Millwide Informateur 2-2013
28
Millwide L ’ INFORMATEUR MAGAZINE DE USNR | NUMÉRO 2 - 2013 NOUVELLE USINE EN RUSSIE NOUVELLE PRESSE DE RECHAPAGE AU MEXIQUE PROVISION D’ÉQUIPEMENT À TRAVERS LE MONDE Le Groupe Maltat choisit USNR pour son nouveau projet majeur Le géant mondial Continental Tire installe une nouvelle presse de rechapage USNR USNR démontre la gamme étendue de ses capacités par de nombreux projets à travers le monde
-
Upload
usnr-soederhamn-eriksson -
Category
Documents
-
view
224 -
download
1
description
La saison des salons approche et le premier salon réellement important de 2013 est Ligna qui aura lieu du 6 au 10 mai à Hanovre, en Allemagne. Dans le présent numéro, nous vous présentons des articles indiquant la présence croissante de USNR à travers le monde.
Transcript of Millwide Informateur 2-2013

Millwide
L’ INFORMATEURMAGAZINE DE USNR | NUMÉRO 2 - 2013
NOUVELLE USINE EN RUSSIE
NOUVELLE PRESSE DE RECHAPAGE AU MEXIQUE
PROVISION D’ÉQUIPEMENT À TRAVERS LE MONDE
Le Groupe Maltat choisit USNR pour son nouveau projet majeur
Le géant mondial Continental Tire installe une nouvelle presse de rechapage USNR
USNR démontre la gamme étendue de ses capacités par de nombreux projets à travers le monde

La saison des salons approche et le premier salon réellement important de 2013 est Ligna
qui aura lieu du 6 au 10 mai à Hanovre, en Allemagne. Dans le présent numéro, nous vous
présentons des ar ticles indiquant la présence croissante de USNR à travers le monde.
Le groupe des compagnies Maltat s’est lancé dans une nouvelle entreprise
ambitieuse et a choisi USNR pour la provision d’une scierie moderne dans
la région de Krasnoyarskiy Krai, en Russie. La nouvelle ligne de débitage
primaire de l’usine sera petite au niveau de l’espace requis mais grande
en ce qui a trait à la récupération. L’installation du complexe de l’usine en
entier progresse selon le calendrier où la mise en opération est prévue
pour plus tard cette année.
USNR a fait sa marque dans l’arène de la transformation du bois au niveau
international. Travaillant sur des projets impor tants de nouvelles scieries,
de lignes complètes de fabrication de contreplaqué et de panneaux,
d’installation de presses, nous avivons le feu de la révolution actuelle du
marché mondial de la transformation du bois. Lisez les ar ticles décrivant
les fruits de quelques-uns de nos labeurs au niveau international.
Lorsque Continental Tire, un chef de fil dans la fabrication internationale
de pneus, a décidé d’agrandir son entreprise de rechapage de pneus,
elle a choisi la presse de rechapage « Pathex » de USNR pour effectuer
le travail. Aujourd’hui, les pièces et l’équipement requis pour assurer
le fonctionnement régulier de vos opérations pourraient très bien vous
parvenir sur des camions chaussés de pneus rechapés sur la presse
USNR.
USNR est fière d’avoir développé des relations qui por tent fruits avec
plusieurs agents internationaux dans le domaine du traitement du bois.
Veuillez lire les ar ticles por tant sur ces groupes fiables et talentueux qui
travaillent en première ligne dans leur région respective du globe.
Nous sommes enthousiasmés lorsque nous jetons un coup d’œil en arrière et réalisons
tout ce que nous avons accompli, et comment nous avons laissé notre marque sur la
scène mondiale. Et nous planifions continuer à étendre nos produits, nos services et
notre exper tise au-delà des frontières actuelles.
Salutations sincères.
Colleen Schonheiter
Rédactrice
La présence internationale de USNR
NUMÉRO 2 - 2013
ABONNEMENT
Tél.: 250.833.3028
ÉDITRICE
Colleen Schonheiter
ASSISTANTE-ÉDITRICE
Sonia Perrine
PIÈCES & SERVICE USNR
7/24 Service: 800.289.8767
Tél.: 360.225.8267
Téléc: 360.225.7146
Lundi – vendredi, 05h00 – 16h30 HP
www.usnr.com
PIÈCES & SERVICE SALMON ARM
7/24 Service: 250.832.8820
Tél.:250.832.7116
Téléc: 250.833.3032
Lundi – vendredi, 05h00 – 16h30 HP
www.usnr.com
INSTALLATIONS USNR
© 2013, U.S. Natural Resources, Inc.
Tous droits réservés. Chef de bureau de poste:
Envoyez les changements d’adresse à :
1981 Schurman Way, Woodand, WA 98674.
Postes canadiennes :
Retournez courrier non-livré à :
USNR a/s Colleen Schonheiter,
PO Box 8,
Salmon Arm, C.-B. V1E 4N2
Parksville, C.-B.
250.954.1566
Plessisville, QC
819.362.8768
Salmon Arm, C.-B.
250.832.7116
Woodland, WA
Siège social
360.225.8267
Eugene, OR
541.485.7127
Jacksonville, FL
904.354.2301
Painesville, OH
440.352.9381
L’INFORMATEURMillwide

3NUMÉRO 2 - 2013 | Millwide L’INFORMATEUR
L’obtention du projet majeur de l’installation d’une nouvelle scierie en Russie a eu comme résultats des
innovations importantes dans le développement de produits pour USNR. Reconnue comme un fournisseur de
premier ordre de la gamme la plus étendue de systèmes de transformation du bois, USNR a du faire face au
défi de développer une nouvelle solution d’équarrissage sur quatre faces pour la ligne de débitage primaire.
Répondant à la demande, cette nouvelle ligne de débitage primaire est petite au niveau encombrement, mais
grande en ce qui a trait à la récupération. L’installation du complexe complet suit son cours selon le calendrier
établi et la mise en opération est planifiée vers la fin de l’année.
Déchiqueteuse latérale
Démêleur de type « radius back » Écorceur à anneaux de type « Cambio »
Convoyeur à rouleaux de l’empileuse
Classeur à casiers verticaux
L’installation d’une scierie par USNR progresse en Russie

4
Le Groupe de sociétés Maltat se lance dans une nouvelle
entreprise ambitieuse pour générer des emplois et
la prospérité dans la région de Krasnoyarskiy Krai en
Russie, ayant comme objectif la production de matériaux
pour la construction d’habitations. Tel qu’annoncé en
2012, USNR est fière d’avoir été sélectionnée pour
concevoir et fabriquer une nouvelle scierie complète
pour le site de Yeniseisky, situé en Sibérie, en Russie.
La provision comprendra une ligne d’écorçage, une
ligne de débitage primaire équipée d’une équarrisseuse,
un module à scies multiples à arbres quadruples et une
débiteuse à scies multiples à arbre vertical, des lignes
d’éboutage, de classement et d’empilage de bois vert et
sec, et l’équipement de traitement des résidus
Maltat possède une provision assurée de billes dans
la région, composée de pin à 50 % et de mélèze à 50
% ayant un diamètre moyen de bille de 24 cm et des
longueurs allant de 3,0 à 6,2 m.
Cette nouvelle scierie représente la première phase du
projet de développement plus grand et est prévu entrer
en opération à la fin de 2013. Une fois mise en œuvre,
l’usine est prévue avoir une capacité annuelle aux
alentours de 550 000 m3, et d’atteindre éventuellement
1 million m3 de billes. L’opération emploiera 150
employés répartis sur deux quarts de travail.
La plus grande scierie de son genre dans la régionAlexander Nikolayevich, président du conseil
d’administration du Groupe Maltat, aurait dit : « Il
n’existe aucune usine dans ce territoire pouvant être
comparée à celle que nous établissons en termes de
volume et de niveau d’automatisation. J’espère que
dans un avenir rapproché, notre usine se retrouvera
parmi les leaders de l’industrie. » Il a continué en
expliquant que ce projet n’est une phase d’un projet
majeur de développement dans la région de l’Angara-
Yenisei, où les mines ont été l’industrie principale
jusqu’à présent. L’objectif de ce développement est
d’accroître les opportunités d’emploi et les revenus
pour la région tout en tirant profit de l’infrastructure
du transport et de l’énergie présentement utilisée par
l’industrie des mines.
« Il n’existe aucun usine dans ce territoire
pouvant être comparée à celle que nous
établissons en termes de volume et de
niveau d’automatisation. »
Millwide L’INFORMATEUR | NUMÉRO 2 - 2013
USNR INSTALLE UNE NOUVELLE SCIERIE IMPORTANTE EN RUSSIE
CHARGEUR TABLE DES BILLES N° 1, EMPILÉES
TABLE DES BILLES N° 2, RANGÉE SIMPLE
ALIMENTEUR À PALIERS – SINGULARISE LES BILLES
DEBARKER
BARK
BROYEUR
COMBUSTIBLE
TABLE DES BILLES – ACCUMULE LES BILLES
ALIMENTEUR À PALIERS – SINGULARISE LES BILLES
LIGNE DE SCIAGE
SCANNAGE ROTATIONDÉCHIQUETAGE DES CÔTÉS
DÉCHIQUETAGE DU HAUT ET DU BAS PROFILAGE N° 1 SCIAGE
SEPARATION DES PLANCHES LATÉRALES PROFILAGE
COPEAUX SCIURECOPEAUX COPEAUX COPEAUX SCIURE
SCIAGE
ÉBOUTAGE DE L’EXTRÉMITÉ 1
ÉBOUTAGE DE L’EXTRÉMITÉ 2
DÉTECTION DE LA LONGUEUR, DE LA LARGEUR ET DE L’ÉPAISSEUR
VERS LE BOIS DE CHAUFFAGEÉBOUTURESSCIUREÉBOUTURES
CLASSEUR À 14 CASIERS
POSTES DE GRADAGE DU BOIS
DÉTECTION DE LA LONGUEUR, DE LA LARGEUR ET DE L’ÉPAISSEUR
CLASSEUR À ÉLINGUE À 36 CASIERS
ÉBOUTAGE DE L’EXTRÉMITÉ 1
ÉBOUTAGE DE L’EXTRÉMITÉ 2
VERS LA CHAUDIÈRE
LATTEUSE
VERS LE SÉCHOIR
EMPILEUSE
DÉCANTEUR – SÉPARE LES PLANCHES DES PAQUETS
DU SÉCHOIR
EMPILEUSE
ATTACHEUSE DE PAQUETS DE BOIS
POSTE D’EMBALLAGE DES PAQUETS
TABLE DE SORTIE DE PAQUETS
PROFILAGE N° 2
COPEAUX
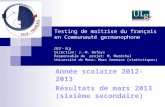
SCHÉMA DE PROCÉDÉ DE LA SCIERIE DE MALTAT (Les flèches rouges indiquent la direction du flux)
PROCESSUS DE L’USINE DE BOIS VERT
PROCESSUS DE L’USINE DE BOIS SEC

5
En plus de la provision de USNR qui inclut les
opérations complètes d’une scierie pour la
transformation des billes en bois d’œuvre, le cadre
global du développement à être complété en 2015,
comprendra le classement des billes, le séchage
du bois et la production de biomasse. Le complexe,
situé sur une propriété de 45,5 hectares, cible
particulièrement le marché de l’exportation.
NUMÉRO 2 - 2013 | Millwide L’INFORMATEUR
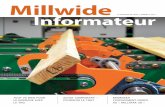
Déchargement de l’équipement
Les conteneurs pleins arrivent au chantier.
L’équipement de la ligne de débitage primaire est mise en place.
CHARGEUR TABLE DES BILLES N° 1, EMPILÉES
TABLE DES BILLES N° 2, RANGÉE SIMPLE
ALIMENTEUR À PALIERS – SINGULARISE LES BILLES
DEBARKER
BARK
BROYEUR
COMBUSTIBLE
TABLE DES BILLES – ACCUMULE LES BILLES
ALIMENTEUR À PALIERS – SINGULARISE LES BILLES
LIGNE DE SCIAGE
SCANNAGE ROTATIONDÉCHIQUETAGE DES CÔTÉS
DÉCHIQUETAGE DU HAUT ET DU BAS PROFILAGE N° 1 SCIAGE
SEPARATION DES PLANCHES LATÉRALES PROFILAGE
COPEAUX SCIURECOPEAUX COPEAUX COPEAUX SCIURE
SCIAGE
ÉBOUTAGE DE L’EXTRÉMITÉ 1
ÉBOUTAGE DE L’EXTRÉMITÉ 2
DÉTECTION DE LA LONGUEUR, DE LA LARGEUR ET DE L’ÉPAISSEUR
VERS LE BOIS DE CHAUFFAGEÉBOUTURESSCIUREÉBOUTURES
CLASSEUR À 14 CASIERS
POSTES DE GRADAGE DU BOIS
DÉTECTION DE LA LONGUEUR, DE LA LARGEUR ET DE L’ÉPAISSEUR
CLASSEUR À ÉLINGUE À 36 CASIERS
ÉBOUTAGE DE L’EXTRÉMITÉ 1
ÉBOUTAGE DE L’EXTRÉMITÉ 2
VERS LA CHAUDIÈRE
LATTEUSE
VERS LE SÉCHOIR
EMPILEUSE
DÉCANTEUR – SÉPARE LES PLANCHES DES PAQUETS
DU SÉCHOIR
EMPILEUSE
ATTACHEUSE DE PAQUETS DE BOIS
POSTE D’EMBALLAGE DES PAQUETS
TABLE DE SORTIE DE PAQUETS
PROFILAGE N° 2
COPEAUX

