Matériaux Composites II -...
17
1 Matériaux Composites Prof. Rafic YOUNES Master Mécanique 3M 15:00-18:00 Procédés de Fabrication Fabrication par Moulage Pultrusion Pultrusion Thermoplastique Injection des Thermoplastiques Renforcés Enroulement Filamentaire Enroulement Filamentaire Thermoplastique Centrifugation Moulage des TRE Le Marché des Composites Recherche et Développement
-
Upload
duongthuan -
Category
Documents
-
view
223 -
download
2
Transcript of Matériaux Composites II -...

1
Matériaux CompositesProf. Rafic YOUNES
Master Mécanique 3M 15:00-18:00
Procédés de FabricationFabrication par MoulagePultrusionPultrusion Thermoplastique Injection des Thermoplastiques RenforcésEnroulement FilamentaireEnroulement Filamentaire ThermoplastiqueCentrifugationMoulage des TRELe Marché des CompositesRecherche et Développement

2
Fabrication par Moulage
polyester, vinylester, phénoliquesmat ou tissu de Fibre de Verre
MatriceRenfort (30 à 40%)
`
Moulage par Contact
Fabrication par Moulage
`
Moulage par projection Simultané
Polyester essentiellementFibre de Verre coupée (longueur = 5 cm)
MatriceRenfort (25 à 30%)
3
Fabrication par Moulage
`
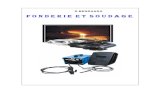
Moulage sous Vide
L’avantage principal de ce procédée est de fabriquer de pièces HP sans bulles d’air. Utilisable dans la fabrication de petites et moyennes pièces en séries moyennes
Fabrication par Moulage
`
