Méthode combinée

of 31
-
Upload
kouakou-christian-kouassi -
Category
Documents
-
view
94 -
download
19
description
CONTROLE DE LA QUALITE DU BETON PAR LES ESSAIS NONDESTRUCTIFS
Transcript of Méthode combinée
-
MINISTERE DE LHABITAT ET DE LURBANISME
Centre National dEtudes et de Recherches Intgres du Btiment CONTROLE DE LA QUALITE DU BETON PAR LES ESSAIS NONDESTRUCTIFS
Elabor par : Mme Mouffok Linda M.Sakhraoui Said
-
SOMMAIRE
1. INTRODUCTION 2
2. CONTROLE NON DESTRUCTIF PAR ULTRASON 32.1 Principe 32.2 Appareillage 32.3 Mesure de la vitesse de propagation des ultrasons 32.4 Prparation de la surface 52.5 Influence des armatures 5
3 CONTROLE NON DESTRUCTIF AU SCLEROMETRE 93.1 Principe 93.2 Appareillage 93.3 Indice de rebondissement 113.4 Etalonnage de lappareil 123.5 Mode opratoire 14
4. ESTIMATION DE LA RESISTANCE A LA COMPRESSION DU BETON PAR LES ESSAIS NON DESTRUCTIFS UNI PARAMETRIQUES
16
4.1 Gnralits 164.2 Corrlation laide des prouvettes moules 164.3 Corrlation par essais sur carottes 17
5. ESTIMATION DE LA RESISTANCE A LA COMPRESSION PAR LA METHODE COMBINEE VITESSE DES ONDES ULTRASONORES INDICE DE REBONDISSEMENT
22
6. LOCALISATION DES DEFAUTS DANS LE BETON PAR LES ESSAIS AUX
ULTRASONS 24
6.1 Dtection des vides de grandes dimensions 246.2 Estimation de la profondeur dune fissure superficielle 246.3 paisseur des couches endommages 25
ANNEXE : EXEMPLES DAPPLICATION 26
REFERENCES BIBLIOGRAPHIQUES 30
1
-
1. INTRODUCTION Dans les constructions en bton, des problmes de contrle, de suivi de la qualit du bton et de l homognit peuvent tre rencontrs diffrentes phases : Premirement les difficults lies lhomognit se posent lors de la confection du bton.
En effet il est constat que pour cette tche, dune part, le personnel affect est non qualifi, et dautre part, les soins adquats ne sont pas apports aux choix judicieux des matriaux de base constituants le bton.
Deuximement lors de la mise en uvre, plusieurs paramtres lis la qualit sont galement affects et en raison du non respect des rgles lmentaires de mise en uvre.
Compte tenu de ce qui a t prcit, trs souvent, des doutes sont mis sur la qualit des btons mis en uvre. Ces doutes mneront gnralement vers un contrle sur les ouvrages raliss. Plusieurs mthodes de contrle peuvent tre envisags, parmi lesquelles on peut citer les plus couramment utilises savoir :
Les mthodes de contrle destructif ; Les mthodes de contrle par des essais non destructifs.
La premire mthode consiste craser des prouvettes prleves et moules au mme moment. Nanmoins, les rsultats de cette mthode ne sont pas obtenus immdiatement, le bton des prouvettes est diffrent de celui de louvrage car la cure et le compactage ne sont pas les mmes, les rsistances des prouvettes dpendent galement de leurs dimensions et de leurs formes. Les essais non destructifs viennent donc complter les essais destructifs. Leur utilisation entrane une plus grande scurit et une meilleure planification de la construction ; par consquent une progression plus rapide et plus conomique. Elles permettent de contrler la structure sans modifier sa performance et son apparence. Ces essais sont utiliss essentiellement pour suivre la rgularit et lhomognit du bton comme elle peuvent tre appliques pour valuer la rsistance du bton in situ, ou pour dtecter et dterminer des anomalies dans le bton telle que la prsence de vides, de dfauts, de fissures et de dtriorations. Avec ces essais, la rsistance peut tre estime, mais non mesure car pour la plupart les essais non destructifs sont des essais comparatifs. Par consquent, linterprtation des essais non destructifs doit se faire dune manire trs judicieuse. Parmi ces essais, nous pouvons citer l'essai au sclromtre et l'essai aux ultrasons qui sont les plus utiliss et les plus pratiques.
2
-
2. CONTROLE NON DESTRUCTIF PAR ULTRASONS 2.1 PRINCIPE Un train dondes longitudinales est produit par un transducteur lectro-acoustique maintenu au contact dune surface du bton soumis lessai. Aprs avoir parcouru une longueur connue dans le bton, le train de vibrations est converti en signal lectrique par un deuxime transducteur, et des compteurs lectroniques de mesure du temps permettent de mesurer le temps de parcours de limpulsion. 2.2 APPAREILLAGE Lappareillage est constitu de : un gnrateur dimpulsions lectriques, une paire de transducteurs, un amplificateur, un dispositif lectronique de mesure de temps permettant de mesurer la dure
coule entre le dpart dune impulsion gnre par le transducteur-metteur et son arrive au transducteur-rcepteur.