6
Équipements fournis par USNR ► Ligne d’écorçage : Écorceur « Cambio 600 »,
tables d’alimentations de billes, alimenteurs à
paliers, cabine de l’opérateu
► Ligne de débitage primaire : Convoyeur
autorotation, système de scannage, alimenteur
vertical de centrage et d’orientation des billes,
équarrisseuse latérale à têtes déchiqueteuses
coniques équipées de scies de fini, modules
verticaux de rouleaux d’alimentation, équarrisseuse
supérieure et inférieure à têtes déchiqueteuses
coniques équipées de scies de fini, profileuses,
module à scies multiples à arbres quadruples,
acheminement et transport des planches latérales,
débiteuse à scies multiples à arbre simple vertical,
système d’optimisation des billes « MillExpert™ »
► Ligne d’éboutage, de classement, d’empilage du bois vert : démêleurs, chargeurs à taquets
« Newtronic », ébouteuse « Valley », système
de détection de la longueur, de la largeur et
de l’épaisseur, classeur à 14 casiers verticaux,
empileuse avec préparation de rangs, latteuses,
table de sortie des paquets, système de gestion de
classement « WinTally™ »
► Ligne d’éboutage, de classement, d’empilage du bois sec : décanteur, démêleurs, système de
collection de lattes, chargeurs à taquets «Newtronic»,
ébouteuse « Valley », ligne de gradage à 3 zones
équipée de tourneurs de planches, système de
détection de la longueur, de la largeur et de
l’épaisseur, imprimante de grade, classeur à élingue
à 36 casiers, empileuse, latteuse, table de sortie
des paquets, attacheuse, système de gestion de
classement « WinTally™ »
► Traitement des résidus : broyeur rotatif avec
alimenteurs provenant de l’écorceur, de la ligne des
billes, des lignes d’éboutage du bois vert et sec
► Équipement de l’atelier d’affutage
► Systèmes de contrôle à automate programmable
«ControlLogix » pour l’équipement fourni par USNR
État du projetLe directeur de projet de USNR, Hank Vaandering,
indique l’état du projet. « Au cours de l’année dernière,
Maltat a été occupé à remodeler les structures des
bâtiments existants et à préparer la fondation pour le
nouveau bâtiment qui accommodera l’équipement de
transformation. » Il continue en expliquant qu’en plus
de l’équipement de transformation que fournira USNR,
Maltat a commandé des séchoirs, des chaudières et une
ligne de classement des billes d’autres fournisseurs. À
ce jour, la plupart des bases pour l’équipement USNR
ont été érigées. Les casiers du classeur de bois vert
sont complètement installés et environ 80 % du reste
de la ligne d’éboutage, de classement et d’empilage
du bois verts est maintenant en place. Environ 30 %
des équipements de la ligne principale de débitage
des billes ont été installés, la composante la plus
récemment installée étant le système d’alimentation.
L’objectif actuel de Maltat est d’avoir la ligne
d’éboutage, de classement et d’empilage de bois
vert et les lignes principales de débitage de bille
montées et prêtes pour l’alignement pour la mi-mai. Le
personnel de USNR ont été sur le chantier surveillant le
positionnement et l’installation de l’équipement. Maltat
espère que la mise en opération du complexe au complet
aura lieu au cours du second semestre de cette année.
USNR est honorée d’être un contributeur important
au développement de cette région et de l’industrie de la
transformation du bois en Russie.
Millwide L’INFORMATEUR | NUMÉRO 2 - 2013
Classeur à casiers verticauxDirection de l’équipe de l’installation de Maltat : (de gauche à droite) Sergey Peicov, Evgeniy Kulagin, Alexey Kulagin
LIGNE DE DÉBITAGE PRIMAIRE USNR
ALIMENTEUR ET TOURNEUR DES BILLES
DÉCHIQUETEUSES LATÉRALES
DÉCHIQUETEUSES SUPÉRIEURE ET
INFÉRIEURE
MODULE DE PROFILAGE N° 1
MODULE DE PROFILAGE N° 2
MODULE DE SCIES MULTIPLES À ARBRES
QUADRUPLES
MODULE DE PROFILAGE
DÉBITEUSE À SCIES MULTIPLE
À ARBRE VERTICAL
C D E F G HA B
A
B
C
DE
FG
H

800.BUY.USNR [email protected] www.usnr.ca
La gamme d’équipements de manutention du bois la plus complète dans l’industrie.
Grâce à une capacité de fabrication approuvée au Japon, en Amérique du Sud et en Nouvelle-Zélande, les clients à travers le monde ont accès à de l’équipement polyvalent et à des livraisons à temps.
Une gamme d’ébouteuses pour scierie pour toutes les applications de la ligne de bois d’œuvre à haute vitesse jusqu’à la ligne de bois franc scié sur mesure. Des classeurs de toutes configurations incluant ceux à plateaux, à élingues, à casiers, à taquets pousseurs, à maillons porteurs, à barres J.
Des empileuses pour empilage avec ou sans lattes dans toutes les régions et configurations incluant les empileuses Lunden, Newnes, et à haute vitesse Des systèmes d’usine de rabotage complets à partir de l’entrée à la sortie des paquets incluant les raboteuses USNR et Coastal Des suites logicielles complètes d’optimisation et de contrôle incluant les optimiseurs d’ébouteuse et de déligneuse, les classeurs linéaires « L HG», « AddVantage », « WinTally », « MillTrak », et l’interface sans fil « MyMill »
Nos clients s’attendent à des équipements de manutention du bois à la finepointe de la technologie et qui durent. USNR livre la marchandise.

8
USNR a investi des décennies à perfectionner ses
équipements de ligne de débitage primaire et a effectué
des centaines d’installations à travers le monde
dans une gamme étendue de configurations pour
répondre aux exigences spécifiques de chaque région.
Aujourd’hui, nous examinerons de près les profileurs qui
rationalisent le processus du débitage.
Pourquoi?Plusieurs usines ajoutent la capacité du profilage à leurs
processus en amont pour réduire et même éliminer
le besoin d’une déligneuse. Par exemple, lorsque le
profilage est intégré avec un module de scies circulaires
à arbres quadruples (QASB) de USNR, les planches
émergent du centre-machine prêtes pour l’éboutage,
le classement et le séchage. Ajoutez l’optimisation
puissante « MillExpert » de USNR, et ce centre-machine
devient rapide et précis pour maximiser valeur et débit.
Le profilage peut être utilisé pour les billes de toutes les
dimensions. Dépendant de la dimension de la bille et du
marché de l’usine, la pièce extérieure peut contenir 1 ou
2 planches alors que la pièce intérieure peut aussi en
contenir 1 ou 2. Si la déligneuse de l’usine fonctionne
déjà à pleine capacité et que l’usine veuille augmenter
la production de sa ligne de transformation de bois, un
profileur réduira la demande placée sur la déligneuse et
permettra à l’usine d’augmenter son débit.
Les profileurs peuvent typiquement accommoder
une vitesse de production allant jusqu’à 600 pieds à
la minute. Le sciage est normalement ce qui ralentit
la vitesse de production; le profilage enlève une
partie du matériau de façon à réduire la hauteur
de coupe des scies, ce qui permet à la ligne de
fonctionner plus rapidement.
Comment?Les profileurs actuels peuvent être orientés sur
un axe vertical ou un axe horizontal; ils peuvent
donc offrir le profilage pour les pièces latérales et
les pièces supérieures et inférieures de la bille.
Normalement, les profileurs sont montés sur des
bases coulissantes; cependant, USNR a aussi fourni
des têtes de profilage montées à l’avant d’un module
vertical à scies circulaires à arbres doubles. Dans
cette application, l’équarri est profilé immédiatement
en amont des scies.
Cette solution peut aussi être offerte comme une
conversion pourvu que l’espace requis soit disponible.
Il est à noter que cette configuration nécessiterait moins
d’espace qu’un module de profilage monté sur une base
coulissante autonome.
Dans le cas d’une conversion, un autre élément à
considérer est l’équipement en amont. Si les têtes de
profilage doivent être montées à l’avant des scies de
la débiteuse à scies multiples, l’équarri doit être bien
sécurisé avant de passer aux outils de coupe. S’il n’est
pas sécurisé, alors un module vertical motorisé de
rouleaux alimenteurs (VFM) juste en amont des têtes
de profilage est la solution, tout en se rappelant que ce
module nécessiterait un espace additionnel.
Millwide L’INFORMATEUR | NUMÉRO 2 - 2013
SCANNEUR SCANNEUR
CONVOYEUR DU SCANNEUR
CONVOYEUR DE CHARGEMENT DES BILLES
CHANGEMENT DE NIVEAU
TÊTES DE L’ÉQUARRISSEUSEMODULE DE ROULEAUX D’ALIMENTATION VERTICAL
PROFILEUR HORIZONTAL MODULE À SCIES MULTIPLES CHAÎNE À PICS
SCANNEUR SCANNEURCONVOYEUR
D’ALIMENTATION DU VSS
TABLE D’ATTERRISSAGE
ALIMENTEUR DE POSITIONNEMENTSYSTÈME DE DÉBITAGE EN COURBE VERTICALE
PROFILEUR DE FORME
DÉBITAGE PRIMAIRE DE USNR (EXEMPLE N° 1) : ► Billes non triées ► Valeur maximale ► Coupe selon l’inventaire ► Scannage et préparation : solution personnalisée pour chaque bille
USNR est bien connue à travers l’Amérique
de Nord pour offrir une gamme de lignes de
débitage primaire exceptionnelles ainsi que
toute une sélection d’options. Et USNR a aussi
conçu des lignes de débitage primaire pour
plusieurs autres régions. Dans tous les cas, le
profilage est un élément commun qui est utilisé
couramment dans nos conceptions récentes.
L’avantage du profilage
POURQUOI ET COMMENT AJOUTER LE PROFILAGE À VOTRE LIGNE DE DÉBITAGE PRIMAIRE

9
Solutions de profilage
Options pour récupérer des planches
latérales multiples :
► Des têtes profileuses à paliers
► Des modules de profilages autonomes
► Un profileur double indépendant
Normalement, dans le processus de débitage
primaire, les côtés de la bille sont d’abord
déchiquetés pour créer des faces latérales lisses pour
guider fermement l’équarri à travers le processus
suivant. Les illustrations ci-dessus montrent une
configuration de profileur à arbre horizontal. Pour les
profileurs USNR, les deux têtes profileuses de gauche
et celles de droite se déplacent horizontalement
sur leurs chariots respectifs, alors qu’elles peuvent
aussi se déplacer verticalement des deux côtés.
Ceci accommode facilement la récupération d’une
planche qui se trouve à un angle (c.-à-d., suivant la
conicité de la bille). En aval, les planches latérales
seront sciées par une scie à ruban ou par un module
à scies circulaires horizontal et ne nécessiteront pas
de délignage.
Cette illustration (ci-dessus, à gauche) montre des
têtes de profilage à paliers, qui sont l’alternative la
moins dispendieuse pour créer deux planches latérales
de chaque côté lors d’une seule opération. Les paliers
sont d’une largeur fixe, créant normalement un 2x4
et un 2x6 ou un 2x8 des deux côtés. Les rives des
planches ont un fini de déchiquetage qui sera raboté
dans un processus en aval.
Une autre alternative (ci-dessus, à droite) est
l’utilisation de deux modules de profilage séparés
ayant entre eux un module d’alimentation vertical.
Ceci offre la plus grande flexibilité pour les produits,
mais requiert plus d’espace et coûte plus cher.
Une troisième option est le profileur double
indépendant (IDP). L’IDP offre plus de flexibilité en
ce qui a trait aux produits que les têtes de profilage
à paliers, est moins dispendieux et nécessite moins
d’espace que les modules de profilage séparés. (Voyez
la page suivante pour une description détaillée.)
Dans les opérations où les planches en aval ne sont
pas rabotées, les têtes de profilage peuvent être
équipées d’une scie pour un fini de sciage sur les
rives des planches, alors que les scies du module
de débitage en aval produisent un fini de sciage sur
les faces des planches. Plusieurs usines choisissent
une configuration où chaque module de profilage
s’oriente ou s’incline pour permettre la récupération
d’une planche oblique. (Voyez le profileur à arbre
vertical à la page suivante.)
Selon les préférences, les têtes de profilage peuvent
inclure une scie pour produire un fini de sciage, ou un
fini de déchiquetage où les planches passeront par une
raboteuse en aval. Plusieurs types de profileurs et de
configurations sont identifiés ci-dessous représentant
les nombreux modèles offerts par USNR.
NUMÉRO 2 - 2013 | Millwide L’INFORMATEUR
SCANNEUR SCANNEUR
CONVOYEUR DU SCANNEUR
CONVOYEUR DE CHARGEMENT DES BILLES
CHANGEMENT DE NIVEAU
TÊTES DE L’ÉQUARRISSEUSEMODULE DE ROULEAUX D’ALIMENTATION VERTICAL
PROFILEUR HORIZONTAL MODULE À SCIES MULTIPLES CHAÎNE À PICS
SCANNEUR SCANNEURCONVOYEUR
D’ALIMENTATION DU VSS
TABLE D’ATTERRISSAGE
ALIMENTEUR DE POSITIONNEMENTSYSTÈME DE DÉBITAGE EN COURBE VERTICALE
PROFILEUR DE FORME
DÉBITAGE PRIMAIRE DE USNR (EXEMPLE N° 1) : ► Billes non triées ► Valeur maximale ► Coupe selon l’inventaire ► Scannage et préparation : solution personnalisée pour chaque bille
ROTATION DE LA BILLE
ÉQUARRISSEUSE-DÉCHIQUETEUSE
MODULE À SCIES MULTIPLES HORIZONTAL
VERTICALPROFILER
VERTICALSHAPE SAW
PROFILEUR HORIZONTAL
PROFILEUR DE FORME
SYSTÈME DE DÉBITAGE EN COURBE VERTICALE
Profileur à arbre horizontal ► Les chariots de droite et de gauche se déplacent
latéralement et verticalement pour le profilage
► Il peut récupérer les planches obliques
Le profileur à arbre horizontal est constitué d’un
module de profilage du côté droit et d’un autre
du côté gauche, chacun comportant deux têtes
déchiqueteuses et monté sur une base solide.
Chaque chariot se déplace horizontalement pour
positionner correctement les têtes déchiqueteuses
pour correspondre à la largeur de la bille; chaque
tête déchiqueteuse se déplace aussi verticalement
actionnée par des cylindres hydrauliques. Les
profileurs enlèvent la flache qui se trouve aux coins
de l’équarri à quatre faces. Lorsqu’une bille conique
est traitée, les planches peuvent être récupérées
à un angle. Lorsque la bille est acheminée à
travers les têtes profileuses, les têtes peuvent
s’ajuster horizontalement et verticalement de façon
simultanée. Cette capacité permet de récupérer
un volume plus élevé et une plus grande valeur de
chaque bille.

