Millwide Informateur 4-2013
24
LE MAGAZINE DE USNR | NUMÉRO 4-2013 TOUT VA BIEN POUR LE GRADAGE AVEC LE THG ACHAT COMPARATIF – POURQUOI LE THG? MINIMISER L’ESPACEMENT GRÂCE AU « MILLTRAK 3D »
-
Upload
usnr-soederhamn-eriksson -
Category
Documents
-
view
228 -
download
3
description
Au fur et à mesure que la technologie repousse les frontières dans le traitement du bois, USNR est choyée d'avoir des clients qui sont impatients d'embrasser chaque nouveau concept lorsque celui-ci devient prêt au temps fort. Dans ce numéro, nous relatons les expériences des débuts de deux nouveaux produits dans deux usines de pointe de nos clients. Ces premières installations en production valident des concepts qui permettront à ces opérations de progresser.
Transcript of Millwide Informateur 4-2013
LE MAGAZINE DE USNR | NUMÉRO 4-2013
TOUT VA BIEN POUR LE GRADAGE AVEC LE THG
ACHAT COMPARATIF – POURQUOI LE THG?
MINIMISER L’ESPACEMENT GRÂCE AU « MILLTRAK 3D »

Au fur et à mesure que la technologie repousse les frontières dans le traitement du bois, USNR est choyée d’avoir des clients qui sont impatients d’embrasser chaque nouveau concept lorsque celui-ci devient prêt au temps for t. Dans ce numéro, nous relatons les expériences des débuts de deux nouveaux produits dans deux usines de pointe de nos clients. Ces premières installations en production valident des concepts qui permettront à ces opérations de progresser.
L’usine de bois dimensionné du groupe Swanson de Glendale, en Oregon, a installé récemment le premier gradeur transversal (THG) de production. Bien que le pin Douglas ver t soit une essence très difficile à grader automatiquement, le THG s’est avéré à la hauteur de la tâche puisque l’usine a passé récemment avec succès trois inspections de gradage.
Nous vous invitons à comparer les caractéristiques du gradeur transversal de USNR à celles des autres systèmes de gradage transversal automatisé sur le marché. Nous croyons que vous serez d’accord que la simplicité élégante du THG le rende le mieux adapté aux besoins des usines à haute vitesse d’aujourd’hui.
Le système « MillTrak™ 3D » de USNR minimise l’espacement entre les billes qui sont acheminées vers l’alimenteur de double longueur (DLI) à l’usine de Collum’s Lumber d’Allendale, en Caroline du Sud. Cette solution technologique s’est avéré la réponse aux problèmes de l’espacement et du débit auxquels l’usine faisait face.
Finalement, nous jetterons un coup d’œil sur la présence de USNR au salon SFPA Expo qui s’est tenu à Atlanta, en Géorgie, en juin dernier. Un des faits saillants a été la présentation d’un nouveau produit, notre chargeur à taquets complètement électrique identifié « ElectraTong ». Il a attiré beaucoup d’attention pendant et depuis le salon; beaucoup de clients ont démontré de l’intérêt pour le produit. Appréciez les ar ticles!
UN TEMPS POUR LES PREMIÈRES
NUMÉRO 4 - 2013
ABONNEMENT
Tél.: 250.833.3028
ÉDITRICE
Colleen Schonheiter
ASSISTANTE-ÉDITRICE
Sonia Perrine
PIÈCES & SERVICE USNR
7/24 Service: 800.289.8767
Tél.: 360.225.8267
Téléc: 360.225.7146
Lundi – vendredi, 05h00 – 16h30 HP
www.usnr.com
PIÈCES & SERVICE SALMON ARM
7/24 Service: 250.832.8820
Tél.:250.832.7116
Téléc: 250.833.3032
Lundi – vendredi, 05h00 – 16h30 HP
www.usnr.com
INSTALLATIONS USNR
© 2013, U.S. Natural Resources, Inc.
Tous droits réservés. Chef de bureau de poste:
Envoyez les changements d’adresse à :
1981 Schurman Way, Woodand, WA 98674.
Postes canadiennes :
Retournez courrier non-livré à :
USNR a/s Colleen Schonheiter,
PO Box 8,
Salmon Arm, C.-B. V1E 4N2
Parksville, C.-B.
250.954.1566
Plessisville, QC
819.362.8768
Salmon Arm, C.-B.
250.832.7116
Woodland, WA
Siège social
360.225.8267
Eugene, OR
541.485.7127
Jacksonville, FL
904.354.2301
Painesville, OH
440.352.9381
Contenu
14
19
8
3
Millwide Informateur

www.usnr.com | NUMÉRO 4 - 2013 | Millwide Informateur 3
Le gradeur transversal (THG) de USNR a récemment fait son entrée sur le marché en faisant face au
défi du gradage du pin Douglas ver t dans une usine de bois dimensionné en Oregon. Les premières
indications sont que cette nouvelle ligne de gradage répond ou excède les objectifs de l’usine en réalisant
un gradage constant tout en améliorant le débit et la performance financière de l’usine.
LE GRADEUR TRANSVERSAL DE LA PREMIÈRE PRODUCTION S’AVÈRE UN GAGNANT!
Tout va bien pour le gradage avec le THG
Le Group Swanson

Millwide Informateur | NUMÉRO 4 - 2013 | www.usnr.com4
Swanson Group est une compagnie privée de produits forestiers qui a été la propriété et a été gérée par la famille Swanson depuis 1951. La compagnie opère quatre usines de traitement du bois en Oregon; une scierie de bois d’œuvre à Roseburg, une usine de bois dimensionné à Glendale et deux usines de contreplaqué et de placage à Glendale et à Springfield.
L’usine de bois dimensionné de Glendale débite le pin Douglas vert en des pièces de 2x4 jusqu’aux pièces de 2x10, de longueurs variant entre 6 et 20 pieds qui sont commercialisées sur le marché domestique. La récession importante récente a forcé la compagnie à rechercher de nouveaux produits et les marchés internationaux pour assurer la continuation de son succès. En plus des produits dimensionnés ordinaires, l’usine produit aussi des traverses de chemin de fer et de petites pièces. L’usine de Glendale est à installer des séchoirs et des chaudières pour permettre d’ajouter le pruche-sapin à sa gamme de produits.
Sélection d’un systèmeDoug Knous, directeur de projet d’entreprise pour les opérations Swanson, gère tous les investissements importants en équipement. Il explique son raisonnement supportant l’investissement dans la ligne THG. « Nous avions un système d’assistance au gradage géométrique dépassé et fonctionnions toujours en utilisant les services de quatre gradeurs. Nous tentions d’obtenir le grade de façon constante tout en accélérant le système et en accroissant la production. » Doug indique qu’ils ont analysé tous les systèmes de gradage automatisés principaux sur le marché et ont rapidement limité leur choix à deux systèmes transversaux concurrents. « Nous avons expédié des paquets de bois pour être testés par les deux systèmes. Finalement, nous avons choisi le THG nous basant sur le logiciel, le matériel et l’efficacité du fonctionnement du système.» Il continue en indiquant qu’ils avaient aussi considéré le système de gradage linéaire (LHG) de USNR,
mais que le THG transversal était mieux adapté à la configuration de l’usine.
Avec le THG, l’usine de Glendale a aussi mis à jour le secteur de l’alimentation de l’ébouteuse en installant un chargeur à taquets de type «Revolver», un système de gestion du flux du bois «MillTrak™», un projecteur de grade, un lecteur de marques de gradage «True-Read», une barrière «Multi-Track» et un système de gestion de classeur «WinTally™». Le système à automate programmable de la ligne fut mis à jour du «PLC5» au «ControlLogix».
Nous avons choisi le THG nous basant sur le logiciel, le matériel et sur le bon fonctionnement du système.
La rangée de capteurs, positionnée au-dessous du transfert, est visible à la sortie du THG.
Les marchés actifs du bois, un scanner utilisant un gradeur dépassé et le besoin de barrières précises ont créé la situation parfaite pour que le groupe Swanson investisse dans une ligne de gradage complètement automatisée pour son usine de bois dimensionné de Glendale, en Oregon. La compagnie a choisi le système THG de USNR, ainsi que des équipements accessoires importants qui améliorent la production et le gradage dans les opérations.
LE GROUP SWANSON – TOUT VA BIEN POUR LE GRADAGE AVEC LE THG