Un barreau de calibrage est fourni pour permettre dobtenir une ligne de rfrence de la mesure de la vitesse. Lappareillage doit tre capable de mesurer les temps de transit sur le barreau de calibrage avec un cart limite de 0,1 s et une prcision de 2 %. La frquence propre des transducteurs se situe normalement dans une plage comprise entre 20 kHz et 150 kHz. Commentaire Des frquences de lordre de 10 kHz ou de 200 kHz peuvent parfois tre utilises. Les impulsions haute frquence ont un front bien dfini, mais, en traversant le bton, elles samortissent plus rapidement que les impulsions de plus basse frquence. Il est donc prfrable dutiliser des transducteurs haute frquence (60 kHz 200 kHz) pour les distances de parcours courtes ( partir de 50 mm) et des transducteurs basse frquence (10 kHz 40 kHz) pour les distances de parcours longues (jusqu un maximum de 15 m). Les transducteurs ayant une frquence de 40 kHz 60 kHz conviennent pour la plupart des applications. 2.3 MESURE DE LA VITESSE DE PROPAGATION DES ULTRASONS 2.3.1. Mesures en transparence (transmission directe) :
Utilises dans le cas des prouvettes ou de poteaux ou dans certaines poutres, les transducteurs (metteur et rcepteur) sont appliqus sur les deux faces de llment tester. La vitesse de propagation des ultrasons est dtermine partir de la formule (1) :
3
-
a a L
Figure 1. Mesures en transparence V = L / T (1) V : vitesse des ondes ultrasonores longitudinales en km/s, L : longueur de parcours en mm, T : temps de propagation des ondes de lmetteur au rcepteur en s. 2.3.2. Mesures en surface (transmission indirecte)
La mesures par transmission indirecte est la moins sensible, elle nest utilise que si une seule face du bton est accessible (les dalles, lments en longueur) ou si lon sintresse la qualit du bton de surface par rapport la qualit globale. Lmetteur est maintenu en un point fixe ; le rcepteur est dplac successivement des distances marques lavance. Aprs avoir relev le temps correspondant un point considr, on passe au point suivant. Les temps et les distan es sont po s sur graph on trace la droite moyenne de ces diffrents points dont lmilieu considr.
L3 L2 L1
Elment tester R E
Vitesse = pente = L / Pour chaque srie de mdeux tant comprise en
c
a pente corr
E
Figur
T
esure, il fatre 10 et 30rt
espond
R1
T1 e 2. Mes
ut ralise cm. un
la valeu
R2
T2 ures en
r au moe,
r de la vitesse des ultrasons dans le
R3
T3 surface
ins cinq (05) points, la distance entre
4
-
2.3.3. Mesures en transparence par rayonnement (transmission semi-directe)
La mesure par transmission semi-directe est utilise lorsque la disposition directe ne peut pas tre adopte, par exemple dans les coins des structures. Si une seule mesure est ralise, lessai est assimile celui de la mthode par transmission directe (transparence) : la vitesse de propagation des ultrasons est calcule partir de la formule (1). Si lon ralise plusieurs mesures en dplaant le transducteur rcepteur, lessai est assimil celui de la mthode par transmission indirecte (en surface) : lmetteur est plac en un point fixe, et sur la face oppose ou perpendiculaire, le rcepteur est dplac intervalle constant (10 30 cm) sur une ligne.
L
R 2 3
Elment tester
L1 L2 Ln
n
E
Figure3. Mesures en transparence par rayonnement Vitesse (v) = pente = L / T 2.4 PREPARATION DE LA SURFACE Pour qu il y ait un contact parfait entre le bton et les transducteurs, il est recommand demployer un matriau intermdiaire entre les deux et en prenant soin de vrifier que l appareil est bien appliqu contre la surface tester. Les matriaux dinterposition sont la vaseline, un savon liquide ou une pte constitue de Kaolin et de glycrol. Lorsque la surface de bton est trs rugueuse, il est ncessaire de poncer et dgaliser la partie de la surface o le transducteur sera fix laide dune rsine poxy prise rapide. 2.5. INFLUENCE DES ARMATURES La vitesse de propagation mesure sur du bton arm, proximit des armatures, est souvent plus leve que celle que lon mesure dans un bton de masse de mme composition. En effet, la vitesse de propagation dans lacier est de 1,2 1,9 fois celle que lon mesure dans du bton non arm. Dans certains cas, la premire impulsion qui arrive au transducteur sest propage en partie dans lacier et en partie dans le bton. Laccroissement apparent de la vitesse de propagation dpend de la proximit des armatures par rapport lemplacement des points de mesure, de la section et de nombre des armatures, de leur positionnement par rapport au parcours et de la vitesse de cette impulsion dans le bton denrobage.