10
► Quatre têtes profileuses indépendantes pour une
flexibilité optimale dans le traitement des produits
► Une option pour le fini de sciage
► Un accès amélioré pour l’entretien
► Il minimise l’accumulation des copeaux et des débris
L’IDP de USNR comporte 4 têtes profileuses. Il traite
indépendamment les planches extérieures et les
planches intérieures. Dans cette configuration, chaque
tête profileuse se déplace à l’horizontale et à la verticale
indépendamment des autres têtes.
L’IDP est normalement installé immédiatement en
aval du VFM de USNR et en amont de la débiteuse à
scies multiples à arbre horizontal ou d’un QASB de
USNR. D’autre part, chaque tête profileuse peut être
équipée d’une scie pour obtenir un fini de
sciage sur les faces des planches.
Le VFM assure une stabilité maximale lorsque la pièce
est transférée normalement hors de l’équarrisseuse-
déchiqueteuse et maintient un positionnement précis
pour les opérations suivantes de déchiquetage ou de
sciage. Les rouleaux sont motorisés pour déplacer
l’équarri vers l’avant.
L’IDP utilise 2 chariots principaux ainsi que des
chariots secondaires pour assurer la flexibilité dans le
positionnement. Les 2 chariots principaux se déplacent
vers l’extérieur pour faciliter l’entretien et le changement
des couteaux. Tous les déplacements des chariots sur
les axes horizontal et vertical sont effectués par des
servocylindres hydrauliques. Les copeaux sont évacués
par la chute du bas.
Profileur à arbre vertical ► Les chariots des côtés droit et gauche se
déplacent horizontalement et verticalement
pour le profilage
► Un chariot d’alignement optionnel est offert
pour récupérer les planches obliques
Le profileur à arbre vertical comporte aussi un
module de profilage du côté droit et un autre
du côté gauche, chacun comportant deux têtes
déchiqueteuses et monté sur une base solide.
Chaque chariot se déplace horizontalement
alors que les têtes déchiqueteuses se déplacent
verticalement le long de l’arbre vertical.
Une autre option pour le profilage vertical est
le profileur d’alignement. Il offre la possibilité
d’aligner (incliner) les têtes profileuses pour
récupérer une planche oblique lorsque le
diamètre de la bille diminue. (Illustré dans la
configuration au bas de la page en regard.)
Millwide L’INFORMATEUR | NUMÉRO 2 - 2013
Profileur double indépendant (IDP)
SCANNEUR
FLUX
ROULEAUX-POSITIONNEURS
ROULEAUX-TOURNEURS
DÉCHIQUETEUSES SUPÉRIEUR ET INFÉRIEURE
DÉCHIQUETEUSE LATÉRALE
MODULE DE ROULEAUX D’ALIMENTATION VERTICAL
PROFILEUR VERTICAL (s’oriente et s’incline)
MODULE À SCIES MULTIPLES
SÉPARATEUR DES PLANCHES LATÉRALES
PROFILEUR HORIZONTAL
DÉBITEUSE À SCIES VERTICALES MULTIPLES
MODULE DE ROULEAUX D’ALIMENTATION VERTICAL
DÉBITAGE PRIMAIRE DE USNR (EXEMPLE N° 2) : ► Billes triées ► Sciage selon patrons : débitage des billes en lots ► Petits espacements entre les billes, débit élevé ► Coupe selon les commandes
Profileur de forme ► Elle produit des équarris et profils en
une seule étape
USNR emploie normalement une tête équarrisseuse de
type « tambour » avec ou sans pochettes qui peut aussi
profiler l’équarri juste en amont du module de sciage en
courbe verticale (VSS).
(Voyez le profileur de forme à
la page avante.) Pour visionner
le fonctionnement, balayez le
code QR ou visitez le site Web
http://www.usnr.com/media/
VSS.mp4.
Profilage, suite...

11
► Une configuration à 1 ou 2 paliers
► Offertes avec ou sans scie
► Elles utilisent des couteaux à double
tranchant, à régule ou provenant du
marché secondaire
Les têtes de profilage sont offertes dans
des configurations à un ou à deux paliers et
peuvent être fournies équipées ou non d’une
scie. Le couteau standard de USNR est le
couteau « TrueFlow » qui peut être à deux
tranchants ou à régule, bien que des couteaux
provenant du marché secondaire puissent aussi
être utilisés. Le couteau de finition à double
tranchant « TrueFlow » de USNR peut être
réaffuté sans modifier l’emplacement du plan
de coupe du couteau.
► L’alignement lors de l’installation de la machine
rendu facile
► L’accès amélioré pour l’entretien
► Il minimise l’accumulation des copeaux
et des débris
Les améliorations récentes apportées à l’équipement
de débitage primaire de USNR ont rendu l’alignement
de la machine beaucoup plus facile et assure plus
de contrôle au cours de la transformation du produit.
USNR a combiné les chariots des équarrisseuses-
déchiqueteuses de gauche et de droite, les VFM et les
profileurs sur les bases droite et gauche.
Le module CPM utilise une nouvelle méthode de
montage qui sépare les sections de la déchiqueteuse,
du VFM et du profileur au centre et les recombine sur
une seule base à droite et une seule base à gauche.
Leur raccordement de cette façon réduit effectivement
les variables de l’alignement de 33 %, assurant que les
côtés gauches et les côtés droits de la déchiqueteuse,
du VFM et du profileur soient toujours alignés
relativement l’un à l’autre. Ceci facilite grandement
l’alignement de la machine puisque maintenant seul le
côté gauche et le côté droit doivent être alignés l’un à
l’autre, au lieu de l’alignement de trois bases différentes
de machine de chaque côté de chaque machine.
La séparation au centre des modules ouvre aussi la
ligne centrale de la machine, ce qui aide à minimiser
l’accumulation des copeaux, de la poussière et des
débris. D’autres améliorations incluent un accès
amélioré pour les changements des couteaux et des
scies. USNR a installé cette conception de CPM dans
de nombreuses usines obtenant d’excellents résultats.Les options pour ajouter le profilage à votre ligne sont
presque sans limites, et il est possible que USNR ait
déjà conçu une machine qui vous permettra d’atteindre
vos objectifs. Communiquez avec votre directeur
de comptes USNR pour discuter de la meilleure
configuration pour votre application.
NUMÉRO 2 - 2013 | Millwide L’INFORMATEUR
SCANNEUR
FLUX
ROULEAUX-POSITIONNEURS
ROULEAUX-TOURNEURS
DÉCHIQUETEUSES SUPÉRIEUR ET INFÉRIEURE
DÉCHIQUETEUSE LATÉRALE
MODULE DE ROULEAUX D’ALIMENTATION VERTICAL
PROFILEUR VERTICAL (s’oriente et s’incline)
MODULE À SCIES MULTIPLES
SÉPARATEUR DES PLANCHES LATÉRALES
PROFILEUR HORIZONTAL
DÉBITEUSE À SCIES VERTICALES MULTIPLES
MODULE DE ROULEAUX D’ALIMENTATION VERTICAL
DÉBITAGE PRIMAIRE DE USNR (EXEMPLE N° 2) : ► Billes triées ► Sciage selon patrons : débitage des billes en lots ► Petits espacements entre les billes, débit élevé ► Coupe selon les commandes
Têtes de profilage
Module de déchiquetage et de profilage (CPM)
ROTATION DE LA BILLE
ÉQUARRISSEUSE-DÉCHIQUETEUSE
PROFILEUR VERTICAL
VERTICALSHAPE SAW
SYSTÈME DE DÉBITAGE EN COURBE VERTICALE
PROFILEUR HORIZONTAL
PROFILEUR VERTICAL
MODULE À SCIES MULTIPLES VERTICAL
DÉCHIQUETEUSES SUPÉRIEURE
ET INFÉRIEURE

12
Le travail avec ses clients pour développer des
solutions à des défis de taille est un critère sur lequel
USNR mesure son succès. Un exemple est la ligne de
débitage primaire chez Murray Timber, à Ballygar, en
Irlande. Bien que totalement satisfait de la performance
de l’équipement, John Murray, le directeur de la
production de la compagnie, a déterminé par après
que l’opération serait plus efficace si la ligne était
accélérée. Le Groupe Murray Timber (MTG) a réalisé
que ceci l’aiderait à réaliser les économies d’échelle
nécessaires pour accroître sa portion du marché. Avec
des investissements majeurs déjà effectués dans le
secteur primaire, l’étape suivante a été de contacter
USNR pour accélérer la ligne.
Mélange de traitements hybridesLa ligne de débitage primaire USNR est équipée du
système de scannage « 3D Smart TriCam™ » et d’un
optimiseur « MillExpert™Integrated Processing Line »
(IPL). Le premier optimiseur à patrons spécifiques de
USNR, l’IPL (Integrated Processing Line – Ligne de
traitement intégrée) permet à l’usine de combiner le
débit élevé du traitement par patrons à la récupération
accrue de configurations optimisées pour la forme
individuelle 3D de chaque bille. L’IPL permet au patron
de sciage de base de demeurer le même pendant tout
un lot de billes, maintenant un équarri central régulier,
mais permettant des variations dans les largeurs et
les épaisseurs des planches latérales profilées et
permettant aussi aux planches latérales d’être sacrifiées
symétriquement (les paires extérieures d’abord et,
si nécessaire, les paires intérieures) au besoin pour
réaliser un matériau fini admissible.
John Reed, directeur principal de comptes chez
USNR, a travaillé avec John Murray et son équipe sur
ce projet. Reed explique le concept : « La ligne au
complet à une longueur de 110 m (343’) et ne requiert
qu’un seul opérateur. Les billes sont pivotées trois fois
sur une ligne de profilage linéaire, pour manipuler la
dimension de la pièce. Lorsque vous avez obtenu un
équarri à 4 faces, il manque normalement un peu de
fibres sur le côté supérieur une fois que la rotation
finale est effectuée. Lorsque l’équarri est alors débité
horizontalement en planches, il n’existe que la planche
supérieure qui a besoin d’être éboutée, et aucune
déligneuse n’est requise. »
Changement de vitesseLa ligne de transformation du bois comporte trois
tourneurs d’équarri, trois modules de profilage et
quatre zones de scannage. Les images des données
scannées et les solutions d’optimisation résultantes
Millwide L’INFORMATEUR | NUMÉRO 2 - 2013
USNR a fait sa marque dans l’arène internationale de la transformation du bois. Grâce aux nouvelles scieries,
aux lignes complètes de fabrication de contreplaqué et de panneaux et des projets importants de presses
de tous genres, nous alimentons les feux de la révolution actuelle du marché mondial de l’équipement de
traitement du bois. Les paragraphes suivant décrivent les fruits de nos labeurs au niveau mondial.
LA LIGNE DE DÉBITAGE PRIMAIRE DE MURRAY TIMBER PASSE À LA VITESSE SURMULTIPLIÉE
SCANNEUR
CONVOYEUR D’AUTOROTATION(« AR »)
SCANNEUR SCANNEURTOURNE-BILLE
ALIMENTATION DE LONGUEUR SIMPLEÉQUARRISSEUSE
TOURNE-ÉQUARRI
SCANNEUR PROFILEUR
PROFILEURÉQUARRISSEUSE
TOURNE-ÉQUARRI
MODULE DE SCIAGE
SÉPARATEUR DE PLANCHES TOURNE-ÉQUARRI
PROFILEUR
DÉBITEUSE À SCIES MULTIPLES « VERSA GANG »
SÉPARATEUR DE PLANCHES SCIE DE REFENTE TABLE D’ATTERRISSAGE À BASCULE
TUNNELFLUXFLUX
La présence de USNR prend des proportions globales

