Mode de fonctionnement du PLAN navette Statut - … · PLAN navette EM34.AT.420 /A _____ Norme...
26
© RENAULT 2009 Origine : pegi - Renault Page : 1 / 26 Sertissage. Mode de fonctionnement du PLAN navette EM34.AT.420 /A ________________________________________ Norme ________________________________________ Statut Exécutoire Objet Définir le mode de fonctionnement du plan navette entre les intervenants du sertissage, lors d'un projet. Le plan navette décrit le process et les prestations des intervenants. Champ d’application Groupe Renault Emetteur 65304 - Ingénierie des Biens d'Equipement Standards Confidentialité Non confidentiel Approuvé par Fonction Signature Date d’application B. Conzelmann Chef du service 65304 03/2009
Transcript of Mode de fonctionnement du PLAN navette Statut - … · PLAN navette EM34.AT.420 /A _____ Norme...
© RENAULT 2009 Origine : pegi - Renault Page : 1 / 26
Sertissage. Mode de fonctionnement du PLAN navette
EM34.AT.420 /A ________________________________________
Norme ________________________________________
Statut Exécutoire Objet Définir le mode de fonctionnement du plan navette entre les intervenants du sertissage,
lors d'un projet.
Le plan navette décrit le process et les prestations des intervenants.
Champ d’application Groupe Renault
Emetteur 65304 - Ingénierie des Biens d'Equipement Standards Confidentialité Non confidentiel Approuvé par Fonction Signature Date d’application
B. Conzelmann Chef du service 65304 03/2009
EM34.AT.420 /A
© RENAULT 2009 Origine : pegi - Renault Page : 2 / 26
Historique des versions
Version Mise à jour Objet des principales modifications Rédacteur
A 03/2009 Création (1) P. Charewicz
Remplace
Mise à disposition En interne Renault, sur Intranet : http://gdxpegi.ava.tcr.renault.fr
En externe Renault, sur Internet : www.cnomo.com E-mail : [email protected]
Documents cités Réglementation :
International :
Européen :
Français :
CNOMO :
Renault : EM24.02.100, EM34.AT.400, EM34.AT.415.
Autres doc internes :
Autres doc externes :
Codification ICS : 03.120.20 ; 25.120.10
Classe E34
Mots-clés emboutissage, outillage de presse, sertissage, pressing, press tooling, Hemming, plan
navette, shuttle design
Langue Français
(1) Ont collaboré à la rédaction du document
Site Service Nom Site Service Nom TCR 65307 M. Chauvin TCR 65304 S. Ruiz
EM34.AT.420 /A
© RENAULT 2009 Origine : pegi - Renault Page : 3 / 26
Sommaire
1 Généralités ............................................................................................................................. 3
2 Confidentialité........................................................................................................................ 3
3 Définition du Plan Navette..................................................................................................... 4
4 Mode de fonctionnement du plan navette............................................................................ 4
4.1 Intervenants ................................................................................................................................................4 4.2 Formalisation du plan navette .....................................................................................................................5 4.3 Vérification par l'expert métier.....................................................................................................................5
5 Plan navette pour le sertissage NON robotisé .................................................................... 6
5.1 Données d’entrée pour le plan navette d'un sertissage NON robotisé .......................................................6 5.2 Contenu du plan navette pour le sertissage autre que robotisé..................................................................8
6 Plan navette pour le sertissage robotisé ........................................................................... 13
6.1 Données d'entrées pour le plan navette d'un sertissage robotisé.............................................................13 6.2 Contenu d'un plan navette d'un sertissage robotisé .................................................................................14
7 Plan navette pour le sertissage sur caisse ........................................................................ 21
8 Contenu d'un plan navette du sertissage d'un passage de roue ..................................... 22
9 Planning du plan navette..................................................................................................... 26
10 Liste des documents cités .................................................................................................. 26
1 Généralités
Suivant les technologies ou les types de réalisation, la conception des outillages de sertissage ne doivent en aucun cas être contradictoires avec les présentes prescriptions.
La définition des fondamentaux pour la conception process sertissage est conforme à la norme EM34.AT.400.
Les données d'entrée du produit serti sont conformes aux normes EM24.02.100 et EM34.AT.415.
Ces prescriptions sont identiques pour l’ensemble d’une affaire.
Lorsqu’un partenaire de Renault utilise la sous-traitance, il est tenu vis à vis de son (ses) propre fournisseur de prendre toutes les dispositions pour que celui-ci (ou ceux-ci) applique cette norme.
2 Confidentialité
Lors de la consultation effectuée par Renault, à partir des dossiers avant projet, étude et lors de la réalisation, le fournisseur s’engage à garder strictement confidentielles les informations qui lui sont transmises par Renault. Il y a lieu de considérer en particulier, les pièces véhicules qui doivent être soustraites de la vue des personnes non habilitées.
EM34.AT.420 /A
© RENAULT 2009 Origine : pegi - Renault Page : 4 / 26
3 Définition du Plan Navette
Le plan navette sertissage a la fonction d’assurer une interface et de définir le périmètre entre tous les acteurs du process qui sont liés à la fonction sertissage :
l’emboutisseur,
le sertisseur,
l’assembleur,
l’intégrateur,
les fournisseurs des outils d’emboutissage,
etc..
le plan Navette est le document unique de communication entre les métiers. Il définit les données et besoins de chacun.
Le plan navette est le document de référence pour toutes les réceptions : ATFE ; ATPL ; ATFMR ; ATMP
Le plan navette est associé à un ouvrant et pour un projet : Un seul Plan navette par ligne d’ouvrant (exemple Projet 95 à Douai et à Palencia)
Le plan navette est signé par l’ensemble des acteurs : Pour l’Accord Technique de Fin d’Etudes (ATFE) avec les numérisations ROP
Un plan navette doit être obligatoirement mis en place pour chaque ligne d’assemblage qui comporte une opération de sertissage (ouvrants, coté de caisse, ailes …..)
Le plan navette est formalisé par le fournisseur de la ligne d’assemblage, la gestion est de la responsabilité du CAMI de l’assemblage.
Note : CAMI = Chargé d'affaire moyens industriels, anciennement RA : responsable d'affaire.
4 Mode de fonctionnement du plan navette
Ce paragraphe définit les prestations de chaque intervenant.
4.1 Intervenants
Les intervenants sur les lignes d’ouvrants sont :
Emboutisseur pour la balance des outils de tombage des bords à sertir.
Assembleur pour l’intégration des outils de sertissage sur une ligne d’assemblage
Sertisseur pour la conception des outils de sertissage
Le CAMI de l’assemblage :
Documente l’implantation, les entrées et sortie des pièces, le temps de cycle.
Il est le pilote du plan navette :
Le CAMI de l’emboutissage
Documente les cotes d’encombrements fonctionnelles (encombrement, fixations, courses outils…) des outils et s’assure que le fournisseur du moyen de sertissage respecte le plan navette.
L’intégrateur de l’assemblage :
Il dessine le plan navette.
EM34.AT.420 /A
© RENAULT 2009 Origine : pegi - Renault Page : 5 / 26
4.2 Formalisation du plan navette
Le CAMI de l’îlot d’assemblage est le pilote du plan navette.
Il initialise le plan navette
Définit le principe de l’ilot d’assemblage et l'implantation
Définit les temps technologiques de la fonction sertissage
Transmet le plan navette au CAMI Emboutissage qui documente les cotes d’encombrements de son métier
Diffuse aux intervenants le plan navette pour validation
Il organise la réunion de signature et la validation par l’expert métier
4.3 Vérification par l'expert métier
Pour le sertissage manuel ou robotisé : Service 65304
Pour le sertissage classique Presse ou table ouverte : Service 65307
L’expert métier valide et vérifie le plan navette lors des réceptions des différentes étapes d'un projet :
Etape 1 : Dossier de consultation Le plan navette doit être contractuel.
Etape 2 : Accord Préliminaire de Principe Permet de s’assurer de la bonne communication entre l’emboutissage et l’assemblage et de la faisabilité du sertissage.
Etape 3 : Accord de Fin d’études Le plan navette est obligatoirement signé par l’ensemble des acteurs.
Etape 4 : Accord Technique Pour Livraison de l’outil de sertissage. L’objectif est de livrer le moyen dans l’ilot avec les cotes fonctionnelles conformes au plan navette.
Etape 5 : Accord Technique de Fin de Mise en Route de l’assemblage L’objectif est de vérifier les temps technologiques.
Etape 6 : Accord Technique de Mise en Production de l’assemblage L’objectif est la capitalisation.

EM34.AT.420 /A
© RENAULT 2009 Origine : pegi - Renault Page : 6 / 26
5 Plan navette pour le sertissage NON robotisé
Exemple de sertissage non robotisé : mécanisé, pince manuelle, table ouverte (Presse), etc.
Principe : Définir les limites de la prestation pour chaque intervenant dans la conception et l'installation d'un moyen de sertissage.