5
-
Commentaire Dans la mesure du possible, il convient de ne pas effectuer les mesures proximit immdiates des armatures en acier parallles la direction de propagation de limpulsion. 2.5.1. Fers bton plac perpendiculairement la direction de propagation de
londe Linfluence maximale due la prsence des armatures peut tre calcule en supposant que pendant son parcours limpulsion traverse la section totale de chacun des fers. Si n fers bton de diamtre i ( i variant de 1 n ) se trouvent directement sur le parcours de limpulsion, leurs axes faisant des angles droits par rapport au parcours de la propagation (voir Figure N4), on peut crire lquation :
S
s
s
c
VLVL
LL
VV
..1
1
= (2)
Dans laquelle ; V : vitesse de propagation dans le bton arm, cest - dire la vitesse mesure. Vc : vitesse de propagation dans le bton seul Vs : vitesse de propagation dans lacier L : longueur du parcours Ls = Q i : longueur du parcours dans lacier. Les valeurs Vc/V sont donnes dans le tableau 1 pour diffrentes densits darmatures et cela pour trois types de bton qui peuvent tre classs de mauvais, bon et trs bon. 1 2 3 n (a) 1 2 3 n
R E
L E R
(b) L
6
-
(c) L
R E
Figure 4. Mesures dans le bton arm
a : Armatures perpendiculaires la direction de la propagation ; b : Armatures parallles la surface dessai ; c : Armatures parallles la direction de la propagation
Ls / L
Vc Vitesse de propagation dans le bton = V Vitesse de propagation mesure
Bton de trs
mauvaise qualit Vc= 3000m/s
Bton de bonne qualit
Vc=4000m/s
Bton de trs bonne qualit Vc=5000m/s
1/12 1/8 1/6 1/4 1/3 1/2
0.96 0.94 0.92 0.88 0.83 0.75
0.97 0.96 0.94 0.92 0.89 0.83
0.99 0.98 0.97 0.96 0.94 0.92
Tableau 1. Influence des armatures Laxe de propagation tant perpendiculaire laxe des aciers
Il est probable que dans la pratique, Vc/V est un peu plus lev que les valeurs donnes dans le tableau N1, en raison du mauvais alignement possible des fers bton et aussi parce que seul une petite partie de lnergie dimpulsion traversera la section totale des armatures.
7
-
2.5.2. Axe de larmature parallle la direction de la propagation Si larmature se trouve situe une distance a dtermine partir de la ligne reliant les points dapplication les plus rapprochs des deux transducteurs et que la longueur de parcours entre ces deux transducteurs est L, le temps de transmission T, dans lun ou lautre des cas de figures 4b ou 4c,est :
cs
cs
s VVVVa
VLT
. 2
22+=
pour La <
cs
cs
VVVV.2
1+ (3)
Les armatures nont pas dinfluence lorsque : La >
cs
cs
VVVV.2
1+
La valeur de la vitesse Vs peut tre dtermine, en envoyant une impulsion le long de laxe de larmature enrobe par le bton. Cette valeur est comprise entre 6000 m/s et 5200 m/s . Les corrections apporter la vitesse de propagation mesure dans la direction parallle aux armatures sont donnes dans le tableau N2.
a /L
Vitesse de propagation dans le bton Vc = Vitesse de propagation mesure dans le bton Vs
Vc = 0,90 Vs
Vc = 0,80 Vs
Vc = 0,71 Vs
Vc = 0,60 Vs
0
1 /2 1/15 1/10 1/7 1/5 1/4
0.90 0.94 0.96 0.99 1.00 1.00 1.00
0.80 0.86 0.88 0.92 0.97 1.00 1.00
0.71 0.78 0.80 0.85 0.91 0.99 1.00
0.60 0.68 0.71 0.76 0.83 0.92 1.00
Tableau 2. Influence des armatures : Laxe de propagation tant perpendiculaire laxe des aciers
8
-
3. ESSAI AU SCLEROMETRE 3.1. PRINCIPE Lessai au sclromtre consiste projeter une masse sur la surface du bton avec une nergie initiale constante (figure 5). Suite au choc, une partie de lnergie est absorbe par le bton (nergie de dformation permanente), lautre partie provoque le rebondissement de la masse mobile qui est proportionnel lnergie reste disponible.
Bton
Energie absorbe
Bton
Energie de recul de la masse
Masse Projete
M M
Figure 5. Principe du Sclromtre
Il est indispensable que la masse du bton soit infinie par rapport la partie mobile du sclromtre afin dviter lobtention dune nergie cintique lors des essais. Lnergie dimpact est produite par un systme de ressorts dont lamplitude du mouvement de recul est fonction de : - Lnergie de recul - Caractristiques des systmes de ressorts 3.2. APPAREILLAGE 3.2.1. Sclromtre Le modle le plus utilis pour la dtermination non-destructive de la rsistance du bton sur la base du recul est le sclromtre SCHMIDT (Suisse) de type N et NR. Dautres modles de sclromtres SCHMIDT sont donns dans le (tableau 5) selon le type de recul ainsi que lnergie dimpact.
9
-
Modle Energie dimpact ( Kgf.m)
Domaine dutilisation
L 0.075 - Elments minces en bton - Btons base dagrgats lgers
M 3.000 Elments massifs
N 0.225 Btons usuels
NA 0.225 Contrle de la qualit du bton sous leau
NR 0.225 Identique au modle N mais avec un dispositif denregistrement des mesures
PT 0.090 Contrle de la qualit des matriaux de trs faible rsistance ( Rc = 5 80 kgf.m/cm2 ) Tableau 5. Modles des sclromtres existants
Lappareil est compos dune masselotte charge par un ressort qui se projette sur une tige mtallique appele tige de percussion.
Modle N
Modle NR (avec enregistrement)
Figure 7 : Sclromtre SCHMIDT 3.2.2. Pierre polir La pierre polir est une pierre abrasive de texture grains moyens. Cette dernire est utilise pour la prparation des surfaces de mesure. 3.2.3 Enclume de calibrage Enclume en acier permettant le calibrage du marteau, caractrise par une duret minimale de 52 HRC, une masse approximative de 16 kg, et un diamtre approximatif de 150 mm. Commentaire : La duret (HRC) exprime lchelle Rockwell C. Elle est mesure laide dun pntrateur en forme de cne de diamant auquel est appliqu une charge de 1470 N.