13
sont acheminées successivement de poste en poste
tout au long de la ligne, permettant à un seul opérateur
de commander la ligne au complet, des billes aux
planches. André LaPierre, un programmeur principal
d’automate programmable chez USNR, était le chef
programmeur du système des contrôles lorsque la ligne
a été initialement installée. André fut assigné plus tard
au projet d’accélération de la ligne ce qu’il réalisa au
cours d’une semaine. Il explique le processus.
« La première étape fut d’utiliser les tendances
et les graphiques pour vérifier que toutes les
composantes complexes étaient en bonne état
et fonctionnaient correctement. La facilité avec
laquelle cette étape fut réalisée mit en évidence les
pratiques d’excellence en entretien de cette usine.
Puis, les échelles et les limites des entraînements
d’alimentation et de l’automate programmable
principal furent élargies pour permettre des vitesses
supérieures. Finalement, j’ai commencé le processus
d’incrémentation de la vitesse de la machine tout
en vérifiant le fonctionnement normal de toutes les
composantes. Au fur et à mesure que la machine
fonctionne de plus en plus vite, elle fait des choses
qu’elle n’a jamais effectuées auparavant; il est donc
nécessaire de surveiller simplement pour s’assurer
que tout soit synchronisé correctement. »
André continue et explique que le facteur
qui complique les choses est qu’il s’agit d’une
machine alimentée selon des patrons, et qu’il est
nécessaire de voir chacun des patrons passer à
travers la machine pour vérifier que tout fonctionne
correctement. Il note les résultats. « Nous avons
corrigé certains problèmes identifiés par l’usine
et avons accéléré la vitesse d’alimentation de 103
mètres à la minute (m/min) à 115 m/min. Il s’agit là
d’une augmentation de plus de 10 %. À la fin de ma
visite, le système fonctionnait à une vitesse juste un
peu en dessous de 22 billes à la minute. »
De plus, André indique : « Deux choses
impressionnantes au sujet de ce projet ont été son
étendue et la capacité d’obtenir un si petit espacement
entre les billes. Troisièmement, l’équipe MTG réussit à
maintenir le système en opération à 98 % du temps. La
ligne fonctionne, fonctionne et fonctionne! »
Satisfaction à 100 %John Murray fait le commentaire suivant sur le succès
du projet : « André LaPierre s’est avéré l’élément clef
dans la réalisation d’une vitesse accrue. Sans André,
il aurait impossible de compléter le projet dans une
semaine et avec autant de succès. »
Lorsque la ligne fut mise en opération, John Murray
a été très positif au sujet de la performance de
l’équipement et de la gérance du projet par USNR.
«Je recommande absolument ce système et USNR aux
autres usines. Cet équipement USNR est extrêmement
robuste et résistant. Nous obtenons une précision, un
débit et une récupération de premier ordre ainsi qu’une
utilisation efficace de la main-d’œuvre. »
Et après plusieurs années d’opération, John indique
qu’il est toujours « 100 % satisfait de l’équipement et
du niveau de soutien offert par USNR. »
« Je recommande absolument ce système et
USNR aux autres usines. Nous obtenons une
précision, un débit et une récupération de
premier ordre ainsi qu’une utilisation efficace
de la main-d’œuvre. »
NUMÉRO 2 - 2013 | Millwide L’INFORMATEUR
Un seul opérateur contrôle la ligne au complet.
SCANNEUR
CONVOYEUR D’AUTOROTATION(« AR »)
SCANNEUR SCANNEURTOURNE-BILLE
ALIMENTATION DE LONGUEUR SIMPLEÉQUARRISSEUSE
TOURNE-ÉQUARRI
SCANNEUR PROFILEUR
PROFILEURÉQUARRISSEUSE
TOURNE-ÉQUARRI
MODULE DE SCIAGE
SÉPARATEUR DE PLANCHES TOURNE-ÉQUARRI
PROFILEUR
DÉBITEUSE À SCIES MULTIPLES « VERSA GANG »
SÉPARATEUR DE PLANCHES SCIE DE REFENTE TABLE D’ATTERRISSAGE À BASCULE
TUNNELFLUXFLUX
SCANNEUR
CONVOYEUR D’AUTOROTATION(« AR »)
SCANNEUR SCANNEURTOURNE-BILLE
ALIMENTATION DE LONGUEUR SIMPLEÉQUARRISSEUSE
TOURNE-ÉQUARRI
SCANNEUR PROFILEUR
PROFILEURÉQUARRISSEUSE
TOURNE-ÉQUARRI
MODULE DE SCIAGE
SÉPARATEUR DE PLANCHES TOURNE-ÉQUARRI
PROFILEUR
DÉBITEUSE À SCIES MULTIPLES « VERSA GANG »
SÉPARATEUR DE PLANCHES SCIE DE REFENTE TABLE D’ATTERRISSAGE À BASCULE
TUNNELFLUXFLUX
MURRAY TIMBER (suite...)
Balayez ce code QR au
moyen de votre téléphone
intelligent pour visionner
cette ligne en opération
ou visitez le site Web de
Murray Timber à
www.mtg.ie

14
BSW Timber est le plus grand groupe dans l’industrie
du bois de sciage en Grande-Bretagne, ayant cinq
usines au R.-U. et une usine en Lettonie. Carlisle est
la plus récente usine du Groupe au R.-U., ayant une
production annuelle dans la gamme des 200 000
m3. L’usine transforme de l’épinette de Sitka récoltée
dans un rayon de 100 miles (160 km) de l’usine et
dont le diamètre se trouve dans une plage de 14 à 40
centimètres. L’usine opère normalement deux quarts de
travail par jour, 5 jours par semaine; elle a cependant
réduit ce programme au cours de la période de l’hiver
à cause du ralentissement des marchés. Les produits
provenant de l’usine de Carlisle incluent du bois pour
l’industrie de la construction, du bois de clôture et du
bois thermiquement traité pour les palettes; tout ce bois
est écoulé au complet au Royaume-Uni.
Avec les bouchons créés à cause d’un système de
chargement à taquets et d’un automate programmable
désuets, l’usine de Carlisle décida de mettre à jour sa
technologie de contrôle et d’optimisation sur sa ligne
d’éboutage de planches en 2007, et puis sur autre ligne
d’éboutage in 2008. USNR fut choisi comme fournisseur
de choix. La ligne de planches transforme des produits
de 16 à 47 mm d’épaisseur, de 75 à 225 mm de largeur
et jusqu’à 4,8 m de longueur, tandis que l’autre ligne
transforme des produits de 19 à 150 mm d’épaisseur, de
50 à 250 mm de largeur et jusqu’a 4,8 m de longueur.
Les lignes d’éboutage ont été conçues pour être
pratiquement identiques à l’exception de quelques
variables reliées aux dimensions des produits traités.
Chaque ligne comporte des convoyeurs à rouleaux
spirales alimentés par les démêleurs existants. La
ligne de planches fut équipée d’un alimenteur de
planches à cames quadruples à haute vitesse, d’un
optimiseur d’éboutage et d’une barrière d’éboutage
à 6 niveaux. L’autre ligne de fut équipée d’un
alimenteur à taquets d’accélération, d’un optimiseur
d’éboutage et d’une barrière à quatre niveaux. Les
deux lignes furent mises à jour à la technologie la
plus récente de contrôle « ControlLogix » d’Allen-
Bradley pour l’équipement existant de l’ébouteuse et
du classeur.
Les optimiseurs d’éboutage sont tous les deux
des optimiseurs transversaux « MillExpert™ » avec
scannage au laser « Smart TriCam™ ». Les capteurs
à haute performance « 3D Smart TriCam » assurent
une densité et une précision inégalées de données.
Le contrôle du flux de l’ébouteuse, la réalisation des
décisions d’éboutage, le scannage à couverture totale
et le traitement à haute vitesse sont essentiels pour
obtenir une performance optimale de l’ébouteuse et
des décisions d’éboutage de la plus haute valeur.
L’optimisation « MillExpert » et le système de contrôle
«ControlLogix » offrent tous ces éléments.
La ligne de planches utilise l’alimenteur de planches
à haute vitesse « Quad Cam ». La conception simple
du « Quad Cam » assure une performance en douceur,
nécessitant peu d’entretien. La manutention à faible
impact signifie moins de dommages au bois et moins
d’usure à la machinerie. La ligne de planches fonctionne
à un taux de 120 taquets à la minute (t/min) alors que
l’autre ligne fonctionne à 100 t/min.
Le personnel de l’optimisation de Carlisle s’est rendu
aux installations de USNR de Parksville, en Colombie-
Britannique, pour recevoir la formation sur le système
« MillExpert ». Une formation supplémentaire fut aussi
offerte à l’usine.
La ligne de planches fut démarrée en décembre
2007 alors que l’autre ligne à suivi en décembre 2008.
Les employés clés impliqués dans ces projets ont été
Alistair Sommerville, le directeur de l’usine de Carlisle,
et Nigel Patrickson, qui a agi comme directeur de
projet pour l’usine et comme spécialiste en électricité.
Ils ont travaillé de près avec l’équipe de USNR tout
au long des projets pour assurer que chaque étape
progressait en douceur. Un résultat direct de cette
approche de travail d’équipe cohésif dans les projets est
le fait que la première journée du démarrage planifié,
l’usine a réalisé 70 % de sa production, et 100 % de
sa production la seconde journée. Des essais complets
de la performance, établis par l’usine et USNR, ont
été effectués et approuvés par l’usine au cours de la
première semaine de démarrage de chaque ligne.
Accompagnant la nouvelle technologie, l’usine
Carlisle de BSW obtint aussi un Accord d’entretien de
logiciel (SMA) qui assure les mises à jour régulières du
logiciel d’optimisation. Ceci garantit que les usines des
clients de USNR fonctionneront toujours avec le logiciel
le plus récent disponible.
Grâce à ces nouveaux systèmes d’optimisation et ces
technologies de contrôle, l’usine de Carlisle connaît une
productivité améliorée et une récupération accrue. Elle
est en bonne position pour continuer à satisfaire et à
excéder les besoins de ses clients avec des produits de
haute qualité.
Millwide L’INFORMATEUR | NUMÉRO 2 - 2013
Balayez ce code QR avec
votre téléphone intelligent
pour visionner le site Web de
BSW Timber ou visitez www.
bsw.co.uk
BSW TIMBER AMÉLIORE SON DÉBIT ET SA RÉCUPÉRATION
Le choix de travailler avec USNR a amené la scierie de Carlisle de BSW
Timber à investir dans des améliorations en équipement qui ont éliminé
les bouchons dans le processus de la production. Le résultat a été une
augmentation du taux de pièces et une meilleure récupération.
La première journée du démarrage planifié, l’usine a obtenu 70 % de sa production, et
100 % de sa production la seconde journée.