5.1 Données d’entrée pour le plan navette d'un sertissage NON robotisé
Répartition de la prestation du sertissage
Rappel : Le plan navette sert de liaison entre les métiers de Renault et les fournisseurs de l’emboutissage et de l’assemblage
Presse (Carry over ou neuve)
La cadence : nombre de coup utile à l’heure
Les efforts : nécessaires pour le pré sertissage (45°) et le sertissage (90°)
La masse des outils de sertissage :
Pour la partie inférieure et supérieure
Les temps technologiques
Le temps de descente, maintien et montée
Les cotes fonctionnelles
La position du transfert de la pièce
La position de travail (pièce dans berceau)
La position de l’outil pendant le changement
La position haute du coulisseau (transfert de pièce)
La position basse du coulisseau (outil fermé en fin de course de sertissage)
Les courses utiles
1
2
3
4
5
1
2
3
4
5 6
1 – La Presse de sertissage
2 – l’embase supérieure
3 – la partie supérieure de l’outil de sertissage
4 – la partie inférieure de l’outil de sertissage
5 – le changeur d’outil de sertissage
6 – les boitiers de commande (électrique et pneumatique)
EM34.AT.420 /A
© RENAULT 2009 Origine : pegi - Renault Page : 7 / 26
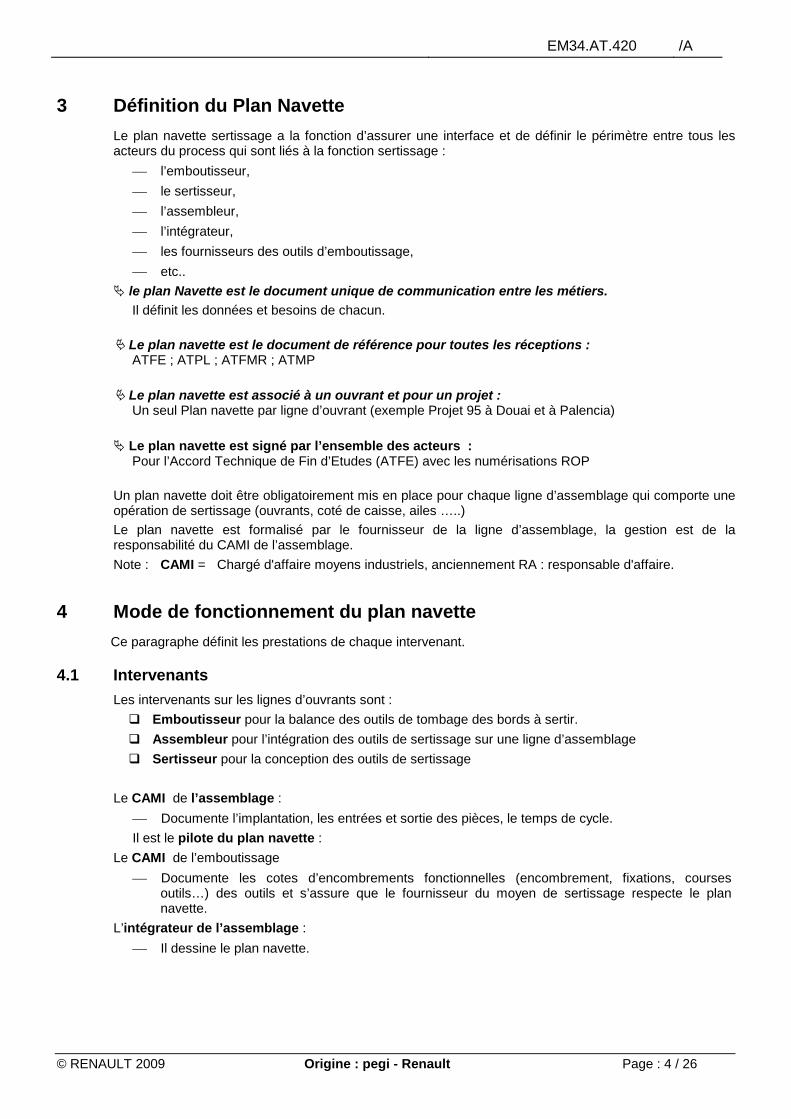
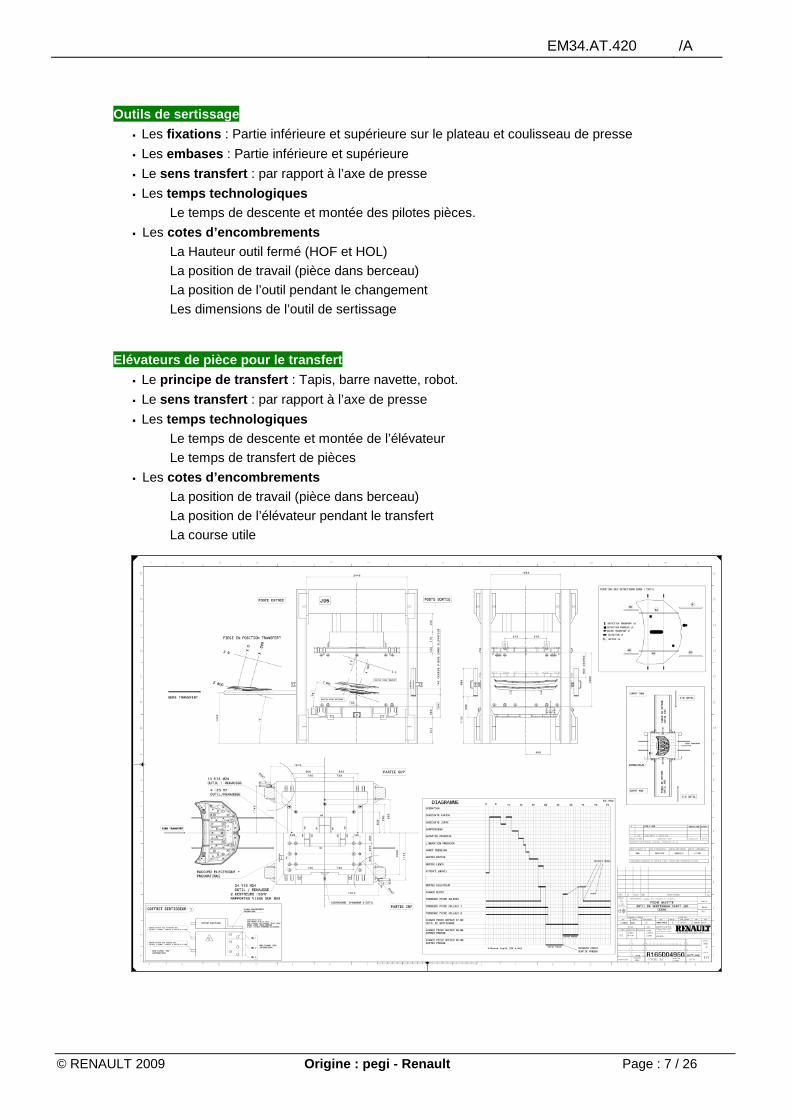
Outils de sertissage
Les fixations : Partie inférieure et supérieure sur le plateau et coulisseau de presse
Les embases : Partie inférieure et supérieure
Le sens transfert : par rapport à l’axe de presse
Les temps technologiques
Le temps de descente et montée des pilotes pièces.
Les cotes d’encombrements
La Hauteur outil fermé (HOF et HOL)
La position de travail (pièce dans berceau)
La position de l’outil pendant le changement
Les dimensions de l’outil de sertissage
Elévateurs de pièce pour le transfert
Le principe de transfert : Tapis, barre navette, robot.
Le sens transfert : par rapport à l’axe de presse
Les temps technologiques
Le temps de descente et montée de l’élévateur
Le temps de transfert de pièces
Les cotes d’encombrements
La position de travail (pièce dans berceau)
La position de l’élévateur pendant le transfert
La course utile
EM34.AT.420 /A
© RENAULT 2009 Origine : pegi - Renault Page : 8 / 26
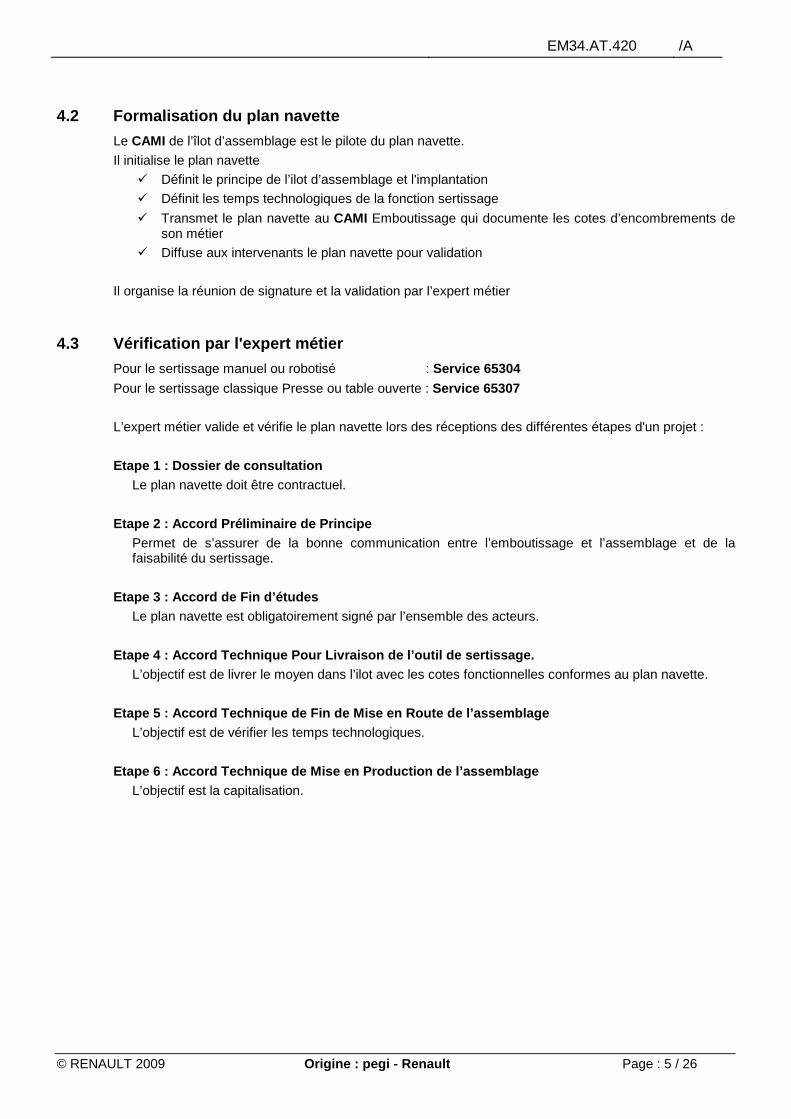
5.2 Contenu du plan navette pour le sertissage autre que robotisé
Définir l’implantation de la fonction sertissage
Définir les cotes fonctionnelles principales de la presse et des outils de sertissage
Définir la position des détections pour la liaison automatisme

EM34.AT.420 /A
© RENAULT 2009 Origine : pegi - Renault Page : 9 / 26
Définir les plans de fixations des outils supérieurs et inférieurs sur le coulisseau et plateau de presse
Définir le diagramme de cycle avec les temps technologiques de chaque métier

EM34.AT.420 /A
© RENAULT 2009 Origine : pegi - Renault Page : 10 / 26
Définir les limites de prestations des connectiques A faire par l'’intégrateur de l’ilot d’assemblage
Exemple de définition des limites de prestation
Automatisme presse à sertir
L’intégrateur de l’ilot d’assemblage établit les dossiers électriques, pneumatique et automatisme ou autres fluides
Électrique Sertisseur Électrique Intégrateur
Pneumatique Intégrateur
Pneumatique Sertisseur
Électrique Sertisseur Électrique Intégrateur
Pneumatique Intégrateur
Pneumatique Sertisseur
PERIMETRE OUVRANTS NISSAN-TOOLING X84
Usine UGB - DOUAI
Unit OUVRANTS
Projet X95 (Carry-Over X84)
Ilot PARD-PARG-PAVG-PAVD-CV
Version OR
Date 8 août 2007
RENAULT
COMAU
MATRICI
Jean-Luc GUMEZ - [email protected]
Jean-Yves TROCHON - [email protected]
PLAN NAVETTEAUTOMATISME - PRESSES A SERTIR -
CORRESPONDANTS
JR95PERIMETRE OUVRANTS NISSAN-TOOLING X84
Usine UGB - DOUAI
Unit OUVRANTS
Projet X95 (Carry-Over X84)
Ilot PARD-PARG-PAVG-PAVD-CV
Version OR
Date 8 août 2007
RENAULT
COMAU
MATRICI
Jean-Luc GUMEZ - [email protected]
Jean-Yves TROCHON - [email protected]
PLAN NAVETTEAUTOMATISME - PRESSES A SERTIR -
CORRESPONDANTS
JR95

EM34.AT.420 /A
© RENAULT 2009 Origine : pegi - Renault Page : 11 / 26
Définir les limites de la prestation du fournisseur de l’outil de sertissage Le type, la dimension du coffret électrique avec son implantation sur l’outil
La liaison pneumatique et la détection des mouvements (pilotes …..)