10
-
3.2.3. Bloc dtalonnage Le bloc dtalonnage, en noprne arm, est de dimensions 25 cm x 25 cm x 6 cm. 3.3 INDICE DE REBONDISSEMENT L indice de rebondissent est la mesure enregistre sur une chelle gradue fixe par rapport au bti de lappareil de sclromtre, aprs la projection dune masselotte charge par ressort sur une tige mtallique en contact avec la surface du bton. Cette mesure est fonction de langle dinclination de lappareil par rapport lhorizontal.
Sclromtre
= 0
= -90
Sclromtre
= +90
= -45
= +45
SclromtreSclromtre
Figure 6. Angles dinclinaison du sclromtre / horizontale
Correction de la valeur de lindice de rebondissement pour les diffrents angles dinclinaison de lappareil
Essais vers le haut Essais vers le bas Indice de
rebondissement +90 +45 -90 -45
20 >20 >30 >40 >50
Non valable-5,4 -4,7 -3,9 -3,1
Non valable -3,5 -3,3 -2,0 -2,1
+2,4 +2,4 +2,3 +2,0 +1,6
+3,2 +3,4 +3,1 +2,7 +2,2
Tableau4. Correction de la valeur de lindice de rebondissement en fonction de langle
dinclinaison
11
-
3.4. ETALONNAGE DE LAPPAREIL Le sclromtre doit tre contrl par des essais dtalonnage, car les constantes des ressorts changent aprs plusieurs utilisations. Trois mthodes sont utilises pour ltalonnage du sclromtre : 3.4.1. Sur lenclume de calibrage Avant de procder une srie d'essais sur une surface de bton, des relevs sur l'enclume de calibrage doivent tre effectus et enregistrs, puis vrifis afin de s'assurer que les rsultats obtenus sont compris dans la gamme de valeurs recommandes par le fabricant. Dans le cas contraire, il doit tre procd au nettoyage et au rglage du sclromtre.
Figure 7 : enclume de calibrage
3.4.2. Sur bloc en noprne arm Cette mthode consiste effectuer sur le bloc en noprne, pos sur une assise rigide et plane, deux sries de 27 mesures espaces de 5 secondes et calculer la moyenne de lindice de rebondissement Rm de la 2me srie. La position de lappareil doit tre verticale.
12
-
Dans le cas o ; 28 Rm 32 : le fonctionnement de lappareil est satisfaisant Rm < 28 ou Rm > 32 : lappareil est dfectueux Dans le deuxime cas, il est procd au nettoyage de lappareil afin de dterminer une nouvelle fois la valeur de Rm. Si lappareil est toujours dfectueux, donc il est inutilisable. Une rvision est ncessaire dans ce cas avec un certificat dtalonnage. 3.4.3. Sur prouvettes de bton Cette mthode consiste dterminer la moyenne de lindice de rebondissement Rm par des mesures effectues sur trois sries de trois prouvettes de bton, correspondant aux trois classes de rsistances la compression 15, 25 et 35 MPa. La moyenne de lindice R est dtermine pour chaque classe de rsistance. Les mesures de lindice R sont suivies dun essai dcrasement des prouvettes. Les trois couples de valeurs sont reports sur le graphique de la figure 8. Dans le cas o les trois points reprsentatifs se retrouvent lintrieur du fuseau, donc le fonctionnement de lappareil est satisfaisant. Dans le cas contraire, le fonctionnement de lappareil est dfectueux. Une rvision est ncessaire avec un certificat dtalonnage.
Figure 8 : Graphe de contrle du fonctionnement de lappareil sur prouvettes
13
-
3.5. MODE OPERATOIRE : 3.5.1. Mesures sur ouvrage : Les mesures doivent tre effectues sur des surfaces nettes ne prsentant pas des
nids de gravier, des caillages, une texture grossire, une porosit leve ou des armatures affleurantes. La prparation de la surface consiste liminer tout enduit ou peinture adhrant ou poncer si cette surface est constitue dune couche superficielle friable. Toute trace deau sur la surface doit tre essuye.
La distance minimale entre deux essais de choc doit tre de 25 mm et aucun essai
ne doit tre ralis moins de 25 mm du bord de la surface teste. Il est prfrable de tracer un quadrillage de 25 mm 50 mm de ct, et de considrer les intersections de ces lignes comme points dimpact de la tige de percussion.
d
d
d = 2550 mmFigure 9. Grille de mesure sur ouvrage
Lessai seffectue avec lappareil plac en position horizontale et une surface lisse.
Amener la tige au contact du bton et presser lappareil dans le sens de leffort exerc. Mesurer le rebondissement de la masselotte en observant la nouvelle position prise par lindex devant lchelle gradue. Pour obtenir une estimation fiable de l'indice de rebondissement de la surface d'essai, neuf essais au moins doivent tre effectus. Enregistrer la position et l'orientation du marteau chaque srie d'essai.