15
WESPINE Industries de Dardanup, en Australie,
a commencé son cheminement vers le gradage
automatique en juin 2005 lorsqu’elle mit en œuvre le
gradeur linéaire (LHG), équipé de la fonction de profilage
au laser et du scannage aux rayons-X. À ce moment,
la technologie du scannage à vision et la possibilité
de traiter et de classifier les données pour le gradage
automatique se trouvait au stage de développement.
La compagnie a décidé d’utiliser les technologies de
profilage au laser et de scannage aux rayons-X comme
solution provisoire. Ceci ajouta la capacité de grader
pour les caractéristiques géométriques, de mesurer
les nœuds en utilisant les données de haute densité
obtenues par rayons-X, et d’établir une interface au
système HCLT (High Capacity Lumber Tester) existant
de l’évaluation de la résistance du bois. L’usine avait
utilisé la technologie HCLT depuis environ une vingtaine
d’années pour le gradage selon la résistance, mais devait
utiliser les services de quatre gradeurs à chaque quart de
travail pour grader selon les nœuds.
Le directeur du développement commercial chez
WESPINE, Richard Schaffner, explique : « Le système
à rayons-X s’est avéré très fiable dans la détection
de la présence de nœuds. Les essais conduits sur le
bois de WESPINE passé par le LHG indiquèrent que le
système pouvait être ajusté pour fournir une évaluation
raisonnable des nœuds en utilisant la technologie à
rayons-X. Le seul système disponible sur le marché
à cette époque utilisant les rayons-X était le LHG.»
Schaffner continue : « L’équipe du LHG de USNR était
prête à travailler avec le personnel des systèmes
électroniques de WESPINE pour intégrer les données
provenant du HCLT aux données du profil au laser et
des rayons-X, et d’inclure toute cette information dans
la solution d’éboutage. ». Et il ajoute : « À la mi-2007,
nous étions convaincus des mérites de la capacité de
la vision au laser. Puis survint la crise économique
mondiale. Suite au passage du pire de cette situation,
le temps était venu de procéder à l’implantation de la
vision au laser, ce que nous avons fait en 2010. »
La portée du projet de la mise à jour de la vision
incluait un nouveau matériel informatique au complet,
la version la plus récente du logiciel, quatre capteurs
de vision pour le scannage des quatre faces et
l’éclairage à DEL.
Preuve positiveSchaffner définit les avantages que WESPINE tire de
cet investissement. « Avant l’implantation de la vision,
le système LHG était incapable de détecter et de
classer les poches de résine et les stries ou les fentes
et les fissures. La mise à jour au LHG incorporant la
vision au laser a permis la détection et le classement
automatiques de ces défauts et la récupération en
valeur s’est améliorée de façon significative. » Il
continue : « Un autre avantage a été une amélioration
importante de la précision dans le dimensionnement
et la position des nœuds. La vision au laser a amélioré
la situation à une précision d’environ 1 mm sur les
dimensions des nœuds, et nous a permis une réduction
de la prudence dans les limites du gradage qui a eu
comme résultat une augmentation additionnelle de la
récupération en grade. »
Et il explique que même avant que le réglage de tous
les paramètres de gradage ne fut terminé, WESPINE
commença à réaliser des améliorations importantes
en récupération en grade et en valeur. Schaffner a
noté que l’implantation de la technologie de la vision
a apporté une amélioration de 4 % de la récupération
en valeur à l’usine de rabotage comparativement à ce
qu’elle réalisait précédemment avec les applications
technologiques antérieures du LHG.
Sélection d’associésSchaffner passa les derniers commentaires suivants au
sujet des politiques, pratiques et sélection d’associés
de WESPINE. « Nous prenons très au sérieux notre
obligation de nous conformer aux normes de gradage
australiennes et croyons qu’une approche prudente
et minutieuse au changement de notre technologie
de gradage est justifiée. Nos clients se sont habitués
à la qualité des produits WESPINE et la situation
reflèterait négativement sur le marché si la qualité
devait soudainement s’abaisser. Nous avons géré notre
transition à une opération sans gradeur sur notre ligne
de l’usine de rabotage sans aucune interruption sur
le marché causée par une chute de la qualité. Il aurait
été impossible pour nous de réaliser ces choses sans
l’avantage des relations de travail solides que nous
avons développées avec l’équipe de USNR. »
NUMÉRO 2 - 2013 | Millwide L’INFORMATEUR
WESPINE OPÈRE SANS GRADEUR GRÂCE À LA VISION DU LHG
Suite à la première implantation de la technologie de scannage de profil
par rayons-X et par laser du LHG, WESPINE a réduit de manière importante
sa dépendance aux gradeurs humains, et l’a réduite davantage depuis
l’implantation et l’ajustement de la nouvelle vision du LHG.
Balayez de code QR avec
votre téléphone intelligent
pour visionner le site Web de
WESPINE ou visitez
www.wespine.com.au
« Nous avons géré notre transition à une opération sans gradeur sur notre ligne de l’usine de
rabotage sans aucune interruption causée par une chute de la qualité. Il aurait été impossible
pour nous de réaliser ces choses sans l’avantage des relations de travail solides que nous
avons développées avec l’équipe de USNR. »

16
Arauco est l’une des plus grandes entreprises de
l’industrie forestière en Amérique latine. Ayant
14 scieries dans la région, Arauco est reconnue
comme le producteur de bois le plus important de
l’hémisphère Sud. Le complexe industriel Nueva
Aldea d’Arauco était un nouveau projet supporté par un
investissement total de plus de 1,5 milliard de dollars
américains. Arauco a choisi USNR et Solecia Ltda.
(l’agent de USNR en Amérique du Sud) pour fournir
la ligne d’éboutage, de classement et d’empilage.
Cette équipe offrait une solution intégrée comportant
la provision locale de nombreuses pièces incluant
les convoyeurs, l’acier des casiers et les services
d’installation qui la rendait une solution rentable. La
ligne d’éboutage comporte une ébouteuse à profil
bas et un classeur à 48 casiers. Arauco a été très
satisfait des résultats; l’usine fonctionne à sa capacité
de conception, alors que la ligne d’optimisation de
l’ébouteuse est en opération à 95 % ou plus du temps.
Nouveau projet de l’usine de ViñalesSe basant sur l’historique d’une collaboration réussie,
Arauco a choisi une fois de plus USNR et Solecia pour
la provision de sa ligne la plus récente d’éboutage, de
classement et d’empilage de la scierie, ajoutant, cette
fois, l’optimisation d’ébouteuse « MillExpert » de USNR
au système.
Provision de l’équipement mécaniqueLes planches centrales et latérales sont déchargées sur
une table d’atterrissage pour y être empilées, puis elles
sont acheminées à un démêleur de type « radius back »
et à un chargeur à taquet de type «Revolver». Le chargeur
de type « Revolver » est équipé d’un système supérieur
rotatif de retenue; considérant la gamme de produits de
l’usine, cette conception accommode les produits ayant
une plage d’épaisseur requise allant de 25 à 100 mm
(1 à 4 po). L’ébouteuse à scies multiples entraînées par
arbre de transmission est équipée de 16 scies incluant
les scies opposées supérieure et inférieure d’éboutage
précis des extrémités (PET). Cette configuration permet
d’élargir la gamme des longueurs éboutées avec
précision (PET) sans avoir à installer une ébouteuse
supplémentaire. Le classeur de type à taquets pousseurs
à 48 casiers possède deux déflecteurs pour diriger les
pièces vers le débitage secondaire. Un démêleur de
type « radius back » élève les planches à l’empileuse à
leviers coudés équipée d’une latteuse à magasin.
Caractéristiques des contrôlesArauco a choisi le système « WinTally™ » pour la
gestion de son classeur et la génération de rapports
de production. « WinTally » offre le stockage en bases
de données en temps réel et à long terme des données
des planches et des paquets et possède des capacités
flexibles de génération de rapports. Le système
orienté vers le produit, permet la configuration pour
de nouveaux produits en tout temps. Chaque produit
peut être assigné à un casier unique, à un groupe
continu de casiers, ou peut être mélangé avec d’autres
produits dans un casier en définissant le pourcentage de
remplissage pour chaque produit.
Optimiseur d’ébouteuse avec scannage 3DL’optimiseur d’ébouteuse « MillExpert » analyse
le bois scanné en 3D. Il est configuré pour le
scannage supérieur et inférieur utilisant les capteurs
«Chroma+scan 3150 » pour une densité de scannage
de 8,5 mm (0,33 po). Grâce à ce système, aucun
capteur additionnel de rideau de photocellules (ou
« Plan View ») n’est requis. Ces données 3D denses
de scannage combinées au traitement informatique à
haute vitesse génèrent des décisions d’éboutage qui
maximisent la valeur de chaque planche.
Allen Larsen de USNR était en charge de la gestion
du système d’optimisation du projet. « Il s’agit là d’une
solution reconnue riche en fonctions; l’usine de Viñales
tire profit des nombreuses caractéristiques offertes
incluant les produits conformes aux règles d’usine sur la
largeur aléatoire combinés aux produits dimensionnés,
les produits de longueurs aléatoires, l’éboutage précis
des extrémités et la sélection intelligente des scies. »
Il explique : « Une des forces de la plateforme
«MillExpert » est sa versatilité dans ce que nous
pouvons ajouter facilement pour supporter un nouveau
capteur et l’intégrer avec les autres systèmes. »
Associés fiablesJohn Jacques de USNR a été responsable de la gestion
globale du projet de Viñales. Il apprécie les services
que Solecia offre incluant un point de contact unique
pour les projets de l’Amérique du Sud en termes de
la provision locale de certains des matériaux et des
ressources. « Ils comprennent les produits et la diversité
des exigences des traitements de chacun des clients de
la région et assurent l’intégration de notre équipement.»
Grâce à ce projet, Arauco continue sa
croissance constante en Amérique du Sud. USNR
et Solecia sont heureux d’avoir pu combiner
leurs compétences et leur expertise pour offrir de
nouvelles solutions à ce client international.
Millwide L’INFORMATEUR | NUMÉRO 2 - 2013
ARAUCO AUTOMATISE SON USINE DE VIÑALES
Une longue histoire de réussites a mené Arauco à choisir l’équipement
USNR pour automatiser la production de son site remis à neuf de Viñales
au Chili.
Balayez ce code QR avec
votre téléphone intelligent
pour visionner le site Web
d’Arauco ou visitez
www.arauco.cl
« Ils comprennent les produits et la diversité des exigences des traitements de
chacun des clients de la région. »

17
La technologie de la dérouleuse de placage Coe de
USNR est reconnue en Amérique du Nord comme le
prouve la provision de dérouleuses pour la majorité
de la production du bois laminé. Cette expertise a été
incorporée dans une usine de bois laminé à la fine
pointe de la technologie de Modern Lumber Technology
(MLT) de Torzhok, en Russie, qui est annoncée comme
étant la plus moderne et la plus efficace en Europe.
Une nouvelle orientationLa compagnie MLT est la propriété du groupe
Taleon dont le siège social est établi à Saint-
Pétersbourg. David Miskevich, vice-président
- Ventes et commercialisation chez Taleon, passait les
commentaires suivants : « Nous étions convaincu qu’il
existait un excellent potentiel à introduire les produits
de bois laminé dans ce marché maintenant pour
révolutionner le processus de la construction. » David
et son équipe ont recherché les meilleurs fournisseurs
d’équipement en Europe et en Amérique du Nord pour
atteindre leur objectif d’avoir l’opération de bois laminé
la plus moderne et la plus efficace en Europe. David a
indiqué : « Coe était largement connue et nous avions
confiance que nous serions satisfaits des résultats. »
Miskevich a aussi visité des opérations de déroulage
en Amérique du Nord et fut très impressionné par ce
qu’il a vu ainsi que par l’expérience de Coe qui avait
fabriqué près de 1 200 dérouleuses.
Ligne de déroulage à haute vitesseLa portée de la provision comprend la section « verte »
complète de l’usine. La dérouleuse à pointes doubles
M296, l’entraînement du cœur et le chargeur Coe
forment le système de déroulage de placage à haute
performance le plus avancé au monde utilisant le
système de scannage d’optimisation « BlockPLUS™ »,
un massicot rotatif à couteaux doubles, et un système
d’empilage à haute vitesse du placage vert à 4 casiers.
Cette ligne de haute production peut traiter plus de 18
blocs à la minute.
Le système « BlockPLUS » fournit une densité de
scannage inégalée, soit plus de 10 fois la définition
des autres systèmes. « BlockPLUS » mesure tous les
détails de la surface avec une précision allant jusqu’à
moins de 0,3 cm (1/8”). Ce profil est alors utilisé
par le système de déroulage pour réduire le temps du
cycle de déroulage et accroître la récupération. Les
caractéristiques de la surface peuvent être modélisées
avec précision, ce qui correspond à une réduction
de 5 à 7 % du temps du cycle de déroulage et une
augmentation de 2 à 3 % de la récupération. Le profil
hautement précis du bloc permet aussi un meilleur
centrage du bloc, une réduction des aléatoires et une
optimisation plus complète. Ce système de déroulage
permet de produire du placage de bois mou de 3,2 mm
à un taux de 32 m3/h.
Le chargeur informatisé de la dérouleuse monte
en mandrin le bloc géométriquement centré et le
tourne pour le scannage laser tout en élevant et en
repositionnant simultanément les deux extrémités
pour maximiser la récupération du placage. Puis un
pendule le transporte vers les pointes de la dérouleuse.
L’ajustement de l’épaisseur du placage peut être réalisé
en incréments de 0,025 mm (0,001”). Trois rapports
d’épaisseur de placage indépendants permettent de
dérouler différentes épaisseurs pour les placages de
rafle, d’aubier et de cœur.
La dérouleuse de placage peut être configurée
pour dérouler des blocs d’une longueur de 1,2 à 3
m (4’ à 10’) et ayant un diamètre de 10 à 90 cm (4”
à 36”). Il s’agit de la seule dérouleuse de placage
pouvant dérouler des cœurs jusqu’à 5 cm (22”) de
diamètre pour obtenir le maximum de placage du
bloc. Les mandrins de la dérouleuse robustes et à
servocommande, la position et l’angle numériques des
couteaux et les entraînements périphériques sont les
éléments clés pour obtenir une augmentation du volume
et de la qualité du placage. Les mandrins doubles ou
triples permettent à la dérouleuse d’appliquer un couple
maximal aux billes de grands diamètres et d’accroître
le volume et la récupération en déroulant jusqu’à des
cœurs de très petit diamètre.
Résultat positifAu sujet de l’équipement de déroulage, David indique:
« L’équipement est extraordinaire. Nous espérons
simplement pouvoir l’utiliser à son plein potentiel.» Les
deux produits principaux de l’usine sont l’«UltraLam-X»,
un laminé à grain croisé qui comporte 2 ou 3 plis collés
perpendiculairement, et l’« UltraLam-R », un panneau
de bois laminé standard.
Alan Knokey, vice-président et directeur général de
la division des panneaux chez USNR, possède beaucoup
d’expérience dans la réalisation de grands projets
au niveau mondial. « Nous sommes très fiers d’avoir
pu contribuer à cette nouvelle installation vraiment
innovatrice. Prudemment nous pouvons dire que 95
% du placage pour bois laminé en Amérique du Nord,
et 85 % de la provision mondiale est déroulé sur une
machine Coe. Par conséquent, nous savions que les
résultats seraient positifs. »
NUMÉRO 2 - 2013 | Millwide L’INFORMATEUR
MLT CHOISIT LA LIGNE DE DÉROULAGE COE DE USNR
La ligne de déroulage Coe est reconnue en Amérique du Nord
ayant près de 1 200 installations. Récemment, USNR a exporté la
technologie de la ligne de déroulage Coe à haute vitesse et de petite
dimension en Russie.
Balayez ce code QR avec votre
téléphone intelligent pour
visionner le site Web d’MLT
ou visitez
www.ultralam.com/uk
« L’équipement est extraordinaire. Nous espérons simplement pouvoir l’utiliser à son
plein potentiel. »