Moulage par Injection de la résine : RTMPossibilité d’utiliser un taux de renfort élevé qui permettra d’obtenir de pièces de hautes caractéristiques mécaniques. Fabrication de pièces profondes et de formes complexes. Possibilité d’automatiser la fabrication

4
Procédés de FabricationFabrication par Moulage PultrusionPultrusion ThermoplastiqueInjection des Thermoplastiques RenforcésEnroulement FilamentaireEnroulement Filamentaire ThermoplastiqueCentrifugationMoulage des TRELe Marché des CompositesRecherche et Développement
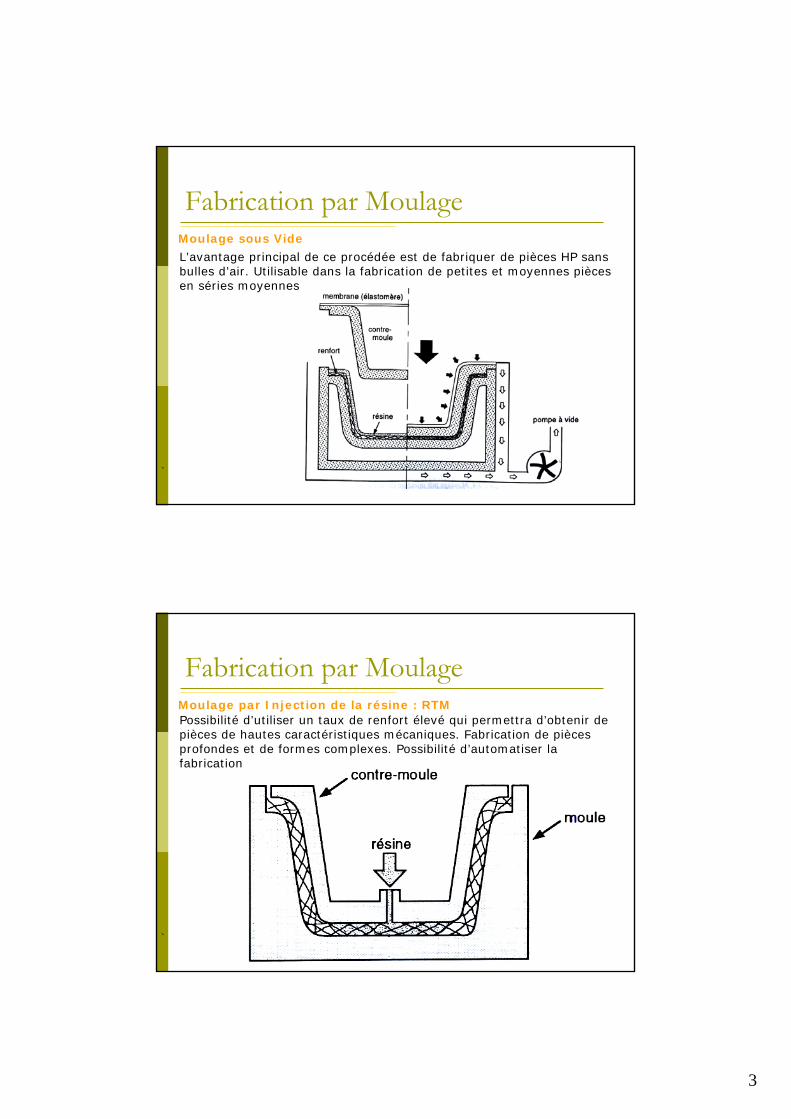
Pultrusion
1 - Bobines de rovingplacées sur un cantre

5
2 - Rovings passent dans un bain de résine
Pultrusion
3 - Passage des rovingsau travers d’une filière chauffée pour durcir la résine
Pultrusion
6
4. Profilés coupés à la longueur voulue