L'IMPORTANCE DE LA MOELLE
5www.usnr.com | NUMÉRO 4 - 2013 | Millwide Informateur
Une occasion favorableDoug a expliqué que l’obstacle principal auquel l’usine faisait face relativement au projet était le marché en évolution, rendant l’occasion de fermer la ligne pour l’installation de très courte durée. « Nous avions 11 jours pour démonter et retirer l’équipement à partir de la table d’atterrissage jusqu’aux scies d’éboutage et pour installer le nouveau matériel, les transferts, le système THG, le chargeur à taquets de type « Revolver », la nouvelle table d’atterrissage, etc. Nous avons travaillé 24 heures par jour sur les systèmes mécaniques et 12 heures par jour sur les systèmes électriques pour tout câbler. Suite à l’installation, nous avions encore à effectuer la mise en opération des systèmes de contrôle et d’optimisation et de les calibrer pour les opérations. » Doug indique que la synchronisation s’est avérée un véritable défi mais que l’usine a commencé la production à la date prévue. Il a ajouté que ce fut un excellent démarrage.
Parlant en connaissance de causeAujourd’hui, les opérations de Glendale ont réduit leur effectif de gradage de quatre gradeurs manuels à un seul gradeur de vérification. Doug parle en connaissance de cause lorsqu’il dit qu’il est satisfait et impressionné par la performance du THG. « J’ai travaillé avec d’autres systèmes de gradage automatisés; ils exigeaient beaucoup de temps pour les ajuster à un niveau admissible. Le sur-grade et le sous-grade sont très importants pour nous et ils ont la tendance à être compliqué à calibrer, particulièrement avec la gamme de produits dans les usines de bois dimensionné. Ce
système est entré en opération à la date prévue et nous avons commencé à voir que le grade se maintenait de façon constante dans les pourcentages que nous recherchions. Nous avons aussi réalisé que les chiffres de la production ont aussi augmentés peu de temps après le démarrage. Cette situation nous a grandement impressionnés. »
Il a continué à expliquer que le gradage est également aussi bon ou meilleur qu’il était avec le système manuel, mais plus régulier et avec une production accrue. Bien que les essais de la performance n’aient pas encore été effectués, il est confiant que le THG est prêt. « Nous avons passé trois inspections du bureau de gradage (Western Wood Processors Association – WWPA) et nous voyons que nos pourcentages de gradage suivent très bien les cibles prévues. » Doug est convaincu qu’au fur et à mesure que le logiciel progresse et que l’usine s’améliore dans le calibrage de ses produits, le système continuera à accroître les gains de l’usine.
Fonctionnement du systèmeLa provision du nouvel équipement USNR a débuté par la caméra « MillTrak » contrôlant l’accumulation au chargeur à taquets de type « Revolver ». Lorsqu’elles sont dans les taquets, les planches sont transportées sur un transfert plat étroit à travers le châssis de scannage du THG où elles sont scannées pour les défauts spécifiés par l’usine. Le transfert à courroies du scanneur du THG est un avantage important comparé aux systèmes transversaux concurrents qui requièrent un changement en élévation et ont tendance à obscurcir les planches au cours du scannage. Le transfert du scanneur du THG est un système de transport plat et simple qui stabilise complètement les planches sur des courroies étroites qui les acheminent à travers la zone de scannage. Ces courroies étroites assurent que les capteurs «BioLuma 2900LVG+ » voient le plus possible des quatre surfaces de la planche.
Le scanneur du THG est équipé de deux rangées de capteurs positionnées hors de l’axe au-dessus et au-dessous du transfert. De cette façon, toutes les quatre surfaces de la planche peuvent être scannées en utilisant uniquement deux rangées de capteurs. De plus, le THG utilise un scanneur fil de bout pour le grain positionné à la ligne 0" du bois
Harry Ogloff, directeur de produit pour les systèmes de rabotage automatisés, explique l’importance du scanneur d’extrémité pour le grain breveté du THG de USNR dans la détermination des dimensions des nœuds. «L’usage du scanneur d’extrémité est de mesurer le grain à l’extrémité de la planche pour déterminer de quelle partie de la bille provient la planche. La connaissance de quelle partie de la bille la planche provient est essentielle pour déterminer avec précision comment les nœuds de surface sont reliés à l’intérieur du matériau. Le scanneur d’extrémité avec d’autres attributs du matériau permettent au THG de non seulement voir les nœuds à la surface du matériau, mais aussi de savoir comment ces nœuds sont interconnectés à l’intérieur du matériau. »
Il a continué en indiquant que l’un des attributs principaux pour le gradage structurel est le montant de matériau noueux qui existe dans une section transversale donnée de la planche. Dans une bille, les nœuds généralement convergent vers la moelle (centre de la bille). Pour déterminer le volume de matériau noueux dans une planche et établir ses propriétés structurales, il est essentiel de savoir comment les nœuds de surface sont reliés l’intérieur de la planche. Le scanneur d’extrémité fournit des données importantes pour aider l’optimiseur dans cette détermination.
qui scanne l’extrémité de chaque planche et fournit à la technologie « GrainMap™» des données de mesures pour identifier la position de la moelle relativement à la planche offrant ainsi la capacité de mesurer avec haute précision la dimension des nœuds. (Voyez la barre latérale ci-dessus.)
Ce système a été mis en opération à temps et nous avons commencé à voir que le grade s’améliorait continuellement vers les pourcentages que nous recherchions. Cette performance nous a très impressionnés.

Millwide Informateur | NUMÉRO 4 - 2013 | www.usnr.com6
Nous avons passé trois inspections du bureau de gradage et nous voyons que tous nos pourcentages de gradage suivent très bien les cibles prévues.
LE GROUP SWANSON – TOUT VA BIEN POUR LE GRADAGE AVEC LE THG
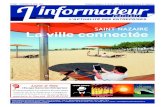
1. Le projecteur de grade est positionné immédiatement en aval du THG, les projecteurs étant montés directement au-dessus du flux.
2. Les solutions de grade, de coupe et d’éboutage (voyez les boîtes) sont projetées sur la surface de la planche.
3. Le gradeur de vérification peut être d’accord avec la solution du THG ou la modifier en faisant une marque sur la planche.
4. Le lecteur de marque de grade « True-Read » lit les marques que le gradeur de vérification fait sur les planches et les retourne à l’ordinateur d’optimisation. Le système commande alors à l’automate programmable d’ajuster les positions des butoirs de la barrière « Multi-Track » et les scies d’éboutage en conséquence.
2
3
4
1

7www.usnr.com | NUMÉRO 4 - 2013 | Millwide Informateur
Le logiciel du THG classifie les défauts de chaque planche et assigne à celle-ci un grade basé sur la dimension et l’emplacement des défauts ainsi que sur les données de définition des grades de l’usine. Le gradeur de vérification et le projecteur de grade sont positionnés immédiatement en aval du châssis de scannage du THG. Lorsque les planches sortent du scanneur, les solutions de grade et d’éboutage sont projetées sur la planche pour que le gradeur de vérification puisse les voir. Il peut soit être d’accord avec la solution du THG et laisser la planche passer, ou outrepasser la décision en faisant une marque sur la planche. Le lecteur des marques de gradage « True-Read» lit toutes les marques faites par le gradeur de vérification et les retourne à l’optimiseur du THG. Le système transmet la solution finale à l’automate programmable pour diriger la barrière « Multi-Track » pour ajuster les butoirs pour positionner la planche et pour diriger l’ébouteuse à abaisser les scies d’éboutage appropriées pour la coupe.
Un obstacle auquel les équipes d’ingénierie de USNR ont dû faire face avec le THG de Glendale a été de grader le pin Douglas vert. Il s’agit là d’une essence très difficile à scanner. Les nœuds tendent à avoir une couleur très similaire à celle du reste du bois, les rendant difficiles à détecter par moyens visuels. Le bois « vert (humide) » présente aussi un défi puisque la teneur en humidité du bois peut défléchir les scannages laser et par vision d’une certaine façon, faussant ainsi les données. Ceci étant dit, l’unité de Glendale a vaincu ces défis considérant les excellents résultats que l’usine réalise.
Les points for ts de cette ligneDoug s’est montré flatteur au sujet de l’équipement accessoire qui a été installé au cours du projet. « Le projecteur de grade est une pièce très importante du système de gradage de vérification. Les gradeurs peuvent voir le grade projeté, être d’accord ou en désaccord avec ce grade et apporter des changements s’ils le souhaitent. »
Il a été particulièrement impressionné par la barrière « Multi-Track ». « La barrière est un système extraordinaire. Il est très souple et précis et son fonctionnement a été parfait. » Il continue en expliquant que les barrières à butoirs présentent typiquement des problèmes
comme une multiplicité de pièces mobiles nécessitant une synchronisation et un entretien pointilleux. « Avec cette barrière, nous l’avons installée et réglée; elle a fonctionné en douceur et sans problème depuis sa mise en opération. »
Il dit que son expérience avec le chargeur à taquets de type « Revolver » a été similaire; l’installation a été facile et il fonctionne beaucoup mieux que les autres utilisés par l’usine antérieurement. Il indique que la caméra « MillTrak » opère pour minimiser le nombre de planches croches qui sont alimentées au chargeur à taquets. Il dit : «L’avant de la ligne fonctionne très bien et ceci est un élément très important de la croissance de production que nous voyons. »
L’usine a aussi installé la solution de gestion de classeur « WinTally » de USNR. Un des points forts de cette ligne est la capacité de boucler les données en rétroaction en combinant le système de gradage automatisé du THG contrôlant le processus d’éboutage au système « WinTally » gérant le processus de classement. Cette combinaison offre un outil très puissant pour gérer le traitement et la configuration des paquets des produits. Doug passe le commentaire suivant : « Nous faisons des choses plutôt uniques avec nos paquets de bois et nous fabriquons aussi un produit sans flache de premier grade. Le système nous permet de sélectionner comment nous pouvons extraire ce grade de spécialité de nos produits et l’empaqueter. Aujourd’hui, nous utilisons cette capacité pour une couple de produits et nous planifions exploiter cette capacité davantage plus tard. Nous avons beaucoup de choses potentielles que nous voulons implanter un peu plus tard; nous ne sommes simplement pas à ce niveau du projet présentement. »
FormationLa formation est un élément essentiel de tout nouveau processus. Elle assure que l’usine reçoive le meilleur retour sur son investissement en équipement de production. La formation du personnel de Glendale s’est effectuée utilisant une variété de moyens. L’usine a expédié des paquets de bois aux installations de USNR à Eugene, en Oregon, pour y être testés sur le THG au cours de la phase d’évaluation du processus de prise de décision. Le personnel de Glendale était disponible une fois la décision d’achat prise et
a reçu la formation théorique (en classe) ainsi que la formation pratique sur l’unité de Glendale alors qu’elle se trouvait aux installations d’Eugene. Une fois installée à l’usine de Glendale, le personnel a été intimement impliqué durant la phase du démarrage du THG et dans le processus de la calibration.
Regard vers le futurDoug est optimiste au sujet de la direction future de l’usine de Glendale utilisant la nouvelle ligne du THG, ainsi qu’avec l’implantation d’une capacité accrue de séchage du bois. «Maintenant, avec les nouveaux séchoirs bientôt en opération et la ligne du THG en place, ceci permettra d’ajouter quelques produits additionnels en ce qui a trait aux essences et aussi aux produits secs versus les produits verts. Avec le THG, les premières indications sont que l’uniformité est améliorée et que nous sommes tout près d’atteindre ou de dépasser nos objectifs de gradage. Nous sommes très enthousiastes que non seulement nous sommes près d’atteindre nos objectifs mais que nous pourrons les dépasser dans le futur. Nous traitons constamment plus de production à travers le système. Nous avons accéléré la vitesse d’environ 10 % et nous sommes maintenant limités par d’autres équipements. »
Doug a aussi indiqué que les installations de Glendale auront leurs séchoirs en opération vers la fin de 2013, et qu’en 2014, la compagnie s’attend qu’elle produise quelques produits différents pour le marché pour lui permettre d’être plus flexible grâce à sa gamme de produits.
Le système nous permet de sélectionner comment nous pouvons extraire ce grade de spécialité de nos produits et l’empaqueter.
Pour visionner la vidéo de la ligne THG de l’usine de Glendale, visitez :http://vimeo.com/ 70978545

