Guide méthodologique : Les consommations d’énegies ... · PRINCIPAUX POSTES DE CONSOMMATION EN...
50
DEMANDEUR : FEB 34, Quai de la Loire 75019 PARIS Guide méthodologique : Les consommations d’énergies dans la filière Boulangerie Viennoiserie Pâtisserie industrielle, Constats et moyens de maîtrise Programme réalisé avec le soutien financier de l’ADEME (N° de contrat : 1381C0035) Juin 2015 Coordination : Yvan DELOCHE CRITT Agroalimentaire PACA Cité de l’alimentation 100 rue Pierre Bayle BP 11584 AVIGNON cedex 9 Centres techniques partenaires :
Transcript of Guide méthodologique : Les consommations d’énegies ... · PRINCIPAUX POSTES DE CONSOMMATION EN...
DEMANDEUR : FEB
34, Quai de la Loire 75019 PARIS
Guide méthodologique : Les consommations d’énergies dans la filière
Boulangerie Viennoiserie Pâtisserie industrielle, Constats et moyens de maîtrise
Programme réalisé avec le soutien financier de l’ADEME
(N° de contrat : 1381C0035)
Juin 2015
Coordination : Yvan DELOCHE
CRITT Agroalimentaire PACA Cité de l’alimentation
100 rue Pierre Bayle BP 11584
AVIGNON cedex 9
Centres techniques partenaires :
Convention FEB - Énergie BVP - Guide méthodologique 2
Sommaire
1. CONTEXTE ET OBJECTIFS DU GUIDE MÉTHODOLOGIQUE ........................................................................ 4
2. LES PRINCIPAUX POSTES DE CONSOMMATION D’ÉNERGIE IDENTIFIÉS EN BVP ....................................... 5
2.1. DONNÉES STATISTIQUES NATIONALES ............................................................................................................ 5 2.2. COÛT DE L’ÉNERGIE ................................................................................................................................... 6 2.3. SCHÉMA DES FLUX D’ÉNERGIE ET DES USAGES ................................................................................................. 8 2.4. PRINCIPAUX POSTES DE CONSOMMATION ÉLECTRIQUE .................................................................................... 10
2.4.1. Chambres froides ........................................................................................................................... 11 2.4.2. Surgélateurs .................................................................................................................................. 11 2.4.3. Fours électriques ........................................................................................................................... 12
2.5. PRINCIPAUX POSTES DE CONSOMMATION EN GAZ NATUREL ............................................................................. 13 2.5.1. Fours à gaz .................................................................................................................................... 13
2.6. FACTEURS D’INFLUENCE DES CONSOMMATIONS ............................................................................................ 14
3. LES CONSOMMATIONS SPÉCIFIQUES DANS LA FILIÈRE BVP ................................................................... 18
3.1. CONSOMMATIONS SPÉCIFIQUES GLOBALES ................................................................................................... 18 3.2. CONSOMMATIONS SPÉCIFIQUES DES FOURS .................................................................................................. 21
4. METTRE EN PLACE UN PLAN DE COMPTAGE .......................................................................................... 21
4.1. CHOISIR SES INDICATEURS ......................................................................................................................... 22 4.1.1. Les indicateurs de performance énergétique de niveau 1 ............................................................. 23 4.1.2. Les indicateurs de performance énergétique de niveau 2 : ........................................................... 24 4.1.3. Les indicateurs de performance énergétique de niveau 3 : ........................................................... 25
4.2. LA MISE EN ŒUVRE DU COMPTAGE ............................................................................................................. 27 4.2.1. Le comptage du gaz ...................................................................................................................... 27 4.2.2. Le comptage de l’électricité ........................................................................................................... 29 4.2.3. Conclusion sur le comptage ........................................................................................................... 30
4.3. L’EXPLOITATION DES DONNÉES ................................................................................................................... 31 4.3.1. La fréquence des relevés ............................................................................................................... 31 4.3.2. Les supports d’exploitation des données ....................................................................................... 33
5. LES PRÉCONISATIONS LES PLUS FRÉQUENTES ....................................................................................... 35
5.1. PRÉCONISATIONS SUR LA PRODUCTION DE FROID ........................................................................................... 35 5.2. PRÉCONISATIONS SUR LES USAGES DU FROID ................................................................................................. 40 5.3. RÉDUCTION DE LA CHARGE THERMIQUE DANS LES ENCEINTES FRIGORIFIQUES ...................................................... 41 5.4. PRÉCONISATIONS SUR LA CONDUITE DES FOURS ............................................................................................. 45 5.5. SYNTHÈSE DES PISTES D’AMÉLIORATIONS ..................................................................................................... 47
6. POURQUOI ENGAGER UNE DÉMARCHE DE MANAGEMENT DE L’ÉNERGIE ............................................ 49
6.1. IDENTIFIER LES ENJEUX PROPRES À SON SITE .................................................................................................. 49 6.2. INTÉGRER L’ÉNERGIE DANS SA GESTION FINANCIÈRE ....................................................................................... 49 6.3. MIEUX MAÎTRISER LA QUALITÉ DE SES PRODUITS FINIS ..................................................................................... 50
Convention FEB - Énergie BVP - Guide méthodologique 3
Glossaire : BVP : Boulangerie Viennoiserie Pâtisserie Consommation spécifique : consommation par unité de production ECS : Eau chaude sanitaire EER : Energy efficiency ratio (Efficacité énergétique d’un groupe froid) PAC : Pompe à chaleur VEV : Variation électronique de vitesse TRB : Temps de retour brut
Convention FEB - Énergie BVP - Guide méthodologique 4
1. Contexte et objectifs du guide méthodologique L’énergie est un poste clé pour les industries agroalimentaires et devient une préoccupation croissante, en raison de :
la part importante des coûts de l’énergie dans les coûts de production, l’augmentation durable du prix de toutes les énergies, la raréfaction des énergies fossiles, et des émissions de GES générées par leur
utilisation, principales responsables du réchauffement climatique, la disparition des tarifs réglementés vert et jaune.
Le secteur de la boulangerie, viennoiserie, pâtisserie fait partie des secteurs agroalimentaires qui ont des consommations d’énergie très significatives, engendrées notamment par les procédés de cuisson et de surgélation. Le potentiel de réduction des consommations d’énergies en industrie est très important, car il est estimé globalement à 30 %, et parfois sans investissement. Or les entreprises agroalimentaires et particulièrement les PME ont peu travaillé sur le sujet, souvent par manque de disponibilité. Les actions de réduction sont pourtant plus pertinentes que le recours aux énergies renouvelables, avec des Temps de Retour Brut (TRB) très courts. Dans ce contexte, il est aujourd’hui nécessaire de connaître au mieux ses consommations d’énergie pour mieux les maîtriser et les réduire. La FEB a bien pris conscience de ces enjeux et a décidé d’aider ses adhérents en engageant une opération collective de diagnostics énergétiques. Cette opération s’est déroulée entre 2014 et 2015. L’idée a été d’analyser les consommations énergétiques et d’identifier les actions de réduction possibles sur un panel de 9 entreprises de la filière, ces 9 entreprises fabriquant des produits différents (boulangerie, viennoiserie, pâtisserie) et utilisant des techniques de production différentes (cru surgelé, précuit surgelé, précuit frais, frais). L’opération s’est déroulée en plusieurs étapes :
- la formation des responsables énergie des 9 entreprises sélectionnées, - une analyse préliminaire des consommations, des coûts énergétiques et des
principaux postes de consommation, via la réalisation de pré-diagnostic sur site, - une analyse approfondie, via la mise en place d’un plan de comptage et d’un
diagnostic ciblé ayant pour objectif d’améliorer les performances énergétiques des postes de consommations clés (four de cuisson, surgélateurs, etc.).
À partir du retour d’expérience de ces 9 cas d’études, un état des lieux des consommations d’énergie pour les différentes techniques de production de la filière (cru surgelé, précuit surgelé, précuit frais, frais) a pu être dressé. Il a également été possible de recenser les actions de réduction possibles des consommations pour l’ensemble de la filière, en faisant ressortir, pour chaque technique, les principaux enjeux en termes de consommations d’énergie et les pistes d’action de réduction. Le présent guide a pour objet de diffuser les informations sur les consommations d’énergie et les moyens de les maîtriser dans la filière « boulangerie - pâtisserie – viennoiserie ». Ainsi, les préconisations les plus pertinentes identifiées pour la filière seront présentées. Il a
Convention FEB - Énergie BVP - Guide méthodologique 5
également pour objectif de montrer aux entreprises de la filière l’intérêt de réaliser des diagnostics énergétiques, et de mettre en place un suivi des indicateurs de performance énergétique. La réalisation de cette opération et la rédaction de ce guide ont été confiées à un réseau d’experts en environnement spécialisés en agroalimentaire : le Réseau « Gestion durable des fluides ». Ce réseau regroupe des Instituts Techniques Agro-industriels et de Centres interface Régionaux. Ces centres réalisent tous des actions de maîtrise de l’énergie. La coordination des experts du réseau dans le cadre de cette opération a été assurée par le CRITT agroalimentaire PACA.