Le bornier électrique et les repères de câblages
Définir les limites de la prestation de l’intégrateur de l’outil de sertissage Le type, la dimension du coffret électrique avec son implantation sur la presse
La liaison pneumatique et la détection des mouvements (pilotes …..)
Le bornier électrique et les repères de câblages
LIMITES DE FOURNITURES INTEGRATEUR INTERCONNEXIONS COUPLEUR <==> COFFRET
INTERCONNEXIONS COUPLEUR >==> NOURRICES
LIMITES DE FOURNITURES EMBOUTISSEUR
LIAISONS PNEUMATIQUES OUTILLAGE
COFFRET ELECTRIQUE
RACCORDEMENTS BORNIERS
300m
m
MATÉRIEL IMPOSÉ
6 Raccords d’implantation instantané LEGRIS LF3600 pour tuyau Diamètre Ext. 10mm
Pour raccordement des tuyaux provenant du
Avance
Recul
Avance
Recul
Haut
Bas
22 21 23 24 25 26
Recul
Nourrices outil
0
0
0
0
0
0
0
EM34.AT.420 /A
© RENAULT 2009 Origine : pegi - Renault Page : 12 / 26
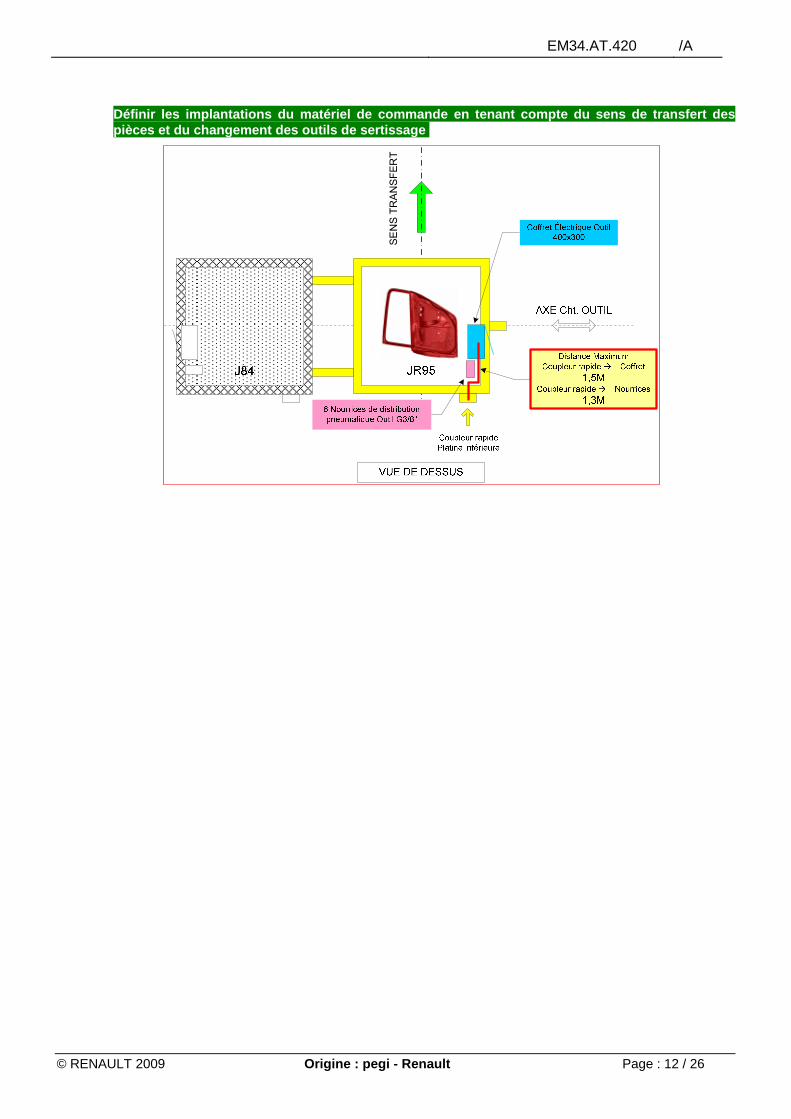
Définir les implantations du matériel de commande en tenant compte du sens de transfert des pièces et du changement des outils de sertissage
SEN
S TR
AN
SFER
T
EM34.AT.420 /A
© RENAULT 2009 Origine : pegi - Renault Page : 13 / 26
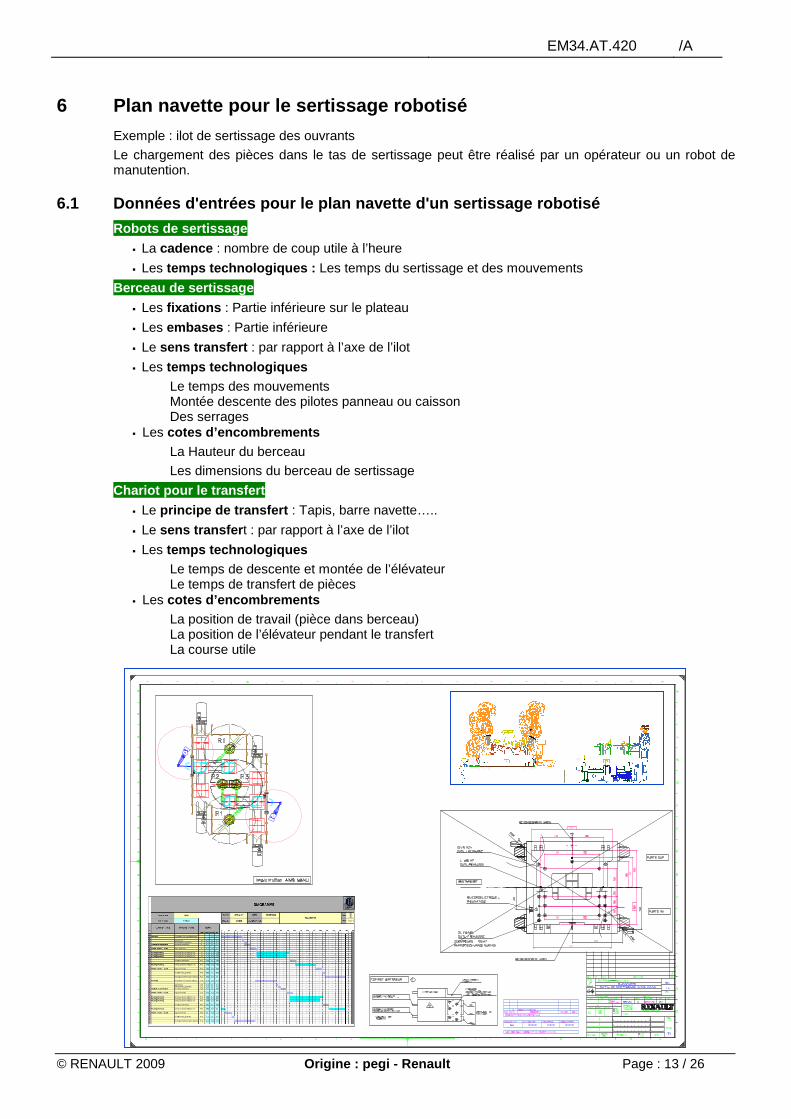
6 Plan navette pour le sertissage robotisé
Exemple : ilot de sertissage des ouvrants
Le chargement des pièces dans le tas de sertissage peut être réalisé par un opérateur ou un robot de manutention.
6.1 Données d'entrées pour le plan navette d'un sertissage robotisé
Robots de sertissage
La cadence : nombre de coup utile à l’heure
Les temps technologiques : Les temps du sertissage et des mouvements
Berceau de sertissage
Les fixations : Partie inférieure sur le plateau
Les embases : Partie inférieure
Le sens transfert : par rapport à l’axe de l’ilot
Les temps technologiques
Le temps des mouvements Montée descente des pilotes panneau ou caisson Des serrages
Les cotes d’encombrements
La Hauteur du berceau
Les dimensions du berceau de sertissage
Chariot pour le transfert
Le principe de transfert : Tapis, barre navette…..