18
Saviez-vous que USNR œuvrait dans le domaine
des pneus? Lorsque USNR a acquis les actifs de
Coe Manufacturing, la compagnie est devenue un
fournisseur dans le domaine des pneus grâce à la
gamme des presses Pathex pour le rechapage des
pneus. En plus des presses pour le caoutchouc,
Coe fabriquait des presses pour le contreplaqué, les
panneaux OSB, les panneaux MDF, les panneaux
de particules et le stratifié cuivré dans les gammes
Washington Iron Works et Pathex.
En 2012, la division des pneus de véhicules
commerciaux de Continental Tire the Americas, LLC,
accorda un contrat à USNR pour la provision d’une
presse de rechapage simple à châssis en « C » pour
sa nouvelle usine ContiLifeCycle située à Morelia, au
Mexique. Considérant la demande croissante pour des
pneus rechapés de camions à travers les Amériques,
la compagnie a entrevu une occasion d’augmenter la
production de cette opération. Continental Tire planifie
d’accroître la capacité de cette usine de 3 100 mètres2
pour atteindre un niveau de production annuelle de plus
d´un million de rechapages plats en 2015.
La division des pneus de véhicules commerciaux
offre une gamme étendue de pneus de camions,
d´autobus et de spécialités commerciales. Les pneus
Continental sont fabriqués à 22 endroits à travers le
monde et ont atteint des ventes annuelles de plus de 9,7
milliards d´euros en 2012.
La nouvelle usine ContiLifeCycle de Morelia
alimente le réseau de licenciés de Continental à
travers les Amériques, incluant 9 endroits aux États-
Unis, 10 au Mexique, 2 au Brésil, 2 en Équateur, 1
au Canada et 1 au Chili. Les produits rechapés de
ContiLifeCycle sont fabriqués pour présenter la même
sculpture et les mêmes caractéristiques techniques
que les pneus de camions Continental neufs.
La compagnie Continental Tire avait établi de
bonnes relations d´affaires avec USNR via le support
de la presse de rechapage Pathex existante de l´usine
de Morelia.
Le processus de la presse de rechapage de pneusUtilisant la chaleur et la pression, la presse
convertit six longueurs profilées de caoutchouc
non-vulcanisé (vert), chacune normalement d’une
longueur de 11 mètres (36’), en matériaux de
rechapage de pneus vulcanisés. La presse comporte
neuf châssis équipés de sept plaques chauffantes
d’une longueur de 11 mètres (36’) chauffées à
l’huile thermique. Les moules de rechapage de
Continental Tire sont montés sur les plaques de
montage de moules USNR qui sont, à leur tour,
fixées sur les plaques chauffantes.
Millwide L’INFORMATEUR | NUMÉRO 2 - 2013
Lorsque cette compagnie de pneus internationale de premier plan a décidé d’agrandir ses opérations de
rechapage des pneus, elle a choisi la presse de rechapage « Pathex » de USNR pour réaliser ce projet.
Aujourd’hui, les pièces et l’équipement qui vous sont livrés pour supporter vos opérations peuvent très bien
vous parvenir par des camions équipés de pneus rechapés par une presse USNR.
La nouvelle usine ContiLifeCycle de Morelia, au Mexique.
Scannez ce code QR au
moyen de votre téléphone
intelligent pour visionner une
vidéo au sujet de Continental
Tire the Americas.
Rechapage des pneus du monde
Continental Tire

19
Six rouleaux de caoutchouc vert (aussi appelé «bâton
vert ») sont chargés manuellement sur la dérouleuse du
matériau de rechapage USNR. La dérouleuse comporte
un châssis équipé de six arbres équipés de roulements
à une extrémité. Les extrémités des bâtons verts sont
chargées manuellement à partir des rouleaux jusqu’aux
brides du bras de chargement. Les brides se ferment
et le bras de chargement se déplace horizontalement
sur ses guides sur toute la longueur de la presse
[environ 11 mètres (36’)], tout en tirant les bâtons
verts des rouleaux dans la presse. Tous les six moules
de la presse sont chargés simultanément. Les brides
s’ouvrent alors et le bras de chargement pivote de 90°
pour déplacer les brides hors de la presse et permettre à
celle-ci de se fermer.
Lorsque le caoutchouc vert est chargé dans la
presse, celle-ci commence à se fermer à haute vitesse
activée par une pompe à basse pression et à haut
volume pour élever les neuf cylindres hydrauliques de
35,5 cm (14”) pouces de diamètre. Lorsque le contact
est établi entre le caoutchouc et la plaque chauffante
au-dessus du caoutchouc, l’unité de pompage
hydraulique passe à la pompe à bas volume et à haute
pression pour continuer à fermer la presse et à presser
le caoutchouc dans les moules. La presse demeure
fermée pendant que la chaleur pénètre le caoutchouc.
À des intervalles déterminés, la presse s’ouvre
légèrement pour permettre aux gaz de s’échapper du
caoutchouc sous vulcanisation. Cette courte période
d’ouverture et de dégazage est appelé « bumping ».
NUMÉRO 2 - 2013 | Millwide L’INFORMATEUR
Des rouleaux de caoutchouc vert sont montés sur la dérouleuse du matériau de rechapage alors que le bras
de chargement attend le signal de l’automate programmable pour charger la presse.
Les brides du bras de chargement pincent fermement
les extrémités du caoutchouc vert.
Les rechapages refroidissent sur les convoyeurs
de refroidissement.
Neuf cylindres hydrauliques s’activent pour fermer les ouvertures de la presse.

20
La fréquence des dégazages par cycle de presse varie
selon les spécifications des clients, la formulation
du caoutchouc et l’épaisseur du caoutchouc, et est
souvent de 5 à 6 fois.
Lorsque le caoutchouc est complètement vulcanisé,
la presse décompresse, purgeant lentement l’huile des
cylindres hydrauliques. Lorsque la pression hydraulique
est suffisamment basse, la presse s’ouvre rapidement.
Le bras de chargement/déchargement pivote de 90°
dans la presse, les extrémités des bandes de roulement
sont retirées manuellement des moules, repliées sur
elles-mêmes de 180°, et insérées dans les brides
du bras de chargement/déchargement, les brides se
ferment et le bras se déplace d’environ 22 mètres
(72’), tirant le caoutchouc hors des moules, sur toute
la longueur de la presse et jusqu’aux convoyeurs de
refroidissement. Le caoutchouc se refroidit sur les
convoyeurs de refroidissement et est traité davantage au
moyen d’équipement auxiliaire.
La provision de USNRLa provision de USNR consiste en un système de presse
complet incluant la presse, la dérouleuse du matériau de
rechapage, le bras de chargement/déchargement et les
brides, le système de guides du bras de chargement/
déchargement, les convoyeurs de refroidissement, les
plaques de chauffage (où sont montés les moules), les
brides des moules, l’unité de pompage hydraulique,
la tuyauterie hydraulique, le système de dégazage,
l’automate programmable et le programme de contrôle.
Le système de contrôle de l’automate programmable
«ControlLogix » Allen-Bradley inclut un contrôle
semi-automatique à boutons-poussoirs pour
l’opération de la presse et l’interface utilisateur d’un
écran «PanelView ». Le système offre la possibilité
d’effectuer progressivement, au besoin, le dégazage
(en variant la pression hydraulique en tout temps
durant le cycle). La presse est aussi équipée d’un
système manuel qui permet d’ouvrir la presse si une
coupure de courant survient.
Le système de dégazage simultané inclut un
ensemble de butoirs de plaques mobiles montés sur
le châssis de la presse qui se mettent en place après
que la presse se soit fermée. Leur action est de limiter
le mouvement de chaque plaque pendant le cycle de
dégazage à 1,25 cm (½”). Lorsque la presse se dégaze,
le plateau mobile inférieur peut se déplacer vers le bas
d’environ 8,9 cm (3-1/2”) ce qui permet à chacune des
ouvertures de s’ouvrir par gravité d’un maximum de
1,25 cm (½”).
Expertise en presseLa gamme de presses « Pathex » inclut une presse
double à châssis en « C », qui est, au fond, deux
presses à châssis en « C » montées dos-à-dos.
L’avantage d’une presse à double châssis en « C »
est que deux presses complètement indépendantes
peuvent partager un bâti et une installation
communs, réduisant ainsi le coût de l’équipement
et l’encombrement au sol tout en améliorant la
production. La gamme de presses « Pathex » inclut
aussi une presse pour cadres de fenêtre, une presse
pour chenilles de tracteurs, une presse pour chenilles
de motoneiges, une presse à vide pour stratifié cuivré
et une presse personnalisée de laboratoire pour le
développement d’un produit de bois d’ingénierie
licencié fabriqué à partir de bois de pâte.
Projet réussiL’installation et la mise en opération de la presse ont
été complétées au début de 2013. L’équipe de USNR
qui a été le plus impliquée principalement dans le
projet incluait Pete Volk, directeur de comptes, Joe
Chaykowsky, directeur de projet, Clint Spangler,
ingénieur mécanicien, Stéphane Demers, conception
des unités de pompage hydraulique, Ed Simmons,
système de contrôles, qui avec Dave Davis a réalisé
l’installation et la mise en opération. Davis était aussi
responsable de la formation du personnel de l’usine.
Cette nouvelle presse a pris sa place dans l’usine,
fabricant des rechapages qui aident au transport
des marchandises aux quatre coins du monde.
Continental Tire est satisfaite du débit et de la qualité
des matériaux sortant de l’usine grâce à ce nouvel
investissement. Et USNR est fière de s’associer avec
ce leader mondial et de compter cette réalisation
parmi les nombreuses réalisations auxquelles la
compagnie à participé dans des opérations de
traitement autour du globe.
Millwide L’INFORMATEUR | NUMÉRO 2 - 2013
Dave Davis de USNR (ci-dessus, troisième à gauche) forme les employés de l’usine dans l’entretien
de la presse.
Un presse à vide pour stratifié cuivré.

Our customers expect smooth and reliable press operation. USNR
Services élargis au Québec
Millwide. Worldwide.
+360.225.8267 [email protected] www.usnr.com
Nos clients s’attendent et exigent un service rapide. USNR livre la marchandise.
USNR continue d’élargir ses opérations au Québec. Nous offrons maintenant un soutien amélioré pour les systèmes de contrôle et d’optimisation dans l’Est du Canada. Notre équipe croissante d’employés d’entretien qualifiés et bilingues œuvrant à notre plus grande usine de production de Plessisville est prête à vous servir 24 heures par jour, 7 jours par semaine.
L’entretien et le soutien des systèmes mécaniques, électriques, d’optimisation et de contrôle
Des techniciens bilingues locaux disponibles 24 heures par jour, 7 jours par semaine
De l’installation et de la mise en opération jusqu’aux mises à jour et aux réparations, nous sommes là pour vous aider!
À travers l’usine. À travers le monde.