2. Les principaux postes de consommation d’énergie identifiés en BVP 2.1. Données statistiques nationales
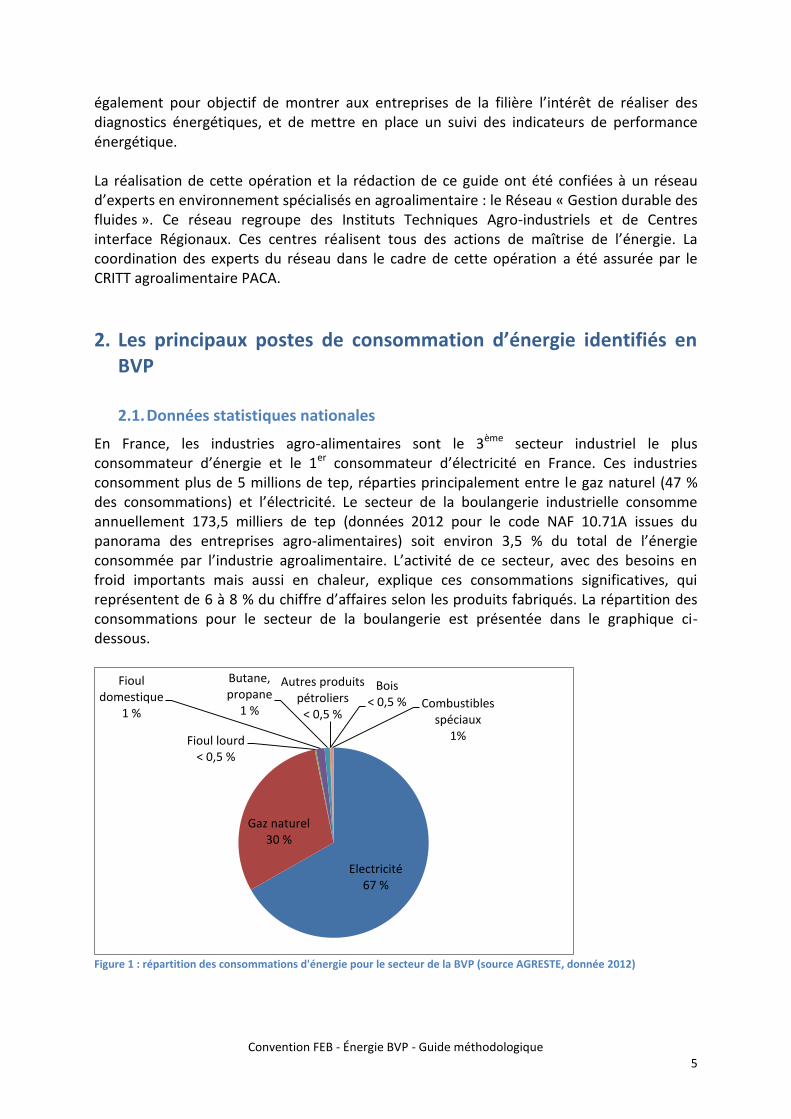
En France, les industries agro-alimentaires sont le 3ème secteur industriel le plus consommateur d’énergie et le 1er consommateur d’électricité en France. Ces industries consomment plus de 5 millions de tep, réparties principalement entre le gaz naturel (47 % des consommations) et l’électricité. Le secteur de la boulangerie industrielle consomme annuellement 173,5 milliers de tep (données 2012 pour le code NAF 10.71A issues du panorama des entreprises agro-alimentaires) soit environ 3,5 % du total de l’énergie consommée par l’industrie agroalimentaire. L’activité de ce secteur, avec des besoins en froid importants mais aussi en chaleur, explique ces consommations significatives, qui représentent de 6 à 8 % du chiffre d’affaires selon les produits fabriqués. La répartition des consommations pour le secteur de la boulangerie est présentée dans le graphique ci-dessous.
Figure 1 : répartition des consommations d'énergie pour le secteur de la BVP (source AGRESTE, donnée 2012)
Electricité 67 %
Gaz naturel 30 %
Fioul lourd < 0,5 %
Fioul domestique
1 %
Butane, propane
1 %
Autres produits pétroliers
< 0,5 %
Bois < 0,5 % Combustibles
spéciaux 1%
Convention FEB - Énergie BVP - Guide méthodologique 6
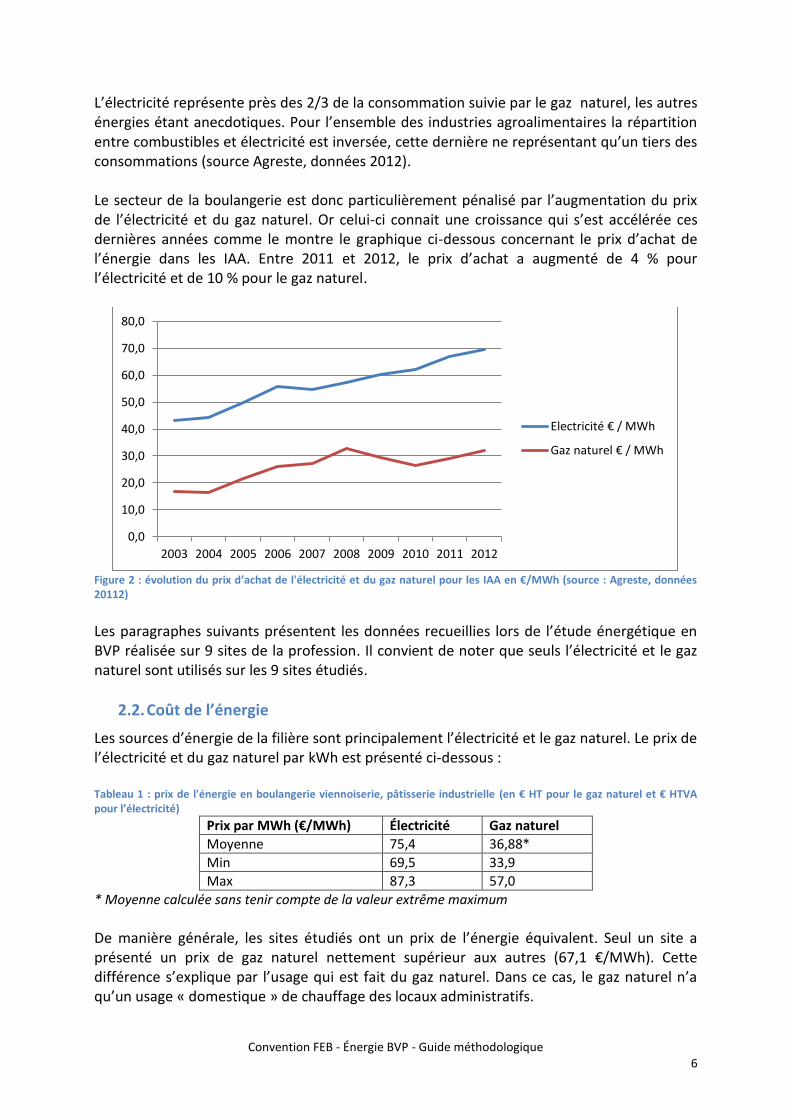
L’électricité représente près des 2/3 de la consommation suivie par le gaz naturel, les autres énergies étant anecdotiques. Pour l’ensemble des industries agroalimentaires la répartition entre combustibles et électricité est inversée, cette dernière ne représentant qu’un tiers des consommations (source Agreste, données 2012). Le secteur de la boulangerie est donc particulièrement pénalisé par l’augmentation du prix de l’électricité et du gaz naturel. Or celui-ci connait une croissance qui s’est accélérée ces dernières années comme le montre le graphique ci-dessous concernant le prix d’achat de l’énergie dans les IAA. Entre 2011 et 2012, le prix d’achat a augmenté de 4 % pour l’électricité et de 10 % pour le gaz naturel.
Figure 2 : évolution du prix d’achat de l'électricité et du gaz naturel pour les IAA en €/MWh (source : Agreste, données 20112)
Les paragraphes suivants présentent les données recueillies lors de l’étude énergétique en BVP réalisée sur 9 sites de la profession. Il convient de noter que seuls l’électricité et le gaz naturel sont utilisés sur les 9 sites étudiés.
