Millwide Informateur 3-2013
24
Millwide L ’ INFORMATEUR LE MAGAZINE DE USNR | NUMÉRO 3 - 2013 INNOVATION DANS L’INSTALLATION GRADAGE EN SCIERIE SUR UN NOUVEAU FRONT DEMEURER SOLIDE DANS LE SUD Le séchoir de RoyOMartin installé en 3 semaines – un nouveau concept qui change les règles du jeu Chez Evergreen Forest, la « BioVision » grade le bois pour les produits pour ateliers et moulures USNR affiche sa présence par une récapitulation de ses installations réalisées
-
Upload
usnr-soederhamn-eriksson -
Category
Documents
-
view
219 -
download
1
description
Alors que le salon SFPA Forest Products Expo approche à grands pas, nous avons jeté un coup d’oeil à cer tains des grands projets que nous avons réalisés au cours des deux dernières années, nous concentrant par ticulièrement sur la région du Sud-est des États-Unis. L’expérience est satisfaisante et en même temps, elle permet d’apprécier combien nos clients et USNR investissent dans l’industrie du bois.
Transcript of Millwide Informateur 3-2013

Millwide
L’ INFORMATEURLE MAGAZINE DE USNR | NUMÉRO 3 - 2013
INNOVATION DANS L’INSTALLATION
GRADAGE EN SCIERIE SUR UN NOUVEAU FRONT
DEMEURER SOLIDE DANS LE SUD
Le séchoir de RoyOMartin installé en 3 semaines –
un nouveau concept qui change les règles du jeu
Chez Evergreen Forest, la « BioVision » grade le bois pour les produits pour ateliers et moulures
USNR affiche sa présence par une récapitulation de ses installations réalisées

Alors que le salon SFPA Forest Products Expo approche à grands pas, nous avons jeté un coup d’œil à cer tains des grands projets que nous avons réalisés au cours des deux dernières années, nous concentrant par ticulièrement sur la région du Sud-est des États-Unis. L’expérience est satisfaisante et en même temps, elle permet d’apprécier combien nos clients et USNR investissent dans l’industrie du bois.
L’histoire de RoyOMar tin Lumber Company est une de nos réalisations réussies les plus gratifiantes. Suite à l’installation récente de deux séchoirs de placage à tuyères à 4 étages Coe, ce producteur majeur de contreplaqué a investit de nouveau dans un nouveau séchoir à 6 étages déjà installée et dans un autre à être complété. La compagnie a accordé sa confiance à USNR non seulement pour la technologie la plus récente de séchage, mais avec la vision de raffiner dramatiquement le processus de l’installation.
USNR a aussi eu l’occasion de développer davantage sa technologie de gradage en scierie « BioVision » pour répondre aux exigences de classification de grade de bois pour ateliers et moulures. Les opérations d’Evergreen Forest près de New Meadows, en Idaho, ont affirmé leur confiance en USNR pour raffiner le système et maîtriser ce marché de produits spécialisés.
Notre regard en arrière por tant sur les deux dernières années dans le Sud-est des États-Unis résume quelques-uns des projets réussis et desquels nous sommes très fiers. L’ensemble inclut des systèmes de débitage primaire et secondaire, des processus du séchage et d’usine de bois sec et couvre toute une gamme de technologies mécaniques, d’optimisation et de contrôle des machines.
Maintenant que l’industrie est finalement en hausse, nous sommes extrêmement heureux du fait que la majorité des fabricants nord-américains aient survécu la « grande récession » et que notre technologie ait aidé plusieurs parmi vous à traverser la tempête. Le temps est venu pour nous tous de récolter la récompense au retour de meilleurs marchés. Si vous par ticipez au salon SFPA qui aura lieu du 5 au 7 juin à Atlanta, assurez-vous de nous rendre visite au kiosque n° 424. Nous avons d’autres
innovations que nous aimerions vous montrer.
Veuillez agréer nos salutations distinguées,Colleen SchonheiterRédactrice
Réussir ensemble
NUMÉRO 3 - 2013
ABONNEMENT
Tél.: 250.833.3028
ÉDITRICE
Colleen Schonheiter
ASSISTANTE-ÉDITRICE
Sonia Perrine
PIÈCES & SERVICE USNR
7/24 Service: 800.289.8767
Tél.: 360.225.8267
Téléc: 360.225.7146
Lundi – vendredi, 05h00 – 16h30 HP
www.usnr.com
PIÈCES & SERVICE SALMON ARM
7/24 Service: 250.832.8820
Tél.:250.832.7116
Téléc: 250.833.3032
Lundi – vendredi, 05h00 – 16h30 HP
www.usnr.com
INSTALLATIONS USNR
© 2013, U.S. Natural Resources, Inc.
Tous droits réservés. Chef de bureau de poste:
Envoyez les changements d’adresse à :
1981 Schurman Way, Woodand, WA 98674.
Postes canadiennes :
Retournez courrier non-livré à :
USNR a/s Colleen Schonheiter,
PO Box 8,
Salmon Arm, C.-B. V1E 4N2
Parksville, C.-B.
250.954.1566
Plessisville, QC
819.362.8768
Salmon Arm, C.-B.
250.832.7116
Woodland, WA
Siège social
360.225.8267
Eugene, OR
541.485.7127
Jacksonville, FL
904.354.2301
Painesville, OH
440.352.9381
L’INFORMATEURMillwide

3NUMÉRO 3 - 2013 | Millwide L’INFORMATEUR
Lorsque le plus grand fabricant nord-américain de
contreplaqué s’est mis à la recherche d’un fournisseur
pour un séchoir de placage, il n’a pas eu à regarder
ailleurs que chez USNR. Ceci s’est avéré vrai lors de
l’installation du premier séchoir à tuyères à 6 étages de
placage de pin du Sud l’automne dernier à l’usine de
Chopin, en Louisiane. Suite à ce projet réussi, quelques
semaines après le démarrage du séchoir, RoyOMartin a
commandé un deuxième séchoir à 6 étages identique.
Chopin est l’une des usines de fabrication de
contreplaqué les plus avancées sur le continent. En
plus des deux séchoirs à 6 étages, l’usine utilise une
dérouleuse à haute vitesse USNR et deux séchoirs
à 4 étages USNR. L’usine de Chopin fabrique une
gamme étendue de panneaux pour une myriade
d’applications: bardage, revêtement, sous-couche,
panneaux décoratifs, formes pour le béton, panneaux
antiradiation et davantage. Elle fabrique aussi du
contreplaqué et des panneaux de haute qualité pour la
fabrication des meubles.
Demeurant avec un gagnantDans le numéro de septembre 2010 de l’Informateur
Millwide, nous vous avons parlé du séchoir Coe à
tuyères à 4 étages de placage que nous installions
à l’usine de Chopin. À ce moment-là, Jonathan
Martin, le président du Conseil et directeur général
de la compagnie commentait : «Nous sommes très
très satisfaits de la capacité de production de cette
machine. Nous avons atteint la capacité de la machine
au cours de la première semaine suite au démarrage
sans presqu’aucuns problèmes, ce qui est sans
précédent.» Vers la fin de 2011, alors que les marchés
étaient en hausse, Jonathan a décidé que le temps était
venu d’investir de nouveau pour augmenter la capacité
de séchage de placage.
«Nous étions très satisfaits des séchoirs n° 4 et n°
5 que nous avions achetés de Coe. Nous avions vu les
résultats de l’augmentation de la capacité de séchage
du placage et de la qualité améliorée du placage;
nous voulions donc demeurer avec le même fabricant.»
Ce dernier projet de séchoir de placage marque le
troisième séchoir installé au complexe Chopin, et révèle
«Nous étions très satisfaits des séchoirs n°
4 et n°5 que nous avions achetés de Coe.
Nous avions vu les résultats d’une efficacité
accrue particulièrement du côté thermique et
de la qualité du placage; nous voulions donc
demeurer avec le même fabricant.»
La plus grande usine de
fabrication de contreplaqué
en Amérique du Nord a choisi
USNR pour la provision de son
nouveau séchoir de placage, un
système de haute production à 6
étages qui excède tous les autres
présentement sur le marché.
Au cours de ce processus,
une nouvelle innovation dans
l’installation d’un séchoir est
passée du concept à la réalité,
changeant effectivement les
règles du jeu.
UNE INNOVATION DE POINTE POUR LE GRAND FABRICANT DE CONTREPLAQUÉ EN AMÉRIQUE
Changement aux règles du jeu
«RoyOMartin»

4 Millwide L’INFORMATEUR | NUMÉRO 3 - 2013
la confiance inébranlable que la compagnie porte à la
technologie des séchoirs Coe.
Nouvelle conception de séchoirCe premier séchoir de plaquage à tuyères à 6 étages
dans l’industrie du pin du Sud a été mis en service vers
la fin de 2012; il s’agit du quatrième séchoir à 6 étages
fabriqué par USNR. Le séchoir de Chopin inclut 18
sections de séchage [43,9 m (144 pi) de longueur] et
est chauffé avec de l’huile thermique. Les joints uniques
des conduits sous pression des ventilateurs conçus
par USNR maintiennent l’environnement de l’usine
exceptionnellement propre.
L’usine de Chopin a aussi inverti dans le système
breveté de contrôle automatique de l’évacuation du
séchoir (ADEC). L’ADEC permet le contrôle automatique
du volume d’évacuation total du séchoir et assure une
production efficace et une qualité optimale du placage.
L’équilibre d’une pression plus froide et le contrôle de
la température du placage fonctionnent ensemble à
la fin du processus pour assurer qu’une température
uniforme soit maintenue lorsque le placage sort du
séchoir, pour minimiser l’accumulation de la poix et
maximiser l’efficacité thermique. (Pour obtenir plus
de renseignements sur ces caractéristiques, veuillez
visiter le site Web http://www.usnr.com/about/news/
newsletters/MI_6-12-F.pdf.)
Maintenir le rythme du marchéJonathan Martin était déterminé à tirer profit au
maximum des conditions positives du marché et a
recherché l’inspiration pour réaliser son objectif de
maintenir le rythme de la compagnie sur le marché.
Souvent, le coût le plus important qu’une usine doit
assumer lorsqu’elle investit dans un nouveau séchoir de
placage est l’interruption de la production requise pour
démolir le vieux séchoir, ériger et mettre en opération
le nouveau séchoir à sa place. Jonathan a trouvé son
inspiration et a présenté son idée à Alan Knokey, vice-
président des produits de contreplaqué et panneaux
chez USNR.
Jonathan a expliqué : «Le marché du contreplaqué
s’est avéré très bon au cours des 18 derniers mois.
De ce fait, un des coûts majeurs était d’interrompre
une partie importante de la production (environ 1/3 de
notre production de placage sec) pendant une longue
période de temps. J’ai indiqué à Alan que nous devions
trouver une méthode de démonter le vieux séchoir et
de monter le nouveau à sa place dans une période de
3 semaines.» Il ajoute : «J’avais vu ça réalisé avec des
pièces d’équipement importantes dans des usines de
produits chimiques. Nous l’assemblons hors ligne, nous
le roulons en place, nous raccordons l’huile thermique
et l’électricité et le tour est joué.» Alan et l’équipe
d’ingénierie de USNR se montrèrent très enthousiastes à
l’idée de ce nouveau concept et du défi qu’il présentait.
Un nouveau défiClint Spangler, directeur de l’ingénierie de la division
du contreplaqué et des panneaux chez USNR, fut
chargé de la gérance de l’effort de l’ingénierie pour
le projet. Sa première réaction lorsqu’on lui présenta
l’idée fut : «Il s’agit là d’une pièce d’équipement plutôt
colossale; cependant, il n’existe aucune raison qui nous
empêcherait de le faire.» L’occasion était tentante, et
il ajouta : «Notre plus gros défi était de concevoir le
séchoir d’une telle façon que nous ne le détruirions pas
lors de son déplacement pour sa mise en place. Les
séchoirs sont normalement érigés en place; ce projet
impliquait donc un moyen de supporter le séchoir
durant l’assemblage initial, lors du roulage en place et
pendant le positionnement final.»
Randy Bullion, directeur de l’ingénierie mécanique,
a conçu le système de rail sur lequel le séchoir a
été assemblé et transporté en place. «Le système de
rail devait être libre de tout changement brusque en
élévation et en largeur. Il fut conçu en utilisant des
poutres de différentes dimensions pour accommoder
les changements en élévation du plancher. L’acier
structural peut avoir des variances non seulement dans
les dimensions, mais même à l’intérieur de la même
dimension et du même poids selon l’endroit et le
moment où les poutres ont été fabriquées.»
Processus qui modifie le jeuUne installation typique d’un séchoir peut nécessiter
une interruption de production de 18 semaines; grâce à
ce nouveau concept, l’interruption de la production de
l’usine de Chopin a duré moins de 3 semaines. «Dans
toute usine de production, le coût de fonctionner en
deçà de la capacité maximale ou l’arrêt complet de la
production est énorme; donc, tout ce qui peut être fait
pour minimiser le temps d’interruption de la machinerie
est bénéfique pour nous,» indique Jonathan, ajoutant
qu’environ 95 % du projet s’est déroulé sans accrocs.
«J’ai indiqué à Alan que nous devions trouver
une méthode de démonter le vieux séchoir et
d’installer le nouveau en 3 semaines.»
«Notre plus gros défi était de concevoir le
séchoir d’une façon telle que nous ne le
détruirions pas lors du déplacement pour le
mettre en place.»
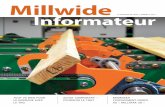
En préparation pour le grand déplacement, un treuil géant a été monté sur le plancher de l’usine pour fournir l’énergie requise pour déplacer le séchoir de 1 million de livres.

