nickel et superalliages La tenue en température des alliages à base de nickel repose, comme pour les aciers, sur la formation majoritaire d’une couche de chromine. Alors que la teneur minimale en chrome pour former exclusivement une couche continue de chromine est de 14 % seulement pour le système Fe-Cr, elle est de 20 % pour le système Ni-Cr et de 25 % pour le système Co-Cr. Ces alliages ont une tenue à l’oxydation supérieure aux nuances à base de fer. Les températures maximales d’utilisation de ces nuances se situent entre 1000 et 1150°C. Elles peuvent être augmentées en ajoutant de l’aluminium.
Les superalliages, peuvent être classés en trois familles, les alliages à base Fe-Cr-Ni, les alliages à base Ni et les alliages à base Co. Ils ont pour caractéristique commune de présenter une matrice austénitique et ont été développés pour offrir des propriétés de tenue mécanique ainsi qu’une tenue correcte à la corrosion à haute température.
La tenue à l’oxydation thermique des superalliages est également basée sur la formation d’une couche de chromine ou d’alumine.
4.2.3. Alliages à base Ti-Al
Les températures maximales d’utilisation de ces alliages vont de 750 à 800°C à cause de leur tenue moyenne à l’oxydation et de phénomènes de durcissement et de fragilisation de la matrice. La tenue moyenne à la température est liée à la difficulté de former une couche continue d’alumine au profit d’une couche mixte Al2O3/TiO2 et d’une oxydation interne.
Cette couche d’alumine est plus difficile à former dans l’air que dans l’oxygène pur du fait de l’effet de l’azote qui favorise la précipitation de TiN puis son oxydation en TiO2. L’ajout d’éléments mineurs (Cr, Si, W, Mo, Ta, Nb, Hf et Zr) dans des teneurs totales de l’ordre de 1 à 4 % améliore la tenue à l’oxydation sans toutefois assurer la formation d’une couche d’alumine, mais en réduisant les cinétiques de formation des couches mixtes de Al2O3/TiO2.

Corrosion et Rupture Corrosion sèche des métaux
ENSAM/MEKNES 20 Moulay Rachid Kabiri
4.2.4. Alliages revêtus ou modifiés en surface Le désir d’améliorer l’efficacité des installations industrielles conduit à la recherche de matériaux combinant à la fois de très bonnes propriétés physiques (mécanique, fluage) et chimiques (corrosions aqueuse et sèche) dans des milieux de plus en plus agressifs et chauds. Il en résulte la mise au point de matériaux traités en surface ou revêtus permettant ainsi cette séparation des propriétés de surface et des propriétés du substrat. Le choix du traitement et du revêtement est réalisé pour s’assurer que le revêtement est métallurgiquement stable, avec une tenue mécanique suffisante et une bonne adhérence, et que l’interdiffusion entre le revêtement et le substrat ne génère pas de phases intermétalliques fragiles dégradant la tenue de l’ensemble. L’aspect visuel du dépôt est également à prendre en compte. On cherche souvent à assurer une modification homogène de la surface. Les revêtements sont généralement appliqués sur des superalliages à haute tenue mécanique pour des températures de service supérieures à 900°C (aube de turbine, vanne de réacteur) ou sur des aciers peu alliés pour des températures de service jusqu’à 600°C (échangeur de chaleur dans des chaudières industrielles). Ces alliages ont en effet, dans ces deux cas, une tenue à la corrosion et à l’oxydation thermique trop faible pour assurer une résistance correcte sur de longues durées.

Corrosion et Rupture Corrosion sèche des métaux
ENSAM/MEKNES 21 Moulay Rachid Kabiri
Série d’exercices n°2 Etude d'une expertise : Oxydation de tubes de chaudière en acier faiblement allié Des examens métallographiques et des analyses des produits de corrosion ont été réalisées pour rechercher l'origine du sinistre. Les couches sur les faces interne et externe se composent essentiellement de l'oxyde de fer Fe3O4 (magnétite) mais l'on note aussi des traces de FeO (Wurzite) et pour la couche externe des traces de FeS. 1. Quelle est la cause de ce sinistre ? 2. Quel remède ?
Des tubes en acier faiblement allié : 0.15% C, 1.5% Cr, 1.1% Mo et 0.15% Si composent les éléments d'une chaudière (gaz/vapeur). A l'intérieur des tubes circule la vapeur, à l'extérieur les gaz chauds constitués de : 72%N2, 12% O2, 8% H2O et 8% SO2. La température des gaz est de 1200°C L'installation a été conçue de telle sorte que la température à la surface des tubes (côté extérieur) ne dépasse pas 500°C, cf. fig. 1 Après quelques mois de fonctionnement, on note une forte corrosion interne et externe des tubes avec boursouflures et éclatement de ces derniers suivant les génératrices les plus exposées au gaz chaud, cf. Fig. 2 et 3. Fig.1

Corrosion et Rupture Corrosion sèche des métaux
ENSAM/MEKNES 22 Moulay Rachid Kabiri
Fig. 5 : Coupes métallographiques de la paroi d'un tube "oxydé"

Mé
Concenfissuresfragile,
Résumextrêmsi par bde vie équipemcompteperduemarché La mphilosodévelopconsidématériacomparparamè La rul'absenmacrostrès rconsomnette, eon parlrompt élastiqucubiqucertain
Cha
canique rup
ntration des s, distribution zone plastiqu
mé : Les phénomement couteux
bonheur ils n’humaine, en pments détérier les heure
es, l’image dés disparus…
écanique de ophie de cpper un critèrération les fissau. Pour cela,rer un facteètre caractérist
upture fragile ce de dscopique, et drapide des mmation d'éneelle suit des ple de rupture
avant d'avue, c'est le cas es centrés à s polymères à
apitre 3
linéairepture
contraintes, des contraintee, limites de va
omènes de rupx : lorsqu’ils suentrainent pasplus de replaciorés, il cones et les prde marque ab
la rupture conception re de ruine psures existant , il importe deur de chartique du matéri
est caractédéformation donc par la pr
fissures avergie. La ruptuplans cristallogpar clivage. Loir quitté ldes céramiquebasse tempé
basse tempéra
de la
résilience,es, rupture alidité.
pture sont urviennent s de pertes cement des nvient de roductions bimée les
est une visant à
prenant en au sein du
de pouvoir rge à un iau.
érisée par plastique
ropagation ec faible
ure est bien graphiques, e matériau le régime es, métaux érature, et ature.

Corrosion et Rupture Mécanique linéaire de la rupture
ENSAM/MEKNES Moulay Rachid Kabiri
23
Mécanique linéaire de la rupture Introduction Les phénomènes de rupture sont extrêmement couteux : lorsqu’ils surviennent, si par bonheur ils n’entrainent pas de pertes de vie humaine en plus de replacement des équipements détériorés, il convient de compter les heures et les productions perdues, l’image de marque abimée, les marchés disparus… De nombreux essais ont été imaginés pour évaluer la résistance à la rupture des matériaux et certains d’entre eux sont depuis longtemps couramment pratiqués dans l’industrie. On mesure alors l’intérêt des essais de choc sur éprouvettes entaillées mis au point notamment par Charpy il y a une centaine d’années. Ils permettent, notamment de déterminer le risque de rupture fragile des aciers, à certaines températures. Néanmoins, ces essais ne fournissent pas d’indication sur les charges que peuvent supporter les pièces contenant des défauts. C’est la mécanique de la rupture et les essais qui en dérivent qui permettent de le faire. Ils ont connu un grand développement depuis une quarantaine d’année, particulièrement dans les industries nucléaire, aéronautique spatiale et pétrochimique. Même s’ils sont plus couteux et nécessitent l’intervention de spécialistes, ils se répandent. D’ailleurs, on assiste à une rapide évolution de la normalisation dans ce domaine. 1. Historique Durant la seconde moitie du 19ème siècle, l'usage de l'acier et d'autres alliages métalliques se développa considérablement. Avec cet essor se multiplièrent aussi les accidents dus à l'utilisation inadéquate de ces matériaux, de même que bien souvent à des faiblesses de conception et dimensionnement. En janvier 1919, un énorme réservoir de molasse, de 27 mètres de diamètre et 15 m de hauteur se déchira soudainement, répandant 7,5 millions de litres de molasse dans les rues de Boston (USA). Douze personnes trouvèrent la mort et une quarantaine furent blessées dans cet accident. Dans les années 30 et 40, plusieurs ponts « Vierendeel » franchissant le canal Albert, en Belgique, furent victimes de ruptures fragiles, L'un deux s'effondra même complètement, un matin de mars 1938, par temps très froid. En janvier 1943, un pétrolier en construction soudée, le « Schenectady » se brisa complétèrent en deux parties. Durant les dix années suivantes, plus de deux cents navires construits pour les besoins de la guerre furent plus ou moins sévèrement endommagés par des ruptures fragiles. Parmi eux, neuf cargos T-2 et sept Liberty Ships se brisèrent totalement. La plupart de ces ruptures prirent naissance en des points de concentration de contraintes. Bien que ces ruptures soient finalement en nombre très faible, par comparaison avec celles causées par surcharge (plastification) ou instabilité, elles sont particulièrement dangereuses. En effet, elles ne peuvent que difficilement être détectées à l'avance, car elles se produisent avec peu ou pas de déformation préalable. Par ailleurs une fois initiée, la rupture fragile se propage a une vitesse telle (2000 m/s) que toute action corrective est impossible, Ces caractères justifient l’immense effort de recherche qui y a été consacré et qui a abouti à la création d'une nouvelle discipline : la mécanique de la rupture.

