°°°M1
168
DIVISION FORAGE Département Formation Module M1 FORMATION JDF Réalisé par : A. Slimani M. Daddou Mars 2004
description
Transcript of °°°M1

DIVISION FORAGE Département Formation
Module M1
FORMATION JDF
Réalisé par : A. SlimaniM. Daddou
Mars 2004

- 2 -
MMMoooddduuullleee MMM111
TABLE DE MATIERES
MATS DE FORAGE……………………………………………………………………………………………………… 2 1. Les mâts libres……………………………………………………………………………………………………… 3 2. Les mâts haubanés……………………………………………………………………………………………… 4 3. Caractéristiques des mâts……………………………………………………………………………………. 5 4. Les substructures…………………………………………………………………………………………………. 5 5. Les plates-formes…………………………………………………………………………………………………. 7 6. Précautions et entretiens…………………………………………………………………………………….. 7 PUISSANCE INSTALLEE…………………………………………………………………………………………….. 8 1. Force motrice……………………………………………………………………………………………………….. 8 2. Sources d’énergie sur les appareils de forage…………………………………………………….. 8 3. Les appareils à transmission mécanique……………………………………………………………… 8 4. Les appareils diesel électrique……………………………………………………………………………… 9 LA GARNITURE DE FORAGE………………………………………………………………………………………. 10 1. Les tiges……………………………………………………………………………………………………………….. 10 2. Les tiges lourdes………………………………………………………………………………………………….. 18 3. Les masse – tiges…………………………………………………………………………………………………. 19 4. La poussée d’Archimède………………………………………………………………………………………. 23 5. Les stabilisateurs………………………………………………………………………………………………….. 24 EQUIPEMENT D’ENTRAINEMENT ………………………………………………………………………………… 27 1. La table de rotation………………………………………………………………………………………………. 27 2. Le carré d'entraînement et les fourrures……………………………………………………………. 29 3. La tige d'entraînement…………………………………………………………………………………………. 32 4. Equipements annexes de la tige d'entraînement ………………………………………………… 33 5. La tête d'injection ………………………………………………………………………………………….. 35 6. Les têtes d'injection hydrauliques……………………………………………………………………….. 36 7. Le top drive………………………………………………………………………………………………………….. 37 LE MATERIEL DE MANŒUVRE………………………………………………………………… …………………. 38 1. Les clés du matériel tubulaire………………………………………………………………………………. 38 2. Les cales ou coins de retenue………………………………………………………………………………. 42 3. Les colliers de sécurité…………………………………………………………………………………………. 42 4. Les élévateurs……………………………………………………………………………………………………….. 43 5. Elevateurs a coins………………………………………………………………….. …………………………… 44 LES OUTILS DE FORAGE……………………………………………………………………………………………. 45 1. Les outils a molettes…………………………………………………………………………………………….. 45 2. Les outils diamant…………………………………………………………………………………………………. 50 LES TUBAGES……………………………………………………………………………………………………………… 52 1. Rôle des tubages…………………………………………………………………………………………………… 52 2. Les différentes colonnes de tubage………………………………………………………………………. 52 LA CIMENTATION………………………………………………………………………………………………………… 54 1. Objectifs de la cimentation……………………………………………………………………………………. 54 2. Calcul du volume de laitier de ciment…………………………………………………………………… 54

- 3 -
MMMoooddduuullleee MMM111
3. Calcul du volume de chasse………………………………………………………………………………….. 55 4. Préparation du trou avant l'injection…………………………………………………………………….. 55 5. Utilisation des ciments…………………………………………………………………………………………… 55 6. Réalisation de la cimentation………………………………………………………………………………… 57 7. Equipements de la colonne cimentation simple étage…………………………………………. 58 8. Cimentations à étages multiples…………………………………………………………………………… 65 9. Les unités de cimentation……………………………………………………………………………………… 67 10. Les silos…………………………………………………………………………………………………………….. 68 11. Les lignes…………………………………………………………………………………………………………… 69 12. Les têtes de cimentation………………………………………………………………………………….. 69 LA TÊTE DE PUITS………………………………………………………………………………………………………. 70 1. Tête de tubage de base…………………………………………………………………………………………. 70 2. Tête de tubage intermédiaire………………………………………………………………………………… 70 3. Tête de tubing………………………………………………………………………………………………………… 70 LES EQUIPEMENTS DE POMPAGE………………………………………………………………………………..72 1. Partie mécanique des pompes de forage……………………………………………………………… 72 2. Partie hydraulique des pompes de forage ……………………………………………………………. 74 3. Principe de fonctionnement des pompes……………………………………………………………… 74 4. Evolution du débit instantané………………………………………………………………………………… 76 5. Avantages et inconvénients des pompes……………………………………………………………… 77 6. Composants des pompes duplex………………………………………………………………………….. 78 7. Composants des pompes triplex…………………………………………………………………………… 80 8. Maintenance des pompes de forage……………………………………………………………………… 81 9. Anomalies de fonctionnement………………………………………………………………………………..81 LE CIRCUIT HAUTE PRESSION……………………………………………………………………………………. 84 1. Les conduites et le manifold de refoulement………………………………………………………… 84 2. Le manifold de plancher………………………………………………………………………………………… 85 3. La colonne montante…………………………………………………………………………………………….. 85 4. Le flexible d'injection…………………………………………………………………………………………….. 85 5. Le col de cygne………………………………………………………………………………………………………. 86 6. Les raccords…………………………………………………………………………………………………………… 86 7. Les vannes……………………………………………………………………………………………………………… 87 LES MESURES……………………………………………………………………………………………………………… 88 1. Nature des mesures……………………………………………………………………………………………… 88 2. Buts des mesures………………………………………………………………………………………………….. 88 3. Utilisateurs des mesures……………………………………………………………………………………….. 89 4. Présentation des mesures……………………………………………………………………………………… 90 5. Les différentes mesures………………………………………………………………………………………… 91 CONTROLE DE VENUES………………………………………………………………………………………………. 94 1. Les pressions…………………………………………………………………………………………………………. 94 2. Causes des venues……………………………………………………………………………………………….. 96 3. Détection d'une venue en cours de forage…………………………………………………………… 96 4. Principe de contrôle d'une venue………………………………………………………………………….. 98 5. Equipement d'obturation………………………………………………………………………………………. 99 FLUIDES DE FORAGE………………………………………………………………………………………………….. 103 1. Rôles de la boue…………………………………………………………………………………………………….. 103

- 4 -
MMMoooddduuullleee MMM111
2. Boues à l’eau et à l’huile……………………………………………………………………………… ……….. 105 3. Principaux produits a boue……………………………………………………………………………………. 106 4. Boues à phase continue eau …………………………………………………………………………………. 112 5. Contaminations………………………………………………………………………………………………………. 117 6. Conversions et changements de boue……………………………………………………………………119 7. Fabrication des boues……………………………………………………………………………………………. 120 8. Barytage ………………………………………………………………………………………………………………… 122 9. Bouchons de colmatants……………………………………………………………………………………….. 123 APPAREILS DE MESURES SUR LA BOUE……………………………..…………………………………….. 128 1. Viscosimètre Marsh……………………………..……………………………………..………………………… 128 2. Densimètre……………………………..……………………………………..…………………………………….. 130 3. Le viscosimètre fann …………………………………………………………………………………………….. 132 4. Filtre presse API…………………………………………………………………………………………………….. 133 5. Sable………………………………………………………………………………………………………………………. 135 6. Mesure du Ph…………………………………………………………………………………………………………. 136 7. Mesure des niveaux……………………………………………………………………………………………….. 137 8. Rapport journalier accrocheur………………………………………………………………………………. 140 LE CIRCUIT BASSE PRESSION……………………………………………………………………………………. 142 1. Fonctions du circuit basse pression ………………………………………………………………………. 142 2. Tamisage……………………………………………………………………………………………………………….. 143 3. Décantation……………………………………………………………………………………………………………. 145 4. Dégazage……………………………………………………………………………………………………………….. 145 5. Hydrocyclonage ……………………………………………………………………………………………………… 148 6. Traitements particuliers d'élimination des solides…………………………………………………151 7. Fabrication - brassage – stockage……………………………………………………………………….. 155 8. Transfert –suralimentation……………………………………………………………………………………. 159

- 5 -
MMMoooddduuullleee MMM111
MATS DE FORAGE
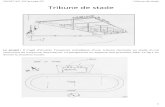
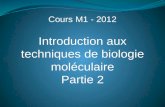
Le mât de forage [mast] (figure 1) sert aux manœuvres des garnitures de forage ou des tubages. Il a remplacé la tour [derrick] grâce à la rapidité de son montage et démontage. Il peut être du type qui ne se démonte pas pour le déménagement [moving], ou de celui qui se démonte en un petit nombre d'éléments. Il est dressé tout monté sur la plate-forme de forage. Il est composé de deux montants reliés par des entretoises et des croisillons qui reposent sur une substructure. Une plate-forme (figure 2) installée au sommet, comportant des traverses de forte capacité, supporte le moufle fixe [crown block].
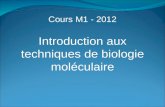
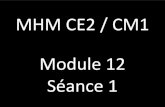
Une passerelle d'accrochage [monkey board] (figure 3) est installée à une hauteur de 26 mètres du plancher [rig floor] pour permettre l'accrochage des longueurs de tiges [stands]. Elle est accrochée au mât par deux attaches, repose sur deux jambes de force, et est maintenue en haut par deux câbles. Elle comprend deux rangées pour le stockage des tiges [drill pipes] et masse-tiges [drill collars] de part et d’autre d’une partie rabattable réservée à l’accrocheur [derrick man]. Les rangées de stockage sont divisées en plusieurs autres rangées séparées par des traverses munies chacune d’un dispositif de sécurité pour empêcher les tiges d’en sortir. La longueur maximale d'une longueur de tiges à stocker dans le mât ne doit pas dépasser 30 mètres, sinon les tiges risquent de se déformer de façon permanente. A environ 9 mètres du plancher est montée une passerelle de tubages (figure 4) qui permet le guidage de ces derniers lors de leur vissage. La hauteur de cette passerelle est ajustable entre 6 et 12 mètres à l’aide d’un treuil à air.
Figure 1 :Mât de forage
Figure 2 :Plateforme du moufle fixe

- 6 -
MMMoooddduuullleee MMM111
Des échelles ou des escaliers permettent l'accès aux passerelles et au sommet. Les tiges et tubages [casings] sont préparés sur des traîteaux (figure 5) situés de part et d’autre d’un plan horizontal appelé walk-way. Ces tiges et tubages sont roulés sur ces traîteaux jusqu’à atteindre le walk-way, puis ils sont remontés sur le plancher à l’aide du treuil à air. Ils glissent le long du walk-way, puis sur le plan incliné [catwalk] jusqu’à atteindre le plancher.
7. Les mâts libres Les différents types de mâts libres sont :
7.1. Les mâts ouverts (type Lee C. Moore) ont une chèvre utilisée pour le levage [raising] du mât et participe à la résistance de l'ensemble. Ces mâts comprennent deux poutres minces composées d’éléments en treillis soudés, réunis entre eux
Figure 3 :Passerelle d’accrochage
Figure 4 :Passerelle de tubage
Figure 5
Plan incliné
Walk-way
Traîteaux
Tiges

- 7 -
MMMoooddduuullleee MMM111
par des broches goupillées. Ces poutres sont réunies à l ’arrière par des traverses. La face avant est ouverte. Les pieds de ces poutres pivotent autour d’un axe fixé sur la substructure. La partie inférieure arrière des poutres repose sur la chèvre tandis que la partie avant comporte les gerbiers pour supporter les longueurs de tiges stockées. Le montage du mât se fait complètement au sol, puis il est ripé sur des glissières inclinées jusqu’à ce que ses pieds atteignent les axes sur les substructures. La chèvre est mise en place, et on dresse le mât grâce au treuil, au mouflage et à une élingue qui passe sur la chèvre et est attachée sur la face arrière du mât.
7.2. Les mâts fermés ou ouverts ayant une chèvre utilisée uniquement au levage du
mât et ne participe pas ensuite à la résistance de l'ensemble (type EMSCO). Ces mâts comprennent deux poutres minces composées d’éléments en treillis soudés, réunis entre eux par des broches goupillées. Ces poutres sont réunies par des traverses à l’arrière et même à l ’avant pour les mâts de grande capacité. Chaque poutre est terminée par deux pieds, dont celui arrière est monté sur un axe pour permettre à la poutre de pivoter. Le calage des pieds sert à régler la verticalité du mât. Le mât, après être totalement monté au sol, est dressé directement à l ’aide d’une élingue et du mouflage, sans qu’il arrive au niveau de la substructure.
7.3. Les mâts ouverts reposant sur des jambes de force longues de 12 mètres qui
servent au levage du mât et participent à la résistance de l'ensemble (type IDECO). Ces mâts sont constitués de deux poutres à section rectangulaire, en treillis, reliées par deux articulations au niveau du moufle fixe, et des croisillons amovibles à la partie supérieure. Sur une dizaine de mètres du moufle fixe, ces poutres ne sont entretoisées que sur trois faces, augmentant ainsi l ’espace disponible en laissant libre la face intérieure. Les éléments du mâts, entre 3 et 5, sont réunis par des broches goupillées. Chaque poutre repose et pivote sur un axe solidaire du plancher. Le mât est maintenu en position verticale par des jambes de force qui prennent appui, d’un côté, sur des axes situés à l’avant et en bas de la substructure, et de l ’autre, sur le mât à une dizaine de mètres du plancher. Les paliers des axes de l’extrémité basse sont fixes mais permettent un léger mouvement latéral, tandis qu’à l’autre extrémité, ils peuvent se déplacer sur des glissières aménagées dans les poutres.
Le mât, après son montage au sol, est dressé grâce au mouflage et à une élingue fixée au crochet. On commence par amener les pieds du mât au niveau de leurs axes sur le plancher, le palier de l ’extrémité haute des jambes de force étant en position haute des glissières. Le mât est ensuite mis en position horizontale, puis il est soulevé. L ’extrémité supérieure des jambes de force glisse dans les glissières et arrive, lorsque le mât est en position verticale, à la partie inférieure. Elle est alors bloquée par un système d’enclenchement automatique secondé par un dispositif de sécurité.
8. Les mâts haubanés Les mâts haubanés (figure 6) sont utilisés pour les forages de faible et moyenne profondeur. Ils ne se démontent pas, mais se rabattent sur des camions ou des remorques. On distingue :
- les mâts télescopiques, constitués de deux poutres minces en treillis ou tubulaires,
- les mâts non télescopiques.

- 8 -
MMMoooddduuullleee MMM111
Ces mâts sont haubanés pour résister aux vents.
Les haubans, au nombre de 8 ou 12, sont inclinés de 45° et sont placés dans les plans diagonaux du mât. Ils sont reliés au mât par des goussets et, au sol, à des points fixes, situés à une distance du puits égale à la hauteur du mât. Leur tension est de l'ordre de 0.5 à 1 tonne. Les tensions des haubans opposés doivent être identiques 9. Caractéristiques des mâts
9.1. Hauteur : mesurée entre le plancher et le bas de la passerelle du moufle fixe.
9.2. Capacité API : c'est la capacité maximale au crochet, pour un mouflage donné, en l'absence de gerbage et du vent.
La relation entre la capacité API et celle au crochet est donnée par la formule suivante : Cc = ( CAPI - P ) x N / ( N + 4 )
Avec : Cc = capacité au crochet, CAPI = capacité API N = nombre de brins P = poids du mât + moufle fixe
La capacité réduite au crochet, elle, tient compte du gerbage et du vent et s'exprime en pourcentage de la capacité API. L'effort sous lequel s'effondrerait le mât est égal au double de sa capacité maximale au crochet. Le calcul du croisillonnement tient compte de la vitesse du vent et de la composante horizontale de la garniture de forage stockée dans le gerbier.
Figure 6 :Mât haubané

- 9 -
MMMoooddduuullleee MMM111
10. Les substructures Le mât repose sur une substructure [substructure] (figure 7) afin de disposer, sous le plancher de travail, d'une hauteur suffisante pour installer les obturateurs. La substructure est constituée de deux poutres horizontales en treillis de fers en I soudés, placées suivant le sens de la longueur et réunies par des traverses assemblées par des broches goupillées. En plus du mât, la substructure supporte la table de rotation, le treuil [drawworks] et la garniture de forage [drilling string]. Pendant la descente de tubage, elle supporte le poids du tubage posé sur la table et celui de la garniture de forage stockée dans le gerbier. Pour la substructure, le constructeur donne la capacité de stockage des gerbiers en fonction de la vitesse du vent et la capacité de l’assise de la table de rotation.
Il existe plusieurs types de substructures : - substructures à piliers intermédiaires, différentes par la disposition des poutres
qui supportent la table de rotation, - substructures compactes, composées d’un ou de deux parties et sont utilisées
dans les appareils mobiles sur roues. Une fois sur place, elles sont surélevées à l’aide de vérins manuels ou hydrauliques,
- substructures à caissons, hautes de 5 à 6 mètres, elles sont très pratiques pour la manutention du matériel tubulaire, mais présentent un problème pour la mise en place de la tête de puits. Les caissons servent aussi au stockage d'eau ou du matériel,
- substructures surélevées ou dépliables, hautes de 8 à 12 m pour faciliter la mise en place d’un haut empilage d’obturateurs.
Figure 7 :Substructure

- 10 -
MMMoooddduuullleee MMM111
Il existe également des substructures permettant le déménagement sans démonter le mât. Pour cela, on soulève la substructure, avec le mât dressé, et on la pose sur des chariots à chenilles ou à roues, tirés ensuite par des tracteurs. 11. Les plates-formes La substructure est posée sur une plate-forme [platform] en béton construite en fonction de la résistance des terrains, afin d'assurer sa stabilité. Des rigoles sont aménagées autour de la plate-forme pour drainer efficacement les eaux qui peuvent s’infiltrer sous la plate-forme et la déstabiliser. Si le terrain est assez résistant, on peut poser la substructure sur un platelage formé de madriers en bois ou en métal posé sur le sol préalablement nivelé. Ces platelages sont déménagés avec l’appareil à la fin du forage. Si le terrain est peu résistant, ces platelages sont posés sur une couche de ballast. 12. Précautions et entretiens Durant le montage ou démontage du mât et afin de ne pas compromettre sa résistance, il faut :
- éviter de tordre ou de monter tordus des éléments, - tous les écrous doivent être munis de rondelles grower, - éviter de monter le mât incomplet, et si un élément manque ou est détérioré, il
doit être remplacé, - afin d’égaliser les tension internes, les écrous sont bloqués lorsque le montage est
terminé, - lorsqu’une cornière est endommagée, il est nécessaire de changer l’élément
complet, - il faut éviter de percer des trous dans les éléments du mât ou de la substructure
afin de ne pas compromettre leur résistance. Durant le forage et suite aux vibrations engendrées, les écrous peuvent se desserrer et les goupilles sortir de leur emplacement.

- 11 -
MMMoooddduuullleee MMM111
PUISSANCE INSTALLEE
5. Force motrice Sur un appareil de forage, la force motrice assure les fonctions levage, rotation, pompage, éclairage et auxiliaires. 6. Sources d’énergie sur les appareils de forage Les premières sources de puissance sur les appareils de forage provenaient des machines à vapeur. La sondeuse du Colonel DRAKE se composait d'une chaudière de 10 ch, fonctionnant au bois, qui alimentait une machine à vapeur de 6 ch. Les moteurs diesel (appelés moteurs à combustion interne) (figure 1) ont succédé aux machines à vapeur, et se sont généralisés sur la plupart des appareils de forage, soit en entraînant directement le treuil ou la transmission, soit par l’intermédiaire d’installation électrique.
7. Les appareils à transmission mécanique La force motrice [power] est fournie par des moteurs diesel [diesel engines] pouvant être couplés les uns aux autres et reliés au treuil par l'intermédiaire d'un ensemble de transmission à chaînes [compound] (figure 2). Leur manque de souplesse relatif, leur mauvais rendement lorsqu'on s'éloigne de la pleine charge sont compensés par l'utilisation de convertisseurs de couple.
Figure 1 :Moteur diesel

- 12 -
MMMoooddduuullleee MMM111
8. Les appareils diesel électrique L’ensemble des équipements de forage sont entraînés par des moteurs à courant continu (figure 3). Ce type de moteur est préféré aux moteurs asynchrones (figure 4).
La force motrice est constituée d'un ensemble de génératrices ou d’alternateurs entraînés par des moteurs diesel. Dans ce dernier cas, le courant alternatif produit est redressé avant alimentation des moteurs à courant continu. La transmission diesel électrique apporte plusieurs avantages tels que souplesse, simplicité (élimination de nombreux embrayages, pignons, chaînes, etc...) et meilleure utilisation de l'espace disponible.
Figure 2 :Transmission mécanique
Figure 3 :Moteur à courant continu
Figure 4 :Moteur asynchrone

- 13 -
MMMoooddduuullleee MMM111
LA GARNITURE DE FORAGE Le forage rotary exige l'utilisation d'un arbre de forage creux appelé garniture, qui a pour principales fonctions :
- d'entraîner l’outil en rotation, - d'y appliquer un certain effort, - d'y apporter l’énergie hydraulique nécessaire à l'évacuation des déblais.
Une garniture de forage est constituée des principaux éléments suivants :
- les tiges [drill pipes], - les tiges lourdes [heavy weight drill pipes], - les masse-tiges [drill collars].
6. Les tiges 6.1. Rôles
Les tiges de forage (figure 1) permettent la transmission de la rotation de la table à l’outil et le passage du fluide de forage jusqu’à ce dernier.
Elles doivent travailler en tension pour éviter leur frottement contre les parois du puits, qui peuvent causer leur usure et les éboulements des parois, et la déviation.
Figure 1 :Tiges de forage
Joint femelle
Corps
Joint mâle

- 14 -
MMMoooddduuullleee MMM111
6.2. Caractéristiques 6.2.1. Le diamètre nominal
C’est le diamètre extérieur du corps de la tige, exprimé en pouces.
6.2.2. Le grade Détermine la qualité de l'acier et donne la résistance de la tige à la traction et la torsion. Lorsqu'une tige subit un effort de traction, elle s'allonge (figures 2) ; si on ne dépasse pas une certaine valeur et si on relâche la force, la tige revient à sa position initiale : on dit que l'acier a travaillé dans le domaine élastique. La limite élastique (contrainte maximale admissible) est le rapport de la traction maximale (au delà de laquelle on sort du domaine élastique) sur la section du corps de la tige. Les grades [grades] d'acier normalisés sont : D55 - E75 - X95 - G105 - S135.
6.2.3. La gamme Caractérise la longueur des tiges. Il existe 3 gammes [ranges] de longueur de tige : - gamme 1 : 5,50 m à 6,70 m (18' à 22'), - gamme 2 : 8,25 m à 9,15 m (27' à 30'), - gamme 3 : 11,60 m à 13,70 m (38' à 45').
6.2.4. Le poids nominal Exprimé en livres par pied, il indique le poids [weight] du corps de la tige sans les tool-joints.

- 15 -
MMMoooddduuullleee MMM111
Figure 2 :Limite élastique
Con
train
te
% allongement
Limite élastique
80% de la limite élastique
Zone conseillée
Domaine d’utilisation
Allongement permanent
Con
train
te
% allongement
Limite élastique
80% de la limite élastique
Zone conseillée
Domaine d’utilisation
Allongement permanent
Con
train
te(1
000p
si)
% allongement
S135
G105
X95
E75
D55135
10595
75
55
Con
train
te(1
000p
si)
% allongement
S135
G105
X95
E75
D55135
10595
75
55

- 16 -
MMMoooddduuullleee MMM111
6.3. Fabrication Les tiges de forage sont des tubes d'acier au carbone étirés sans soudure. Leurs extrémités sont refoulées (figure 4) : - soit intérieurement (internal upset ou IU) - soit extérieurement (external upset ou EU) - soit de manière mixte (internal - external upset ou IEU).
Des joints sont raccordés à ces extrémités soit par vissage, soit par soudage.
6.4. Classification La classe d'une tige définit son degré d'usure après utilisation, donc la diminution de sa section qui entraîne celle de ses caractéristiques mécaniques. L'API a défini les classes de tiges comme suit :
6.4.1. Classe 1 Marquée d’une bande blanche. Les tiges de cette classe sont neuves (aucune trace d’usure).
6.4.2. Classe supérieure (premium) Marquée de deux bandes blanches. L'usure est caractérisée par : - réduction uniforme de l'épaisseur de 20%, - réduction excentrique de l'épaisseur de 20%, - la section est calculée en fonction de la réduction uniforme de l'épaisseur de 20%.
6.4.3. Classe 2 Marquée d’une bande jaune. L'usure est caractérisée par : - réduction uniforme de l'épaisseur de 20%, - réduction excentrique de l'épaisseur de 35%, - la section est calculée en fonction de la réduction uniforme de l'épaisseur de 20%.
6.4.4. Classe 3 Marquée d’une bande orange. L'usure est caractérisée par : - réduction uniforme de l'épaisseur de 37.5%, - réduction excentrique de l'épaisseur de 45%, - la section est calculée en fonction de la réduction uniforme de l'épaisseur de 37.5%.
Figure 4 :Limite élastique
IU EU IEU

- 17 -
MMMoooddduuullleee MMM111
6.4.5. Classe 4 Marquée d’une bande verte. Plus usée que la classe 3. Une tige rebutée est marquée d'une bande rouge. Remarques :
− Une tige fissurée doit être marquée d'une bande rouge et ne peut plus être utilisée.
− Une usure excentrique est une usure donnant une surface externe cylindrique dont l'axe est excentré par rapport à l'axe du cylindre intérieur.
6.5. Les tool-joints
Ce sont des joints (figure 5) qui assurent la liaison entre les tiges. Ils sont soudés et/ou vissés au corps de tiges. Ils sont caractérisés par leur diamètre extérieur, leur filetage [thread] et le diamètre nominal de leur filetage. Ils peuvent être rechargés extérieurement pour être protégés contre l'usure excessive.
Remarque : c'est sur les tool-joints que sont placées les clés de forage pour les opérations de vissage et de dévissage. Il existe plusieurs types de tool-joints : Regular (Reg) : se monte généralement sur des tiges IU (ou IEU pour les dimensions les plus élevées). Le passage intérieur est inférieur à celui du refoulement intérieur. Les tool-joints regular qui ne permettaient pas le passage de certains instruments, ont pratiquement été abandonnés pour les tiges. Seul le filetage regular a été conservé pour les masse tiges ou les outils de forage. Full Hole (FH) : se monte sur des tiges IU (ou IEU pour les dimensions les plus élevées). Le passage intérieur est sensiblement égal à celui du refoulement intérieur. Les tool-joints FH ont été pratiquement abandonnés pour les tiges depuis l'apparition des tool-joints internal flush (IF), sauf en dimension nominale 4" qui est apparu en dernier et où le filetage a le même profil, même conicité et même pas que le filetage IF.
Figure 5 :Tool-joints
Tool-joint mâle Tool-joint femelle

- 18 -
MMMoooddduuullleee MMM111
Par contre, le filetage FH a été conservé pour les masse tiges et les outils de forage. Internal Flush (IF) : le plus utilisé actuellement, il se monte sur des tiges EU (ou IEU pour les dimensions les plus élevées). Le passage intérieur des tool-joints est sensiblement égal à celui des tiges. Tool-joint API à connexion numérotée (API numbered rotary shouldered connections) : ce filetage est utilisé pour les tool-joints et les masse tiges. Il a été adopté par l’API pour remplacer graduellement les autres types de filetages. La désignation de la dimension est un nombre de deux chiffres indiquant le diamètre exprimé en dixièmes de pouce (arrondi au dixième inférieur) de la connexion mâle au point de calibrage (gage point). Les connexions numérotées utilisent un filet en V ayant un sommet plat de 1,65 mm (0,065") et un fond arrondi de 0,96 mm (0,038"). Cette forme est désignée comme forme V-0,038 R. Elle s'accouple avec la forme V-0,065 qui est employée sur toutes les connexions IF et sur la connexion FH 4".
Connexions numérotées Correspondance
26 2"3/8 IF 31 2"7/8 IF 38 3"1/2 IF 40 43 FH 46 4" IF 50 4"1/2 IF
La seule différence entre le filetage des connexions numérotées et celui de l’IF réside dans le fait que les fonds des filets du premier ne sont pas tronqués mais arrondis d’un rayon de 0,038 pouce. Tool-joints spéciaux non API : tels que les tool-joints frettés seal grip (de Hughes), super shrink grip (de Reed), et straight grip (de American Iron).
6.6. Identification des tiges et tool-joints Les tiges et tool-joints sont identifiés par les bandes de classification et celles de marquage de l'état du tool-joint Bandes de classification des tiges :
Classe 1 : 1 bande blanche Classe premium : 2 bandes blanches Classe 2 : 1 bande jaune Classe 3 : 1 bande orange Classe 4 : 1 bande verte Rebut : 1 bande rouge
Bande de marquage de l'état du tool-joint :
Rebut ou réparation en atelier : 1 bande rouge Réparation sur chantier : 1 bande verte
6.7. Usure des tool-joints
Les tool-joints s'usent par frottement à l'intérieur des colonnes de tubage et dans le terrain. Quand leur diamètre extérieur atteint une cote d'alerte, ils doivent être changés.

- 19 -
MMMoooddduuullleee MMM111
Pour retarder le rebut des tool-joints dû à l'usure extérieure, différents procédés sont utilisés.
6.7.1. Tool-joints surdimensionnés Leur épaisseur étant supérieure à celle des tool-joints classiques, ils permettent de retarder l'apparition de la cote d'alerte. Les tool-joints extra-hole (XH) et les nouveaux tool-joints API, appartiennent à cette catégorie. A filetage correspondant, leur diamètre extérieur est légèrement supérieur à celui d'un tool-joint IF classique. Nota : Un tool-joint 4"1/2 XH possède le même filetage qu'un tool-joint 4" IF. Un tool-joint 5" XH possède le même filetage qu'un tool-joint 4"1/2 IF.
6.7.2. Durcissement de la surface externe des tool-joints Tool-joints stellités :Le procédé consiste à déposer un ou plusieurs anneaux de carbure de tungstène à la base du tool-joint femelle, hors de la prise des clés de serrage (figure 6). Si des tiges à tool-joints stellités sont utilisées dans une colonne de tubage, elles doivent être munies de protecteurs de tubage en caoutchouc (figure 8).
Tool-joints traités à haute fréquence :La surface externe des tool-joints est durcie par le passage d'un courant à haute fréquence. Ce procédé est moins onéreux que le stellitage et présente moins de risque d'abîmer le tubage.
6.8. Recommandations pour l’utilisation des tiges Un certain nombre de ruptures des tiges pourrait être évité par l'application de certains contrôles et précautions :
- utiliser un poids de masse-tiges suffisant pour éviter que les tiges ne travaillent en compression ;
Figure 6 :Tool-joint stellité
Anneaux de stellite

- 20 -
MMMoooddduuullleee MMM111
- utiliser des tiges droites, surtout au-dessus des masse-tiges ; - établir une rotation périodique des tiges situées au-dessus des masse-tiges ; - éviter de débloquer les tiges à la table de rotation (surtout si le poids de la
garniture de forage est faible) ; - éviter de créer des amorces de rupture en faisant des entailles avec les cales et
les clés ; - placer les tool-joints à débloquer à une hauteur correcte au-dessus de la table de
rotation pour éviter de tordre la tige au-dessus des cales ; - examiner les tiges périodiquement ou après une instrumentation au sonoscope ; - utiliser un raccord d'usure de tige d'entraînement en bon état ; - nettoyer et graisser soigneusement les filetages et les portées planes d'étanchéité
avec une graisse contenant en suspension un métal malléable (plomb, zinc, cuivre) qui s'interpose entre les filets et les portées en contact pour éviter le grippage ;
- éliminer les bavures sur les portées des tool-joints avec un outil adapté ; - bloquer les filetages au couple recommandé ; - au cours des manœuvres, éviter le choc du bas du filetage mâle contre la portée
du tool-joint femelle ; - rompre régulièrement les longueurs formées (sinon, risque d'ennuis pour
débloquer les joints qui n'ont pas été débloqués depuis longtemps) ; - ne pas déplacer une tige stockée dans le mât en tapant sur la portée du tool-joint
mâle ; - éviter, lors du rangement d’une longueur dans le gerbier, de cogner le filetage du
tool-joint de la longueur à stocker contre la portée d’une autre déjà stockée ; - mettre systématiquement des protecteurs de filetage (figure 7) pour le transport
et le stockage ; - éliminer les tiges dont les tool-joints ont atteint la cote d'alerte ; - les tiges à joints stellitées au droit du tubage doivent être munies de protecteurs
de tubage en caoutchouc (figure 8) ; - ne pas tirer sur les tiges au-delà de la limite élastique en utilisant un coefficient de
sécurité qui tient compte de l'état des tiges ; - les filetages des tool-joints doivent être nettoyés intérieurement et
extérieurement au moyen du jet d'eau ; - le filetage femelle doit être nettoyé et graissé au moment de la remontée pendant
la descente de l'élévateur à vide, le filetage mâle est nettoyé avec le jet d'eau une fois la tige gerbée. Au cours de la descente, on a ainsi un filetage femelle déjà nettoyé et graissé et un filetage mâle nettoyé qu'il faut graisser à nouveau à la descente.
Tous les membres de l’équipe doivent inspecter les tiges durant la remontée, pour détecter une éventuelle anomalie. Cette opération exige que les tiges soient propres, ce qui nécessite leur nettoyage durant la remontée. Ce nettoyage se fait soit à l’eau, soit en utilisant un essuie tiges. Parfois, l'eau est interdite parce qu’elle agit sur les caractéristiques de la boue. La graisse pour filetages de tool-joints est un matériau d'entretien et de protection essentiel. Elle doit être conservée à l'abri de la boue, des poussières, etc..., dans des récipients munis de couvercles. Elle doit être bien répartie sur le filetage et en quantité suffisante, mais sans exagération.

- 21 -
MMMoooddduuullleee MMM111
7. Les tiges lourdes Les tiges lourdes ont une flexibilité plus grande que celle des masse tiges et plus petite que celle des tiges normales. Dans les forages verticaux, les tiges lourdes sont fréquemment utilisées comme intermédiaires entre les masse-tiges et les tiges. Il y a à ce niveau une variation de section occasionnant des contraintes plus élevées (flexion plus grande, vibrations). On utilise donc avantageusement une, deux ou trois longueurs de tiges lourdes, entre les masse-tiges et les tiges, chaque fois que les conditions de forage sont difficiles. Dans les forages dirigés, les tiges lourdes sont utilisées soit au sommet des masse-tiges, soit parfois en les remplaçant totalement. Dans ce dernier cas la flexibilité sera suffisante pour que l'outil continue dans la direction donnée par l'amorce de déviation. Avant les tiges lourdes, on utilisait des tiges de forage normales. Malheureusement, ces dernières ont une résistance au flambage insuffisante. Comme elles travaillaient en compression, les ruptures étaient fréquentes et nombreuses. L'utilisation des tiges lourdes a grandement amélioré les opérations, surtout en forage dirigé.
7.1. Formes Les diamètres extérieurs des tool-joints sont surdimensionnés par rapport à ceux des tool-joints des tiges (figure 9). Elles comportent en plus un renflement central dont le diamètre est généralement égal à celui des tool-joints diminué de 3/4 à 1". Comme pour les tiges, l'épaulement du tool-joint femelle est carré ou conique à 18°. Le diamètre intérieur est généralement intermédiaire entre le diamètre des tool-joints et celui des masse-tiges.
7.2. Fabrication Les tiges lourdes peuvent être obtenues par usinage d'une masse-tige, ou à partir d'un ou deux éléments tubulaires laminés à chaud qui constitueront la partie centrale. Les tool-joints sont soudés aux extrémités. L'acier utilisé est le même que celui des masse-tiges et des tool-joints. La partie centrale peut être un acier à plus bas carbone traité pour obtenir une résistance comparable à celle des masse-tiges.
Figure 7 :Protecteurs de filetage
Figure 8 :Protecteurs de tubages
Figure 9 :Tige lourde

- 22 -
MMMoooddduuullleee MMM111
Les tool-joints et le renflement central sont généralement protégés contre l'usure par le dépôt de plusieurs bandes de rechargement dur (hard facing). 8. Les masse - tiges
8.1. Rôles Les masse-tiges (figure 10) permettent de :
− mettre du poids sur l'outil pour éviter de faire travailler les tiges de forage en compression. Le poids utilisable des masse-tiges ne devra pas excéder 80% de leur poids total dans la boue ;
− jouer le rôle du plomb du fil à plomb pour forer un trou aussi droit et vertical que possible. Elles ne rempliront pleinement ces conditions que si elles sont aussi rigides que possible donc aussi largement dimensionnées que possible.
8.2. Caractéristiques Une masse-tige est caractérisée par :
- ses diamètres extérieur et intérieur. Le diamètre intérieur est normalisé par l'API en fonction du diamètre extérieur. Lorsqu'il y a un choix possible, il est avantageux de choisir le plus petit diamètre intérieur de façon à augmenter la résistance de la connexion filetée ;
- son type et son diamètre de connexion filetée (Reg - FH - IF - NC) ; - son profil : lisse, spiralé ou carré.
8.3. Filetages
Les filetages des masse-tiges sont coniques pour deux raisons : - un filetage conique a une plus grande résistance, - un filetage conique offre de grandes facilités et une plus grande rapidité de
vissage ou de dévissage (bon alignement non nécessaire, obtention du blocage sans avoir à effectuer autant de tours que le filetage comporte de filets).
Par ailleurs ces filetages comportent un épaulement permettant d'assurer l'étanchéité entre les masse-tiges. Les filetages les plus couramment utilisés sont :
- Internal Flush (IF), - Regular (Reg), - Full Hole (FH).
Ils diffèrent essentiellement par le profil du filet, la conicité et la longueur de la partie filetée.
Figure 10 :Masse tiges

- 23 -
MMMoooddduuullleee MMM111
Les filetages des masse-tiges sont épaulés et les contraintes qui passent d'une masse-tige à une autre sont transmises pour 60 % environ par les épaulements et 40 % par les filetages.
8.3.1. Profil des filetages Le profil des filets est du type V0.040 jusqu'à 4"1/2 Reg inclus et V0.050 à partir du 5"1/2 Reg. Il est du type V0.040 pour le 3"1/2 et le 4"1/2 FH, V0.050 pour le 5"1/2 et le 5"6/8 FH, et V0.065 pour le 4" FH. Tous les filetages IF sont de type V0.065. Le profil V0.038 R est le profil V0.065 dans lequel le plat dans le creux des filets a été remplacé par une courbure de rayon 0.038". A dimension et conicité égales, un profil V0.065 est interchangeable avec un profil V0.038 R.
8.3.2. Avantages et inconvénients des différents profils Le faible rayon à fond des filets de profils V0.040 et V0.050 crée un effet d'entaille qui diminue la résistance à la fatigue. Le profil V0.065 est meilleur et le profil V0.038 R, est encore meilleur. Le filetage Hughes H90 comporte un filet à 90° au lieu de 60 avec un rayon important dans le creux des filets. L'effet d'entaille est diminué par l'importance du rayon à fond des filets et par l'ouverture de ces filets (angle à 90°). Ces filetages sont surtout utilisés dans les terrains durs (vibrations) et les trous déviés qui étaient à l'origine de nombreuses ruptures de filetages. Actuellement, les filetages NC ont remplacé les H90 dans les forages difficiles. Ils sont utilisés sur des masse-tiges définies par les 2 lettres NC, suivies de 2 groupes de 2 chiffres. Exemple : NC 46-65 : - NC signifie : Numbered Connexion, - 46 est le numéro de la connexion, - 65 signifie 6"1/2 de diamètre extérieur. Il s'agit donc d'une masse-tige de 6"1/2 de diamètre extérieur, filetée NC 46.
8.3.3. Equilibrage des filetages Une masse-tige doit avoir des filetages mâle et femelle équilibrés, c'est-à-dire que la résistance du filetage mâle doit être sensiblement égale à celle du filetage femelle.
8.4. Différents types de masse-tiges 8.4.1. Masse tiges classiques
Masse tiges lisses : elles sont lisses sur toute leur longueur (figure 11). L’utilisation du collier de sécurité pour leur manœuvre dans le puits est obligatoire.
Masse tiges à rétreints : deux retreints sont usinés dans la partie supérieure (figure 12) pour permettre l’utilisation de la cale et l’élévateur sans collier de sécurité.
8.4.2. Masse tiges à extrémités soudées Les extrémités sont filetés séparément du corps puis reliés à ce dernier par soudure.
8.4.3. Masse tiges à partie centrale surdimensionnée Utilisées dans les grosses dimensions, elles assurent un meilleur guidage et une meilleure rigidité d'où moins de tendance à dévier.