5NUMÉRO 3 - 2013 | Millwide L’INFORMATEUR
Du point de vue de USNR, selon Alan Knokey, le plus
grand défi fut, «d’avoir le courage de tenter de déplacer
initialement le séchoir.» Dave Brown de BMI Contractors
reçu le contrat d’ériger le nouveau séchoir, de démolir le
séchoir existant et de tirer le nouveau séchoir en place.
Effort d’équipeBMI Contractors, de Salem, en Oregon, possède 30
ans d’expérience de travail avec Coe Manufacturing
et USNR. Dave Brown, président de BMI, indique :
«Les relations entre nos compagnies ont toujours été
symbiotiques parce que nous nous aidons l’un l’autre à
réussir. BMI travaille pour offrir des installations sans
problèmes, offrant une expérience et une connaissance
approfondies des machines individuelles du flux de
production global. Pour nous, un projet réussi est
lorsque tout le monde est satisfait; et avec l’équipement
USNR nous sommes confiants que chaque projet sera
réussi.» Il continue en expliquant que BMI a installé
2 nouveaux séchoirs de placage USNR à l’usine de
Chopin, et que les deux projets ont été des succès.
Il passe aussi le commentaire suivant au sujet du
personnel de l’usine de Chopin : «Le personnel de
RoyOMartin est très compétent et recherche toujours
des moyens d’améliorer le projet. Ils nous ont toujours
traités comme si nous faisions partie de leur famille.»
Dave indique que chaque projet présente ses propres
défis. «USNR a toujours eu le soutien en place pour
réduire ou éliminer les effets de ces défis. J’ai toujours
cru que les problèmes font partie du projet; ce que
nous faisons pour résoudre ces problèmes nous sépare
des autres. Heureusement, nous découvrons la même
attitude chez USNR.»
Le jour du déplacementIl continue à expliquer que la grande différence avec ce
projet était simplement la dimension du séchoir à être
déplacé. «Les autres pièces que nous avons déplacées
dépassent rarement 100 000 livres. Le nouveau séchoir
à 6 étages pèse près d’un million de livres.» Suite à
des discussions avec toute les parties impliqués, ils
ont décidé d’opter pour une abondance de chevaux-
vapeurs; ils montèrent un treuil géant sur le plancher de
l’usine pour fournir la force de tirage. Il indique qu’ils
s’attendaient à ce que le déplacement de 300 pieds du
séchoir prenne plusieurs heures; la tâche fut complétée
en moins de 45 minutes.
L’équipe de Dave possède beaucoup d’expérience
dans l’installation d’équipement de traitement du
bois. En plus des économies réalisées dans le temps
d’interruption de la production de l’usine, il explique
que ce nouveau processus de construction offre plus de
temps pour effectuer les vérifications et les inspections
de la qualité sans être soumis aux pressions indues
du calendrier. Une sécurité améliorée est aussi un
bénéfice important. «Lorsqu’un séchoir est démoli et
qu’un nouveau séchoir est érigé en place, la production
est réduite et le retour le plus rapidement possible aux
opérations normales est critique. Lorsque la pression du
temps monte, les occasions de blessures augmentent.»
Un nouveau projet de séchoir à l’horizonSuite au succès de ce projet, Jonathan a commandé un
autre séchoir de USNR. «Nous avons un autre séchoir à
6 étages qui sera installé à l’automne; il sera assemblé
hors ligne et tiré en place tout comme le dernier.»
Jonathan a beaucoup d’expérience avec l’équipement
Coe et de travail avec USNR. «La relation de travail
a été fructueuse. Je fais affaires avec USNR pour
l’équipement de scierie et l’équipement de contreplaqué
depuis 40 ans.»
La possibilité de remplacer les séchoirs existants
en tirant en place le nouveau séchoir préassemblé au
complet réduit considérablement les coûts d’installation
d’un nouveau séchoir. Ce nouveau processus changera
sans aucun doute la face de plusieurs projets
de séchoirs de placage futurs lorsque les autres
compagnies œuvrant dans le bois verront la possibilité
d’économiser du temps et de l’argent. USNR est très
honoré de la confiance accordé pour réaliser la vision
de Jonathan Martin de la conception à la réalité.
«Nous avons un autre séchoir à 6 étages qui
sera installé à l’automne; il sera assemblé hors
ligne et tiré en place tout comme le dernier.»
Balayez le code QR avec votre téléphone intelligent pour voir une vidéo accélérée de la construction du séchoir à l’usine de Chopin, ou visitez le site Web :
USNR a gagné le prix «2012 Innovator of
the Year» offert par l’EWTA/APA suite à
l’installation de ce séchoir de placage à
tuyères à 6 étages chez RoyOMartin, de
Chopin, en Louisiane. Ce séchoir permettra
une production équivalente à celle de
deux séchoirs, réduisant les coûts de
main-d’œuvre de 50 %. Il réduira aussi la
consommation d’énergie thermique de 10
% et les émissions fugitives d’évaporation
de 15 %.
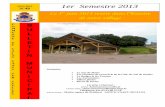
Installation accélérée Le séchoir fut érigé hors ligne, puis tiré en place
et raccordé à tous les services selon un calendrier
accéléré prévu. Ceci a permis à l’usine de choisir
le moment optimal d’interrompre le programme de
production pour installer la capacité additionnelle
et lui a permis d’utiliser la structure du bâtiment
existant pour accommoder le nouveau séchoir.
Une fois la construction complétée, le nouveau séchoir géant fut tiré en place. Il traitera une production équivalente
à celle de 2 séchoirs de placage conventionnels. Grâce à un calendrier accéléré, les fabricants de placage pourront
maintenant installer et mettre en opération un nouveau séchoir en 3 semaines comparativement aux 20 semaines
normalement requises.
USNR NOMMÉE GAGNANTE DU PRIX «2012 APA INNOVATION»!
http://vimeo.com/65912061

6
Les installations de USNR à Jacksonville, en Floride,
est le siège principal de notre équipe de près de 100
personnes dans cette région. Ces employés dédiés
sont très fiers de fabriquer et de livrer toute une
gamme de produits USNR, et particulièrement les
plus grosses machines faisant partie de notre offre
sur le marché.
Les racines de l’opération remontent bien en
arrière à l’année 1879 lorsque Lafayette Moore
construisit son premier séchoir. Dans les premières
années, Moore était installé à Cordele, en Géorgie,
et grâce à de nombreuses associations, il fabriqua
les séchoirs pour des usines établies en Géorgie
du Sud, en Alabama et en Floride. En 1906, Moore
déménagea à Jacksonville où, en association avec
C. J. Williams, ils établirent l’entreprise L. Moore
Dry Kiln Company. Ils vendirent leur premier séchoir
sur la côte Ouest à une usine de Weyerhaeuser de
Snoqualmie, dans l’État de Washington, en 1916.
En 1919, ils établirent une seconde installation de
fabrication de séchoir à Portland, en Oregon, et
changèrent le nom de la compagnie à Moore Dry Kiln
Company. Moore mourut en 1922 à l’âge de 76 ans.
En 1923, C. J. Williams, alors le seul propriétaire,
a séparé les deux divisions de la compagnie en deux
corporations distinctes. Suite à sa mort en 1956,
les titres de propriété des deux compagnies furent
aussi séparés. Éventuellement, la compagnie de
Jacksonville fut acquise par US Natural Resources
(USNR) alors que la compagnie de Portland fut
acquise par Coe Manufacturing, qui appartient aussi
maintenant à USNR.
Aujourd’hui, l’installation de Jacksonville est
l’endroit où les séchoirs à bois USNR (séchoirs à
contre-sens, séchoirs à rail, séchoirs de paquets,
systèmes de contrôle « Kiln Boss », brûleurs de
résidus de bois à grille inclinée), les séchoirs
de placage Coe, les congélateurs industriels et
certaines de nos machines de manipulation du bois
sont fabriqués.
Le complexe de Jacksonville couvre 10 acres
(7 pâtés de maisons) et 130 000 pieds2 de
bâtiments abritant l’ingénierie, le service des
ventes, l’administration, les achats, la fabrication,
l’entreposage et un centre des services techniques.
Des améliorations récentes ont vu l’expansion de
l’usine de fabrication pour accommoder une liste
considérable de commandes de nouveaux produits,
de composantes de mises à jour et de pièces.
Troy Johnson dirige l’équipe de Jacksonville.
Il travaille chez USNR depuis 2006, où il débuta
comme gestionnaire de projets et est maintenant
dans les opérations. Troy est assisté par une équipe
talentueuse de personnes qui s’accroît sans cesse
pour répondre aux besoins des clients de USNR dans
tous les coins du globe.
Millwide L’INFORMATEUR | NUMÉRO 3 - 2013
Focus sur le Sud-est américainInstallations de USNR en Floride
NOTRE ÉQUIPE COMPÉTENTE LIVRE ET SOUTIENT LES PRODUITS USNR!

