METAL SURFACE MODIFICATION BY...
8
METAL 2007 22. – 24. 5. 2007 Hradec nad Moravicí METAL SURFACE MODIFICATION BY MAGNETOELECTROPOLISHING T. Hryniewicz 1 , R Rokicki 2 , K Rokosz 1 1 Politechnika Koszaliska, Division of Surface Electrochemistry Raclawicka 15-17, PL 75-620 Koszalin, Poland [email protected] 2 ElectroBright, Macungie PA, USA [email protected] Abstract One of the most important surface technologies used for finishing and brightening of metals and alloys is electrolytic polishing, the technology 100 years old, rediscovered specifically when used in the presence of a magnetic field. The paper aims at presenting comparison of the preliminary results of magnetoelectropolishing, the process named by application of an external magnetic field coupled with the process being controlled and maintained under oxygen evolution to achieve an electropolished surface of the work piece. The obtained surfaces exhibit reduced microroughness, better surface wetting and increased surface energy, more uniform corrosion resistance, minimization of external surface soiling and improved cleanability. Concerning surface energy, the magnetoelectropolished surfaces exhibit improved hydrofilicity and wettability, the features of paramount importance for some specific applications. Further studies, concerning the corrosion characteristics, the morphology and surface film chemistry, are under way. 1. INTRODUCTION The process of electropolishing, known and developed for decades, modifies metal surface properties without affecting its bulk properties. Metals and alloys undergoing electropolishing, become smoother, more cleanable and corrosion resistant after the process. The process dissolves particles created after mechanical treatments such as polishing, grinding, and rolling. It also enriches the passive surface layer in the chromium oxide [1-9]. In the last two decades, the electropolishing process seems to have been rediscovered mainly due to the significantly increased demand for super clean (by metallurgical standards), homogeneous, corrosion resistant, biocompatible surfaces that do not interfere in processes utilized by semiconductor, biotechnology, pharmaceutical and human implant industries. The main group of electropolished alloys are austenitic stainless steels, mainly alloys 304, 304L, 316 and 316L. Specialty stainless steel alloy 316L and its medical vm grade are used extensively in pharmaceutical, semiconductors and body implants due to its superior corrosion resistance, smoothness, biocompatibility and cleanability after electropolishing treatment. The remarkable improvement in corrosion resistance of electropolished surfaces of austenitic stainless steels are caused by several interconnected events occurring during the electropolishing process. The first of these is the removal of the Beilby layer that consists of inclusions of martensitic phase, foreign material, pre-existing oxides, etc, created by forming, machining and mechanical polishing. The second is to create a new corrosion resistant layer that is enriched in chromium oxide due to the anomalous co-dissolution of austenitic steels. The third is to improve the surface smoothness by dissolving the surface peaks preferentially to the surface depressions. The fourth event is the eqipotentializing of grain boundaries on metallic materials. The electropolishing process is governed by many different mechanisms and depends on many parameters [2]. Given its variability, no single theory for attaining the best electropolish covers all the complexities. These three theories are widely recognized, and they are:
Transcript of METAL SURFACE MODIFICATION BY...

METAL 2007 22. – 24. 5. 2007 Hradec nad Moravicí
METAL SURFACE MODIFICATION BY MAGNETOELECTROPOLISHING
T. Hryniewicz1, R Rokicki2, K Rokosz1 1 Politechnika Koszali�ska, Division of Surface Electrochemistry
Racławicka 15-17, PL 75-620 Koszalin, Poland [email protected] 2 ElectroBright, Macungie PA, USA
[email protected] Abstract
One of the most important surface technologies used for finishing and brightening of metals and alloys is electrolytic polishing, the technology 100 years old, rediscovered specifically when used in the presence of a magnetic field. The paper aims at presenting comparison of the preliminary results of magnetoelectropolishing, the process named by application of an external magnetic field coupled with the process being controlled and maintained under oxygen evolution to achieve an electropolished surface of the work piece. The obtained surfaces exhibit reduced microroughness, better surface wetting and increased surface energy, more uniform corrosion resistance, minimization of external surface soiling and improved cleanability. Concerning surface energy, the magnetoelectropolished surfaces exhibit improved hydrofilicity and wettability, the features of paramount importance for some specific applications. Further studies, concerning the corrosion characteristics, the morphology and surface film chemistry, are under way. 1. INTRODUCTION
The process of electropolishing, known and developed for decades, modifies metal surface properties without affecting its bulk properties. Metals and alloys undergoing electropolishing, become smoother, more cleanable and corrosion resistant after the process. The process dissolves particles created after mechanical treatments such as polishing, grinding, and rolling. It also enriches the passive surface layer in the chromium oxide [1-9].