- 24 -
MMMoooddduuullleee MMM111
La partie supérieure est réduite pour permettre le repêchage par l'extérieur avec un overshot standard et l'utilisation de filetages courants, donc de couples de serrage acceptables. On peut utiliser trois masse tiges de ce type si la différence entre partie centrale et extrémité réduite est grande et entre six et neuf si la différence est moins importante.
8.4.4. Masse tiges carrées Ayant une rigidité importante et un très bon guidage dans le trou (jeu 1/32" seulement), elles sont utilisées pour supprimer les dog legs et diminuer la déviation. Les angles sont rechargés par un composite carbure-diamant pour éviter leur usure dans les terrains abrasifs. On n'utilise jamais plus d'une masse-tige carrée dans un trou. Cette masse-tige doit être placée au-dessus d'un aléseur, placé lui même directement sur l'outil. La présence de cet aléseur est indispensable car, étant donné le faible jeu de la masse-tige carrée dans le trou, il y aurait coincement en cas de perte de diamètre de l'outil. Cet aléseur devra être du type à rouleaux droits (non inclinés), possédant des picots en carbure de tungstène pour obtenir un parfait calibrage du trou.
8.4.5. Masse tiges spiralées Elles réduisent le risque de coincement par pression différentielle en diminuant la surface de contact masse-tige/trou (figure 13). Leur masse est d'environ 4% inférieure à celle des masse-tiges classiques. Elles existent en deux profils :
- Profil SHELL (Sine drill collars) : la section est un triangle curviligne dont les sommets sont tronqués par le cercle du diamètre extérieur.
- Profil FOX (No Wall Stick drill collars) : comporte 3 plats pour les diamètres jusqu'à 6" 7/8 et 9 plats groupés 3 par 3 pour les diamètres supérieurs. Ce profil est utilisé dans le monde entier.
Figure 11 :Masse tige lisse
Figure 12 :Masse tige à
rétreints
Rétreints pour l’élévateur
Rétreints pour la cale

- 25 -
MMMoooddduuullleee MMM111
8.4.6. Masse tiges amagnétiques Elles sont utilisées lorsqu'on veut faire des mesures de déviation avec une référence par rapport au nord magnétique. Ces masse-tiges sont de forme cylindriques. On n’en utilise qu’une seule, placée directement au-dessus de l'outil et centrée par un stabilisateur à sa partie supérieure. Les aciers utilisés pour la fabrication de ces masse-tiges sont :
- le Monel ou K-Monel, alliage à faible teneur en fer et à très haute teneur en nickel, - acier chrome-manganèse, composé de carbone, chrome et manganèse.
Les masse-tiges amagnétiques et leurs filetages ne pourront pas être inspectés par les méthodes classiques utilisant le magnétisme. L'inspection est du type ultrasonique si elle se fait à l’usine, et par ressuage si elle se fait sur le chantier. Le ressuage est la pulvérisation d’un pénétrant sur la pièce après un dégraissage parfait avec un solvant du type trichloréthylène ou acétone. Ce pénétrant s'introduit dans les fissures les plus fines. Un second nettoyage avec le même solvant enlève l'excès de pénétrant. Un révélateur est pulvérisé à son tour sur la pièce. Une faible quantité de pénétrant est exsudée par les fissures les plus fines et marque sur le révélateur l'emplacement des fissures.
8.5. Importance du couple de blocage Les filetages travaillent en flexion alternée. Si le blocage est insuffisant, il y a décollage des portées (perte d'étanchéité, grippage, rupture du filetage mâle). Le couple de blocage doit être suffisant pour permettre une pression de contact assez grande pour éviter le décollage des portées dans le puits. Il dépend du coefficient de frottement des filets les uns sur les autres. Un filetage ou un épaulement rouillé ou légèrement grippé augmente considérablement le coefficient de frottement (de 0,08 à 0,20) et en conséquence, si on passe de 0,08 à 0,16 par exemple, le couple de serrage doit être à peu près doublé pour obtenir la même pression sur les épaulements. Dans le cas contraire, le filetage sera détruit rapidement par insuffisance de couple de serrage. Si le coefficient de frottement passe de 0,08 à 0,20, le couple de serrage doit être multiplié par 2,4 environ.
Figure 13 :Masse tige spiralées
Profil Shell
Profil Fox pour diamètres supérieurs à 6" 7/8
Profil Fox pour diamètres jusqu’à 6" 7/8

- 26 -
MMMoooddduuullleee MMM111
Le même raisonnement s'applique également si la graisse est polluée (boue, gravier, limaille, etc...) ou de mauvaise qualité. La meilleure graisse pour masse-tiges est la graisse à base de plomb métallique. La pression des épaulements l'un sur l'autre est de plusieurs milliers de kgf/cm², c’est pourquoi il y a grippage lorsque le lubrifiant n'est pas de bonne qualité. Ainsi apparaît toute l'importance du repolissage des épaulements qui enlève la rouille et les irrégularités. On sera ainsi certain que le couple de serrage appliqué se traduira bien par une pression suffisante des épaulements l'un sur l'autre et ne se perdra pas en frottements parasites.
8.6. Entretien des masse-tiges Les précautions suivantes permettent de limiter les risques de rupture :
- les filetages et les épaulements doivent être nettoyés, graissés puis équipés de protecteurs avant manutention, stockage ou transport,
- repolir si nécessaire les épaulements, - meuler les bavures sur les épaulements, - appliquer les couples de serrage corrects, - utiliser une graisse adaptée à base de plomb, - mesurer régulièrement le diamètre des masse-tiges pour choisir, en cas de
rupture, les coins de repêchage, - réaliser périodiquement un magnafluxage : première inspection après 2000
heures de service ensuite à 3000 heures et après toutes les 500 heures pour déceler les éventuelles fêlures de fatigue au droit des filetages mâles et femelles où se produisent les ruptures,
- il est conseillé de rebloquer tous les joints aux deux premières remontées. Si au blocage :
- la rotation est importante avec expulsion de boue ou d'eau : dévisser, nettoyer, graisser et rebloquer au couple,
- la rotation est faible avec ou sans expulsion de graisse : rebloquer au couple sans dévisser.
9. La poussée d’Archimède Tout corps plongé dans un liquide subit une poussée de bas vers le haut, égale au poids du liquide déplacé. Dans le cas d'un tube creux comme la garniture de forage dans le puits, la poussée d'Archimède est : Pa = ππππ x (D² - d²) x h x ρρρρ/4 Dans le cas d'un tube bouché comme la colonne de tubage descendue dans le puits sans remplissage, la poussée d'Archimède est : Pa = π x Dc² x h x ρ / 4L'indicateur de poids indique le poids de la garniture de forage ou la colonne de tubage réel augmenté du poids du moufle et ses accessoires et diminué de la poussée d'Archimède. Afin d'éviter de calculer le poids de la boue déplacée pendant la descente de la garniture de forage ou la colonne de tubage, il a été introduit la notion de facteur de flottabilité qui est : Ff = (7.85 - d)/7.85 Avec :
Pa = poussée d'Archimède D = diamètre extérieur de la tige d = diamètre intérieur de la tige Dc = diamètre extérieur du tubage r = masse volumique de la boue Ff = facteur de flottabilité 7.85 = densité de l'acier d = densité de la boue

- 27 -
MMMoooddduuullleee MMM111
10. Les stabilisateurs On appelle forage vertical, par opposition au forage dirigé, tout forage implanté à la verticale de son objectif, la déviation maximale admissible étant limitée pour atteindre la cible. C'est le cas de la plupart des forage d'exploration. Un outil n'a pas normalement tendance à forer verticalement. Afin de limiter et de contrôler la déviation d'un puits, on intègre dans la garniture de forage des stabilisateurs dont on choisit le nombre, le dimensionnement et la position pour répondre au mieux aux problèmes posés.
10.1. Technologie Un stabilisateur [stabilizer] (figure 14) est une pièce comportant un corps cylindrique équipé de trois lames à sa périphérie. Dans le puits, les lames prennent appui sur les parois et permettent ainsi d'assurer un meilleur guidage et un meilleur centrage de la garniture. Il existe de nombreux types de stabilisateurs dont l'efficacité dépend de la nature des terrains plus ou moins tendres sur lesquels les lames doivent prendre appui et de la surface de contact de ces lames avec les parois. Les constructeurs proposent toute une gamme de stabilisateurs qui diffèrent essentiellement par la forme des lames et leur mode d'assemblage sur le corps :
- ces lames peuvent être droites et verticales, droites et obliques ou hélicoïdes, - elles peuvent être soit directement fraisées (intégral blades), soit soudées
(welded), soit solidaires d'une chemise amovible (interchangeable sleeve). - les surfaces extérieures peuvent être soit rechargées avec un alliage au carbure
de tungstène, soit munies de pastilles (inserts) de carbures de tungstène, soit dans certains cas comporter des patins d'usure vissés.
Il existe également : - des stabilisateurs à chemise en caoutchouc non rotative utilisés dans les terrains durs, - des stabilisateurs à surfaces de contact importantes utilisés en stabilisateur d'outil (near bit), - des stabilisateurs sous dimensionnés utilisés en forage dirigé, présentant un recouvrement maximal des lames.
Stabilisateur à chemise en caoutchouc non rotative
Figure 14 :Stabilisateurs
Stabilisateur à lames droites et obliques
Stabilisateur à lames hélicoïdales

- 28 -
MMMoooddduuullleee MMM111
10.2. Stabilisation en trou vertical Le but d'une bonne stabilisation en trou vertical est de :
- maintenir un angle de déviation le plus faible possible, - permettre un certain poids sur l'outil, - garantir un diamètre correct du trou, - éviter le collage par pression différentielle des masse-tiges.
Trois types de garnitures sont utilisés :
- la garniture packed hole (figure 15) : comporte un stabilisateur sur l'outil, un deuxième à environ 3 m au-dessus (masse-tige courte) et deux ou trois autres intégrés dans le train de masse-tiges. C’est une garniture très rigide permettant de forer avec des poids élevés et des inclinaisons ou des risques d'augmentation de la déviation réduits.
- la garniture pendulaire (figure 16) : comporte un seul stabilisateur situé à deux ou trois masse-tiges au-dessus de l'outil. Cette garniture est plus souple et permet, en choisissant judicieusement la position du stabilisateur au-dessus de l'outil, de combattre la tendance à la déviation ou même de diminuer l'inclinaison. Des modèles de simulation de comportement de la garniture permettent d'optimiser le positionnement des stabilisateurs et d'améliorer l'efficacité du contrôle de la déviation.
- la garniture lisse (sans stabilisateur) (figure 17) : elle n'est utilisée que dans le cas de reforage à l'intérieur des tubages, car son emploi dans des puits avec tendance de déviation nécessite un poids sur l'outil limité, au détriment de l'avancement, et crée un trou en hélice mal calibré, donc des risques de reforage et de coincement.
Figure 15 :Garniture packed hole
Figure 16 :Garniture pendulaire
Figure 17 :Garniture lisse

- 29 -
MMMoooddduuullleee MMM111
10.3. Stabilisation en forage dirigé Dans le cas du forage dirigé, les stabilisateurs en plus de leur rôle de centrage et de guidage supportent le poids de la garniture. Puisqu'on ne dispose pas de stabilisateurs non rotatifs mécaniquement satisfaisants, on choisira en forage dirigé des stabilisateurs qui soient aussi peu agressifs que possible, afin d'éviter l'érosion des parois. Les stabilisateurs utilisés présentent donc en général de grandes surfaces de contact (recouvrement ou élargissement des lames). La position des stabilisateurs dans le train de masse-tiges ainsi que leurs diamètres est prépondérant. Il existe toute une série d'assemblages de fond choisis en fonction du résultat que l'on veut obtenir, c'est à dire :
- soit augmenter l'angle de déviation (build up), - soit le maintenir (lock up), - soit le diminuer (drop off). -
Les modèles de simulations permettent d'aider à définir les assemblages de fond les mieux adaptés.

- 30 -
MMMoooddduuullleee MMM111
EQUIPEMENT D’ENTRAINEMENT DE LA GARNITURE DE FORAGE
1. La table de rotation En cours de forage, la table de rotation [rotary table] (figure 1) transmet le mouvement de rotation à la garniture de forage, par l'intermédiaire de fourrures [bushings] et de la tige d'entraînement [kelly], et, en cours de manœuvre [trip], supporte le poids de la garniture de forage, par l'intermédiaire de coins de retenue.
1.1. Principe de fonctionnement la table de rotation se compose de 3 parties (figure 2) :
- le bâti, - la partie tournante, - l'arbre d'entraînement.
Le corps repose sur la substructure à laquelle il est solidement fixé. La partie tournante repose sur le bâti par l'intermédiaire d'un roulement à billes ou à rouleaux qui assure en même temps sa rotation.
Figure 1 :Table de rotation
Paliers à roulementPignon coniqueCorps ou bâti Partie tournante
Roulement à billes ou à rouleaux
Plaques de garde et carters
Cliquet
Ouverture centrale
Fourrures
Coins de retenue
Pignon d’attaque
Arbre d’entraînement
Figure 2 :Table de rotation

- 31 -
MMMoooddduuullleee MMM111
L'arbre d'entraînement muni à une extrémité d'un pignon est entraîné, soit à partir du treuil de forage, soit par un moteur indépendant ; l'arbre est monté sur des paliers à roulements à billes ou à rouleaux. A son autre extrémité, un pignon conique engrène sur une couronne dentée taillée ou rapportée sur la partie tournante et entraîne celle-ci en rotation. Le tout est entièrement recouvert de plaques de garde et des carters qui empêchent l'entrée de la boue et de l'eau dans le bâti et protègent le personnel. Le bâti fait également fonction de carter pour l'huile de graissage, qui se fait par barbotage. Un système de cliquets permet d'immobiliser la table quand on le désire. L'ouverture au centre de la partie tournante permet le passage des outils, et par un jeu de fourrures appropriées et de coins de retenue, de supporter la garniture de forage. C'est le diamètre en pouces de cette ouverture qui désigne la dimension de la table (exemple : table de 27.5 signifie ouverture de 27"1/2).
1.2. Caractéristiques 1.2.1. Dimension nominale
La dimension nominale d'une table de rotation est le diamètre intérieur de l'ouverture centrale de la plaque tournante (fourrure enlevée). Cette dimension détermine le diamètre maximal des outils ou tubages pouvant être introduits au travers. Les tables les plus courantes ont les diamètres nominaux suivants : 49"1/2 - 37"1/2 -27"1/2 - 20"1/2 - l7"1/2 - 12"1/2. La distance entre le centre de la table et le pignon d'entraînement de l'axe a été normalisée pour permettre l'interchangeabilité entre treuils et tables. Cette dimension est de 1,38 m (54"1/4) pour les tables 20"1/2 et 27"1/2 et de 1,22 m (44") pour les tables de l7"1/2 et 12"1/2.
1.2.2. Rapport de vitesses Le rapport de vitesse entre le pignon et la table de rotation varie suivant les constructeurs, mais il est en général compris entre 3 et 4.
1.2.3. Capacités La capacité de la table de rotation est définie par la capacité de la butée principale. Certains constructeurs indiquent une capacité à l'arrêt et une capacité à une certaine vitesse (125 tr/mn par exemple).
1.2.4. Entraînement Généralement les tables de rotation sont commandées (figure 3) par chaîne à partir du treuil. La commande par arbre à cardans est plus coûteuse et demande plus d'entretien parce qu'elle possède des roulements et des engrenages à angle droit, mais elle est plus robuste et plus basse et peut souvent être encastrée sous le plancher. La table de rotation peut être à commande indépendante, ce qui a l'avantage d'arrêter le treuil pendant la rotation et d'utiliser les moteurs de la transmission uniquement pour l'entraînement des pompes à boue. L'entraînement de la table de rotation peut être obtenu par un moteur électrique encastré sous le plancher et relié par cardan à la table.

- 32 -
MMMoooddduuullleee MMM111
2. Le carré d'entraînement et les fourrures Le mouvement de rotation est transmis par la table à la tige d'entraînement par le biais d’un carré d'entraînement [kelly bushing] (figure 4) rendu solidaire en rotation de la table par l'intermédiaire d'une fourrure principale [master bushing]. Pendant les manœuvres, des fourrures intermédiaires [adapter bushings] sont mises en place à l'intérieur des fourrures principales pour pouvoir caler la garniture de forage.
2.1. Le carré d'entraînement Monté sur la tige d'entraînement, c'est lui qui en assure la rotation. Il est constitué d'un corps en acier dans lequel sont montés 4 rouleaux de profil cylindrique ou en V selon que l'on utilise une tige d'entraînement carrée ou hexagonale. Les rouleaux en acier (figure 5) tournent sur des axes horizontaux, ce qui permet à la tige d'entraînement de se mouvoir librement dans le sens vertical, tout en étant entraînée en rotation par les génératrices des rouleaux qui sont en contact avec elle. Un même corps de carré d'entraînement peut recevoir des cages à rouleaux de divers diamètres, permettant de s'en servir pour différentes dimensions de tiges d'entraînement. Le mode d'entraînement peut être un profil de forme carrée à la base du carré d'entraînement qui s'adapte exactement au profil intérieur de la fourrure qui en assure la rotation, ou un dispositif de centrage et quatre broches engagées avant la mise en rotation dans quatre trous correspondants à la périphérie de la fourrure principale (figure 6).
Figure 3 :Entraînement de la table de rotation
Entraînement par arbre à cardan
Entraînement par chaîne Commande
indépendant

- 33 -
MMMoooddduuullleee MMM111
Figure 4 :Le carré
d’entraînement
Figure 5 :Les rouleaux
Figure 6 :Entraînement des carrés
d’entraînement
Tige d’entraînement
Carré d’entraînement
Rouleau cylindrique
Rouleau en V Axe Cage
Entraînement par broches
Entraînement par profil carré

- 34 -
MMMoooddduuullleee MMM111
2.2. Les fourrures principales [master bushing] Engagées dans la table de rotation, elles entraînent le carré d'entraînement et servent de support aux fourrures intermédiaires utilisées pour le calage du train de tiges. Leur configuration dépend de la dimension nominale de la table de rotation utilisée et du mode d'entraînement choisi (figure 7).
Pour l'entraînement par broches les fourrures disposent de quatre alésages à leur périphérie dans lesquels sont engagées les broches du carré d'entraînement. Pour toutes ces fourrures un système de verrouillage permet de les bloquer dans la table de rotation, et d'éviter leur éjection lors des manoeuvres de remontée de la tige d'entraînement. Leur choix dépend de la dimension nominale de la table de rotation :
- pour les tables 20"1/2, elles sont d'une seule pièce et comportent 4 alésages ou un profil intérieur carré selon le mode d'entraînement,
- pour les tables 27"1/2, des fourrures intermédiaires sont nécessaires pour le guidage et l'entraînement du carré,
- pour les tables 37"1/2, elles sont articulées (figure 8) et comportent une fourrure intermédiaire pour l'entraînement ou le guidage du carré.
Les fourrures pour table 27"1/2 peuvent être utilisées en intercalant un adaptateur 27"1/2 - 37"1/2 pour les adapter à l'ouverture centrale de la table,
- pour les tables 49"1/2, les fourrures utilisées sont articulées et requièrent l'utilisation d'une fourrure intermédiaire.
2.3. Les fourrures intermédiaires
Elles sont utilisées pour le calage d'une gamme de diamètres très grande de matériel tubulaire. Il existe donc pour chaque fourrure principale, un ensemble de fourrures intermédiaires [adapter bushing] correspondant chacune à un ensemble de diamètres.
Figure 7 :Fourrures principales
Figure 8 :Fourrures articulées

- 35 -
MMMoooddduuullleee MMM111
Pour une table 27"1/2 par exemple, il est nécessaire de prévoir un ensemble de fourrures intermédiaires pour le calage des diamètres suivants :
- de 2"3/8 à 8"5/8 - de 9"5/8 à 10"3/4 - de ll"3/4 à 13"3/8 - 16" - de 18"5/8 à 20".
En pratique, les gros diamètres correspondent en général aux diamètres des tubages pour lesquels on utilise un dispositif de calage spécifique.
2.4. Usure de la table et des fourrures Pendant les manoeuvres, les cales et les fourrures sont fréquemment enlevées et mises en place ; ces mouvements répétés produisent une usure de l'intérieur de la table et des parties intérieures et extérieures des fourrures. L'utilisation prolongée d'une table ou de fourrures usagées peut provoquer à la longue la rupture des cales ou l'écrasement du matériel tubulaire. Les cales qui ont été faites pour s'ajuster sur une fourrure aux dimensions API, se trouvent maintenant plus bas dans la fourrure et s'en écartent au fond. Ils ne soutiennent plus la tige à leur extrémité, ce qui réduit d'autant la surface effective d'appui. Cette réduction de la surface de contact de la cale peut causer un étranglement sur la tige à l'endroit où elle s'appuie sur l'extrémité supérieure. Quand on éprouve des difficultés pour mettre les cales en place, il faut vérifier les dimensions de la fourrure et de l'ouverture de la table pour se rendre compte s'il n'y a pas d'usure excessive. 3. La tige d'entraînement [kelly] Elle assure la liaison entre la garniture de forage et la tête d'injection et communique le mouvement de rotation de la table à la garniture de forage par l'intermédiaire du carré d'entraînement.
3.1. Caractéristiques géométriques 3.1.1. Profils
Les tiges d'entraînement (figure 9) peuvent être de section carrée ou hexagonale_; elles sont désignées par leur dimension nominale (distance en pouces séparant deux faces opposées du carré ou de l'hexagone).
Figure 9 :Tige d’entraînement
Tige hexagonale
Tige carrée

- 36 -
MMMoooddduuullleee MMM111
A dimension nominale égale, une tige hexagonale a un diamètre d'encombrement extérieur plus petit que celui d'une tige carrée (une tige d'entraînement hexagonale 5"1/4 a un diamètre d'encombrement 6"1/8 ou 6"3/8 contre 7" pour une tige carrée). Elle est par contre plus vulnérable sur ses angles qu'une tige carrée, sa durée de vie est en général plus courte (usure entraînant la rotation de la tige dans les rouleaux du carré d'entraînement).
3.1.2. Longueur Une tige d'entraînement est caractérisée par sa longueur utile (longueur occupée par le profil carré ou hexagonal). Cette longueur doit être suffisante pour permettre de forer entre chaque ajout, une tige complète. Les tiges d'entraînement normalisées par l'API ont une longueur utile de 11,28 m et une longueur totale de 12,19 m.
3.1.3. Filetages Les tiges d'entraînement comportent en général un filetage 6"5/8 femelle à gauche à leur partie supérieure pour le raccordement sur la tête d'injection (le filetage situé toujours au-dessus de la table de rotation est à gauche pour éviter le dévissage à droite pendant le forage), un filetage mâle à droite à leur partie inférieure dont le type (IF ou FH) et la dimension nominale sont choisis pour faciliter la liaison avec la garniture de forage.
3.2. Caractéristiques mécaniques La tige carrée a de meilleures caractéristiques mécaniques que la tige hexagonale. Dans les deux cas, ces caractéristiques sont supérieures à celles des tiges de forage de grade le plus élevé (S135). 4. Equipements annexes de la tige d'entraînement
4.1. Raccord d'usure [kelly saver sub] En cours de forage les ajouts de simples nécessitent de fréquents vissages et dévissages de la tige d'entraînement sur la garniture de forage. Pour éviter que le filetage inférieur de la tige d'entraînement ne s'endommage, on l'équipe d'un raccord d'usure amovible. Lorsque le filetage inférieur du raccord d'usure est usé ou endommagé, il suffit de le remplacer par un raccord neuf et de l'envoyer en réparation. Les raccords d'usure comportent souvent un rétreint en leur partie centrale recevant un protecteur en caoutchouc, pour limiter l'usure de la tête de puits et de la partie du tubage située immédiatement au dessous pendant le forage. Il y a également entre le filetage fin de la tête d'injection et le filetage supérieur de la tige d'entraînement (ou du kelly cock) un raccord qui est surtout un raccord de réduction et d'usure en même temps.
4.2. Vannes de sécurité [safety valves] Les tiges d'entraînement sont toujours équipées d'une vanne de fermeture à leur partie supérieure [upper safety valve] (figure 10), entre la tête d'injection et son filetage femelle supérieur. C'est un dispositif de sécurité destiné à fermer l'intérieur du train de tiges en cas de venue et de protéger ainsi l'ensemble du circuit de refoulement. Par mesure de sécurité complémentaire, on équipe aussi la partie inférieure de la tige d'entraînement d'une deuxième vanne de fermeture [lower safety valve] (figure 11). Située immédiatement au-dessus du raccord d'usure, elle est plus accessible au personnel de plancher et permet après fermeture de déconnecter la tige d'entraînement malgré la pression.

- 37 -
MMMoooddduuullleee MMM111
La vanne inférieure peut par ailleurs être fermée pendant les ajouts pour éviter les écoulements de boue de la tige d'entraînement. Le principe de ces vannes est simple : un boisseau sphérique ou cylindrique comportant un orifice central est commandé extérieurement par une clé à profil hexagonal ; un quart de tour est suffisant pour en assurer la fermeture ou l'ouverture.
4.3. Kelly spinner Le kelly spinner (figure 12) est un dispositif particulier destiné à faciliter les opérations de vissage de la tige d'entraînement lors des ajouts de simples ; il permet d'éliminer l'utilisation de la chaîne de vissage lors des vissages dans le trou de souris et d'améliorer ainsi la rapidité et la sécurité. Situé entre la tête d'injection et la tige d'entraînement, il est actionné par un moteur pneumatique ou hydraulique.
Figure 10 :Vanne supérieure
Figure 11 :Vanne inférieure
Figure 12 :Kelly spinner

- 38 -
MMMoooddduuullleee MMM111
5. La tête d'injection [swivell] Dans une installation de forage, la tête d'injection (figure 13) supporte la garniture de forage et permet d'y injecter la boue en rotation ou à l’arrêt.
5.1. Principe de fonctionnement Une tête d'injection comprend les parties suivantes :
5.1.1. Suspension Elle est assurée par un arbre d'injection creux fileté à sa partie inférieure pour être raccordé à la tige d'entraînement. Cet arbre possède une partie plus large en forme de plateau qui, par l'intermédiaire d'un roulement à billes ou à rouleaux, repose sur un autre plateau support, support du corps, à travers lequel il passe. Le corps est suspendu au moyen d'une anse au crochet du moufle mobile. L’ensemble constitue le dispositif qui assure la suspension du train de tiges, aussi bien en rotation qu'à l'arrêt.
5.1.2. Injection La boue arrive dans l'arbre d'injection par un tube coudé appelé col de cygne relié au corps. Entre le col de cygne fixe et l'arbre d'injection tournant, qui sont dans le prolongement l'un de l'autre, il y a un raccord tournant faisant joint, qui assure l'étanchéité à la boue. L'étanchéité peut être obtenue soit sur l'arbre d'injection (l'arbre tourne et le joint est fixe), soit sur le col de cygne (le joint tourne et l'arbre autour du col de cygne est fixe). La tête d’injection comporte par ailleurs un roulement à sa partie supérieure pour éviter que l'arbre d'injection ne se déplace vers le haut lorsqu'on appuie sur le train de tiges et deux roulements latéraux de part et d'autre du roulement principal pour assurer le guidage de l'arbre d'injection. Les roulements sont enfermés dans un carter (le corps de la tête d'injection), qui comporte des joints d'huile à ses parties inférieure et supérieure.
Figure 13 :Tête d’injection
Arbre d’injection
Roulements de guidage
Corps
Roulements principaux
Tube d’usure
Joints
Col de cygne
Anse

- 39 -
MMMoooddduuullleee MMM111
Au niveau du joint tournant qui assure l'étanchéité entre le col de cygne et l'arbre d'injection, il se produit une usure due à la rotation des pièces les unes par rapport aux autres et à l'abrasivité de la boue. On prolonge donc le col de cygne par un tube d'usure court [wash pipe] (figure 14), vissé à son extrémité. L'étanchéité est alors assurée par le joint tournant (presse-étoupe) solidaire de l'arbre d'injection.
D'autres modèles prévoient un joint fixé au col de cygne, le tube d'usure étant solidaire de l'arbre d'injection.
5.2. Caractéristiques Les têtes d'injection sont caractérisées par :
- leur capacité : certains constructeurs indiquent la capacité à l'arrêt, d'autres la capacité pour une certaine vitesse de rotation (très souvent 100 ou 125 tr/mn). Cette capacité est définie par la capacité de la butée,
- les dimensions et caractéristiques des filetages du col de cygne et du raccord à gauche de la partie tournante,
- le diamètre intérieur de passage, - la pression maximale de service, - la contenance approximative en huile. Le bouchon de remplissage comporte un
petit robinet, appelé reniflard. Il permet l'échappement des vapeurs d'huile dues à l'échauffement, pour ne pas créer à l'intérieur du carter une surpression qui pousse l'huile à s'écouler par les joints.
6. Les têtes d'injection hydrauliques [power swivells] En plus de la suspension et l'injection, les têtes d'injection hydrauliques permettent d'assurer la rotation de la garniture de forage sans utiliser la table de rotation. Elles sont équipées d'un moteur hydraulique. En modifiant la vitesse du moteur donc le débit de fluide ou en inversant le sens d'injection de l'huile dans la tête, on peut en régler la vitesse et le sens de rotation. Elle constitue un groupe indépendant composé de :
- un moteur à essence, diesel ou électrique,
Figure 14 :Tube d’usure
« O » ring et son logement
Corps du presse étoupe
Ecrou Anneau de retenue des garnitures
Circlips
Bague et garniture
Tube d’usure
Bague et garniture

- 40 -
MMMoooddduuullleee MMM111
- une pompe et un réservoir, - la tête d'injection avec son moteur hydraulique incorporé, - les flexibles de raccordement.
Les commandes peuvent se trouver sur un panneau placé sur l'installation ou bien constituer un ensemble séparé que l'on peut monter à distance. La tête d'injection hydraulique comporte comme les têtes d'injection conventionnelles un col de cygne à sa partie supérieure pour le raccordement du flexible d'injection, un raccord fileté mâle à sa partie inférieure pour y connecter la garniture. Pendant le forage, elles sont en général suspendues au crochet ; l'appareil de forage peut dans certains cas être muni de rails verticaux pour en assurer le guidage. Ces têtes sont caractérisées par :
- leur capacité statique ou dynamique, - leur pression maximale de service (en général 5000 psi), - les débits et pressions requis pour obtenir les vitesses de rotation et couples
voulus, - la vitesse minimum de rotation (en général 150 à 160 tr/mn), - le couple maximum pouvant être fourni en rotation.
7. Le top drive Le top drive (figure 15) est une tête d’injection motorisée qui, en plus de l’injection, assure la rotation de la garniture de forage. Ainsi, on n’a besoin ni de la tige d’entraînement ni de la table de rotation pour faire tourner la garniture, c’est le top drive qui s’en charge. En plus, pendant le forage, au lieu de faire les ajouts simple par simple, on peut les faire longueur par longueur. Plusieurs autres options existent dans cet équipement : les bras de l’élévateur sont articulés hydrauliquement pour faciliter le travail de l’accrocheur et il possède une clé automatique et même une coulisse intégrées. Des rails placés tout le long du mât le guident dans ses déplacements.
Figure 15 :Le top drive

- 41 -
MMMoooddduuullleee MMM111
LE MATERIEL DE MANŒUVRE Pour les manoeuvres de changement d'outils, de descente de tubage, ainsi que pour les ajouts de tiges en cours de forage, on utilise du matériel de plancher que l'on appelle matériel de manoeuvre, ce sont :
- les clés, - les cales ou coins de retenue, - les élévateurs, - les colliers de sécurité.
6. Les clés du matériel tubulaire [tongs] Pour le vissage et le dévissage des tiges et des masse-tiges, de certains outils et des tubages, on emploie des clés spéciales à mâchoires (figure 1).
6.1. Les clés de tiges [pipe tongs] Elles se composent de plusieurs parties articulées (figure 2) :
- le levier ou manche auquel sont fixées la grande et la petite mâchoire au moyen d'axes,
- une troisième mâchoire de verrouillage est articulée sur la petite mâchoire par un axe,
- la grande mâchoire porte une pièce articulée, appelée verrou, qui s'accroche sur la dent portée par la mâchoire de verrouillage ; elle est maintenue fermée dans cette position par un ressort,
- la grande mâchoire et la mâchoire de verrouillage sont munies de poignées au moyen desquelles on peut saisir la clé qui est normalement suspendue à plat en équilibre au bout d'un câble. Il suffit de rapprocher les deux mâchoires pour que le verrou fonctionne. On n'agit sur lui que pour ouvrir la clé. On tire alors sur la poignée du verrou.
Figure 1 :Clé à mâchoires

- 42 -
MMMoooddduuullleee MMM111
Une clé de ce modèle peut être placée et faire prise sur un grand nombre de dimensions de tiges grâce à :
- la possibilité de changer la mâchoire de verrouillage, les autres mâchoires et le manche restant les mêmes. Les diamètres d'utilisation sont indiqués sur la mâchoire,
- l'adaptation, dans certaines limites, de l'ensemble des mâchoires au diamètre de la tige par suite du déplacement des axes quand on agit sur le manche.
La clé fait prise sur la tige ou le tube par l'intermédiaire de peignes insérés dans les rainures des mâchoires et retenus par des goupilles. Les axes qui retiennent les mâchoires sont retenus en place par des ressorts circulaires et sont munis de graisseurs. Ces axes ne dépassent pas le plan des mâchoires, de sorte que deux clés superposées ne peuvent pas s'accrocher par les axes, ce qui risquerait de les casser. Le verrou possède deux ressorts, pour le cas où l'un casse, l'autre garde le verrou en place. La clé est pourvue d'un support de suspension, muni de deux poignées, qui se fixe au manche par des boulons et qui est réglable de façon à permettre l'équilibrage de la clé. L'extrémité du manche est munie de deux crochets dans lesquels on peut placer la boucle du câble ou du cordage de traction qu'un boulon empêche de sortir. Il existe des clés de puissances différentes, pour exercer des couples de serrage différents. Elles se distinguent les unes des autres par la longueur de leur manche et la résistance (donc les dimensions) de leurs parties constituantes et par la qualité de l'acier dont elles sont constituées. Les Clés H : permettent de saisir de 3"1/2 à 11"3/4 grâce à 6 mâchoires de verrouillage différentes. Les Clés AAX : permettent de saisir de 2"7/8 à 11"3/4 au moyen de 7 mâchoires de verrouillage différentes. Les Clés B : permettent de saisir de 2"3/8 à 10"3/4 avec six mâchoires de verrouillage différentes. Les Clés C : permettent de saisir de 2"3/8 à 10"3/4 également, mais comme elles sont plus faibles il est préférable de ne les utiliser que pour des tiges de plus de 3"1/2.
Figure 2 :Clé de tiges
Poignée
Verrou
Mâchoire de verrouillage
Grande mâchoire
Petite mâchoire
Levier ou manche
TractionPoignée

- 43 -
MMMoooddduuullleee MMM111
Les Clés D : permettent de saisir de 2"3/8 à 6"1/4 (avec la même remarque). Les types H, AAX et B peuvent être munis d'un manche court.
6.2. Les clés de tubage [casing tongs] Les clés des tiges peuvent être utilisées pour les tubages de petits diamètres. Il existe des clés spéciales (type ADF) pour les tubages de diamètres plus grands à mâchoires plus épaisses qui permettent d'utiliser des peignes plus nombreux et plus longs (4 jeux de 2 peignes superposés) de façon à réduire la pression sur les tubages et éviter de les abîmer ce qui pourrait arriver avec les clés ordinaires sur les tubages minces. La clé ADF peut utiliser 5 mâchoires de verrouillage différentes, ce qui lui permet de saisir des tubages de 9"5/8 à 17". Chaque mâchoire permet de saisir aussi bien le tube que le manchon de tubage correspondant. On peut aussi utiliser la clé à tiges du type AAX avec des mâchoires du modèle H. Le modèle AAX remplace le type ADF pour la descente des tubages et couvre les diamètres de 9"5/8 à 21".
6.3. Suspension des clés Pour faciliter la manipulation des clés on les suspend à un câble assez long qui passe par une poulie placée dans le mat au niveau de la passerelle d'accrochage ou du moufle fixe. A l'autre extrémité de ce câble est fixé un contrepoids qui équilibre le poids de la clé. Pour des raisons de sécurité ce contrepoids est placé sous le plancher et se déplace à l'intérieur d'une crinoline de protection pour ne pas tomber sur le personnel. Grâce à ce mode de suspension et à son équilibrage, on peut déplacer la clé horizontalement et verticalement sans effort. Il faut aussi que la clé soit horizontale, avec une légère inclinaison du côté de la mâchoire longue qui reste alors ouverte quand on déplace la clé pour l'engager sur la tige. Ce réglage se fait en agissant sur les écrous des boulons de fixation du bras de suspension. La clé doit être ouverte et non en prise sur la tige. Les clés sont reliées par un autre câble de sécurité à un point fixe à un mètre environ au-dessus du plancher pour ne pas être projetées horizontalement dans le mât lorsqu'on les lâche durant la manoeuvre. Pendant le forage, elles sont amarrées à un point fixe pour ne pas gêner le travail sur le plancher.
6.4. Entretien des clés - Les câbles de rappel de suspension et de sécurité doivent être vérifiés ainsi que
leurs attaches qui sont réalisées au moyen de serre câbles. Les serre câbles en doivent être placés de telle sorte que le fond de l'U appuie sur le brin court.
- Les poulies des contrepoids doivent être solidement fixées à leurs supports, être en bon état, leurs axes et roulements régulièrement graissés. Leur dispositif de sûreté doit être en place.
- Les peignes doivent être remplacés dès qu'ils sont émoussés car ils ont tendance à glisser sur le tool-joint et à abîmer sa surface. Les peignes cassés, ébréchés ou fêlés, doivent être remplacés.
- Le remplacement des peignes doit être fait avec des chasse peignes qui évitent la projection de métal et nettoient et reconditionnent les rainures. L'utilisation des lunettes est indispensable.