À travers l’usine. À travers le monde.
800.BUY.USNR [email protected] www.usnr.com
Le séchoir à tuyères à 6 étages Coe de USNR s’avère le système le plus rentable sur le marché. Il maximise l’efficacité thermique, minimise le flux d’évacuation et améliore la qualité du placage grâce à un contrôle exceptionnel de l’humidité. Il s’agit là simplement d’une autre innovation de la compagnie qui a inventé le séchage à tuyères.
Nos clients s’attendent à des coûts réduits pour l’énergie et à du placage de haute qualité.Le séchoir à tuyères à 6 étages de USNR offre ce qu’ils désirent.
le plus productif dans l’industrieLe séchoir à tuyères à 6 étages
Obtenez de meilleurs résultats avec notre séchoir à 6 étages :
50 % plus de placage séché par pied de séchoirUn contrôle efficace et fiable reconnu de l’humiditéLe meilleur système de distribution et de diffusion thermique dans l’industrieIl produit du placage séché de haute qualité

8
Les producteurs de bois pour ateliers et moulures ont
maintenant de nouveaux outils parmi lesquels ils peuvent
choisir avec la venue du gradage en scierie « BioVision »
qui cible ces produits spécialisés. L’attention s’est portée
sur ce marché dernièrement grâce à la coopération entre
USNR et Tamarack Mill LLC, la scierie d’Evergreen Forest
de New Meadows, en Idaho. Maintenant, cette capacité
améliorée profitera à d’autres producteurs comme celui-ci.
Evergreen Forest fut établie il y a 50 ans lorsque
Maurice Hitchcock acheta l’usine de New Meadows et
la reconstruisit. Puis, il y a 15 ans, l’usine fut acquise
par Bob Krogh et sa famille. Rodney Krogh et son frère
Mark sont respectivement président et directeur général.
La famille est aussi propriétaire de Clearwater Forest
Industries, située à Kooskia, en Idaho, à environ deux
heures de route. L’opération de Clearwater est gérée par
un troisième frère, Jeff Krogh. Le chantier Evergreen
comporte une scierie, des séchoirs et une usine de
cogénération. Opérant sur deux quarts de travail, l’usine
produit des pièces allant des 2x4 aux 2x12, des 1x4
aux 1x12 et des produits pour ateliers et moulures; sa
production annuelle est de 50 à 60 MMpmp. Il traite
principalement du pin Ponderosa ainsi qu’un petit
pourcentage de sapin et d’épinette.
Sélection d’un systèmeRodney Krogh raconte comment il en est venu à la décision de se procurer un système de gradage en
scierie. « J’étais dans une tournée de vente à plusieurs usines et vit la technologie qu’elles utilisaient pour refendre pour le grade pour le bois pour ateliers. Il y a environ un an, j’ai appelé USNR et nous avons commencé à investiguer l’opportunité, cherchant à savoir s’ils pouvaient grader le pin; nous recherchions une méthode de refendre pour produire des moulures et du bois n° 1, n° 2 et n° 3 pour les ateliers. » Il explique que l’opération de délignage existante de l’usine était un système manuel, où l’œil humain regardait chaque pièce pour tenter de trouver le grade désiré. Il a reconnu que l’élément humain limitait la production et la récupération de la valeur. « Si nous étions pour continuer d’être un joueur important dans le marché du pin, nous devions
Millwide L’INFORMATEUR | NUMÉRO 3 - 2013
Les bois pour ateliers et les
moulures sont les dernières
réalisations du système de
scannage de grade en scierie
« BioVision » de USNR. Pour
Evergreen Forest, la récupération
en valeur et le débit se sont accrus
sensiblement et de nouveaux
marchés pointent à l’horizon.
« Il y a un an environ, j’ai appelé USNR
et nous avons commencé à investiguer
l’opportunité, cherchant à savoir s’ils
pouvaient grader le pin; nous recherchions
une méthode de refendre pour produire du
bois pour moulures et du bois n° 1, n° 2
et n° 3 pour ateliers. »
LA « BIOVISION » DE USNR DÉCLARE VICTOIRE SUR UN NOUVEAU FRONT
Extraire le gradeEvergreen Forest

9
trouver un méthode de maximiser la récupération et la valeur de nos billes de pin. »
L’opération Evergreen utilise le scannage « MillExpert» sur ses deux systèmes de scie à ruban de tête, le système à griffage en bout, la déligneuse combinée et l’ébouteuse. Bien que Rodney ait eu une longue relation avec USNR et ses produits, il jeta un coup d’œil sur d’autres produits de scannage de grade en scierie, mais parce qu’il se sentait plus confortable, il demeura avec USNR. « J’ai regardé d’autres systèmes, mais USNR était plus confiant dans son processus et présentait ce que je recherchais pour obtenir le grade des bois pour ateliers. » Il explique que grader le bois pour ateliers est très différent de grader pour du bois dimensionné. Pour le bois pour ateliers, le système recherche toutes
les surfaces claires entre les nœuds, sans aucune considération portée à la dimension des nœuds. «Nous avons envoyé plusieurs lots de nos planches aux installations de USNR d’Eugene, en Oregon, pour qu’ils effectuent des tests. Ce qu’ils m’ont montré initialement était plutôt impressionnant. »
La nouvelle provisionLa nouvelle provision comporte une table de transfert de scanneur et une table qui alimente la déligneuse à 5 scies existante et une table de sortie à doigts mobiles. Un nouveau châssis de scannage utilise les capteurs «BioLuma 2900LV » et intègre les fonctions du profilage laser à haute définition et de la vision couleur à haute définition, ainsi que la classification en grade via le système d’optimisation en grade en scierie « BioVision». L’automate programmable a été mis à jour à la plateforme « ControlLogix » avec contrôle du mouvement «RMC150». Une caméra « MillTrak » contrôle le flux de l’entrée de la déligneuse.
Au sujet de la nouvelle provision, Rodney indique : «La nouvelle table d’alimentation de 42 po a 3 po de jeu de chaque côté pour pouvoir manipuler les pièces de 48 po que nous obtenons des grosses billes de pin. Le
système « MillTrak » à l’entrée fonctionne très très bien. La déligneuse a été accouplée à la table de sortie; et ici, USNR a réussi une grande conception. »
Bien que le nouveau système n’ait pas réduit la main-d’œuvre, Rodney indique que ce n’était pas là l’objectif de la mise à jour. « Nous savions que nous ne réduirions pas notre coût de main-d’œuvre mais que nous augmenterions le grade, la récupération et la production. » Au cours du le processus, le débit s’est dramatiquement amélioré. « Le système de délignage créait un bouchon parce que c’était un système manuel; l’opérateur prenait un certain temps pour manipuler les grosses pièces de 48 po et pour les positionner pour tenter d’obtenir le meilleur grade. Parfois, il reculait les deux systèmes à scie de tête devaient ralentir et attendre qu’il se rattrape. Maintenant, les deux systèmes à scie de tête à double coupe peuvent fonctionner à pleine vitesse et la ligne de délignage peut traiter la production additionnelle. »
Défis de l’optimisation Don Reeder, ingénieur en logiciel chez USNR, effectua la plupart du travail de programmation pour répondre aux critères de l’usine se basant sur les règles de l’agence de gradage Western Wood Products Association (WWPA). Don passe le commentaire : « Il s’agissait de la première fois que nous utilisions une déligneuse à largeur aléatoire « MillExpert » équipée du scannage à vision. Nous savions que les temps d’optimisation présenteraient un défi considérant les solutions de planches multiples de largeurs aléatoires sur des pièces très larges. Nous avions la complication additionnelle des calculs supplémentaires requis pour générer les solutions de coupe pour les produits d’ateliers et moulures. Nous avons donc ajouté des techniques algorithmiques avancées et distribué l’optimisation
NUMÉRO 3 - 2013 | Millwide L’INFORMATEUR
« Nous avons envoyé plusieurs lots de
notre bois pour ateliers aux installations de
USNR d’Eugene, en Oregon, pour qu’elles
effectuent des tests. Ce qu’ils m’ont montré
initialement était plutôt impressionnant. »
L’interface de déligneuse « MillExpert
BioVision » a été personnalisée aux
besoins d’Evergreen Forest basée sur
les critères des bois pour ateliers et
pour moulures de la WWPA.
L’opérateur de la déligneuse revoit les solutions
de délignage offertes par le système d’optimisation
« BioVision ».

10
entre plusieurs ordinateurs pour minimiser les temps de solution. » Il continue à expliquer que la différence de prix entre le bois pour ateliers et la possibilité de scier des moulures dans une pièce de bois large pour ateliers est très importante.
Le livre de gradage de la WWPA décrit les critères suivants pour le bois pour moulure et le bois pour ateliers.
► Le bois pour moulures doit être d’un type adapté à
être débité en bandes de 1 po et plus de largeur, de
10 pi et plus de longueur. Au moins 2/3 de la surface
contient de tels débitages de grade admissible dans
les moulures standard.
► Le bois pour ateliers est gradé en se référant à son
utilisation pour les cadres et les portes, ou se basant
sur les caractéristiques affectant son utilisation à
des fins de coupes universelles, ou se basant sur
les dimensions des coupes. Le grade du bois pour
ateliers est déterminé par le pourcentage disponible
de la surface de chaque pièce pour des coupes de
dimensions spécifiées ou de grandeurs données et
de la qualité.
Bob Arnold, directeur du scannage en grade du bois en scierie, dit son mot sur ce qui était requis du logiciel «BioVision ». « Non seulement l’optimiseur « BioVision» doit placer les coupes appropriées dans les surfaces claires/admissibles de la pièce, mais il doit aussi assurer l’alignement de ces pièces pour qu’elles puissent être récupérées plus tard à une usine de fabrication secondaire. Le nombre, les dimensions et la qualité de ces coupes sont utilisés pour déterminer la solution de délignage qui corresponde aux grades du bois pour ateliers et moulures requis par la WWPA. »
L’occasion frappe à la porteRodney est très satisfait des résultats qu’il obtient suite à l’intégration du nouveau système « BioVision ». «Notre bois pour moulures s’est accru probablement de 8 %, notre bois n° 1 pour ateliers s’est accru de 4 % et nous commençons à obtenir un plus haut pourcentage de bois n° 2 que de bois n° 3 pour ateliers parce que le système « BioVision » peut distinguer le n°2 du n° 3 et débiter/déligner en conséquence. » Non seulement la «BioVision » aide l’opération à récupérer des produits de plus haute valeur, Rodney ajoute : « Elle nous permettra de pénétrer de nouveaux marchés. Nous allons travailler avec de nouveaux clients et des clients existants pour raffiner notre gamme de produits. » Et il continue : « Le scanneur « BioVision » a aussi eu un effet positif sur le traitement de nos plus grosses billes de pin Douglas, de mélèze et de pin blanc. Le scanneur peut détecter les dimensions des plus grands nœuds et débiter les planches en produits plus larges, permettant de scier
en largeurs moindres le matériau plus petit ayant des nœuds. Nous avons vu la différence dans le rabotage alors que le volume de bois n° 3 diminue à cause de l’absence de nœuds plus gros qui déclassaient antérieurement notre dimension. »
La mise en opération du système de délignage «BioVision » a été complété à la mi-mars. Lors de la transition, ce côté de l’usine a été fermé. La déligneuse à 5 scies existante à été reconditionnée et les tables d’alimentation et de sortie ont été enlevées. Puis le nouveau système d’alimentation et le cadre de scannage « BioVision » ont été installés, la déligneuse a été remise en place et la table de sortie a été installée. Bob Presley de WB Company a effectué l’ingénierie pour installer tout le nouvel équipement dans l’espace restreint existant.
Les employés de l’usine impliqués dans le projet furent Rodney Krogh et Mark Krogh, gestion du projet, Ron Haviland et Lonnie Smith, contrôle de la qualité de
Millwide L’INFORMATEUR | NUMÉRO 3 - 2013
« Notre bois pour moulures s’est accru
probablement de 8 %, notre bois n° 1
pour ateliers s’est accru de 4 % et nous
commençons à obtenir un plus haut
pourcentage de bois n° 2 que de bois n° 3
d’atelier parce que le système « BioVision»
peut distinguer le n°2 du n° 3 et débiter/
déligner en conséquence. »
« Non seulement l’optimiseur « BioVision»
place les coupes appropriées dans les
surfaces claires/admissibles de la pièce,
mais il doit aussi aligner ces coupes pour
que les pièces puissent être récupérées plus
tard à une usine de fabrication secondaire. »
► Caractéristiques pour l’optimisation du bois pour
moulures et ateliers industriels :
• Positions, classification et dimensions
des nœuds
• Entre-écorce et pourriture
• Fentes/fissures
► Géométrie, flache, flache de la face mince et de la
rive (« saddle-back »), manques, plis et torsades
sont inclus
► Les règles de flache composées sophistiquées sont
disponibles. Les règles primaires et secondaires de
flache qui sont normalement intégrées permettent
un contrôle précis de la quantité de flache qui est
permise et à quel endroit le long de la planche
► Le classement automatique est basé sur la
reconnaissance des défauts de surface
► Une configuration flexible et conviviale du produit,
limitée uniquement par la capacité du client de gérer
des combinaisons
► Des grades multiples ayant des règles et des valeurs
de flache propres sont facilement programmés
► Des paramètres supportant les règles de grade NHLA,
NeLMA, SPIB, WWPA pour les différentes régions
PRINCIPALES CARACTÉRISTIQUES DE LA DÉLIGNEUSE « BIOVISION »