Corrosion et Rupture Mécanique linéaire de la rupture
ENSAM/MEKNES Moulay Rachid Kabiri
24
2. Concentration des contraintes Considérons une plaque percée d'un trou elliptique, chargée en traction. Inglis a montré que la contrainte à l'extrémité du grand axe de l'ellipse est supérieure à la contrainte appliquée dans le sens du petit axe.
1 Soit, en introduisant le rayon de courbure ρ = b2/a
1
Supposons que cette ellipse représente un défaut au sein de la plaque. La contrainte à son voisinage peut égaler plusieurs fois la contrainte appliquée σa le facteur de proportionnalité étant appelé facteur de concentration de contrainte KT :
En conclusion plus un matériau contient de défauts ou plus la géométrie d'une pièce est tourmentée, plus le risque est élevé. II s'agit la du phénomène appelé «effet d'entaille». Cependant, l’effet d’entaille ne définit pas à lui seul le caractère de la rupture. L’environnement joue un rôle primordial, en particulier la température qui conditionne la nature de la cassure. 3. Essai de Résilience La sensibilité d'un matériau à l’effet d'entaille se mesure par un essai de résilience consistant en un chargement statique ou dynamique d'une éprouvette entaillée. L'essai le plus traditionnel est l'essai de flexion par choc sur éprouvette bi-appuyée, communément appelé essai Charpy. Au cours de cet essai, l’éprouvette est rompue par choc sous l’effet d’une masse pendulaire (mouton-pendule). L’énergie absorbée par la rupture de l'éprouvette est appelée Résilience. Elle s’exprime en Joules/cm2 ou simplement en Joules lorsque l'éprouvette a des dimensions normalisée. Des essais Charpy réalisés à différentes températures montrent que la résilience est étroitement liée à la température (fig.1). II est en effet évident que si la température baisse, le matériau devient «cassant», donc sujet à une rupture fragile. A température plus élevée, on constate au contraire que la rupture s'accompagne d'une plus grande déformation plastique, caractère révélateur d'une rupture ductile. Les températures où se manifestent ces comportements dépendent du matériau considéré. Cette courbe permet de distinguer trois zones de température. La zone I, à basses températures, est celle ou la rupture est fragile. La zone III, à températures plus élevées, est celle ou la rupture est ductile. Enfin la zone II, dite zone de transition, est celle ou la rupture est mixte, c'est-a-dire se produit avec une déformation plastique limitée, le faciès de fracture est composé d'une zone à grains (fragile) entourée d'une zone à nerfs (ductile).

Corrosion et Rupture Mécanique linéaire de la rupture
ENSAM/MEKNES Moulay Rachid Kabiri
25
Figure 1 : Essai de Charpy en fonction de la température La température à laquelle se manifeste la transition fragile ductile dépend donc essentiellement du matériau employé. Il s’en suit que le choix d’un matériau repose en grande partie sur la température de service de la structure à construire. Il est très délicat de faire reposer le choix d'un matériau sur sa température de transition. 4. Notion de la mécanique de la rupture 4.1. Modes de rupture et contraintes au voisinage d’une fissure La mécanique de la rupture est une philosophie de conception visant à développer un critère de ruine prenant en considération les fissures existant au sein du matériau. Pour cela, il importe de pouvoir comparer un facteur de charge à un paramètre caractéristique du matériau. La première étape consiste donc en la définition d'un facteur caractérisant la sévérité de la situation obtenue par application d'une charge sur une pièce fissurée. Ce facteur s'obtient par considération des contraintes et déformations au voisinage du front de la fissure, pour les trois modes de fissuration élémentaires illustrés sur la figure 2.
Figure 2 : Modes de rupture et états des contraintes au voisinage de la fissure
Ces contraintes ont été calculées par Irwin à l'aide de la théorie de l'élasticité. Elles sont exprimées par les relations ci-après, avec les notations de la figure 2 et les connotations suivantes : ν coefficient de Poisson, CP : contraintes planes et DP : Déformations planes
Température °C
Résilience J/cm²
Zone I Zone II Zone III

Corrosion et Rupture Mécanique linéaire de la rupture
ENSAM/MEKNES Moulay Rachid Kabiri
26
En mode I
σK
√2πrcos
θ2 1 sin
θ2 sin
3θ2
σK
√2πrcos
θ2 1 sin
θ2 sin
3θ2
τK
√2πrsin
θ2 cos
θ2 cos
3θ2
0 en CP, en DP et τ τ 0
En mode II
σK√2πr
sinθ2 2 cos
θ2 cos
3θ2
σK√2πr
cosθ2 cos
θ2 cos
3θ2
τK√2πr
cosθ2 1 sin
θ2 sin
3θ2
0 en CP, en DP et τ τ 0
En mode III
τK√2πr
sinθ2
τK√2πr
cosθ2
0 et τ 0
Les facteurs Kl, Kll et Klll caractérisent à la fois les géométries de l’éprouvette et celle de la fissure, et la nature des sollicitations. Ils sont appelés facteurs d'intensité de contrainte et s'expriment en MPa m1/2. 4.2. Critère de ruine en mode I
4.2.1. Bilan énergétique
Considérons un solide de surface initiale S0 dans lequel on crée une fissure A(t) variable dans le temps. L’équilibre thermodynamique du corps requiert que :
Avec : U : le travail effectué par les forces extérieures, V : l’énergie élastique récupérable stockée dans le solide, T : l’énergie cinétique D : la somme de toutes les énergies dissipées de façon irréversible.
En notant S(t) = S0 + A(t) la surface totale du solide, on peut écrire, en supposant une situation quasi-statique (dT/dt = 0) :

Corrosion et Rupture Mécanique linéaire de la rupture
ENSAM/MEKNES Moulay Rachid Kabiri
27
d U VdA
dDdA γ
Où, γ est l’énergie nécessaire à la création d’une surface de rupture unitaire. Le terme à gauche de la relation ci-dessus représente l’énergie disponible pour la rupture tandis que celui à droite représente l’énergie nécessaire à cette rupture. On démontre, en mode I, que la différence énergétique est liée au KI par la relation :
Gd U V
daKE
Où GI : force d’extension de la fissure a : longueur de la fissure E* = E en CP et E* = E/(1- ν²) en DP
4.2.2. Critère de ruine
La fissure ne peut se propager que lorsque GI atteint une valeur critique GIc caractéristique du matériau, ce qui signifie qu’ il existe aussi une valeur critique KIc du facteur d’intensité de contrainte telle que la fissure ne se propage de façon instable que lorsque : KI ≥ KIC KIc appelée ténacité, caractérise la résistance du matériau à la propagation plane des fissures en mode I. Sa valeur est indépendante de la géométrie du détail et des conditions de chargement, à condition que le matériau soit isotrope. On admet qu’en mode I, la contrainte responsable de la propagation de la fissure est la plus grande contrainte principale perpendiculaire au plan de la fissure et que l’expression générale de KI est de la forme :
K FaW √πa
Où F(a/W) est une fonction de forme, dépendant des géométries de l’éprouvette et de la fissure.
Donc, une structure sera considérée comme sûre si : √ Il s’ensuit que le concepteur peut théoriquement agir sur trois facteurs afin de réaliser cette inégalité :
• Sélection d’un matériau ayant une meilleure résistance à la rupture, c’est à dire possédant un KIc plus élevé à la température de service.
• Abaissement du niveau de sollicitations, soit globalement par diminution de la contrainte nominale, soit localement en évitant les concentrations de contrainte dans les régions sujettes à fissuration.
• Contrôle des défauts de la structure de façon à abaisser la dimension critique des fissures.