14
-
3.5.2. Mesures sur prouvettes : Il est procd au relev de 27 mesures sur prouvettes cylindriques 16 x 32 avec le respect des distances montres sur la figure 10. Les prouvettes doivent tre maintenues entre les plateaux de la presse sous une contrainte de 0.5 MPa. Les mesures au sclromtre ne peuvent tre effectues quaprs 48h de la sortie des prouvettes de leur ambiance de conservation.
40 30 30 30 30 30 30 30 30 40
160
320
Figure 10. Grille de mesure sur prouvette
15
-
4. ESTIMATION DE LA RESISTANCE A LA COMPRESSION DU BETON PAR LES ESSAIS NON DESTRUCTIFS UNI PARAMETRIQUES
4.1 GENERALITES Lestimation de la rsistance la compression in situ si par les mthodes uni paramtriques consiste utiliser la mthode ultrasonore ou la mthode au sclromtre. Ces mthodes peuvent estimer la rsistance des btons si des corrlations fiables sont tablies. En effet, la vitesse de propagation du son est lie au module dlasticit et la masse volumique. Pour le bton, ces proprits sont lies au type de granulat, leurs proportions et leurs proprits physiques ainsi qu celles de la pte de ciment, qui sont essentiellement lies au rapport eau/ciment initial et la maturit du bton. Dautre part, la rsistance du bton est davantage lie au rapport eau/ciment quau type de granulat et aux proportions de granulat et de pte. Par consquent, les corrlations entre la vitesse de propagation du son et la rsistance du bton sont physiquement indirectes, et doivent tre tablies pour un mlange de bton spcifique. Lestimation de la rsistance sur la base de la seule valeur de la vitesse de propagation des ultrasons nest pas fiable pour un bton non connu. La mthode au sclromtre constitue une voie directe utilise pour la dtermination du degr dhomognit du bton et la duret de la surface de llment en bton qui ne reprsente pas, en gnral, la qualit du bton de masse. 4.2 CORRELATION A LAIDE DES EPROUVETTES MOULEES (NF EN 12504-4 ET DTR B.E 2.1) Pour tablir la corrlation graphique entre les grandeurs donnes par les essais non destructifs (vitesse des ultrasons ou lindice de rebondissement) et la rsistance la compression, il est ncessaire deffectuer les mesures sur au moins 30 prouvettes en procdant ainsi : Pour avoir une plage de rsistances, faire varier le rapport eau/ciment de 0,40 0,80, pour chaque rapport eau/ciment, soumettre trois prouvettes normalises aux essais
destructifs et non destructifs, prendre la valeur moyenne de toutes les mesures Dans la courbe de corrlation, la valeur des essais non destructifs est considre comme variable et la rsistance la compression comme une fonction de cette variable. Il est bien entendu que toutes les autres caractristiques du bton, savoir : le type de ciment et le dosage, la nature des granulats, leur granulomtrie et les proportions utilises, les adjuvants, le mode de fabrication du bton, les conditions de cure et lge aux essais, doivent tre identiques celles du bton mis en uvre in situ. Si une des caractristiques du bton mis en uvre a chang, il faut tablir, de la mme faon, une autre courbe de corrlation.
16
-
4.3 CORRELATION PAR ESSAIS SUR CAROTTES (NF EN 13791) la norme NF EN 13791 prconise deux mthodes de corrlation par essais sur carottes ; la premire mthode consiste tablir, pralablement, une relation entre la rsistance la compression et les mesures des essais non destructifs( vitesse aux ultrasons, indice de rebondissement) pour le bton considr et la deuxime mthode permet dtalonner avec des carottes pour un intervalle de rsistance limit en utilisant une relation tablie (courbe de base). 4.3.1 Mthode 1 : Corrlation directe par essais sur carottes Pour effectuer une corrlation partir dessais sur carottes, on doit suivre les oprations suivantes : localiser les zones de qualit diffrente en utilisant les essais de vitesse de
propagation du son, effectuer les essais non destructifs dans ces zones pour avoir la valeur de lindice de
rebondissement partir de lessai au sclromtre et la valeur de la vitesse des ultrasons partir de lessai ultrasonore,
prlever des carottes dans ces zones pour avoir une plage de rsistances, La relation doit reposer sur au moins 18 couples de rsultats, savoir 18 rsultats dessais sur carottes et 18 rsultats non destructifs. Un couple de rsultat dessai est constitue dun rsultat dessai sur carotte (rsistance la compression) et dun rsultat dessai non destructif (indice de rebondissement ou vitesse des ultrasons) issus de la mme zone dessai. Dans la courbe de corrlation, la valeur des essais non destructifs est considre comme variable et la rsistance la compression estime sur site comme une fonction de cette variable. 4.3.2 Mthode 2 : talonnage avec des carottes et une courbe de base Cette mthode est applicable uniquement pour un intervalle limit de rsistance de btons. Le principe de cette mthode consiste :
raliser, au minimum 09 points dessai. Pour chaque point dessai, il faut effectuer lessai au sclromtre pour avoir
lindice de rebondissement (R) ou lessai aux ultrasons pour avoir la vitesse des ultrasons (v)
prlever une carotte et la soumettre un essai de compression pour dterminer la rsistance (f).
Les rsultats des essais non destructifs (lindice de rebondissement ou la vitesse des ultrasons) et destructifs (rsistance la compression de la carotte) sont reports sur un graphe avec la rsistance la carotte en ordonn et les rsultats non destructifs en abscisse.
