Modélisation dynamique de procédés de...
245
N° d'ordre Année 1998 THESE présentée DEVANT L'INSTITUT NATIONAL DES SCIENCES APPLIQUEES DE LYON pour obtenir LE GRADE DE DOCTEUR FORMATION DOCTORALE : MECANIQUE ECOLE DOCTORALE DES SCIENCES POUR L'INGENIEUR : MEGA PAR Carole STAUB Ingénieur I.N.S.A. MODELISATION DYNAMIQUE DE PROCEDES DE FORGEAGE Soutenue le 26 mai 1998 devant la Commission d'examen JURY MM. M. BOIVIN Directeur de thèse J.C. BOYER M. BRUNET J.C. GELIN Rapporteur P. GILORMINI Rapporteur G. LACOURT C. THIEBAUT
-
Upload
truongdang -
Category
Documents
-
view
214 -
download
0
Transcript of Modélisation dynamique de procédés de...
N° d'ordre Année 1998
THESE
présentée
DEVANT L'INSTITUT NATIONAL DES SCIENCES APPLIQUEES DE LYON
pour obtenir
LE GRADE DE DOCTEUR
FORMATION DOCTORALE : MECANIQUEECOLE DOCTORALE DES SCIENCES POUR L'INGENIEUR : MEGA
PAR
Carole STAUBIngénieur I.N.S.A.
MODELISATION DYNAMIQUE DE PROCEDES DE FORGEAGE
Soutenue le 26 mai 1998 devant la Commission d'examen
JURY MM.
M. BOIVIN Directeur de thèseJ.C. BOYERM. BRUNETJ.C. GELIN RapporteurP. GILORMINI RapporteurG. LACOURTC. THIEBAUT
INSA de LyonDépartement des études doctorales
ECOLES DOCTORALES
¾ MATERIAUX DE LYONINSAL – ECL -UCB. Lyon1 – Univ. De Chambéry – ENS
Responsable : Professeur A. HOAREAU, UCBL (Tél. : 04.72.44.85.66)
Formations doctorales associées : Génie des Matériaux (Pr. R. FOUGERES, Tél : 04. 72. 43. 81 .49) Matière condensée surfaces et interfaces (Pr. G. GUILLOT, Tél : 04.72.43.81.61) Matériaux polymères et composites (Pr. H. SAUTEREAU, Tél : 04.72.43.81.78)
¾ MECANIQUE , ENERGETIQUE , GENIE CIVIL , ACOUSTIQUE (MEGA) °
Responsable : Professeur J. BATAILLE, ECL (Tél : 04.72.43.8079)
Formations doctorales associées : Acoustique (Pr. J.L. GUYADER, Tél : 04.72.43.80.80) Génie Civil : Sols, matériaux, structures, physique du bâtiment
(Pr. P. LAREAL, Tél : 04.72.43.82.16) Mécanique (Pr. G. DALMAZ, Tél : 04.72.43.83.03) Thermique et Energétique (Pr. M. LALLEMAND, Tél : 04.72.43.81.54)
¾ ELECTRONIQUE, ELECTROTECHNIQUE, AUTOMATIQUE (EEA)INSAL - ECL – UCB. Lyon1 – Univ. de Saint-Etienne
Responsable : Professeur G. GIMENEZ, INSAL (Tél : 04.72.43.83.32)
Formations doctorales associées : Acoustique (Pr. J.L. GUYADER, Tél : 04.72.43.80.80) Automatique Industrielle (Pr. SCAVARDA, Tél : 04.72.43.83.41) Dispositifs de l’électronique intégrée (Pr. P. PINARD, Tél : 04.72.43.80.79) Génie biologique et médical (Pr. I MAGNIN, Tél : 04.72.43.85.63) Génie électrique (Pr. J.P. CHANTE, Tél : 04.72.43.87.26) Signal, Image, Parole (Pr. G. GIMENEZ, Tél : 04.72.43.83.32)
¾ ECOLE DOCTORALE INTERDISCIPLINAIRE SCIENCES-SANTE (EDISS)INSAL – UCB Lyon1 – Univ. de Saint-Etienne – Univ. Aix-Marseille2
Responsable : Professeur A. COZZONE, CNRS-Lyon (Tél 04.72.72.26.75)
Formations doctorales associées : Biochimie (Pr. M. LAGARDE, Tél : 04.72.43.82.40) Génie biologique et médical (Pr. I. MAGNIN, Tél : 04.72.43.85.63)
INSA de LYONDépartement des Etudes Doctorales
AUTRES FORMATIONS DOCTORALES
¾ ANALYSE ET MODELISATION DES SYSTEMES BIOLOGIQUE
Responsable : Professeur S. GRENIER, INSALTél : 04.72.43.83.56
¾ CHIMIE INORGANIQUE
Responsable : Professeur P. GONNARD, INSALTél : 04.72.43.81.58
¾ CONCEPTION EN BATIMENT ET TECHNIQUE URBAINES
Responsable : Professeur M. MIRAMOND, INSALTél : 04.72.43.82.09
¾ DEA I NFORMATIQUE DE LYONResponsable : Professeur J.M. JOLION, INSALTél : 04.72.43.87.59
¾ PRODUCTIQUE : ORGANISATION ECONOMIQUE ET GENIE INFORMATIQUE POUR L ’ENTREPRISE
Responsable : Professeur J. FAVREL, INSALTél : 04.72.43.83.63
¾ SCIENCES ET TECHNIQUES DU DECHET
Responsable : Professeur P. MOSZKOWICZ, INSALTél : 04.72.43.83.45
Janvier 1998Institut National des Sciences Appliquées de Lyon
Directeur : J. Rochat
Professeurs S. AUDISIO PHYSICOCHIMIE INDUSTRIELLEJ.C. BABOUX GEMPPM*B. BALLAND PHYSIQUE DE LA MATIERED. BARBIER PHYSIQUE DE LA MATIEREG. BAYADA MODELISATION MATHEMATIQUE ET CALCUL SCIENTIFIQUEC. BERGER (Mlle) PHYSIQUE DE LA MATIEREM. BETEMPS AUTOMATIQUE INDUSTRIELLEJ.M. BLANCHARD LAEPSI**C. BOISSON VIBRATIONS ACOUSTIQUESM. BOIVIN MECANIQUE DES SOLIDESH. BOTTA EQUIPE DEVELOPPEMENT URBAING. BOULAYE INFORMATIQUEJ. BRAU CENTRE DE THERMIQUEM. BRISSAUD GENIE ELECTRIQUE ET FERROELECTRICITEM. BRUNET MECANIQUE DES SOLIDESJ.C. BUREAU THERMODYNAMIQUE APPLIQUEEJ.Y. CAVAILLE GEMPPM*J.P. CHANTE COMPOSANTS DE PUISSANCE ET APPLICATIONSB. CHOCAT UNITE DE RECHERCHE EN GENIE CIVILB. CLAUDEL LAEPSI**M. COUSIN UNITE DE RECHERCHE EN GENIE CIVILM. DIOT THERMODYNAMIQUE APPLIQUEEA. DOUTHEAU CHIMIE ORGANIQUER. DUFOUR MECANIQUE DES STRUCTURESJ.C. DUPUY PHYSIQUE DE LA MATIEREH. EMPTOZ RECONNAISSANCE DES FORMES ET VISIONC. ESNOUF GEMPPM*L. EYRAUD (Prof. Émérite) GENIE ELECTRIQUE ET FERROELECTRICITEG. FANTOZZI GEMPPM*M. FAYET MECANIQUE DES SOLIDESJ. FAVREL GROUPE DE RECHERCHE EN PRODUCTIQUE ET INFORMATIQUE
DES SYSTEMES MANUFACTURIERSG. FERRARIS-BESSO MECANIQUE DES STRUCTURESY. FETIVEAU GENIE ELECTRIQUE ET FERROELECTRICITEL. FLAMAND MECANIQUE DES CONTACTSP. FLEISCHMANN GEMPPM*A. FLORY INGENIERIE DES SYSTEMES D'INFORMATIONR. FOUGERES GEMPPM*F. FOUQUET GEMPPM*L. FRECON INFORMATIQUER. GAUTHIER PHYSIQUE DE LA MATIEREM. GERY CENTRE DE THERMIQUEG. GIMENEZ CREATIS***P. GOBIN (Prof. émérite) GEMPPM*P. GONNARD GENIE ELECTRIQUE ET FERROELECTRICITEM. GONTRAND COMPOSANTS DE PUISSANCE ET APPLICATIONSR. GOUTTE (Prof. Émérite) CREATIS***G. GRANGE GENIE ELECTRIQUE ET FERROELECTRICITEG. GUENIN GEMPPM*M. GUICHARDANT BIOCHIMIE ET PARMACOLOGIEG. GUILLOT PHYSIQUE DE LA MATIEREA. GUINET GROUPE DE RECHERCHE EN PRODUCTIQUE ET INFORMATIQUE
DES SYSTEMES MANUFACTURIERSJ.L. GUYADER VIBRATIONS ACOUSTIQUESJ.P. GUYOMAR GENIE ELECTRIQUE ET FERROELECTRICITEJ.M. JOLION RECONNAISSANCE DES FORMES ET VISIONJ.F. JULLIEN UNITE DE RECHERCHE EN GENIE CIVILA. JUTARD AUTOMATIQUE INDUSTRIELLER. KASTNER UNITE DE RECHERCHE EN GENIE CIVILH. KLEIMANN GENIE ELECTRIQUE ET FERROELECTRICITEJ. KOULOUMDJIAN INGENIERIE DES SYSTEMES D'INFORMATIONM. LAGARDE BIOCHIMIE ET PARMACOLOGIEM. LALANNE MECANIQUE DES STRUCTURESA. LALLEMAND CENTRE DE THERMIQUEM. LALLEMAND (Mme) CENTRE DE THERMIQUEP. LAREAL UNITE DE RECHERCHE EN GENIE CIVILA. LAUGIER PHYSIQUE DE LA MATIERECh. LAUGIER BIOCHIMIE ET PARMACOLOGIEP. LEJEUNE GENETIQUE MOLECULAIRE DES MICROORGANISMES
A. LUBRECHT MECANIQUE DES CONTACTSY. MARTINEZ INGENIERIE DES SYSTEMES D'INFORMATIONH. MAZILLE PHYSICOCHIMIE INDUSTRIELLEP. MERLE GEMPPM*J. MERLIN GEMPPM*J.P. MILLET PHYSICOCHIMIE INDUSTRIELLEM. MIRAMOND UNITE DE RECHERCHE EN GENIE CIVILN. MONGEREAU (Prof. Émérite) UNITE DE RECHERCHE EN GENIE CIVILR. MOREL MECANIQUE DES FLUIDESP. MOSZKOWICZ LAEPSI**P. NARDON BIOLOGIE APPLIQUEEA. NAVARRO LAEPSI**A. NOURI (Mme) MODELISATION MATHEMATIQUE ET CALCUL SCIENTIFIQUEM. OTTERBEIN LAEPSI**J.P. PASCAULT MATERIAUX MACROMOLECULAIRESG. PAVIC VIBRATIONS ACOUSTIQUESJ. PERA UNITE DE RECHERCHE EN GENIE CIVILG. PERRACHON THERMODYNAMIQUE APPLIQUEEJ. PEREZ (Prof. Émérite) GEMPPM*P. PINARD PHYSIQUE DE LA MATIEREJ.M. PINON INGENIERIE DES SYSTEMES D'INFORMATIOND. PLAY CONCEPTION ET ANALYSE DES SYSTEMES MECANIQUESJ. POUSIN MODELISATION MATHEMATIQUE ET CALCUL SCIENTIFIQUEP. PREVOT GROUPE DE RECHERCHE EN APPRENTISSAGE, COOPERATION
ET INTERFACES MULTIMODALESR. PROST CREATIS***M. RAYNAUD CENTRE DE THERMIQUEJ.M. REYNOUARD UNITE DE RECHERCHE EN GENIE CIVILE. RIEUTORD (Porf. Émérite) MECANIQUE DES FLUIDESJ. ROBERT-BAUDOUY (Mme) GENETIQUE MOLECULAIRE DES MICROORGANISMESD. ROUBY GEMPPM*P. RUBEL INGENIERIE DES SYSTEMES D'INFORMATIONC. RUMELHART MECANIQUE DES SOLIDESJ.F. SACADURA CENTRE DE THERMIQUEH. SAUTEREAU MATERIAUX MACROMOLECULAIRESS. SCARVARDA AUTOMATIQUE INDUSTRIELLED. THOMASSET AUTOMATIQUE INDUSTRIELLEM. TROCCAZ GENIE ELECTRIQUE ET FERROELECTRICITER. UNTERREINER CREATIS***J. VERON LAEPSI**G. VIGIER GEMPPM*A. VINCENT GEMPPM*P. VUILLERMOZ PHYSIQUE DE LA MATIERE
Directeurs de recherche C.N.R.S.Y. BERTHIER MECANIQUE DES CONTACTSP. CLAUDY THERMODYNAMIQUE APPLIQUEEN. COTTE-PATTAT (Mme) GENETIQUE MOLECULAIRE DES MICROORGANISMESP. FRANCIOSI GEMPMMJ.F. GERARD MATERIAUX MACROMOLECULAIRESM.A. MANDRAND (Mme) GENETIQUE MOLECULAIRE DES MICROORGANISMESJ.F. QUINSON GEMPMMA. ROCHE MATERIAUX MACROMOLECULAIRES
Directeurs de recherche I.N.R.A.G. BONNOT BIOLOGIE APPLIQUEEG. FEBVAY BIOLOGIE APPLIQUEES. GRENIER BIOLOGIE APPLIQUEEY. MENEZO BIOLOGIE APPLIQUEE
Directeurs de recherche I.N.S.E.R.M.A.F. PRINGENT (Mme) BIOCHIMIE ET PHARMACOLOGIEI. MAGNIN (Mme) CREATIS***
GEMPMM* : Groupe d'etude metallurgie physique et physique des matériauxLAEPSI** : Laboratoire d'analyse environnementale des procédés et systèmes industrielsCREATIS*** : Centre de recherche et d'applications en traitement de l'image et du signal
7
REMERCIEMENTS________________________
Mille mercis,
Aux Professeurs M. BRUNET et M. BOIVIN, pour m'avoir accueillie au sein dulaboratoire de Mécanique des Solides, et pour m'avoir soutenue pendant toutes ces années.
A J.C. BOYER, mon professeur tuteur, pour la confiance qu'il m'a témoignée et letemps qu'il m'a consacré.
A mes rapporteurs, le Professeur J.C. GELIN et le Professeur P. GILORMINI, pouravoir accepté de juger ce travail
A G. LACOURT (Giat Industries) et C. THIEBAUT (C.E.A.), qui ont orienté monsujet de thèse tout en me laissant entière initiative dans mon travail.
A J.L. NOYES et D. ARGENCE (Société FORTECH), pour leurs informationstechniques et leur gentillesse
A F. MORESTIN, pour son aide logistique
A B. MICHEL, ami et conseiller scientifique, qui n'a pas hésité à sacrifier plus d'unweek-end musical pour relire attentivement ce mémoire.
A J. RUBIO et J.L. ROBERT, mes compères, qui ont toujours été présents auxmoments difficiles
A Hélène, Siham, Patrice, Chouchou, Bastien, tous les membres du laboratoire, pourleur soutien moral et leur bonne humeur.
Ce travail a été financé par :
Service C.R.E.T.GIAT Industries2, rue Alsace Lorraine65000 TARBES Cedex
Service DPEN/MMCommissariat à l'Energie AtomiqueCentre de Valduc21 120 Is Sur Tille

8

9
à ma famille.................

10
NOTATIONS PRINCIPALES
Chapitre 1 : Formulation générale
V Volume du solide déformable à l'instant t
S Surface du solide déformable à l'instant t
St Surface du solide déformable soumise à des actions surfaciques
Su Surface du solide déformable soumise à des déplacements imposés
ρ Masse volumique du solide à l'instant t
V0 Volume du solide déformable à l'instant initial
S0 Surface du solide déformable à l'instant initial
ρ0 Masse volumique du solide à l'instant initial
di Composantes du déplacement d'un point quelconque
di Composantes de la vitesse d'un point quelconque
di Composantes de l'accélération d'un point quelconque
φi Composantes des actions surfaciques
bi Composantes des actions volumiques
σ ij Composantes du tenseur des contraintes de Cauchy
Tij Composantes du premier tenseur de Piola Kirchhoff
Sij Composantes du second tenseur de Piola Kirchhoff
di Composantes des déplacements imposés
di0 Composantes des déplacements initiaux
di0 Composantes des vitesses initiales
δui* Composantes des déplacements virtuels
Xi Composantes des coordonnées matérielles
xi Coordonnées du point courant
Fij Composantes du tenseur gradient de la transformation
Eij Composantes du tenseur des déformations de Green Lagrange
δ ij Symbole de Kronecker
[N] Matrice des fonctions de forme
Notations principales___________________________________________________________________________
24
[M] Matrice de masse
[C] Matrice d'amortissement
[K] Matrice de raideur
[K*] Matrice de raideur dynamique
Fext Forces extérieures nodales
Fint Forces internes nodales
td Déplacements nodaux à l'instant t
td Vitesses nodales
td Accélérations nodales
d∆ Variations de déplacement pendant ∆t
d∆ Variations de vitesse pendant ∆t
d∆ Variations d'accélération pendant ∆t
α Coefficient d'amortissement
[D] Matrice de comportement élastique
∆ε ije Composantes du tenseur variations de déformations élastiques
∆ε ijp Composantes du tenseur variations de déformations plastiques
∆ε ijT Composantes du tenseur variations de déformations totales
[B] Matrice gradient des fonctions de forme
η ζ, Coordonnées naturelles
c Chaleur massique du matériau
T Température
k Conductivité thermique
Q Flux volumique des sources de chaleur
qc Flux appliqué par convection
qr Flux appliqué par rayonnement
Chapitre 2 : Intégration temporelle
[M] Matrice de masse
[C] Matrice d'amortissement
[K] Matrice de raideur
[K*] Matrice de raideur dynamique
Notations principales___________________________________________________________________________
25
Fext Forces extérieures
Fint Forces internes
td Déplacements à l'instant t
td Vitesses
td Accélérations
d∆ Variations de déplacement pendant ∆t
d∆ Variations de vitesse pendant ∆t
d∆ Variations d'accélération pendant ∆t
dδ Variations itératives du déplacement pendant δt
extFδ Variations itératives du déplacement pendant δt
γ, β Paramètres d'intégration de la méthode de Newmark
Chapitre 3 : Comportement
f Surface de charge
Ai Variables d'écrouissage
T Température
Fi Variables d'endommagement
sij Composantes du déviateur des contraintes
σ ij Composantes du tenseur des contraintes de Cauchy
σy Contrainte d'écoulement du matériau
σvm Contrainte équivalente de von Mises
σeq Contrainte équivalente
ρ0 Masse volumique du matériau sain
ρc Masse volumique du matériau avec cavité
ρt Masse volumique du matériau au cours d'un essai de traction
fv Fraction volumique
σm Contrainte moyenne
σ0 Contrainte d'écoulement initiale
σM Contrainte d'écoulement du matériau non endommagé
f0 Fraction volumique initiale
q1, q2 et q3 Coefficients du modèle d'endommagement de Tvergaard
Notations principales___________________________________________________________________________
26
a Coefficient prenant en compte l'endommagement (modèle de Boivin)
I1 Premier invariant du tenseur des contraintes
J2 Second invariant du tenseur déviateur des contraintes
d ijTε Composantes du tenseur variations de déformations totales
d ijeε Composantes du tenseur variations de déformations élastiques
d ijpε Composantes du tenseur variations de déformations plastiques
d ijthε Composantes du tenseur variations de déformations thermiques
α Coefficient de dilatation thermique du matériau
dT Variation de température
δij Symbole de Kronecker
λ et µ Coefficients de Lamé
E Module d'Young du matériau
ν Coefficient de Poisson
[D] Matrice de comportement élastique
εp Vitesse de déformation plastique équivalente
ε ijp Composantes du tenseur des vitesses de déformations plastiques
dλ Multiplicateur plastique
nij Composantes de la normale à la surface de charge
VT Variation du volume de la cellule unité
Vc Variation du volume de la cavité
Chapitre 4 : Contact et frottement
Epsi 1, Epsi 2 Paramètres de détection des noeuds candidats au contact
dlmoyen Longueur moyenne des segments du contour du lopin
dlmin Longueur minimale des segments du contour du lopin
M(t) Position d'un noeud à t
M(t+dt) Position d'un noeud à t+dt&n Normale interne au segment d'outil&t Tangente au segment d'outil
( )zr&&
,,0 Repère global
M(t+dt)corrigé Position du noeud corrigée à t+dt
∆dtcorrigé Déplacement incrémental tangentiel corrigé à t+dt
Notations principales___________________________________________________________________________
27
∆dncorrigé Déplacement incrémental normal corrigé à t+dt
Fext Forces extérieures
Fint Forces internes
[M] Matrice de masse
[C] Matrice d'amortissement
td Vitesses
td Accélérations
[K*] Matrice de raideur dynamique
*f∆ Second membre de l'équation d'équilibre
d∆ Variations de déplacement pendant ∆t
0d∆ Déplacement pendant ∆t de l'outil
rd∆ Déplacement relatif lopin-outil pendant ∆t
P Matrice de passage du repère local au repère global
α Angle ( )tr*&
,
penal Coefficient de pénalisation
V Vitesse relative tangentielle lopin-outil
µ Coefficient de frottement de Coulomb
τ Contrainte tangentielle de frottement
σn Contrainte normale
σt Contrainte tangentielle
m Coefficient de frottement de Tresca
σy Contrainte d'écoulement du matériau
fN Force normale extérieure
fT Force tangentielle extérieure
aN Accélération normale
aT Accélération tangentielle
vN Vitesse normale
vT Vitesse tangentielle
ffrott Force de frottement
∆&
dr Norme du déplacement relatif lopin-outil pendant ∆t
∆τfrott Variation de la contrainte tangentielle de frottement pendant ∆t
Kfrott Matrice de raideur de frottement
Notations principales___________________________________________________________________________
28
Ni Fonctions d'interpolation
∆Ffrottcorr Force de correction du frottement pendant dt
∆Ffrottréelle Force de frottement théorique à imposer pendant dt
∆Ffrottestimée Force de frottement imposée pendant dt
∆&
drestimé Norme du déplacement relatif lopin-outil estimée en début d'incrément
∆&
drréel Norme du déplacement relatif lopin-outil réelle
Elslip Paramètre de gestion de l'adhérence
φext Diamètre externe du lopin
φint Diamètre interne du lopin
H Hauteur du lopin
ν Coefficient de Poisson
E Module d'Young
ρ Masse volumique
ε Déformation plastique équivalente
Chapitre 5 : Exemples de validation
ν Coefficient de Poisson
E Module d'Young
ρ Masse volumique
ε Déformation plastique équivalente
ε Vitesse de déformation plastique équivalente
T Température
SOMMAIRE
INTRODUCTION GENERALE ...........................................................................................15
NOTATIONS PRINCIPALES ..............................................................................................23
CHAPITRE 1 : Formulation générale
I. EQUATION D'EQUILIBRE ..............................................................................................32I.1. Théorème de la quantité de mouvement..............................................................32I.2. Principe des travaux virtuels................................................................................33I.3. Formulation Lagrangienne totale.........................................................................34I.4. Tenseur des déformations de Green-Lagrange ....................................................35I.5. Forme incrémentale du principe des travaux virtuels..........................................36
I.5.1. Ecriture du principe des travaux virtuels à l'instant t+dt ......................36I.5.2. Formulation Lagrangienne réactualisée ................................................37
II. MODELISATION PAR LA METHODE DES ELEMENTS FINIS ................................38II.1. Discrétisation spatiale de l'équation d'équilibre .................................................38
II.1.1. Discrétisation spatiale de l'équation d'équilibre à l'instant t ................39II.1.2. Discrétisation spatiale de l'équation d'équilibre pendant dt.................39
II.2. Application aux éléments triangulaires à 6 noeuds ............................................41II.2.1. Matrice gradient des fonctions de forme .............................................42II.2.2. Matrice de masse .................................................................................42II.2.3. Intégration par la méthode de Gauss ...................................................43
III. COUPLAGE THERMO-MECANIQUE.........................................................................44III.1. Résolution du problème de diffusion de la chaleur...........................................44III.2. Couplage avec le calcul mécanique ..................................................................45
IV. INTERPOLATION DES CONTRAINTES NODALES.................................................46IV.1. Interpolation des contraintes dans le logiciel statique ......................................47IV.2. Méthode d'interpolation de Oden et Brauchli ...................................................49
IV.2.1. Principe des méthodes d'approximations conjuguées........................49IV.2.2. Procédure de programmation.............................................................51
IV.3. Application au code Pollux...............................................................................52IV.3.1. Fonctions d'interpolation des contraintes...........................................52IV.3.2. Estimation des contraintes aux points de Gauss lors d'unremaillage.......................................................................................................53IV.3.3. Résultats.............................................................................................53
IV.4. Conclusion ........................................................................................................55IV. CONCLUSIONS .............................................................................................................56
12
CHAPITRE 2 : Intégration temporelle
I. BIBLIOGRAPHIE..............................................................................................................60I.1. Méthodes implicites.............................................................................................60I.2. Méthodes explicites .............................................................................................61I.3. Formulations mixtes ............................................................................................63I.4. Choix des schémas d'intégration pour le logiciel Pollux dynamique ..................63
II. METHODE IMPLICITE DE NEWMARK ......................................................................63II.1. Présentation de la méthode.................................................................................63II.2. Stabilité...............................................................................................................65II.3. Implémentation dans le logiciel statique implicite déjà existant........................68
III. METHODE EXPLICITE DES DIFFERENCES FINIES CENTREES...........................70III.1. Formulation.......................................................................................................70III.2. Stabilité .............................................................................................................71
IV. CONCLUSIONS .............................................................................................................73
CHAPITRE 3 : Comportement
I. EQUATIONS CONSTITUTIVES INCOMPRESSIBLES ................................................79I.1. Critères de plasticité ............................................................................................79I.2. Lois d'écoulement ................................................................................................79
I.2.1. Décomposition de la déformation.........................................................80I.2.2. Comportement élastiques......................................................................80I.2.1. Comportement inélastiques ..................................................................81
II. CRITERES DE PLASTICITE COMPRESSIBLES..........................................................84II.1. Modèle de Picart et Oudin..................................................................................85II.2. Modèles d'endommagement ductile proposés par le LMSo de l'I.N.S.A deLyon ...........................................................................................................................86
II.2.1. Modèle analytique de Rice et Tracey...................................................86II.2.2. Extension du modèle de Drucker Prager .............................................90II.2.3. Extension du critère de von Mises aux matériaux compressibles .......91
II.2.3.1. Endommagement isotropique ...............................................92II.2.3.2. Perspectives : modèle anisotropique.....................................94
III. INTEGRATION ET IMPLANTATION DANS UN CODE ELEMENTS FINISDES LOIS DE COMPORTEMENT......................................................................................95
III.1. Prédiction élastique et correction radiale ..........................................................95III.2. Spécificité de l'algorithme explicite ..................................................................99III.3. Spécificité de l'algorithme implicite..................................................................100
IV. EXEMPLES.....................................................................................................................102IV.1. Collar test..........................................................................................................103
IV.1.1. Mises en données ...............................................................................103IV.1.2. Résultats.............................................................................................106
IV.2. Ecrasement d'un barreau cylindrique ................................................................108IV.2.1. Mises en données ...............................................................................108IV.2.2. Résultats.............................................................................................109
IV. CONCLUSIONS .............................................................................................................110
13
CHAPITRE 4 : Contact et frottement
I. MODIFICATION DES CONDITIONS AUX LIMITES...................................................116I.1. Nouveaux nœuds en contact ................................................................................116I.2. Changement de segment d'outil ...........................................................................118I.3. Décollement.........................................................................................................119
II. GESTION DES POINTS EN CONTACT........................................................................119II.1. Algorithme implicite .........................................................................................120
II.1.1. Passage dans le repère local.................................................................120II.1.2. Nouveaux nœuds candidats au contact................................................121II.1.3. Points déjà en contact l'incrément précédent.......................................122
II.2. Algorithme explicite...........................................................................................123III. GESTION DU FROTTEMENT ......................................................................................123
III.1. Différentes lois de frottement............................................................................123III.1.1. Coulomb.............................................................................................123III.1.2. Tresca .................................................................................................124III.1.3. Coulomb-Orowan...............................................................................124III.1.4. Modèle de la vague plastique .............................................................124
III.2. Introduction du frottement dans l'algorithme implicite.....................................124III.2.1. Modification de la matrice de raideur et du second membre .............124III.2.2. Correction...........................................................................................126
III.2.2.1. Ecriture incrémentale...........................................................126III.2.2.2. Procédé itératif.....................................................................127
III.2.3. Gestion de l'adhérence........................................................................128III.3. Introduction du frottement dans l'algorithme explicite .....................................128
IV. ALGORITHMES RECAPITULATIFS...........................................................................131IV.1. Algorithme implicite.........................................................................................131IV.2. Algorithme explicite .........................................................................................133
V. EXEMPLES......................................................................................................................134V.1. Test de l'anneau..................................................................................................134V.2. Compression d'un cylindre.................................................................................134
CHAPITRE 5 : Exemples de validation
I. COLLAR TEST..................................................................................................................143I.1. Mise en données ..................................................................................................144I.2. Comparaison des résultats statiques et dynamiques implicites ...........................145
I.2.1. Effort de forgeage .................................................................................145I.2.2. Déformation plastique équivalente .......................................................146
I.3. Comparaison des résultats implicites et explicites dynamiques..........................146I.3.1. Effort de forgeage .................................................................................146I.3.2. Déplacements radiaux et axiaux ...........................................................147I.3.2. Déformation plastique équivalente .......................................................148
I.4. Comparaison Abaqus dynamique implicite – Pollux dynamique implicite ......148I.4.1. Présentation des spécificités du logiciel Abaqus dynamique................149I.4.2. Comparaison Pollux – Abaqus sans amortissement numérique .........150I.4.3. Influence de l'amortissement numérique ..............................................152
14
I.5. Conclusions .........................................................................................................153
CONCLUSIONS ET PERSPECTIVES ...............................................................................185
REFERENCES BIBLIOGRAPHIQUES...............................................................................189
ANNEXE 1............................................................................................................................199
ANNEXE2.............................................................................................................................227
ANNEXE3.............................................................................................................................237

INTRODUCTION GENERALE

Introduction générale___________________________________________________________________________
16
Introduction générale___________________________________________________________________________
17
INTRODUCTION GENERALE
I. HISTORIQUE ET OBJECTIFS
La mise en forme de produits massifs par des opérations de matriçage existe depuisplusieurs siècles et reste toujours utilisée dans des domaines de pointe tels que l'armement,l'aéronautique et l'automobile. L'évolution de la géométrie de la pièce à mettre en forme(appelée lopin) au cours du procédé de matriçage est souvent complexe et dépend denombreux paramètres :
- les propriétés mécaniques du matériau à mettre en forme- les propriétés tribologiques de l'interface outil-lopin- la forme initiale du lopin- la géométrie des outils- les propriétés mécaniques des outils- la température de mise en forme- la vitesse des outils
L'optimisation d'une gamme de fabrication ou l'amélioration des propriétés mécaniquesdes produits finis demande une bonne connaissance des phénomènes (aussi bien mécaniquesque thermiques) mis en jeu et une bonne compréhension de l'interaction entre les paramètrescités précédemment.
La modélisation mathématique de l'étape de mise en forme complète les expériencesréalisées en laboratoire ou les mesures effectuées pendant le procédé réel, surtout depuisl'apparition d'ordinateurs de plus en plus puissants. Le développement d'outils de simulationnumériques a permis d'améliorer la qualité de production à partir d'études paramétriques plusrapides et moins coûteuses. La mise au point d'une gamme de fabrication est alors facilitée parla connaissance des paramètres physiques lors de la mise en forme. Toutefois, une étape devalidation par comparaison des résultats numériques avec des mesures expérimentales estindispensable pour tester la fiabilité des logiciels de simulation.
La collaboration entre l'équipe de modélisation des procédés de mise en forme desproduits épais (au sein du laboratoire de mécanique des solides de l'I.N.S.A. de Lyon) et lemilieu industriel remonte à une quinzaine d'années. Elle a débuté avec la société FORTECH ets'est concrétisée par un logiciel d'éléments finis, VULCAIN, capable de modéliser lematriçage de pièces à deux dimensions (problèmes axisymétriques ou en déformations planes)en négligeant la déformation élastique et en supposant le processus isotherme. Lescomparaisons entre les résultats numériques et d'autres méthodes de simulation, comme parexemple la plasticine, se sont montrées encourageantes. Le code a permis d'améliorer les
Introduction générale___________________________________________________________________________
18
propriétés mécaniques des pièces mises en forme en optimisant la répartition des déformationsplastiques, notamment pour la fabrication des disques de moteurs d'avion.
Par la suite, afin d'assurer la maintenance du logiciel et dans le but de développer uncode spécialisé dans la modélisation des procédés de forgeage accessible à de nouveauxpartenaires, un accord tripartite entre le laboratoire de mécanique des solides de l'I.N.S.A. deLyon, la société FORTECH et le CETIM s'est conclu. Les axes de recherche prennent alorsdeux orientations : la première est une meilleure estimation des contraintes lors de la mise enforme et la seconde est une prise en compte des interactions thermiques et mécaniques aucours du procédé. Ce dernier thème intéresse également le Commissariat à l'Energie Atomique(C.E.A.) qui s'associe au groupe de travail tripartite.
Ces intérêts communs débouchent dans le cadre de la thèse de B. MICHEL [MIC 93]sur un nouveau logiciel d'éléments finis, appelé POLLUX, où :
- les phénomènes de conduction, convection et rayonnement en cavité fermée évolutivesont pris en compte
- le maillage automatique du lopin est permis par le choix d'un élément triangulaire- le remaillage adaptatif est assuré et permet des modélisations complètes de procédés
où la déformation est importante- le calcul est élasto-plastique et les étapes de suppression d'outils (retour élastique) sont
simulées.
Le code POLLUX comprend trois modules :- un préprocesseur permettant d'effectuer la mise en donnée- un processeur qui résout le problème thermo-mécanique pour des procédés quasi-
statiques- un postprocesseur pour visualiser les résultats
Les travaux qui font l'objet de ce mémoire de thèse s'inscrivent dans la continuité desaxes de recherche du nouveau partenariat GIAT-CEA-FORTECH et ont pour objectif la priseen compte des phénomènes dynamiques dans les procédés de mise en forme.
En effet les forces d'inertie peuvent avoir une influence notable dans les procédésmettant en oeuvre des presses rapides ou des marteaux pilons. Les conséquences sont diverseset peuvent être particulièrement marquées pour la géométrie finale de pièces présentant unesurface libre importante. Les phénomènes dynamiques peuvent également avoir desrépercussions sur la structure métallurgique par l'intermédiaire d'une modification del'historique des contraintes et des déformations.
Les comparaisons de simulations de mise en forme par extrusion réalisées avec et sansprise en compte des effets d'inertie [GEL95] ont montré que ces derniers avaient une influencedirecte sur l'écoulement plastique et pouvaient expliquer les défauts de surface observés ensortie de filière.
Les procédés de mise en forme quasi-statiques peuvent également être traités par unesimulation en régime transitoire (technique de relaxation dynamique). Cette méthode estcouramment utilisée dans le domaine de l'emboutissage [NUM 93] pour les configurations entrois dimensions présentant un grand nombre de degrés de liberté et permet d'approcher lasolution stationnaire plus rapidement qu'avec une résolution statique implicite nécessitantl'inversion d'une matrice de taille importante.
Introduction générale___________________________________________________________________________
19
L'essentiel du travail porte sur le module de résolution mécanique, les modules de miseen données, d'exploitation des résultats et de calcul thermique sont conservés et sont adaptés àune formulation dynamique en ajoutant les variables nécessaires à la prise en compte deseffets d'inertie.
Deux stratégies de simulation numérique sont adoptées. La première consiste àmodifier la formulation statique implicite existante en ajoutant les termes d'inertie. La secondeconsiste à reconstruire entièrement le module mécanique à partir d'une formulation explicite.Dans ce cas, la direction de recherche de la solution est estimée explicitement au début du pasde temps.
L'ensemble des modifications à apporter au processeur concerne :- l'introduction des effets dynamiques dans l'équation d'équilibre- l'implémentation d'une méthode de résolution explicite pour l'intégration temporelle- l'adaptation de la méthode de raideur initiale à la formulation incrémentale
dynamique implicite- l'amélioration des algorithmes de gestion du contact unilatéral avec frottement- l'intégration incrémentale des équations constitutives avec un couplage
comportement-endommagement ductile- l'extrapolation des contraintes nodales par une méthode d'approximation conjuguée
II. CONTENU DU MEMOIRE
Ce mémoire comprend 5 chapitres.
Chapitre 1 : Formulation générale :
Le premier chapitre développe les équations modélisant l'équilibre du milieucontinu lors du procédé de mise en forme. L'approche choisie est élasto-plastique etutilise une formulation Lagrangienne réactualisée dans laquelle la configurationcourante du système est utilisée pour définir les états locaux de contraintes et dedéformations. La géométrie du solide déformable est mise à jour à la fin de chaqueincrément et les contraintes et déformations sont calculées par rapport à la dernièreconfiguration connue. La formulation obtenue est intégrée en discrétisant le solidedéformable à partir d'éléments axisymétriques à 6 noeuds.
Etant donné l'importance des échanges thermiques au cours d'un procédé demise en forme à chaud, le calcul du champ de température parallèlement aux variablesmécaniques est indispensable. Le couplage entre la résolution de l'équation d'équilibredynamique et la résolution de l'équation de la chaleur est détaillé dans ce chapitre.
Lors d'un procédé de mise en forme il est courant d'atteindre des déformationsplastiques supérieures à 200% et une simulation complète peut engendrer plusieursétapes de remaillage. La poursuite d'un calcul après un tel processus est délicate et uneattention toute particulière doit être apportée au calcul du tenseur des contraintes auxnouveaux points de Gauss. Pour cela, la méthode des approximations conjuguéesproposées par ODEN et BRAUCHLI [ODE 71] est développée.
Introduction générale___________________________________________________________________________
20
Chapitre 2 : Intégration temporelle
Après avoir présenté les schémas d'intégration directs les plus courants, lesdeux schémas implantés dans la version dynamique du logiciel POLLUX sont ensuitedétaillés. Le premier, implicite, connu sous le nom de méthode de Newmark, a étéadapté à une recherche des déplacements incrémentaux dans le but de bénéficier d'unepartie des développements précédents réalisés par B. Michel. La méthode de raideurinitiale est reprise. Le second schéma, appelé "méthode des différences finies centrées",est explicite et permet une résolution indépendante de l'équation d'équilibre pour chaquedegré de liberté. Les conditions de stabilité sont étudiées dans les deux cas.
Chapitre 3 : Comportement
Le but de ce chapitre est de définir les équations constitutives reliant le tenseurdes déformations plastiques au tenseur des contraintes et d'expliciter l'intégration de ceséquations au sein d'un logiciel d'éléments finis.
La première partie de ce chapitre détaille les étapes permettant, à partir d'uncritère de von Mises, de construire une loi de comportement suffisamment élaborée pourtenir compte de la dépendance à la vitesse et à la température du matériau à partir de lavariable isotrope d'une formulation élasto-plastique. La démarche employée pour lecritère de von Mises reste valable pour les modèles de comportement couplés à del'endommagement ductile présentés en deuxième partie à savoir : le modèle de Picart etOudin et les deux modèles proposés par le laboratoire de mécanique des solides del'I.N.S.A. de Lyon. La troisième partie décrit l'intégration numérique des différenteséquations constitutives à partir d'une méthode de prédiction élastique avec correctionradiale et leur implantation dans les schémas globaux de résolution de l'équationd'équilibre. La programmation des algorithmes de gestion du comportement est ensuitevalidée sur deux exemples : un collar test et un écrasement de tore. Les trois modèlesd'endommagement ductile introduits dans le code de simulation POLLUX sontcomparés.
Chapitre 4 : Contact et frottement
Le chapitre 4 est entièrement consacré aux problèmes de contact unilatéral avecfrottement. Les outils, supposés indéformables, sont discrétisés à partir de segments dedroite. Les procédures de détection des noeuds candidats au contact ou des noeuds quichangent de segment sont communes aux versions dynamiques explicite et implicite, etfont l'objet de la première partie. Les algorithmes de gestion du contact avec frottementsont ensuite détaillés séparément pour chaque schéma d'intégration temporelle. Enimplicite, le contact est introduit par une méthode de pénalisation adaptée à la méthodede raideur initiale. La contribution du frottement est ajoutée dans l'équation d'équilibrepar l'intermédiaire d'une raideur de frottement et une force itérative au second membre.En explicite, chaque degré de liberté est traité individuellement et les noeuds candidatsau contact sont rabattus sur les segments d'outil en modifiant leurs déplacements. Lefrottement est ajouté au second membre par l'intermédiaire d'une force extérieurecalculée avec une méthode de projection dynamique. La programmation des algorithmesest validée à partir d'un test de l'anneau et d'un essai de compression de cylindre.

Introduction générale___________________________________________________________________________
21
Chapitre 5 : Exemples de validation
Le dernier chapitre rassemble les exemples d'application et de validation dulogiciel POLLUX dynamique. Le premier exemple, appelé collar test, montre l'influencede la prise en compte des effets d'inertie. Il est modélisé avec les versions statiqueimplicite, dynamique implicite, dynamique explicite de POLLUX, et également avec lelogiciel Abaqus en utilisant une formulation implicite avec et sans amortissementnumérique. Les exemples de pièces industrielles forgées à vitesse lente, qui suivent, sonttraités avec les versions dynamiques implicite et explicite de POLLUX et permettent detester les techniques de relaxation dynamique utilisées dans le domaine del'emboutissage. Enfin, l'étude de faisabilité d'une simulation du procédé de mise enforme multi-coups au marteau pilon, est réalisée en mécanique puis en thermo-mécanique. Dans ce dernier exemple la sensibilité des résultats à différents paramètres(module d'Young, densité de maillage, coefficient d'amortissement) est quantifiée.

Introduction générale___________________________________________________________________________
22
CHAPITRE 1 :
FORMULATION GENERALE

Chapitre 1 : Formulation générale___________________________________________________________________________
30
Chapitre 1 : Formulation générale___________________________________________________________________________
31
CHAPITRE 1 :
FORMULATION GENERALE
La méthode des éléments finis commence à être utilisée dans le domaine de la mise enforme dans le milieu des années soixante-dix et apparaît rapidement comme une méthodepuissante de discrétisation. Initialement développée dans le cadre des petites déformationsélastiques puis élasto-plastiques, elle est étendue aux cas des grandes déformations et desgrands déplacements. Les formulations sont alors de plus en plus sophistiquées et nécessitentla prise en compte du comportement non linéaire sous forme différentielle.
Avant l'étape de discrétisation du milieu continu par la méthode des éléments finis, ilconvient d'établir les équations qui gouvernent le calcul numérique. L'approche choisie estélasto-plastique et utilise une formulation Lagrangienne réactualisée dans laquelle laconfiguration courante du système est utilisée pour définir l'état de contrainte et dedéformation courant. La géométrie du solide déformable est régulièrement mise à jour durantle processus incrémental et les contraintes et les déformations sont calculées par rapport à ladernière configuration connue.
L'équation d'équilibre dynamique caractéristique d'un solide déformable est discrétiséeà partir d'éléments axisymétriques à 6 noeuds et sera développée sous deux formesincrémentales différentes à l'instant t et pendant l'incrément dt. Ces deux écritures sontrespectivement les points de départ des méthodes explicites et implicites d'intégrationtemporelle (cf Chapitre 2).
Etant donné l'importance des échanges thermiques au cours d'un procédé de mise enforme à chaud, le calcul du champ de température parallèlement aux variables mécaniques estindispensable. Le couplage entre la résolution de l'équation d'équilibre dynamique explicite etla résolution de l'équation de la chaleur est détaillé dans ce chapitre.
Chapitre 1 : Formulation générale___________________________________________________________________________
32
Lors d'un procédé de mise en forme il est courant d'atteindre des déformationsplastiques supérieures à 200% et une simulation complète peut engendrer plusieurs étapes deremaillage. La poursuite d'un calcul après un tel processus est délicate et une attention touteparticulière sera apportée au calcul du tenseur des contraintes aux nouveaux points de Gauss.
I. EQUATION D'EQUILIBRE
I.1. Théorème de la quantité de mouvement
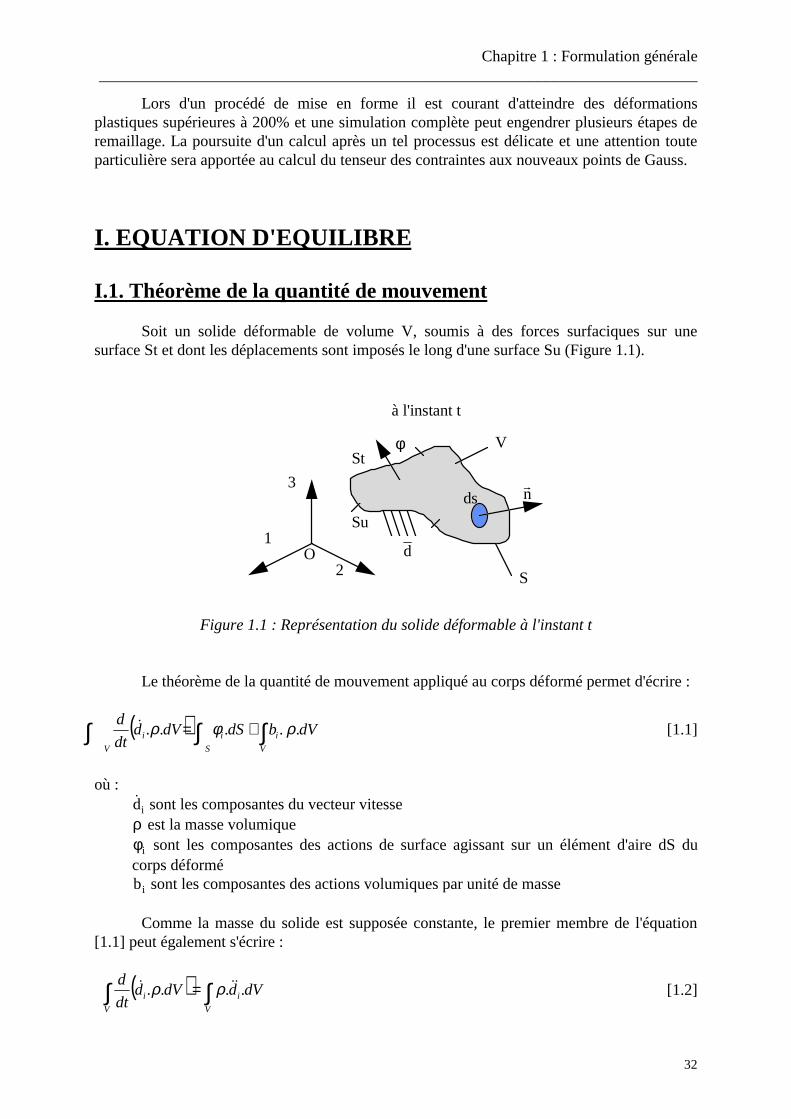
Soit un solide déformable de volume V, soumis à des forces surfaciques sur unesurface St et dont les déplacements sont imposés le long d'une surface Su (Figure 1.1).
1
2
3
à l'instant t
V
S
d
φ
&nds
Su
St
O
Figure 1.1 : Représentation du solide déformable à l'instant t
Le théorème de la quantité de mouvement appliqué au corps déformé permet d'écrire :
( ) dVbdSdVddt
d
V
i
S
ii
V
. .... ρφρ ∫∫∫ += [1.1]
où :di sont les composantes du vecteur vitesseρ est la masse volumiqueφi sont les composantes des actions de surface agissant sur un élément d'aire dS ducorps déformébi sont les composantes des actions volumiques par unité de masse
Comme la masse du solide est supposée constante, le premier membre de l'équation[1.1] peut également s'écrire :
( ) ∫∫ =V
ii
V
dVddVddt
d.... ρρ [1.2]

Chapitre 1 : Formulation générale___________________________________________________________________________
33
où di sont les composantes du vecteur accélération définies par : ( )ii ddt
dd = [1.3]
L'équation [1.1] s'écrit alors :
( ) 0... =+− ∫∫ dSdVdbS
i
V
ii φρ [1.4]
Les actions de surface peuvent être exprimées à partir du tenseur des contraintes :
φ σi ij jn= . [1.5]
où : σ ij sont les composantes du tenseur des contraintes de Cauchy
nj sont les composantes de la normale extérieure de l'élément de surface dS
d'où :
( ) 0.... =+− ∫∫ dSndVdbS
jij
V
ii σρ [1.6]
ou encore pour n'importe quel point du solide (théorème de la divergence):
( )
=
=
=
==+−
initiales conditions 0= tà dd ,d=d
limitesaux conditions Susur d
Stsur .
:
avec 0.
i0ii0i
i
ij
,,
i
ij
j
ij
jijjijii
d
n
où
xdb
φσ
∂∂σ
σσρ
[1.7]
I.2. Principe des travaux virtuels
En multipliant les deux membres de l'équation [1.7] par un déplacement virtuel δu*
cinématiquement admissible, tel que δu sur Su* = 0 , et en intégrant l'expression sur le volumeV, on obtient l'expression du principe des travaux virtuels :
( ) 0..... *,
* =+− ∫∫ dVudVudb i
V
jij
V
iii δσδρ [1.8]
qui, en appliquant le théorème de la divergence, peut également s'écrire :
( ) 0....... **,
* =+−− ∫∫∫ dSudVudVudb i
S
iji
V
ij
V
iii
t
δφδσδρ [1.9]
Chapitre 1 : Formulation générale___________________________________________________________________________
34
Pour de grands déplacements, le volume V du solide à l'instant t est différent duvolume à l'instant initial, et devient alors une des inconnues du problème. Il apparaît doncnécessaire de transformer la relation [1.9] dans une configuration de référence où le solide àun volume connu.
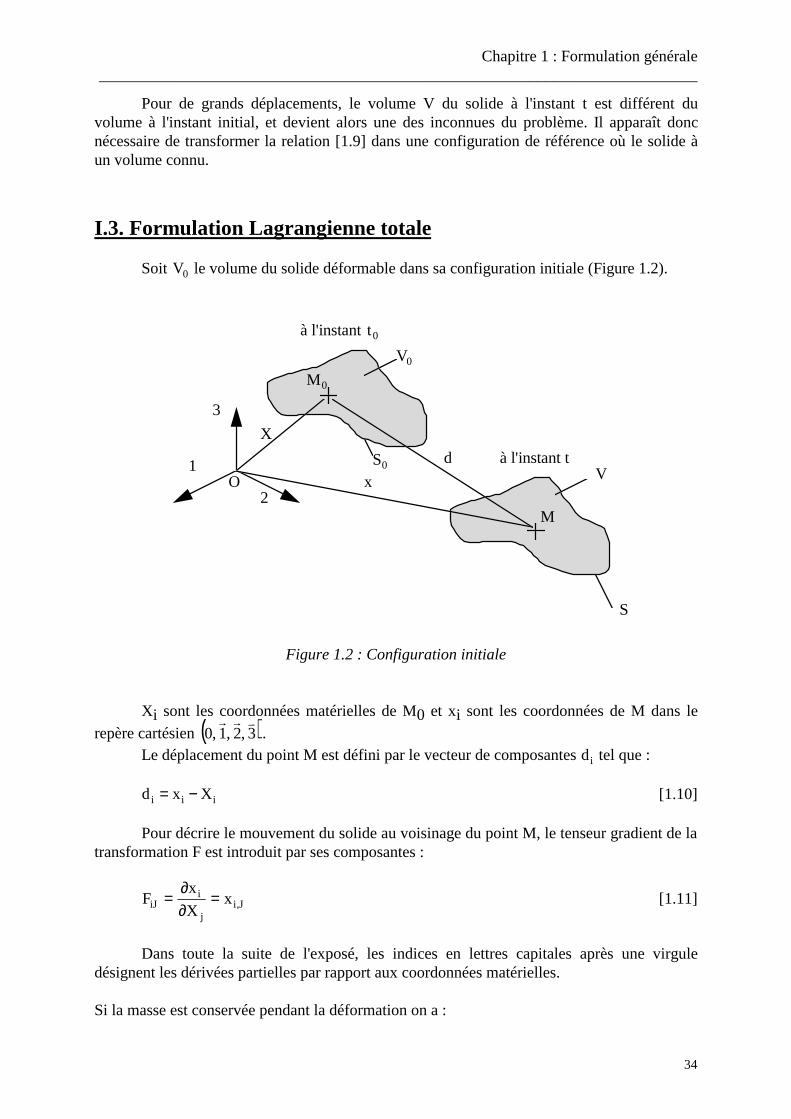
I.3. Formulation Lagrangienne totale
Soit V0 le volume du solide déformable dans sa configuration initiale (Figure 1.2).
1
2
3
à l'instant tV
S
O
à l'instantt0
V0
S0
M0
M
X
x
d
Figure 1.2 : Configuration initiale
Xi sont les coordonnées matérielles de M0 et xi sont les coordonnées de M dans le
repère cartésien ( )3 ,2 ,1 ,0*&&
.Le déplacement du point M est défini par le vecteur de composantes di tel que :
d x Xi i i= − [1.10]
Pour décrire le mouvement du solide au voisinage du point M, le tenseur gradient de latransformation F est introduit par ses composantes :
Fx
XxiJ
i
ji J= =
∂∂ , [1.11]
Dans toute la suite de l'exposé, les indices en lettres capitales après une virguledésignent les dérivées partielles par rapport aux coordonnées matérielles.
Si la masse est conservée pendant la déformation on a :

Chapitre 1 : Formulation générale___________________________________________________________________________
35
dm dV dV= =ρ ρ0 0. . [1.12]
or :
dV dx dx dx F dX dX dX= =1 2 3 1 2 3. . det . . . [1.13]
⇒ = =det FdV
dV0 0
ρρ
[1.14]
Le principe des travaux virtuels peut alors s'écrire dans la configuration initiale deréférence :
( ) 0....... 0*0
0*,0
*0
000
=+−− ∫∫∫ dSudVuTdVudb i
S
iKi
V
Ki
V
iii
t
δφδδρ [1.15]
où TKi est le premier tenseur des contraintes de Piola-Kirchhoff défini par :
T F XKi K j ji= det . ., σ [1.16]
Ce tenseur est représentatif de l'état déformé par rapport à l'aire de référence dS0. Pouravoir une formulation Lagrangienne totale où toutes les composantes sont exprimées parrapport à l'état de référence, il est nécessaire d'introduire le second tenseur de Piola-KirchhoffSKI relié au premier tenseur TKi par :
S S X TKI IK I i Ki= = , . [1.17]
L'expression [1.15] s'écrit alors en formulation Lagrangienne totale :
( ) 0........ 0*0
0*,,0
*0
000
=+−− ∫∫∫ dSudVuxSdVudb i
S
iKiIi
V
KI
V
iii
t
δφδδρ [1.18]
I.4. Tenseur des déformations de Green-Lagrange
Par définition le tenseur des déformations de Green-Lagrange est :
( )JkIkIjJiIJ uuuuE ,,,, .2
1 ++= [1.19]
En prenant la variation de l'expression [1.19], il vient :
( )IkJkJkIkIJ uxuxE ,,,, ..2
1 δδδ += [1.20]
Comme le second tenseur de Piola-Kirchhoff est symétrique, on peut écrire :
Chapitre 1 : Formulation générale___________________________________________________________________________
36
S x u S EKI i I i K KI KI. . ., ,δ δ= [1.21]
et l'expression du principe des travaux virtuels prend la forme :
( ) 0....... 0*0
0*
0*
0
000
=+−− ∫∫∫ dSudVESdVudb i
S
iKI
V
KI
V
iii
t
δφδδρ [1.22]
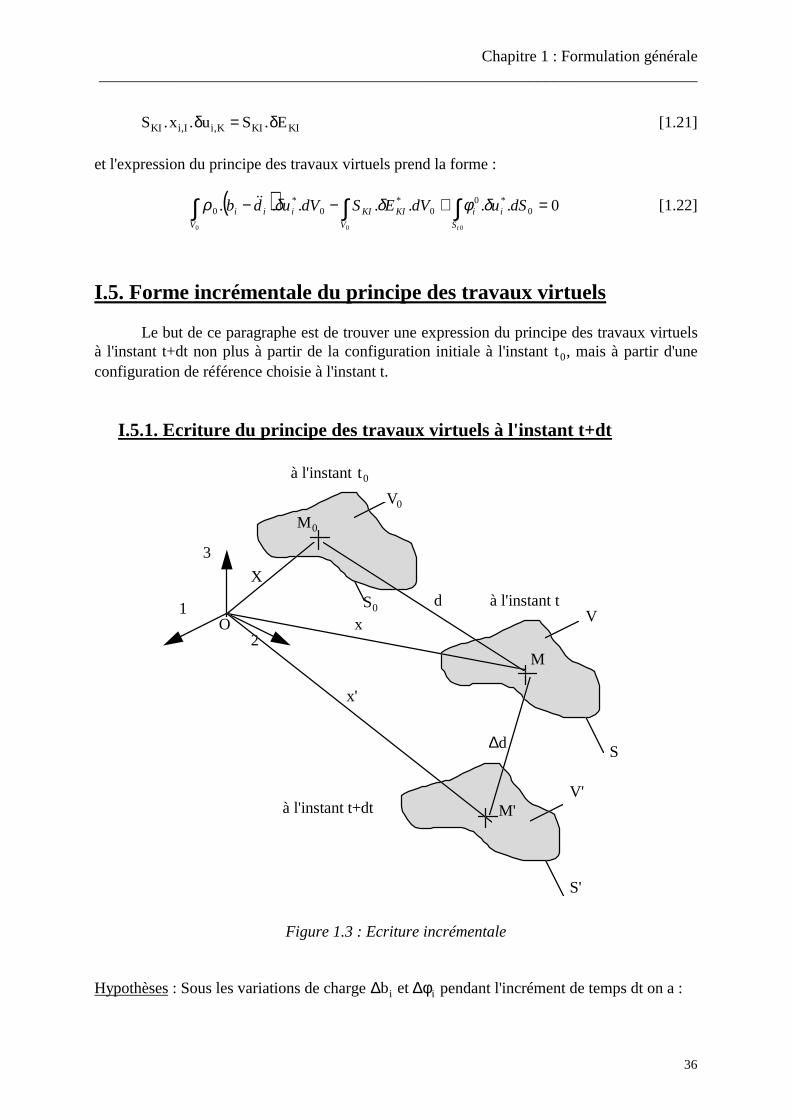
I.5. Forme incrémentale du principe des travaux virtuels
Le but de ce paragraphe est de trouver une expression du principe des travaux virtuelsà l'instant t+dt non plus à partir de la configuration initiale à l'instant t0, mais à partir d'uneconfiguration de référence choisie à l'instant t.
I.5.1. Ecriture du principe des travaux virtuels à l'instant t+dt
1
2
3
à l'instant tV
S
O
à l'instantt0
V0
S0
M0
M
X
x
d
à l'instant t+dtV'
M'
S'
∆d
x'
Figure 1.3 : Ecriture incrémentale
Hypothèses : Sous les variations de charge ∆ ∆bi et iφ pendant l'incrément de temps dt on a :

Chapitre 1 : Formulation générale___________________________________________________________________________
37
( )IJIJIJ
iii
IJIJIJ
EEE
ddd
SSS
δδδ ∆+=
∆+=
∆+=
'
'
'
[1.23]
où : ( ) ( )( )KiIiiIiKiiKI uuxuuxE ,,,,' ..
2
1 δδδ ∆++∆+= [1.24]
L'expression des travaux virtuels à l'instant t+dt devient en négligeant les termes dusecond ordre :
( ) ( )
( ) 0..
....
0*00
0*,,
*,
*,
*,,0
*0
0
00
=∆++
+∆+∆−∆−−∆+
∫
∫∫dSu
dVuxSuuSuxSdVuddbb
i
S
ii
V
JkIkIJJkIkIJJkIkIJ
V
iiiii
t
δφφ
δδδδρ
[1.25]
I.5.2. Formulation Lagrangienne réactualisée
Une fois la configuration à l'instant t connue, elle peut être utilisée comme nouvel étatde référence pour estimer l'équation représentative du principe des travaux virtuels à l'instantt+dt.
On a alors :
X x
F
K I k i ki, ,
det
= =
⇒ =
δ
1[1.26]
et les définitions du premier tenseur de Piola-Kirchhoff [1.16] et du second tenseur de Piola-Kirchhoff [1.17] se réduisent à :
S TIJ Ij ij= = σ [1.27]
La forme incrémentale Lagrangienne réactualisée du principe des travaux virtuels àl'instant t, à l'origine des intégrations temporelles explicites, s'écrit :
( ) 0...... **,
* =+−− ∫∫∫ dSudVudVudb i
S
i
V
jkij
V
iii
t
δφδσδρ [1.28]
et pendant l'incrément de temps dt (équation d'équilibre utilisée pour la résolution implicite) :
( ) ( ) ( ) 0.......... **,,
*,
* =∆+∆−∆−∆−∆ ∫∫∫∫ dSudVuddVuSdVudb i
S
i
V
jkikij
V
jiij
V
iii
t
δφδσδδρ
[1.29]
Chapitre 1 : Formulation générale___________________________________________________________________________
38
II. MODELISATION PAR LA METHODE DESELEMENTS FINIS
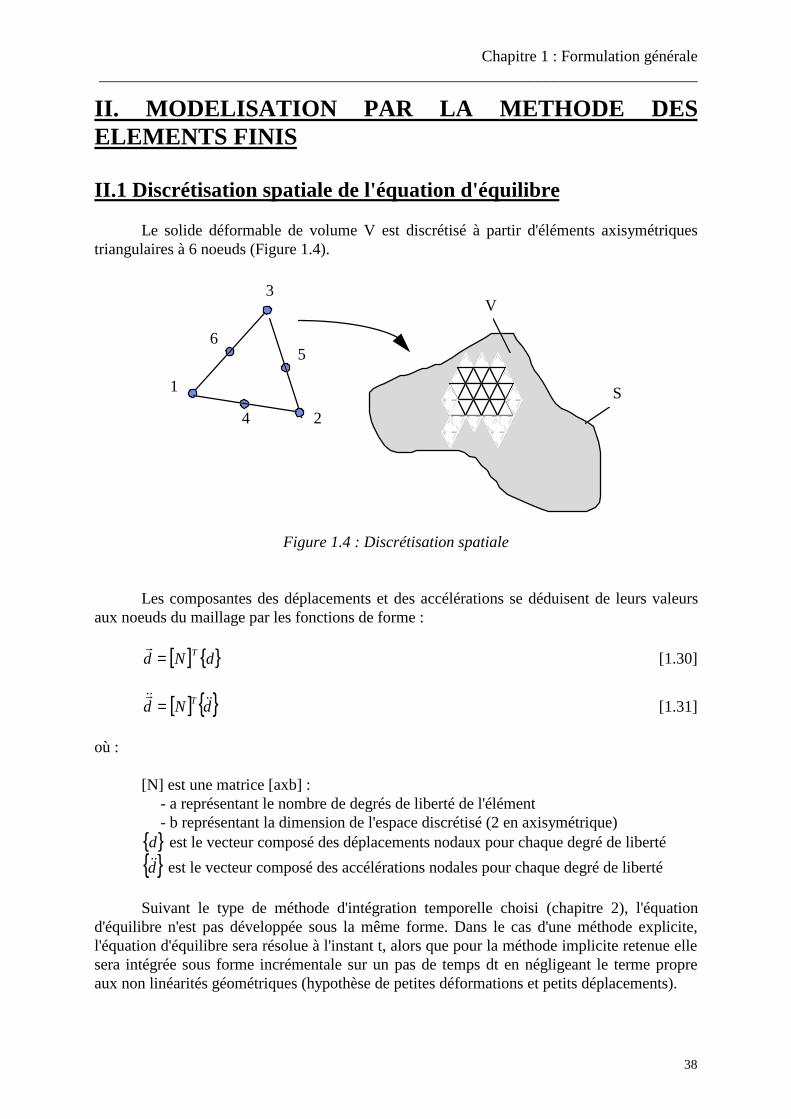
II.1 Discrétisation spatiale de l'équation d'équilibre
Le solide déformable de volume V est discrétisé à partir d'éléments axisymétriquestriangulaires à 6 noeuds (Figure 1.4).
V
S1
2
3
4
56
Figure 1.4 : Discrétisation spatiale
Les composantes des déplacements et des accélérations se déduisent de leurs valeursaux noeuds du maillage par les fonctions de forme :
[ ] dNd T=&
[1.30]
[ ] dNd T & = [1.31]
où :
[N] est une matrice [axb] :- a représentant le nombre de degrés de liberté de l'élément- b représentant la dimension de l'espace discrétisé (2 en axisymétrique)
d est le vecteur composé des déplacements nodaux pour chaque degré de liberté
d est le vecteur composé des accélérations nodales pour chaque degré de liberté
Suivant le type de méthode d'intégration temporelle choisi (chapitre 2), l'équationd'équilibre n'est pas développée sous la même forme. Dans le cas d'une méthode explicite,l'équation d'équilibre sera résolue à l'instant t, alors que pour la méthode implicite retenue ellesera intégrée sous forme incrémentale sur un pas de temps dt en négligeant le terme propreaux non linéarités géométriques (hypothèse de petites déformations et petits déplacements).