In the last two decades, the electropolishing process seems to have been rediscovered mainly due to the significantly increased demand for super clean (by metallurgical standards), homogeneous, corrosion resistant, biocompatible surfaces that do not interfere in processes utilized by semiconductor, biotechnology, pharmaceutical and human implant industries. The main group of electropolished alloys are austenitic stainless steels, mainly alloys 304, 304L, 316 and 316L. Specialty stainless steel alloy 316L and its medical vm grade are used extensively in pharmaceutical, semiconductors and body implants due to its superior corrosion resistance, smoothness, biocompatibility and cleanability after electropolishing treatment. The remarkable improvement in corrosion resistance of electropolished surfaces of austenitic stainless steels are caused by several interconnected events occurring during the electropolishing process. The first of these is the removal of the Beilby layer that consists of inclusions of martensitic phase, foreign material, pre-existing oxides, etc, created by forming, machining and mechanical polishing. The second is to create a new corrosion resistant layer that is enriched in chromium oxide due to the anomalous co-dissolution of austenitic steels. The third is to improve the surface smoothness by dissolving the surface peaks preferentially to the surface depressions. The fourth event is the eqipotentializing of grain boundaries on metallic materials.
The electropolishing process is governed by many different mechanisms and depends on many parameters [2]. Given its variability, no single theory for attaining the best electropolish covers all the complexities. These three theories are widely recognized, and they are:
METAL 2007 22. – 24. 5. 2007 Hradec nad Moravicí
• The viscous layer theory by Jacquet, somewhat obscure [5] • The diffusion theory by Elmore [6, 7] • The compact solid film theory by Hoar [8, 9] which explains much but not all electropolishing
systems. The process of electropolishing becomes even more complex if the magnetic field is introduced to the system [10, 11]. With the new electropolishing system, an externally applied magnetic force has been utilized to enhance, or retard, the dissolution process. The electropolishing process is maintained under oxygen evolution to achieve an electropolished surface of the workpiece exhibiting reduced microroughness, better surface wetting and increased surface energy, reduced and more uniform corrosion resistance, minimization of external surface soiling and improved cleanability in shorter time periods 2. MAGNETOELECTROPOLISHING
The investigation of the electrolytic polishing combining the effects of applying an external magnetic field has been started recently [10-12].
Earlier research carried out with rotating disk electrode (RDE) system [3] indicated some doubts expressed as to the Fickian/viscous layer to be indispensable to high-speed rotation electropolishing. The electropolishing process becomes even more complicated when another parameter is added, which is an externally applied magnetic field. It has been known that a magnetic field can influence the electrolysis process [13-15]. Although some research has been done on the influence of an externally applied magnetic field on electrodeposition [13], little has been done on electropolishing [14], even with patents [16, 17] applied for some specific cases.