Corrosion et Rupture Mécanique linéaire de la rupture
ENSAM/MEKNES Moulay Rachid Kabiri
28
4.3. Zone plastique D’après les expériences des contraintes au voisinage du fond de fissure énoncées précédemment, celles-ci deviennent infiniment grandes lorsque r tend vers zéro. En effet pour θ = 0, la contrainte normale σyy varie en fonction de r d’après l’équation ci-dessous :
√
En réalité, la contrainte est bornée par la limite élastique σe du matériau. Il existe donc une zone au voisinage du front de fissure où la contrainte atteint la limite élastique. En première approximation on peut admettre que cette zone plastique est circulaire de diamètre rp tel que :
12
En fait, la limitation σ σ impose une redistribution des contraintes (figure 3), de sorte que la zone plastique est plus étendue que ne l’indique le calcul précédent. Il est généralement admis de considérer que la zone plastique est circulaire de rayon rp (et non plus de diamètre rp).
Figure 3 : Schéma de la zone plastique d’après Irwin
Le calcul précédent est valable en état de contraintes planes seulement. Lorsque l’on est en état de déformations planes, la triaxialité des contraintes change ce calcule, ainsi le rayon de la zone
plastique devient : r
La forme circulaire de la zone plastique que nous avons admise au cours de cette première approche n’est que grossière approximation. En fait, si l’on adopte soit le critère de Tresca, soit celui de Von Mises, on obtient une forme sensiblement différente qui, de plus, varie dans l’épaisseur de la pièce puisque la surface règne un état de contraintes planes alors qu’à cœur l’on se rapproche davantage d’un état de déformations planes. La figure 4 illustre ce phénomène dans le cas d’un calcule fondé sur le critère de Von Misés. On remarque que la taille de la zone plastique est sensiblement plus faible à mi-épaisseur qu’en surface.

Corrosion
ENSAM/
Dans ledifférenMisés.
Dans cerequiert Malgré cailleurs, expérim Lorsquede la lonque aeff = L’existenont pouque l’épLa cond Si cetteconsidér
[K
Si la valimporta
n et Rupture
/MEKNES
Figure
e cas des mtes. La figu
Figure 5 :
es deux cas,l’usage de
ces nombrela difficulté
mentale, que
e la taille de ngueur de f= a + rp.
nce de cetteur conséquenaisseur soit
dition sur l’ép
e condition ration les ef
KIc_corrigé ]²
leur corrigénts, on conc
e 4 : Forme d
modes II et ure 5 indiqu
Forme de l
, la prise enméthodes dux modèlesé de la mesce soit par m
la zone plafissure, la lo
e zone plastnce de faire suffisante ppaisseur est
n’est pas ffets des dim
= [KIc]²[1
ée est très suclura que la
de la zone p
III, la formue ces zones
la zone plast
n compte dde relaxation, la taille et ure de la zo
microscopie
stique n’est ngueur à co
tique, et survarier KIc aour que l’ontraduite par
vérifiée, onmensions de l
1 + (1.4/t²
upérieure à mécanique l
29
plastique en
me et la tails, dans le ca
tique en mod
e la redistrin, ceci a été la forme deone plastiquélectroniqu
pas négligeonsidérer est
rtout la variaavec l’épaissn ait au sein r : t = épai
n propose la pièce, selo
²)(KIc/σe)4
la valeur d
linéaire de la
mode I (crit
lle de la zoas d’un calc
de II et III (
ibution des fait par Sti
e la zone plaue rend quaue à transmis
able en regat alors une
ation de sa eur de l’éprode la pièce uisseur de
une correcon l’équation
4] avec : K
de KIc, les ea rupture n’e
Mécaniq
tère de Von
ne plastiquecul fondé su
(critère de V
contrainte impson, Eatastique resteasi-impossibssion ou par
ard des dimelongueur di
taille selon ouvette utiliun état de dla pièce ≥
tion du KIn ci-dessous
KIc_corrigé - K
effets des diest pas appli
que linéaire de
Moulay Rach
Mises)
e sont sensur le critère
Von Mises)
est assez déton, et Mc Cent mal connble toute vérr rayon X.
ensions du cite effective
l’état de coisée. En effeéformations≥ 2.5 (KIc/
Ic pour pres :
KIc reste fai
imensions sicable.
la rupture
hid Kabiri
iblement de Von
élicate et Clintock. nues. Par rification
corps ou aeff, telle
ntraintes et, il faut s planes. /σe)².
endre en
ible.
ont trop

Corrosion
ENSAM/
5. Méca Les prin
5.1. Coa
5.2. Cliv
5.3. Fra
5.4. Ana Ces imamicronslocale ducaractéridans la fde long.certainelattes ou
Il s’agit iconduisdu métajusqu’à rrupture lesquels que la co
Il est assjeu une transcrist(figure 7aspect daffluentsde la pro
Il s’agireconnades surfgénéral résultaninadéqu
n et Rupture
/MEKNES
anismes de
ncipaux méc
alescence d
vage
acture inter
alyse par fr
ages ont été s. La ruptureu métal : ferisées par leuferrite corre Pour le clivs d’entre ell
u groupes de
ici de la rupant à la form
al, lesquels grupture finafait très netont des fo
ontrainte de
socié à une faible éne
talline le lo7). On noterde la surfas dont le coopagation de
it là du faissable. La rfaces intergrassociée à t d’un at ou impro
e rupture fra
canismes que
des pores
granulaire
ractographi
prises au Me montre derritique (Figur aspect lisspond bien vage de la bales, on distine lattes (pho
ture de partmation de pogrossissent etale. Le facièttement app
ormes d’autae cisaillemen
rupture fragergie car laong de plara sur la figace rappelanours est dane la rupture.
faciès le prupture se pranulaires etun compor
traitementoprement ap
agile
e l’on peut m
ie : Etude d
MEB après rues micro-mé. 9) ou bainisse qui ne mà la taille deainite (Figurngue des rel
oto en bas à
ticules fragileores au sein t coalescent s de la surfa
paraître ces ant plus allont est import
gile. Il met a fracture eans cristalli
gure le curient rivières ns la directio
plus aisémproduit le lot se trouve rtement fragt thermiqpliqué
30
mettre en év
de cas
upture fragiécanismes ditique (Fig. 1
montre que le grains obsere 10), on obliefs rappeladroite de la
es
ace de pores,
ongées tante.
en est ins ux et
on
F
Fd
ent ong
en gile que
Fz
vidence sont
ile d’un aciede clivage di10). Les faceles rivières dervée en micbserve que lant des jointFigure 10).
Figure 6 : Rude
Figure 7 : Rd’ascenseur e
Figure 8 : Ringuée en ac
Mécaniq
les suivants
r. La fissureifférents seloettes de clivade clivage. Lcroscopie, qles facettes sts de faible
upture par Cl’alliage Al-M
Rupture paren acier.
Rupture intecier.
que linéaire de
Moulay Rach
s :
e se propageon la microage de la ferLa taille des
qui est de 10 sont plus pedésorientati
CoalescenceMg0.4Si1.2.
r clivage d
ergranulaire
la rupture
hid Kabiri
e sur 100 structure rrite sont s facettes microns tites. Sur ion entre
de pores
d’un arbre
d’une vis

Corrosion et Rupture Mécanique linéaire de la rupture
ENSAM/MEKNES Moulay Rachid Kabiri
31
Figure 9 : Clivage transgranulaire dans la ferrite et languettes de clivage (flèches noires)
Figure 10 : Clivage transgranulaire dans la bainite
Conclusions La rupture fragile est caractérisée par l'absence de déformation plastique macroscopique, et donc par la propagation très rapide des fissures avec faible consommation d'énergie. La rupture est bien nette, elle suit des plans cristallographiques, on parle de rupture par clivage. Le matériau rompt avant d'avoir quitté le régime élastique, c'est le cas des céramiques, métaux cubiques centrés à basse température, et certains polymères à basse température. La mécanique de rupture ne s’applique pas pour toute taille de défaut et notamment pour les très petits comme pour les très grands. Ces limites dépendent d’ailleurs des matériaux. La limite inférieure est très faible pour les métaux, assez grande pour les composites. Pour ces derniers, la dispersion des résultats ne permet d’ailleurs pas de trancher entre un critère de rupture type mécanique de rupture ou analyse limite. Les concepts précédemment énoncés ne sont valables que dans le cas d’un matériau isotrope ayant un comportement élastique parfaitement plastique. Par ailleurs, la concentration de contrainte en fond d’entaille crée une plastification locale. Il est nécessaire que la taille de cette zone plastique reste petite par rapport à la longueur de la fissure et aux dimensions de la structure de façon à ne pas perturber la distribution élastique des contraintes.