Chapitre 1 : Formulation générale___________________________________________________________________________
39
II.1.1 Discrétisation spatiale de l'équation d'équilibre à l'instant t
En prenant [ ] ** uNu T δδ =& et en introduisant la matrice gradient des fonctions de
forme [B], le principe des travaux virtuels à l'instant t s'écrit d'après [1.28] :
[ ] [ ][ ] [ ] [ ] e
Vélémentse
Sélémentse
T
VélémentsV
eT
éléments
dVbNdSNdVdNNdVBeeee
AAAA .......... ∫∫∫∫ +=+ ρφρσ
[1.32]
où élémentsA symbolise le passage des intégrales élémentaires aux intégrales sur l'ensemble du
maillage.
Dans toute la suite du mémoire, l'expression [1.32] prend la forme :
[ ] extFdMF =+ int [1.33]
avec :
[ ] ∫=eV
eT
éléments
dVBF A .int σ [1.34]
[ ] [ ] e
Vélémentse
Séléments
ext dVbNdSNFee
AA ..... ∫∫ += ρφ [1.35]
[ ] [ ][ ] eT
Véléments
dVNNMe
A ...∫= ρ [1.36]
On introduit un terme supplémentaire à l'équation [1.33] pour tenir compte del'amortissement du système lorsque la loi de comportement modélisée n'est pas dissipatrice :
[ ] [ ] extFdMdCF =++ int [1.37]
La matrice d'amortissement C est choisie de type Rayleigh simplifié et on pose :
C M= α avec α le coefficient d'amortissement tel que la matrice ainsi définie soitdirectement proportionnelle à la matrice de masse [M].
II.1.2 Discrétisation spatiale de l'équation d'équilibre pendant dt
En procédant de façon similaire avec l'équation [1.29], et avec les hypothèses depetites déformations et petits déplacements, l'équation discrétisée sur dt s'écrit :

Chapitre 1 : Formulation générale___________________________________________________________________________
40
[ ] [ ][ ] [ ] [ ] e
Vélémentse
Sélémentse
T
VélémentsV
eT
éléments
dVbNdSNdVdNNdVBeeee
AAAA .......... ∆+∆=∆+∆ ∫∫∫∫ ρφρσ
[1.38]
Le passage entre le tenseur second tenseur de Piola-Kirchhoff et le tenseur de Cauchyest réalisé à partir de la dérivée de Jaumann :
∆ ∆Sij ij im mj ik kj= − +σ ω σ σ ω [1.39]
où ω im représente les composantes du tenseur taux de rotation. Pour dessimplifications d'écriture les termes ( )kjikmjim ωσσω +− ne sont pas conservés dans l'équation
d'équilibre.
Le tenseur de contraintes stocké sous forme vectorielle σ∆ est relié au tenseur des
déformations élastiques eε∆ par l'intermédiaire de la matrice de comportement élastiqueD :
[ ] [ ]
∆−∆∆−∆∆−∆∆−∆
=
∆∆∆∆
=
∆∆∆∆
=∆
prz
Trz
pzz
Tzz
pT
prr
Trr
erz
ezz
e
err
rz
zz
rr
DD
εεεεεεεε
εεεε
σσσσ
σ θθθθθθθθ [1.40]
où Tε∆ est le tenseur des déformations totales et pε∆ le tenseur des déformations nonlinéaires.
L'équation [1.38] prend la forme :
[ ] [ ][ ] [ ][ ] [ ]
[ ] [ ] [ ] ∫∫
∫∫∫∆+∆+
∆=∆+∆
ee
eee
V
epT
élémentse
Véléments
e
Sélémentse
T
VélémentsV
eT
éléments
dVDBdVbN
dSNdVdNNdVdBDB
AA
AAA
......
..........
ερ
φρ
[1.41]
La matrice d'amortissement précédemment définie est ajoutée à l'expression [1.41] etl'équation d'équilibre pendant l'instant dt devient :
[ ] [ ] [ ] plastext FFdMdCdK ∆+∆=∆+∆+∆ [1.42]
avec :[ ] [ ] [ ][ ]∫=
eV
eT
éléments
dVBDBK A ... [1.43]
Chapitre 1 : Formulation générale___________________________________________________________________________
41
[ ] [ ][ ] eT
Véléments
dVNNMe
A ...∫= ρ [1.44]
[ ] [ ] e
Vélémentse
Séléments
ext dVbNdSNFee
AA ..... ∆+∆=∆ ∫∫ ρφ [1.45]
[ ] [ ] ∫ ∆=∆eV
epT
éléments
plast dvDBF A ... ε [1.46]
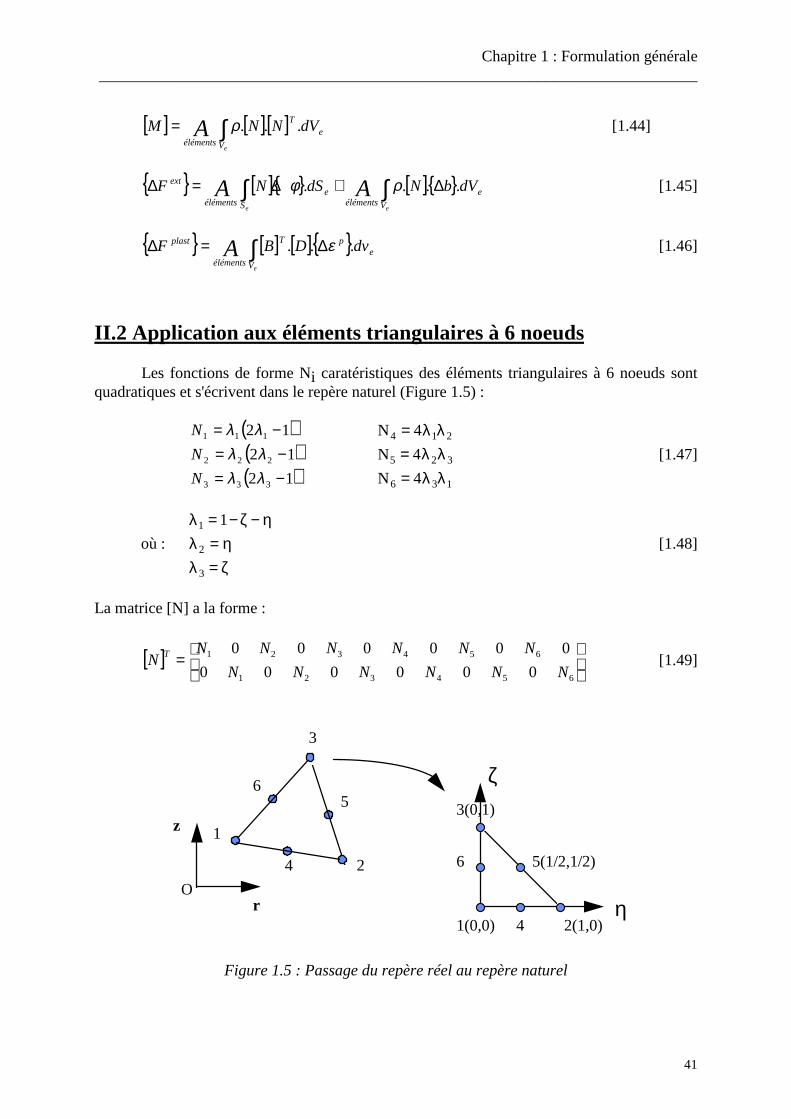
II.2 Application aux éléments triangulaires à 6 noeuds
Les fonctions de forme Ni caratéristiques des éléments triangulaires à 6 noeuds sontquadratiques et s'écrivent dans le repère naturel (Figure 1.5) :
( )( )( )12
12
12
333
222
111
−=−=
−=
λλλλλλ
N
N
N N
N
N
4 1 2
5 2 3
6 3 1
4
4
4
===
λ λλ λλ λ
[1.47]
où :
λ ζ ηλ ηλ ζ
1
2
3
1= − −==
[1.48]
La matrice [N] a la forme :
[ ]
=
654321
654321
000000
000000
NNNNNN
NNNNNNN T [1.49]
1
2
3
4
56
r
z
O
1(0,0) 2(1,0)
3(0,1)
4
5(1/2,1/2)6
η
ζ
Figure 1.5 : Passage du repère réel au repère naturel
Chapitre 1 : Formulation générale___________________________________________________________________________
42
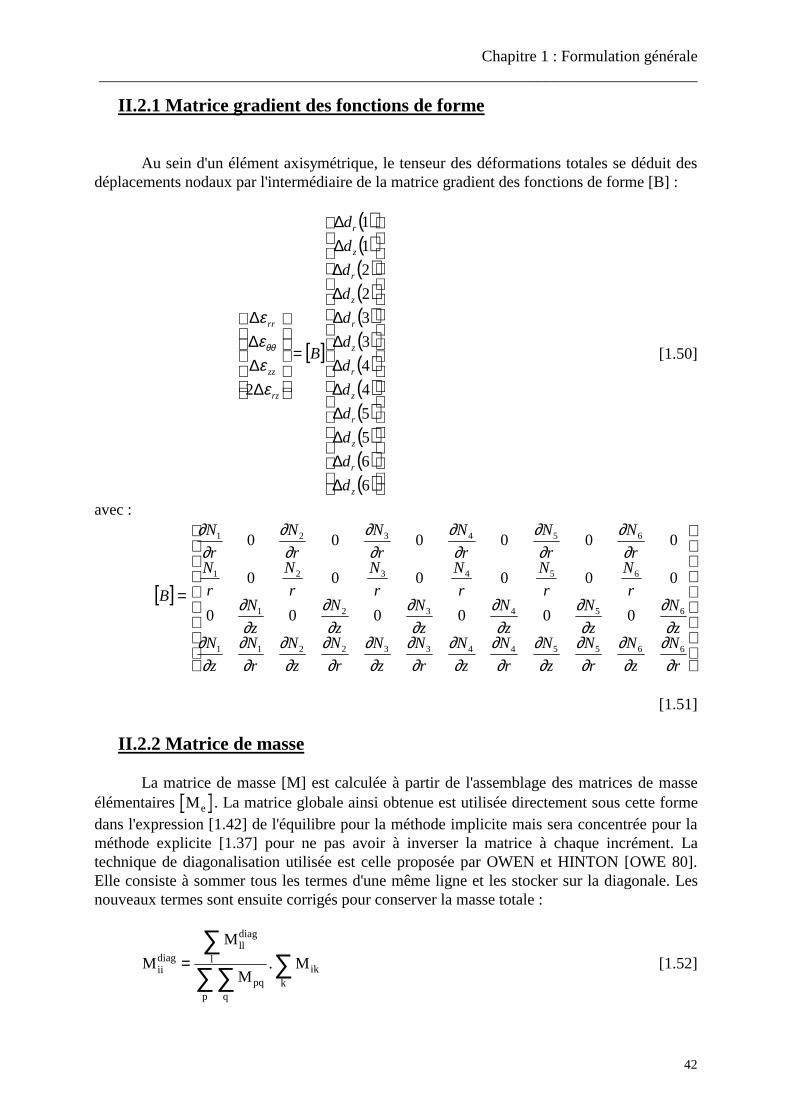
II.2.1 Matrice gradient des fonctions de forme
Au sein d'un élément axisymétrique, le tenseur des déformations totales se déduit desdéplacements nodaux par l'intermédiaire de la matrice gradient des fonctions de forme [B] :
[ ]
( )( )( )( )( )( )( )( )( )( )( )( )
∆∆∆∆∆∆∆∆∆∆∆∆
=
∆∆∆∆
6
6
5
5
4
4
3
3
2
2
1
1
2
z
r
z
r
z
r
z
r
z
r
z
r
rz
zz
rr
d
d
d
d
d
d
d
d
d
d
d
d
B
εεεε
θθ [1.50]
avec :
[ ]
=
r
N
z
N
r
N
z
N
r
N
z
N
r
N
z
N
r
N
z
N
r
N
z
Nz
N
z
N
z
N
z
N
z
N
z
Nr
N
r
N
r
N
r
N
r
N
r
Nr
N
r
N
r
N
r
N
r
N
r
N
B
∂∂
∂∂
∂∂
∂∂
∂∂
∂∂
∂∂
∂∂
∂∂
∂∂
∂∂
∂∂
∂∂
∂∂
∂∂
∂∂
∂∂
∂∂
∂∂
∂∂
∂∂
∂∂
∂∂
∂∂
665544332211
654321
654321
654321
000000
000000
000000
[1.51]
II.2.2 Matrice de masse
La matrice de masse [M] est calculée à partir de l'assemblage des matrices de masseélémentaires M e . La matrice globale ainsi obtenue est utilisée directement sous cette formedans l'expression [1.42] de l'équilibre pour la méthode implicite mais sera concentrée pour laméthode explicite [1.37] pour ne pas avoir à inverser la matrice à chaque incrément. Latechnique de diagonalisation utilisée est celle proposée par OWEN et HINTON [OWE 80].Elle consiste à sommer tous les termes d'une même ligne et les stocker sur la diagonale. Lesnouveaux termes sont ensuite corrigés pour conserver la masse totale :
M
M
MMii
diaglldiag
l
pqqp
ikk
=∑
∑∑ ∑. [1.52]
Chapitre 1 : Formulation générale___________________________________________________________________________
43
II.2.3 Intégration par la méthode de Gauss
En formulation axisymétrique, les intégrales de volume prennent la forme :
( ) ( ) ( )∫ ∫∫∫∫ ==1
0
1
0....,.2...,.2. ζηππ ddJrzrfdzdrrzrfdvvf
sv
[1.53]
où J est la matrice de passage entre le repère (r,z) et le repère naturel ( )ζη,,0 (appelée matriceJacobienne).
Elle sont approximées par une méthode de Gauss :
( ) ( )∑∫ ∫ =i
iiii JrzrfddJrzrf ..,..2....,.21
0
1
0απζηπ [1.54]
avec α i un coefficient de pondération qui dépend du nombre de points d'intégration choisi.
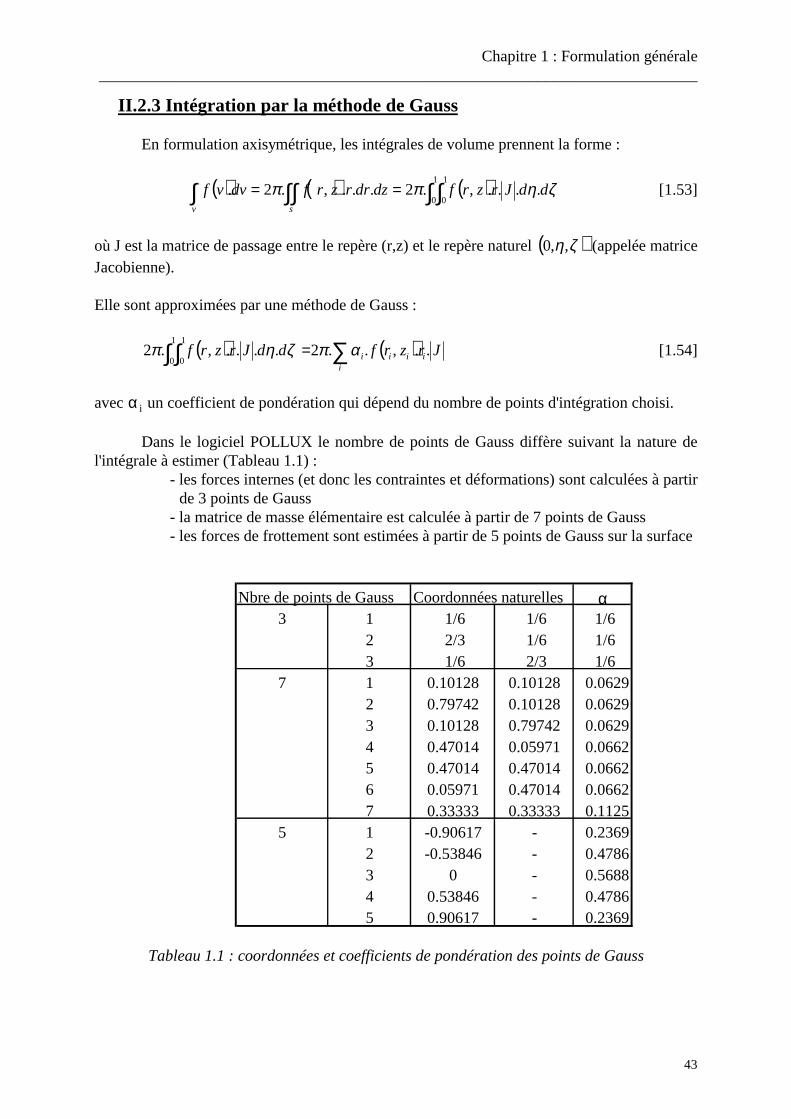
Dans le logiciel POLLUX le nombre de points de Gauss diffère suivant la nature del'intégrale à estimer (Tableau 1.1) :
- les forces internes (et donc les contraintes et déformations) sont calculées à partirde 3 points de Gauss
- la matrice de masse élémentaire est calculée à partir de 7 points de Gauss- les forces de frottement sont estimées à partir de 5 points de Gauss sur la surface
Nbre de points de Gauss Coordonnées naturellesα3 1 1/6 1/6 1/6
2 2/3 1/6 1/63 1/6 2/3 1/6
7 1 0.10128 0.10128 0.06292 0.79742 0.10128 0.06293 0.10128 0.79742 0.06294 0.47014 0.05971 0.06625 0.47014 0.47014 0.06626 0.05971 0.47014 0.06627 0.33333 0.33333 0.1125
5 1 -0.90617 - 0.23692 -0.53846 - 0.47863 0 - 0.56884 0.53846 - 0.47865 0.90617 - 0.2369
Tableau 1.1 : coordonnées et coefficients de pondération des points de Gauss
Chapitre 1 : Formulation générale___________________________________________________________________________
44
III. COUPLAGE THERMO-MECANIQUE
III.1 Résolution du problème de diffusion de la chaleur
Pour les procédés de mise en forme où l'effet de la température entraine desmodifications significatives des propriétés mécaniques du matériau, il est nécessaire d'avoirrecours à une simulation thermo-mécanique.
Le couplage est réalisé explicitement [MIC 94] en résolvant séparément les problèmesmécanique et thermique sur un même pas de temps dt :
- les températures sont supposées constantes pendant la phase de recherche des variablesmécaniques
- les sources de chaleur d'origine mécanique sont constantes pendant le calcul du champde températures
Les procédures de résolution de l'équilibre thermique ont été programmées par B.MICHEL [MIC 93], et l'interface avec la résolution dynamique mécanique a été réalisée dansle cadre de ce travail. Les principales hypothèses de la résolution thermique sont rappelées cidessous.
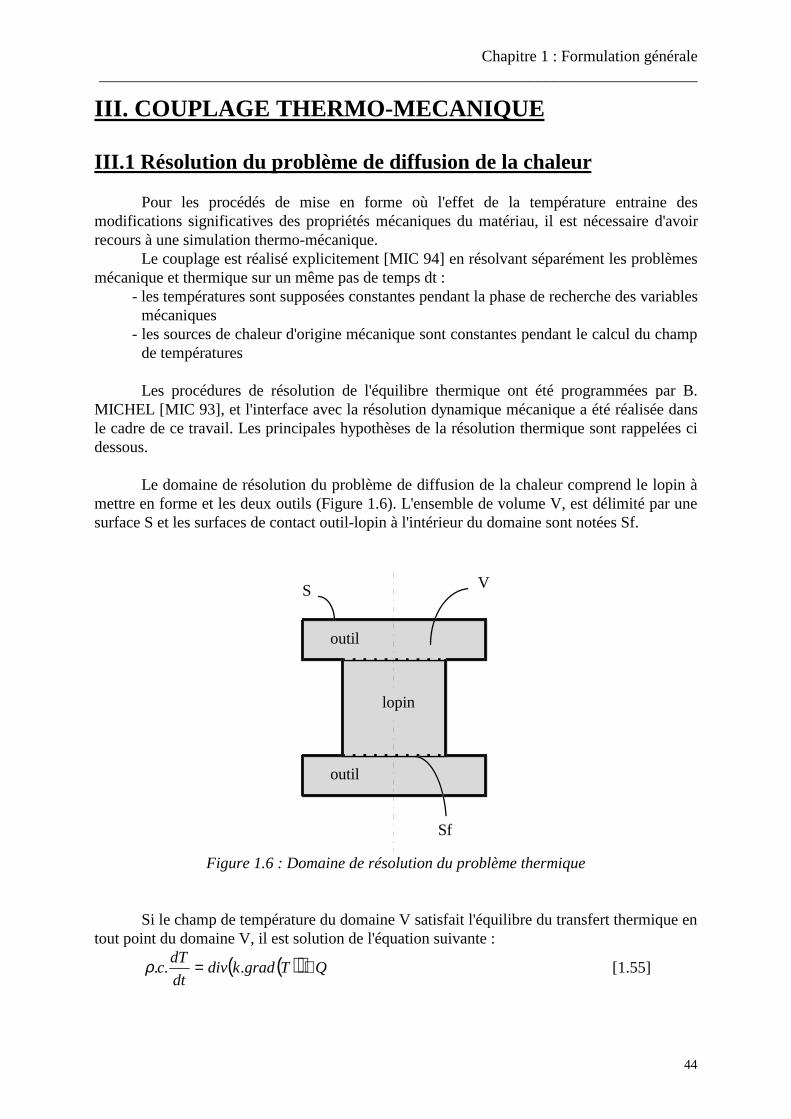
Le domaine de résolution du problème de diffusion de la chaleur comprend le lopin àmettre en forme et les deux outils (Figure 1.6). L'ensemble de volume V, est délimité par unesurface S et les surfaces de contact outil-lopin à l'intérieur du domaine sont notées Sf.
VS
Sf
lopin
outil
outil
Figure 1.6 : Domaine de résolution du problème thermique
Si le champ de température du domaine V satisfait l'équilibre du transfert thermique entout point du domaine V, il est solution de l'équation suivante :
( )( ) QTgradkdivdt
dTc += ...ρ [1.55]
Chapitre 1 : Formulation générale___________________________________________________________________________
45
où :ρ est la masse volumique du matériauc est la chaleur massique du matériauT est la températurek est la conductivité thermiqueQ est le flux volumique des sources de chaleur
Les conditions aux limites à appliquer sur la frontière S peuvent être de naturesdifférentes :
- flux imposé par convection- flux imposé par rayonnement- flux thermique nul (conditions adiabatiques)- température imposée
Les conditions initiales sont données par la distribution des températures à l'instantt=0.
Les sources de chaleur assurent le couplage avec la modélisation mécanique parl'intermédiaire de l'énergie dissipée plastiquement convertie en chaleur et de l'énergie dissipéepar frottement au contact lopin-outil (surface notée Sf sur la Figure 1.6).
Les flux appliqués sur la surface par convection qc et par rayonnement qr sontintroduits à partir de la loi de Fourier :
( ) rc qqnTgradk +=− &.. [1.56]
où : &n est la normale extérieure à la surface S
( )∞−= TTqc α [1.57]
avec : α le coefficient de convectionT la température à la frontière du domaineT∞ la température du milieu infini
qr est obtenu à partir des équations régissant le rayonnement en cavité fermée (lasurface réelle soumise à des conditions de rayonnement est complétée par un contour fictifreprésentant le milieu infini). L'échange par rayonnement est quantifié à partir d'une relationde conservation de l'énergie à l'intérieur de la cavité prenant en compte des facteurs de vuegéométriques [MIC 94]. Une grande souplesse est laissée à l'utilisateur quant au choix de lafréquence de calcul des facteurs de vue et permet ainsi des gains de temps considérables. Eneffet, le pas de temps, commun aux calculs mécanique et thermique, peut être très faible pourdes résolutions explicites de l'équation d'équilibre mécanique (voir Chapitre 2) et l'estimationdes facteurs de vue à chaque incrément est alors inutile.
III.2. Couplage avec le calcul mécanique
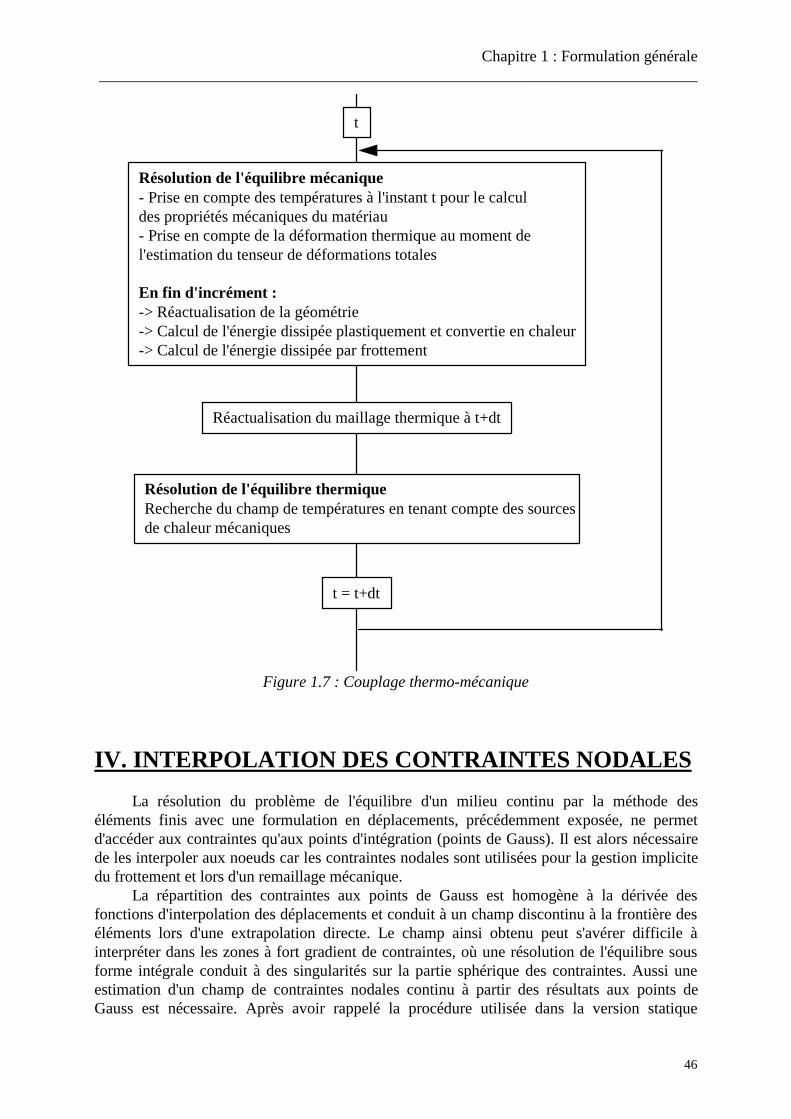
Le couplage entre les modules de résolution thermique et mécanique est explicite. LaFigure 1.7 résume l'enchaînement des étapes au cours d'un incrément de temps.
Chapitre 1 : Formulation générale___________________________________________________________________________
46
t
Résolution de l'équilibre mécanique- Prise en compte des températures à l'instant t pour le calculdes propriétés mécaniques du matériau- Prise en compte de la déformation thermique au moment del'estimation du tenseur de déformations totales
En fin d'incrément :-> Réactualisation de la géométrie-> Calcul de l'énergie dissipée plastiquement et convertie en chaleur-> Calcul de l'énergie dissipée par frottement
Réactualisation du maillage thermique à t+dt
Résolution de l'équilibre thermiqueRecherche du champ de températures en tenant compte des sourcesde chaleur mécaniques
t = t+dt
Figure 1.7 : Couplage thermo-mécanique
IV. INTERPOLATION DES CONTRAINTES NODALES
La résolution du problème de l'équilibre d'un milieu continu par la méthode deséléments finis avec une formulation en déplacements, précédemment exposée, ne permetd'accéder aux contraintes qu'aux points d'intégration (points de Gauss). Il est alors nécessairede les interpoler aux noeuds car les contraintes nodales sont utilisées pour la gestion implicitedu frottement et lors d'un remaillage mécanique.
La répartition des contraintes aux points de Gauss est homogène à la dérivée desfonctions d'interpolation des déplacements et conduit à un champ discontinu à la frontière deséléments lors d'une extrapolation directe. Le champ ainsi obtenu peut s'avérer difficile àinterpréter dans les zones à fort gradient de contraintes, où une résolution de l'équilibre sousforme intégrale conduit à des singularités sur la partie sphérique des contraintes. Aussi uneestimation d'un champ de contraintes nodales continu à partir des résultats aux points deGauss est nécessaire. Après avoir rappelé la procédure utilisée dans la version statique

Chapitre 1 : Formulation générale___________________________________________________________________________
47
implicite de POLLUX, qui consiste à calculer les variables nodales en extrapolant les résultatsobtenus aux points de Gauss pondérés du volume des éléments, la méthode proposée parODEN et BRAUCHLI [ODE 71], implantée dans la version dynamique, sera détaillée.
IV.1 Interpolation des contraintes dans le logiciel statique
Dans la version statique implicite du logiciel POLLUX, l'interpolation est effectuée endeux temps. La première phase consiste à calculer les contraintes aux centres de gravité dechaque élément en effectuant une moyenne des composantes aux points de Gauss :
( )( )3
,,
3
1∑
== IGij
ij
IGielGiel
σσ [1.58]
La seconde estime les contraintes nodales à partir d'une pondération volumique descomposantes aux centres de gravité des éléments qui entourent le noeud (Figure 1.8).
( )( )∑
∑=
ieliel
ielielGielij
ij V
V
nd
.),(σσ [1.59]
où :Viel représente les volumes des éléments à prendre en compte
σ ij iel G( , ) est le tenseur des contraintes au centre de gravité des éléments entourant le noeud
G
1
2
3
G1
G2
G3
G4
G1
G2
Figure 1.8 : Interpolation des contraintes aux noeuds du maillage

Chapitre 1 : Formulation générale___________________________________________________________________________
48
Remarque 1 : La même procédure d'interpolation est utilisée pour les autres variablesconnues au point de Gauss à savoir : le tenseur des déformations et les variablesd'endommagement.
Remarque 2 : Lors d'un remaillage mécanique, les variables aux nouveaux points de Gaussvont être estimées à partir des valeurs nodales de l'ancien maillage projetées sur le nouveaumaillage.
Les nouvelles contraintes nodales (Figure 1.9) s'expriment à partir de :
( ) ( ) ( )∑=
=3
1
,m
ijmij mzrNnd σσ [1.60]
avec :
( )zrNm , les fonctions de forme caractéristiques d'un triangle à 3 noeuds dans le repère (r,z)
( )mijσ les contraintes nodales de l'ancien maillage
2
1
3
Ancien maillage
nd
Nouveau maillage
Figure 1.9 : Repérage des nouveaux points du maillage
On repasse ensuite aux nouveaux points de Gauss en travaillant dans le repère naturelde l'élément concerné :
( ) ( ) ( )∑=
=3
1
,,m
ijmij mNIGiel σζησ [1.61]
où :
( )ζη,mN sont les fonctions de forme caractéristiques d'un triangle à 3 noeuds dans le repère
naturel ( )ζη,

Chapitre 1 : Formulation générale___________________________________________________________________________
49
( )mijσ est le tenseur des contraintes nodales aux nouveaux noeuds
La méthode d'interpolation des contraintes nodales a tendance à lisser les résultats, etle champ obtenu n'est plus équilibré dans les zones singulières. La phase de projection duchamp nodal sur le nouveau maillage altère peu les résultats si les densités sont comparables.Le champ de forces nodales estimé à partir des contraintes aux points de Gauss du nouveaumaillage peut avoir un résidu non négligeable à cause du cumul des erreurs dues :
- à la phase d'interpolation des contraintes sur l'ancien maillage- à la projection des champs sur le nouveau maillage
IV.2 Méthode d'interpolation de Oden et Brauchli
La technique mise au point par ODEN et BRAUCHLI [ODE 71], [ODE 72] et [ODE73] permet d'obtenir des contraintes continues d'un élément à un autre, et réduit les erreursd'approximation engendrées par les méthodes classiques d'interpolation .
IV.2.1 Principe des méthodes d'approximation conjuguée
Dans la plupart des méthodes d'approximation, la connaissance des résultats nodauxsuffit à estimer les mêmes variables pour n'importe quel point du maillage par unecombinaison linéaire des valeurs nodales.
Ainsi chaque composante du déplacement u, v, w peut être représentée comme lasomme de G fonctions linéairement indépendantes φi x y z( , , ), G représentant le nombre denoeuds du maillage.
( ) ( ) ( )( ) ( ) ( )( ) ( ) ( ) GG
GG
GG
WzyxWzyxWzyxw
VzyxVzyxVzyxv
UzyxUzyxUzyxu
.,,.....,,.,,
.,,.....,,.,,
.,,.....,,.,,
2211
2211
2211
φφφφφφ
φφφ
+++≈+++≈+++≈
[1.62]
où Ui, Vi et Wi sont les valeurs de u, v et w aux différents noeuds du maillage.
Sous forme matricielle on peut écrire :
[ ] δΦ=u [1.63]
avec :
wvuu T ,,= [1.64]
GGGT WWWVVVUUU ,,...,,,...,,,,...,, 212121=δ [1.65]
[ ]
=Φ
φφ
φ
00
00
00
avec Gφφφφ ,...,, 21= [1.66]

Chapitre 1 : Formulation générale___________________________________________________________________________
50
Oden et Brauchli proposent la méthode suivante de construction d'un champ continude fonctions d'approximation.
Soient ( )zyxi ,,Λ les fonctions conjuguées d'une base φi x y z( , , ) quelconque, définies
par la condition de biorthogonalité :
[ ]IdVV
T =Λ∫ ..φ [1.67]
où [I] représente la matrice GxG unité
Pour construire Λ il faut commencer par calculer la matrice CO définie par :
[ ] dVCV
TO ..∫= φφ [1.68]
Les éléments de φ étant linéairement indépendants, la matrice CO est symétrique,non singulière et définie positive.
En multipliant [1.68] par CO
−1 on fait apparaître [ ] T
OT C φ.1−=Λ , on peut alors
définir Λ à partir de CO et φ :
[ ] [ ][ ] [ ]ICCCdVdV OOO
V
T
V
T ===Λ −−∫∫ 11 ...... φφφ [1.69]
et écrire :
[ ] dVCV
TO ..1 ∫ ΛΛ=− [1.70]
Les fonctions conjuguées ( )zyxi ,,Λ définissent une nouvelle base où les variables
sont également des combinaisons linéaires des fonctions ( )zyxi ,,Λ .
Pour la méthode des éléments finis, les fonctions ( )zyxi ,,φ sont la somme de
fonctions d'approximation élémentaires ( )zyxe ,,Ψ uniquement définies localement, c'estpourquoi pour un groupe de E éléments on a :
( ) ( )∑=
=
ΩΨ=Ee
e
ei
ei zyxzyx
1
.,,,,φ [1.71]
Ωie
est une fonction booléenne qui vaut 1 si le noeud i appartient à l'élément e et 0 dans les
autres cas.
On introduit également la fonction conjuguée ( )zyxe ,,λ définie dans l'élément e telle que :

Chapitre 1 : Formulation générale___________________________________________________________________________
51
( ) [ ] ∑=
=
− ΩΨΩ=ΩΛ=Ef
f
eTi
fTfTiO
eTii
e Czyx1
1 ....,,λ [1.72]
Les ( )zyxe ,,λ sont une combinaison linéaire de toutes les fonctions ( )zyxe ,,Ψ et sontdonc définies sur tout le domaine. Ces nouvelles fonctions conjuguées locales sont continuesd'un élément à l'autre, car elles sont une combinaison linéaire des fonctions globales
( )zyxi ,,φ .
Quelle que soit la variable u du domaine, elle peut alors être exprimée à partir d'unecombinaison linéaire de ( ) zyx ,,φ ou ( ) zyx ,,Λ :
( ) ( ) ( ) UzyxUzyxzyxu ˆ,,,,,, Λ== φ [1.73]
où :
dVuUV
T ..∫= φ [1.74]
dVuUV
T ..ˆ ∫ Λ= [1.75]
[ ] UCU O=ˆ [1.76]
IV.2.2 Procédure de programmation
Les propriétés des fonctions conjuguées sont utilisées pour calculer le champ decontraintes nodales dans le cas d'une simulation axisymétrique.
Hypothèses : - Le maillage est composé de (elem) éléments et (nbn) noeuds- Un élément est construit à partir de (n) noeuds et (IG) points de Gauss
La matrice CO (nbn, nbn) est formée à partir de l'assemblage des matricesélémentaires :
[ ] [ ]
==
nbnnbnnbn
nbn
OO
OO
eleéléments
O
CC
CC
CC A
1
111
......
............
............
......
[1.77]
où :
Chapitre 1 : Formulation générale___________________________________________________________________________
52
[ ] dvNNN
N
N
N
dvNNC n
dv dv
n
Tele .....
..... 21
2
1
∫ ∫
== [1.78]
avec Nj les fonctions d'interpolation des contraintes
Pour chaque composante du tenseur des contraintes σ ij , les vecteurs R (nbn) sont
calculés à partir des Rele (n) :
dv
N
N
N
R
n
dV
ijele ....
. 2
1
= ∫σ [1.79]
( ) ( )
==
n
ijeleéléments
ij
R
R
RR A ...
...1
σσ [1.80]
Le vecteur R correspond aux contraintes généralisées issues du champ exprimé auxpoints de Gauss.
Les contraintes nodales S (nbn) sont alors obtenues en résolvant pour chaquecomposante le système :
[ ] RSC = [1.81]
Remarque 1 : Pour une masse volumique constante la matrice CO (nbn,nbn) est identique àla matrice de masse [M] cohérente (2*nbn,2*nbn) à un coefficient multiplicateur près.
Remarque 2 : Les fonctions de forme utilisées pour l'approximation des contraintes nodalessont homogènes aux dérivées des fonctions de forme utilisées pour le calcul desdéplacements.
IV.3 Application au code POLLUX
IV.3.1 Fonctions d'interpolation des contraintes
Dans le cas des éléments à 6 noeuds les fonctions de forme sont quadratiques, onutilise alors les fonctions d'interpolation linéaires pour les contraintes (fonctions de forme deséléments à 3 noeuds). En conséquence, comme pour la méthode d'interpolation utilisée dans la
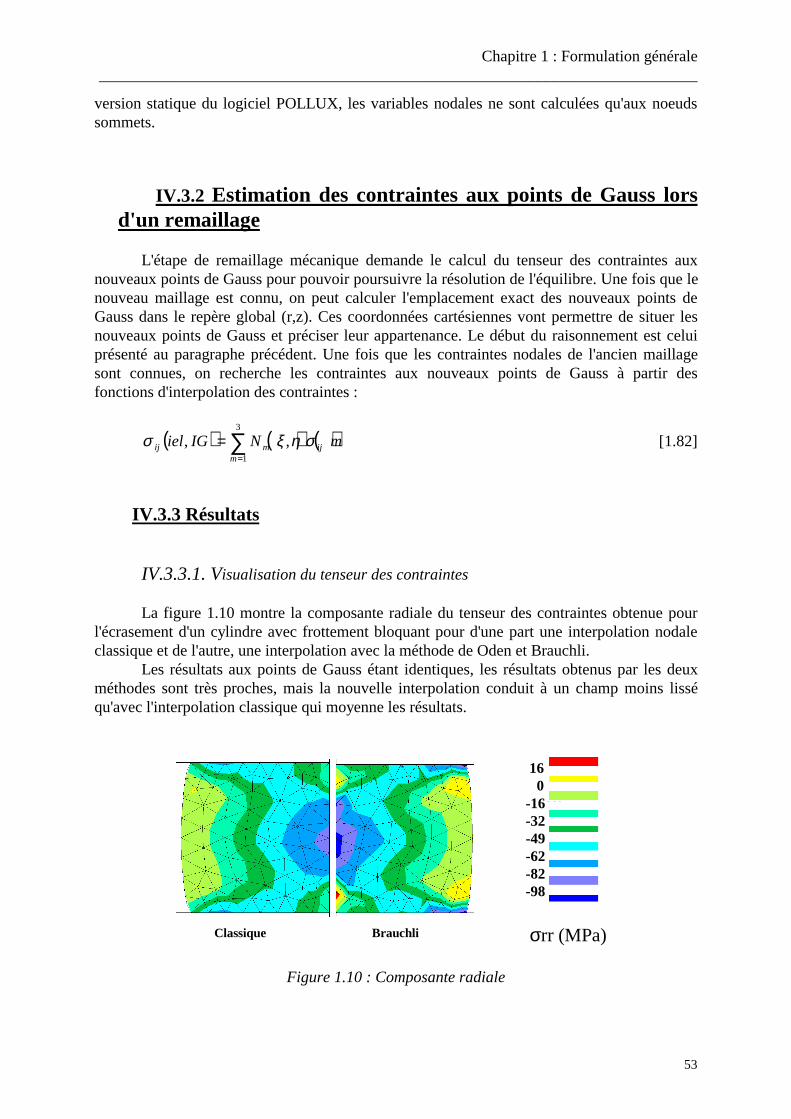
Chapitre 1 : Formulation générale___________________________________________________________________________
53
version statique du logiciel POLLUX, les variables nodales ne sont calculées qu'aux noeudssommets.
IV.3.2 Estimation des contraintes aux points de Gauss lorsd'un remaillage
L'étape de remaillage mécanique demande le calcul du tenseur des contraintes auxnouveaux points de Gauss pour pouvoir poursuivre la résolution de l'équilibre. Une fois que lenouveau maillage est connu, on peut calculer l'emplacement exact des nouveaux points deGauss dans le repère global (r,z). Ces coordonnées cartésiennes vont permettre de situer lesnouveaux points de Gauss et préciser leur appartenance. Le début du raisonnement est celuiprésenté au paragraphe précédent. Une fois que les contraintes nodales de l'ancien maillagesont connues, on recherche les contraintes aux nouveaux points de Gauss à partir desfonctions d'interpolation des contraintes :
( ) ( ) ( )∑=
=3
1
,,m
ijmij mNIGiel σηξσ [1.82]
IV.3.3 Résultats
IV.3.3.1. Visualisation du tenseur des contraintes
La figure 1.10 montre la composante radiale du tenseur des contraintes obtenue pourl'écrasement d'un cylindre avec frottement bloquant pour d'une part une interpolation nodaleclassique et de l'autre, une interpolation avec la méthode de Oden et Brauchli.
Les résultats aux points de Gauss étant identiques, les résultats obtenus par les deuxméthodes sont très proches, mais la nouvelle interpolation conduit à un champ moins lisséqu'avec l'interpolation classique qui moyenne les résultats.
BrauchliClassique σrr (MPa)
16 0 -16 -32 -49 -62 -82 -98
Figure 1.10 : Composante radiale
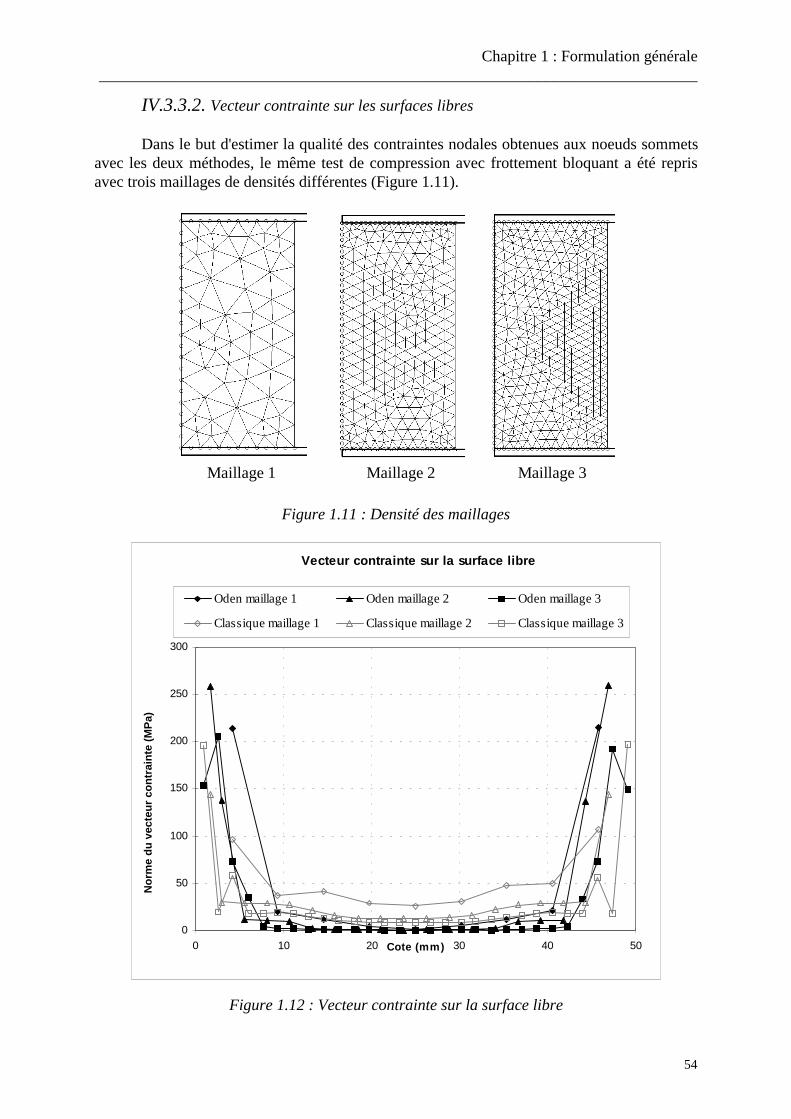
Chapitre 1 : Formulation générale___________________________________________________________________________
54
IV.3.3.2. Vecteur contrainte sur les surfaces libres
Dans le but d'estimer la qualité des contraintes nodales obtenues aux noeuds sommetsavec les deux méthodes, le même test de compression avec frottement bloquant a été reprisavec trois maillages de densités différentes (Figure 1.11).
Maillage 1 Maillage 2 Maillage 3
Figure 1.11 : Densité des maillages
Vecteur contrainte sur la surface libre
0
50
100
150
200
250
300
0 10 20 30 40 50Cote (mm)
Nor
me
du v
ecte
ur c
ontr
aint
e (M
Pa)
Oden maillage 1 Oden maillage 2 Oden maillage 3
Classique maillage 1 Classique maillage 2 Classique maillage 3
Figure 1.12 : Vecteur contrainte sur la surface libre
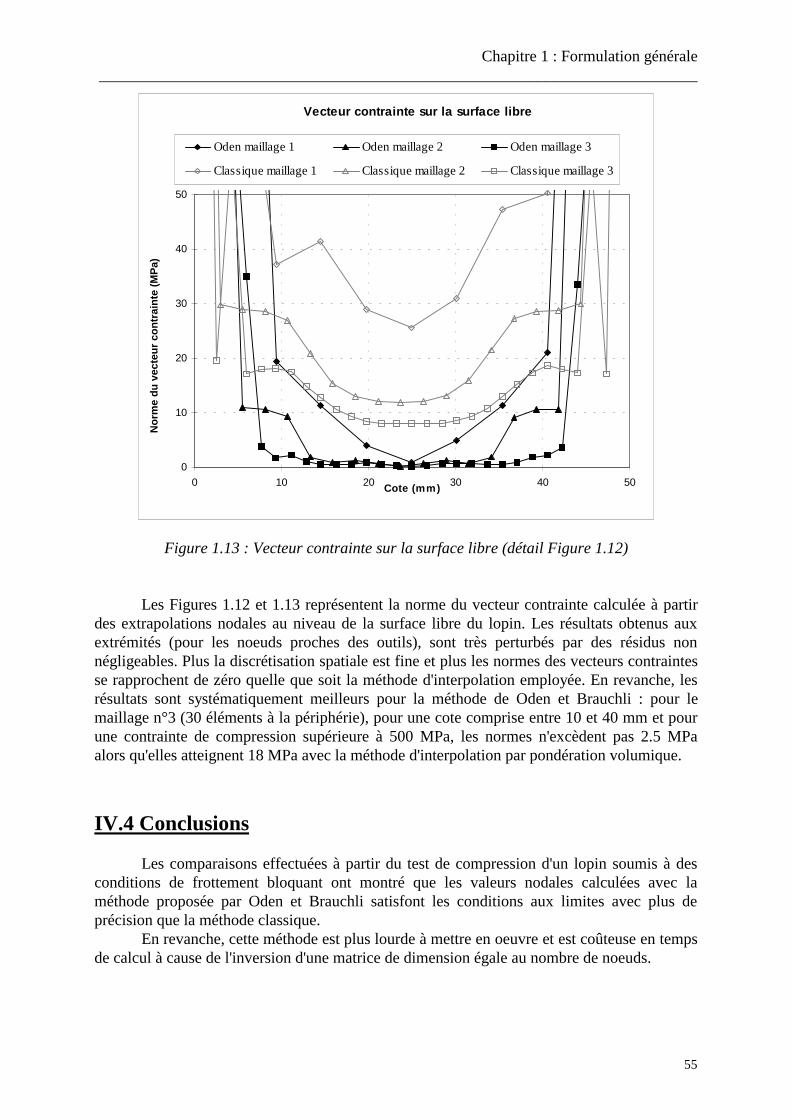
Chapitre 1 : Formulation générale___________________________________________________________________________
55
Vecteur contrainte sur la surface libre
0
10
20
30
40
50
0 10 20 30 40 50Cote (mm)
Nor
me
du v
ecte
ur c
ontr
aint
e (M
Pa)
Oden maillage 1 Oden maillage 2 Oden maillage 3
Classique maillage 1 Classique maillage 2 Classique maillage 3
Figure 1.13 : Vecteur contrainte sur la surface libre (détail Figure 1.12)
Les Figures 1.12 et 1.13 représentent la norme du vecteur contrainte calculée à partirdes extrapolations nodales au niveau de la surface libre du lopin. Les résultats obtenus auxextrémités (pour les noeuds proches des outils), sont très perturbés par des résidus nonnégligeables. Plus la discrétisation spatiale est fine et plus les normes des vecteurs contraintesse rapprochent de zéro quelle que soit la méthode d'interpolation employée. En revanche, lesrésultats sont systématiquement meilleurs pour la méthode de Oden et Brauchli : pour lemaillage n°3 (30 éléments à la périphérie), pour une cote comprise entre 10 et 40 mm et pourune contrainte de compression supérieure à 500 MPa, les normes n'excèdent pas 2.5 MPaalors qu'elles atteignent 18 MPa avec la méthode d'interpolation par pondération volumique.
IV.4 Conclusions
Les comparaisons effectuées à partir du test de compression d'un lopin soumis à desconditions de frottement bloquant ont montré que les valeurs nodales calculées avec laméthode proposée par Oden et Brauchli satisfont les conditions aux limites avec plus deprécision que la méthode classique.
En revanche, cette méthode est plus lourde à mettre en oeuvre et est coûteuse en tempsde calcul à cause de l'inversion d'une matrice de dimension égale au nombre de noeuds.
Chapitre 1 : Formulation générale___________________________________________________________________________
56
V. CONCLUSIONS
Les équations d'équilibre dynamique ont été établies à partir du principe des travauxvirtuels développé en formulation Lagrangienne réactualisée. La configuration finale del'incrément précédent sert à définir l'état courant des contraintes et des déformations, et lagéométrie du solide est régulièrement mise à jour durant le processus incrémental.
Pendant un incrément de temps dt, les hypothèses de petits déplacements et de petitesdéformations sont utilisées et les termes du second ordre du tenseur des déformations deGreen sont négligés.
La discrétisation spatiale du problème est réalisée à partir d'éléments axisymétriquestriangulaires à 6 noeuds.
Suivant le type d'intégration temporelle choisi (chapitre 2), l'équation d'équilibredynamique est légèrement différente :
- elle est donnée à l'instant t pour une formulation explicite. Le tenseur des contraintesest alors connu et permet d'estimer les forces internes.
- elle est donnée sur un incrément de temps dt pour une formulation implicite. Lestermes issus des non linéarités géométriques sont négligés dans le but de conserver unematrice de raideur constante sur tout le pas de temps.
Le couplage de la résolution mécanique et de la résolution thermique est assuréexplicitement : les propriétés mécaniques sont calculées en début d'incrément et latempérature est ensuite considérée constante sur le pas de calcul. Les sources de chaleur ainsigénérées (phénomènes de dissipation plastique et de frottement à l'interface lopin-outil) sontintroduites dans l'équation de chaleur.
Le remaillage mécanique est activé automatiquement et les contraintes aux nouveauxpoints de Gauss sont calculées par la méthode de Oden et Brauchli. L'exemple d'un cylindrecomprimé sous conditions de frottement bloquant a montré que les contraintes nodales(nécessaires au calcul des contraintes aux nouveaux points de Gauss) ainsi estimées satisfontles conditions aux limites avec plus de précision que les méthodes d'interpolation parpondération volumique.
CHAPITRE 2 :
INTEGRATION TEMPORELLE
Chapitre 2 : Intégration temporelle___________________________________________________________________________
58
Chapitre 2 : Intégration temporelle___________________________________________________________________________
59
CHAPITRE 2 :
INTEGRATION TEMPORELLE
Dans le chapitre précédent nous avons établi les équations d'équilibre qui gouvernentla réponse dynamique d'un système :
[ ] [ ] [ ] extFdKdCdM =++ [2.1]
où : M est la matrice de masseC est la matrice d'amortissementK est la matrice de raideur
ddd , , sont les vecteurs déplacement, vitesse et accélération
extF sont les forces extérieures
Mathématiquement l'équation [2.1] représente un système d'équations différentiellesdu second ordre qui peut être résolu soit par une méthode d'intégration directe soit parsuperposition de modes. Cette dernière technique bien que très performante au niveau tempsde calcul n'est utilisable que pour des problèmes linéaires et ne sera donc pas exposée dans cechapitre.
Après avoir présenté les schémas d'intégration directs les plus courants, les deuxméthodes programmées dans le code POLLUX, la méthode de Newmark et la méthode desdifférences finies centrées seront détaillées. Les deux algorithmes seront ausi comparés toutau long de ce mémoire.
Chapitre 2 : Intégration temporelle___________________________________________________________________________
60
I. BIBLIOGRAPHIE
L'analyse de problèmes dynamiques non linéaires complexes par éléments finisnécessite l'utilisation d'algorithmes d'intégration pas à pas pour résoudre l'équation d'équilibre.Il existe deux types d'approches : les approches implicites et les approches explicites. Laseconde famille permet de résoudre l'équation d'équilibre pour chaque degré de libertéindépendamment. Cette technique ne nécessite pas d'inversion de matrice et est assez facile àmettre en oeuvre. Elle présente toutefois un inconvénient majeur car elle impose, pour desconditions de stabilité, un pas de temps très faible. La méthode implicite est plus lourde àmettre en oeuvre, mais elle permet d'augmenter considérablement le pas de temps.
L'étude bibliographique qui suit ne présente qu'une partie des méthodes qui existent, etmontre les évolutions des deux grandes familles de schémas d'intégration.
I.1. Méthodes implicites
T.J.R. HUGHES [HUG 87] et K.J. BATHE [BAT 82] citent dans leurs ouvrages lesprécurseurs des techniques implicites d'intégration :
HOUBOLT [HOU 50] a été l'un des premiers à développer un schéma de résolutioninconditionnellement stable. L'équation d'équilibre est entièrement résolue à l'instant t+∆t etl'accélération et la vitesse sont exprimées en fonction des déplacements aux instants t - 2 t∆ ,t - t∆ , t et t+∆t. Il faut stocker les résultats sur les trois incréments précédents.
En 1959, Newmark a proposé une nouvelle méthode où les vitesses et les
déplacements à t+∆t sont estimés en fonction de ttt ddd , , et des accélérations ttd ∆+ . La
procédure de mise en oeuvre sera exposée plus longuement dans ce chapitre car cette méthodea été retenue et adaptée au logiciel de mise en forme existant.
La méthode de WILSON [BAT 73], suppose que l'accélération varie linéairement entreles instants t et t t+ θ∆ (où θ ≥ 1). Quand θ = 1, elle porte le nom de méthode d'accélérationlinéaire.
Les travaux de Newmark et Wilson ont donné suite à toute une famille de schémasd'intégration connus sous le nom de "collocation schemes" [HIL 78]. Si l'équilibre est toujoursrésolu à t t+ θ∆ , comme le faisait Wilson, les expressions des déplacements, vitesses etaccélérations sont très proches de celles employées par Newmark.
[ ] [ ] [ ] exttttttttt FdKdCdM ∆+∆+∆+∆+ =++ θθθθ
[2.2]
avec : ( ) ( )tttttt ddtdd ∆+∆+ +−∆+= θθ γγθ 1 [2.3]
( ) ( ) ( )ttttttt ddt
dtdd ∆+∆+ +−∆+∆+= θθ ββθθ 2212
2
[2.4]

Chapitre 2 : Intégration temporelle___________________________________________________________________________
61
et ( ) ( )1-24
12
1+2 , 1
3
2
θθβ
θθθ −≥≥≥
HILBER, HUGHES et TAYLOR [HUG 87], WOOD, BOSSAK et al. [WOO 80] etCHUNG et HULBERT [CHU 93] sont à l'origine des méthodes avec amortissement
numérique de type α. Les expressions de Newmark sont conservées pour tttt dd ∆+∆+ , et les
équations d'équilibre combinent la contribution des variables à l'instant t et des variables àl'instant t t+ ∆ . L'équation d'équilibre pour la méthode proposée par Hilber, Hughes et Taylors'écrit sous la forme :
[ ] ( )[ ] [ ] ( )[ ] [ ] exttttttttttt FdKdKdCdCdM ∆+∆+∆+∆+ =−−+−−+ ααααα 11
[2.5]
avec − ≤ ≤1
30α
Cette méthode est programmée dans la version implicite du logiciel ABAQUS.
I.2. Méthodes explicites
La plus connue des méthodes explicites est probablement la méthode des différencesfinies centrées. Elle fera l'objet d'un approfondissement au cours de ce chapitre. L'équation
d'équilibre est résolue à l'instant t. En remplaçant les vitesses td et les accélérations td par
leurs expressions en fonction des déplacements à t-∆t, t et t+∆t, on peut à chaque pas de tempsestimer les déplacements ttd ∆+ .
ZIENKIEWICZ, WOOD et TAYLOR [ZIE 80] ont mis au point une méthoded'intégration qui ne nécessite pas de stockage des accélérations. L'équation d'équilibre estintégrée sur l'intervalle t, t + t∆ pour diminuer le degré de l'équation différentielle. Le
problème est formulé en vitesse, et en prenant ( ) ( )0 ou 0 == θα , on obtient le schémaexplicite suivant :
[ ] ( ) ( ) [ ] [ ] ttext
ttext
ttt dKtdtCMFFtdM ∆−∆−++−∆= ∆+∆+ θθ1 [2.6]
Les déplacements sont réactualisés à partir de l'expression :
( ) ( ) tttttt dddtd +−+∆= ∆+∆+ αα 1 [2.7]
Les paramètres α et θ conditionnent la stabilité et la précision de la méthode et sonthabituellement choisis supérieurs à 1. La matrice d'amortissement [C] peut ne pas êtrediagonale car elle intervient uniquement au second membre.

Chapitre 2 : Intégration temporelle___________________________________________________________________________
62
BAZZI et HANDERGGEN [BAZ 82], à l'origine des "méthodes ρ" (du nom de lavariable qui intervient dans l'expression des vitesses et des accélérations), partent égalementde l'expression de l'équation d'équilibre intégrée sur l'intervalle t, t + t∆ . En posant ρ=1, elles'écrit :
[ ] ( )**2
22qf
tdMtdC
tM t −∆+∆=∆
∆+ [2.8]
où :
dttFt
ftt
t
ext .)(1* ∫
∆+
∆= et dttF
tq
tt
t.)(
1 int* ∫∆+
∆= représentent respectivement les
intégrales des forces externes et des forces internes pendant l'incrément de temps ∆t.
Les déplacements et les vitesses sont mis à jour par les expressions suivantes :
ddd ttt ∆+=∆+ [2.9]
ttt ddt
d −∆∆
=∆+2
[2.10]
Les conditions de stabilité de cette méthode sont identiques à celles de la méthode desdifférences finies centrées.
CHUNG et LEE [CHU 94] utilisent les expressions des vitesses et des déplacementsde la méthode de Newmark et proposent de discrétiser l'équation d'équilibre sous la forme :
[ ] [ ] [ ] extttttt FdKdCdM =++∆+
[2.11]
avec :
( ) ( )tttttt ddtdd ∆+∆+ +−∆+= γγ1 [2.12]
( ) ( )ttttttt ddtdtdd ∆+∆+ +−∆+∆+= ββ 2212 [2.13]
12827
32
≤ ≤ =β γ et
Cette technique permet d'introduire un amortissement numérique qui atténue lesréponses du système aux excitations parasites à hautes fréquences.
TCHAMWA et WIELGOSZ [TCH 97] ont repris cette méthode et ont montré quel'amortissement numérique introduit par la méthode de Chung et Lee provoquait des erreursnumériques à basses fréquences. Ils ont alors mis au point un nouvel algorithme formulé enaccélération, avec 4 paramètres d'intégration, privilégiant la précision de la solution :
Chapitre 2 : Intégration temporelle___________________________________________________________________________
63
[ ] [ ] [ ] exttttttttt FdKdCdM ∆+∆+∆+∆+ =++ [2.14]
avec :
tttt dtdd ∆+=∆+ λ [2.15]
ttttttt dtdtdtdd ∆+∆+ ∆+∆+∆+= γβα 2 [2.16]
I.3. Formulations mixtes
Ces dix dernières années, les chercheurs ont essayé de mettre à profit les avantages desdeux types d'algorithme en développant des méthodes mixtes qui permettent de diviser unmaillage en sous ensembles traités différemment. La décomposition peut être réalisée à deuxéchelles, en mélangeant les techniques d'intégration mais aussi en utilisant des pas de tempsdifférents. HUGHES [HUG 87] a développé une méthode qui dérive de l'algorithme deNewmark et décompose un maillage en deux sous ensembles qui sont traités respectivementavec un algorithme explicite et un algorithme implicite. BELYTSCHKO et SMOLINSKI[BEL 85] ont essayé un grand nombre de combinaisons et notamment celle qui consiste àutiliser des pas de temps différents suivant les éléments du maillage. Si on suppose que leproblème à traiter est constitué de deux sous ensembles Sa et Sb, on peut travailler avec deuxpas de temps différents dt et m.dt. Si les variables sont réactualisées tous les dt pour le sousensemble Sa, elles ne le sont que tous les m.dt pour le sous ensemble Sb. Pour une méthodeexplicite conditionnellement stable, cette technique permet d'utiliser des pas de temps plusgrands dans les zones du maillage discrétisées de façon plus grossière.
I.4. Choix des schémas d'intégration pour le logiciel POLLUXdynamique
Dans le cas des simulations dynamiques des procédés de mise en forme il nous asemblé intéressant de choisir au moins deux méthodes, l'une explicite, l'autre implicite et deles implanter dans le code statique déjà existant. Les méthodes programmées sont les plusconnues. La méthode explicite des différences finies centrées présente l'avantage d'être rapideà mettre en oeuvre. La méthode de Newmark, dite d'accélération moyenne, estinconditionnellement stable et performante pour des structures massives, même sansamortissement numérique.
II. METHODE IMPLICITE DE NEWMARK
II.1. Présentation de la méthode

Chapitre 2 : Intégration temporelle___________________________________________________________________________
64
L'équation d'équilibre à l'instant t+∆t s'écrit :
[ ] [ ] [ ] exttttttt tt
FdKdCdM∆+
=++ ∆+∆+∆+ [2.17]
La méthode de Newmark exprime les déplacements totaux et les vitesses à l'instantt + t∆ en fonction des déplacements, des vitesses et accélérations à l'instant t et desaccélérations à t+∆t :
( ) ( )tttttt ddtdd ∆+∆+ +−∆+= γγ1 [2.18]
( ) ( )ttttttt ddt
dtdd ∆+∆+ +−∆+∆+= ββ 2212
2
[2.19]
Les variables γ et β sont les paramètres d'intégration. Ils conditionnent la précision etla convergence d'un calcul. La méthode de l'accélération moyenne, où γ=0.5 et β=0.25, est laplus utilisée.
On peut combiner les équations [2.18] et [2.19] pour isoler les vitesses et lesaccélérations à l'instant t+∆t et les exprimer uniquement en fonction de termes connus et des
déplacements à t+∆t. En isolant ttd ∆+ dans [2.19] :
ttttttt ddt
dt
dt
d
−−
∆−
∆−
∆= ∆+∆+ 1
2
111122 ββββ
[2.20]
et en réinjectant [2.20] dans [2.18] on obtient :
( ) ttttttt dt
dt
dttdd ∆+∆+ ∆+
∆−
−∆−−∆+
−=
βγ
βγγ
βγγ
βγ
211 [2.21]
Il existe plusieurs façons d'implémenter la méthode dans un code d'éléments finis.HUGHES [HUG 87] propose une méthode de prédiction-correction qui a été reprise par
BOULMANE [BOU 94]. A la première itération, il élimine les couplages ( )tttt dfd ∆+∆+ =
et ( )tttt dgd ∆+∆+ = en supposant que l'accélération à l'instant t+∆t est nulle. La résolution de
l'équation d'équilibre [2.17] par une méthode de Newton-Raphson lui permet alors d'avoir uneapproximation des déplacements ttd ∆+ . Les vitesses et les accélérations sont remises à jour à
partir des équations [2.20] et [2.21] jusqu'à l'obtention d'un champ de déplacementsadmissible d'après le critère de convergence suivant :
[ ] ( ) [ ] ( ) ε≤
−−−
∆+
∆+∆+∆+∆+
int
int
tt
itt
itttt
exttt
F
dMdCFF
[2.22]
Pour être compatible avec la version statique implicite déjà existante, la démarcheadoptée pour le logiciel POLLUX est légèrement différente : les expressions des accélérations

Chapitre 2 : Intégration temporelle___________________________________________________________________________
65
[2.20] et des vitesses [2.21] sont réinjectées dans [2.17] et on obtient une équation où la seuleinconnue est le déplacement :
[ ] **tttt FdK ∆+∆+ = [2.23]
avec :
K Kt
Mt
C* = + +12∆ ∆β
γβ
[2.24]
[ ]
[ ]
−∆+
−+
∆+
−+
∆+
∆+
= ∆+∆+
ttt
ttt
tttt
dtddt
C
ddt
dt
M
FF
12
1
12
111
2
*
βγ
βγ
βγ
βββ[2.25]
Ce n'est qu'à la fin de l'incrément que les termes de vitesse et d'accélération sont remisà jour.
II-2. Stabilité
Jusqu'à présent seules les méthodes directes d'intégration ont été présentées. Afin depouvoir étudier les propriétés de stabilité d'un schéma de résolution, il est intéressantd'introduire une approche modale. En effet cette technique va permettre d'isoler tous lesdegrés de liberté pour les étudier indépendamment.
Résoudre un problème de modes propres consiste à trouver les valeurs propres ωi2 et
les vecteurs propres iφ qui vérifient le système :
[ ] [ ] iii MK φωφ 2= [2.26]
La matrice [Φ] qui permet de passer dans la base propre est constituée de l'ensembledes vecteurs propres :
Φ = φ φ φ1 2, , ..., n [2.27]
On obtient en posant [ ] )()( tXtd Φ= l'expression de l'équation d'équilibre dans sabase propre :
[ ] [ ] [ ] )(.)(.)(.)( 2 tFtXtXtX extTΦ=Ω+∆+ [2.28]
où :
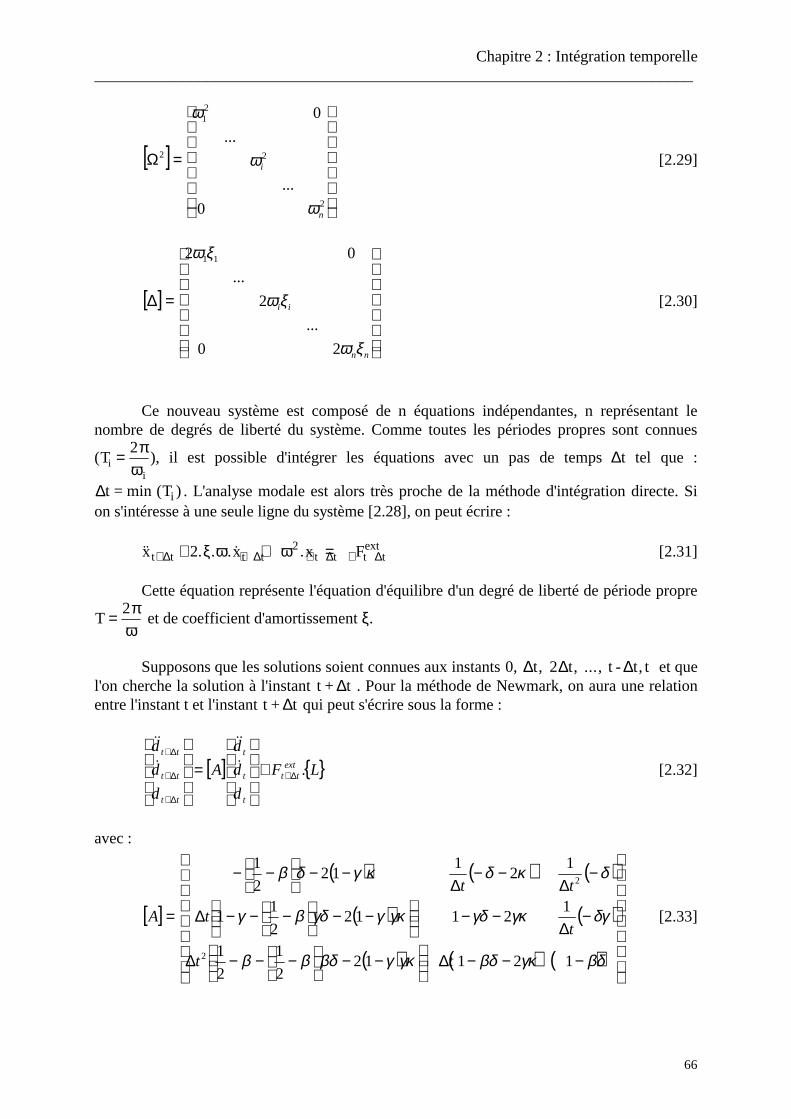
Chapitre 2 : Intégration temporelle___________________________________________________________________________
66
[ ]
=Ω
2
2
21
2
0
...
...
0
n
i
ω
ω
ω
[2.29]
[ ]
=∆
nn
ii
ξω
ξω
ξω
20
...
2
...
02 11
[2.30]
Ce nouveau système est composé de n équations indépendantes, n représentant lenombre de degrés de liberté du système. Comme toutes les périodes propres sont connues
(Tii
= 2πω
), il est possible d'intégrer les équations avec un pas de temps ∆t tel que :
∆t = min (T )i . L'analyse modale est alors très proche de la méthode d'intégration directe. Sion s'intéresse à une seule ligne du système [2.28], on peut écrire :
. . . .x x x Ft t t t t t t text
+ + + ++ + =∆ ∆ ∆ ∆2 2ξ ω ω [2.31]
Cette équation représente l'équation d'équilibre d'un degré de liberté de période propre
T = 2πω
et de coefficient d'amortissement ξ.
Supposons que les solutions soient connues aux instants 0, t, 2 t, ..., t - t, t ∆ ∆ ∆ et quel'on cherche la solution à l'instant t + t ∆ . Pour la méthode de Newmark, on aura une relationentre l'instant t et l'instant t + t ∆ qui peut s'écrire sous la forme :
[ ] LF
d
d
d
A
d
d
dext
tt
t
t
t
tt
tt
tt
.∆+
∆+
∆+
∆+
+
=
[2.32]
avec :
[ ]
( ) ( ) ( )
( ) ( )
( ) ( ) ( )
−−−∆
−−
−−−∆
−∆
−−
−−
−−−∆
−∆
−−∆
−−
−−
=
βδγκβδγκγβδββ
δγγκγδγκγγδβγ
δκδκγδβ
121122
1
2
1
12112
2
11
12
112
2
1
2
2
tt
tt
tt
A [2.33]

Chapitre 2 : Intégration temporelle___________________________________________________________________________
67
ttt ∆=
+
∆+
∆=
ωξδκβ
ωξγ
ωδ ,
211
22[2.34]
∆
∆=
2
2
22
ωβδ
ωδγ
ωδ
t
t
L [2.35]
Posons :
=
d
d
d
Y
[2.36]
Comme les résultats à l'instant t dépendent eux mêmes des résultats à t - t ∆ , on peutétablir une relation de récurrence exprimant tntY ∆+ en fonction de toutes les solutions
précédentes.
[ ] [ ] [ ] [ ] ( ) ext
tntext
tnt
exttt
nexttt
nt
ntnt
FLFL
FLAFLAYAY
∆+∆−+
∆+−
∆+−
∆+
+
++=
...A+..........+
.....
1
221
[2.37]
La stabilité d'une méthode est déterminée en examinant le comportement de la solutionnumérique pour des conditions initiales arbitraires, par exemple Fext nul. L'équation de
récurrence se limite alors à :
[ ] tn
tnt YAY .=∆+ [2.38]
Si on appelle λ i les valeurs propres de la matrice [A] et ( ) ( )iMaxA λρ = le rayon
spectral de [A], il y aura stabilité si et seulement si ( ) 1≤Aρ .
Plus ( )Aρ est petit, plus la convergence est rapide. Le rayon spectral dépend de ξ, t
T
∆
et des paramètres d'intégration γ et β utilisés. Pour un amortissement et un incrément de tempsdonné il est possible de borner les paramètres d'intégration pour vérifier le critère de stabilité.
En cherchant les valeurs propres de la matrice [A] caractéristique de la méthode deNewmark, on trouve qu'il faut respecter :
γ ≥ 1
2 et
2
2
1
4
1
+≥ γβ pour obtenir un algorithme inconditionnellement stable.
Pour toute la suite de l'exposé on prendra γ = 1
2 et β = 1
4.

Chapitre 2 : Intégration temporelle___________________________________________________________________________
68
II-3. Implémentation dans le logiciel statique implicite déjàexistant
Pour respecter les choix effectués au moment du développement de la version statiqueimplicite du logiciel POLLUX [MIC 93], la méthode de Newmark est réécrite sous une formeincrémentale. Le champ d∆ représentatif de la variation de déplacement pendant un
incrément ∆t devient la nouvelle inconnue.La méthode de raideur initiale, qui consistait à garder la matrice de raideur constante
pendant tout un incrément de calcul et à ne l'inverser qu'une seule fois lors de la première
itération, est réutilisée avec la matrice notée K* . Elle permet de réduire le temps de calcul.
Supposons l'équation d'équilibre vérifiée à l'instant t et la décomposition suivante desaccélérations, vitesses et déplacements :
ddd
ddd
ddd
ttt
ttt
ttt
∆+=∆+=
∆+=
∆+
∆+
∆+
[2.39]
où ddd ∆∆∆ , , représentent respectivement les variations d'accélérations, vitesses et
déplacements pendant l'incrément de temps ∆t.
L'équation [2.17] devient :
[ ] [ ] [ ] extexttttt FFddKddCddM ∆+=∆++∆++∆+ [2.40]
où encore :
[ ] [ ] [ ] extFdKdCdM ∆=∆+∆+∆ [2.41]
En utilisant les expressions de ttd ∆+ et ttd ∆+
en fonction de ttd ∆+ (formules
[2.20] et [2.21]) on peut exprimer les accélérations et les vitesses incrémentales en fonctiondes déplacements incrémentaux et des valeurs connues à l'instant t :
tt ddt
dt
d
βββ 2
1112
−∆
−∆∆
=∆ [2.42]
dt
dtdd tt ∆∆
+
+−∆+−=∆
βγ
βγ
βγ
12
[2.43]
En remplaçant les expressions des variations d'accélérations et des variations dedéplacements dans [2.41] on obtient une équation de la forme :
[ ] ** FdK ∆=∆ [2.44]
Chapitre 2 : Intégration temporelle___________________________________________________________________________
69
avec :
K Kt
Mt
C* = + +12∆ ∆β
γβ
[2.45]
[ ] [ ]
−∆++
+
∆+∆=∆ tttt
ext dtdCddt
MFF 122
11*
βγ
βγ
ββ[2.46]
Si on veut utiliser une méthode de raideur initiale, il faut :
- adapter les méthodes de gestion du contact unilatéral avec frottement (voirchapitre 4)
- uniquement introduire le comportement élastique du matériau dans le calcul dela matrice de raideur [K]. Les non-linéarités dûes au comportementviscoplastique du matériau interviennent au second membre et sont réactualiséesà chaque itération (voir chapitre 3)
Les forces extérieures et les termes du second membre propres au dynamique sontintroduits à la première itération.
d'où le procédé itératif :
[ ] )(*)(* i
tti
ttt FdK ∆+∆+ = δδ [2.47]
avec :
K Kt
Mt
Ct t t t
* = + +12∆ ∆β
γβ
[2.48]
et
[ ]
[ ]
−∆++
+
∆+
= ∆+∆+
ttt
ttt
ttext
tt
dtdC
ddt
M
FF
12
2
11
)1()1(*
βγ
βγ
ββ
δδ
pour i=1 [2.49a]
)()(* i
ttplasti
tt FF ∆+∆+ = δδ pour i>1 [2.49b]
Chapitre 2 : Intégration temporelle___________________________________________________________________________
70
Le déplacement incrémental d∆ est obtenu à partir du cumul des déplacements
itératifs dδ :
∑=
=∆n
iidd
1
δ [2.50]
Les équations [2.39], [2.42] et [2.43] permettent de réactualiser les déplacementstotaux, les vitesses et les accélérations à chaque fin d'incrément.
La convergence du calcul itératif du champ de déplacements est testée sur :
- la norme du champ de déplacement itératif :
2εδ
≤∆d
d
- la norme du déséquilibre du champ de contraintes :
[ ] [ ] ε≤
−++ext
ext
F
FdCdMF int
où le scalaire ε est par défaut choisi égal à 10-3
III- METHODE EXPLICITE DES DIFFERENCESFINIES CENTREES
III-1. Formulation
Contrairement à la résolution implicite présentée ci dessus, l'équation d'équilibre n'estpas résolue à l'instant t+∆t mais à l'instant t :
[ ] [ ] [ ] exttttt FdKdCdM =++ [2.51]
L'algorithme explicite des différences finies centrées exprime les vitesses et lesaccélérations à l'instant t en fonction des déplacements :
( )ttttt ddt
d ∆−∆+ −∆
=2
1 [2.52]
( )tttttt dddt
d ∆−∆+ +−∆
= 21
2 [2.53]

Chapitre 2 : Intégration temporelle___________________________________________________________________________
71
En remplaçant les vitesses et les accélérations par leurs expressions dans l'équation[2.51] on peut ensuite isoler les déplacements à l'instant t+∆t :
( ) ( ) [ ]
∆−−++−∆
∆+= ∆−
−
∆+ tttext
tt dCt
MdMFFtCt
Md2
22
int21
[2.54]
Remarques :
1- Comme les déplacements de l'instant précédent interviennent dans l'équation [2.54],il est nécessaire d'envisager une procédure de démarrage spécifique. Le problème est aisémentdétourné en reprenant la définition même de la vitesse [2.52]. On peut ainsi isoler le terme td ∆−0 et l'exprimer en fonction de variables connues.
( )
ttt
ttt
ddtd
ddt
d
∆+=∆−
∆−∆+=
+∆−=→
−∆
=
000
000
2
2
1
[2.55]
2- Le vecteur [ ] tdK est remplacé par les forces internes intF calculées à partir du
tenseur des contraintes de l'incrément précédent.
3- Les matrices [M] et [C] sont concentrées sous forme diagonale
III-2. Stabilité
Le raisonnement tenu au paragraphe II pour établir les conditions de stabilité duschéma de Newmark reste valable.
Dans sa base propre, à l'instant t, l'équation d'équilibre caractéristique d'un degré de
liberté de période propre T = 2πω
et de coefficient d'amortissement ξ, s'écrit :
. . . .x x x ft t t text+ + =2 2ξ ω ω [2.56]
avec :
( )tttttt xxxt
x ∆+∆− +−∆
= .21
2 [2.57]
( )ttttt xxt
x ∆−∆+ −∆
=.2
1 [2.58]

Chapitre 2 : Intégration temporelle___________________________________________________________________________
72
En remplaçant les vitesses [2.58] et les accélérations [2.57] dans l'équation [2.56] onobtient :
[ ] LFx
xA
x
x extt
tt
t
t
tt .+
=
∆−
∆+ [2.59]
avec :
[ ]
∆+∆−−
∆+∆−
=01
1
1
1
2 22
t
t
t
tA ξω
ξωξωω
[2.60]
∆+∆
=0
1
2
t
tL ξω [2.61]
Les valeurs propres de la matrice [A] sont :
( )
( )1
4
2
2
2
14
2
2
2
22222
2
22222
1
−∆−−∆−=
−∆−+∆−=
tt
tt
ωωλ
ωωλ[2.62]
En posant ω π= 2
T, le rayon spectral de la matrice [A], ( ) ( )iMaxA λρ = , s'exprime en
fonction de la variable ∆t
T. La condition de stabilité ( ) 1≤Aρ impose que ∆ ∆t t
Tcritique≤ =
π.
Les algorithmes conditionnellement stables nécessitent l'utilisation d'un pas de tempstrès faible pour obtenir des résultats suffisamment précis. L'incrément de temps devrait êtreinférieur à la plus petite période propre du système, mais la recherche de toutes les valeurspropres est trop coûteuse en temps de calcul. Bien souvent, on estimera une valeur critique àpartir du temps nécessaire pour que l'onde de pression puisse parcourir dans un milieuélastique une longueur caractéristique égale à la taille du plus petit élément du maillage :
∆tL
Ecrit = min
ρ
[2.63]
où :
Lmin est une longueur caractéristique du plus petit élément du maillage (la hauteur pourles éléments triangulaires)E est le module d'Youngρ est la masse volumique
Chapitre 2 : Intégration temporelle___________________________________________________________________________
73
FLANAGAN et BELYTSCHKO [FLA 84] , soucieux d'optimiser le pas de temps, ontproposé une méthode qui permet pour un élément donné, de borner les valeurs propres.L'étude a été réalisée sur des quadrangles à 4 noeuds, et des parallélépipèdes à 8 noeuds, pourdes matériaux linéaires et isotropes. Le pas de temps ainsi estimé est dans certains cas encoreplus petit que le pas de temps critique [2.63].
En pratique, l'incrément de temps sera choisi inférieur :
∆t coefL
Ecoef= < <. min
ρ
; 0 1 [2.64]
IV- CONCLUSIONS
La parution de nombreux articles, comparant les méthodes explicites et implicites[HAG 92], [NAG 91], [REB 92], [PON 94] et [OWE 95] pour les problèmes de mise enforme, et la diversité des conclusions quant au choix d'une méthode plutôt que l'autremontrent à quel point il est difficile de privilégier une méthode unique.
La méthode implicite est utilisée pour des problèmes à deux dimensions depuisplusieurs décennies. Elle présente l'avantage d'être inconditionnellement stable et de pouvoirtraiter des problèmes statiques ou quasi statiques efficacement. Malheureusement la méthodeimplicite est délicate à mettre en oeuvre pour les problèmes avec de fortes non linéarités,telles que la gestion du contact unilatéral avec condition de frottement, et peut dans certainscas ne pas converger. De plus quand la taille du problème augmente, la matrice K* àassembler devient importante et son inversion de plus en plus coûteuse.
Les chercheurs s'intéressent de plus en plus aux méthodes explicites pour lesquelles letemps CPU est directement proportionnel à la taille du maillage. Le découplage de tous lesdegrés de liberté d'un système permet une parallélisation simple du calcul. La taille del'incrément de calcul est uniquement fonction du matériau choisi et de la taille des élémentsdu maillage, et ne dépend absolument pas de la complexité du problème. Comme l'algorithmene doit pas satisfaire de critère de convergence pour passer à l'incrément de temps suivant, ilfaut être très prudent au moment de l'exploitation des résultats. L'inconvénient majeur de laméthode explicite vient du fait qu'elle est conditionnellement stable. Le pas de temps critiqueà ne pas dépasser est vraiment très petit par rapport à la durée totale d'une simulation de miseen forme.
Il parait important de conserver la méthode implicite aussi bien que la méthodeexplicite dans la version dynamique du logiciel. La méthode explicite semble la plus adaptéepour des simulations de choc dans les procédés tels que le forgeage au marteau pilon. Parcontre, pour des vitesses intermédiaires, il est intéressant d'utiliser l'algorithme implicite quiautorise de plus grands pas de temps.
La méthode implicite de Newmark et la méthode explicite des différences finiescentrées ont été programmées en fortran et intégrées au logiciel POLLUX. Le schéma

Chapitre 2 : Intégration temporelle___________________________________________________________________________
74
d'intégration temporelle de la méthode implicite est compatible avec la version statiqueimplicite déjà existante : la méthode de raideur initiale qui permet d'inverser la matrice dupremier membre uniquement à la première itération est conservée. Avant d'être insérée dansun logiciel de mise en forme, la méthode explicite a été testée à partir du programme mis aupoint par OWEN et HINTON [OWE 80]. Un manuel utilisateur, ainsi que l'arborescencecomplète du solveur de POLLUX (annexe 1) sont disponibles. Des exemples seront présentéstout au long de ce mémoire, particulièrement au chapitre 5.
CHAPITRE 3 :
COMPORTEMENT

Chapitre 3 : Comportement___________________________________________________________________________
76
Chapitre 3 : Comportement___________________________________________________________________________
77
CHAPITRE 3 :
COMPORTEMENT
Pour obtenir les solutions complètes décrivant l'équilibre d'un solide déformable nonlinéaire, il faut introduire une loi de comportement caractérisant les propriétés physiques dumatériau. Le but de ce chapitre est de définir les équations constitutives reliant le tenseur desdéformations plastiques au tenseur des contraintes et d'expliciter l'intégration de ces équationsau sein d'un logiciel d'éléments finis.
Etant donné la diversité des domaines d'application et des procédés de fabrication denos partenaires industriels, il convient de choisir une approche suffisamment générale etsouple. Suivant la géométrie et le matériau (aluminium, uranium, inconel 718 etc..) du produità forger, les températures peuvent varier de 20°C à 1300°C et les vitesses de forgeage sontcomprises entre 1 mm/s (presses lentes) et 8m/s (marteau pilon).
Pour améliorer la qualité des pièces transformées, une demande relative à la prédictiondes limites de forgeabilité apparaît et, pour y répondre, la modélisation de l'endommagementductile et son implantation dans certains algorithmes de plasticité est une première réponse. Ilexiste un grand nombre d'ouvrages sur les mécanismes macroscopiques et microscopiquesrégissant ce phénomène. Le recueil de DODD and BAI [DOD 87], les travaux deTHOMASON [THO 90] et le dernier congrès "Advanced method in Material ProcessingDefects" [PRE 97] rassemblent les travaux de recherche sur ce thème.
Le phénomène d'endommagement ductile est décomposé en trois phases distinctes. Lapremière, appelée nucléation, est sans aucun doute la plus complexe à modéliser en raison dela diversité des sites d'amorçages et de son caractère aléatoire. Les sollicitations extérieurescréent des contraintes engendrant de grandes déformations plastiques au voisinage deséléments d'addition dans les alliages, des inclusions, des précipités de mise en solution par
Chapitre 3 : Comportement___________________________________________________________________________
78
traitement thermique, des empilements de dislocations et des joints de grains. Il apparaît alorsune décohésion à l'interface ou une rupture de la particule créant ainsi une micro-fissure ouune cavité. CHU et NEEDLEMAN [CHU 80] décrivent cette étape à partir d'une loistatistique stipulant que la germination des cavités suit une distribution normale autour d'unevaleur critique de la déformation plastique équivalente cumulée. Une telle prise en compte dela naissance des cavités dans un modèle demande une connaissance statistique desphénomènes physiques et nécessite l'identification de trois paramètres.
Dans un premier temps, on se contentera de modéliser la seconde phase, dite decroissance des cavités en supposant que le matériau est déjà poreux avant le procédé de miseen forme [BEC 88], ou que la décohésion entre la matrice et l'inclusion apparait pour defaibles déformations plastiques. Ceci est le cas, par exemple, des aciers non alliés avec desinclusions de MnS [PIN 97].
Le critère de forgeabilité est défini à partir d'une valeur critique de la fractionvolumique des cavités, ainsi la dernière phase, dite de coalescence, où se forment des macro-fissures n'est pas admissible lors d'un procédé de fabrication par déformation plastique et nesera pas modélisée.
Il existe deux approches différentes qui permettent de prédire l'évolution del'endommagement ductile [GEL 95], [PIN 97]. La première consiste à supposer que leséquations constitutives ne sont pas affectées par l'endommagement. Dans cette approche noncouplée c'est un critère d'endommagement local qui sera utilisé en post-traitement.
La deuxième approche consiste à utiliser un milieu homogène équivalent au matériauendommagé. L'endommagement est couplé aux équations constitutives en introduisant d'unepart une réduction du seuil d'écoulement (effet adoucissant), et d'autre part une déformationvolumique caratéristique du milieu faiblement compressible. Les paramètresd'endommagement sont identifiés soit via leur couplage au comportement ou soit directementà partir du phénomène modélisé. Les premières simulations ont été effectuées pour desprocédés d'extrusion avec le modèle de Gurson [GUR 77].
La première partie de ce chapitre détaille les étapes permettant, à partir d'un critère devon Mises, de construire une loi de comportement suffisamment élaborée pour tenir comptede la dépendance à la vitesse et à la température du matériau à partir de la variable isotroped'une formulation élasto-plastique. L'équation reliant le tenseur des déformations plastiques autenseur des contraintes est entièrement déterminée à partir de la fonction (surface de charge)délimitant le domaine élastique dans l'espace des contraintes. Suivant le type de matériau, onpeut aussi bien assister à un accroissement de ce domaine (durcissement) qu'à une diminution(restauration ou recristallisation), et il convient avant chaque simulation de repérer lesphénomènes prépondérants afin d'identifier la contrainte d'écoulement correctement.
La démarche employée pour le critère de von Mises reste valable pour les modèlesd'endommagement ductile présentés en deuxième partie à savoir : le modèle de Picart etOudin et les deux modèles proposés par le laboratoire de mécanique des solides de l'I.N.S.A.de Lyon.
La troisième partie décrit l'intégration numérique des différentes équationsconstitutives et leur implantation dans les schémas globaux de résolution de l'équationd'équilibre.
La programmation des algorithmes de gestion du comportement est ensuite validée surdeux exemples : un collar test et un écrasement de tore. Les trois modèles d'endommagementductile introduits dans le code de simulation POLLUX sont comparés

Chapitre 3 : Comportement___________________________________________________________________________
79
I. EQUATIONS CONSTITUTIVES INCOMPRESSIBLES
I.1. Critère de plasticité
Le passage entre un état élastique et un état plastique est gouverné par une surfacelimite dans l'espace des contraintes, modélisée par une fonction f, appelée surface de charge :
si f
f
0 l'état des contraintes est élastique
si > 0 l'état des contraintes est plastique
≤[3.1]
L'historique de la déformation, des variables d'écrouissage Ai, de la température T etdes variables d'endommagement Fi (variables d'état) caractérisent à un instant donné lematériau. Le domaine élastique est alors défini par ( ) 0,,, ≤= TFAfquetelD iiijije σσ où σ ij
représente le tenseur des contraintes. La condition ( ) 0,,, =TFAf iiijσ symbolise quant à elle
la frontière du domaine d'élasticité. La surface de charge s'écrit en général sous la forme :
f eq y= −σ σ [3.2]
où : σy est la contrainte d'écoulement du matériau
σeq est la contrainte équivalente
Pour un matériau qui respecte le critère de von Mises, elle prend la forme :
yvmyijij ssf σσσ −=−
= ..
2
3[3.3]
où : sij est le déviateur des contraintesσy est la contrainte d'écoulement du matériau
σvm est la contrainte équivalente de von Mises
I.2. Lois d'écoulement
Dans ce paragraphe, les étapes permettant d'aboutir à l'écriture générale du tenseur desvitesses de déformations plastiques sont exposées puis appliquées au critère de von Mises. Ladépendance du comportement du matériau à la vitesse n'est pas introduite à partir d'unesimulation élasto-visco-plastique. Les équations constitutives découlent directement de lasurface de charge choisie pour une formulation élasto-plastique en utilisant la loi de normalitéet la condition de cohérence, ainsi l'étape d'identification de la fonction de viscosité [OWE80], [PER 84] est supprimée. La prise en compte des variables d'état par l'intermédiaire de lacontrainte d'écoulement laisse une grande liberté à l'utilisateur sans toutefois demander uneconnaissance approfondie des procédures d'intégration et d'identification de la loi decomportement.