Pultrusion
12
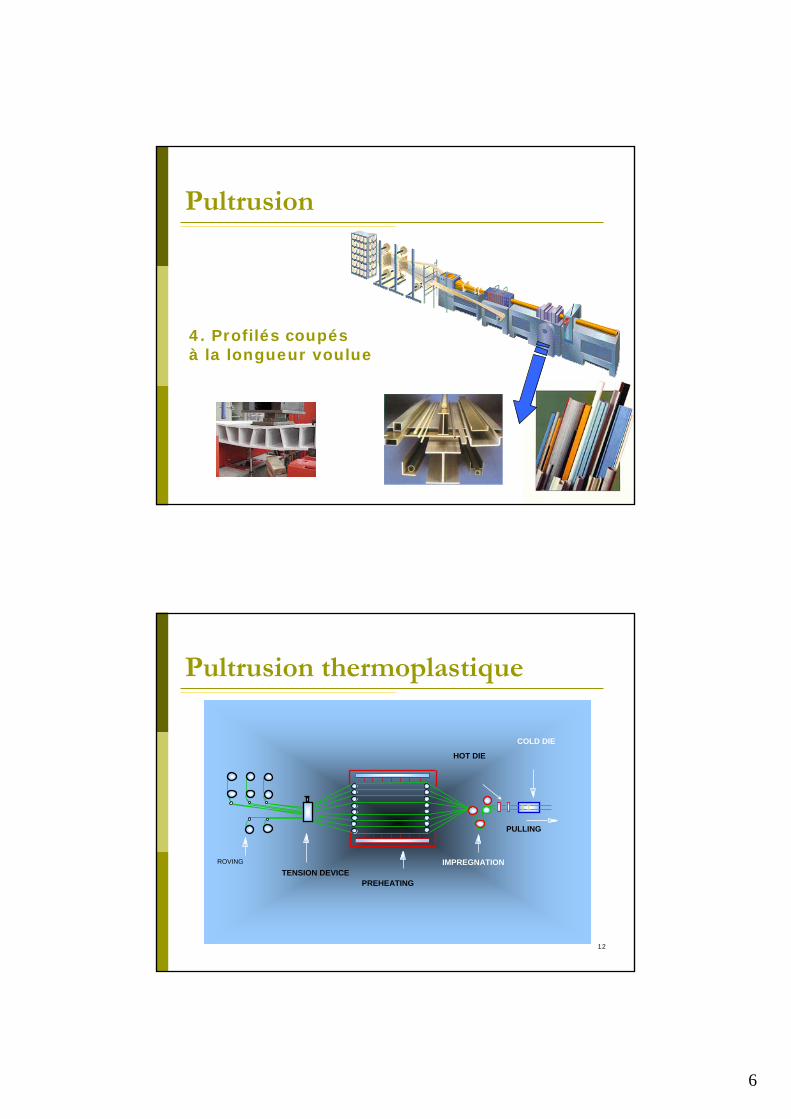
ROVING
TENSION DEVICEPREHEATING
PULLING
HOT DIE
IMPREGNATION
COLD DIE
Pultrusion thermoplastique
7
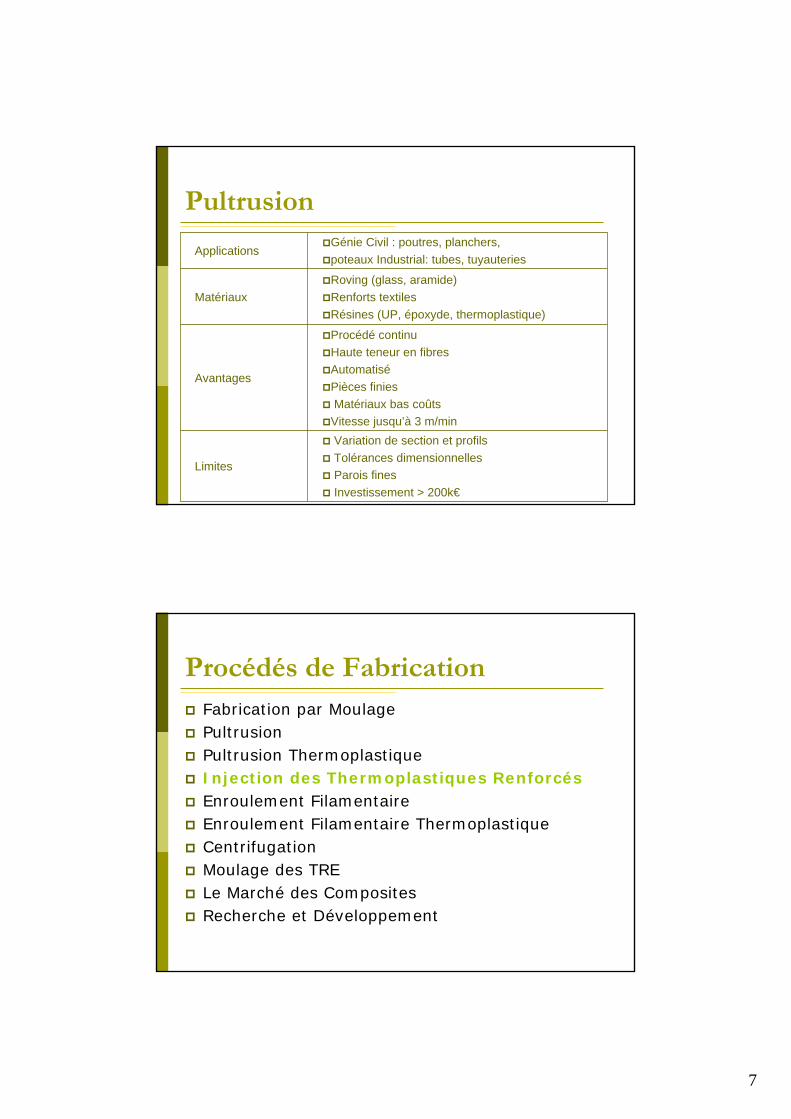
Variation de section et profilsTolérances dimensionnellesParois finesInvestissement > 200k€
Procédé continuHaute teneur en fibresAutomatiséPièces finiesMatériaux bas coûts
Vitesse jusqu’à 3 m/min
Roving (glass, aramide)Renforts textilesRésines (UP, époxyde, thermoplastique)
Génie Civil : poutres, planchers, poteaux Industrial: tubes, tuyauteries
Limites
Avantages
Matériaux
Applications
Pultrusion
Procédés de FabricationFabrication par Moulage PultrusionPultrusion Thermoplastique Injection des Thermoplastiques RenforcésEnroulement