Corrosion et Rupture Mécanique linéaire de la rupture
ENSAM/MEKNES Moulay Rachid Kabiri
32
Série d’exercices n°3
Exercice 1
Un barreau en acier (Re = 1790 MPa, KIc = 90 MPa.m1/2) de section carrée 120 * 120 mm² est soumis à une force de traction F = 12 MN. Ce barreau contient une fissure d'angle en quart de cercle de rayon a = 1 cm (voir la figure ci-dessous).
Le facteur d'intensité de contraintes pour ce cas de figure π
σ aK I )²12.1(2=
Est ce que le barreau va résister à la charge appliquée ?
Exercice II
Un tuyau en acier de rayons intérieur r = 2 cm et extérieur R = 10 cm sert au transport d'un fluide dont la température excède l'ambiante d'une quantité ∆T. On sait que dans une telle situation, la face interne du tuyau est soumise à une contrainte circonférentielle exprimée comme suit :
⎥⎥⎥
⎦
⎤
⎢⎢⎢
⎣
⎡
−−−
=)
rRlog(
1
)Rr(1
2ν)2(1
α.E.∆Tσ2
Où : α : coefficient de dilatation thermique = 11.88 .10-6 °C-1 E : Module d'Young = 206 GPa ν : coefficient de Poisson = 0.3
On donne : La ténacité KIc = 44 MPa.m1/2 et la contrainte théorique de rupture est σu = 1390 MPa. Le procédé de fabrication et les moyens de contrôle laissent penser que des fissures radiales de profondeur a = 5 mm peuvent exister sur la face interne du tuyau.
1. Sachant que la formule simplifiée du facteur d'intensité des contraintes estπaσ1.12K I = , trouver le gradient de température maximal admissible.
2. Quelle serait ce gradient de température si l'on négligeait l'effet de la fissure. Commenter.

Corrosion et Rupture Mécanique linéaire de la rupture
ENSAM/MEKNES Moulay Rachid Kabiri
33
Exercice 3
Une plaque d'acier très large, contenant une fissure de longueur 16 mm est soumise à une contrainte uniforme et perpendiculaire au plan de la fissure d'intensité égale à 350 MPa. La limite d'élasticité de cet acier est estimée à Re = 1400 MPa.
1. est-il nécessaire de prendre en compte la plasticité au voisinage de la pointe de fissure lors de l'évaluation du facteur d'intensité des contraintes.
Exercice 4
Une plaque d'acier de largeur 10 cm et d'épaisseur 2 cm contient une fissure doublement traversante de largeur égale à 3 cm située au milieu de la largeur de la plaque et orientée à 60° par rapport à la direction du chargement (voir figure ci-dessous). Pour cet acier Re = 2070 MPa et KIc = 27.5 MPa.m1/2
1. Quelle est la contrainte de rupture de la plaque. 2. comment serait le faciès en cas de rupture
un critère de rupture possible dans cette configuration est donnée par
l'équation suivante : 1K2K
KK
2
Ic
II2
Ic
I ≥⎥⎦
⎤⎢⎣
⎡+⎥
⎦
⎤⎢⎣
⎡ (figure 2)
Dans le cas où b >> a, on donne acossinK;a²sinK III πββσ=πβσ= Dans notre cas, il faut tenir en compte de la largeur de la plaque, donc il faut multiplier les deux facteurs d'intensité de contraintes par un facteur de forme correcteur :
ba'1
)ba'0.044()
ba'0.37(
ba'0.51
)ba'f(
32
−
−+−=
Où a’ est la projection de a sur la normale à la ligne de chargement. Exercice 5
Un réservoir cylindrique sous pression (Φint = 40 cm et Φext = 48 cm) est fabriqué en alliage d'aluminium (Re = 385 MPa et KIc = 44 MPa.m1/2). Ce réservoir doit supporter une pression interne P = 70 MPa. Les techniques d'inspection ne permettent pas de déceler en service des fissures débouchantes sur la face interne de moins 0.5 cm de profondeur et 3 cm de largeur. Pour cette configuration, on donne :
Φπa1.12σKI = (Φ est un facteur de forme qui est égale à 1.07 pour notre géométrie)
1. Est ce que le réservoir pourra-t-il supporter la pression interne. 2. Si non, que peut-on préconiser pour le rendre sûr.
b b
60°
2a

Fa
Sollicitcourbeincubat
Résumque la structuplus soparticucaractèd’autanfatigue brutale Afin dfatigue étudiergénéraldimenssimplesdifférenapparaî
Cha
atigue de
ations périodiqe de Wöhler,tion, propagati
mé : L’expérienrupture de piè
ures en fonctioouvent due àulièrement insière progressint plus grave
conduit très e qui peut prov
e préciser les des métaux n
r les résultatlement sur desions, sollicités, qui perments domainesître ou non.
apitre 4
es Matér
ques, fatigue, e, cumul de ion.
nce industrielleèces de machi
onnement norà la fatigue. Cidieuse du faif masqué.
que la fissusouvent à un
voquer un acci
différents aspnous commencs des essais s éprouvettes
ées dans des ttent de dists ou la fati
riaux
endurance, dommage,
e montre ines ou de rmal est le
Celle-ci est ait de son
Ceci est ration par ne rupture dent.
pects de la cerons par
effectués de petites
conditions tinguer les igue peut

Corrosion et rupture Fatigue des matériaux
ENSAM/MEKNES 34 Moulay Rachid Kabiri
Fatigue des Matériaux
Introduction L’expérience industrielle montre que la rupture de pièces de machines ou de structures en fonctionnement normal sont le plus souvent dues à la fatigue .celle-ci est particulièrement insidieuse du fait de son caractère progressif masqué .ceci est d’autant plus grave que la fissuration par fatigue conduit très souvent à une rupture brutale qui peut provoquer un accident. Afin de préciser les différents aspects de la fatigue des métaux nous commencerons par étudier les résultats des essais effectués généralement sur des éprouvettes de petites dimensions, sollicitées dans des conditions simples, qui permettent de distinguer les différents domaines ou la fatigue peut apparaître ou non.
1. Historique de la fatigue La fatigue a été mise en évidence et étudiée pour la première fois par l'ingénieur allemand Wöhler qui analysait les nombreuses ruptures d'axes de wagons de chemin-de-fer (figure en bas à gauche). Il montra grâce à des essais que le nombre de cycles jusqu'à rupture d'un arbre dépendait de la contrainte maximale dans l'axe (contrainte de flexion variant entre plus et moins l'amplitude maximale à chaque tour de roue) et des détails géométriques de l'axe. Wöhler fut ainsi le premier à établir des courbes de fatigue qui aujourd'hui portent son nom. La figure de droite donne un exemple de ces courbes telles que présentées par Wöhler. Elle montre le nombre de cycles avant rupture pour des aciers en fonction de la contrainte alternée appliquée aux échantillons. Ces résultats montrent la forte diminution de la durée de vie (du nombre de cycles) causée par la présence d’une concentration de contrainte dans l’éprouvette.
2. Fatigue et endurance 2.1. Définitions On entend par fatigue ou endommagement par fatigue la modification des propriétés des matériaux suite à l’application de cycles d’efforts qui peut conduire à la rupture fragile des pièces sollicitées. Les contraintes seront définies par l’amplitude maximale σ atteinte au cours d’un cycle, par la valeur moyenne de la contrainte σm et par le rapport de la contrainte minimale à la contrainte maximale R= σmin/σmax .