Le sens transfert : par rapport à l’axe de l’ilot
Les temps technologiques
Le temps de descente et montée de l’élévateur Le temps de transfert de pièces
Les cotes d’encombrements
La position de travail (pièce dans berceau) La position de l’élévateur pendant le transfert La course utile
EM34.AT.420 /A
© RENAULT 2009 Origine : pegi - Renault Page : 14 / 26
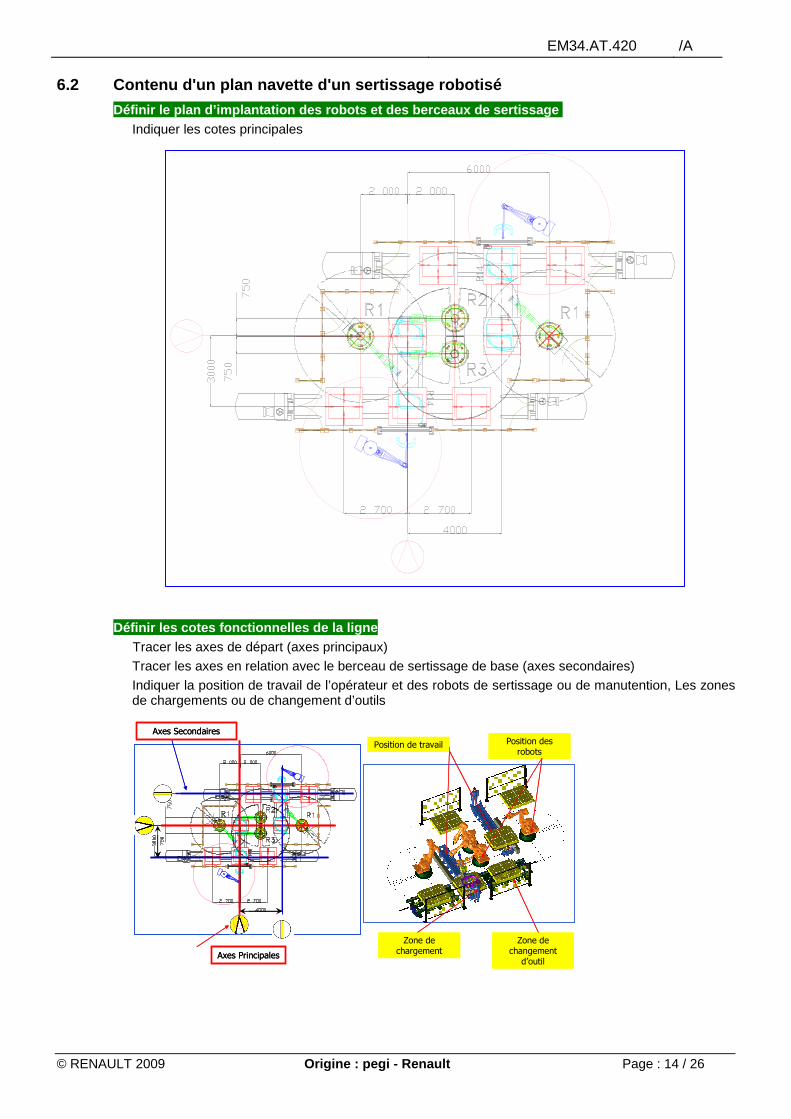
6.2 Contenu d'un plan navette d'un sertissage robotisé
Définir le plan d’implantation des robots et des berceaux de sertissage Indiquer les cotes principales
Définir les cotes fonctionnelles de la ligne Tracer les axes de départ (axes principaux)
Tracer les axes en relation avec le berceau de sertissage de base (axes secondaires)
Indiquer la position de travail de l’opérateur et des robots de sertissage ou de manutention, Les zones de chargements ou de changement d’outils
Axes Principales
Position de travail Position des robots
Zone de chargement
Zone de changement
d’outil
Axes Secondaires
Axes Principales
Position de travail Position des robots
Zone de chargement
Zone de changement
d’outil
Axes Secondaires
EM34.AT.420 /A
© RENAULT 2009 Origine : pegi - Renault Page : 15 / 26
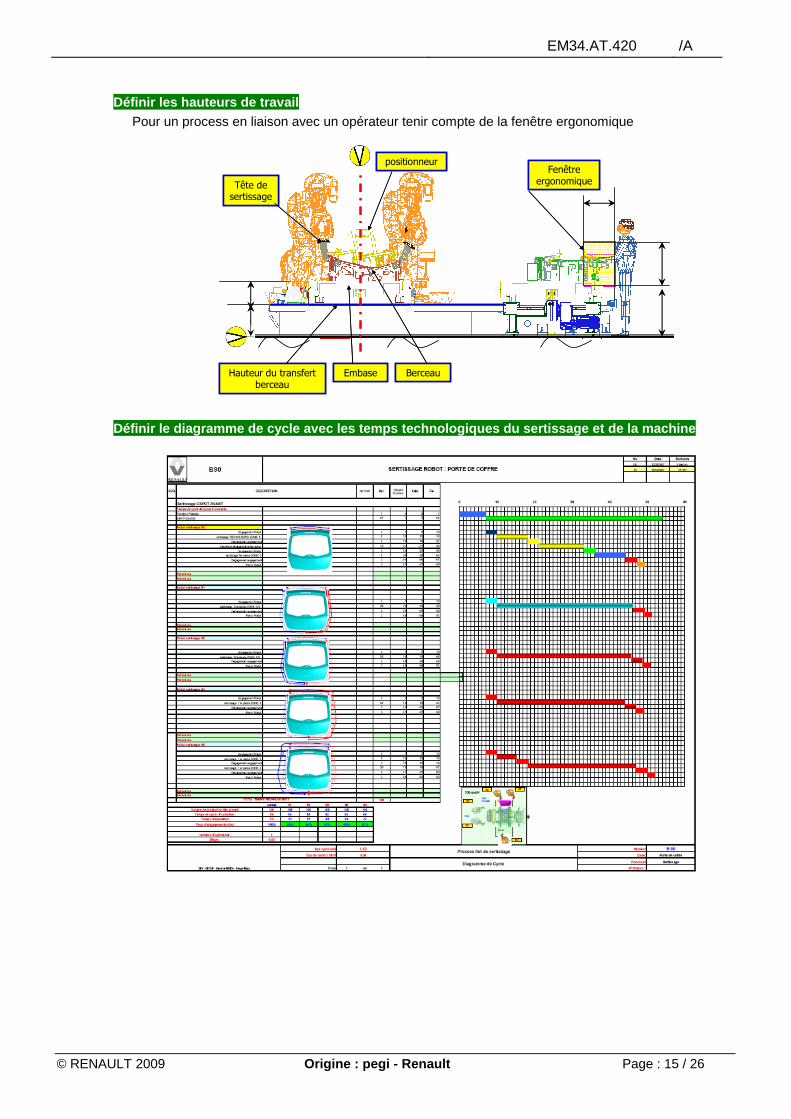
Définir les hauteurs de travail Pour un process en liaison avec un opérateur tenir compte de la fenêtre ergonomique
Définir le diagramme de cycle avec les temps technologiques du sertissage et de la machine
Hauteur du transfert berceau
Embase Berceau
positionneurFenêtre
ergonomique Tête de sertissage
Hauteur du transfert berceau
Embase Berceau
positionneurFenêtre
ergonomique Tête de sertissage
EM34.AT.420 /A
© RENAULT 2009 Origine : pegi - Renault Page : 16 / 26
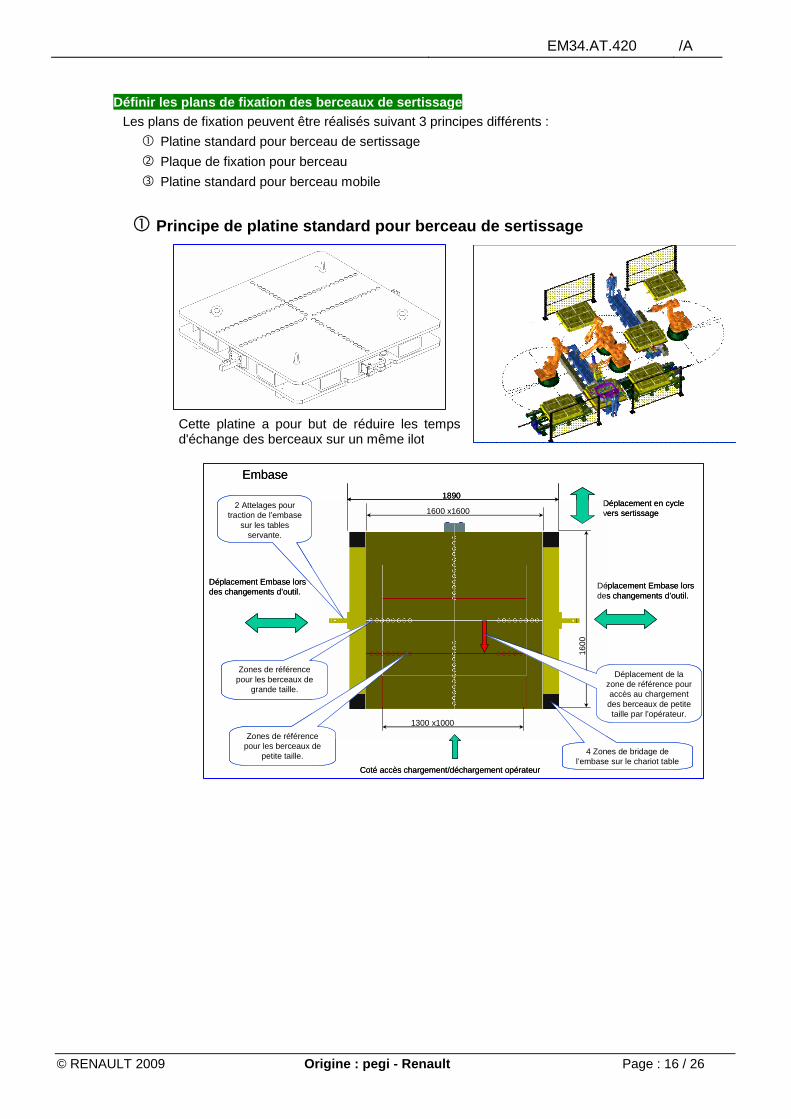
Définir les plans de fixation des berceaux de sertissage
Les plans de fixation peuvent être réalisés suivant 3 principes différents :
Platine standard pour berceau de sertissage
Plaque de fixation pour berceau
Platine standard pour berceau mobile
Principe de platine standard pour berceau de sertissage
Embase
Coté accès chargement/déchargement opérateur
Déplacement en cycle vers sertissage
Déplacement Embase lors des changements d’outil.
Déplacement Embase lors des changements d’outil.
2 Attelages pour traction de l’embase
sur les tables servante.
4 Zones de bridage de l’embase sur le chariot table
Zones de référence pour les berceaux de
grande taille.
1600 x1600
Zones de référence pour les berceaux de
petite taille.
1300 x1000
1600
1890
Déplacement de la zone de référence pour accès au chargement des berceaux de petite taille par l’opérateur.
Embase
Coté accès chargement/déchargement opérateur
Déplacement en cycle vers sertissage
Déplacement Embase lors des changements d’outil.
Déplacement Embase lors des changements d’outil.
2 Attelages pour traction de l’embase
sur les tables servante.
4 Zones de bridage de l’embase sur le chariot table
Zones de référence pour les berceaux de
grande taille.
1600 x1600
Zones de référence pour les berceaux de
petite taille.
1300 x1000
1600
1890
Déplacement de la zone de référence pour accès au chargement des berceaux de petite taille par l’opérateur.