FilamentaireEnroulement Filamentaire ThermoplastiqueCentrifugationMoulage des TRELe Marché des CompositesRecherche et Développement
8
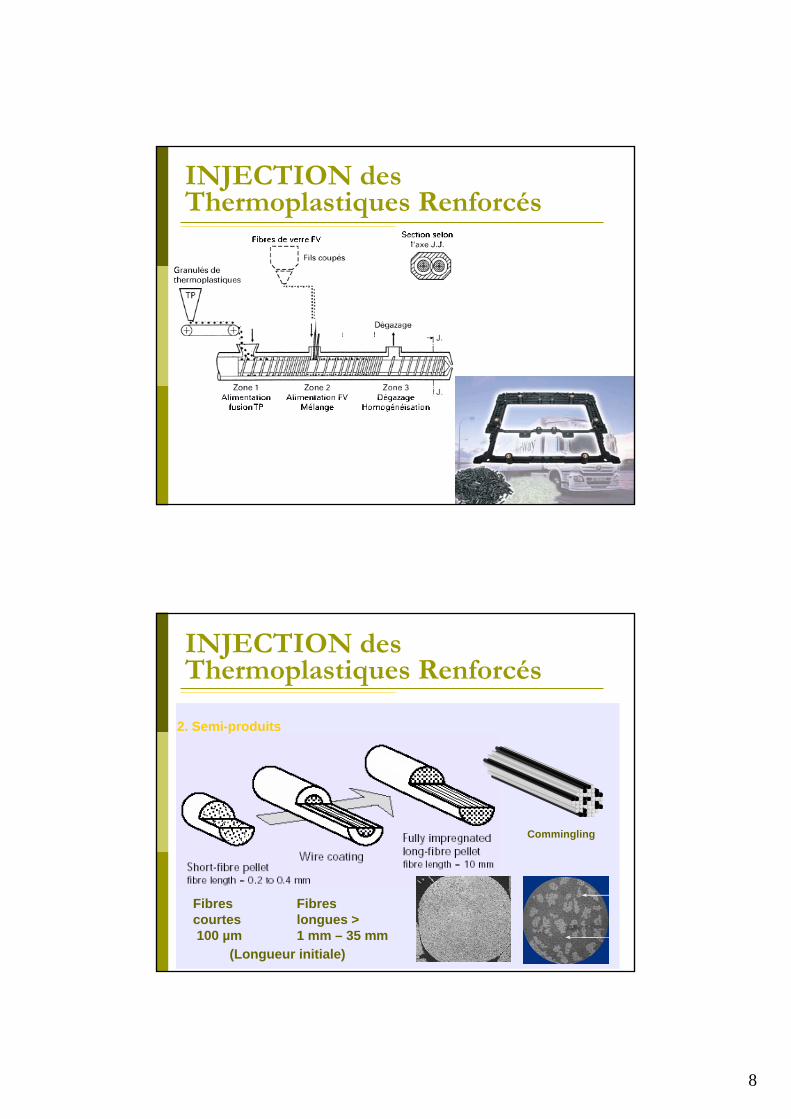
INJECTION des Thermoplastiques Renforcés
Commingling
Fibrescourtes100 µm
Fibres longues >1 mm – 35 mm
(Longueur initiale)
2. Semi-produits
INJECTION des Thermoplastiques Renforcés

9
INJECTION des Thermoplastiques Renforcés
Procédés de transformation
Pièces complexesGrandes cadencesPossibilité d’utiliser les mêmes machines que
l’injection TP classique
Coût des outillagesDégradation des fibres longues (fibres de
longueur nominale 12 – 25 mm)
Avantages
Inconvénients
Injection-CompressionExtrusion-Compression
INJECTION des Thermoplastiques Renforcés
10