- 44 -
MMMoooddduuullleee MMM111
- La table de rotation doit être couverte pour éviter la chute d'un peigne dans le puits.
- Les axes des mâchoires doivent être graissés à la graisse consistante. - Les axes sont retenus dans la clé par des goupilles fendues dont les extrémités
doivent être ouvertes et repliées.
6.5. Les clés automatiques [power tongs] Ce sont des clés qui fonctionnent grâce à un moteur hydropneumatique (figure 3). Elles possèdent deux rouleaux moteurs à l’arrière qui font tourner la tige, et deux autres au devant, non motorisés, qui ferment sur la tige. Ces clés servent uniquement à visser les tiges. Le serrage, qui demande un couple plus important, se fait par les clés ordinaires.
6.6. La clé à chaîne [chain tongs] La clé à chaîne est un outil couramment utilisé sur les chantiers de forage. Elle comprend un manche à l'extrémité duquel sont fixées deux flasques parallèles qui portent des dents sur leurs tranches. Une chaîne spéciale est fixée par une articulation à un axe qui traverse les deux flasques. Une fois passée autour de la pièce à saisir, (tube, tige, etc...), cette chaîne est placée entre les flasques et est retenue par les dents pour ne pas glisser. Les flasques comportent deux secteurs dentés. D'autres en comportent quatre : deux pour l'utilisation, et deux autres de rechange. Il suffit de démonter les flasques et de les retourner. Certaines clés sont conçues pour visser et dévisser la pièce sans décrocher la chaîne et retourner la clé. On ne doit pas placer une rallonge sur le manche d'une clé pour augmenter la longueur du bras de levier. Si une clé ne suffit pas, il faut en utiliser deux à la fois à côté l'une de l'autre ou une plus puissante, donc à manche plus long. Ceci évite la rupture de la chaîne qui peut provoquer un accident. Si on utilise une clé trop puissante sur une pièce à parois minces, donc peu résistante, elle risque de se déformer.
Figure 3 :Clé automatique

- 45 -
MMMoooddduuullleee MMM111
7. Les cales ou coins de retenue [slips] Les cales ou coins de retenue servent à retenir les tiges (figure 4) ou les tubages (figure 5) dans la table de rotation pendant la manœuvre. Elles sont au nombre de 3 ou 4 fixés à un support unique ou assemblés par des charnières de façon à s'engager entre tige et cône de la table de rotation en restant tous à la même hauteur. Des bras articulés permettent leur manipulation par les sondeurs.
La partie intérieure qui agrippe la tige est composée de plusieurs peignes interchangeables, enfilées dans une rainure en queue d'aronde, et bloquées vers le haut par une plaque fixée au corps du coin par une vis. 8. Les colliers de sécurité [safety clamp] Ils sont utilisés dans le cas où on utilise un matériel tubulaire lisse (comme les masse-tiges lisses) ou ayant un poids faible, qui risquent de glisser à travers les coins de retenue et tomber dans le puits (figures 6 et 7). Il est constitué de plusieurs éléments assemblés par des charnières qui portent de petits coins poussés normalement vers le haut par un ressort intérieur.
Figure 4 :Coins pour tiges
Figure 5 :Coins pour masse - tiges
ou tubages
Figure 6 :Collier de sécurité
Figure 7 :Collier de sécurité en prise sur une
masse – tige lisse

- 46 -
MMMoooddduuullleee MMM111
Ils sont placés sur le tube à retenir à quelques centimètres au-dessus des coins de retenue avant de décrocher l'élévateur. Si les coins de retenue cèdent, la tige descend de quelques centimètres puis le collier vient poser avec force sur les coins ce qui les fait serrer plus fort ; d'autre part, sous l'effet de ce choc, les petits coins du collier se déplacent légèrement sur leur rampe et serrent plus fort le tube. Ce collier peut également servir à la manutention de toute pièce cylindrique en la saisissant au moyen d'élingues passées dans ses poignées. 9. Les élévateurs [elevators] Les élévateurs sont utilisés pour saisir rapidement le matériel tubulaire pendant la manoeuvre. Ils peuvent être à ouverture centrale ou à ouverture latérale. L'élévateur à ouvertures centrale [center-latch elevator] (figure 8) est constitué de deux parties symétriques assemblées par un axe incliné sur lequel est enfilé un ressort assez puissant, afin que l'élévateur soit maintenu normalement ouvert. S'il est fermé, il suffit de tirer sur le loquet pour qu'il s'ouvre et se dégage automatiquement sans aucun effort. Le dispositif de verrouillage qui maintient l'élévateur fermé comprend le loquet, poussé par un ressort, et le verrou de sécurité muni d'une poignée. Il suffit de tirer sur la poignée pour ouvrir l'élévateur.
L'élévateur à ouverture latérale [side-door elevator] (figure 9) est constitué d'un corps muni d'une porte latérale à charnière portant une poignée et un loquet. Cette porte peut être munie intérieurement d'un doigt qui provoque automatiquement la fermeture de l'élévateur lorsqu'on lance la tige dedans. Un ressort tend à maintenir la porte ouverte.
Tous ces élévateurs sont construits en acier très résistant (au chrome molybdène) et les portées, sur lesquelles vient reposer le tool-joint ou le manchon, sont spécialement durcies pour réduire leur usure.
Figure 8 :Elévateur à ouverture
centrale
Figure 9 :Elévateur à ouverture
latérale

- 47 -
MMMoooddduuullleee MMM111
10. Elevateurs a coins [spider] Lors de descente de tubages (figure 10) ou de tubings et pour éviter des efforts de tractions risquant d'endommager les manchons avec des élévateurs classiques, on utilise des élévateurs à coins qui prennent directement sur le corps du tube. Les coins sont actionnés par un jeu de biellettes sur lesquelles on agit soit manuellement avec un levier, soit à l'aide d'un vérin pneumatique. L'ouverture est centrale pour les élévateurs à tiges ou à tubings et latérale pour ceux à tubages. L'avantage de ces élévateurs réside dans l'emploi d'un seul corps sur lequel on peut ajuster n'importe quelle dimension de coins de prise voulue.
Figure 10 :Elévateur à coins pour
tubage

- 48 -
MMMoooddduuullleee MMM111
LES OUTILS DE FORAGE 3. Les outils a molettes [roller bits] Les outils à molettes ont été introduits dans le forage rotary par H.R. HUGUES en 1909. Ils peuvent être des bi-cônes (utilisés actuellement dans les déviations par pression), des tricônes (les plus utilisés dans les forages actuels) ou des quadri-cônes (actuellement disparus). Un tricône (figure 1) est constitué de 3 bras forgés (figure 2), usinés avec leurs tourillons, qui subissent ensuite un traitement thermique et sont assemblés par soudure. Les molettes [cone] (figure 3), usinées et traitées thermiquement à part, sont montées sur les tourillons après la mise en place des galets avec leur cage. Elles sont maintenues sur les tourillons par une rangé de billes, glissés par un canal percé dans le bras, qui sera bouché et soudé une fois toutes les billes en place, ou par une bague à ressort.
Les molettes d'un outil ne sont pas identiques : la molette n°1 possède une pointe (nez) qui occupe le centre, et les molettes n° 2 et 3 sont celles qui viennent après, dans le sens des aiguilles d'une montre, en leur faisant face. Les dents [teeth] peuvent être usinées directement dans la molette ou des pastilles en carbure de tungstène serties dans des trous percés sur la molette. Dans les formations dures, les outils à pastilles en carbure de tungstène [carbide bits] et à paliers de friction (figure 4) ont une durée de vie plus longue que les outils à dents fraisées et roulements à rouleaux.
Figure 1 :Outil tricône
Figure 2 :Molette
Figure 3 :Bras de l’outil
Molette
Tourillon
Billes
Galets
Bras
Duse

- 49 -
MMMoooddduuullleee MMM111
3.1. Mode de travail d'un tricône Sous l’effet de la compression, la dent pénètre dans la roche et l’éclate (figure 5). En tournant sur elle-même sous l’effet de la rotation, la molette ripe la roche et arrache le copeau. L’effet d’éclatement et de ripage sont complémentaires et varient en fonction du terrain : le ripage dans le cas d’un terrain tendre est plus important que dans un terrain dur, tandis que l’éclatement dans un terrain dur est plus grand que dans un terrain tendre.
Pour cela, les axes des molettes sont décalés par rapport à l'axe de l’outil [offset], favorisant ainsi le ripage (figure 6). Ce décalage diminue en fonction de l’outil jusqu’à devenir nul pour ceux pour terrains durs.
Figure 4 :Outil à pastilles en
carbure de tungstène
Figure 5 :Travail d’un outil
Figure 6 :Décalage des axes d’un
outil

- 50 -
MMMoooddduuullleee MMM111
3.2. Principe général Plus le terrain à forer est tendre et plus le décalage des axes des molettes est important. Mais la forme de la denture et l'espacement des dents dans chaque rangée joue également un rôle important. Plus les dents sont hautes et espacées et plus il est facile de dégager les éléments de roche détruits par l'action des dents. En outre, le grand espacement des dents diminue le nombre d'arêtes en contact avec le fond du trou et par conséquent, augmente la pénétration dans la roche. Dans ces terrains, le décalage des axes aide à déchirer la roche et à rejeter les déblais hors de la denture. Pour un terrain dur et compact on n'a pas intérêt à obtenir pour chaque dent une pénétration importante, qui pourrait provoquer, du fait de la grande résistance de la roche, des ruptures des dents. On prévoit donc dans ce cas des molettes munies d'un grand nombre de dents, petites et peu espacées. Dans certains terrains extrêmement durs, il est impossible d'y faire pénétrer les dents d'un outil. Pour forer ces terrains, on a remplacé les dents par des pastilles de carbure de tungstène serties dans les molettes (figure 7). Ce type d'outil travaille par percussion et surtout écrasement qui fracture la roche sans qu'il y ait pénétration importante.
On notera également que le trou est calibré par le talon des molettes. Plus la formation est abrasive, plus la surface du talon doit être importante, et dans certains cas, les outils à dents sont renforcés sur le talon par des pastilles de carbure de tungstène.
3.3. Equilibrage géométrique Pour un diamètre donné, il existe un rapport entre la grandeur des dents et le diamètre des chemins de roulement (galets et billes). Dans les outils pour terrains tendres, la grande hauteur des dents entraîne la diminution des diamètres des chemins de roulement et par suite la taille des billes et des galets. Par contre, sur les outils pour terrains durs, les dents sont plus petites, les chemins de roulement seront plus résistants. A diamètre égal, un outil pour terrain dur supportera plus de poids qu'un outil pour terrain tendre.
Figure 7 :Outil à pastilles en
carbure de tungstène

- 51 -
MMMoooddduuullleee MMM111
3.4. Outils à pastilles en carbure de tungstène [carbite bits] Ces outils sont utilisés pour les terrains durs et abrasifs. L'outil travaille par broyage. Pour les terrains tendres et moyennement durs, les pastilles sont longues et de forme tronconiques. Pour les terrains extrêmement durs, elles sont de forme hémisphérique. Dans les terrains abrasifs, les pastilles de carbure de tungstène sont disposées sur la partie arrière des molettes et protègent son diamètre.
3.5. Différents types de roulements [bearings] 3.5.1. Standard
Ce sont des roulements standard à billes et galets, graissés par la boue de forage (figure 8).
3.5.2. Roller seal bearing Ce sont des roulements standard à billes et galets, graissés à l’aide d’une réserve de graisse dans le dos du bras de l’outil (figure 9). Un joint d'étanchéité isole le roulement de la boue.
3.5.3. Friction bearing Les galets sont remplacés par un palier lisse (figure 10) rendant l'ensemble plus robuste et plus apte à encaisser les chocs. Ce type de roulement est surtout utilisé dans les outils à pastilles.
Figure 8 :Roulements standards
Figure 9 :Roller seal bearing
Galets
Billes
Réserve de graisse
Joint d’étanchéité

- 52 -
MMMoooddduuullleee MMM111
3.6. HydrauliqueDans l'outil conventionnel, le jet de boue est dirigé de l'intérieur de l'outil sur les molettes au moyen d'évents percés dans le fond de l'outil (figure 11). Les molettes sont lubrifiées, refroidies, nettoyées, mais l'énergie hydraulique à l'outil est surtout dépensée au nettoyage des dents, ainsi l'évacuation des déblais n'est pas parfaite, ce qui implique leur rebroyage.
L'outil à jet [jet bit] (figure 12) est apparu en 1948. Les évents de l'outil conventionnel ont été remplacés par des duses [nozzles] interchangeables (figure 13) placées sur les côtés de l'outil, entre les molettes. Le jet de boue est dirigé directement sur le fond du trou et, si le débit est suffisant, il se crée une turbulence qui refoule instantanément les
Figure 11 :Outil conventionnel
Figure 10 :Friction bearing

- 53 -
MMMoooddduuullleee MMM111
déblais dans l'espace annulaire, ce qui implique un meilleur nettoyage du fond et le non rebroyage des déblais. Les dents attaquent alors un terrain propre. La turbulence nettoie également les dents de l'outil. Pour que cette turbulence soit efficace, il faut que la vitesse de la boue aux duses soit suffisante.
Les déblais [cuttings] obtenus par ces outils sont nettement plus gros que ceux obtenus par des outils conventionnels. Les duses sont en carbure de tungstène. Le diamètre de passage de la boue est calibré et exprimé en 1/32e de pouce. Les duses sont fixées à l'outil par des circlips ou par des bagues filetées. Pour les duses à fixation par circlips il existe soit des duses standard, soit à gorge. Les duses à gorge protègent les circlips contre le sifflage, ce qui peut causer la perte des duses. La duse est munie d’un joint "O" ring pour assurer l’étanchéité entre elle et son logement dans l’outil. On utilise aussi des jets très près de la formation, appelés "extended nozzles", afin d'améliorer l'impact du jet sur la formation.
4. Les outils diamant [diamond bits] Les outils diamant ont fait leur apparition vers 1870 pour la recherche du charbon. L'utilisation du diamant par l'industrie du pétrole est plus récente. L'utilisation du diamant s'est étendue au forage pétrolier vers 1930 (carottage). En Europe, les outils diamantés sont apparus vers 1953. Le diamant (carbone cristallisé) est le matériau le plus dur que l'on connaisse parmi les minéraux. Sa résistance à l'écrasement est de l'ordre de 80 000 bar (carbure de tungstène : 50 000 bar, acier C.45 : 15 000 bar). Son point de fusion est très élevé (3650°), mais il se transforme superficiellement en graphite vers 1450°. Le diamant se mesure en poids dont l'unité est le carat (1 carat = 0,2 grammes). Pour les outils de forage, la taille des pierres se mesure en nombre de pierres par carat et varie généralement entre 2 et 12 pierres au carat. Il existe plusieurs qualités de diamants industriels :
- Carbonado (Amérique du Sud) - Congo (Afrique du Sud) - West Africa (Afrique du Sud et Occidentale).
Figure 12 :Outil à jet
Figure 13 :Duses interchangeables

- 54 -
MMMoooddduuullleee MMM111
Différents types Comme pour les outils à molettes il existe de nombreux types d'outils diamant. Un outil diamant (figure 14) est défini par :
- le nombre de carats, - le nombre de pierres au carat qui définit la taille des pierres :
− grosses pierres : 1 à 4 au carat. − petites pierres : plus de 6 au carat,
- la disposition et l'exposition des pierres. Les outils pour terrains tendres ont des grosses pierres et une exposition plus grande (jusqu'à 45 % de la taille de la pierre). Ceux pour terrains durs ont de petites pierres et une très faible exposition.
Figure 14 :Outil diamant

- 55 -
MMMoooddduuullleee MMM111
LES TUBAGES 3. Rôle des tubages [casings] Une fois foré, le puits est couvert par des tubes appelés « tubages » pour empêcher les parois de s’effondrer et pouvoir continuer le forage sans problèmes. Le choix des tubages, aussi bien en ce qui concerne leur diamètre que leur résistance, est conditionné par plusieurs facteurs, dont les principaux sont :
- la profondeur prévue, - les pressions attendues, - le type d'effluent attendu : huile ou gaz, - les risques de corrosion.
4. Les différentes colonnes de tubage Les colonnes de tubage sont (figure 1) :
- tube guide, - colonne de surface, - colonne technique, - colonne de production, - colonne perdue.
4.1. Tube guide
Installé à une profondeur de 5 à 15 mètres, il permet de : - maintenir les formations de surface non consolidées (sables), - canaliser la boue vers la goulotte, - guider l'outil en début de forage.
4.2. Colonne de surface
Sert à : - isoler les eaux contenues dans les couches supérieures, - maintenir les terrains de surface, - supporter les têtes de puits avec les colonnes suivantes ancrées dedans, - supporter les équipements d’obturation du puits.
4.3. Colonne technique
De profondeur variable selon les difficultés rencontrées, elle permet : - d'éviter de poursuivre un forage dans un découvert présentant des risques
(éboulements), - d'isoler les formations contenant des fluides sous fortes ou faibles pressions, - d'éviter la rupture des terrains autour du sabot de la colonne de surface en cas
d'éruption. La profondeur et le nombre des colonnes techniques dépend, entre autres, des pressions rencontrées dans la phase suivante. La résistance des formations au droit de son sabot doit être suffisante pour résister à ces pressions.
4.4. Colonne de production Elle est indispensable dans le cas d'un puits producteur. Elle permet de :
- isoler la formation productrice des autres formations, - mettre en oeuvre le matériel de production.
Elle devra présenter toutes les garanties d'étanchéité et de longévité.

- 56 -
MMMoooddduuullleee MMM111
Le choix des tubes et des connexions sera déterminé en fonction du type d'effluent attendu (huile ou gaz).
4.5. Colonne perdue [liner] Suspendue à la base de la colonne précédente, elle peut jouer le même rôle qu'une colonne technique ou une colonne de production. La descente de cette colonne est beaucoup plus économique que celle d’une colonne complète, mais cette solution n'est pas réalisable dans tous les cas, en particulier dans les puits à forte pression.
Figure 1 :Colonnes de tubage
Tube guide
Colonne technique
Colonne de production
Colonne de surface

- 57 -
MMMoooddduuullleee MMM111
LA CIMENTATION Cimenter une colonne de tubage consiste à mettre en place un laitier de ciment dans tout ou partie de l'espace annulaire entre le tubage et le trou foré. Le ciment, en faisant prise, assurera la liaison entre la colonne de tubage et le terrain. Une opération de cimentation nécessite donc de :
- définir les objectifs de la cimentation - calculer le volume de laitier de ciment à injecter - calculer le volume de chasse - préparer le trou avant l'injection - utiliser les ciments et les additifs - réaliser la cimentation - tester la colonne après cimentation.
13. Objectifs de la cimentation [cementing]
- ancrer la colonne au sol - prévenir le dévissage des tubes pendant le forage - canaliser en surface les fluides exploités - éviter la pollution des nappes phréatiques - réaliser la séparation entre les différentes couches productrices pouvant contenir
des fluides différents à des pressions différentes - fermer les couches à haute pression pour éliminer les risques d'éruption - protéger les colonnes contre les agents chimiques et la corrosion électrochimique.
Il faudra donc obtenir la meilleure étanchéité possible derrière la colonne de tubage. 14. Calcul du volume de laitier de ciment Pour une cimentation simple, ce volume sera égal à la somme de :
- volume espace annulaire à cimenter - volume de sécurité entre sabot et anneau de retenue.
Selon les formations, on applique un coefficient K variant de 1,05 à 1,30 et plus, pour majorer le volume de l'espace annulaire, car le trou n'est pas exactement calibré au diamètre de l'outil (caves).
VL = (VT - VE) H. K + VS VL = Volume de laitier VT = Volume du trou et volume intérieur de l'avant dernier tubage VE = Volume extérieur du tubage , H = Hauteur d'espace annulaire à cimenter VS = Volume de sécurité = volume intérieur tubes entre sabot et anneau. Des tableaux donnent en fonction du volume de laitier désiré et de sa densité, le volume d'eau nécessaire ainsi que le poids de ciment. Le laitier doit remonter dans l'annulaire de 150 à 200 mètres au-dessus de la zone à isoler. Généralement le volume du trou est donné directement par le calibrage du trou (caliper ou BGT). Sur certains enregistrements, on peut lire le volume total du trou et le volume annulaire entre trou et tubage, tandis que sur d'autres, seul le volume du trou est donné. Dans ce deuxième cas, il convient de déduire le volume de déplacement du tubage. Quand on dispose du BGT, il n'y a pas lieu de tenir compte du coefficient K.

- 58 -
MMMoooddduuullleee MMM111
Pour les tubages de surface, on ne dispose généralement pas de BGT, il est conseillé d'appliquer un coefficient K égal à 2. Dans le cas d'une cimentation avec un sabot duplex et un stinger, on peut se permettre de pomper du laitier jusqu'à observation de son retour en surface. On arrête l'injection du laitier quand on estime que celui-ci est de bonne qualité et que la pollution avec la boue est devenue négligeable. 15. Calcul du volume de chasse [displacement] Le volume de la chasse est fonction du volume intérieur de la colonne de tubage entre la tête de cimentation et l'anneau de retenue. Si la colonne est composée de tubes ayant des grades d'acier d'épaisseurs différentes, il faudra tenir compte de ces différents tronçons. Si un tampon d'eau est intercalé entre le laitier et la boue de chasse, son volume doit être inclus dans le volume de chasse. La chasse sera terminée lorsque le bouchon supérieur arrivera sur l'anneau de retenue (à-coup de pression). 16. Préparation du trou avant l'injection En fin de descente de la colonne de tubage, la circulation est établie au ralenti au démarrage pour ne pas créer des surpressions qui risqueraient de craquer le terrain (augmentation des pertes de charge) et poursuivie jusqu'à élimination complète des déblais, en manoeuvrant la colonne si celle-ci est équipée de racleurs. Pour assurer un nettoyage complet du cake, on fait précéder l'injection du laitier d'un bouchon d'eau (2 à 20 m3), où d'une solution désagrégeant le cake. Dans certains cas un volume d'eau trop important peut provoquer une éruption si la pression hydrostatique n'est plus adaptée au maintien de la pression du gisement. Généralement, le forage aura été arrêté 1 à 2 mètres plus bas que la côte demandée du sabot de tubage (par sécurité). La colonne descendue dans le trou reste suspendue à l'élévateur. Elle est surmontée d'un tube de manoeuvre court qui permet l'installation commode de la tête d'injection. 17. Utilisation des ciments
17.1. Caractéristiques du ciment – additifs [additives] Pour mener à bien la cimentation d'un puits, le foreur dispose de plusieurs classes de ciment, définies par les normes A.P.I. Le choix de la classe du ciment, tiendra compte essentiellement des facteurs suivants:
- la profondeur, la pression au fond du puits, - la température au fond du puits, - et aussi l'éventualité d'un contact laitier eau de formation corrosive (en particulier
les eaux sulfatées). Pour faciliter les problèmes de stockage ou d'approvisionnement, les ciments classe G et H sont de plus en plus utilisés. Ils peuvent être accélérés (tubage de surface), retardés (tubages profonds), allégés, alourdis... si nécessaire. Pour que la cimentation soit réussie, il faut que :
- le laitier soit de bonne qualité et ait un temps de pompabilité permettant l'achèvement de l'opération dans de bonnes conditions de sécurité
- le sabot soit parfaitement cimenté - le laitier adhère bien aux parois du trou et au tubage - la pollution du laitier par la boue soit évitée - la chasse soit arrêtée lorsque le laitier est à l'emplacement prévu.

- 59 -
MMMoooddduuullleee MMM111
Le remplacement de la boue par le laitier se ferait d'autant mieux que la différence entre densité laitier et densité de boue sera grande et que les caractéristiques rhéologiques de la boue seront bonnes. Quand la boue est gelée, le laitier est mal réparti dans l'annulaire, il a tendance à passer par les zones de moindre résistance, on dit qu'il y a phénomène de "channeling". Les ciments sont choisis en fonction de leur faible, modérée ou haute résistance aux sulfates. Le temps de pompabilité est le temps pendant lequel le laitier peut être pompé en toute sécurité ; l'A.P.I considère que ce temps est celui au bout duquel le laitier atteint une viscosité de 100 poises. L'augmentation de la température et de la pression diminue le temps de pompabilité.
17.2. Utilisation des additifs On peut ajouter des produits pour faire varier les caractéristiques du laitier, notamment pour augmenter ou retarder le temps de prise du ciment; ces produits sont des additifs. Les additifs peuvent se présenter sous la forme de pulvérulents mélangés à sec avec du ciment, dans les silos; ces pulvérulents peuvent aussi être ajoutés à l'eau de mixage. Il existe également des additifs liquides (ajoutés à l'eau de mixage) dont l'emploi est par ce fait même facilité. On distingue plusieurs types d'additifs : ACCELERATEURS : leur rôle est d'accélérer la prise du ciment à basse température. Le plus courant est le chlorure de calcium. RETARDATEURS : par leur action, retarder la prise du ciment, ils augmentent le temps de pompabilité dont on peut disposer. Citons les lignosulfonates de calcium... ALLEGEANTS : utilisés dans les ciments de remplissage, ils permettent de réduire la densité du laitier. Exemples : la bentonite, les pouzzolanes, les terres diatomées, allégeants chimiques... ALOURDISSANTS : servent à augmenter la densité du laitier. Exemples : baryte, oxyde de fer... D'autres additifs permettent d'augmenter la résistance du ciment, de contrôler la filtration, réduire la viscosité du laitier, contrôler les pertes.Il faut remarquer que le plus souvent, les additifs modifient plusieurs propriétés du laitier; c'est la raison pour laquelle le choix et le dosage de chacun des additifs introduits doit être effectué avec le plus grand soin par des spécialistes, qui en plus de leur compétence, utilisent des résultats de tests pratiqués en laboratoire (simulation des conditions du puits). Le temps d'attente avant la reprise du forage peut être déterminé par la règle de "FARRIS" qui dit que le forage peut être repris lorsque la résistance à la traction du laitier atteint 8 psi. Cette résistance de 8 psi est atteinte dans un temps égal à environ 3 fois celui nécessaire pour atteindre une viscosité de 100 poises.

- 60 -
MMMoooddduuullleee MMM111
18. Réalisation de la cimentation Les conduites servant à l'injection du laitier et à la chasse, sont testées à l'eau claire, en fonction de la pression finale de refoulement, et l'on procède ensuite à :
18.1. Injection du laitier du ciment Aussitôt le tampon d'eau injecté, la pompe est arrêtée, le bouchon de cimentation inférieur est libéré (pour une tête à deux bouchons) par manoeuvre de la tirette (ou de la demi-axe sur certains modèles) et en pompant au dessus après avoir préparé les vannes en conséquence. Pendant le trajet du laitier dans le tubage, ce bouchon empêchera le contact laitier boue.
18.2. Injection d’un bouchon d’eau Ce tampon d'eau sert à nettoyer l'intérieur du tubage du ciment qui aurait tendance à rester contre la paroi après passage du bouchon de cimentation. Cependant ce tampon d'eau est parfois supprimé pour éviter que le bouchon de cimentation ne risque de tourner en même temps que l'outil en cours de reforage s'il n'est pas bien pris dans le ciment (ce qui arrive quelquefois).
18.3. Injection de la boue de chasse Tout le volume de laitier fabriqué ayant été pompé, il faut chasser le laitier restant en place à l'intérieur du tubage pour l'amener dans l'espace annulaire. Cette chasse se fera en pompant au-dessus du bouchon de cimentation supérieur un volume de boue qui sera égal au volume intérieur du tubage jusqu'à l'anneau de retenue (diminué du volume du tampon d'eau si l'on en a utilisé un). L'arrêt de l'injection de la boue de chasse sera déterminé généralement par le coup de pression qui indique l'arrivée du bouchon supérieur au niveau de l'anneau de retenue. Toutefois, il est bon de contrôler le volume de boue pompée par mesure dans les bassins. Ceci permet en outre de ne laisser qu'une pompe vers la fin de la chasse pour ne pas risquer une montée trop brutale en pression (sans danger cependant si la soupape de sécurité de la pompe est tarée convenablement). La mesure du nombre de coups de piston des pompes est une méthode peu précise et qu'il ne vaut mieux pas utiliser (pompes qui se désamorcent par exemple...). En cas de cimentation de l'annulaire jusqu'en surface, il faut éviter d'envoyer du laitier dans les bassins à boue et pour cela être prêt à le diriger vers le bourbier. De plus, le tube goulotte devra être vidé en fin d'opération, ainsi que les obturateurs, et rincé à l'eau claire.
18.4. Test de la colonne après cimentation
Dans la mesure du possible on fait le test de la colonne au moment où l'on a l'à-coup de pression en fin de chasse; on continue à monter la pression jusqu'à 60 % de la résistance à l'éclatement de la colonne, la pression est maintenue pendant 10 ou 15 minutes. Si le bouchon n'est pas étanche le test de la colonne sera fait après le séchage du ciment.

- 61 -
MMMoooddduuullleee MMM111
19. Equipements de la colonne cimentation simple étage Outre les tubes, une colonne de tubage est munie de certains accessoires destinés soit à faciliter sa descente, soit à augmenter les chances de réussite de la cimentation. Ce sont :
- les sabots - les anneaux de retenue pour les bouchons - les bouchons - les centreurs de tubage - les racleurs de parois.
19.1. Sabots de tubage [casing shoes]
Un sabot de tubage est un élément vissé à l'extrémité inférieure d'une colonne. Il est spécialement aménagé de façon à faciliter la descente du tubage dans le trou. Il existe différents types de sabots dont les plus courants sont :
19.1.1. Sabot ordinaire à biseau [plain casing shoe] Dans ce type, l'extrémité inférieure a simplement été biseautée vers l'intérieur pour éviter les accrochages des tool-joints lors des manoeuvres de remontée du train de sonde. Ce sabot est assez peu utilisé.
19.1.2. Sabot à soupape [float shoe] Ce sabot se présente comme le précédent, mais il est muni en plus d'une soupape à bille qui permet la circulation normale , mais interdit la circulation inverse. Il joue un double rôle :
- empêcher le laitier de revenir dans la colonne en fin de cimentation, - alléger la colonne pendant la descente, ce qui est surtout intéressant pour les
tubages profonds lorsque la colonne est à la limite de charge pour l'appareil de surface.
Avec ce type de sabot, il est nécessaire, en cours de tubage, de remplir régulièrement la colonne pour accélérer sa descente et la protéger contre les efforts d'écrasement.
Sabot ordinaire à biseau
Sabot à soupape
Sabot à soupape et jets tourbillonnaires

- 62 -
MMMoooddduuullleee MMM111
19.1.3. Sabot à soupape et jets tourbillonnaires [whirler float shoe] De conception semblable au sabot à soupape précédent, il comprend en plus de l'orifice central (de diamètre plus faible que celui du sabot précédent), plusieurs orifices latéraux qui impriment au laitier de ciment un mouvement tourbillonnaire qui permet un meilleur nettoyage du trou et évite dès le sabot toute amorce de phénomènes de channeling.
19.1.4. Sabot ordinaire à biseau [plain casing shoe] Dans ce type, l'extrémité inférieure a simplement été biseautée vers l'intérieur pour éviter les accrochages des tool-joints lors des manoeuvres de remontée du train de sonde. Ce sabot est assez peu utilisé.
19.1.5. Sabot à remplissage différentiel [circulating differential fill-up shoe] Ce sabot à soupape permet :
- de remplir la colonne de tubage automatiquement au fur et à mesure de la descente à 90 % du niveau du fluide en place dans l'annulaire et à 81 % si l'anneau de retenue contient également le même dispositif
- de protéger les formations des risques de craquage dus aux surpressions engendrées par la descente rapide de la colonne avec un sabot à soupape normal
- la mise en oeuvre depuis la surface d'un clapet anti-retour si l'on veut transformer le sabot pour permettre la flottaison ou pour empêcher le retour du laitier à l'intérieur de la colonne (lancement d'une bille).
- de circuler à tout moment en cours de descente ou au fond. Ce sabot comporte un anneau ayant une surface supérieure S et une surface inférieure s. La face S supporte la pression due à la colonne de boue située à l'intérieur du tubage.
F = S x hd/10 La face s supporte la pression due à la boue située dans l'espace annulaire trou-tubage. Erreur ! Liaison incorrecte. Les constructeurs fournissent des sabots pour lesquels s/S = 0.9.Le tubage ne se remplit qu'aux 9/10ème de sa hauteur. Le même système existe sous forme de "DIFFERENTIAL FILL-UP COLLAR", c'est-à-dire avec filetage mâle en bas et filetage femelle en haut. Ce modèle est utilisé avec un sabot à canal (guide-shoe) et est installé à 2 ou 3 tubes au dessus de ce dernier. Il peut aussi faire office d'anneau de retenue. Quand on utilise aussi un anneau de retenue, celui-ci est généralement installé sur un tube au-dessus du differential fill-up collar. On utilisera de préférence le differential fill-up collar au differential fill-up Shoe. Le premier étant placé 2 ou 3 tubes au-dessus du sabot, il aura moins tendance à se boucher que le deuxième, par conséquent il fonctionne généralement mieux. Ces équipements sont pratiques, ils font gagner du temps puisqu'ils évitent de remplir le tubage en cours de descente ; mais il n'est pas toujours possible de les utiliser. Il est même très fortement déconseillé de les utiliser dans le cas d'un puits à gaz dont l'équilibre est précaire. Dans ce cas là, si une venue se déclarait en cours de descente du casing, l'augmentation de pression à l'intérieur de la colonne aurait pour conséquence de maintenir le fill-up ouvert, ce qui entraînerait à coup sûr une éruption incontrôlable par l'intérieur du casing. A cause de cela, certaines compagnies sont systématiquement contre l'utilisation des dispositifs à remplissage différentiel.

