La raboteuse permet d'obtenir des faces généralement usinées parallèlement à SR1 et SR2...
8
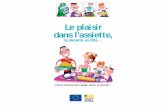
La raboteuse permet d'obtenir des faces généralement usinées parallèlement à SR1 et SR2 (largeur, épaisseur). Elle donne aux pièces leur section finie. LA RABOTEUSE FONCTION GLOBALE: AVANT APRES SR1 SR2 A / / A
-
Upload
goddard-perret -
Category
Documents
-
view
106 -
download
1
Transcript of La raboteuse permet d'obtenir des faces généralement usinées parallèlement à SR1 et SR2...

La raboteuse permet d'obtenir des faces généralement usinées parallèlement à SR1 et SR2 (largeur, épaisseur). Elle donne aux pièces leur section finie.
LA RABOTEUSE
FONCTION GLOBALE:
AVANT
APRES
SR1
SR2
A
// A

ETUDE SCHEMATIQUE:a) Bilan extérieur.
Bâti
Capot
Support de pièce
Porte de visite
Réglage cote de
rabotage
Vernier
Réglage du rouleau de
table
Lecture de la vitesse d'avance
Réglage de la vitesse d'avance
Embrayage
Contacteur Y

Table plane mobile (ou référentiel) en hauteur (manuel ou mécanique) parallèle au porte outils, en acier fortement allié. Reçoit quelquefois un rouleau lisse. Supporte la pièce à usiner pendant son passage.
b) Bilan intérieur.
Limiteur de passe
Rocher anti-recul
Rouleau d'entrée
Presseur d'entrée
M.CPresseur de
sortieRouleau de
sortie
Rouleau de table
M.a
ETUDE DES ORGANES:
Le support de pièces:

Les organes d’avances:
Deux rouleaux supérieurs donnent à la pièce sa vitesse d'amenage:
Rouleau d'entrée: -Strié du type monobloc, permet le passage d'une seule pièce à la fois et de même épaisseur.-Sectionné, permet le passage de plusieurs pièces d'épaisseurs différentes sur toute la largeur de la table.
Rouleau strié
Rouleau sectionné

-Monobloc lisse, entraîne les pièces vers la sortie. Est placé au dessus des pièces.
Rouleau de sortie:
- Sur la table (pas sur tous les modèles), rouleau lisse "fou" pour l'amenage des bois humides.Les organes de pression:
Les presseurs situés de part et d'autre de l'outil, appliquent la pièce sur la table et empêchent toutes vibrations et assurent ainsi l'obtention de cotes précises.Les organes de commande:
- du porte outils: contacteur marche, arrêt ou démarrage Y
- des rouleaux entraîneur: embrayage, débrayage.

de 8 à 16 m/mn par arrête tranchante
lames en acier fortement allié, conception identique à celui de la dégauchisseuse. Angle de taillant 35° bois tendres, 45° bois durs.
L‘outil:
Le porte-outils: - diamètre moyen 120mm, - arbre cylindrique maintenant: 2,3 ou 4
outils,- vitesse de rotation : 5000 à 6000 tr/mn. La vitesse d’avance:
Formule de calcul :
A= a x N x Z = en m/mn A = vitesse d'avancea = pas d'usinageN = nombre de tour/mnZ = nombre de dents

Le système de protection:
-Des carters évitent le contact avec l'outil de coupe et les parties mécaniques en mouvement, -Un jeu de rochets anti-recul évite le recul des pièces,
-Barre de sécurité limiteur de passe, -Le disjoncteur électrique qui évite les surcharges du moteur.
M.a
Dispositif anti-recul
Barre de sécurité

Energie: électricité
Contrôle de compréhension :
Calculer la vitesse d'avance de cette raboteuse:On vous donne:
- le pas d'usinage d'un fer a = 1mm- Le nombre de tours par minute N=
6000 tr/mn- Le nombre de fers Z= 4 On vous demande:de calculer la vitesse d'avance de cette
raboteuse On exige: - Donner la formule permettant de résoudre le problème:
F = - De poser l'opération et de donner le résultat:
A = a x N x Z = résultat en m/mn
0,001 x 6000 x 4 = 24 m/mn