In the magnetoelectropolishing process [11], an externally applied magnetic field works in two ways: either enhancing or retarding the rate of dissolution. The change in dissolution rate does not depend on the magnetic properties of the dissolved material or the composition of the electrolyte used. Instead, it depends on the strength of the externally applied magnetic field [12].
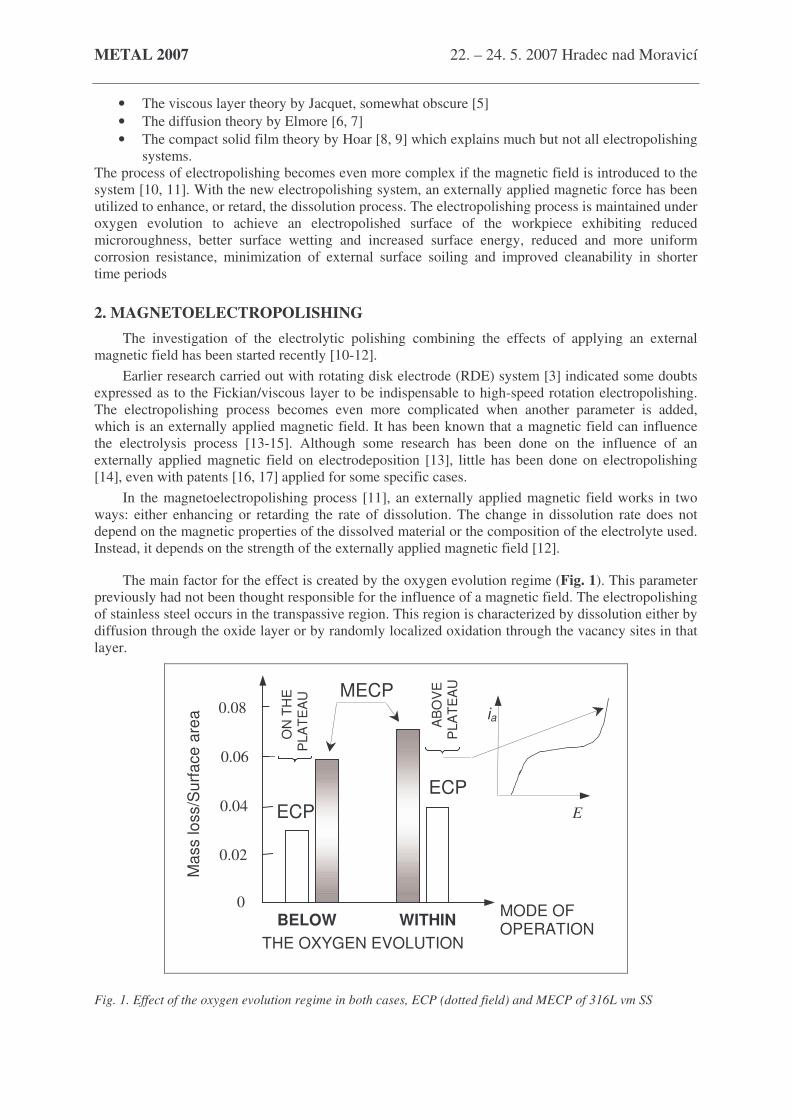
The main factor for the effect is created by the oxygen evolution regime (Fig. 1). This parameter previously had not been thought responsible for the influence of a magnetic field. The electropolishing of stainless steel occurs in the transpassive region. This region is characterized by dissolution either by diffusion through the oxide layer or by randomly localized oxidation through the vacancy sites in that layer.
MECP ia
ECP ECP E
THE OXYGEN EVOLUTION
O
N T
HE
PLA
TEA
U
A
BO
VE
P
LATE
AU
0.02
0
0.04
0.06
0.08
Mas
s lo
ss/S
urfa
ce a
rea
BELOW WITHIN MODE OF OPERATION
Fig. 1. Effect of the oxygen evolution regime in both cases, ECP (dotted field) and MECP of 316L vm SS
METAL 2007 22. – 24. 5. 2007 Hradec nad Moravicí
When magnetoelectropolishing is performed in fixed-potential mode, the process should follow normal diffusion principles. The magnetic field creates a Lorentz force, which is a cross product of a magnetic field and a current. The mechanical effect of this force causes the electrolyte to rotate around the axis parallel to direction of the magnetic field. The rotating movement reduces the thickness of the diffusion layer, or viscous layer. Theoretically, thickness reduction should speed up the dissolution process by increasing the rate of mass transport. This effect also should be manifested by increased current densities.
It is important to note, however, that this effect holds only when the electropolishing process is performed below the oxygen evolution regime (plateau region). In the case of fixed-potential electropolishing performed beyond the plateau current densities in the oxygen evolution regime, the experimental data show the process to be completely opposed to the one described above (Fig. 1).
3. MATERIALS AND EXPERIMENTAL PROCEDURES 3.1. Electropolishing in the magnetic field
The electrolytic polishing was performed with the use of a magnetic field. For the process, both permanent magnets − rigid or flexible, or electromagnets may be also applied. The effective magnetic field is assumed to be in the range between 0.1 T and up to 1 T. For the experiments, a constant external magnetic field below 1T was applied to the ECP system by neodymium ring magnets. For both processes, standard ECP and MECP, the same type of a proprietary electrolyte, being a mixture of sulphuric and orthophosphoric acids, was applied and the bath was unstirred in the latter case.