22
L’alliance entre USNR et Skookum Technology, établie
à Auckland, en Nouvelle-Zélande (NZ), a eu comme
résultat de nombreux projets réussis et clients
satisfaits en Nouvelle-Zélande, en Australie et dans
les iles du Pacifique.
Skookum Technology a été fondée au début des
années 90 lorsque John McLachlan, anciennement de
Kockums (NZ) Ltd. (faisant maintenant partie de USNR),
a été approché par USNR pour devenir un agent dans
cette région. Les relations s’amorcèrent et les affaires
ont prospéré. Geoff Strang se joignit à la compagnie en
2001 et, aujourd’hui, John et Geoff sont les actionnaires
principaux de la compagnie.
L’orientation principale de Skookum est vers
l’industrie du traitement du bois, où elle effectue la
vente d’équipements neufs et usagés, offre le soutien
après-vente et les pièces de rechange, auxquels
s’ajoutent des services d’ingénierie et de gestion
de projet. La compagnie vend et soutient la gamme
complète des produits USNR, ainsi que de l’équipement
usagé provenant de Scandinavie et de l’Amérique du
Nord. Le succès a permis à Skookum d’élargir ses
activités hors de son siège social de Nouvelle-Zélande
et d’incorporer une équipe de vente, un atelier et un
entrepôt à Kalangadoo, dans le Sud de l’Australie.
Un mariage de talentsAu cours des dernières années, l’alliance a affiné
son flair pour combiner les compétences et les
capacités pour créer les meilleures solutions de
système pour le traitement du bois dans la région, de
la table d’alimentation de billes jusqu’à la fabrication
d’équipement de production de bois massif, de
contreplaqué et de panneaux.
Deux projets majeurs récents de ligne d’éboutage,
de classement et d’empilage incluent l’installation de
l’usine de bois vert de Kaituna de Nelson Forests de
Marlborough, NZ, et l’installation d’une usine de bois
sec pour Carter Holt Harvey à Whangarei, NZ.
D’autres projets en NZ entrepris par le duo incluent
l’installation d’une débiteuse à scies multiples de
sciage en courbe et de mises à jour aux scieries
de Pukepine, de Te Puke, une mise à jour d’un ligne
d’éboutage d’une usine de bois vert de Carter Holt
Harvey, de Whangarei, une table d’alimentation
d’une usine de rabotage chez Red Stag Timber, de
Rotorua, une mise à jour d’une tête de déchiqueteuse
CAE chez Tenon, de Taupo, plusieurs optimiseurs de
chariot « MillExpert » avec scannage « LASAR », et
l’optimisation « MillExpert » sur une ligne pour petites
billes et sur une déligneuse de planches chez Kiwi
Lumber, de Masterton.
Geoff Strang est intimement impliqué dans la plupart
des projets pris en charge par USNR et Skookum; il
indique comment les deux organisations se complètent
l’une l’autre sur le marché. « USNR offre une gamme
diversifiée de produits mécaniques et d’optimisation à
la fine pointe de la technologie qui sont bien adaptés
à l’industrie du sciage de bois de la Nouvelle-Zélande
et de l’Australie. De plus, USNR possède une vaste
Millwide L’INFORMATEUR | NUMÉRO 2 - 2013
Ajoutant à son personnel professionnel bien formé, USNR a développé des associations avec des agents dans plusieurs régions du globe. Ils connaissent bien les défis uniques auxquels font face les producteurs de bois dans leurs régions respectives. Nos associations d’affaires internationales nous aident à mieux servir nos clients rapprochés et éloignés.
SKOOKUM EN NOUVELLE-ZÉLANDE ET EN AUSTRALIE
Associés de USNR à travers le monde

23
expérience dans la vente, l’ingénierie, le soutien des
produits, l’optimisation du scannage et davantage; et
USNR est toujours disponible pour aider et soutenir
Skookum et la base de clients dans cette région. » Et
Skookum offre le soutien local en termes d’expertise
technique et de pièces de rechange, l’ingénierie locale,
la gestion de projets et la fabrication pour compléter les
commandes de nouvel équipement USNR.
Capacités unique Geoff continue et offre un aperçu des capacités de
Skookum. « Skookum s’efforce d’offrir la meilleure
solution aux besoins des clients, incluant souvent une
combinaison d’équipements nouveaux et usagés et
la technologie. Notre préférence est d’être impliqués
au stage de la faisabilité d’un projet pour assurer que
toutes les options aient été explorées et évaluées.»
Il indique que dans certains cas, de l’équipement
usagé peut être utilisé, mais ceci doit être évalué et
tous les coûts analysés avec soin pour assurer que la
configuration est vraiment la meilleure solution pour
l’application du client. « Nous portons une attention
particulière à la création de bonnes relations basées sur
la confiance et le succès, la même base qui existe dans
nos relations avec USNR. »
Il explique aussi que Skookum préfère impliquer
activement les clients dans tous les projets, et ceci
facilite l’acceptation au cours de la mise en service
lorsque le temps est venu pour le client de prendre les
rênes en mains.
John Reed, directeur principal de comptes chez
USNR, a travaillé avec Skookum Technology pendant de
nombreuses années et dans une multitude de projets. Il
indique : « Je connais John McLachlan depuis l’époque
de Kockums CanCar , dans les années 80. J’ai travaillé
sur de nombreux projets avec l’équipe Skookum au
cours des ans et nous avons établi d’excellentes
relations de travail. Les deux équipes, USNR et
Skookum, comprennent et respectent les forces
et les domaines d’expertise de chacun ce qui aide
énormément à réaliser des projets réussis et à satisfaire
les clients. »
L’alliance USNR / Skookum a eu comme résultat des
millions de dollars en projets. Les clients ont tiré
avantage de la gamme étendue de produits et de
technologies disponibles à travers le monde, de la
gestion des projets et de l’expertise en ingénierie
locales, du soutien et de l’entreposage locaux de
pièces, et de deux fournisseurs solides et fiables
engagés à créer des solutions qui correspondent aux
besoins des clients.
Pour obtenir plus de renseignements, veuillez visiter
le site Web : www.skookum.co.nz.
« Les deux équipes comprennent et
respectent les forces et les domaines
d’expertise de chacun ce qui aide
énormément à réaliser des projets réussis
et à satisfaire les clients. »
NUMÉRO 2 - 2013 | Millwide L’INFORMATEUR
L’usine de Kaituna de Nelson Forests en Nouvelle-Zélande, pendant la construction.
SKOOKUM, suite...
La responsabilité de Skookum implique souvent des solutions innovatrices pour effectuer le travail en temps
et en respectant le budget. La compagnie a déjà fait les arrangements pour le transport d’un classeur à
casiers usagé qui nécessitait d’être déplacé par des barges le long de la côte de la Nouvelle-Zélande jusqu’à
ce qu’il puisse être transporté par camions pour la dernière étape du voyage jusqu’à sa nouvelle usine.

24
USNR et Solecia S.A. de Concepción, au Chili, jouissent
d’une relation d’affaires fructueuse depuis le début des
années 90. Ayant un montant de plusieurs millions
de dollars de projets à leur crédit, cette alliance a
profité aux deux entreprises et à un nombre important
d’opérations de traitement de bois à travers l’Amérique
du Sud.
Solecia est en affaires depuis plus de 60 ans,
fondée initialement et appartenant à une association
d’exportateurs suédois. Au cours des années 70, la
compagnie a tourné son orientation vers les industries
forestières et de la transformation du bois représentant
plusieurs fabricants scandinaves et européens
d’équipement et de technologie. Les droits de propriété
de Solecia ont changé de mains depuis mais l’entreprise
demeure toujours une compagnie privée.
Aujourd’hui, Solecia représente plusieurs
compagnies suédoises, allemandes et canadiennes
en Amérique du Sud incluant des fabricants
d’équipement de manutention de billes et de sciage
de bois, de systèmes de contrôle et d’optimisation,
de déchiqueteuses, de tamis à copeaux, d’équipement
de production et de manutention de biomasse et
d’équipement d’entretien des outils de scierie. Grâce à
sa propre capacité de fabrication ainsi qu’à sa provision
d’équipement par ses associés, Solecia dessert
aussi les domaines du contreplaqué, des usines de
pâte à papier, du marchandisage de billes et autres.
La compagnie emploie les services de 15 employés
d’ingénierie et de gestion et sous-contracte les services
de plusieurs travailleurs additionnels pour la fabrication
et l’installation d’équipement et de bâtiments.
Solecia débuta sa relation avec USNR, alors
Newnes Machine de Salmon Arm, en Colombie-
Britannique (Canada), visant à compléter une gamme
de provision pour l’industrie de la fabrication de
bois. La technologie de la manutention du bois et de
l’optimisation d’ébouteuse a été introduite avec succès
en Amérique du Sud grâce au projet Horcones 1 pour
Aserraderos Arauco S.A. en 1994. Les projets conjoints
qui ont été entrepris incluent les suivants :
► Arauco S.A.:
» Horcones 1, 1994 : Scierie de 100 taquets à la
minute avec ligne de tri des billes, production
annuelle de 400 000 m3
» Valdivia, 1995 : Scierie de 120 taquets à la
minute, production annuelle de 420 000 m3
» Horcones 2, 1997 : Scierie de 120 taquets à la
minute, production annuelle de 300 000 m3
» Misiones, Argentina, 1997 : Scierie de 120
taquets à la minute, production annuelle de
350 000 m3
» Nueva Aldea, 2003 : Scierie de 140 taquets à la
minute, production annuelle de 450 000 m3
» Viñales, 2009 : Scierie de 160 taquets à la minute,
production annuelle prévue de 420 000 m3
► Maderas Prensadas Cholguán S.A., Chili, 1999:
Scierie de 120 taquets à la minute, production
annuelle de 280 000 m3
► Berneck, Brésil, 2005 : Scierie de 120 taquets à la
minute, production annuelle de 330 000 m3
► Urufor S.A., Uruguay, 2008 : Scierie de 120 taquets à
la minute, production annuelle de 300 000 m3
Le directeur général de Solecia, Enrique Villalon,
a passé les commentaires suivants au sujet de son
expérience de travail avec USNR. « Cette relation
s’est avérée bonne et profitable. Nos compagnies
partagent des intérêts communs comme associés sur
le marché sud-américain. Solecia a découvert dans
USNR l’associé parfait pour développer et maintenir
de bonnes relations avec nos clients, ayant comme
résultat la réputation dont nous jouissons aujourd’hui
sur le marché. » Et il ajoute : « Aujourd’hui, l’industrie
en Amérique du Sud jouit de normes très élevées
en termes de vitesse, de débit et des technologies
grâce à l’engagement des propriétaires de la forêt
qui sont principalement des compagnies locales ou
multinationales, et aux solutions que les fournisseurs
comme USNR offre à ce marché. »
Pour obtenir plus de renseignements, veuillez visiter
le site Web www.solecia.com.
« Solecia a découvert dans USNR l’associé
parfait pour développer et maintenir de
bonnes relations avec nos clients, ayant
comme résultat la réputation dont nous
jouissons aujourd’hui sur le marché. »
Millwide L’INFORMATEUR | NUMÉRO 2 - 2013
Ci-dessus, l’usine Viñales d’Arauco au cours de
la construction. À gauche, Urufor S.A. en Uruguay.
SOLECIA S.A. EN AMÉRIQUE DU SUD

25
Une alliance entre USNR et Hirota Corporation a été
formée en 1995 avec le projet de la provision d’une
déligneuse « Shurman » à Tachikawa Lumber. Hirota
Corporation a été fondée en 1920 et demeure une
entreprise familiale. Le siège social est situé à Tokyo
alors qu’un bureau et l’usine sont situés à Shizuoka.
Hirota Corporation fait affaires au Japon, en
Corée du Sud et à Taïwan. Ses intérêts en affaires
servent les marchés du classement de billes et le
scannage, les scieries, les usines de pâte à papier,
la biomasse, le contreplaqué, les panneaux, et le
marché du bois d’ingénierie et du précoupé pour
l’industrie de la construction. La compagnie emploie
environ 25 employés incluant des ingénieurs, des
vendeurs, des dessinateurs, des électriciens et des
gestionnaires. Les installations de USNR de la région
sont efficacement supportées grâce aux efforts de cette
équipe professionnelle. Les projets conjoints importants
entrepris par USNR et Hirota Corporation ont servi les
clients suivants au Japon :
► Chugoku Lumber, usine Kashima, Préfecture d’Ibaraki
► Saiki Koiki Forest Association, Préfecture d’Oita
► Yoshida Sangyo, Préfecture de Miyazaki
► Kuma Koiki Forest Association, Préfecture d’Ehime
Projet Yoshida SangyoLa scierie Yoshida est une des plus grandes scieries
de cèdre au Japon. En 2006-2007, elle subit une
modernisation importante, incluant l’installation d’une
nouvelle débiteuse à scies multiples de sciage en
courbe optimisé et un nouveau système de délignage de
planches optimisé.
Le directeur des ventes de Hirota Corporation,
Roy Hirota, a contribué à la modernisation de l’usine
Yoshida, effectuant tout le travail de planification
et de configuration, ainsi qu’en offrant de l’aide à
clore la vente de l’équipement USNR. Il passe les
commentaires suivants : « Cet équipement USNR
possède des fonctions très uniques pour répondre
aux caractéristiques particulières du cèdre japonais.
Parce qu’il croît sur les faces des montagnes, ce cèdre
possède souvent des caractéristiques de courbure très
dramatiques, qui peuvent s’avérer un défi en termes de
récupération. Si vous tentez de le scier en ligne droite,
vous finissez en perdant beaucoup de récupération et,
de plus, le bois ne possède pas autant de résistance
structurelle. » Roy ajoute : « Mais si vous le sciez en
courbe, vous obtenez des longueurs plus longues et
plus résistantes. »
USNR a fourni une débiteuse à scies multiples de
sciage en courbe qui est unique parce qu’il ne comporte
aucunes têtes déchiqueteuses. La déligneuse de
planches à haute vitesse USNR a été fournie équipée
de tiges de positionnement doubles, de deux (2) scies
mobiles et d’un fuseau de scies multiples. Ceci permet
à Yoshida d’être plus flexible et de modifier sa gamme
de produits pour répondre aux demandes d’un marché
en évolution. La déligneuse peut traiter jusqu’à 48
pièces à la minute.
L’usine produit une grande variété de produits
pour répondre à différents besoins. Roy explique :
«Ils prennent de quatre à six pièces de bois de grade
inférieur et les collent ensemble pour créer un poteau,
puis ils le couvrent d’un placage provenant d’une bonne
bille. Le poteau donne alors l’apparence de provenir de
bois à grain très fin. »
Le directeur des ventes internationales chez USNR,
Toby Slagle, indique aussi : « Ils peuvent aussi créer un
poteau de bois massif plutôt qu’un poteau laminé s’ils
le désirent. Ils peuvent choisir de scier en courbe ou en
ligne droite. » Et il s’exclame : « Le système utilise 27
scies! Nous pouvons obtenir une planche très mince de
1,25 cm (1/2”). Il s’agit d’une coupe nette de 15 mm,
et les scies peuvent couper 1,6 cm (5/8”) sur la pleine
longueur du module à scies multiples. »
Avant d’installer le module à scies multiple et la
déligneuse USNR, l’usine produisait 250 m3 par jour en
opérant un quart de travail. Elle produit maintenant 450
m3 à chaque quart de travail. De plus, ils ont pu retirer
deux de leurs quatre systèmes de débitage secondaire
grâce aux nouvelles installations du module à scies
multiples et de la déligneuse.
Pour obtenir plus de renseignements, veuillez visiter
le site Web www.hirotacorp.jp.
NUMÉRO 2 - 2013 | Millwide L’INFORMATEUR
HIROTA CORPORATION AU JAPON
Ci-dessus, à l’extrême gauche, l’usine
Kashima de Chugoku Lumber. Ci-dessus, Roy
Hirota (à gauche) et M.Yoshida, propriétaire
de l’usine Yoshida Sangyo. Ci-dessous, la
table d’alimentation de la déligneuse de
Yoshida Sangyo.
« Le système utilise 27 scies! Nous
pouvons obtenir une planche très mince de
1,25 cm (1/2”). Il s’agit d’une coupe nette
de 15 mm, et les scies peuvent couper 1,6
cm (5/8”) sur la pleine longueur du module
à scies multiples. »