Millwide Informateur | NUMÉRO 4 - 2013 | www.usnr.com8
Les ingénieurs de USNR ont passé un nombre incalculable d’heures à développer une solution de gradage transversal automatisé qui offre la performance de classe internationale reconnue de notre gradeur linéaire (LHG). Nous n’avons pas été satisfaits jusqu’à ce qu’il offre la combinaison la plus puissante de caractéristiques pour réaliser le plus haut niveau de performance parmi tous les systèmes de gradage automatique du bois sur la planète.
Nous voulons faciliter la tâche aux clients qui veulent déterminer les attributs que nous avons intégrés
dans le THG qui le distingue de la concurrence. Voici dix éléments importants que vous devriez
considérer lors de l’évaluation d’un système de gradage pour votre usine.
Achat Comparatif
Différences offertes par le THG
DÉCOUVREZ COMMENT LE THG SE COMPARE À LA CONCURRENCE

9www.usnr.com | NUMÉRO 4 - 2013 | Millwide Informateur
Le THG utilise la même technologie reconnue dérivée du logiciel d’analyse des images et d’optimisation du LHG. L’interface utilisateur du THG montrée ci-dessus affiche les nœuds profilés en vert, les fentes et les fissures en violet et la flache profilée en rouge.
du grain qui survient autour d’un nœud. Sans la collaboration des données en utilisant ces deux technologies, le classement des nœuds est beaucoup moins fiable. «DataFusion» offre un niveau de tranquillité d’esprit que vous n’atteindrez pas avec les autres systèmes de gradage automatique.
ExpérienceLe gradeur transversal (THG) est supporté par plus de 20 ans d’expérience dans le scannage de grade du bois. Il utilise plusieurs des mêmes technologies de scannage et des algorithmes logiciels que la famille complète des systèmes de gradage automatique de USNR, pour le bois vert dans la scierie, le bois sec dans l’usine de rabotage et pour les applications de coupe et de refente des opérations de traitement secondaire du bois.
« DataFusion™ »USNR a été à l’avant-garde du concept «DataFusion» pour le LHG. Grâce à «DataFusion», toutes les données recueillies par le scannage, données du profil laser, de l’imagerie de la vision couleur et du mappage laser «GrainMap» sont mises en corrélation et vérifiées d’une technologie à l’autre pour assurer la précision et la fiabilité des données.
Par exemple, les nœuds requièrent les technologies de mesure de la vision et du laser. Les données de la vision donnent des indices basés sur la variation dans la couleur du bois. Le mappage laser «GrainMap» mesure la déviation
Logiciel reconnu d’analyse et de classement des défauts
Le THG de USNR offre à l’industrie la même valeur élevée et la même performance en récupération pour lesquelles le gradeur linéaire (LHG) est reconnu à travers le monde. Le THG utilise la technologie reconnue dérivée du logiciel d’analyse et d’optimisation des images du LHG et le combine dans un ensemble de gradage transversal. Si vous recherchez des résultats, vous pouvez être assuré que c’est exactement ce que vous obtiendrez avec un système logiciel qui est reconnu pour générer des résultats dans les environnements exigeants des usines à travers le monde.
Système de scannage «BioLuma 2900LVG+»
Le THG utilise le système de scannage le plus avancé de l’industrie. Les capteurs «BioLuma 2900LVG+» intègrent la technologie «GrainMap», la vision couleur XHD et les profils laser HD. Ils recueillent des images de très haute résolution et des mesures géométriques précises et de l’angle du grain sur la longueur complète des quatre surfaces des planches; ils offrent la plus haute résolution et le taux d’échantillonnage le plus élevé de tous les capteurs transversaux disponibles aujourd’hui.
Millwide Informateur | NUMÉRO 4 - 2013 | www.usnr.com10
DIFFÉRENCES OFFERTES PAR LE THG – ACHAT COMPARATIF
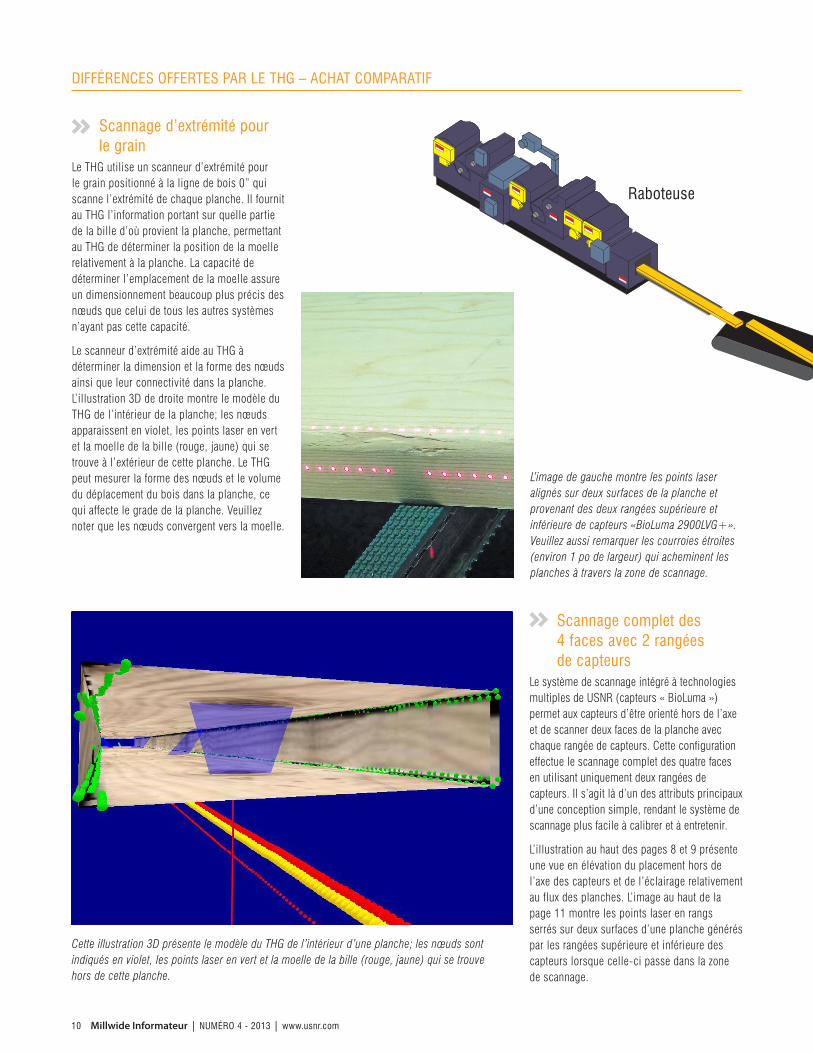
L’image de gauche montre les points laser alignés sur deux surfaces de la planche et provenant des deux rangées supérieure et inférieure de capteurs «BioLuma 2900LVG+».Veuillez aussi remarquer les courroies étroites (environ 1 po de largeur) qui acheminent les planches à travers la zone de scannage.
Cette illustration 3D présente le modèle du THG de l’intérieur d’une planche; les nœuds sont indiqués en violet, les points laser en vert et la moelle de la bille (rouge, jaune) qui se trouve hors de cette planche.
Scannage d’extrémité pour le grain
Le THG utilise un scanneur d’extrémité pour le grain positionné à la ligne de bois 0” qui scanne l’extrémité de chaque planche. Il fournit au THG l’information portant sur quelle partie de la bille d’où provient la planche, permettant au THG de déterminer la position de la moelle relativement à la planche. La capacité de déterminer l’emplacement de la moelle assure un dimensionnement beaucoup plus précis des nœuds que celui de tous les autres systèmes n’ayant pas cette capacité.
Le scanneur d’extrémité aide au THG à déterminer la dimension et la forme des nœuds ainsi que leur connectivité dans la planche. L’illustration 3D de droite montre le modèle du THG de l’intérieur de la planche; les nœuds apparaissent en violet, les points laser en vert et la moelle de la bille (rouge, jaune) qui se trouve à l’extérieur de cette planche. Le THG peut mesurer la forme des nœuds et le volume du déplacement du bois dans la planche, ce qui affecte le grade de la planche. Veuillez noter que les nœuds convergent vers la moelle.
Scannage complet des 4 faces avec 2 rangées de capteurs
Le système de scannage intégré à technologies multiples de USNR (capteurs « BioLuma ») permet aux capteurs d’être orienté hors de l’axe et de scanner deux faces de la planche avec chaque rangée de capteurs. Cette configuration effectue le scannage complet des quatre faces en utilisant uniquement deux rangées de capteurs. Il s’agit là d’un des attributs principaux d’une conception simple, rendant le système de scannage plus facile à calibrer et à entretenir.
L’illustration au haut des pages 8 et 9 présente une vue en élévation du placement hors de l’axe des capteurs et de l’éclairage relativement au flux des planches. L’image au haut de la page 11 montre les points laser en rangs serrés sur deux surfaces d’une planche générés par les rangées supérieure et inférieure des capteurs lorsque celle-ci passe dans la zone de scannage.
Raboteuse
11www.usnr.com | NUMÉRO 4 - 2013 | Millwide Informateur
Éclairage DELL’éclairage est d’une importance primordiale pour tout système de scannage visuel. Il doit couvrir uniformément la zone de scannage et ne créer aucun point chaud qui nécessiterait l’usage d’un écran. Il doit couvrir toutes les 4 faces de la pièce uniformément et constamment et être aussi blanc que possible pour présenter le plus précisément possible les couleurs de la planche. Il doit aussi être fiable et ne pas se détériorer avec le temps. Il doit être facile à entretenir et à calibrer, facilement accessible pour le nettoyage. USNR a choisi son système d’éclairage DEL pour le THG pour répondre à tous ces critères.