Chapitre 3 : Comportement___________________________________________________________________________
80
I.2.1. Décomposition de la déformation
Quelle que soit la formulation en petites déformations adoptée, élasto-plastique ouélasto-visco-plastique, le tenseur des déformations totales dij
Tε est décomposé en une partie
linéaire élastique réversible dijeε et une partie non linéaire irréversible d ij
pε :
d d dijT
ije
ijpε ε ε= + [3.4]
Remarque : prise en compte des déformations d'origine thermique
Au moment du calcul du tenseur des déformations, le tenseur des déformationsthermiques est introduit sous la forme :
d d d dijT
ije
ijp
ijthε ε ε ε= + + [3.5]
avec : d dTijth
ijε α δ= . . [3.6]
où :α représente le coefficient de dilatation du matériaudT est la variation de températureδ ij
est le symbole de Kronecker
I.2.2. Comportement élastique
Les composantes du tenseur des contraintes dijσ associées au champ de déformations
élastiques dijeε pendant le temps dt, découlent des équations de Hooke :
d d dij kke
ij ijeσ λ ε δ µ ε= +. . . .2 [3.7]
où :
δij est le symbole de Kronecker
λ et µ sont les coefficients de Lamé définis par : ( )( )νννλ
211 −+= E
et ( )νµ
+=
12
E
E représente le module d'Young du matériau et ν le coefficient de Poisson
Pour une formulation axisymétrique, le tenseur des contraintes ainsi que le tenseur desdéformations se réduisent à quatre composantes et l'expression [3.15] devient :

Chapitre 3 : Comportement___________________________________________________________________________
81
=
erz
ezz
ett
err
rz
zz
tt
rr
d
d
d
d
D
DDD
DDD
DDD
d
d
d
d
εεεε
σσσσ
3
122
212
221
000
0
0
0
[3.8]
avec : ( )( )ννν
ν 21111 −++
+= EE
D , ( )( )ννν
2112 −+= E
D et DE
32
1=
+ ν les termes de la matrice
de comportement élastique D.
Le tenseur des contraintes total à t+dt s'écrit :
σ σ σijt dt
ij ijtd+ = + [3.9]
où σijt a été réactualisé à partir de la dérivée de Jaumann pour assurer l'objectivité de la dérivée
par rapport au temps du tenseur des contraintes.
I.2.3. Comportement inélastique
I.2.3.1. Travail maximal
Le principe du travail maximal énoncé par Hill découle du second principe de lathermo-dynamique et stipule que le travail des contraintes réelles σ ij associées aux vitesses de
déformations plastiques réelles ε ij est supérieur au travail de tout autre tenseur des contraintes
*σ ij admissible associé à ε ij :
( ) 0~.~~ * ≥− ijijij εσσ [3.10]
Deux conséquences découlent de ce principe :- la vitesse de déformation plastique est normale à la surface de charge nij .
- la surface de charge est convexe.
I.2.3.2. Définition de l'écoulement plastique
Dans le cas de la plasticité associée, l'expression même de la surface de charge
détermine le tenseur des vitesses de déformations plastiques ε ijp. La direction de l'écoulement
est donnée par la normale à la surface de charge nij et son intensité est fixée par la condition
de cohérence f = 0 obligeant le point représentatif de l'état des contraintes à rester sur lasurface de charge lors de l'écoulement plastique :
. .ε λ ∂∂σ
λijp
ijij
fn= = [3.11]

Chapitre 3 : Comportement___________________________________________________________________________
82
où λ est le multiplicateur plastique obtenu à partir de la condition de cohérence
I.2.3.3. Direction d'écoulement associée au critère de von Mises
En dérivant l'expression de la surface de charge de von Mises on obtient :
nf
sijij vm
ij= =∂∂σ σ
3
2
1. . [3.12]
I.2.3.4. Recherche du multiplicateur plastique
a. Matériau élastique parfaitement plastique
Pour un matériau parfaitement plastique, la surface de charge s'écrit :
f eq= − =σ σ0 0 [3.13]
avec σ0 la contrainte d'écoulement constante
Le multiplicateur plastique est obtenu à partir de la condition de cohérence :
dff
dij
ij= =0∂
∂σσ. [3.14]
Pour un état de contrainte σ ij plastiquement admissible auquel on ajoute le tenseur des
contraintes incrémentales dijσ , il faut vérifier que :
( ) ( ) 0=+=+ dffdf ijijij σσσ [3.15]
Le tenseur des contraintes incrémentales s'écrivant :
( )kl
ijklTklijkl
pkl
Tklijklij
fDddDddDd
∂σ∂λεεεσ ... −=−= [3.16]
avec Dijkl la matrice de comportement élastique du matériau
on peut substituer cette expression dans l'équation [3.14] pour obtenir :
d
fD d
fD
fij
ijkl klT
rsrstu
tu
λ
∂∂σ
ε
∂∂σ
∂∂σ
=. .
. .[3.17]
Chapitre 3 : Comportement___________________________________________________________________________
83
d'où : d
fD d
fD
ff
mnp ij
ijkl klT
rsrstu
tu
mn
ε
∂∂σ
ε
∂∂σ
∂∂σ
∂∂σ
=. .
. .. [3.18]
b. Généralisation
La surface de charge d'un matériau élasto-plastique avec écrouissage isotrope s'écrit :
( ) 00 =−−= peqeq Rf εσσ [3.19]
où :
R est la variable d'écrouissage isotrope
εeqp
la déformation plastique équivalente cumulée
σ0 la contrainte d'écoulement initiale
Il en découle une condition de cohérence de la forme :
dff
df
RdR
ijij= = +0
∂∂σ
σ ∂∂
. . [3.20]
et le multiplicateur plastique prend la forme :
d
fD d
Hf
Df
ijijkl kl
T
rsrstu
tu
λ
∂∂σ
ε
∂∂σ
∂∂σ
=+
. .
. .[3.21]
où HdR
d eqp
=ε
[3.22]
L'expression [3.21] est largement utilisée dans les codes de simulation par élémentsfinis [MGU 97], [RON 94], [SAB 96], [BRU 97], et est particulièrement performante quandl'écrouissage est défini à partir d'une expression analytique (de type Swift ou Ludwick).
Dans le cas du logiciel de forgeage POLLUX, la particularisation de la loi decomportement au matériau est réalisée par l'intermédiaire du seuil d'écoulement σy . Le
nombre de variables d'écrouissage n'est pas à priori limité (vitesse de déformation plastiqueéquivalente, température, fraction volumique ou tout autre paramètre d'endommagement) et lemultiplicateur plastique est écrit à partir de la condition de cohérence d'un matériauparfaitement plastique [3.17].
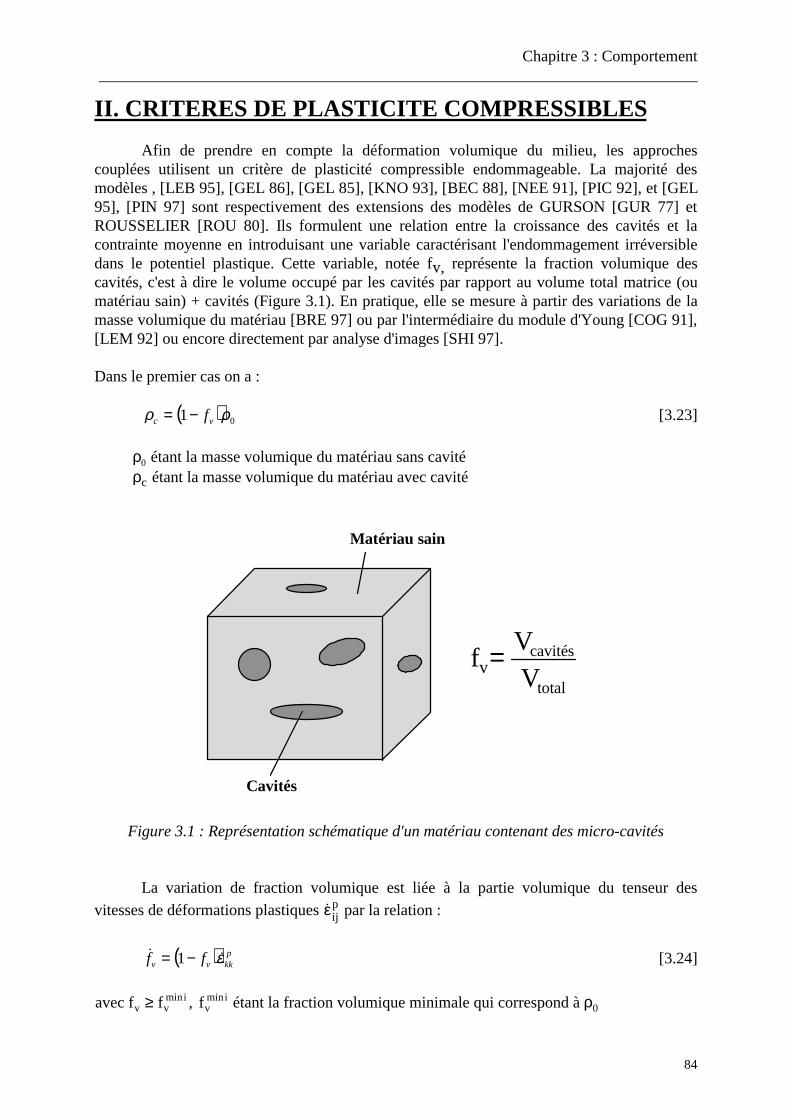
Chapitre 3 : Comportement___________________________________________________________________________
84
II. CRITERES DE PLASTICITE COMPRESSIBLES
Afin de prendre en compte la déformation volumique du milieu, les approchescouplées utilisent un critère de plasticité compressible endommageable. La majorité desmodèles , [LEB 95], [GEL 86], [GEL 85], [KNO 93], [BEC 88], [NEE 91], [PIC 92], et [GEL95], [PIN 97] sont respectivement des extensions des modèles de GURSON [GUR 77] etROUSSELIER [ROU 80]. Ils formulent une relation entre la croissance des cavités et lacontrainte moyenne en introduisant une variable caractérisant l'endommagement irréversibledans le potentiel plastique. Cette variable, notée fv, représente la fraction volumique descavités, c'est à dire le volume occupé par les cavités par rapport au volume total matrice (oumatériau sain) + cavités (Figure 3.1). En pratique, elle se mesure à partir des variations de lamasse volumique du matériau [BRE 97] ou par l'intermédiaire du module d'Young [COG 91],[LEM 92] ou encore directement par analyse d'images [SHI 97].
Dans le premier cas on a :
( ) 01 ρρ vc f−= [3.23]
ρ0 étant la masse volumique du matériau sans cavitéρc étant la masse volumique du matériau avec cavité
Matériau sain
Cavités
fvVV
cavités
total
=
Figure 3.1 : Représentation schématique d'un matériau contenant des micro-cavités
La variation de fraction volumique est liée à la partie volumique du tenseur des
vitesses de déformations plastiques ε ijp par la relation :
( ) 1 pkkvv ff ε −= [3.24]
avec étant la fraction volumique minimale qui correspond à 0f f fv vi
vi≥ min min, ρ
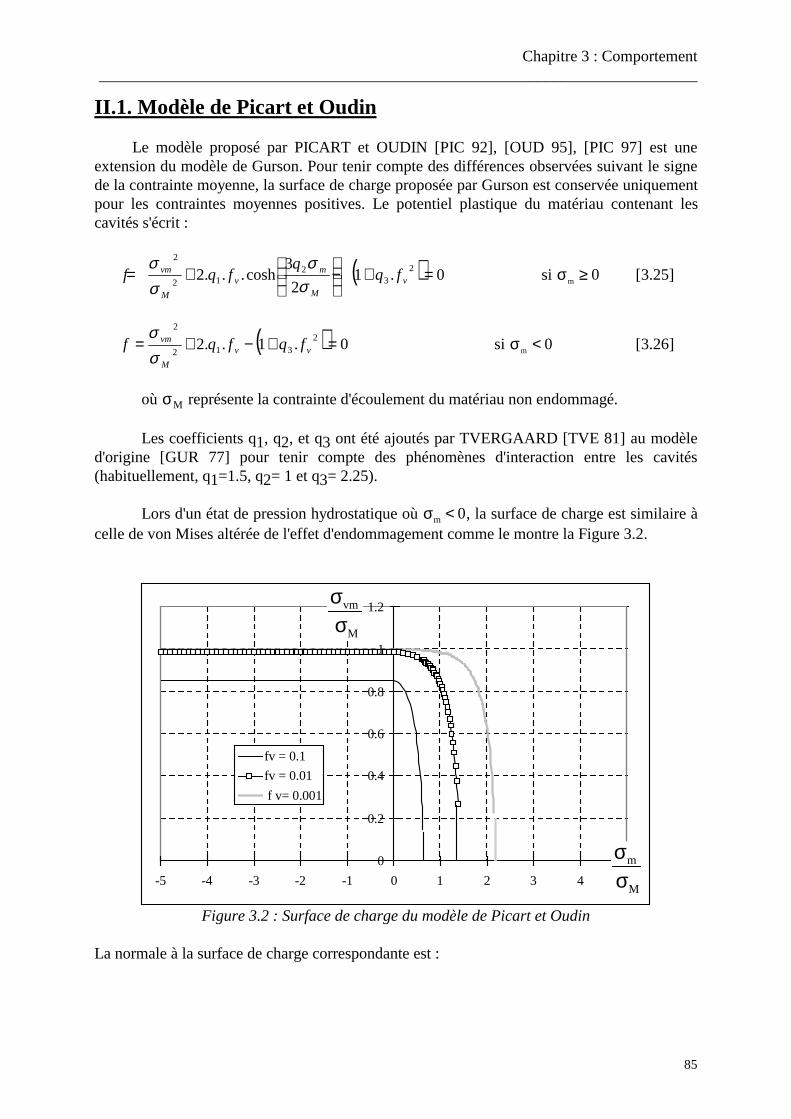
Chapitre 3 : Comportement___________________________________________________________________________
85
II.1. Modèle de Picart et Oudin
Le modèle proposé par PICART et OUDIN [PIC 92], [OUD 95], [PIC 97] est uneextension du modèle de Gurson. Pour tenir compte des différences observées suivant le signede la contrainte moyenne, la surface de charge proposée par Gurson est conservée uniquementpour les contraintes moyennes positives. Le potentiel plastique du matériau contenant lescavités s'écrit :
( ) 0.12
3cosh...2 2
32
12
2
=+−
+= v
M
mv
M
vm fqq
fqfσ
σσσ
si σm ≥ 0 [3.25]
( ) 0.1..2 2312
2
=+−+= vv
M
vm fqfqfσσ
si σm < 0 [3.26]
où σM représente la contrainte d'écoulement du matériau non endommagé.
Les coefficients q1, q2, et q3 ont été ajoutés par TVERGAARD [TVE 81] au modèled'origine [GUR 77] pour tenir compte des phénomènes d'interaction entre les cavités(habituellement, q1=1.5, q2= 1 et q3= 2.25).
Lors d'un état de pression hydrostatique où σm < 0, la surface de charge est similaire àcelle de von Mises altérée de l'effet d'endommagement comme le montre la Figure 3.2.
0
0.2
0.4
0.6
0.8
1
1.2
-5 -4 -3 -2 -1 0 1 2 3 4 5
fv = 0.01
f v= 0.001
σσ
m
M
σσ
vm
M
fv = 0.1
Figure 3.2 : Surface de charge du modèle de Picart et Oudin
La normale à la surface de charge correspondante est :
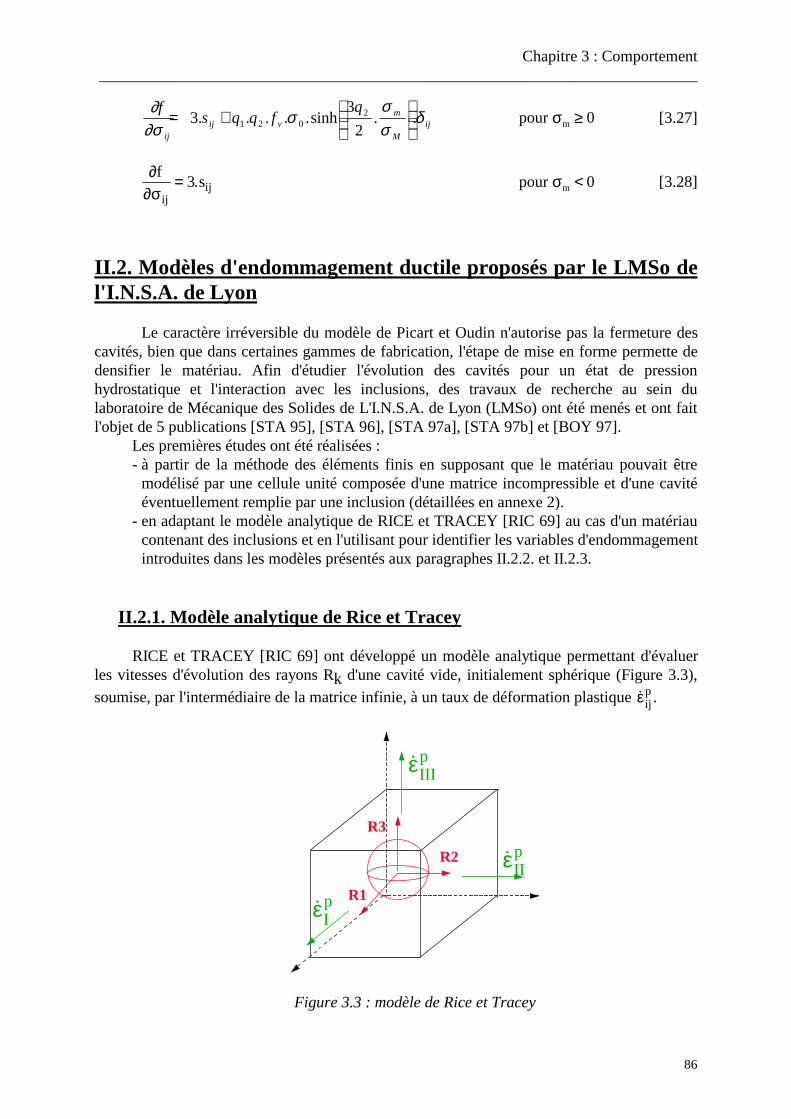
Chapitre 3 : Comportement___________________________________________________________________________
86
ijM
mvij
ij
qfqqs
f δσσ
σ∂σ∂
..2
3sinh.....3 2
021
+= pour m σ ≥ 0 [3.27]
∂∂σ
fs
ijij= 3. pour m σ < 0 [3.28]
II.2. Modèles d'endommagement ductile proposés par le LMSo del'I.N.S.A. de Lyon
Le caractère irréversible du modèle de Picart et Oudin n'autorise pas la fermeture descavités, bien que dans certaines gammes de fabrication, l'étape de mise en forme permette dedensifier le matériau. Afin d'étudier l'évolution des cavités pour un état de pressionhydrostatique et l'interaction avec les inclusions, des travaux de recherche au sein dulaboratoire de Mécanique des Solides de L'I.N.S.A. de Lyon (LMSo) ont été menés et ont faitl'objet de 5 publications [STA 95], [STA 96], [STA 97a], [STA 97b] et [BOY 97].
Les premières études ont été réalisées :- à partir de la méthode des éléments finis en supposant que le matériau pouvait être
modélisé par une cellule unité composée d'une matrice incompressible et d'une cavitééventuellement remplie par une inclusion (détaillées en annexe 2).
- en adaptant le modèle analytique de RICE et TRACEY [RIC 69] au cas d'un matériaucontenant des inclusions et en l'utilisant pour identifier les variables d'endommagementintroduites dans les modèles présentés aux paragraphes II.2.2. et II.2.3.
II.2.1. Modèle analytique de Rice et Tracey
RICE et TRACEY [RIC 69] ont développé un modèle analytique permettant d'évaluerles vitesses d'évolution des rayons Rk d'une cavité vide, initialement sphérique (Figure 3.3),
soumise, par l'intermédiaire de la matrice infinie, à un taux de déformation plastique ε ijp.
R1
R2
R3
εIIIp
εIp
εIIp
Figure 3.3 : modèle de Rice et Tracey

Chapitre 3 : Comportement___________________________________________________________________________
87
Dans les axes principaux (I, II, III) du tenseur des vitesses de déformations plastiquesla variation des rayons s'écrit d'après [RIC 69] :
RR p
M
mpkk
+= ε
σσε
4
3
3
5[3.29]
avec : εkp les composantes du taux de déformation dans les axes principaux
εp le taux de déformation plastique équivalentσM la contrainte d'écoulement de la matrice supposée incompressibleσm la contrainte moyenne
La variation de volume de la cellule unité V
VT
T s'écrit alors :
.V
Vf
V
VT
Tc
c
c= [3.30]
où : fc représente la fraction volumiqueV
Vc
c est la variation de volume de l'ellipsoïde
V
V
R
R
R
R
R
Rc
c= + +1
1
2
2
3
3[3.31]
La relation [3.29] peut être particularisée à des états simples de chargement pourexprimer la variation de volume de la cavité uniquement en fonction de la déformationplastique équivalente.
Pour un état de traction uniaxiale suivant la direction I, on obtient :
σ σ σI = =M m3 [3.32]
En négligeant la variation de volume du milieu infini, le tenseur des vitesses dedéformations plastiques s'écrit :
/ε ε ε ε εIp p
IIp
IIIp
Ip= = = −, 2 [3.33]
et l'expression [3.31] devient :
V
Vc
c
p= 9
12ε [3.34]
La même démarche appliquée à un état de cisaillement pur donne :
V
Vc
c
= 0 [3.35]

Chapitre 3 : Comportement___________________________________________________________________________
88
Pour une matrice avec une inclusion supposée parfaitement rigide, il est nécessaired'ajouter des conditions supplémentaires pour empêcher la fermeture de la cavité (Figure 3.4).
εIp
ε2p
R2=0.
Figure 3.4 : matrice avec inclusion
En posant R R3 2 0= = , la variation de volume dans le cas d'un état de tractionuniaxiale suivant I s'écrit alors :
V
Vc
c
p= 23
12ε [3.36]
Dans le cas d'une matrice avec inclusion, un état de cisaillement pur conduit à unaccroissement du volume de la cavité et :
V
Vc
c
p= 5 3
6ε [3.37]
L'évolution des fractions volumiques obtenues avec et sans inclusion est tracée pourdifférents cas de chargement aux Figures 3.5 et 3.6. Sous un chargement uniaxial de tractionsuivant l'axe III, la fraction volumique augmente systématiquement avec la déformationplastique équivalente et la présence d'une inclusion accentue ce phénomène en empéchant ladiminution du rayon de la cavité dans les directions perpendiculaires au chargement. Souscompression, la fraction volumique diminue pour une cellule sans inclusion, alors qu'elle croîtpour la cellule avec inclusion. Comme pour la traction, l'inclusion empêche la cavité de serefermer. Des résultats analogues sont obtenus pour le cas d'un chargement de cisaillementcylindrique où le tenseur des contraintes dans les axes principaux prend la forme :
[ ]
−−=
ττ
τσ
00
00
002
[3.38]
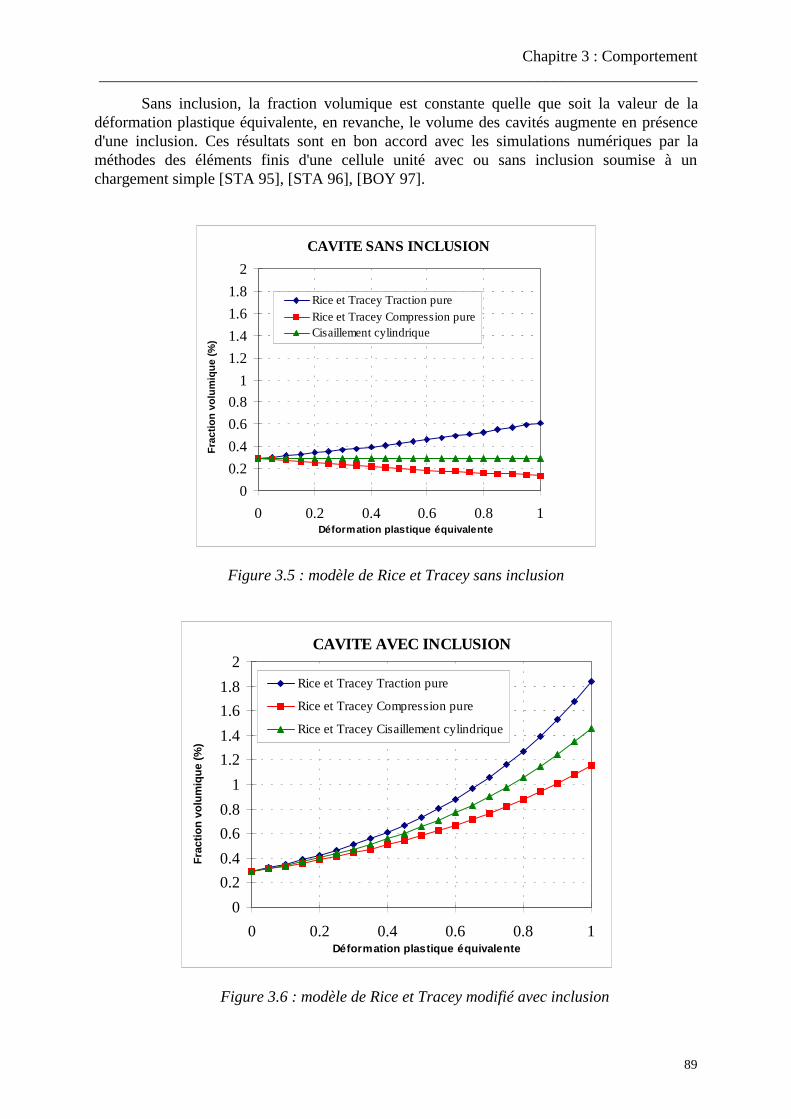
Chapitre 3 : Comportement___________________________________________________________________________
89
Sans inclusion, la fraction volumique est constante quelle que soit la valeur de ladéformation plastique équivalente, en revanche, le volume des cavités augmente en présenced'une inclusion. Ces résultats sont en bon accord avec les simulations numériques par laméthodes des éléments finis d'une cellule unité avec ou sans inclusion soumise à unchargement simple [STA 95], [STA 96], [BOY 97].
CAVITE SANS INCLUSION
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1.8
2
0 0.2 0.4 0.6 0.8 1Déformation plastique équivalente
Fra
ctio
n vo
lum
ique
(%
)
Rice et Tracey Traction pureRice et Tracey Compression pureCisaillement cylindrique
Figure 3.5 : modèle de Rice et Tracey sans inclusion
CAVITE AVEC INCLUSION
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1.8
2
0 0.2 0.4 0.6 0.8 1Déformation plastique équivalente
Fra
ctio
n vo
lum
ique
(%
)
Rice et Tracey Traction pure
Rice et Tracey Compression pure
Rice et Tracey Cisaillement cylindrique
Figure 3.6 : modèle de Rice et Tracey modifié avec inclusion

Chapitre 3 : Comportement___________________________________________________________________________
90
II.2.2 Extension du modèle de Drucker Prager
Comme proposé par BOIVIN [BOI 70], l'expression générale de la surface de charge fest modifiée pour tenir compte des effets de la contrainte moyenne et s'écrit :
f a I J k= + − =. 12
22 0 k est la variable isotrope du matériau endommagé [3.39]
avec :I ij ij1 = σ δ le premier invariant du tenseur des contraintes
J2 le second invariant du déviateur des contraintesδ ij le symbole de Kronecker
a un coefficient prenant en compte l'endommagement
La contrainte équivalente correspondante σeq, identifiée à partir d'un état de traction
uniaxiale est :
2
12
2
31.
31
27
+
++
=aa
a vmmeq
σσσ [3.40]
avec σ vm la contrainte équivalente de von Mises
Le taux de déformation plastique est calculé à partir de la loi de normalité :
( ) [ ]ijijmeq
ppij sa
a+
+= δσ
σεε ..6.
312
3.
[3.41]
où εp est le taux de déformation plastique équivalent associé à la contrainted'écoulement σy du matériau compressible tel que l'équivalence énergétique soit respectée :
σ ε σ εij ijp
yp. . = [3.42]
La partie déviatorique ε ijdev et la partie volumique εkk
p du tenseur des vitesses de
déformations plastiques peuvent être facilement identifiées dans [3.41] :
. /ε ε ε δijp
ijdev
kkp
ij= + 3 [3.43]
d'où .εµij
devijs= 1
2[3.44]
avec µ le coefficient de viscosité de cisaillement défini par : µσε
= +eqp
a
.1 3
3[3.45]
et .εκ
σkkp
m= 1[3.46]
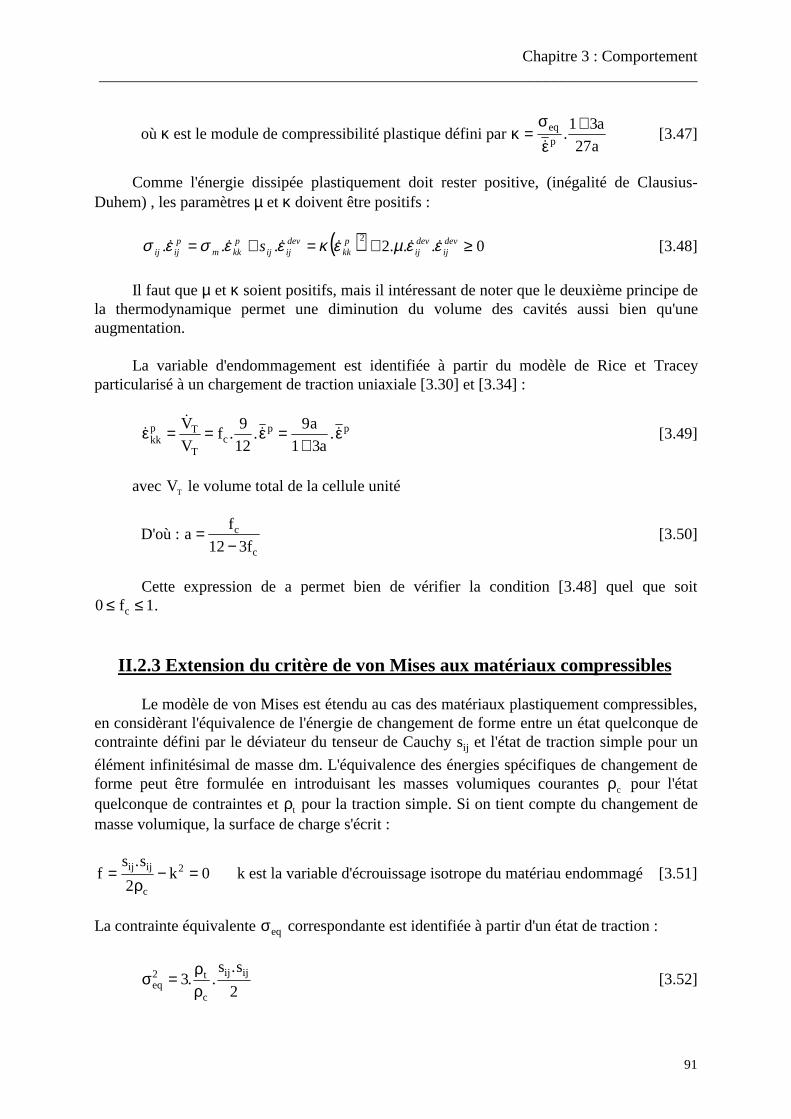
Chapitre 3 : Comportement___________________________________________________________________________
91
où κ est le module de compressibilité plastique défini par κσε
= +eqp
a
a.1 3
27[3.47]
Comme l'énergie dissipée plastiquement doit rester positive, (inégalité de Clausius-Duhem) , les paramètres µ et κ doivent être positifs :
( ) 0...2...2
≥+=+= devij
devij
pkk
devijij
pkkm
pijij s εεµεκεεσεσ [3.48]
Il faut que µ et κ soient positifs, mais il intéressant de noter que le deuxième principe dela thermodynamique permet une diminution du volume des cavités aussi bien qu'uneaugmentation.
La variable d'endommagement est identifiée à partir du modèle de Rice et Traceyparticularisé à un chargement de traction uniaxiale [3.30] et [3.34] :
. . . ε ε εkkp T
Tc
p pV
Vf
a
a= = =
+9
12
9
1 3[3.49]
avec VT le volume total de la cellule unité
D'où : af
fc
c
=−12 3
[3.50]
Cette expression de a permet bien de vérifier la condition [3.48] quel que soit0 1≤ ≤fc .
II.2.3 Extension du critère de von Mises aux matériaux compressibles
Le modèle de von Mises est étendu au cas des matériaux plastiquement compressibles,en considèrant l'équivalence de l'énergie de changement de forme entre un état quelconque decontrainte défini par le déviateur du tenseur de Cauchy sij et l'état de traction simple pour un
élément infinitésimal de masse dm. L'équivalence des énergies spécifiques de changement deforme peut être formulée en introduisant les masses volumiques courantes ρc pour l'étatquelconque de contraintes et ρt pour la traction simple. Si on tient compte du changement demasse volumique, la surface de charge s'écrit :
f kij ij
c
= − =s s.
202
ρk est la variable d'écrouissage isotrope du matériau endommagé [3.51]
La contrainte équivalente σeq correspondante est identifiée à partir d'un état de traction :
σ ρρeq
t
c
ij ij2 32
= . ..s s
[3.52]

Chapitre 3 : Comportement___________________________________________________________________________
92
Cette forme spécifique du critère de von Mises impose lors de l'identification de k laprise en compte de la variation de la masse volumique du matériau en fonction de ladéformation plastique à mesurer parallèlement pendant les essais de torsion ou de tractionuniaxiale.
La surface de charge permet de définir le tenseur des vitesses de déformations plastiquesavec la loi de normalité pour un matériau plastiquement compressible en supposant la massevolumique ρc fonction du tenseur des contraintes σ ij :
−==
ij
c
tc
eq
c
ij
ij
pij
sf
∂σ∂ρ
ρρσ
ρλ
∂σ∂λε ..
3
12
[3.53]
avec λ le multiplicateur plastique identifié à partir de la puissance spécifique dedissipation P en introduisant une vitesse de déformation plastique équivalente εp
énergétiquement conjuguée à la contrainte équivalente choisie :
−
=⇒===
ij
c
c
ijy
pc
ijij
cc
pijij
t
py f
∂σ∂ρ
ρσσ
ερλ∂σ∂σ
ρλ
ρεσ
ρεσ
.2
1
1..
2
3 .
..P
[3.54]
Dans le cas général, ceci conduit au tenseur des vitesses de déformations plastiquessuivant:
−
−
=ij
c
t
y
ij
ij
c
c
ijy
ppij s
∂σ∂ρ
ρ
σ
∂σ∂ρ
ρσσ
εε ..
3
1
.2
1
1
2
32
[3.55]
Ce résultat montre que la variation de la masse volumique ou de tout autre paramètrephysique lié à la conservation de la masse pourrait être déterminée par un tenseur duquatrième ordre, une telle définition est à envisager pour un modèle d'endommagementanisotrope, pour tenir compte de la présence de particules dans des cavités.
II.2.3.1 Endommagement isotrope
Dans le cas simple d'un modèle d'endommagement isotrope (modèle actuellementprogrammé dans POLLUX), on peut limiter la dépendance de la masse volumique ρc au seul
effet de la contrainte moyenne σm. En séparant la partie déviatrice ε ijdev et la partie volumique
εkkp du tenseur des vitesses de déformations plastiques (à partir de [3.55]) on obtient :
m
c
m
c
c
mt
pyp
kk ∂σ∂ρ
∂σ∂ρ
ρσρ
εσε .
.2
1
1.
..
2
1
−
−=
[3.56]

Chapitre 3 : Comportement___________________________________________________________________________
93
L'identification de la variation de la masse volumique dans le cas particulier del'endommagement isotrope fait appel à la modélisation analytique de Rice et Tracey dans lecas de la traction simple (démarche analogue à celle utilisée pour l'identification de la variabled'endommagement du modèle de Boivin):
.
. .ε εkkp
cc
cc
pfV
Vf= = 9
12[3.57]
La masse volumique ρc étant liée par la conservation de la masse à la fractionvolumique fc des cavités dans la matrice de masse volumique ρM , leurs vitesses respectivesdoivent aussi respecter ce principe :
( )c
c
c
cMcc f
dfdf
−−=⇒−=
11
ρρρρ [3.58]
Par ailleurs le passage de la contrainte d'écoulement du matériau σy avec cavités à la
contrainte d'écoulement de la matrice sans cavité σM , peut se faire à énergie spécifiqueconstante pour la même déformation plastique équivalente puisque seule la matrice dissipel'énergie :
( ) MtyM
pM
t
py f σσ
ρεσ
ρεσ
−=⇒= 1..
[3.59]
L'identification en traction de la vitesse de variation de la masse volumique ou de lafraction volumique de cavités avec le modèle de Rice et Tracey [3.30] et [3.34] donnefinalement :
( ) mM
m
M
m
c
c
c
c df
f
f
df σσσ
σσ
..2
9.
1.
4
91.
2
2
=
−
− [3.60]
L'équation différentielle [3.60] peut être résolue numériquement, et pour des fractionsvolumiques inférieures à 0.01 et des taux de triaxialité inférieurs à 1.5, elle se réduit à uneforme intégrable :
2
2 2
3exp...
2
9
=⇒=
M
mcm
M
m
c
c Aff
f
σσ∂σ
σσ∂
avec 2
2
1exp
−
=t
t
f
fA [3.61]
La constante A est identifiable avec la fraction volumique f t de la traction uniaxiale.L'identification de la fonction d'écoulement proposée avec le modèle de Rice et Tracey pourl'endommagement isotrope pour les hypothèses précédentes permet donc d'écrire lesdéformations plastiques sous la forme :

Chapitre 3 : Comportement___________________________________________________________________________
94
( )
−+= ijmt
cij
y
ppij f
fs δσ
σεε ..1.
2..
2
3 [3.62]
Ce modèle de comportement plastique satisfait la forme forte de l'inégalité de Clausius-Duhem; la production locale spécifique d'entropie doit être positive ou nulle. Les dissipationsde changement de forme et de changement de volume sont chacunes positives car la contrainteéquivalente et la déformation plastique équivalente sont des quantités positives par définition,et la fraction volumique est une fonction positive comprise entre 0 et 1.
3
20
. .
εσ
ε σp
yij ij
pys s = ≥ et ( ) 0.1...
4
9 2 ≥− mtcy
p
ff σσε
[3.63]
Ce modèle de plasticité compressible qui est une extension de la plasticité de von Misesne fait appel à aucune variable cachée ou interne, respecte le second principe de lathermodynamique et permet des vitesses de variation de volume unitaire positive ou négativeen fonction du signe de la contrainte moyenne. Son développement permet d'entrevoir desextensions à un endommagement sous contrainte moyenne nulle [BOY 97].
II.2.3.2 Perspectives : modèle anisotrope
Toute la démarche présentée au début du paragraphe II.2.3 reste valable, mais ladépendance de la masse volumique ρc ne va plus se limiter au seul effet de la contraintemoyenne σm. Le raisonnement est repris à partir de l'expression du tenseur des vitesses dedéformations plastiques :
−
−
=ij
c
t
eqij
ij
c
c
ijeq
ppij s
∂σ∂ρ
ρσ
∂σ∂ρ
ρσσ
εε ..3
1.
.2
1
1..
2
32
[3.64]
L'origine de la déformation plastique provient à la fois de la partie déviatrice dutenseur des contraintes et de la dépendance de la masse volumique courante aux sixcomposantes du tenseur des contraintes pour un phénomène complètement anisotrope.Comme la modélisation par éléments finis suggère un comportement orthotropique de lacavité (voir annexe 2) dans les directions principales du taux de déformations, cette hypothèseest utilisée pour l'identification de l'évolution de la masse volumique courante. Dans le butd'identifier entièrement le taux des déformations plastiques, l'expression [3.64] est reformuléeà partir de la fraction volumique et de la contrainte d'écoulement du matériau nonendommagé. En isolant la partie volumique du taux de déformation on obtient :
( )ij
ij
cM
p
ij
c
c
ij
pkk
f
f
f
δ∂σ∂σε
∂σ∂σ
ε ....
.12
12
1
−
+= [3.65]
Chapitre 3 : Comportement___________________________________________________________________________
95
Comme pour un chargement en traction dans une direction principale K du taux dedéformation, le modèle de Rice et Tracey modifié conduit à un taux de déformationvolumique de la forme :
pc
M
KK
pK fa ε
σσε ..
4
3
+= [3.66]
l'évolution de la fraction volumique est gouvernée par :
KKM
KKK
MM
KKKc
M
KK
c
c aaff
f∂σ
σσ
σσσ
σσ∂
..4
3.
2.
4
3..1.
+=
+− [3.67]
Dans les procédés de forgeage, la fraction volumique ne dépasse pas 1% et le taux detriaxialité et souvent inférieur à 1.5 Une approximation du premier ordre, vérifiée en intégrantnumériquement l'expression [3.67], permet de réduire cette formule à une fonctionexponentielle et le taux de déformation plastique dans les axes principaux s'écrit alors :
( )
−++= Kt
Keq
cKeq
ppK
fafs σ
σσεε .
2
1.
3..
2
3 [3.68]
Les coefficients aK restent à identifier avec le modèle de Rice et Tracey modifié pourprendre en compte la présence d'inclusions dans les cavités.
III. INTEGRATION ET IMPLANTATION DANS UNCODE ELEMENTS FINIS DES LOIS DECOMPORTEMENT
Deux phases distinctes doivent être considérées pour l'introduction d'une loi decomportement au sein d'un logiciel d'éléments finis : la résolution du système non linéaire deséquations d'équilibre globales (dans notre cas par une méthode implicite de type Newmark ouune méthode explicite de différences finies centrées), et la détermination de l'état decontraintes locales du matériau. Cette dernière étape constituant une procédure indépendantede l'algorithme d'intégration temporelle choisi est commune aux deux versions dynamiques etsera exposée en premier.
Soit σ ijt l'état de contraintes à l'instant t plastiquement admissible, l'intégration du
comportement consiste à trouver σ ijt dt+ compatible avec l'incrément de déformation totale dij
Tεtel que ( ) 0≤+dtt
ijf σ .
III.1. Prédiction élastique et correction radiale
La méthode d'intégration de la loi de comportement est une méthode implicite deprédiction élastique avec correction radiale. On suppose dans un premier temps que la

Chapitre 3 : Comportement___________________________________________________________________________
96
variation de déformation totale dijTε est entièrement élastique. La variation du tenseur des
contraintes dijσ est estimée à partir des formules de Hooke et ajoutée au tenseur des
contraintes de l'incrément précédent. La comparaison de la valeur équivalente caractéristiquede cet état de contrainte avec le seuil d'écoulement du matériau permet de vérifier la validitéde l'hypothèse à t+dt :
- si y eqσ σ≤ , le point reste ou retourne dans le domaine élastique
- si y eqσ σ> , le point a plastifié et il faut estimer la partie plastique du tenseur des
déformations à partir de la condition de cohérence
Une fois la partie non linéaire des déformations incrémentales calculée, le tenseur descontraintes est réactualisé par la relation :
σ σ δεijt dt
ijt dt
ijkl klpD+ += − [3.69]
La même démarche est reprise (boucle itérative indicée par k en Figure 3.7) jusqu'àl'obtention d'une contrainte équivalente à t+dt égale à la contrainte d'écoulement à 0.1 % près.
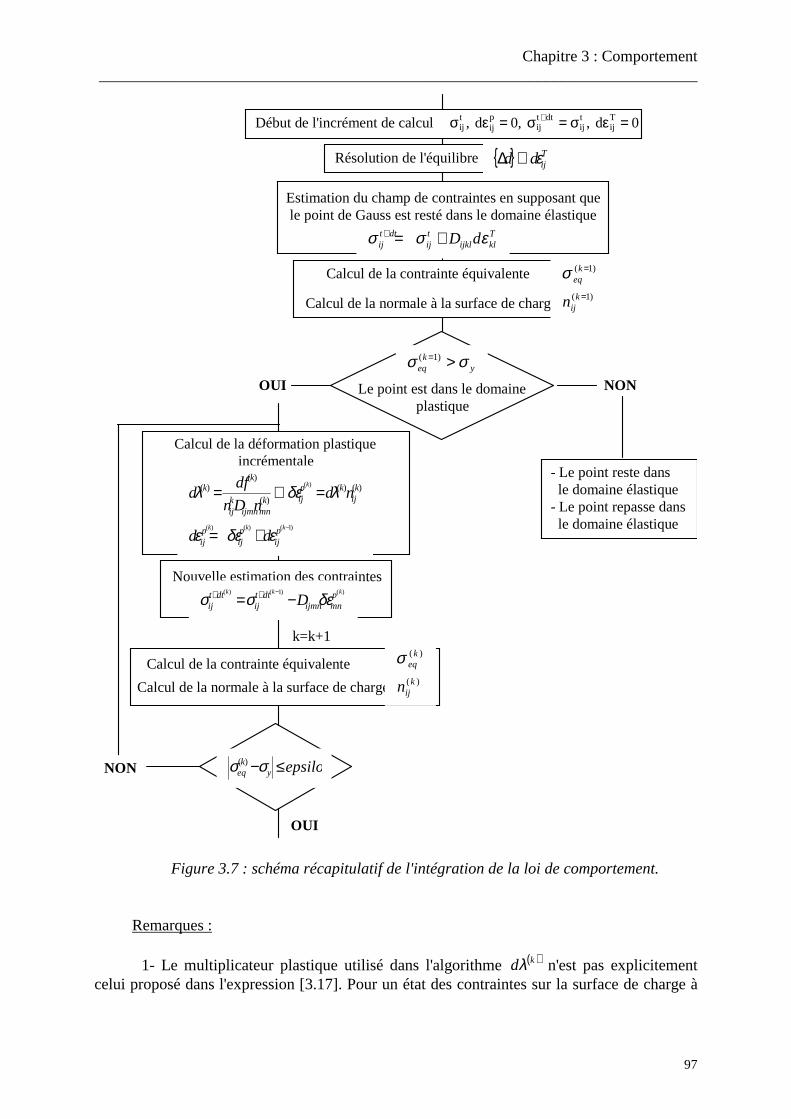
Chapitre 3 : Comportement___________________________________________________________________________
97
- Le point reste dans le domaine élastique- Le point repasse dans le domaine élastique
OUI NONLe point est dans le domaineplastique
NON
OUI
Début de l'incrément de calcul
Résolution de l'équilibre
Estimation du champ de contraintes en supposant quele point de Gauss est resté dans le domaine élastique
Calcul de la contrainte équivalente
Calcul de la normale à la surface de charge
Calcul de la déformation plastiqueincrémentale
Nouvelle estimation des contraintes
Calcul de la normale à la surface de charge
Calcul de la contrainte équivalente
k=k+1
σ ε σ σ εijt
ijt dt
ijt, , , d dij
pijT= = =+0 0
Tijdd ε⇒∆
Tklijkl
tij
dttij dD εσσ +=+
)1(
)1(
=
=
kij
keq
n
σ
yk
eq σσ >= )1(
)1()()(
)( )()()(
)()(
−
+=
=⇒=
kkk
k
pij
pij
pij
kij
kpijk
mnijmnkij
kk
dd
ndnDn
dfd
εδεε
λδελ
)(
)(
kij
keq
n
σ
epsiloyk
eq ≤−σσ )(
)()1()( kkk pmnijmn
dttij
dttij D δεσσ −=
−++
Figure 3.7 : schéma récapitulatif de l'intégration de la loi de comportement.
Remarques :
1- Le multiplicateur plastique utilisé dans l'algorithme ( )kdλ n'est pas explicitementcelui proposé dans l'expression [3.17]. Pour un état des contraintes sur la surface de charge à
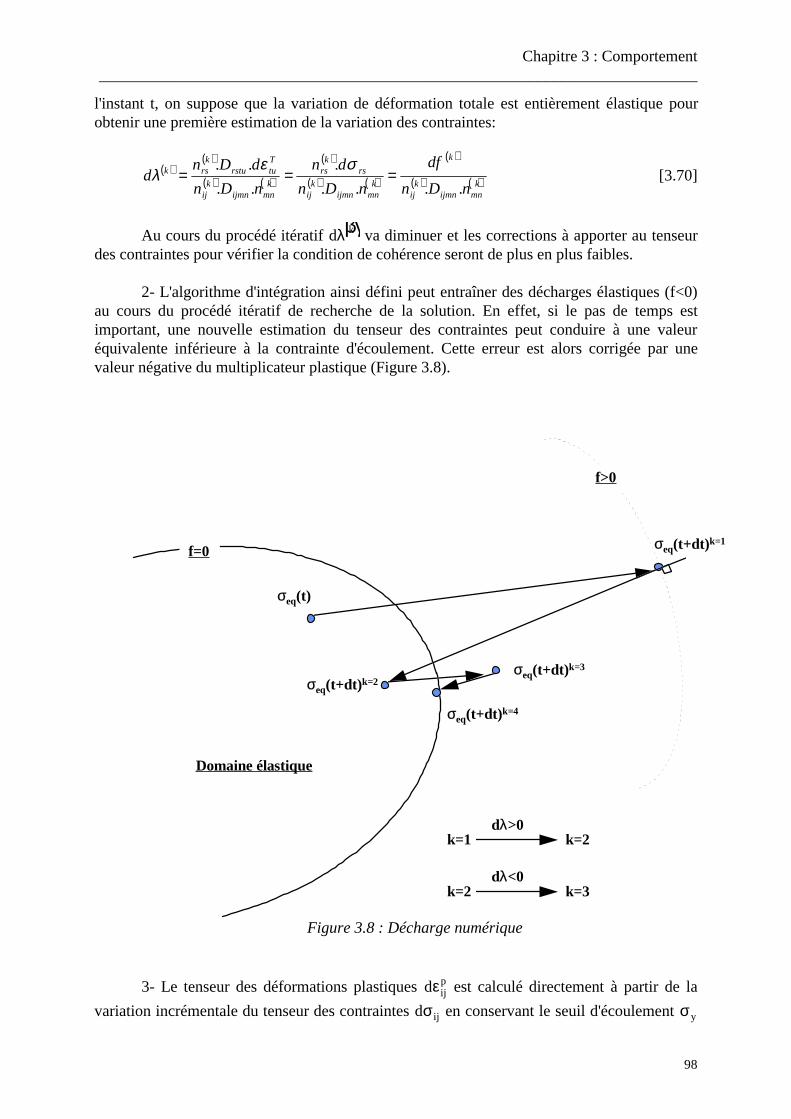
Chapitre 3 : Comportement___________________________________________________________________________
98
l'instant t, on suppose que la variation de déformation totale est entièrement élastique pourobtenir une première estimation de la variation des contraintes:
( )( )
( ) ( )
( )
( ) ( )
( )
( ) ( )kmnijmn
kij
k
kmnijmn
kij
rsk
rs
kmnijmn
kij
Tturstu
krsk
nDn
df
nDn
dn
nDn
dDnd
....
.
..
..===
σελ [3.70]
Au cours du procédé itératif dkλβγ va diminuer et les corrections à apporter au tenseurdes contraintes pour vérifier la condition de cohérence seront de plus en plus faibles.
2- L'algorithme d'intégration ainsi défini peut entraîner des décharges élastiques (f<0)au cours du procédé itératif de recherche de la solution. En effet, si le pas de temps estimportant, une nouvelle estimation du tenseur des contraintes peut conduire à une valeuréquivalente inférieure à la contrainte d'écoulement. Cette erreur est alors corrigée par unevaleur négative du multiplicateur plastique (Figure 3.8).
f=0
σeq(t)
σeq(t+dt)k=1
σeq(t+dt)k=2
σeq(t+dt)k=4
σeq(t+dt)k=3
Domaine élastique
dλ>0k=1 k=2
dλ<0k=2 k=3
f>0
Figure 3.8 : Décharge numérique
3- Le tenseur des déformations plastiques dijpε est calculé directement à partir de la
variation incrémentale du tenseur des contraintes dijσ en conservant le seuil d'écoulement σy
Chapitre 3 : Comportement___________________________________________________________________________
99
constant pendant tout l'incrément. Une réactualisation de celui-ci au cours du processus itératifd'intégration de la loi de comportement peut être envisagée pour une meilleure description del'écrouissage du matériau. En cas de non convergence, il faudrait opter pour un schémad'intégration incrémental en découpant la variation dijσ en plusieurs
δσ σ δσij ij ijtel que d =k
∑ . Le problème différentiel associé à l'intégration du comportement
peut également être résolu par une méthode explicite de type Runge et Kutta. Par exemple,SABOURIN [SAB 94] découpe l'incrément de déformation totale en n incréments et calculela variation des déformations plastiques en réactualisant explicitement l'état de contraintes etles variables internes. De façon analogue à l'intégration implicite, les décharges numériquessont autorisées et entrainent une diminution de la déformation plastique.
III.2. Spécificités de l'algorithme explicite
Dans le cas d'une formulation explicite du schéma d'intégration temporel, la prise encompte du comportement du matériau dans l'équation d'équilibre à t intervient parl'intermédiaire des forces internes :
[ ] ∫=eV
eT
éléments
dVBF A ..int σ [3.71]
où les composantes du tenseur des contraintes plastiquement admissible σ ij , stockées
sous forme vectorielle, proviennent de l'incrément précédent.Une fois les déplacements dttd + connus, le processus de recherche des contraintes et
des déformations plastiques est enclenché. La Figure 3.9 résume les différents enchaînementsde l'algorithme global de résolution pour un calcul avec prise en compte de l'endommagement.
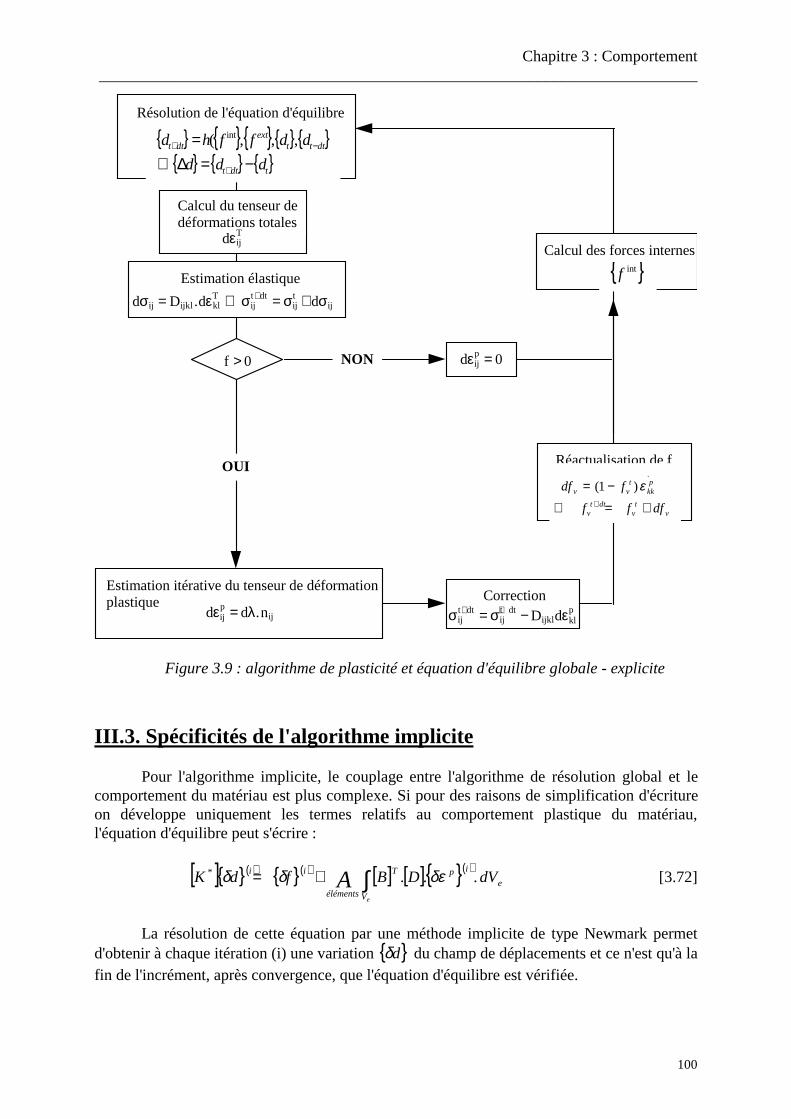
Chapitre 3 : Comportement___________________________________________________________________________
100
Résolution de l'équation d'équilibre
Calcul du tenseur dedéformations totales
Estimation élastique
f > 0
OUI
NON
Estimation itérative du tenseur de déformationplastique Correction
Réactualisation de fv
Calcul des forces internesd ij
Tε
d D d dij ijkl klT
ijt dt
ijt
ijσ ε σ σ σ= ⇒ = ++.
d d nijp
ijε λ= .
d ijpε = 0
σ σ εijt dt
ijt dt
ijkl klpD d+ += −
tdtt
dtttext
dtt
ddd
ddffhd
−=∆⇒=
+
−+ ,,,( int
intf
vt
vdtt
v
pkk
tvv
dfff
fdf
+=⇒
−=+
.
)1( ε
Figure 3.9 : algorithme de plasticité et équation d'équilibre globale - explicite
III.3. Spécificités de l'algorithme implicite
Pour l'algorithme implicite, le couplage entre l'algorithme de résolution global et lecomportement du matériau est plus complexe. Si pour des raisons de simplification d'écritureon développe uniquement les termes relatifs au comportement plastique du matériau,l'équation d'équilibre peut s'écrire :
[ ] ( ) ( ) [ ] [ ] ( )e
V
ipT
éléments
ii dVDBfdKe
A ...* ∫+= δεδδ [3.72]
La résolution de cette équation par une méthode implicite de type Newmark permetd'obtenir à chaque itération (i) une variation dδ du champ de déplacements et ce n'est qu'à lafin de l'incrément, après convergence, que l'équation d'équilibre est vérifiée.
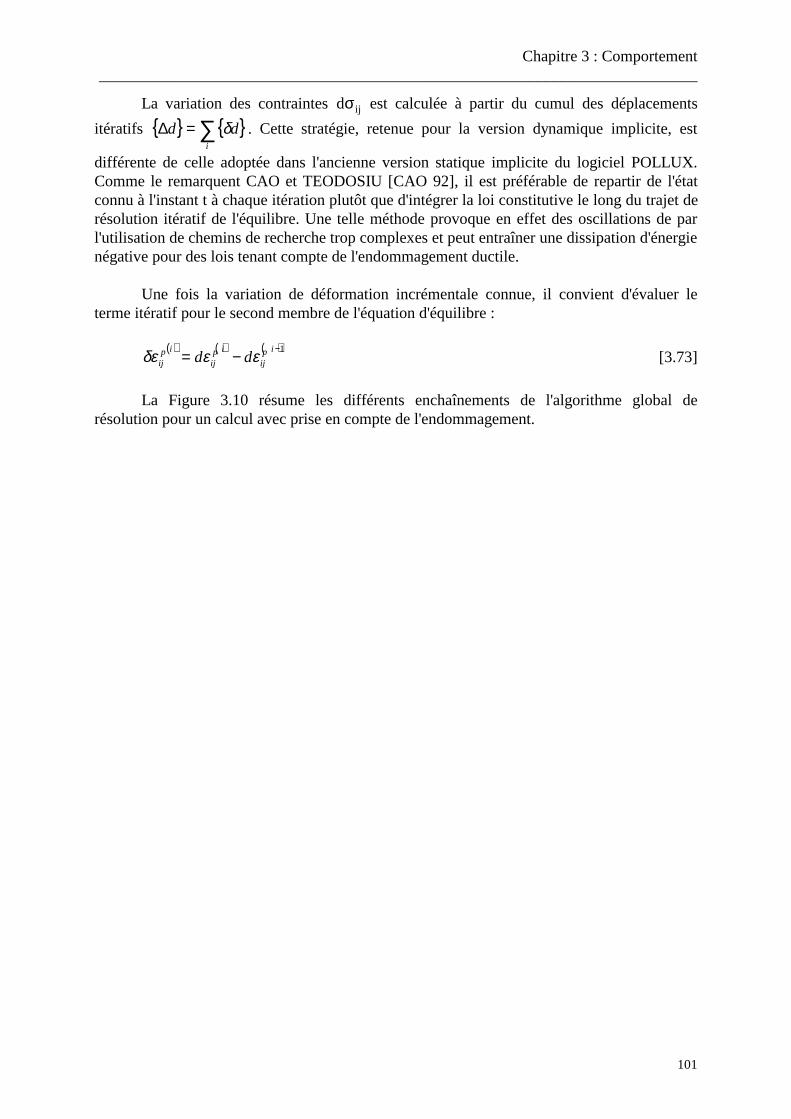
Chapitre 3 : Comportement___________________________________________________________________________
101
La variation des contraintes dijσ est calculée à partir du cumul des déplacements
itératifs ∑=∆i
dd δ . Cette stratégie, retenue pour la version dynamique implicite, est
différente de celle adoptée dans l'ancienne version statique implicite du logiciel POLLUX.Comme le remarquent CAO et TEODOSIU [CAO 92], il est préférable de repartir de l'étatconnu à l'instant t à chaque itération plutôt que d'intégrer la loi constitutive le long du trajet derésolution itératif de l'équilibre. Une telle méthode provoque en effet des oscillations de parl'utilisation de chemins de recherche trop complexes et peut entraîner une dissipation d'énergienégative pour des lois tenant compte de l'endommagement ductile.
Une fois la variation de déformation incrémentale connue, il convient d'évaluer leterme itératif pour le second membre de l'équation d'équilibre :
( ) ( ) ( )1−−= ipij
ipij
ipij dd εεδε [3.73]
La Figure 3.10 résume les différents enchaînements de l'algorithme global derésolution pour un calcul avec prise en compte de l'endommagement.
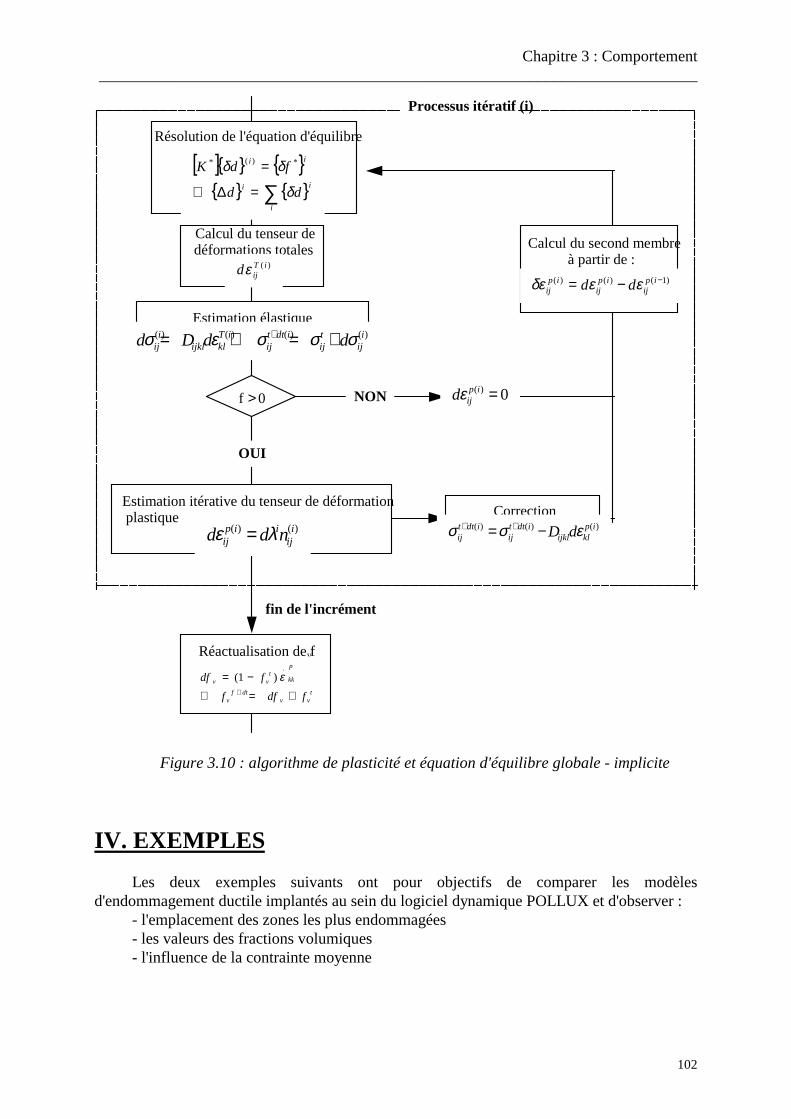
Chapitre 3 : Comportement___________________________________________________________________________
102
NON
Estimation itérative du tenseur de déformation plastique Correction
Réactualisation de fv
Résolution de l'équation d'équilibre
Calcul du tenseur dedéformations totales
Estimation élastique
f > 0
Calcul du second membreà partir de :
OUI
Processus itératif (i)
fin de l'incrément
[ ] i
i
i
ii
dd
fdK
∑=∆⇒
=
δ
δδ *)(*
)( iTijdε
)()()()( iij
tij
idttij
iTklijkl
iij ddDd σσσεσ +=⇒= +
)1()()( −−= ipij
ipij
ipij dd εεδε
0)( =ipijdε
)()()( ipklijkl
idttij
idttij dD εσσ −= ++)()( i
ijiip
ij ndd λε =
tvv
dtfv
p
kkt
vv
fdff
fdf
+=⇒
−=+
.
)1( ε
Figure 3.10 : algorithme de plasticité et équation d'équilibre globale - implicite
IV. EXEMPLES
Les deux exemples suivants ont pour objectifs de comparer les modèlesd'endommagement ductile implantés au sein du logiciel dynamique POLLUX et d'observer :
- l'emplacement des zones les plus endommagées- les valeurs des fractions volumiques- l'influence de la contrainte moyenne
Chapitre 3 : Comportement___________________________________________________________________________
103
IV.1 Collar test
La compression d'un cylindre circulaire est un essai souvent utilisé pour tester laforgeabilité d'un matériau, mais dans le cas de matériaux ductiles les forces nécessaires pourfaire apparaître une fissure peuvent être extrêmement élevées. On lui préférera la compressiond'un lopin cylindrique muni d'un collier (connue sous le nom de collar test), où l'amorçage desfissures se produit à des déformations bien plus faibles à cause des niveaux de tensionhydrostatique plus élevés dans la zone du collier.
IV.1.1. Mises en données
Les caractéristiques géométriques du lopin, détaillées en annexe 3, sont tracées enFigure 3.11.
Début de Simulation Fin de Simulation
Nombre de noeuds 1118 - Nombre d'éléments 523
Figure 3.11 : Géométrie du lopin avant et après écrasement
Les caractéristiques du matériau sont celles du cuivre :
E MPa
kg m
==
=
99000
0 3
8900 3
ν
ρ
.
/
Le seuil d'écoulement σy est obtenu à partir d'un essai de traction uniaxiale présenté à
la Figure 3.12 (courbe expérimentale issue de [LEM 92]). Il va pouvoir être utilisédirectement pour l'extension du critère de Drucker Prager. En revanche, pour l'extension ducritère de von Mises et le modèle de Picart et Oudin, il est nécessaire de quantifierl'endommagement lors de l'essai, afin d'évaluer la masse volumique du milieu homogèneéquivalent pour le premier, et la contrainte d'écoulement de la matrice pour le second.