17
-
Pour chaque point, on dtermine : la diffrence entre la valeur de la rsistance mesure sur la carotte et la valeur de
la rsistance donne par la courbe de base pour les mmes valeurs de (R) ou (v), soit :
f = fin fR,V (4) la valeur moyenne fm(n) et lcart type s pour tous les essais raliss. le facteur de dcalage f, selon lequel la courbe de base doit tre dcale,
partir de la formule suivante : f = fm(n) k1 s (5) o : k1 coefficient dpend du nombre dessais raliss (voir tableau 6)
Figure 11 : Principe de base pour le calcul de f
18
-
010
20
30
40
50
60
20 22 24 30 35 40 45 50
R
fR
Figure 12 : Courbe de base pour lessai au sclromtre
0,00
5,00
10,00
15,00
20,00
25,00
30,00
35,00
40,00
45,00
4 4,1 4,2 4,3 4,4 4,5 4,6 4,7 4,8
V (km/s)
fv
Figure 13 : Courbe de base pour lessai de vitesse de propagation du son
19
-
Nombres dessais K19 10 11 12 13 14 15
1,67 1,62 1,58 1,55 1,52 1,50 1,48
Tableau 6 : Coefficient k1 en fonction du nombre dessais La relation tablie par cette mthode peut tre utilise dans les limites des intervalles suivants : 2 indices de rebondissement en dehors de l'intervalle utilis pour obtenir la valeur du dcalage ; 0,05 km/s en dehors de l'intervalle des rsultats dessai de vitesse de propagation du son utilis pour obtenir la valeur du dcalage ;
4.3.3. Evaluation de la rsistance la compression sur site Cette mthode prconise 15 essais non destructifs. A partir des valeurs de lindice de rebondissement ou de la vitesse des ultrasons, on dduit la rsistance la compression estime in situ, fis,i de la courbe de corrlation tablie pour la mthode 1 ou de la courbe de base dcale de f pour la mthode 2 . Les relations ne doivent tre utilises que pour lestimation de la rsistance sur site du bton considr et dans les conditions pour lesquelles elles ont t tablies. La rsistance caractristique la compression sur site est la valeur la plus faible de : fck,is = fm(n),is - k1 x s ...(6) fck,is = fis, plus faible + 4 (7) Avec : fck,is : rsistance caractristique la compression sur site, fm(n),is : rsistance moyenne la compression estime in situ des n rsultats dessai, fis, plus faible : plus faible rsultat dessai de la rsistance la compression sur site, s : cart type des rsultats dessai. La classe quivalente de rsistance la compression peut tre value laide du (Tableau 7 )
20
-
Rsistance caractristique minimale
sur site N/mm2
Classe de rsistance la compression
Rapport de la rsistance
caractristique sur site la rsistance caractristique
prouvettes normalises
fck, is, cyl fck, is, cube
C8/10 0,85 7 9 C12/15 0,85 10 13 C16/20 0,85 14 17 C20/25 0,85 17 21 C25/30 0,85 21 26 C30/37 0,85 26 31 C35/45 0,85 30 38 C40/50 0,85 34 43 C45/55 0,85 38 47 C50/60 0,85 43 51
Tableau 7 : Rsistance caractristique minimale la compression sur site pour les classes de rsistance la compression.
21
-
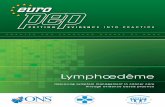
5. ESTIMATION DE LA RESISTANCE A LA COMPRESSION PAR LA METHODE COMBINEE VITESSE DES ONDES ULTRASONORES LONGITUDINALES INDICE DE REBONDISSEMENT
Le principe de cette mthode consiste dterminer la rsistance la compression du bton partir de l'abaque de la figure 13 donnant la variation de la rsistance du bton en fonction de la vitesse des ultrasons et de l'indice de rebondissement [fis (V, R)]. Cette rsistance est corrige par la valeur du coefficient d'influence total qui est le produit des coefficients d'influences partiels des diffrents constituants et de leur nature. Le tableau 8 donne les valeurs de ces coefficients partiels pour chaque constituant du bton.
Constituants du bton test Coefficients d'influence
- Ciment CPA - Ciment CPJ - Ciment CRS
CC = CCPA = 1,00 CC = CCPJ = 1,33 CC = CCRS = 1,30
Dosage en ciment : - 200 Kg/m3 - 250 Kg/m3 - 300 Kg/m3 - 350 Kg/m3 - 400 Kg/m3
Cd = Cd 200 = 0,83 Cd = Cd 250 = 1,00 Cd = Cd 300 = 1,00 Cd = Cd 350 = 1,00 Cd = Cd 400 = 1,00
Adjuvants : - Hydrofuge - Suprplastifiant- rducteur d'eau - Retardateur-fluidifiant
Cadj = Cadj H = 1,00 Cadj = Cadj SR = 1,14 Cadj = Cadj RF = 1,15
NOTA : L'influence de la nature minralogique et de l'origine du granulat (roul ou concass) sur la relation R(V, N) est ngligeable.
Tableau 8 : Valeurs des coefficients dinfluence partiels
22
-
712
17
22
27
32
37
42
3 3,2 3,4 3,6 3,8 4 4,2 4,4 4,6 4,8 5
v (km/s)
R
11
12
15
16
17
18
20
21
22
23
24
225
26
27
29
30
31
32
34
35
36
37
39
40
42
44
Rsistance la compression(Mpa)
rsistance la compression en Mpa,
et .