Cette platine a pour but de réduire les temps d'échange des berceaux sur un même ilot
EM34.AT.420 /A
© RENAULT 2009 Origine : pegi - Renault Page : 17 / 26
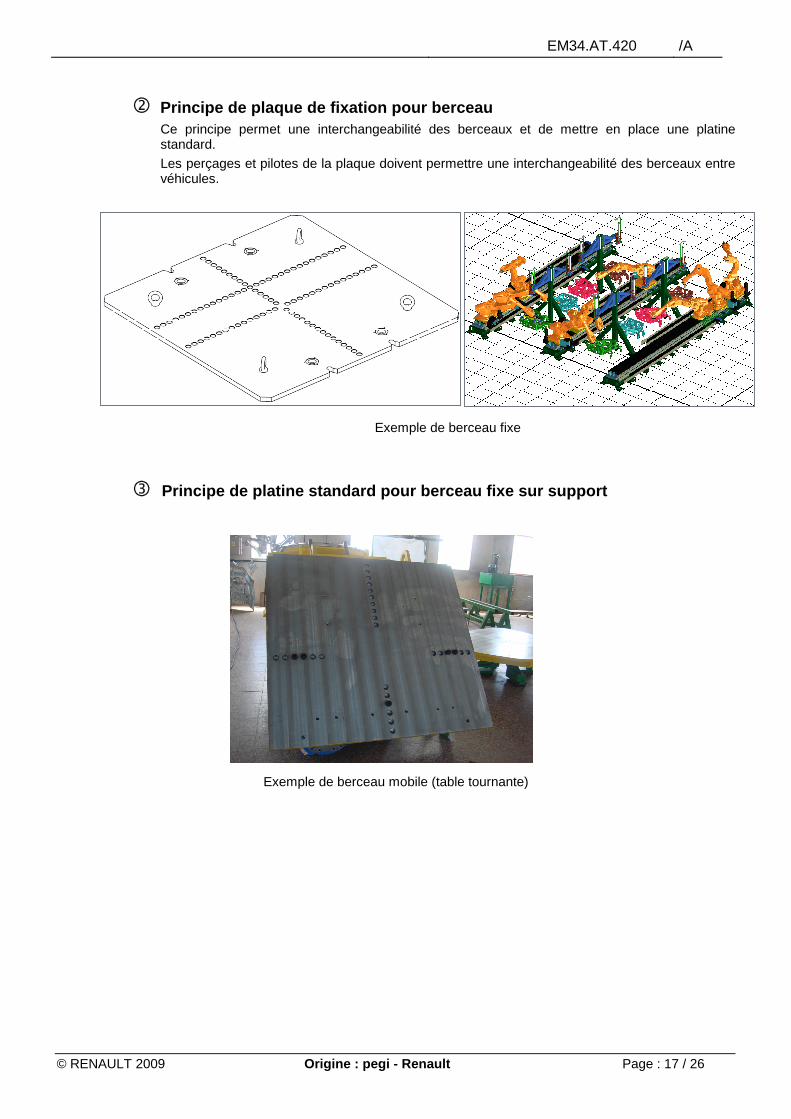
Principe de plaque de fixation pour berceau Ce principe permet une interchangeabilité des berceaux et de mettre en place une platine standard.
Les perçages et pilotes de la plaque doivent permettre une interchangeabilité des berceaux entre véhicules.
Exemple de berceau fixe
Principe de platine standard pour berceau fixe sur support
Exemple de berceau mobile (table tournante)
EM34.AT.420 /A
© RENAULT 2009 Origine : pegi - Renault Page : 18 / 26
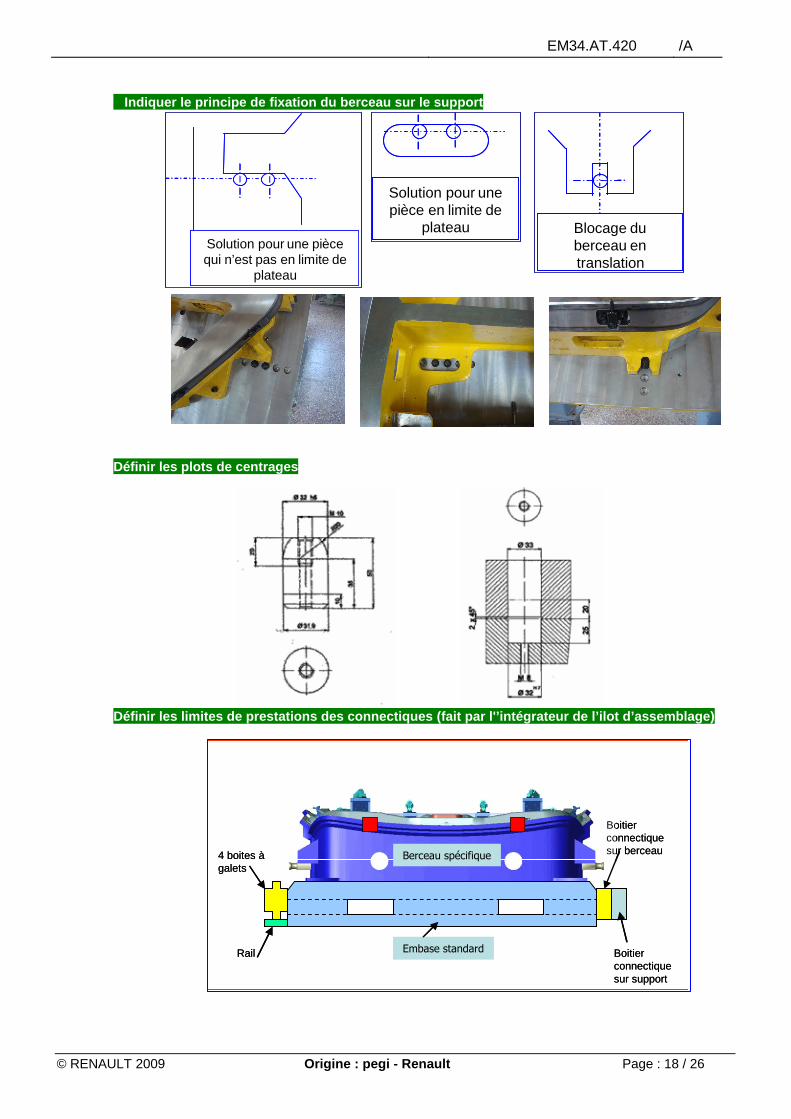
Indiquer le principe de fixation du berceau sur le support
Définir les plots de centrages
Définir les limites de prestations des connectiques (fait par l'’intégrateur de l’ilot d’assemblage)
Embase standardRail
4 boites àgalets
Berceau spécifique
Boitier connectique sur berceau
Boitier connectique sur support
Embase standardRail
4 boites àgalets
Berceau spécifique
Boitier connectique sur berceau
Boitier connectique sur support
Solution pour une pi è ce qui n ’ est pas en limite de
plateau
Solution pour une pi è ce qui n ’ est pas en limite de
plateau
Solution pour une pi è ce en limite de
plateau
Solution pour une pi è ce en limite de
plateau Blocage du berceau en translation
Blocage du berceau en translation
EM34.AT.420 /A
© RENAULT 2009 Origine : pegi - Renault Page : 19 / 26
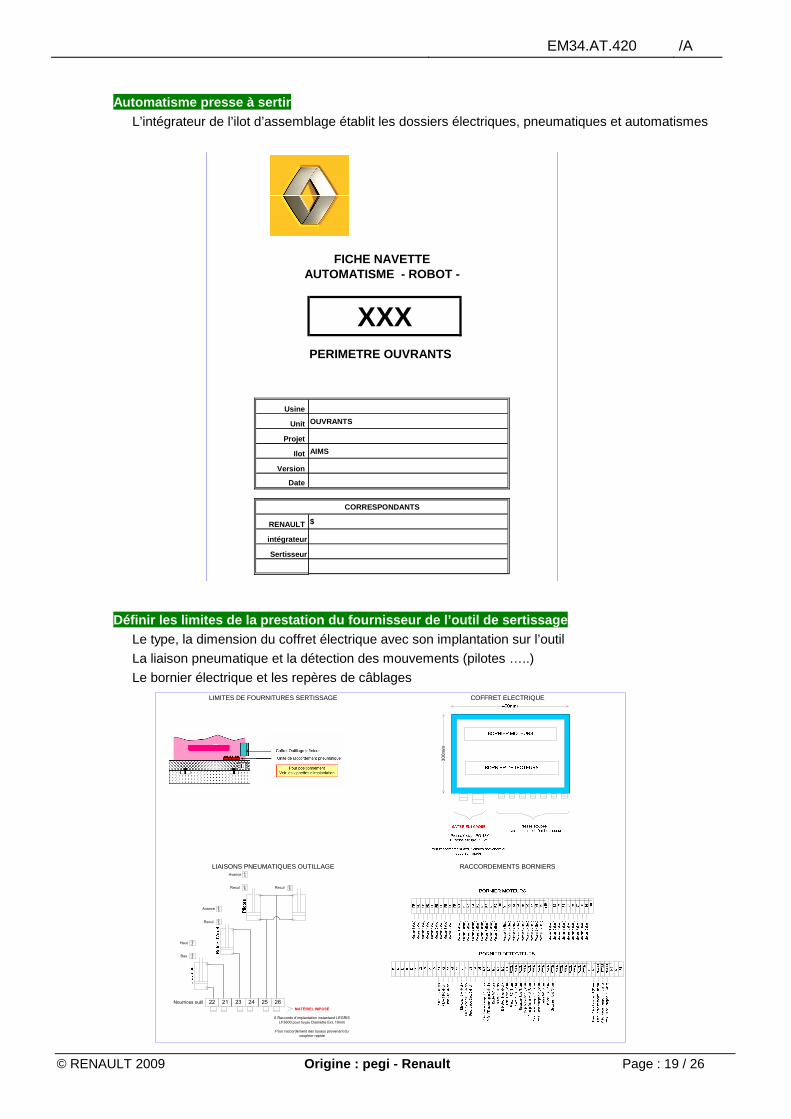
Automatisme presse à sertir L’intégrateur de l’ilot d’assemblage établit les dossiers électriques, pneumatiques et automatismes
Définir les limites de la prestation du fournisseur de l’outil de sertissage Le type, la dimension du coffret électrique avec son implantation sur l’outil
La liaison pneumatique et la détection des mouvements (pilotes …..)