2.2. Coût de l’énergie
Les sources d’énergie de la filière sont principalement l’électricité et le gaz naturel. Le prix de l’électricité et du gaz naturel par kWh est présenté ci-dessous : Tableau 1 : prix de l'énergie en boulangerie viennoiserie, pâtisserie industrielle (en € HT pour le gaz naturel et € HTVA pour l’électricité)
Prix par MWh (€/MWh) Électricité Gaz naturel
Moyenne 75,4 36,88*
Min 69,5 33,9
Max 87,3 57,0
* Moyenne calculée sans tenir compte de la valeur extrême maximum
De manière générale, les sites étudiés ont un prix de l’énergie équivalent. Seul un site a présenté un prix de gaz naturel nettement supérieur aux autres (67,1 €/MWh). Cette différence s’explique par l’usage qui est fait du gaz naturel. Dans ce cas, le gaz naturel n’a qu’un usage « domestique » de chauffage des locaux administratifs.
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
2003 2004 2005 2006 2007 2008 2009 2010 2011 2012
Electricité € / MWh
Gaz naturel € / MWh
Convention FEB - Énergie BVP - Guide méthodologique 7
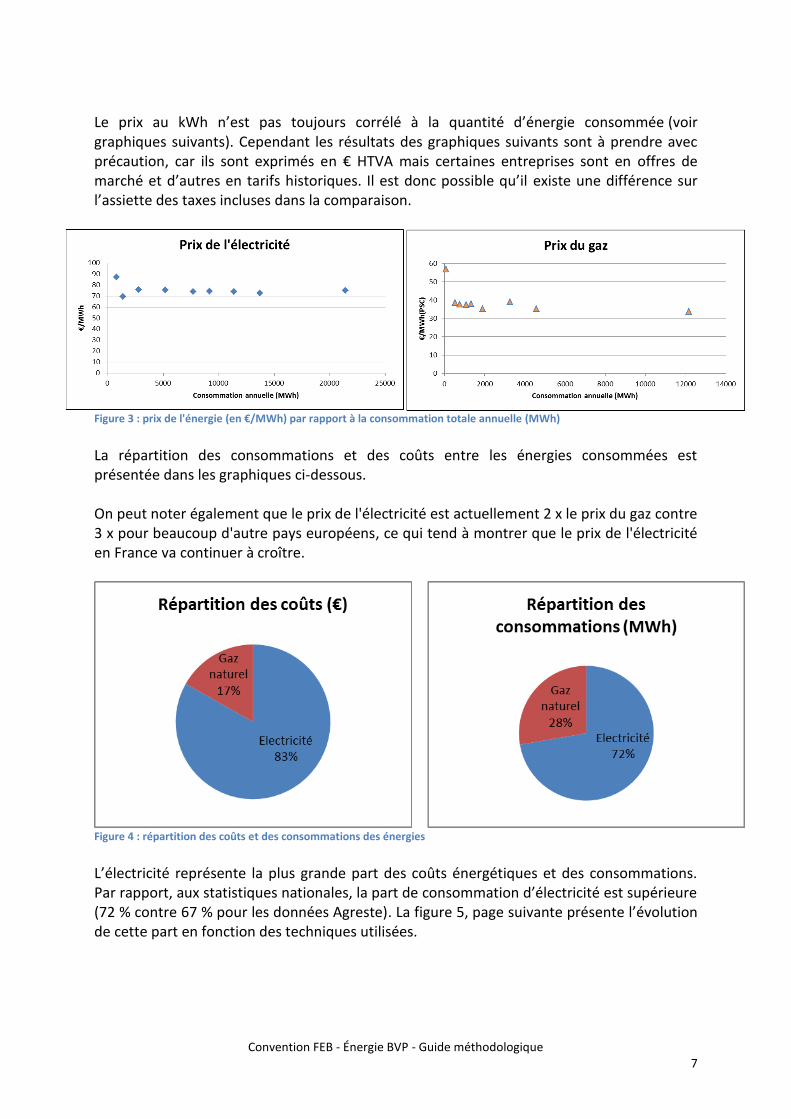
Le prix au kWh n’est pas toujours corrélé à la quantité d’énergie consommée (voir graphiques suivants). Cependant les résultats des graphiques suivants sont à prendre avec précaution, car ils sont exprimés en € HTVA mais certaines entreprises sont en offres de marché et d’autres en tarifs historiques. Il est donc possible qu’il existe une différence sur l’assiette des taxes incluses dans la comparaison.
Figure 3 : prix de l'énergie (en €/MWh) par rapport à la consommation totale annuelle (MWh) La répartition des consommations et des coûts entre les énergies consommées est présentée dans les graphiques ci-dessous. On peut noter également que le prix de l'électricité est actuellement 2 x le prix du gaz contre 3 x pour beaucoup d'autre pays européens, ce qui tend à montrer que le prix de l'électricité en France va continuer à croître.
Figure 4 : répartition des coûts et des consommations des énergies
L’électricité représente la plus grande part des coûts énergétiques et des consommations. Par rapport, aux statistiques nationales, la part de consommation d’électricité est supérieure (72 % contre 67 % pour les données Agreste). La figure 5, page suivante présente l’évolution de cette part en fonction des techniques utilisées.

Convention FEB - Énergie BVP - Guide méthodologique 8
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Cru surgelé Précuit ou cuitsurgelé
Plusieurs techniquessurgelés
Plusieurs techniquessurgelés et frais
Part de l'électricité dans la facture énergétique (%)
Figure 5 : part de l'électricité dans la facture énergétique
Logiquement, pour les entreprises fabriquant des précuits ou cuits surgelés, la part de l’électricité est plus faible du fait de l’utilisation de four au gaz naturel. Les entreprises fabriquant uniquement du cru ont des consommations d’électricité qui représentent plus de 90 % de la facture énergétique.
2.3. Schéma des flux d’énergie et des usages
La figure suivante présente les usages du gaz dans une entreprise de fabrication des produits précuits ou cuits. Le gaz naturel est utilisé directement par les brûleurs des fours. Il y a aussi très souvent une chaudière vapeur utilisée pour les besoins des étuves et des fours. Cette vapeur peut avoir d’autres usages (production d’eau chaude sanitaire, chauffage, etc.). Dans d’autres cas, les autres usages sont assurés par une chaudière gaz à eau chaude ou directement par des radiants pour le chauffage (flèche en pointillés).
eau chaude sanitaire
chauffage
chaudièrevapeur
Four 1
Four 2
Four ...