Chapitre 3 : Comportement___________________________________________________________________________
104
Figure 3.12 : Evolution du module d'Young au cours d'un essai de traction [LEM 92]
La masse volumique du matériau endommagé est reliée à l'évolution du moduled'Young à partir de la modélisation du comportement élastique endommageable proposée parLEMAITRE [LEM 92].
Supposons que le volume élémentaire représentatif de la matrice non endommagée soitune sphère de rayon R et de masse m (Figure 3.13), sa masse volumique est :
ρπ
Mm
R=
43
3[3.74]
Au cours de la phase de croissance, la cavité supposée sphérique de rayon r va occuper
un volume 4
33πr et la matrice étant incompressible, la masse volumique du matériau
endommagé peut s'écrire :
( )33
3
4rR
mt
+=
πρ [3.75]
La variation de masse volumique au cours de l'essai de traction prend alors la forme :
( )33
3
rR
r
M
Mt
+−=−
ρρρ
[3.76]
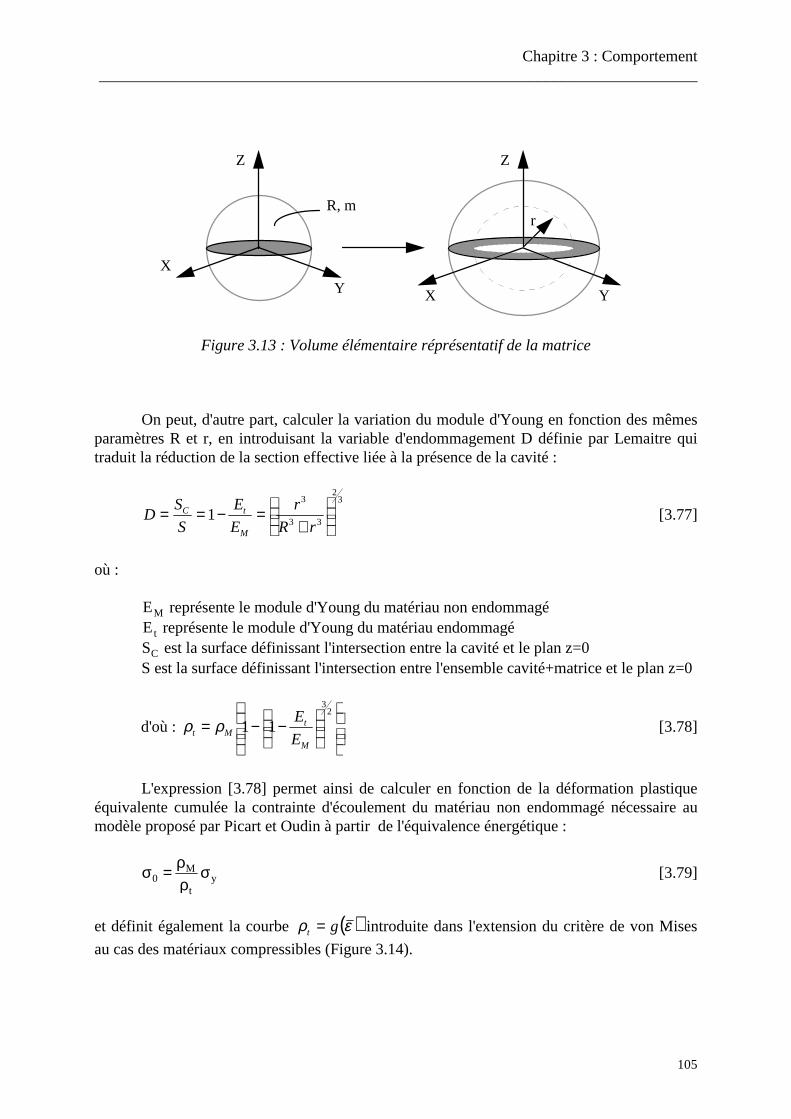
Chapitre 3 : Comportement___________________________________________________________________________
105
X
Y
Z
R, mr
X Y
Z
Figure 3.13 : Volume élémentaire réprésentatif de la matrice
On peut, d'autre part, calculer la variation du module d'Young en fonction des mêmesparamètres R et r, en introduisant la variable d'endommagement D définie par Lemaitre quitraduit la réduction de la section effective liée à la présence de la cavité :
32
33
3
1
+
=−==rR
r
E
E
S
SD
M
tC [3.77]
où :
EM représente le module d'Young du matériau non endommagéEt représente le module d'Young du matériau endommagéSC est la surface définissant l'intersection entre la cavité et le plan z=0S est la surface définissant l'intersection entre l'ensemble cavité+matrice et le plan z=0
d'où :
−−=
23
11M
tMt E
Eρρ [3.78]
L'expression [3.78] permet ainsi de calculer en fonction de la déformation plastiqueéquivalente cumulée la contrainte d'écoulement du matériau non endommagé nécessaire aumodèle proposé par Picart et Oudin à partir de l'équivalence énergétique :
σ ρρ
σ0 = M
ty [3.79]
et définit également la courbe ( )ερ gt = introduite dans l'extension du critère de von Mises
au cas des matériaux compressibles (Figure 3.14).
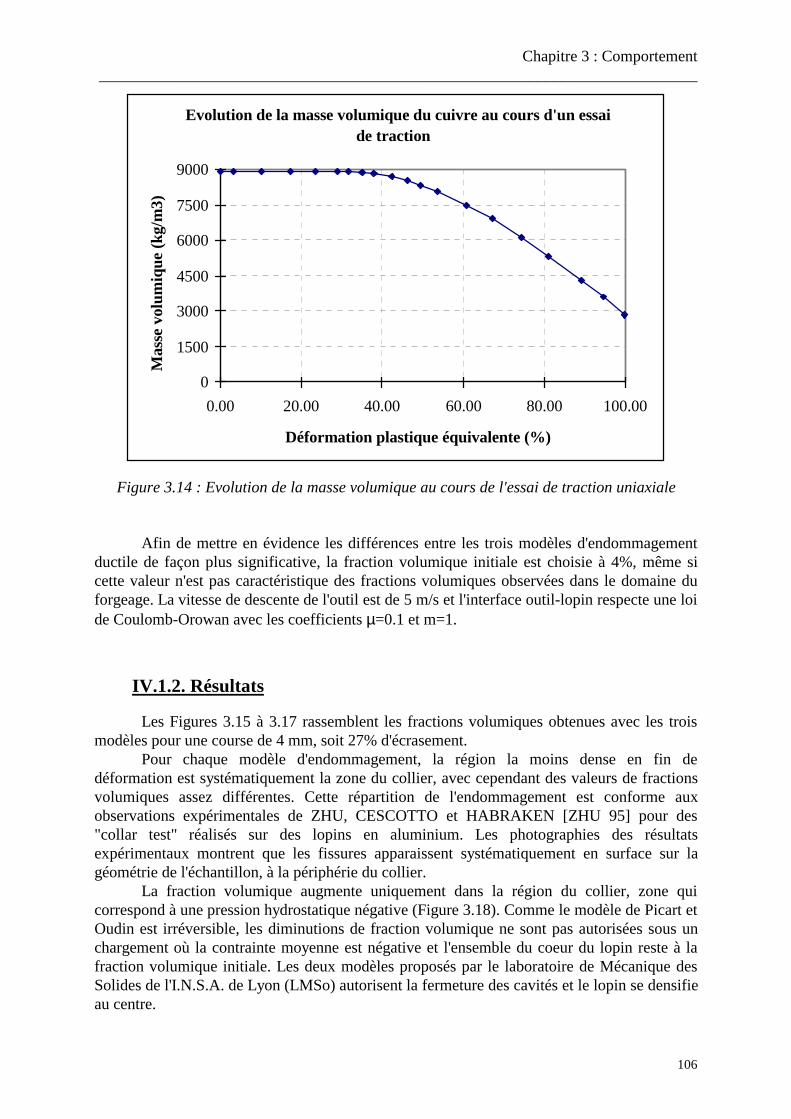
Chapitre 3 : Comportement___________________________________________________________________________
106
Evolution de la masse volumique du cuivre au cours d'un essai de traction
0
1500
3000
4500
6000
7500
9000
0.00 20.00 40.00 60.00 80.00 100.00
Déformation plastique équivalente (%)
Mas
se v
olum
ique
(kg
/m3)
Figure 3.14 : Evolution de la masse volumique au cours de l'essai de traction uniaxiale
Afin de mettre en évidence les différences entre les trois modèles d'endommagementductile de façon plus significative, la fraction volumique initiale est choisie à 4%, même sicette valeur n'est pas caractéristique des fractions volumiques observées dans le domaine duforgeage. La vitesse de descente de l'outil est de 5 m/s et l'interface outil-lopin respecte une loide Coulomb-Orowan avec les coefficients µ=0.1 et m=1.
IV.1.2. Résultats
Les Figures 3.15 à 3.17 rassemblent les fractions volumiques obtenues avec les troismodèles pour une course de 4 mm, soit 27% d'écrasement.
Pour chaque modèle d'endommagement, la région la moins dense en fin dedéformation est systématiquement la zone du collier, avec cependant des valeurs de fractionsvolumiques assez différentes. Cette répartition de l'endommagement est conforme auxobservations expérimentales de ZHU, CESCOTTO et HABRAKEN [ZHU 95] pour des"collar test" réalisés sur des lopins en aluminium. Les photographies des résultatsexpérimentaux montrent que les fissures apparaissent systématiquement en surface sur lagéométrie de l'échantillon, à la périphérie du collier.
La fraction volumique augmente uniquement dans la région du collier, zone quicorrespond à une pression hydrostatique négative (Figure 3.18). Comme le modèle de Picart etOudin est irréversible, les diminutions de fraction volumique ne sont pas autorisées sous unchargement où la contrainte moyenne est négative et l'ensemble du coeur du lopin reste à lafraction volumique initiale. Les deux modèles proposés par le laboratoire de Mécanique desSolides de l'I.N.S.A. de Lyon (LMSo) autorisent la fermeture des cavités et le lopin se densifieau centre.
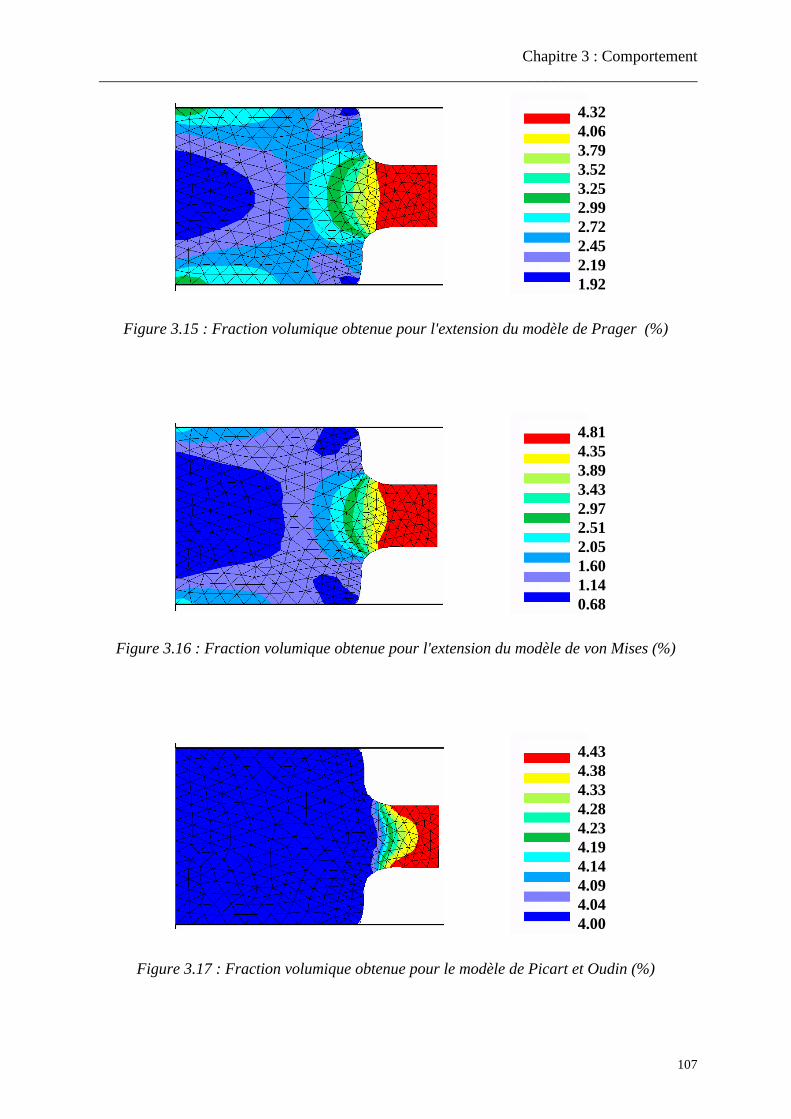
Chapitre 3 : Comportement___________________________________________________________________________
107
4.324.063.793.523.252.992.722.452.191.92
Figure 3.15 : Fraction volumique obtenue pour l'extension du modèle de Prager (%)
4.814.353.893.432.972.512.051.601.140.68
Figure 3.16 : Fraction volumique obtenue pour l'extension du modèle de von Mises (%)
4.434.384.334.284.234.194.144.094.044.00
Figure 3.17 : Fraction volumique obtenue pour le modèle de Picart et Oudin (%)
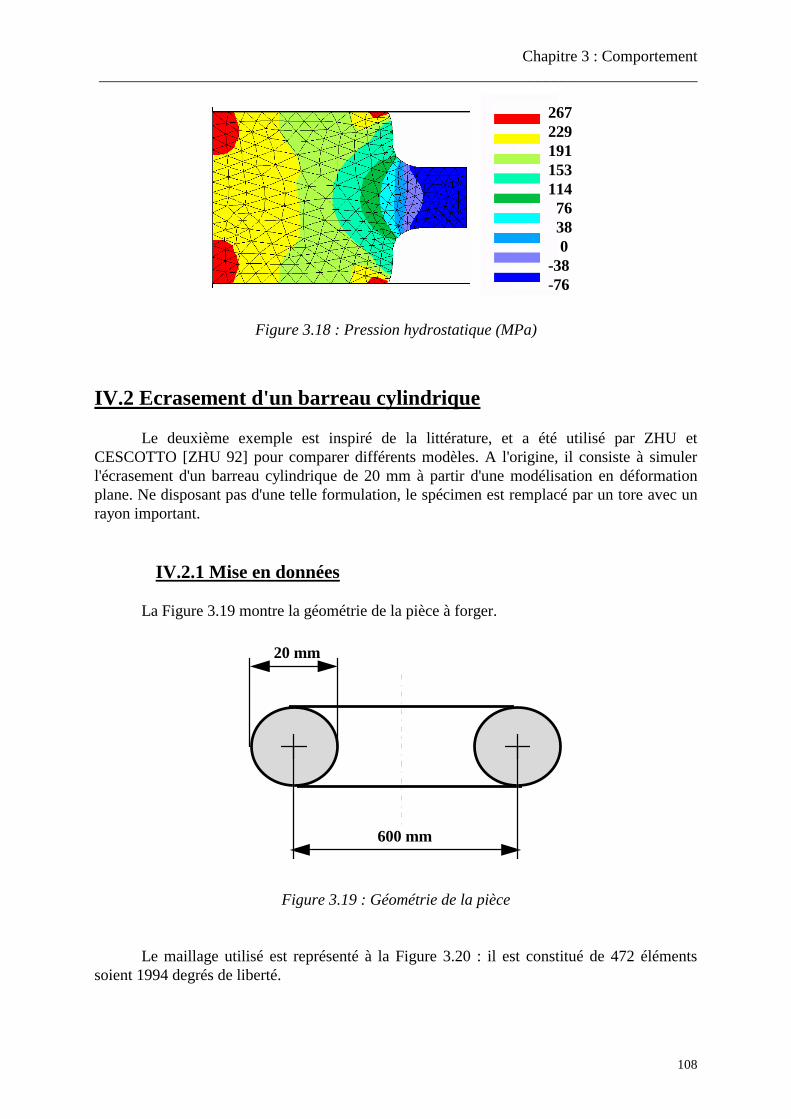
Chapitre 3 : Comportement___________________________________________________________________________
108
267229191153114 76 38 0-38-76
Figure 3.18 : Pression hydrostatique (MPa)
IV.2 Ecrasement d'un barreau cylindrique
Le deuxième exemple est inspiré de la littérature, et a été utilisé par ZHU etCESCOTTO [ZHU 92] pour comparer différents modèles. A l'origine, il consiste à simulerl'écrasement d'un barreau cylindrique de 20 mm à partir d'une modélisation en déformationplane. Ne disposant pas d'une telle formulation, le spécimen est remplacé par un tore avec unrayon important.
IV.2.1 Mise en données
La Figure 3.19 montre la géométrie de la pièce à forger.
20 mm
600 mm
Figure 3.19 : Géométrie de la pièce
Le maillage utilisé est représenté à la Figure 3.20 : il est constitué de 472 élémentssoient 1994 degrés de liberté.
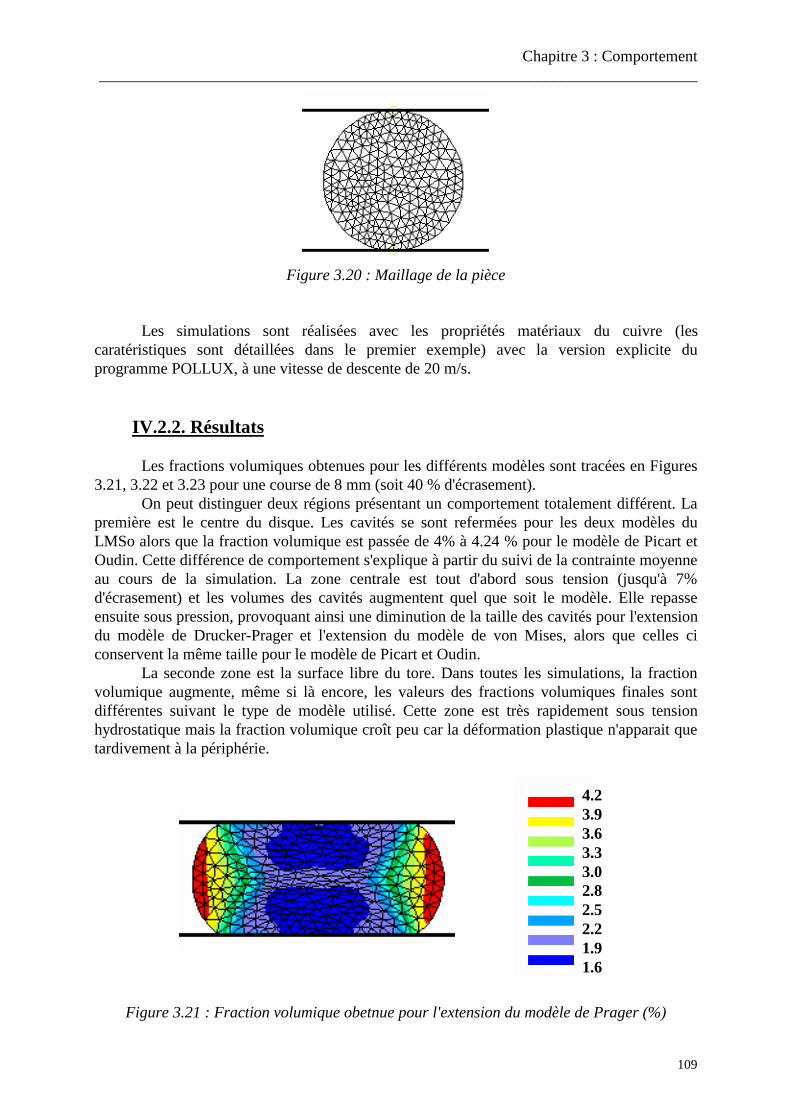
Chapitre 3 : Comportement___________________________________________________________________________
109
Figure 3.20 : Maillage de la pièce
Les simulations sont réalisées avec les propriétés matériaux du cuivre (lescaratéristiques sont détaillées dans le premier exemple) avec la version explicite duprogramme POLLUX, à une vitesse de descente de 20 m/s.
IV.2.2. Résultats
Les fractions volumiques obtenues pour les différents modèles sont tracées en Figures3.21, 3.22 et 3.23 pour une course de 8 mm (soit 40 % d'écrasement).
On peut distinguer deux régions présentant un comportement totalement différent. Lapremière est le centre du disque. Les cavités se sont refermées pour les deux modèles duLMSo alors que la fraction volumique est passée de 4% à 4.24 % pour le modèle de Picart etOudin. Cette différence de comportement s'explique à partir du suivi de la contrainte moyenneau cours de la simulation. La zone centrale est tout d'abord sous tension (jusqu'à 7%d'écrasement) et les volumes des cavités augmentent quel que soit le modèle. Elle repasseensuite sous pression, provoquant ainsi une diminution de la taille des cavités pour l'extensiondu modèle de Drucker-Prager et l'extension du modèle de von Mises, alors que celles ciconservent la même taille pour le modèle de Picart et Oudin.
La seconde zone est la surface libre du tore. Dans toutes les simulations, la fractionvolumique augmente, même si là encore, les valeurs des fractions volumiques finales sontdifférentes suivant le type de modèle utilisé. Cette zone est très rapidement sous tensionhydrostatique mais la fraction volumique croît peu car la déformation plastique n'apparait quetardivement à la périphérie.
4.23.93.63.33.02.82.52.21.91.6
Figure 3.21 : Fraction volumique obetnue pour l'extension du modèle de Prager (%)
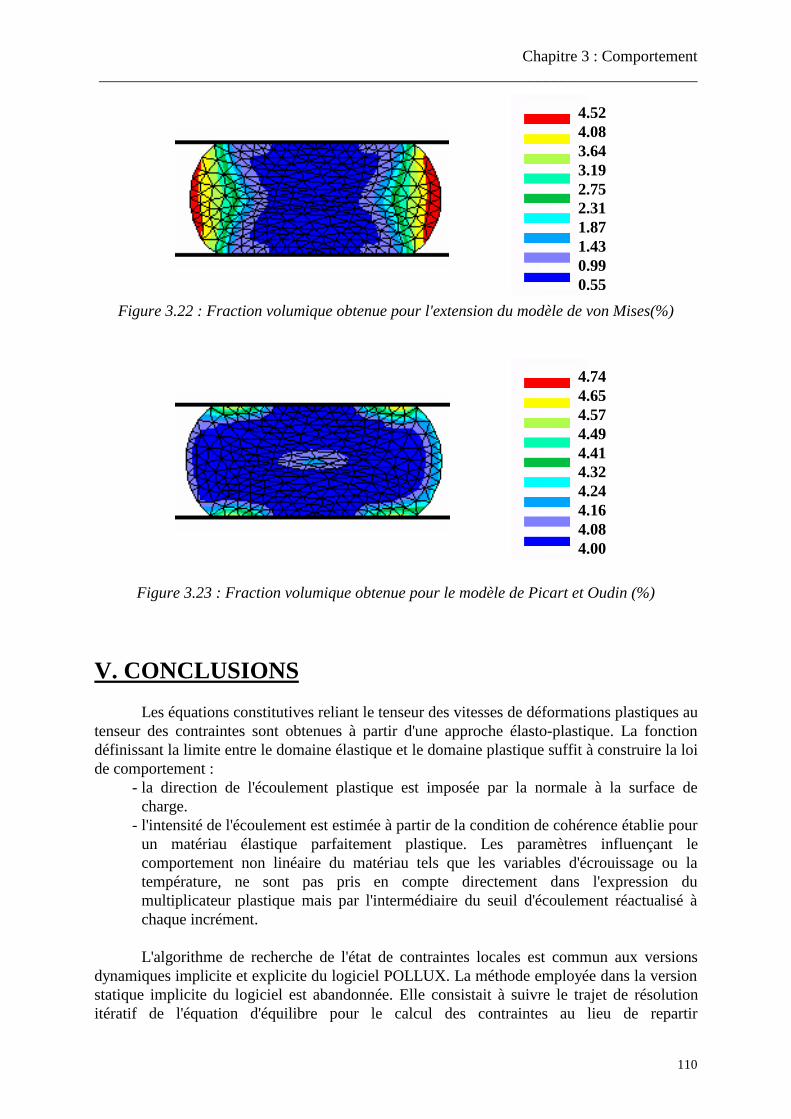
Chapitre 3 : Comportement___________________________________________________________________________
110
4.524.083.643.192.752.311.871.430.990.55
Figure 3.22 : Fraction volumique obtenue pour l'extension du modèle de von Mises(%)
4.744.654.574.494.414.324.244.164.084.00
Figure 3.23 : Fraction volumique obtenue pour le modèle de Picart et Oudin (%)
V. CONCLUSIONS
Les équations constitutives reliant le tenseur des vitesses de déformations plastiques autenseur des contraintes sont obtenues à partir d'une approche élasto-plastique. La fonctiondéfinissant la limite entre le domaine élastique et le domaine plastique suffit à construire la loide comportement :
- la direction de l'écoulement plastique est imposée par la normale à la surface decharge.
- l'intensité de l'écoulement est estimée à partir de la condition de cohérence établie pourun matériau élastique parfaitement plastique. Les paramètres influençant lecomportement non linéaire du matériau tels que les variables d'écrouissage ou latempérature, ne sont pas pris en compte directement dans l'expression dumultiplicateur plastique mais par l'intermédiaire du seuil d'écoulement réactualisé àchaque incrément.
L'algorithme de recherche de l'état de contraintes locales est commun aux versionsdynamiques implicite et explicite du logiciel POLLUX. La méthode employée dans la versionstatique implicite du logiciel est abandonnée. Elle consistait à suivre le trajet de résolutionitératif de l'équation d'équilibre pour le calcul des contraintes au lieu de repartir
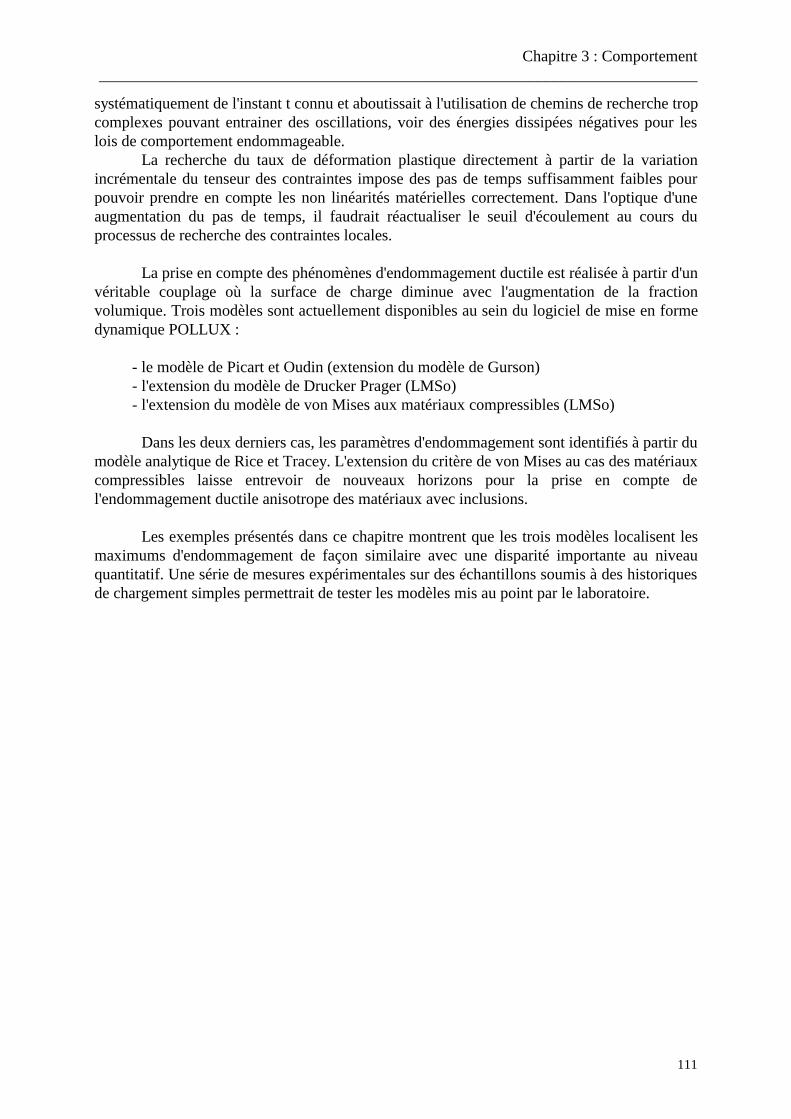
Chapitre 3 : Comportement___________________________________________________________________________
111
systématiquement de l'instant t connu et aboutissait à l'utilisation de chemins de recherche tropcomplexes pouvant entrainer des oscillations, voir des énergies dissipées négatives pour leslois de comportement endommageable.
La recherche du taux de déformation plastique directement à partir de la variationincrémentale du tenseur des contraintes impose des pas de temps suffisamment faibles pourpouvoir prendre en compte les non linéarités matérielles correctement. Dans l'optique d'uneaugmentation du pas de temps, il faudrait réactualiser le seuil d'écoulement au cours duprocessus de recherche des contraintes locales.
La prise en compte des phénomènes d'endommagement ductile est réalisée à partir d'unvéritable couplage où la surface de charge diminue avec l'augmentation de la fractionvolumique. Trois modèles sont actuellement disponibles au sein du logiciel de mise en formedynamique POLLUX :
- le modèle de Picart et Oudin (extension du modèle de Gurson)- l'extension du modèle de Drucker Prager (LMSo)- l'extension du modèle de von Mises aux matériaux compressibles (LMSo)
Dans les deux derniers cas, les paramètres d'endommagement sont identifiés à partir dumodèle analytique de Rice et Tracey. L'extension du critère de von Mises au cas des matériauxcompressibles laisse entrevoir de nouveaux horizons pour la prise en compte del'endommagement ductile anisotrope des matériaux avec inclusions.
Les exemples présentés dans ce chapitre montrent que les trois modèles localisent lesmaximums d'endommagement de façon similaire avec une disparité importante au niveauquantitatif. Une série de mesures expérimentales sur des échantillons soumis à des historiquesde chargement simples permettrait de tester les modèles mis au point par le laboratoire.
Chapitre 3 : Comportement___________________________________________________________________________
112
)()( iij
iipij ndd λε =
tvv
dtfv
p
kkt
vv
fdff
fdf
+=⇒
−=+
.
)1( ε
CHAPITRE 4 :
CONTACT ET FROTTEMENT

Chapitre 4 : Contact et frottement___________________________________________________________________________
114
Chapitre 4 : Contact et frottement___________________________________________________________________________
115
CHAPITRE 4 : CONTACT ET FROTTEMENT
La modélisation des procédés de mise en forme demande une attention touteparticulière pour la prise en compte du contact unilatéral avec frottement. La littérature à cesujet est très vaste et on peut citer l'ouvrage de RAOUS et al. [RAO 94] qui rassemble lesrécents travaux des mathématiciens et des mécaniciens dans ce domaine.
Il existe de nombreuses manières d'introduire les conditions de contact et de frottemententre un corps déformable et une surface rigide. La méthode des multiplicateurs de Lagrange[CAR 91] et tous les algorithmes hybrides [SIM 92], [CES 94], [BIL 94] qui en découlent,ainsi que les méthodes de pénalisation [WAN 96], [SHI 95], [BAI 96], [MOC 97], [PER 92],[BRU 87], [MIC 93] sont les techniques les plus utilisées.
Les choix effectués pour le logiciel POLLUX ont souvent été guidés par la simplicitéd'une méthode par rapport à une autre, ainsi que par les limitations liées aux schémasd'intégration temporelle.
Le contact est introduit dans l'algorithme implicite de Newmark par une technique depénalisation adaptée à la méthode de la raideur initiale. La contribution du frottement estajoutée dans l'équation d'équilibre. Elle est décomposée en une raideur de frottement constantependant tout l'incrément de calcul et une force de frottement itérative au second membre.Dans leurs travaux de modélisation de l'emboutissage BAILLET et BRUNET [BAI 96] ontmontré que le choix des coefficients de pénalisation a une influence directe sur les résultatsjuste après impact, et que les noeuds qui viennent d'entrer en contact rebondissent pour descoefficients trop importants. ABAQUS propose différents modèles numériques qui permettentd'adoucir le contact entre le corps déformable et la surface rigide (option activée par
Chapitre 4 : Contact et frottement___________________________________________________________________________
116
l'instruction softening contact), mais ces techniques nécessitent l'introduction de paramètressupplémentaires.
Pour la méthode explicite des différences finies centrées, chaque degré de liberté estétudié séparément. La condition d'impénétrabilité est respectée en rabattant les noeudscandidats au contact sur la surface rigide. Le frottement est introduit dans l'équationd'équilibre au second membre, par l'intermédiaire d'une force externe calculée à partir d'uneméthode de prédiction-correction.
Les outils sont décrits avec des segments de droite et sont supposés indéformables. Lacinématique des surfaces rigides autorise aussi bien un mouvement vertical suivant Z de l'outilsupérieur que de l'outil inférieur, afin de permettre, par exemple, les simulations des procédésde mise en forme tel que le marteau pilon avec contre-frappe. Du fait d'une formulationLagrangienne réactualisée explicitement, la géométrie des outils ainsi que les normales auxsegments d'outils restent constantes au cours de l'incrément de calcul. Pour pouvoir simplifierl'écriture des conditions aux limites, les équations d'équilibre sont projetées dans des axeslocaux pour tous les noeuds en contact. Le déplacement normal des noeuds en contact est égalà celui de l'outil alors que le déplacement tangentiel est piloté par les conditions de frottement.
Le plan de ce chapitre comprend quatre parties. La première concerne la modificationdes conditions aux limites. Les algorithmes de détection des nouveaux noeuds en contact, dechangement de segment d'outil et de décollement des noeuds sont détaillés. La seconde et latroisième partie exposent respectivement le calcul des déplacements normaux, et desdéplacements tangentiels. Finalement, les résultats obtenus sur un test de l'anneau et unecompression simple sont comparés pour la méthode explicite et la méthode implicite.
I- MODIFICATION DES CONDITIONS AUX LIMITES
La recherche des noeuds candidats au contact, ainsi que la détection des changementsde segments d'outils s'effectue juste après la résolution de l'équation d'équilibre pour chacundes degrés de liberté du maillage. Pour la méthode explicite des différences finies centrées larecherche des nouvelles conditions aux limites est incrémentale alors que pour la méthodeimplicite de Newmark elle est itérative.
I.1. Nouveaux noeuds en contact
Si pour un champ de déplacements solution de l'équation d'équilibre, un noeud ducontour du lopin, à l'instant t+∆t, est dans les environs très proches d'un segment d'outil(Figure 4.1) ou a tendance à pénétrer dans l'outil (Figure 4.2), il sera considéré commecandidat au contact. Toutes les caractéristiques propres au segment d'outil, c'est à dire lenuméro du segment, les cosinus directeurs et les conditions de frottement, seront affectées à cenoeud. Si le noeud a pénétré dans l'outil, il faudra également corriger sa position en leprojetant sur le segment d'outil (Figure 4.2).
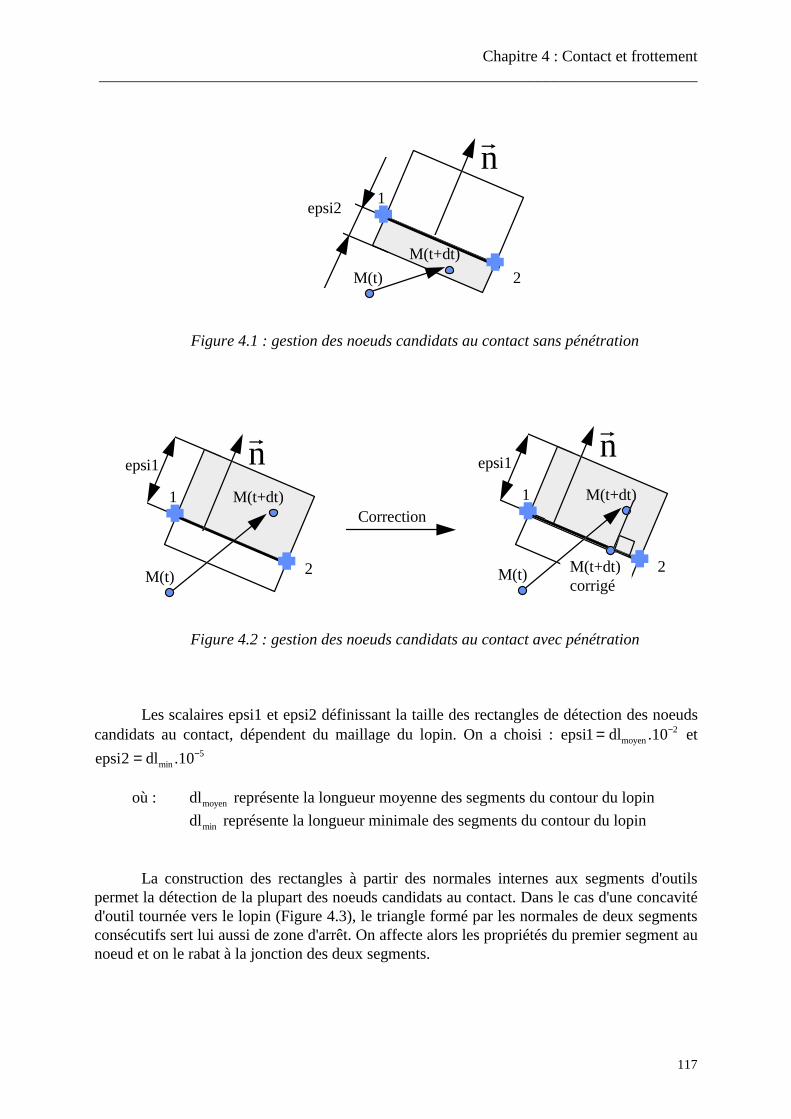
Chapitre 4 : Contact et frottement___________________________________________________________________________
117
1
2M(t)
M(t+dt)
epsi2
&n
Figure 4.1 : gestion des noeuds candidats au contact sans pénétration
M(t+dt)corrigé
1
2M(t)
epsi1
M(t+dt) 1
2M(t)
epsi1
M(t+dt)Correction
&n
&n
Figure 4.2 : gestion des noeuds candidats au contact avec pénétration
Les scalaires epsi1 et epsi2 définissant la taille des rectangles de détection des noeudscandidats au contact, dépendent du maillage du lopin. On a choisi : epsi dlmoyen1 10 2= −. et
epsi dl2 10 5= −min.
où : dlmoyen représente la longueur moyenne des segments du contour du lopin
dlmin représente la longueur minimale des segments du contour du lopin
La construction des rectangles à partir des normales internes aux segments d'outilspermet la détection de la plupart des noeuds candidats au contact. Dans le cas d'une concavitéd'outil tournée vers le lopin (Figure 4.3), le triangle formé par les normales de deux segmentsconsécutifs sert lui aussi de zone d'arrêt. On affecte alors les propriétés du premier segment aunoeud et on le rabat à la jonction des deux segments.
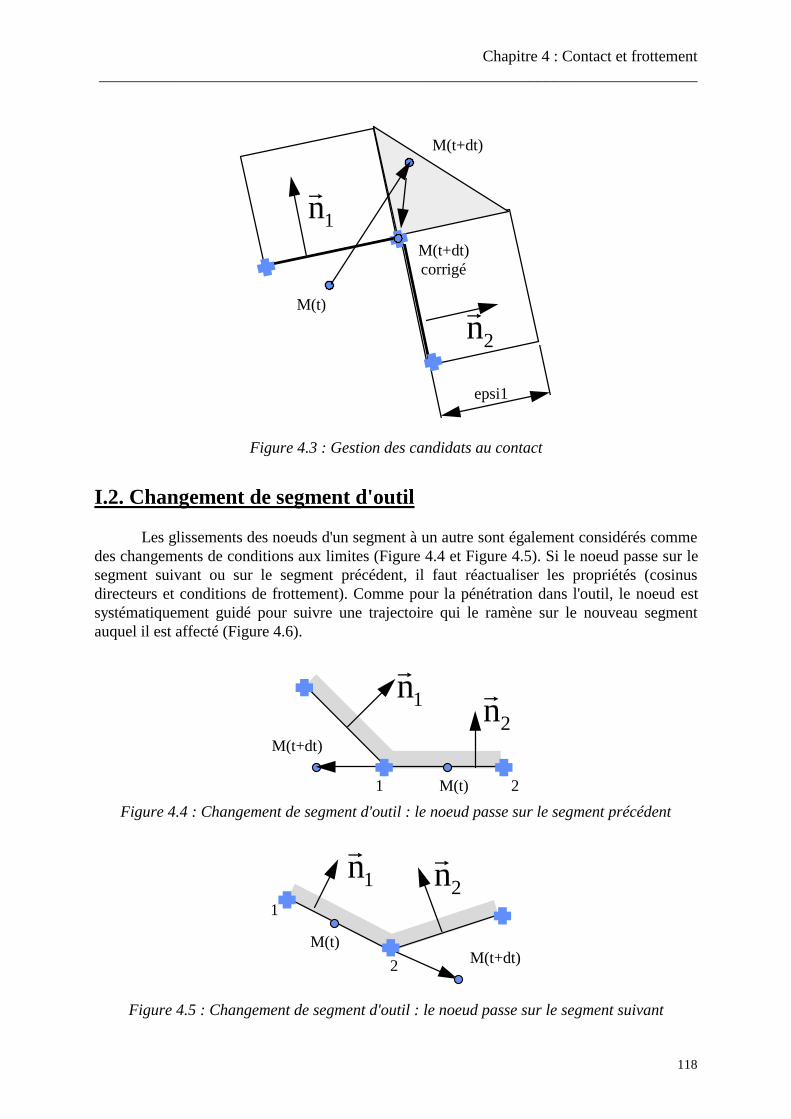
Chapitre 4 : Contact et frottement___________________________________________________________________________
118
M(t)
M(t+dt)
M(t+dt)corrigé
epsi1
&n1
&n2
Figure 4.3 : Gestion des candidats au contact
I.2. Changement de segment d'outil
Les glissements des noeuds d'un segment à un autre sont également considérés commedes changements de conditions aux limites (Figure 4.4 et Figure 4.5). Si le noeud passe sur lesegment suivant ou sur le segment précédent, il faut réactualiser les propriétés (cosinusdirecteurs et conditions de frottement). Comme pour la pénétration dans l'outil, le noeud estsystématiquement guidé pour suivre une trajectoire qui le ramène sur le nouveau segmentauquel il est affecté (Figure 4.6).
1 2
M(t+dt)
M(t)
&n1 &
n2
Figure 4.4 : Changement de segment d'outil : le noeud passe sur le segment précédent
M(t+dt)M(t)
1
2
&n2
&n1
Figure 4.5 : Changement de segment d'outil : le noeud passe sur le segment suivant

Chapitre 4 : Contact et frottement___________________________________________________________________________
119
M(t)1M(t+dt)2
M(t+dt)corrigé
&n1
Figure 4.6 : Changement de segment d'outil : correction
Les points qui auraient tendance à quitter le nouveau segment d'outil sont traitésexactement comme les noeuds qui y pénètrent. Ce choix, assez drastique pour les noeudsayant tendance à retrouver leur liberté, semble le seul efficace. Dans un premier temps, lesconditions aux limites imposées à ces noeuds étaient supprimées mais cette méthode, bien queplus réaliste, entrainait des problèmes numériques, le point oscillant sans cesse entrel'ancienne et la nouvelle position.
I.3. Décollement
En fin d'incrément, les noeuds candidats au décollement sont détectés en réalisant unbilan des forces extérieures :
[ ] [ ] dCdMFFext ++= int [4.1]
Une fois connues, ces forces sont projetées dans le repère local pour être décomposéesen forces tangentielle et normale. C'est à partir du signe de cette dernière que l'on détecte lesdécollements.
II. GESTION DES POINTS EN CONTACT
Tous les points en contact avec les outils sont étudiés dans le système local défini parla normale et la tangente caractéristiques du segment d'outil. (Figure 4.7)
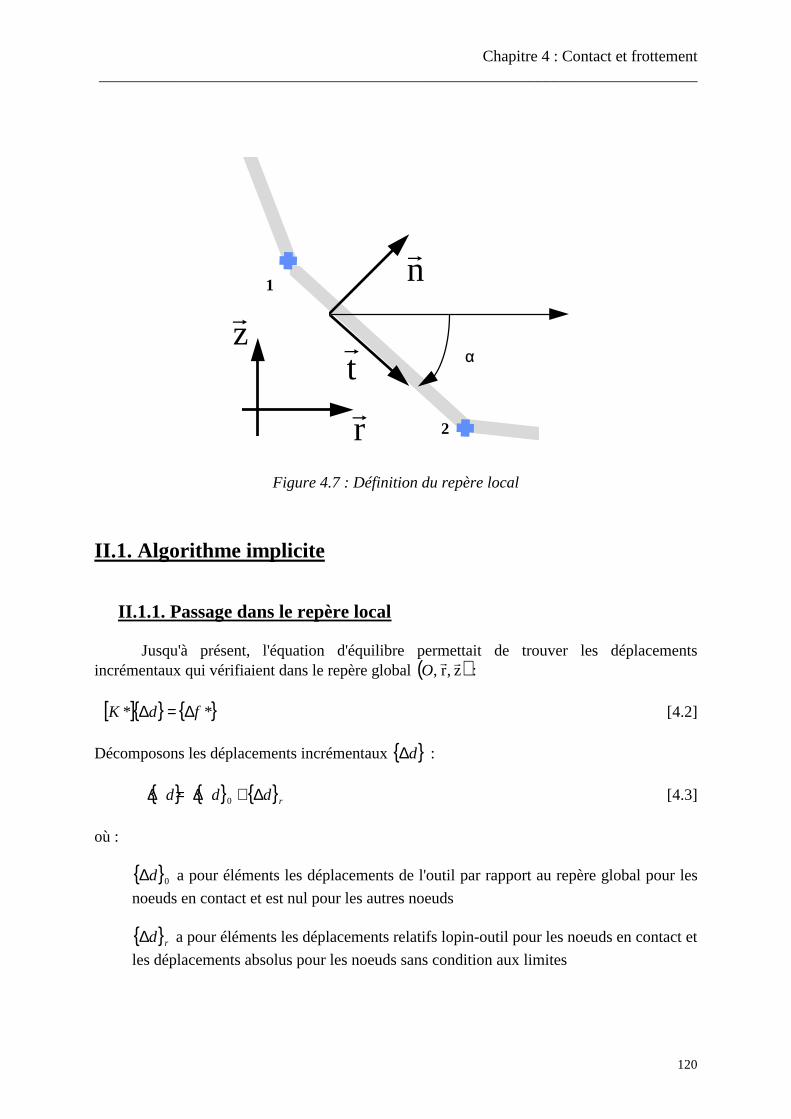
Chapitre 4 : Contact et frottement___________________________________________________________________________
120
1
2
α
&n
&t
&z
&r
Figure 4.7 : Définition du repère local
II.1. Algorithme implicite
II.1.1. Passage dans le repère local
Jusqu'à présent, l'équation d'équilibre permettait de trouver les déplacementsincrémentaux qui vérifiaient dans le repère global ( )z ,r ,
&&O :
[ ] ** fdK ∆=∆ [4.2]
Décomposons les déplacements incrémentaux d∆ :
rddd ∆+∆=∆ 0 [4.3]
où :
0d∆ a pour éléments les déplacements de l'outil par rapport au repère global pour les
noeuds en contact et est nul pour les autres noeuds
rd∆ a pour éléments les déplacements relatifs lopin-outil pour les noeuds en contact et
les déplacements absolus pour les noeuds sans condition aux limites

Chapitre 4 : Contact et frottement___________________________________________________________________________
121
La cinématique des outils étant connue à chaque instant t, on peut réarranger lesystème :
[ ] [ ] 0*** dKfdK r ∆−∆=∆ [4.4]
Avec [P] la matrice de passage du repère global au repère local, l'équation d'équilibres'écrit :
[ ][ ][ ]( ) [ ] [ ] ( ) .* *. ... 0* globalgloballocal
rT dKfPdPKP ∆−∆=∆ [4.5]
Remarque :
Si pour un système à n degrés de liberté, le noeud de degrés k et k+1 est soumis à desconditions aux limites, la matrice de passage [P] aura pour forme :
[ ] ( )
( ) ( )( )
10............0
01000......
...0cossin0......
...0sincos0......
...0001......
............010
0............01
111
1
11
=
==−==
=
=
+++
+
nn
kkkk
kkkk
P
PP
PP
P
P
αααα [4.6]
II.1.2. Nouveaux noeuds candidats au contact
Les corrections à apporter aux déplacements des points venant d'entrer en contact ou
de changer de segment sont appliquées avec une méthode de pénalisation. Soient ∆dncorrigé et
∆dtcorrigé (Figure 4.8) les déplacements normaux et tangentiels à imposer pour tenir compte
des modifications, l'équation d'équilibre devient :
∆∆
∆
=
∆∆
∆
==
...
.
.
...
...
...
...
......
... *11
*
*
*11
corrigén
corrigét
n
t
nn
tt
dPenal
dPenal
f
d
d
d
PenalK
PenalK
K
[4.7]
où Penal est un scalaire choisi égal à 1020
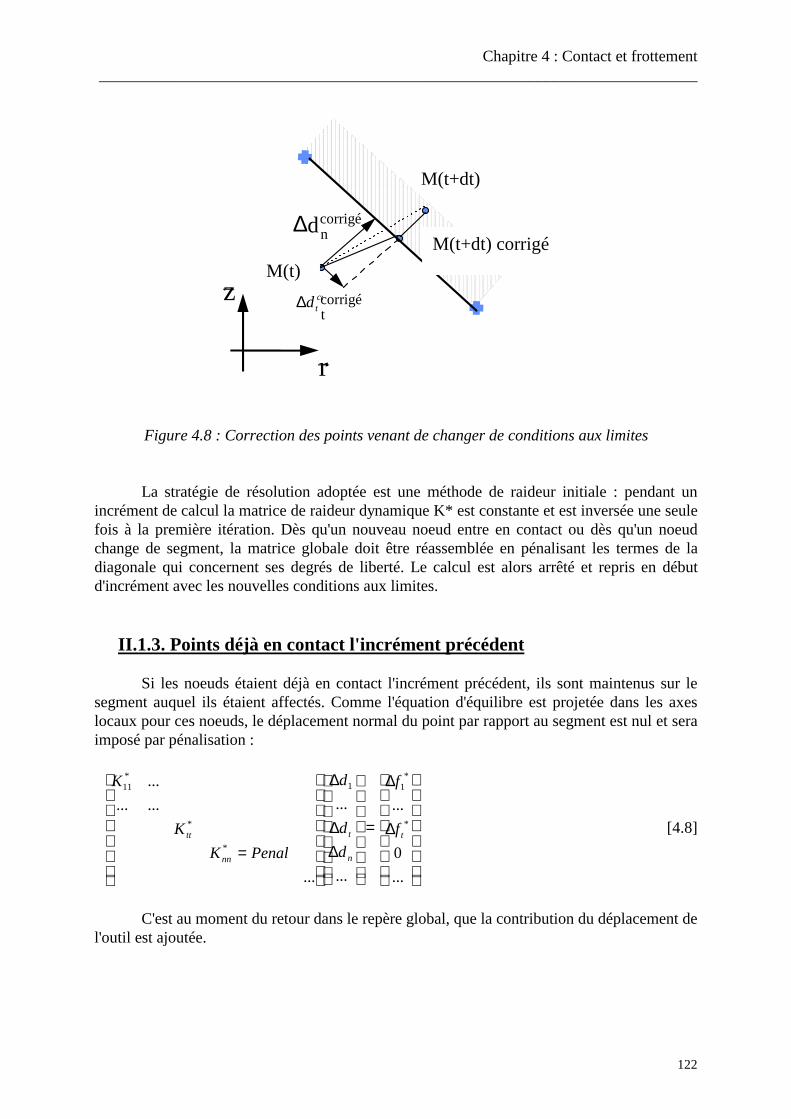
Chapitre 4 : Contact et frottement___________________________________________________________________________
122
&z
&r
cotd∆tcorrigé
∆dncorrigé
M(t+dt)
M(t+dt) corrigé
M(t)
Figure 4.8 : Correction des points venant de changer de conditions aux limites
La stratégie de résolution adoptée est une méthode de raideur initiale : pendant unincrément de calcul la matrice de raideur dynamique K* est constante et est inversée une seulefois à la première itération. Dès qu'un nouveau noeud entre en contact ou dès qu'un noeudchange de segment, la matrice globale doit être réassemblée en pénalisant les termes de ladiagonale qui concernent ses degrés de liberté. Le calcul est alors arrêté et repris en débutd'incrément avec les nouvelles conditions aux limites.
II.1.3. Points déjà en contact l'incrément précédent
Si les noeuds étaient déjà en contact l'incrément précédent, ils sont maintenus sur lesegment auquel ils étaient affectés. Comme l'équation d'équilibre est projetée dans les axeslocaux pour ces noeuds, le déplacement normal du point par rapport au segment est nul et seraimposé par pénalisation :
∆
∆
=
∆∆
∆
=...
0
...
...
...
...
......
...
*
*11
*
*
*11
t
n
t
nn
tt f
f
d
d
d
PenalK
K
K
[4.8]
C'est au moment du retour dans le repère global, que la contribution du déplacement del'outil est ajoutée.

Chapitre 4 : Contact et frottement___________________________________________________________________________
123
II.2. Algorithme explicite
Comme l'algorithme explicite présente le gros avantage de traiter tous les degrés deliberté séparément, la gestion du contact et la gestion du frottement vont pouvoir êtreconsidérablement simplifiées.
Après avoir détecté les points qui viennent d'entrer en contact ou qui viennent dechanger de segment, les déplacements incrémentaux sont imposés de telle sorte que lesnouvelles coordonnées à t+∆t correspondent à celles des noeuds M(t+dt)corrigé (voir Figures4.2 à 4.6). Les accélérations et les vitesses calculées par la méthode des différences finiescentrées sont alors modifiées pour tenir compte des déplacements corrigés. Tant que lesnoeuds restent en contact avec un segment d'outil, on leur impose un déplacement normal égalau déplacement normal de l'outil.
III. GESTION DU FROTTEMENT
Les algorithmes utilisés pour l'introduction du frottement dans les équations d'équilibresont suffisamment généraux pour laisser une grande liberté à l'utilisateur quant au choix de laloi de frottement. Si pour la plupart des modèles la contrainte tangentielle de frottementdépend de la contrainte normale , on peut également ajouter une dépendance à la contrainted'écoulement du matériau (modèle de Tresca) et à la température. L'effet de cette dernière peutêtre significatif pour les lubrifiants avec une viscosité variable tels que le verre. Les modèlesimplantés par BAILLET [BAI 94] dans la version statique du logiciel restent actifs dans laversion dynamique
III.1. Différentes lois de frottement
III.1.1. Coulomb
Le modèle de Coulomb suppose que la contrainte de frottement τ appliquée àl'interface entre le lopin et les outils est directement proportionnelle à la contrainte normaleσn et agit dans la direction inverse à la vitesse relative tangentielle V entre les deux corps :
τ µ σ σ= − <. nV
V pour n 0 [4.9]
µ est le coefficient de Coulomb et inclut tous les paramètres locaux. Si le point est enadhérence, la contrainte tangentielle τ respecte :
τ µ σ σ< − <. nV
V pour n 0 [4.10]
Chapitre 4 : Contact et frottement___________________________________________________________________________
124
III.1.2. Tresca
Dans le modèle de Tresca la contrainte de frottement est proportionnelle à la contrainted'écoulement σy :
τσ
= −mV
Vy.3
[4.11]
Comme le coefficient de Coulomb µ, le coefficient de Tresca m inclut tous lesparamètres locaux.
III.1.3. Coulomb-Orowan
Pour prendre en compte la limite physique de la contrainte de cisaillement del'interface entre le lopin et les outils, le modèle de Coulomb-Orowan reprend le modèle deCoulomb présenté ci-dessus et borne la contrainte tangentielle :
−=
V
Vm
V
VMin y
n .3
. ,..σ
σµτ [4.12]
III.1.4. Modèle de la vague plastique
Les modèles présentés ci-dessus n'incluent ni la variation de la surface réelle decontact quand la pression augmente, ni la rugosité des pièces en contact. Suite à ses travaux derecherche, BAILLET [BAI 94] a proposé un modèle microscopique "le modèle de la vagueplastique" plus complexe, qui tient compte de ces phénomènes. Les équations du modèle sontintégrées par la méthode de la borne supérieure à par la théorie des lignes de glissement. Lemodèle de la vague plastique est étendu à un modèle de lubrification mixte qui tient comptede la contribution hydrostatique du fluide emprisonné entre la vague plastique du lopin etl'aspérité de l'outil.
III.2. Introduction du frottement dans l'algorithme implicite
III.2.1 Modification de la matrice de raideur et du second membre
Pour les noeuds auxquels on veut imposer des conditions de frottement, le secondmembre dans le système discrétisé établi au chapitre 1 s'écrit:
dsNd
dF
s r
rfrott
frott ...∫ ∆∆∆−=∆ τ [4.13]

Chapitre 4 : Contact et frottement___________________________________________________________________________
125
où :
∆dr est le déplacement tangentiel relatif outil-lopin du noeud soumis à des conditionsde frottement∆τfrott est la variation de la contrainte tangentielle de frottement calculée à partir deslois de frottement N
sont les fonctions d'interpolation
Comme le déplacement du lopin peut être décomposé à partir de la somme dudéplacement relatif outil-lopin et du déplacement de l'outil :
∆ ∆ ∆d d dr = − 0 [4.14]
On peut aussi écrire :
dsNd
ddsN
d
dF
s rfrott
s rfrott
frott ...... 0∫∫ ∆∆
∆+∆∆∆−=∆ ττ [4.15]
Le champ de déplacement ∆d qui intervient dans l'équation est discrétisé avec lesfonctions d'interpolation N .
[ ] frottfrottfrott fdKF 0. ∆+∆=∆ [4.16]
avec K frott la raideur de frottement exprimée par :
[ ] dsNNd
K T
s rfrott
frott ...1
.∫ ∆∆−= τ [4.17]
et dsNd
df
s rfrott
frott ... 00 ∫ ∆
∆∆=∆ τ [4.18]
Le premier terme de l'équation du second membre [4.16] est introduit au premiermembre de l'équation d'équilibre et la contribution de la raideur de frottement est ajoutée à lamatrice de raideur globale.
La nouvelle matrice à inverser prend alors la forme :
K K Kt
Mt
Cfrott* = − + +12∆ ∆β
γβ
[4.19]
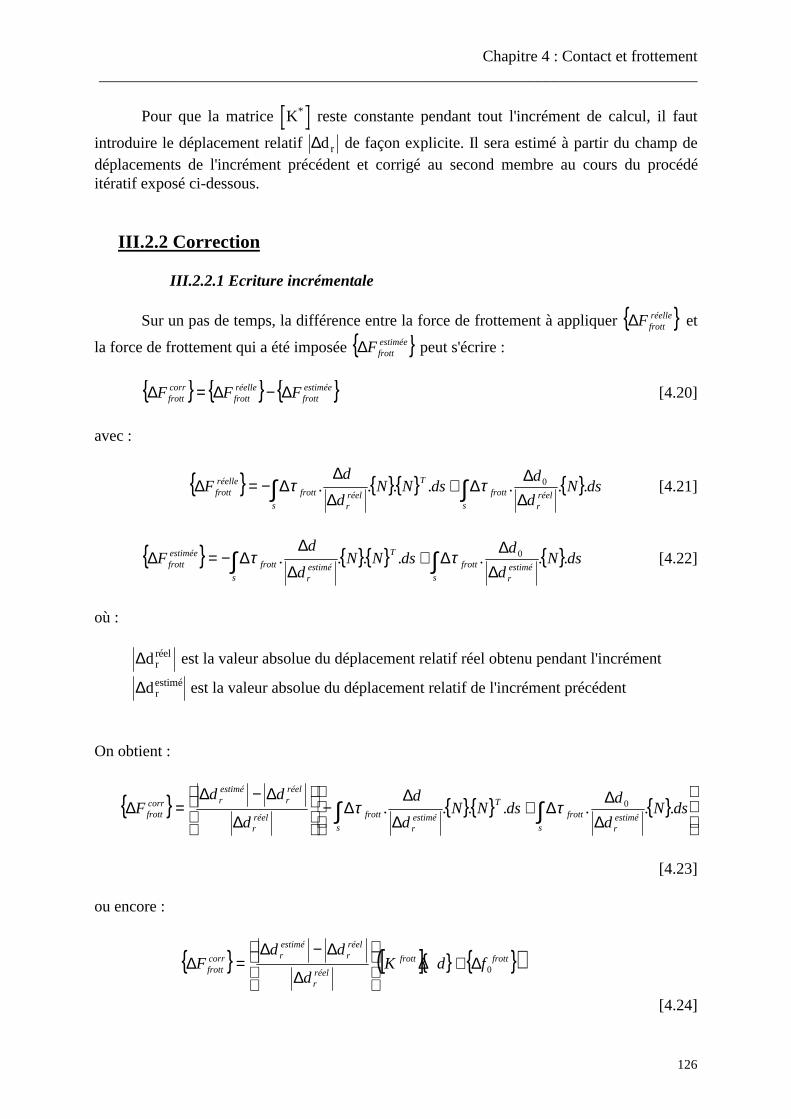
Chapitre 4 : Contact et frottement___________________________________________________________________________
126
Pour que la matrice K* reste constante pendant tout l'incrément de calcul, il faut
introduire le déplacement relatif ∆dr de façon explicite. Il sera estimé à partir du champ dedéplacements de l'incrément précédent et corrigé au second membre au cours du procédéitératif exposé ci-dessous.
III.2.2 Correction
III.2.2.1 Ecriture incrémentale
Sur un pas de temps, la différence entre la force de frottement à appliquer réellefrottF∆ et
la force de frottement qui a été imposée estiméefrottF∆ peut s'écrire :
estiméefrott
réellefrott
corrfrott FFF ∆−∆=∆ [4.20]
avec :
dsNd
ddsNN
d
dF
sréelr
frottT
sréelr
frottréellefrott ....... 0∫∫ ∆
∆∆+
∆
∆∆−=∆ ττ [4.21]
dsNd
ddsNN
d
dF
sestimér
frottT
sestimér
frottestiméefrott ....... 0∫∫ ∆
∆∆+
∆
∆∆−=∆ ττ [4.22]
où :
∆drréel est la valeur absolue du déplacement relatif réel obtenu pendant l'incrément
∆drestimé est la valeur absolue du déplacement relatif de l'incrément précédent
On obtient :
∆∆
∆+∆
∆∆−
∆
∆−∆=∆ ∫∫ dsN
d
ddsNN
d
d
d
ddF
sestimér
frottT
sestimér
frottréelr
réelr
estimércorr
frott ....... 0ττ
[4.23]
ou encore :
[ ] ( )frottfrott
réelr
réelr
estimércorr
frott fdKd
ddF 0∆+∆
∆
∆−∆=∆
[4.24]

Chapitre 4 : Contact et frottement___________________________________________________________________________
127
La nouvelle équation d'équilibre s'écrit alors :
[ ] corrfrott
frott FfdK ∆+∆=∆ 0* [4.25]
III.2.2.2 Procédé itératif
Si on décompose le déplacement incrémental d∆ et la force incrémentale corrfrottF∆
en respectivement une somme de déplacements itératifs et une somme de forces itératives :
=∆ ∑
=
n
iidd
1
δ [4.26]
( )
=∆ ∑
=
n
i
corrfrott
corrfrott iFF
1
δ [4.27]
on obtient :
[ ] ( )
+∆=
∑∑
==
n
i
corrfrott
frottn
ii iFfdK
10
1
* δδ [4.28]
La force de frottement relative frottf0∆ est introduite entièrement à la première
itération. La correction ne peut pas être estimée à l'itération 1, mais est ajoutée au cours desitérations suivantes.
A la première itération de chaque incrément, on a uniquement :
[ ] frottfdK 01* ∆=δ [4.29]
L'expression de l'équation d'équilibre aux itérations (k-1) et (k) permet d'isoler lacontribution d'une itération.
A l'itération (k-1) :
[ ] ( )
+∆=
∑∑
−
=
−
=
1
10
1
1
*k
i
corrfrott
frottk
ii iFfdK δδ [4.30]
A l'itération (k) :
[ ] ( )
+∆=
∑∑
==
k
i
corrfrott
frottk
ii iFfdK
10
1
* δδ [4.31]

Chapitre 4 : Contact et frottement___________________________________________________________________________
128
d'où le processus itératif pour i>1 :
[ ] ( )
( )[ ] ( )
( )
( )[ ] ( )frott
ifrott
réelir
réelir
estimér
frotti
frott
réelir
réelir
estimér
i
fdKd
dd
fdKd
dddK
02
2
2
01
1
1*
∆−∆
∆
∆−∆−
∆−∆
∆
∆−∆=
−−
−
−−
−δ
[4.32]
III.2.3 Gestion de l'adhérence
Si à l'instant t le déplacement relatif du lopin par rapport à l'outil ∆dr est nul l'équation
[4.13] est indéterminée. Pour y remédier, on introduit la variable notée Elslip tel que :
si d Elslip alors d Elslipr r ∆ ∆≤ = [4.33]
Le coefficient Elslip doit être faible pour ne pas systématiquement sous estimer laraideur et la force de frottement, mais de trop petites valeurs peuvent entraîner des problèmesde convergence. En pratique on choisira le coefficient à partir du déplacement incrémental del'outil :
10 106 3− −≤ ≤. .∆ ∆d Elslip doutil outil [4.34]
La gestion de l'adhérence à partir d'un algorithme implicite reste toutefois délicate,surtout pour une loi de type Tresca. Si le matériau a un comportement élastique parfaitementplastique, la force de frottement sera imposée en totalité pendant un incrément. Si pendant cemême incrément, le déplacement relatif est borné à la valeur Elslip, les contraintestangentielles issues des conditions de frottement risquent d'être sous-estimées. Aussi, pouravoir une assez bonne maîtrise du frottement au cours de la simulation, la variation decontrainte ∆τ est calculée comme suit :
∆τ τ σ= −frott t [4.35]
où :τfrott est la contrainte tangentielle de frottement estimée à partir des lois de frottementσt est la contrainte tangentielle obtenue à la fin de l'incrément précédent à partird'une extrapolation du tenseur des contraintes aux noeuds par une méthode de Odenet Brauchli [ODE 71].
III.3. Introduction du frottement dans l'algorithme explicite