- 63 -
MMMoooddduuullleee MMM111
19.1.6. Sabot à bille à remplissage permanent [flexiflow fill-up shoe] Pour s'employer conjointement au dispositif à remplissage différentiel précédent à des profondeurs moyennes.
19.1.7. Sabot à soupape duplex [Duplex cement float shoe] Ce sabot est prévu pour équiper de très grands diamètres de casing (36", 48" et plus). Il s'utilise conjointement à un raccord à filetage à gauche (left-hand square thread sub) qui se positionnera dans le filetage intérieur du sabot et avec une coulisse de circulation (expansion joint or circulation joint). Avec cet équipement, la mise en place du ciment se fait à travers un train de tubings ou de tiges ce qui évite d'avoir à utiliser des bouchons de cimentation de très grande dimension et permet un déplacement et une mise en place plus rapide du laitier.
19.2. Anneaux de retenue pour bouchons [cement collars] Presque toutes les colonnes de tubage (sauf certaines colonne de surface) sont équipées d'un anneau de retenue placé généralement entre le deuxième et le troisième tube à partir du sabot {quelquefois entre le troisième et le quatrième). Cet anneau retient les bouchons de cimentation et permet d'indiquer la fin de l'opération de cimentation lorsque le bouchon supérieur arrive à son niveau (à coup de pression). Il existe différents types qui se différencient par leur équipement intérieur :
19.2.1. Anneau à soupape [cement baffle collar] Garni intérieurement d'un bloc de ciment percé d'un trou central pour le passage de la circulation.
19.2.2. Anneau à balle à remplissage permanent [flexi-flow fill-up collar] Cet anneau est agencé de la même manière que le sabot à bille à remplissage permanent, et renforce le rôle de soupape anti-retour de ce dernier. La plupart des anneaux précités sont généralement livrés avec filetage femelle vers le haut et mâle vers le bas, ce qui évite les erreurs possibles de montage. Cependant, il existe des anneaux à soupape double femelle et dans ce cas il y a lieu de

- 64 -
MMMoooddduuullleee MMM111
s'assurer qu'il n'y a pas eu d'erreur au montage.
19.2.3. Anneau à remplissage différentiel [circulating differential fill-up collar]
Cet anneau est équipé d'un dispositif semblable à celui contenu dans le sabot à remplissage différentiel et renforce l'action de ce dernier. Il permet dans ce cas une flottaison plus importante de la colonne, la hauteur de liquide dans la colonne étant alors les 81°/ de celle de l'espace annulaire.
Anneau à soupape Anneau à balle à remplissage permanent

- 65 -
MMMoooddduuullleee MMM111
19.3. Bouchons de cimentation [cementing plugs] Ces bouchons seront introduits dans la colonne au cours de la cimentation. On distingue :
19.3.1. Bouchon inférieur Ce bouchon assure une séparation entre le laitier et la boue (ou le tampon d'eau) retardant au maximum le contact pour éviter la pollution du laitier par la boue pendant son passage à l'intérieur de la colonne. Par ailleurs, au cours de sa descente, il racle la paroi intérieure du tubage et la nettoie. Ce bouchon, muni extérieurement de lèvres en caoutchouc destinées à racler le tubage, possède une ouverture centrale cylindrique fermée par une mince membrane. Lorsque le bouchon arrive sur l'anneau de retenue, la membrane se crève et laisse passer le laitier qui peut ainsi poursuivre son chemin.
19.3.2. Bouchon supérieur Contrairement au précédent, ce bouchon est un bouchon plein qui peut résister à des pressions importantes. Il est libéré après l'injection du laitier et fait connaître que la cimentation est terminée quand il arrive sur le bouchon inférieur au niveau de l'anneau de retenue (coup de pression...).
19.4. Centreurs de tubage [casing centralizers] Leur rôle est d'empêcher le contact des tubes contre la paroi du trou, de façon à permettre une meilleure répartition du ciment autour de la colonne. Ils seront placés en fonction des renseignements fournis par les diagrammes de calibrage et de déviation aux endroits où l'on désire que la cimentation soit la meilleure possible :
- au niveau du sabot (1 centreur au minimum), - sur les portions de tubage qui viendront se placer en face des zones déviées, - éventuellement en face des couches susceptibles de produire(pour colonne de
production descendue "au mur" d'une formation). Cependant il est déconseillé de descendre des centreurs dans des trous de mauvaise

- 66 -
MMMoooddduuullleee MMM111
tenue ou si le jeu entre tubage et trou foré est très faible. Si la colonne est munie de centreurs, ne pas hésiter à établir la circulation lorsque la colonne éprouve de la difficulté à descendre. Dans ce cas, reprendre la circulation avec prudence au départ pour éviter les surpressions. Parmi les centreurs les plus couramment utilisés, on peut distinguer :
19.4.1. Centreurs flexibles Avantages
Éventail de choix entre faible résistance lors de la descente et grande force de restitution (restoring force).
- procurent une force de centrage dans les sections over-gauged. - peuvent être descendus dans les sections under-gauged. Inconvénients
- doivent être poussés ou tirés dans le trou au départ pour vaincre les frottements (starting force)
- pas de force de restitution définie. - temps de descente allongé dû aux frottements croissants. - peuvent être endommagés/cassés pendant la descente et/ou la cimentation
(réciprocation, rotation).
Les centreurs flexibles doivent être toujours placés au-dessus (à cheval) d'un stop collar (= stop ring) pour les diamètres ³ 9-5/8", ou entre 2 stop collars pour les diamètres # 7". La force de restitution et par conséquent le stand-off dépendent de l'espacement entre centreurs. Le nombre de centreurs flexibles est très dépendant de la sévérité des doglegs. Une charge latérale trop importante sur un centreur peut l'écraser, et l'augmentation de charge résultante sur les centreurs avoisinants va diminuer le standoff du casing. A l'extrême cela peut conduire à un écrasement en chaîne d'autres centreurs. Au moment de la cimentation, puisque l'on pompe successivement des fluides de densités différentes, on aura donc une variation des facteurs de flottabilité, et par conséquent une variation des charges latérales sur les centreurs. Ceci doit être pris en compte au moment de l'élaboration du programme de centralisation du tubage (simulateur 3D).

- 67 -
MMMoooddduuullleee MMM111
Les centreurs Weatherford ST2 et ST3M sont recommandés pour centrer dans les sections over-gauged. Le type ST3M a été spécialement adapté pour les puits horizontaux avec l'adjonction d'une bague de bronze à chaque extrémité, permettant au tubage de tourner librement (cimentation en rotation).
19.4.2. Centreurs rigides Les centreurs rigides peuvent être soit de type "flottant" (free floating) ils peuvent bouger sur le corps du casing soit de type "intégral" (solid), et ils sont solidaires du corps du tube pendant la descente. Les centreurs rigides flottants sont installés entre 2 stop collars. Ils assurent une centralisation positive dans les sections du trou calibrées et à l'intérieur du casing précédent, et ne créent pas de force de frottement à vaincre au démarrage ni pendant la descente à l'intérieur du casing précédent. Les centreurs Weatherford de type Spiral Rigid Centralisers (SRC) ou Spiragli sont recommandés. Ils sont moulés en aluminium massif avec des lames à la fois bombées et spiralées pour maximiser le standoff et accroître la vitesse annulaire des fluides passant au travers des lames, tout en minimisant les frottements au cours de la descente. De plus ils permettent la rotation du tubage (utiliser des stop collars à charnière JSH).
19.5. Racleurs de parois [wall scratchers] Leur rôle consiste à éliminer des parois du trou le cake qui s'y est déposé pendant le forage de manière à permettre une meilleure adhérence du ciment à la paroi et, partant, d'assurer une meilleure étanchéité. Il existe différents types de racleurs, parmi ceux-ci :
19.5.1. Racleurs rectilignes ou "Herissons" [reciprocating wall scratchers] Ces racleurs sont équipés de piquants trempés à l'huile. Ces piquants peuvent supporter une torsion de 180' autour de leur base. Deux anneaux de retenue (soudés ou à verrouillage) distants de 3 pieds délimitent la course du racleur et permettent aux racleurs de ne pas agir sur les parois lorsque la colonne est dégagée des cales en cours de descente. Les piquants ne sont vraiment actifs que lors de la manoeuvre de la colonne vers le haut. C'est pourquoi il est nécessaire de manoeuvrer la colonne pendant la circulation qui précède la cimentation (sauf impératif contraire...). Les racleurs n'étant efficaces que dans un sens, bien faire attention au sens de montage.

- 68 -
MMMoooddduuullleee MMM111
19.5.2. Racleurs Rotatifs [rotating wall scratchers] Ils sont constitués de lattes métalliques de 5 pieds de longueur chacune garnies de piquants (2"1/2 ou 4"1/2 de longueur). Ces lattes sont soudées sur le tube en quinconce bout à bout, généralement à 120°. Ces racleurs présentent l'avantage de laisser intacte la partie supérieure du trou et d'éliminer le cake seulement dans la zone à cimenter . Par contre, ils nécessitent la mise en rotation du tubage, d'où l'obligation d'employer une tête de circulation rotative. De ce fait, ils sont moins souvent utilisés que les racleurs rectilignes.
NBIl existe des variantes aux deux types de racleurs précités, où les piquants sont remplacés par des morceaux de câble bandés. Dans ce cas, on leur donne le nom de "turbo bonder" au lieu de "scratcher". On distingue :
- le "Hammer-lok turbobonder" correspondant au racleur rectiligne, - le "Rotating turbobonder" correspondant au racleur rotatif.
L'emploi combiné de racleurs et de centreurs est généralement réservé aux colonnes de production. 20. Cimentations à étages multiples Ce type de cimentation offre la possibilité de cimenter séparément deux ou plusieurs sections d'une même colonne de tubage en intercalant dans la colonne un (ou plusieurs) collier de cimentation étagée [stage cementing collar]. Les avantages d'une cimentation étagée sont multiples et en particulier :
- moins de risques de contamination du laitier en se déplaçant dans l'espace annulaire puisque, pour chaque tronçon à cimenter, il entre en jeu un volume plus faible de laitier que si la cimentation se faisait en une seule étape- réduction du risque de craquage des formations accompagné de pertes de circulation pouvant résulter de la pression élevée exercée par une longue colonne de laitier à laquelle s'ajoutent les pertes de charge d'une circulation à débit élevé.
- réduction de la pression finale de refoulement - soustraction d'une partie du laitier à l'influence de la pression et de la température
plus élevées régnant au fond du trou - possibilité de cimenter deux zones distinctes très éloignées l'une de l'autre
permettant ainsi d'éviter un passage caverneux ou fissuré, sans la cimenter, une couche productrice à faible pression.
Pour cela, on utilise une ou plusieurs DV [Diverter Valve], ou manchon de cimentation à étages. La DV est vissée dans la colonne en cours de descente a l'endroit voulu.

- 69 -
MMMoooddduuullleee MMM111
Fonctions L'utilisation de ce matériel offre la possibilité de cimenter séparément deux ou plusieurs sections d'une même colonne de tubage en intercalant dans la colonne un (ou plusieurs) collars de cimentation étagée (stage cementing collar) que l'on appelle également "deverter valve" ou DV. Les avantages d'une cimentation étagée sont multiples et en particulier : moins de risques de contamination du laitier en se déplaçant dans l'espace annulaire puisque, pour chaque tronçon à cimenter, entre en jeu un volume plus faible de laitier
- réduction du risque de craquage des formations accompagnée de pertes de circulation pouvant résulter de la pression élevée exercée par une longue colonne de laitier à laquelle s'ajoutent les pertes de charges d'une circulation à débit plus ou moins élevé,
- réduction de la pression finale de refoulement, - parfois soustraction d'une partie du laitier à l'influence de la pression et de la
température plus élevées régnant au fond du trou, - possibilité de cimenter deux zones distinctes très éloignées l'une de l'autre, - possibilité d'isoler les réservoirs.
Il devra toujours être en très bon état de marche et parfaitement adapté. Pour cette raison, un contrat direct avec la Société de Service est toujours préférable de façon à pouvoir définir le matériel type et avoir la faculté d'agir directement sur le personnel.
1 Bouchon d'ouvertureFait coulisser la chemise A qui permet le passage des fluides
2 Bouchon de fermetureFait coulisser la chemise B qui ferme et obstrue le passage des fluides
L'avantage du DV type BAKER est la protection de la chemise de fermeture B par la chemise A lors du reforage des bouchons
B Chemise
A Chemise
2
Corps du DV
1

- 70 -
MMMoooddduuullleee MMM111
21. Les unités de cimentation 21.1. Définition
Les unités de cimentation permettent d'effectuer simultanément : - le mixage du ciment et des additifs afin d'obtenir un laitier correspondant aux
caractéristiques désirées pour chaque type particulier d'opération, - le pompage du laitier obtenu avec une grande flexibilité de vitesse et pression de
pompage. Ces unités de pompage sont composées de deux pompes Triplex à grand débit et haute pression montées soit sur camion soit sur skid. La source d'énergie actionnant ces pompes et l'équipement auxiliaire de ces unités est assurée par deux moteurs diesel. Parmi les plus courants :
- moteur Détroit Diesel (GM) 8V - 71 de 322 ch. - moteur Détroit Diesel (GM) 12 V - 71 de 456 ch - moteur Détroit Diesel (GM) 16 V - 71 de 608 ch.
La transmission est assurée par des boîtes délivrant de 300 à 620 ch. Les pompes Triplex sont de trois types principaux :
DOWELL : modèle DR - 20 . 32 cm (8 pouces) de course modèle GR - 12 . 7 cm (5 pouces) de course
HALLIBURTON modèle HT.400
Suivant l'alésage des pistons, la capacité de ces pompes peut permettre un débit minute allant jusqu'à 1 700 litres et de fonctionner sous des pressions de travail atteignant 1035 bar (15000 psi). Les unités de pompage les plus courantes actuellement sont :
le J 515 Twin Cementer (DOWELL). le HT 400 Cementing Truck (HALLIBURTON).
A titre d'exemple, l'unité J 515 équipée de 2 moteurs Détroit Diesel 8 x 71 de deux pompes GR de 5" de course développant 520 chevaux hydrauliques aura les caractéristiques suivantes en fonction de l'alésage des pistons : Alésage Pression de travail/débit maxi
9,52 cm (3"3/4) 689 bar (10000 psi) 922 l/mn 11,43 cm (4"1/2) 483 bar ( 7000 psi) 1320 l/mn 12,7 cm ( 5") 380 bar ( 5500 psi) 1638 l/mn Les unités de cimentation sont équipées de systèmes de mixage haute et basse pression.

- 71 -
MMMoooddduuullleee MMM111
21.2. Le mixage [mixing] Il existe deux systèmes différents de mixage du laitier :
21.2.1. système jet mixer Chaque unité de pompage peut être équipée avec un mixer à jets pour effectuer le mixage ciment- eau- additifs donnant le laitier de composition désirée. Dans le cas du mixage haute pression, l'eau de mixage est fournie au bol par l'une des pompes Triplex tandis que l'autre refoule le laitier dans le puits. Par contre, dans le cas du mixage basse pression, l'eau est amenée au bol par la pompe centrifuge, le laitier étant refoulé par les deux pompes Triplex. De toute manière, l'approvisionnement du ciment se fait soit à partir d'un container type décharge par pression d'air soit à partir de ciment en sacs ouverts par l'intermédiaire d'une table coupe- sac.
21.2.2. système en circuit fermé Il nécessite des containers à ciments à décharge par pression intérieure. Dans le système TORNADO de chez DOWELL, le ciment et l'eau sont injectés dans un container par l'intermédiaire de deux vannes à ouverture réglable. Une pompe centrifuge à haut débit mélange le laitier contenu dans le container d'une façon très homogène et alimente par un autre circuit les deux pompes Triplex de l'unité de pompage. Le rapport eau/ciment, ainsi que la quantité de laitier à la minute désirée suivant le travail à effectuer et la capacité de refoulement des pompes Triplex, sont ajustés par le réglage des vannes d'alimentation d'eau et de ciment.
Il existe également le système PSB chez BYRON JACKSON et le RECIRCULATING MIXER chez HALLIBURTON permettant d'obtenir une bonne homogénéité des laitiers.
21.3. Les anomalies Les anomalies le plus souvent constatées sont :
- les pannes de moteurs, de pompes, - duses bouchées.
22. Les silos L'écoulement du ciment à travers les conduites est généralement mauvais. Pour cette raison, les lignes de silos ne seront pas trop longues et seront vérifiées avant usage et nettoyées après usage. Il faudra éviter de laisser du ciment trop longtemps dans les silos. Si les assécheurs d'air sont en bon état, la mise en agitation du ciment une fois par semaine est souhaitable. Leur capacité est en général de 40 tonnes et il est impératif de les équiper de pesons. Le brassage est assuré à la base par une arrivée d'air basse pression. La pression de travail pour le déchargement est appliquée par l'arrivée d'air située vers le haut. La pression de gonflage est de l'ordre de 2,5 bar. Les caractéristiques d'un des modèles les plus courants sont les suivants :
- poids à vide 13 t - volume de chaque citerne 28 m 3 - poids de ciment par citerne 34 t - pression de travail 2,1 bar - pression d'épreuve

- 72 -
MMMoooddduuullleee MMM111
23. Les lignes Les chiksans ou conduites métalliques peuvent généralement supporter des pressions élevées, mais ils ne sont pas faciles à manier et les rotules supportent mal les à-coups provoqués par les pompes de cimentation, ce qui finit souvent par provoquer des fuites. Il existe maintenant des flexibles haute pression dont le diamètre maximal est 2 pouces, qui sont plus faciles à utiliser que les conduites métalliques et qui peuvent supporter des pressions équivalentes; ce type de ligne est de plus en plus utilisé. 24. Les têtes de cimentation [cementing head] Elles sont généralement conçues pour contenir deux bouchons ; plusieurs capacités de pression sont disponibles en accord avec les capacités du casing. Les systèmes de retenue des bouchons sont constitués soit par une tirette de retenue qui est tirée vers l'extérieur pour libérer le bouchon, soit par une demi bague qui est manoeuvrée depuis l'extérieur. Normalement, il existe sur ces têtes un témoin qui permet de voir le départ du bouchon. La mise en place et le verrouillage de bouchons dans la tête doit être fait sérieusement, plusieurs cimentations ont été ratées parce que les bouchons sont partis intempestivement ou qu'ils ne sont pas partis du tout
Trou d’homme
Articulation
ArticulationCellule de poids
Vanne de Depotage
Ligne de Ligne de DepotageDepotage
Fill Hopper
Element d’aeration (Jets)

- 73 -
MMMoooddduuullleee MMM111
LA TÊTE DE PUITS La tête de puits [well head] permet de suspendre les tubages et les tubings et d'assurer l'étanchéité entre les différentes colonnes. Elle est constituée par l'empilage de :
- la tête de tubage de base, - la ou les têtes de tubage intermédiaire, - la tête de tubing.
4. Tête de tubage de base [casing head housing] C'est le premier élément raccordé à la colonne de surface soit par vissage, soit par soudure. Cet élément est destiné à supporter le poids de toutes les autres colonnes et celui des obturateurs. Il est équipé de deux sorties latérales qui permettent de contrôler de l'espace annulaire (figure 1).
5. Tête de tubage intermédiaire [casing head spool] Chaque nouveau tubage descendu est raccordé à une tête de tubage intermédiaire (figure 2) qui vient s'empiler d'abord sur la tête de tubage de base puis sur chaque tête de tubage successive. Cet élément est constitué d'une bride inférieure, d'un alésage conique ou cylindrique pour recevoir les coins d'ancrage [casing hangers], d'une bride supérieure et de sorties latérales. La colonne suivante viendra se suspendre dans l'alésage par l'intermédiaire des coins d'ancrage (figure 3). L'étanchéité est assurée par le gonflage d'une garniture en néoprène entre chaque tubage. Les connexions des sorties latérales des têtes de tubage et de tubing peuvent être à brides, à goujons ou filetés intérieurement. 6. Tête de tubing [tubing head] C'est le dernier élément de l'empilage (figure 4). Il sert à la suspension du tubing. Cette suspension est constituée généralement d'une simple olive taraudée [tubing hanger]
Figure 1 :Tête de tubage de base
Bride
Plaque de base
Système de suspension et d’étanchéité
Sortie latérale
Tubages

- 74 -
MMMoooddduuullleee MMM111
(figure 5) portant sur sa partie conique extérieure des garnitures d'étanchéité qui prennent appui dans la partie conique correspondante de la tubing head. Deux sorties latérales permettent de contrôler l'espace annulaire entre le dernier tubage et le tubing.
Figure 2 :Tête de tubage intermédiaire
Figure 3 :Système de suspension et d’étanchéité des colonnes
Coins d’ancrage
Garniture d’étanchéité
Figure 4 :Tête de tubing
Figure 5 :Olive

- 75 -
MMMoooddduuullleee MMM111
LES EQUIPEMENTS DE POMPAGE La circulation de la boue dans un forage nécessite l’utilisation de pompes [mud pumps] puissantes (figure 1). Une bonne installation de pompage doit assurer :
- une vitesse de remontée des déblais suffisante pour éviter leur décantation, - une pression de refoulement suffisante pour vaincre les pertes de charges dans le
circuit. En dehors de sa puissance et son débit, une pompe doit être souple, robuste et facile à entretenir. Les pompes de forage peuvent être de type duplex à double effet ou triplex à simple effet. 10. Partie mécanique des pompes de forage C’est la partie qui assure la transmission de la puissance du moteur d’entraînement au piston de la pompe.
10.1. L'arbre grande vitesse [pinion shaft] C'est l'arbre d'entraînement de la pompe. Il est supporté par deux paliers à roulements et entraîne, par l'intermédiaire du pignon à denture oblique (en chevrons), la roue dentée de l'arbre petite vitesse (vilebrequin).
10.2. L'arbre petite vitesse ou vilebrequin [crankshaft] Cet arbre a une forme coudée (excentrique) pour permettre le décalage des courses des pistons dans les chemises, de 120° pour les pompes triplex et de 90° pour les duplex. Le diamètre de la roue dentée de cet arbre est égal à 5 ou 6 fois celui du pignon de l’arbre d’entrée, ce qui fait qu'elle tourne 5 à 6 fois moins vite. Ainsi par exemple pour une vitesse à l'entrée de 300 trs/mn, la vitesse de l'arbre petite vitesse sera de 60 tours/mn. Le rapport donné par le constructeur est celui entre le nombre de coups de la pompe et la vitesse à l’entrée de la pompe. Il est compris entre 3 et 5.
Figure 1 :Pompe de forage
Clapet Chemise Piston Rallonge de crosse
Bielle
Pignon
Tige de piston
Presse étoupe
Crosse
Roue petite vitesse
Aspiration

- 76 -
MMMoooddduuullleee MMM111
Un rapport de 3,44 par exemple signifie que pour 96 coups/minute au piston, l'arbre grande vitesse tourne à 96 x 3,44 = 330 tours/minute.
Système bielle - manivelleSur le vilebrequin sont montées deux ou trois bielles selon le type de pompe (duplex ou triplex). Les têtes des bielles sont montées sur le vilebrequin, les pieds sur les crosses. L'articulation des têtes de bielle sur le vilebrequin et des pieds sur les crosses se fait par l'intermédiaire de roulements. Cet ensemble forme un système bielle - manivelle qui transforme le mouvement de rotation de l'arbre petite vitesse en un mouvement alternatif de l'extrémité de la bielle articulée à la crosse ; celle-ci coulisse dans une glissière et est prolongée par la rallonge de crosse sur laquelle vient se fixer la tige du piston. La fixation des rallonges de crosses aux tiges de pistons se fait par l'intermédiaire de colliers de serrage pour les pompes triplex, ou par vissage pour les pompes duplex.
10.3. Le bâti ou carter Il est en acier moulé ou en tôle d'acier assemblé par mécano – soudure. Dans ce dernier cas, le skid et le bâti sont généralement intégrés. Le bâti sert de carter pour l'huile de graissage. Il doit donc être étanche et permettre un contrôle rapide du niveau et une vidange facile de l'huile. La lubrification est en général réalisée par barbotage. L'étanchéité côté rallonge de crosse est assurée par un boîtier de presse-étoupe et son joint. Un couvercle supérieur et des portes de visite latérales permettent d'effectuer rapidement et facilement l'inspection ou les réglages nécessaires.
10.4. Le système d'entraînement 10.4.1. Par moteurs électriques
Deux moteurs (figure 2) sont montés sur le skid de la pompe et entraînent par l'intermédiaire de pignons et de chaînes l'arbre grande vitesse. Les pignons et leurs chaînes sont enfermés dans des carters étanches, un système de lubrification par pompe entraînée par moteur électrique assure le graissage par arrosage de l'ensemble.
10.4.2. Par poulies et courroies Sur l'arbre grande vitesse est clavetée une poulie à gorges pour courroie trapézoïdale. Elle est entraînée par une poulie de même type, plus petite pour respecter un rapport de vitesse donné, située sur le compound (figure 3). C'est le système d'entraînement utilisé sur les appareils mécaniques ou sur les unités de pompage indépendantes.
Figure 2 :Moteur électrique

- 77 -
MMMoooddduuullleee MMM111
11. Partie hydraulique des pompes de forage La partie hydraulique est constituée de deux (duplex) ou trois cylindres (triplex) identiques. Dans chaque cylindre se trouve une chemise dans laquelle coulisse un piston prolongé par une tige qui le relie à la rallonge de crosse. Au bout des cylindres se trouvent les clapets : un clapet d’aspiration et un de refoulement pour chaque cylindre dans une pompe triplex, et deux clapets d’aspiration et deux de refoulement pour chaque cylindre dans une pompe duplex. Chaque clapet repose sur son siège. Dans les pompes duplex, un presse-étoupe assure l'étanchéité sur la tige de piston et isole ainsi l'intérieur du corps de pompe de l'extérieur. 12. Principe de fonctionnement des pompes
12.1. Pompes duplex à double effet (figure 4) Ce sont des pompes qui comportent deux pistons à double effet, c'est-à-dire que chaque piston aspire et refoule des deux côtés. Deux clapets (un pour l’aspiration et un autre pour le refoulement) sont placés à l’arrière de chaque cylindre, et deux autres à l’avant (figure 5). Initialement, le piston est placé au début de sa course, à l’arrière de la chemise, elle-même remplie de boue. Lorsque le piston avance, il aspire la boue par le clapet d’aspiration arrière, ce qui remplit la chemise derrière lui, tout en poussant la boue initialement dans la chemise, qui est refoulée par le clapet de refoulement avant, et sort vers la conduite de refoulement. Le clapet de refoulement arrière et celui d’aspiration avant sont maintenus fermés par la pression créée par le déplacement du piston en avant.
Figure 3 :Poulies et courroies

- 78 -
MMMoooddduuullleee MMM111
En reculant, le piston refoule la boue par le clapet de refoulement arrière et l’aspire par celui d’aspiration avant. Les autres clapets sont maintenus fermés par la pression créée par le déplacement du piston. Ainsi, pendant un aller et retour du piston, c'est-à-dire un tour complet de l'arbre petite vitesse, un piston refoule deux fois le volume de la chemise correspondant à sa course. Le même cycle se produit par l'autre piston avec un décalage de 1/4 de tour.
12.2. Pompes triplex à simple effet (figure 6) Ce sont des pompes qui comportent trois cylindres dans lesquels coulissent trois pistons à simple effet, c'est-à-dire que chaque piston aspire et refoule d’un seul côté (figure 7). Chaque cylindre comporte un clapet d’aspiration et un autre de refoulement à l’avant seulement. Lorsque le piston se déplace vers l’arrière, le clapet d'aspiration s’ouvre et celui de refoulement se ferme, la chemise se remplit de boue. Lorsque le piston arrive en fin de course et revient vers l’avant, le clapet d'aspiration se ferme et celui de refoulement s'ouvre, et la boue est ainsi refoulée dans la conduite de refoulement. Ainsi, pendant un aller et retour du piston, c'est-à-dire un tour complet de l'arbre petite vitesse, un piston refoule une seule fois le volume de la chemise correspondant à sa course. Le même cycle se produit par les autres pistons avec un décalage de 1/3 de tour.
Figure 4 :Pompe duplex à double effet
Figure 5 : Pompe duplex à double effet
Aspiration
Refoulement
Aspiration
Refoulement

- 79 -
MMMoooddduuullleee MMM111
13. Evolution du débit instantané Les pompes de forage sont des pompes alternatives. Dans chaque cylindre, le piston démarre avec une vitesse nulle, passe par une vitesse maximale au milieu, puis termine sa course avec une vitesse nulle. Il revient alors sur lui-même avec une vitesse qui suit la même évolution. Le débit instantané par cylindre suit la même évolution que la vitesse (figure 8). Le débit instantané par cylindre à l’aller est le même quelle que soit la pompe ; celui de retour est nul pour la pompe triplex, et plus petit que celui de l’aller pour la pompe duplex, puisque le volume de la tige de piston est retranché de celui de la chemise.
0 90° 180° 270° 360°0 90° 180° 270° 360° 0 90° 180° 270° 360°0 90° 180° 270° 360°
Figure 6 :Pompe triplex à
simple effet
Aspiration
Refoulement
Figure 7 : Pompe triplex à simple effet
Figure 8 : Evolution du débit
Pompe duplex Pompe triplex

- 80 -
MMMoooddduuullleee MMM111
Le débit instantané de la pompe est la somme des débits instantanés des cylindres, mais il dépend du mode de calage des pistons l'un par rapport à l'autre : 90° pour les pompes duplex et 120° pour les pompes triplex. On appelle cycle d'une pompe, la loi de variation de son débit instantané pendant une révolution de l'arbre petite vitesse.
Les variations des débits instantanés dans les cylindres entraînent des fluctuations importantes et relativement irrégulières du débit instantané de la pompe. L'importance de ces variations provoque souvent, aux vitesses élevées, des cognements hydrauliques. Ces cognements sont plus importants pour les pompes duplex tandis qu’elles le sont moins pour les pompes triplex, du fait que le débit varie régulièrement. Ces cognements, qui se traduisent par des vibrations importantes de tout le circuit de refoulement, impose l’utilisation d’amortisseurs de pulsations.
14. Avantages et inconvénients des pompes 14.1. Pompes duplex
Les pompes duplex, malgré qu’elles sont simples et robustes, sont lourdes et leur entretien est difficile. Leur domaine d'utilisation est limité puisque le chemisage minimal est limité (déséquilibre dû au cycle double effet) et la vitesse inférieure doit être suffisante pour assurer un graissage correct de la partie mécanique (35 à 40 coups/mn minimum). Le presse-étoupe est un organe délicat et cher. Les pompes duplex puissantes ne peuvent donc être utilisées ni en carottage ni pour les phases de forage à faible diamètre, opérations pour lesquelles le débit requis est limité.
14.2. Pompes triplex Avantages :
- Facilité d'entretien et de surveillance. Les chemises sont apparentes, toute fuite aux pistons est vite décelée. Les interventions sur la pompe sont faciles et rapides
0 90° 180° 270° 360°0 90° 180° 270° 360°
0 180° 240° 360°120° 300°
Pompe duplex
Pompe triplex

- 81 -
MMMoooddduuullleee MMM111
du fait du faible poids des pièces d'usure, de l'absence du presse-étoupe et de la simplicité du joint de chemise.
- Souplesse dans l'utilisation qui permet : − des débits importants à des pressions non négligeables, − des débits faibles ou moyens à des pressions élevées.
- Faible poids et encombrement. Inconvénients :
- Suralimentation nécessitée par le mauvais remplissage (sièges et clapets très petits et battements très rapides). Il est donc indispensable d'avoir une pompe centrifuge de suralimentation.
- Nécessité de refroidissement et lubrification de la chemise et de l'arrière des pistons.
15. Composants de la partie hydraulique des pompes duplex
15.1. Le piston [piston] et sa tige [rod] Le piston de la pompe duplex est constitué d’un corps et de deux garnitures en caoutchouc maintenues sur ce corps par une coupelle métallique et bloquées par un circlips (figure 9). Le piston est maintenu dans la tige par un écrou de retenue. Les garnitures en caoutchouc forment des joints étanches entre le piston et la chemise. Il existe des garnitures en matière synthétique utilisées pour le pompage de la boue à l'huile qui détériore rapidement les garnitures en caoutchouc.
Les garnitures de piston doivent être stockées debout sur un support pour ne pas être déformées ou abîmées. La tige de piston est en acier traité. L'étanchéité entre le piston et sa tige résulte du contact des surfaces coniques des deux pièces réalisé par l'écrou de serrage. A l'autre extrémité de la tige se trouve un filetage qui permet de la connecter à la rallonge de crosse. Au niveau de cette connexion, un déflecteur assure la protection de la partie mécanique des projections éventuelles de la boue. Les tiges de piston haute pression comportent une gorge de décharge avant la partie conique. De ce fait, le piston pénètre plus en avant sur la tige, ce qui donne une meilleure étanchéité. Le corps de piston possède une gorge d'usure qui signale le moment de son changement.
Figure 9 : Le piston
Tige de piston
Garniture de piston
Circlips
Ecrou de retenue
CoupelleCorps

- 82 -
MMMoooddduuullleee MMM111
15.2. Le presse étoupe de la tige de piston Utilisé dans une pompe duplex, il est composé de garnitures à lèvres soumises à la pression de refoulement de la pompe, qui assurent l'étanchéité entre la tige de piston en mouvement et le corps de la pompe (figure 10). Ces garnitures sont logées dans un boîtier interchangeable qui est lui-même une pièce d'usure. Il y a toujours un joint d'étanchéité entre ce boîtier et le corps de la pompe.
En plus des garnitures d’étanchéité, le presse étoupe comprend une bague de fond et un ou plusieurs anneaux de serrage. Toutes ces pièces sont en bronze. Le chapeau et l'anneau de serrage est muni d'orifices permettant la circulation de fluide pour le refroidissement de la tige de piston. Les joints sont généralement fendus en biais de façon à pouvoir être placés sur la tige sans les enfiler par les extrémités, pour éviter de les abîmer par passage sur les filetages. Les tiges de piston s'échauffent en passant dans le presse-étoupe ; on les refroidit et on les nettoie en permanence en faisant couler un filet d'eau ou d'huile, juste au point de sortie. Quand il s'agit d'huile, elle circule en circuit fermé grâce à une pompe de circulation. Remarques :
- Lorsque l'on change un presse-étoupe, il est préférable de changer le jeu de garnitures complet.
- La bague de fond et l’anneau de serrage sont des pièces d'usure en bronze qui doivent être changés dès que le jeu sur la tige est trop important.
- Le refroidissement et la lubrification de la tige de piston et du presse-étoupe sont réalisés soit avec un mélange de 10 parts de gasoil ou 20 parts d'eau et 1 part d'huile SAE 40.
15.3. Les chemises [liners]
Ce sont des cylindres d’usure amovibles qui couvrent les cylindres alésés dans les corps de la pompe pour éviter leur usure (figure 11). En plus, les chemises permettent l’utilisation d’une grande gamme de diamètres de pistons (diamètre intérieur de la chemise) afin d'obtenir les débits et pressions exigés par le forage. La paroi intérieure de la chemise est traitée pour lui donner une grande dureté superficielle et la résistance à l'usure désirée. Le diamètre intérieur est normalisé par l'API entre 4"3/4 et 8"1/2 de 1/4" en 1/4".
Figure 10 : Le presse-étoupe
Tige de piston
Boîtier
Garnitures d’étanchéité
Bague de fond
Anneaux de serrage
Chapeau
Conduite d’eau de refroidissement

- 83 -
MMMoooddduuullleee MMM111
Pour extraire la chemise on doit se servir d'un arrache chemise.
15.4. Le clapet [valve] et son siège [seat] L’ensemble comprend le siège et le clapet composé du corps, de la garniture et de son système de fixation, un ressort de rappel et deux guides, l’un en haut et l’autre en bas (figure 12). Le guide inférieur du clapet est à une ou plusieurs branches, ou simplement cylindrique en fonction du type de siège. L'étanchéité est assurée par une portée conique du clapet et du siège ; une garniture en caoutchouc complète l'étanchéité. Cette garniture se trouve soit sur le clapet, soit sur le siège. Le fonctionnement du clapet se fait par la différence de pression. Le ressort facilite le retour du clapet sur son siège. Les sièges sont engagés dans leur logement dans le corps de la pompe, avec un jeu et une conicité très faibles, ce qui permet d'assurer leur étanchéité sans l'utilisation de joints ; cet emmanchement conique nécessite, pour arracher le siège, d'exercer des efforts considérables (plusieurs tonnes), ce qui nécessite l’utilisation d’un arrache-siège, conçu de façon à permettre d'exercer ces efforts sans risquer d'abîmer les logements des sièges. Ils peuvent être à coins ou à vérin hydraulique. Le siège neuf doit, avant sa mise en place, être très légèrement graissé extérieurement avec de la graisse au plomb que l'on répartit uniformément en faisant tourner le siège dans son logement. Avant de placer les clapets d'aspiration, il faut remplir le corps de la pompe avec de l'eau (ou mieux avec de la boue) jusqu'au niveau des sièges. Une fois ces clapets mis en place, on remplit jusqu'au niveau des clapets de refoulement, on place alors ces derniers et on finit de remplir complètement la pompe avant de placer les couvercles pour éviter les poches d'air qui causeraient des difficultés au démarrage. 16. Composants de la partie hydraulique des pompes triplex
16.1. Le piston et sa tige Le piston comporte une seule garniture (cycle simple effet). Le corps du piston possède un alésage cylindrique qui permet un montage et un démontage aisés (un simple joint torique assure l'étanchéité). La tige de piston est courte et légère. Elle ne possède pas de cône et est connectée à la rallonge de crosse par un collier.
16.2. Les chemises
Figure 11 : La chemise
Figure 12 :Clapet et son siège
Clapet
Garniture de clapet
Siège
Guide inférieur
Guide supérieur

- 84 -
MMMoooddduuullleee MMM111
De petite taille comparativement à celles des pompes duplex, elles sont faciles à monter, à démonter et à entretenir. Elles sont montées par l'arrière ou par l'avant sans emmanchement ni centrage. Un système d'arrosage permet la lubrification et le refroidissement de l'arrière du piston et de la chemise.
16.3. Le clapet et son siège Ils ont la même forme que ceux des pompes duplex mais sont plus petits. Le guidage des clapets dans leurs sièges se fait par des ailettes.
17. Maintenance des pompes de forage Les pompes à boue sont soumises à un fonctionnement intensif, il est donc nécessaire de les surveiller en permanence afin de déceler une anomalie, et remplacer les pièces d’usure défaillantes. On surveillera également la régularité de la pression de refoulement. Avant de travailler sur une pompe et pour éviter tout accident de personnel, il faut s'assurer que :
- la pompe est bien isolée du circuit haute pression, - les vannes à l'aspiration sont fermées, sinon risque de perte importante de boue, - la pression du circuit de refoulement a bien été purgée, - la pompe ne peut être embrayée accidentellement (couper ou verrouiller le
système d'embrayage) et placer un panneau sur la commande au tableau de commande,
- avant de sortir une porte de fond de cylindre, il faut dévisser le dispositif de blocage des chemises et celui de serrage des joints,
- bien vérifier les portées (sur le corps de pompe) des chemises et des joints, - vérifier que l'alésage se trouvant en face de l'anneau lanterne de la chemise n'est
pas bouché, - graisser tout l'ensemble chemises et joints avant leur introduction dans le corps
de pompe, - le montage tiges et pistons doit se faire à sec après dégraissage des portées
coniques, - les corps de piston ont une gorge d'usure. Selon la profondeur de cette gorge, le
piston doit être changé, - lors d'un changement de siège, les portées coniques doivent être parfaitement
nettoyées et séchées. Le siège doit être emmanché à sec, - certains sièges ont une portée conique traitée (parkérisation) et couverte d’un film
protecteur qu’il ne faut pas gratter. La portée sur le corps de pompe doit être propre et sèche,
- le guide supérieur du clapet doit être vérifié, - lorsque l'on change un presse-étoupe, il est préférable de changer le jeu de
garnitures au complet, - si dans certains types de presse-étoupe les garnitures sont en deux pièces il ne
faut surtout pas faire de mariages. La garniture est coulée d'une seule pièce et coupée par la suite,
- après avoir placé un jeu de garniture neuf, il faut le serrer modérément, attendre la remise en pression de la pompe et serrer à nouveau si nécessaire.
18. Anomalies de fonctionnement
18.1. Les cognements Correspondent à des chocs de pièces métalliques. Ils peuvent entraîner la rupture de diverses pièces ou même du bâti.