= fab x Ct (8)
t = CC x Cd x Cadj (9)
vec :
: rsistance du bton test, rtir de l'abaque R(V, N),
e de ciment, t,
Figure 13. Abaque donnant la variation de laen fonction de la vitesse des ultrasons (v) de lindice de rebondissement (R) du bton
fis C a fisfab : rsistance dtermine paCt : coefficient d'influence total, CC : coefficient d'influence du typCd : coefficient d'influence du dosage en cimenCadj : coefficient d'influence de l'adjuvant.
23
-
6. LOCALISATION DES DEFAUTS DANS LE BETON APR LES ESSAIS AUX ULTRASONS
Lutilisation de la technique de lauscultation dynamique pour localiser les dfauts, les vides ou toutes autres malfaons dans le bton, est base sur la trs faible transmission de lnergie des ultrasons au travers une lame dair emprisonne dans le bton (rupture de la continuit dans le bton). Cest ainsi quune fissure ou quun vide rempli dair, situ entre les deux transducteurs, fera obstruction la propagation directe de londe ultrasonique dans le cas o laire intresse est suprieure la surface de contact des transducteurs. Dans ce cas, la premire impulsion devant tre capte par le transducteur de rception sera diffracte autour de la zone dfectueuse et le temps de propagation sera plus long que dans un bton homogne. 6.1. DETECTION DES VIDES DE GRANDES DIMENSIONS Les vides importants peuvent tre dtects lorsque leur aire projete angle droit par rapport au parcours de la propagation de londe est suffisamment grande pour produire un retard significatif du temps de propagation par rapport celui que lon mesure sur un bton homogne. Pour des cavits daire projete identique, on obtient une variation minimale du temps de propagation lorsque le vide est situ mi-chemin des transducteurs. et on aura ainsi : Si Td = Th : (les vides ne peuvent pas tre dtects) da
et si Td < Th : 1TTLda
2
h
d
+= (10) a : la dimension minimale de la section de laire projete du vide, d : diamtre du transducteur, Td : le temps de propagation au travers du centre du dfaut, Th : le temps de propagation dans un bton homogne. L : la longueur de parcours. 6.2. ESTIMATION DE LA PROFONDEUR DUNE FISSURE SUPERFICIELLE Il est parfois ncessaire dapprcier la profondeur dune fissure visible en surface sur le bton de louvrage. On peut obtenir une valeur approche de la profondeur de la fissure en comparant les temps de propagation de londe au travers de la fissure et dans les zones de bton homogne, proximit de cette fissure, au moyen de transducteurs appliqus sur la face du bton et situs gale distance de part et dautre de la fissure. Si la fissure est bien situe mi-chemin entre les transducteurs, sa profondeur ( c ) sera donne par la formule suivante :
24
-
1TTbc
2
L
c
= (11) dans laquelle : Tc : temps de propagation au travers de la fissure, TL : temps de propagation le long de la surface du mme type de bton dpourvu de
dfauts, c : profondeur de la fissure, b : distance du point le plus proche de la zone active du transducteur partir de la
surface. 6.3. EPAISSEUR DES COUCHES ENDOMMAGEES Lpaisseur dune couche superficielle endommage dans un ouvrage en bton peut tre estime au moyen de la mesure des temps de propagation sur la surface du bton. Dans ce cas, lmetteur dimpulsion est maintenu en un point fixe tandis que le rcepteur est dplac le long de la surface du bton, par intervalle rgulier et successif. Quand les transducteurs sont rapprochs, londe traverse le bton endommag, et la pente de la courbe trace en portant en ordonne la distance sparant les deux transducteurs et en abscisse le temps de transit, donne la vitesse de londe dans cette couche superficielle. Au-del dune certaine distance entre les transducteurs, la premire impulsion est rfracte le long de la couche sous-jacente de bton non endommag et les valeurs salignent sur une courbe dont la pente donne la vitesse de propagation dans le bton sain. La distance X0 pour laquelle le changement de pente se produit, permet une estimation de lpaisseur de la couche dtriore. Cette paisseur est donne par la formule suivante :
ds
ds0
VVVV
2X
+= (12)
La mthode ci-dessus est applicable dans le cas de grande surface de bton endommag sur une paisseur peu prs uniforme ; les petites surfaces localises dun bton endommag ou prsentant des cavernes sont plus difficiles valuer. Cependant, il est possible de trouver une valeur approche de lpaisseur de couches localises de bton de mauvaise qualit en faisant la fois des mesures de vitesse par transparence et en surface.