Procédés de FabricationFabrication par Moulage PultrusionPultrusion Thermoplastique Injection des Thermoplastiques RenforcésEnroulement FilamentaireEnroulement Filamentaire ThermoplastiqueCentrifugationMoulage des TRELe Marché des CompositesRecherche et Développement
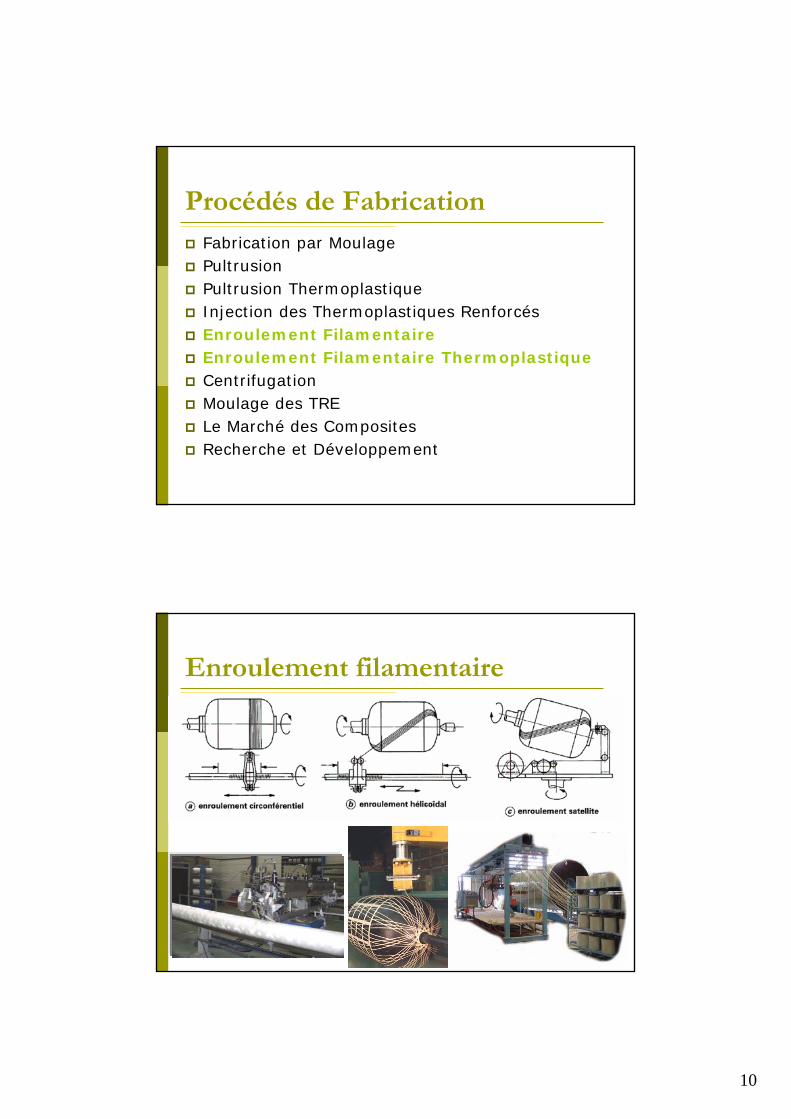
Enroulement filamentaire

11
Fabrication de structures tubulaires ouvertes et fermées
Procédé mécanisé
Taux de fibre élevé
Tout type de résine
Enroulement filamentaire
Roller
Mandrel
IR ovens
Tensionner+
Speed detection
Hot pins
Heating source
Rovings
CreelGuide
Antistatic device Tape placement head
Enroulement filamentaire Thermoplastique
12