Corrosion et rupture Fatigue des matériaux
ENSAM/MEKNES 35 Moulay Rachid Kabiri
On est parfois conduit à distinguer la composante alternative σa de la composante statique σm, ainsi selon les valeurs relatives de ces deux composantes, on distingue les essais sous sollicitation alternée, répétée ou ondulée (figure 1).
Figure 1 : Différents cas de sollicitations : efforts-temps
Les déformations interviennent éventuellement dans le cas de la fatigue plastique. En général, la fatigue se produit sans déformation plastique d’ensemble mais avec une déformation plastique très localisée d’abord autour des défauts, à fond d’entaille ou en surface, ensuite à l’extrémité de la fissure une fois que celle-ci s’est formée. Il en résulte que la mesure de cette déformation est extrêmement difficile. La durée de vie est généralement mesurée par le nombre de cycles à rupture NR. L’exécution de n cycles (n<NR) entraine un certain endommagement de la pièce qu’il est important de chiffrer car il détermine sa capacité de vie résiduelle et donc peut indiquer s’il faut ou non remplacer la pièce pour éviter un accident. On appelle endurance la capacité de résistance à la fatigue des pièces et des assemblages. Ainsi d’une façon très générale, il y aura fatigue toutes les fois que l’on est en présence d’efforts variables dans le temps. Ce qui est bien particulier à la fatigue et qui est en fait le danger, c’est que la rupture peut se produire pour des contraintes apparentes relativement faibles, souvent bien inferieure à la résistance mécanique et même à la limite d’élasticité du métal. 2.2. Diagramme d’endurance L’essai de fatigue le plus simple consiste à soumettre chaque éprouvette à des cycles d’efforts périodiques (généralement sinusoïdaux), d’amplitude maximale σ et de fréquence constantes et à noter le nombre de cycle au bout duquel la rupture se produit NR. A chaque éprouvette correspond un point du plan (σ, NR) et à partir d’un lot d’éprouvettes soumises à des contraintes maximales différentes, on obtient une courbe qui a l’allure de celle représentée sur la figure 2. Sur cette courbe, connue sous les noms de WOHLER, ou courbe S-N (stress-number of cycles) ou courbe d’endurance, on peut distinguer trois domaines :
1. une zone de fatigue sous forte contrainte, où la rupture survient après un très petit nombre d’alternances et est précédée d’une déformation plastique notable.

Corrosion et rupture Fatigue des matériaux
ENSAM/MEKNES 36 Moulay Rachid Kabiri
2. une zone de fatigue (ou d’endurance limitée), où la rupture est atteinte après un nombre de cycles, nombre qui croit quand la contrainte décroit.
3. une zone d’endurance illimitée ou zone de sécurité ,sous faible contrainte, pour
laquelle la rupture ne se produit pas avant un nombre donné de cycles : 107 , 3.107
ou même 108 ou 109, supérieur à la durée de vie envisagée pour la pièce.
Figure 2 : Allure typique d’une courbe d’endurance
Dans de nombreux cas, on peut tracer une branche asymptotique à la courbe de Wöhler, l’asymptote étant la limite d’endurance ou limite de fatigue σd. Par contre dans certains cas, il ne semble pas qu’il y ait d’asymptote horizontale : c’est par exemple, ce qui se produit pour les alliages non ferreux ou lorsqu’il y a simultanément fatigue et corrosion. 2.3. Fatigue oligocyclique Il est généralement admis que ce domaine correspond à des contraintes élevées supérieures à la limite d’élasticité du matériau. Le nombre de cycles à rupture s’étend de ¼ jusqu’à 104 ou 105. Sous l’effet du cyclage en déformation imposée, la courbe effort-déformation prend la forme d’une boucle d’hystérésis ouverte qui se stabilise et se ferme au bout d’un certains nombre de cycles, au cours duquel le matériau s’adapte aux sollicitations cycliques. Cette accommodation en fatigue peut se produire de deux manières. Il pourra y avoir durcissement ou adoucissement suivant l’état initial du matériau. Souvent, pour des sollicitations alternées, un matériau initialement écroui s’adoucit en fatigue, et inversement, un matériau initialement mou durcit. La relation la plus simple entre la déformation plastique ∆εp et le nombre de cycles à rupture NR est celle proposé par COFFIN (1971) :
NRk .∆εp=C
L’exposant k est voisin de ½ pour les matériaux courants (aciers, alliages légers). Plusieurs auteurs ont proposé des méthodes pour estimer la durée de vie à partir d’un nombre d’essais minimum.

Corrosion et rupture Fatigue des matériaux
ENSAM/MEKNES 37 Moulay Rachid Kabiri
2.4. Zone d’endurance limitée
C’est le domaine de la fatigue habituellement considéré où la rupture apparaît après un nombre limité de cycles de (105 à 107 ) sans être accompagnée d’une déformation plastique d’ensemble. Le nombre de cycles à rupture NR croit quant l’amplitude de la contrainte périodique σ décroit. Parmi les nombreuses expressions de cette dépendance, nous citerons : Le modèle de WEIBULL : Nr (σ -σD)n =A (avec n=1 ou 2 selon les métaux)
2.4.1. Limite d’endurance
La limite d’endurance théorique est la limite supérieure de la contrainte périodique qui peut être appliquée indéfiniment sans amener la rupture. Nous avons indiqué qu’elle n’existait pas toujours. La limite conventionnelle est la valeur maximale de la contrainte qui n’entraine pas la rupture avant un nombre de cycles donné. Celle ci peut toujours être déterminée. En pratique, la détermination de la limite d’endurance pose un problème particulier par suite des caractères aléatoires de ruptures de fatigue dans la zone d’endurance. Notons enfin que la dispersion des résultats des essais de fatigue est un fait d’expérience. Celle-ci provient en effet de nombreuses causes liées à l’hétérogénéité des matériaux, aux tolérances d’usinage, aux défauts superficiels, à la présence des contraintes résiduelles, aux tolérances de montage sur la machine, aux variations de température et de milieu au cours de l’essai, etc.…. On peut la réduire en précisant tous les paramètres et on les maintenant dans des limites étroites, mais on ne peut pas l’éliminer par suite du caractère aléatoire des rupture par fatigue. C’est pourquoi sur la courbe de Wöhler, la durée de vie pour une contrainte donnée σ ne peut pas être représentée par un point mais par une distribution du nombre de cycles N . La figure ci-dessous montre la courbe de Wöhler en fatigue à haut nombre de cycles pour un acier laminé. On remarquera la dispersion considérable des résultats pour un niveau de contrainte alternée donné. On voit aussi qu’au dessous d’une certaine contrainte la durée de vie devient très longue et les éprouvettes ne se cassent plus: c’est la limite d’endurance à la fatigue σD .
Figure 3 : Aspect aléatoire de la détermination de la limite d’endurance

Corrosion et rupture Fatigue des matériaux
ENSAM/MEKNES 38 Moulay Rachid Kabiri
3. Endommagement par fatigue La notion de dommage présente deux aspects, l’un physique le plus intuitif peut être, l’autre descriptif, très important du point de vue de l’emploi des matériaux dans la constructions. L’aspect physique du dommage correspond aux variations des propriétés physiques des matériaux pendant la fatigue, variations qui reflètent les modifications que subit la matière sous l’action- des sollicitations. L’aspect descriptif de la notion de dommage consiste dans la représentation quantitative de l’endurance des matériaux soumis à des ’’histoires des contraintes’’ plus ou moins variées et à la limite, absolument quelconques. 3.1. Dommage cumulatif
Miner (1945) a proposé une loi simple de dommage qui repose sur l’hypothèse suivante (hypothèse de linéarité) : L’application de ni cycles au niveau de contrainte σi , auquel le nombre de cycles à rupture est (NR)i , entraine un accroissement de dommage égal à ni /(NR)i et la rupture intervient quand ∑ ni /(NR)i =1. D’après cette conception du dommage, il n’y aurait aucune distinction suivant que σ2 est supérieure ou inferieure à σ1. Toutefois, il semble bien que si les différents niveaux de contrainte, sont successivement décroissants, alors ∑ n / N <1, tandis que ∑ n / N >1 si les contraintes sont successivement croissantes. On estime que la règle de Miner n’est pas très précise, mais qu’elle a l’avantage d’une grande simplicité. 3.2. Fissuration par fatigue
A partir de la mesure des longueurs de fissures observées sur des éprouvettes en cours de fatigue, différentes formules ont été proposées pour exprimer la vitesse de propagation. Expérimentalement, de nombreux auteurs ont trouvé que la vitesse de fissuration pouvait s’écrire selon la loi de Paris :
dadN
C ∆K Où :
• a : longueur de la fissure • N : Nombre de cycle • ∆K : amplitude du facteur d’intensité de contrainte • C et m : constantes dépendent du matériau.