11
la scierie et de l’usine de rabotage, et Jerry Nicholson, systèmes mécaniques. Du côté de USNR, les personnes impliquées ont été principalement Jeff Falk, vente d’équipement, Ben Whitaker, directeur du projet, Shawn Devantier, directeur du projet d’optimisation, Bob Arnold, directeur du scannage en grade des produits de scierie, Don Reeder, logiciel d’optimisation et Jason Sells, systèmes de contrôle.
La formation a eu lieu aux installations de USNR d’Eugene, en Oregon, environ un mois avant le démarrage. Trois employés d’Evergreen ont été formés de façon intensive sur la suite « MillExpert » ainsi que dans l’entretien et le dépannage du matériel physique du scanneur. Une formation supplémentaire a été effectuée au cours de l’installation et de la mise en opération.
Amélioration continueEn prévision des nouveaux produits et des nouveaux marchés à l’horizon, Rodney Krogh n’a pas encore fini d’améliorer son opération. Il planifie de continuer à utiliser plus de technologies avancées pour raffiner davantage son processus. « Prochainement, nous envisagerons l’optimisation de notre ébouteuse de la scierie en ajoutant la « BioVision » pour accomplir un meilleur travail dans le classement de grade de nos produits bruts pour améliorer notre séchage au point de vue global et installer un gradeur transversal (THG) dans l’usine de rabotage du bois pour ateliers pour grader tout notre bois pour ateliers. »
NUMÉRO 3 - 2013 | Millwide L’INFORMATEUR
Le châssis de scannage « BioVision »utilise les capteurs « BioLuma 2900LV » positionnés au-dessus et au-
dessous du transfert du scanneur. L’éclairage DEL intégré illumine effectivement les caractéristiques du bois
pour assurer une collecte hautement précise et de haute résolution des données de la vision.
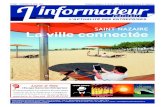
Solution de bois pour ateliers et pour moulures – Ci-dessus : La planche pour moulure est limitée en largeur parce que son échelle s’arrondirait à 9, réduisant le
rendement sous 2/3; le débitage plus long de la moulure est limité par un nœud sur la face supérieure. La pièce du bas permet une coupe transversale initiale de sorte
que les surfaces (pour coupe de produits spécifiques aux portes et fenêtres) n’ont pas à être alignées avec les surfaces opposées.

Table de sortie du « TransLineator »
Table d’alimentation du « TransLineator »
À travers l’usine. À travers le monde.
Le nouveau système ingénieux « TransLineator » de USNR est la conception la plus compacte de son genre. À l’entrée de la raboteuse, il permet une action de traction avant utilisant la technolo-gie « Micro-Gapping™ » (micro-espacement). Elle peut être alimentée via une chaîne lisse ou à taquets qui remplace les rouleaux spiralés, le déflecteur et la longue section de pont. À la sortie de la raboteuse, elle ralentit les planches et les
achemine directement dans les taquets. La technologie innovatrice du « TransLineator » n’est rien de moins qu’une révolution dans la manutention du bois. Cette conception consolidée de l’alimentation du bois changera la conception et la mise à jour des usines de rabotage à l’avenir. Balayez le code QR avec un téléphone intelligent pour visionner la vidéo ou visitez le site Web http://vimeo.com/60470926
INNOVATION DE L’ANNÉE
Système d’alimentation de planches « TransLineator »
Dites adieu aux rouleaux spiralés et aux courroies de ralentissement. Le « TransLineator » est le chef de file de la nouvelle génération d’usines de rabotage.
Courroie de sortie Raboteuse

13NUMÉRO 3 - 2013 | Millwide L’INFORMATEUR
USNR est fière de son histoire de provision aux fabricants
de bois de l’équipement et de la technologie dont ils
avaient besoin au cours des ans pour compétitionner
dans leurs marchés. Nous ne sommes pas plus fiers de
nos réalisations au niveau mondial que nous le sommes
des progrès que nous avons réalisés ici, chez-nous, aux
États-Unis.
Nos racines dans les États du Sud incluent nos
opérations de Jacksonville, en Floride (voyez la page
6) d’où notre entreprise de séchoirs à été initialement
lancée. Aujourd’hui, cette installation est l’endroit où
non seulement nos séchoirs mais aussi les séchoirs de
placage et d’autres produits USNR sont fabriqués. Notre
installation de Jacksonville est l’endroit où nous avons
développé le concept du séchoir à contre-sens, avec
Andy Pollard de Pollard Lumber d’Appling, en Géorgie
(voyez la page 21). Et Jacksonville a été l’endroit où
nous avons fabriqué notre premier séchoir de placage
à tuyères à 6 étages pour le Sud des États-Unis qui
fut installé chez RoyOMartin Lumber de Chopin, en
Louisiane (voyez la page 3).
Notre technologie de scannage de grade pour scierie,
« BioVision », a vu sa première installation de production
à l’usine de H.G. Toler & Son de Leola, en Arkansas
(voyez la page 14). Cette technologie est basée sur les
réalisations de notre gradeur linéaire (LHG) qui a fait
ses preuves sur le pin de marais aux installations de
West Fraser de Joyce, en Louisiane (voyez la page 15).
Cette même installation de West Fraser a aussi accepté
d’être la première à installer le système de contrôle de
machines mobile « MyMill » de USNR sur sa nouvelle
ligne de classeur (voyez la page 20). Nous devons une
dette énorme de gratitude à plusieurs fabricants de bois
de cette région qui ont accordé leur confiance à USNR et
avec qui nous créons le futur de notre industrie.
USNR est fière d’être bien connue et respectée dans les États du Sud des États-Unis grâce à un nombre
important d’équipements et de systèmes installés dans tous les domaines du traitement du bois. La
confiance inébranlable de nos clients nous a conduits à laisser notre marque, révolutionnant le processus
via l’innovation technologique.
L’interface utilisateur « BioVision » offre à la fois une image de caméra ainsi qu’une image générée par
ordinateur qui affichent les défauts et la solution de l’optimiseur. Cette fonction aide lors du réglage et du
dépannage ainsi que pendant la simulation de reprise hors ligne.
USNR est bien connue dans le Sud

14 Millwide L’INFORMATEUR | NUMÉRO 3 - 2013
Le scannage « BioVision » pour scierie a démontré
sa véritable valeur lors de la première installation de
production sur un système de délignage transversal.
L’équipe de H.G. Toler & Son de Leola, en Arkansas
gardait l’œil ouvert sur les développements dans
l’industrie de la technologie du gradage visuel en
scierie; lorsque le moment est arrivé de mettre à jour
l’optimiseur de la déligneuse, l’équipe a choisi d’inclure
le scannage par vision dans le système. Bien qu’elle
ait vu des systèmes concurrentiels, la confiance en
USNR et la satisfaction avec le fonctionnement de la
suite d’optimisation « MillExpert™ » ont fait pencher la
décision vers USNR et la solution « BioVision ».
John Grigsby, directeur de l’usine indique : « Nous
aimions la plateforme « MillExpert » et nous croyions
que la meilleure amélioration serait obtenue via une
meilleure optimisation géométrique. Nous avions aussi
pensé depuis un bon moment à l’optimisation de grade
et nous attendions patiemment que le bon produit
apparaisse sur le marché. Avec « BioVision », nous
pourrions aussi sélectionner les grades. Nous utilisons
beaucoup d’équipement USNR et nous avons toujours eu
un excellent soutien. »
Mise en place progressiveLe cadre du projet comportait deux phases; tout
d’abord, la mise à jour à la plateforme la plus récente
« MillExpert» pour le scannage géométrique, suivie de
l’option « BioVision » pour ajouter la technologie de
gradage visuel.
L’optimiseur de déligneuse « MillExpert » supporte
presque tous les types de machines incluant les
déligneuses à chargement latéral traditionnel jusqu’aux
systèmes linéaires à haute vitesse équipés de zones de
scannage multiples. Avec le passage à l’optimisation
«MillExpert », le châssis de scannage « Geo2 » existant
et les têtes de scannage demeurent en service.
« MillExpert » de USNR analyse les images 3D des
pièces scannées, recevant les données des scanneurs
laser « Geo2 ». L’optimiseur évalue tous les produits
admissibles et les combinaisons de ces produits pouvant
être extraits de chaque pièce. La récupération optimale
est calculée en se basant sur la valeur monétaire et
le volume de la récupération. L’optimiseur considère
l’admissibilité des produits à partir des entrées de
l’utilisateur (essences individuelles, formes, grade,
valeur, flache, priorité et exigences dimensionnelles)
pour découvrir la solution la plus rentable. Le logiciel
permet aux planches qui seront débitées en aval d’être
insérées dans la pièce en temps réel; il a été éprouvé
sur presque la plupart des types de configuration de
déligneuse incluant les déligneuses à deux scies et
à scies multiples, les déligneuses déchiqueteuses
équipées ou non de têtes de type « reman ». Aucunes
tables de références, patrons, profils ou matrices ne
sont utilisés pour assurer les solutions de déligneuses
possibles offrant la valeur optimale absolue.
La deuxième phase incluait l’installation du système
de scannage de gradage « BioVision ». La solution
« BioVision » de USNR est le seul système sur le
marché à offrir l’addition du scannage de grade en
scierie sous deux formats : il peut être intégré dans
un nouveau cadre de scannage ou ajouté à un cadre
de scannage transversal existant par l’addition d’un
boîtier boulonnable qui contient les capteurs de vision.
Avec « BioVision », USNR a combiné le système de
classifications reconnu de gradage linéaire (LHG)
développé pour les usines de rabotage aux capteurs
couleur haute résolution « BioLuma 2900 » pour le
scannage transversal du bois.
Les images scannées sont alimentées au moteur des
classifications des défauts où les caractéristiques sont
extraites basées sur les données des propriétés visuelles
et des formes des défauts. Ces caractéristiques sont
classifiées par types selon les règles de classification
du client et superposées sur le modèle de profil
géométrique. Le logiciel d’optimisation sélectionne la
solution la plus rentable offerte selon les paramètres des
produits, les règles de gradage et les prix saisis.
John Grigsby a été satisfait de la façon avec laquelle
le démarrage a progressé. « Il s’agit là probablement
d’un des démarrages d’équipements électroniques les
plus faciles que j’aie vécu. » John est aussi plus que
satisfait des résultats qu’il obtient du système. « Nous
remarquons une augmentation dans la quantité de bois
des grades C et D. Le système excelle vraiment lorsque
nous scions des planches larges; nous scions de 70
à 80 % de grades C et D. Ceci est un bon indicateur
puisque nous scions pour le grade seulement (sciage
sur commande). Ainsi, la « BioVision » doit décider ce
qui est grade et ce qui ne l’est pas et quand scier des
planches larges. »
Il continue : « En ce qui en ait de la classification
des dimensions des nœuds, le système fonctionne
réellement bien. Il nous permet de scier pour des
longueurs et des grades spécifiques de largeurs
données. Il peut indiquer exactement ce que nous
voulons produire. Si tout ce que nous devons produire
sont des 1x12 de grade C ou mieux de 16 pi de longueur
et que nous établissions ce barème comme priorité, le
système ne sciera rien d’autre. »
John explique : « Chaque classe de grade a une
classe différente de flache. Ainsi, lorsque les défauts
de nœuds abaissent le grade d’apparence de la pièce,
plus de flache peut être admise. C’est ainsi que nous
gagnons en volume, en délignant pour le grade qui
existe dans la pièce. Nous avions l’habitude de scier
pour un grade moyen ce qui s’avérait du sur-sciage pour
le grade inférieur et du sous-sciage pour les grades
plus élevés. Maintenant nous sommes dans le grade
ou mieux. « BioVision » nous permet de maximiser à la
fois le volume et la valeur. S’il s’agit d’une pièce ayant
plus de valeur, nous pouvons scier pour la valeur alors
que si elle est de moindre valeur, nous pouvons scier
pour le volume. En produisant en usine du bois qui est
bien gradé, le processus final de gradage est rationalisé,
nécessitant moins d’éboutage. Souvent, les gradeurs
peuvent simplement vérifier le grade au lieu d’avoir à
ébouter pour l’obtenir. »
Nous apprécions particulièrement les fabricants de
bois comme H.G. Toler & Son qui par leur confiance ont
aidé USNR à faire un pas de plus vers l’évolution.
« BioVision » nous permet de maximiser à
la fois le volume et la valeur. S’il s’agit d’une
pièce ayant plus de valeur, nous pouvons scier
pour la valeur alors que si elle est de moindre
valeur, nous pouvons scier pour le volume. »
H.G. TOLER & SON : SCANNAGE DE GRADE « BIOVISION » EN SCIERIE