Procédés de FabricationFabrication par Moulage PultrusionPultrusion Thermoplastique Injection des Thermoplastiques RenforcésEnroulement FilamentaireEnroulement Filamentaire ThermoplastiqueCentrifugationMoulage des TRELe Marché des CompositesRecherche et Développement
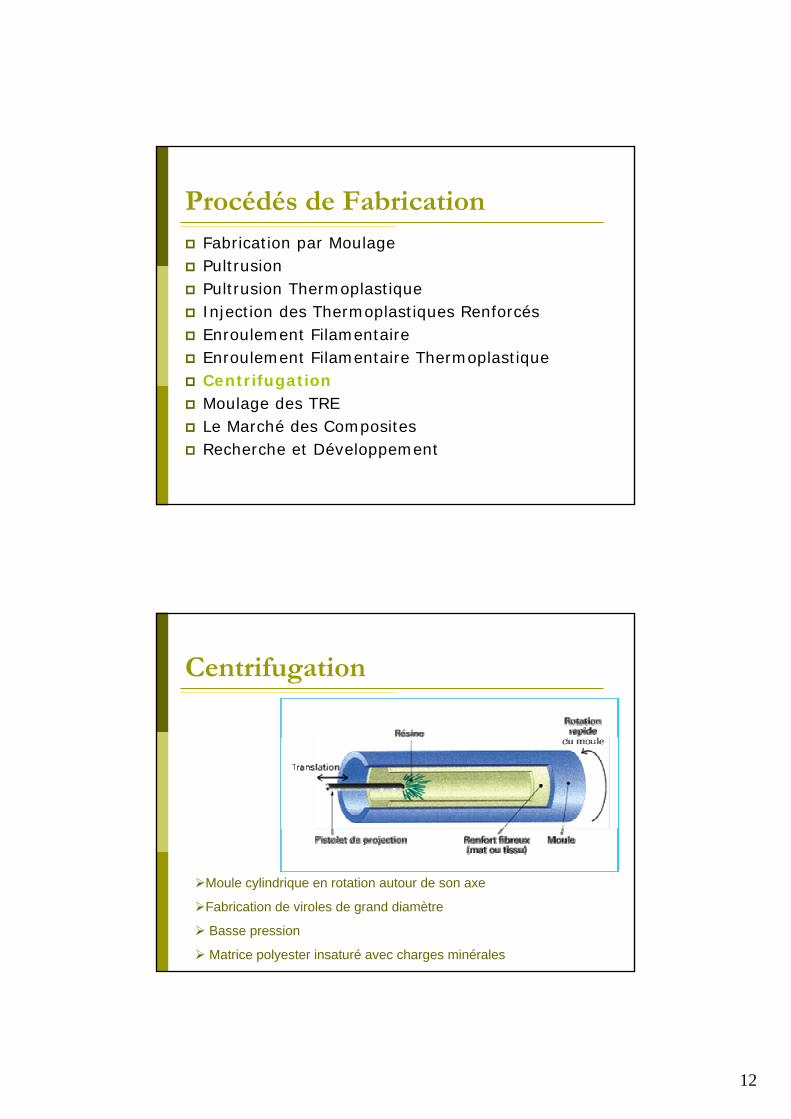
Moule cylindrique en rotation autour de son axe
Fabrication de viroles de grand diamètre
Basse pression
Matrice polyester insaturé avec charges minérales
Centrifugation
13
Procédés de FabricationFabrication par Moulage PultrusionPultrusion Thermoplastique Injection des Thermoplastiques RenforcésEnroulement FilamentaireEnroulement Filamentaire ThermoplastiqueCentrifugationMoulage des TRELe Marché des CompositesRecherche et Développement
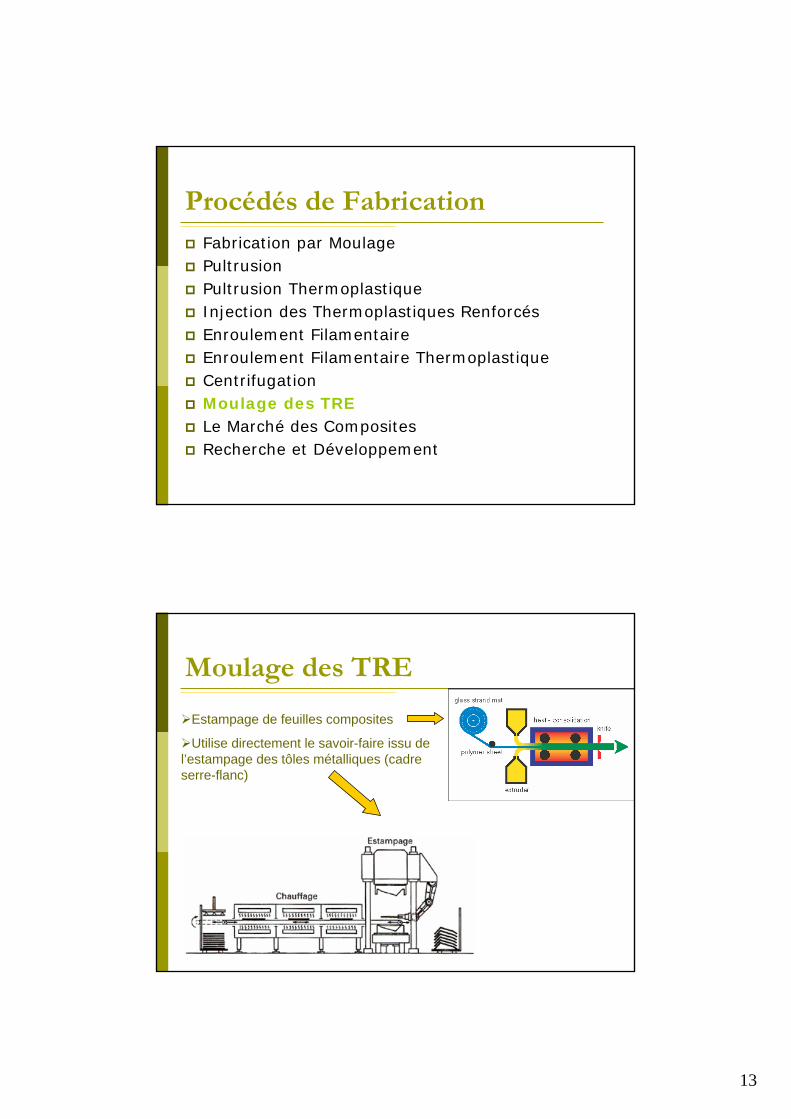
Estampage de feuilles composites