Chapitre 4 : Contact et frottement___________________________________________________________________________
129
La gestion du frottement est traitée indépendamment pour chaque noeud en contact.Elle intervient dans l'équation d'équilibre sous la forme d'une force extérieure qui est calculéeen deux temps, en début d'incrément.
Dans la première étape (Figure 4.9), on suppose que tous les points sont en adhérence,ainsi, leur déplacement incrémental tangentiel est nul et leur déplacement incrémental normalégal à celui de l'outil. Connaissant les déplacements, on réactualise les vitesses et lesaccélérations. L'équation d'équilibre permet d'estimer les forces extérieures compatibles avecce champ de déplacements.
La seconde phase (Figure 4.10) vérifie si l'hypothèse d'adhérence est correcte pourchacun des noeuds. Les forces de frottement à appliquer sont calculées, en tenant compte desnon-linéarités éventuelles, et comparées aux forces extérieures tangentielles calculées pendantla première étape pour un glissement nul. Si la force extérieure tangentielle, obtenue avecl'hypothèse d'adhérence, est supérieure à la force de frottement, c'est que le noeud glisse. Ilfaut alors la borner à la force de frottement. Si la force extérieure tangentielle, obtenue avecl'hypothèse d'adhérence, est inférieure à la force de frottement, c'est que le noeud ne bougepas.
Estimation des déplacements normaux et tangentiels incrémentaux
Cumul des déplacements normaux et tangentiels
Calcul des forces extérieures à partir de l'équation d'équilibre
Réactualisation des vitesses et des accélérations
0=∆
∆=∆
T
outilNN
u
Vtu
t
Ttt
T
tNN
ttN
uu
uuu
=
+∆=∆+
∆+
)2(1
),2(1
)(2
1),(
2
1
2
..
2
..
..
ttT
tT
ttT
tT
ttN
tN
ttN
tN
ttT
ttT
tN
ttN
ttN
tN
dddt
ddddt
d
ddt
dddt
d
∆+∆+∆+∆+
∆−∆+∆−∆+
+−∆
=+−
∆=
−∆
=−
∆=
tT
tT
tT
textT
tN
tN
tN
textN
dCdMFF
dCdMFF
+
+=
+
+=
...)int()(
...)int()(
][][
][][
Figure 4.9 : Gestion du frottement - prédiction
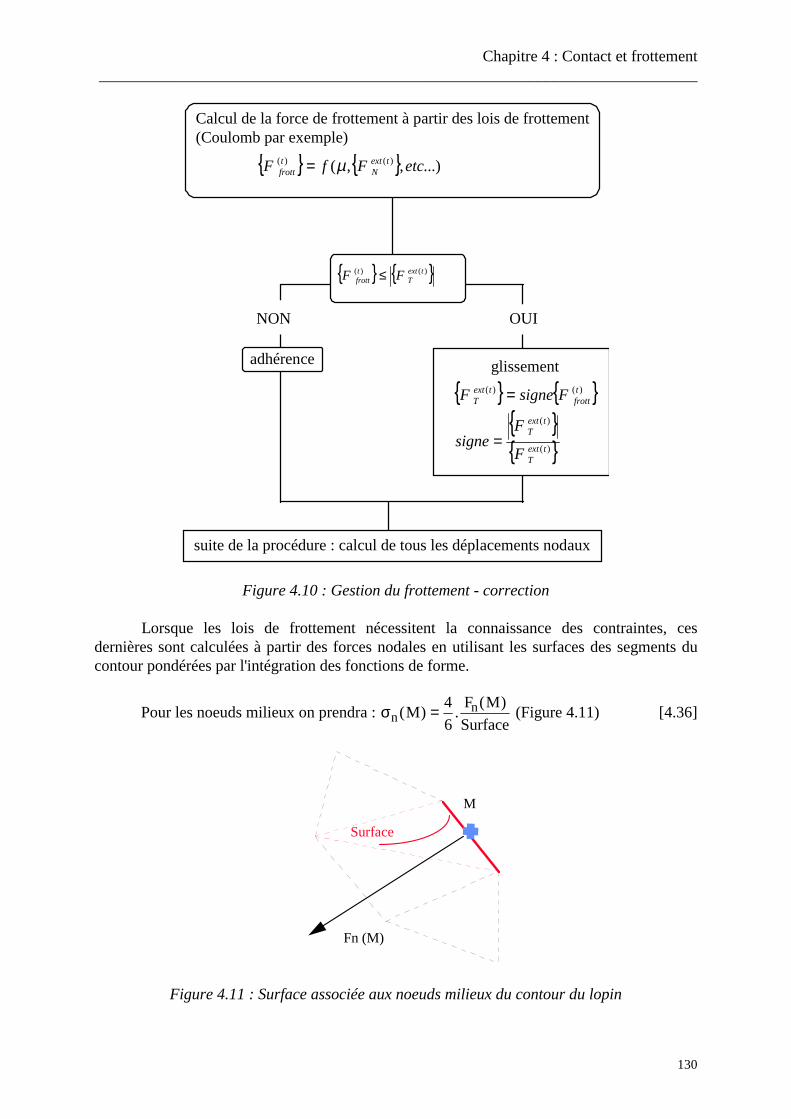
Chapitre 4 : Contact et frottement___________________________________________________________________________
130
Calcul de la force de frottement à partir des lois de frottement(Coulomb par exemple)
glissement
suite de la procédure : calcul de tous les déplacements nodaux
NON OUI
adhérence
...),,( )()( etcFfF textN
tfrott µ=
)()( textT
tfrott FF ≤
)(
)(
)()(
textT
textT
tfrott
textT
F
Fsigne
FsigneF
=
=
Figure 4.10 : Gestion du frottement - correction
Lorsque les lois de frottement nécessitent la connaissance des contraintes, cesdernières sont calculées à partir des forces nodales en utilisant les surfaces des segments ducontour pondérées par l'intégration des fonctions de forme.
Pour les noeuds milieux on prendra : σnnM
F M
Surface( ) .
( )= 4
6 (Figure 4.11) [4.36]
M
Surface
Fn (M)
Figure 4.11 : Surface associée aux noeuds milieux du contour du lopin
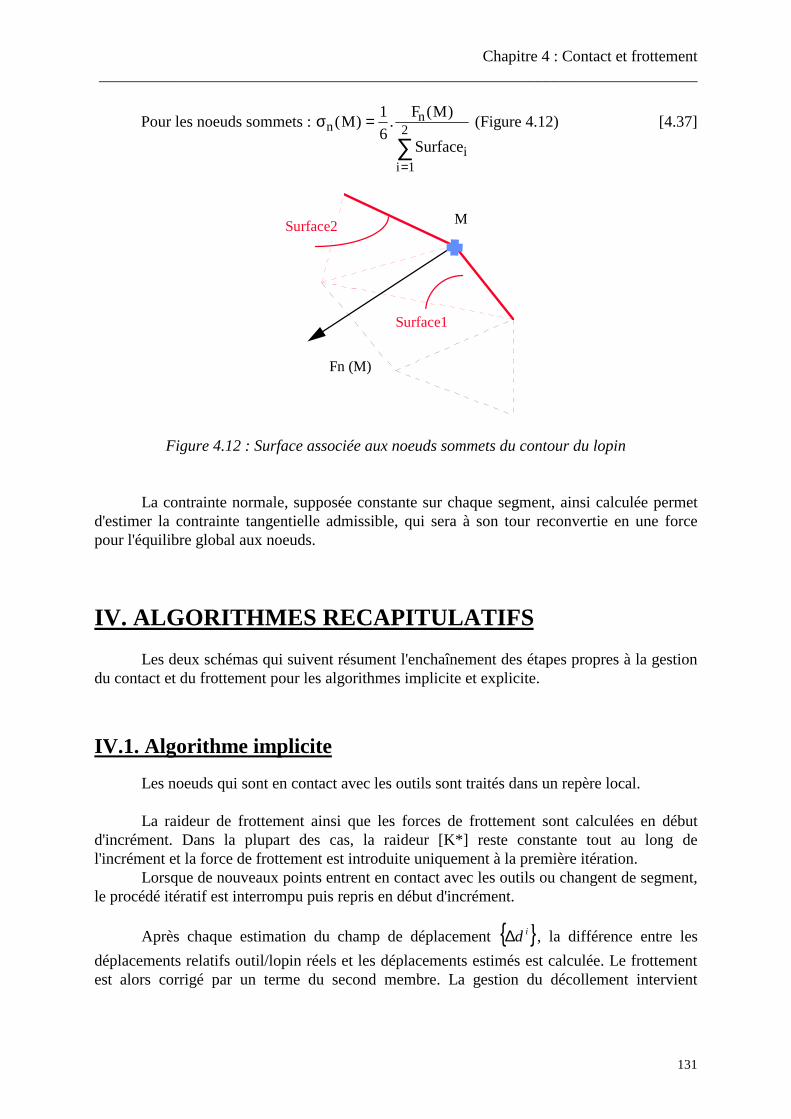
Chapitre 4 : Contact et frottement___________________________________________________________________________
131
Pour les noeuds sommets : σnn
ii
MF M
Surface
( ) .( )=
=∑
1
6
1
2
(Figure 4.12) [4.37]
M
Surface1
Fn (M)
Surface2
Figure 4.12 : Surface associée aux noeuds sommets du contour du lopin
La contrainte normale, supposée constante sur chaque segment, ainsi calculée permetd'estimer la contrainte tangentielle admissible, qui sera à son tour reconvertie en une forcepour l'équilibre global aux noeuds.
IV. ALGORITHMES RECAPITULATIFS
Les deux schémas qui suivent résument l'enchaînement des étapes propres à la gestiondu contact et du frottement pour les algorithmes implicite et explicite.
IV.1. Algorithme implicite
Les noeuds qui sont en contact avec les outils sont traités dans un repère local.
La raideur de frottement ainsi que les forces de frottement sont calculées en débutd'incrément. Dans la plupart des cas, la raideur [K*] reste constante tout au long del'incrément et la force de frottement est introduite uniquement à la première itération.
Lorsque de nouveaux points entrent en contact avec les outils ou changent de segment,le procédé itératif est interrompu puis repris en début d'incrément.
Après chaque estimation du champ de déplacement id∆ , la différence entre les
déplacements relatifs outil/lopin réels et les déplacements estimés est calculée. Le frottementest alors corrigé par un terme du second membre. La gestion du décollement intervient
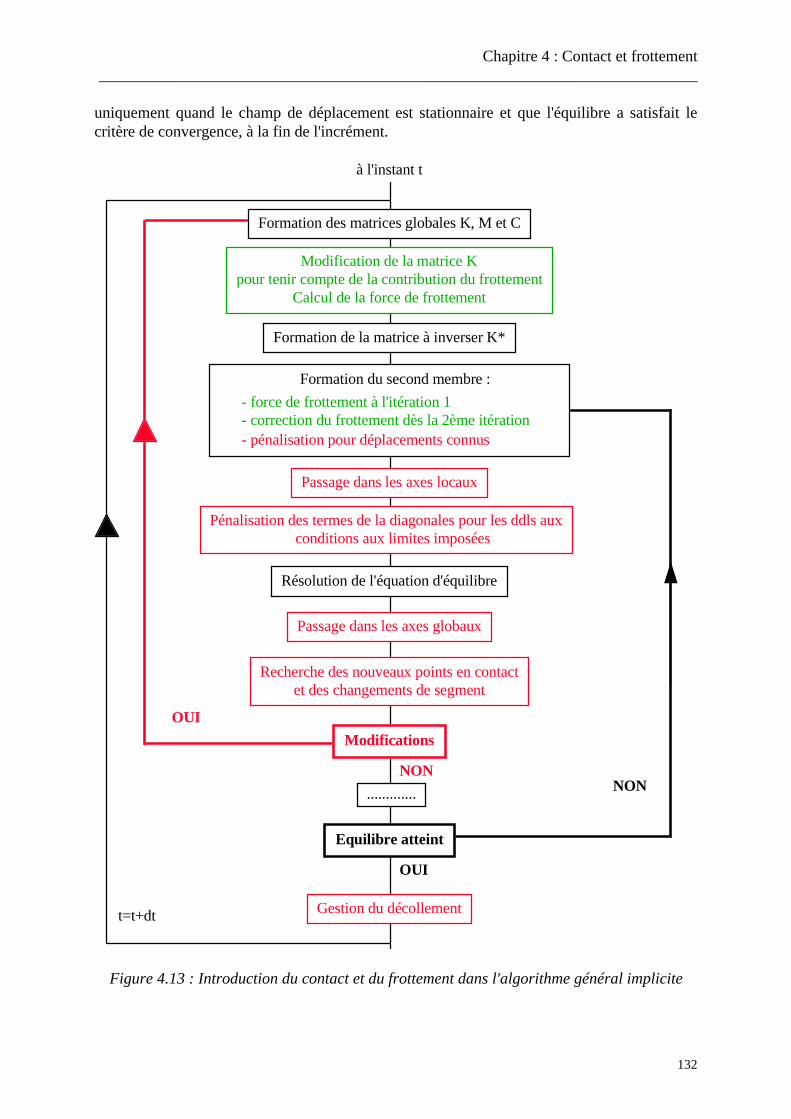
Chapitre 4 : Contact et frottement___________________________________________________________________________
132
uniquement quand le champ de déplacement est stationnaire et que l'équilibre a satisfait lecritère de convergence, à la fin de l'incrément.
à l'instant t
Formation des matrices globales K, M et C
Formation de la matrice à inverser K*
Formation du second membre :
- force de frottement à l'itération 1- correction du frottement dès la 2ème itération- pénalisation pour déplacements connus
Passage dans les axes locaux
Résolution de l'équation d'équilibre
Passage dans les axes globaux
Recherche des nouveaux points en contactet des changements de segment
Modifications
Gestion du décollement
OUI
NON
OUI
NON.............
t=t+dt
Modification de la matrice Kpour tenir compte de la contribution du frottement
Calcul de la force de frottement
Pénalisation des termes de la diagonales pour les ddls auxconditions aux limites imposées
Equilibre atteint
Figure 4.13 : Introduction du contact et du frottement dans l'algorithme général implicite
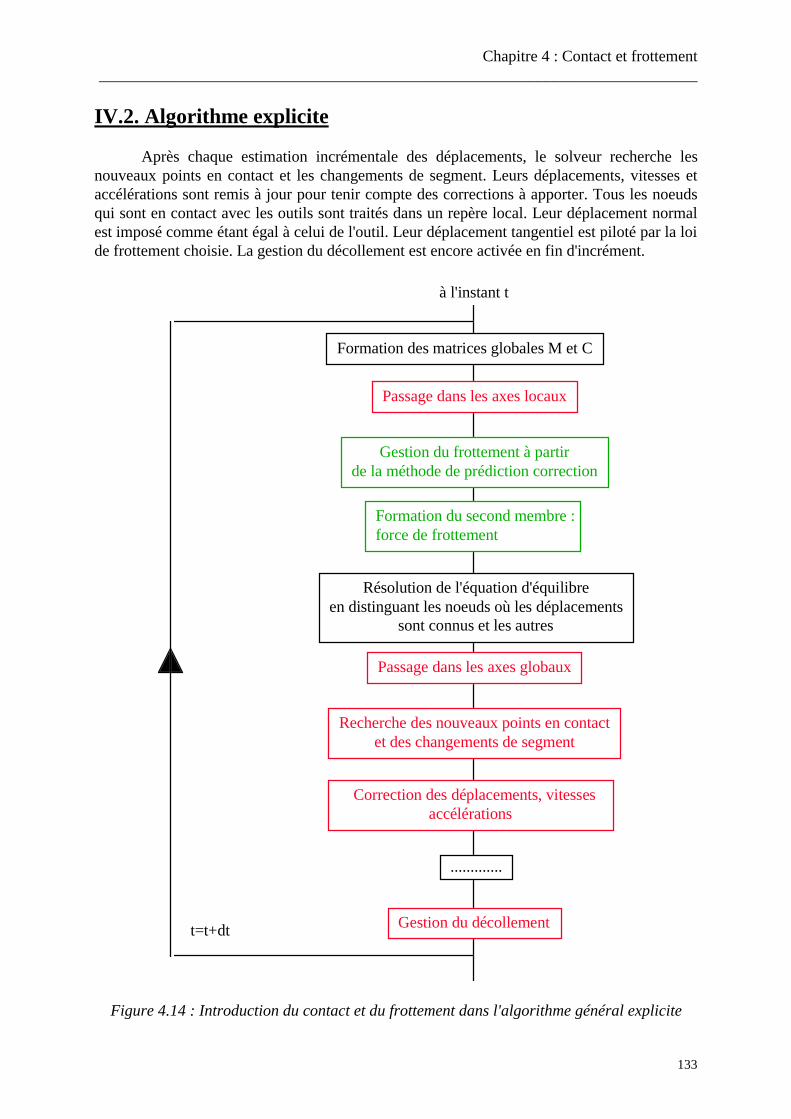
Chapitre 4 : Contact et frottement___________________________________________________________________________
133
IV.2. Algorithme explicite
Après chaque estimation incrémentale des déplacements, le solveur recherche lesnouveaux points en contact et les changements de segment. Leurs déplacements, vitesses etaccélérations sont remis à jour pour tenir compte des corrections à apporter. Tous les noeudsqui sont en contact avec les outils sont traités dans un repère local. Leur déplacement normalest imposé comme étant égal à celui de l'outil. Leur déplacement tangentiel est piloté par la loide frottement choisie. La gestion du décollement est encore activée en fin d'incrément.
à l'instant t
Formation des matrices globales M et C
Passage dans les axes locaux
Résolution de l'équation d'équilibreen distinguant les noeuds où les déplacements
sont connus et les autres
Passage dans les axes globaux
Recherche des nouveaux points en contactet des changements de segment
Gestion du décollement
.............
t=t+dt
Gestion du frottement à partirde la méthode de prédiction correction
Formation du second membre :force de frottement
Correction des déplacements, vitessesaccélérations
Figure 4.14 : Introduction du contact et du frottement dans l'algorithme général explicite
Chapitre 4 : Contact et frottement___________________________________________________________________________
134
V. EXEMPLES
V.1. Test de l'anneau
Le test de l'anneau est un des tests les plus utilisés pour identifier le coefficient defrottement du modèle de Tresca. Il consiste à corréler le coefficient de frottementexpérimental à partir d'un abaque obtenu par simulation numérique de l'essai.
Pour un frottement nul l'anneau est soumis à un état de compression simple, et lesdéformations sont uniformes dans le lopin. Dès que le coefficient de frottement augmente, unbombé apparait sur les génératrices.
La géométrie de l'anneau est standardisée en imposant les rapports entre le diamètre
interne φint, le diamètre externe φext et la hauteur H : φφ
φext ext
Hint
= =2 3 et . Cependant, les
résultats restent sensibles aux effets de taille.
Les dimensions retenues pour cette exemple sont : φext=90 mm, φint=45 mm et H=30 mm.
L'anneau est en aluminium et la loi utilisée est élasto-plastique avec un écrouissage linéaire :
σ ε
ν
ρ
y MPa
E MPa
kg m
( ) .
.
/
= +
==
=
100 2 5
0 3
70 000
2 700 3
où ε est la déformation plastique équivalente
La vitesse de l'outil a progressivement été amenée à 1 m/s.
La Figure 4.15 représente, pour une course d'outil donnée, l’évolution desdéplacements radiaux pour différentes valeurs du coefficient de Tresca. Pour la simulationexplicite comme pour la simulation implicite, les déplacements radiaux diminuent quand lecoefficient de Tresca augmente et le bombé est de plus en plus marqué. Les déplacementsobtenus avec la méthode explicite sont systématiquement plus faibles que ceux obtenus avecla méthode implicite.
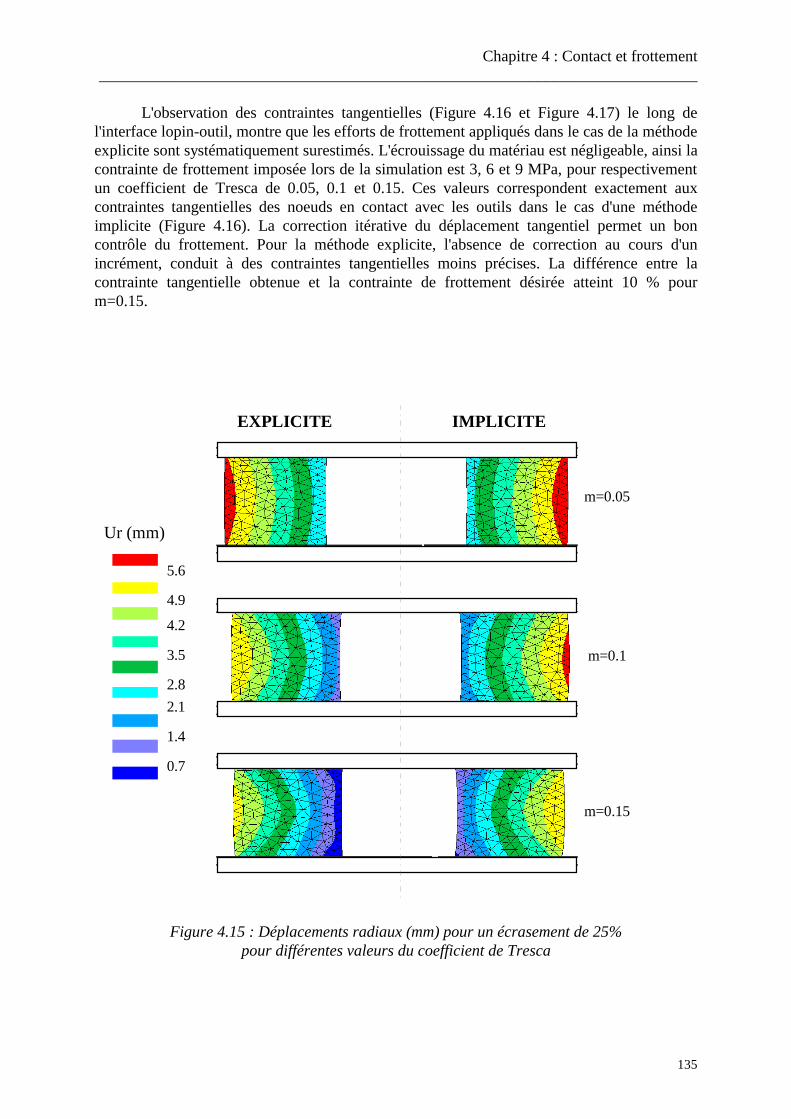
Chapitre 4 : Contact et frottement___________________________________________________________________________
135
L'observation des contraintes tangentielles (Figure 4.16 et Figure 4.17) le long del'interface lopin-outil, montre que les efforts de frottement appliqués dans le cas de la méthodeexplicite sont systématiquement surestimés. L'écrouissage du matériau est négligeable, ainsi lacontrainte de frottement imposée lors de la simulation est 3, 6 et 9 MPa, pour respectivementun coefficient de Tresca de 0.05, 0.1 et 0.15. Ces valeurs correspondent exactement auxcontraintes tangentielles des noeuds en contact avec les outils dans le cas d'une méthodeimplicite (Figure 4.16). La correction itérative du déplacement tangentiel permet un boncontrôle du frottement. Pour la méthode explicite, l'absence de correction au cours d'unincrément, conduit à des contraintes tangentielles moins précises. La différence entre lacontrainte tangentielle obtenue et la contrainte de frottement désirée atteint 10 % pourm=0.15.
EXPLICITE IMPLICITE
4.9
4.2
3.5
2.8
2.1
1.4
0.7
5.6
Ur (mm)
m=0.05
m=0.15
m=0.1
Figure 4.15 : Déplacements radiaux (mm) pour un écrasement de 25%pour différentes valeurs du coefficient de Tresca
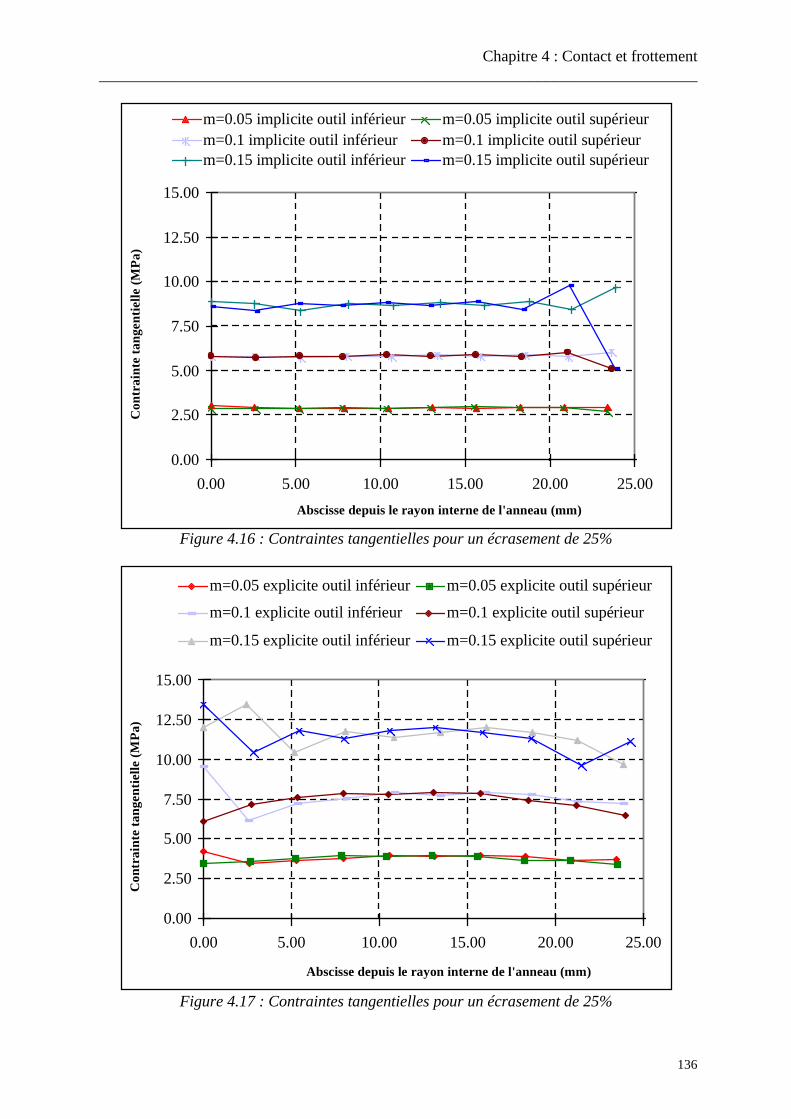
Chapitre 4 : Contact et frottement___________________________________________________________________________
136
0.00
2.50
5.00
7.50
10.00
12.50
15.00
0.00 5.00 10.00 15.00 20.00 25.00
Abscisse depuis le rayon interne de l'anneau (mm)
Con
trai
nte
tang
entie
lle (
MP
a)m=0.05 implicite outil inférieur m=0.05 implicite outil supérieurm=0.1 implicite outil inférieur m=0.1 implicite outil supérieurm=0.15 implicite outil inférieur m=0.15 implicite outil supérieur
Figure 4.16 : Contraintes tangentielles pour un écrasement de 25%
0.00
2.50
5.00
7.50
10.00
12.50
15.00
0.00 5.00 10.00 15.00 20.00 25.00
Abscisse depuis le rayon interne de l'anneau (mm)
Con
trai
nte
tang
entie
lle (
MP
a)
m=0.05 explicite outil inférieur m=0.05 explicite outil supérieur
m=0.1 explicite outil inférieur m=0.1 explicite outil supérieur
m=0.15 explicite outil inférieur m=0.15 explicite outil supérieur
Figure 4.17 : Contraintes tangentielles pour un écrasement de 25%
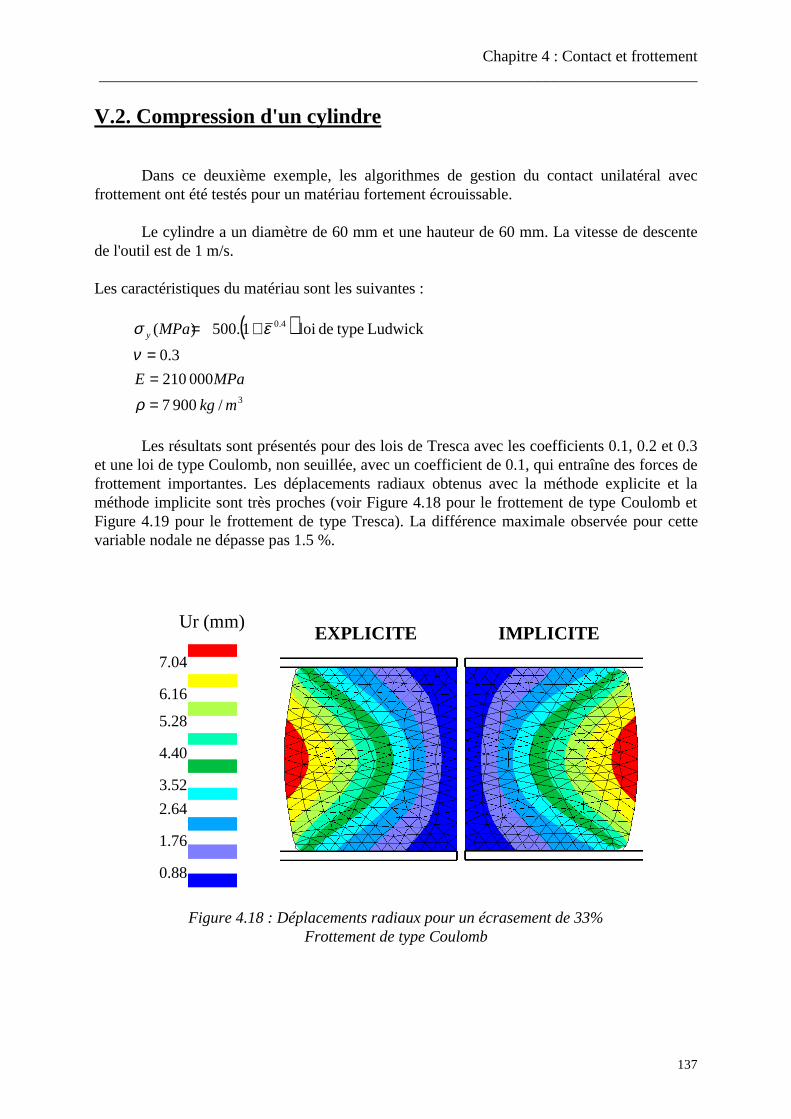
Chapitre 4 : Contact et frottement___________________________________________________________________________
137
V.2. Compression d'un cylindre
Dans ce deuxième exemple, les algorithmes de gestion du contact unilatéral avecfrottement ont été testés pour un matériau fortement écrouissable.
Le cylindre a un diamètre de 60 mm et une hauteur de 60 mm. La vitesse de descentede l'outil est de 1 m/s.
Les caractéristiques du matériau sont les suivantes :
( )
3
4.0
/ 900 7
000 210
3.0
Ludwick typede loi 1.500)(
mkg
MPaE
MPay
=
==
+=
ρ
νεσ
Les résultats sont présentés pour des lois de Tresca avec les coefficients 0.1, 0.2 et 0.3et une loi de type Coulomb, non seuillée, avec un coefficient de 0.1, qui entraîne des forces defrottement importantes. Les déplacements radiaux obtenus avec la méthode explicite et laméthode implicite sont très proches (voir Figure 4.18 pour le frottement de type Coulomb etFigure 4.19 pour le frottement de type Tresca). La différence maximale observée pour cettevariable nodale ne dépasse pas 1.5 %.
6.16
5.28
4.40
3.52
2.64
1.76
0.88
7.04
Ur (mm)EXPLICITE IMPLICITE
Figure 4.18 : Déplacements radiaux pour un écrasement de 33%Frottement de type Coulomb
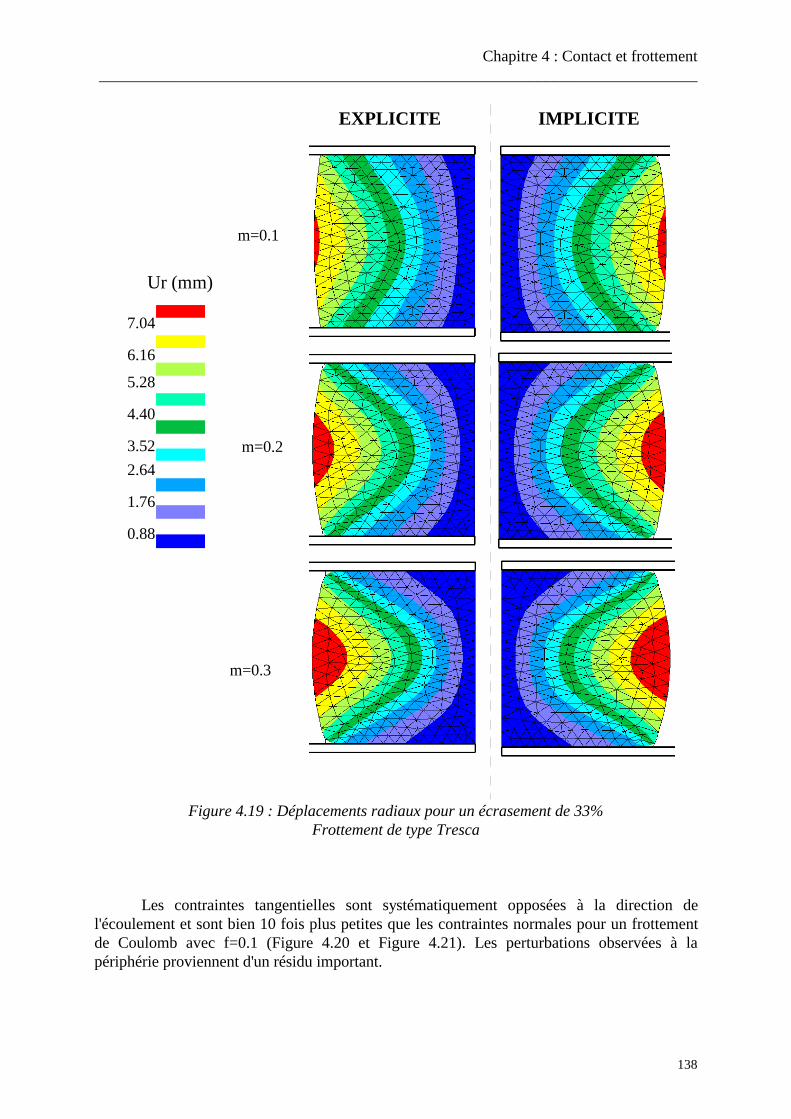
Chapitre 4 : Contact et frottement___________________________________________________________________________
138
m=0.1
m=0.3
m=0.2
EXPLICITE IMPLICITE
6.16
5.28
4.40
3.52
2.64
1.76
0.88
7.04
Ur (mm)
Figure 4.19 : Déplacements radiaux pour un écrasement de 33%Frottement de type Tresca
Les contraintes tangentielles sont systématiquement opposées à la direction del'écoulement et sont bien 10 fois plus petites que les contraintes normales pour un frottementde Coulomb avec f=0.1 (Figure 4.20 et Figure 4.21). Les perturbations observées à lapériphérie proviennent d'un résidu important.
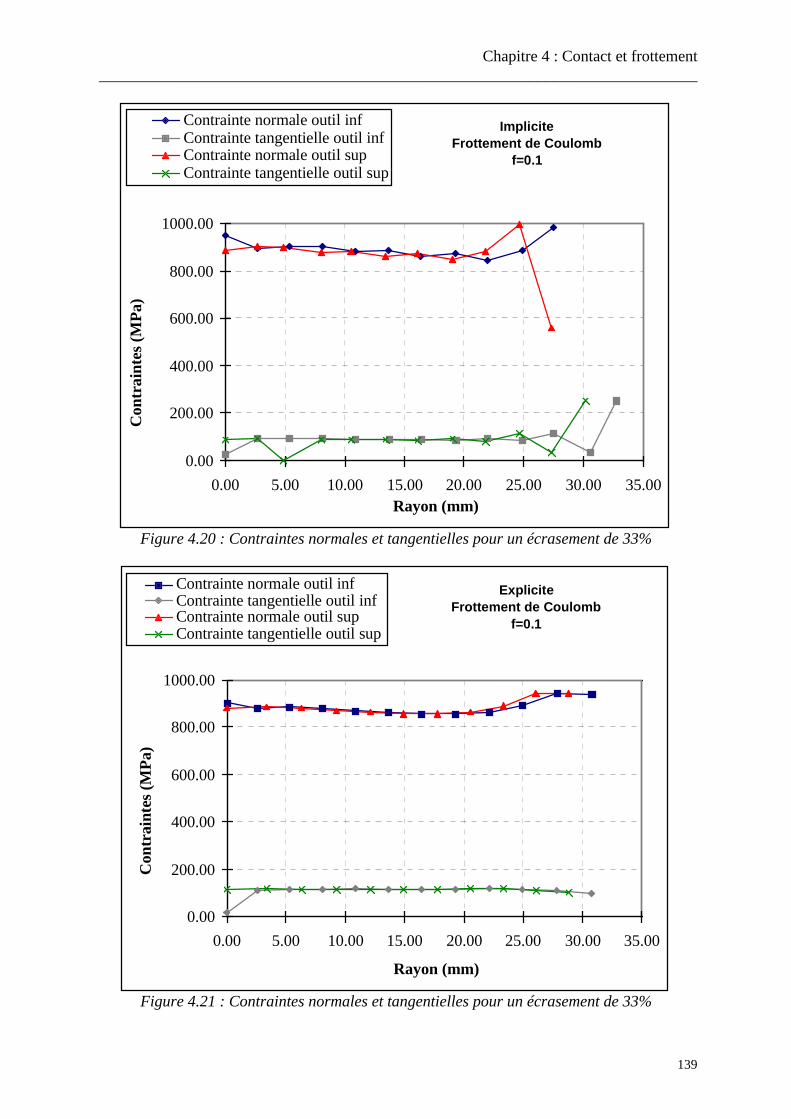
Chapitre 4 : Contact et frottement___________________________________________________________________________
139
ImpliciteFrottement de Coulomb
f=0.1
0.00
200.00
400.00
600.00
800.00
1000.00
0.00 5.00 10.00 15.00 20.00 25.00 30.00 35.00Rayon (mm)
Con
trai
ntes
(M
Pa)
Contrainte normale outil infContrainte tangentielle outil infContrainte normale outil supContrainte tangentielle outil sup
Figure 4.20 : Contraintes normales et tangentielles pour un écrasement de 33%
ExpliciteFrottement de Coulomb
f=0.1
0.00
200.00
400.00
600.00
800.00
1000.00
0.00 5.00 10.00 15.00 20.00 25.00 30.00 35.00
Rayon (mm)
Con
trai
ntes
(M
Pa)
Contrainte normale outil infContrainte tangentielle outil infContrainte normale outil supContrainte tangentielle outil sup
Figure 4.21 : Contraintes normales et tangentielles pour un écrasement de 33%
Chapitre 4 : Contact et frottement___________________________________________________________________________
140
VI. CONCLUSIONS
Les résultats obtenus pour des vitesses d'outil de 1 m/s sont satisfaisants et ont permisde valider, aussi bien pour la méthode explicite que pour la méthode implicite, laprogrammation des algorithmes de gestion du contact unilatéral avec frottement.
Les procédures de recherche des noeuds candidats au contact et de détection deschangements de segments sont communes aux deux versions. Elles sont activées après chaqueestimation du champ de déplacements. En cas de pénétration ou de changement de segment,les déplacements incrémentaux sont imposés pour que la position finale des noeuds à t+∆ttienne compte des corrections à apporter. Le signe de la force normale extérieure pilote ledécollement des noeuds.
L'équation d'équilibre est projetée dans les repères locaux pour tous les degrés deliberté des noeuds en contact. Le déplacement normal incrémental de ces derniers correspondau déplacement normal incrémental de l'outil. Leur déplacement tangentiel dépend desconditions de frottement à l'interface lopin-outil.
L'introduction du frottement dans l'équation d'équilibre est différente suivant le typed'intégration choisi.
En implicite, la raideur initiale de frottement est conservée, et un terme correctifitératif tenant compte des déplacements relatifs réels des noeuds en contact, est ajouté ausecond membre. Cette correction et le calcul de la variation de la contrainte tangentielle ∆τ àpartir du tenseur des contraintes extrapolé aux noeuds permettent une bonne maîtrise del'effort de frottement appliqué. Malheureusement, pour de forts coefficients de frottement, lavariation de contrainte ∆τ est élevée et l'algorithme implicite peut ne pas converger. Il faudraitenvisager une gestion différente du contact unilatéral avec frottement dans l'algorithmeimplicite. BRUNET [BRU 87] préconise une réactualisation de la raideur de frottement àchaque itération. Dans le cas présent, le choix est lourd de conséquences car il remet enquestion la méthode de la raideur initiale.
L'utilisation de la variable Elslip est une première réponse à la gestion des noeuds enadhérence mais reste délicate à utiliser. Une meilleure gestion de l'adhérence pourrait êtreobtenue en utilisant des multiplicateurs de Lagrange, mais là encore les développements àréaliser sont importants.
En explicite, la gestion du frottement est traitée indépendamment pour chaque noeuden contact et intervient dans l'équation d'équilibre sous la forme d'une force extérieuretangentielle.
La gestion de l'adhérence ne nécessite pas l'introduction d'un paramètre de contrôle(Elslip en implicite). On suppose dans un premier temps que tous les noeuds en contact neglissent pas. Un bilan des forces extérieures permet de vérifier la validité de la conditiond'adhérence.
L'utilisation d'une méthode d'intégration explicite de l'équation d'équilibre conditionnela qualité de l'estimation des forces de frottement par l'intermédiaire du tenseur descontraintes. On suppose par ailleurs, que le pas de temps imposé par les conditions de stabilitéde la méthode des différences finies centrées est suffisamment faible pour prendre en comptecorrectement les non-linéarités du frottement.
La méthode de prédiction-correction offre un bon compromis entre la précision desrésultats et sa simplicité de mise en oeuvre pour les exemples traités.
CHAPITRE 5 :
VALIDATIONS

Chapitre 5 : Validations________________________________________________________________________
142
Chapitre 5 : Validations________________________________________________________________________
143
CHAPITRE 5 :
EXEMPLES DE VALIDATION
Ce chapitre rassemble les exemples d'application et de validation du logiciel POLLUXdynamique. Pour chaque cas, la description géométrique des pièces et des outils est détailléedans l'annexe 3.
Le premier exemple, appelé collar test, montre l'influence de la prise en compte des effetsd'inertie. Il est modélisé avec les versions statique implicite, dynamique implicite, dynamiqueexplicite de POLLUX, et également avec le logiciel Abaqus en utilisant une formulationimplicite avec et sans amortissement numérique.
Les exemples de pièces industrielles, forgées à vitesse lente, qui suivent, sont traités avecles versions dynamiques implicite et explicite de POLLUX. Comme pour cette dernière lespas de temps critiques sont faibles, la résolution est accélérée en modifiant la massevolumique du matériau ou en augmentant la cinématique de l'outil si la rhéologie du matériaule permet.
Enfin, l'étude de faisabilité d'une simulation du procédé de mise en forme multi-coups aumarteau pilon, est réalisée en mécanique puis en thermo-mécanique.
I. COLLAR TEST
Ce premier exemple a permis de tester les algorithmes dynamiques implicite etexplicite de POLLUX pour des matériaux fortement viscoplastiques, avec un comportement
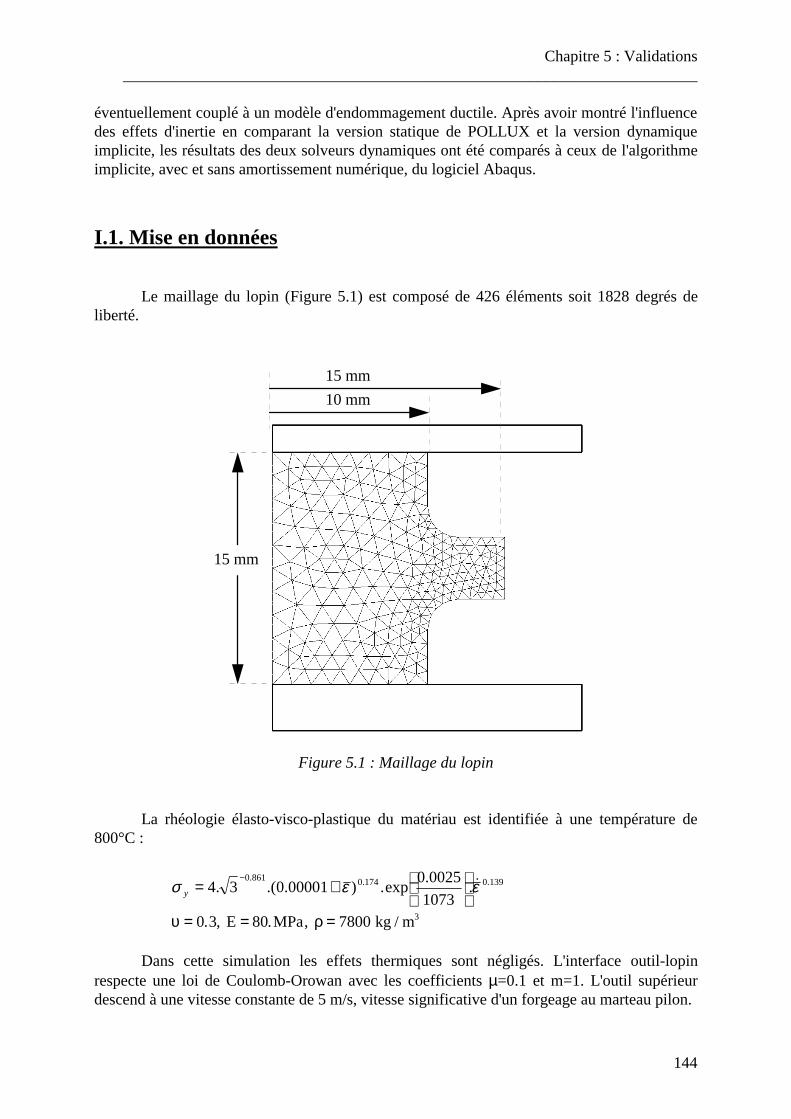
Chapitre 5 : Validations________________________________________________________________________
144
éventuellement couplé à un modèle d'endommagement ductile. Après avoir montré l'influencedes effets d'inertie en comparant la version statique de POLLUX et la version dynamiqueimplicite, les résultats des deux solveurs dynamiques ont été comparés à ceux de l'algorithmeimplicite, avec et sans amortissement numérique, du logiciel Abaqus.
I.1. Mise en données
Le maillage du lopin (Figure 5.1) est composé de 426 éléments soit 1828 degrés deliberté.
10 mm
15 mm
15 mm
Figure 5.1 : Maillage du lopin
La rhéologie élasto-visco-plastique du matériau est identifiée à une température de800°C :
139.0174.0861.0.
1073
0025.0exp.)00001.0.(3.4 εεσ
+=
−
y
υ ρ= = =0 3 80 7800 3. , . , / E MPa kg m
Dans cette simulation les effets thermiques sont négligés. L'interface outil-lopinrespecte une loi de Coulomb-Orowan avec les coefficients µ=0.1 et m=1. L'outil supérieurdescend à une vitesse constante de 5 m/s, vitesse significative d'un forgeage au marteau pilon.
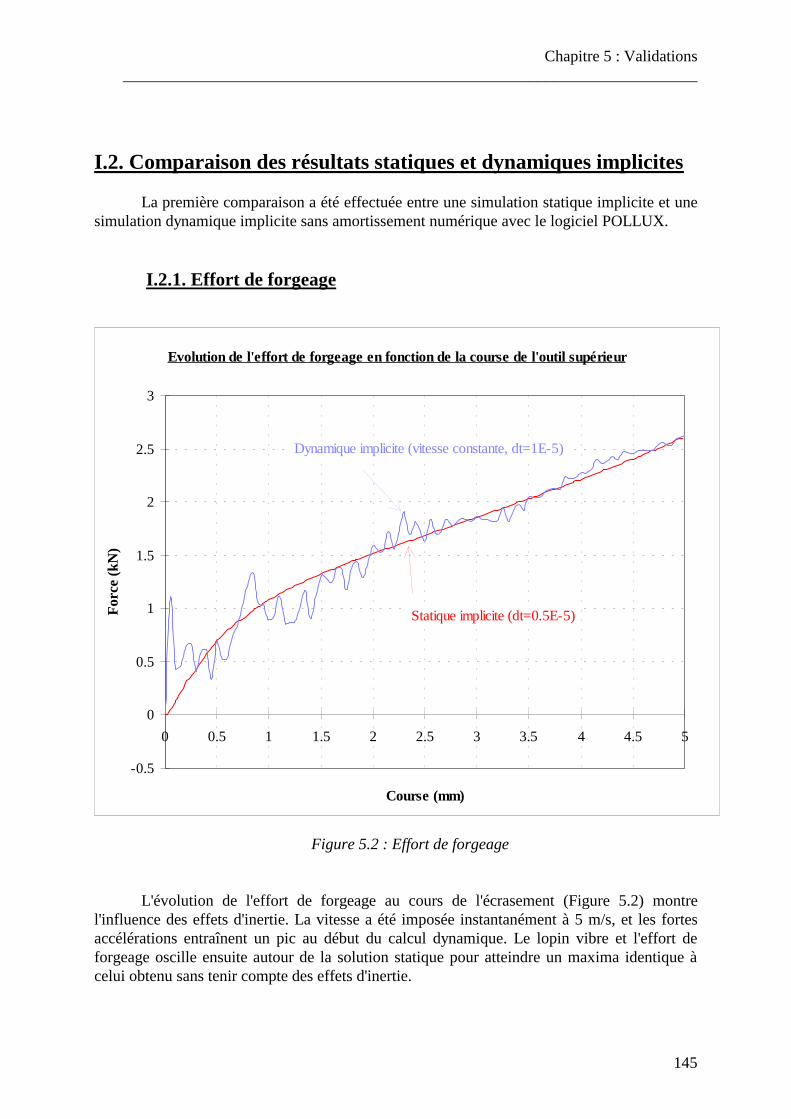
Chapitre 5 : Validations________________________________________________________________________
145
I.2. Comparaison des résultats statiques et dynamiques implicites
La première comparaison a été effectuée entre une simulation statique implicite et unesimulation dynamique implicite sans amortissement numérique avec le logiciel POLLUX.
I.2.1. Effort de forgeage
Evolution de l'effort de forgeage en fonction de la course de l'outil supérieur
-0.5
0
0.5
1
1.5
2
2.5
3
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5
Course (mm)
For
ce (
kN)
Statique implicite (dt=0.5E-5)
Dynamique implicite (vitesse constante, dt=1E-5)
Figure 5.2 : Effort de forgeage
L'évolution de l'effort de forgeage au cours de l'écrasement (Figure 5.2) montrel'influence des effets d'inertie. La vitesse a été imposée instantanément à 5 m/s, et les fortesaccélérations entraînent un pic au début du calcul dynamique. Le lopin vibre et l'effort deforgeage oscille ensuite autour de la solution statique pour atteindre un maxima identique àcelui obtenu sans tenir compte des effets d'inertie.
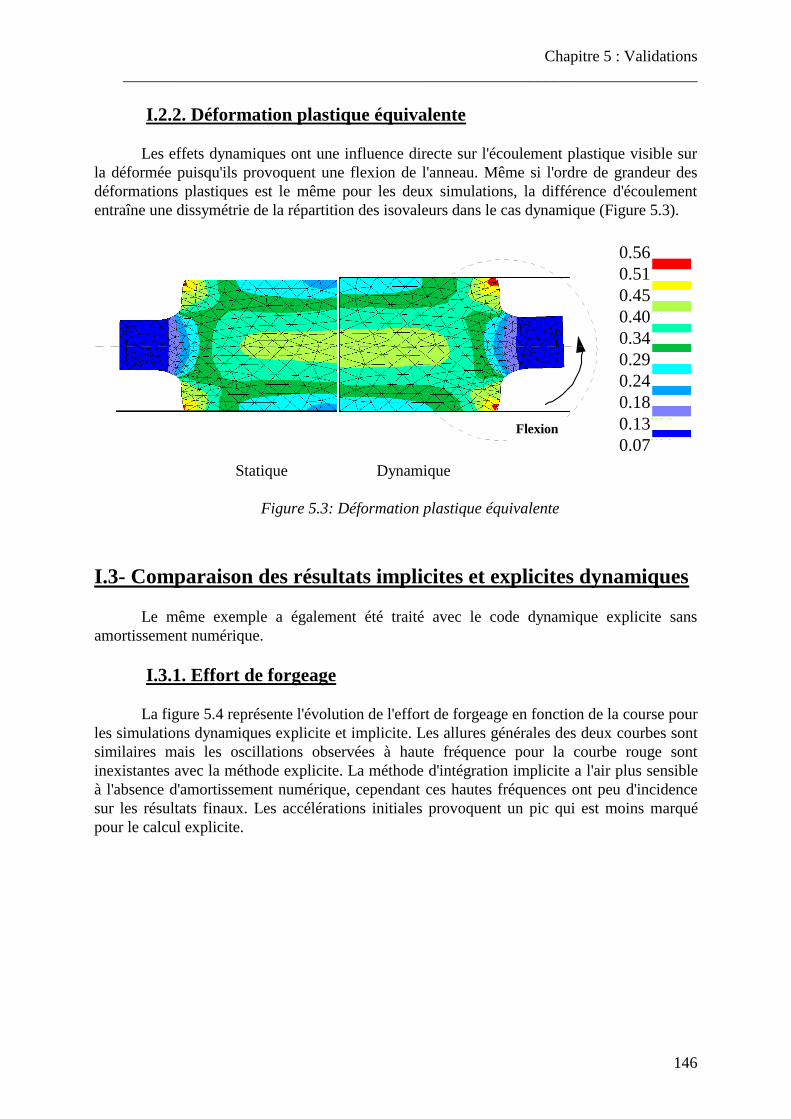
Chapitre 5 : Validations________________________________________________________________________
146
I.2.2. Déformation plastique équivalente
Les effets dynamiques ont une influence directe sur l'écoulement plastique visible surla déformée puisqu'ils provoquent une flexion de l'anneau. Même si l'ordre de grandeur desdéformations plastiques est le même pour les deux simulations, la différence d'écoulemententraîne une dissymétrie de la répartition des isovaleurs dans le cas dynamique (Figure 5.3).
Flexion
0.560.510.450.400.340.290.240.180.130.07
Statique Dynamique
Figure 5.3: Déformation plastique équivalente
I.3- Comparaison des résultats implicites et explicites dynamiques
Le même exemple a également été traité avec le code dynamique explicite sansamortissement numérique.
I.3.1. Effort de forgeage
La figure 5.4 représente l'évolution de l'effort de forgeage en fonction de la course pourles simulations dynamiques explicite et implicite. Les allures générales des deux courbes sontsimilaires mais les oscillations observées à haute fréquence pour la courbe rouge sontinexistantes avec la méthode explicite. La méthode d'intégration implicite a l'air plus sensibleà l'absence d'amortissement numérique, cependant ces hautes fréquences ont peu d'incidencesur les résultats finaux. Les accélérations initiales provoquent un pic qui est moins marquépour le calcul explicite.
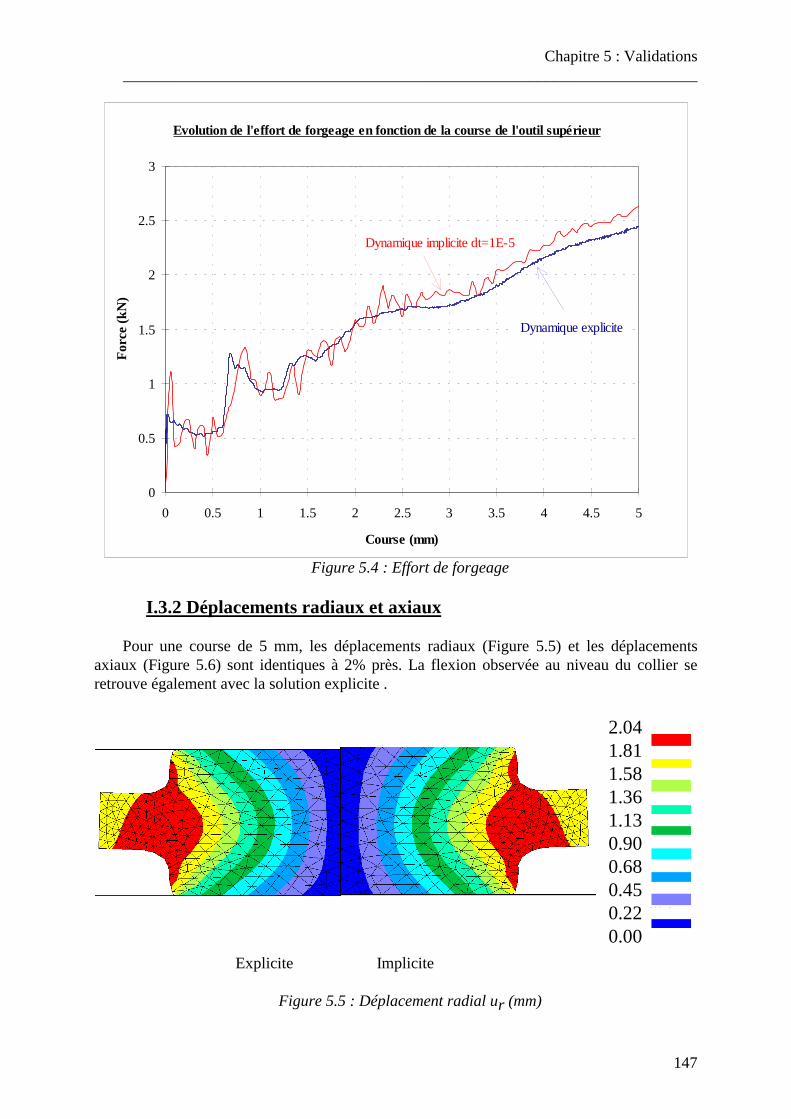
Chapitre 5 : Validations________________________________________________________________________
147
Evolution de l'effort de forgeage en fonction de la course de l'outil supérieur
0
0.5
1
1.5
2
2.5
3
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5
Course (mm)
For
ce (
kN)
Dynamique explicite
Dynamique implicite dt=1E-5
Figure 5.4 : Effort de forgeage
I.3.2 Déplacements radiaux et axiaux
Pour une course de 5 mm, les déplacements radiaux (Figure 5.5) et les déplacementsaxiaux (Figure 5.6) sont identiques à 2% près. La flexion observée au niveau du collier seretrouve également avec la solution explicite .
2.041.811.581.361.130.900.680.450.220.00
Explicite Implicite
Figure 5.5 : Déplacement radial ur (mm)
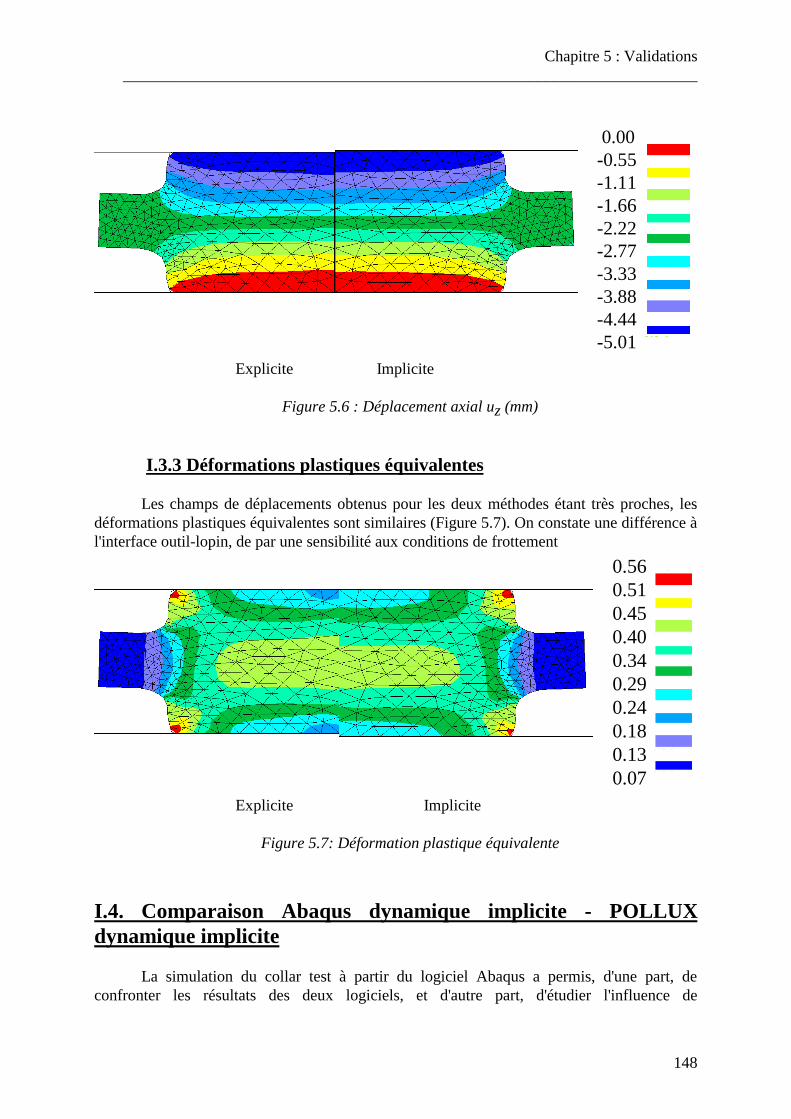
Chapitre 5 : Validations________________________________________________________________________
148
0.00-0.55-1.11-1.66-2.22-2.77-3.33-3.88-4.44-5.01
Explicite Implicite
Figure 5.6 : Déplacement axial uz (mm)
I.3.3 Déformations plastiques équivalentes
Les champs de déplacements obtenus pour les deux méthodes étant très proches, lesdéformations plastiques équivalentes sont similaires (Figure 5.7). On constate une différence àl'interface outil-lopin, de par une sensibilité aux conditions de frottement
0.560.510.450.400.340.290.240.180.130.07
Explicite Implicite
Figure 5.7: Déformation plastique équivalente
I.4. Comparaison Abaqus dynamique implicite - POLLUXdynamique implicite
La simulation du collar test à partir du logiciel Abaqus a permis, d'une part, deconfronter les résultats des deux logiciels, et d'autre part, d'étudier l'influence de

Chapitre 5 : Validations________________________________________________________________________
149
l'amortissement numérique. Avant de comparer les déformées, et efforts de forgeage, leshypothèses retenues pour la résolution dynamique dans le logiciel Abaqus sont rappelées.
I.4.1. Présentation des spécificités du logiciel Abaqus dynamique
I.4.1.1. Equation d'équilibre
L'opérateur implicite utilisé pour l'intégration temporelle de l'équation d'équilibre est celuiproposé par HILBER, HUGHES et TAYLOR [HUG 87]:
[ ] ( ) ( ) ( ) 0..1. =+−−−++ ∆+∆+∆+∆+ tttttttttt LPIPIdM αα [5.1]
où :M est la matrice de masse
I le vecteur force interne
P le vecteur force externe
ttd ∆+ l'accélération
ttL ∆+ regroupe les multiplicateurs de Lagrange introduits pour la gestion du contact
Le scalaire α, compris entre 01
3< < −α , permet d'ajouter de l'amortissement numérique.
En posant α = 0, on retrouve l'algorithme utilisé dans POLLUX à la gestion du contact près.Les déplacements, vitesses et accélérations sont réactualisés à partir des formules de Newmark(voir chapitre 2).
Suivant le type d'éléments utilisés pour la simulation, la matrice de masse [M] prendraune forme cohérente ou concentrée. Pour les éléments de premier ordre, utilisés dans cettesimulation, l'ensemble des termes d'une même ligne est sommé et affecté au terme de ladiagonale.
I.4.1.2. Optimisation du pas de temps
En présence d'amortissement numérique, le pas de temps peut être modifié. Il sera régulé
à partir du calcul des résidus de tous les degrés de liberté à l'instant tt+ ∆
2. Le résidu à t
t+ ∆2
,
noté R, sera défini comme étant le plus grand résidu calculé à cet instant. Si P est une force del'ordre de grandeur des forces de contact de la simulation on aura :
- une grande précision si R Pt
t+≈∆
2
0 1.
- une précision acceptable si R Pt
t+≈∆
2-une précision grossière si R P
tt+
≈∆2
10
Chapitre 5 : Validations________________________________________________________________________
150
Suivant l'importance du résidu par rapport à P, les pas de temps sont ajustés.
I.4.1.3. Gestion du contact
L'algorithme de contact utilise la méthode des multiplicateurs de Lagrange. Juste aprèsl'entrée en contact, les deux corps sont supposés avoir la même vitesse dans la directionnormale à la surface d'impact.
I.4.1.4. Gestion du frottement
Les lois de frottement implantées dans le logiciel Abaqus sont de type Coulomb-Orowan. Comme dans le logiciel POLLUX, l'algorithme de frottement impose undéplacement minimal même pour les points en adhérence. La raideur de frottement estréactualisée à chaque itération.
I.4.1.5. Matrice gradient B
Le logiciel Abaqus ne calcule pas la matrice dérivée des fonctions de forme [B] avecles coordonnées des noeuds en début d'incrément, mais avec les coordonnées réactualisées
mecX à 2
tt
∆+ . Si idδ représente le déplacement incrémental à l'itération i on prendra :
2
itmecmec
dXX
δ+= . Comme l'explique BRUNET [BRU 87], la déformation logarithmique est
mieux estimée ainsi.
I.4.1.6. Intégration du comportement
La réactualisation de la contrainte d'écoulement ( )Tyy , ,εεσσ = est itérative alors
que pour POLLUX elle est incrémentale.
I.4.2. Comparaison POLLUX - Abaqus sans amortissementnumérique
I.4.2.1. Comparaisons des déplacements radiaux et axiaux
Les déplacements radiaux (Figure 5.8) et axiaux (Figure 5.9) obtenus avec les logicielsdynamiques implicites POLLUX et Abaqus sont très proches au coeur du lopin. La flexion ducollier, significative de la prise en compte des effets d'inertie est encore plus accentuée pour cedernier puisque le déplacement axial du point inférieur du collier est supérieur de 0.5 mmpour un écrasement de 5 mm et s'explique probablement par une discrétisation spatialedifférente (éléments à 6 noeuds dans POLLUX, éléments à 3 noeuds dans Abaqus).
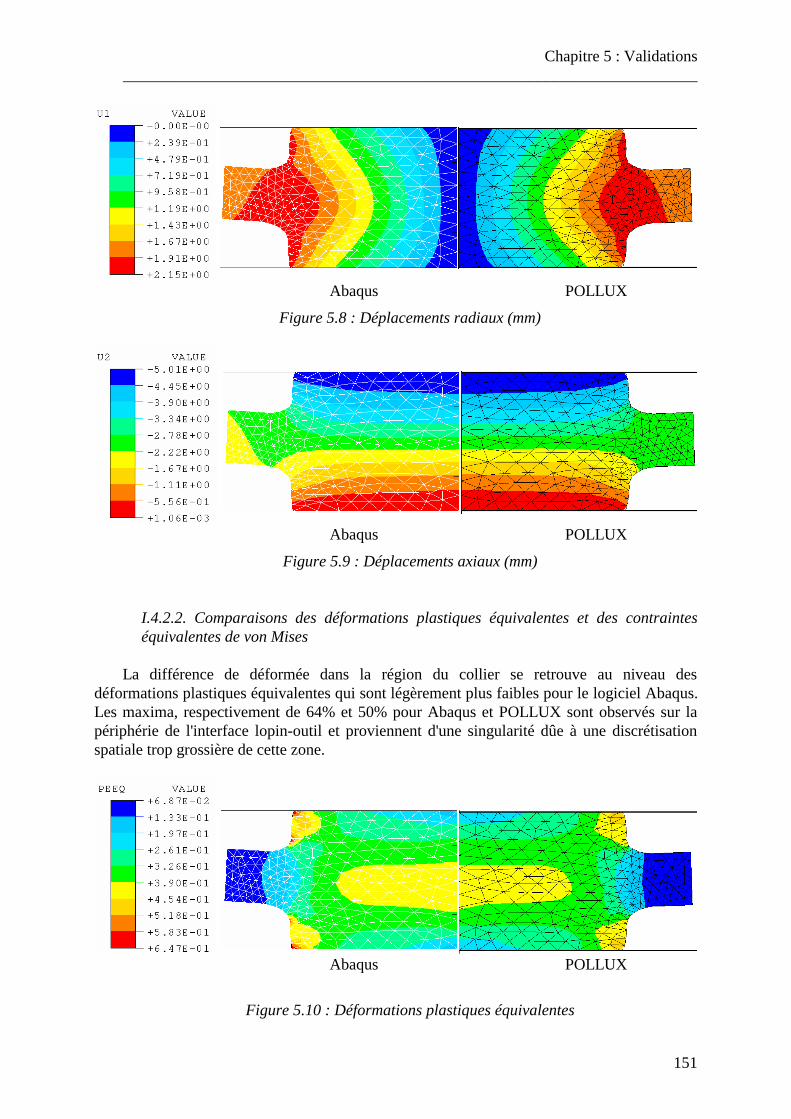
Chapitre 5 : Validations________________________________________________________________________
151
Abaqus POLLUX
Figure 5.8 : Déplacements radiaux (mm)
Abaqus POLLUX
Figure 5.9 : Déplacements axiaux (mm)
I.4.2.2. Comparaisons des déformations plastiques équivalentes et des contrainteséquivalentes de von Mises
La différence de déformée dans la région du collier se retrouve au niveau desdéformations plastiques équivalentes qui sont légèrement plus faibles pour le logiciel Abaqus.Les maxima, respectivement de 64% et 50% pour Abaqus et POLLUX sont observés sur lapériphérie de l'interface lopin-outil et proviennent d'une singularité dûe à une discrétisationspatiale trop grossière de cette zone.
Abaqus POLLUX
Figure 5.10 : Déformations plastiques équivalentes
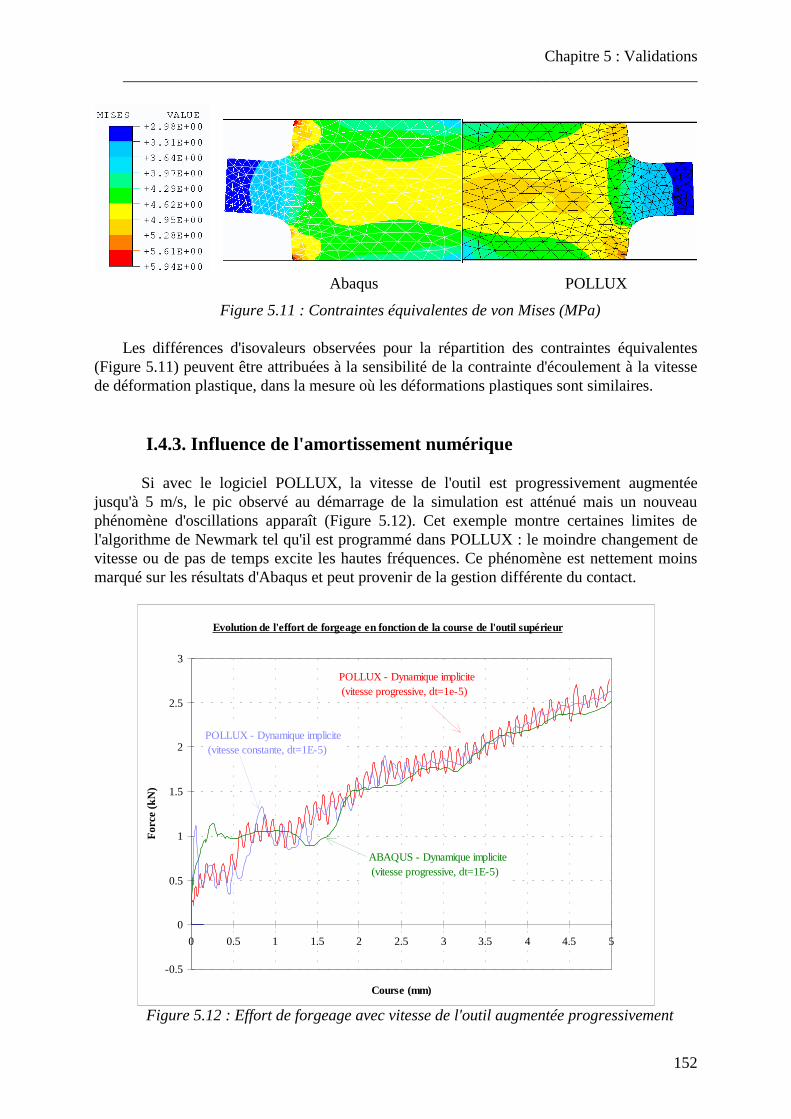
Chapitre 5 : Validations________________________________________________________________________
152
Abaqus POLLUX
Figure 5.11 : Contraintes équivalentes de von Mises (MPa)
Les différences d'isovaleurs observées pour la répartition des contraintes équivalentes(Figure 5.11) peuvent être attribuées à la sensibilité de la contrainte d'écoulement à la vitessede déformation plastique, dans la mesure où les déformations plastiques sont similaires.
I.4.3. Influence de l'amortissement numérique
Si avec le logiciel POLLUX, la vitesse de l'outil est progressivement augmentéejusqu'à 5 m/s, le pic observé au démarrage de la simulation est atténué mais un nouveauphénomène d'oscillations apparaît (Figure 5.12). Cet exemple montre certaines limites del'algorithme de Newmark tel qu'il est programmé dans POLLUX : le moindre changement devitesse ou de pas de temps excite les hautes fréquences. Ce phénomène est nettement moinsmarqué sur les résultats d'Abaqus et peut provenir de la gestion différente du contact.
Evolution de l'effort de forgeage en fonction de la course de l'outil supérieur
-0.5
0
0.5
1
1.5
2
2.5
3
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5
Course (mm)
For
ce (
kN)
POLLUX - Dynamique implicite (vitesse progressive, dt=1e-5)
POLLUX - Dynamique implicite (vitesse constante, dt=1E-5)
ABAQUS - Dynamique implicite (vitesse progressive, dt=1E-5)
Figure 5.12 : Effort de forgeage avec vitesse de l'outil augmentée progressivement
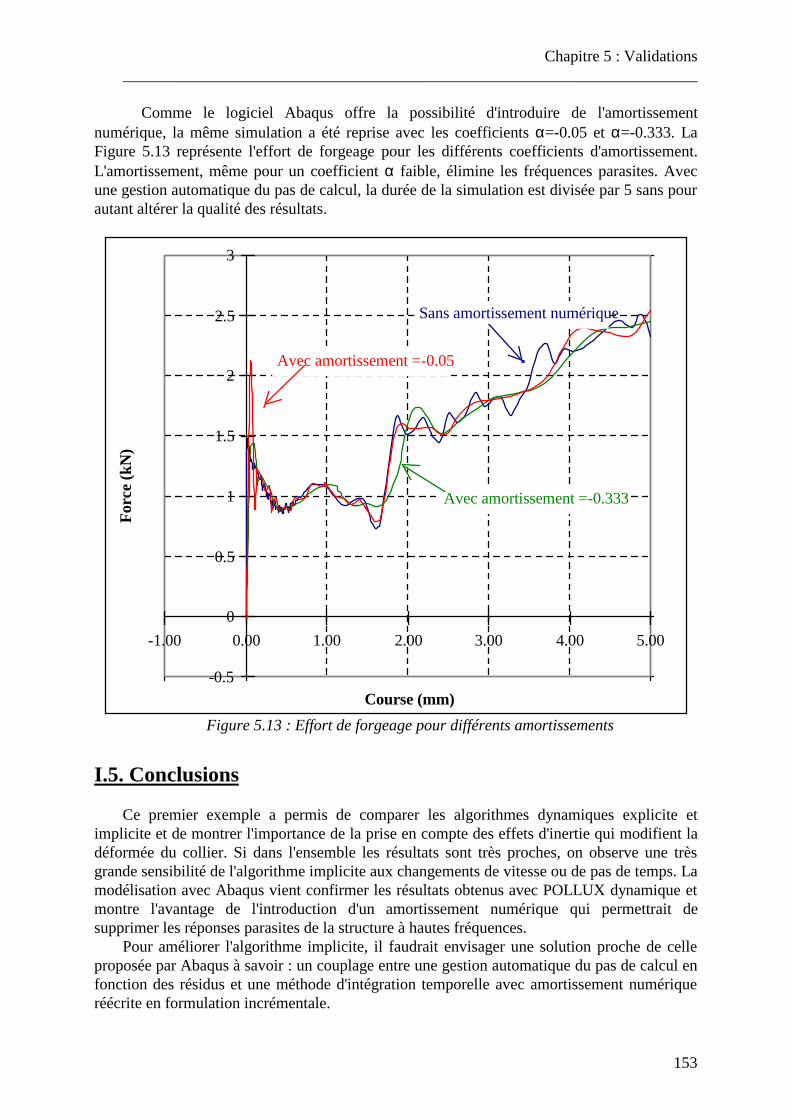
Chapitre 5 : Validations________________________________________________________________________
153
Comme le logiciel Abaqus offre la possibilité d'introduire de l'amortissementnumérique, la même simulation a été reprise avec les coefficients α=-0.05 et α=-0.333. LaFigure 5.13 représente l'effort de forgeage pour les différents coefficients d'amortissement.L'amortissement, même pour un coefficient α faible, élimine les fréquences parasites. Avecune gestion automatique du pas de calcul, la durée de la simulation est divisée par 5 sans pourautant altérer la qualité des résultats.
-0.5
0
0.5
1
1.5
2
2.5
3
-1.00 0.00 1.00 2.00 3.00 4.00 5.00
Course (mm)
For
ce (
kN)
Sans amortissement numérique
Avec amortissement =-0.333
Avec amortissement =-0.05
Figure 5.13 : Effort de forgeage pour différents amortissements
I.5. Conclusions
Ce premier exemple a permis de comparer les algorithmes dynamiques explicite etimplicite et de montrer l'importance de la prise en compte des effets d'inertie qui modifient ladéformée du collier. Si dans l'ensemble les résultats sont très proches, on observe une trèsgrande sensibilité de l'algorithme implicite aux changements de vitesse ou de pas de temps. Lamodélisation avec Abaqus vient confirmer les résultats obtenus avec POLLUX dynamique etmontre l'avantage de l'introduction d'un amortissement numérique qui permettrait desupprimer les réponses parasites de la structure à hautes fréquences.
Pour améliorer l'algorithme implicite, il faudrait envisager une solution proche de celleproposée par Abaqus à savoir : un couplage entre une gestion automatique du pas de calcul enfonction des résidus et une méthode d'intégration temporelle avec amortissement numériqueréécrite en formulation incrémentale.
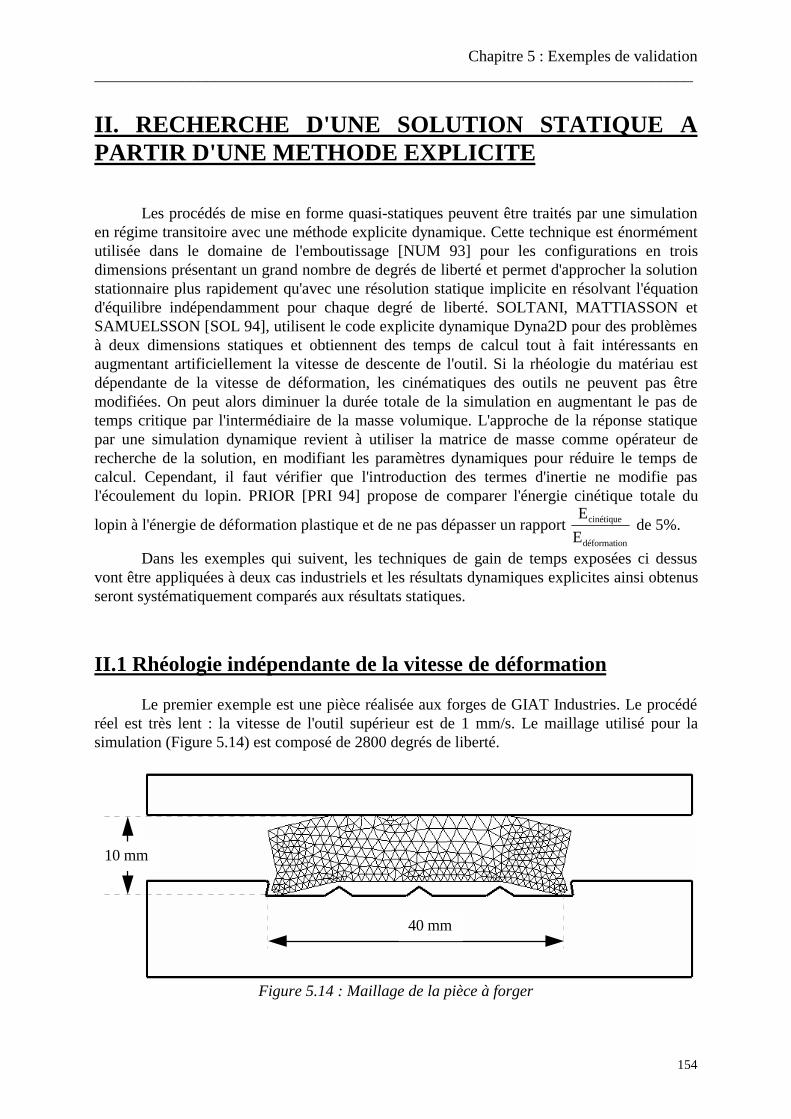
Chapitre 5 : Exemples de validation___________________________________________________________________________
154
II. RECHERCHE D'UNE SOLUTION STATIQUE APARTIR D'UNE METHODE EXPLICITE
Les procédés de mise en forme quasi-statiques peuvent être traités par une simulationen régime transitoire avec une méthode explicite dynamique. Cette technique est énormémentutilisée dans le domaine de l'emboutissage [NUM 93] pour les configurations en troisdimensions présentant un grand nombre de degrés de liberté et permet d'approcher la solutionstationnaire plus rapidement qu'avec une résolution statique implicite en résolvant l'équationd'équilibre indépendamment pour chaque degré de liberté. SOLTANI, MATTIASSON etSAMUELSSON [SOL 94], utilisent le code explicite dynamique Dyna2D pour des problèmesà deux dimensions statiques et obtiennent des temps de calcul tout à fait intéressants enaugmentant artificiellement la vitesse de descente de l'outil. Si la rhéologie du matériau estdépendante de la vitesse de déformation, les cinématiques des outils ne peuvent pas êtremodifiées. On peut alors diminuer la durée totale de la simulation en augmentant le pas detemps critique par l'intermédiaire de la masse volumique. L'approche de la réponse statiquepar une simulation dynamique revient à utiliser la matrice de masse comme opérateur derecherche de la solution, en modifiant les paramètres dynamiques pour réduire le temps decalcul. Cependant, il faut vérifier que l'introduction des termes d'inertie ne modifie pasl'écoulement du lopin. PRIOR [PRI 94] propose de comparer l'énergie cinétique totale du
lopin à l'énergie de déformation plastique et de ne pas dépasser un rapport E
Ecinétique
déformation
de 5%.
Dans les exemples qui suivent, les techniques de gain de temps exposées ci dessusvont être appliquées à deux cas industriels et les résultats dynamiques explicites ainsi obtenusseront systématiquement comparés aux résultats statiques.
II.1 Rhéologie indépendante de la vitesse de déformation
Le premier exemple est une pièce réalisée aux forges de GIAT Industries. Le procédéréel est très lent : la vitesse de l'outil supérieur est de 1 mm/s. Le maillage utilisé pour lasimulation (Figure 5.14) est composé de 2800 degrés de liberté.
10 mm
40 mm
Figure 5.14 : Maillage de la pièce à forger
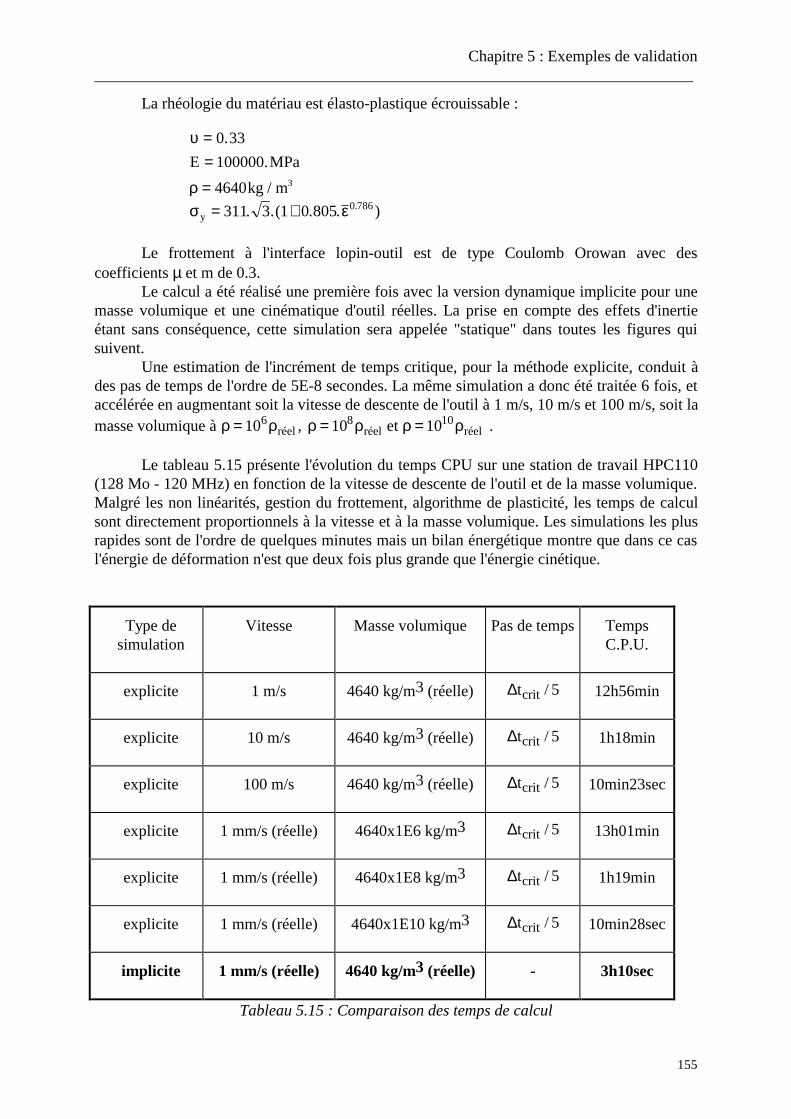
Chapitre 5 : Exemples de validation___________________________________________________________________________
155
La rhéologie du matériau est élasto-plastique écrouissable :
υ
ρ
==
=
0 33
100000
4640 3
.
.
/
E MPa
kg m
σ εy = +311 3 1 0 805 0 786. .( . . ).
Le frottement à l'interface lopin-outil est de type Coulomb Orowan avec descoefficients µ et m de 0.3.
Le calcul a été réalisé une première fois avec la version dynamique implicite pour unemasse volumique et une cinématique d'outil réelles. La prise en compte des effets d'inertieétant sans conséquence, cette simulation sera appelée "statique" dans toutes les figures quisuivent.
Une estimation de l'incrément de temps critique, pour la méthode explicite, conduit àdes pas de temps de l'ordre de 5E-8 secondes. La même simulation a donc été traitée 6 fois, etaccélérée en augmentant soit la vitesse de descente de l'outil à 1 m/s, 10 m/s et 100 m/s, soit lamasse volumique à ρ ρ ρ ρ ρ ρ= = =10 10 106 8 10
réel réel réelet, .
Le tableau 5.15 présente l'évolution du temps CPU sur une station de travail HPC110(128 Mo - 120 MHz) en fonction de la vitesse de descente de l'outil et de la masse volumique.Malgré les non linéarités, gestion du frottement, algorithme de plasticité, les temps de calculsont directement proportionnels à la vitesse et à la masse volumique. Les simulations les plusrapides sont de l'ordre de quelques minutes mais un bilan énergétique montre que dans ce casl'énergie de déformation n'est que deux fois plus grande que l'énergie cinétique.
Type desimulation
Vitesse Masse volumique Pas de temps TempsC.P.U.
explicite 1 m/s 4640 kg/m3 (réelle) ∆tcrit / 5 12h56min
explicite 10 m/s 4640 kg/m3 (réelle) ∆tcrit / 5 1h18min
explicite 100 m/s 4640 kg/m3 (réelle) ∆tcrit / 5 10min23sec
explicite 1 mm/s (réelle) 4640x1E6 kg/m3 ∆tcrit / 5 13h01min
explicite 1 mm/s (réelle) 4640x1E8 kg/m3 ∆tcrit / 5 1h19min
explicite 1 mm/s (réelle) 4640x1E10 kg/m3 ∆tcrit / 5 10min28sec
implicite 1 mm/s (réelle) 4640 kg/m3 (réelle) - 3h10sec
Tableau 5.15 : Comparaison des temps de calcul
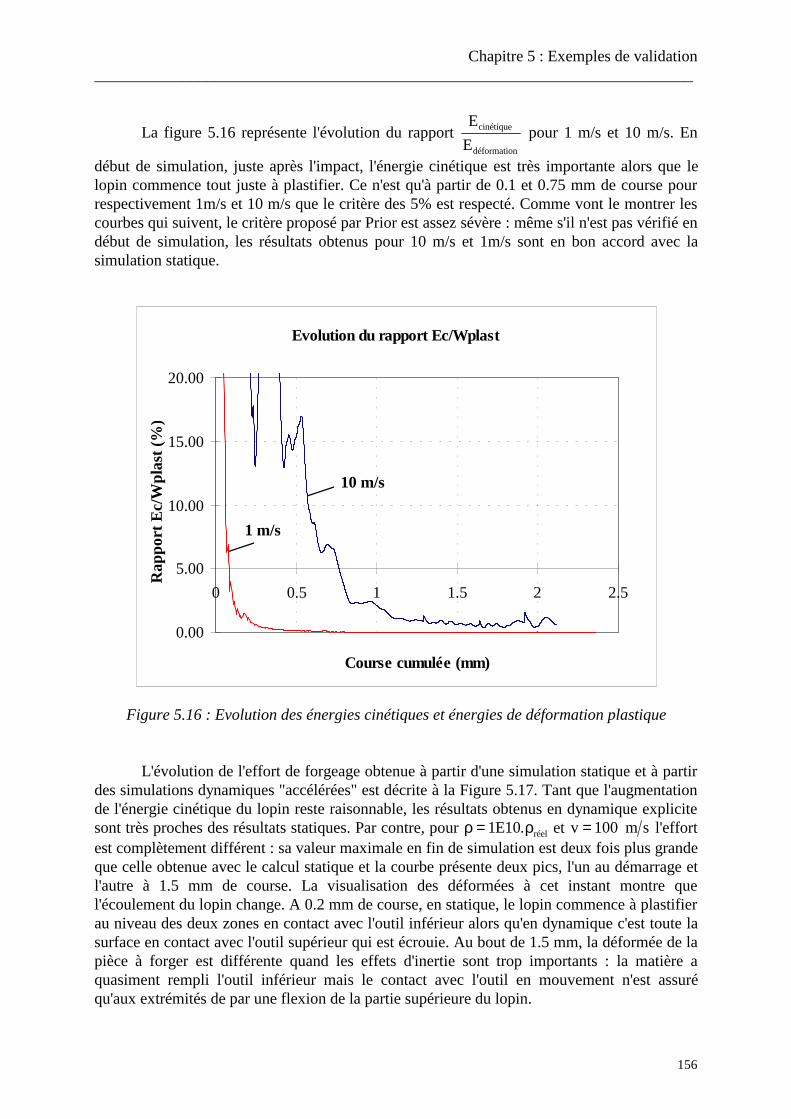
Chapitre 5 : Exemples de validation___________________________________________________________________________
156
La figure 5.16 représente l'évolution du rapport E
Ecinétique
déformation
pour 1 m/s et 10 m/s. En
début de simulation, juste après l'impact, l'énergie cinétique est très importante alors que lelopin commence tout juste à plastifier. Ce n'est qu'à partir de 0.1 et 0.75 mm de course pourrespectivement 1m/s et 10 m/s que le critère des 5% est respecté. Comme vont le montrer lescourbes qui suivent, le critère proposé par Prior est assez sévère : même s'il n'est pas vérifié endébut de simulation, les résultats obtenus pour 10 m/s et 1m/s sont en bon accord avec lasimulation statique.
Evolution du rapport Ec/Wplast
0.00
5.00
10.00
15.00
20.00
0 0.5 1 1.5 2 2.5
Course cumulée (mm)
Rap
port
Ec/
Wpl
ast (
%)
10 m/s
1 m/s
Figure 5.16 : Evolution des énergies cinétiques et énergies de déformation plastique
L'évolution de l'effort de forgeage obtenue à partir d'une simulation statique et à partirdes simulations dynamiques "accélérées" est décrite à la Figure 5.17. Tant que l'augmentationde l'énergie cinétique du lopin reste raisonnable, les résultats obtenus en dynamique explicitesont très proches des résultats statiques. Par contre, pour ρ ρ= 1 10E réel. et v s= 100 m l'effortest complètement différent : sa valeur maximale en fin de simulation est deux fois plus grandeque celle obtenue avec le calcul statique et la courbe présente deux pics, l'un au démarrage etl'autre à 1.5 mm de course. La visualisation des déformées à cet instant montre quel'écoulement du lopin change. A 0.2 mm de course, en statique, le lopin commence à plastifierau niveau des deux zones en contact avec l'outil inférieur alors qu'en dynamique c'est toute lasurface en contact avec l'outil supérieur qui est écrouie. Au bout de 1.5 mm, la déformée de lapièce à forger est différente quand les effets d'inertie sont trop importants : la matière aquasiment rempli l'outil inférieur mais le contact avec l'outil en mouvement n'est assuréqu'aux extrémités de par une flexion de la partie supérieure du lopin.
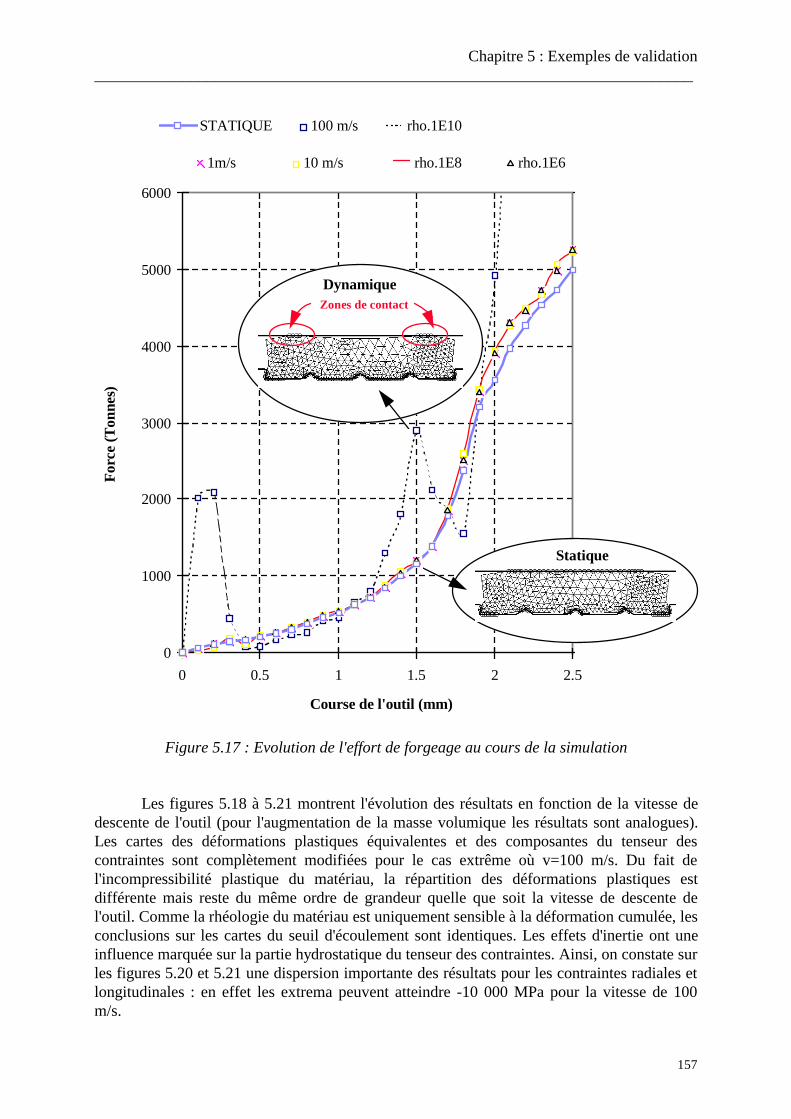
Chapitre 5 : Exemples de validation___________________________________________________________________________
157
0
1000
2000
3000
4000
5000
6000
0 0.5 1 1.5 2 2.5
Course de l'outil (mm)
For
ce (
Ton
nes)
100 m/s
1m/s 10 m/s
rho.1E10
rho.1E8 rho.1E6
STATIQUE
Statique
Statique
DynamiqueZones de contact
Figure 5.17 : Evolution de l'effort de forgeage au cours de la simulation
Les figures 5.18 à 5.21 montrent l'évolution des résultats en fonction de la vitesse dedescente de l'outil (pour l'augmentation de la masse volumique les résultats sont analogues).Les cartes des déformations plastiques équivalentes et des composantes du tenseur descontraintes sont complètement modifiées pour le cas extrême où v=100 m/s. Du fait del'incompressibilité plastique du matériau, la répartition des déformations plastiques estdifférente mais reste du même ordre de grandeur quelle que soit la vitesse de descente del'outil. Comme la rhéologie du matériau est uniquement sensible à la déformation cumulée, lesconclusions sur les cartes du seuil d'écoulement sont identiques. Les effets d'inertie ont uneinfluence marquée sur la partie hydrostatique du tenseur des contraintes. Ainsi, on constate surles figures 5.20 et 5.21 une dispersion importante des résultats pour les contraintes radiales etlongitudinales : en effet les extrema peuvent atteindre -10 000 MPa pour la vitesse de 100m/s.
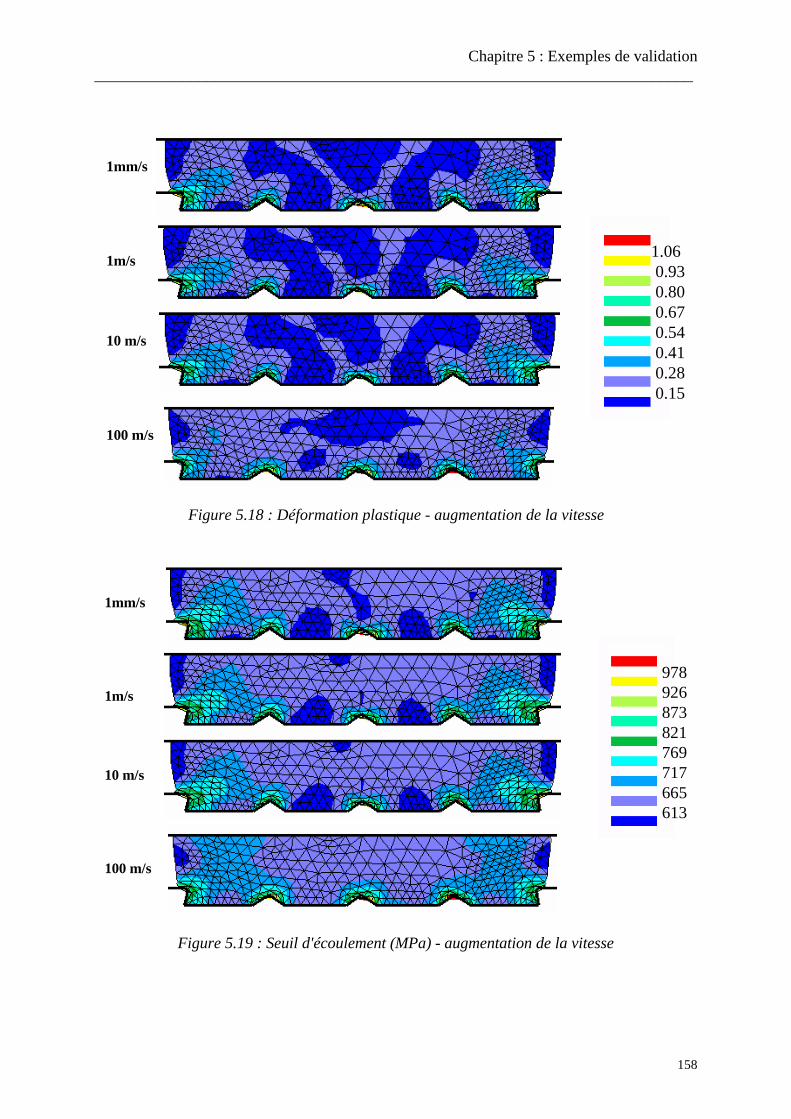
Chapitre 5 : Exemples de validation___________________________________________________________________________
158
1.06 0.93 0.80 0.67 0.54 0.41 0.28 0.15
1m/s
10 m/s
100 m/s
1mm/s
Figure 5.18 : Déformation plastique - augmentation de la vitesse
978 926 873 821 769 717 665 613
1m/s
10 m/s
100 m/s
1mm/s
Figure 5.19 : Seuil d'écoulement (MPa) - augmentation de la vitesse
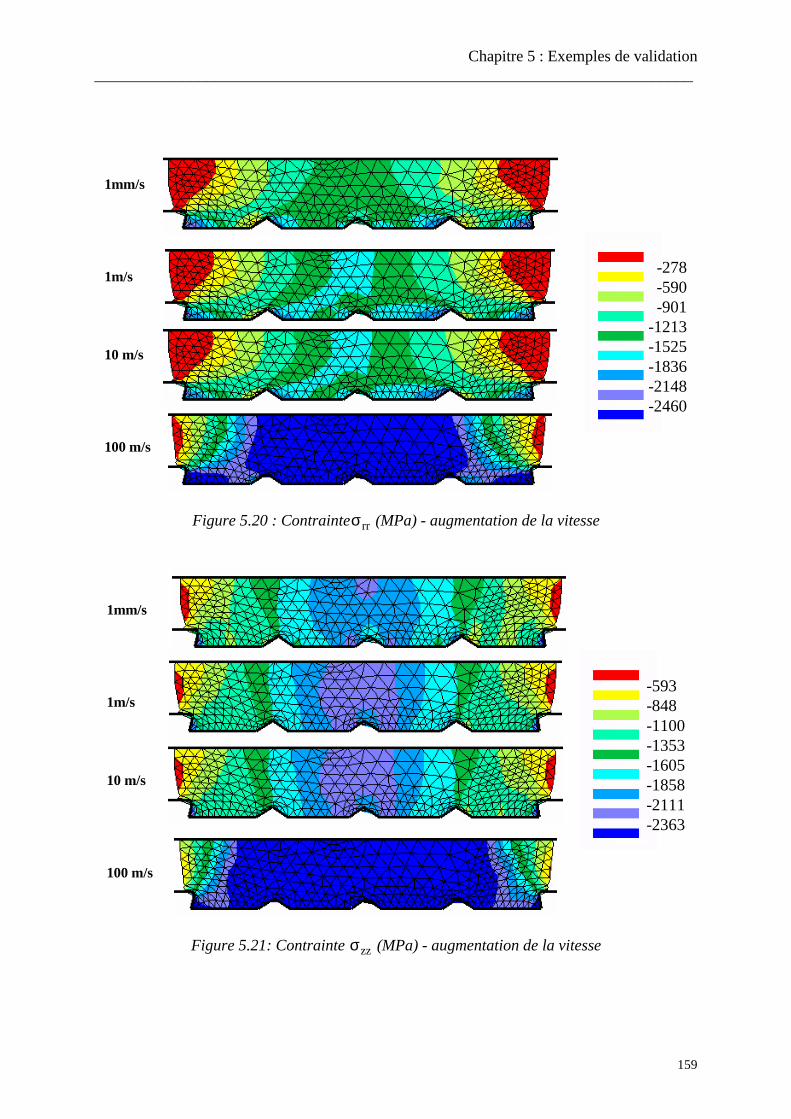
Chapitre 5 : Exemples de validation___________________________________________________________________________
159
-278 -590 -901 -1213 -1525 -1836 -2148 -2460
1m/s
10 m/s
100 m/s
1mm/s
Figure 5.20 : Contrainteσ rr (MPa) - augmentation de la vitesse
-593-848-1100-1353-1605-1858-2111-2363
1m/s
10 m/s
100 m/s
1mm/s
Figure 5.21: Contrainte σzz (MPa) - augmentation de la vitesse
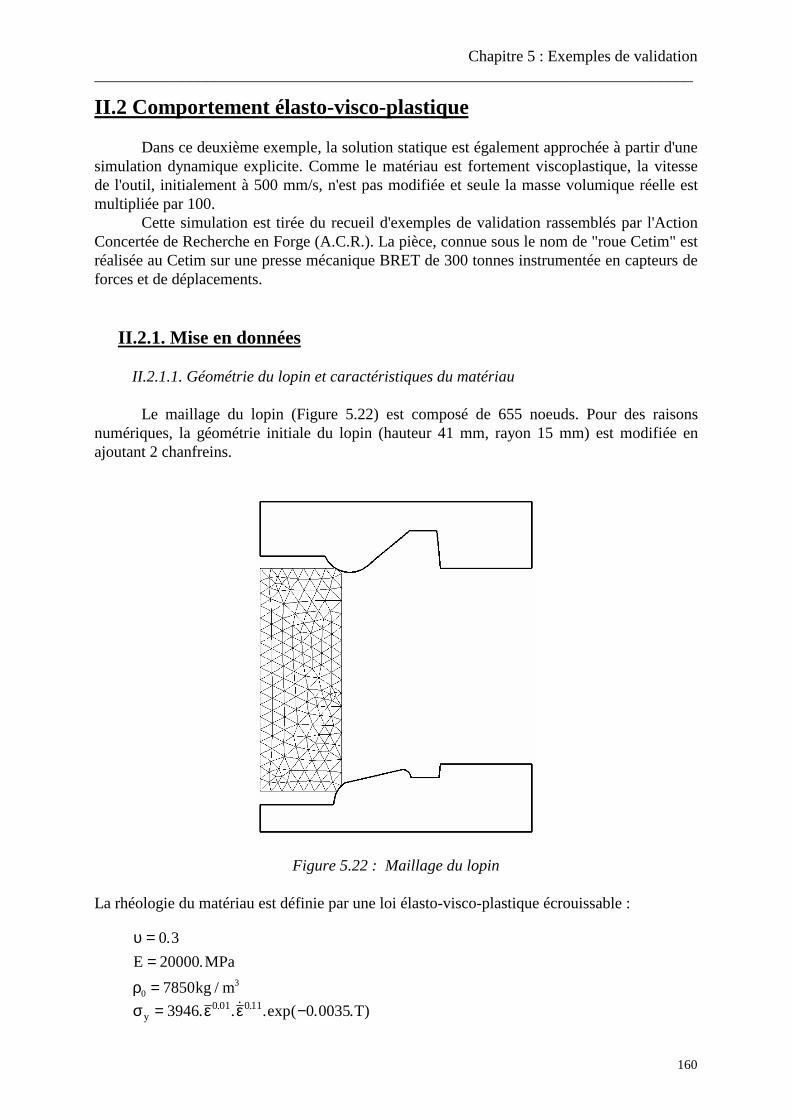
Chapitre 5 : Exemples de validation___________________________________________________________________________
160
II.2 Comportement élasto-visco-plastique
Dans ce deuxième exemple, la solution statique est également approchée à partir d'unesimulation dynamique explicite. Comme le matériau est fortement viscoplastique, la vitessede l'outil, initialement à 500 mm/s, n'est pas modifiée et seule la masse volumique réelle estmultipliée par 100.
Cette simulation est tirée du recueil d'exemples de validation rassemblés par l'ActionConcertée de Recherche en Forge (A.C.R.). La pièce, connue sous le nom de "roue Cetim" estréalisée au Cetim sur une presse mécanique BRET de 300 tonnes instrumentée en capteurs deforces et de déplacements.
II.2.1. Mise en données
II.2.1.1. Géométrie du lopin et caractéristiques du matériau
Le maillage du lopin (Figure 5.22) est composé de 655 noeuds. Pour des raisonsnumériques, la géométrie initiale du lopin (hauteur 41 mm, rayon 15 mm) est modifiée enajoutant 2 chanfreins.
Figure 5.22 : Maillage du lopin
La rhéologie du matériau est définie par une loi élasto-visco-plastique écrouissable :
υ
ρ
==
=
0 3
20000
785003
.
.
/
E MPa
kg m
σ ε εy T= −3946 0 00350 01 011. . .exp( . . ). .
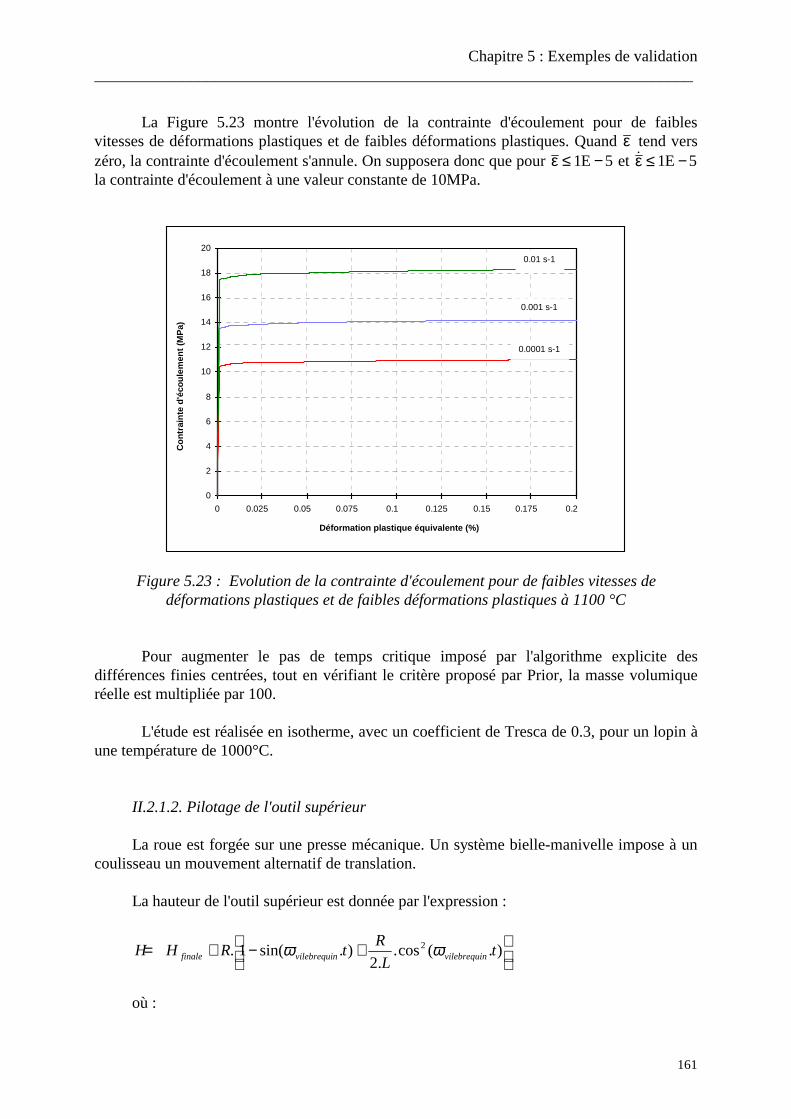
Chapitre 5 : Exemples de validation___________________________________________________________________________
161
La Figure 5.23 montre l'évolution de la contrainte d'écoulement pour de faiblesvitesses de déformations plastiques et de faibles déformations plastiques. Quand ε tend verszéro, la contrainte d'écoulement s'annule. On supposera donc que pour ε ≤ −1 5E et ε ≤ −1 5Ela contrainte d'écoulement à une valeur constante de 10MPa.
0
2
4
6
8
10
12
14
16
18
20
0 0.025 0.05 0.075 0.1 0.125 0.15 0.175 0.2
Déformation plastique équivalente (%)
Con
trai
nte
d'éc
oule
men
t (M
Pa)
0.0001 s-1
0.001 s-1
0.01 s-1
Figure 5.23 : Evolution de la contrainte d'écoulement pour de faibles vitesses dedéformations plastiques et de faibles déformations plastiques à 1100 °C
Pour augmenter le pas de temps critique imposé par l'algorithme explicite desdifférences finies centrées, tout en vérifiant le critère proposé par Prior, la masse volumiqueréelle est multipliée par 100.
L'étude est réalisée en isotherme, avec un coefficient de Tresca de 0.3, pour un lopin àune température de 1000°C.
II.2.1.2. Pilotage de l'outil supérieur
La roue est forgée sur une presse mécanique. Un système bielle-manivelle impose à uncoulisseau un mouvement alternatif de translation.
La hauteur de l'outil supérieur est donnée par l'expression :
+−+= ).(cos.
.2).sin(1. 2 t
L
RtRHH nvilebrequinvilebrequifinale ωω
où :