Corrosion et rupture Fatigue des matériaux
ENSAM/MEKNES 39 Moulay Rachid Kabiri
Figure 4 : Courbe de fissuration par fatigue – Loi de Paris 4. Mécanismes de rupture par fatigue L’endommagement par fatigue mené jusqu'à son terme, c'est-à-dire jusqu'à la ruine, comprend trois périodes d'importances variables suivant les matériaux et les caractéristiques des sollicitations :
• période d'amorçage, • période de propagation, • rupture brutale.
4.1. Période d'amorçage Cette période n'intéresse guère le mécanicien. Les phénomènes mis en jeu sont d'une très grande finesse et seuls de puissants moyens de laboratoire sont capables de mettre en évidence les signes annonciateurs d'un endommagement qui peut devenir irréversible. Ce dernier point peut avoir parfois son importance car, qui dit possibilité d'irréversibilité dit également possibilité de réversibilité. En effet, jusqu'à un certain seuil d’endommagement, il est possible, par de judicieux traitements mécaniques et (ou) thermiques, de faire disparaître celui-ci et donc de revenir à un état initial non endommagé. Lorsque cette opération reste infructueuse, la pièce a subi un endommagement irréversible et commence d'entrer dans la période de propagation à partir des microfissures formées. 4.2. Période de propagation Cette période peut, elle-même, être scindée en deux phases distinctes :
• Stade I ou stade de propagation interne des microfissures précitées, • Stade II ou stade de propagation d'une des microfissures qui devient la fissure de fatigue qui conduira à la ruine de la pièce.
10-3
da/dN (mm/cycle)
∆K (MPa.m1/2) ∆Ks Kc
10-4
10-5
10-6

Corrosion et rupture Fatigue des matériaux
ENSAM/MEKNES 40 Moulay Rachid Kabiri
On constate que, dans le premier stade (stade I), les microfissures formées soit dans le prolongement d'une intrusion, soit dans un "creux" le long d'une ligne de glissement, selon le matériau, progressent en restant dans le plan de glissement initial où elles sont apparues (fig. 5).
Figure 5 : Coupe micrographique montrant les deux stades de propagation des fissures de fatigue initiées à la surface d'une éprouvette d'aluminium pur, (X300) (d'après Forsyth)
A une certaine profondeur qui dépend surtout de la dimension des grains, on observe un changement de direction et, lors du franchissement des joints, les fissures quittent le plan de la cission maximale pour le plan de la contrainte normale de tension maximale (stade II). Ceci est la conséquence du changement de régime des contraintes car le rapport des contraintes de cisaillement aux contraintes de traction diminue progressivement de la périphérie vers le centre par suite de la présence de contraintes résiduelles superficielles. En effet, un faible niveau de contrainte favorise le développement du stade I tandis que l'élévation de la contrainte moyenne favorise le stade II.
4.3. Rupture brutale Lorsque la fissure se propage dans une section trop faible pour supporter les sollicitations appliquées, il se produit la rupture brutale catastrophique. 5. Faciès caractéristique des ruptures en fatigue L'examen attentif de toute rupture de pièce est une opération d'une grande importance dans le développement d'un produit. En effet, si elle peut entraîner des répercussions économiques ou juridiques parfois graves, elle traduit toujours une faiblesse caractéristique de la pièce accidentée. En revanche elle est capable, pour l'observateur averti, de lui montrer les causes de rupture donc les remèdes à appliquer pour que cet état de fait soit supprimé. L’examen à l'œil ou à la loupe binoculaire d'une cassure de fatigue montre l’existence de deux zones d'importance variable selon l'amplitude des contraintes, la zone de rupture par fatigue, lisse, soyeuse et la zone de rupture finale brutale à relief marqué. Sur la première, on peut voir des lignes d'arrêt dont la courbure permet de remonter au point d'amorçage, ou foyer de la cassure (fig. 6)

Corrosion
ENSAM/
F Ces lignsouventpourquogénérale A très caractériservice qdu fer (festonné
Figure 7
6. Facte On peurésultanmétal pdéforma
n et rupture
/MEKNES
Figure 6 : A
nes d'arrêt dét, aux arrêts oi, sur la casement le cas
fort grossisistique formque sur les (CC) et des ées par la pr
7 : Microfrac
eurs de l’en
ut dire, pourte de plusie
par suite dations plasti
Aspect de la s
émontrent lede fonction
ssure d'une des essais d
ssement (mimé de strieséprouvettesaciers doux
résence d'alig
ctographie m
ndurance de
r simplifier, eurs phénom
de l'existenciques, et de
surface de ru
e caractère pnnement deéprouvette
de [laboratoi
icrofractogr parallèles, d'essai. Cesx (connus pgnements d'
montrant les
es pièces
que l'endurmènes compce des cone l'irréversib
41
upture par f
progressif dee la machineessayée sanire, ces ligne
aphie électrmais cette s stries peuvpour présen'inclusions o
s stries visibl
rance d'une pétitifs : D'centrations bilité des g
fatigue d'un
e la fissuratie dont fait ps interruptio
es n'apparais
ronique), onfois aussi bvent être trèter des gliss
ou de carbur
les sur la sur
pièce ou dune part, l'elocales de
glissements
arbre de boi
ion. Elles copartie la pièon jusqu'à russent pas.
n observe ébien sur les ès sinueusessements sinres (cf. figur
rface de rup
d'un élémenendommage
e contrainteau cours d
Fatigue des
Moulay Rac
ite à vitesses
orrespondenèce considérupture, com
également upièces rom
s comme danueux), où ere 7).
pture d'un ac
t de structuement progre, qui entrades cycles s
matériaux
chid Kabiri
s.
nt, le plus rée. C'est
mme c'est
un faciès mpues en ans le cas elles sont
cier doux
ure est la ressif du aîne des uccessifs

Corrosion et rupture Fatigue des matériaux
ENSAM/MEKNES 42 Moulay Rachid Kabiri
(interaction de dislocations, rôle de l'environnement) ; ces phénomènes entraînent, comme nous l'avons montré, la fissuration du métal ; D'autre part, l'adaptation, c'est-à-dire la modification du régime des contraintes internes par relaxation consécutive à la déformation plastique localisée, qui entraîne la disparition des "pointes de contraintes", puis l'accommodation, c'est-à-dire la modification des propriétés du métal, qui le rend plus apte à supporter des effets cycliques, par la consolidation liée à l'écrouissage et par le durcissement qu'entraîne le vieillissement du métal écroui. Il en résulte que tous les facteurs qui agissent sur ces différents phénomènes joueront un rôle vis-à-vis de l'endurance des pièces mécaniques. Ces facteurs sont très nombreux et on peut les ranger, pour schématiser. en quatre catégories que nous examinerons successivement : les facteurs métallurgiques, les facteurs géométriques, les conditions de surface, les conditions de sollicitations 6.1. Facteurs métallurgiques On peut ranger dans cette catégorie tous les facteurs liés à la nature du métal qui constitue la pièce (composition chimique et structure cristallographique), à son élaboration et à sa mise en forme (inclusions, défauts, fibrage), ainsi qu'aux traitements thermiques (structure métallographique et caractéristiques mécaniques) subis par la pièce. C'est de ces facteurs que vont dépendre, d'une part, les possibilités de déformation sous efforts cycliques (nature cristallographique et énergie de faute d'empilement), ainsi que la capacité d'accommodation du métal et sa sensibilité à l'effet d'entaille. Celles-ci peuvent être liées, en première approximation, aux caractéristiques mécaniques, tandis que la présence de défauts internes (inclusions) introduit des possibilités de concentrations locales de contraintes qui vont diminuer l'endurance de la pièce. Les observations faites sur les pièces rompues par fatigue montrent que les inclusions, lorsqu'elles sont assez grosses, sont toujours à l'origine des fissures. De plus, celles-ci cheminent au sein du métal d'une inclusion à l'autre, mettant ainsi en évidence leur rôle lors de la propagation de ces fissures. Plus généralement, la : résistance à la fatigue dépend de la quantité, de la taille, de la nature et de la répartition des inclusions, ainsi que de leur forme par rapport à la direction des efforts. L'influence des inclusions est attribuée à la concentration locale de contrainte qu'elles provoquent par leur manque de plasticité, et qui peut conduire à la formation de microfissures, supprimant ainsi la phase d'amorçage. Par contre, nous avons vu précédemment que leur influence sur la propagation des fissures est relativement moindre. Leur influence sera d'autant plus grande que la sensibilité à l'effet d'entaille du métal sera plus forte. En conséquence, les métaux doivent être d'autant plus propres que l'on cherche une résistance et une endurance plus élevées. 6.2. Facteurs géométriques On peut déterminer a priori, dans un certain nombre de cas, le coefficient de concentration de contrainte théorique élastique kn correspondant à une de ces formes lorsqu'elles figurent dans les tables calculées pour les différents modes de sollicitation, mais pour des déformations élastiques. On peut aussi le déterminer expérimentalement par des méthodes d'extensométrie. Il faut ensuite connaître la sensibilité à l'effet d'entaille du matériau considéré que l’on représente par :