Utilise directement le savoir-faire issu de l’estampage des tôles métalliques (cadre serre-flanc)
Moulage des TRE

14
Procédés de FabricationFabrication par Moulage PultrusionPultrusion Thermoplastique Injection des Thermoplastiques RenforcésEnroulement FilamentaireEnroulement Filamentaire ThermoplastiqueCentrifugationMoulage des TRELe Marché des CompositesRecherche et Développement
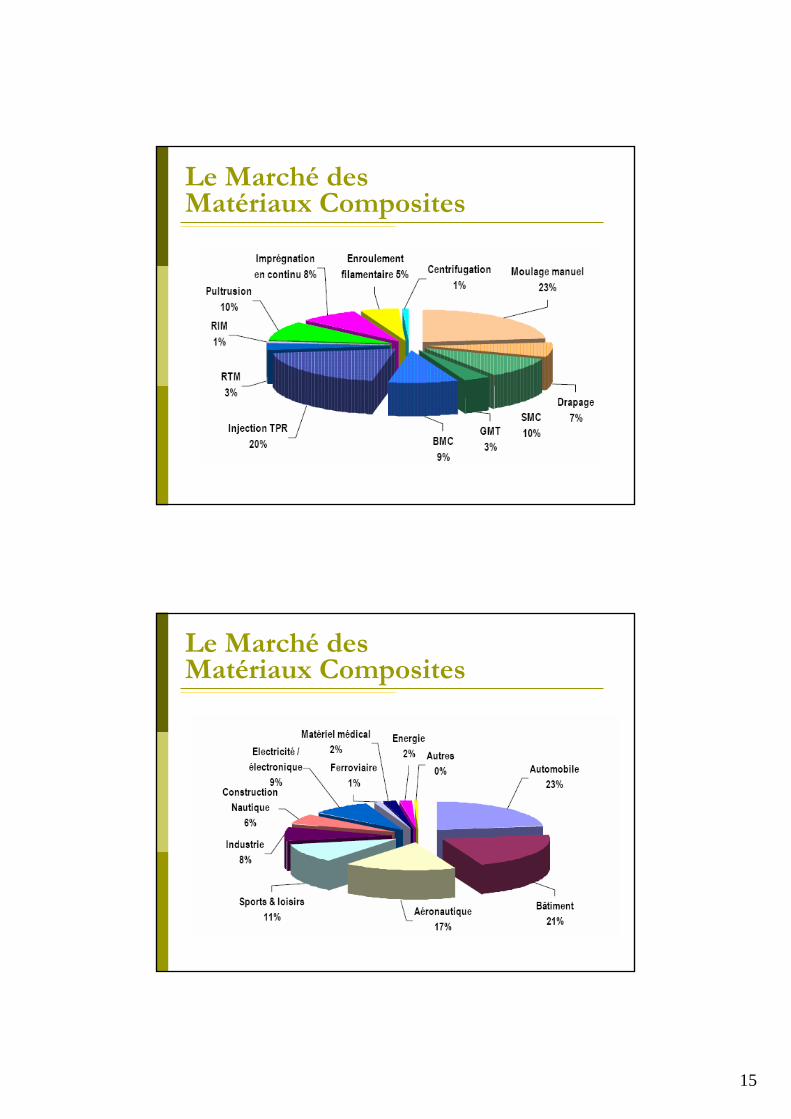
Niveau mondial
Le Marché des Matériaux Composites
15
Le Marché des Matériaux Composites
Le Marché des Matériaux Composites

16
Le Marché des Matériaux Composites
> 50%
Le Marché des Matériaux Composites
17
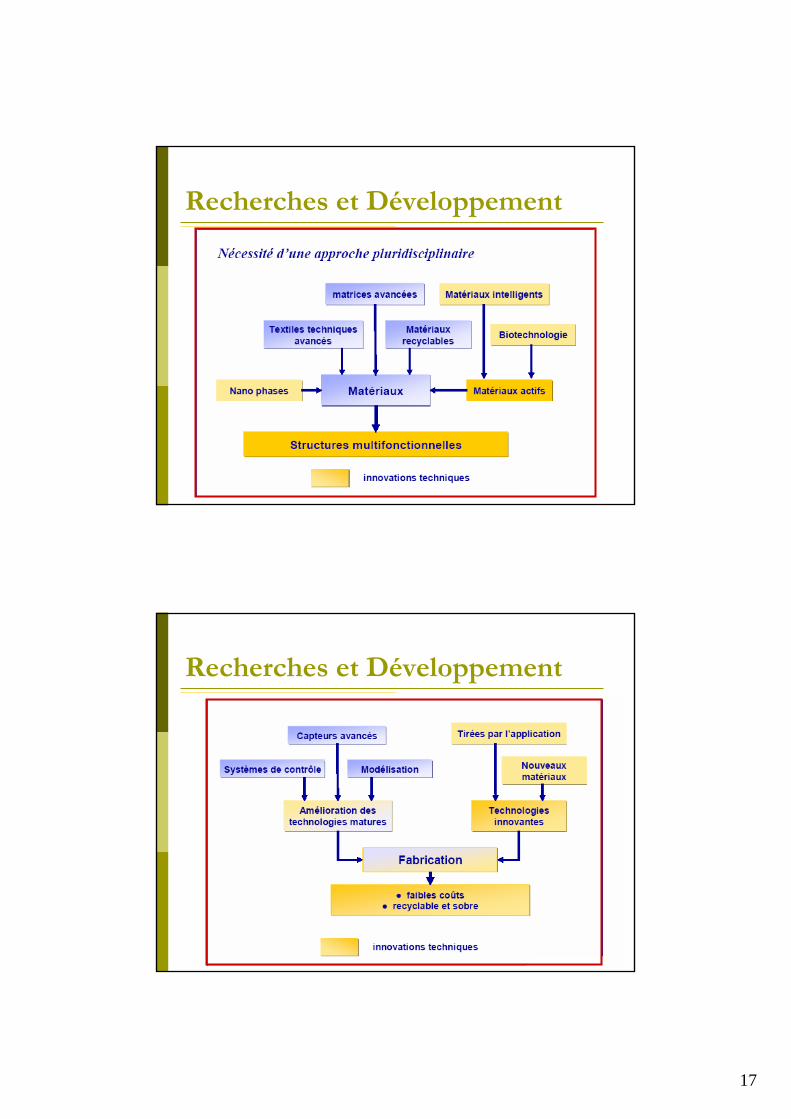
Recherches et Développement
Recherches et Développement