Chapitre 5 : Exemples de validation___________________________________________________________________________
162
Hfinale correspond à la hauteur finale de l'outil (au moment où le coulisseau est au pointmort bas) en mmR est le rayon de l'excentrique en mmL est la longueur de la bielle en mmω est la vitesse de rotation du vilebrequin en rad/st est le temps en secondes
Si on suppose ω constante, la vitesse de l'outil supérieur est obtenue en dérivantl'expression de la hauteur en fonction du temps :
+= ).sin(.1)..cos(.. t
L
RtRV nvilebrequinvilebrequinvilebrequi ωωω
Le rayon de l'excentrique ainsi que la longueur de la bielle sont des donnéesconstructeurs : R=125 mm, L=1000 mm.
Une fois que l'outil est en contact, la vitesse angulaire diminue avec l'énergie disponible.A partir d'un bilan énergétique, on réactualise à chaque instant la vitesse angulaire du volantainsi que la vitesse angulaire du vilebrequin. Les pertes par frottement dans la presse sontestimées à 1400 Joules et l'énergie réversible élastique ainsi que l'énergie cinétique du lopinseront négligées.
E E E E
E E I
E
I
disponible initiale dissipée plastiquement perte
initiale dissipée plastiquement volant
volantdisponible
= − −
= − − =
⇒ =
14001
2
2
2. . .
.
ω
ω
D'où la vitesse angulaire du vilebrequin : ω ωvilebrequin
volant=6 35.
La hauteur de l'outil supérieur est calculée à partir de la vitesse angulaire du vilebrequin.En conservant les déplacements sur deux incréments, on exprime la vitesse instantanée par :
vd d
tt t t= −+∆
∆
II.2.2. Résultats
II.2.2.1. Vitesse de l'outil supérieur
La figure 5.24 compare l'évolution de la vitesse de l'outil supérieur imposée lors de lasimulation avec celle enregistrée au cours de l'opération de forgeage. Comme le calcul estpurement isotherme, les échanges thermiques sont négligés et la phase d'approche est
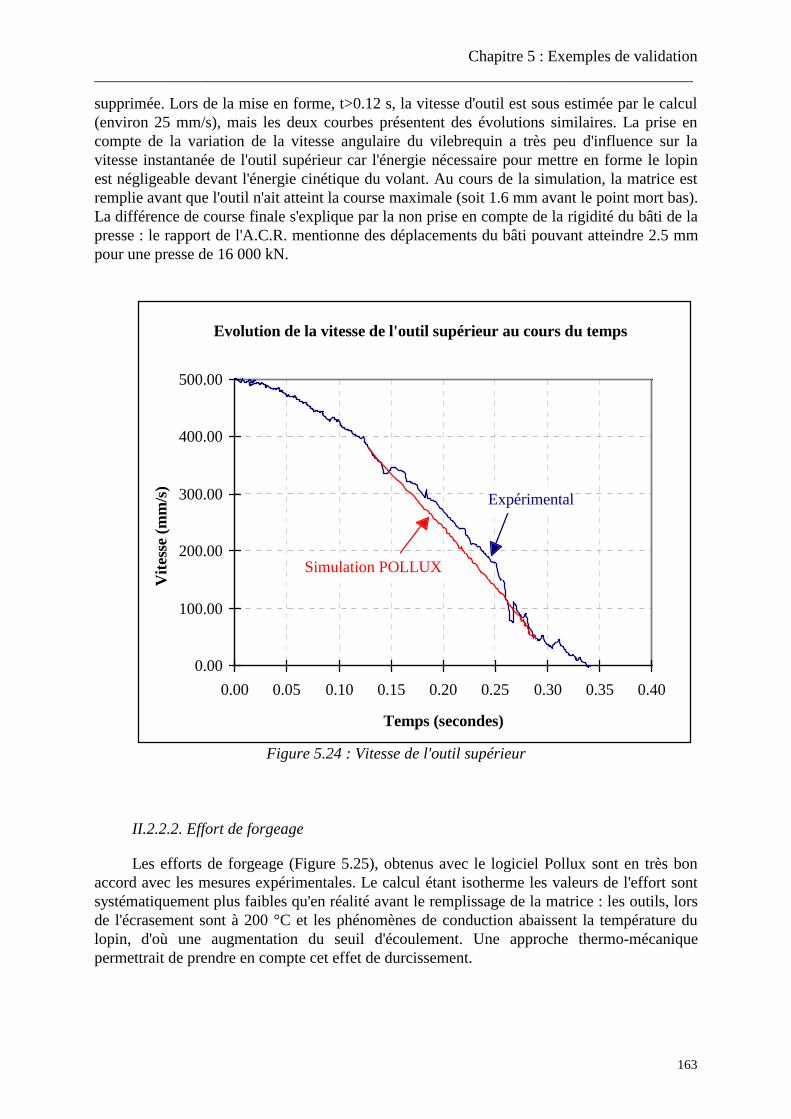
Chapitre 5 : Exemples de validation___________________________________________________________________________
163
supprimée. Lors de la mise en forme, t>0.12 s, la vitesse d'outil est sous estimée par le calcul(environ 25 mm/s), mais les deux courbes présentent des évolutions similaires. La prise encompte de la variation de la vitesse angulaire du vilebrequin a très peu d'influence sur lavitesse instantanée de l'outil supérieur car l'énergie nécessaire pour mettre en forme le lopinest négligeable devant l'énergie cinétique du volant. Au cours de la simulation, la matrice estremplie avant que l'outil n'ait atteint la course maximale (soit 1.6 mm avant le point mort bas).La différence de course finale s'explique par la non prise en compte de la rigidité du bâti de lapresse : le rapport de l'A.C.R. mentionne des déplacements du bâti pouvant atteindre 2.5 mmpour une presse de 16 000 kN.
Evolution de la vitesse de l'outil supérieur au cours du temps
0.00
100.00
200.00
300.00
400.00
500.00
0.00 0.05 0.10 0.15 0.20 0.25 0.30 0.35 0.40
Temps (secondes)
Vite
sse
(mm
/s)
Expérimental
Simulation POLLUX
Figure 5.24 : Vitesse de l'outil supérieur
II.2.2.2. Effort de forgeage
Les efforts de forgeage (Figure 5.25), obtenus avec le logiciel Pollux sont en très bonaccord avec les mesures expérimentales. Le calcul étant isotherme les valeurs de l'effort sontsystématiquement plus faibles qu'en réalité avant le remplissage de la matrice : les outils, lorsde l'écrasement sont à 200 °C et les phénomènes de conduction abaissent la température dulopin, d'où une augmentation du seuil d'écoulement. Une approche thermo-mécaniquepermettrait de prendre en compte cet effet de durcissement.
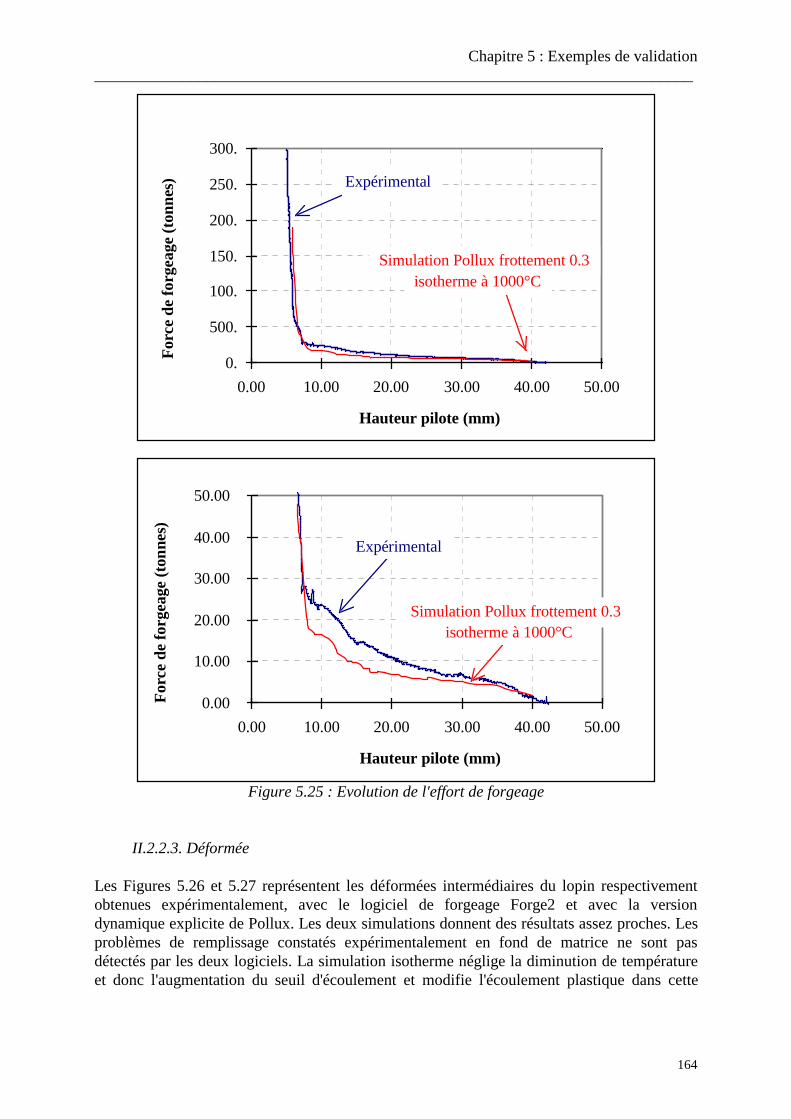
Chapitre 5 : Exemples de validation___________________________________________________________________________
164
0.
500.
100.
150.
200.
250.
300.
0.00 10.00 20.00 30.00 40.00 50.00
Hauteur pilote (mm)
For
ce d
e fo
rgea
ge (
tonn
es)
Expérimental
Simulation Pollux frottement 0.3isotherme à 1000°C
0.00
10.00
20.00
30.00
40.00
50.00
0.00 10.00 20.00 30.00 40.00 50.00
Hauteur pilote (mm)
For
ce d
e fo
rgea
ge (
tonn
es)
Expérimental
Simulation Pollux frottement 0.3isotherme à 1000°C
Figure 5.25 : Evolution de l'effort de forgeage
II.2.2.3. Déformée
Les Figures 5.26 et 5.27 représentent les déformées intermédiaires du lopin respectivementobtenues expérimentalement, avec le logiciel de forgeage Forge2 et avec la versiondynamique explicite de Pollux. Les deux simulations donnent des résultats assez proches. Lesproblèmes de remplissage constatés expérimentalement en fond de matrice ne sont pasdétectés par les deux logiciels. La simulation isotherme néglige la diminution de températureet donc l'augmentation du seuil d'écoulement et modifie l'écoulement plastique dans cette
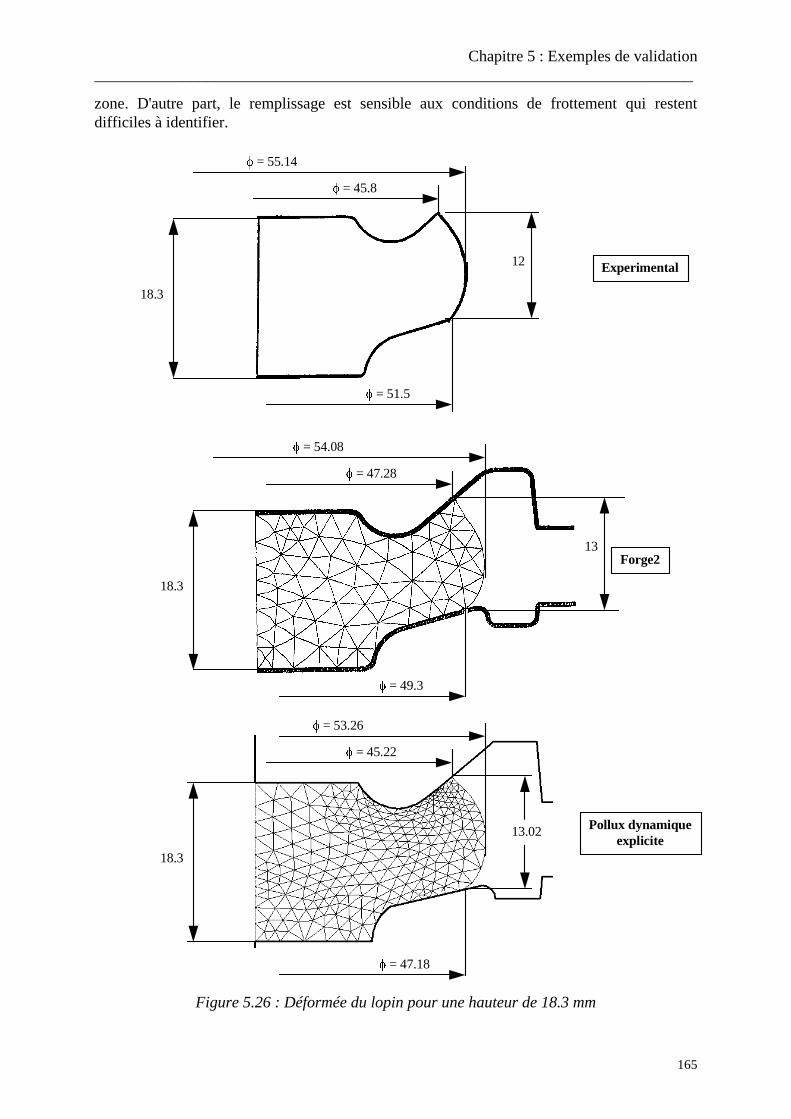
Chapitre 5 : Exemples de validation___________________________________________________________________________
165
zone. D'autre part, le remplissage est sensible aux conditions de frottement qui restentdifficiles à identifier.
18.3
I = 55.14
I = 51.5
I = 45.8
12
18.3
13
I = 49.3
I = 47.28
I = 54.08
Experimental
Forge2
Pollux dynamiqueexplicite
18.3
I = 45.22
I = 53.26
I = 47.18
13.02
Figure 5.26 : Déformée du lopin pour une hauteur de 18.3 mm
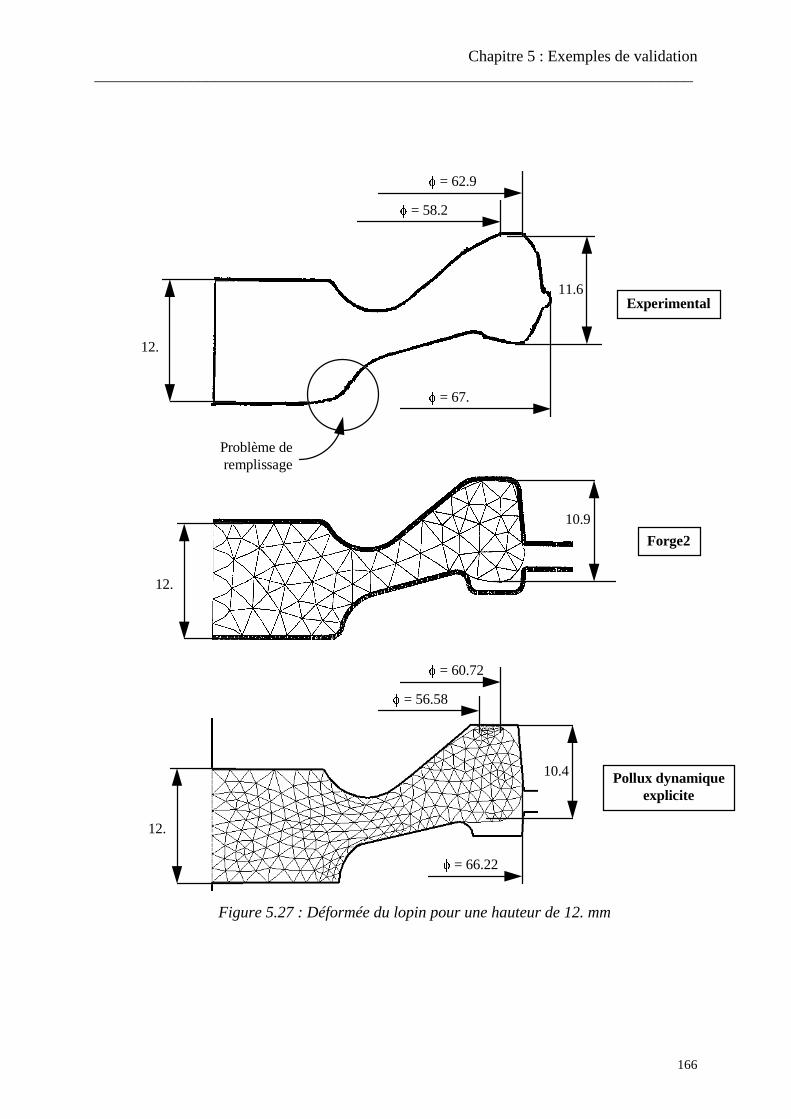
Chapitre 5 : Exemples de validation___________________________________________________________________________
166
Experimental
Forge2
Pollux dynamiqueexplicite
12.
12.
11.6
I = 62.9
I = 58.2
I = 67.
10.9
12.
I = 56.58
I = 60.72
I = 66.22
10.4
Problème de remplissage
Figure 5.27 : Déformée du lopin pour une hauteur de 12. mm
Chapitre 5 : Exemples de validation___________________________________________________________________________
167
II.3.Conclusions
Les techniques de recherche d'une solution statique à partir d'une simulationdynamique explicite où les termes d'inertie restent négligeables, très courantes dans ledomaine de l'emboutissage (relaxation dynamique), peuvent s'appliquer au forgeage etconduisent à une diminution du temps de calcul.
Le critère proposé par Prior pour vérifier que les effets dynamiques n'ont pasd'influence sur l'écoulement plastique du matériau repose sur une limitation à 5% du rapportentre l'énergie cinétique et l'énergie de déformation.
Sur le premier exemple (Giat Industries) les résultats statiques ont été comparés auxrésultats explicites dynamiques accélérés. Comme le matériau était élasto-plastique, deuxtechniques de gain de temps ont pu être testées : une augmentation de la masse volumique ouun accroissement de la vitesse de descente de l'outil. Les résultats obtenus montrent peud'influence des effets d'inertie lorsque le critère de Prior est satisfait sur la quasi-totalité de lasimulation.
Pour des comportements visco-plastiques (roue CETIM), la vitesse de descente del'outil n'est pas un paramètre modifiable car le seuil d'écoulement dépend du taux dedéformation. Une simulation isotherme a été réalisée en multipliant la masse volumique par100. Les résultats obtenus sont en accord convenable avec les résultats expérimentaux.
Pour optimiser le temps de calcul, les paramètres de la relaxation dynamiquepourraient être contrôlés au cours de la simulation en limitant leur valeur par le critère dePrior.
III. FORGEAGE MULTI-COUPS AU MARTEAUPILON
Le but de cette étude est de montrer la faisabilité d'une modélisation complète d'unforgeage multi-coups au marteau pilon. Les difficultés de cette simulation sont liées auxnombreux remaillages pendant la phase d'écrasement et aux phénomènes de retour élastiquependant la remontée du poinçon.
III.1. Mise en données
III.1.1. Géométrie et caractéristiques du matériau
Le lopin est un cylindre avec un rayon initial de 105 mm et une hauteur de 480 mm. Lecomportement du matériau suit une loi de type Norton-Hoff :
( ) 16.02.0 .3..4000
exp325.5 εεσ
=
Ty
où : T est la température en degrès K
Chapitre 5 : Exemples de validation___________________________________________________________________________
168
ε la déformation plastique équivalenteε la vitesse de déformation plastique (s-1)
La contrainte d'écoulement est bornée en posant ε ε= ≤− −10 103 3 si , et ε ε= ≤− −10 103 3 si
Module d'Young : E=2000 MPaCoefficient de Poisson : ν=0.33Masse volumique : ρ=7900 kg/m3
III.1.2. Pilotage de l'outil supérieur
Le marteau pilon utilisé pour cette étude a une capacité d'environ 600 kJoules. Lavitesse instantanée du poinçon est définie à partir d'un bilan énergétique pour l'ensemble outil-lopin :
( )m
EWWWEsmmV cfep −−−−
−= 02.1000)/(
où : m est la masse du poinçon : 20 000 kgE0 l'énergie cinétique initiale du poinçon : 592900 JWp l'énergie dissipée plastiquement en J
We l'énergie élastique restituée pendant la phase de remontée du poinçon en JWf l'énergie dissipée par frottement en JEc l'énergie cinétique du lopin en J
Pour mettre en évidence l'influence de paramètres tels que la finesse du maillage ou lavaleur du module d'Young, une phase avec un seul choc a d'abord été étudiée.
III.2. Etude paramétrique
III.2.1. Calcul de la vitesse instantanée
Le suivi des évolutions de l'énergie cinétique (Figure 5.30), de l'énergie élastique et del'énergie dissipée plastiquement (Figure 5.28) pendant la première phase, montre que c'estessentiellement cette dernière qui pilote la vitesse de descente de l'outil (Figure 5.29). Pendantles premiers pas de calcul la déformation élastique est prépondérante, puis devient trèsrapidement négligeable devant la déformation plastique. L'énergie cinétique du lopin nedépasse pas 2500 Joules. Elle oscille puis est amortie par les phénomènes de viscosité liés àl'apparition des zones plastiques. Jusqu'à 2 millisecondes (soit 5% de la course totale), elle estaussi importante que l'énergie dissipée plastiquement.
Aucun frottement n'a été introduit dans cette étude de faisabilité, mais l'énergiedissipée par frottement est aussi un paramètre à prendre en compte pour calculer la vitesseinstantanée du poinçon.
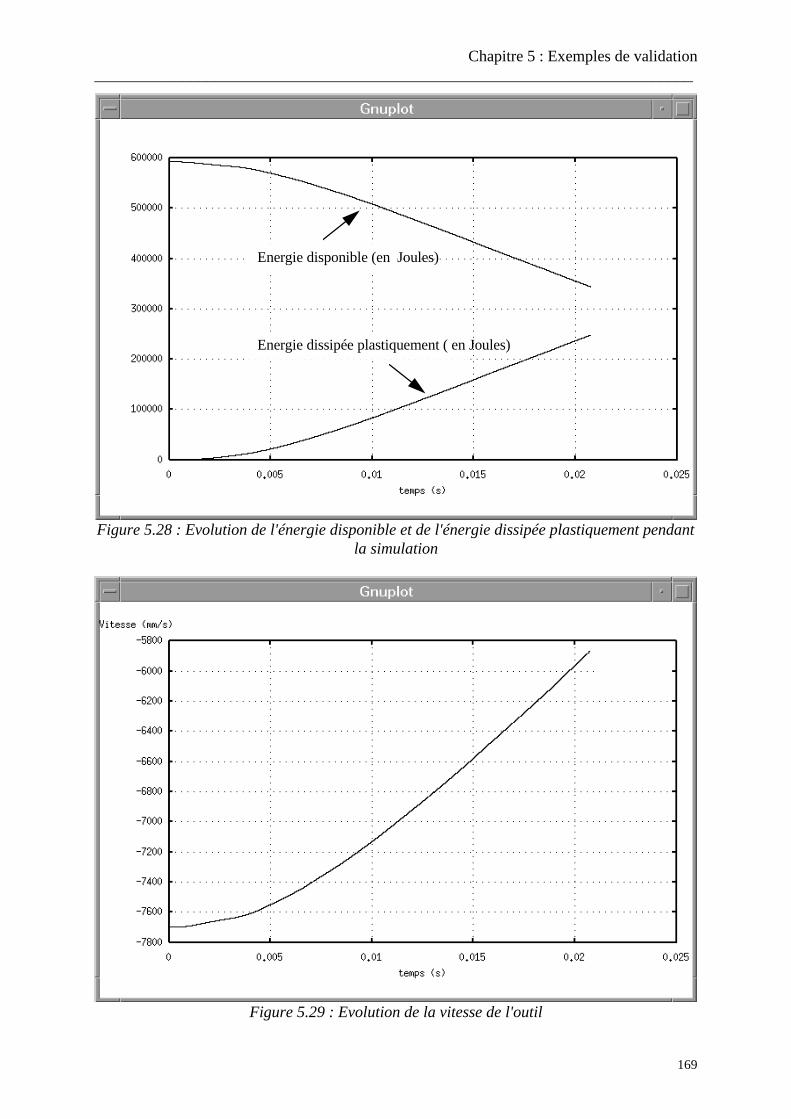
Chapitre 5 : Exemples de validation___________________________________________________________________________
169
Energie disponible (en Joules)
Energie dissipée plastiquement ( en Joules)
Figure 5.28 : Evolution de l'énergie disponible et de l'énergie dissipée plastiquement pendantla simulation
Figure 5.29 : Evolution de la vitesse de l'outil
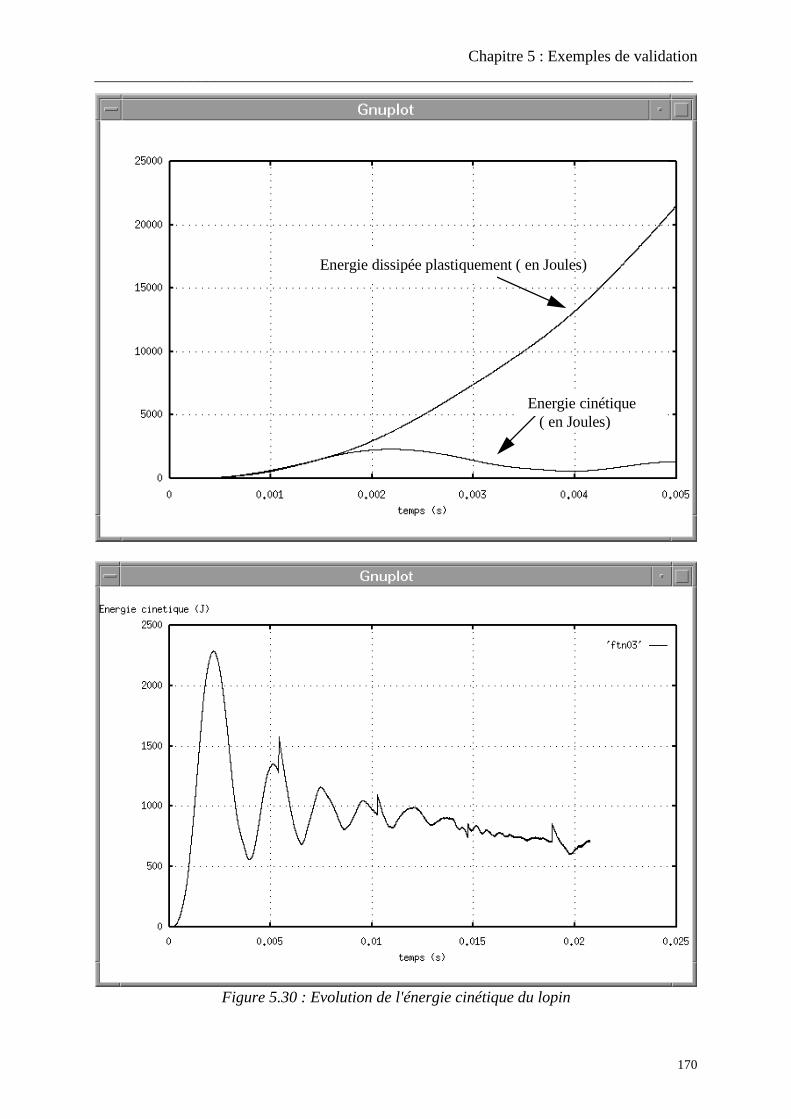
Chapitre 5 : Exemples de validation___________________________________________________________________________
170
Energie dissipée plastiquement ( en Joules)
Energie cinétique ( en Joules)
Figure 5.30 : Evolution de l'énergie cinétique du lopin
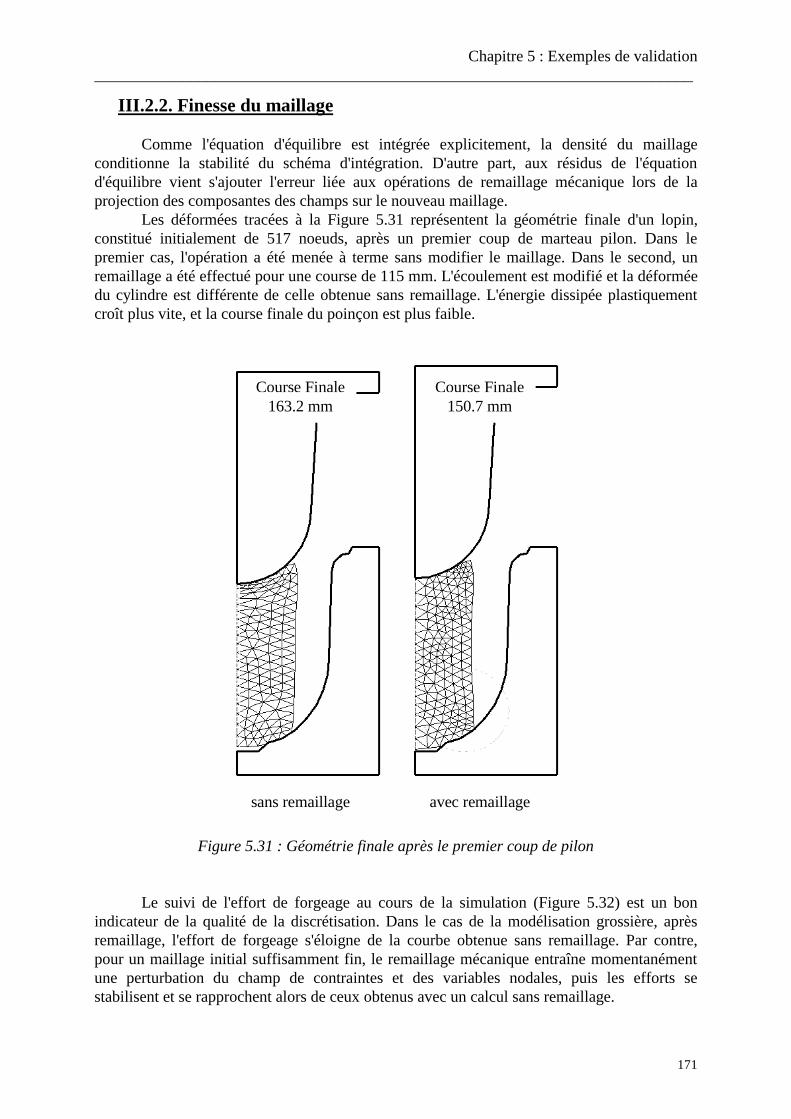
Chapitre 5 : Exemples de validation___________________________________________________________________________
171
III.2.2. Finesse du maillage
Comme l'équation d'équilibre est intégrée explicitement, la densité du maillageconditionne la stabilité du schéma d'intégration. D'autre part, aux résidus de l'équationd'équilibre vient s'ajouter l'erreur liée aux opérations de remaillage mécanique lors de laprojection des composantes des champs sur le nouveau maillage.
Les déformées tracées à la Figure 5.31 représentent la géométrie finale d'un lopin,constitué initialement de 517 noeuds, après un premier coup de marteau pilon. Dans lepremier cas, l'opération a été menée à terme sans modifier le maillage. Dans le second, unremaillage a été effectué pour une course de 115 mm. L'écoulement est modifié et la déforméedu cylindre est différente de celle obtenue sans remaillage. L'énergie dissipée plastiquementcroît plus vite, et la course finale du poinçon est plus faible.
Course Finale163.2 mm
Course Finale150.7 mm
sans remaillage avec remaillage
Figure 5.31 : Géométrie finale après le premier coup de pilon
Le suivi de l'effort de forgeage au cours de la simulation (Figure 5.32) est un bonindicateur de la qualité de la discrétisation. Dans le cas de la modélisation grossière, aprèsremaillage, l'effort de forgeage s'éloigne de la courbe obtenue sans remaillage. Par contre,pour un maillage initial suffisamment fin, le remaillage mécanique entraîne momentanémentune perturbation du champ de contraintes et des variables nodales, puis les efforts sestabilisent et se rapprochent alors de ceux obtenus avec un calcul sans remaillage.
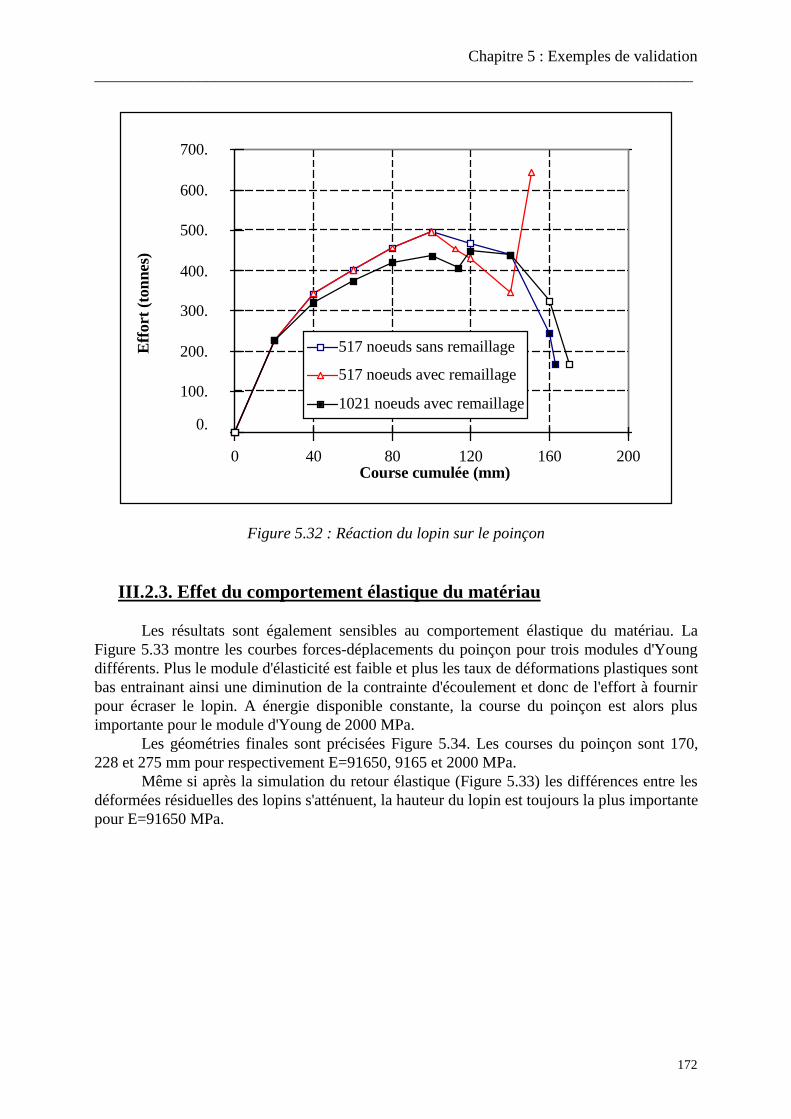
Chapitre 5 : Exemples de validation___________________________________________________________________________
172
0.
100.
200.
300.
400.
500.
600.
700.
0 40 80 120 160 200Course cumulée (mm)
Effo
rt (
tonn
es)
517 noeuds sans remaillage
517 noeuds avec remaillage
1021 noeuds avec remaillage
Figure 5.32 : Réaction du lopin sur le poinçon
III.2.3. Effet du comportement élastique du matériau
Les résultats sont également sensibles au comportement élastique du matériau. LaFigure 5.33 montre les courbes forces-déplacements du poinçon pour trois modules d'Youngdifférents. Plus le module d'élasticité est faible et plus les taux de déformations plastiques sontbas entrainant ainsi une diminution de la contrainte d'écoulement et donc de l'effort à fournirpour écraser le lopin. A énergie disponible constante, la course du poinçon est alors plusimportante pour le module d'Young de 2000 MPa.
Les géométries finales sont précisées Figure 5.34. Les courses du poinçon sont 170,228 et 275 mm pour respectivement E=91650, 9165 et 2000 MPa.
Même si après la simulation du retour élastique (Figure 5.33) les différences entre lesdéformées résiduelles des lopins s'atténuent, la hauteur du lopin est toujours la plus importantepour E=91650 MPa.
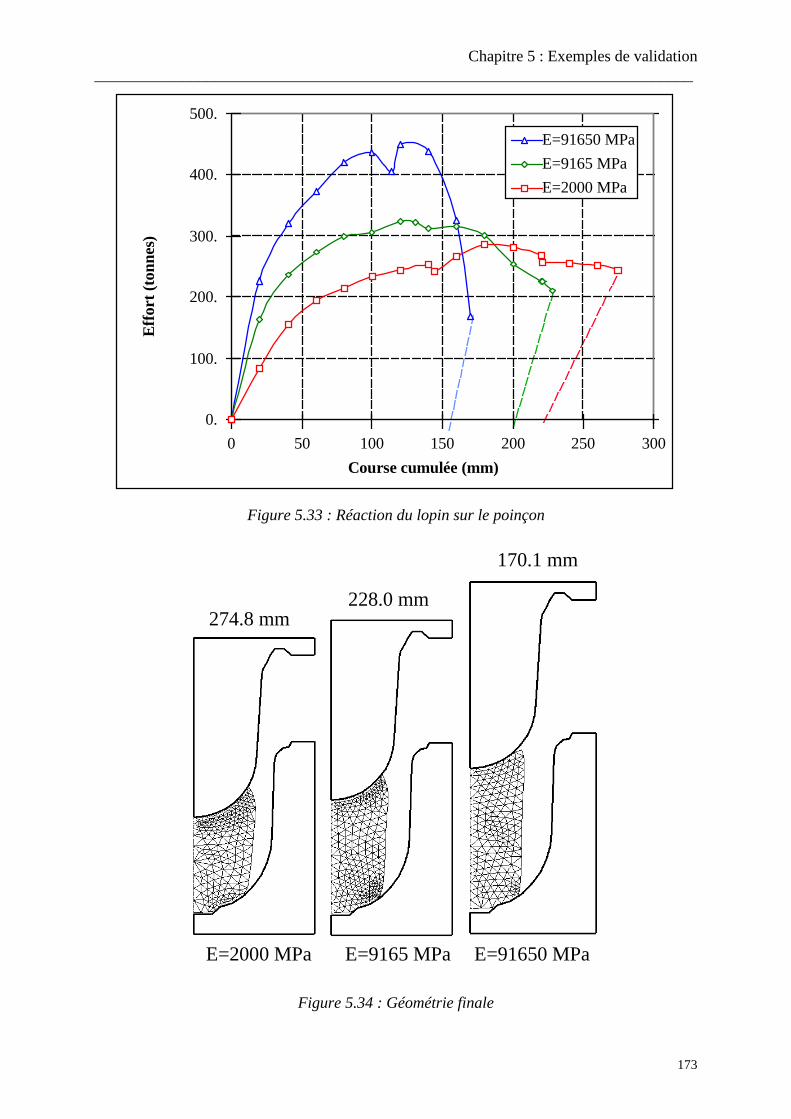
Chapitre 5 : Exemples de validation___________________________________________________________________________
173
0.
100.
200.
300.
400.
500.
0 50 100 150 200 250 300
Course cumulée (mm)
Effo
rt (
tonn
es)
E=91650 MPa
E=9165 MPa
E=2000 MPa
Figure 5.33 : Réaction du lopin sur le poinçon
E=2000 MPa E=9165 MPa E=91650 MPa
274.8 mm228.0 mm
170.1 mm
Figure 5.34 : Géométrie finale
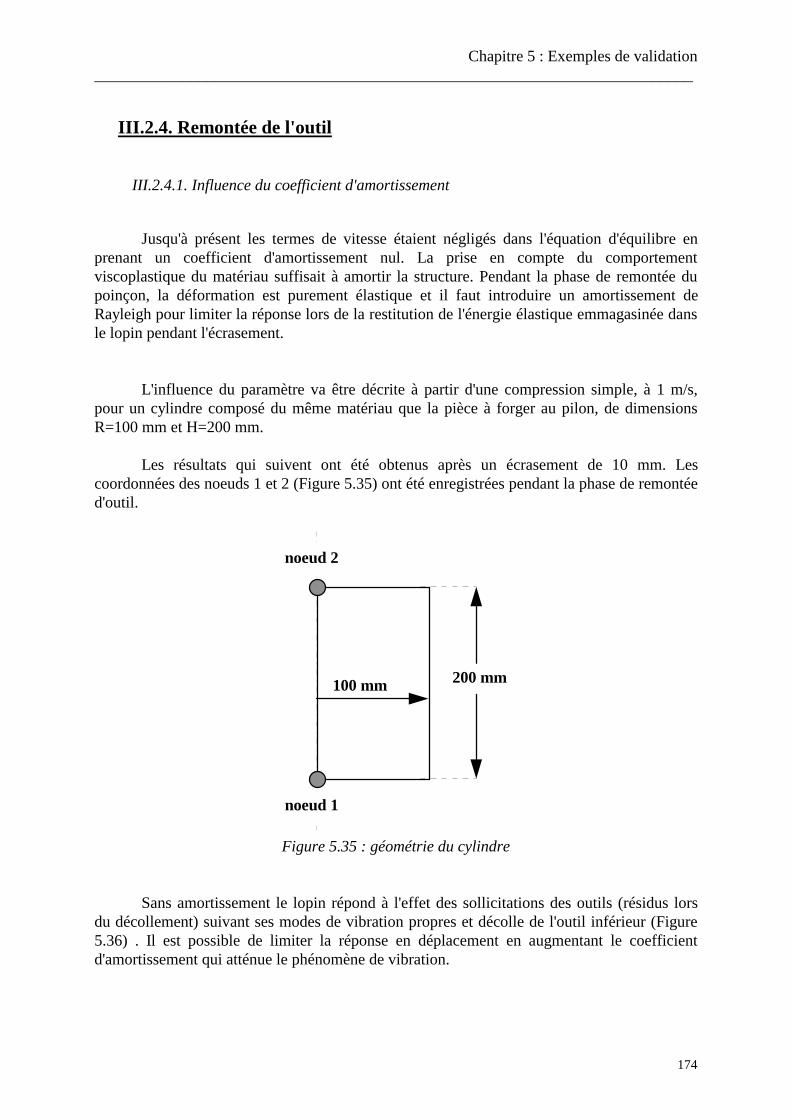
Chapitre 5 : Exemples de validation___________________________________________________________________________
174
III.2.4. Remontée de l'outil
III.2.4.1. Influence du coefficient d'amortissement
Jusqu'à présent les termes de vitesse étaient négligés dans l'équation d'équilibre enprenant un coefficient d'amortissement nul. La prise en compte du comportementviscoplastique du matériau suffisait à amortir la structure. Pendant la phase de remontée dupoinçon, la déformation est purement élastique et il faut introduire un amortissement deRayleigh pour limiter la réponse lors de la restitution de l'énergie élastique emmagasinée dansle lopin pendant l'écrasement.
L'influence du paramètre va être décrite à partir d'une compression simple, à 1 m/s,pour un cylindre composé du même matériau que la pièce à forger au pilon, de dimensionsR=100 mm et H=200 mm.
Les résultats qui suivent ont été obtenus après un écrasement de 10 mm. Lescoordonnées des noeuds 1 et 2 (Figure 5.35) ont été enregistrées pendant la phase de remontéed'outil.
100 mm 200 mm
noeud 1
noeud 2
Figure 5.35 : géométrie du cylindre
Sans amortissement le lopin répond à l'effet des sollicitations des outils (résidus lorsdu décollement) suivant ses modes de vibration propres et décolle de l'outil inférieur (Figure5.36) . Il est possible de limiter la réponse en déplacement en augmentant le coefficientd'amortissement qui atténue le phénomène de vibration.
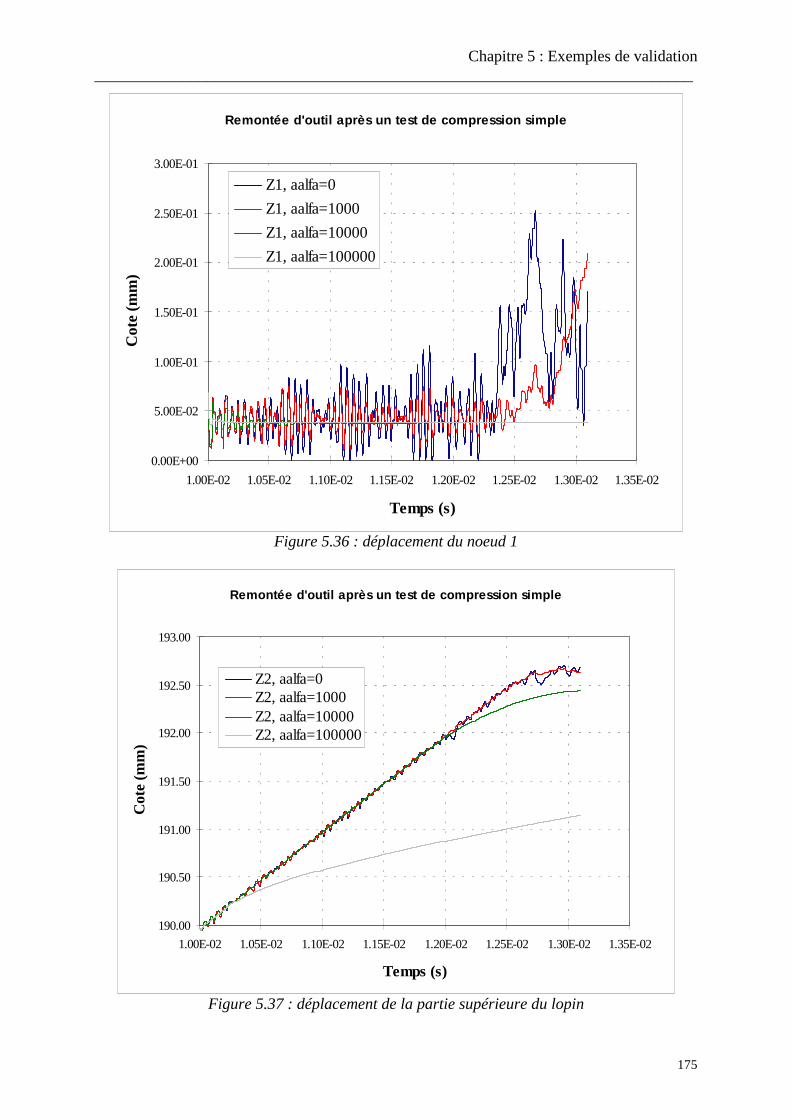
Chapitre 5 : Exemples de validation___________________________________________________________________________
175
Remontée d'outil après un test de compression simple
0.00E+00
5.00E-02
1.00E-01
1.50E-01
2.00E-01
2.50E-01
3.00E-01
1.00E-02 1.05E-02 1.10E-02 1.15E-02 1.20E-02 1.25E-02 1.30E-02 1.35E-02
Temps (s)
Cot
e (m
m)
Z1, aalfa=0
Z1, aalfa=1000
Z1, aalfa=10000
Z1, aalfa=100000
Figure 5.36 : déplacement du noeud 1
Remontée d'outil après un test de compression simple
190.00
190.50
191.00
191.50
192.00
192.50
193.00
1.00E-02 1.05E-02 1.10E-02 1.15E-02 1.20E-02 1.25E-02 1.30E-02 1.35E-02
Temps (s)
Cot
e (m
m)
Z2, aalfa=0Z2, aalfa=1000Z2, aalfa=10000Z2, aalfa=100000
Figure 5.37 : déplacement de la partie supérieure du lopin
Chapitre 5 : Exemples de validation___________________________________________________________________________
176
Cependant, une grande valeur de α ralentit trop la restitution de l'énergie élastique et letemps de remontée de l'outil peut être insuffisant pour simuler la phase de retour élastique.Pour une contrainte d'écoulement de 25 MPa et un module d'Young de 2000 MPa la hauteurdu lopin devrait augmenter de 2.5 mm avec le retour élastique. Une augmentation raisonnabledu paramètre (< à 10 000 s-1) laisse le cylindre libre de retrouver sa position d'équilibre(Figure 5.37).
III.2.4.2. Choix de l'incrément de calcul
Une fois que le poinçon atteint sa course finale, il est possible de simuler la phase deremontée avec une version dynamique explicite ou implicite. Cette dernière solution,également utilisée pour les calculs de retour élastique en emboutissage [VAL 97], a l'avantaged'autoriser de plus grands pas de calcul, mais la convergence peut être difficile au premier pas.Si la remontée de l'outil est traitée avec la version explicite du code, la valeur du ∆t critiqueétant imposée par le maillage et le matériau, le temps de calcul est presque aussi long quecelui de l'étape de mise en forme. Si la modélisation est purement mécanique, seule l'étapetransitoire où le lopin est encore en contact avec le poinçon est gérée. Si le calcul est thermo-mécanique, toute la phase de remontée d'outil doit être prise en compte. Le cas échéant,lorsque les champs de vitesses et d'accélérations sont stabilisés, il est possible d'augmenter lavitesse du calcul en augmentant la masse volumique du matériau dans le solveur mécanique.Le nouveau pas de temps ainsi défini doit rester suffisamment faible pour pouvoir résoudre leproblème thermique correctement.
III.3. Simulation mécanique complète
D'après la simulation, 6 coups de marteau pilon sont nécessaires pour remplir lamatrice complètement. La figure 5.39 rassemble les déformées après chaque étape. La hauteurdu lopin après le premier coup a diminué de plus de la moitié, mais le fond de la matrice restevide. Avec l'écrouissage du matériau, les diminutions de hauteur qui suivent sont moinsélevées de par une augmentation plus rapide de l'énergie dissipée (Figure 5.38).
Numéro de l'étape Epaisseur du lopin (au niveau de l'axe)________________________________________________________
1 239.44 mm
3 133.41 mm
5 99.4 mm
7 72.96 mm
9 46.9 mm
11 28.64 mm
Figure 5.38 : Epaisseur du fond du lopin
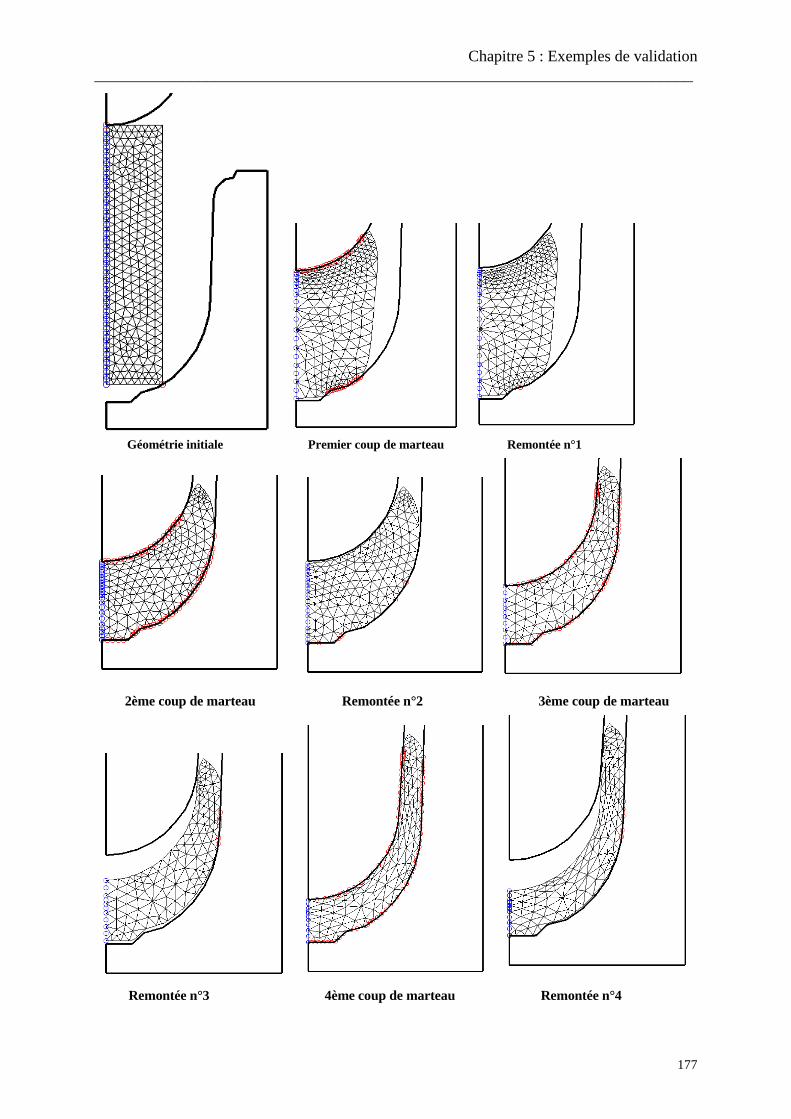
Chapitre 5 : Exemples de validation___________________________________________________________________________
177
Géométrie initiale Remontée n°1Premier coup de marteau
2ème coup de marteau 3ème coup de marteauRemontée n°2
Remontée n°3 Remontée n°44ème coup de marteau
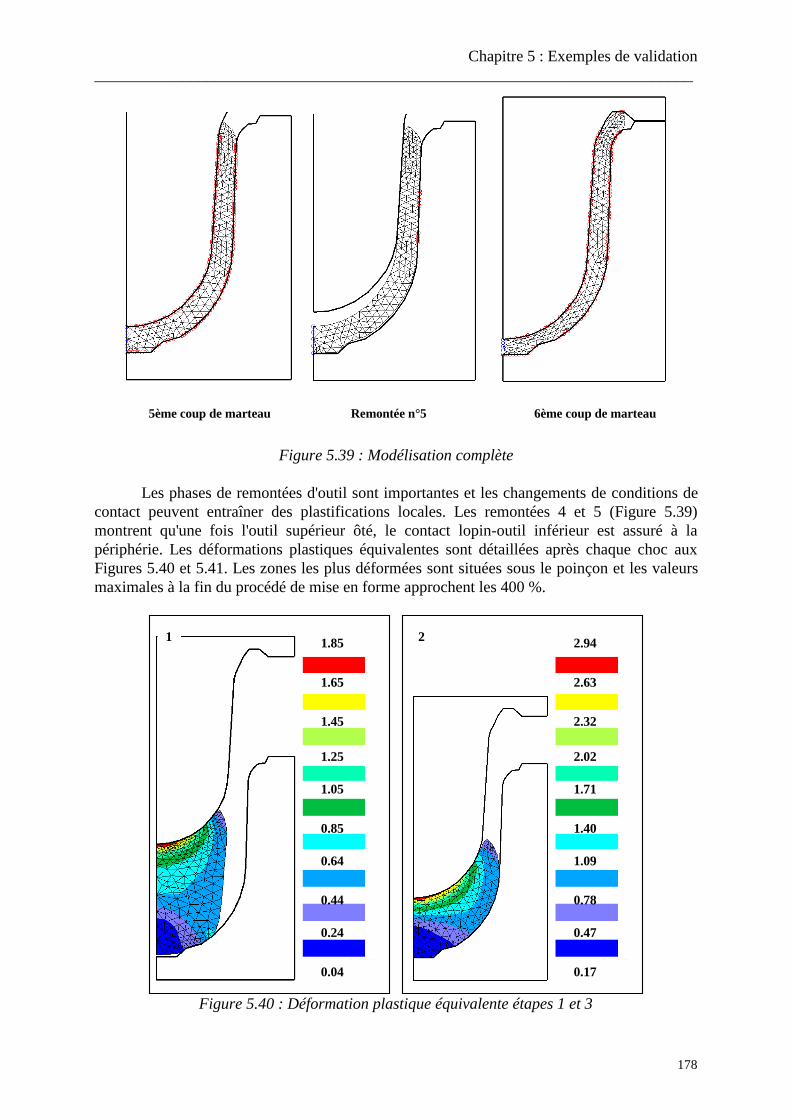
Chapitre 5 : Exemples de validation___________________________________________________________________________
178
5ème coup de marteau 6ème coup de marteauRemontée n°5
Figure 5.39 : Modélisation complète
Les phases de remontées d'outil sont importantes et les changements de conditions decontact peuvent entraîner des plastifications locales. Les remontées 4 et 5 (Figure 5.39)montrent qu'une fois l'outil supérieur ôté, le contact lopin-outil inférieur est assuré à lapériphérie. Les déformations plastiques équivalentes sont détaillées après chaque choc auxFigures 5.40 et 5.41. Les zones les plus déformées sont situées sous le poinçon et les valeursmaximales à la fin du procédé de mise en forme approchent les 400 %.
1.85
1.45
1.25
1.05
0.85
0.64
0.44
0.04
0.24
1.65
2.94
2.32
2.02
1.71
1.40
1.09
0.78
0.17
0.47
2.63
1 2
Figure 5.40 : Déformation plastique équivalente étapes 1 et 3
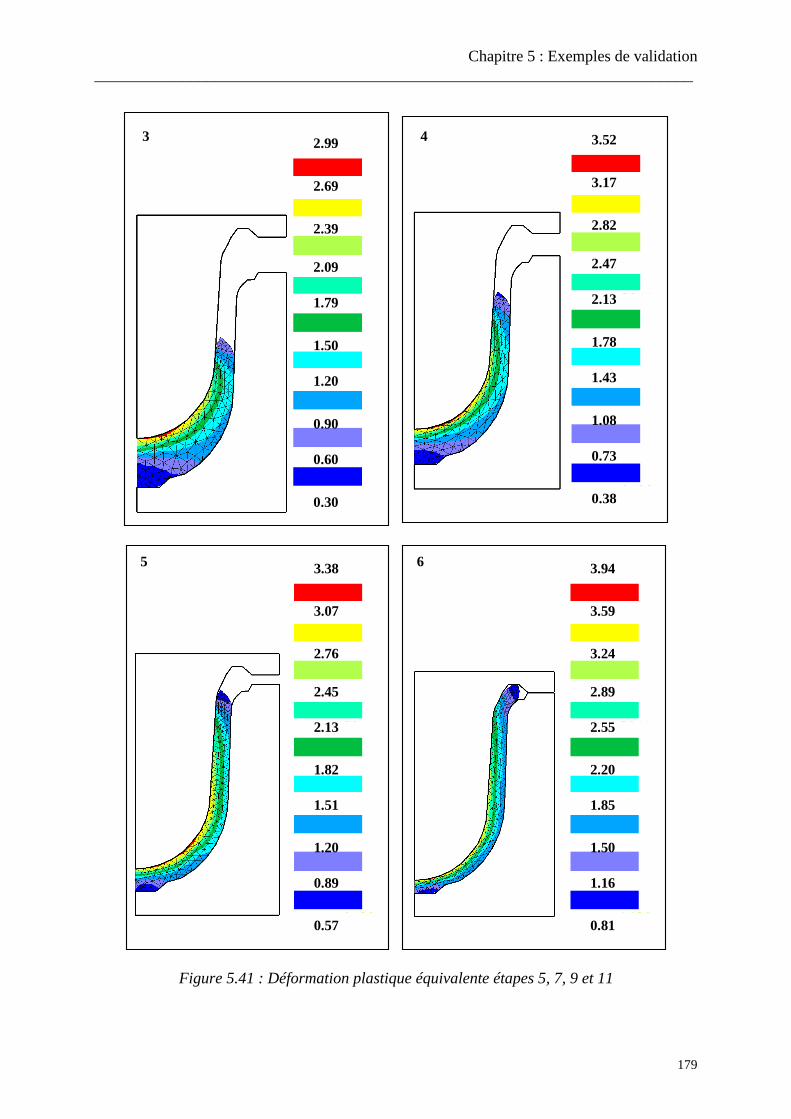
Chapitre 5 : Exemples de validation___________________________________________________________________________
179
2.99
2.39
2.09
1.79
1.50
1.20
0.90
0.30
0.60
2.69
3.52
2.82
2.47
2.13
1.78
1.43
1.08
0.38
0.73
3.17
43
3.38
2.76
2.45
2.13
1.82
1.51
1.20
0.57
0.89
3.07
3.94
3.24
2.89
2.55
2.20
1.85
1.50
0.81
1.16
3.59
65
Figure 5.41 : Déformation plastique équivalente étapes 5, 7, 9 et 11
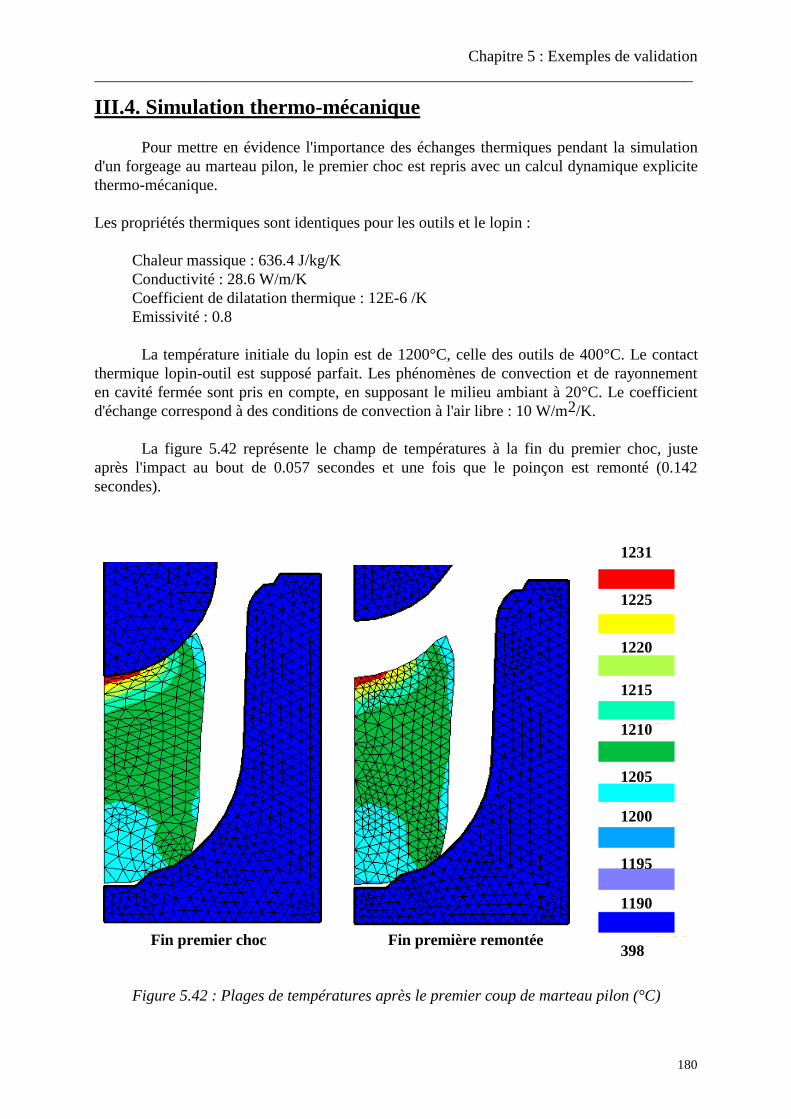
Chapitre 5 : Exemples de validation___________________________________________________________________________
180
III.4. Simulation thermo-mécanique
Pour mettre en évidence l'importance des échanges thermiques pendant la simulationd'un forgeage au marteau pilon, le premier choc est repris avec un calcul dynamique explicitethermo-mécanique.
Les propriétés thermiques sont identiques pour les outils et le lopin :
Chaleur massique : 636.4 J/kg/KConductivité : 28.6 W/m/KCoefficient de dilatation thermique : 12E-6 /KEmissivité : 0.8
La température initiale du lopin est de 1200°C, celle des outils de 400°C. Le contactthermique lopin-outil est supposé parfait. Les phénomènes de convection et de rayonnementen cavité fermée sont pris en compte, en supposant le milieu ambiant à 20°C. Le coefficientd'échange correspond à des conditions de convection à l'air libre : 10 W/m2/K.
La figure 5.42 représente le champ de températures à la fin du premier choc, justeaprès l'impact au bout de 0.057 secondes et une fois que le poinçon est remonté (0.142secondes).
1231
1220
1215
1210
1205
1200
1195
398
1190
1225
Fin premier choc Fin première remontée
Figure 5.42 : Plages de températures après le premier coup de marteau pilon (°C)
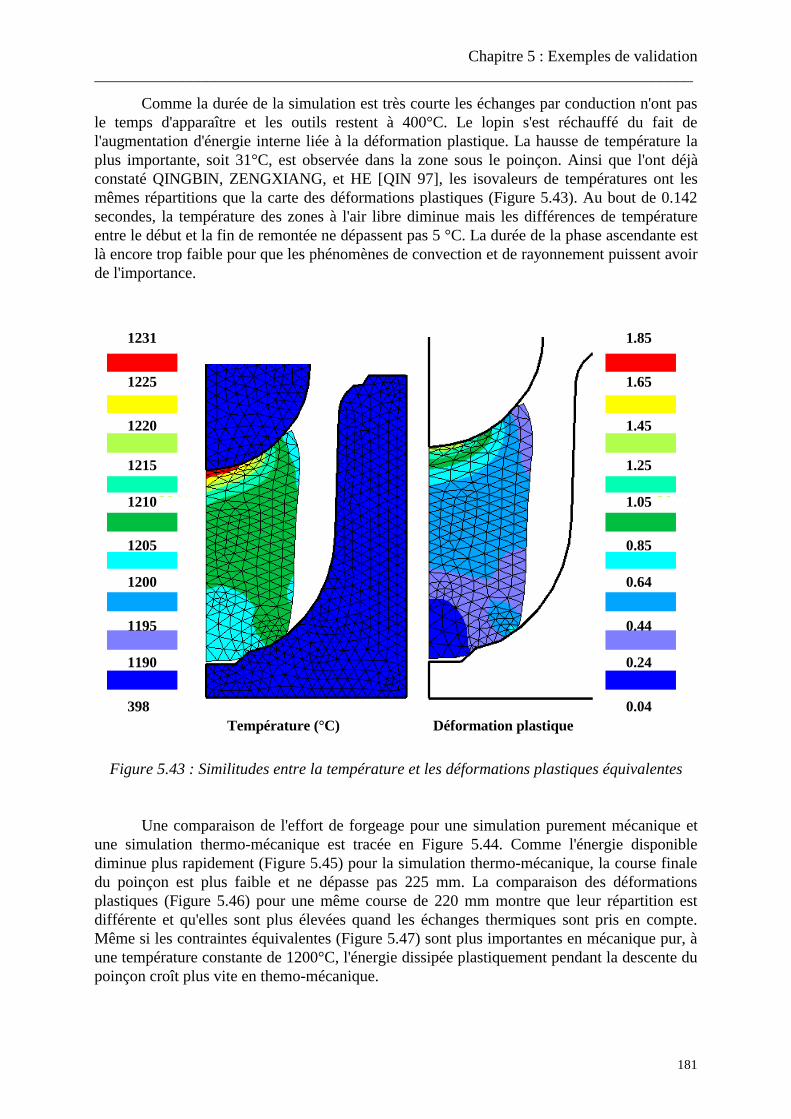
Chapitre 5 : Exemples de validation___________________________________________________________________________
181
Comme la durée de la simulation est très courte les échanges par conduction n'ont pasle temps d'apparaître et les outils restent à 400°C. Le lopin s'est réchauffé du fait del'augmentation d'énergie interne liée à la déformation plastique. La hausse de température laplus importante, soit 31°C, est observée dans la zone sous le poinçon. Ainsi que l'ont déjàconstaté QINGBIN, ZENGXIANG, et HE [QIN 97], les isovaleurs de températures ont lesmêmes répartitions que la carte des déformations plastiques (Figure 5.43). Au bout de 0.142secondes, la température des zones à l'air libre diminue mais les différences de températureentre le début et la fin de remontée ne dépassent pas 5 °C. La durée de la phase ascendante estlà encore trop faible pour que les phénomènes de convection et de rayonnement puissent avoirde l'importance.
Déformation plastique
1231
1220
1215
1210
1205
1200
1195
398
1190
1225
Température (°C)
1.85
1.45
1.25
1.05
0.85
0.64
0.44
0.04
0.24
1.65
Figure 5.43 : Similitudes entre la température et les déformations plastiques équivalentes
Une comparaison de l'effort de forgeage pour une simulation purement mécanique etune simulation thermo-mécanique est tracée en Figure 5.44. Comme l'énergie disponiblediminue plus rapidement (Figure 5.45) pour la simulation thermo-mécanique, la course finaledu poinçon est plus faible et ne dépasse pas 225 mm. La comparaison des déformationsplastiques (Figure 5.46) pour une même course de 220 mm montre que leur répartition estdifférente et qu'elles sont plus élevées quand les échanges thermiques sont pris en compte.Même si les contraintes équivalentes (Figure 5.47) sont plus importantes en mécanique pur, àune température constante de 1200°C, l'énergie dissipée plastiquement pendant la descente dupoinçon croît plus vite en themo-mécanique.
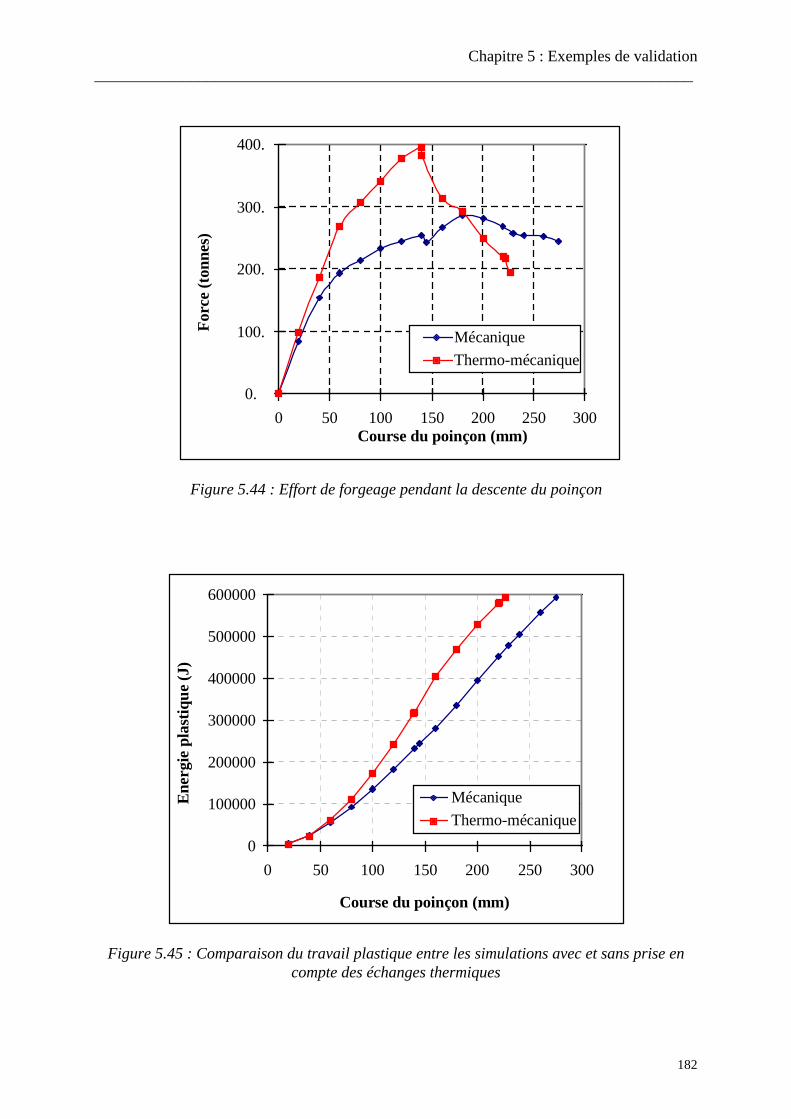
Chapitre 5 : Exemples de validation___________________________________________________________________________
182
0.
100.
200.
300.
400.
0 50 100 150 200 250 300Course du poinçon (mm)
For
ce (
tonn
es)
Mécanique
Thermo-mécanique
Figure 5.44 : Effort de forgeage pendant la descente du poinçon
0
100000
200000
300000
400000
500000
600000
0 50 100 150 200 250 300
Course du poinçon (mm)
Ene
rgie
pla
stiq
ue (
J)
Mécanique
Thermo-mécanique
Figure 5.45 : Comparaison du travail plastique entre les simulations avec et sans prise encompte des échanges thermiques
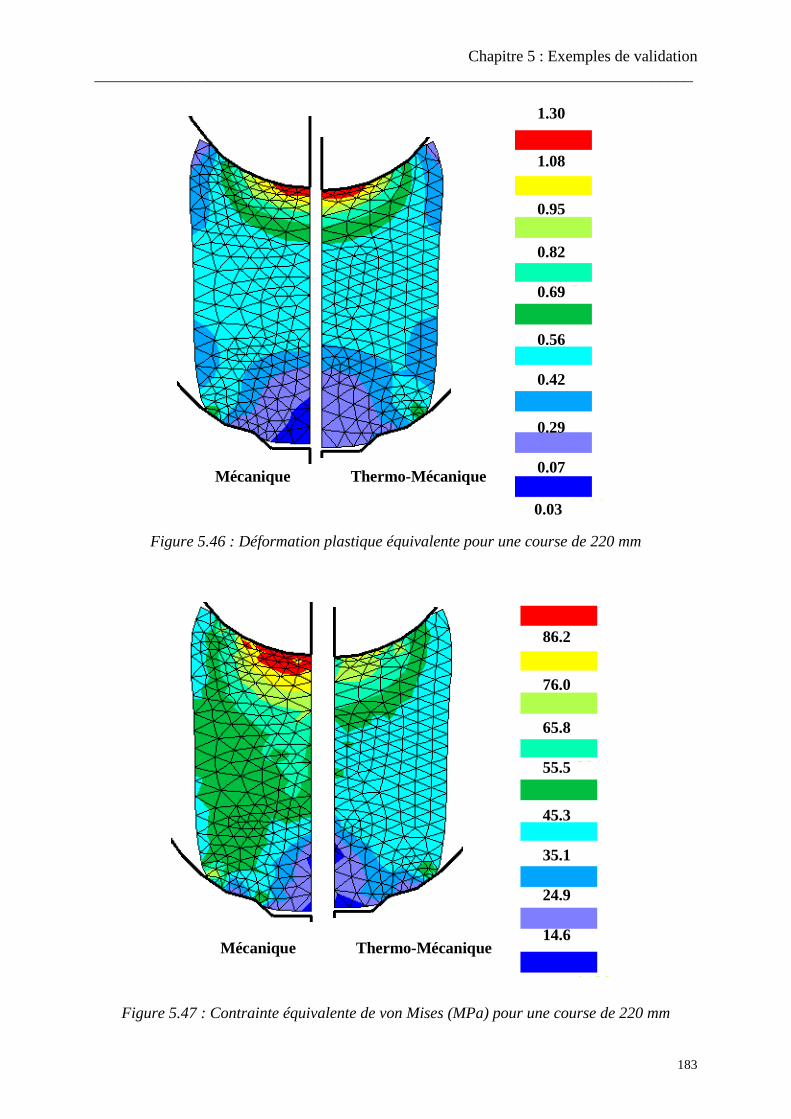
Chapitre 5 : Exemples de validation___________________________________________________________________________
183
1.30
0.95
0.82
0.69
0.56
0.42
0.29
0.07
1.08
Mécanique Thermo-Mécanique
0.03
Figure 5.46 : Déformation plastique équivalente pour une course de 220 mm
Mécanique Thermo-Mécanique
76.0
65.8
55.5
45.3
35.1
24.9
14.6
86.2
Figure 5.47 : Contrainte équivalente de von Mises (MPa) pour une course de 220 mm
Chapitre 5 : Exemples de validation___________________________________________________________________________
184
III.5. Conclusions
Cette étude a montré la faisabilité d'une simulation du procédé de mise en forme aumarteau pilon, sur un exemple transposable à des cas industriels.
Les études paramétriques réalisées avant la simulation de la gamme complète à partirdu premier choc mettent en évidence différents aspects.
Le stockage des énergies qui entrent en jeu pendant la phase de descente de l'outilmontre que l'énergie dissipée plastiquement pilote la vitesse du poinçon. L'énergie élastique,réversible, est négligeable. L'énergie cinétique à l'intérieur du lopin étant rapidement amortiepar le comportement viscoplastique du matériau, intervient essentiellement au début de lasimulation. En présence de frottement à l'interface lopin-outil, il faudra ajouter l'énergiedissipée localement correspondante dans le bilan énergétique.
La finesse du maillage est un paramètre important. L'écoulement du lopin peut êtreconsidérablement modifié si les résidus engendrés par un maillage trop grossier sont grands.Le suivi de l'effort de forgeage pendant le procédé de mise en forme permet de détecter lesinstants pour lesquels les équations d'équilibre sont mal vérifiées.
Le module d'Young du matériau doit être identifié précisément. Les différences degéométrie du lopin obtenues pour E=91650 MPa, E=9165 MPa et E=2000 MPa, toutes choseségales par ailleurs, sont significatives. Un module d'Young élevé engendre des taux dedéformations plastiques plus grands, augmentant ainsi la contrainte d'écoulement et l'effort àfournir pour écraser le lopin. A énergie disponible constante, la course finale du poinçon estalors la plus importante pour le module d'Young le plus faible.
Pendant la phase de remontée d'outil, le lopin n'est plus amorti par le comportementvisco-plastique du matériau et il faut introduire un amortissement de type Rayleigh. Le choixdu coefficient α est assez délicat. Des valeurs trops faibles de celui-ci n'arrivent pas àdiminuer les réponses aux excitations des modes propres de la structure et le contact entrel'outil inférieur et le lopin peut être suspendu momentanément. En revanche, un coefficienttrop important ralentit la phase de retour élastique. La modélisation d'un test de compressionsimple sur un cylindre de même matière et de même taille que la pièce à forger a permisd'identifier ce paramètre.
Après stabilisation des champs de vitesses et d'accélérations, l'incrément de temps peutêtre augmenté. Dans le cas d'une simulation thermo-mécanique, c'est alors la résolution duproblème thermique qui limite la taille du pas de calcul.
Même si la durée totale réelle d'un tel procédé de mise en forme est très courte,l'influence des phénomènes thermiques par échauffement adiabatique du lopin peut êtresignificative. Les échanges de chaleur entre le lopin, les outils et le milieu extérieur parconduction, convection et rayonnement sont quasiment inexistants, mais l'augmentationd'énergie interne générée par déformation plastique suffit à modifier localement le champ detempérature et donc le comportement mécanique du matériau.