Corrosion et rupture Fatigue des matériaux
ENSAM/MEKNES 43 Moulay Rachid Kabiri
Où le coefficient expérimental Kf est le rapport des limites d'endurance sur éprouvettes lisses et sur éprouvettes entaillées. Ce coefficient est toujours inférieur à Kt par suite de l'adaptation du métal et tend vers Kt pour les aciers à très haute limite d'élasticité. Il en résulte qu'une augmentation de résistance statique n'entraîne pas nécessairement une augmentation de résistance à la fatigue en présence d'entaille 6.3. Conditions de surfaces Les fissures de fatigue prennent le plus souvent naissance dans les couches superficielles. Il convient donc, pour améliorer l'endurance des pièces, de relever dans la mesure du possible celle des couches superficielles. On peut y arriver en jouant soit sur la nature du métal, soit sur la résistance des couches superficielles par des traitements de durcissement et le développement de précontraintes de signe favorable. En premier lieu, il convient de s'opposer à un adoucissement de la surface des pièces par rapport au métal du cœur. Dans le cas des aciers, cet adoucissement est le plus souvent la conséquence d'une décarburation se produisant lors d'un traitement thermique effectué en atmosphère oxydante. Il en résulte une baisse de l'endurance de la couche superficielle dont la limite est alors celle d'un acier à bas carbone. Cet abaissement permettra la formation de fissures qui se propageront dans toute la pièce pour des contraintes inférieures à la limite d'endurance du métal non décarburé, non entaillé. En second lieu, on peut élever la résistance des couches superficielles donc leur endurance, par exemple par une cémentation. De façon plus générale, tous les procédés de durcissement superficiels sont utilisables pour améliorer l'endurance des pièces, mais leur action est inséparable de celle des précontraintes développées dans les pièces par ces procédés.
Conclusion Ainsi la fatigue est encore aujourd’hui un problème pour les ingénieurs car la prévision du point de rupture reste délicate car on a beau améliorer les méthodes de détection des microfissures certaines peuvent échapper au contrôle des spécialistes. Ce domaine reste donc un domaine de pointe ou les Hommes sont sans cesse à la recherche de nouveaux matériaux plus solides, plus légers et plus durables comme les fibres de carbone. Le plus souvent le choix des industriels reste un compromis entre le coût, la fiabilité et la durée de vie.

Corrosion et rupture Fatigue des matériaux
ENSAM/MEKNES 44 Moulay Rachid Kabiri
Série d’exercices n°4 Exercice 1 Un élément de structure est fabriqué en acier pour lequel KIc = 54 MPa.m1/2. Un contrôle par ultra-sons montre l'existence de fissure atteignant 0.2 mm. On a trouvé en laboratoire une loi de propagation de Paris avec C = 4.10-13 (MPa)-4m-1 et m = 4. La pièce est soumise à une contrainte ondulée (0, σmax) d'amplitude ∆σ = 180 MPa. En supposant que KI = σ(πa)1/2, calculer le nombre de cycle à rupture (fissure dans un massif infini). Exercice 2 Une structure est conçue pour être sollicitée en fatigue en traction répétée entre 0 et σs. Avant d'être mise en service, elle est essayée à une contrainte de timbrage σp = ασs. En considérant une fissure traversante dans un massif infini et une loi de Paris d'exposant 4 pour la propagation en fatigue, déterminer la durée de vie sûre en service (dans une structure épaisse, une meilleure sécurité est assurée à l'aide d'un matériau de plus faible ténacité). Pour un matériau de KIc = 140 MPa.m1/2, mille cycle sont permis quand α = 1.5. Quelle doit être la valeur de a quand KIc = 180 MPa.m1/2 pour conserver la durée de vie. Exercice 3 Le but de l'exercice est de voir l'effet de deux techniques différentes de contrôle non destructif sur l'évaluation de la tenue en fatigue de deux aciers A et B. La première technique permet de détecter les fissures dont la longueur est supérieure ou égale à 0.5 mm. La deuxième technique est capable de déceler des fissures de taille supérieure ou égale à 0.25 mm. Les données matériaux sont regroupées dans le tableau suivant : acier A acier B σm (MPa) 2068 1634 σe (MPa) 1636 1462 KIc (MPa m1/2) 41 62 m 4 4 C 3.5.10-14 6.3.10-14 On usine deux éprouvettes de chaque acier, l'une sera testée par la première technique et l'autre pas la deuxième technique. Les éprouvettes usinées sont de telle sorte que le facteur d'intensité de contrainte se met sous la forme : a.12.1K I πσ= . On utilise la loi de Paris pour calculer la durée de vie des éprouvettes soumises à un cycle de fatigue entre 0 et 0.75 σe pour des fissures initiales variantes selon les deux techniques de détection de fissures par le CND.
1. En détaillant chaque calcul, remplir le tableau suivant :
acier A Acier B Taille critique de la fissure : ac (mm) Durée de vie en fatigue en utilisant la première technique : Nf (1) Durée de vie en fatigue en utilisant la deuxième technique : Nf (2) 2. Comparer la tenue en fatigue des deux aciers en fonction des deux techniques utilisées.

Chapitre 4
Fluage des matériaux
Température, temps, fluage, viscoplasticité, incubation, fissuration, relaxation.
Résumé : De plus en plus les matériaux sont soumis à des conditions sévères d’emploi, et ce en raison du développement important réalisé dans les domaines de pointe comme l’aérospatiale. Ainsi certaines parties de la navette spatiale atteignent des températures allant jusqu’à 1000°C. A cette température la résistance des matériaux est plus faible comparativement à la température ambiante. En effet les matériaux peuvent se déformer par fluage, sous l’effet d’une faible charge, à une température de l’ordre de 0,4 Tf (température absolue de fusion). Cette situation a nécessité la mise au point de nouveaux matériaux, essentiellement des composites à matrice organique ou métallique et des superalliages, plus résistant au fluage. Ceci grâce au développement considérable des techniques d’élaboration, de mise en forme et de traitements thermiques. Ainsi l’avancement de la technologie dans ce domaine doit intégrer une meilleure connaissance des mécanismes de déformation des matériaux travaillant à chaud. Le fluage est une déformation continue des matériaux en fonction du temps, qui se fait à température élevée et sous l’effet d’une contrainte constante.

Corrosion et rupture Fluage des matériaux
ENSAM-Meknès Kabiri Moulay Rachid 45
Fluage des Matériaux Introduction De plus en plus les matériaux sont soumis à des conditions sévères d’emploi, et ce en raison du développement important réalisé dans les domaines de pointe comme l’aérospatiale. Ainsi certaines parties de la navette spatiale atteignent des températures allant jusqu’à 1000°C. A cette température la résistance des matériaux est plus faible comparativement à la température ambiante. En effet les matériaux peuvent se déformer par fluage, sous l’effet d’une faible charge, à une température de l’ordre de 0,4 Tf (température absolue de fusion). Cette situation a nécessité la mise au point de nouveaux matériaux, essentiellement des composites à matrice organique ou métallique et des superalliages, plus résistant au fluage. 1. Définition du fluage Le fluage est une déformation continue des matériaux en fonction du temps, qui se fait à température élevée et sous l’effet d’une contrainte constante. 2. Courbe de fluage La figure ci-après montre la forme classique de la courbe de fluage allongement-température sous charge constante. On distingue dans cette courbe :
• ε0 : correspond à la déformation immédiatement après la mise en charge. • Stade I : correspond au fluage primaire (ou transitoire). La vitesse de fluage est décroissante. • Stade II : la vitesse de fluage est constante. C’est le fluage secondaire qui peut être considéré comme la pente de la courbe (ε, t) en son point d’inflexion. • Stade III : fluage tertiaire où se produisent des phénomènes de cavitation dans le matériau. Dans cette phase, la contrainte réelle supportée par l’échantillon augmente considérablement en raison de la formation de pores aux joints de grains et d’un processus de striction.
Figure 1 : Courbe classique de fluage
temps
ε
I
II III
T1
T4 T3 T2