25
-
Annexe : EXEMPLES DAPPLICATION: Exemple 1 : Mthodes uni paramtriques : Etalonnage avec des carottes et une
courbe de base (Mthode 2 selon NF EN 13791 ) 1- courbe dtalonnage des ultrasons
V,is (km/s)
fp (Mpa) fr (Mpa) courbe de base
f = fp - fr (Mpa)
1 4.10 15 1.5 13.5 2 4.15 17 2.5 14.5 3 4.20 19 3.5 15.5 4 4.25 21 5 16 5 4.30 25 7 18 6 4.35 28 9 19 7 4.40 30 11 19 8 4.45 32 14 18 9 4.50 35 17 18
fm (Mpa) 16.83 s (Mpa) 2.02
fr = fm- k1s (Mpa) 13.47
260
10
20
30
40
50
60
3,8 4 4,2 4,4 4,6 4,8 5
courbe de base
courbe de corrlation
f
f
-
2- courbe dtalonnage du sclromtre
Indice fr (Mpa) courbe de base
fep (Mpa) prouvette
f = fep - fr (Mpa)
1 30 17 28.0 11.0 2 32 20 29.0 9.0 3 34 24 36.5 12.5 4 34 24 35.0 11.0 5 35 26 31.5 5.5 6 35 26 38.0 12.0 7 36 27 41.0 14.0 8 38 32 40.5 8.5 9 40 34 44.0 10
fm (Mpa) 10.4 s (Mpa) 2.4
fr = fm- k1s (Mpa) 6.2
0
10
20
30
40
50
60
20 25 30 35 40 45 50
indices sclromtriques
rsi
stan
ces
en M
pa
fi
f
27
-
Exemple 2 : Estimation de la rsistance la compression du bton par la mthode combine 1. Donnes et hypothses : Contrle dun poteau de 3,5 m de hauteur et de section de 30 x 30 cm. On nglige linfluence des armatures. Les appareils sont talonns. Les caractristiques du bton test sont les suivantes :
Le dosage en ciment est de 350 Kg/m3 ; Le ciment utilis est le CPJ ; L'adjuvant utilis est le retardateur-fluidifiant.
2. Rsultats des essais non destructifs La valeur moyenne de lindice de rebondissement : Rm = 27,2 La valeur moyenne de la vitesse de propagation des ultrasons : vm = 4,10 Km/s 3 - Coefficients dinfluence des constituants du bton test (tableau 8) 3.1 - Coefficient dinfluence du dosage en ciment : Le dosage en ciment est de 350 Kg/m3 : Cd = 1. 3.2 - Coefficient dinfluence du type de ciment : Le ciment utilis est le CPJ : Cc = CCPJ = 1.33 3.3 - Coefficient dinfluence des adjuvants : Ladjuvant utilis est le retardateur-fluidifiant : CadjRF = 1.15. 3.4 - Coefficient dinfluence total : Ct = Cd x CCPJ X CadjRFCt = 1 x 1.33 x 1.15 Ct = 1.53 4 - Rsistance du bton dtermine partir de labaque R(V, N) : La rsistance en compression, pour vm = 4,1 Km/s et Rm = 27,2, se situe entre deux iso-rsistances. On procde par interpolation : fabaque(vm = 4,1 Km/s, Rm = 27,2 ) = 30,5 Mpa. (figure 14).
28
-
712
17
22
27
32
37
42
3 3,2 3,4 3,6 3,8 4 4,2 4,4 4,6 4,8 5
v (km/s)
R
11
12
15
16
17
18
20
21
22
23
24
225
26
2730
31
32
34
35
36
37
39
40
42
44
Rsistance la compression(Mpa)
Figure 14
- Rsistance du bton test
abaque x Ct
29
6La rsistance du bton test f = fR = 30,5 x 1,53 = 46,7 Mpa. R = 46,7 Mpa.
29
-
REFERENCES BIBLIOGRAPHIQUES [1] : LES ESSAIS SUR BETON PAR LA METHODE DAUSCULTATION DYNAMIQUE
RECOMMANDATIONS DE LA RILEM MATERIAUX ET CONSTRUCTIONS ESSAIS ET RECHERCHES, VOL. 2, N 10, JUILLET AOUT 1969.
[2] : NF P 18 418 : BETONS AUSCULTATION SONIQUE DECEMBRE 1989. [3] : D.T.R BE 2-1 : REGLES DEXECUTION DES TRAVAUX DE CONSTRUCTION
DOUVRAGES EN BETON ARME C.G.S, NOVEMBRE 1990. [4] : CONTROLE NON DESTRUCTIF PAR LA METHODE COMBINEE L. BOUAZZA-
MOUFFOK, CNERIB JOURNEES DETUDES SUR LE CONTROLE TECHNIQUES ET LASSURANCE QUALITE DES CONSTRUCTIONS JANVIER 1996.
[5] : NF EN 12504 2 : ESSAIS POUR BETONS DES LES STRUCTURES. PARTIE 2 :
ESSAIS NON DESTRUCTIFS DETERMINATION DE LINDICE DE REBONDISSEMENT FEVRIER 2003.
[6] : NF EN 12504 4 : ESSAIS SUR BETON DANS LES STRUCTURES. PARTIE 4 :
DETERMINATION DE LA VITESSE DE PROPAGATION DU SON MAI 2005. [7] : METHODOLOGIE DEVALUATION NON DESTRUCTIVE DE LETAT DES
OUVRAGES EN BETON ASSOCIATION FRANAISE DE GENIE CIVIL ET CONFEDERATION FRANAISE POUR LES ESSAIS NON DESTRUCTIFS 2005.
[8] : CONTROLE NON DESTRUCTIF DES BETONS PAR LES ESSAIS NON
DESTRUCTIFS S.SAKHRAOUI ET L.MOUFFOK JUILLET 2007. [9] : NF EN 13791 : EVALAUTION DE LA RESISTANCE A LA COMPRESSION SUR
SITE DES STRUCTURES ET DES ELEMENTS PREFABRIQUES EN BETON SEPTEMBRE 2007.
30