Le bornier électrique et les repères de câblages
PERIMETRE OUVRANTS
Usine
Unit OUVRANTS
Projet
Ilot AIMS
Version
Date
RENAULT
intégrateur
Sertisseur
FICHE NAVETTEAUTOMATISME - ROBOT -
CORRESPONDANTS
XXX
$
LIMITES DE FOURNITURES SERTISSAGE
LIAISONS PNEUMATIQUES OUTILLAGE
COFFRET ELECTRIQUE
RACCORDEMENTS BORNIERS
300m
m
MATÉRIEL IMPOSÉ
6 Raccords d’implantation instantané LEGRIS LF3600 pour tuyau Diamètre Ext. 10mm
Pour raccordement des tuyaux provenant du coupleur rapide
Avance
Recul
Avance
Recul
Haut
Bas
22 21 23 24 25 26
Recul
Nourrices outil
0
0
0
0
0
0
0
EM34.AT.420 /A
© RENAULT 2009 Origine : pegi - Renault Page : 20 / 26
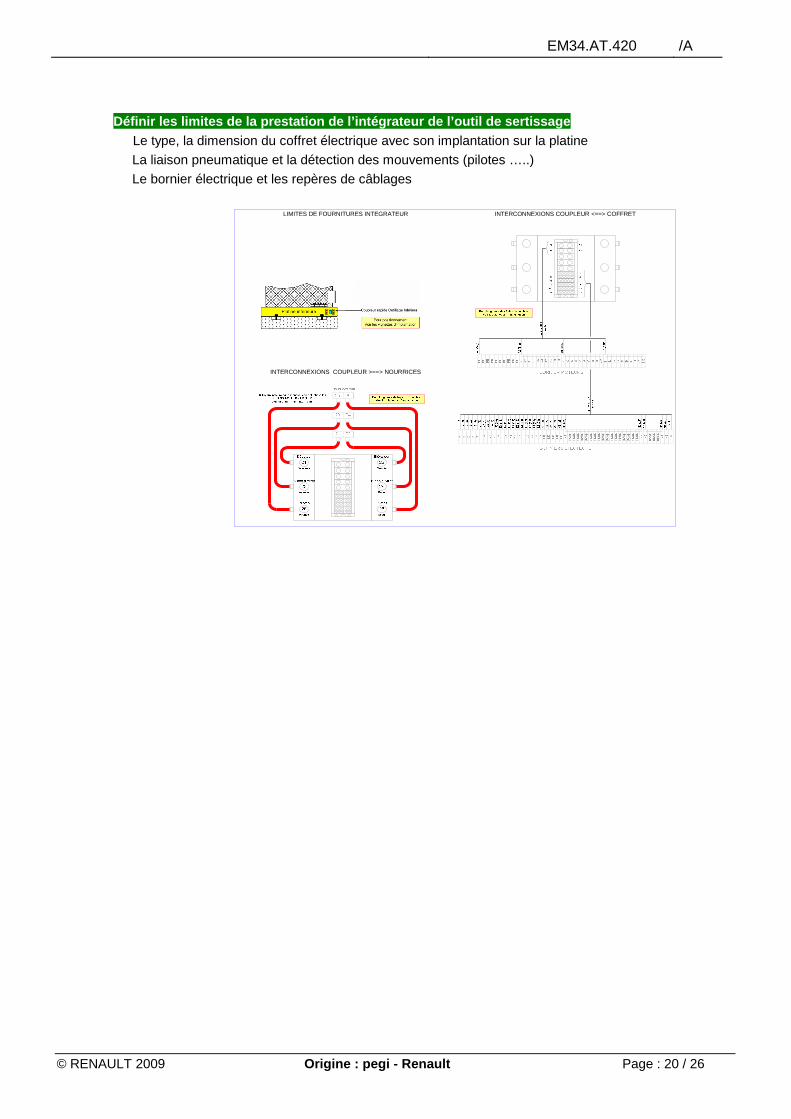
Définir les limites de la prestation de l’intégrateur de l’outil de sertissage Le type, la dimension du coffret électrique avec son implantation sur la platine
La liaison pneumatique et la détection des mouvements (pilotes …..)
Le bornier électrique et les repères de câblages
LIMITES DE FOURNITURES INTEGRATEUR INTERCONNEXIONS COUPLEUR <==> COFFRET
INTERCONNEXIONS COUPLEUR >==> NOURRICES
EM34.AT.420 /A
© RENAULT 2009 Origine : pegi - Renault Page : 21 / 26
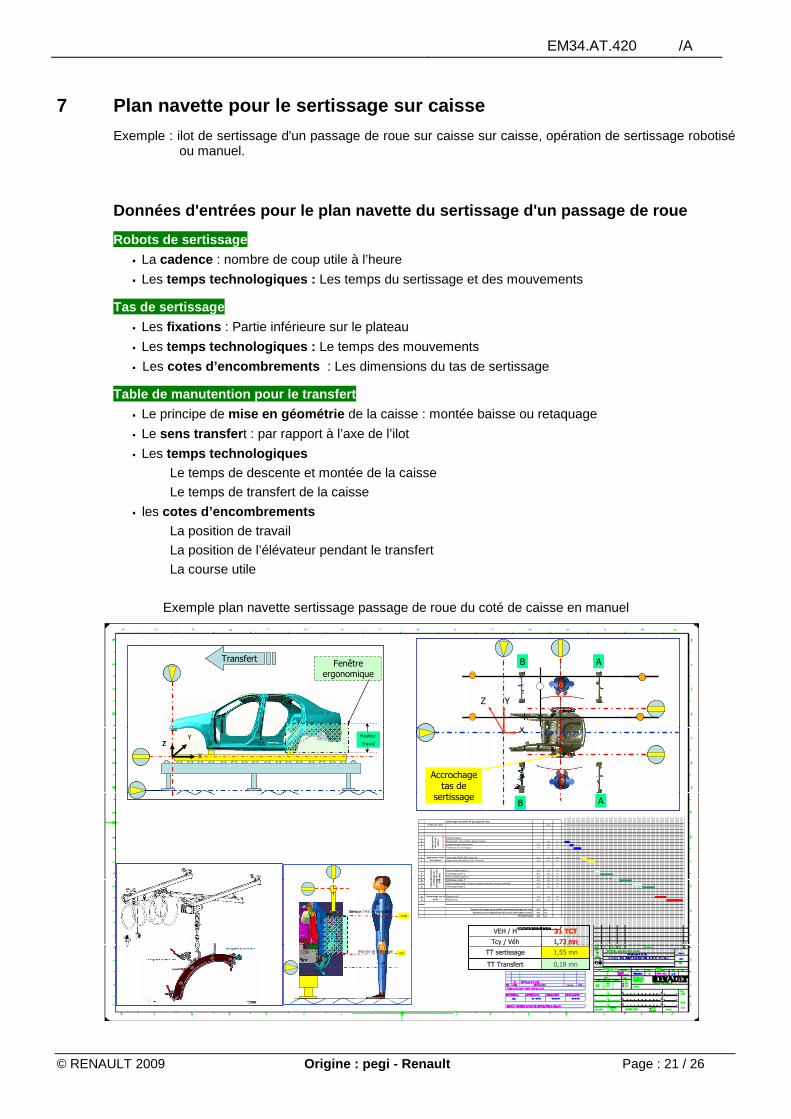
7 Plan navette pour le sertissage sur caisse
Exemple : ilot de sertissage d'un passage de roue sur caisse sur caisse, opération de sertissage robotisé ou manuel.
Données d'entrées pour le plan navette du sertissage d'un passage de roue
Robots de sertissage
La cadence : nombre de coup utile à l’heure
Les temps technologiques : Les temps du sertissage et des mouvements
Tas de sertissage
Les fixations : Partie inférieure sur le plateau
Les temps technologiques : Le temps des mouvements
Les cotes d’encombrements : Les dimensions du tas de sertissage
Table de manutention pour le transfert
Le principe de mise en géométrie de la caisse : montée baisse ou retaquage
Le sens transfert : par rapport à l’axe de l’ilot
Les temps technologiques
Le temps de descente et montée de la caisse
Le temps de transfert de la caisse
les cotes d’encombrements
La position de travail
La position de l’élévateur pendant le transfert
La course utile
Exemple plan navette sertissage passage de roue du coté de caisse en manuel
Transfert
Hauteur
TravailZY
X
Fenêtre ergonomique
Transfert
Hauteur
TravailZY
X
Fenêtre ergonomique
A
B
B
A
Accrochage tas de
sertissage
x
YZ
A
B
B
A
Accrochage tas de
sertissage
x
YZ
Sertissage manuelle de passage de roueTemps de cycle 93,0
1 Position initiale2 Mouvement vers position devant caisse 4,0 4,0
3 positionnement dans trous 4,0 3,0 7,0
4 Fermeture de 4 serrages 7,0 6,0 13,0
5 Prise outil EDHS 130° Verso M 13,0 5,0 18,0
6 Applicaiton Outil EDHS 130° Verso M 18,0 6,0 24,0
7 Choix molette passe 1 24,0 4,0 28,0
8 Sertissage passe 1 28,0 10,0 38,0
9 Choix molette passe 2 38,0 5,0 43,0
10 Sertissage passe 2 43,0 10,0 53,0
11 Choix molette passe 3 (avec ouverture serrage, ancien concept)) 53,0 8,0 61,0
12 Sertissage passe 3 61,0 10,0 71,0
13 Reprise outil 71,0 9,0 80,0
14 Reprise tas 80,0 13,0 93,0
Somme du temps du procédé sertissage passage de roue 47,0 sec
Somme prise et déposition du tas de sertissage et outil 46,0 sec
Procédé total 93,0 sec
Ap
plic
atio
n
tas
sur
la
cais
se
Application Outil sur caisse
Tem
ps
de
proc
ès
sert
issa
ge d
u p
assa
ge
de r
oue
(850
mm
)
Demontage tas et outil
y yy
0,18 mnTT Transfert
1,55 mnTT sertissage
1,73 mn
31 TCT
Tcy / Véh
VEH / H
0,18 mnTT Transfert
1,55 mnTT sertissage
1,73 mn
31 TCT
Tcy / Véh
VEH / H
700
1100
Bas tas de sertissage
Serrage TAS de sertissage
700
1100
Bas tas de sertissage
Serrage TAS de sertissage
Transfert
Hauteur
TravailZY
X
Fenêtre ergonomique
Transfert
Hauteur
TravailZY
X
Fenêtre ergonomique
A
B
B
A
Accrochage tas de
sertissage
x
YZ
A
B
B
A
Accrochage tas de
sertissage
x
YZ
Sertissage manuelle de passage de roueTemps de cycle 93,0
1 Position initiale2 Mouvement vers position devant caisse 4,0 4,0
3 positionnement dans trous 4,0 3,0 7,0
4 Fermeture de 4 serrages 7,0 6,0 13,0