3.2. Material
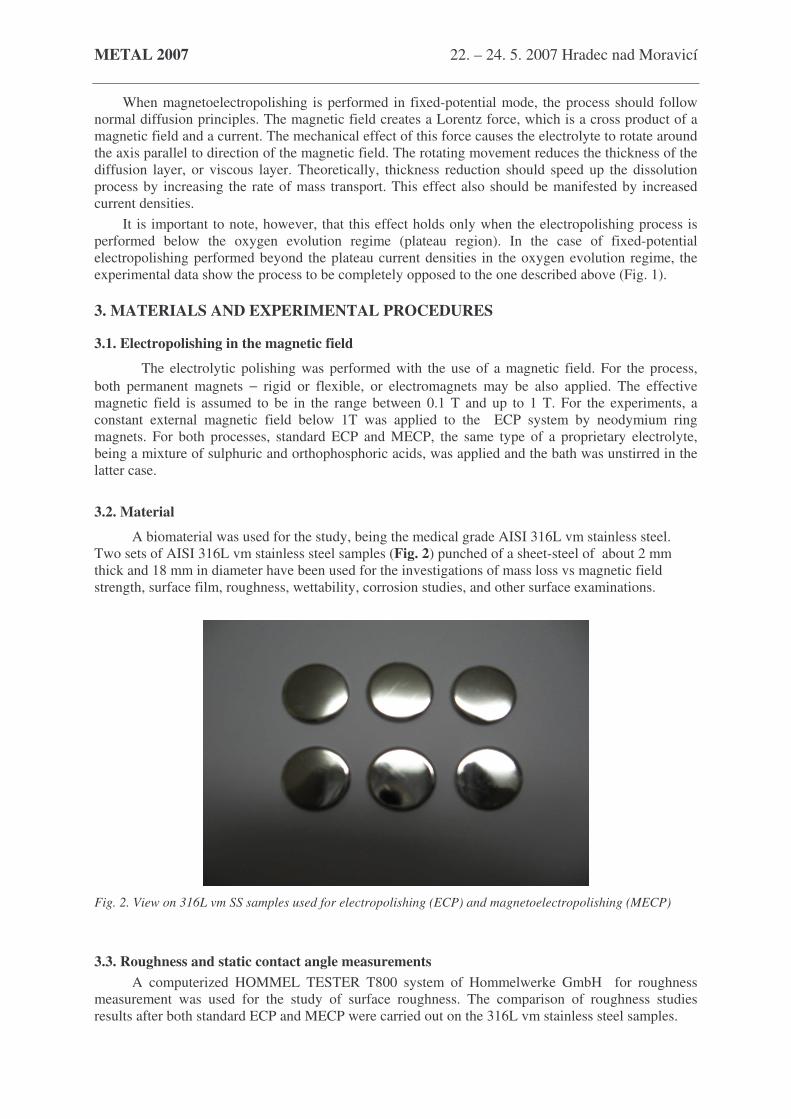
A biomaterial was used for the study, being the medical grade AISI 316L vm stainless steel. Two sets of AISI 316L vm stainless steel samples (Fig. 2) punched of a sheet-steel of about 2 mm thick and 18 mm in diameter have been used for the investigations of mass loss vs magnetic field strength, surface film, roughness, wettability, corrosion studies, and other surface examinations.
Fig. 2. View on 316L vm SS samples used for electropolishing (ECP) and magnetoelectropolishing (MECP)
3.3. Roughness and static contact angle measurements A computerized HOMMEL TESTER T800 system of Hommelwerke GmbH for roughness measurement was used for the study of surface roughness. The comparison of roughness studies results after both standard ECP and MECP were carried out on the 316L vm stainless steel samples.
METAL 2007 22. – 24. 5. 2007 Hradec nad Moravicí
A static contact angle, using the same method as for 316L vm samples studies [8], was investigated to show the effect of a magnetic field used for ECP. 3.4. Corrosion measurements Corrosion studies after two different modes of electropolishing, in the absence (ECP), and in the presence of a magnetic field (MECP), were carried out on 316L vm samples in the Ringer’s body fluid at 25 °C. The electrochemical system used for the corrosion measurements consisted of the potentiostat ATLAS 98 with the software IMP98, current platinum electrode Ept-101, and the saturated calomel electrode EK-101P used as a reference. The EIS results were obtained each time after holding the samples at open circuit potential for 60 minutes. 3.5. SEM examinations