Chapitre 5 : Exemples de validation___________________________________________________________________________
185
CONCLUSIONS
ET PERSPECTIVES

Conclusions et perspectives___________________________________________________________________________
186
Conclusions et perspectives___________________________________________________________________________
187
CONCLUSIONS ET PERSPECTIVES
L'objectif de ce travail de recherche était la prise en compte des phénomènesdynamiques pour la simulation des procédés de mise en forme à vitesses rapides.L'introduction des termes d'inertie dans les équations d'équilibre a été réalisée dans deuxalgorithmes différents : la méthode explicite des différences finies centrées et la méthodeimplicite de Newmark. L'adoption de deux stratégies de résolution différentes a permis decomparer et valider la programmation des algorithmes à partir de simulations simples.
La recherche du champ de déplacements à partir de la méthode des différences finiescentrées semble parfaitement appropriée aux simulations à grandes vitesses comme lesmodélisations de mise en forme mettant en oeuvre les marteaux pilons. De plus, lestechniques de relaxation dynamique couramment utilisées dans le domaine de l'emboutissagedepuis quelques années peuvent être appliquées à la modélisation des procédés de mise enforme de produits massifs. Avec une bonne optimisation du pas de temps ou del'augmentation de la vitesse de l'outil, l'estimation de la solution statique à partir d'unerésolution en régime transitoire peut s'avérer plus rapide qu'à partir d'une simulation statique.Le pas de temps critique imposé par la condition de stabilité de cette méthode est souvent trèsfaible et dépend uniquement du matériau et de la taille des éléments choisis. Il convienttoutefois de s'assurer d'une bonne prise en compte des non linéarités matérielles lors del'intégration des équations constitutives.
Si la cinématique des outils correspond à des vitesses moyennes de l'ordre de quelquescentaines de millimètres par seconde, la méthode de résolution implicite de Newmark est toutà fait performante. Le caractère inconditionnellement stable de ce schéma d'intégrationtemporelle autorise des pas de temps bien plus importants qu'avec la méthode explicite desdifférences finies centrées. Cette qualité est d'autant plus intéressante quand la simulation estthermo-mécanique : le pas de temps de la résolution de l'équilibre thermique est borné par lepas de calcul mécanique et peut être inutilement très faible dans le cas explicite par rapportaux gradients de températures observés au cours d'un incrément. Cette méthode est cependantplus délicate à mettre en oeuvre et la gestion du contact unilatéral avec frottement peutaffecter la convergence du calcul. Dans la version implicite du code, le frottement a étéintroduit par une méthode de raideur initiale et une correction itérative. A court terme, lestemps de calcul nécessaires à la résolution implicite du problème mécanique peuvent êtrediminués en couplant une formulation bénéficiant d'un amortissement numérique àl'optimisation du pas de calcul. Les incréments de temps pourront alors être modifiés enfonction de l'importance des résidus sans pour autant exciter les hautes fréquences.
Ce travail de recherche a aussi été l'occasion de développer deux modèlesd'endommagement à partir de deux formulations de plasticité associée faiblementcompressibles et de les comparer au modèle classique proposé par Picart et Oudin. La variabled'endommagement retenue est la fraction volumique des cavités.
Conclusions et perspectives___________________________________________________________________________
188
L'approche dynamique de la simulation des procédés de mise en forme s'avèrenécessaire pour les machines pilotées en énergie et les variations dans le temps et l'espace deschamps de températures, de contraintes et de déformations diffèrent notablement desprédictions de la simulation quasi-statique.
La version dynamique du logiciel POLLUX est une première réponse à l'attente de nospartenaires industriels aussi bien pour la prise en compte des effets dynamiques pour lesprocédés à grandes vitesses que pour la diminution des temps de calcul pour les simulationsquasi-statiques. Elle est implantée sur sites industriels et le choix du schéma de résolution estlaissé à l'utilisateur. Il convient dans un premier temps de la tester à partir de comparaisonsavec d'autres logiciels ou avec des résultats expérimentaux. Le dernier exemple présenté dansce mémoire témoigne des capacités du logiciel POLLUX d'aide à la conception de nouvellesgammes et va pouvoir être transposé à la fabrication de pièces réalisées dans les sociétésGIAT Industries, FORTECH et le Commissariat à l'Energie Atomique.
Les suites à donner aux travaux de cette thèse dépendront naturellement des besoins etdes priorités définis par l'ensemble des utilisateurs et partenaires financiers mais on peut d'oreset déjà proposer plusieurs axes de recherche :
- Le premier est le développement d'un code de simulation des procédés de forgeagetridimensionnel. L'expérience acquise sur les schémas explicites d'intégration à partirdu code axisymétrique peut être étendue à une formulation en trois dimensions. Cesnouveaux développements nécessiteraient naturellement un investissement importantau niveau de la gestion du contact unilatéral avec frottement et du remaillagemécanique mais sont indispensables dans le cas de pièces sans symétrie de révolution.
- Le second est l'amélioration du code dynamique existant pour une discrétisation desoutils à partir de corps déformables. Le couplage entre le calcul mécanique du lopin etdes outils serait alors assuré et fournirait des données intéressantes pour l'optimisationdes outillages. La gestion du contact entre deux corps déformables par une méthode demultiplicateurs de Lagrange permettrait d'améliorer la convergence du calcul implicitedynamique en tenant compte de la rigidité réelle des outils.
- Le dernier axe de recherche concerne le couplage du comportement plastique à unmodèle d'endommagement ductile. L'extension du modèle de von Mises aux cas desmatériaux compressibles proposée par le laboratoire de Mécanique des Solides del'I.N.S.A. de Lyon se doit d'être approfondie et testée à partir de comparaisons avec desmesures expérimentales. Un avant projet de campagne d'essais a été réalisé par lessociétés GIAT Industries et FORTECH. Elle consisterait à mesurer l'évolution de lamasse volumique du matériau endommagé et observer la structure métallurgique deséchantillons pour quantifier la taille des cavités au cours d'essais de traction et detorsion, avant de s'intéresser à des essais de mise en forme plus complexes couplés àune simulation numérique.
REFERENCES
BIBLIOGRAPHIQUES

Références bibliographiques___________________________________________________________________________
190
Références bibliographiques___________________________________________________________________________
191
REFERENCES BIBLIOGRAPHIQUES
[BAI 94 ] BAILLET, L. Modélisation du frottement pour les opérations de matriçage.Thèse sci : Institut National des Sciences Appliquées de Lyon, 1994. 197 p.
[BAI 96] BAILLET, L., DESRAYAUD, C., BERTHIER, Y. et al. Numerical andexperimental analysis of ironing of thin sheet metal. Third international conference.Numerical simulation of 3D sheet metal forming processes.Numisheet 96. Edited by Lee, J.K.,Kinzel, G.L., Wagoner, R.H. Dearborn Michigan September 29 - October 3 , 1996, pp72-79.
[BAT 73] BATHE, R.J., WILSON, E.L. Stability and accuracy analysis of directintegration methods. Earthquake engineering and structural dynamics, 1973, vol 1, p 283-291.
[BAT 82] BATHE, K.J. Finite element procedures in engineering analysis. EnglewoodCliffs, New Jersey : Prentice-Hall, 1982. Chapitre 9 : Solution of equilibrium equations indynamic analysis, p 499-554.
[BAZ 82] BAZZI, G., ANDERHEGGEN, E. The ρ family of algorithms for time stepintegration with improved numerical dissipation. Earthquake engineering and structuraldynamics, 1982, vol 10, p 537-550.
[BEC 88] BECKER, R., NEEDLEMAN, A., RICHMOND, O. et al. Void growth andfailure in notched bars. J. Mech. Phys. Solids, 1988, vol 36, n°3, p317-351.
[BEL 85] BELYTSCHKO, T., SMOLINSKI, P., LIU, W.K. Stability of multi-steppartitioned integrators for first order finite element systems. Computer methods in appliedmechanics and engineering, 1985, vol 49, p 281-297.
[BIL 94] BILLE, J.Ph, CESCOTTO, S., HABRAKEN, A.M. et al. Numericalapproach on contact using an augmented lagrangian approach. Contact Mechanics.Proceedings of the 2nd Contact Mechanics International Symposium held september 19-231994, in Carry le Rouet. Edited by Raous, M. , Jean, M., Moreau, J.J. New York : PlenumPress, 1994, p 247-250.
[BOI 70] BOIVIN, M. Contribution à l'étude des déformations finies dans les matériauxécrouissables. Thèse de doctorat d'Etat Es-sciences : Institut National des SciencesAppliquées de Lyon et Université Claude Bernard, 1970, 150 p.
Références bibliographiques___________________________________________________________________________
192
[BOU 94] BOULMANE, L. Application des techniques implicites-explicites de ladynamique transitoire à la simulation numérique en mise en forme des matériaux. Thèse dedoctorat en sciences pour l'ingénieur : Université de Franche Comté, 1994, 174 p.
[BOY 88] BOYER, J.C., CHEVET, F. Calcul par éléments finis des écoulements deforgeage. Mémoires et études scientifiques - Revue de Métallurgie, juin 1988, p 337-348.
[BOY 97] BOYER, J.C., STAUB, C., An orthotropic ductile damage model includingshear stress effect. Advanced Methods in Materials Processing Defects. Edited by Predeleanu,M., Gilormini, P. Cachan : Elsevier, 1997, p 13-22.
[BRE 97] BRETHENOUX, G., MAZATAUD, P., BOURGAIN, E. et al. Amesoscopic approach of ductile damage during cold forming processes. Advanced Methods inMaterials Processing Defects. Edited by Predeleanu, M., Gilormini, P. Cachan : Elsevier,1997, p 23-32.
[BRU 87] BRUNET, M. Modélisation numérique des grandes déformations elasto-plastiques avec contact et frottement : application à des problèmes spécifiques de la mise enforme des métaux. Thèse de Doctorat d'Etat Es-sciences : Institut National des SciencesAppliquées de Lyon et Université Claude Bernard, 1987,.202 p.
[BRU 97] BRUNET, M., MGUIL-TOUCHAL, S., MORESTIN, F. Numerical andexperimental analysis of necking in 3D sheet forming processes using damage variable,Advanced Methods in Materials Processing Defects, Edited by Predeleanu, M., Gilormini, P.Cachan : Elsevier, 1997, p 205-214.
[CAO 92] CAO, H.L., TEODOSIU, C. Numerical simulation of drawbeads foraxisymmetric deep drawing processes. Numiform 92 : Numerical methods in industrialforming processes. Antibe Nice France. Edited by Chenot, Wood & Zienkiewicz. BalkemaRotterdam, 1992, p 439-448.
[CAR 91] CARPENTER, N.J., TAYLOR, R.L., RATONA, M.G. Lagrange constraintsfor transient finite element surface contact. International journal for numerical methods inengineering, 1991, vol 32, p 103-128.
[CES 94] CESCOTTO, S. Modelling of frictional contact from mixed variationalprinciples. Contact Mechanics. Proceedings of the 2nd Contact Mechanics InternationalSymposium held september 19-23 1994, in Carry le Rouet. Edited by Raous, M. , Jean, M.,Moreau, J.J. New York : Plenum Press, 1994, p 217-227.
[CHU 80] CHU, C.C., NEEDLEMAN, A. Void nucleation effects in biaxially stretchedsheets. Journal of engineering materials and technology, 1980, vol 102, p 249-256.
[CHU 93] CHUNG, J., HULBERT, G.M. A time integration algorithm for structuraldynamics with improved numerical dissipation : the generalized α method. Journal of appliedmechanics, 1993, vol 60, p 371-375.
Références bibliographiques___________________________________________________________________________
193
[CHU 94] CHUNG, J., MOO LEE, J. A new family of explicit time integration methodsfor linear and non linear structural dynamics. International Journal for numerical methods inengineering, 1994, vol 37, p 3961-3976.
[CLI 66] McCLINTOCK, F.A., KAPLAN, S.M., BERG, C.A. Ductile fracture by holegrowth in shear bands. International journal of fracture mechanics, 1966, vol 2, p 614-627.
[COG 91] COGOLUENHES, D. Observation et modélisation de l'endommagement enfonction de la déformation plastique. Mémoire de D.E.A. : Institut National des SciencesAppliquées de Lyon, Laboratoire de Mécanique des Solides, 1991. 80 p.
[DOD 87] DODD, B., BAI, Y., Ductile fracture and ductility - With applications tometalworking, London : Academic Press, 1987, 310 p.
[FLA 84] FLANAGAN, D.P., BELYTSCHKO, T. Eigenvalues and stable time stepsfor the uniform strain hexahedron and quadrilateral. Journal of applied mechanics, 1984, vol51, p 35-40.
[GEL 85] GELIN, J.C., OUDIN, J, RAVALARD, Y. An improved finite elementmethod for the analysis of damage and ductile fracture in cold froming processes. Annals ofthe CIRP, 1985, vol 34, n°1, p 209-213
[GEL 86] GELIN, J.C. Application of a thermo-viscoplatic model to the analysis ofdefects in warm forming conditions. Annals of the CIRP, 1986, vol 35, n°1, p 157-160
[GEL 95] GELIN, J.C. , Theoritical and numerical modelling of isotropic and anisotropicductile damage in metal forming processes. Materials Processing Defects - Studies in AppliedMechanics 43, Edited by Ghosh, Predeleanu, M. Amsterdam : Elsevier Sciences B.V., 1995, p123-140.
[GUR 77] GURSON, A.L. Continuum theory of ductile rupture by void nucleation andgrowth. Journal of Engineering. Materials and Technology, 1977, January, p 2-15.
[HAG 92] HAGGBLAD, H.A., Mac EWAN, K. Explicit versus implicit finite elementsimulation of metal powder compaction. Numiform 92 : Numerical methods in industrialforming processes. Antibe Nice France. Edited by Chenot, Wood & Zienkiewicz. BalkemaRotterdam, 1992, p 875-881.
[HIL 78] HILBER, H., HUGHES, T.J.R. Collocation, dissipation and overshoot fortime integration schemes in structural dynamics. Earthquake engineering and structuraldynamics, 1978, vol 6, p 99-117.
[HOU 50] HOUBOLT, J.C . A recurrence matrix solution for the dynamic response ofelastic aircraft. Journal of the aeronautical sciences, 1950, vol 17, p 540-550.
[HUG 87] HUGHES, T.J.R. The finite element method. Linear static and dynamic finiteelement analysis. Englewood Cliffs, New Jersey : Prentice-Hall, 1987. Algorithms forhyperbolic and parabolic-hyperbolic problems. p 490-567
Références bibliographiques___________________________________________________________________________
194
[KNO 93] KNOCHE, P., NEEDLEMAN, A. The effect of size on the ductility ofdynamically loaded tensile bars. Eur.J. Mech. A/Solids, 1993, vol 12, n°4, p 585-601.
[LEB 95] LEBLOND, J.B., PERRIN, G., DEVAUX, J. An improved Gurson typemodel for hardenable ductile metals. Eur.J. Mech. A/Solids, 1995, vol 14, n°4, p 499-527.
[LEM 92] LEMAITRE, J. A course on damage mechanics. Berlin : Springer Verlag,1992, 223 p.
[MGU 97 ] MGUIL-TOUCHAL, S. Une technique de corrélation directe d'imagesnumériques : application à la détermination de courbes limites de formage et proposition d'uncritère de striction. Thèse sci : Institut Nationl des Sciences Appliquées de Lyon, 1997, 210 p.
[MIC 93 ] MICHEL, B. Modélisation thermo-elasto-visco-plastique des procédés deformage à chaud. Thèse sci : Institut Nationl des Sciences Appliquées de Lyon, 1993, 173 p.
[MIC 94] MICHEL, B., BOYER, J.C. Study of a closed-cavity radiation model for heatexchange simulation code in axisymmetric bodies. Journal of Materials ProcessingTechnology, 1994, vol 44, p 61-74.
[MOC 97] MOCELLIN, K, FOURMENT, L., CHENOT, J.L. Algorithme de contactimplicite pour la simulation tridimensionnelle du forgeage. Actes du 13ème congrès françaisde Mécanique. Edited by A.U.M., vol 4. Poitiers, 1997, p 51-54.
[NAG 91] NAGTEGAAL, J.C., TAYLOR, L.M. Comparison of implicit and explicitfinite element methods for analysis of sheet metal forming problems. VDI Berichte, 1991, vol894, p 705-725.
[NEE 91] NEEDLEMAN, A. , TVERGAARD, V. An analysis of dynamic, ductile crackgrowth in a double edge cracked specimen. International Journal of fracture. 1991, vol 49,p41-67.
[NUM 93] MAKINOUCHI, A., NAKAMACHI, E., ONATE, E. et al. (Ed)NUMISHEET'93 2nd International conference. Numerical simulation of 3D sheet metalforming processes. Verification of simulation with experiment Tokyo-Japan R.H. 31 August --2 September 1993. 670 p.
[ODE 71] ODEN, J.T., BRAUCHLI, H.J. On the calculation of consistent stressdistributions in finite element approximations. International Journal for Numerical Methodsin Enginneering . 1971, vol 3, p317-325.
[ODE 72] ODEN, J.T. Finite elements of non linear continua. New York : Mc Graw HillBook Company, 1972, 432 p.
[ODE 73] ODEN, J.T., REDDY, J.N. Note on an pproximate method for computingconsitent conjugate stresses in elastic finite elements. International Journal for NumericalMethods in Enginneering . 1973, vol 6, p55-61.
Références bibliographiques___________________________________________________________________________
195
[OUD 95] OUDIN, J., BENNANI, B., PICART, P., Consitutive models for microvoidnucleation, growth and coalescence in elastoplasticity, finite element reference modelling.Materials Processing Defects - Studies in Applied Mechanics 43, Edited by Ghosh,Predeleanu, M. Amsterdam : Elsevier Sciences B.V., 1995, p 107-119.
[OWE 80] OWEN, D.R.J. , HINTON, E. Finite elements in plasticity : theory andpractice. Swansea, U.K. : Pineridge press ,1980, 594 p.
[OWE 95] OWEN, D.R.J., PERIC, D., DE SOUZA NETO, E.A. et al. Advancedcomputational strategies for 3D large scale metal forming simulations. Simulation of materials: theory, methods and applications Ithaca New York 18-21 June. Edited by Chen & Dawson.Balkema Rotterdam, 1995, p 7-21.
[PER 84] PERZYNA, P. Constitutive modeling of dissipative solids for postcriticalbehavior and fracture. Journal of engineering materials and technology, 1984, vol 106, p 410-419.
[PER 92] PERIC, D., OWEN, D.R. Computational model for 3D contact problems withfriction based on the penalty method. International Journal for Numerical Methods inEngineering, 1992, vol 35, p 1289-1302.
[PIC 92] PICART, P., OUDIN, J., BENNANI, B., Finite element simulation of voidnucleation growth and coalescence in isotropic standard elasto-plasticity : application to coldforging. Journal of materials processing technology. 1992, vol 32. p 179-188.
[PIC 97] PICART, P., PIECHEL, G., OUDIN, J. Damage influence in the finiteelement computations for large strains elasto-plastic mechanical structures. AdvancedMethods in Materials Processing Defects. Edited by Predeleanu, M., Gilormini, P. Cachan :Elsevier, 1997, p 175-184.
[PIN 97] PINEAU, A., Modelling of scatter and size effects in ductile and brittlefracture.Transaction of the 14th International Conference on Structural Mechanics in ReactorTechnology (SMIRT 14) Lyon august 17-22. Edited by Livolant, M. ,vol 4, Bayeux 1997, p77-88.
[PON 94] PONTHOT, J.Ph, HOGGE, M. On relative merits of implicit/explicitalgorithms for transient problems in metal forming simulation. Metal forming process.Simulation in industry. International conference and workshop. Vol II. Baden-Baden.Germany, 28-30 September, 1994, p 128-147.
[PRE 97] PREDELEANU, M., GILORMINI, P. (Ed) Studies in Applied Mechanics 45,Advanced methods in Materials Processing Defects, Amsterdam : Elsevier Sciences, 1997,425 p.
[PRI 94] PRIOR, A.M. Applications of implicit and explicit finite element techniquesto metal forming. Journal of Mater. Process. Technol., 1994 ,vol 45, p 649-656
Références bibliographiques___________________________________________________________________________
196
[QIN 97] QINGBIN L., ZENGXIANG, F., HE, Y. et al. Coupled thermo-mechanicalanalysis of the high speed hot forging process. Journal of Materials Processing Technology,1997, vol 69, p 190-197.
[RAO 94] RAOUS, M., JEAN, M., MOREAU, J.J. (Ed). Contact Mechanics.Proceedings of the 2nd Contact Mechanics International Symposium held september 19-231994, in Carry le Rouet. New York : Plenum Press, 1994, 470 p.
[REB 92] REBELO, N., NAGTEGAAL, J.C., TAYLOR, L.M. et al. Comparison ofimplicit and explicit finite element methods in the simulation of metal forming processes.Numiform 92 : Numerical methods in industrial forming processes, Antibe, Nice France.Edited by Chenot, Wood & Zienkiewicz. Balkema Rotterdam, 1992, p 99-109.
[RIC 69] RICE, J.R., TRACEY, D.M., On the ductile enlargement of voids in triaxialstress fields. J. Mech. Phys. Solids, 1969, vol 17, p 201-217.
[RON 94 ] RONEL, S. Modélisation du profilage des tôles minces par une méthodesd'éléments finis. Thèse sci : Institut National des Sciences Appliquées de Lyon, 1994, 200 p.
[ROU 80] ROUSSELIER, G., Three dimensional constitutive relations and ductilefracture. Finite deformation constitutive relations including ductile fracture damage. Editedby S.Nemat-Nasser, North Holland : Publishing Company, 1980, p 331-355.
[SAB 94 ] SABOURIN, F. Contribution à l'étude d'éléments finis triangulaires à troisnoeuds de type coque : proposition d'un élément simplifié et application à l'emboutissage.Thèse sci : Institut National des Sciences Appliquées de Lyon, 1993, 350 p.
[SHI 95] SHIMIZU, T., SANO, T. Development of a penalty method contact algorithmand its application to sheet forming problem. Simulation of Materials processing : Theory,Methods and Applications, NUMIFORM 95 Ithaca New York 18-21 June. Edited by Shen &Dawson. Balkema-Rotterdam, 1995, p 489-494.
[SHI 97] SHICHUN, W., MIAOQUAN, L., ZHIXIAO, D. et al. Measurements of thechanges in microstructure during superplastic deformation. Journal of materials processingtechnology , 1997, vol 69, p 203-207.
[SIM 92] SIMO, J.C., LAURSEN, T.A. An augmented lagrangien treatment of contactproblems involving friction. Computers & Structures, 1992, vol 42, n°1, p 97-116.
[SOL 94] SOLTANI, B., MATTIASSON, K., SAMUELSSON, A. Implicit anddynamic explicit solutions of blade forging using the finite element method. Journal ofMaterials Processing Technology, 1994, vol 45, p 69-74.
[STA 95] STAUB, C., BOYER, J.C. A ductile damage model for visco-plastic material,Advances in Material Processing Technologies, AMPT'95, Edited by Hashmi, M.S.J., Dublin-Ireland, 1995, p 969-978.
[STA 96] STAUB, C., BOYER, J.C., An orthotropic ductile damage model for visco-plastic materials. Journal of material processing technology , 1996, vol 60, p 297-304.
Références bibliographiques___________________________________________________________________________
197
[STA 97a] STAUB, C., BOYER, J.C. Inertia effects on the prediction of ductile damage.Advances in materials and processing technologies. AMPT'97. Edited by Andritschky, M.Portugal., 1997, p 897-904.
[STA 97b] STAUB, C., BOYER, J.C. Un modèle d'endommagement spécifique. Actes du13 ème congrès français de mécanique, Vol 4, Poitiers, Futuroscope, 1-5 septembre 1997.A.U.M. : Poitiers, 1997, p 15-18
[TCH 97] TCHAMWA, B., WIELGOSZ, C. Une nouvelle méthode explicited'intégration directe précise et à dissipation numérique contrôlable. Actes du 13 ème congrèsfrançais de mécanique, Vol 1, Poitiers, Futuroscope, 1-5 septembre 1997. A.U.M : Poitiers,1997, p 251-254.
[THO 90] THOMASON, P. F. , Ductile Fracture of Metals, Oxford : Pergamon Press,1990, 219 p.
[TVE 81] TVERGAARD, V., Influence of voids on shear band instabilities under planestrain conditions, Internationl Journal of Fracture Mechanics, 1981, vol 17, p 389-395.
[VAL 97] VALENTE, F., LI, X.P., MESINA, A. Springback prediction for stampingtools compensation by numerical simulation. Computational plasticity Edited by Owen,D.R.J., Onate, E., Hinton, E. Barcelona : CIMNE , 1997, p 1431-1438.
[WAN 96] WANG, S.P., NAKAMACHI, E. Nonlinear contact and friction modelling indynamic explicit finite element analysis. Third international conference. Numericalsimulation of 3D sheet metal forming processes.Numisheet 96. Edited by Lee, J.K., Kinzel,G.L., Wagoner, R.H. Dearborn Michigan September 29 - October 3 , 1996, p 9-16.
[WOO 80] WOOD, W.L., BOSSAK, M, ZIENKIEWICZ, O.C. An alpha modificationof Newmark's method. International journal for numerical methods in engineering. 1980, vol15, p 1562-1566.
[ZHU92] ZHU, Y., CESCOTTO, S., HABRAKEN, A.M. A fully coupled elastoplasticdamage modeling and fracture criteria in metal forming processes. Journal of MaterialsProcessing Technology. 1992, vol 32, p 197-204.
[ZHU 95] ZHU, Y., CESCOTTO, S., HABRAKEN, A.M. , Modelling of fractureinitiation in metal forming processes. Materials Processing Defects - Studies in AppliedMechanics 43, Edited by Ghosh, Predeleanu, M. Amsterdam : Elsevier Sciences B.V., 1995, p155-170.
[ZIE 80] ZIENKIEWICZ, O.C., WOOD, W.L., TAYLOR, R.L. An alternative singlestep algorithm for dynamic problems. Earthquake engineering and structural dynamics. 1980,vol 8, p 31-40

Références bibliographiques___________________________________________________________________________
198
ANNEXE 1 :
ARBORESCENCE
DU
SOLVEUR
Annexe 1 : Arborescence du solveur___________________________________________________________________________
200
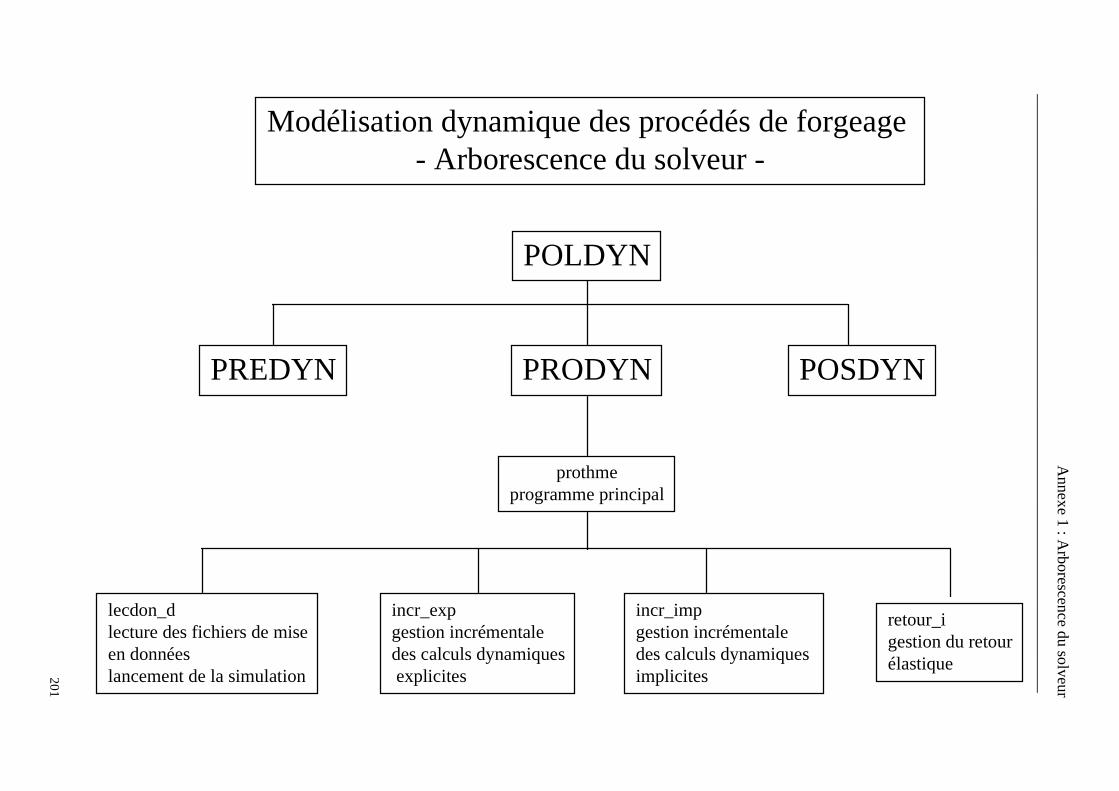
Annexe 1 : A
rborescence du solveur___________________________________________________________________________
20
1
POLDYN
POSDYNPREDYN PRODYN
prothmeprogramme principal
lecdon_dlecture des fichiers de miseen données lancement de la simulation
incr_expgestion incrémentaledes calculs dynamiques explicites
incr_impgestion incrémentaledes calculs dynamiques implicites
retour_igestion du retourélastique
Modélisation dynamique des procédés de forgeage - Arborescence du solveur -
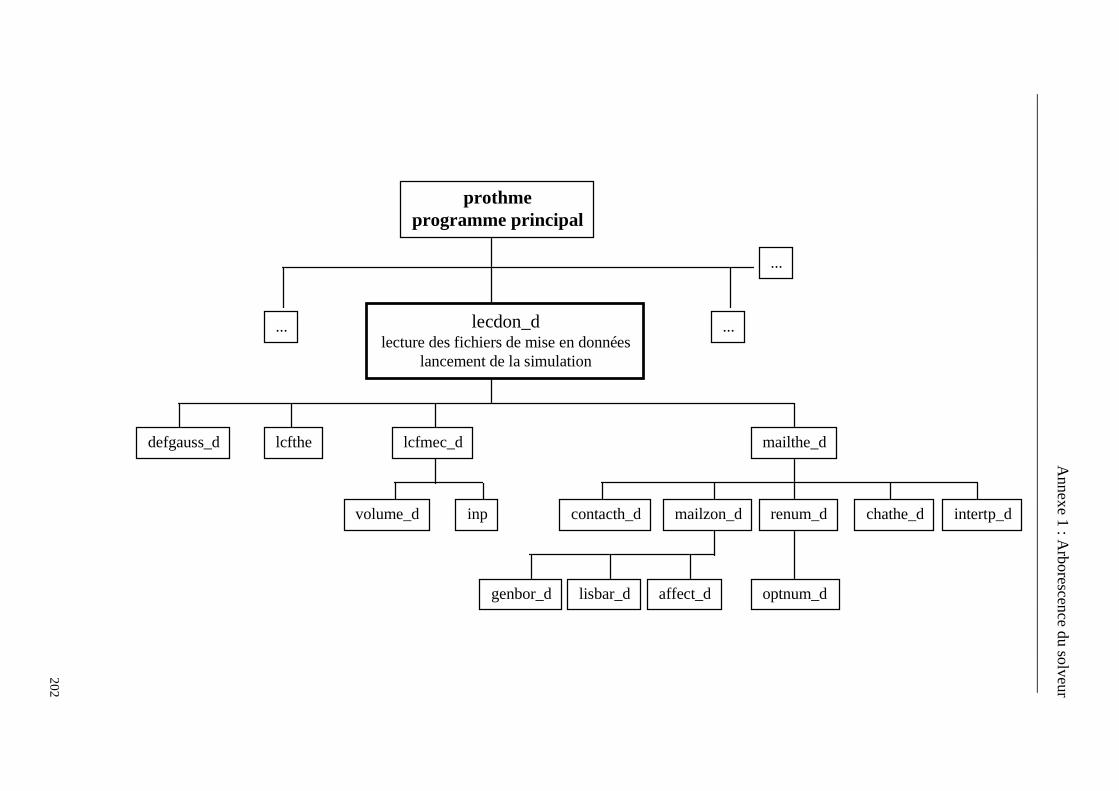
Annexe 1 : A
rborescence du solveur___________________________________________________________________________
20
2
lecdon_dlecture des fichiers de mise en données
lancement de la simulation
defgauss_d lcfthe lcfmec_d mailthe_d
inpvolume_d chathe_drenum_dmailzon_dcontacth_d intertp_d
optnum_dgenbor_d lisbar_d affect_d
prothmeprogramme principal
... ...
...

Annexe 1 : A
rborescence du solveur___________________________________________________________________________
20
3
defgauss_d : définition des 3 points de Gauss , coordonnées naturelles, pondération pour l'intégration de Gauss
lcfthe : lecture du fichier de mise en données thermique
lcfmec_d : lecture du fichier de mise en données mécanique
mailthe_d : remaillage du domaine thermique
inp : création d'un fichier de mise en données esaf.inp pour assurer une interface avec le logiciel ABAQUS
volume_d : calcul du volume du lopin à partir des coordonnées des points définis dans le fichier mécanique
chathe_d : affectation des propriétés au maillage qui vient d'être optimisé
renum_d : préparation à la renumérotation du maillage qui vient d'être créé
mailzon_d : maillage par zone
contacth_d : recherche des points en contact thermique
intertp_d : interpolation des différentes variables aux nouveaux points de Gauss
optnum_d : renumérotation du maillage pour essayer de diminuer la taille de la largeur de bande
genbor_d : génération des noeuds sur le contour
lisbar_d : lissage barycentrique
affect_d : génération de la nouvelle numérotation en cercle
DESCRIPTION
DES
PROCEDURES
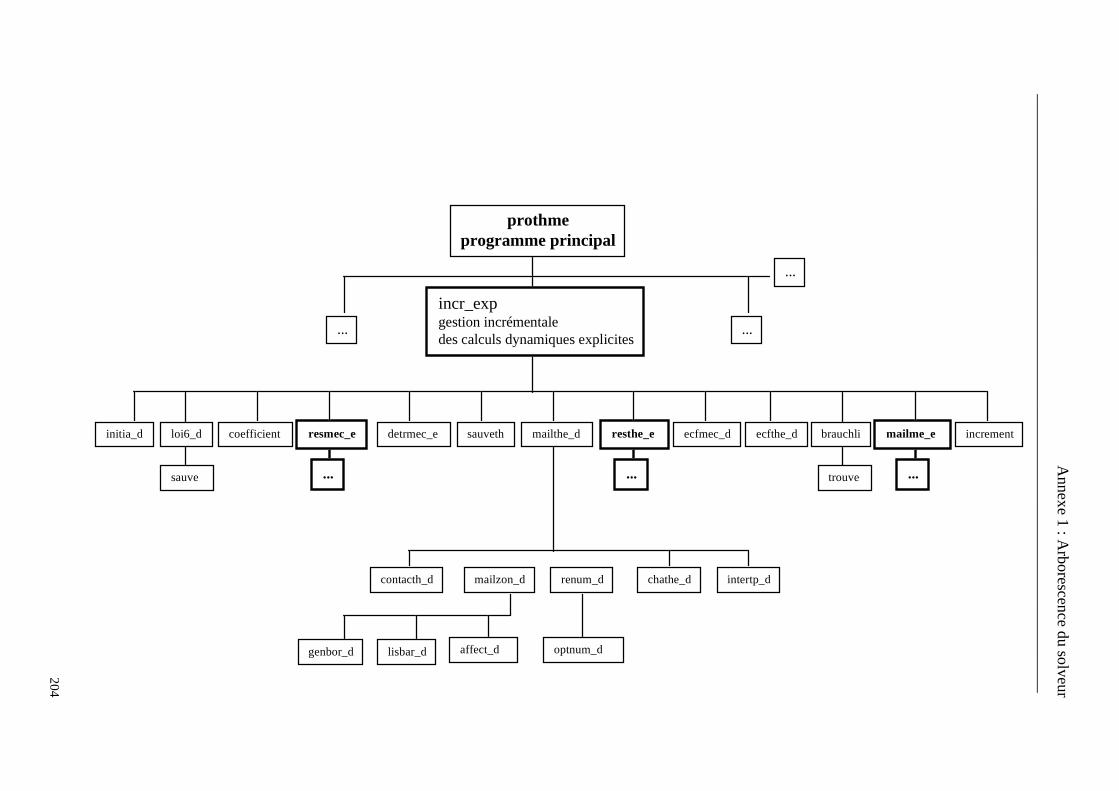
Annexe 1 : A
rborescence du solveur___________________________________________________________________________
20
4
trouve...
incr_expgestion incrémentaledes calculs dynamiques explicites
prothmeprogramme principal
... ...
...
initia_d loi6_d coefficient resmec_e detrmec_e sauveth mailthe_d resthe_e ecfmec_d ecfthe_d brauchli mailme_e increment
sauve
chathe_drenum_dmailzon_dcontacth_d intertp_d
optnum_dgenbor_d lisbar_d affect_d
... ...

Annexe 1 : A
rborescence du solveur___________________________________________________________________________
20
5
trouve
initia_d
loi6_d
coefficient
resmec_e
detrmec_e
sauveth
mailthe_d
resthe_d
ecfmec_d
ecfthe_d
brauchli
mailme_e
increment
sauve
initialisation des variables nécessaires au calcul
calcul de la vitesse instantanée des outils , et du coefficient d'amortissement de Rayleigh
permet d'imposer un amortissement de Rayleigh uniquement sur le contour
gestion du calcul mécanique
détection d'un remaillage automatique
activation de la sauvegarde d'un fichier thermique
remaillage thermique
gestion du calcul thermique
écriture des résultats thermiques sous un fichier _the.xxx
écriture des résultats mécaniques sous un fichier _mec.xxx
calcul des contraintes nodales à partir de celles obtenues aux points de Gauss par la méthode de Oden
remaillage mécanique
recherche du pas de temps critique pour assurer la stabilité de la méthode des différences finies centrées
recherche des solutions d'un sytème de la forme AX=B
activation de la sauvegarde d'un fichier mécanique
DESCRIPTION
DES
PROCEDURES
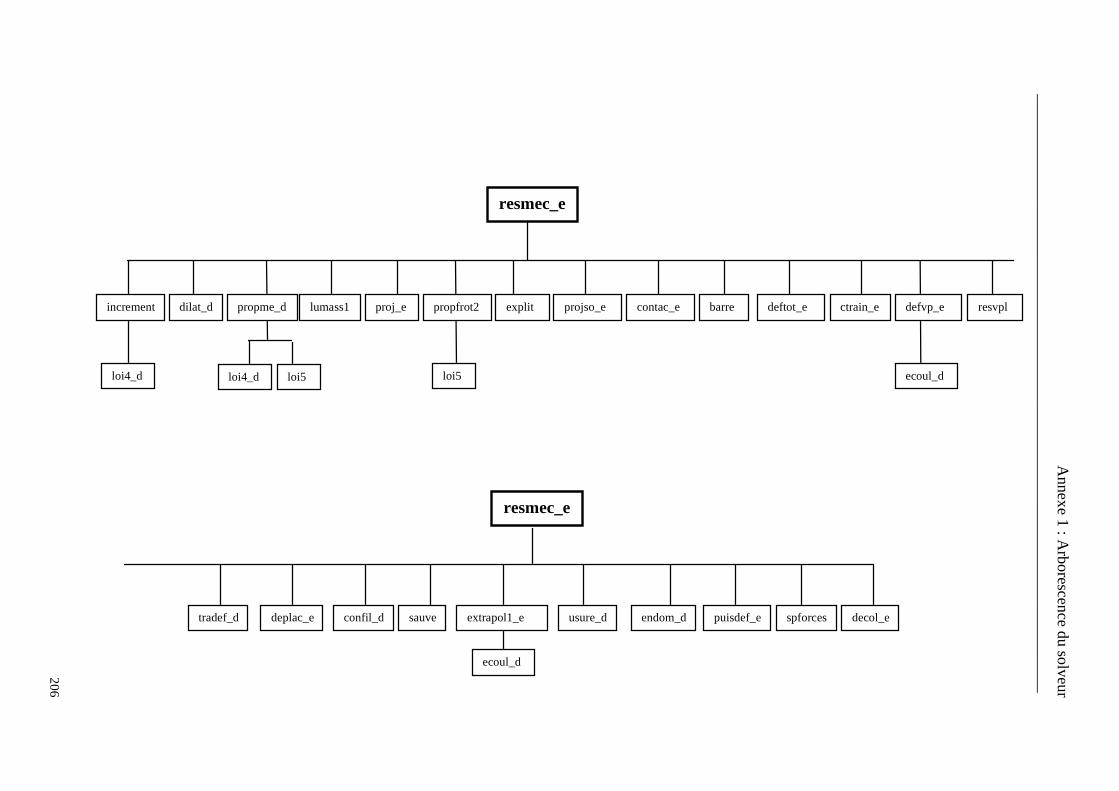
Annexe 1 : A
rborescence du solveur___________________________________________________________________________
20
6
resmec_e
increment dilat_d propme_d lumass1 proj_e propfrot2 explit projso_e contac_e barre deftot_e ctrain_e defvp_e resvpl
loi4_d loi5 ecoul_dloi4_d loi5
resmec_e
tradef_d deplac_e confil_d sauve extrapol1_e usure_d endom_d puisdef_e spforces decol_e
ecoul_d
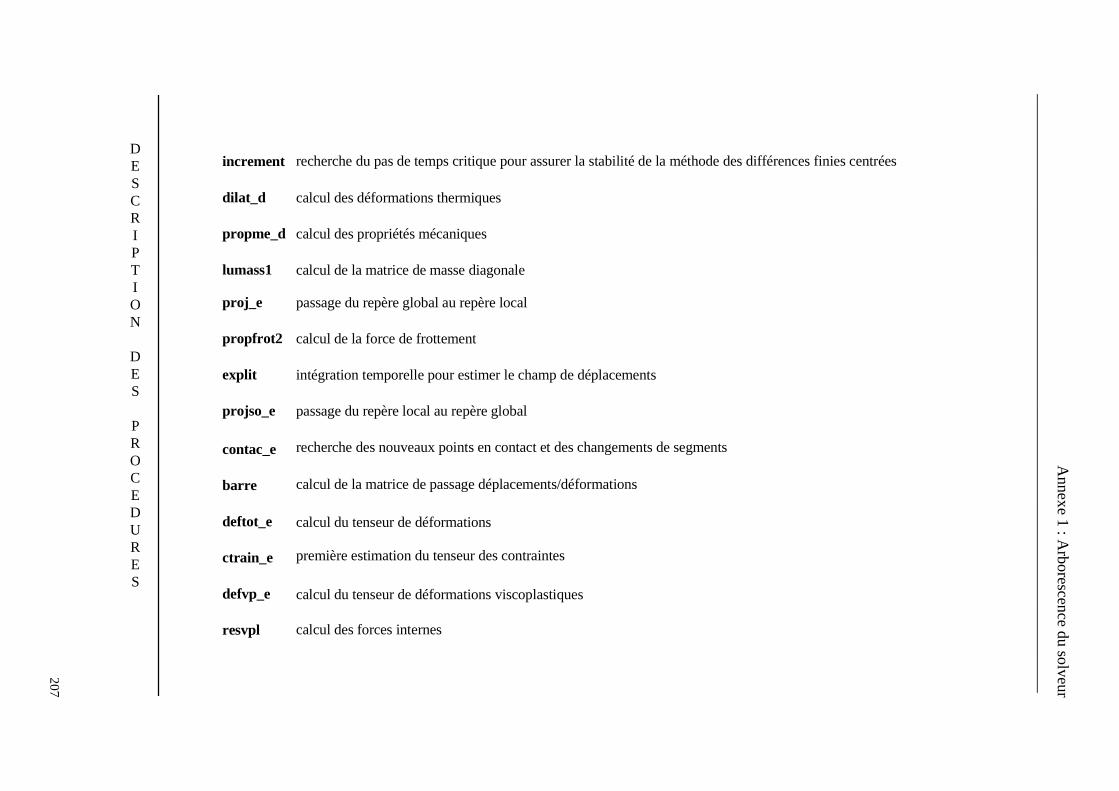
Annexe 1 : A
rborescence du solveur___________________________________________________________________________
20
7
increment
dilat_d
propme_d
lumass1
proj_e
propfrot2
explit
projso_e
contac_e
barre
deftot_e
ctrain_e
defvp_e
resvpl
DESCRIPTION
DES
PROCEDURES
recherche du pas de temps critique pour assurer la stabilité de la méthode des différences finies centrées
calcul des déformations thermiques
calcul des propriétés mécaniques
calcul de la matrice de masse diagonale
passage du repère global au repère local
calcul de la force de frottement
intégration temporelle pour estimer le champ de déplacements
passage du repère local au repère global
recherche des nouveaux points en contact et des changements de segments
calcul de la matrice de passage déplacements/déformations
calcul du tenseur de déformations
première estimation du tenseur des contraintes
calcul du tenseur de déformations viscoplastiques
calcul des forces internes

Annexe 1 : A
rborescence du solveur___________________________________________________________________________
20
8
tradef_d : travail de déformation cumulé dans le lopin
deplac_e : réactualisation de la géométrie cf méthode du Lagrangien réactualisé
confil_d : gestion des noeuds en contact avec les deux outils
sauve : activation de la sauvegarde mécanique
extrapol1_e : extrapolation des variables nodales
usure_d : calcul d'usure
endom_d : remise à jour de la fraction volumique si calcul d'endommagement
puisdef_e : calcul des sources de chaleur qui proviennent de la dissipation plastique pour le thermique
spforces : calcul des forces externes
decol_e : gestion du décollement des noeuds en contact avec les outils
DESCRIPTION
DES
PROCEDURES
loi4_d : calcul du seuil, du module d'Young, du coefficient de Poisson et de la masse volumique
loi5 : calcul de la contrainte tangentielle de frottement
ecoul_d: calcul de la contrainte équivalente et de la normale à la surface de charge
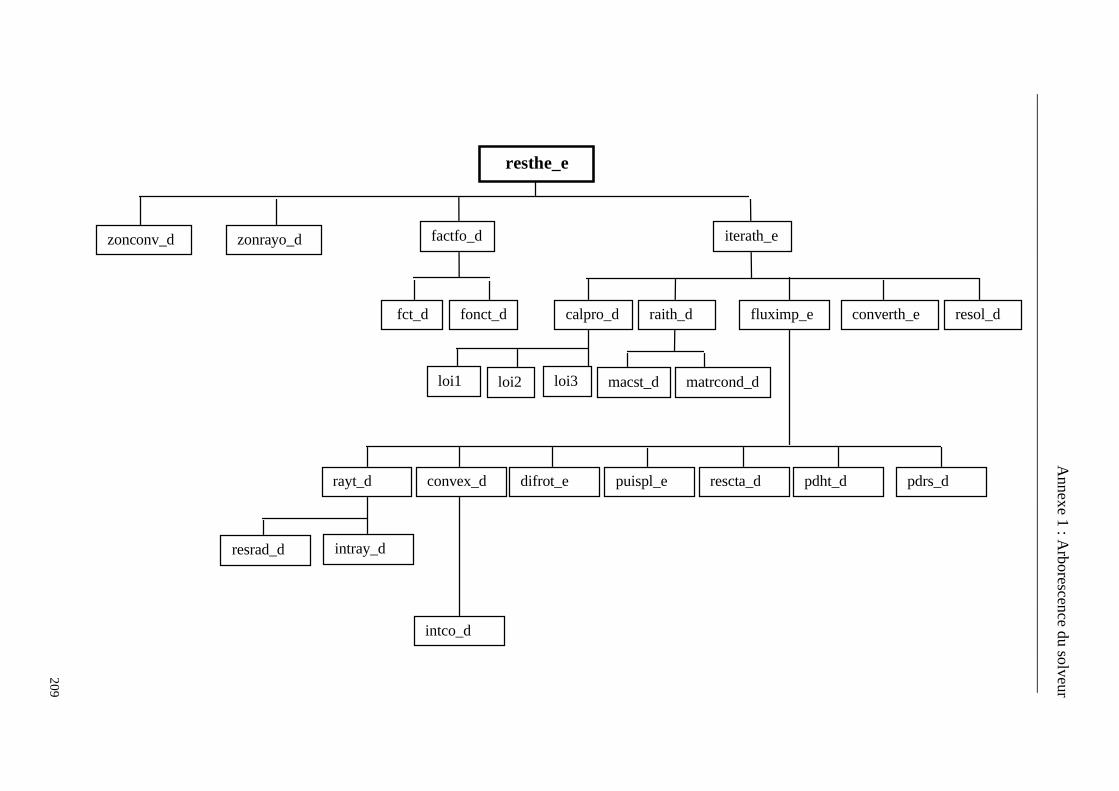
Annexe 1 : A
rborescence du solveur___________________________________________________________________________
20
9
resthe_e
zonconv_d zonrayo_d factfo_d iterath_e
fct_d fonct_d calpro_d raith_d fluximp_e converth_e resol_d
loi1 loi2 loi3 macst_d matrcond_d
difrot_erayt_d convex_d puispl_e rescta_d pdht_d pdrs_d
resrad_d intray_d
intco_d
Annexe 1 : A
rborescence du solveur___________________________________________________________________________
21
0
zonconv_d : définition des contours du problème de convection
zonrayo_d : définition des contours du problème de rayonnement
factfo_d : calcul des facteurs de forme
iterath_e : gestion pas à pas du problème thermique
fct_d : procédure propre au calcul des facteurs de forme
fonct_d : procédure propre au calcul des facteurs de forme
calpro_d : calcul des propriétés thermiques
raith_d : construction de la matrice de raideur thermique
fluximp_e : construction du second membre thermique
converth_e : test de convergence thermique
resol_d : résolution d'un système diagonal
DESCRIPTION
DES
PROCEDURES

Annexe 1 : A
rborescence du solveur___________________________________________________________________________
21
1
loi1 : description des propriétés thermiques du matériau
loi2 : description des conditions de convection et conduction (résistance thermique)
loi3 : description de l'émissivité du matériau
macst_d : intégration de l'énergie interne
matrcond_d : matrice de conduction thermique
difrot_e : intégration du flux thermique dissipé par frottement
rayt_d : intégration du flux de rayonnement
convex_d : prise en compte de la convection
puispl_e : intégration du flux thermique produit par dissipation plastique
rescta_d : prise en compte du contact lopin-outil pour échange thermique
pdht_d : produit de la matrice des flux de conduction par le vecteur température absolue
pdrs_d : produit de la matrice de raideur thermique par le vecteur accroissement de température
resrad_d : résolution d'un système linéaire non symétrique par la méthode de Gauss
intray_d : intégration du flux de rayonnement
intco_d : intégration du flux de convection
DESCRIPTION
DES
PROCEDURES
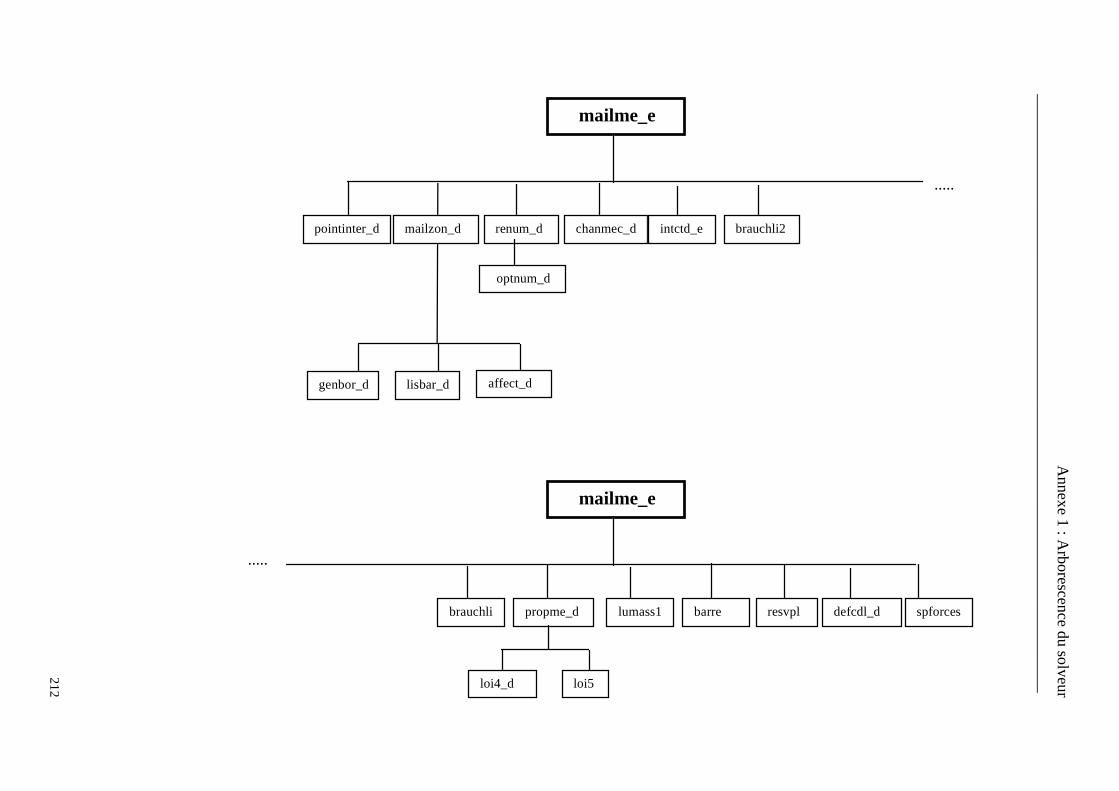
Annexe 1 : A
rborescence du solveur___________________________________________________________________________
21
2
mailme_e
pointinter_d mailzon_d renum_d chanmec_d intctd_e brauchli2
genbor_d lisbar_d affect_d
optnum_d
.....
mailme_e
brauchli propme_d lumass1 barre resvpl defcdl_d spforces
loi4_d loi5
.....
Annexe 1 : A
rborescence du solveur___________________________________________________________________________
21
3
pointinter_d : recherche de l'intersection entre un cercle et une droite
mailzon_d : maillage automatique en triangles T3
renum_d : diminution de la largeur de bande en renumérotant les noeuds
chanmec_d : transfert des matrices mécaniques après optimisation
intctd_e : interpolation des variables sur le nouveau maillage mécanique
brauchli2 : interpolation des anciennes variables aux points de Gauss directement aux nouveaux points de Gauss
brauchli : interpolation des variables nodales par une méthode de Oden et Brauchli
propme_d : calcul des propriétés mécaniques
lumass1 : calcul de la matrice de masse diagonale
barre : calcul de la matrice de passage déplacements / déformations
resvpl : calcul des forces internes
defcdl_d : recherche des conditions aux limites après un remaillage
spforces : calcul des forces externes
DESCRIPTION
DES
PROCEDURES