injections process (fours, étuves)
Gaz
Figure 6 : exemple de schéma des usages du gaz dans une entreprise de fabrication de produits cuits
Convention FEB - Énergie BVP - Guide méthodologique 9
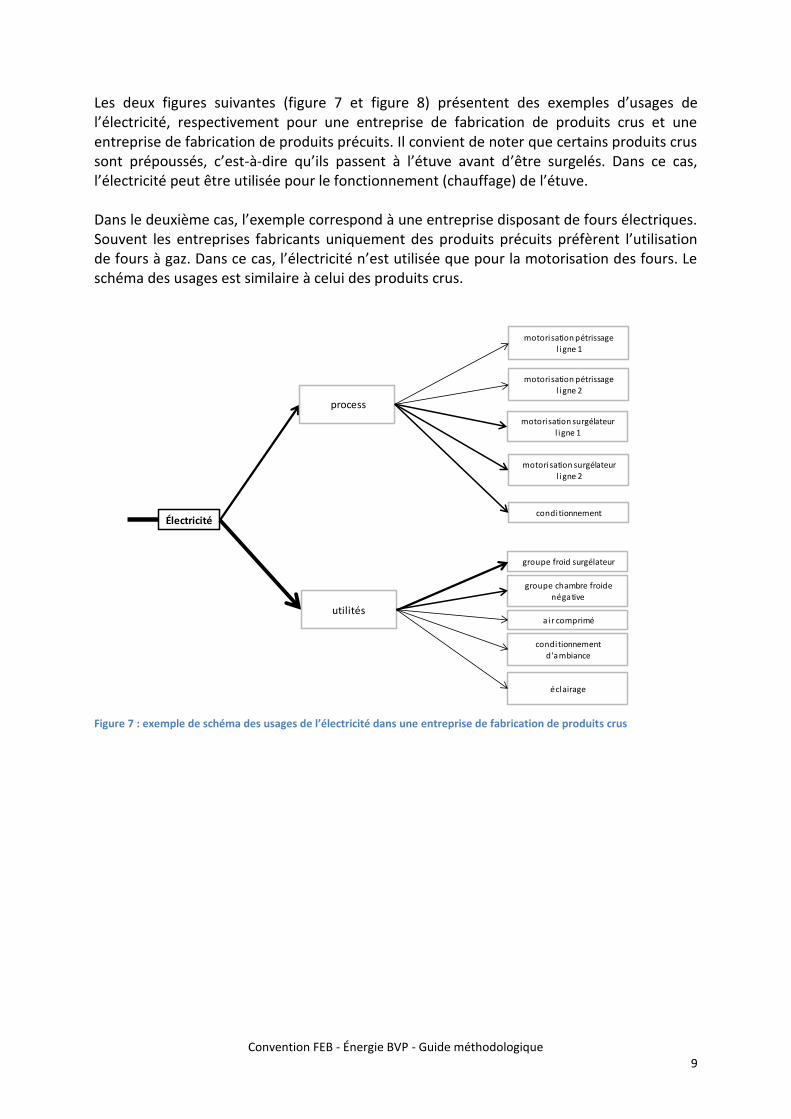
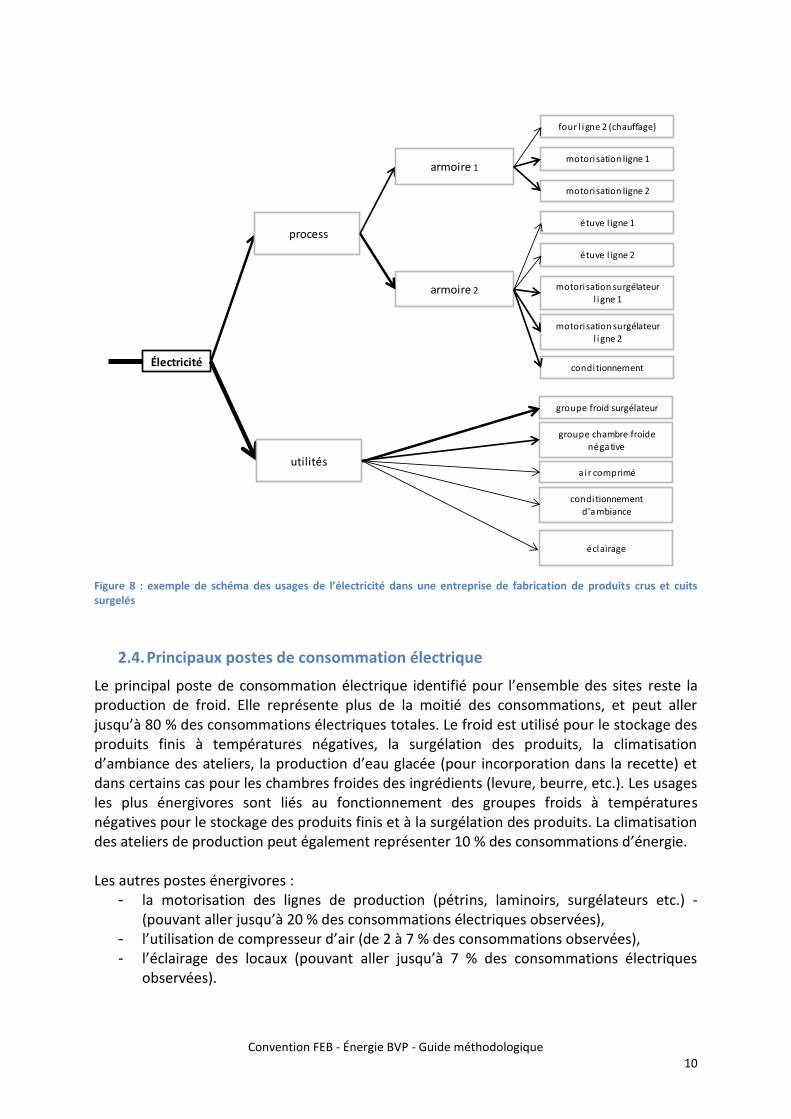
Les deux figures suivantes (figure 7 et figure 8) présentent des exemples d’usages de l’électricité, respectivement pour une entreprise de fabrication de produits crus et une entreprise de fabrication de produits précuits. Il convient de noter que certains produits crus sont prépoussés, c’est-à-dire qu’ils passent à l’étuve avant d’être surgelés. Dans ce cas, l’électricité peut être utilisée pour le fonctionnement (chauffage) de l’étuve. Dans le deuxième cas, l’exemple correspond à une entreprise disposant de fours électriques. Souvent les entreprises fabricants uniquement des produits précuits préfèrent l’utilisation de fours à gaz. Dans ce cas, l’électricité n’est utilisée que pour la motorisation des fours. Le schéma des usages est similaire à celui des produits crus.
Figure 7 : exemple de schéma des usages de l’électricité dans une entreprise de fabrication de produits crus
Électricité
process
motorisation pétrissage l igne 1
motorisation pétrissage l igne 2
motorisation surgélateur
l igne 1
motorisation surgélateur
l igne 2
groupe froid surgélateur
air compriméutilités
groupe chambre froide négative
conditionnementd'ambiance
conditionnement
éclairage
Convention FEB - Énergie BVP - Guide méthodologique 10
Figure 8 : exemple de schéma des usages de l’électricité dans une entreprise de fabrication de produits crus et cuits surgelés
2.4. Principaux postes de consommation électrique
Le principal poste de consommation électrique identifié pour l’ensemble des sites reste la production de froid. Elle représente plus de la moitié des consommations, et peut aller jusqu’à 80 % des consommations électriques totales. Le froid est utilisé pour le stockage des produits finis à températures négatives, la surgélation des produits, la climatisation d’ambiance des ateliers, la production d’eau glacée (pour incorporation dans la recette) et dans certains cas pour les chambres froides des ingrédients (levure, beurre, etc.). Les usages les plus énergivores sont liés au fonctionnement des groupes froids à températures négatives pour le stockage des produits finis et à la surgélation des produits. La climatisation des ateliers de production peut également représenter 10 % des consommations d’énergie. Les autres postes énergivores :
- la motorisation des lignes de production (pétrins, laminoirs, surgélateurs etc.) - (pouvant aller jusqu’à 20 % des consommations électriques observées),
- l’utilisation de compresseur d’air (de 2 à 7 % des consommations observées), - l’éclairage des locaux (pouvant aller jusqu’à 7 % des consommations électriques
observées).
Électricité
process
armoire 1
armoire 2
motorisation ligne 1
motorisation ligne 2
étuve l igne 1
étuve l igne 2
motorisation surgélateur
l igne 1
motorisation surgélateur
l igne 2
groupe froid surgélateur
a ir compriméutilités
groupe chambre froide négative
conditionnementd'ambiance
conditionnement
four l igne 2 (chauffage)
éclairage
Convention FEB - Énergie BVP - Guide méthodologique 11
Certains sites sont munis de fours électriques. Dans ce cas, la cuisson est un poste important de consommation.
2.4.1. Chambres froides
Les chambres froides sont utilisées pour le stockage des produits finis à -22 °C ou -25 °C. La consommation d’énergie nécessaire est principalement liée au fonctionnement des compresseurs pour la production de froid. Afin de maintenir la température à cœur des produits, l’énergie apportée permet de contrebalancer les apports de chaleur causés par :
- la conduction au travers des parois, - l’introduction de produits à une température supérieure à celle de la chambre froide, - le renouvellement d’air, - l’activité des travailleurs, - le système d’éclairage, - la ventilation mécanique.
Les pertes à travers les parois sont le principal facteur contribuant aux consommations d’énergie. Le niveau de perte dépend donc en partie des températures extérieures.
2.4.2. Surgélateurs
Les consommations en froid des surgélateurs s’expliquent par : - la surgélation du produit, - la compensation de la charge thermique apportée par les moteurs des ventilateurs et
des convoyeurs (et éventuellement par l’éclairage), - le refroidissement des plaques ou des tapis de convoyage des produits, - la déperdition par les parois, - Les renouvellements d'air maîtrisés ou non (par les sas d'entrée et de sortie).