La DEL est une source lumineuse de longue durée qui est propre, stable et facile à entretenir. Le THG est configuré avec quatre barres lumineuses séparées pour assurer une couverture uniforme sur chaque face de la planche; elles sont positionnées hors de l’axe pour mettre en évidence les fentes et les fissures. Contrairement aux autres sources lumineuses comme l’halogène, les DEL ne se détériorent pas avec le temps et fonctionnent relativement froides, réduisant ainsi les risques d’incendie.
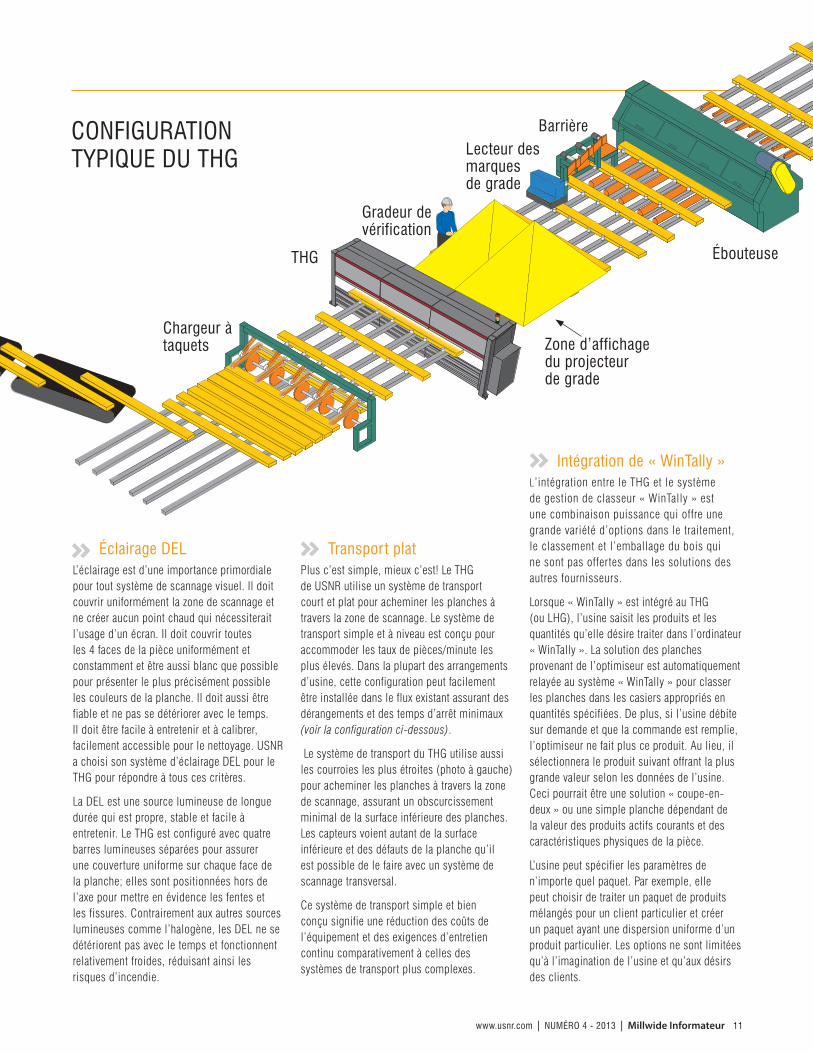
Transport platPlus c’est simple, mieux c’est! Le THG de USNR utilise un système de transport court et plat pour acheminer les planches à travers la zone de scannage. Le système de transport simple et à niveau est conçu pour accommoder les taux de pièces/minute les plus élevés. Dans la plupart des arrangements d’usine, cette configuration peut facilement être installée dans le flux existant assurant des dérangements et des temps d’arrêt minimaux (voir la configuration ci-dessous).
Le système de transport du THG utilise aussi les courroies les plus étroites (photo à gauche) pour acheminer les planches à travers la zone de scannage, assurant un obscurcissement minimal de la surface inférieure des planches. Les capteurs voient autant de la surface inférieure et des défauts de la planche qu’il est possible de le faire avec un système de scannage transversal.
Ce système de transport simple et bien conçu signifie une réduction des coûts de l’équipement et des exigences d’entretien continu comparativement à celles des systèmes de transport plus complexes.
Chargeur à taquets
THG
Barrière
Ébouteuse
CONFIGURATION TYPIQUE DU THG
Gradeur de vérification
Zone d’affichage du projecteur de grade
Lecteur des marques de grade
Intégration de « WinTally »L’intégration entre le THG et le système de gestion de classeur « WinTally » est une combinaison puissance qui offre une grande variété d’options dans le traitement, le classement et l’emballage du bois qui ne sont pas offertes dans les solutions des autres fournisseurs.
Lorsque « WinTally » est intégré au THG (ou LHG), l’usine saisit les produits et les quantités qu’elle désire traiter dans l’ordinateur « WinTally ». La solution des planches provenant de l’optimiseur est automatiquement relayée au système « WinTally » pour classer les planches dans les casiers appropriés en quantités spécifiées. De plus, si l’usine débite sur demande et que la commande est remplie, l’optimiseur ne fait plus ce produit. Au lieu, il sélectionnera le produit suivant offrant la plus grande valeur selon les données de l’usine. Ceci pourrait être une solution « coupe-en-deux » ou une simple planche dépendant de la valeur des produits actifs courants et des caractéristiques physiques de la pièce.
L’usine peut spécifier les paramètres de n’importe quel paquet. Par exemple, elle peut choisir de traiter un paquet de produits mélangés pour un client particulier et créer un paquet ayant une dispersion uniforme d’un produit particulier. Les options ne sont limitées qu’à l’imagination de l’usine et qu’aux désirs des clients.
Millwide Informateur | NUMÉRO 4 - 2013 | www.usnr.com12
USNR a développé le THG après y avoir songé longuement en portant une attention particulière aux besoins de clients comme vous. Si vous considérez acquérir un système de gradage automatisé, veuillez nous contacter pour découvrir comment notre expérience, notre technologie et notre engagement à répondre à vos besoins s’adapteront aux exigences de votre usine.
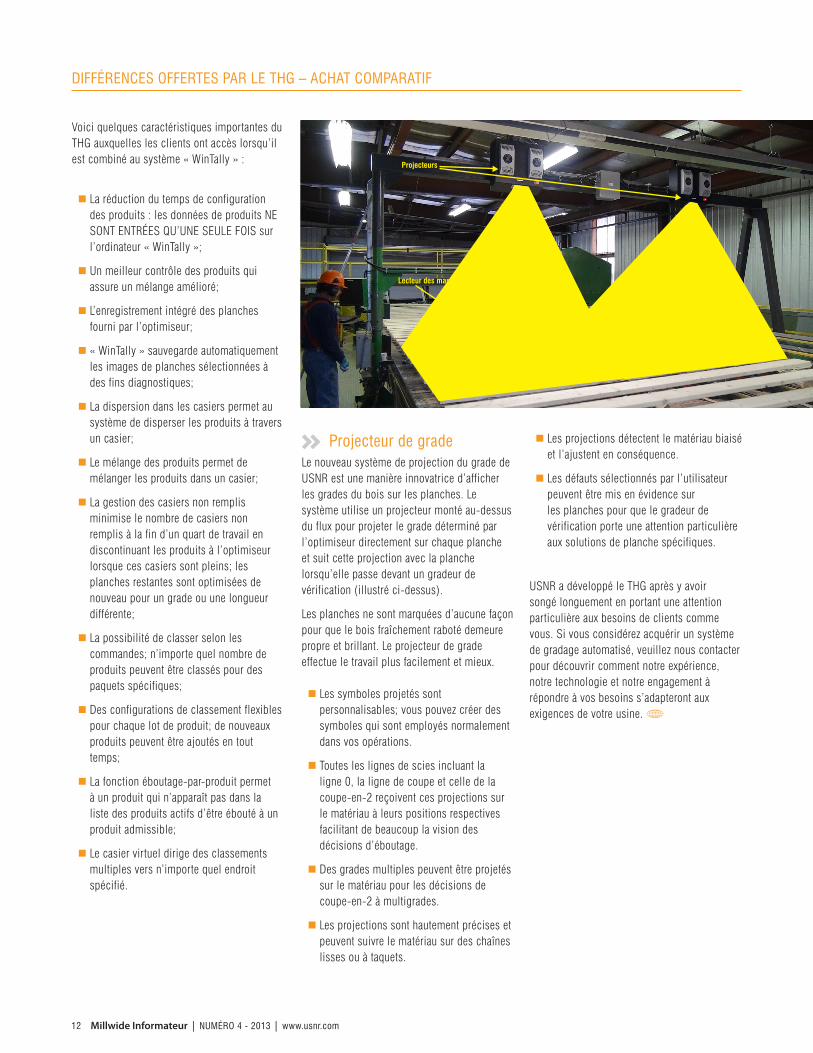
Projecteurs
Lecteur des marques de grade
DIFFÉRENCES OFFERTES PAR LE THG – ACHAT COMPARATIF
Voici quelques caractéristiques importantes du THG auxquelles les clients ont accès lorsqu’il est combiné au système « WinTally » :
� La réduction du temps de configuration des produits : les données de produits NE SONT ENTRÉES QU’UNE SEULE FOIS sur l’ordinateur « WinTally »;
� Un meilleur contrôle des produits qui assure un mélange amélioré;
� L’enregistrement intégré des planches fourni par l’optimiseur;
� « WinTally » sauvegarde automatiquement les images de planches sélectionnées à des fins diagnostiques;
� La dispersion dans les casiers permet au système de disperser les produits à travers un casier;
� Le mélange des produits permet de mélanger les produits dans un casier;
� La gestion des casiers non remplis minimise le nombre de casiers non remplis à la fin d’un quart de travail en discontinuant les produits à l’optimiseur lorsque ces casiers sont pleins; les planches restantes sont optimisées de nouveau pour un grade ou une longueur différente;
� La possibilité de classer selon les commandes; n’importe quel nombre de produits peuvent être classés pour des paquets spécifiques;
� Des configurations de classement flexibles pour chaque lot de produit; de nouveaux produits peuvent être ajoutés en tout temps;
� La fonction éboutage-par-produit permet à un produit qui n’apparaît pas dans la liste des produits actifs d’être ébouté à un produit admissible;
� Le casier virtuel dirige des classements multiples vers n’importe quel endroit spécifié.
Projecteur de gradeLe nouveau système de projection du grade de USNR est une manière innovatrice d’afficher les grades du bois sur les planches. Le système utilise un projecteur monté au-dessus du flux pour projeter le grade déterminé par l’optimiseur directement sur chaque planche et suit cette projection avec la planche lorsqu’elle passe devant un gradeur de vérification (illustré ci-dessus).
Les planches ne sont marquées d’aucune façon pour que le bois fraîchement raboté demeure propre et brillant. Le projecteur de grade effectue le travail plus facilement et mieux.
� Les symboles projetés sont personnalisables; vous pouvez créer des symboles qui sont employés normalement dans vos opérations.
� Toutes les lignes de scies incluant la ligne 0, la ligne de coupe et celle de la coupe-en-2 reçoivent ces projections sur le matériau à leurs positions respectives facilitant de beaucoup la vision des décisions d’éboutage.
� Des grades multiples peuvent être projetés sur le matériau pour les décisions de coupe-en-2 à multigrades.
� Les projections sont hautement précises et peuvent suivre le matériau sur des chaînes lisses ou à taquets.
� Les projections détectent le matériau biaisé et l’ajustent en conséquence.
� Les défauts sélectionnés par l’utilisateur peuvent être mis en évidence sur les planches pour que le gradeur de vérification porte une attention particulière aux solutions de planche spécifiques.