15NUMÉRO 3 - 2013 | Millwide L’INFORMATEUR
West Fraser a été un croyant de la première heure
dans la valeur du système de gradage linéaire (LHG),
et a consenti à effectuer les essais béta de plusieurs
capacités techniques du LHG. Après plus d’une décennie
d’expérimentation avec ce système, la compagnie
demeure un croyant convaincu de la valeur que le LHG a
apportée à ses opérations.
Le LHG est reconnu pour fournir d’excellents résultats
en grade avec le pin des marais et ses défauts bien
particuliers. Comme plusieurs autres utilisateurs du LHG,
West Fraser a choisi de mettre ses systèmes à jour aux
usines d’Augusta, en Géorgie, et de Huttig, en Arkansas,
pour ajouter la technologie de la vision.
Mise à jour de la visionLe LHG fut initialement installé à Augusta équipé du
scannage géométrique seulement; plus tard il a subi
une réfection importante avec l’addition d’un système
de gradage par vision et une mise à jour de son
alimentation. Le système LHG de l’usine de Huttig avait
aussi été installé équipé du scannage géométrique et a
été mis à jour plus tard avec l’addition de la capacité de
gradage par vision.
Le module de vision à multicanaux combine les
données de la vision sur les 4 faces aux données de
la densité des rayons-X et aux données géométriques
provenant des capteurs laser de profil. Avec
«DataFusion™ », l’optimiseur évalue et compare toutes
les données et grade chaque planche avec précision
selon les paramètres des produits de l’usine. Le
LHG évalue les pièces dimensionnées allant des 1x3
jusqu’aux 4x12 et 6x6, et à partir de 6 pieds jusqu’à
toute longueur dans un processus en lot. Sa puissance
de traitement et son interface intuitive facilitent même
le réglage et la configuration des classifications de
grade les plus complexes. Aujourd’hui, les systèmes
LHG gradent une variété d’essences dans la plupart des
régions du Canada et des États-Unis ainsi qu’en Europe
et en Australie.
Jose Guthrie gère le contrôle de la qualité des
processus de l’entreprise pour les divisions américaines
de West Fraser à partir de l’usine de Huttig, en Arkansas.
Lorsqu’on lui demande la raison de la décision de West
Fraser de mettre à jour les deux sites, José indique :
«Nous sommes satisfaits des résultats antérieurs. Nous
aurions aimé avoir effectué les mises à jour plus tôt,
mais les conditions du marché étant ce qu’elles étaient,
ça n’avait aucun sens jusqu’à maintenant. »
Précision, uniformité, flexibilitéWest Fraser est très satisfaite des caractéristiques et de
la fonctionnalité que les mises à jour du LHG assurent.
Jose mentionne : « Nous somme satisfaits du LHG et
de sa capacité de vision. » Tous les systèmes LHG
de West Fraser ont été mis à jour à la vision ou sont
sur le point de l’être. Jose continue : « La précision,
l’uniformité et la flexibilité du système LHG sont très
impressionnantes. West Fraser a été très satisfaite de
l’historique de ce système. »
La réponse de Jose porte écho à ce que USNR
entend des autres clients, incluant des augmentations
importantes dans les ventes et des réductions en
main-d’œuvre. Le LHG a prouvé qu’il offre d’excellents
résultats dans le gradage d’une grande variété
d’essences dans des régions à travers le monde. Comme
les paramètres des défauts et des grades varient, USNR
a su peaufiner le LHG en conséquence. Ceci accorde
aux clients la flexibilité d’ajuster leurs produits à la
volée pour répondre aux conditions changeantes du
marché. Aujourd’hui, le LHG assure la faible distribution
de sur-grade et de sous-grade d’un paquet à l’autre. Et
le nombre de clients augmente; au cours d’une seule
année, USNR a vendu ou installé les composantes de
vision du LHG sur 33 systèmes à travers le monde.
Jose commentait que West Fraser est toujours à la
recherche de produits qui s’améliorent au cours des
ans. USNR offre périodiquement de nouvelles révisions
de logiciel du LHG qui profitent à tous les utilisateurs.
Lorsqu’on lui demande, Jose passe le commentaire :
«Les produits fabriqués par USNR semblent continuer à
devenir meilleurs. »
Jose est aussi optimiste au sujet de l’avenir de
l’industrie. « Il y a tellement de choses qui se passent
dans l’industrie à l’heure actuelle, et West Fraser veut
demeurer en tête du peloton. » Maintenant que tous
ses LHG sont équipés des composantes et du logiciel
de vision, West Fraser se retrouve même dans une
meilleure position.
« La précision, l’uniformité et la flexibilité du
système du LHG sont très impressionnantes.
West Fraser est très satisfaite de son
historique avec ce système. »
WEST FRASER RÉALISE SA VISION GRÂCE AU LHG
Un géant parmi les fabricants de bois, West Fraser a choisi le gradeur
linéaire (LHG) USNR comme son scanneur de choix. Il s’est associé avec
USNR pour développer davantage le processus du gradage automatique,
au profit de tous les producteurs.

16 Millwide L’INFORMATEUR | NUMÉRO 3 - 2013
Griffin Lumber Company de Cordele, en Géorgie, s’est
procuré un alimenteur de double longueur (DLI) USNR
usagé et une scie à ruban en configuration quadruple
usagée équipée de têtes équarrisseuses pour remplacer
deux lignes de chariot à cadre en C qui se faisaient
vieilles. USNR a été choisie pour la provision des
composantes d’optimisation comprenant la rotation des
billes, la rotation géométrique précise des billes (PGLR),
l’optimisation des billes et l’inspection de la qualité du
système (SQI), et les capteurs « Smart TriCam™ » pour
le scannage. La plateforme d’optimisation « MillExpert »
a aussi été choisie puisque le personnel de l’usine était
déjà familier avec cette plateforme.
Optimisation de la ligneAu sujet de la sélection d’un fournisseur pour le
système d’optimisation, Jesse Griffin indique qu’ils ont
choisi USNR parce que, « Nous savons que USNR peut
optimiser une bille mieux que n’importe qui d’autre
sur le marché et que les démarrages ont toujours été
effectués sans problèmes. Leurs directeurs de projets
sont toujours prêts et extrêmement efficaces. »
L’équipe Griffin connaissait très bien l’importance
de la rotation précise des billes, particulièrement des
billes devant être tournées vers le bas pour la courbure.
À cause de l’arrangement à chaîne à pics ascendante
configuré pour leur usine, elle a réalisé l’importance
d’avoir deux points de contact sur la chaîne à pics sur
les billes ayant beaucoup de courbure. Ceci ne pouvait
être garanti qu’avec un système PGLR qui assurerait que
la bille serait tournée correctement.
Jesse rapporte que le système de rotation de bille
optimisé ferait un meilleur travail en ce qui a trait
à la récupération que les systèmes manuels qu’ils
utilisaient jusqu’à présent. « Lorsque vous parlez de
mesures en degrés, je ne crois pas qu’une machine
sans correction automatique (PGLR) puisse tourner
cette bille correctement. » Il indique que les conseillers
auxquels il a parlé et les propriétaires d’usine qui
utilisent la correction automatique pour la rotation des
billes ont tous indiqué que l’orientation précise des
billes est essentielle pour réaliser la récupération de la
plus haute valeur.
Correction et rotation des billesLe système de scannage PGLR est installé dans
la section du tourne-bille. Il surveille et corrige le
processus de rotation de la bille en temps réel pour
accroître la récupération en réduisant l’erreur de rotation
de la bille. Quatre capteurs « SmartTriCam 3D » scannent
la bille lorsque celle-ci est tournée. La rotation réelle de
la bille est comparée à la rotation de la bille prévue par
l’optimiseur de la rotation automatique pour générer les
corrections à la rotation de la bille. Les corrections à la
rotation sont transmises à l’automate programmable pour
corriger la rotation de la bille à la volée pendant que la
bille passe à travers le tourne-bille. L’erreur de rotation
est normalement réduite de 50 % ou plus. Le PGLR
peut être installé avec un nouveau système de débitage
primaire optimisé « MillExpert » ou comme une mise à
jour d’un système existant.
Le logiciel du PGLR est simple et comprend toute une
gamme d’outils diagnostiques pour aider aux réglages
du système mécanique ainsi que du système de contrôle
de l’automate programmable. Des graphiques et des
indicateurs à l’écran permettent la détection précoce
des problèmes et de la performance globale en un
coup d’œil. Les rapports sont générés pour isoler les
problèmes reliés à certaines classes de billes et pour
suivre les tendances à plus long terme.
Comment le PGLR a-t-il fonctionné?Les chiffres de l’essai de performance final indique les
résultats. Jesse explique : « Nous avons traité 20 billes,
et 19 parmi les 20 étaient hors position de 3,19 degrés
et 18 parmi les 20 étaient hors positon de 2,84 degrés.
De plus, nous n’avons perdu que 0,375 % du volume à
partir du scannage initial jusqu’au scanner de solution
final. Je ne crois pas que quelqu’un puisse se plaindre
avec ce genre de chiffres. »
Jesse continue : « En autant que je suis
personnellement concerné, le système dépasse mes
attentes. Il s’agit là d’un témoignage en faveur du
système au complet lorsque vous pouvez scanner un
bille, la tourner, l’empaler sur la chaîne à pics, la passer
par les têtes déchiqueteuses et les scies et découvrir
que la bille n’a bougé que de 3 degrés. La bille n’a
pratiquement pas bougé, et ceci m’a réellement surpris
lorsque les résultats ont commencé à nous parvenir.»
Jesse est très heureux des résultats. « Nous avons
vus un accroissement énorme de la productivité et du
rendement. Nous sommes très satisfaits. »
« Il s’agit là d’un témoignage en faveur du
système au complet lorsque vous pouvez
scanner une bille, la tourner, l’empaler sur
la chaîne à pics, la passer par les têtes
déchiqueteuses et les scies et découvrir que
la bille n’a bougé que de 3 degrés. Ceci m’a
réellement surpris lorsque les résultats ont
commencé à nous parvenir. »
LE PGLR DE GRIFFIN LUMBER ASSURE QUE CHAQUE ROTATION COMPTE
L’équipe Griffin comprend l’importance que la précision de la rotation
apporte à la récupération. Elle a choisit le système PGLR de USNR
pour s’assurer qu’elle obtienne la rotation optimale de chaque bille.