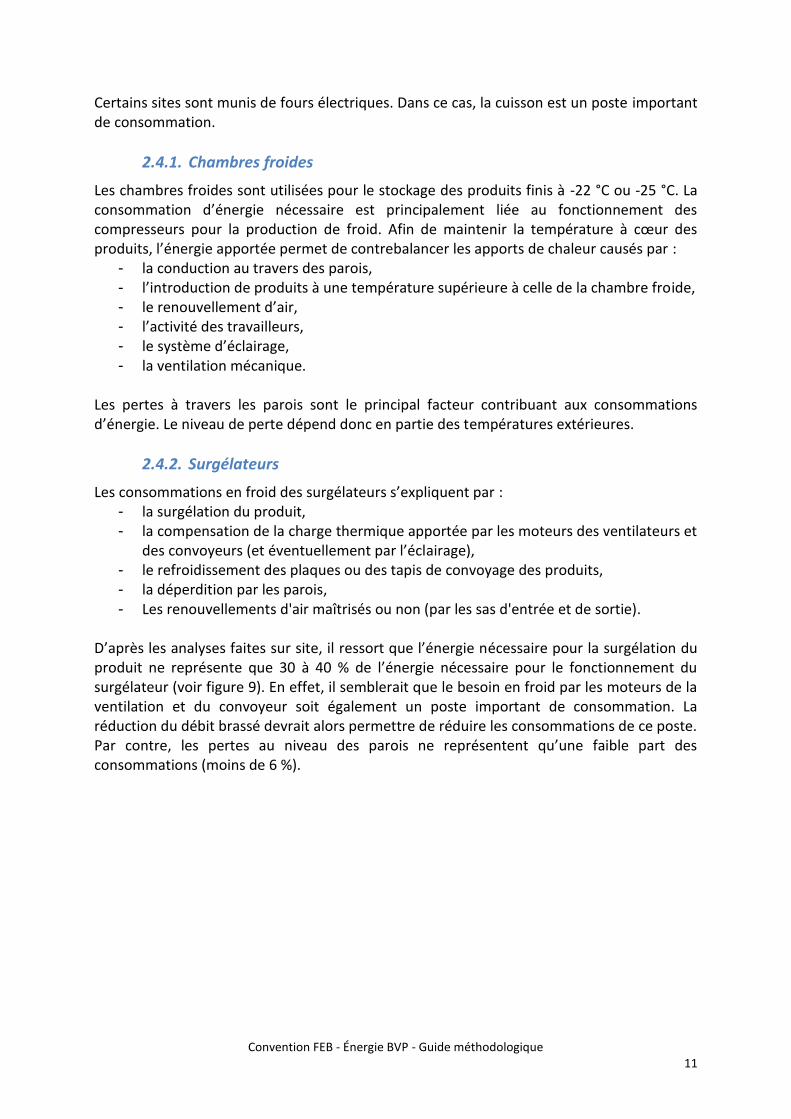
D’après les analyses faites sur site, il ressort que l’énergie nécessaire pour la surgélation du produit ne représente que 30 à 40 % de l’énergie nécessaire pour le fonctionnement du surgélateur (voir figure 9). En effet, il semblerait que le besoin en froid par les moteurs de la ventilation et du convoyeur soit également un poste important de consommation. La réduction du débit brassé devrait alors permettre de réduire les consommations de ce poste. Par contre, les pertes au niveau des parois ne représentent qu’une faible part des consommations (moins de 6 %).
Convention FEB - Énergie BVP - Guide méthodologique 12
Le graphique suivant présente un exemple des répartitions de consommations d’énergie pour les surgélateurs constatées sur un site :
Figure 9 : exemple de bilan thermique d'un surgélateur d'une entreprise de la BVP
Le terme « autres pertes » correspond aux pertes non identifiées au cours de l’audit. Il convient de noter que les températures de consignes des surgélateurs sont souvent plus basses que nécessaires et ne sont pas modifiées quand plusieurs produits de volumes différents sont traités par le même surgélateur.
2.4.3. Fours électriques
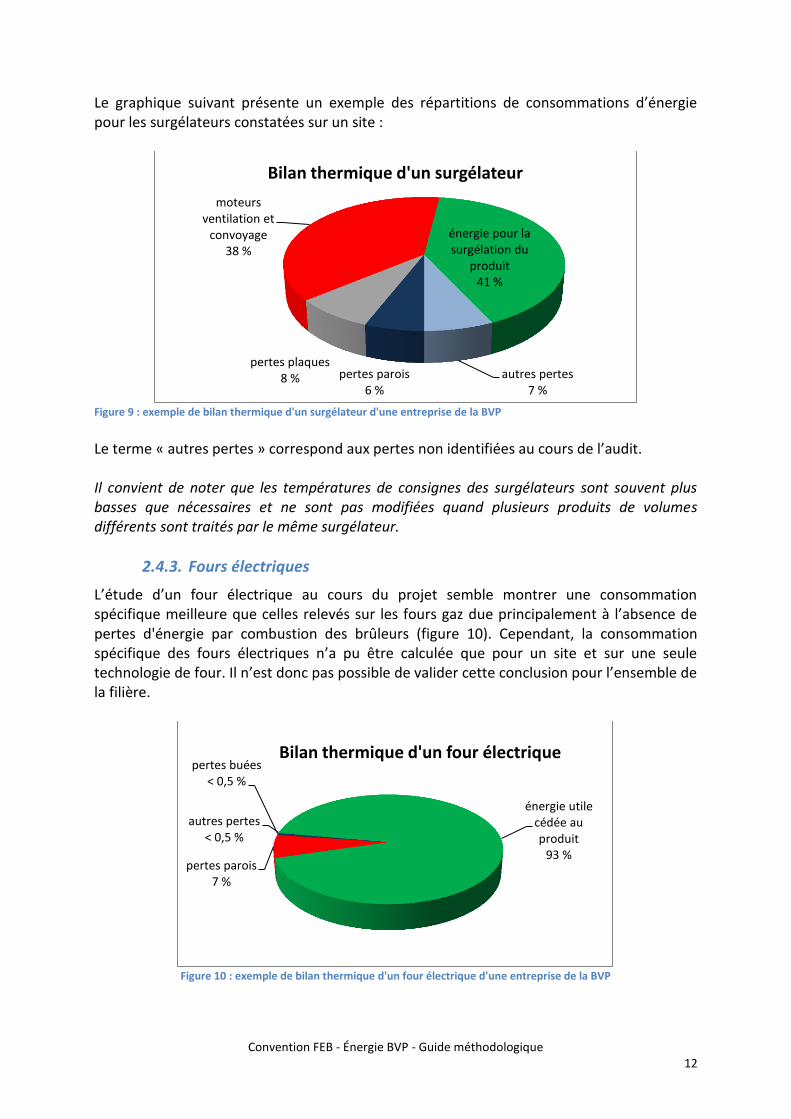
L’étude d’un four électrique au cours du projet semble montrer une consommation spécifique meilleure que celles relevés sur les fours gaz due principalement à l’absence de pertes d'énergie par combustion des brûleurs (figure 10). Cependant, la consommation spécifique des fours électriques n’a pu être calculée que pour un site et sur une seule technologie de four. Il n’est donc pas possible de valider cette conclusion pour l’ensemble de la filière.
Figure 10 : exemple de bilan thermique d'un four électrique d'une entreprise de la BVP
pertes parois 6 %
pertes plaques 8 %
moteurs ventilation et
convoyage 38 %
énergie pour la surgélation du
produit 41 %
autres pertes 7 %
Bilan thermique d'un surgélateur
énergie utile cédée au produit
93 % pertes parois
7 %
pertes buées < 0,5 %
autres pertes < 0,5 %
Bilan thermique d'un four électrique
Convention FEB - Énergie BVP - Guide méthodologique 13
2.5. Principaux postes de consommation en gaz naturel
Le gaz naturel peut être utilisé pour : - les fours de cuisson (entreprise réalisant du précuit), - la production de vapeurs ou de buées pour les fours de cuisson (précuits) et les
étuves (précuits et prépoussés), - la production d’eau chaude sanitaire (comprenant le nettoyage des locaux), - le chauffage des locaux.