« MyMill »™Le système place le contrôle dans
la paume de votre main
À travers l’usine. À travers le monde.
Avec 10 systèmes déjà installés, « MyMill™ » devient populaire comme solution d’économie de temps et d’argent pour rationaliser les opérations dans les usines. Cet outil mobile de contrôle de la machinerie offre, à une fraction du coût, toute la fonctionnalité qui est normalement disponible via un écran d’interface utilisateur stationnaire.
Des données en temps réel dans la paume de votre mainLa surveillance et le contrôle mobile de la machinerieUne capacité puissante de données et de communicationLe système remplace les consoles et réduit les coûts de l’équipementIl facilite le dépannage et l’entretienIl réduit les temps d’arrêtDes caractéristiques sécuritaires intégréesUn réseau sans fil sécuritaire et dédié à l’intérieur de l’usine
800.BUY.USNR [email protected] www.usnr.com
Nos clients s’attendent à des solutions qui économisent du temps et qui leur aident à travailler plus intelligemment. L’interface utilisateur « MyMill » répond au défi.
10SYSTÈMES
VENDUS
Millwide Informateur | NUMÉRO 4 - 2013 | www.usnr.com14
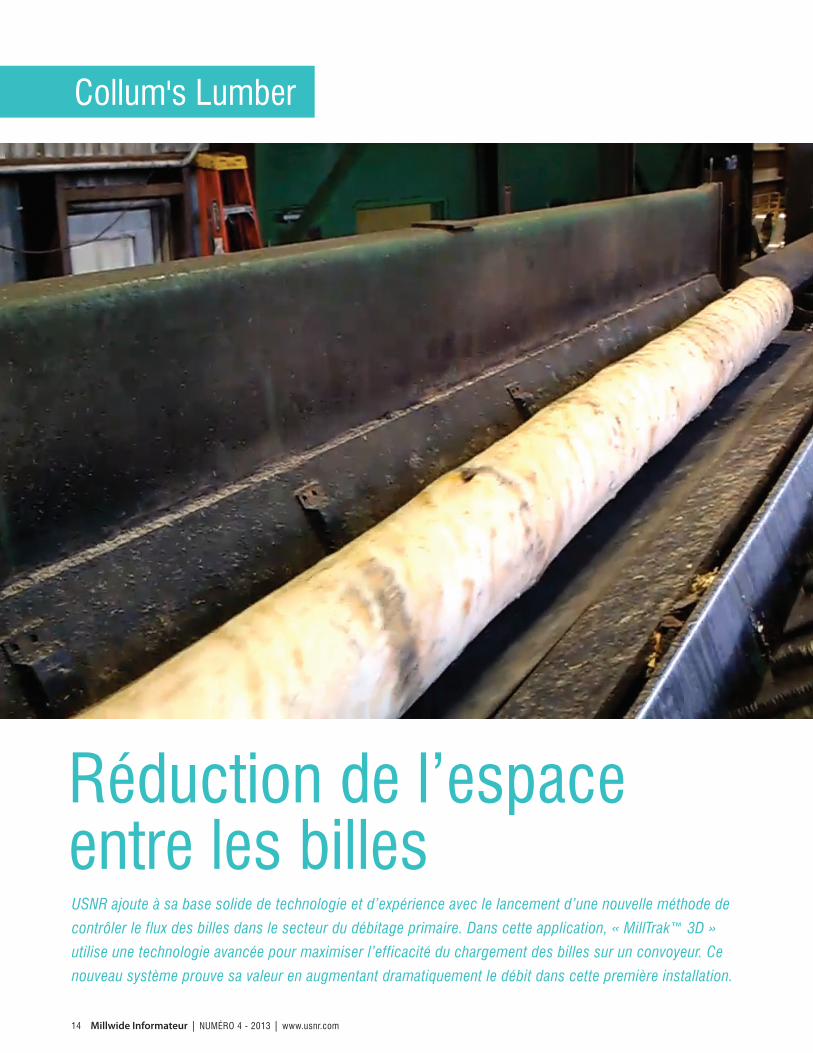
USNR ajoute à sa base solide de technologie et d’expérience avec le lancement d’une nouvelle méthode de
contrôler le flux des billes dans le secteur du débitage primaire. Dans cette application, « MillTrak™ 3D »
utilise une technologie avancée pour maximiser l’efficacité du chargement des billes sur un convoyeur. Ce
nouveau système prouve sa valeur en augmentant dramatiquement le débit dans cette première installation.
Réduction de l’espace entre les billes
Collum's Lumber

15www.usnr.com | NUMÉRO 4 - 2013 | Millwide Informateur
UNE NOUVELLE INNOVATION PERMET D’ACCROÎTRE LE NOMBRE DE PIÈCES
Les gens de Collum’s Lumber ne ménagent rien lorsqu’il s’agit de l’application de la nouvelle technologie. Lorsqu’ils ont fait face à un bouchon sur la ligne de débitage primaire de l’usine qu’ils ne pouvaient pas éliminer par la méthode essais et erreurs, l’étape évidente suivante a été de se tourner vers la technologie pour la solution. Et bien que la solution existait déjà, le système « MillTrak™ 3D » pour le contrôle de l’espacement entre les billes n’avait pas encore fait ses preuves. Une décision facile lorsqu’un investissement relativement limité assurait une amélioration importante dans le débit. Aujourd’hui, cet investissement dans la solution « MillTrak 3D » s’est avéré rentable par ses retours importants et maintenant tout est possible pour cette opération de pointe.
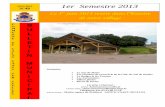
1
2
3
1. La bille 1 est chargée sur la courroie d’alimentation juste après la bille précédente.2. La bille 2 est alignée sur le dernier palier de l’alimenteur à paliers, attendant son tour.3. La bille 2 est chargée sur la courroie d’alimentation alors que la bille 3 est avancée vers l’alimenteur à palier.