The Scanning Electron Microscopy (SEM) was used to show the micrographs of 316L vm SS surface samples after the ECP, and after the MECP.
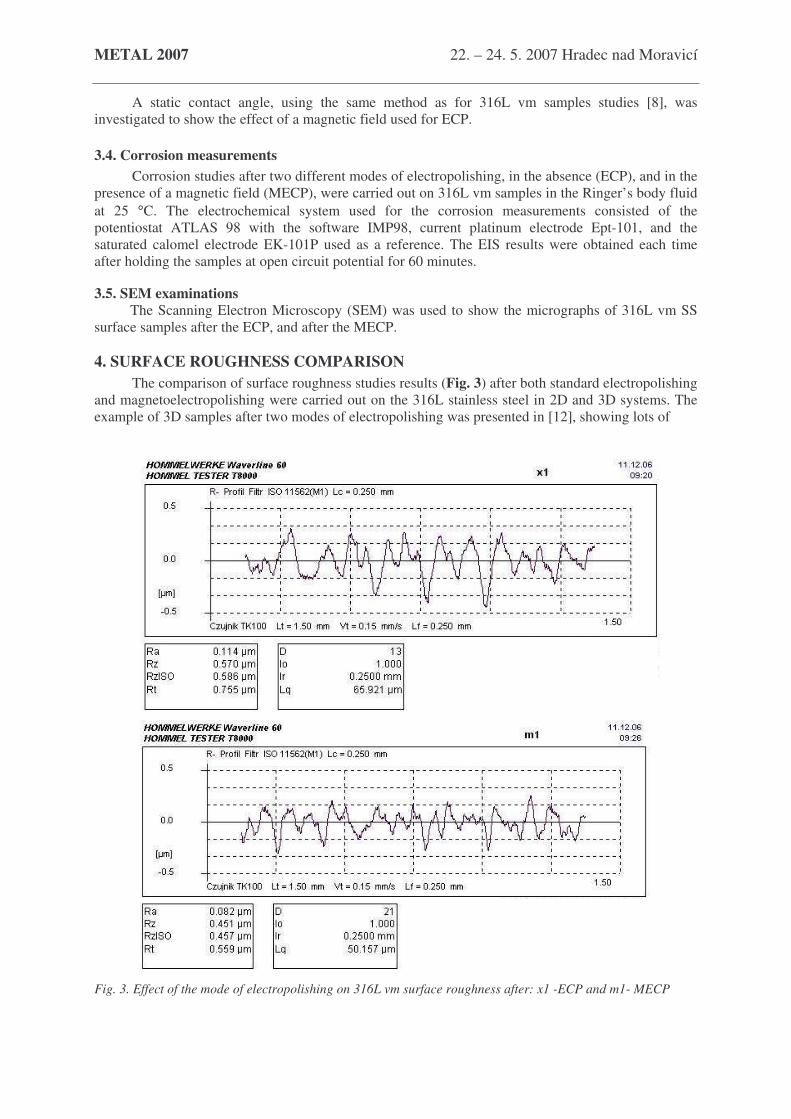
4. SURFACE ROUGHNESS COMPARISON The comparison of surface roughness studies results (Fig. 3) after both standard electropolishing and magnetoelectropolishing were carried out on the 316L stainless steel in 2D and 3D systems. The example of 3D samples after two modes of electropolishing was presented in [12], showing lots of
Fig. 3. Effect of the mode of electropolishing on 316L vm surface roughness after: x1 -ECP and m1- MECP
METAL 2007 22. – 24. 5. 2007 Hradec nad Moravicí
similarities, though differing in surface roughness after: (a) standard electropolishing, and (b) magnetoelectropolishing. The digital differences between two treatments may be analysed in Fig. 3. Figure 3 (a) presents the surface roughness results after a standard electropolishing, and Fig. 3 (b), after magnetoelectropolishing, with all noted magnitudes (Ra, Rz, etc.) being better in the second case.
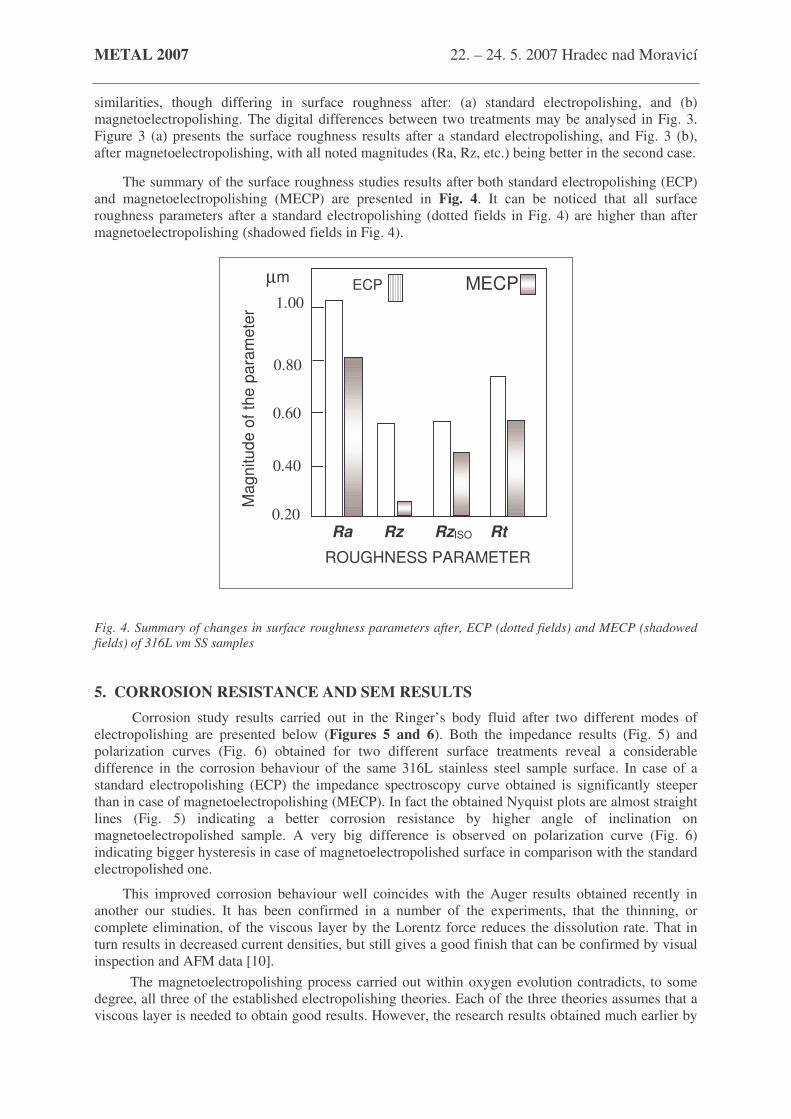
The summary of the surface roughness studies results after both standard electropolishing (ECP) and magnetoelectropolishing (MECP) are presented in Fig. 4. It can be noticed that all surface roughness parameters after a standard electropolishing (dotted fields in Fig. 4) are higher than after magnetoelectropolishing (shadowed fields in Fig. 4).