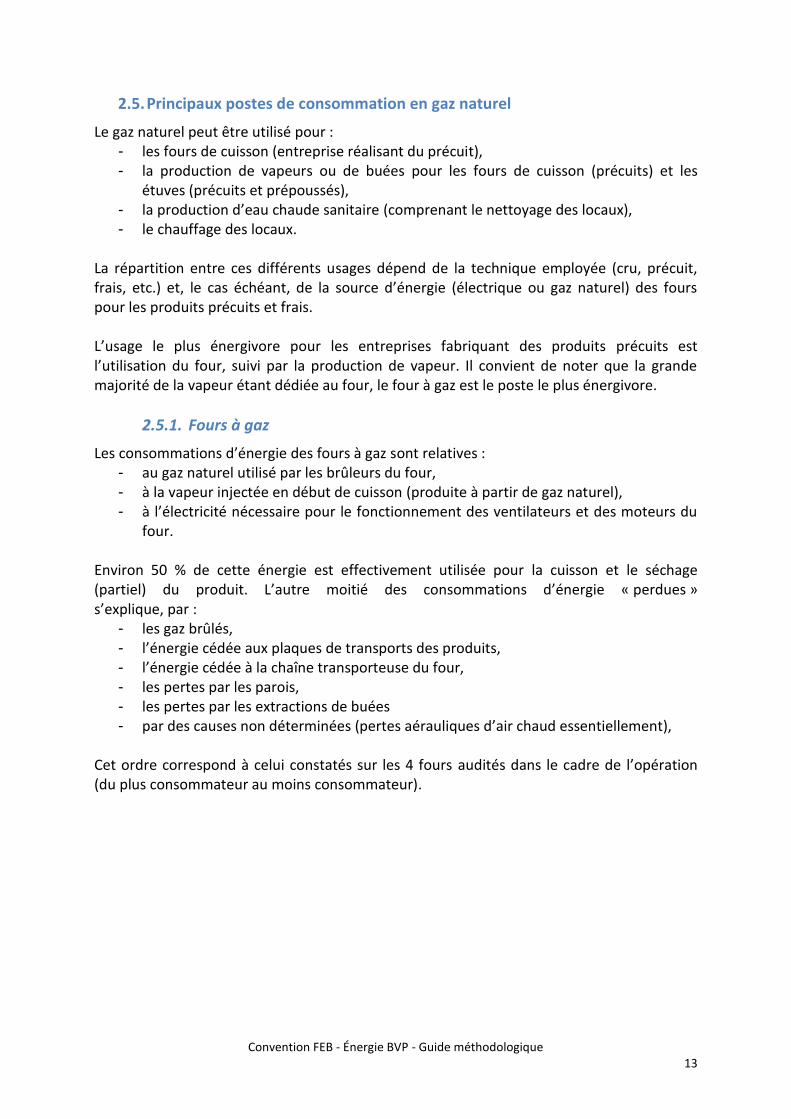
La répartition entre ces différents usages dépend de la technique employée (cru, précuit, frais, etc.) et, le cas échéant, de la source d’énergie (électrique ou gaz naturel) des fours pour les produits précuits et frais. L’usage le plus énergivore pour les entreprises fabriquant des produits précuits est l’utilisation du four, suivi par la production de vapeur. Il convient de noter que la grande majorité de la vapeur étant dédiée au four, le four à gaz est le poste le plus énergivore.
2.5.1. Fours à gaz
Les consommations d’énergie des fours à gaz sont relatives : - au gaz naturel utilisé par les brûleurs du four, - à la vapeur injectée en début de cuisson (produite à partir de gaz naturel), - à l’électricité nécessaire pour le fonctionnement des ventilateurs et des moteurs du
four. Environ 50 % de cette énergie est effectivement utilisée pour la cuisson et le séchage (partiel) du produit. L’autre moitié des consommations d’énergie « perdues » s’explique, par :
- les gaz brûlés, - l’énergie cédée aux plaques de transports des produits, - l’énergie cédée à la chaîne transporteuse du four, - les pertes par les parois, - les pertes par les extractions de buées - par des causes non déterminées (pertes aérauliques d’air chaud essentiellement),
Cet ordre correspond à celui constatés sur les 4 fours audités dans le cadre de l’opération (du plus consommateur au moins consommateur).
Convention FEB - Énergie BVP - Guide méthodologique 14
Le graphique suivant présente un exemple des répartitions de consommations d’énergie pour les fours à gaz constatées sur un site :
Figure 11 : exemple de bilan thermique d'un four à gaz d'une entreprise de la BVP
Le rendement du four est légèrement supérieur à 50 %. Une répartition similaire a été constatée pour d’autres sites utilisant des fours à gaz. Le rendement des fours électriques est généralement meilleur que celui des fours gaz mais cela est contrebalancé par un prix de l’énergie plus élevé. D'une manière générale, le choix de l’industriel entre une technologie électrique ou gaz devra donc se faire en connaissance de cause en comparant d'une part les critères de souplesse d'utilisation et de coût d'investissement et d'autre part en n'oubliant pas de comparer les coûts des énergies lors de l'exploitation future de l'équipement.
2.6. Facteurs d’influence des consommations
Les facteurs d’influences sont les paramètres qui font varier de façon significative la consommation d’énergie. Au niveau de la consommation globale du site, les principaux facteurs d’influences sont :
- le tonnage produit, - les températures extérieures.
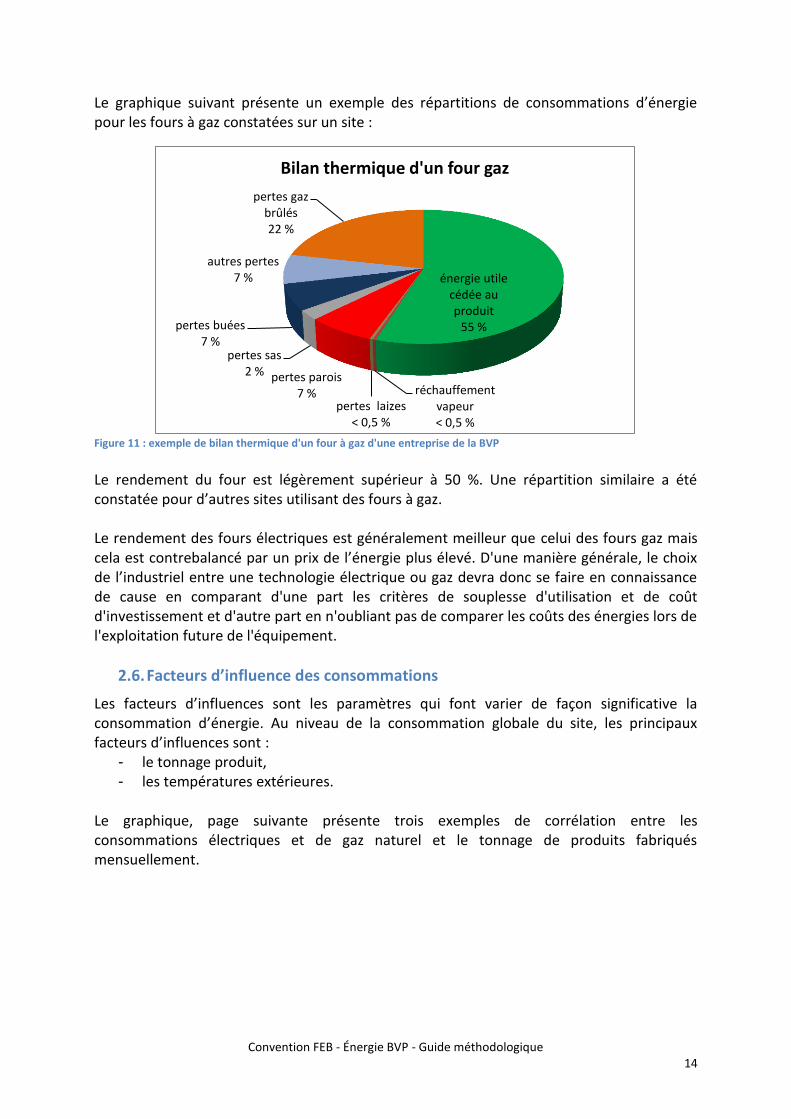
Le graphique, page suivante présente trois exemples de corrélation entre les consommations électriques et de gaz naturel et le tonnage de produits fabriqués mensuellement.
énergie utile cédée au produit
55 %
réchauffement vapeur < 0,5 %
pertes laizes < 0,5 %
pertes parois 7 %
pertes sas 2 %
pertes buées 7 %
autres pertes 7 %
pertes gaz brûlés 22 %
Bilan thermique d'un four gaz
Convention FEB - Énergie BVP - Guide méthodologique 15
R² = 0,7806
R² = 0,4048
0
50 000
100 000
150 000
200 000
250 000
300 000
350 000
300 000 400 000 500 000 600 000 700 000 800 000
Co
nso
mm
atio
ns
éle
ctri
qu
es
et
de
gaz
n
atu
rel (
kWh
/mo
is)
Production (tonne /mois)
Corrélation entre les consommations électriques et de gaz naturel et la production
Consommation électrique(kWh/mois)
Consommation gaz(kWh/mois)
R² = 0,9112
R² = 0,6418
0
400
800
1 200
1 600
2 000
0
500 000
1 000 000
1 500 000
2 000 000
2 500 000
2 000 2 500 3 000 3 500 4 000
Co
nso
mm
atio
n d
e g
az n
atu
rel
(kW
h/a
n)
Co
nso
mm
atio
ns
éle
ctri
qu
es
(kW
h/m
ois
)
Production (tonne /mois)
Corrélation entre les consommations électriques et de gaz naturel et la production
Consommation électrique(kWh/mois)
Consommation gaz(kWh/mois)
R² = 0,5351
R² = 0,169
0
20 000
40 000
60 000
80 000
100 000
120 000
100 120 140 160 180 200 220 240Co
nso
mm
atio
ns
éle
ctri
qu
es
et
de
gaz
n
atu
rel
(kW
h/m
ois
)
Production (tonne /mois)
Corrélation entre les consommations électriques et de gaz naturel et la production
Consommation électrique(kWh/mois)
Consommation gaz (kWh/mois)
Figure 12 : exemples de corrélation entre les consommations électriques et de gaz naturel mensuelles et le tonnage de produits finis fabriqués par mois
La corrélation entre l’électricité et les productions mensuelles est meilleure que celle entre
le gaz naturel et les productions mensuelles. Concernant le gaz naturel, cela signifie que le
tonnage produit n’est pas le seul facteur d’influence entrant en jeu. La consommation de gaz

Convention FEB - Énergie BVP - Guide méthodologique 16
étant principalement liée à l’utilisation des fours pour les produits précuits, il serait
intéressant de regarder le temps de fonctionnement des fours, en plus du tonnage fabriqué
ainsi que les séquences d’utilisation des fours.