Millwide Informateur | NUMÉRO 4 - 2013 | www.usnr.com16
Collum’s Lumber est une entreprise familiale prospère, fièrement indépendante, située à Allendale, en Caroline du Sud. L’usine a débuté ses activités dans les années 30, dirigé par U.W. Collum à Batesburg, en Caroline du Sud; elle a été déménagée plus tard à son emplacement actuel. La compagnie est la propriété et est dirigée par trois frères; Micky, Bill et Hank Scott sont les descendants de quatrième génération du fondateur. Les installations d’Allendale comprennent une scierie, une usine de rabotage, des séchoirs, une usine de poteaux, une usine de transformation secondaire et une usine de traitement. Ses produits de pin des marais incluent des pièces dimensionnées, des produits de bois traité, des poteaux, des copeaux, des composantes de biomasse et de transformation secondaire. La capacité annuelle de l’usine est d’environ 150 MMpmp.
Au cours des ans, l’usine a subi de nombreuses mises à jour, incluant la construction d’une toute nouvelle scierie en 2002 utilisant des équipements et des processus de pointe, une ligne d’alimentation de double longueur (DLI) et une débiteuse de sciage en courbe provenant de la filiale de USNR de Salmon Arm, en Colombie-Britannique. En 2006, elle a installé une
nouvelle ligne de marchandisage de billes avec écorceur et une nouvelle grue pour les billes au cours de l’an dernier. Plus récemment, elle a installé des culbuteurs intelligents USNR à la sortie de l’ébouteuse, une barrière « Multi-Track » et, en juin, le système de contrôle de l’espacement « MillTrak 3D » sur la ligne DLI. La ligne DLI traite des billes d’un diamètre allant jusqu’à 28 pouces et des longueurs de 8 à 16 pieds, alors que les billes plus grosses (jusqu’à 35 pouces de diamètre), sont acheminées vers la ligne de chariot de l’usine.
Problèmes et solutionsGregg Hutto est le directeur de la scierie; il travaille chez Collum’s Lumber depuis 21 ans. Il explique pourquoi l’usine a choisi de mettre la ligne de débitage primaire à jour avec le système « MillTrak 3D ». « Nous voulions accélérer la DLI; nous devions donc contrôler l’espacement entre les billes. » Il continue en indiquant que l’usine utilisait une série de cellules photoélectriques nécessitant certaines interventions de l’opérateur pour acheminer les billes à travers l’alimenteur à paliers vers l’entrée de la DLI. Le problème majeur avec ce système était que le débit du DLI n’était pas régulier, particulièrement avec la gamme mélangée de diamètres et de
longueurs de billes toutes alimentées pendant un même quart de travail. « L’opérateur a essayé l’espacement manuel des billes. Si les billes étaient trop près l’une de l’autre, les cellules photoélectriques prenaient le contrôle et arrêtaient le système pour permettre de séparer les billes. Nous ne pouvions jamais diminuer cet espacement en aval. Nous avons accéléré la débiteuse à scies multiples pour découvrir que le DLI n’était pas suffisamment rapide pour suivre. » Gregg savait qu’il devait exister une meilleure solution pour améliorer l’alimentation de la DLI et accroître la production globale de la scierie.
Bob Tweedy, directeur commercial régional de USNR, se trouvait à l’usine lorsque Gregg lui demanda s’il existait une solution à ce problème. Bob lui indiqua les capacités du système « MillTrak 3D ». USNR a plusieurs
Nous voulions accélérer la DLI; nous devions donc contrôler l’espacement entre les billes.
COLLUM'S LUMBER – RÉDUCTION DE L’ESPACE ENTRE LES BILLES
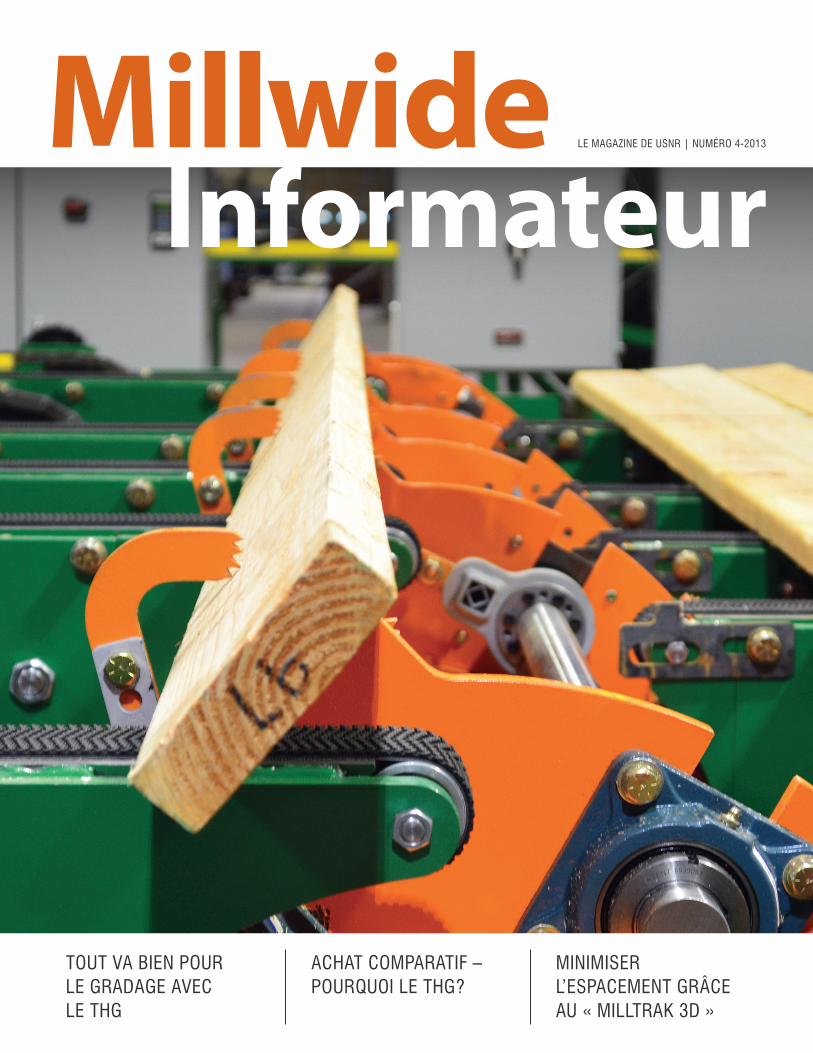
Deux capteurs sont montés en ligne sur la longueur de l’alimenteur à paliers. Grâce à la configuration du montage de Collum’s Lumber, chaque capteur saisit des données sur une longueur d’environ 8 pieds de la bille.

17www.usnr.com | NUMÉRO 4 - 2013 | Millwide Informateur
systèmes « MillTrak 2D » en opération en chantier qui surveillent le flux du bois dans une gamme variée d’applications d’usines. Le concept fondamental avait été testé et trouvé viable mais devait encore être reconnu dans un système 3D d’espacement des billes. Ceci n’a pas dissuadé Gregg : « J’ai choisi ‘MillTrak’ à cause du soutien que nous obtenons de USNR et de la simplicité du système ‘MillTrak’. »
Gregg avait certaines inquiétudes au sujet des vibrations à l’alimenteur à paliers; il se demandait si elles ne causeraient pas certains problèmes. « Nous pensions que nous aurions des problèmes causés par la vibration autour de l’alimenteur à paliers. Cependant, à venir jusqu’à présent, aucun problème n’est survenu. Pour moi, ‘MillTrak’ semble très flexible et peut supporter des problèmes comme la vibration. »
Une meilleure méthodeLe système « MillTrak 3D » de USNR est conçu pour maximiser l’efficacité du chargement des billes sur un convoyeur au cours du processus du débitage primaire. Alors que l’ancien système de Collum’s Lumber utilisait comme référence une cellule photoélectrique située en aval, la bille devait voyager une grande distance avant que le système alimente la bille suivante. Ceci avait comme résultat un espacement plutôt important qui variait selon la longueur de la bille et la vitesse courante de la ligne.
Les capteurs « MillTrak » détectent avec précision le diamètre et la longueur de la bille ainsi que sa position. Deux capteurs sont montés en ligne sur la longueur du chargeur à paliers. Grâce à la configuration de montage de Collum’s Lumber, chaque capteur saisit des données sur une longueur d’environ 8 pieds de la bille. Le système « MillTrak 3D » fonctionne en mesurant les distances existant entre la surface du capteur et tous les points de l’image du capteur. La précision du système dépend de la position du capteur et de la longueur de la table de transfert de billes surveillée. Le système permet à l’automate programmable de reconnaître la dimension et la position des billes sur l’alimenteur à paliers de la même manière que le détecteur de type à proximité/distance conventionnel. Le « MillTrak 3D » pourrait aussi être utilisé dans une application avancée de classement de billes.
Les caractéristiques et avantages de « MillTrak 3D » pour le contrôle de l’espacement des billes incluent ce qui suit :
� Les exigences de l’installation se limitent simplement au montage de quelques capteurs et à l’acheminement d’un ensemble de câbles de chacun des capteurs vers le système informatique du système « MillTrak 3D ».
� La synchronisation des billes alimentées sur le convoyeur peut être ajustée selon la position de la bille sur l’alimenteur à paliers et le diamètre de la bille.
� Le système simplifie la logique de contrôle de l’espacement de l’automate programmable puisque les billes sont initialement alimentées sur le convoyeur à l’espacement approprié
J’ai choisi «MillTrak» à cause du soutien que nous obtenons de USNR et de la simplicité du système «MillTrak».
Le système « MillTrak 3D » fonctionne en mesurant les distances à partir de la surface du capteur à tous les points compris dans l’image du capteur. La précision du système dépend de la position du capteur et de la longueur de la table de transfert surveillée.