17NUMÉRO 3 - 2013 | Millwide L’INFORMATEUR
L’usine d’Allegheny Wood Products (AWP) de
Kingwood, en Virginie de l’Ouest, utilise principalement
des équipements USNR incluant deux systèmes
d’optimisation de chariot, une débiteuse à scies
multiples, une déligneuse et une ébouteuse optimisées
et un système de classeur et d’empileuse. Lorsque la
décision fut prise de mettre à jour la technologie du
chariot, tous les fournisseurs importants furent évalué.
Mike Frantz, directeur de la TI chez AWP, a indiqué que
USNR a été le fournisseur de choix parce qu’elle offrait
les meilleurs produits pour l’application.
Prouvant la valeur du scannage arrièrePendant qu’elle intégrait les deux nouveaux systèmes
d’optimisation de chariot, l’usine profita de l’occasion
pour configurer les deux chariots avec une approche
différente en termes de scannage. Une ligne fut équipée de
scanneurs « LASAR » avant et arrière alors que la seconde
ligne fut équipée seulement de scannage avant. Ceci a
permis à l’usine d’effectuer une analyse détaillée et une
comparaison entre les deux configurations pour déterminer
la vraie valeur des systèmes de scannage double.
Jeff Storey, le directeur de projet chez USNR,
commente ce qui suit au sujet de l’augmentation de la
valeur grâce au scannage arrière. « Le scanneur arrière
permet d’obtenir une meilleure solution de débitage
totale en connaissant le contour de l’arrière de la bille.
L’accommodation de produits devient beaucoup plus
précise à partir de cette première coupe d’ouverture.
Sans ce scanneur, le système doit utiliser les positions
des courbes pour extrapoler la forme arrière de la bille,
ce qui n’est jamais aussi précis. »
Mike Frantz explique le processus utilisé par l’usine
pour la comparaison. « Pour l’étude effectuée à notre
usine, nous avons utilisé 200 billes. Nous les avons
divisées entre les deux lignes pour que nous ayons le
même nombre de billes dans chaque ligne. Il existait
une variété de dimensions, de grades et de nombres
de défauts; cependant, nous nous sommes assurés
que les deux lots étaient similaires. Nous voulions
déterminer comment les deux lignes traiteraient les
grades supérieurs et inférieurs. Nous avons traités
toutes ces billes et avons pu alors établir une très
bonne comparaison entre les deux lignes. Nous avons
découvert une différence très importante en faveur du
scannage avant et arrière. »
Suite à des résultats aussi positifs, AWP considère
maintenant l’addition du scannage arrière au système
d’optimisation de l’autre chariot. Lorsqu’on lui demande
son niveau de satisfaction avec la combinaison « LASAR/
MillExpert », Mike indique : Globalement, je suis très
satisfait. Nous avons vu une augmentation du rendement
par bille. Et nous avons vu une augmentation avec le
scannage avant et arrière versus le scannage avant
seulement. Il s’agit là d’une différence suffisamment
rentable pour que nous y donnions suite. »
Une solution parfaitement adaptée à l’applicationDans certaines circonstances, une commande de
l’usine requiert un changement d’ouverture de face de
la solution de débitage complet et « MillExpert » a été
conçu pour offrir cette capacité. Jeff Storey explique
comment ce processus fonctionne. Lorsque la première
face est sciée, la solution typique demanderait au
scieur de procéder à la face opposée (rotation de 180
degrés) pour finir la bille. Pour l’application de l’usine
« Kingwood », avec le traitement de certains types de
billes et de formes, il est avantageux de pouvoir tourner
d’abord la bille de 90 degrés et d’effectuer quelques
coupes avant de continuer à compléter la solution sur
la face opposée. Lorsque cette première rotation est
effectuée, le système fournit au scieur un scannage
d’une face d’ouverture minimale (MOF) pour qu’un
nombre quelconque de coupes puissent être effectuées
à sa discrétion. Ceci lui permet de redimensionner
l’équarri central de la bille pour un traitement plus
efficace aux centres-machine en aval. Avec la solution
maintenue ou scannée de nouveau de la face finale, le
scieur peut continuer à utiliser l’optimisation au lieu de
causer une situation « hors séquence » où il devrait finir
la bille en utilisant une décision manuelle au lieu d’une
solution optimisée.
Jeff explique aussi que la personnalisation était faite
aux consoles de contrôle et au matériel informatique
pour réduire le temps requis pour passer au nouveau
système, garantissant ainsi le respect du calendrier de
l’usine lors de l’intégration.
Mike Frantz offre le commentaire : « Le système
ne peut jamais être meilleur que la personne qui
l’exploite, mais « MillExpert » facilite grandement
la tâche. Le système est très convivial pour les
personnes qui l’utilisent. »
« Pour l’étude effectuée à notre usine,
nous avons utilisé 200 billes. Nous avons
traités toutes ces billes et avons pu alors
établir une très bonne comparaison entre
les deux lignes. Nous avons découvert une
différence très importante en faveur du
scannage avant et arrière. »
L’OPTIMISATION DU CHARIOT VOIT LES DEUX CÔTÉS CHEZ ALLEGHENY
La valeur du scannage arrière a été démontrée récemment lors d’une
comparaison à cette usine de bois franc après qu’elle eut choisi une
solution d’optimisation de chariot à double scannage.

18 Millwide L’INFORMATEUR | NUMÉRO 3 - 2013
L’amélioration de la qualité et du rendement est ce qui
a conduit Terry Bishop, directeur de l’usine, à choisir
un nouvel optimiseur de bille « MillExpert » et un
système de contrôle pour l’usine de Canfor-New South
de Graham, en Caroline du Nord. Le projet permet de
remplacer une technologie de scannage vieille de 15 ans
et accroit la récupération au débitage primaire. Suite à
une analyse approfondie des solutions technologiques
disponibles sur le marché, Terry et son équipe ont choisi
USNR pour son projet d’optimisation de la chaîne à pics
parce que le système « MillExpert » offrait une solution
supérieure répondant à toutes leurs exigences.
Le cadre du projet incluait le remplacement d’un
système de scannage et d’optimisation AST qui prenait
de l’âge par un nouveau système d’optimisation
«MillExpert ». La chaîne à pics comporte un tourne-bille
et deux ensembles de scies à ruban jumelles. Lorsque la
bille est chargée au départ, un scannage « instantané »
est effectué pour calculer l’alignement et le décalage des
rouleaux-tourneurs. Puis la bille est abaissée et empalée
sur la chaîne à pics. Lorsque la bille continue d’avancer,
les capteurs linéaires scannent continuellement.
Après environ 12 pouces d’avancement de la bille, le
scannage à pleine densité est complet. Ce scannage
dense 3D est utilisé pour la décision optimisée finale.
Le système d’optimisation transmet des instructions à
l’automate automatique pour aligner avec précision les
outils de coupe pour réaliser la solution de débitage.
Stephan Meinke, un membre de l’équipe de conception
du système « MillExpert » indique : « L’utilisation de
lignes multiples de scannage peut réellement raccourcir
un système linéaire de scannage; un bon choix lorsque
l’espace dans l’usine est limité. »
Les avantages de « MillExpert »L’optimisation de bille « MillExpert » offre des avantages
importants. Il s’agit d’un produit mature qui assure un
contrôle total sur le genre de solution que le client
recherche. Il a été conçu pour augmenter la valeur
et le volume récupérés de chaque bille. Le système
d’optimisation est configuré en créant une usine virtuelle
au niveau logiciel, qui simule comment l’usine réelle
fonctionne. Chaque planche, réglage de machine, vitesse
d’alimentation, etc., sont calculés utilisant les données
de contrainte de l’usine et appliqués au modèle de bille
généré à partir des données de scannage. Toutes les
solutions sont basées sur des données réelles qui sont
recueillies à haute vitesse par le système de capteurs
à résolution élevée. L’optimiseur de bille « MillExpert »
est compatible avec une variété de capteurs incluant le
«LASAR™ », le « Smart TriCam™ » ou le « DynaVision»,
et les applications incluent les chaînes pics, les
systèmes « Chip-N-Saws » et les alimenteurs prolongés
de rotation et d’alignement.
Terry indique : « Le nouvel optimiseur améliore notre
rendement tout près de 2 % ce qui était, au départ, la
raison de notre achat. Le logiciel « MillExpert» nous
assure un meilleur contrôle sur la qualité du produit
provenant de la bille. » Ceci peut être attribué à
l’accroissement de la productivité et de la récupération
résultant du scannage de forme réel et d’une meilleure
modélisation de l’usine à l’optimiseur ainsi que la
réduction des temps d’arrêt assurée par une fiabilité
accrue du système.
« Le nouvel optimiseur améliore notre
rendement tout près de 2 %. Le logiciel
«MillExpert » nous assure un meilleur contrôle
sur la qualité du produit provenant de la bille. »
Le système d’optimisation de billes « MillExpert » améliore le rendement
via une augmentation de la productivité et de la récupération. La
réduction des interruptions résultant de la fiabilité du système est une
prime ajoutée.
L’OPTIMISEUR DE BILLES DE CANFOR-NEW SOUTH ACCROÎT LE RENDEMENT