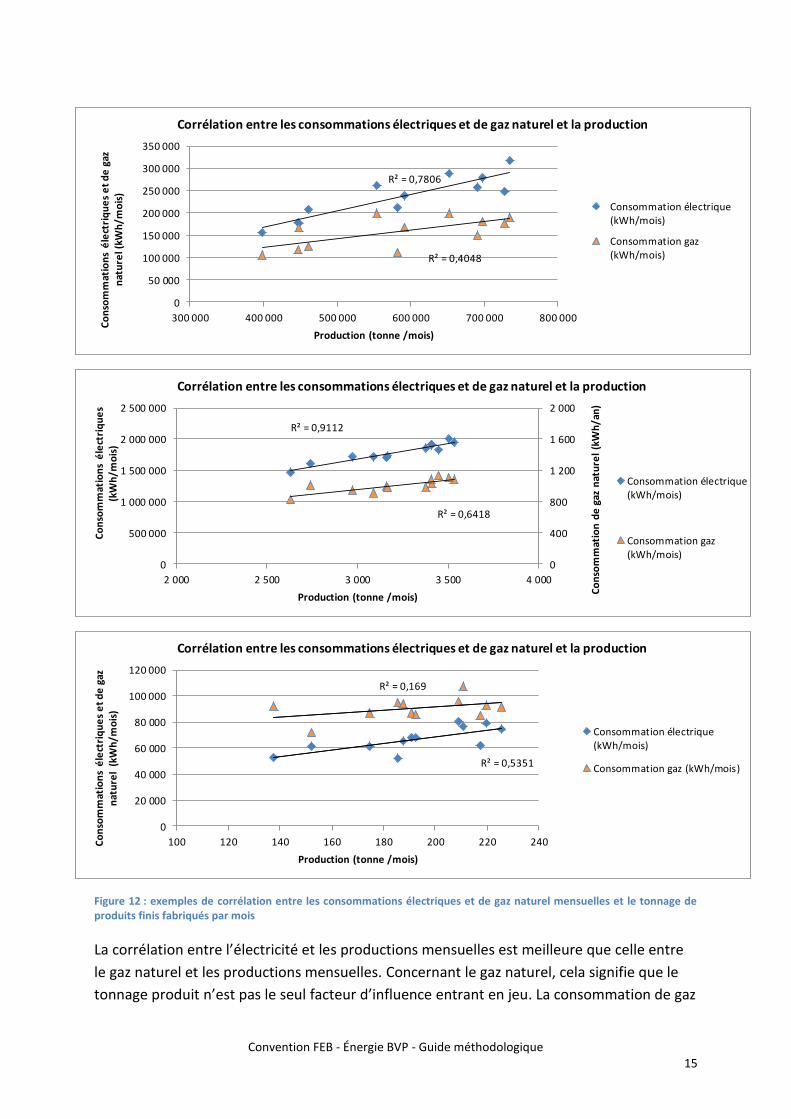
La corrélation entre les consommations d’électricité et la production est bonne pour les deux premiers exemples. Le troisième exemple montre qu’elle est parfois moins bonne. Cela peut s’expliquer par d’autres facteurs d’influence comme le montre les cas suivants. Le graphique, page suivante, présente trois exemples de corrélation entre la consommation électrique mensuelle et les moyennes mensuelles des températures extérieures relevées à proximité des sites de production. La corrélation est forte entre ces consommations et les températures extérieures pour les 2 premiers exemples. Cette corrélation est plus forte que celle entre les consommations et le tonnage produit. Elle s’explique par l’importance du poste froid dans les entreprises de boulangerie industrielle et des multiples impacts de la température extérieure sur ce poste :
consommations des chambres froides (augmentation des pertes par les parois), performance des groupes froids, température de la farine, …
Convention FEB - Énergie BVP - Guide méthodologique 17
Figure 13 : exemples de corrélations entre les consommations électriques mensuelles et les températures extérieures moyennes relevées (source : www.infoclimat.fr/)
Convention FEB - Énergie BVP - Guide méthodologique 18
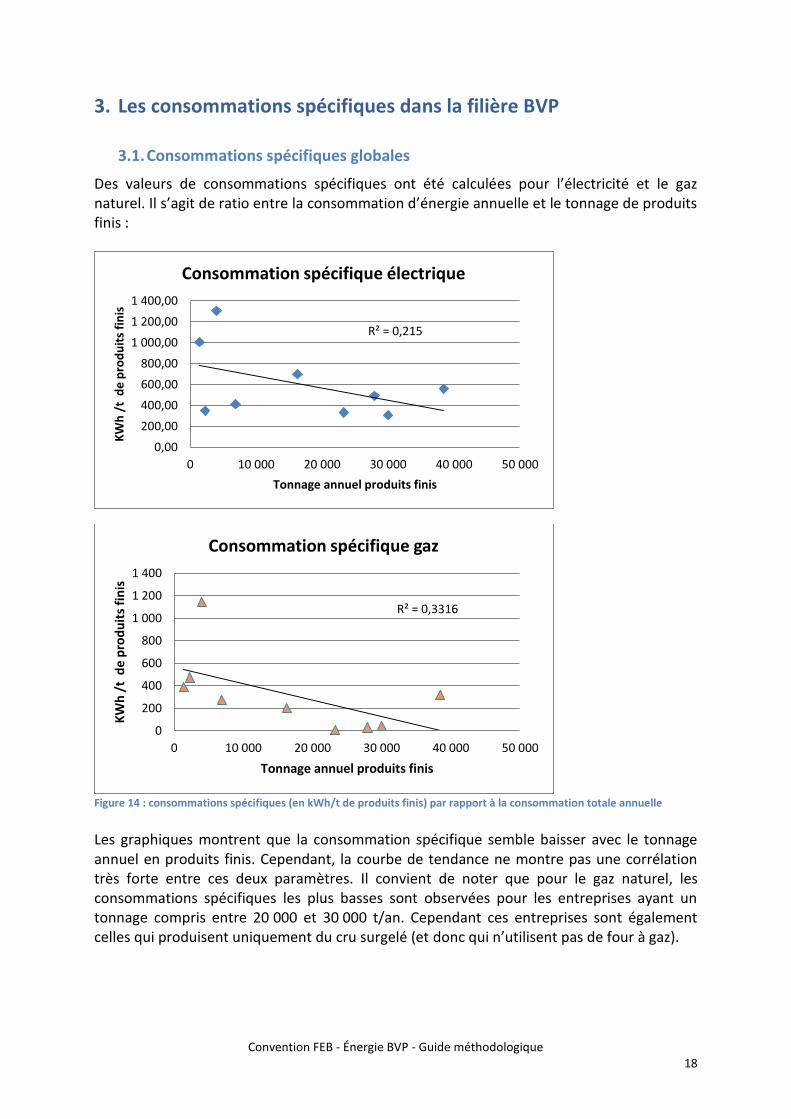
3. Les consommations spécifiques dans la filière BVP 3.1. Consommations spécifiques globales
Des valeurs de consommations spécifiques ont été calculées pour l’électricité et le gaz naturel. Il s’agit de ratio entre la consommation d’énergie annuelle et le tonnage de produits finis :
Figure 14 : consommations spécifiques (en kWh/t de produits finis) par rapport à la consommation totale annuelle
Les graphiques montrent que la consommation spécifique semble baisser avec le tonnage annuel en produits finis. Cependant, la courbe de tendance ne montre pas une corrélation très forte entre ces deux paramètres. Il convient de noter que pour le gaz naturel, les consommations spécifiques les plus basses sont observées pour les entreprises ayant un tonnage compris entre 20 000 et 30 000 t/an. Cependant ces entreprises sont également celles qui produisent uniquement du cru surgelé (et donc qui n’utilisent pas de four à gaz).