Millwide Informateur | NUMÉRO 4 - 2013 | www.usnr.com18
exigeant moins d’ajustement en aval par l’automate programmable.
� Le temps requis pour le nettoyage des cellules photoélectriques ou des capteurs de proximité est pratiquement éliminé.
Minimiser l’espacementL’objectif de Gregg dans les résultats était d’accroître la vitesse de la ligne de débitage primaire et d’augmenter le débit global de la scierie. « Nous avons gagné au moins une bille à la minute durant le processus. N’ayant pas encore augmenté la vitesse de la DLI, cet accroissement de vitesse résulte entièrement d’une alimentation plus régulière des billes. Maintenant, nous pouvons assurer un espacement constant des billes et nous opérons aussi vite avec les billes courtes qu’avec les billes longues. » Il continue en expliquant que même une augmentation d’une bille à la minute au cours du quart de travail de 11-1/2 heures ajoute un nombre très imposant de billes à la longue. Il ajoute : « Il s’agit là d’un changement monumental. » Il mentionne aussi que l’usine traite maintenant 10 % plus de billes à travers la DLI grâce au système «MillTrak 3D ».
Gregg compare le fonctionnement de la ligne avant et après l’installation du système «MillTrak 3D ». Pour le scénario précédant l’installation, il a utilisé un quart de travail typique où la moyenne des diamètres, au petit
bout, des billes a été de 9,96 pouces. Cette journée-là, l’usine a traité 43 533 pièces à travers l’ébouteuse. Pour le scénario suivant l’installation, il a choisi une journée où la moyenne des diamètres, au petit bout, des billes a été de 9,4 pouces et le débit total de l’usine à travers l’ébouteuse a été de 46 203 pièces. Il commente : « Ceci représente près de 3 000 planches de plus que ce que nous traitions avant l’installation de « MillTrak ». Je suis satisfait à 100 %. » Au fait, Gregg dit que le système « MillTrak 3D » est devenu une composante essentielle de la production de la ligne de débitage primaire.
En plus de Gregg, le propriétaire Micky Scott a participé au projet. L’équipe des contrôles de l’usine formée de Marion Weathersbee et de Jon Pye a été impliquée sérieusement lors de l’installation et a reçu une formation en profondeur sur le nouveau système. Brent Reynolds, directeur de projet chez USNR, a
effectué l’installation et la mise en opération ainsi que la formation du personnel.
Saisir l'occasionCollum’s Lumber a l’intention de continuer sa progression en utilisant la nouvelle technologie au fur et à mesure que les occasions se présentent. Gregg a exprimé son appréciation du rôle que la technologie joue sur le marché d’aujourd’hui. « Dans le marché actuel, la technologie est accablante. Vous demeurez en tête de file ou vous êtes laissé à l’arrière. » Gregg indique qu’il s’intéresse passionnément aux nouveaux développements et qu’il a été impressionné par l’exposition de USNR lors de sa participation au salon SFPA Expo à Atlanta, en Géorgie, en juin dernier. Il a expliqué qu’il a été particulièrement impressionné par le nouveau chargeur à taquets « ElectraTong » de USNR et qu’il surveillera l’occasion de visiter une première installation. Pour le moment, Collum’s Lumber tire profit des avantages d’une alimentation améliorée des billes et d’un débit accru.
Ceci représente près de 3 000 planches de plus que ce que nous traitions avant l’installation de «MillTrak».Ceci représente vraiment un changement monumental.
Ci-dessus : « MillTrak 3D » modélise avec précision le diamètre et la longueur de chaque bille ainsi que son emplacement sur l’alimenteur à paliers.
COLLUM'S LUMBER – RÉDUCTION DE L’ESPACE ENTRE LES BILLES
Pour visionner la vidéo de l’opération de l’espacement des billes chez Collum's Lumber après l’installation du système « MillTrak 3D », visitez : http://vimeo.com/72006244

19www.usnr.com | NUMÉRO 4 - 2013 | Millwide Informateur
USNR a présenté de la technologie en abondance au salon Forest Products Machinery &
Equipment Expo tenu par la SFPA à Atlanta, en Géorgie, du 5 au 7 juin 2013. Occupant le
plus grand espace sur le plancher du salon, notre kiosque a été le centre d’attraction où
les visiteurs se réunissaient pour jaser des plus récents développements dans l’industrie et
comment la technologie de USNR pouvait résoudre leurs défis dans le traitement du bois.
Parade de technologies
Coup d’œil sur le salon SFPA Show

Millwide Informateur | NUMÉRO 4 - 2013 | www.usnr.com20
COUP D’ŒIL SUR LE SALON SFPA SHOW
Page précédente : Notre gradeur transversal (THG) a été au centre de beaucoup de discussions suite à l’annonce récente de la prochaine installation chez Deltic Timber, à Waldo, en Arkansas, au cœur de la région sud des États-Unis. La présentation incluait le projecteur de grade de USNR pour la projection des grades directement sur le bois utilisé comme composante de la ligne THG.
Ci-dessus : Le chargeur à taquets « ElectraTong™ » a été présenté au salon comme l’innovation la plus récente de USNR dans la manipulation du bois. Vous pouvez en savoir davantage sur ce système d’alimentation de planches totalement électrique en lisant l’article à la page 22.
À gauche : Le système d’alimentation de planches « TransLineator™ » a été montré pour la première fois dans la région sud des États-Unis sous la forme d’un modèle. Ce concept d’alimentation de planches consolidé révolutionnaire à été installé récemment dans une application à la sortie d’une raboteuse dans une usine en Oregon.
Pour visionner le fonctionnement du système d’alimentation de planches « TransLineator », visitez : http://vimeo.com/60470926
Pour visionner le fonctionnement du système de projection de grades, visitez :http://vimeo.com/59952232

21www.usnr.com | NUMÉRO 4 - 2013 | Millwide Informateur
Ci-dessus à gauche et à droite : Chaque coin du kiosque de USNR était le plus souvent bondé de visiteurs curieux et intéressés.
À droite : Un modèle du séchoir à contre-sens de USNR a été exposé ainsi que le système de contrôle mobile « MyMill™ ». Avec plus de 10 systèmes mobiles de contrôle de classeur « MyMill » vendus, la technologie a été utilisée récemment dans des applications de séchoir et aussi au salon pour démontrer le contrôle de la barrière « Multi-Track » illustrée ci-dessous, à droite.
Ci-dessous, à gauche : Notre modèle « MillTrak™ 3D » démontrait les capacités de cette technologie.
Ci-dessous, à droite : Le fonctionnement de la barrière « Multi-Track » a été présenté et, comme toujours, il a été observé par une foule de visiteurs.