19NUMÉRO 3 - 2013 | Millwide L’INFORMATEUR
Canfor-New South de Conway, en Caroline du Sud, a
choisi de mettre à jour sa débiteuse à scies multiples
du sciage linéaire au sciage en courbe pour tirer profit
des avantages qu’offre le sciage en courbe. Le directeur
général, Tim Papa, et son équipe étaient à la recherche
de moyens d’améliorer la performance de l’usine avec
des systèmes qui offraient un débit plus élevé, une
récupération accrue et une plus grande flexibilité pour
le futur. L’équipe a analysé les autres débiteuses à scies
multiples de type « wiggle box » offertes sur le marché
et a sélectionné la débiteuse à scies multiples « GEN-II »
pour une variété de raisons. Les membres de l’équipe ont
visité d’autres usines, observé la « GEN-II » en opération
et ont apprécié ce qu’ils ont vu en termes de qualité,
de performance et de valeur pour l’investissement. Ils
avaient aussi confiance dans l’équipe de USNR suite à
l’expérience de plusieurs projets réussis dans le passé.
L’équipe a décidé de passer à une configuration de
scannage linéaire parce que le système s’intégrait bien
à leurs plans pour la configuration de l’usine, offrait la
possibilité d’utiliser un seul opérateur pour le débitage
des billes et des équarris, et offrait une récupération
supplémentaire de 1 % à 2 % comparativement au
scannage transversal.
Tim et son équipe voulaient investir dans la
technologie du sciage en courbe à cause de
l’amélioration importante de la récupération qu’elle
offrait. Considérant le futur, Tim savait aussi que
les systèmes plus récents offraient une plus grande
flexibilité pour accommoder les développements
technologiques à venir. Le système linéaire nécessite
moins d’entretien et requiert moins de main-d’œuvre
qu’une configuration transversale. La débiteuse à scies
multiples « GEN-II » est plus puissante que la débiteuse
existante de l’usine de Conway, offrant un débit plus
élevé qui réduit le bouchon qui s’était développé lorsque
le système de chaîne à pics de l’usine a été installé.
Caractéristiques de la « GEN-II »La conception de la « GEN-II » intègre le module de
sciage à commande numérique par ordinateur permettant
la rotation et l’alignement (skew & slew). Ce module
permet à l’ensemble des scies de se déplacer d’un
côté à l’autre (alignement) et de pivoter (rotation)
pour s’adapter à la courbure de l’équarri. Des têtes
déchiqueteuses montées devant les scies ouvrent la face
des planches latérales.
La machine de l’usine de Conway est d’une
configuration à deux arbres ayant deux zones de
sciage ayant 10 scies dans chaque zone. Elle traite
des équarris ayant jusqu’à 12 pouces d’épaisseur X
24 pouces de largeur X 20 pieds de longueur. Les
sections d’alimentation et de sortie utilisent des rouleaux
d’alimentation motorisés robustes et des tables à
chaînes pour stabiliser l’équarri lors du traitement. Une
ouverture de type « clamshell » et un module de sciage
qui se déplace assurent un accès facile pour l’entretien
et les rechanges de scies. La conception de la « GEN-II »
intègre de grandes têtes déchiqueteuses pour permettre
une plus grande profondeur de déchiquetage nécessitant
moins de force latérale que le modèle antérieur. La
«GEN-II » permet aussi un espacement plus court entre
les équarris, un nombre plus élevé de pièces et un
fonctionnement plus silencieux. La débiteuse à scies
multiples de l’usine de Conway n’a pas été équipée de
profileurs; les pièces sont donc déchargées sur une table
de tri où les planches avec flache peuvent être éliminées
et acheminées vers la déligneuse.
OptimisationLe logiciel d’optimisation améliore les avantages
du sciage en courbe et permet à l’usine d’adapter
ses produits aux besoins en évolution constante des
marchés. Le logiciel générateur de courbe du système
permet l’évaluation de courbes composées avec contrôle
de la courbure de l’équarri pour assurer un flux régulier
de bois à travers l’équipement en aval. La logique de
coupe pour le délignage et l’éboutage est prise en ligne
de compte dans la solution et supporte des simulations
approfondies sur les données de scannage sauvegardées
ou simultanées. L’interface SQL standard permet
l’intégration dans un système centralisé de gestion de
l’usine. Le système d’automate programmable et les
interfaces « ControlLogix » d’Allen-Bradley offrent des
temps de traitement rapides, assurent des espacements
courts entre les équarris et facilitent le dépannage.
Demeurant concurrentielsTim offre les recommandations suivantes : « Le
coût des billes représente un problème important,
correspondant de 60 à 65 % du coût total de la
production du bois. Ceci signifie que la ressource brute
est comme de l’or et que la récupération en rendement
ainsi qu’en valeur est d’une importance primordiale.
Les acheteurs de bois sont conscients de l’apparence
du produit. Une bonne optimisation est essentielle pour
réduire le montant de flache et pour produire du bois
de valeur élevée tout en assurant une perte minimale
en rendement. » Les directeurs intelligents comme Tim
Papa et son équipe recherchent la technologie qui les
aidera à demeurer concurrentiels.
L’épreuve du temps a prouvé les avantages du sciage en courbe,
produisant des pièces plus droites, plus robustes et plus longues. Le
sciage en courbe et la débiteuse à scies multiples « GEN-II » de USNR
ont révolutionné l’industrie.
CANFOR-NEW SOUTH FAIT DES COURBES

20 Millwide L’INFORMATEUR | NUMÉRO 3 - 2013
USNR a lancé sa nouvelle application révolutionnaire
«MyMill » sur un petit nombre de iPad et de iPod comme
faisant partie d’installation d’un nouveau classeur
à 70 casiers à l’usine de West Fraser de Joyce, en
Louisiane. « MyMill™ » est une nouvelle suite logicielle
développée par USNR qui permet au personnel de l’usine
d’interagir avec l’équipement de l’usine en utilisant des
dispositifs mobiles. « MyMill » copie, dans un dispositif
mobile, toute la fonctionnalité qui est normalement
disponible via l’écran tactile d’une interface utilisateur.
Application de West FraserGary Milhollen, le directeur de l’usine de West
Fraser de Joyce, croit aux avantages de l’interface
mobile « MyMill » pour contrôler le nouveau classeur
à 70 casiers. Il passe le commentaire : « Le système
est fiable et nous n’avons pas à garder quelqu’un
là-haut au classeur pour abaisser les casiers de façon
conventionnelle. » Il a un iPad dans son bureau qu’il
utilise pour surveiller ce qui se passe au classeur, alors
que le directeur de l’usine de rabotage, James Austin, a
choisi un iPod.
Pour répondre aux besoins de l’usine de Joyce,
USNR a fourni 5 dispositifs mobiles, 2 iPad et 3 iPod,
sur lesquels on a chargé le logiciel de l’interface «
MyMill ». Ces dispositifs remplacent entièrement les 11
consoles qui auraient été nécessaires dans une provision
conventionnelle. Aussi inclus est un écran pleine grandeur
d’une interface utilisateur installé dans l’aire de l’opérateur
du classeur et un autre dans la salle de contrôle.
L’opérateur du classeur porte un iPad et peut contrôler
à distance toutes les fonctions du classeur. L’opérateur
du classeur peut choisir quel casier décharger dans
plusieurs modes :
► Totalement automatique – Le système choisit les
casiers en ordre ascendant ou descendant.
► Automatique sélectionnable – L’opérateur
sélectionne les casiers à décharger et détermine
l’ordre du déchargement.
► Manuel – L’opérateur contrôle directement
l’équipement des casiers et les chaînes au plancher.
L’opérateur du classeur trouve souvent qu’il est plus
pratique de décharger un casier alors qu’il se trouve au
niveau des chaînes au plancher où il peut aussi gérer
les ponts de décharge. Il a la possibilité de décharger
un nombre quelconque de casiers alors qu’il se trouve
près des chaînes au plancher. Ceci améliore aussi la
préparation des paquets pour l’empileuse. Le système
peut être surveillé par toute personne qui porte un des
dispositifs mobiles de l’interface « MyMill ».
SécuritéPour West Fraser, l’utilisation des dispositifs posait un
problème au niveau de la sécurité. L’utilisation d’un
dispositif mobile est actuellement plus sécuritaire pour
l’opération du classeur que l’utilisation d’une console
fixe normalement montée sur le haut des casiers. La
mobilité permet à l’opérateur, au personnel d’entretien
ou de service la possibilité d’actionner n’importe
laquelle opération du classeur à partir de l’endroit le
plus pratique pour décharger un casier, pour éliminer
un blocage, pour changer une valve, etc. Ils n’ont
pas besoin d’échanger des messages avec les autres
travailleurs pour contrôler le fonctionnement.
Grâce à « MyMill » vous pouvez vous trouver à
l’endroit optimal pour ce que vous avez à faire, et si
des verrouillages sécuritaires sont requis, vous pouvez
vérifier qu’ils soient en place avant de procéder.
Certaines personnes peuvent être tentées d’« oublier » le
verrouillage d’une machine pour une réparation «simple»
à cause des déplacements supplémentaires requis pour
atteindre la console; la mise de la console dans leurs
mains élimine ce danger.
Avantages supplémentairesJohn Jacques, directeur de projet chez USNR, passe un
commentaire sur la facilité du dépannage grâce à une
fonctionnalité mobile. « Lors de la mise en opération du
classeur, tout le personnel de notre service en chantier
ont apprécié la fonctionnalité mobile parce qu’il pouvait
prendre un iPad ou un iPod et actionner les casiers, les
déflecteurs et les cloisons mobiles des casiers sans
avoir à passer par un électricien ou un autre travailleur
pour les actionner à partir de la console. Ceci a rendu le
dépannage beaucoup plus facile. »
Larry Chudyk, ingénieur chef des contrôles chez
USNR, a géré l’équipe de développement du système
d’interface « MyMill ». Il résume où USNR voit le
futur de cet nouvel outil : « Nous n’avons réellement
qu’égratigné la surface de ce qui est possible avec
l’installation du système « MyMill » à l’usine de Joyce.
Cette application changera notre façon de contrôler les
opérations de traitement dans le futur. »
« Le système est fiable et nous n’avons
pas à garder quelqu’un là-haut au
classeur pour abaisser les casiers de
façon conventionnelle. »
WEST FRASER CHOISIT LE CONTRÔLE DE CLASSEUR « MYMILL™ »
L’usine de West Fraser de Joyce, en Louisiane, est la première à mettre en
opération un nouveau concept pour le contrôle des machines en utilisant
les dispositifs mobiles exécutant la nouvelle application logicielle «MyMill».

21NUMÉRO 3 - 2013 | Millwide L’INFORMATEUR
Pour éliminer le bouchon à ses séchoirs, Morgan
Lumber de Red Oak, en Virginie, a investi récemment
dans un séchoir à contre-sens, un brûleur de résidus
ver ts et des systèmes de contrôle « Kiln Boss » de
USNR. Don Bright, directeur de l’usine, explique la
façon de penser derrière la sélection du nouveau
séchoir à mise à feu directe. « Le processus continu
semblait être la façon la plus rentable pour obtenir
l’accroissement de production dont nous avions
besoin. Il s’agit là d’une amélioration importante de
la qualité du séchage et s’avère une augmentation
considérable de l’efficacité du séchage. »
Cependant, Don avait cer taines appréhensions
en ce qui avait trait au brûleur de résidus ver ts. «Je
me posais réellement des questions au sujet du
passage de la vapeur à la mise à feu directe. Nous
emballons des copeaux pour le marché équestre
et je savais qu’il existerait un problème réel si des
cendres se retrouvaient dans ces copeaux. Lorsque
nous sommes passé au séchoir à mise à feu directe,
j’ai passé beaucoup de temps à faire de la recherche
sur le sujet, découvrant ce qui était disponible et ce
que nous pouvions faire pour diminuer la cendre sur
le bois. »
Combustion ultra proprePour s’assurer que la cendre ne serait jamais un
problème, les ingénieurs de USNR ont recommandé
que cer tains changements soient appor tés à la
conception du système qui s’avèrent positifs
pour produire une combustion ultra propre.
Don explique: « USNR a réussi. Nous avons
appor té cer tains changements dans le brûleur
et maintenant, nous n’avons aucun problème de
cendre. Un vrai coup de circuit! »
Fonctionnement efficace et facileDon apprécie la facilité et l’efficacité du
fonctionnement de la conception du séchoir continu.
« Avec le séchoir continu, nous pouvons appor ter de
petits ajustements à la volée; il est donc plus facile
de peaufiner le processus de séchage. » Avec le
nouveau système, les ajustements précis peuvent être
faits à la vitesse des wagonnets, à la température du
séchoir et après seulement quelques heures, le bois
peut être vérifié et des ajustements supplémentaires
peuvent être faits pour obtenir l’équilibre de la qualité
et de l’efficacité. Don note aussi qu’avec le système
de contrôle « Kiln Boss », il est facile de modifier le
programme de séchage, même à par tir de la maison.
Don continue : « Je suis extrêmement satisfait
de la performance du système. Nous utilisons 40 %
moins de sciure par 1 000 pieds-planche pour sécher
notre bois. Nous utilisons 14 % moins d’électricité. Et
parlant de la qualité, notre écar t-type avec notre vieux
séchoir en lots était en moyenne de 3,2 annuellement;
cette année nous obtenons exactement une moyenne
de 2,0. Ceci est énorme. Nous obtenons un meilleur
rendement en grade et le système cause beaucoup
moins de défauts de séchage. »
MORGAN LUMBER MONTE LE CHAUFFAGE
Pour cette usine, le séchoir à contre-sens a éliminé le bouchon et
amélioré grandement l’efficacité énergétique et le rendement en grade de
ses produits.
Le concept du séchoir à contre-sensLe séchoir à contre-sens comporte une chambre
de chauffage centrale et une grande chambre de
conditionnement à chacune de ses extrémités. Le
séchoir fonctionne continuellement. Ce processus
produit du bois ayant moins de tension et une
distribution plus régulière de l’humidité que les
processus en lots traditionnels. Il utilise un système
de préparation et de chargement pour maintenir
continuellement et automatiquement les paquets en
mouvement à travers le séchoir, et ayant la possibilité
de traiter le bois à des rythmes différents sur chaque
rail basés sur les dimensions du produit et les
conditions du séchoir.
La conception du séchoir à contre-sens a été
développée par l’équipe de USNR de Jacksonville, en
Floride, et Andy Pollard de Pollard Lumber, d’Appling,
en Géorgie. La conception initiale exigeait une
structure trois fois plus longue que celle d’un séchoir
en lot traditionnel utilisant un chauffage de même
puissance et des chambres de conditionnement.
L’optimisation subséquente de la conception basée sur
l’expérience en chantier a permis à USNR de raccourcir
les chambres de conditionnement sans compromettre
la performance, réduisant ainsi la longueur globale et
le coût du système.
La théorie derrière la conceptionLa théorie derrière la conception était unique au
moment du développement. Les charges de bois
sont acheminées côte-à-côte sur un rail double en
directions opposées à travers le séchoir. Ceci crée
la condition où le bois chaud sortant du séchoir
sur un rail cède une partie de sa chaleur au bois
frais et vert qui entre dans le séchoir sur l’autre
rail. En même temps, le bois vert cède une partie
de son humidité pour aider à équilibrer la teneur en
humidité finale du bois sec, en fait, conditionnant
celui-ci. Ce transfert thermique et d’humidité assure
une économie d’énergie globale, le bois supporte
moins de dégradation grâce à l’équilibrage et au
conditionnement, et le mouvement continu du bois
résulte en une production plus élevée en termes
de pieds-planche séchés à l’heure. L’objectif était
simple : sécher plus de bois en moins de temps et en
utilisant moins d’énergie.