- 85 -
MMMoooddduuullleee MMM111
Remède Vérifier que :
- la pompe est bien amorcée, - les pièces changées sont correspondantes et montées correctement, - le jeu des clapets est correct, - le serrage des chemises, qui doit se faire dès la mise en marche de la pompe avec
le côté du fond de cylindre sous pression, est correct, - la fixation de la tige du piston sur la rallonge de crosse et le serrage du contre-
écrou correspondant sont corrects, - la fixation du couvercle du presse-étoupe et le serrage de sa garniture sont
corrects, - la fixation du piston sur sa tige, le serrage de l'écrou et l'état de son filetage sont
corrects.
18.2. Les coups de bélier Produisant un bruit sourd, ils sont souvent dus au mauvais remplissage des cylindres ou aux entrées d'air par les couvercles des clapets ou des portes des cylindres. Ceci entraîne une usure anormale des paliers et des articulations de la partie mécanique de la pompe. Remède Les coups de bélier sont généralement dus au mauvais remplissage des cylindres. Dans son mouvement dans un cylindre partiellement vide, le piston a tendance à accélérer et il vient cogner contre le liquide en fin de course. I1 faut vérifier l'aspiration et le refoulement. Quand le flexible de refoulement fouette exagérément, c'est généralement du côté refoulement qu'il faut d'abord chercher. Les vannes et crépines d'aspiration et de refoulement peuvent être partiellement bouchées et créer ce phénomène. Le flexible de refoulement fouette violemment sans que la pompe cogneL’amortisseur de pulsations présente des fuites ou la pression de gaz est trop faible. Le flexible de refoulement fouette violemment et la pompe cogneCeci est dû en général à la présence de gaz dans la boue ou à une entrée d'air sur la conduite d'aspiration. Cela peut être dû aussi à une poche d'air sur un point haut de la conduite d'aspiration et disparaît alors, en général, au bout d'un moment. Il est préférable de disposer la conduite d'aspiration de façon qu'il n'y ait pas de point haut. Dans le cas des pompes triplex, le même phénomène se produit en cas de mauvais fonctionnement de la pompe de suralimentation. Le flexible d'aspiration seul fouetteCeci est dû, en général, à la présence de gaz en faible quantité dans la boue.
18.3. Les sifflements Dus au passage de la boue sous pression dans des passages étroits (soupape ou joint non étanche, etc…). Peuvent entraîner l’érosion des clapets et leurs sièges, du bâti si la fuite se produit entre siège et bâti, des cylindres, etc…

- 86 -
MMMoooddduuullleee MMM111
Remède Si la pression de refoulement est anormalement basse et il n'y a pas de cognements, mais des sifflements : ceci est dû généralement à des fuites à l'intérieur de la pompe (clapets, piston) ; on les décèle à l'oreille. Si le sifflement est continu il s'agit probablement d'une fuite à la garniture du piston. La boue passe alors d'un côté à l'autre du piston. Si on n'entend aucun sifflement, cela peut être dû soit à la crépine de refoulement partiellement bouchée (le manomètre sur lequel on se base étant situé après la crépine) soit à des fuites dans le train de tiges. Si La pression de refoulement a des variations très amples ou irrégulières : si ces variations dépassent 10 bar, ceci est dû, en général, à des fuites aux pistons et se reconnaît aux sifflements. Si ce n'est pas le cas, il faut vérifier s'il y a des sifflements aux clapets. 19. Utilisation des pompes de forage
19.1. La cylindrée La cylindrée est le volume théorique refoulé par la pompe en un cycle.
Pompe triplex : q = ππππ D² L /4
Pompe duplex : cylindrée aller : q = ππππ L D² /4 cylindrée retour : q = ππππ L (D² - d²)/4
avec : q = cylindrée D = diamètre du chemisage d = diamètre de la tige de piston L = course.
19.2. Le débit théorique 19.2.1. Pompe triplex simple effet
Pour un tour complet de l’arbre petite vitesse, cette pompe refoule 3 cylindrées complètes à l’aller et aucune cylindrée au retour. Le débit théorique (en l/mn) est donc : Qt = 0.0386 n L D²
19.2.2. Pompe duplex double effet Pour un tour de l’arbre petite vitesse, cette pompe refoule 2 cylindrées complètes à l’aller et 2 cylindrées diminuées du volume de la tige de piston au retour. Le débit théorique (en l/mn) est donc : Qt = 0.0515 n L (D² - d²/2)
Avec : n = nombre de coups par minute, L = course du piston en pouces, D = diamètre de la chemise en pouces. d = diamètre de la tige de piston en pouces.

- 87 -
MMMoooddduuullleee MMM111
19.3. Les rendements 19.3.1. Le rendement volumétrique
Le débit pratique est inférieur au débit théorique à cause du mauvais remplissage et des fuites dans le circuit d'aspiration. Le rendement volumétrique d'une pompe est le rapport entre les débits pratique et théorique. Puisqu'il varie en fonction de plusieurs facteurs liés aux caractéristiques du circuit et du fluide de forage, il doit être mesuré chaque fois que jugé nécessaire. Cela consiste à aspirer la boue d'un bac et la refouler dans un autre durant une certaine durée. Le volume refoulé divisé par cette durée donne le débit pratique. En divisant le débit théorique calculé par ce débit, on obtient le rendement volumétrique.
19.3.2. Le rendement mécanique C'est le rapport entre la puissance à la sortie (puissance hydraulique) et celle à l'entrée de la pompe (puissance mécanique). Il est dû aux frottements entre les composants de la partie mécanique. Il est de l ’ordre de 85% pour les pompes duplex et 90% pour les pompes triplex.
19.4. La pression de refoulement : La pression de refoulement agit sur le piston pour vaincre les pertes de charges. Ceci se traduit par une force [piston load] qui se transmet à toute la partie mécanique. Cette force est limitée par la résistance de la pompe et le constructeur donne la force maximale à ne pas dépasser. La pression maximale de refoulement pour un chemisage donné est égale à cet effort divisé par la section du piston. En connaissant la valeur de cet effort et les pertes de charges, on peut calculer le diamètre de la chemise appropriée.
19.5. Les puissances 19.5.1. Puissance hydraulique
C'est la puissance fournie par la pompe pour faire circuler le fluide de forage à travers le circuit.
PH = PR x QR/450
19.5.2. Puissance mécanique C'est la puissance maximale admissible sur l'arbre d'entrée de la pompe.
PM = PH/ηηηηm
Avec : PH = puissance hydraulique en chevaux PR = pression de refoulement en kgf/cm² QR = débit réel en l/mn. PM = puissance mécanique en chevaux ηm = rendement mécanique de la pompe.
20. Matériel annexe
20.1. Les pompes de suralimentation Dans un cylindre, la vitesse du piston passe de la valeur nulle au début de sa course à la valeur maximale au milieu. Les forces d'inertie de ce mouvement irrégulier génèrent des

- 88 -
MMMoooddduuullleee MMM111
pertes de charges supplémentaires, qui créent dans le liquide des cavités remplies d'air : c'est la cavitation, qui provoque des coups de bélier, des cognements et des vibrations, ce qui entraîne l'usure rapide des pièces en contact avec le liquide.
L'utilisation des pompes centrifuges basse pression de suralimentation par l'intermédiaire desquelles les pompes à boue aspirent des bacs permet d'obtenir un meilleur remplissage des cylindres, ce qui diminue les coups de bélier. Le débit obtenu est plus grand et le rendement volumétrique devient maximal. Ces pompes aspirent directement des bacs et refoulent dans la conduite d'aspiration des pompes de forage. Elles sont entraînées soit par un moteur électrique à courant alternatif soit par l'arbre grande vitesse de la pompe de forage par l'intermédiaire de chaînes ou courroies. Ces pompes doivent avoir un débit et une pression suffisants pour répondre aux besoins des pompes de forage à débit maximum.
20.2. Les amortisseurs de pulsation 20.2.1. Sur le refoulement
Le débit instantané d'une pompe étant irrégulier, surtout pour les pompes duplex, il y a des variations de pression importantes qui provoquent des vibrations et des chocs néfastes sur la pompe et sur tout le circuit de refoulement. Pour réduire ces effets, on équipe la pompe de forage d'un amortisseur de pulsations sur le refoulement, préchargé à l'air ou à l'azote à 25% de la pression maximale de service de la pompe. Lorsque la pompe travaille, la boue pénètre sous la membrane et la comprime. Le volume de l'azote diminue si la pression de refoulement augmente et augmente si elle diminue, régularisant ainsi le débit et les fluctuations de pression. La pression de précharge est contrôlée à l'aide d'un manomètre situé à sa partie supérieure.
Robinet de précharge azote
Manomètre
Couvercle
Corps
Membrane remplie d’azote
Plateau en aluminium

- 89 -
MMMoooddduuullleee MMM111
20.2.2. Sur l'aspiration Le mouvement des clapets d'aspiration crée une variation très rapide de la pression de la boue dans la conduite d'aspiration des pompes triplex. On installe un amortisseur de pulsation sur l'aspiration pour réduire ce phénomène. Cet amortisseur comprend une membrane séparant la boue en dessous de l'air au-dessus comprimé à 40 psi. En fonctionnant normalement, le dessus de la membrane apparaîtra dans l'axe du regard de contrôle.
20.3. La soupape de sécurité : La soupape de sécurité est placée juste à la sortie des pompes et a pour rôle de protéger le circuit de refoulement contre les surpressions.
20.3.1. Soupape à clou Dans la soupape à clou, un piston, muni d'une garniture à sa partie inférieure, fait étanchéité sur le corps. Il y est maintenu par un clou glissé à travers les trous de la tige et du couvercle. La pression d'ouverture est égale à la résistance de cisaillement du clou. Une plaque indicatrice munie d'un jeu de trous correspondant aux diamètres des clous est fixée sur le corps de la soupape. En face de chaque trou est indiquée la pression de déclenchement.
20.3.2. Soupape à ressort La pression de la boue s'exerce sur une soupape qu'un ressort maintient appliquée sur son siège. La pression d'ouverture de la soupape est déterminée par la tension du ressort, qui est réglée par l'intermédiaire d'un écrou. Lorsque la pression exercée dépasse la pression de réglage du ressort, la soupape s'ouvre et libère la boue qui passe
Entrée de la boue
Conduite d’aspiration
Air
Membrane
Trou de contrôle

- 90 -
MMMoooddduuullleee MMM111
par une conduite vers les bacs ou le bourbier. Le réenclenchement de la soupape est assuré par le basculement d'un levier situé sur le côté.
Soupape à clou Soupape à ressort

- 91 -
MMMoooddduuullleee MMM111
LE CIRCUIT HAUTE PRESSION Le circuit haute pression permet l'acheminement de la boue de forage depuis le refoulement de la pompe jusqu'à la tête d'injection. 8. Les conduites [lines] et le manifold de refoulement [discharge] des pompes Les conduites de refoulement (figure 1) acheminent la boue des pompes au manifold de plancher. Il y a généralement une ligne de refoulement par pompe.
Après l'amortisseur de pulsation, un système de plusieurs vannes, appelé manifold de refoulement, permet l'utilisation de n'importe quelle pompe, sur l'une ou l'autre des lignes de refoulement, ainsi que l'isolation d'une pompe si nécessaire. Toutes les vannes sur le circuit haute pression (HP) sont, par sécurité, doublées. Toutes les conduites HP sont soit en tube line-pipe (LP) à extrémités lisses type « regular » ou « extra strong » filetées ou soudées ou munies de brides pour les pressions supérieure à 5000 psi. Les coudes et les tés de liaison sont en acier forgé ou moulé. Pour faciliter les montages rapides on utilise des raccords rapides, rigides ou à rotule (figure 2).
Certaines conduites sont parfois remplacées par des chiksans (tubes line-pipe sur les extrémités desquels sont vissés des embouts spéciaux comportant des paliers à billes qui permettent le déplacement dans toutes les directions) (figure 3) ou des flexibles haute pression. Ces conduites sont repérées par leur série qui définit les pressions de service et les dimensions des brides et des filetages.
Figure 1 : conduites de refoulement
Figure 2 : raccords rapides

- 92 -
MMMoooddduuullleee MMM111
9. Le manifold de plancher (figure 4) Il permet la liaison des conduites de refoulement avec la ou les colonnes montantes et les sorties vers la tête de puits (kill-line). Un système de vannes HP doublées par sécurité, permet l'acheminement de la boue vers la colonne en service. Le manifold est également équipé d'une vanne de purge, permettant la décompression de tout le circuit de refoulement.
10. La colonne montante [standpipe] Elle permet la liaison entre le manifold de plancher et le flexible d'injection. Sa longueur est calculée de telle façon que son extrémité supérieure soit à égale distance des positions extrêmes de la tête d'injection, le flexible d'injection n'atteignant le plancher que dans la position la plus basse de la tête d'injection. Par soucis de sécurité, on utilise deux colonnes montantes juxtaposées dans le mât, permettant le montage d'un deuxième flexible d'injection, utilisable rapidement en cas de problèmes importants sur celui en service. La colonne montante est placée le long d'un des pieds du mât (à l'intérieur de la cornière) ou quelquefois sur une de ses faces. Placée le long des pieds, elle est soutenue d'une façon plus rigide et aura moins tendance à vibrer. 11. Le flexible d'injection [kelly hose, mud hose]
Figure 3 : chiksans
Figure 4 : manifold de plancher

- 93 -
MMMoooddduuullleee MMM111
Il relie l'extrémité de la colonne montante à la tête d'injection. Il doit résister aux hautes pressions de la boue. Le flexible est un tuyau armé souple (figure 5). Il possède un tube intérieur en caoutchouc spécial résistant à l'huile, recouvert de couches de toile spéciale (revêtement souple) qui assurent la résistance dans le sens de la longueur. Au-dessus on trouve l'armature (carcasses primaire et secondaire) destinée à assurer la résistance à l'éclatement tout en conservant la souplesse nécessaire. Elle peut être formée de plusieurs couches de fils d'acier ou de petits câbles, enroulés en spirales de sens inverse, noyés dans le caoutchouc. Extérieurement le tuyau est recouvert de couches de protection en toile caoutchoutée (garniture extérieure).
Les points les plus sujets à détérioration en service et les plus difficiles à construire sont les deux extrémités. Elles sont munies d'un embout fileté (figure 6) dont il faut assurer l'étanchéité et la solidité.
12. Le col de cygne [goose neck] Permet le raccordement du flexible d’injection à la tête d’injection. L'angle que fait l'axe du col de cygne avec la verticale est de 15°. Le filetage du raccord sur le col de cygne est femelle LP de 2" à 4" de dimension. Un raccord-union est intercalé entre le filetage du col de cygne et celui du flexible d’injection. 13. Les raccords Le raccordement des diverses pièces d'une canalisation fixe se fait soit par soudure, soit au moyen de manchons vissés, soit par des brides assemblées par boulons et écrous, soit par des raccords-union (figure 7).
Les assemblages par brides ou par raccords-union permettent un montage/démontage facile ; cependant, les raccords-union sont plus rapides à monter et démonter que les brides.
Figure 5 : flexible d’injection (en coupe)
Figure 6 : embout fileté
Figure 7 : raccord-union

- 94 -
MMMoooddduuullleee MMM111
Les raccordements par manchons, brides et raccords-union ne tolèrent pas des défauts d'alignement. On utilise alors soit des canalisations souples (flexibles), soit articulées, dont les éléments en acier sont reliés par des raccords spéciaux permettant, en service, les mouvements d'un élément par rapport à l’autre. 14. Les vannes [valves]
14.1. Vannes à haute pression Installées sur les conduites de refoulement, elles existent en plusieurs types. Les plus répandues sont les vannes à opercule munies d'un siège en caoutchouc (figure 8). Il peut être en acier pour les vannes qui risquent le sifflement (comme les vannes du manifold de duses). D'autres sont équipées d'un boisseau sphérique ou cylindrique. Une vanne est caractérisée par sa dimension nominale en pouces et sa série en psi. Pour ne pas la détériorer, une vanne doit être totalement ouverte ou fermée et ne doit pas être manoeuvrée sous pression. En outre, elle ne doit jamais être bloquée en position ouverte.
14.2. Vannes basse pression A papillon ou à opercule, elles sont montées sur les conduites d'aspiration et sur le circuit de boue basse pression (figure 9). Les vannes papillon se ferment en un quart de tour. La commande de cette vanne est dans l'axe de la conduite quand elle est ouverte, et perpendiculaire à celle-ci lorsqu'elle est fermée.
Figure 8 : vanne à haute pression
Figure 9 : vanne à basse pression

- 95 -
MMMoooddduuullleee MMM111
LES MESURES 6. Nature des mesures Les mesures concernent : - soit des paramètres de consigne à respecter, - soit des variables de surveillance, - soit des variables de contrôle géologique. L'acquisition de ces mesures se fait en des points très dispersés sur l'appareil de forage. 7. Buts des mesures Que ce soit pour une utilisation immédiate ou différée, les mesures en cours de forage ont quatre principaux objectifs : - sécurité, - contrôle du travail, - établissement de documents techniques, - conduite du forage, reconnaissance des formations et des fluides.
7.1. Sécurité 7.1.1. Protection du matériel
Toute défaillance du matériel entraîne un risque pour le personnel. Il est donc nécessaire de vérifier que la donnée mesurée ne franchit pas un certain seuil ou reste comprise entre les limites fixées à l'avance. A cette mesure, on associe des alarmes visuelles ou sonores, des visualisations (sur cadran, sur papier, etc...), des rétroactions (arrêt automatique de l'action en cours).
7.1.2. Protection du personnel Ces mesures sont faites pour assurer la protection directe du personnel contre les effets biologiques dus à la présence de produits dangereux (H2S, CO2...) et contre le risque d'incendie ou d'explosion (présence d'hydrocarbures liquides et surtout gazeux). Ces détections sont en général assurées par :
- des détecteurs d'ambiance avec alarme, - des systèmes de détection et d'analyse groupés dans une cabine de mesure. Des
enregistrements graphiques permettent une étude plus fine et le déclenchement éventuel d'une alerte.
7.2. Contrôle du travail
7.2.1. Respect des consignes Les consignes, fixées en général par le maître d'œuvre, portent principalement sur les paramètres de forage.
7.2.2. Analyse des temps L’analyse des temps, se traduisant par un enregistrement graphique des paramètres de forage en fonction du temps, est nécessaire pour la facturation et le jugement de l'activité du chantier.
7.2.3. Archivage légal

- 96 -
MMMoooddduuullleee MMM111
Les enregistrements graphiques constituent des archives légales ou réglementaires, utilisées pour juger d'un litige ou d'un incident entre entrepreneurs et maître d'oeuvre, ou consultées par les administrations et les autorités de tutelle qui exercent un droit de regard ou d'information sur les activités des sociétés pétrolières. Ils peuvent également servir aux enquêtes des sociétés d'assurance dans le cas d'accident suivi de préjudices corporels ou matériels.
7.3. Etablissement de documents techniques Outre l'exploitation immédiate faite sur chantier, les différents enregistrements serviront ultérieurement, sous une forme synthétique plus élaborée, pour différentes études.
7.3.1. Exploitation immédiate Les enregistrements conservés permettent une comparaison des valeurs mesurées et un suivi de l'évolution des phénomènes. Dans la majorité des cas, ces documents seront utilisés pour la conduite immédiate de forage.
7.3.2. Exploitation à posteriori Toutes les informations recueillies sur le puits doivent être rassemblées sur des documents de synthèse pour permettre une approche plus objective et une meilleure compréhension des phénomènes. Ceci permet surtout d'optimiser les programmes de forage.
7.4. Conduite du forage, reconnaissance des formations et des fluides Toutes les mesures faites sont importantes pour la suite des opérations de forage. Le but est de présenter aux responsables toutes les informations nécessaires à une prise rapide de décision. 8. Utilisateurs des mesures
8.1. Le chef de poste Pour le respect des règles de sécurité et des consignes de forage, le chef de poste a d'abord besoin d'alarmes visuelles ou sonores, dont les seuils sont réglables. L'affichage analogique (par aiguille sur un cadran) est nécessaire pour apprécier, puis anticiper les variations des phénomènes rapides (ex. poids au crochet). L'affichage numérique ne se justifie que pour les variables relativement stables (ex. vitesse de rotation). L'enregistrement graphique sur papier est indispensable pour l'analyse des temps et la rédaction du rapport de chef de poste. Pour la conduite du forage, seule la visualisation graphique (enregistrement papier ou écran graphique) permet d'évaluer ou de comparer les tendances ou les évolutions des différentes variables.
8.2. Les responsables du puits Pour les décisions immédiates, les responsables du puits utilisent les mêmes mesures que celles du chef de poste. Par ailleurs, dans la cabine de mesures, ces responsables disposent, en général, d'un certain nombre de données complémentaires.
8.3. Les entrepreneurs et sociétés de services Le personnel va se servir de tous les moyens d'information, en ce qui concerne la sécurité et la conduite des opérations.

- 97 -
MMMoooddduuullleee MMM111
Pour le contrôle du travail, les entreprises attachent une importance particulière à l'enregistrement graphique sur papier qui permet de prouver la qualité de leur travail et justifier la facturation correspondante. Dans certains cas (ex. de la cimentation), un enregistrement spécifique est fourni systématiquement par la société de services.
8.4. Les services d'ingénierie Ces services disposent des enregistrements et des rapports réalisés sur chantier. L'exploitation à posteriori des enregistrements graphiques n'est possible que s’ils sont habillés de commentaires et explications.
8.5. Les administrations Ces organismes utiliseront des rapports de synthèse élaborés par les ingénieries du maître d'oeuvre. Ce n'est qu'en cas de litige, d'accident, etc..., que certains enregistrements originaux du chantier doivent être communiqués. 9. Présentation des mesures
9.1. Alarmes Elles fonctionnent en "tout ou rien" sur franchissement d'un seuil. Elles sont : - visuelles : lampes vertes ou rouges, éteintes ou allumées ; - sonores : klaxon, sirène. Il est recommandé d’indiquer la valeur du seuil à côté de l'alarme.
9.2. Affichage analogique Cet affichage indique l'écart par rapport à une référence et permet d'anticiper les variations rapides et donc de régler l'approche ou le maintien sur une valeur de consigne. Sa lecture est rapide et sans fatigue. Dans la majorité des cas, il s'agit d'aiguilles ou de repères se déplaçant devant un cadran circulaire ou une fenêtre rectangulaire qui peuvent comporter des couleurs signalant les conditions de fonctionnement.
9.3. Affichage numérique Ce type d’affichage est plus fiable et plus robuste que les systèmes à cadran et surtout moins encombrant. Il est, par contre, fatigant à lire si le phénomène mesuré n'est pas stable. Ils peuvent être électromécaniques (totaliseurs de coups de pompe ou de mètres forés), électriques par diode ou par segment pour les paramètres stables (vitesse de rotation, coups pompe par minute) ou alphanumérique (informatique).
9.4. Enregistrement analogique

- 98 -
MMMoooddduuullleee MMM111
Cet enregistrement est tracé en fonction du temps. Il se fait sur des supports en papier qui peuvent être :
- Circulaires (camembert), qui présentent les défauts suivants : − manque de précision vers le centre ; − limitation à trois pistes ; − manque de clarté, − impossibilité de mesurer les pentes.
- Rectangulaires multipistes, à raison d’une piste par paramètre. Le tracé est continu.
Il existe également des enregistreurs qui tracent les évolutions simultanées de deux variables X et Y liées par une loi Y = f(X), comme l’enregistrement du couple de vissage en fonction du nombre de tours ou l’enregistrement de la pression d'injection en fonction du volume pompé.
9.5. Enregistrement numérique Cet enregistrement peut se faire sur du papier à l’aide d’une imprimante ou sur un support magnétique. 10. Les différentes mesures
10.1. Poids au crochet On mesure la tension au brin mort par une cellule à pression hydraulique. Le capteur est sensible aux vibrations du brin mort. La transmission est hydraulique, ce qui entraîne une erreur due à la différence de niveau entre l'ancrage et l'indicateur (9 m d'écart donnent 4 t d'erreur). Ceci est normalement corrigé dès la mise en place du capteur.

- 99 -
MMMoooddduuullleee MMM111
10.2. Vitesse de rotation de la table Un capteur de proximité magnétique est fixé sur l'arbre d'attaque de la table ou sur des plots ferreux fixés sous la table.
10.3. Couple d'entraînement de la table Le couple d'entraînement appliqué en tête de la garniture donne une idée sur le couple à l'outil. En effet, le couple d'entraînement de la table est faussé par l'inertie de la garniture, les frottements et l’inclinaison. On détermine le couple en mesurant la tension de la chaîne de transmission treuil – table, ou, sur les tables à moteur électrique indépendant, l'intensité du courant d'alimentation de ce moteur.
10.4. Vitesse de déplacement du moufle Pour déterminer la vitesse de déplacement du moufle, on mesure le déroulement d'un câble fixé à la tête d'injection passant par le moufle fixe et revenant à un tambour à came doté d’un codeur optique. Le câble peut s’enrouler sur un tambour cannelé posé sur le moufle fixe. On peut aussi mesurer cette vitesse à l’aide d’un codeur électrique fixé sur l'arbre du treuil.
10.5. Couple de vissage La mesure se fait soit par un capteur dynamométrique qui mesure la tension du câble mort sur la clé fixe, soit par un capteur hydraulique sur le mécanisme de serrage des clés automatiques. Dans les deux cas, la transmission est hydraulique.
10.6. Pression d'injection et pression annulaire Dans une cellule fixée à la colonne montante, une membrane sépare la boue de la chambre de mesure pleine d'huile. Ce système permet d'éviter la corrosion, l'érosion et le dépôt des solides au niveau du capteur. Le capteur est hydraulique ou électrique. Les types les plus fréquents sont :
− Mesure par tube de Bourdon en spirale ou en U. − Mesure par extensomètre : le capteur est un pont de jauges collées. On mesure
soit une variation de résistance soit le signal émis par un semi conducteur.
10.7. Débit Débit entrée : le capteur est placé sur la colonne montante. Débit sortie : le capteur est placé avec un bac de mise en charge, ou tout autre système de régulation du débit. Le débit peut être mesuré par un compteur de coups de pompe par minute.
10.8. Totalisateur de coups de pompe Le totalisateur est utilisé pour mesurer tout déplacement ou mise en place de volumes de fluides dans le trou (comme la chasse du ciment ou le contrôle d’une venue). Le capteur peut être mécanique qui consiste en un doigt entraîné par une partie du piston, ou de proximité, qui peut être magnétique, capacitif (détection des plastiques ou des métaux non ferreux), à induction ferromagnétique, etc...
10.9. Mesure de coups de pompe par minute

- 100 -
MMMoooddduuullleee MMM111
Le capteur est mécanique ou de proximité avec une base de temps, comme le tachymètre, placé sur l'arbre de la pompe.
10.10.Volumes de boue dans les bassins La mesure se fait par un système à flotteur qui entraîne un potentiomètre. Le système de flotteur à déplacement vertical est préférable au système à bras. Il est recommandé d'avoir des seuils d'alarme haut et bas pour chacune des échelles ou, à défaut, pour l'échelle du bac à boue dans lequel s'effectue l'aspiration des pompes de forage. Un affichage dilaté des pertes ou des gains autour d'une valeur de référence est souhaitable.

- 101 -
MMMoooddduuullleee MMM111
CONTROLE DE VENUES
6. Les pressions [pressures] 6.1. Pression de formation - gradient de pression
La pression de formation (ou pression de pores) est la pression du fluide contenu dans la roche. La pression est d'autant plus élevée que la profondeur est plus grande. L'eau accumulée dans une formation poreuse aura une pression plus élevée à grande profondeur. La forme ou le diamètre du puits ne change en rien ces valeurs ; le seul paramètre important est la distance verticale, séparant la formation de la surface. La pression hydrostatique exprimée en kgf/cm², c'est-à-dire la pression exercée par le fluide, est :
PH = Z d / 10 Avec : PH = pression hydrostatique en kgf/cm², Z = distance verticale en m, d = masse volumique (appelée sur chantier densité) en kgf/l,
Pf = pression de formation en bar.
Le gradient de pression G en bar/m est l'augmentation de la valeur de la pression de formation rapportée à l'augmentation de la profondeur, dans un milieu perméable.
G = Pf / Z
Le gradient de pression pratique Gp est la variation de pression sur 10 mètres. Cette valeur est assimilée à la densité du fluide en place s’il y a continuité de phase, transmissibilité des pressions et immobilité du fluide entre les deux points de mesure.
Gp = Pf / 10*Z
6.2. Ecoulement artésien
Terre Eau douceRéservoir d’eau douce
Roches imperméables

- 102 -
MMMoooddduuullleee MMM111
Dans un puits artésien, la roche réservoir, poreuse, a été chargée par les eaux de pluie. Un puits foré pour entrer dans la couche d'eau présentera un débit d'eau parce que la pression du réservoir est supérieure à la pression de la colonne hydrostatique. La boue est utilisée pour maintenir la pression de formation. Ceci constitue une des raisons principales de l'utilisation de la boue lors d'un forage.
6.3. Pression hydrostatique La faculté, pour un fluide de forage, de contrôler la pression de formation dépend de la pression hydrostatique qu'il exerce. C'est cette pression qui intervient lorsqu'il n'y a pas de circulation.
6.4. Pression de fond en circulation Si la boue circule, une pression supplémentaire due aux pertes de charges dans l’espace annulaire s’ajoute à la pression hydrostatique de la boue. La pression de circulation (pression lue au manomètre de la pompe de forage) est la somme des pertes de charges, c'est-à-dire la perte par frottements de la boue dans l'ensemble du circuit. Mais seules les pertes de charges consommées dans l'espace
P
P
Puits ouvert
Puits fermé

- 103 -
MMMoooddduuullleee MMM111
annulaire doivent être ajoutées à la pression hydrostatique pour obtenir la pression appliquée sur le fond en régime dynamique.
7. Causes des venues [kick] Il y a venue quand les fluides en place dans un réservoir débitent dans le puits. Ces fluides peuvent être soit de l'eau, soit du gaz ou de l'huile, soit un mélange. La gravité de la situation dépend du volume et de la nature du fluide intrus. Les causes d'une venue peuvent être attribuées à un ou plusieurs des éléments suivants:
- pression exercée par la boue inférieure à la pression de formation, - effet de pistonnage en manœuvre entraînant une diminution de la pression de
fond, - défaut de remplissage du puits pendant la remontée, - perte de circulation.
7.1. Densité requise
La densité doit être telle que la pression hydrostatique exercée est au moins égale à la pression de formation. Dans le cas contraire, il y intrusion du fluide du réservoir dans le puits.
7.2. Effet de pistonnage [swabbing] Un effet de pistonnage apparaît lorsque la garniture de forage est remontée trop rapidement ; il y a alors réduction de la pression de fond. 8. Détection d'une venue en cours de forage
Pression de refoulement = Pr = Pci + Pce + Pco
Pertes de charge intérieur = Pci
Pertes de charge extérieur = Pce
Pression fond = Ph + Pce
Pertes de charge outil = Pco

- 104 -
MMMoooddduuullleee MMM111
Les venues, contrôlées ou non, constituent non seulement une perte de temps et d'argent mais peuvent entraîner des pertes en vies humaines et en matériel. Seules des équipes de forage expérimentées et attentives peuvent minimiser les risques en prenant toutes les précautions nécessaires et surtout en reconnaissant immédiatement les signes précurseurs d'une venue. Les indices qui peuvent être associés à une venue sont les suivants :
- gain dans les bassins, - débit de boue sortant du puits à circulation arrêtée, - avancement rapide, - diminution de la pression de circulation, - traces de gaz, d'huile ou d'eau dans la boue.
8.1. Gain dans les bassins
Un gain dans les bassins, à défaut d'être causé par un traitement mécanique ou par ajout de boue neuve, constitue l'indication essentielle d'une venue. Ce gain doit être détecté le plus tôt possible. En effet, plus l'augmentation du niveau des bassins sera grande et plus il faudra de contre pression en surface pour contenir la pression de formation, la pression hydrostatique exercée par la colonne de boue dans le puits étant plus faible. C'est pourquoi l’appareil de forage doit être équipé d'un indicateur de niveau des bacs pour détecter rapidement les gains et les pertes. Cet indicateur, généralement couplé à un enregistreur, doit être situé devant le chef de poste. L'accrocheur est également chargé du contrôle du niveau des bacs.
8.2. Débit de boue Dès qu'il y a augmentation du niveau des bassins, ou même s'il y a incertitude sur ce niveau, le chef de poste doit arrêter la rotation, dégager la tige d’entraînement et arrêter la pompe. On peut ainsi vérifier si le puits débite ou non. Si le gain est confirmé, le chef de poste doit immédiatement fermer les obturateurs.
8.3. Avancement rapide La vitesse d'avancement d'un outil est, entre autre, fonction de la différence existant entre la pression hydrostatique de la boue et la pression de formation. Plus cette différence est faible plus l'outil avance rapidement. Un avancement rapide peut donc indiquer une venue du fluide de formation.
8.4. Diminution de la pression de circulation La pression de circulation lue au manomètre de la pompe de forage est la somme des pressions dues aux pertes par frottement dans l'ensemble du circuit (pertes de charge). Si l'on rencontre du gaz ou un fluide plus léger que la boue pendant le forage, il y aura déséquilibre entre la pression hydrostatique dans les tiges et dans l'annulaire et la pression de circulation chutera. La pression de circulation étant plus faible la pompe de forage aura tendance à accélérer. Ces deux indices, chute de la pression de circulation et accélération de la pompe, peuvent donc être des signes précurseurs d'une venue.
8.5. Indices de gaz, d'huile ou d'eau dans la boue Les trois indices, gaz, huile et eau, n'indiquent pas obligatoirement une venue du fluide de formation dans le puits. Ils peuvent correspondre tout simplement au fluide contenu dans les terrains forés.

- 105 -
MMMoooddduuullleee MMM111
Cependant si on note ces indices à une fréquence régulière, correspondant aux ajouts de tiges en forage, on peut en conclure que la pression hydrostatique exercée par la boue est très proche de la pression de formation.
8.5.1. Indices de gaz Les gaz ont la propriété d'être très compressibles. Une faible venue à grande profondeur donne un volume de gaz très important en surface ce qui facilite sa détection. D'autre part, au fur et à mesure de sa remontée dans l'annulaire, le gaz se détend et occupe un volume de plus en plus grand. Il y a alors un débit de sortie de boue supérieur au débit de pompage, d'où une augmentation du niveau des bacs.
8.5.2. Indices d'huile Une faible venue d'huile dans la boue peut être difficile à voir. Un observateur attentif peut cependant dans certains cas noter un changement dans les propriétés rhéologiques de la boue.
8.5.3. Indices d'eau L'eau de formation étant généralement plus ou moins salée on peut noter une augmentation des ions chlorure dans la boue, ainsi qu'une modification des propriétés rhéologiques. Si cette venue est suffisamment importante on peut parfois remarquer une variation de la densité quand l'eau de cette venue arrive en surface.
8.6. Détection des venues en cours de manoeuvre Avant de commencer une manœuvre, il faut s’assurer que le puits ne débite pas. Si la pression hydrostatique de la boue est très faiblement supérieure à la pression de formation, la manoeuvre peut déclencher une venue par effet de pistonnage. Pour cela, la quantité de boue prête au démarrage de la manœuvre pour remplir le trou doit être égale au volume d'acier sorti du trou. 9. Principe de contrôle d'une venue Lorsqu'on détecte une venue, la première manoeuvre de lutte contre l'éruption consiste à fermer le puits. On détermine ensuite les pressions en jeu de manière à calculer la densité de boue requise pour équilibrer la pression de formation par la pression hydrostatique de la boue.
9.1. Fermeture des obturateurs Cette manoeuvre doit s'effectuer le plus rapidement possible de manière à limiter au maximum la quantité de fluide intrus (gain). La séquence des opérations doit être la suivante :
- arrêt de la rotation, - dégagement de la tige d’entraînement de manière à ne pas avoir un tool-joint en
face des obturateurs à mâchoires, - arrêt des pompes de forage, - fermeture de l'obturateur et branchement sur le manifold de duses.
9.2. Détermination des pressions mises en jeu
Lors d'une venue, les fluides de formation s'écoulent vers le puits. Lors de la fermeture des obturateurs, la pression de fond va remonter de telle sorte qu'elle soit équilibrée par la somme de la pression en tête des tiges et de la pression hydrostatique de la boue à l'intérieur des tiges. La pression lue en tête des tiges permet donc de calculer directement la pression de formation et en déduire la densité de boue nécessaire à l’équilibrer.