ECP MECP
0.20
0.40
0.60
Mag
nitu
de o
f the
par
amet
er
Ra Rz RzISO Rt
ROUGHNESS PARAMETER
0.80
1.00
µm
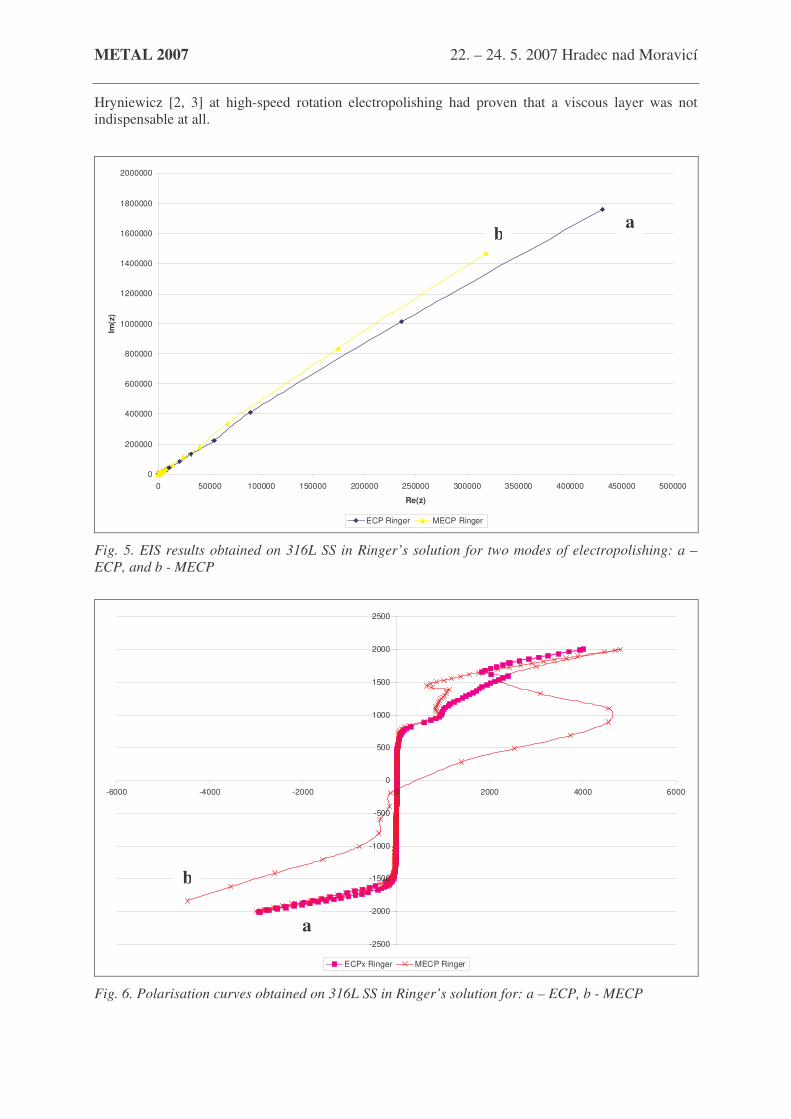
Fig. 4. Summary of changes in surface roughness parameters after, ECP (dotted fields) and MECP (shadowed fields) of 316L vm SS samples 5. CORROSION RESISTANCE AND SEM RESULTS Corrosion study results carried out in the Ringer’s body fluid after two different modes of electropolishing are presented below (Figures 5 and 6). Both the impedance results (Fig. 5) and polarization curves (Fig. 6) obtained for two different surface treatments reveal a considerable difference in the corrosion behaviour of the same 316L stainless steel sample surface. In case of a standard electropolishing (ECP) the impedance spectroscopy curve obtained is significantly steeper than in case of magnetoelectropolishing (MECP). In fact the obtained Nyquist plots are almost straight lines (Fig. 5) indicating a better corrosion resistance by higher angle of inclination on magnetoelectropolished sample. A very big difference is observed on polarization curve (Fig. 6) indicating bigger hysteresis in case of magnetoelectropolished surface in comparison with the standard electropolished one.