26
Depuis longtemps, USNR a reconnu l’importante
croissante de l’industrie des produits forestiers russes.
Pour répondre aux besoins de ce marché, nous avons
établi une forte présence dans la région de Krasnoyarsk
Krai en établissant un bureau (+7-902-927-79-27) et
en créant un site Web de langue russe, www.usnr.ru.
Nous continuons à élargir nos intérêts d’affaires dans
ce marché en engageant du personnel technique qui
parle couramment le russe et qui peuvent soutenir les
systèmes mécaniques, les contrôles, l’optimisation et
les ventes de vos systèmes.
USNR a travaillé fort pour gagner votre clientèle,
quelque soit la région du globe où vous vous trouviez.
Que nous étendions notre réseau de représentants via
des associations avec des agents régionaux œuvrant
dans le traitement du bois, ou en établissant nos
propres opérations en terre étrangère où travaillent des
experts professionnels de USNR, nous sommes là pour
aider vos intérêts là où vous êtes!
Millwide L’INFORMATEUR | NUMÉRO 2 - 2013
USNR ÉTEND SA PRÉSENCE EN RUSSIE
OPTIMISATION EN LANGUE RUSSE
Un élément important de la capacité d’offrir
des solutions avancées dans cette région sont
les systèmes d’optimisation et d’automates
programmables qui sont disponibles aux
clients russes et à leur personnel. USNR est
fière de pouvoir assurer aux clients russes que
notre plateforme d’optimisation «MillExpert™»
au complet est disponible dans leur langue.
Dans le royaume des systèmes de contrôle, le
système de gestion de classeur « WinTally™ »
a été traduit et nous travaillons présentement
à la traduction de composantes additionnelles
de l’automate programmable.
Systèmes d’optimisation et d’automates programmables
ÉLARGISSANT LE SERVICE
Lorsque vous avez besoin de nous, notre
personnel parlant le russe est disponible
pour entretenir votre équipement et vos
systèmes. USNR offre le service et le soutien
des systèmes mécaniques, électriques,
d’optimisation et de contrôle. De l’installation
à la mise en opération ou à la réparation, nous
sommes là pour vous aider!
Services techniques pour répondre à vos besoins
ÉLARGISSANT LE SOUTIEN
Nous reconnaissons que lorsque vous
investissez dans l’achat d’équipement, vous
devez avoir l’assurance de pouvoir obtenir
du soutien quand vous en avez besoin.
USNR élargit son soutien à l’industrie du
traitement du bois dans cette région
en employant du personnel parlant le
russe et disponible 24 heures sur 24,
7 jours par semaine. Et notre équipe
d’employés parlant le russe continue
de grandir!
Soutien technique dans votre langue
L’optimisation « MillExpert »
est maintenant disponible en
langue russe.

27
NOUV
EAUX
PRO
JETS
Boise Cascade – Mise à jour «MillExpert BioLuma 2900L » d’une débiteuse à scies multiplesL’usine de Boise Cascade d’Elgin, en Oregon met
à jour son système d’optimisation d’une débiteuse
de sciage à scies multiples en installant la version
la plus récente du logiciel « MillExpert » ainsi que
des capteurs de profil au laser à la fine pointe de la
technologie « BioLuma 2900L ».
Carrier Forest Products – Redémarrage d’usineCarrier Forest Products Ltd. a émis un contrat à
USNR pour la réfection des opérations de son usine
de Big River, au Saskatchewan. Cette usine de bois
d’œuvre a été mise en hibernation pendant plusieurs
années et fut acquise par Carrier.
La réfection comprendra le logiciel
d’optimisation et les mises à jour des ordinateurs
de la ligne de la débiteuse à scies multiples et
de la ligne de délignage linéaires, ainsi que le
remplacement des capteurs démodés « Hydra »
par des capteurs « LPL » de USNR. Le système
« RoboGuide™ » de la déligneuse sera aussi
mis à jour. La ligne d’éboutage et de classement
recevra une nouvelle barrière « Multi-Track »
ainsi qu’une chute de dérivation intelligente
double à articulation, le logiciel d’optimisation
et les mises à jour des ordinateurs et un système
« WinTally™». La ligne de rabotage recevra un
système de gradage automatique « LHG », une
barrière «Multi-Track », un système de projection
de grade et un système « WinTally™ ». Les lignes
de grosses billes, de délignage, d’éboutage, de
classement et de rabotage de l’usine seront toutes
remises à jour avec la plateforme à automate
programmable «ControlLogix ».
Les améliorations dans le marché du bois ont
déclenché la décision de redémarrer l’usine. Le
projet est prévu pour maximiser la récupération et
le débit et améliorer la fiabilité des systèmes pour
l’harmonier aux normes actuelles.
Chugoku Lumber – Déligneuse « BioVision »L’usine de Chugoku Lumber de la ville de Kamisu,
au Japon, a commandé un système de scannage de
grade pour déligneuse « BioVision™ » de USNR.
Le système de scannage de grade «BioVision »
de USNR est l’étape suivante dans l’optimisation
de grade du bois dans l’usine. USNR a combiné
la technologie reconnue du gradeur linéaire
développée pour les usines de rabotages aux
capteurs couleur à haute résolution « BioLuma
2900V » pour le scannage transversal du bois.
Le système de scannage de grade « BioVision»
est conçu comme une option enfichable ou
boulonnée pour tout système d’optimisation de
scannage transversal « MillExpert™ » ou «Newnes
Sawmill Suite™ ». Grâce au scannage «BioVision»,
les défauts biologiques du bois sont combinés aux
données géométriques précises pour extraire la
solution de grade de la plus haute valeur possible
pour chaque pièce de bois.
Deltic Timber – Gradeur transversal « THG », mises à jour de la ligne de rabotageLes opérations de Deltic Timber de Waldo, en
Arkansas, investissent pour mettre à jour son usine
de rabotage en installant la technologie la plus
récente de USNR.
La ligne de 6 mètres (20’) recevra un système de
gradeur transversal polyvalent ainsi qu’un chargeur
à taquets de type « Revolver », une barrière
«MultiTrack », une table de transfert de recirculation
« Cut-N-Two », un système de gestion de classeur
« WinTally™ », un lecteur de marques de grade XL
« True-Read™ », les tables de transfert de la ligne
d’éboutage associées et la console de l’opérateur.
Le THG utilise la technologie reconnue dérivée
de l’analyse d’image du gradeur linéaire et du
logiciel d’optimisation, combinée au meilleur
capteur disponible actuellement. Les capteurs
«BioLuma 2900LVG+ » recueillent des images à
très haute résolution et des mesures géométriques
et de l’angle du grain précises sur les quatre faces
des planches.
Ces améliorations aideront aux opérations de Waldo
à réaliser un gain important dans la distribution
de la valeur et du grade de ses produits, et un
accroissement de débit et de récupération.
Douglas County Forest Products– Table de sortie de raboteuse «TransLineator™ »L’usine de Douglas County Forest Products de
Roseburg, en Oregon, a investi dans un nouveau
système d’alimentation de planches révolutionnaire
« TransLineator » pour son usine de rabotage.
La nouvelle provision inclura un système
«TransLineator » installé à la sortie de la raboteuse.
Cette table de sortie « TransLineator » inclura un
guide latéral et 3 ensembles de rouleaux coniques
entraînés qui sont équilibrés dynamiquement pour
fonctionner à haute vitesse. Le « TransLineator»
recevra des planches rabotées de 2,4 à 3
mètres (8’ à 10’) de longueur et les transfèrera
d’un acheminement linéaire un acheminement
transversal, tout en les ralentissant avant de les
déposer sur la table d’atterrissage.
Ce nouveau système unique de sortie
«TransLineator » remplacera la double configuration
à courroies de ralentissement existante de l’usine.
Il stabilisera de manière importante le flux du bois
sortant de la raboteuse et préparera la voie pour
des mises à jour ultérieures, tel le chargeur à
taquets virtuel.
Tolko – 3 systèmes de rotation géométrique précise de billes «PGLR» et optimiseur de la ligne de billesL’usine de Tolko de High Level, en Alberta, met à
jour ses 3 lignes de débitage primaire en installant
des systèmes « PGLR », dont un sera installé sur
l’alimenteur-tourneur articulé USNR de l’usine.
L’optimiseur démodé existant de la double ligne de
l’usine sera aussi remplacé par un nouveau système
d’optimisation « MillExpert™ » avec scannage «LPL».
Le système « PGLR » est un système de
vérification et de correction de la rotation en temps
réel qui assure que vous obteniez la meilleure
rotation de chaque bille, améliorant de manière
importante la précision de la coupe et augmentant
le débit et la récupération.
NUMÉRO 2 - 2013 | Millwide L’INFORMATEUR
Pour votre abonnement gratuit à la revue
«Informateur Millwide », envoyez-nous un
courriel à [email protected] ou visitez
le site Web www.usnr.com/about/news/
ABONNEMENT GRATUIT
ÉLARGISSANT LE SOUTIENSoutien technique dans votre langue

PO Box 83550-45 Street SESalmon Arm, BC V1E 4N2
6 au 10 maiLigna Hanovre, Allemagne
5 au 7 juinSFPA EXPO Atlanta, Géorgie
18 au 21 juilletMLMA Biloxi, Mississippi
31 juillet au 4 aoûtSLMA Point Clear, Alabama
20 au 21 septembreKFIA Lexington, Kentucky
Ayant plus de 100 ans
d’expérience combinée
dans l’industrie, l’équipe
de vente internationale
de USNR offre des
solutions à nos clients
autour du globe.
USNR offre la gamme la plus complète d’équipement de scierie et d’usine de rabotage sur le marché. Grâce à notre gamme d’équipement Coe pour la production du bois d’ingénierie, USNR est
le plus grand fournisseur de technologie intégrée de scierie au monde, accompagnée d’une capacité inégalée d’offrir des solutions totales aux clients internationaux.
Un fournisseur de premier ordre ayant un por tfolio impressionnant de produits, USNR a construit des scieries et des usines de contreplaqué dans plusieurs pays par tout dans le monde. Toby Slagle, directeur des ventes internationales, indique : « USNR élargit sa por tée globale, grâce à une
multitude d’histoires à succès provenant de nos clients internationaux faisant face à des défis et des oppor tunités uniques. »
Plusieurs régions se préparent pour une augmentation des demandes de produits de bois de haute qualité. L’équipe de vente internationale de USNR sera présente au Salon « LIGNA » pour discuter des méthodes utilisées pour pouvoir aider les clients à prospérer grâce à de nombreuses solutions nouvelles et innovatrices.
ÉVÈNEMENTS À VENIR
PROFIL
Oksana Filina, Toby Slagle, Allan Czinger, Vern Pittman, John Reed, Lydia Volkova