- 106 -
MMMoooddduuullleee MMM111
9.3. Détermination de la densité requise La pression en tête des tiges (Pt) représente la différence entre la pression de formation et la pression hydrostatique exercée par la boue. La densité requise pour équilibrer la pression de formation est :
dr = Pt x 10 / Z + d avec : Pt = pression en tête des tiges en kgf/cm², Z = côte verticale en m. La pression en tête de l'annulaire puits fermé, est beaucoup plus difficile à exploiter car on ne connaît pas, d'une manière générale, ni la hauteur de fluide intrus dans l'annulaire, ni sa densité.
9.4. Mise en place de la boue à densité requise Une fois la densité requise de la boue connue, on procède au barytage d'un volume de boue au moins égal au volume du puits, à cette nouvelle densité. La mise en place de la boue à densité requise s'effectue en circulant par l'intérieur des tiges. La boue remonte par l'espace annulaire, passe par le manifold de duses avant de revenir aux bacs. Le passage par le manifold de duses permet, en modulant plus ou moins l'ouverture de la duse, de maintenir une contre pression sur le fond du puits de manière à éviter toute nouvelle intrusion de fluide tant que la boue de densité requise n'est pas en place.
Pression en tête des tiges = Pt
Pression en tête de l’espace annulaire = Pa
Gain

- 107 -
MMMoooddduuullleee MMM111
10. Equipement d'obturation [blow-out preventers] 10.1. Le tubage [casing]
La base de tout assemblage d'obturation est le tubage, dont la pression d'éclatement est homogène avec la pression de travail des obturateurs.
10.2. Les obturateurs à mâchoires [rams BOP] Ces obturateurs (figure 1) ferment l'espace annulaire autour des tiges par le déplacement d’une paire de mâchoires (figure 2).
Ces mâchoires rendent étanche l'espace au-dessous d'elles. Elles peuvent être : - à fermeture totale : elles permettent de fermer totalement le puits en l'absence de
tiges ou de les cisailler si elles sont présentes, - à fermeture sur tiges : elles sont munies d'ouvertures semi-circulaires,
correspondant au diamètre extérieur des tiges, pour lesquelles elles sont prévues. Il est absolument essentiel que les mâchoires d'un obturateur correspondent exactement aux dimensions des tiges, des tubages, ou des tubings qui sont en service,
- à fermeture variable : elles permettent de fermer sur différentes tailles de tiges et même sur la tige d’entraînement.
10.3. Les obturateurs annulaires [annular BOP]
Ces obturateurs (figure 3) emploient une membrane en caoutchouc synthétique, qui fait étanchéité sur différents diamètres de la garniture de forage. Elle peut même permettre de petits mouvements de translation et rotation, et fermer complètement le trou s’il est vide.
Figure 1 : obturateur à mâchoires Figure 2 : mâchoires

- 108 -
MMMoooddduuullleee MMM111
10.4. Commande des obturateurs Les obturateurs sont à commandes hydrauliques. Une unité d'accumulateurs (figure 4) permet de stocker du fluide hydraulique sous pression de manière à assurer une fermeture rapide des obturateurs. La mise en pression s'effectue à la fois par des pompes électriques d’autres pneumatiques. Cette unité d'accumulateurs ainsi que le tableau de commandes des obturateurs doivent se trouver à une distance sûre du puits de manière à pouvoir être opérés rapidement et de manière adéquate en cas d'urgence. Un tableau de commande secondaire est généralement situé sur le plancher de forage à porté de main du chef de poste.
10.5. Manifold de duses [choke manifold] Pendant le contrôle de venues, la circulation de boue s'effectue au travers du manifold de duses (figure 5) par l'intermédiaire de la choke-line. En fermant plus ou moins les
Figure 3 : obturateur annulaire

- 109 -
MMMoooddduuullleee MMM111
duses on module la contre pression appliquée dans l'annulaire et sur le fond du puits et on évite ainsi toute nouvelle intrusion du fluide de formation dans le puits. La pression de travail de toute la partie du manifold située en amont des duses doit être au moins égale à celle des obturateurs.
Les diamètres des conduites et des vannes doivent être suffisants de manière à ne pas créer de pertes de charges excessives. Le contre pression exercée sur le fond du puits, en cas de venue, devant être maintenue d'une manière relativement précise, il est recommandé d'utiliser une duse réglable plutôt qu'une duse fixe. En effet la duse réglable permet de compenser les phénomènes d'abrasion dus aux particules solides contenues dans la boue. Des duses réglables peuvent être commandées hydrauliquement à partir d'un tableau de commandes situé près du chef de poste. Ce tableau comporte, en plus de la commande de la duse, un ou plusieurs compte-coups de pompe et deux manomètres indiquant les pressions tiges et annulaire.
10.6. Choke-line C'est la ligne qui relie les obturateurs au manifold de duses. Sa pression de travail doit être la même que celle des obturateurs. Idéalement elle est la plus droite possible de manière à limiter au maximum les pertes de charges et les phénomènes d'érosion. Elle est équipée de 2 vannes situées le plus près possible de l'obturateur. Une de ces vannes peut être commandée hydrauliquement et à distance (HCR).
10.7. Kill-line C'est une ligne haute pression qui permet de pomper dans l'annulaire dans le cas ou on ne peut pas circuler normalement par les tiges de forage. Cette ligne doit se trouver branchée en dessous de l'obturateur à mâchoire utilisé pour contrôler une venue. Toutes les vannes et les lignes de la kill-line doivent avoir une pression de travail égale ou supérieure à celle des obturateurs. La kill-line ne doit en aucun cas être utilisée comme ligne de remplissage du puits. En effet une utilisation continuelle risque de provoquer une usure par érosion préjudiciable à son utilisation en cas de problème grave.
Figure 5 : manifold de duses

- 110 -
MMMoooddduuullleee MMM111
FLUIDES DE FORAGE Les fluides de forage doivent avoir des propriétés telles qu'ils facilitent, accélèrent le forage, favorisent ou tout au moins ne réduisent pas d'une manière sensible et permanente les possibilités de production des sondages. 10. Rôles de la boue [mud] Les boues de forage doivent avoir les propriétés leur permettant d'optimiser les fonctions suivantes :
- nettoyage du puits - maintien des déblais en suspension - sédimentation des déblais fins en surface - refroidissement et lubrification de l'outil et du train de sonde - prévention du cavage et des resserrements des parois du puits - dépôt d'un cake imperméable - Prévention des venues d'eau, de gaz, ou d'huile - augmentation de la vitesse d'avancement - entraînement de l'outil - diminution du poids apparent du matériel de sondage - apport de renseignements sur le sondage - contamination des formations productrices - corrosion et usure du matériel - toxicité et sécurité
10.1. Nettoyage du puits [well]
La boue doit débarrasser le trou des particules de formation forées qui se présentent sous forme de débris de roche "cuttings" ou "déblais".
10.2. Maintien des déblais [cuttings] en suspension La boue doit non seulement débarrasser le puits des déblais de forage durant les périodes de circulation, mais elle doit également les maintenir en suspension pendant les arrêts de circulation.
10.3. Sédimentation des déblais fins en surface Alors que la boue doit permettre le maintien en suspension des déblais dans le puits durant les arrêts de circulation, ce même fluide doit laisser sédimenter les déblais fins en surface ; bien qu'apparemment ces deux aptitudes semblent contradictoires, elles ne sont pas incompatibles.
10.4. Refroidissement et lubrification de l'outil et du train de sonde Du fait de son passage en surface, la boue en circulation se trouve à une température inférieure à celle des formations ce qui lui permet de réduire efficacement l'échauffement

- 111 -
MMMoooddduuullleee MMM111
de la garniture de forage et de l'outil. Cet échauffement est dû à la transformation d'une partie de l'énergie mécanique en énergie calorifique.
10.5. Prévention du cavage et des resserrements des parois du puits La boue doit posséder des caractéristiques physiques et chimiques telles que le trou conserve un diamètre voisin du diamètre nominal de l'outil. Le cavage est causé par des éboulements, par la dissolution du sel, par la dispersion des argiles, par une érosion due à la circulation de la boue au droit des formations fragiles, etc... Les resserrements ont souvent pour cause une insuffisance de la pression hydrostatique de la colonne de boue qui ne peut équilibrer la pression des roches.
10.6. Dépôt d'un cake imperméable La filtration dans les formations perméables d'une partie de la phase liquide de la boue crée un film sur les parois du sondage, ce film est appelé cake. Le dépôt du cake permet de consolider et de réduire la perméabilité des parois du puits.
10.7. Prévention des venues d'eau, de gaz, ou d'huile Afin d'éviter le débit dans le sondage des fluides contenus dans les réservoirs rencontrés en cours de forage, la boue doit exercer une pression hydrostatique suffisante pour équilibrer les pressions de gisement. La pression hydrostatique souhaitée est maintenue en ajustant la densité entre des valeurs maximum et minimum.
10.8. Augmentation de la vitesse d'avancement Au même titre que le poids sur l'outil, la vitesse de rotation et le débit du fluide, le choix du type et les caractéristiques de la boue conditionnent les vitesses d'avancement instantanées, la durée de vie des outils, le temps de manœuvre, en un mot, les performances du forage. Un filtrat élevé augmente la vitesse d'avancement. Les très faibles viscosités sont aussi un facteur favorable à la pénétration des outils.
10.9. Entraînement de l'outil Dans le cas du turboforage la boue entraîne la turbine en rotation. Cette fonction, l'amenant à passer à travers une série d'évents et à mettre en mouvement les aubages, implique certaines caractéristiques et rend impossible ou très délicat l'utilisation de certains produits (colmatants).
10.10.Diminution du poids apparent du matériel de sondage Bien que ce soit beaucoup plus une conséquence qu'une fonction, la présence d'un fluide d'une certaine densité dans le puits permet de diminuer le poids apparent du matériel de sondage, garniture de forage et tubages ceci permet de réduire la puissance exigée au levage.
10.11.Apport de renseignements sur le sondage La boue permet d'obtenir des renseignements permanents sur l'évolution des formations et fluides rencontrés. Ces renseignements sont obtenus par :
- les cuttings remontés par la circulation de boue - l'évolution des caractéristiques physiques et/ou chimiques de la boue - la détection des gaz ou autres fluides mélangés à la boue

- 112 -
MMMoooddduuullleee MMM111
10.12.Contamination des formations productrices La présence de la boue au droit des formations poreuses et perméables exerçant une pression hydrostatique supérieure à la pression de gisement peut nuire à la future mise en production.
10.13.Corrosion et usure du matériel La boue peut accélérer l'usure du matériel de sondage, par une action mécanique, si elle contient des matériaux abrasifs. Elle peut aussi être corrosive par une action électrolytique due à un déséquilibre chimique.
10.14.Toxicité et sécurité La boue de forage ne devra pas présenter de danger pour la santé du personnel. Elle ne devra pas non plus créer de risques d'incendie, tout particulièrement dans le cas d'utilisation de boues à base d'huile. 11. Boues à l’eau et à l’huile On classe habituellement les fluides en fonction de la phase continue et de la phase qui y est dispersée.
11.1. Fluides à base d'eau [water base muds]
11.1.1. boue naturelle eau douce eau de mer
11.1.2. boue bentonitique simple bentonite (en eau douce) attapulgite (en eau salée)
11.1.3. boue bentonitique améliorée
polymère tanins lignosulfonates
11.1.4. Boue calcique
chaux gypse
11.1.5. boue salée saturée
11.1.6. boue à faible teneur en solides
11.1.7. boue au bio polymère
11.1.8. boue inhibitrice
phosphate potassium magnésium calcium aluminium boue émulsionnée à l'huile

- 113 -
MMMoooddduuullleee MMM111
11.2. Fluides à base d'huile [oil base muds]
11.2.1. boue à l'huile (teneur en eau 5 % maxi) 11.2.2. boue émulsionnée inverse (teneur en eau 50 % maxi)

- 114 -
MMMoooddduuullleee MMM111
12. Principaux produits a boue : rôle et utilisation Un très grand nombre de produits sont employés dans les fluides de forage. Certains ont un rôle particulier, d'autres ont un rôle multiple. Les principaux produits employés dans les boues vont être examinés.
12.1. Colloïdes argileux 12.1.1. Les bentonites
Les bentonites sont des argiles sodiques du type montmorillonite qui présentent la propriété de gonfler dans l'eau douce en absorbant de grandes quantités d'eau. Les bentonites sont employées pour augmenter la viscosité et les gels des boues douces et diminuer leur filtrat. En milieu salé (> 35 g/1 de Na Cl), les bentonites sont inefficaces et ne servent alors que de support colloïdal. Les bentonites sont livrées en sacs papier 6 plis dont 1 bituminé. Poids net : 25 ou 50 kg.
12.1.2. Les attapulgites Les attapulgites sont des argiles du type Sépiolite qui présentent la propriété de se disperser et de rester en suspension en milieu salé. Cette propriété est employée pour augmenter la viscosité et les gels des boues salées (> 35 g/l de Na Cl). Cependant, ces argiles ne présentent aucune capacité à réduire le filtrat. Les attapulgites sont livrées en sacs papier 6 plis dont 1 bituminé. Poids net : 50 kg. Bentonites et attapulgites se passent au mixer à la cadence de 1 sac de 50 kg en 5 à 10 minutes.
12.2. Colloïdes organiques 12.2.1. L'amidon
Les amidons pour boues de forage sont extraits des pommes de terre, du riz, du maïs, du blé et traités spécialement pour gonfler rapidement même dans l'eau froide et non alcaline. L'amidon est ajouté dans les boues douces ou salées pour réduire le filtrat. Son emploi exige cependant que l'une des trois conditions suivantes soit satisfaite
- pH >12 - présence anti-ferment - salinité supérieure à 200/250 g/l.
Un bon amidon doit réduire le filtrat sans trop augmenter la viscosité de la boue et il doit résister à une température de 150 °C. Présentation : les amidons sont livrés en sacs papier multi-plis dont 1 traité pour résister à l'humidité. Poids net :25 kg. L'amidon se passe au mixer, le sac de 25 kg en 10 à 15 mn.
12.2.2. La C.M.C. La C.M.C., abréviation de carboxyméthyle cellulose, est un colloïde organique infermentescible à longue chaîne. Les C.M.C. sont classées en trois catégories, fonction de la viscosité qu'elles confèrent au fluide :

- 115 -
MMMoooddduuullleee MMM111
- basse viscosité - moyenne viscosité - haute viscosité
Elles sont qualifiées de "technique" ou "purifiée" suivant la pureté du produit. Généralement, les C.M.C. techniques sont employées pour réduire le filtrat des boues réunissant les deux conditions suivantes : salinité inférieure à 30/35 g/l et calcium inférieur à 500/600 mg/l. Pour des concentrations supérieures, on préfère employer les C.M.C. "purifiées" qui, bien que plus chères, possèdent un rendement nettement meilleur. Les C.M.C. haute viscosité sont employées pour augmenter la viscosité autrement que par addition d'argile. Le rendement d'une C.M.C. diminue lorsque la salinité augmente et on lui préfère l'amidon pour contrôler le filtrat des boues salées saturées. Cependant, les C.M.C. possèdent encore un bon rendement en milieu salé saturé sous réserve de maintenir la concentration en calcium au-dessous de 400/500 mg/l. Dans ce cas-là, la boue possédera des viscosités plus basses qu'avec l'amidon. Tout comme l'amidon, les C.M.C. se dégradent lorsque la température atteint 150 °C. Certaines peuvent résister jusqu'à 180 °C. Présentation : sacs papier multi plis doublés polyéthylène. Poids net : 25 ou 40 kg. La C.M.C se passe au mixer, le sac de 40 kg en 30 mn. Les C.M.C. ne doivent pas être utilisées dans les zones acidifiables.
12.3. Les fluidifiants et défloculants 12.3.1. Les tanins
Les plus utilisés sont les tanins de Québracho (extraits de l'écorce d'un arbre poussant en Argentine) et les tanins de châtaigniers. Le pH d'un tanin non traité, en solution aqueuse, est de 4 environ. L'effet fluidifiant est fonction du pH de la boue, ce qui nécessite d'employer ce produit couplé avec de la soude. Dose d'emploi : 2 à 8 g/l. Tout comme les C.M.C et les amidons> les tanins se dégradent lorsque la température atteint 150 °C. Les tanins deviennent très vite inefficaces lorsque la concentration en calcium atteint 300 à 400 mg/1 ou lorsque la concentration en Na Cl atteint 15 à 20 9/1.
12.3.2. Les lignosulfonates Les lignosulfonates sont extraits de la pâte à papier de conifères par traitement de la pulpe à l'aide d'un acide sulfitique de métal lourd. Les premiers lignosulfonates employés furent des lignosulfonates de calcium qui permirent de résoudre des problèmes pratiquement insolubles avec l'emploi des tanins. Actuellement, on préfère les lignosulfonates de ferrochrome qui fonctionnent pratiquement dans toutes les boues à base d'eau. Ces produits possèdent la particularité de se comporter comme un fluidifiant équivalent au Québracho entre 2 et 8 g/1, et comme inhibiteur de gonflement et de dispersion des argiles à doses élevées (12 à 30 g/l). Une boue traitée à l'aide des lignosulfonates de ferrochrome résiste à de hautes concentrations en calcium et en Na CI et à des températures de 190 °C. Il est cependant nécessaire de travailler avec des valeurs de pH supérieures à 9, sinon un microbullage de masse très persistant se manifeste. Lorsque le pH atteint ou dépasse 9 le microbullage disparaît pour faire place à un bullage de surface que l'on élimine par addition d'anti-mousse.

- 116 -
MMMoooddduuullleee MMM111
Présentation : sacs papier ou jute doublés polyéthylène, Poids net : 25 ou 50 kg.
12.3.3. Les lignines Les lignines sont extraites du bois. C'est à partir des lignines que l'on obtient un lignosulfonate par traitement à l'acide sulfitique. On a cependant remarqué que si l'on "greffait" du chrome sur la molécule de lignine on obtenait un produit capable d'exalter les propriétés des lignosulfonates de ferrochrome par un phénomène connu sous le nom de "synergie". On a donc fabriqué des lignines chromées qui s'emploient en association avec les lignosulfonates et accroissent les propriétés de ces derniers.
12.4. Les additifs minéraux 12.4.1. La soude caustique (Na OH)
La soude est employée pour : - accroître le rendement des argiles : 1 à 2 kg par mètre cube de boue, 3 à 5
Kg/m3 pour les boues à l'eau de mer - augmenter le pH et accroître le rendement des produits organiques (fluidifiants et
réducteurs du filtrat) : Présentation : paillettes blanches livrées généralement en fûts métalliques. Poids net : 50 ou 200 kg. La soude s'ajoute rarement au mixer (danger de projection) et le plus souvent par le fût de traitement chimique en solution aqueuse associée aux dérivés ligneux éventuels.
12.4.2. Le carbonate de soude (Na2 C03)Le carbonate de soude est employé pour:
- accroître le rendement des argiles : 1 à 2 kg par mètre cube de boue - précipiter le calcium
Présentation : poudre blanche livrée en sacs jute. Poids net 50 à 100 kg. Le carbonate de soude se passe au mixer ou directement dans la boue (goulotte ou bassin) s'il n'est pas possible de faire autrement.
12.4.3. La bicarbonate de soude (Na HC03)Le bicarbonate de soude est employé lors des reforages de ciment pour précipiter la chaux libérée par le ciment. Présentation : poudre blanche livrée en sacs jute. Poids net 50 à 100 kg. Le bicarbonate s'utilise comme le carbonate de soude.
12.4.4. Le gypse (Ca SO4)Le gypse ou plâtre de Paris est employé pour confectionner les "boues au gypse". La solubilité du gypse est de 2,14 g/l en eau douce à la température de 20 °C. Les ions calcium apportés par le gypse empêchent le gonflement des argiles forées, ce qui permet de travailler avec des viscosités plus faibles. Présentation : poudre blanche livrée en sacs papier multi-plis. Poids net 50 kg. Le gypse se passe au mixer.

- 117 -
MMMoooddduuullleee MMM111
12.4.5. La chaux éteinte Ca (OH) 2La chaux éteinte est employée pour :
- augmenter la viscosité d'une suspension d'argile préalablement hydratée dans de l'eau (ceci entraîne une augmentation de filtrat)
- fluidifier certains types de boues salées saturées en Na Cl) - confectionner les "boues à la chaux" - débicarbonater les boues contaminées par le gaz carbonique (C02)-
Présentation : poudre blanche livrée en sacs papier multi-plis avec souvent une enveloppe extérieure en jute. Poids net 50 kg. La chaux se passe au mixer ou mieux en solution aqueuse par le fût de traitement chimique. Cadence de traitement : 50 à 100 kg à l'heure.
12.4.6. Le sel (Na CL) Le chlorure de sodium est employé pour confectionner des boues salées saturées, lorsque l'on doit forer dans des zones salifères. Présentation : sacs plastiques ou sacs de jute. Poids net : 50 ou 65 kg. Le sel se passe au mixer (6 t/h) ou en saumure par la colonne à saturation (5 m3/h).
12.4.7. Le chlorure de calcium (Ca CL2)Le chlorure de calcium est employé lorsque l'on désire confectionner des boues contenant une concentration en calcium dans le filtrat plus élevée que celle que peut fournir le gypse. Il est utilisé pour certaines boues à émulsion inverse. Présentation : écaille blanches livrées en fûts métalliques. Poids net : 50 ou 200 kg.
12.5. Les produits organiques spéciaux 12.5.1. les anti-ferments
Ces produits sont utilisés pour empêcher ou stopper la fermentation des colloïdes organiques (amidons, gommes, etc..) en milieu non stérile. On utilise en général des dérivés phénoliques. Doses d'emploi : 0,5 à 1,5 kg/m3.
12.5.2. Les anti-mousses Ces produits favorisent le dégazage de la boue. Il en existe une infinité. Citons
- le stéarate d'alumine - les alcools supérieurs (octylique, etc... - les tensioactifs (éthers polyoxyéthylénés).
Le stéarate d'alumine doit être préalablement dispersé dans l'huile : 5 kg de stéarate pour 25 litres d'huile. Les alcools et tensio-actifs sont livrés sous forme liquide et peuvent être employés tels quels. L'incorporation d'anti-mousse dans la boue s'effectue en laissant couler un faible filet de produit dans la goulotte pendant 2 ou 3 cycles, soit une dose de 0,1 à 0,3 litre par mètre cube de boue.

- 118 -
MMMoooddduuullleee MMM111
12.5.3. Les agents de décoincement Les statistiques montrent que 70 à 80 % des coincements sont des coincements par pression différentielle. Ce coincement se produit au niveau des zones perméables (calcaires, grès, etc... lorsqu'un élément du train de sonde touche la paroi du puits. Il est causé par la différence existant entre pression de formation et pression hydrostatique de la colonne de boue. Le cake forme un joint qui empêche l'égalisation des pressions. L'injection d'un bouchon d'huile est souvent inopérante, l'huile n'arrive pas toujours à s'infiltrer entre le cake et le métal, permettant l'égalisation des pressions et le décoincement. En général, ces additifs sont des tensio-actifs cationiques qui se fixent sur les parties métalliques et les roches formant un film lubrifiant et hydrophobe. Les doses d'emploi sont les suivantes : 2 à 3 % par rapport à l'huile. Ajoutons que le produit peut être employé en mesure préventive dans la boue de circulation qui doit être une boue émulsionnée, le tensio-actif n'étant dispersible que dans l'huile. Présentation : produit liquide livré en fûts métalliques de 50 ou 175 kg net.
12.5.4. Les anti-friction et extrême-pression Ces produits ont été mis au point pour réduire l'usure des outils, de la garniture, des pièces en mouvement, des pompes, etc... Les produits A.F. (anti-friction) sont en fait des lubrifiants permanents. Citons le graphite en poudre entre autres. Les produits E.P. (extrême pression) sont en fait des "anti-grippants", c'est-à-dire qu'ils déposent un film lubrifiant à l'amorce du grippage des roulements de l'outil empêchant le phénomène de se produire. Le film ne peut donc se déposer qu'à très haute température (300 à 400 °C). Les boues traitées à l'aide de ces additifs permettent une diminution de l'usure allant parfois jusqu'à 50 - 70 %. Un appareil, connu en France sous le nom de machine de NICOT, permet de mesurer la diminution de l'usure après addition des produits dans la boue. Doses d'emploi : 1 à 4 % par rapport à la boue. Les additifs sont liquides ou en poudre, selon les fabricants.
12.5.5. Les anti-corrosions Les boues aérées, les boues salées saturées et en général les boues à pH inférieur à 10 corrodent à la longue les parties métalliques avec lesquelles elles sont en contact. Pour réduire la corrosion, on ajoute parfois dans la boue des produits anti-corrosion. Citons : le chromate de soude, le bichromate de potassium, etc.... et les dérivés d'amines grasses. Les doses d'emploi varient suivant les produits : 3 g/l pour les chromates et bichromates et 0,3 à 0,5 g/l pour les dérivés d'amines.
12.5.6. Les anti-bourrants et accélérateurs de vitesse d'avancement Ces additifs empêchent les argiles forées de "coller" sur le métal des outils, ce qui évite le "bourrage" et permet d'appliquer des poids plus élevés sur un outil forant dans les argiles et les marnes.

- 119 -
MMMoooddduuullleee MMM111
On a aussi signalé des augmentations de vitesse d'avancement sans qu'il soit facile d'expliquer pourquoi. Il semble cependant que le phénomène soit lié aux propriétés tensio-actives de ces additifs. Les doses d'emploi sont de 2 à 5 % par rapport à la boue.
12.6. Les alourdissants 12.6.1. La barytine ou sulfate de baryum (Ba S04 - densité : 4,2)
C'est l'alourdissant le plus couramment utilisé. Une bonne barytine, le plus communément appelée baryte, rie doit pas contenir d'argile ni de sel soluble et sa densité doit être d'au moins 4,20. Elle ne doit pas contenir d'abrasif et sa granulométrie doit être telle qu'elle ne sédimente pas ni n'augmente pas trop la viscosité de la boue. A l'aide de la baryte on peut alourdir une boue jusqu'à une densité de 2,50. Présentation : sac papier multi plis dont un bitumé. Poids net : 50 kg. La baryte se passe au mixer à la cadence maximale de 25 t/h ou plus en cas d'urgence.
12.6.2. Le carbonate de calcium (Ca C03 - densité : 2,7) C'est un alourdissant utilisé dans les boues de complétion. Il présente l'avantage de pouvoir être détruit par acidification du cake. Il est aussi employé parfois comme "alourdissant primaire" dans les boues à l'huile de faible viscosité parce qu'il ne sédimente pas facilement. A l'aide de Ca C03, on peut alourdir une boue jusqu'à une densité de 1,20 - 1,30.Le Ca C03 se passe au mixer comme la baryte.
12.6.3. La galène ou sulfure de plomb (PbS - densité : 7,00) Cet alourdissant est employé pour obtenir des densités de boue de 2,50 à 3,00. On alourdit d'abord la boue à l'aide de baryte qui sert "d'alourdissant primaire", puis on poursuit l'alourdissement à l'aide de galène jusqu'à la densité désirée. Le produit est très abrasif et ne doit être employé qu'en cas de nécessité absolue. La galène se passe au mixer. La cadence dépend de l'humidité du produit (phénomène de "mottage").
12.6.4. Les oxydes de fer (par ex : Ferobar) Ils sont peu utilisés à cause de leur forte abrasivité.
12.7. Les colmatants Les produits colmatants naturels ou synthétiques sont en nombre considérable. Ils sont classés de la façon suivante
12.7.1. Colmatants granulaires De par leur forme anguleuse et leur répartition granulométrique, lis agissent en bloquant en profondeur les fissures. Ils ont une grande résistance mécanique aux pressions différentielles. On emploie des produits durs et calibrés. Citons :
- les coquilles de noix - les noyaux d'abricots, cerise, olive, etc....
Les granulométries utilisées sont les suivantes Super Ф : produit brut tout venant Gros Ф : de 1,6 à 5 mm (+ 33 à - 37 AFNOR) Moyen Ф : de 0,5 à 1,6 mm (+ 28 à - 33 AFNOR) Fin Ф : de 0,16 à 1,6 mm (+ 23 à - 28 AFNOR)

- 120 -
MMMoooddduuullleee MMM111
12.7.2. Colmatants fibreux Leur but est de "tisser une trame" autour des colmatants granulaires. Ils ont une faible résistance mécanique à l'extension (rupture des fibres sous l'influence des pressions différentielles). Citons : les fibres de bois, de cannes à sucres, cellulosiques.
12.7.3. Colmatants lamellaires Ils forment un colmatage surtout superficiel. Ils sont en général utilisés pour parfaire le colmatage réalisé par les colmatants granulaires et fibreux. Citons : les déchets de cellophane, de mica.
12.7.4. Colmatants gonflants Ils permettent d'obtenir très vite un fluide à très haute viscosité. Citons : les gommes, qui à l'aide d'un catalyseur, fournissent une gelée extrêmement visqueuse.
12.7.5. Colmatants à "prise" Injectés liquides, lis deviennent au bout d'un certain temps rigides. Citons : le ciment, le plâtre, etc... 13. Boues à phase continue eau - fabrication et entretien
13.1. Boue bentonitique 13.1.1. Principe
Le constituant de base est la bentonite, à laquelle viendra s'ajouter l'argile forée. Lorsque le pourcentage de celle-ci devient trop élevé, certaines caractéristiques de la boue augmentent de façon excessive, notamment les gels, la yield-value et l'épaisseur du cake. Dans la plupart des cas, la boue peut être rétablie par dessablage et dilution. En effet, il s'agit ici essentiellement d'une boue de démarrage, donc en gros diamètre, avec des avancements rapides et des pertes en surface importantes, imposant de grosses fabrications journalières. Cependant, occasionnellement, des traitements supplémentaires pourront être faits avec des phosphates, de la C.M.C., du tanin ou du F.C.L. Ceci ne constitue pas à proprement parler de nouveaux types de boues puisque ce sont des traitements strictement curatifs, s'appliquant sur une argile déjà dispersée. De plus, ce genre de traitement est limité dans le temps en efficacité et en rentabilité et permet surtout d'atteindre la cote de conversion en un type de boue plus élaboré. Fabrication : Eau : 1 000 l Soude/carbonate : 2 à 4 kg Bentonite : 50 à 80 kg
13.1.2. Caractéristiques Densité : 1,03 Viscosité : 40 à 70 secondes MARSH Filtrat : 20 cm3 (pour une eau de fabrication de dureté moyenne).
13.1.3. Cadence de fabrication 25 m3/h (pour une installation courante).

- 121 -
MMMoooddduuullleee MMM111
13.1.4. Entretien Dans le cas le plus fréquent on recherche en boue de démarrage les caractéristiques suivantes :
− viscosité et surtout gels élevés pour tenir les terrains non consolidés de surface et limiter les pertes par infiltration. Ceci sera obtenu par augmentation de l'alcalinité à la soude ou à la chaux. Celle-ci a l'inconvénient dans ces conditions d'augmenter aussi le filtrat
− densité augmentée spontanément par apport du terrain et diminuée par dilution et dessablage.
− filtrat en général non contrôlé ; cependant un dessablage, et un désiltage efficaces permettront d'améliorer la qualité du cake.
13.2. Boue au F.C.L. - soude
Ici aussi, l'ajout de F.C.L. à une boue très chargée en argile va avoir un effet sur la thixotropie et la plasticité. Par ailleurs, le filtrat va être amélioré de façon très sensible. L'ajout de soude en faible quantité (2 ou 4 parties de F.C.L. pour une partie de soude) permet avant tout de solubiliser le F.C.L., de neutraliser son acidité et de créer une légère alcalinité propice à la disparition du bullage. De même, le F.C.L. n'a ici qu'un rôle de fluidifiant et non d'inhibiteur de gonflement- dispersion comme dans une boue "bentonitique simplifiée". De tels traitements permettent de surmonter pendant un temps limité de faibles contaminations par l'anhydrite, le sel ou le ciment.
13.3. Boue (blanche) à la C.M.C. De faibles quantités de C.M.C. technique permettent de défloculer une boue de ce type qui a été légèrement contaminée. Thixotropie et filtrat seront alors nettement améliorés. La C.M.C. a donc ici avant tout un rôle de colloïde protecteur. Caractéristiques et conversion :Suivant la réactivité de l'argile forée des densités de 1,20 à 1,25 sont les maxima recommandés si un alourdissant n'est pas utilisé. Les valeurs de filtrat stables et économiques sont normalement : 20 à 25 cm3 avec la bentonite seule, 15 cm3 avec ajout de tanin/soude, 8 à 10 cm3 avec ajout de C.M.C. Le prix unitaire du mètre cube de cette boue est par définition très faible. Le pourcentage d'argile à très bas rendement est par contre élevé. Il y aura donc presque toujours intérêt à se débarrasser du volume maximal de cette boue, lorsqu'elle devra être convertie en un type plus complexe et plus cher au mètre cube.
13.4. Boue à la chaux Eau : 1 000 l Soude : 3 à 6 kg Bentonite : 50 à 80 kg Tanin : 3 à 6 kg Chaux : 8 à 15 kg Amidon : 5 à 15 kg (Ou éventuellement C.M.C. pour les boues à très faible teneur en chaux). Entretien :La particularité de ce type de boue est qu'un excès de chaux est gardé dans la boue de façon, d'une part, à favoriser l'échange Na -- Ca (calcium soluble) et, d'autre part, à permettre l'absorption d'une partie de la chaux sur l'argile et améliorer ainsi les caractéristiques rhéologiques.

- 122 -
MMMoooddduuullleee MMM111
13.5. Boue salée saturée Utilisée pour éviter le cavage du sel foré. Leur teneur en Na Cl est telle que l'argile s'y trouve dispersée essentiellement sous forme sodique, bien qu'il y ait souvent une teneur en Ca++ soluble importante (2000 à 4000 mg/1 sont courants au Sahara). Dans les conditions normales, la chaux ajoutée est sans effet sur les réactions d'échange de base et agit seulement par absorption sur la surface de l'argile, modifiant par là forme et hydratation (eau d'imbibition) de la particule et donc rhéologie et filtrat de la boue. Un excès de chaux (traitement trop rapide ou trop important, reforage ciment) amorce l'échange de base, signalé par l'apparition du Pf non nul, et l'augmentation du filtrat. Ensuite, toutes choses égales par ailleurs, le calcium diminuera. Ce fait montre bien que la présence de C03-- est nécessaire à l'échange de base et qu'une haute teneur en calcium n'est pas suffisante. Ceci explique qu'à alcalinité constante une contamination par l'eau chlorurée calcique seule soit relativement peu sensible, bien que les teneurs en calcium dépassent souvent 20 000 mg/l. Hors du Sahara, les argiles peuvent se comporter différemment et ne supporter que des teneurs en calcium bien plus faibles. La soude contrôlera alors la solubilité du Ca++ et il pourra apparaître un Pf différent de zéro, sans modification des caractéristiques de la boue, à condition que le Ca++ soit très faible.
13.5.1. Composition Eau : 1 000 l Sel : 350 kg Amidon : 25 à 35 kg Chaux : 5 à 10 kg (Attapulgite : 50 à 80 kg).
13.5.2. Cadence de fabrication 10 à 15 m3/h.
13.5.3. Entretien La viscosité sera contrôlée par maintien d'un excès de chaux (Pb) qui sera fonction de la teneur en solides (diagramme ternaire). Un surtraitement en chaux sera résorbé par ajout de bicarbonate de soude qui annula le Pf et rétablira les caractéristiques de filtration. La viscosité sera augmentée par ajout d'attapulgite.
13.5.4. Conversion L'argile étant sodique en milieu salé saturé, la saturation d'une boue sera d'autant plus difficile que l'argile est calcique dans la boue initiale. C'est en particulier le cas des boues à la chaux et surtout au gypse. La conversion ne pourra se réaliser correctement que par dilution avec 50 à 70 % de saumure, la saturation étant ensuite atteinte par ajout de sel au mixer. N.B. - La C.M.C. peut être utilisée en boue salée si la teneur en Ca++ est très faible et si l'amidon doit être exclu (température de fond 150'C par exemple).

- 123 -
MMMoooddduuullleee MMM111
13.6. Boues aux dérivés ligneux Les dérivés ligneux (lignosulfonates de ferrochrome, lignine chromée), sont ajoutés non plus tellement pour leurs propriétés fluidifiantes, mais bien pour inhiber le gonflement et la dispersion des argiles des parois et de la boue. Il s'agit donc ici essentiellement d'un rôle préventif. Les dérivés ligneux agissent en se liant à l'argile qu'ils vont protéger en bloquant échange de base et fragilisation par OH. Cette protection (les américains parlent d"encapsulation") n'est efficace que dans certaines conditions : - teneur en dérivés ligneux adaptée à la réactivité de l'argile (plus l'argile est réactive,
plus la teneur doit être élevée). - nature et force ionique du milieu permettant la solubilisation des produits ligneux. En
particulier, en milieu salé saturé, l'inhibition peut être rompue par un excès de Pf et de calcium soluble.
Il faut cependant signaler que, si une inhibition parfaite est presque toujours favorable à la tenue des parois, elle peut entraîner à la longue des difficultés de contrôle des caractéristiques boues. En effet, il y a toujours, quelque soit le type de boue, une dispersion strictement mécanique de l'argile. Sur celle-ci, une inhibition excessive peut rendre inopérant les traitements fluidifiants classiques. Thixotropie et plasticité peuvent alors devenir telles que l'inhibition doit être limitée soit en diminuant la teneur en dérivés ligneux, soit en modifiant la force ionique du milieu.
13.6.1. Composition boue douce au F.C.L./L.C. Eau 1 000 l Soude 9 à 10 kg Bentonite 50 à 100 kg F.C.L 20 à 45 kg L.C 10 à 20 kg C.M.C 5 kg (suivant filtrat désiré)
13.6.2. Composition Boue salée au F.C.L./L.C. Eau 1 000 l Sel 350 kg Soude ou chaux 10 kg Bentonite 30 à 50 kg Attapulgite 20 à 50 kg (suivant viscosité désirée) F.C.L 15 à 45 kg L.C 20 à 30 kg
13.6.3. Entretien Les F.C.L et les L.C ont un rôle préventif et curatif; leurs concentrations, ainsi que l'équilibre chimique de la boue, devront être ajustés avant l'entrée dans les argiles réactives, qui ont motivé le choix de ces types de boues. Par ailleurs, il faut noter qu'une bonne inhibition retarde la dispersion de l'argile dans la boue, mais n'augmente pas sa résistance à la charge argileuse. Les dilutions seront donc moins fréquentes, mais pourront être décidées, comme pour les types de boues classiques (par utilisation des diagrammes ternaires). Une thixotropie élevée, résistant aux traitements classiques, sera contrôlée plus aisément en faisant rétrograder l'inhibition.