This improved corrosion behaviour well coincides with the Auger results obtained recently in another our studies. It has been confirmed in a number of the experiments, that the thinning, or complete elimination, of the viscous layer by the Lorentz force reduces the dissolution rate. That in turn results in decreased current densities, but still gives a good finish that can be confirmed by visual inspection and AFM data [10].
The magnetoelectropolishing process carried out within oxygen evolution contradicts, to some degree, all three of the established electropolishing theories. Each of the three theories assumes that a viscous layer is needed to obtain good results. However, the research results obtained much earlier by
METAL 2007 22. – 24. 5. 2007 Hradec nad Moravicí
Hryniewicz [2, 3] at high-speed rotation electropolishing had proven that a viscous layer was not indispensable at all.
0
200000
400000
600000
800000
1000000
1200000
1400000
1600000
1800000
2000000
0 50000 100000 150000 200000 250000 300000 350000 400000 450000 500000
Re(z)
Im(z
)
ECP Ringer MECP Ringer
Fig. 5. EIS results obtained on 316L SS in Ringer’s solution for two modes of electropolishing: a – ECP, and b - MECP
-2500
-2000
-1500
-1000
-500
0
500
1000
1500
2000
2500
-6000 -4000 -2000 0 2000 4000 6000
ECPx Ringer MECP Ringer
Fig. 6. Polarisation curves obtained on 316L SS in Ringer’s solution for: a – ECP, b - MECP
ab
a
b
METAL 2007 22. – 24. 5. 2007 Hradec nad Moravicí
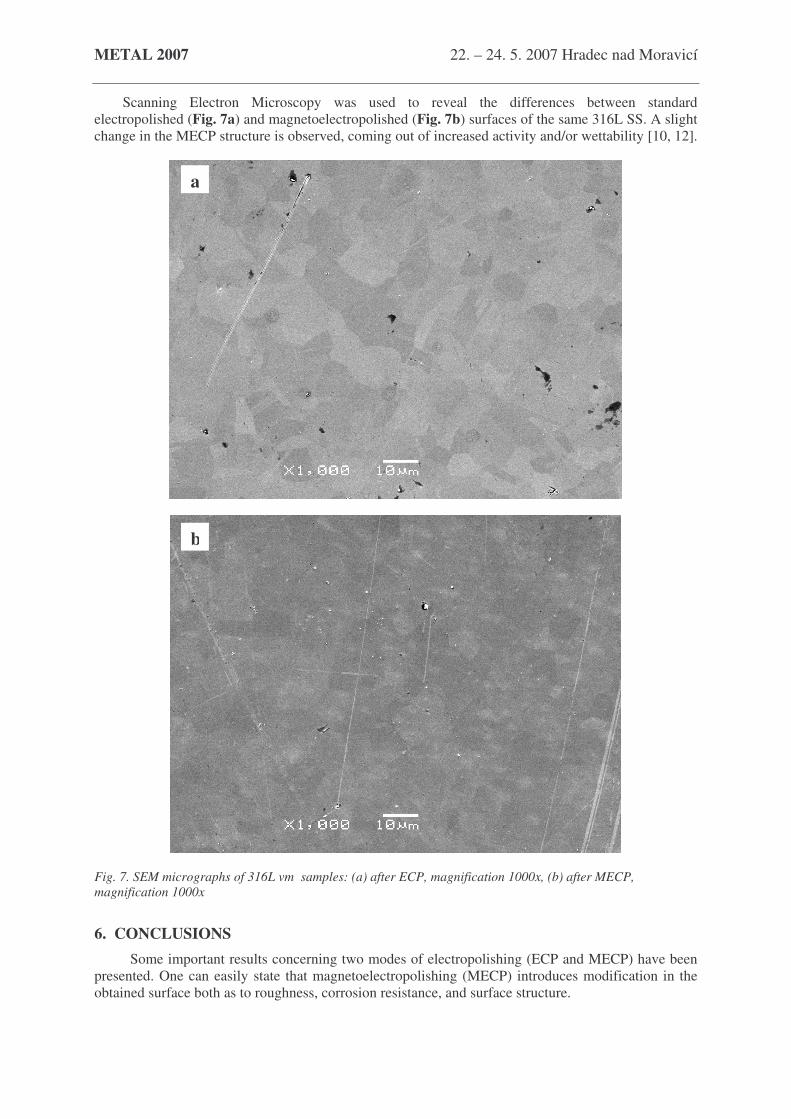
Scanning Electron Microscopy was used to reveal the differences between standard electropolished (Fig. 7a) and magnetoelectropolished (Fig. 7b) surfaces of the same 316L SS. A slight change in the MECP structure is observed, coming out of increased activity and/or wettability [10, 12].