5 Prise outil EDHS 130° Verso M 13,0 5,0 18,0
6 Applicaiton Outil EDHS 130° Verso M 18,0 6,0 24,0
7 Choix molette passe 1 24,0 4,0 28,0
8 Sertissage passe 1 28,0 10,0 38,0
9 Choix molette passe 2 38,0 5,0 43,0
10 Sertissage passe 2 43,0 10,0 53,0
11 Choix molette passe 3 (avec ouverture serrage, ancien concept)) 53,0 8,0 61,0
12 Sertissage passe 3 61,0 10,0 71,0
13 Reprise outil 71,0 9,0 80,0
14 Reprise tas 80,0 13,0 93,0
Somme du temps du procédé sertissage passage de roue 47,0 sec
Somme prise et déposition du tas de sertissage et outil 46,0 sec
Procédé total 93,0 sec
Ap
plic
atio
n
tas
sur
la
cais
se
Application Outil sur caisse
Tem
ps
de
proc
ès
sert
issa
ge d
u p
assa
ge
de r
oue
(850
mm
)
Demontage tas et outil
y yy
0,18 mnTT Transfert
1,55 mnTT sertissage
1,73 mn
31 TCT
Tcy / Véh
VEH / H
0,18 mnTT Transfert
1,55 mnTT sertissage
1,73 mn
31 TCT
Tcy / Véh
VEH / H
700
1100
Bas tas de sertissage
Serrage TAS de sertissage
700
1100
Bas tas de sertissage
Serrage TAS de sertissage
EM34.AT.420 /A
© RENAULT 2009 Origine : pegi - Renault Page : 22 / 26
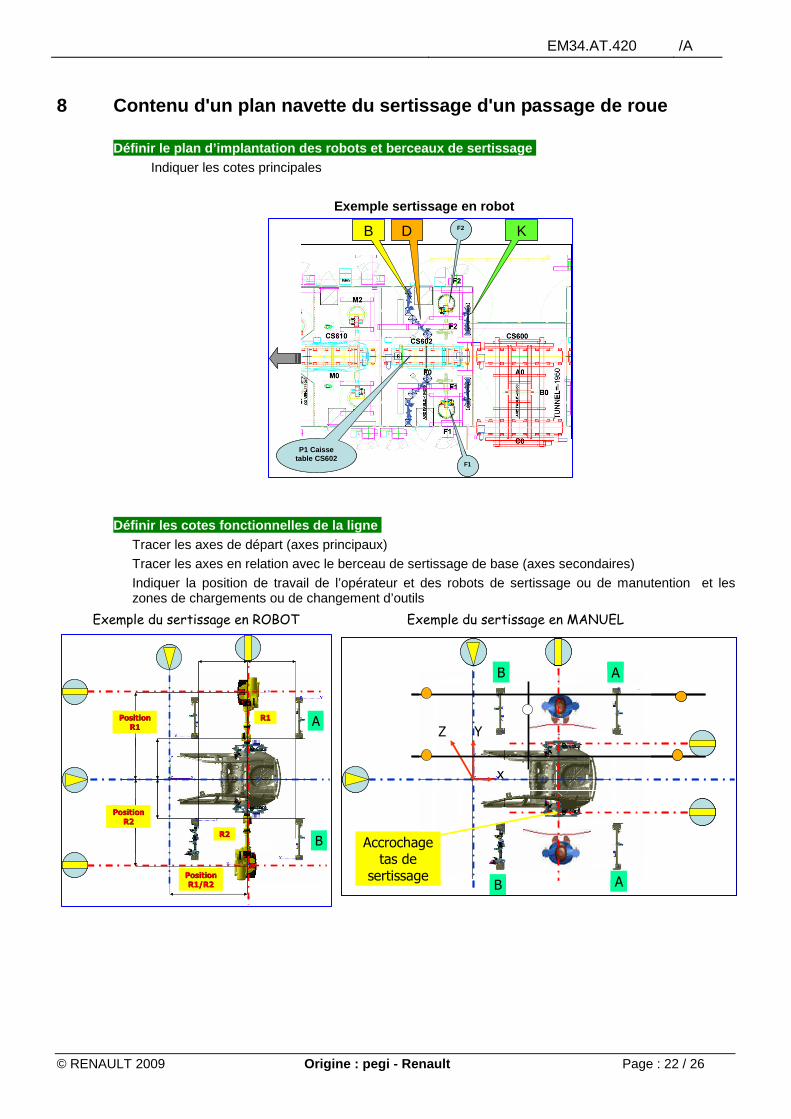
8 Contenu d'un plan navette du sertissage d'un passage de roue
Définir le plan d’implantation des robots et berceaux de sertissage Indiquer les cotes principales
Exemple sertissage en robot
Définir les cotes fonctionnelles de la ligne Tracer les axes de départ (axes principaux)
Tracer les axes en relation avec le berceau de sertissage de base (axes secondaires)
Indiquer la position de travail de l’opérateur et des robots de sertissage ou de manutention et les zones de chargements ou de changement d’outils
Exemple du sertissage en ROBOT Exemple du sertissage en MANUEL
DB KF2
F1
P1 Caisse table CS602
DB KF2
F1
P1 Caisse table CS602
R1R1
R2R2
Position Position R2R2
Position Position R1R1 A
B
Position Position R1/R2R1/R2
R1R1
R2R2
Position Position R2R2
Position Position R1R1 A
B
Position Position R1/R2R1/R2
A
B
B
A
Accrochage tas de
sertissage
x
YZ
A
B
B
A
Accrochage tas de
sertissage
x
YZ
EM34.AT.420 /A
© RENAULT 2009 Origine : pegi - Renault Page : 23 / 26
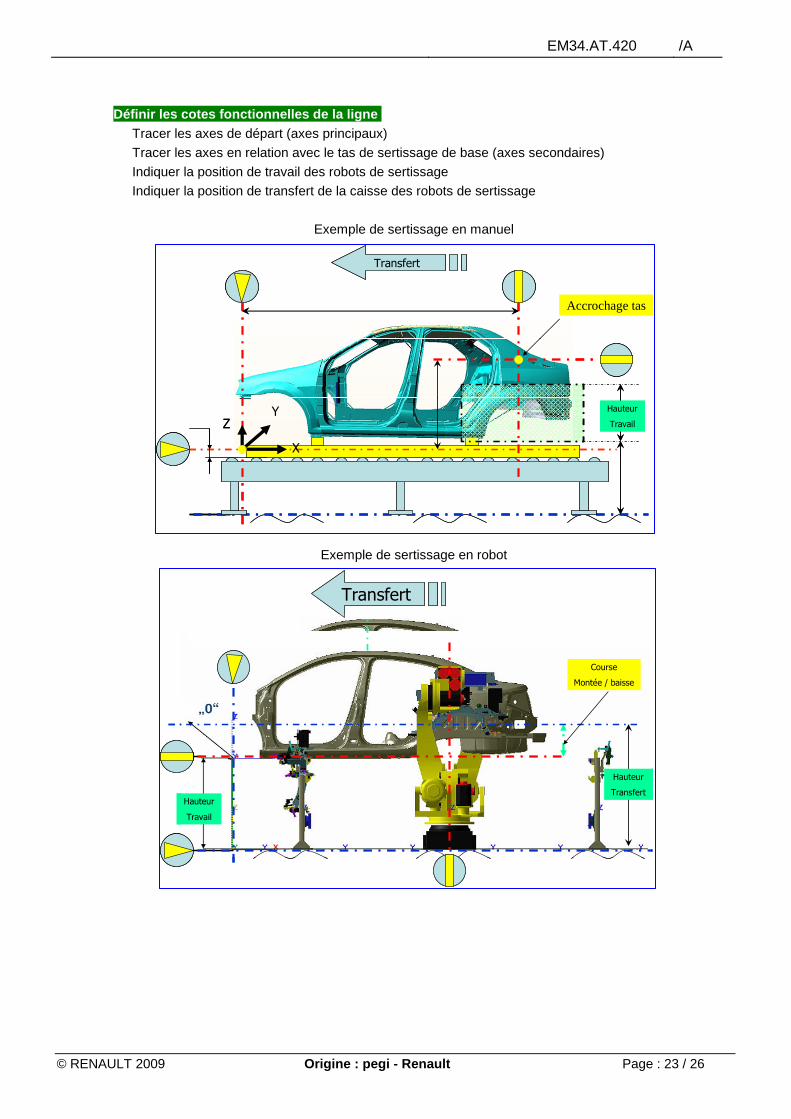
Définir les cotes fonctionnelles de la ligne Tracer les axes de départ (axes principaux)
Tracer les axes en relation avec le tas de sertissage de base (axes secondaires)
Indiquer la position de travail des robots de sertissage
Indiquer la position de transfert de la caisse des robots de sertissage
Exemple de sertissage en manuel
Exemple de sertissage en robot
Transfert
Hauteur
TravailZY
X
Accrochage tas
Transfert
Hauteur
TravailZY
X
Accrochage tas
Hauteur
Travail
Transfert
Hauteur
Transfert
Course
Montée / baisse
Hauteur
Travail
Transfert
Hauteur
Transfert
Course
Montée / baisse
EM34.AT.420 /A
© RENAULT 2009 Origine : pegi - Renault Page : 24 / 26
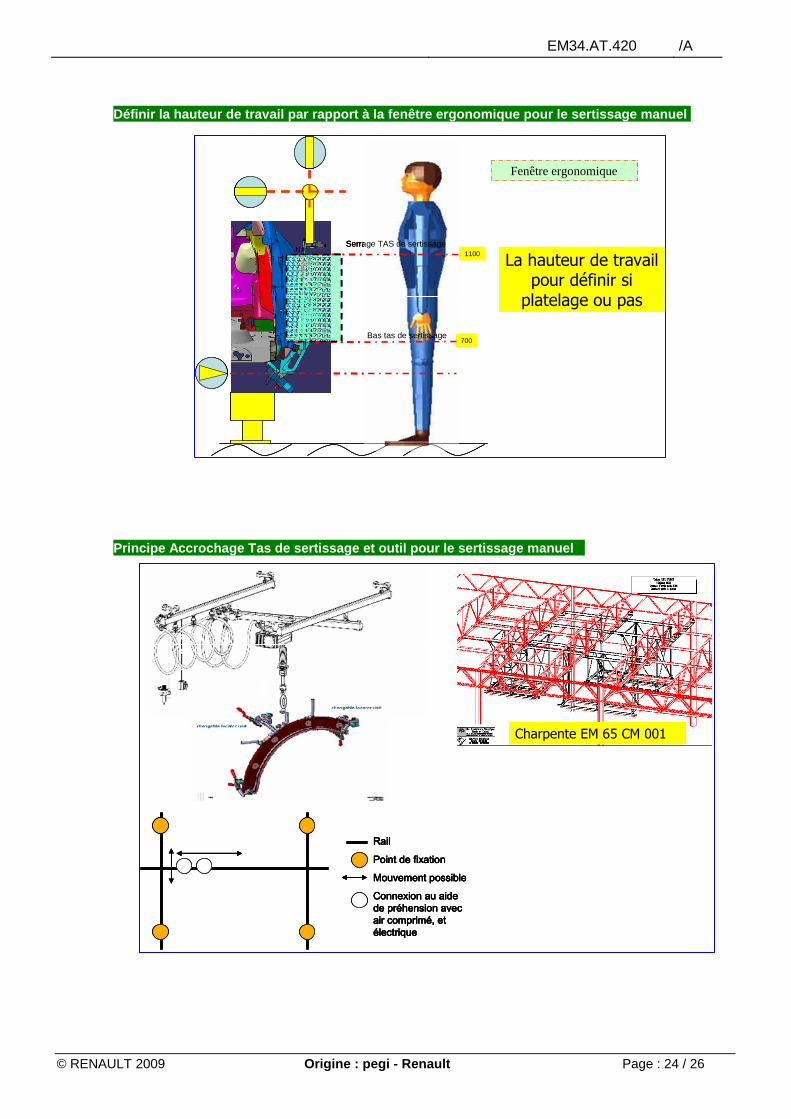
Définir la hauteur de travail par rapport à la fenêtre ergonomique pour le sertissage manuel
Principe Accrochage Tas de sertissage et outil pour le sertissage manuel
Fenêtre ergonomique
700
1100
Bas tas de sertissage
Serrage TAS de sertissage
La hauteur de travail pour définir si
platelage ou pas
Fenêtre ergonomique
700
1100
Bas tas de sertissage
Serrage TAS de sertissage
700
1100
Bas tas de sertissage
Serrage TAS de sertissage
La hauteur de travail pour définir si
platelage ou pas
Rail
Point de fixation
Mouvement possible
Connexion au aide de préhension avec air comprimé, et électrique
Charpente EM 65 CM 001
Rail
Point de fixation
Mouvement possible
Connexion au aide de préhension avec air comprimé, et électrique
Rail
Point de fixation
Mouvement possible
Connexion au aide de préhension avec air comprimé, et électrique
Charpente EM 65 CM 001

EM34.AT.420 /A
© RENAULT 2009 Origine : pegi - Renault Page : 25 / 26
Définir le diagramme de cycle avec les temps technologiques du sertissage et machine
Exemple de sertissage robot
Exemple de sertissage manuel
Définir le découpage et prestation de l’automatisme et de la mise en œuvre des différentes Alimentations.