- 124 -
MMMoooddduuullleee MMM111
Un bullage de masse, inconvénient inhérent à l'utilisation des F.C.L/L.C., sera détruit la plupart du temps par un réglage approprié de l'alcalinité. Les anti-mousses ne devraient donc être utilisés que pour briser les mousses de surface.
13.7. Boues à l'eau de mer L'eau de mer a une salinité de 32 à 35 g/l et des teneurs importantes en calcium et magnésium (respectivement 0,4 et 1,3 g/l). Excepté les boues salées saturées à base d'eau de mer qui ont bien évidemment un comportement identique à celui des boues salées classiques, deux types de boues spécifiques sont utilisées :
13.7.1. Boue de démarrage Eau de mer : 1000 l Soude ou carbonate : 2 à 4 kg Attapulgite : 80 à 100 kg Bentonite : 50 kg Chaux : 1 à 5 kg (augmentation de la viscosité)
13.7.2. Boue F.C.L./L.C. à l'eau de mer Eau de mer : 1000 l Bentonite : 100 kg Attapulgite : 30 à 80 kg Soude : 5 à 10 kg F. C. L. : 10 à 20 kg L.C. : 5 à 10 kg C.M.C. raffinée : 1 à 5 kg
13.7.3. Entretien Comparable à celui des boues douces au F.C.L./L.C. N.B. : La plus grande attention devra être apportée à la teneur en magnésium y compris en boue salée saturée. En effet, la pratique a montré une grave instabilité du filtrat dans ce type de boue comme dans les boues à base d'eau douce lorsque la teneur en Mg dépassait trop 0,3 g/l. 14. Boues a phase continue huile : fabrication et entretien
14.1. Boue à l'huile Indépendamment des avantages qui peuvent être retirés pour la productivité des puits, ces boues ont l'intérêt de présenter une phase continue huile sans affinité avec l'argile, qui ainsi ne subit plus les phénomènes d'hydratation, d'échange de base, etc... Ces boues sont constituées essentiellement de :
- une huile de base. dont les spécifications dépendent de l'émulsifiant utilisé et des caractéristiques finales requises pour la boue. les spécifications moyennes sont : − huile asphaltique (brut, fuel lourd) − densité entre 0,91 et 0,96 − point éclair supérieur à 80.
- un émulsifiant. Sont d'ordinaire du type "savon"(acide gras) et permettent de
baisser l'énergie inter faciale huile /eau.
- les réducteurs de filtrat, ont pour but de réduire la quantité d'huile qui filtre aux parois du puits

- 125 -
MMMoooddduuullleee MMM111
- les viscosifiants, utilisée pour augmenter la viscosité de la boue par utilisation des Bentones qui sont des bentonites rendues mouillables à l'huile par remplacement des cations échangeables par le radial amine (NH2+).
- les agents mouillants, ce sont des tensio-actifs utilisés pour favoriser la mouillabilité à l'huile des solides.
Entretien La viscosité est diminuée par addition de fuel léger et augmentée par du fuel lourd et du concentré. Cette boue résiste à 10-12 % d'eau et peut être alourdie jusqu'à densité 2,00.
14.2. Boue à émulsion inverse Cette boue présente à peu près les mêmes avantages que la boue à l'huile, puisque l'eau s'y trouve sous forme d'émulsion et n'entre pas en contact, en principe, avec l'argile. Ceci n'est pas absolument rigoureux, puisque par exemple en forage dans le sel, la phase eau de la boue se sature progressivement. De toute façon, ce contact eau argile est limité et ne peut se réaliser que très lentement. Comparée avec celle constatée en boue à l'eau, l'hydratation de l'argile en boue à l'huile sera extrêmement réduite ; ceci sera particulièrement sensible sur les déblais qui n'ont qu'un temps de séjour réduit dans la boue.
14.2.1. Composition − huile de base − émulsifiants primaire − émulsifiant secondaire − réducteur de filtrat − viscosifiant − chaux vive ou éteinte − eau douce ou saumure simple ou mixte − alourdissements simple ou mixte
14.2.2. Entretien
Rhéologie et filtrat seront ajustés par variations du rapport eau-huile et par ajout des concentrés adéquats. Des additifs supplémentaires peuvent être utilisés pour certains cas particuliers (agent mouillant, etc ...). 15. Contaminations L'équilibre réalisé entre, d'une part, le filtrat de la boue et, d'autre part, l'argile dispersée dans la boue et celle des parois peut être perturbé par des contaminants rencontrés dans le puits :
- soit sous forme gazeuse (C02 - H2S) - soit sous forme solide (Ca S04 - Na Cl - Ciment) - soit en solution (eau Ca Cl2)
15.1. Anhydrite - Gypse
La contamination résulte ici de l'apport d'ion sulfate, surtout gênant pour les caractéristiques rhéologiques, et d'ion calcium. Ce dernier est beaucoup plus nocif puisqu'en excès il peut rendre instables les colloïdes organiques et déplacer l'équilibre d'échange de cations dans l'argile. Filtrat et rhéologie seront donc ainsi perturbés. Cette contamination par le calcium va être combattue
- par ajout d'anticalcique

- 126 -
MMMoooddduuullleee MMM111
- par diminution de la solubilité du Ca++ - par ajout de colloïdes qui vont protéger l'argile - par maintien dans le filtrat et dans la boue d'un équilibre ionique.
C'est en particulier le cas des boues salées saturées où l'argile, étant par définition sous forme essentiellement sodique, reste insensible aux variations de calcium soluble puisque celui-ci est presque toujours en quantité négligeable par rapport au sodium.
15.2. Sel Le sel peut se présenter sous la forme soit d'inclusions dans les argiles, soit de venues d'eau salée, soit de bancs plus ou moins massifs. Dans ce dernier cas, le maintien d'une géométrie correcte des parois impose la conversion en boue salée saturée, même si la boue semble pouvoir résister facilement à la contamination. En effet, le cavage est finalement plus dangereux dans de fines intercalations de sel et argile par exemple, que dans un banc massif de sel, où il provoque plus rarement des éboulements. Dans le cas de faibles contaminations, il n'existe aucun procédé pratique et économique de diminuer la teneur en chlorures, excepté bien entendu la dilution à l'eau douce. Par ailleurs, il n'est pas possible de fixer une limite précise de résistance au Na CI pour chaque type de boue puisque celle-ci va dépendre essentiellement de la concentration et de la réactivité des argiles présentes dans la boue. Cependant, dans des conditions moyennes, les boues douces au F.C.L./L.C., à la chaux résistent de façon à peu près satisfaisante à 50 g/l de Na CI.
15.3. Ciment Le reforage de ciment mis en place pour un tubage, des pertes, une déviation, etc... se traduit par l'apport de la chaux libérée par le ciment au moment de la prise dans le proportion approximative de 20 % pour le Portland, de 6 % pour la diamantite, de 4 % pour le fondu. Cette chaux peut être neutralisée par ajout de bicarbonate de soude à des doses comprises entre 400 kg/m3 de ciment dur à 1600 kg/m3 de ciment mou incorporées à la boue, soit directement au mixer, soit en solution dans l'eau. Ce traitement est facilité par l'ajout de F.C.L. qui neutralise une partie de l'alcalinité en excès et joue un rôle de fluidifiant et de colloïde protecteur : il évite donc une dégradation trop importante et difficile à rattraper de la rhéologie et du filtrat. Tout particulièrement dans le cas de ciment dur, l'utilisation des dessableurs ou désilteurs permettra d'éliminer une part importante de fines particules de ciment qui, sans cela, auraient peu à peu relargué leur chaux et augmenté ainsi la durée et l'importance de la contamination.
15.4. Gaz carbonique Le C02 se rencontre quelquefois seul, mais le plus souvant: associé à de l'eau, telle l'eau chlorurée calcique du Sahara. Après dégazage de la boue par passage dans un dégazeur ou brassage et repos dans un bassin, l'alcalinité détruite doit être rétablie par traitement à la soude ou à la chaux suivant le type de boue, y compris les boues à l'huile ou inverses.
15.5. Hydrogène sulfuré Cette contamination assez rare se traite, en principe, par ajout d'eau oxygénée.

- 127 -
MMMoooddduuullleee MMM111
15.6. Eau Une venue d'eau douce n'est un contaminant au sens strict que pour les boues à l'huile ou les boues inverses. Le seul traitement consiste à ramener le rapport eau huile à la valeur prescrite par ajout d'huile en maintenant constante la teneur en émulsifiants. Les venues d'eau salées (Na Cl) équivalent à une contamination par le sel et se traitent comme telles. Il faut noter que, dans le cas de gisement à faible perméabilité, il peut y avoir contamination par osmose sans débit réel d'eau ni augmentation du volume. Plus complexes sont les contaminations par l'eau chlorurée calcique (Ca C12) du Sahara car celle-ci contient en plus du C02 ; en boue salée saturée c'est ce dernier qui est tout compte fait le plus gênant et doit être traité d'abord. En boue à l'huile ou inverse une telle venue est donc particulièrement dangereuse, puisqu'elle entraîne à la foi une augmentation néfaste du rapport eau/huile et une dégradation par le C02 des émulsifiants alcalins.
15.7. Huile Une venue de brut de la formation ou, ce qui revient au même, un ajout volontaire de brut ou gas-oil, va entraîner en boue à l'eau une augmentation de la viscosité plastique et souvent une chute du filtrat. En général une émulsion de ce type "huile dans eau" se produit spontanément grâce à la présence dans la boue de produits favorisant cette émulsion : bentonite, C.M.C., F.C.L. Si ces produits sont absents dans la boue ou si l'émulsion a des difficultés à se former correctement, il suffit d'ajouter dans l'huile au moment de son incorporation le dérivé ligneux disponible sur chantier (lignosulfonate ou lignine, de préférence). 16. Conversions et changements de boue Par exemple, le passage d'une boue à l’eau quelconque au type de boue correspondant avec en plus inhibition par les dérivés ligneux se fait par traitement régulier en forage et échelonné souvent sur plusieurs jours. Dans ce genre de situation il ne s'agit pas, à proprement parler, de "conversion" ce terme est plutôt réservé au passage rapide d'un type de boue à l'autre par traitement important sur quelques cycles. Dans ce dernier cas il est difficile de préconiser des règles générales car les conditions initiales et finales peuvent être variées à l'infini et doivent être étudiées chaque fois par des essais pilotes préalables en laboratoire. L'exemple concret développé ci-dessous doit cependant permettre de dégager quelques principes et précautions à respecter lors d'opérations comparables.
16.1. Boue douce convertie en boue salée Cette conversion va être réalisée par incorporation en un cycle de saumure saturée traitée à l'amidon et à la chaux. Une part importante de l'ancienne boue sera donc éjectée.
a. Le rapport "saumure - boue douce" sera déterminé par des essais pilotes et peut varier de 50-50 à 70-30. Il sera d'autant plus élevé que l'argile est dans la boue douce plus "calcique" (boue au gypse en particulier) ou plus inhibiteur (boue douce au F.C.L. /L.C.). Concentration et réactivité élevées de l'argile sont aussi des facteurs défavorables. Dans le cas d'une boue douce peu chère au mètre cube il y aura toujours intérêt à en garder le minimum.
b. Une conversion dans le découvert (et non dans un tubage) doit être réalisée à
densité, alcalinité et filtrat aussi constants que possible.

- 128 -
MMMoooddduuullleee MMM111
Les changements de boues consistent dans le remplacement total d'une boue par une autre. Pratiquement ce genre d'opération se réalise exclusivement dans un tubage juste après sa pose. Exemple de boue salée saturée remplacée par une boue douce S'il est exigé que la salinité de la boue douce mise en place soit minimale, les plus grandes précautions doivent être prises pour éliminer toute trace de sel dans le circuit et le puits. Par exemple : après reforage du ciment dans le tubage avec l'ancienne boue salée, cette boue est chassée avec de l'eau et éjectée. Le puits est donc entièrement rincé à l'eau. Tous les bassins sont vidés et nettoyés, tous les refoulements et aspirations sont circulés à l'eau douce. Malgré tout cela, il reste encore suffisamment de sel dans le circuit pour élever la salinité de la boue douce, mise en place ensuite, jusqu'à 10 ou 15 g/l. Si cette valeur est jugée excessive, il devient alors nécessaire d'une part de démonter et nettoyer toutes les aspirations, et d'autre part, d'intercaler au moment du changement de boue entre la boue douce neuve et l'eau de rinçage du puits un bouchon important d'eau douce ou mieux de boue visqueuse. Cette pollution sera limitée au maximum par
- un nettoyage soigné de tous les bassins ; - une purge au brut ou au gas-oil de tous les refoulements et aspirations (sans - oublier les dessableurs) ; - une condamnation des circuits reliés aux bassins de stockage d'eau. - le changement devra se faire dans un trou tubé.
La boue sera injectée dans le puits, précédée d'un bouchon d'huile et éventuellement d'un bouchon supplémentaire de boue visqueuse. Dans le cas oÙ la boue inverse est plus légère que la boue à l'eau, le channeling pourra être limité par injection en circulation inverse, dans un tubage uniquement. Si, malgré cela, un bouchon important de boue polluée se formait, celui-ci peut quelquefois être récupéré après stockage prolongé et décantation ou "crémage". Réciproquement, un changement de boue à émulsion inverse par une boue à l'eau S'effectuera de façon tout à fait comparable. Pour une boue à l'huile qui résiste mal aux pollutions par l'eau, les mêmes précautions devront être appliquées, mais de façon beaucoup plus stricte. 17. Fabrication des boues
17.1. Dureté de l'eau de fabrication La première mesure à prendre au début d'un chantier est certainement l'évaluation de la dureté (calcium et magnésium), de la salinité (chlorures) et du pH de l'eau disponible pour les fabrications. Eventuellement une recherche qualitative des sulfates pourra être faite. Ce sont ces valeurs qui vont fixer le traitement d'adoucissement d'eau à faire avant fabrication de la boue. Ces traitements pourront être :
- carbonate de soude - carbonate de soude et soude - polyphosphate, puis carbonate et soude en partant du principe que
− les traitements par produits couplés sont plus efficaces qu'un produit isolé − il n'est pas rentable de chercher à faire disparaître toute dureté − il n'est, bien entendu, pas possible d'éliminer les chlorures.

- 129 -
MMMoooddduuullleee MMM111
Finalement, il faut noter que, si la dureté et la salinité de l'eau sont excessives, il peut être jugé plus économique de ne pas chercher à améliorer ces conditions et d'employer alors un type de boue mieux adapté au problème, tel qu'une boue type "eau de mer".
17.2. Ordre de fabrication Le calcium qui n'aura pu être réduit par le traitement précédent va faire diminuer le rendement des colloïdes minéraux (bentonite) ou organiques (C.M.C.). En ajoutant au moins une partie de la bentonite (sodique par fabrication) avant la C.M.C., ses aptitudes d'échangeuse de cation sont utilisées, certes au détriment de son gonflement, mais par contre au profit du rendement du colloïde organique. Compte tenu de leur prix respectif, l'opération est rentable. D'une façon assez générale les alcalins et les dérivés ligneux seront ajoutés ensuite avec, le cas échéant, le reste de la bentonite si celle-ci n'est utilisée que pour stabiliser le filtrat. En dernier viendra l'alourdissant, dès que viscosité plastique et gels se seront stabilisés dans le bassin de fabrication aux valeurs minimales déterminées en laboratoire. Pour les alourdissements très importants, ceci pourra être facilité en ajoutant une partie de l'eau en fin de fabrication. En réalité, ces indications sont assez théoriques et pourront être perturbées par les moyens de fabrication disponibles ou par le fait, par exemple, que certains produits sont longs à passer (amidon) et commencent à être incorporés dès le début de la fabrication.
17.3. Traitement du circuit Il a déjà été signalé à quelle -cadence et par quel moyen (mixer, fût, etc ...) les produits peuvent être incorporés. En général, bien que ce soit la viscosité (c'est-à-dire souvent la teneur en solides) qui impose presque toujours les traitements les plus importants, les caractéristiques à maintenir constantes pour une bonne stabilité du trou sont surtout la densité et le filtrat. Pour respecter cela deux méthodes très générales de traitement sont appliquées, le traitement par solution traitante (ou saumure) et le "dry mixing".
17.3.1. Solution traitante Dans un bassin isolé est fabriqué une solution de tous les produits nécessaires au traitement de tout le volume en circulation : eau, alcalins, colloïdes, alourdissants, etc... Cette solution est ensuite incorporée sur un cycle. Avantages :Dès le début de l'incorporation, la boue usée en excès est stockée ou évacuée, et il n'est ainsi traité que le volume minimal. Inconvénients :La boue est traitée assez brutalement sur un seul cycle. Pendant le reste du temps la boue n'est souvent même pas brassée, la plupart des chantiers n'ayant pas plusieurs pompes de brassage disponibles.
17.3.2. Dry mixing Les produits sont ajoutés soit à "sec" au "mixer" (colloïdes, alourdissants), soit au "tonneau" (alcalins, dérivés ligneux), soit au fût (saumure). L'eau nécessaire est ajoutée directement à la goulotte.

- 130 -
MMMoooddduuullleee MMM111
Avantages :Traitement régulier et adapté sans cesse aux conditions momentanées. Celles-ci en effet évoluent vite et peuvent rendre caduque, au moment de l'emploi, la composition déterminée pour une solution traitante. Inconvénients :Rendement plus médiocre des produits ajoutés qui se dispersent et agissent mal, d'autant plus que la boue est déjà chargée en solides. Méthode rapidement impraticable lorsque le nombre et la quantité des produits à passer augmentent trop (boue lourde en particulier). En pratique un compromis peut être trouvé d'après l'importance et la variété des traitements à effectuer et surtout en fonction du but cherché. 18. Barytage Si la tenue du puits l'exige on peut être amené à augmenter la densité de la boue en circulation. La quantité de baryte à utiliser est déterminée comme suit : X = tonnes d'alourdissant à ajouter par m3 de boue à alourdir Df = densité finale souhaitée Di = densité initiale de la boue à alourdir Da = densité de l'alourdissant
X = Df - Di x Da Da - Df Avant d'alourdir une boue il est nécessaire de connaître le tonnage d'alourdissant nécessaire par m3 de boue à alourdir, en utilisant la formule ci-dessus, ainsi que le volume résultant de l'alourdissement du volume à alourdir. Il est évident que l'addition d'un alourdissant dans la boue crée une augmentation sensible du volume qu'il ne faut pas négliger car des surprises désagréables telles que débordement des bassins sont à redouter. On pourra déterminer cette augmentation à l'aide de la formule : Augmentation de volume en m3 = Tonne d'alourdissant / Densité de l'alourdissant. Il faut savoir que le poids spécifique (ou densité de l'alourdissant) de la baryte est de 4,3 environ. Exemple :Volume en circulation puits + bac V = 150 m3 Densité initiale Di = 1,30 Densité finale Df = 1,40 Tonnage de baryte à ajouter dans le circuit sur un ou plusieurs cycle X = [(1,40 - 1,30) / 4,3 – 1,40] x 4,3 x 150 = 22,240 tonnes Avant d'entreprendre le "barytage", il est nécessaire de s'assurer qu'il y a suffisamment de place dans les bassins pour supporter l'augmentation de volume dÛe à la baryte : Soit : volume de baryte = (22,240) / 4,3 = 5m3 environ

- 131 -
MMMoooddduuullleee MMM111
Remarquesa. Lorsque les ajouts de baryte se font par sacs il y a toujours lieu de majorer la
quantité théorique d'au moins 10 % correspondant aux pertes de produits en cours d'alourdisse ment, où à la mauvaise qualité du contenu de certains sacs.
b. L'addition de baryte provoquant toujours une hausse de viscosité du fait de
l'augmentation même de la teneur en solides ; il est recommandé de fluidifier la boue si nécessaire avant d'entreprendre l'alourdissement.
19. Bouchons de colmatants – pertes [mud losses]
19.1. Les pertes de circulation Elles se manifestent par une baisse du niveau de boue dans les bassins, c'est-à-dire par un débit de boue à la sortie du puits inférieur au débit de pompage dans les tiges. Si cela se produit, il y a lieu avant tout de vérifier que les pertes de boues ne proviennent pas d'une fausse manœuvre en surface
- pertes aux tamis vibrants - vanne mal fermée - fuite d'un bassin, etc...
On distingue les PERTES PARTIELLES et les PERTES TOTALES.
− Les pertes sont PARTIELLES lorsqu'une partie seulement du volume pompé dans le puits revient dans les bassins après passage dans le puits, celui-ci restant plein durant les arrêts de pompage.
− Les pertes sont TOTALES lorsqu'il n'y a pas de retour à la goulotte, et que le puits se vide partiellement ou totalement.
19.2. Pertes partielles
Certaines pertes peuvent être attendues, lorsqu'on connaît d'avance approximativement la nature des formations que l'on va forer. Dans ce cas, il est possible de pré-traiter toute la boue du circuit avec 5 à 10 kg par m3 de colmatants fins passant au travers des tamis, avant de pénétrer dans la zone à pertes présumée. Dans ce cas prévoir des outils sans duses ou à gros diamètres. Dès qu'une perte partielle est constatée en forage :Si la nature de la boue, son prix de revient, le stock de produits de fabrication sur le chantier, et la vitesse de fabrication permettent de maintenir un volume suffisant dans les bassins, il est presque toujours préférable de poursuivre le forage, car très fréquemment on assiste à un auto-colmatage de la formation par les déblais au fur et à mesure que le trépan s'éloigne de la zone à pertes. Tout en fabriquant, ajouter dans la boue de circulation des colmatants fins ou moyens (suivant l'importance des pertes), de préférence par le mixer pour une meilleure dispersion dans la boue, sans risque d'obstruer les duses du trépan. Il est conseillé d'utiliser en les alternant les produits granuleux, fibreux et lamellaires, lesquels forment une trame s'il s'agit de pertes par fissures ouvertes. Dans la mesure du possible, il est préférable de ne pas "by-passer" les vibrateurs, pour les raisons suivantes :

- 132 -
MMMoooddduuullleee MMM111
a. les colmatants qui remontent sont ceux qui n'ont pas été retenus pour le colmatage en raison de leur calibre ou de leur nature. En observant ceux-ci, on se fait une idée plus précise des colmatants "utiles" dans le cas considéré.
b. la surveillance géologique est particulièrement précieuse dans la traversée des zones à pertes, il est donc intéressant d'avoir des déblais à examiner.
c. le "by-pass" des vibrateurs provoque le retour des déblais dans les bassins, ce qui est à éviter (nettoyage ultérieur des bassins ... )
Si la nature de la boue, son prix de revient, le stock des produits de fabrication sur le chantier, et la vitesse de fabrication ne permettent pas de maintenir un volume suffisant dans les bassins pour poursuivre le forage, voici ce que l'on peut proposer :
1. remonter le trépan au jour, et descendre les tiges nues au droit des pertes, 2. fabriquer un petit volume de boue (10 m3) contenant 100 kg/m3 de
colmatants de toutes natures, par exemples : - 30 kg de colmatants fins des trois catégories : granuleux, fibreux,
lamellaires. - 30 kg de colmatants moyens des trois catégories - 40 kg de colmatants grossiers des trois catégories
3. injecter avec les tiges le volume ainsi préparé, chasser avec un volume de boue correspondant au volume des tiges.
4. remonter les tiges au-dessus de la cote présumée des pertes et établir une circulation tout en surveillant les niveaux des bassins.
Si les niveaux sont stables, descendre un outil et forer. Sinon, répéter la dernière opération de colmatage ou mettre en oeuvre l'un des procédés dont on parlera plus loin.
Remarques a. s'il s'agit de pertes de surface - (moins de 500 m), où l'on a affaire à des terrains
non consolidés, il est recommandé de conserver une densité aussi basse que possible, une viscosité et des gels élevés.
b. s'il s'agit de pertes à profondeur moyenne ou élevée, on peut penser qu'il est préférable de ne pas abaisser la densité de la boue afin de ne pas modifier l'état d'équilibre de pression créé entre les zones forées et la colonne de boue (possibilité de présence d'argiles plastiques).
Dans certains cas on peut aussi penser qu'une boue fluide est souhaitée pour les raisons suivantes :
- pertes de charge plus faibles, donc moins de risques de craquage de la formation.
- meilleur entraînement des matériaux colmatants dans les zones à pertes. - a majorité des colmatants étant d'origine végétale, l'incorporation de ceux-
ci provoque presque toujours une fluidification de la boue.
19.3. Pertes totales Dès qu'une perte totale est observée en forage, voici ce que l'on peut entreprendre:
- arrêter de pomper dans les tiges pour ne pas perdre de boue inutilement - dégager l'outil du fond aussi haut que possible - observer si le puits est plein de boue, sinon essayer de le remplir par l'annulaire
en mesurant aussi exactement que possible le volume pompé. En divisant ce volume par le volume du puits au mètre foré, évaluer approximativement le niveau statique de la boue.

- 133 -
MMMoooddduuullleee MMM111
Exemple de calculProfondeur de forage au moment des pertes : 1.500 m Densité de la boue : 1,40 Diamètre de forage : 12111/4 Volume au mètre foré en 12111/4 = 76 litres
Volume de boue pompée : 12.000 litres Niveau statique de la boue avant remplissage : (12.000) / 76 = 158 m Hauteur de boue dans le puits : 1.500 - 158 = 1.342 m Pression hydrostatique exercée par 1.342 m de boue à d1.40
(1.342 x 1.40) / 10= 188 kgf/cm2 Cette pression de 188 kgf/cm2 correspondant au maximum de pression compatible avec la surpression des pertes, si on la répartit sur une colonne de boue de 1.500 m (puits plein), cela suppose une densité maximum "Dl' que l'on calcule en appliquant la formule : P = (H x D)/10 où P = Pression max. pour ne pas perdre
H = Profondeur totale D = Densité à maintenir
Soit: 188 = (1.500 x D)/10 D= 1,25 Avec une densité de boue de 1.25, le puits restera normalement plein. La densité en circulation se situera entre 1.20 et 1.25 en tenant compte des pertes de charge dans l'annulaire. A ce moment, il sera peut-être possible de colmater les pertes par l'un des moyens étudiés précédemment (pertes partielles). Si le puits ne se remplit pas : Cela suppose qu'on a affaire à une fracturation, à des fissures très importantes de la formation, ou à une cave. Voici les diverses possibilités qui restent
- forage à l'eau claire : cela suppose des formations assez bien connues pour leur stabilité, leur dureté, pas d'argiles plastiques, ni de risque d'éboulements, ni de venues de gaz ou d'huile.
L'eau étant sous quelques aspects le meilleur fluide de forage, beaucoup de compagnies, sur certains champs, adopte systématiquement cette méthode dès qu'une perte totale se manifeste. Elle a l'avantage de ne pas faire perdre de temps au forage. La pose d'un casing avec cimentation (en perte) doit être décidée rapidement dès qu'une certaine profondeur a été forée au-dessous de ces pertes.
- descente des tiges nues et injection au droit des pertes d'un bouchon de boue à 100 kg/m3 de colmatants, suivi d'un GEL-CIMENT placé environ à 20 mètres au-dessus des pertes.
- fabrication et injection d'un BDO (Bentonite-diesel-oil) au droit des pertes, puis BOUCHON DE CIMENT (type de ciment choisi suivant la profondeur des pertes), placé 20 m au-dessus de la cote des pertes.

- 134 -
MMMoooddduuullleee MMM111
Remarques : Suivant les résultats obtenus, il peut être nécessaire de renouveler plusieurs fois ces opérations et de compléter le colmatage par l'introduction de colmatants plus ou moins grossiers dans tout le circuit boue.
19.4. Les colmatants et produits pour pertes de circulation On utilise ces produits pour combattre les pertes de boue dans la formation. On peut classer en :
19.4.1. Colmatants granuleux Coquilles de noix, d'abricots, noyaux d'olives etc... Ce sont les plus efficaces et les plus résistants aux pressions différentielles. Ils existent en différentes granulométries suivant les fabricants.
19.4.2. Colmatants fibreux Fibres de bois, laine de verre, éponge synthétique etc... Ils agissent par formation d'une trame autour des colmatants granuleux.
19.4.3. Colmatants lamellaires Cellophane, mica.
19.4.4. Colmatants gonflants Forment une gelée très visqueuse - peuvent servir de support à un bouchon de ciment, ou forment un mélange plastique ou durcissable.
19.4.5. Les bouchons de ciment Ils forment un enduit solide. Inconvénient : la densité du laitier de ciment provoque souvent par la pression hydrostatique qu'il engendre des fracturations importantes rendant incolmatable la formation fracturée, par les autres procédés. D'autre part la mise en oeuvre et l'attente de prise rendent cette opération coûteuse.
19.4.6. Les B.D.O. (Bentonite - Diesel – 0il) Le mélange bentonite-gas-oil forme instantanément dès qu'il est en contact avec l'eau de la formation ou l'eau de la boue un composé plastique capable d'obstruer des crevasses très importantes. Il est utilisé généralement comme préalable à l'injection d'un bouchon de ciment dont il sert de support. Mode de fabrication et mise en place : Il est préférable d'utiliser un groupe de cimentation car il faut que tout le circuit soit rigoureusement privé d'eau. La formulation de BDO
GAS OIL 4.000L BENTONITE 5.000 kg
1. on pompe dans les tiges un bouchon de tète de gas-oil 2. on pompe ensuite le mélange BDO 3. un autre bouchon de queue de 400 à 500 1 de gas-oil est injecté 4. on chasse ce mélange avec de la boue à l'eau ou de l'eau jusqu'à ce que le BDO
arrive au bas des tiges, soit : VOLUME CHASSE = volume tiges - (vol. BDO + vol. bouchon de queue)

- 135 -
MMMoooddduuullleee MMM111
5. fermeture des B.O.P. 6. on chasse le BDO des tiges en pompant un volume au moins égal au volume BDO
(environ 6.000 1 de boue dans le cas présent) et en même temps on pompe dans l'annulaire un débit de l'ordre du 1/4 du débit précédent (ici 1.500 L).
Technique simplifiée de mise en oeuvre d'un BDO
1. Utiliser un bac à boue relativement petit (< 10 m3) et le nettoyer soigneusement. 2. Rincer au gas-oil la pompe (pompe à pistons) qui servira à la fabrication puis à
l'injection du mélange dans le puits, ainsi que ses conduites d'aspiration et de refoulement.
3. Ajouter dans le bac la quantité voulue de gas-oil suivant l'importance du BDO que l'on désire confectionner. A titre d'indication 1.000 1 de gas-oil + 1.200 kg de bentonite donnent 1.500 1 de mélange environ.
4. Pomper dans les tiges 200 à 300 1 de gas-oil, suivi du BDO, puis à nouveau 200 à 300 1 de gas-oil.
5. Chasser le mélange de manière que le BDO arrive au bas des tiges comme indiqué précédemment (eau ou boue à l'eau).
6. Fermer les B.O.P. 7. Chasser le BDO des tiges en pompant un volume au moins égal à celui du BDO.

- 136 -
MMMoooddduuullleee MMM111
APPAREILS DE MESURES SUR LA BOUE
9. Viscosimètre Marsh [Marsh funnel] 9.1. Principe
C'est un appareil du type statique : on mesure le temps en secondes que met une certaine quantité de boue pour s'écouler à travers l'ajutage de l'appareil qui n'est autre qu'un entonnoir normalisé. La boue s'écoule dans un godet gradué.
9.2. Mode d'emploi - Prendre l'entonnoir et fermer l'ajutage à l'aide du doigt. - Prélever de la boue dans la goulotte et verser sur le tamis de l'entonnoir jusqu'à
ce que le niveau de boue affleure la surface de ce tamis (ceci correspond à un volume de 1 500 cm3).
- Tenir l'entonnoir par la poignée latérale, déclencher un chronomètre et laisser couler dans le godet gradué.
- Stopper le chronomètre lorsque le niveau de boue atteint 946 cm3 (1/4 de gallon dans le godet).
- Le nombre de secondes lu au chronomètre représente la viscosité Marsh de la boue.
NB : Certaines Sociétés stoppent le chronomètre après écoulement de 1 000 cm3 de boue, d'autres après écoulement de 500 cm3. Certaines firmes américaines remplissent l'entonnoir, avec 500 cm3 de boue et notent le temps que met ce volume de boue à S'écouler. Cependant la méthode NORMALISEE est celle exposée plus haut. Si l'on emploie une méthode différente, il faut alors préciser le volume de boue versé dans l'entonnoir et le volume de boue mesuré dans le godet.

- 137 -
MMMoooddduuullleee MMM111
9.3. Étalonnage L'appareil est étalonné avec de l'eau pure et les temps trouvés doivent être les suivants
VOLUME D'EAU
cm3 dans l'entonnoir cm3 écoulés
Durée d'écoulement en secondes à la température de 21°C plus ou moins 3°C
1 500 946
(1/4 de gallon)
26 + ou - 0,5
1 500
1000
28 + ou - 1
1 500 500
14

- 138 -
MMMoooddduuullleee MMM111
9.4. Sources d'erreurs
- Mauvais étalonnage de l'appareil. - Ajutage obstrué par de la boue séchée ou mauvais tamisage de la boue. - Attente trop longue entre la fin du remplissage de l'entonnoir et le début de
l'écoulement (la gélification de la boue entraîne une augmentation de la durée de l'écoulement).
- Échantillon de boue non représentatif, la boue doit être prélevée à un endroit où elle est bien agitée, sinon le gel déjà créé fausse la mesure.
- Mesure inexacte de la durée d'écoulement : un chronomètre est - indispensable.
10. Densimètre [densimeter] Analogue à celui de la balance romaine
10.1. Mode d'emploi - Remplir le godet de boue à mesurer. - Mettre le couvercle et évacuer l'excès de boue qui sort par le trou central du
couvercle prévu à cet effet. - Nettoyer à l'eau et sécher en prenant soin de maintenir le trou du couvercle
obstrué en permanence. - Placer les couteaux du fléau dans le porte-couteau du socle. - Déplacer le curseur jusqu'à obtenir l'horizontalité du fléau. Cette horizontalité doit
être contrôlée à l'aide du niveau à bulle situé au-dessus des couteaux. - Lire la densité ou le poids volumique directement sur le bras du fléau, au droit de
la position du curseur.

- 139 -
MMMoooddduuullleee MMM111
10.2. Etalonnage - Remplir le godet d'eau pure. - Placer le curseur sur la densité 1,00 ou le poids volumique correspondant à celui
de l'eau pure. - Si l'horizontalité n'est pas obtenue, ajuster en modifiant la tare prévue à cet effet
à l'extrémité du bras du fléau. - Cet étalonnage nécessaire n'est pas suffisant. Il est indispensable de renouveler
l'opération précédente avec un liquide de densité connue (contrôlée sur une balance au laboratoire par exemple) d'une valeur égale ou supérieure à 1,50.
Si le premier étalonnage est correct et que le second ne l'est pas, il faut renvoyer ce densimètre au laboratoire, l'étalonnage devant s'avérer délicat ou impossible.
10.3. Avantages des densimètres Ce sont des appareils de chantier robustes, permettant de mesurer des densités de 0,95 à 2,20. Les résultats ne sont pas affectés par les changements de température (étant donné la précision requise).
10.4. Sources d'erreurs - Coupe insuffisamment remplie. - Boue émulsionnée avec de l'air ou micro-bullée. - Les mesures ne doivent être exprimées qu'à la seconde décimale.
La précision des densimètres ne permet pas d'annoncer une valeur précise.
10.5. Autre matériel de contrôle Afin de minimiser les erreurs de mesures dues au “ bullage ” de la boue un densimètre pressurisé est normalisé par l’API pour les ciments. Ce densimètre peut aussi être utilisé avec profit pour les boues. Sa mise en oeuvre ne diffère de celle du densimètre classique que par la présence d’une pompe manuelle qui permet de comprimer le gaz dans la coupe. Une attention toute particulière sera prise pour les mesures compte tenu de la fragilité et du coût de cette balance.
11. Le viscosimètre fann 11.1. Principe
C’est un appareil à cylindres coaxiaux. Les modèles les plus
couramment commercialisés
comportent : - Soit deux vitesses

- 140 -
MMMoooddduuullleee MMM111
de rotation (600 - 300 T/mn). Dans ce cas, le rotor est entraîné à la main (viscosimètre mécanique) ou à l’aide d’un moteur électrique (viscosimètre électrique).
- Soit six vitesses de rotation (600 - 300 - 200 - 100 - 6 - 3 T/mn). Dans ce cas, le rotor est entraîné par un moteur électrique.
- Soit un appareil à vitesse variable entraîner par un moteur électrique. Ces appareils sont normalisés par L’API. Les appareils à deux vitesses sont de moins en moins utilisés dû à leur faible échantillonnage. On détermine en fonction du taux de cisaillement (déduit de la vitesse de rotation) la tension de cisaillement (déduite de la lecture de la graduation).
Rhéomètre à 6 vitesses Rhéomètre à vitesse variable
11.2. Mode d’emploi - Prendre de la boue, tamiser sur le tamis de l’entonnoir Marsh, agiter 5 mn à l’aide
d’un agitateur, puis remplir le godet du viscosimètre. - Immerger les cylindres coaxiaux (l’appareil est muni d’un système de coulisse
avec une molette de blocage) jusqu’à ce que le trait repère du rotor affleure la surface de la boue.
- Faire tourner le rotor à 600 T/mn en choisissant la position convenable du bouton de changement de vitesse et de l’interrupteur. Lire la déviation sur le cadran.
- Sans arrêter l’entraînement du rotor, régler la vitesse de rotation à 300 T/mn. Lire la déviation de la graduation.
- Faire de même pour les autres vitesses. Remarques
- Le viscosimètre ne nécessite pratiquement pas d’étalonnage si il est conservé dans des conditions normales (nettoyage après chaque usage, stockage dans un endroit adapté). Cependant, si on désire l’étalonner deux solutions sont possibles. On opérera à l’aide de solutions aqueuses de glycérine de viscosité connue . On tracera la courbe d’écoulement en portant en coordonnées cartésiennes sur un graphique, en abaisses les vitesses et en ordonnées les lectures faites sur le cadran. Le tracé est une droite qui passe par l’origine, les solutions de glycérine étant des liquides newtoniens. On peut faire un réglage de la tension du ressort avec des masselottes tarées. Se reporter aux explications fournies avec les masselottes.