Annexe 1 : A
rborescence du solveur___________________________________________________________________________
21
4
genbor_d : génération du contour qui sera utilisé lors du remaillage
lisbar_d : lissage barycentrique
affect_d : génération de la nouvelle numérotation en cercles
optnum_d : renumérotation du maillage qui vient d'être créé pour diminuer la largeur de bande
loi4_d : calcul des propriétés mécaniques
loi5 : calcul de la contrainte tangentielle de frottement
DESCRIPTION
DES
PROCEDURES
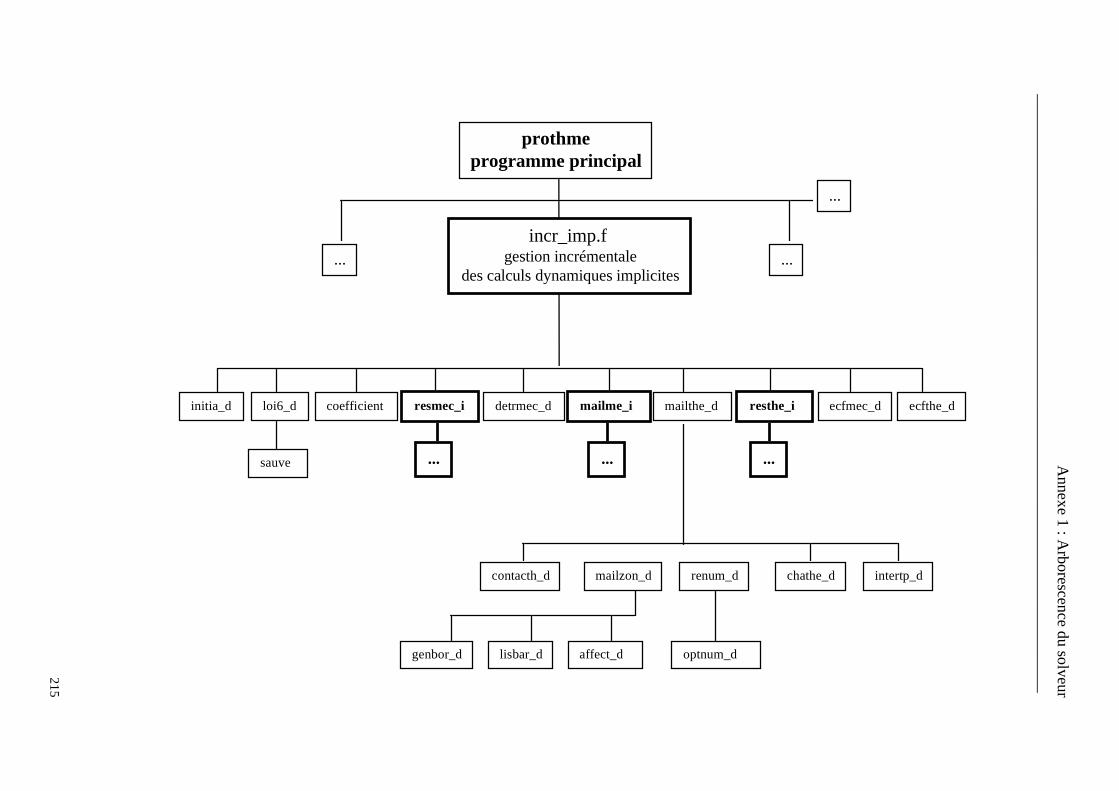
Annexe 1 : A
rborescence du solveur___________________________________________________________________________
21
5
incr_imp.f gestion incrémentale
des calculs dynamiques implicites
prothmeprogramme principal
... ...
...
...sauve
chathe_drenum_dmailzon_dcontacth_d intertp_d
optnum_dgenbor_d lisbar_d affect_d
......
initia_d loi6_d coefficient resmec_i detrmec_d mailthe_d resthe_i ecfmec_d ecfthe_dmailme_i
Annexe 1 : A
rborescence du solveur___________________________________________________________________________
21
6
initia_d : initialisation des variables nécessaires au calcul
loi6_d : calcul des vitesses des outils et du coefficient d'amortissement
coefficient : différenciation des noeuds du contour pour pouvoir imposer un coefficient d'amortissement différent
resmec_i : gestion incrémentale du calcul mécanique implicite dynamique
detrmec_d : détecteur de remaillage automatique
mailthe_d : remaillage thermique
resthe_i : gestion incrémentale du calcul thermique
ecfmec_d : écriture des résultats mécaniques
ecfthe_d : écriture des résultats thermiques
mailme_i : remaillage mécanique
DESCRIPTION
DES
PROCEDURES
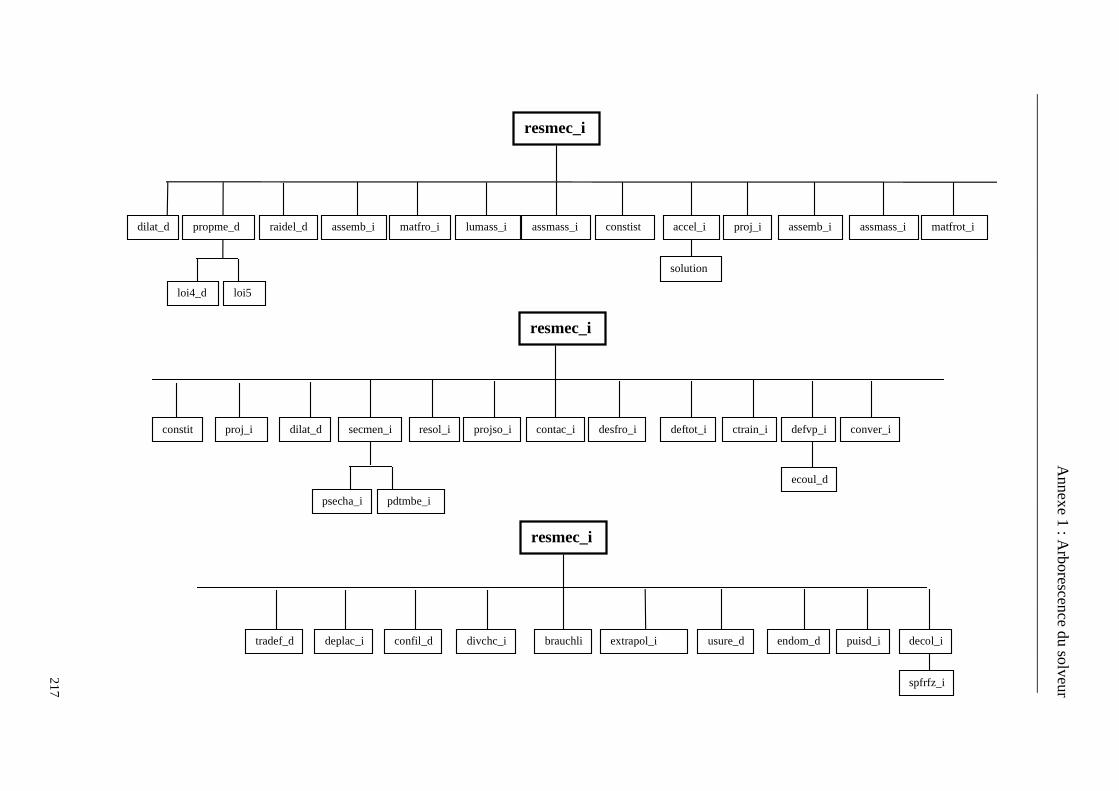
Annexe 1 : A
rborescence du solveur___________________________________________________________________________
21
7 spfrfz_i
resmec_i
tradef_d deplac_i confil_d extrapol_i usure_d endom_d puisd_i decol_idivchc_i brauchli
resmec_i
dilat_d propme_d assemb_i matfro_i lumass_i assmass_i constist accel_i proj_i assemb_i matfrot_i
loi4_d loi5
raidel_d
solution
assmass_i
ecoul_d
proj_i
resmec_i
dilat_d secmen_i resol_i projso_i contac_i desfro_i deftot_i ctrain_i defvp_i conver_iconstit
psecha_i pdtmbe_i
Annexe 1 : A
rborescence du solveur___________________________________________________________________________
21
8
dilat_d : estimation des déformations thermiques
propme_d : calcul des propriétés mécaniques
assemb_i : assemblage de la matrice de raideur
matfro_i : calcul de la raideur de frottement et du second membre propre au frottement
lumass_i : calcul des matrices de masse élémentaires
assmass_i : assemblage de la matrice de masse
constist : création de la matrice à inverser K*
accel_i : calcul des accélérations initiales
raidel_d : calcul des matrices de raideur élémentaires
DESCRIPTION
DES
PROCEDURES
spfrfz_i : calcul des forces externes dans le repère local
solution : recherche des solutions d'un système AX=B
ecoul_d : calcul de la contrainte équivalente et de la normale à la surface de charge
psecha_i : estimation du pseudo-vecteur de charge (cf correction au second membre dûe à la plastification )
pdtmbe_i : produit de la matrice de raideur globale K* par le vecteur solution à l'itération i-1
proj_i : passage du repère global au repère local
secmen_i : estimation du second membre
resol_i : recherche du champ de déplacements
Annexe 1 : A
rborescence du solveur___________________________________________________________________________
21
9
tradef_d : calcul du cumul de l'énergie dissipée plastiquement
deplac_i : réactualisation de la géométrie
confil_d : gestion des noeuds qui sont en contact avec les deux outils
extrapol_i : extrapolation des autres variables nodales
usure_d : calcul d'usure
endom_d : réactualisation des fractions volumiques
puisd_i : calcul des sources de chaleur qui proviennent de la dissipation plastique
decol_i : gestion du décollement des points
projso_i : passage du repère local au repère global
contac_i : gestion des nouveaux points en contact et des changements de segments
desfro_i : correction au second membre de la force de frottement pour tenir compte du déplacement relatif à t+dt
deftot_i : calcul du tenseur des déformations
ctrain_i : calcul du tenseur des contraintes
defvp_i : estimation de la partie visco-plastique du tenseur des déformations
conver_i : test de la convergence du procédé itératif
divchc_i : calcul des forces internes, des forces d'inertie et des forces d'amortissement
brauchli : estimation des contraintes nodales avec une méthode de Oden et Brauchli
DESCRIPTION
DES
PROCEDURES
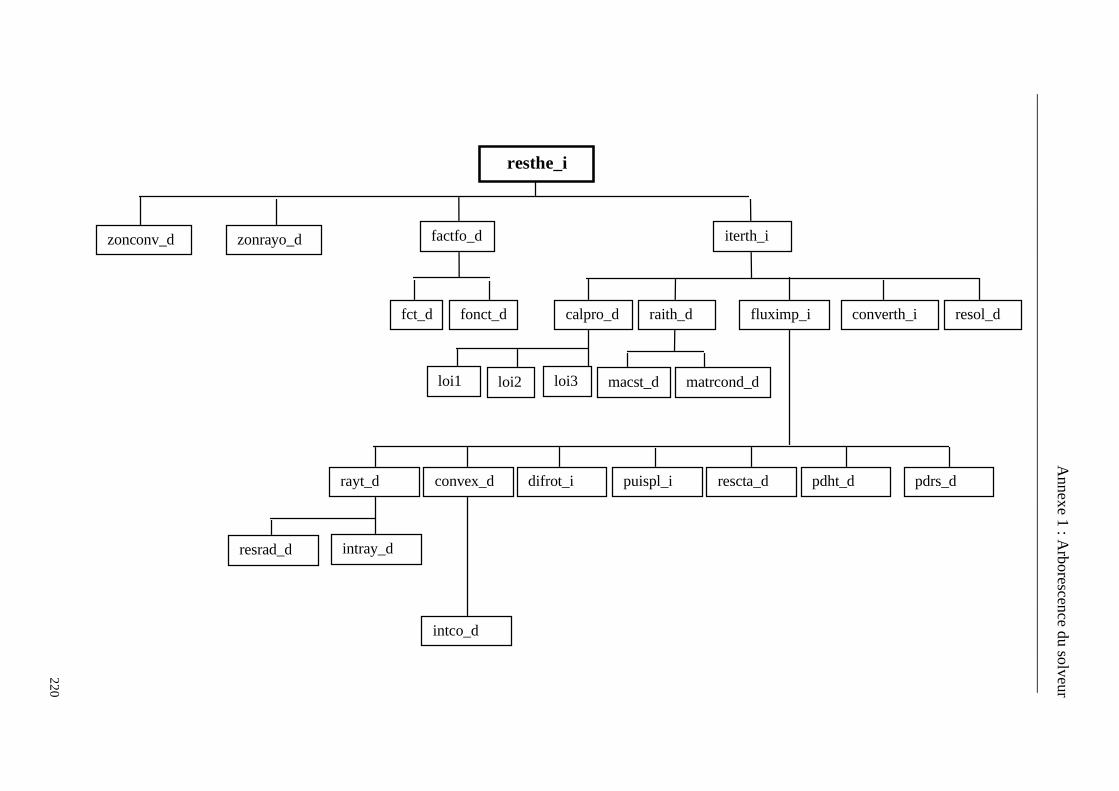
Annexe 1 : A
rborescence du solveur___________________________________________________________________________
22
0
resthe_i
zonconv_d zonrayo_d factfo_d iterth_i
fct_d fonct_d calpro_d raith_d fluximp_i converth_i resol_d
loi1 loi2 loi3 macst_d matrcond_d
difrot_irayt_d convex_d puispl_i rescta_d pdht_d pdrs_d
resrad_d intray_d
intco_d

Annexe 1 : A
rborescence du solveur___________________________________________________________________________
22
1
zonconv_d : définition des contours du problème de convection
zonrayo_d : définition des contours du problème de rayonnement
factfo_d : calcul des facteurs de forme
iterath_i : gestion pas à pas du problème thermique
fct_d : procédure propre au calcul des facteurs de forme
fonct_d : procédure propre au calcul des facteurs de forme
calpro_d : calcul des propriétés thermiques
raith_d : construction de la matrice de raideur thermique
fluximp_i : construction du second membre thermique
converth_i : test de convergence thermique
resol_d : résolution d'un système diagonal
DESCRIPTION
DES
PROCEDURES

Annexe 1 : A
rborescence du solveur___________________________________________________________________________
22
2
loi1 : description des propriétés thermiques du matériau
loi2 : description des conditions de convection et conduction (résistance thermique)
loi3 : description de l'émissivité du matériau
macst_d : intégration de l'énergie interne
matrcond_d : matrice de conduction thermique
difrot_i : intégration du flux thermique dissipé par frottement
rayt_d : intégration du flux de rayonnement
convex_d : prise en compte de la convection
puispl_i : intégration du flux thermique produit par dissipation plastique
rescta_d : prise en compte du contact lopin-outil pour échange thermique
pdht_d : produit de la matrice des flux de conduction par le vecteur température absolue
pdrs_d : produit de la matrice de raideur thermique par le vecteur accroissement de température
resrad_d : résolution d'un système linéaire non symétrique par la méthode de Gaus
intray_d : intégration du flux de rayonnement
intco_d : intégration du flux de convection
DESCRIPTION
DES
PROCEDURES
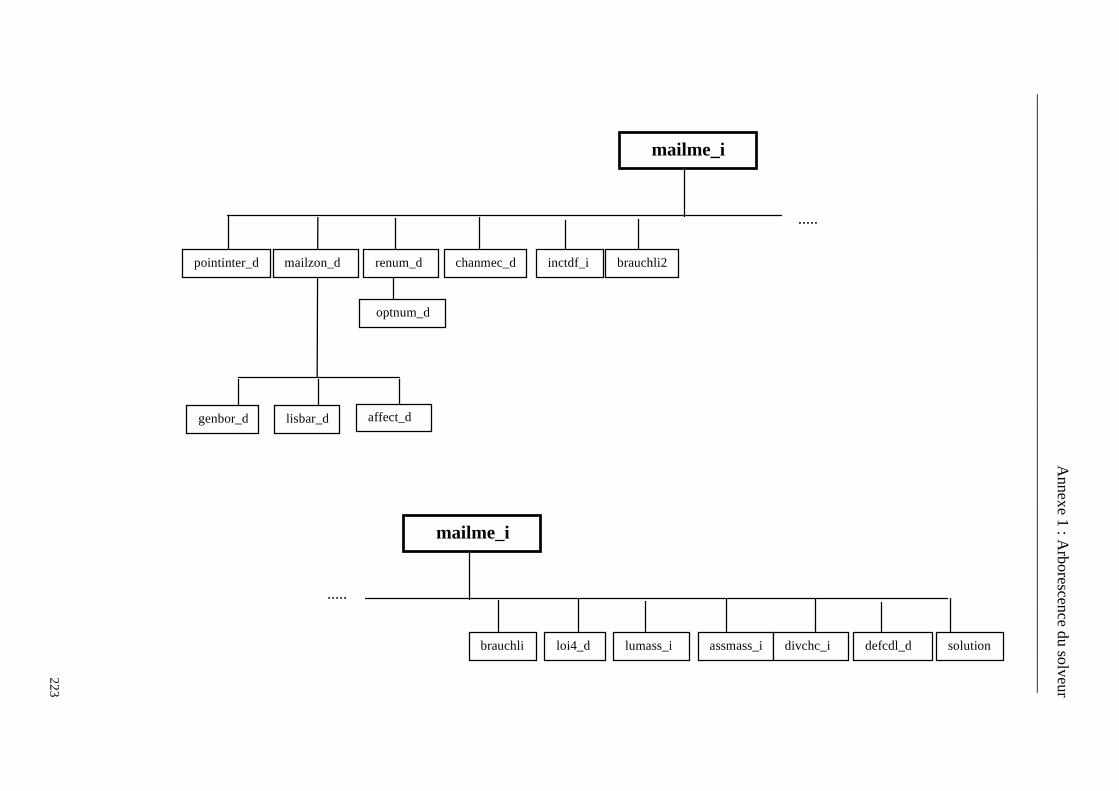
Annexe 1 : A
rborescence du solveur___________________________________________________________________________
22
3
mailme_i
pointinter_d mailzon_d renum_d chanmec_d inctdf_i brauchli2
genbor_d lisbar_d affect_d
optnum_d
mailme_i
brauchli loi4_d lumass_i assmass_i divchc_i defcdl_d solution
.....
.....
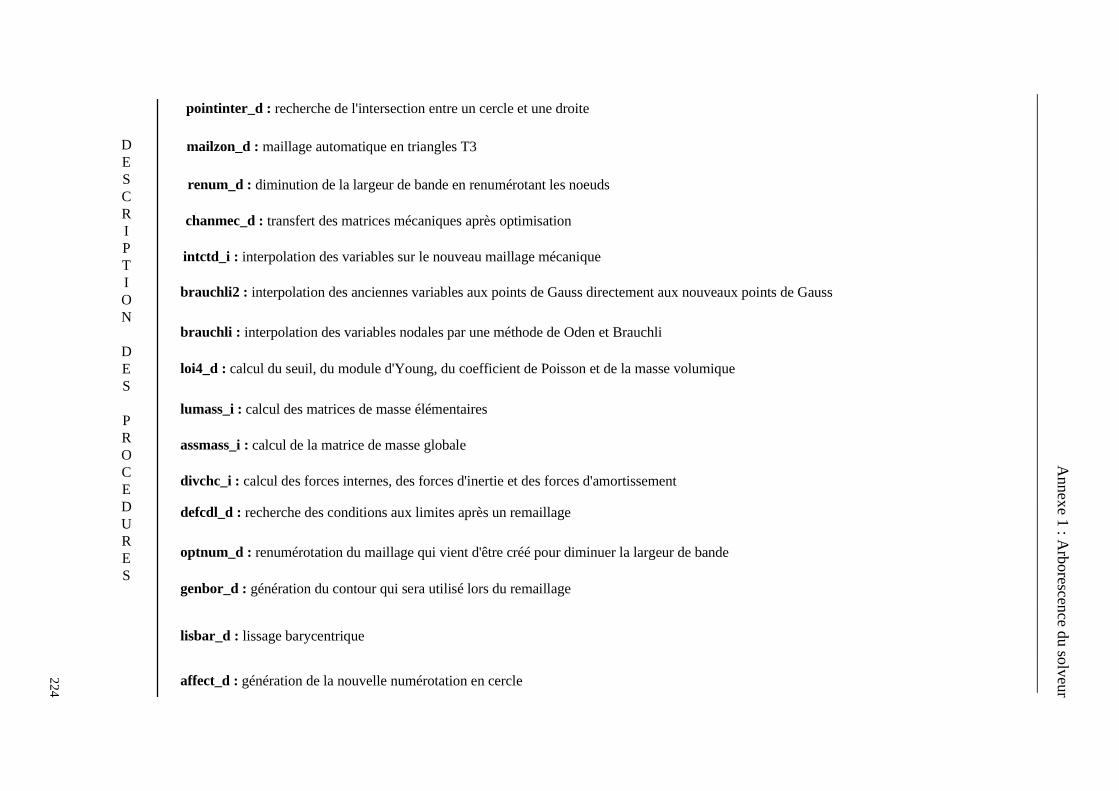
Annexe 1 : A
rborescence du solveur___________________________________________________________________________
22
4
brauchli2 : interpolation des anciennes variables aux points de Gauss directement aux nouveaux points de Gauss
brauchli : interpolation des variables nodales par une méthode de Oden et Brauchli
loi4_d : calcul du seuil, du module d'Young, du coefficient de Poisson et de la masse volumique
lumass_i : calcul des matrices de masse élémentaires
assmass_i : calcul de la matrice de masse globale
divchc_i : calcul des forces internes, des forces d'inertie et des forces d'amortissement
defcdl_d : recherche des conditions aux limites après un remaillage
DESCRIPTION
DES
PROCEDURES
genbor_d : génération du contour qui sera utilisé lors du remaillage
lisbar_d : lissage barycentrique
affect_d : génération de la nouvelle numérotation en cercle
optnum_d : renumérotation du maillage qui vient d'être créé pour diminuer la largeur de bande
pointinter_d : recherche de l'intersection entre un cercle et une droite
mailzon_d : maillage automatique en triangles T3
renum_d : diminution de la largeur de bande en renumérotant les noeuds
chanmec_d : transfert des matrices mécaniques après optimisation
intctd_i : interpolation des variables sur le nouveau maillage mécanique
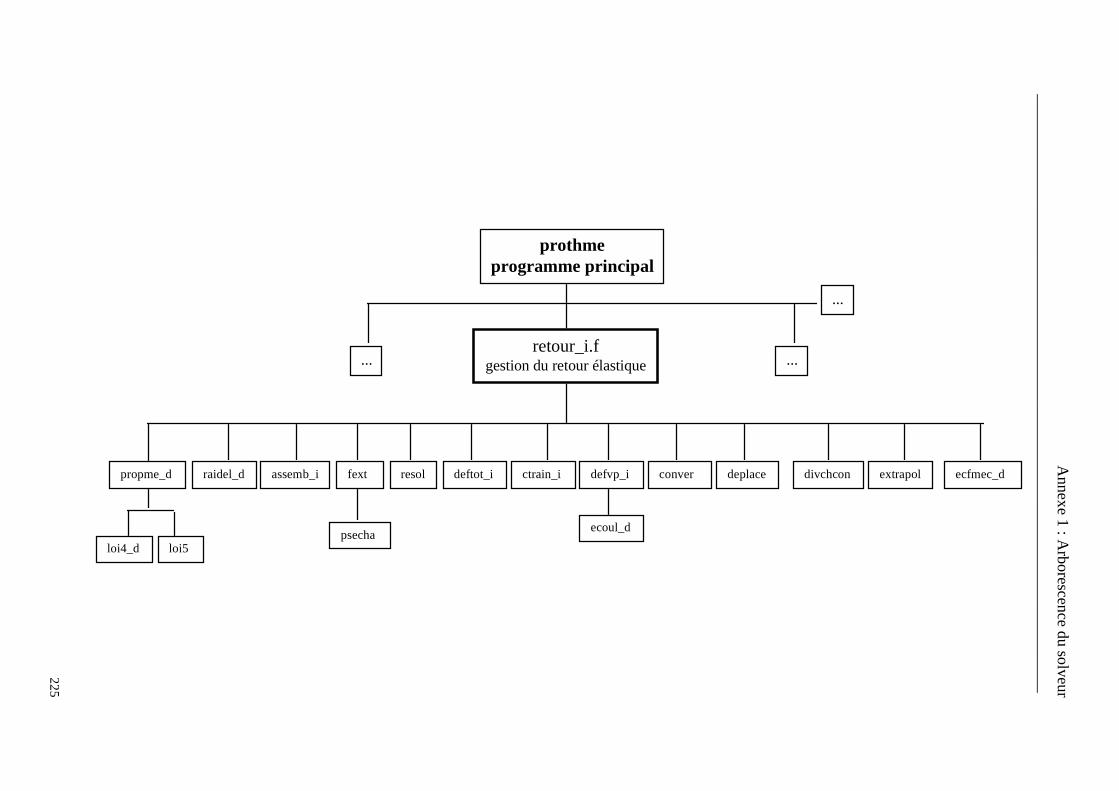
Annexe 1 : A
rborescence du solveur___________________________________________________________________________
22
5
psecha
retour_i.fgestion du retour élastique
prothmeprogramme principal
... ...
...
propme_d raidel_d assemb_i fext resol deftot_i ctrain_i defvp_i conver deplace divchcon extrapol ecfmec_d
ecoul_d
loi4_d loi5
Annexe 1 : A
rborescence du solveur___________________________________________________________________________
22
6
psecha : calcul du pseudo vecteur de charge
propme_d : calcul des propriétés mécaniques
raidel_d : calcul de la matrice de raideur élémentaire
assemb_i : assemblage de la matrice de raideur
fext : calcul du second membre propre au retour élastique
resol : résolution du système
deftot_i : calcul du tenseur des déformations
ctrain_i : calcul du tenseur des contraintes
defvp_i : estimation de la partie visco-plastique du tenseur des déformations
conver : test de la convergence
deplace : réactualisation de la géométrie
divchcon : calcul des forces internes
extrapol : extrapolation des variables nodales
ecfmec_d : écriture du fichier résultat
ecoul_d : calcul de la contrainte d'écoulement et de la normale à la surface de charge
loi4_d : calcul du seuil d'écoulement, du module d'Young et du coefficient de Poisson
loi5 : calcul de la contrainte tangentielle de frottement
DESCRIPTION
DES
PROCEDURES
ANNEXE 2 :
ENDOMMAGEMENT
DUCTILE

Annexe 2 : Endommagement ductile___________________________________________________________________________
228
Annexe 2 : Endommagement ductile___________________________________________________________________________
229
ANNEXE 2
ENDOMMAGEMENT DUCTILE
Modélisation par la méthode des éléments finis de lacroissance d'une cavité
Cette annexe est un complément du chapitre 3 sur le thème de l'endommagement ductileet rassemble l'ensemble des travaux réalisés avec le logiciel Abaqus dans l'optique decomprendre le comportement d'un matériau compressible [STA 95], [STA 96], [BOY 97],[STA 97a], [STA 97b].
Le modèle utilisé pour les simulations par éléments finis est une cellule unité composéed'une matrice incompressible et d'une cavité éventuellement remplie par une inclusion. Laphase de décohésion entre la matrice et l'inclusion est considérée terminée. Le comportementde la matrice est supposé élasto-plastique, alors que le matériau qui constitue l'inclusion estpurement élastique. Comme pour les modèles théoriques de RICE et TRACEY [RIC 69] oude MAC CLINTOCK [CLI 66], la cavité est supposée initialement parfaitement sphérique.
Le comportement de la cellule soumise à des chargements simples est dans un premiertemps étudié à partir du tracé de l'évolution de la fraction volumique en fonction de ladéformation plastique.
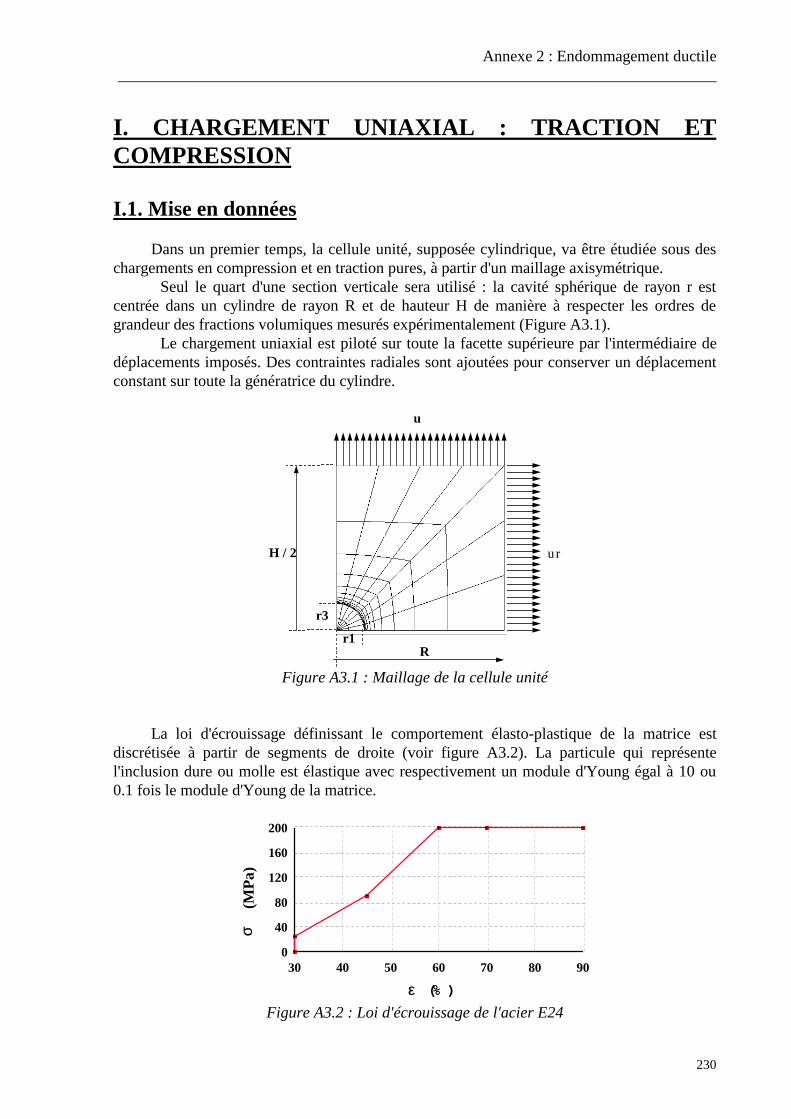
Annexe 2 : Endommagement ductile___________________________________________________________________________
230
I. CHARGEMENT UNIAXIAL : TRACTION ETCOMPRESSION
I.1. Mise en données
Dans un premier temps, la cellule unité, supposée cylindrique, va être étudiée sous deschargements en compression et en traction pures, à partir d'un maillage axisymétrique.
Seul le quart d'une section verticale sera utilisé : la cavité sphérique de rayon r estcentrée dans un cylindre de rayon R et de hauteur H de manière à respecter les ordres degrandeur des fractions volumiques mesurés expérimentalement (Figure A3.1).
Le chargement uniaxial est piloté sur toute la facette supérieure par l'intermédiaire dedéplacements imposés. Des contraintes radiales sont ajoutées pour conserver un déplacementconstant sur toute la génératrice du cylindre.
R
H / 2
r1
r3
u
ur
Figure A3.1 : Maillage de la cellule unité
La loi d'écrouissage définissant le comportement élasto-plastique de la matrice estdiscrétisée à partir de segments de droite (voir figure A3.2). La particule qui représentel'inclusion dure ou molle est élastique avec respectivement un module d'Young égal à 10 ou0.1 fois le module d'Young de la matrice.
(% )
(MP
a)
30 40 50 60 70 80 90
ε
σ
0
40
80
120
160
200
Figure A3.2 : Loi d'écrouissage de l'acier E24
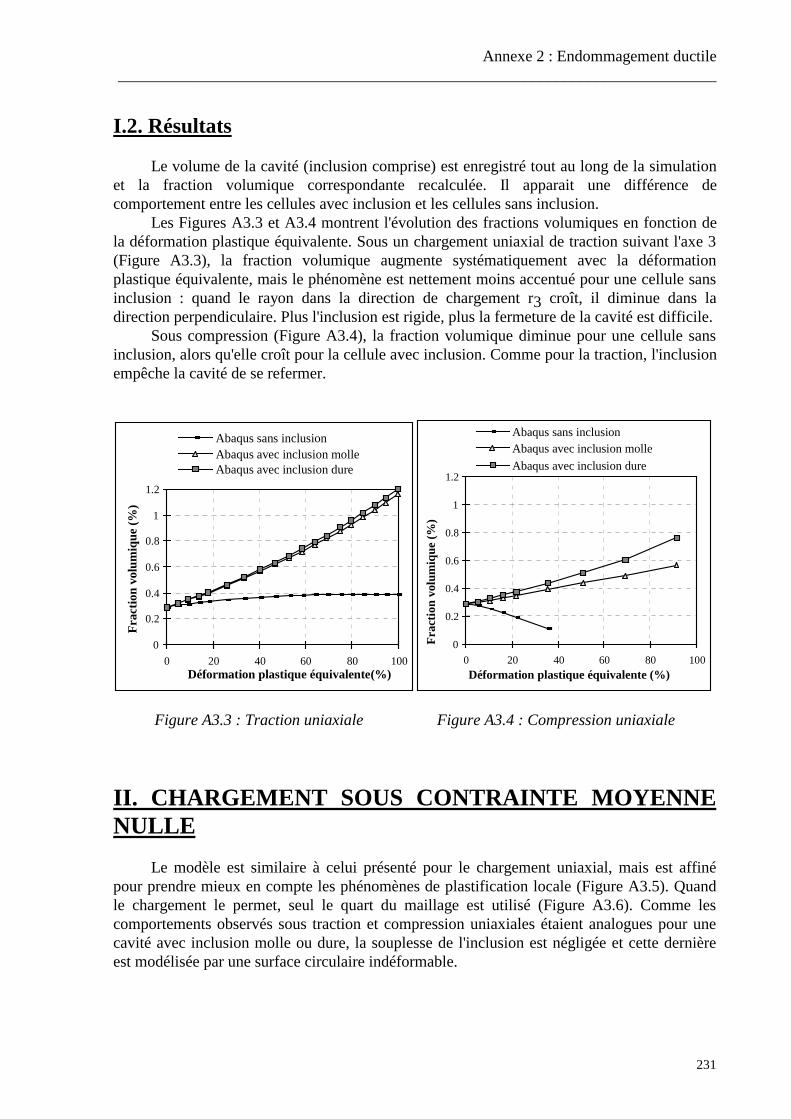
Annexe 2 : Endommagement ductile___________________________________________________________________________
231
I.2. Résultats
Le volume de la cavité (inclusion comprise) est enregistré tout au long de la simulationet la fraction volumique correspondante recalculée. Il apparait une différence decomportement entre les cellules avec inclusion et les cellules sans inclusion.
Les Figures A3.3 et A3.4 montrent l'évolution des fractions volumiques en fonction dela déformation plastique équivalente. Sous un chargement uniaxial de traction suivant l'axe 3(Figure A3.3), la fraction volumique augmente systématiquement avec la déformationplastique équivalente, mais le phénomène est nettement moins accentué pour une cellule sansinclusion : quand le rayon dans la direction de chargement r3 croît, il diminue dans ladirection perpendiculaire. Plus l'inclusion est rigide, plus la fermeture de la cavité est difficile.
Sous compression (Figure A3.4), la fraction volumique diminue pour une cellule sansinclusion, alors qu'elle croît pour la cellule avec inclusion. Comme pour la traction, l'inclusionempêche la cavité de se refermer.
0
0.2
0.4
0.6
0.8
1
1.2
0 20 40 60 80 100Déformation plastique équivalente(%)
Fra
ctio
n vo
lum
ique
(%
)
Abaqus sans inclusionAbaqus avec inclusion molleAbaqus avec inclusion dure
0
0.2
0.4
0.6
0.8
1
1.2
0 20 40 60 80 100Déformation plastique équivalente (%)
Fra
ctio
n vo
lum
ique
(%
)
Abaqus sans inclusionAbaqus avec inclusion molle
Abaqus avec inclusion dure
Figure A3.3 : Traction uniaxiale Figure A3.4 : Compression uniaxiale
II. CHARGEMENT SOUS CONTRAINTE MOYENNENULLE
Le modèle est similaire à celui présenté pour le chargement uniaxial, mais est affinépour prendre mieux en compte les phénomènes de plastification locale (Figure A3.5). Quandle chargement le permet, seul le quart du maillage est utilisé (Figure A3.6). Comme lescomportements observés sous traction et compression uniaxiales étaient analogues pour unecavité avec inclusion molle ou dure, la souplesse de l'inclusion est négligée et cette dernièreest modélisée par une surface circulaire indéformable.
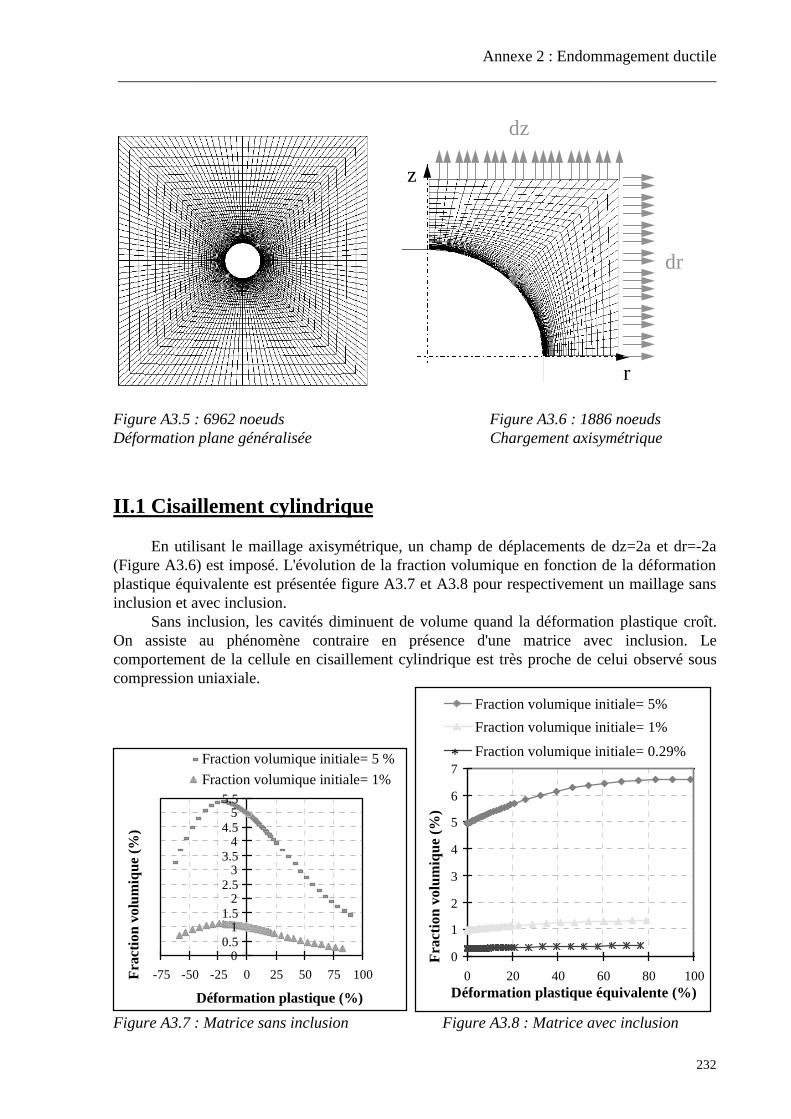
Annexe 2 : Endommagement ductile___________________________________________________________________________
232
z
r
dr
dz
Figure A3.5 : 6962 noeuds Figure A3.6 : 1886 noeudsDéformation plane généralisée Chargement axisymétrique
II.1 Cisaillement cylindrique
En utilisant le maillage axisymétrique, un champ de déplacements de dz=2a et dr=-2a(Figure A3.6) est imposé. L'évolution de la fraction volumique en fonction de la déformationplastique équivalente est présentée figure A3.7 et A3.8 pour respectivement un maillage sansinclusion et avec inclusion.
Sans inclusion, les cavités diminuent de volume quand la déformation plastique croît.On assiste au phénomène contraire en présence d'une matrice avec inclusion. Lecomportement de la cellule en cisaillement cylindrique est très proche de celui observé souscompression uniaxiale.
Fraction volumique initiale= 1%
00.5
11.5
22.5
33.5
44.5
55.5
-75 -50 -25 0 25 50 75 100
Déformation plastique (%)
Fra
ctio
n vo
lum
ique
(%
)
Fraction volumique initiale= 5 %
0
1
2
3
4
5
6
7
0 20 40 60 80 100Déformation plastique équivalente (%)
Fra
ctio
n vo
lum
ique
(%
)
Fraction volumique initiale= 5%
Fraction volumique initiale= 1%
Fraction volumique initiale= 0.29%*
Figure A3.7 : Matrice sans inclusion Figure A3.8 : Matrice avec inclusion
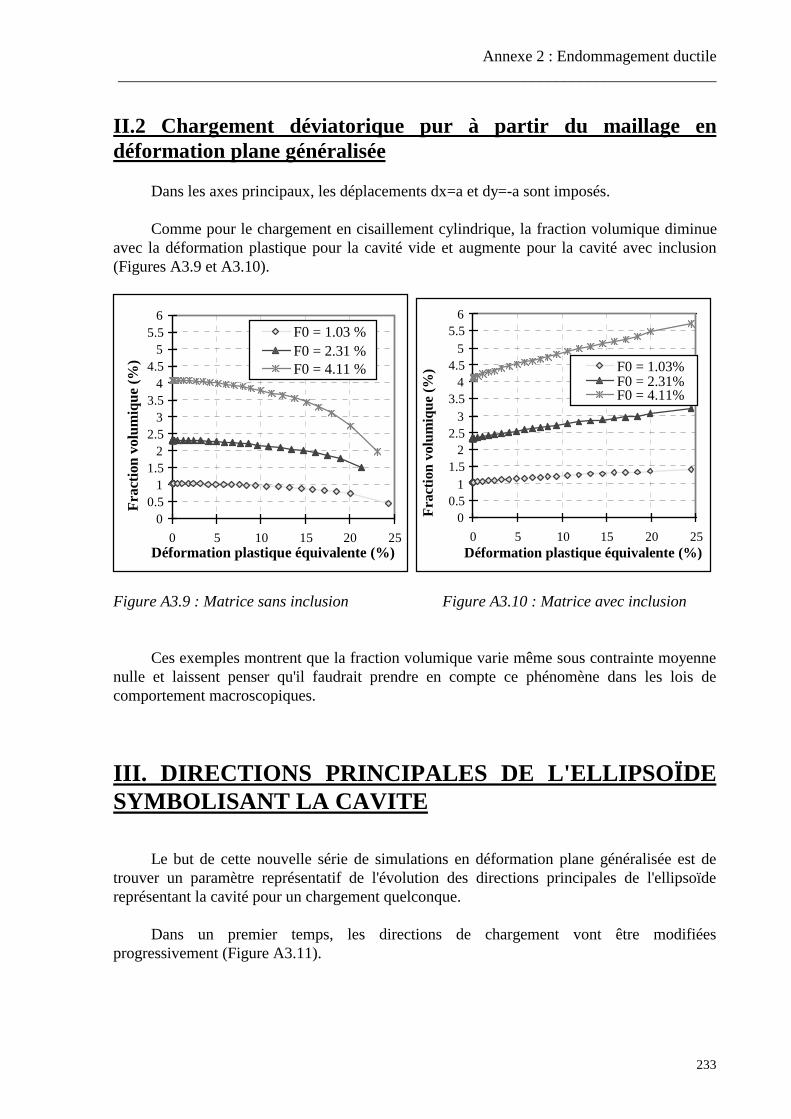
Annexe 2 : Endommagement ductile___________________________________________________________________________
233
II.2 Chargement déviatorique pur à partir du maillage endéformation plane généralisée
Dans les axes principaux, les déplacements dx=a et dy=-a sont imposés.
Comme pour le chargement en cisaillement cylindrique, la fraction volumique diminueavec la déformation plastique pour la cavité vide et augmente pour la cavité avec inclusion(Figures A3.9 et A3.10).
00.5
11.5
22.5
33.5
44.5
55.5
6
0 5 10 15 20 25Déformation plastique équivalente (%)
Fra
ctio
n vo
lum
ique
(%
)
F0 = 1.03 %F0 = 2.31 %F0 = 4.11 %
00.5
11.5
22.5
33.5
44.5
55.5
6
0 5 10 15 20 25Déformation plastique équivalente (%)
Fra
ctio
n vo
lum
ique
(%
) F0 = 1.03%F0 = 2.31%F0 = 4.11%
Figure A3.9 : Matrice sans inclusion Figure A3.10 : Matrice avec inclusion
Ces exemples montrent que la fraction volumique varie même sous contrainte moyennenulle et laissent penser qu'il faudrait prendre en compte ce phénomène dans les lois decomportement macroscopiques.
III. DIRECTIONS PRINCIPALES DE L'ELLIPSOÏDESYMBOLISANT LA CAVITE
Le but de cette nouvelle série de simulations en déformation plane généralisée est detrouver un paramètre représentatif de l'évolution des directions principales de l'ellipsoïdereprésentant la cavité pour un chargement quelconque.
Dans un premier temps, les directions de chargement vont être modifiéesprogressivement (Figure A3.11).
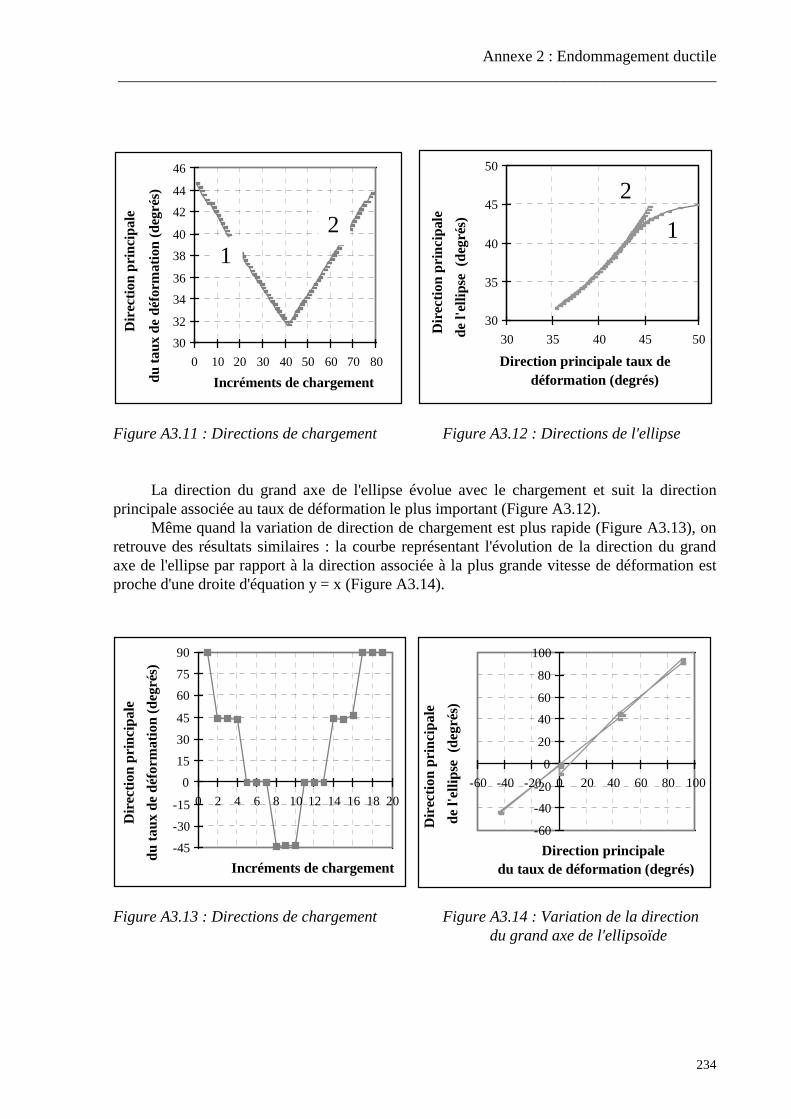
Annexe 2 : Endommagement ductile___________________________________________________________________________
234
30
32
34
36
38
40
42
44
46
0 10 20 30 40 50 60 70 80
Incréments de chargement
Dire
ctio
n pr
inci
pale
du ta
ux d
e dé
form
atio
n (d
egré
s)
12
30
35
40
45
50
30 35 40 45 50
Direction principale taux de déformation (degrés)
Dire
ctio
n pr
inci
pale
de l'
ellip
se (
degr
és)
1
2
Figure A3.11 : Directions de chargement Figure A3.12 : Directions de l'ellipse
La direction du grand axe de l'ellipse évolue avec le chargement et suit la directionprincipale associée au taux de déformation le plus important (Figure A3.12).
Même quand la variation de direction de chargement est plus rapide (Figure A3.13), onretrouve des résultats similaires : la courbe représentant l'évolution de la direction du grandaxe de l'ellipse par rapport à la direction associée à la plus grande vitesse de déformation estproche d'une droite d'équation y = x (Figure A3.14).
-45
-30
-15
0
15
30
45
60
75
90
0 2 4 6 8 10 12 14 16 18 20
Incréments de chargement
Dire
ctio
n pr
inci
pale
du ta
ux d
e dé
form
atio
n (d
egré
s)
-60
-40
-20
0
20
40
60
80
100
-60 -40 -20 0 20 40 60 80 100
Direction principaledu taux de déformation (degrés)
Dire
ctio
n pr
inci
pale
de l'
ellip
se (
degr
és)
Figure A3.13 : Directions de chargement Figure A3.14 : Variation de la directiondu grand axe de l'ellipsoïde
Annexe 2 : Endommagement ductile___________________________________________________________________________
235
IV. CONCLUSIONS
La modélisation du comportement d'une cellule unité par la méthode des éléments finisa permis de montrer que les résultats obtenus pour une matrice sans inclusion et une matriceavec une inclusion empêchant la cavité de se refermer sont complètement différents. Entraction pure, le volume des cavités augmente dans tous les cas, mais le phénomène estaccentué pour la matrice avec inclusion. Pour des sollicitations en compression pure, commepour des sollicitations en cisaillement cylindrique ou en cisaillement pur, les cavités sereferment pour une cavité vide et croîssent en présence d'une inclusion.
Le suivi de la forme de l'ellipsoïde au cours d'un chargement où les directionsprincipales du taux de déformations changent a montré qu'il existait une bonne corrélationentre ces dernières et les directions principales de l'ellipsoïde. Cette constatation va permettrela mise au point d'un nouveau modèle macroscopique où les directions principales du taux dedéformation définiront à chaque point de Gauss les axes d'orthotropie du matériau (extensiondu modèle de von Mises aux matériaux compressibles présentée au chapitre 3).

Annexe 2 : Endommagement ductile___________________________________________________________________________
236
ANNEXE 3 :
GEOMETRIE DES OUTILS
ET DU LOPIN
EXEMPLES CHAPITRE 5

Annexe 3 : Géométrie du lopin et des outils___________________________________________________________________________
238
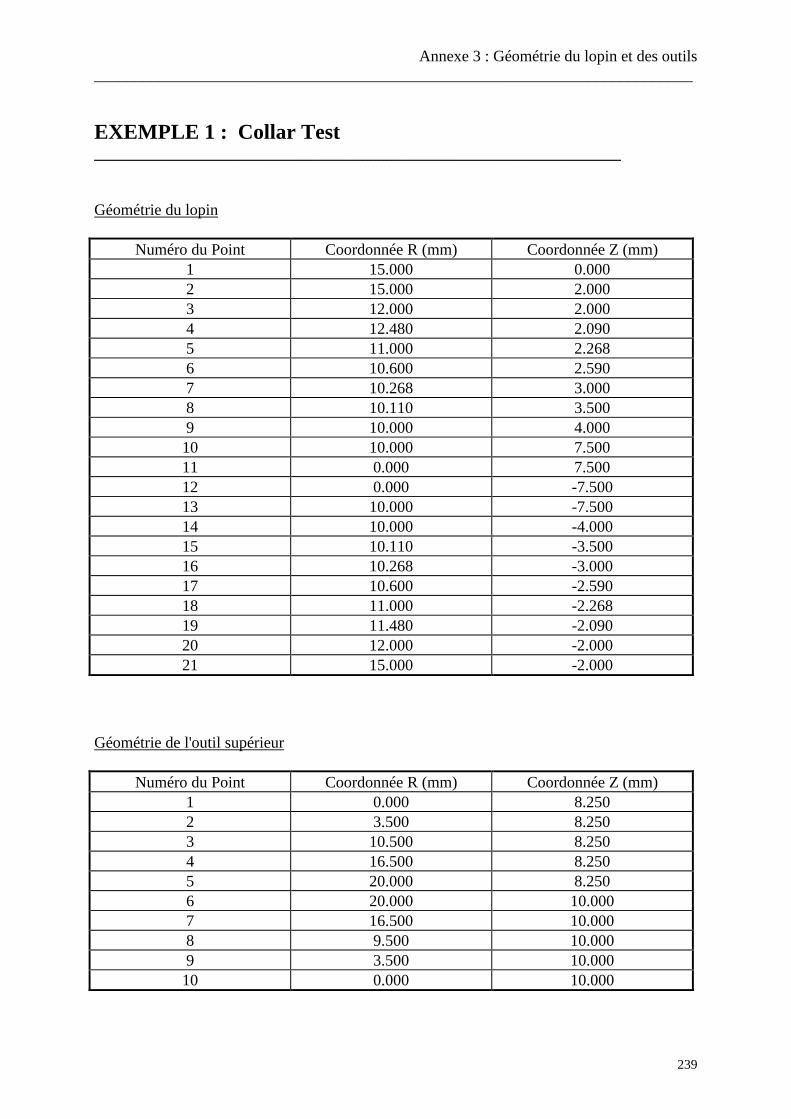
Annexe 3 : Géométrie du lopin et des outils___________________________________________________________________________
239
EXEMPLE 1 : Collar Test__________________________________________________________________
Géométrie du lopin
Numéro du Point Coordonnée R (mm) Coordonnée Z (mm)1 15.000 0.0002 15.000 2.0003 12.000 2.0004 12.480 2.0905 11.000 2.2686 10.600 2.5907 10.268 3.0008 10.110 3.5009 10.000 4.00010 10.000 7.50011 0.000 7.50012 0.000 -7.50013 10.000 -7.50014 10.000 -4.00015 10.110 -3.50016 10.268 -3.00017 10.600 -2.59018 11.000 -2.26819 11.480 -2.09020 12.000 -2.00021 15.000 -2.000
Géométrie de l'outil supérieur
Numéro du Point Coordonnée R (mm) Coordonnée Z (mm)1 0.000 8.2502 3.500 8.2503 10.500 8.2504 16.500 8.2505 20.000 8.2506 20.000 10.0007 16.500 10.0008 9.500 10.0009 3.500 10.00010 0.000 10.000
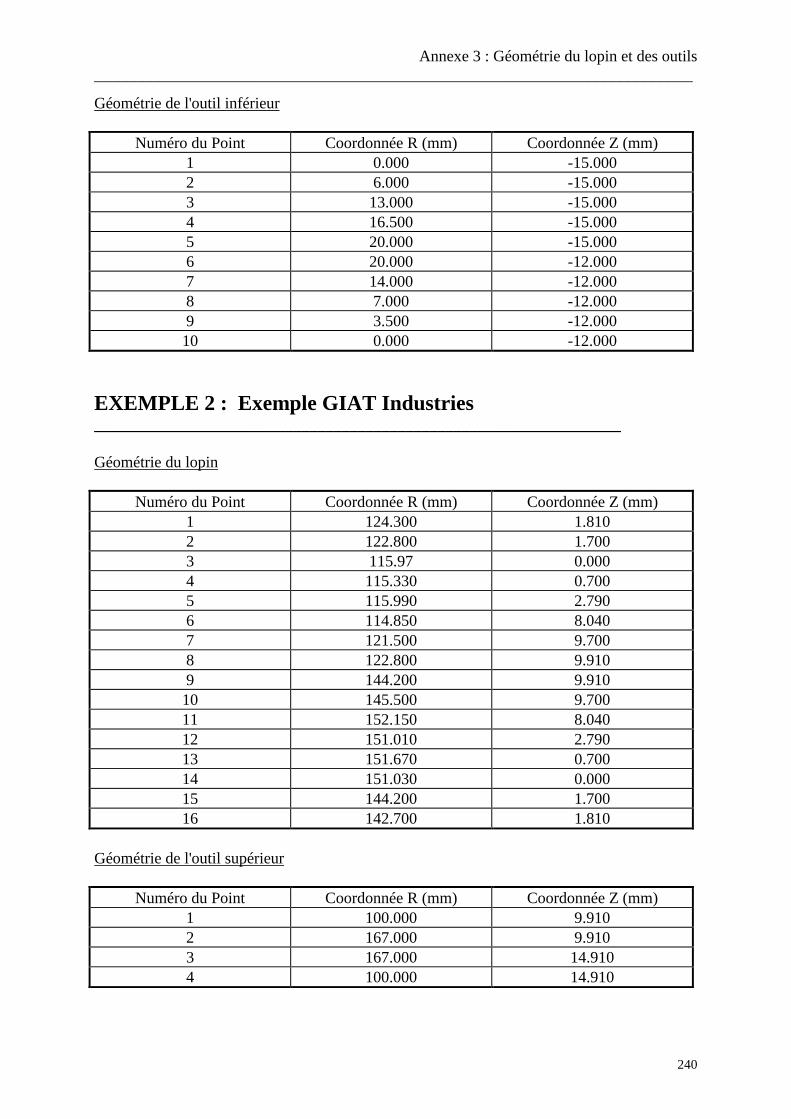
Annexe 3 : Géométrie du lopin et des outils___________________________________________________________________________
240
Géométrie de l'outil inférieur
Numéro du Point Coordonnée R (mm) Coordonnée Z (mm)1 0.000 -15.0002 6.000 -15.0003 13.000 -15.0004 16.500 -15.0005 20.000 -15.0006 20.000 -12.0007 14.000 -12.0008 7.000 -12.0009 3.500 -12.00010 0.000 -12.000
EXEMPLE 2 : Exemple GIAT Industries__________________________________________________________________
Géométrie du lopin
Numéro du Point Coordonnée R (mm) Coordonnée Z (mm)1 124.300 1.8102 122.800 1.7003 115.97 0.0004 115.330 0.7005 115.990 2.7906 114.850 8.0407 121.500 9.7008 122.800 9.9109 144.200 9.91010 145.500 9.70011 152.150 8.04012 151.010 2.79013 151.670 0.70014 151.030 0.00015 144.200 1.70016 142.700 1.810
Géométrie de l'outil supérieur
Numéro du Point Coordonnée R (mm) Coordonnée Z (mm)1 100.000 9.9102 167.000 9.9103 167.000 14.9104 100.000 14.910
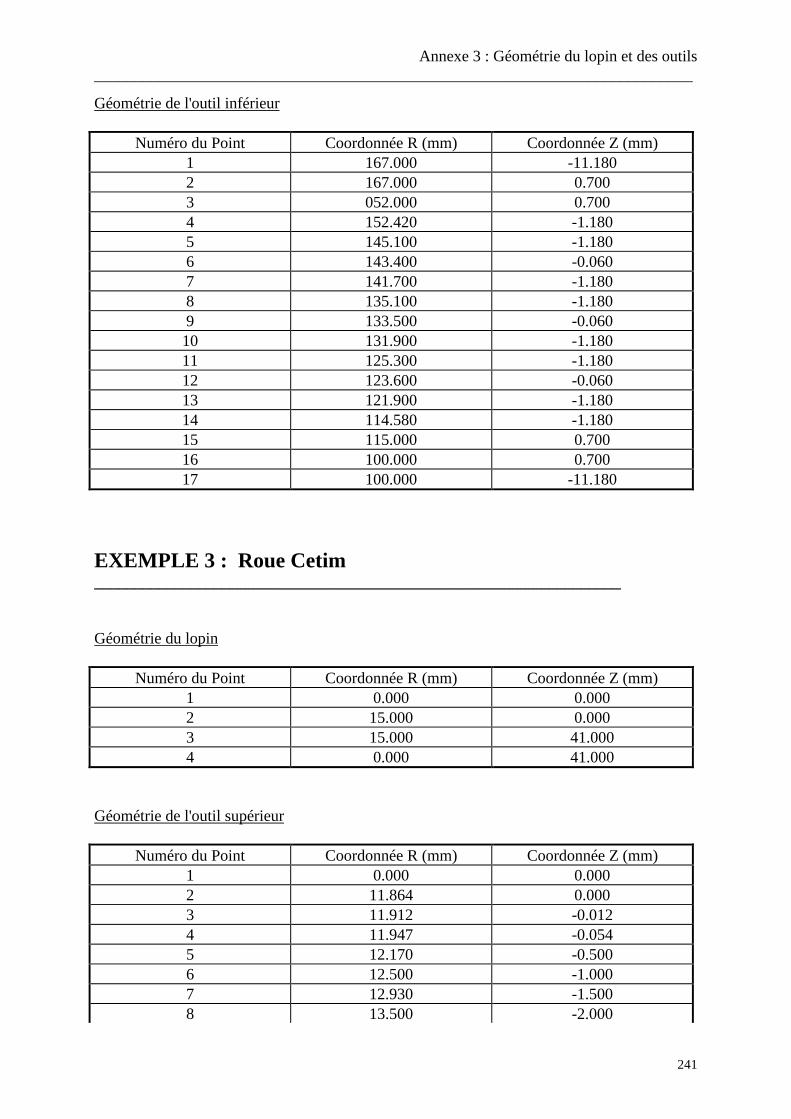
Annexe 3 : Géométrie du lopin et des outils___________________________________________________________________________
241
Géométrie de l'outil inférieur
Numéro du Point Coordonnée R (mm) Coordonnée Z (mm)1 167.000 -11.1802 167.000 0.7003 052.000 0.7004 152.420 -1.1805 145.100 -1.1806 143.400 -0.0607 141.700 -1.1808 135.100 -1.1809 133.500 -0.06010 131.900 -1.18011 125.300 -1.18012 123.600 -0.06013 121.900 -1.18014 114.580 -1.18015 115.000 0.70016 100.000 0.70017 100.000 -11.180
EXEMPLE 3 : Roue Cetim__________________________________________________________________
Géométrie du lopin
Numéro du Point Coordonnée R (mm) Coordonnée Z (mm)1 0.000 0.0002 15.000 0.0003 15.000 41.0004 0.000 41.000
Géométrie de l'outil supérieur
Numéro du Point Coordonnée R (mm) Coordonnée Z (mm)1 0.000 0.0002 11.864 0.0003 11.912 -0.0124 11.947 -0.0545 12.170 -0.5006 12.500 -1.0007 12.930 -1.5008 13.500 -2.000
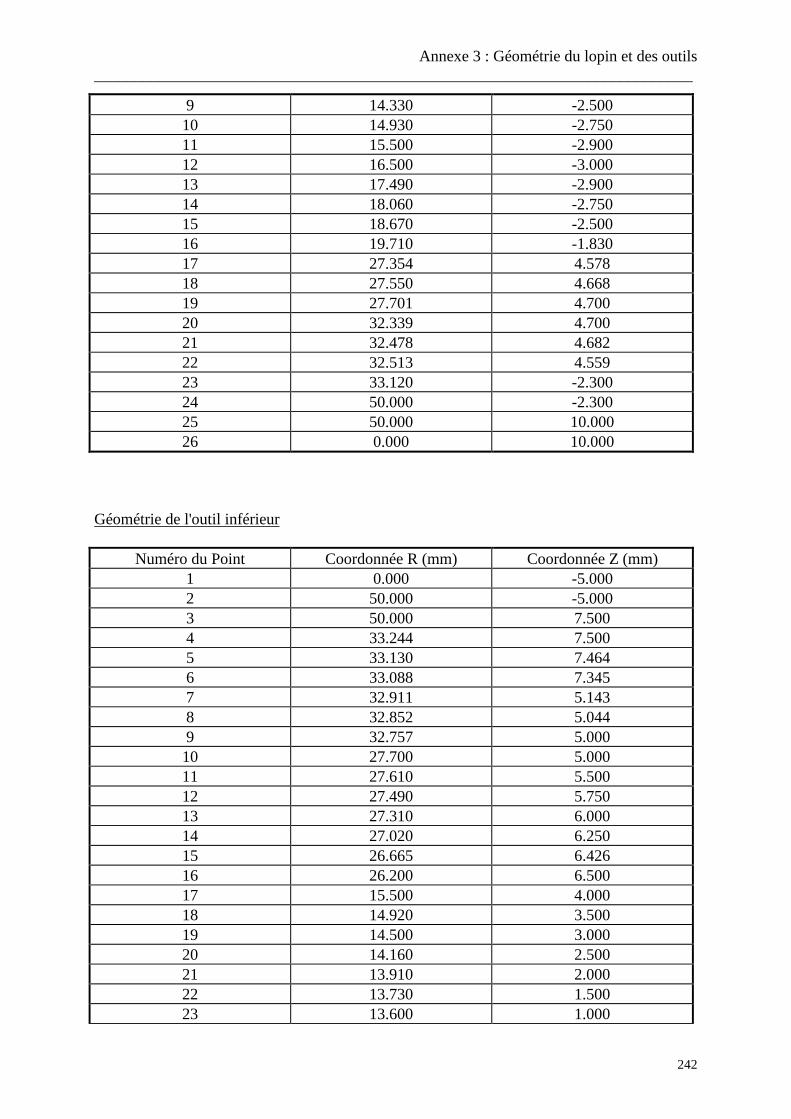
Annexe 3 : Géométrie du lopin et des outils___________________________________________________________________________
242
9 14.330 -2.50010 14.930 -2.75011 15.500 -2.90012 16.500 -3.00013 17.490 -2.90014 18.060 -2.75015 18.670 -2.50016 19.710 -1.83017 27.354 4.57818 27.550 4.66819 27.701 4.70020 32.339 4.70021 32.478 4.68222 32.513 4.55923 33.120 -2.30024 50.000 -2.30025 50.000 10.00026 0.000 10.000
Géométrie de l'outil inférieur
Numéro du Point Coordonnée R (mm) Coordonnée Z (mm)1 0.000 -5.0002 50.000 -5.0003 50.000 7.5004 33.244 7.5005 33.130 7.4646 33.088 7.3457 32.911 5.1438 32.852 5.0449 32.757 5.00010 27.700 5.00011 27.610 5.50012 27.490 5.75013 27.310 6.00014 27.020 6.25015 26.665 6.42616 26.200 6.50017 15.500 4.00018 14.920 3.50019 14.500 3.00020 14.160 2.50021 13.910 2.00022 13.730 1.50023 13.600 1.000
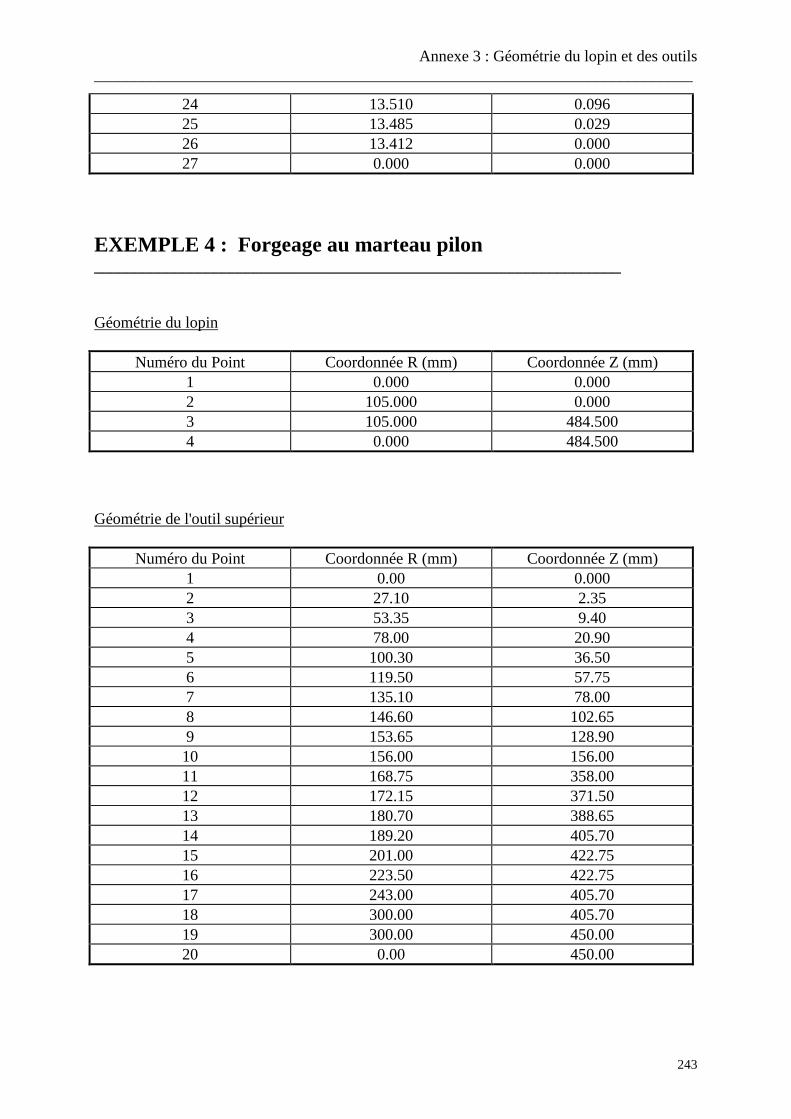
Annexe 3 : Géométrie du lopin et des outils___________________________________________________________________________
243
24 13.510 0.09625 13.485 0.02926 13.412 0.00027 0.000 0.000
EXEMPLE 4 : Forgeage au marteau pilon__________________________________________________________________
Géométrie du lopin
Numéro du Point Coordonnée R (mm) Coordonnée Z (mm)1 0.000 0.0002 105.000 0.0003 105.000 484.5004 0.000 484.500
Géométrie de l'outil supérieur
Numéro du Point Coordonnée R (mm) Coordonnée Z (mm)1 0.00 0.0002 27.10 2.353 53.35 9.404 78.00 20.905 100.30 36.506 119.50 57.757 135.10 78.008 146.60 102.659 153.65 128.9010 156.00 156.0011 168.75 358.0012 172.15 371.5013 180.70 388.6514 189.20 405.7015 201.00 422.7516 223.50 422.7517 243.00 405.7018 300.00 405.7019 300.00 450.0020 0.00 450.00
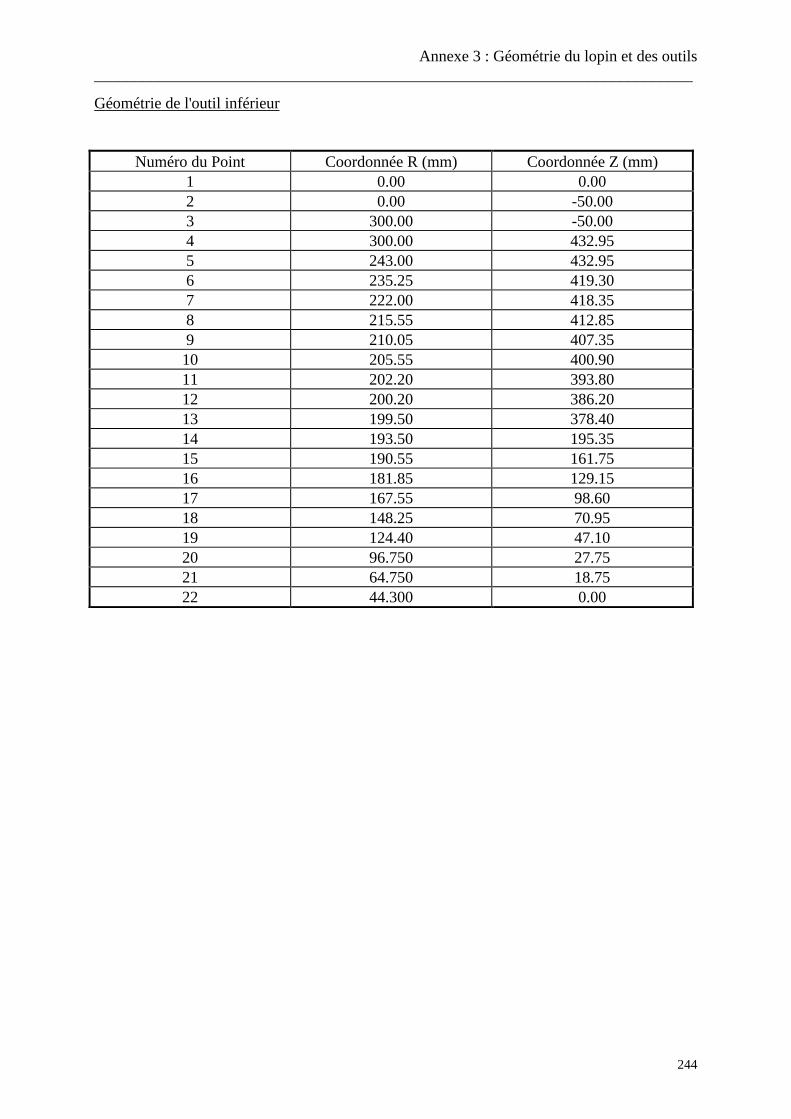
Annexe 3 : Géométrie du lopin et des outils___________________________________________________________________________
244
Géométrie de l'outil inférieur
Numéro du Point Coordonnée R (mm) Coordonnée Z (mm)1 0.00 0.002 0.00 -50.003 300.00 -50.004 300.00 432.955 243.00 432.956 235.25 419.307 222.00 418.358 215.55 412.859 210.05 407.3510 205.55 400.9011 202.20 393.8012 200.20 386.2013 199.50 378.4014 193.50 195.3515 190.55 161.7516 181.85 129.1517 167.55 98.6018 148.25 70.9519 124.40 47.1020 96.750 27.7521 64.750 18.7522 44.300 0.00
FOLIO ADMINISTRATIFTHESE SOUTENUE DEVANT L'INSTITUT NATIONAL DES SCIENCES APPLIQUEES DE LYON
NOM : STAUB DATE de SOUTENANCE(avec précision du nom de jeune fille le cas échéant) 26 mai 1998
Prénoms : Carole____________________________________________________________________________________________TITRE :
MODELISATION DYNAMIQUE DE PROCEDES DE FORGEAGE____________________________________________________________________________________________
NATURE : Doctorat Numéro d'ordre : 9 ISAL
Formation doctorale : Mécanique____________________________________________________________________________________________
Cote B.I.U. - Lyon : T 50/210/19 / et bis CLASSE :____________________________________________________________________________________________
RESUME :Les modélisations actuelles des procédés de matriçage par la méthode des éléments finis sont essentiellement
formulées en écoulement quasi-stationnaire à partir du champ de déplacements ou de vitesses. Pour les simulations desprocédés à grandes vitesses, il est nécessaire de tenir compte des effets d’inertie comme actions volumiques entrant dansl’équilibre. Deux méthodes d’intégration temporelle du problème en formulation Lagrangienne réactualisée ont étéutilisées dans le logiciel axisymétrique thermo-élasto-visco-plastique développé au cours de cette thèse. La première,connue sous le nom de méthode explicite des différences finies centrées permet de résoudre l’équation d’équilibredynamique indépendamment pour chaque degré de liberté. La gestion du contact unilatéral avec frottement où l’onsuppose que les outils discrétisés à partir de segments de droite sont indéformables, peut alors être traitée par uneméthode de projection dynamique. La seconde, est la méthode implicite proposée par Newmark. Une stratégie deraideur initiale est adoptée pour la recherche itérative du champ de déplacement. Les conditions aux limites sontimposées à partir d’une méthode de pénalisation et les conditions de frottement sont pilotées par l’intermédiaire d’uneraideur de frottement et d’une correction itérative du second membre de l’équation d’équilibre. Dans les deux cas, lesnon linéarités du comportement du matériau supposé isotrope sont gérées à partir d’une prédiction élastique suivie d’unecorrection radiale et la prise en compte de l’endommagement ductile est couplée. Les exemples qui illustrent ce travailtémoignent des capacités d’aide à l’optimisation de procédés de fabrication du logiciel.
____________________________________________________________________________________________
MOTS-CLES : ELEMENT FINI, FORGEAGE, DYNAMIQUE, PLASTICITE, CONTACT, FROTTEMENT,ENDOMMAGEMENT
____________________________________________________________________________________________
Laboratoire (s) de recherche : Laboratoire de Mécanique des Solides I.N.S.A. de Lyon____________________________________________________________________________________________
Directeur de thèse : Maurice BOIVIN____________________________________________________________________________________________
Président du jury : M. BRUNET
Composition du jury : M. BOIVIN, J.C. BOYER, M. BRUNET, J.C. GELIN, P. GILORMINI G. LACOURT, C. THIEBAUT