Fig. 7. SEM micrographs of 316L vm samples: (a) after ECP, magnification 1000x, (b) after MECP, magnification 1000x
6. CONCLUSIONS
Some important results concerning two modes of electropolishing (ECP and MECP) have been presented. One can easily state that magnetoelectropolishing (MECP) introduces modification in the obtained surface both as to roughness, corrosion resistance, and surface structure.
a
b
METAL 2007 22. – 24. 5. 2007 Hradec nad Moravicí
In magnetoelectropolishing processes, an externally applied magnetic field works in two distinctive ways; by enhancing or retarding the rate of the dissolution process. The change in rate of the process does not depend on either the magnetic properties of the material or the composition of the electrolyte. The main factor, which has not been earlier reported as being responsible for the two-way influence of externally applied magnetic fields on the electropolishing process, is created by the oxygen regime. When electropolishing is performed with a constant potential under oxygen evolution the current densities decrease and less material is dissolved. The rate of retarding the process depends upon the strength of the externally applied magnetic field. On the other hand, when electropolishing is carried out under a constant potential below oxygen evolution, current densities are increased and the material removal rate is enhanced. The rate of dissolution of electropolished material using the same constants also depends upon the strength of the magnetic field, but with the opposite result. The increase in the strength of the magnetic field speeds up the rate of dissolution.
An improved surface technology has been developed which is the use of a magnetic field in the process of electropolishing. The presented initial promising results are a good basis for further developed stage of the studies. REFERENCES
1. HRYNIEWICZ T., 2005, Elektrochemia dla In�ynierii Powierzchni, Koszalin University of Technology, ed. by T. Hryniewicz, Koszalin, 386 pages.
2. HRYNIEWICZ T., 1989, Fizykochemiczne i technologiczne podstawy procesu elektropolerowania stali, Monografie 26, WSI Koszalin, 161 pages.
3. HRYNIEWICZ T., MULLER R.H., and TOBIAS C.W., 1981, A Study of Electropolishing of Ferrous Alloys Using Rotating Disk Electrodes, Materials and Molecular Research Division, Lawrence Berkeley Laboratory, University of California, Berkeley CA 94720, LBL-12879, UC-25, June 1981, (122 pages), prep. for the US Department of Energy under Contract W-7405-ENG-48.
4. HRYNIEWICZ T., 1994, Concept of microsmoothing in the electropolishing process, Surface & Coatings Technology, 64(2), 75-80.
5. JACQUET P., 1936, Electrolytic Method for Obtaining Bright Copper Surface, Nature, 135, No. 1076, 29.
6. ELMORE W.C., 1939, Electrolytic Polishing, J. Appl. Phys. 10, No. 10, 724-727. 7. ELMORE W.C., 1940, Electrolytic Polishing II, J. Appl. Phys. 11, No. 12, 797-799. 8. HOAR T.P, and MOWAT J.A., 1951, Mechanism of Electropolishing, Nature 150, No. 4185,
64-65. 9. HOAR T.P, and FARTHING T.W., 1952, Solid Films on Electropolishing Anodes, Nature
151, No. 4295, 324-325. 10. ROKICKI R., 2006, (Machining) Magnetic Fields and Electropolished Metallic Implants,
Medical Device & Design Industry, March, 1-6. 11. ROKICKI R., 2006, Apparatus and method for enhancing electropolishing utilizing magnetic
fields, US Patent Appl. #2006124472 (USPTO), 15 June. 12. HRYNIEWICZ T., ROKICKI R., ROKOSZ R., 2006, Magnetoelectropolishing Process
Improves Characteristics of Finished Metal Surfaces. Metal Finishing, December, Vol. 104, Nr 12, 26-33.
13. HINDS G. et al., 2001, Magnetic Field Effects on Copper Electrolysis, J. Phys. Chem. B, 105, No. 39, 9487-9502.
14. WANG C., and CHEN S., 2001, A study of the effect of magnetic fields on the diffusion layer at the Fe/H2SO4 interface by holographic microphotography, J.Serb.Chem.Soc., 66(7), 477-481.
15. SELVADURAY G.S., and BUENO H., 2003, The Critical Surface Tension of 316L Stainless Steel: Implications for Stent Thrombogenecity, Proc. of ASM Materials & Processes for Medical Devices Conference, 8-10 September, Anaheim, California, USA, 1-6.
16. US Patent #6203689 (Kim et al.) 17. UK Patent #1314633 (Ethicon)