22 Millwide L’INFORMATEUR | NUMÉRO 3 - 2013
Le brûleur de sciure verte à grille inclinée de USNR
élimine plusieurs problèmes dispendieux des brûleurs
tout en accroissant la valeur de votre bois. L’unité de
USNR brûle de la sciure comme les autres séchoirs à
mise à feu directe, mais il utilise aussi un module de
postcombustion pour assurer une combustion totale,
qui garde votre bois remarquablement propre et libre de
cendre. Il s’agit là exactement du type d’unité que Terry
Freeman, président de Bibler Brothers Lumber Company,
recherchait lorsqu’il décida d’améliorer l’efficacité des
deux séchoirs au gaz existants de l’usine.
Bibler Lumber opère à Russellville, en Arkansas. Terry
et Kevin Freeman, vice-président et directeur général,
désiraient trouver la meilleure solution qui réduirait les
coûts de carburant tout en améliorant la consistance et
la qualité du bois séché. Ils ont jeté un coup d’œil sur
ce que les autres fabricants de bois faisaient avec leurs
séchoirs et décidèrent d’effectuer une mise à jour pour
prolonger les séchoirs et, en même temps, de convertir
les séchoirs pour utiliser les résidus du bois comme une
source thermique efficace et rentable.
En plus de la conversion des séchoirs, Terry and Kevin
ont installé des brûleurs de résidus verts à grille inclinée
USNR. Ils ont sélectionné le brûleur de résidus verts
USNR à cause de son dossier de performance et des
commentaires positifs provenant d’autres utilisateurs.
Ils avaient aussi travaillé avec USNR par le passé sur
d’autres projets de séchoir et de brûleur et avaient été
très satisfaits des résultats.
Le bâti du brûleur est fabriqué de briques réfractaires
de 9 pouces et de briques réfractaires d’isolation
(IFB) pouvant supporter des températures allant
jusqu’à 2 600 °F (1 427 °C), puis couvert d’un couche
d’isolation ignifuge de 3 pouces et finalement couvert
d’un revêtement d’acier. Les sections des conduits
du module de postcombustion, ainsi que les sections
d’étranglement et en T sont aussi fabriquées de briques
réfractaires de 9 pouces, couvertes d’une couche
d’acier peinte. (Voyez la section à droite pour plus de
renseignements sur la technologie brevetée qui assure
que le bois demeure propre et libre de cendre.)
Terry a été très satisfait du résultat du projet. Il
indique : « Grâce au séchoir continu, nous obtenons
un meilleur débit, une meilleure récupération en grade
et une meilleure teneur d’humidité globale (écart-type
inférieur). » Avec des économies en carburant rapportées
aux alentours de 200 000 $ par mois, les efforts de
Terry Freeman d’améliorer l’efficacité et le débit de son
processus de séchage du bois ont rendu ses opérations
plus rentables et plus écologiques.
BIBLER LUMBER DEVIENT PLUS ÉCOLOGIQUE GRÂCE À UN BRÛLEUR DE RÉSIDUS VERTS
La technologie brevetée du brûleur de résidus verts de USNR assure une
combustion totale; le bois demeure propre et libre de cendre. Une prime
additionnelle pour Bibler Lumber, les économies en carburant s’élèvent à
environ 200 000 $ par mois.
Comment le brûleur de résidus verts fonctionneBien que les séchoirs à mise à feu directe soient
généralement rentables parce qu’ils emploient des
résidus de bois comme carburant, le bois est souvent
décoloré et déclassé à cause de la cendre et de la
suie qu’ils produisent. La présence de la suie et
de la cendre crée aussi des risques d’explosion ou
d’incendie. Et bien que les séchoirs chauffés à la
vapeur soient reconnus pour produire du bois plus
propre, ils ont des coûts d’opération plus élevés en
plus des coûts substantiels des pièces de rechange.
La Technologie Turbo™ produit le bois le plus propre et de plus haute valeurLe module de postcombustion cyclonique, situé
juste à l’arrière de la chambre de combustion
principale, est une caractéristique qui sépare
le brûleur de résidus verts de USNR des autres
systèmes de brûleurs ordinaires. La Technologie
Turbo™ brevetée permet aux températures dans le
module de postcombustion d’atteindre des niveaux
de température beaucoup plus élevés que les
températures dans le brûleur principal où la sciure
est alimentée initialement. L’air chauffé à 2 000 °F
(1 093 °C) du brûleur est mélangé au retour d’air
à 200 °F (93,3 °C) du séchoir dans la chambre
de mélange isolée de USNR, et réacheminé dans
le séchoir à 500 °F (260 °C). Une caractéristique
additionnelle de sécurité unique au brûleur de
résidus verts, le boîtier de mélange intègre un volet
d’isolation qui dans les conditions anormales dirige
l’air chaud vers la cheminée au lieu de le recycler
vers le brûleur. En fait, le séchoir peut être isolé du
brûleur. Aucun autre séchoir à mise à feu directe sur
le marché ne peut atteindre une plage aussi étendue
de températures.
Ce module de postcombustion assure une
combustion totale, maintenant le bois de haute valeur
dans le séchoir remarquablement propre et libre de
cendre. En fait, le bois séché dans ce séchoir s’est
avéré aussi propre que celui produit dans n’importe
séchoir à vapeur.

23
NO
UVE
AUX
PRO
JETS
Bégin & Bégin – Chariot équipé de l’optimisation « LASAR/MillExpert »L’usine de Bégin & Bégin située à Lots-Renversés,
au Québec, a commandé un système de chariot
à 3 courbes de 42 po équipé de l’optimisation
«MillExpert » et du scannage avant « LASAR ».
Charles Ingram Lumber – Mises à jour de l’optimisation du tronçonnage et de la chaîne à picsL’usine de Charles Ingram Lumber d’Effingham, en
Caroline du Sud, met à jour son système d’optimisation
du tronçonnage en intégrant un logiciel mis à jour,
un matériel informatique et les capteurs de scannage
linéaires « Smart TriCam ». Le système «MillExpert »
de la chaîne à pics de l’usine sera aussi mis à jour par
l’intégration de matériel informatique et de logiciel mis
à jour. La nouvelle technologie améliorera la précision
et la récupération de cette opération.
Fly Tie & Lumber – Mise à jour « LASAR/MillExpert » de l’optimisation de chariot, optimisation « MillExpert » de la déligneuse linéaireL’usine de bois franc de Fly Tie & Lumber de Grenada,
au Mississippi, investit dans sa ligne de chariot pour
mettre à jour son système d’optimisation de chariot
« YMG3 » à la plateforme « MillExpert » équipée du
scannage avant « LASAR ». De plus, elle a commandé
un système d’optimisation « MillExpert » pour sa
ligne de délignage linéaire qui utilisera des capteurs
« Smart TriCam ».
Interfor Pacific – Mise à jour « MillExpert » de l’optimisation de la déligneuseCette usine, située à Gilchrist, en Oregon,
remettra à jour son système d’optimisation de la
déligneuse transversale à la plus récente plateforme
«MillExpert». Le système utilisera les capteurs
Newnes « LPS2 » existants.
Jordan Lumber – Mise à jour «MillExpert » de l’optimisation de l’ébouteuseCette usine, située à Barnesville, en Géorgie, mettra
à jour le système d’optimisation de son ébouteuse à
la plus récente plateforme « MillExpert ». Le système
utilisera les capteurs « Newnes LPS3 » existants.
Maine Woods – Optimisation de chariot « LASAR/MillExpert™ »L’usine de Maine Woods de Portage Lake, au Maine,
investit dans un nouveau système d’optimisation
de chariot intégrant le scannage « LASAR » et la
plateforme d’optimisation « MillExpert » pour son
chariot SERING à deux courbes.
Scotch & Gulf – Barrière «Multi-Track »Scotch & Gulf Lumber Company a commandé une
barrière « Multi-Track » pour son usine de Jackson, en
Alabama. Cet appareil sera la deuxième barrière «Multi-
Track » de la compagnie (une est déjà installée à
Mobile, en Alabama) et la 51e commande de ce genre
pour USNR; un grand nombre de clients installent plus
d’une telle barrière dans leurs opérations.
NUMÉRO 3 - 2013 | Millwide L’INFORMATEUR
Pour votre abonnement gratuit à la revue
Informateur Millwide, veuillez nous
transmettre un courriel à
[email protected] ou visitez le site
Web www.usnr.com/about/news/
ABONNEMENT GRATUIT
INSIDERMillwide
THE MAGAZINE FROM USNR | ISSUE 5 - 2011
SEEING BOTH SIDES
REDESIGNING THE PROCESS
USNR SORTS IT OUT FOR YOU
Allegheny Wood Products puts dual-side LASAR scanning to the test
Louisiana Hardwoods takes its edger line to a whole new level
USNR outlines sorting features designed to make the job easy

PO Box 8Salmon Arm, BCCanada V1E 4N2
5–7 juinSFPA EXPO Atlanta, Géorgie
18–21 juilletMLMA Biloxi, Mississippi
31 juillet–4 aoûtSLMA Point Clear, Alabama
10–13 septembreTekhnodrev Krasnoyarsk, Russie
20–21 septembreKFIA Lexington, Kentucky
21–24 septembreNHLA For t Wor th, Texas
Chad Smith est directeur
de compte chez USNR.
Il opère à partir de Hot
Springs, en Arkansas.
Chad Smith s’est joint à USNR en 2001. Il possède des antécédents solides du côté de l’approvisionnement dans l’industrie ayant travaillé antérieurement pour Hi-Tech
Engineering (maintenant Baxley), Comact et maintenant USNR.
Son historique inclut plusieurs années dans l’approvisionnement et la fourniture et puis comme directeur des opérations de la division de Hot Springs, en Arkansas, avant de passer au service des ventes d’équipement.
« J’adore les défis de trouver les solutions aux besoins
spécifiques de chaque client. J’ai développé d’excellentes relations avec les clients au cours des ans. »
Chad et sa femme, mariés depuis 25 ans, ont deux filles adultes et attendent impatiemment leur premier petit-fils ou petite-fille. Lorsque le temps le permet, Chad s’adonne à la chasse, à la pêche et au camping; il est aussi un motocycliste enthousiaste.
ÉVÉNEMENTS À VENIR
PR
OFI
L