Corrosion et rupture Fluage des matériaux
ENSAM-Meknès Kabiri Moulay Rachid 46
3. Relation entre temps et allongement de fluage Le fluage dépend de la température et plus particulièrement du rapport entre la température d’essai (T) et la température de fusion (Tf en degré Kelvin) du métal étudié. * Pour T< 0.3 Tf On a une relation logarithmique : ε = α Ln(t) + C α et C sont des constantes ne dépendent pas du temps. La loi logarithmique décrit un fluage de courte durée sous l’effet de faibles contraintes. Dans ces conditions seul le fluage primaire apparaît, avec une vitesse de fluage décroissante, comme l’indique la formule. * Pour 0.2 Tf < T < 0.7 Tf
Le fluage est régi par une loi parabolique : ε = ε0 + βtm + Kt m, K, β sont des constantes indépendantes du temps. * Pour T > 0.7Tf Le fluage primaire est inexistant et la courbe de fluage est décrite par la relation : ε = ε0 + Kt 4. Influence de la température sur le fluage Le fluage est un phénomène activé thermiquement, la vitesse de fluage peut s’exprimer sous la forme :
RTQ
ii eσZε−
= Zi : fonction qui caractérise la température et la structure. σi : fonction qui caractérise l’influence de la contrainte. Q : l’énergie d’activation. La valeur Q sert pour déterminer le mécanisme qui contrôle le fluage. Par exemple pour l’aluminium pur : Q = 35,5 Kcal/mole (autodiffusion). Q = 28 Kcal/mole : (glissement dévié). 5. Mécanismes de fluage Les principaux mécanismes microscopiques responsables du fluage sont les suivants :
• Le glissement des dislocations (comme à basse température) • La montée des dislocations qui diminue ou annihile l’effet des précipités sur la
propagation des dislocations. • Le glissement des joints de grains. • La diffusion des atomes et des lacunes.

Corrosion et rupture Fluage des matériaux
ENSAM-Meknès Kabiri Moulay Rachid 47
Parmi ces mécanismes, c’est la montée des dislocations qui joue le rôle le plus important dans la pratique. Ce mécanisme met en jeu le déplacement des lacunes par diffusion sur la ligne de dislocation, ce qui provoque un déplacement de la dislocation perpendiculairement à son plan de glissement (formation d’un cran). Ce phénomène est appelé montée des dislocations. Dans une sollicitation en fluage, deux phénomènes sont en compétition : un phénomène de durcissement par multiplication des dislocations (écrouissage) et un phénomène d’affaiblissement de la résistance du matériau par disparition des dislocations (recuit). Dans le stade I, le nombre des dislocations crées par la déformation plastique augmente plus rapidement que leur disparition par l’intermédiaire de mécanismes de diffusion. Lorsqu’une certaine densité de dislocations est atteinte, les deux mécanismes se compensent, et le fluage se produit à vitesse constante (stade II). Le glissement des joints de grains joue également un rôle important, car la concentration des lacunes y est très élevée. De manière générale, les matériaux métalliques à grains fins ont une mauvaise résistance au fluage, et les matériaux résistants au fluage, comme ceux utilisés dans les aubes de turbines à gaz, sont des matériaux à gros grains ou des monocristaux, de préférence allongés dans le sens de la contrainte maximum. La mauvaise tenue au fluage d’un matériau métallique à grains très fins peut être exploitée pour la mise en forme à chaud. Un grain très fin (diamètre de quelques microns) conduit à la superplacité : capacité d’accroître la dimension d’un échantillon de plusieurs centaines de pourcent. Il faut cependant bloquer le grossissement des grains pendant cette opération.

Corrosion et rupture Fluage des matériaux
ENSAM-Meknès Kabiri Moulay Rachid 48
Série d’exercices n°5 Exercice 1 Un boulon servant à assembler deux pièces massives est serré au montage. Quand l’assemblage est porté à la température de service (538°C), le boulon est soumis à une contrainte de tension σ0 résultant à la fois du serrage initial et des dilatations thermiques de l’assemblage. On considère que la longueur totale du boulon est maintenue constante par la rigidité des pièces qu’il assemble. A la température de fonctionnement, le matériau du boulon obéit à une loi de fluage de type&ε σP A = n . Calculer la contrainte de tension qui reste dans le boulon après un temps de fonctionnement à 538°C.
Application numérique : σ0 = 68,9MPa n = 3 & , .ε P = −2 810 8 h-1 pour σ = 27,6MPa E = 2.105 MPa t = 1 année. Exercice 2 On se propose d’étudier la déformation plastique d’une ailette d’un rotor due au phénomène de fluage à une température de 816°C. Pour cela on veut déterminer le temps au bout duquel il y aura un contact entre l’ailette du rotor et le stator, chose à éviter. Les données du problème sont les suivantes : Longueur initiale de l’ailette : L = 10 cm Vitesse de rotation du rotor : N = 6000 tr/min ⇒ σ = 103 MPa Jeu initial : jo = 0,8 mm ; E = 167 GPa (à 816°C) ; σe = 245 MPa ( à 816°C)
déformation plastique en % temps en heures0,1 1 0,2 20 0,5 200 1 400 rupture 850
L=cste

Corrosion et rupture Fluage des matériaux
ENSAM-Meknès Kabiri Moulay Rachid 49
Exercice 3 Quand on étudie expérimentalement les propriétés de fluage d’un matériau, moins la température d’essai est élevée et plus la durée de l’essai est longue : d’où une difficulté expérimentale. Des méthodes ont été développées pour tenter de prévoir le temps à rupture, ou le temps pour atteindre une déformation donnée, en fonction de résultats obtenus par des essais à une température supérieure. On peut admettre que la déformation de fluage est un phénomène activé
thermiquement et on écrit : &ε ε= = ⎛
⎝⎜⎞⎠⎟
ddt
A exp - HRT∆ pour un niveau de contrainte donnée
1. A partir des hypothèses précédentes, montrer que l’on peut obtenir une relation du type : log tε = α / T - log B pour σ = cste et ε donné. 2. Dans la méthode de Larson-Miller, on admet que toutes les droites, représentant log t� en fonction de 1/T, pour une contrainte donnée, se coupent en un point situé sur l'axe (1/T = 0). Dans quel ordre sont classées les contraintes σ1, σ2, σ3 ? Que peut-on dire de B, dans l'hypothèse de Larson-Miller ? Chaque droite étant caractérisée par la pente, m1(σ), exprimer m1(σ) (appelée aussi paramètre de Larson-Miller), en fonction de T, tε et B. Si l'on effectue une série d'essais sous une contrainte σe, à différentes températures T1 > T2 > T3, puis à la température T1, une série d'essais sous différentes contraintes σe > σ2 > σ3, comment peut on obtenir la courbe m1(σ) en fonction de σ (courbe maîtresse) ? Comment peut-on utiliser cette courbe maîtresse pour prévoir le comportement de l'alliage en fluage, à la température T3, sous une contrainte σ3 ? 3. Dans la méthode de Dorn, on admet que toutes les droites, représentant log t� en fonction de 1/T, pour une contrainte donnée sont parallèles. Que peut-on dire de α, dans l'hypothèse de Dorn ? Explicitez le paramètre de Dorn, m2(σ) = log B en fonction de T, tε et α. 5. Exemple d'application. Un alliage réfractaire a été étudié en fluage sous une contrainte σ1, à différentes températures. On admet que les extrapolations de Larson-Miller et Dorn restent valables lorsque le temps étudié t� est le temps à rupture tR (quelle est donc l'hypothèse faite dans ce cas ?). On a alors : m1(σ1) = T( log tR + log B) m2(σ1) = α / T - log tR B et α ont été déterminés grâce aux essais sous σ1 : log B = 17.50, α = 18600 et T en °K. a/ Calculer le temps à rupture tR sous une contrainte σ2 à 920°K, sachant que le temps à rupture sous σ2 à 980°K est de 1000 heures, en utilisant successivement les deux extrapolations de Dorn et de Larson-Miller. b/ Expliquer la différence trouvée entre les deux extrapolations, à l'aide du tracé des droites (log tR, 1/T) correspondantes. En déduire quelle est la plus élevée des contraintes σ1 et σ2.