Millwide Informateur | NUMÉRO 4 - 2013 | www.usnr.com22
Il y a eu énormément d’enthousiasme au salon SFPA Expo tenu récemment à Atlanta, en Géorgie, au sujet de la dernière réalisation de USNR dans la manipulation du bois, notre chargeur de planches totalement électrique identifiée « ElectraTong ». Certaines caractéristiques de ce produit unique sont identifiées ci-dessous.
� Tous les entraînements sont électriques, aucun système hydraulique, pneumatique ou de bandes de caoutchouc
� Des entraînements électriques tournent les arbres pour activer les griffes
� Le blocage/déblocage indépendamment configurable
� Les positions de blocage/déblocage en usine de rabotage peuvent être configurées selon le produit
� La force configurable du blocage accommode les grades et les pièces d’apparence
� Les courroies d’alimentation s’indexent selon la largeur de la planche pour assurer un excellent contrôle des planches à des vitesses très élevées
� Il manipule facilement le matériau à rives amincies
� Il excelle dans les applications à épaisseurs aléatoires (1 à 4 pouces)
� Il est conçu pour faciliter l’accès et l’entretien
Le chargeur à taquets « ElectraTong » se met réellement en évidence dans les applications à haute vitesse et dans celles à épaisseurs aléatoires. Il ne requiert aucune pression de la table d’accumulation pour alimenter la planche. Au lieu, il possède la capacité de saisir une pièce sur les courroies d’alimentation sans aucune force de la table d’accumulation.
Puisque qu’aucune pression de la table d’accumulation n’est requise, il manipule très bien les pièces à rives amincies lorsqu’il est couplé à la caméra d’accumulation « MillTrak ».
Les courroies d’alimentation s’indexent selon la largeur de la planche, lui permettant d’assurer un contrôle optimal des planches à des vitesses élevées. L’« ElectraTong » est aussi tolérant aux épaisseurs variables sur la longueur d’une pièce et manipule facilement les planches à rives amincies ou sans flache. Il tolère une gamme étendue d’épaisseurs de planche (c.-à-d. de 1 à 4 pouces) lui permettant d’exceller dans les applications à épaisseurs aléatoires des usines de bois vert. Il est fiable aux vitesses élevées (des vitesses de 250 taquets/minute et plus peuvent être atteintes).
Conception de pointeContrairement aux autres machines de type à griffes sur le marché, il est activé uniquement par des entraînements électriques, n’utilisant aucun système hydraulique, pneumatique ou de bandes de caoutchouc. L‘« ElectraTong » utilise cinq entraînements électriques pour tourner les arbres pleine longueur qui activent les griffes. Les entraînements électriques sont contrôlés au moyen de communication moderne via des bagues collectrices. Les positions programmables de blocage et de déblocage sont facilement ajustées via « WinTally™ » de USNR ou via un contrôleur autonome. Dans les applications d’usine de rabotage, les positions de blocage ou de déblocage peuvent être configurées selon le produit.
Le blocage de pièces d’épaisseurs différentes est réalisé via des tensionneurs Rosta montés sur chaque griffe. Les tensionneurs permettent d’appliquer plus de force pour les produits épais et une course plus longue pour les produits minces. Un tensionneur Rosta autonome est intégré dans l’assemblage de l’arbre pleine longueur pour isoler les entraînements électriques des impacts et pour permettre l’ajustement d’une plage plus étendue d’épaisseurs. Des courroies sont utilisées sur l’alimentation et sur la sortie pour assurer un meilleur contrôle du processus de distribution.
Veuillez nous contacter au 800-BUY-USNR ou au +360-225-8267 ou à [email protected].
Le premier chargeur à taquets totalement électrique de l’industrie a vu le jour! Le
chargeur à taquets « ElectraTong » de USNR est réellement une solution unique. En
opération et même à haute vitesse, il assure un excellent contrôle des planches. Il
excelle dans les applications à épaisseurs aléatoires et manipule aussi très bien les
pièces à rives amincies. L’« ElectraTong » peut être couplé à un capteur d’accumulation
« MillTrak™ » pour obtenir le contrôle ultime en alimentation de planches.
Le chargeur à taquets « ElectraTong™ »

23www.usnr.com | NUMÉRO 4 - 2013 | Millwide Informateur
AKD Softwoods – Mise à jour « BioLuma » du système d’optimisation d’une déligneuse et d’ébouteuse
AKD Softwoods de Colac, en Australie, a investi pour mettre à jour ses lignes d’optimisation du délignage et de l’éboutage par l’ajout de la technologie de scannage avancée de USNR.
Le système d’optimisation de la déligneuse intègrera la technologie « BioVision » de USNR. Le système « BioVision » utilisera la plateforme logicielle « MillExpert™ » la plus récente et un nouveau châssis de scannage équipé de capteurs « BioLuma 2900LV ». Les données du profilage laser à haute définition et de la vision haute définition seront recueillies et acheminées au logiciel « MillExpert » du système pour maximiser la récupération globale et la récupération en valeur des produits de grade structural ou d’apparence, en positionnant les scies à partir de la dimension des nœuds admissibles pour le bois structural.
Le système d’optimisation de l’ébouteuse tirera aussi profit de la plateforme «MillExpert» la plus récente et sera couplé aux capteurs de profilage laser HD « BioLuma 2900L ». Lorsque les systèmes seront en opération, l’usine planifie effectuer des essais pour évaluer la récupération du capital investi qu’apporte l’addition de la capacité « BioVision » à la ligne d’éboutage.
Deltic Timber – Séchoir en lot, brûleur de résidus verts, automate programmable « Kiln Boss »
La technologie du séchoir en lot à double rail, des contrôles « Kiln Boss » et du brûleur de résidus verts est implantée à l’usine d’Ola, en Arkansas. Le séchoir à haute température sera chauffé par le brûleur de résidus verts à grille inclinée de USNR.
La technologie unique « Turbo » du brûleur de résidus verts produit le bois de haute valeur le plus propre. La postcombustion cyclonique située juste après la chambre de combustion du brûleur principal distingue ce brûleur des systèmes de brûleurs de sciure ordinaires. Ce système breveté permet aux températures à l’intérieur de la chambre de postcombustion de s’élever beaucoup plus hautes que les températures dans la chambre de combustion du brûleur principal où les résidus sont initialement alimentés. L’air chaud provenant du brûleur à 2 000 °F est mélangé à l’air de retour à 200 °F provenant du sécheur dans la boîte à mélanger isolée de USNR et réacheminé dans le
séchoir à 500 °F. Cette postcombustion assure une combustion complète, maintenant le bois dans le séchoir remarquablement propre et exempt de cendre.
Lakeland Mills – Système de contrôle mobile « MyMill » du classeur
Les technologies de contrôle mobile «MyMill» du classeur et de gestion du classeur «WinTally™» seront intégrées aux opérations de Lakeland Mills de Prince George, en Colombie-Britannique. Ces systèmes avancés amélioreront le flux et la gestion des produits de bois dimensionné dans la ligne de classeur de la scierie.
« MyMill » est une suite logicielle développée par USNR pour permettre au personnel de l’usine d’interagir avec l’équipement de traitement de l’usine en utilisant des dispositifs mobiles tels les iPad et les iPod. « MyMill » reproduit, dans le dispositif mobile, toute la fonctionnalité qui est normalement disponible via une interface utilisateur utilisant un écran tactile stationnaire. « MyMill » peut être configuré pour n’importe quel système de traitement du bois qui utilise normalement une interface utilisateur stationnaire.
Lecours Lumber – Mise à jour de l’ébouteuse à la version V7.2
L’usine, située à Calstock, en Ontario, met à jour son système d’optimisation d’ébouteuse âgé de 20 ans en intégrant la version la plus récente du logiciel Newnes Sawmill Suite (NSS).
La mise à jour NSS V7.2 permettra à Lecours Lumber d’améliorer la récupération et le débit
de ses opérations et d’amener le système d’optimisation de l’ébouteuse aux normes de traitement d’aujourd’hui.
Pukepine Sawmills – Système d’optimisation du scannage de grade de l’ébouteuse
La technologie « BioVision » de USNR s’étend dans le Sud avec une commande pour un nouveau système de scannage de grade devant être installé chez Pukepine Sawmills, de Te Puke, en Nouvelle-Zélande. La commande comprend une barrière de positionnement « Multi-Track », un système d’optimisation du scannage de grade de l’ébouteuse de 6 mètres (20 pieds) de USNR utilisant le scannage « BioLuma 2900LVG+ et la mise à jour logicielle/matérielle V7.2 de l’optimiseur transversal d’équarris.
Les capteurs « BioLuma™ 2900LVG+ » avec l’optimisation, la reconnaissance et la classification des défauts reconnues forment la base de ce système de gradage automatisé de scierie de classe mondiale. Ces capteurs « BioLuma » sont uniques sur le marché, offrant totalement intégrés « GrainMap™ », la vision couleur HD et le profilage laser HD.
Le système de mesure du grain « Grain Map » permet une analyse plus détaillée des défauts, permettant à l’optimiseur de détecter et de classer plus de défauts. Les algorithmes ayant fait leur preuve assurent une solution de coupe la plus valable en utilisant les données de configuration des produits l’usine, les mesures des planches provenant des capteurs et les saisies de données disponibles de l’opérateur.
Pour obtenir votre abonnement gratuit au magazine « Informateur MillWide » de USNR, envoyez un courriel à [email protected] ou visitez le site www.usnr.com/about/news
ABONNEMENT GRATUIT
Nouveau Projets
PO Box 8Salmon Arm, BCCanada V1E 4N2
10–13 septembre ExpodrevKrasnoyarsk, Russie
20–21 septembre KFIALexington, Kentucky
21–24 septembre NHLA Fort Worth, Texas
20–23 octobre LesDrevmashMoscou, Russie
Randy Layton est directeur de compte chez USNR. Il est basé à Woodland, dans l’État de Washington.
Randy apporte près de 35 ans d’expérience dans l’industrie des scieries pour aider les clients de USNR de la région Nord-ouest et du Pacifique des États-Unis. Sa carrière a débuté avec USNR en 1989 après avoir affiné ses compétences dans l’aviation américaine et à la Portland State University.
Les connaissances de Randy sont pour les clients une source d’expérience où puiser lorsqu’ils planifient des investissements en
équipement pour leurs opérations. Randy commente : « J’ai vu la technologie et l’industrie grandir au cours des ans et je suis heureux d’avoir pu suivre le courant. »
Dans ses temps libres, Randy adore la pêche et passer du temps avec ses petits enfants.
ÉVÈNEMENTS À VENIR
Profil