Sertissage manuelle de passage de roueTemps de cycle 93,0
1 Position initiale2 Mouvement vers position devant caisse 4,0 4,0
3 positionnement dans trous 4,0 3,0 7,0
4 Fermeture de 4 serrages 7,0 6,0 13,0
5 Prise outil EDHS 130° Verso M 13,0 5,0 18,0
6 Applicaiton Outil EDHS 130° Verso M 18,0 6,0 24,0
7 Choix molette passe 1 24,0 4,0 28,0
8 Sertissage passe 1 28,0 10,0 38,0
9 Choix molette passe 2 38,0 5,0 43,0
10 Sertissage passe 2 43,0 10,0 53,0
11 Choix molette passe 3 (avec ouverture serrage, ancien concept)) 53,0 8,0 61,0
12 Sertissage passe 3 61,0 10,0 71,0
13 Reprise outil 71,0 9,0 80,0
14 Reprise tas 80,0 13,0 93,0
Somme du temps du procédé sertissage passage de roue 47,0 sec
Somme prise et déposition du tas de sertissage et outil 46,0 sec
Procédé total 93,0 sec
Ap
plic
atio
n
tas
sur
la
cais
se
Application Outil sur caisse
Tem
ps
de
pro
cès
sert
issa
ge
du
p
assa
ge
de
rou
e (8
50 m
m)
Demontage tas et outil
y yy
EM34.AT.420 /A
© RENAULT 2009 Origine : pegi - Renault Page : 26 / 26
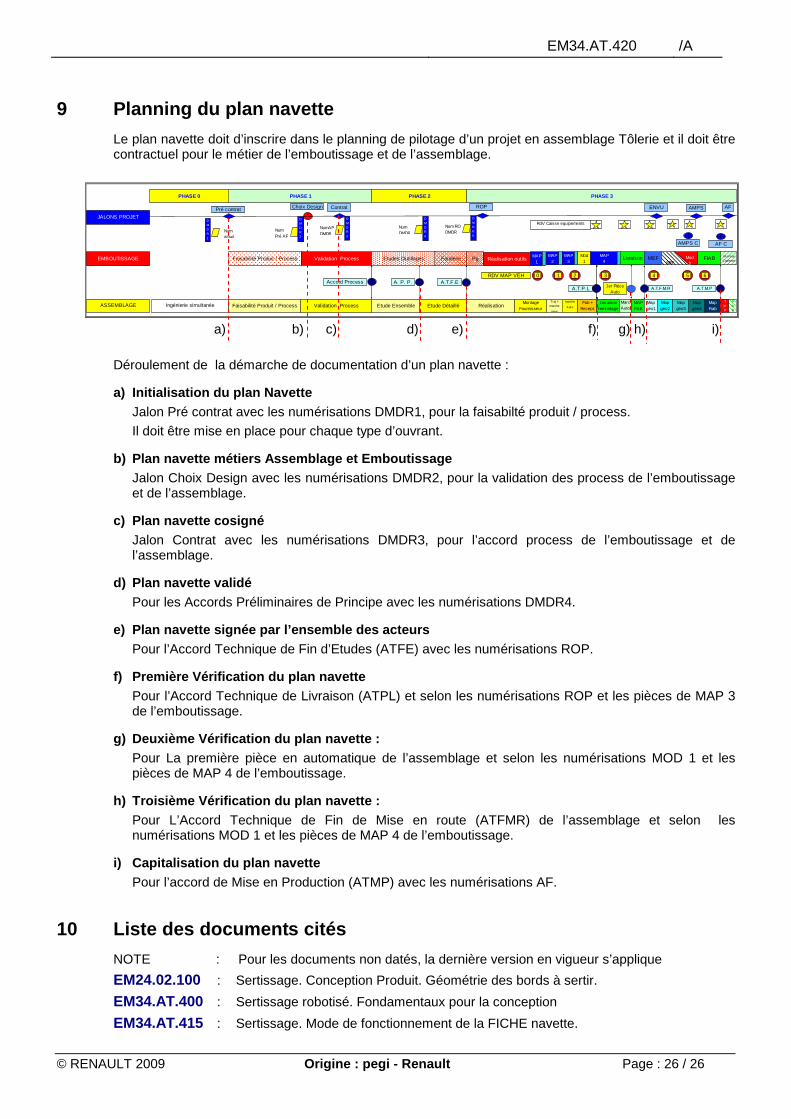
9 Planning du plan navette
Le plan navette doit d’inscrire dans le planning de pilotage d’un projet en assemblage Tôlerie et il doit être contractuel pour le métier de l’emboutissage et de l’assemblage.
Déroulement de la démarche de documentation d’un plan navette :
a) Initialisation du plan Navette Jalon Pré contrat avec les numérisations DMDR1, pour la faisabilté produit / process.
Il doit être mise en place pour chaque type d’ouvrant.
b) Plan navette métiers Assemblage et Emboutissage Jalon Choix Design avec les numérisations DMDR2, pour la validation des process de l’emboutissage et de l’assemblage.
c) Plan navette cosigné Jalon Contrat avec les numérisations DMDR3, pour l’accord process de l’emboutissage et de l’assemblage.
d) Plan navette validé Pour les Accords Préliminaires de Principe avec les numérisations DMDR4.
e) Plan navette signée par l’ensemble des acteurs Pour l’Accord Technique de Fin d’Etudes (ATFE) avec les numérisations ROP.
f) Première Vérification du plan navette Pour l’Accord Technique de Livraison (ATPL) et selon les numérisations ROP et les pièces de MAP 3 de l’emboutissage.
g) Deuxième Vérification du plan navette : Pour La première pièce en automatique de l’assemblage et selon les numérisations MOD 1 et les pièces de MAP 4 de l’emboutissage.
h) Troisième Vérification du plan navette : Pour L’Accord Technique de Fin de Mise en route (ATFMR) de l’assemblage et selon les numérisations MOD 1 et les pièces de MAP 4 de l’emboutissage.
i) Capitalisation du plan navette Pour l’accord de Mise en Production (ATMP) avec les numérisations AF.
10 Liste des documents cités
NOTE : Pour les documents non datés, la dernière version en vigueur s’applique
EM24.02.100 : Sertissage. Conception Produit. Géométrie des bords à sertir.
EM34.AT.400 : Sertissage robotisé. Fondamentaux pour la conception
EM34.AT.415 : Sertissage. Mode de fonctionnement de la FICHE navette.
Faisabilité Produit / Process Validation Process
Accord Process
Etude Ensemble
A. P. P.
Faisabilité Produit / Process Validation Process Etudes Outillages Fonderie Pg Réalisation outilsMAP
1
MAP2
MAP3
Mod1
MAP4
Livraison MEFMEF
Mod2
FIAB M ontéeCadence
Etude Détaillé RéalisationMontage
Fournisseur
Traj + marche
manu
marche
AutoFab +
Recept.Livraison
remontage
MarcAuto
MAPFAB
Mapgéo1
Mapgéo2
Mapgéo3
Mapgéo4
MapFiab
TMP
FAB
A.T.P.L 1er Piéce Auto
A.T.F.M.R A.T.M.P
0 1 2 3 4 5 6RDV MAP VEHA.T.F.E
ASSEMBLAGE
EMBOUTISSAGE
PHASE 1 PHASE 0 PHASE 2 PHASE 3
Ingénierie simultanée
Pré contrat Choix Design Contrat
JALONS PROJETDMDR1
Num détail
DMDR2
Num Pré AP
DMDR3
NumAPDMDR
DMDR4
NumDMDR
Num RODMDR
DMDR5
ROP ENVU
AMPS C
AMPS
AF C
AF
RdV Caisse equipements
a) b) c) d) e) f) g) h) i)








![NOMENCLATURE 2018 - Clipper...Nomenclature CLIPPER Mars 2018 Délais : A sur prochaine navette - B sur navette suivante - [C = 10 jours - D = 15 jours (sur réception de l'ARC)] -](https://static.fdocuments.fr/doc/165x107/606d3a07bf022433af482456/nomenclature-2018-clipper-nomenclature-clipper-mars-2018-dlais-a-sur-prochaine.jpg)