- 141 -
MMMoooddduuullleee MMM111
- La conception du rotor et du stator est prévue de telle sorte que les effets d’énergie cinétique soient éliminés, en conséquence la densité de l’échantillon n’a aucune influence sur les mesures.
11.3. Nettoyage Retirer le rotor en donnant à la main un léger tour à gauche et en tirant vers le bas. Laver à l’eau rotor et stator. Sécher. Remonter le rotor en le faisant glisser dans l’encoche à baïonnette et en donnant une légère rotation à droite. 12. Filtre presse API [filter-press]
12.1. Principe On soumet de la boue à une pression de 100 psi (7 bar) dans un cylindre normalisé doté d'une surface perméable, de section et perméabilité normalisées. On note la quantité de liquide qui filtre en 30 minutes, à température ambiante, c'est le filtrat API. Les solides déposés pendant la filtration constituent ce que l'on appelle le cake, L'épaisseur du cake est mesurée et notée. La filtration s'effectue donc en statique, à température ambiante ce qui ne reflète qu'imparfaitement les conditions de filtration dans le sondage.
12.2. Description et mode d'emploi Le filtre-presse se compose essentiellement d'un étrier muni d'une vis de serrage permettant le blocage des trois parties du corps du filtre. Ce corps se compose :
- d'une embase percée d'un trou et dotée d'un ajutage par lequel s'écoule le filtrat. Cette embase supporte un tamis métallique de 60 à 80 mesh sur lequel est placé le papier filtre de 90 mm de diamètre (surface de filtration 7 pouces carrés) du type WHATMAN no 50 dont l'équivalent est le type DURIEUX bleu no 3.
- L'ensemble tamis et papier est placé entre deux joints plats qui assurent l'étanchéité entre l'embase et le cylindre.
- d'un cylindre de diamètre intérieur 3 pouces (76,2 mm) et de hauteur 5 pouces (128 mm). L'A.P.I recommande au moins 2 1/2 pouces de hauteur (64 mm).
- d'un couvercle muni d'une arrivée de gaz comprimé dont l'étanchéité avec le cylindre est assuré à l'aide d'un joint plat du même type que ceux placés sur l'embase.
Pour utiliser le filtre-presse :
- poser le joint sur l'embase, - poser le tamis sur le joint, - poser le second joint sur le papier filtre, - emboîter le cylindre sur l'embase et verrouiller le système à baïonnette. - remplir de boue (jusqu'à environ 1 cm du haut du cylindre), - poser le couvercle sur le cylindre en intercalant un joint, - placer l'ensemble dans l'étrier et bloquer à l'aide de la vis de serrage, - disposer une éprouvette graduée sous l'ajutage, - appliquer (assez progressivement pour ne pas rompre le papier filtre) une
pression de 7 bar (100 psi) et simultanément déclencher le chronomètre. - après 30 minutes lire le volume de fluide recueilli dans l'éprouvette, exprimé
encm3 c'est la valeur du filtrat API. - fermer et purger le circuit de gaz comprimé, démonter l'appareil et recueillir le
papier filtre qui est recouvert d'une couche de solides, c'est le cake. Après un

- 142 -
MMMoooddduuullleee MMM111
lavage superficiel, mesurer l'épaisseur de ce cake, exprimer la valeur en millimètre.
NB : L'alimentation en gaz comprimé ne doit jamais être faite avec de l'oxygène ou avec de l'air, une boue contenant des hydrocarbures peut provoquer une explosion.
12.3. Sources d'erreurs - Pression instable durant la mesure. - Papier filtre non normalisé.
13. Sable 13.1. Concentration en sable

- 143 -
MMMoooddduuullleee MMM111
En terminologie boues de forage, on désigne par sable les particules qui ne passent pas au tamis de 200 mesh, c'est-à-dire les particules dont la section est supérieure à 0,074 mm.
13.2. Importance de la teneur en sable La présence de sable dans la boue a un effet abrasif sur tout le matériel au contact de la boue : circuit de surface, conduite, vannes
- pompes volumétriques et centrifuges - garniture de forage, tiges, masse tiges etc... - outils de forage conventionnels, à jet ou diamant - turbine, carottier.
De plus, une concentration élevée en sable augmente la densité de la boue et peut amener une sédimentation dans le puits pendant les arrêts de circulation. Il est recommandé de maintenir la teneur en sable à moins de 1 96. Ceci est possible en utilisant des cyclones appropriés et/ou par sédimentation dans un ou des bacs de décantation.
13.3. Matériel de contrôle 13.3.1. Principe
On filtre de la boue sur un tamis 200 mesh Tyler et on mesure dans une éprouvette conique (élutriomètre) le pourcentage en volume de sable contenu dans la boue. La terminologie "sable" n'est pas prise dans son sens minéralogique mais indique tous les insolubles d'une section supérieure à 74 microns.
13.3.2. Mode d'emploi - Remplir de boue l'élutriomètre jusqu'à la graduation "boue" (75 em3). - Ajouter de l'eau jusqu'à la graduation "eau" et agiter vigoureusement après
obturation avec le pouce. - Verser la boue diluée sur le tamis puis rincer l'élutriomètre et verser les eaux de
lavage sur le tamis. - Mettre le tamis sous un robinet et faire couler l'eau lentement jusqu'à ce qu'elle
ressorte propre. - Emboîter l'entonnoir sur le tamis (côté sable) puis l'élutriomètre sur l'entonnoir. - Renverser l'ensemble (élutriomètre vers le bas) et faire couler l'eau sur le tamis
(côté opposé au sable). - Laisser décanter le sable et effectuer la lecture directement en 96 en volume par
rapport à la boue.
Elutriomètre

- 144 -
MMMoooddduuullleee MMM111
14. Mesure du pH 14.1. Par les indicateurs
Pour déterminer le pH, la première méthode mise à notre disposition est celle des indicateurs colorés, basée sur la décoloration de certaines substances organiques. Elle est peu précise mais souvent suffisante sur chantier. Cette méthode consiste à mettre au contact de la boue ou du filtrat une bande de papier qui prend rapidement une certaine teinte qu'il faut comparer avec une gamme calorimétrique étalon pour obtenir la valeur du pH.
14.2. Par Ph-mètre électronique

- 145 -
MMMoooddduuullleee MMM111
C'est un indicateur de concentration en ions hydrogène avec lequel on mesure le potentiel électrique d'une pile où s'effectue une réaction faisant intervenir les ions H+. C'est un appareil fonctionnant sur pile ou secteur. On lit directement sur un cadran la valeur du pH de la solution (boue ou filtrat). Il existe un grand nombre de types d'appareils sur le marché; il est nécessaire de se référer à la notice du fournisseur pour l'utilisation de chacun d'eux. Le principe consiste à immerger une ou deux électrodes dans la solution à mesurer. 15. Mesure des niveaux (et volumes de boue dans les bassins)
15.1. Intérêt des mesures 15.1.1. Pour le chef de poste
Les niveaux de la boue dans les bassins de circulation ou de réserve sont surveillés par le foreur pour les raisons suivantes :
- la valeur absolue des niveaux renseigne le chef de poste sur la disponibilité en boue et lui permet donc de déclencher à temps les transferts de boue de réserve, d'éviter ainsi le désamorçage des pompes de forages et d'avoir en surface de quoi remplir le puits en cas de manœuvre.
- en cours de forage, une variation du niveau des bassins actifs entraîne toujours une action ou même une alerte immédiate -. c'est en effet la première preuve d'une instabilité des pressions dans le trou.
- en particulier, en l'absence de bac de manœuvre, le remplissage du puits peut être suivi sur un des bassins de forage.
- les transferts entre bassins actifs et bassins de réserve ou de fabrication doivent être clairement identifiables sur les indicateurs pour ne pas déclencher d'alerte intempestive et surtout contrôler ce transfert lorsqu'il est télécommandé à partir du poste maître sondeur.
- en pratique, toute variation anormale du niveau des bassins doit d'abord amener à une vérification de l'installation de surface et à une recherche des anomalies éventuelles (fuite au 'Iriser", sur la torche, transfert involontaire entre bassins,etc…)
15.1.2. Pour les responsables du puits
Les responsables du puits, et en particulier le géologue, peuvent tirer des renseignements précieux des indications de niveaux. Suivant le type de perméabilité des réservoirs (perméabilité matricielle ou perméabilité de fissures), il peut se manifester des pertes partielles souvent instables, dont il faudra tenir compte lors de l'interprétation ultérieure des tests et des logs électriques (évaluation des zones envahies). Les modifications de circuit (mise en route de la pompe de "boosting", des hydrocyclones, etc ... ) et les manipulations sur le volume en circulation (ajout de boue neuve, mise en service de bassins différents, etc ... ) entraînent des variations des mesures effectuées sur la boue : température surtout, mais aussi conductivité, fond gazeux dans certains cas. Ces variations ne peuvent être expliquées que si les informations sur les différents niveaux sont claires et complètes. Pour faciliter l'exploitation ultérieure, l'enregistrement des niveaux des bassins doit être "habillé" en notant avec le plus grand soin toutes ces modifications ou manipulations. A noter que l'absence de variation peut être quelquefois un "faux calme", lorsque plusieurs facteurs jouent en sens inverse et annulent leurs effets.
15.2. Variation des mesures

- 146 -
MMMoooddduuullleee MMM111
Les variations de niveaux peuvent avoir des causes très diverses. 15.2.1. Causes de surface
L'ajout de boue de réserve, les dilutions, l'incorporation de produit au mixer (baryte en particulier) donnent des augmentations lentes de niveaux. La mise en route d'un appareil (dégazeur, hydrocyclones, pompe de "boosting", etc ...) entraîne une chute nette du niveau, puis une reprise du niveau initial lors de l'arrêt de l'appareil. Une modification importante des conditions d'écoulement (débit, viscosité, densité) donne une oscillation autour de la valeur moyenne. L'utilisation continue des appareils de séparation mécanique des solides (vibrateurs, hydrocyclones, centrifugeuses) provoque une perte régulière en surface. A signaler également les pertes accidentelles, aux ajouts de tige en particulier.
15.2.2. Causes de fond Les instabilités de pression dans les réservoirs peuvent entraîner des pertes ou des gains très variables suivant la perméabilité et la différence de pression. L'élimination en surface d'une partie des solides correspondant au volume foré équivaut à une perte liée à la vitesse d'avancement. De même, le cavage du puits se traduira par une perte apparente, en général difficile à apprécier, car elle se manifeste très lentement. La remontée d'un bouchon de gaz donne, en général, une augmentation du volume de surface due à la détente du gaz. Cependant, une chute rapide du niveau peut être constatée lorsque le gaz arrive dans un changement de section de l'annulaire (diminution de hauteur de la bulle) et dans une zone froide (diminution du volume de la bulle) : ces deux conditions sont satisfaites en "offshore" flottant lorsque le gaz arrive dans le riser.
15.3. Présentation et stockage des mesures
15.3.1. Chef de poste Affichage : les variations de la mesure étant lentes, il est recommandé d'utiliser des visualisations à échelles longues, linéaires, verticales et lumineuses, dont la résolution permettra des incréments significatifs en unités conventionnelles ou normalisées. Compte tenu de la géométrie des différents bassins, les échelles peuvent être différentes. Il est recommandé d'avoir des seuils d'alarme hauts et bas pour chacune des échelles ou à défaut pour l'échelle du bac à boue dans lequel s'effectue l'aspiration des pompes de forage. Un affichage dilaté des pertes ou des gains autour d'une valeur de référence est souhaitable, malgré quelques difficultés d'exploitation. Enregistrement au moins des variations du bac d'aspiration.
15.3.2. Cabine de mesures : - Affichage numérique éventuel. - Enregistrement analogique des divers bassins ou des différentes sommes - possibles. Il faut insister sur le fait que cet enregistrement ne peut présenter
d'intérêt ultérieur que s'il a été correctement "habillé" : c'est vrai pour la plupart des enregistrements, mais tout particulièrement pour celui-ci.
De plus, malgré l'utilisation de tout ces instruments de mesure en continue des niveaux des bassins à boue, l'accrocheur devra prendre les niveaux et les consigner ainsi que

- 147 -
MMMoooddduuullleee MMM111
toute variation de ceux-ci sur le cahier rapport accrocheur et en faire part à son chef de poste. Toute variation doit être explicable et analysée pour éviter ou traiter dans les plus brefs délais toutes pertes ou venues dans le puits. Toute négligence dans la surveillance des niveaux des bacs à boue peut entraîner des conséquences graves.
Capteur de niveau

- 148 -
MMMoooddduuullleee MMM111
Indicateur de volume pour quatre bassins
16. Rapport journalier accrocheur (fonctions incombant à l'accrocheur) A l’exception des manœuvres pendant lesquelles l'accrocheur se trouve sur la passerelle d'accrochage, celui-ci est en charge de la surveillance et du contrôle de certains paramètres sur les boues de forage tels que niveau des bassins à boue,' prise de densité de la boue, ainsi que de la viscosité et de son pH. Il est aussi en charge de l'entretien et de la surveillance du circuit boue sur le chantier. Il en est de même de la fabrication et du traitement de celle-ci suivant les consignes données par le technicien boue au chef de chantier. Les mesures de densité, de viscosité et des niveaux des bassins devront être relevées dans le "CAHIER DE L'ACCROCHEUR" prévu à cet effet. Outre les mesures systématiques, l'accrocheur doit reporter sur le même imprimé toutes les dilutions et divers traitements effectués, ainsi que les quantités des produits ajoutés dans le circuit.

- 149 -
MMMoooddduuullleee MMM111
Il devra sans faute signaler à son chef direct ou éventuellement au divers responsable toute anomalie constatée sur le circuit boue ou des variations dans les mesures dont il est en charge, dans les plus brefs délais. Ceci pour des raisons de sécurité. La fréquence des mesures systématiques, ou tout autre consigne spéciale de fabrication, d'entretien ou de traitement de la boue lui seront indiquées par écrit par les responsables en temps utile.

- 150 -
MMMoooddduuullleee MMM111
LE CIRCUIT BASSE PRESSION
9. Fonctions du circuit basse pression Le circuit boue "basse-pression" (B.P) est constitué de toute l'installation boue depuis la sortie du puits jusqu'à l'aspiration des pompes haute-pression (H.P) refoulant sur le puits. Dans l'ordre chronologique, les principales fonctions (cf. figure 1) à assurer sont :
- le tamisage - la décantation - le dégazage - le dessablage-désiltage - les traitements particuliers d'élimination des solides - la fabrication - le brassage - le stockage - la suralimentation des pompes H.P. et les transferts - les mesures.
L'étude du schéma type d'installation (cf. figure 2) doit permettre de vérifier que toutes ces fonctions sont remplies de manière satisfaisante.

- 151 -
MMMoooddduuullleee MMM111
Fig. 2. Schéma type d'installation boue
10. Tamisage (cf. figure 3) En cours de forage, la boue se charge en déblais qui doivent être éliminés au maximum en surface avant d'être recyclés dans le trou. En effet une teneur élevée en solides augmente la densité de la boue, modifie ses caractéristiques physiques et la rend abrasive. Ceci favorise les pertes, le collage par pression différentielle, le colmatage des formations productrices et de nombreux ennuis en forage. Le tamisage est le premier traitement mécanique d'élimination des solides. Dès la sortie de la goulotte, la boue passe dans un "mud box" pour régulariser le débit, puis sur des toiles rectangulaires plus ou moins inclinées et soumises à des vibrations (quelques rares appareils ont des toiles circulaires). La toile est définie par les dimensions de sa maille (carrée ou rectangulaire), exprimée en mesh (le mesh est le nombre de maille au pouce linéaire. Très approximativement, la taille du trou est obtenue en divisant 15 000 par le nombre de mesh, ex : 200 mesh donnent 74 microns). Les vibrateurs à double étage (quelquefois triples) possèdent des toiles superposées de maillage décroissant. Le maillage des tamis doit être adapté au débit de forage, à la vitesse d'avancement, à la nature des terrains forés, au type de boue, etc... Les tamis vibrants ou vibrateurs [shale shakers] sont des appareils robustes et d'une excellente fiabilité à condition de respecter les règles de mises en place, d’utilisation et de maintenance :
- contrôle de l'horizontalité du skid-support, - contrôle de l'inclinaison des toiles - contrôle du réglage du système de vibration - nettoyage fréquent des toiles en forage et surtout en début de manoeuvre. - mise en place des toiles suivant la procédure fixée par le constructeur - tensionnement avec une clé dynamométrique.

- 152 -
MMMoooddduuullleee MMM111
Après les vibrateurs, la boue va circuler par gravité de bassin en bassin, soit par une goulotte en position haute à section rectangulaire ou trapézoïdale, soit par des conduites cylindriques en position basse.
Fig. 3. Le tamisage
1. mud box2. moteur 3. élément vibrant 4. cadre 5. tamis 6. décharge des déblais 7. boue tamisée vers circuit actif 8. bâti 9. amortisseurs
1. mud box2. distributeur 3. tamis 4. élément vibrant 5. décharge des déblais 6. boue tamisée vers circuit
actif 7. amortisseurs 8. bâti
Vibrateur à alimentation arrière
Vibrateur à alimentation centrale

- 153 -
MMMoooddduuullleee MMM111
11. Décantation En général aujourd'hui, la décantation n'est effectuée que dans un petit bassin de 4 à 5 m3, appelé "sablière" et situé sous les vibrateurs ou juste en aval de ceux-ci. Ce bassin ne doit pas être équipé de moyens de brassage, ni de ligne d'aspiration. Il est par contre muni d'un dispositif de vidange rapide afin de faciliter son évacuation et son nettoyage : ceci est également favorise par l'inclinaison à 450 du fond du bassin. Pendant les phases de démarrage, cette sablière (ou "sand trap'') est nettoyée au moins à chaque manoeuvre et même à chaque ajout de tige lors d'avancement très rapide dans les sables par exemple. Un bon usage de la sablière permet de soulager les appareils d'élimination des solides, placés en aval. Pour certaines opérations (changement de boue), il est nécessaire de pouvoir by passer cette sablière. 12. Dégazage Suivant l'importance de la venue de gaz, deux types de circuit peuvent être établis à la sortie du puits.
12.1. Séparateur vertical (cf. figure 4) Dans le cas de fortes venues, le puits est circulé sous duse. Après le manifold de duses, la boue passe dans un séparateur vertical où elle se dégaze par ruissellement sur des plateaux ou des chicanes. La boue propre est recueillie en bas de l'appareil alors que le gaz s'échappe à la partie haute. Un vide partiel peut être créé pour améliorer la séparation. En général il s'agit d'un appareil artisanal de conception simple et robuste qui lui permet de résister à des venues de gaz brutales. La seule maintenance est un nettoyage soigné après utilisation. La sortie boue du séparateur se fait en général avant les vibrateurs.
12.2. Dégazeur Dans le cas où la teneur en gaz n'est pas trop élevée, soit parce que la venue de la formation est faible, soit parce qu'il s'agit de gaz résiduel après séparateur ou de gaz recyclé, etc.... le boue gazée est passée dans un dégazeur installé en parallèle sur le circuit. La boue est injectée dans une enceinte où elle est en général soumise à un vide partiel. La boue se dégaze par ruissellement sur des chicanes et retourne dans le circuit (SWACO - WELCO - SWECO - etc ...). Pour l'appareil le plus ancien et encore le plus fréquent SWACO (cf. figure 5), une pompe à air créée le vide dans l'enceinte et aspire la boue gazée. Une pompe centrifuge annexe, circulant de la boue propre, éjecte par effet venturi la boue dégazée. D'autres degazeurs (DRILCO - BAROID - PIONEER) fonctionnent à la pression atmosphérique. Le bassin d'aspiration du dégazeur doit être de faible volume de façon à traiter en priorité la boue la plus gazée. Si le bassin est de grande dimension, l'aspiration doit être réglable en profondeur afin d'aspirer de préférence la boue gazée surnageante. (cf. figure 6). Le bassin de rejet de la boue dégazée doit être distinct du bassin d'aspiration, un retour vers ce dernier bassin doit être prévu en partie haute, pour permettre un nouveau dégazage de la boue insuffisamment dégazée.

- 154 -
MMMoooddduuullleee MMM111
Le dégazage doit être poussé au maximum avant d'aller plus loin dans le circuit : en effet le rendement d'une pompe (centrifuge ou à piston) devient très mauvais si la boue aspirée est gazée. Toutes les opérations ultérieures : hydrocyclonage, mixing, suralimentation, etc. s'effectueront donc dans de très mauvaises conditions si le dégazage a été incomplet. Il est de plus très dangereux de recycler dans le trou de la boue encore partiellement gazée. Les dégazeurs sont des matériels assez élaborés dont le rendement ne sera correct que si les recommandations d'utilisations fournies par le fabricant, sont soigneusement respectées. Il s'agit en particulier des pressions de refoulement des pompes "éjecteur par effet Venturi". L'entretien et le nettoyage doivent être réalisés avec soin après chaque utilisation et notamment après chaque essai de fonctionnement.

- 155 -
MMMoooddduuullleee MMM111
Ces essais périodiques sont nécessaires pour vérifier le bon état de l'appareil et la non-obstruction des conduites d'aspiration et de refoulement par de la boue sédimentée. La capacité de traitement du dégazeur est supérieur au débit de boue utilisée : la boue subit donc plusieurs dégazage consécutifs. L’aspiration, réglage en hauteur, est bien positionnée à mi-bassin.

- 156 -
MMMoooddduuullleee MMM111
Fig. 6 Installation d'un dégazeur horizontal
13. Hydrocyclonage 13.1. Principe (cf. figure 7)
La boue chargée en solides forés est injectée tangentiellement dans la partie haute d'un cyclone à corps conique ou cylindro-conique. Dans ce corps, par effet centrifuge, il y a séparation partielle des solides qui se rassemblent et sont éjectés à la sortie basse du cyclone, munie en général d'une duse réglable. La boue épurée et allégée se retrouve par contre dans l'axe du corps et sort à la partie haute : elle est alors récupérée dans les bassins alors que l'effluent lourd chargé en solides est éjecté au bourbier. Habituellement on distingue :
- les dessableurs [desanders], cyclones de 8 à 12", qui éliminent les "sables", c'est-à-dire les particules supérieures à 74 microns.
- les désilteurs [desilters], cyclones de 4", avec une séparation théorique de l'ordre de 20 microns.
- les CLAYJECTORS, cyclones de 2", séparant en principe jusqu'à 10 microns.

- 157 -
MMMoooddduuullleee MMM111
Fig. 7 traitement des solides "l'hydrocyclonage"
13.2. Installation (cf. figure 8) Plus le diamètre nominal de l'hydrocyclone diminue, plus la capacité maximale de boue traitée par cône diminue. Les hydrocyclones sont donc montés en batterie de façon à encaisser le débit maximal de forage en phase 17"(pour les dessableurs) et en phase 12 1/4 (pour les désilteurs). En pratique, le pouvoir de séparation d'un hydrocyclone n'est en fait qu'une probabilité d'élimination des particules solides lors de leur passage au travers des cônes. Faire passer plusieurs fois la même boue dans l'hydrocyclone améliore nettement la séparation. Dans ce but, les batteries d'hydrocyclones sont en général sur-dimensionnées d'au moins 50 %. Pour les cônes les plus usuels, les batteries pourront être :
- 2 cônes 12" à 2000 1/mn maximum chacun - 6 à 8 cônes 8" à 600 1/mn maximum chacun - 10 à 12 cônes 4" à 300 l/mn maximum chacun

- 158 -
MMMoooddduuullleee MMM111
Les batteries sont installées en passerelle sur le circuit et sont alimentées par une pompe centrifuge qui doit être soigneusement dimensionnée. L'aspiration de la boue chargée et le rejet de la boue épurée doivent se faire dans deux bassins consécutifs. Un retour doit être prévu en partie basse de bassin pour compenser le surdimensionnement de la batterie par rapport au débit de forage. Les batteries sont installées dans l'ordre décroissant de diamètre des cônes. Un brassage par gun de fond ou hélicomélangeur doit être en service dans chaque bassin.
Fig. 8 Installation de l'hydrocyclone

- 159 -
MMMoooddduuullleee MMM111
13.3. Fonctionnement (cf. figure 9) Il faut tout d'abord vérifier que le manomètre à l'entrée de la batterie affiche la pression recommandée par le fabricant pour la densité de la boue à traiter. Si cette pression n'est pas respectée, l'installation doit être vérifiée : obstruction dans l'aspiration ou le refoulement, mauvais état de la pompe, détérioration des hydrocyclones, etc ... L'effluent lourd doit s'écouler en "ombrelle" et une légère succion d'air doit être constatée sous la duse. Cet écoulement correspond à la meilleure séparation des solides, en quantité et en finesse de particules. Un écoulement en "corde" élimine moins de solides et uniquement les plus grossiers. Un jet de boue continu sous le cône est la preuve d'un mauvais fonctionnement de l'appareil qui doit être aussitôt vérifié démontage et vérification de l'état des cônes. La densité de l'effluent lourd est aussi une bonne indication sur le réglage correct des hydrocyclones. Cette densité, pour une boue non alourdie, doit être voisine des valeurs suivantes :
- pour les dessableurs : 1,40 - 1,50 - pour les désilteurs : 1,30 - 1,35
Cette densité est assez instable et doit être mesurée sur un volume important. 14. Traitements particuliers d'élimination des solides Les appareils d'élimination, décrits ci-dessus, peuvent se révéler insuffisants ou inadaptés dans différentes circonstances :
- les avancements et la charge en solides sont très rapides - la boue doit être maintenue à une densité très faible - il s'agit d'une boue chère ou polluante qui ne peut pas être éjectée avec l'effluent
lourd des hydrocyclones, etc...
Pour régler ce genre de problèmes, il faut utiliser des appareils ou des associations d'appareils particuliers.
14.1. Mud-cleaner (cf. figure 10) La perte de boue avec l'effluent lourd des désilteurs est jugée excessive. Cet effluent lourd est donc récupéré sur un tamis vibrant à toile fine (150 à 200 mesh) : les solides sont éliminés au bourbier et la boue épurée sous vibrateurs est remise en circuit. En général, le Mud-cleaner est un appareil indépendant monté en parallèle sur le circuit et comporte sa pompe d'alimentation, sa batterie de cônes 4" et son tamis vibrant. Ce système n'est rentable que dans le cas de boue chère et/ou polluante.
14.2. Centrifugeuses (cf. figure 11) Les centrifugeuses semi-continues à axe vertical et à bol de grand diamètre sont les appareils qui donnent le meilleur pouvoir séparateur et la plus grande capacité de traitement (10 à 15 m3/heure de boue). Le principal inconvénient est qu'elles nécessitent la présence d'un opérateur au moins à temps partiel, si on veut en tirer le rendement maximum. Elles ont été utilisées avec une excellente rentabilité pour récupérer la boue perdue avec les effluents lourds dessableurs - désilteurs. Cet effluent est rassemblé dans un petit bac où il décante, la boue surnageante est centrifugée et la boue propre est renvoyée dans le circuit. Les centrifugeuses continues à axe horizontal ont un pouvoir séparateur assez moyen et une capacité de traitement réduite (2 à 5 m3/heure). Elles travaillent en parallèle sur le circuit, en continu, sans surveillance particulière. La maintenance est difficile et

- 160 -
MMMoooddduuullleee MMM111
coûteuse. Ces appareils sont cependant beaucoup plus utilisés que ceux à axe vertical, car leur fonctionnement en continu en facilite l'utilisation sur chantier. (cf.figure 12)
Fig. 9 Méthode "Quick look"

- 161 -
Fig. 10 Le Mud cleaner.
Fig. 11 Décanteuse

- 162 -
MMMoooddduuullleee MMM111

- 163 -
MMMoooddduuullleee MMM111
Fig. 12 Centrifugeuse à vis convoyeuse.
14.3. Clayjector Cet appareil est constitué de 4 cônes 211 dans lesquels est injectée une boue barytée, largement diluée à l'eau. L'effluent lourd est enrichi en baryte et est récupéré dans le circuit. L'effluent léger : boue dé barytée + eau de dilution est éjecté au bourbier. Le principe du circuit de fonctionnement est donc l'inverse du circuit classique des dessableurs/désilteurs. L'appareil n'est rentable que sur des boues à l'eau (boues salées saturées exclues) à très haute densité où il y a un problème de charge rapide par les argiles du terrain. 15. Fabrication - brassage - stockage
15.1. Fabrication – Entretien En début du puits, la boue est fabriquée dans un bassin particulier, situé en principe à proximité des stocks de produits à boue. Elle est stockée dans les bassins de circulation et dans ceux de réserve. En cours de forage, la boue est entretenue :
- soit par ajout de produit directement dans la boue en circulation, par exemple dans le cas d'un barytage.
- soit par ajout au circuit d'un volume de boue neuve ou de solution traitante, préparé dans le bassin de fabrication.
La plupart des chantiers dispose en plus de un ou plusieurs petits bassins ou compartiments (slug pit, pill tank, etc ...) pour fabrication des bouchons colmatants, des bouchons lourds pour manoeuvres sèches, des spacers, etc...

- 164 -
MMMoooddduuullleee MMM111
15.2. Matériel Les bassins de fabrication ou d'entretien sont équipés de mixer, c'est-à-dire d'un entonnoir avec un jet basse pression alimenté en boue (ou en eau) par une pompe centrifuge. Certains produits à boue doivent être ajoutés au circuit à cadence très régulière et en faible quantité : soude caustique, ou chaux en solution, anti-mousse, etc... Ces ajouts peuvent se faire à l'aide d'un fût de traitement muni d'un robinet et d'un petit hélicomélangeur. Les boues salées saturées sont parfois diluées avec un fût à saumure. Hormis le bassin de décantation ou sablière, tous les bassins sont équipés d'un dispositif de brassage par jets de fond ou hélicomélangeur. Les jets de fond (ou "gun" peuvent être orientables depuis la surface ou rotatifs (tourniquet). Ils permettent surtout d'éviter l'accumulation de baryte ou de sédiment dans les angles morts des bassins en boue alourdie. Les hélicomélangeurs à pales d'hélice ou, plus souvent, à plateau assurent une agitation régulière et autonome, puisqu'il n'y pas besoin d'une pompe d'alimentation comme pour les jets. La puissance du moteur doit être adaptée à la densité de la boue à brasser.
15.3. Stockage de la boue Suivant la profondeur, le type de puits (développement ou exploration), la taille de l'appareil de forage, etc. le stockage total en surface peut varier de 150 à 300 m3. La plupart des bassins actifs sont équipés de capteurs de niveaux ou sont jaugés par mesure directe. Ces mesures deviennent erronées en fond de bassin par suite de l'encombrement des aspirations, de leur vannes et autres matériels. Le bac de manoeuvre (ou "trip tank" ou "possum belly tank") est un bassin particulier de stockage qui permet le contrôle précis du remplissage du puits en cours de manoeuvre. Il est en général de section étroite de telle sorte qu'à une faible variation de volume corresponde une variation sensible du niveau dans le bac. (cf. figure 13) Le bourbier est en général un bassin creusé dans le sol pour le stockage des boues usées, des déblais et de tous les rejets. Lorsque les conditions d'environnement le justifient, il peut être constitué d'un ensemble de bassins étanchés par des feuilles de plastique ou même bétonnés, où s'opère la sédimentation des solides, la collecte des huiles surnageantes, la décantation des boues, etc... Dans certains cas, il est ajouté une installation d'épuration des eaux avant rejet dans la nature.
15.4. Le stockage des pulvérulents (cf. figure 14) Excepté quelques produits livrés liquides en fût (anti-mousses, produits de décoincement, additifs pour laitier de ciment), la grande majorité des produits à boue sont pulvérulents et livrés en sac de 50 kg ou en big bags de 1500 kg. Pour les produits chers ou dangereux, dans un environnement difficile, les sacs sont protégés par des caisses ou palettes avec enveloppe plastique et cerclage. Pour les produits à grande consommation : baryte, bentonite, attapulgite et ciment, la livraison peut se faire en vrac par bateau de service (supply-boat) en mer, ou par "banane" à terre et le stockage sur chantier se fait en silo. Les silos peuvent également être remplis sur chantier avec une "pulsette" à partir de sacs ou de bigs bags.

- 165 -
MMMoooddduuullleee MMM111
Fig. 13. Bac de manœuvre [trip tank]
Le synoptique de fonctionnement des silos prévoit en principe : - un circuit ciment totalement indépendant du circuit à boue : baryte,
bentonite, attapulgite - un surge tank équipé de système de visualisation du niveau et de pesée - une protection des silos par crépine au remplissage, par assécheur d'air,
par manomètre et soupape de sécurité.
Les silos doivent être aérés au minimum une fois par semaine avec de l'air sec; les refoulements doivent être nettoyés très soigneusement après chaque utilisation pour éviter les mélanges de produits.

- 166 -
MMMoooddduuullleee MMM111
Fig. 14. Stockage des pulvérulents

- 167 -
MMMoooddduuullleee MMM111
16. Transfert -suralimentation 16.1. Pompe centrifuge
L'installation boue basse pression comporte de nombreuses pompes centrifuges dont les fonctions sont multiples :
- alimentation des appareils d'élimination mécanique des solides et éventuellement du jet-venturi du dégazeur ;
- alimentation des mixers et des jets de brassage dans les bassins - transfert entre bacs de fabrication, de circulation et de réserve, avec les
cas particuliers du transfert vers le bac de manoeuvre et vers l'unité de cimentation
- suralimentation des pompes de forage. Une pompe centrifuge comprend une partie mobile : la roue ou impulseur, et une partie fixe : la volute qui utilise l'énergie cinétique fournie par la roue pour élever le liquide à une hauteur appelée "Hauteur Manométrique Totale". Cette H.M.T. est exprimée en mètre (ou pied) d'eau et est égale à la somme :
- des Pertes de charge dans les conduites d'aspiration et du refoulement, - des pertes de charge dans l'appareil alimenté (dessableur, jet, etc ...), - de la surpression provoquée par la différence de niveau entre la boue
dans le bassin d'aspiration et la sortie de l'appareil. Cette surpression peut être importante sur les appareils "offshore" où le matériel est parfois installé sur des ponts différents.
Cette H.M.T. dépend de la densité de la boue ainsi que la puissance nécessaire pour le moteur d'entraînement de la pompe. En pratique les pompes centrifuges les plus fréquentes sont
- des pompes 5 x 6 entraînées par des moteurs de 75 eh tournant à 1750 t/mn
- des pompes 6 x 8 entraînées par des moteurs de 100 eh tournant à 1750 t/mn.
16.2. Suralimentation [supercharging]
Les pompes à piston haute pression, assurant la circulation de la boue de forage, sont suralimentées par des pompes centrifuges ; ceci a pour objectifs :
- d'assurer le remplissage optimal des parties hydrauliques - d'éviter les cognements hydrauliques et d'améliorer le fonctionnement
mécanique - d'éliminer la cavitation et toutes ses conséquences - d'obtenir la pleine utilisation de la puissance disponible lorsque les
conditions de remplissage des pompes à pistons sont défavorables : boue bullée, boue lourde à haute température, boue à fort pourcentage de gaz-oil, etc...
Il y a en général une pompe de suralimentation indépendante pour chaque pompe de forage. La pompe centrifuge est implantée de façon à minimiser les pertes de charge entre le bassin d'aspiration et la pompe de forage : nombre réduit de coudes, aspiration 6" au minimum, etc...

- 168 -
MMMoooddduuullleee MMM111
16.3. Circuits Certaines pompes centrifuges ont un usage spécifique : hydrocyclones, suralimentation, d'autres peuvent être utilisées sur plusieurs circuits : pompes de transfert. En général, l'installation est conçue avec une certaine redondance afin que la mise hors service d'une pompe n'entraîne pas l'arrêt de la fonction. Le personnel de chantier doit être familiarisé avec tous les circuits possibles et être capable de les optimiser lorsque cela est nécessaire. Le meilleur circuit est le plus direct et surtout le plus sûr, c'est-à-dire comportant le minimum de vannes basse pression pouvant entraîner des fuites et donc des pollutions ou des erreurs de volume par mélange de fluides : boue de circulation, solution traitante, réserve d'eau industrielle, etc... Ce problème doit être étudié de très près en particulier lors d'une cimentation de tubage, où l'unité de cimentation doit être alimentée par le chantier en eau, eau + additifs boue pour la chasse etc...
16.4. Mesures L'accrocheur est chargé de la surveillance de la boue et des bassins. Il dispose en général d'un local sur les bassins près des vibrateurs, équipé de l'appareillage nécessaire. A intervalles de temps réguliers, fixés par le responsable du chantier, il effectue les mesures suivantes :
- Densité avec une balance à boue - Viscosité avec le viscosimètre Marsh et un chronomètre - Filtrat avec le filtre Presse basse pression - Teneur en sable avec un tamis et une éprouvette standard - Mesure des niveaux sur la boue en circulation.
La cadence de mesure dépend de beaucoup de paramètres et surtout de l'importance du problème attendu. Généralement les mesures sont faites toutes les 1/2 heures ou toutes les heures, sauf pour le filtrat et le sable qui sont réalisées 1 ou 2 fois par poste. Dans d'autres cas, il peut y avoir par contre surveillance quasi-continue des niveaux (zones à pertes ou à venues), de la densité (en cours de barytage), de la viscosité (reforage ciment), etc... Ces mesures sont aussi des seuils d'alerte pour déclencher des traitements correctifs et pour informer le technicien fluides et les responsables du chantier. Toutes ces mesures sont notées sur un imprimé ainsi que tous les transferts de bassin à bassin et toutes les consommations de produits à boue. Par ailleurs, les bassins sont équipes souvent d'un appareillage de mesure, relié soit au plancher de forage soit à la cabine de mesures géologiques : mesures des niveaux, de la densité, de la température, de la teneur en gaz, etc.. L'accrocheur doit vérifier la cohérence de toutes ces mesures et en particulier informer le plancher et le mud logging de ce qu'il fait sur les bassins : arrêt des hydrocyclones, transfert de boue, barytage, etc ...
---ooo000ooo---