R² = 0,215
0,00
200,00
400,00
600,00
800,00
1 000,00
1 200,00
1 400,00
0 10 000 20 000 30 000 40 000 50 000
KW
h /
t d
e p
rod
uit
s fi
nis
Tonnage annuel produits finis
Consommation spécifique électrique
R² = 0,3316
0
200
400
600
800
1 000
1 200
1 400
0 10 000 20 000 30 000 40 000 50 000
KW
h /
t d
e p
rod
uit
s fi
nis
Tonnage annuel produits finis
Consommation spécifique gaz
Convention FEB - Énergie BVP - Guide méthodologique 19
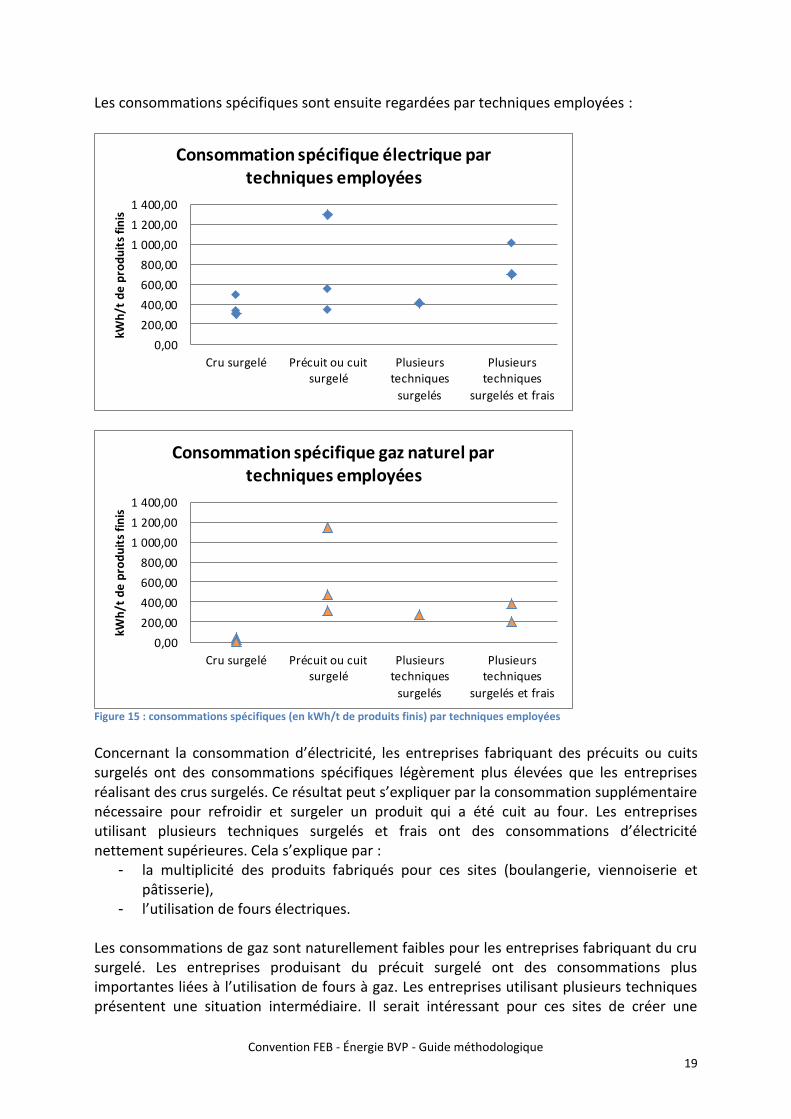
Les consommations spécifiques sont ensuite regardées par techniques employées :
0,00
200,00
400,00
600,00
800,00
1 000,00
1 200,00
1 400,00
Cru surgelé Précuit ou cuitsurgelé
Plusieurstechniques
surgelés
Plusieurstechniques
surgelés et frais
kWh
/t d
e p
rod
uit
s fi
nis
Consommation spécifique électrique par techniques employées
0,00
200,00
400,00
600,00
800,00
1 000,00
1 200,00
1 400,00
Cru surgelé Précuit ou cuitsurgelé
Plusieurstechniques
surgelés
Plusieurstechniques
surgelés et frais
kWh
/t d
e p
rod
uit
s fi
nis
Consommation spécifique gaz naturel par techniques employées
Figure 15 : consommations spécifiques (en kWh/t de produits finis) par techniques employées
Concernant la consommation d’électricité, les entreprises fabriquant des précuits ou cuits surgelés ont des consommations spécifiques légèrement plus élevées que les entreprises réalisant des crus surgelés. Ce résultat peut s’expliquer par la consommation supplémentaire nécessaire pour refroidir et surgeler un produit qui a été cuit au four. Les entreprises utilisant plusieurs techniques surgelés et frais ont des consommations d’électricité nettement supérieures. Cela s’explique par :
- la multiplicité des produits fabriqués pour ces sites (boulangerie, viennoiserie et pâtisserie),
- l’utilisation de fours électriques. Les consommations de gaz sont naturellement faibles pour les entreprises fabriquant du cru surgelé. Les entreprises produisant du précuit surgelé ont des consommations plus importantes liées à l’utilisation de fours à gaz. Les entreprises utilisant plusieurs techniques présentent une situation intermédiaire. Il serait intéressant pour ces sites de créer une
Convention FEB - Énergie BVP - Guide méthodologique 20
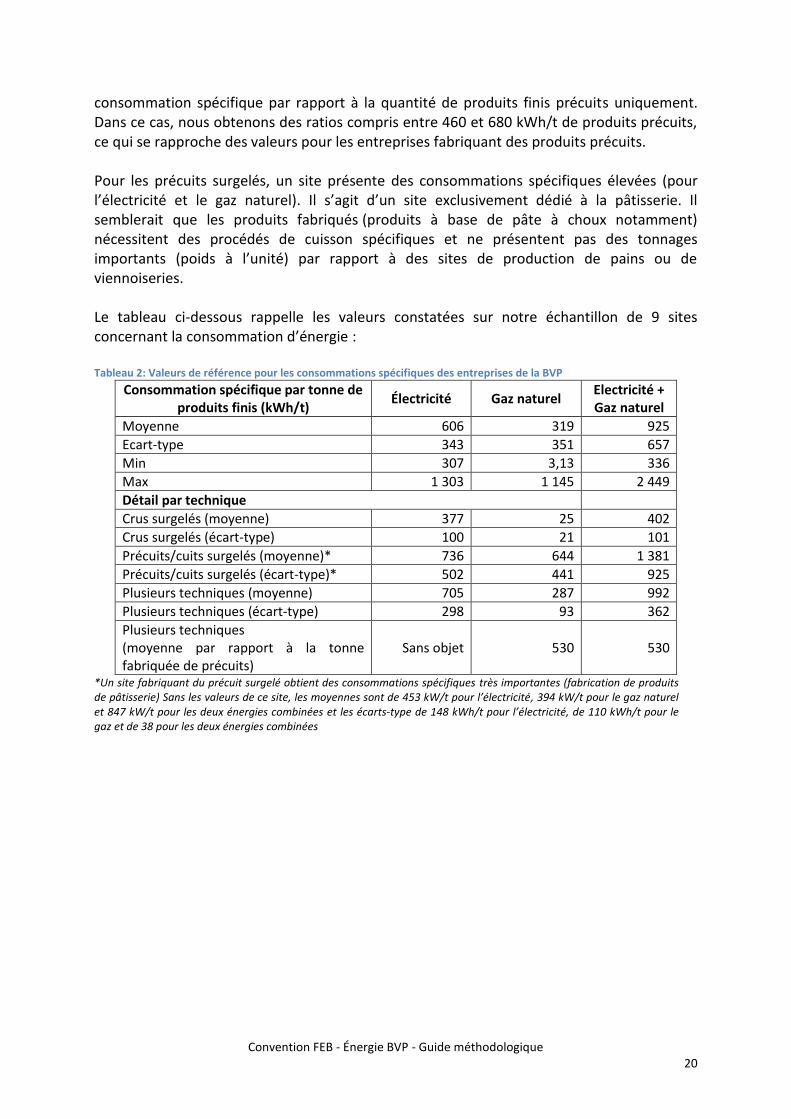
consommation spécifique par rapport à la quantité de produits finis précuits uniquement. Dans ce cas, nous obtenons des ratios compris entre 460 et 680 kWh/t de produits précuits, ce qui se rapproche des valeurs pour les entreprises fabriquant des produits précuits. Pour les précuits surgelés, un site présente des consommations spécifiques élevées (pour l’électricité et le gaz naturel). Il s’agit d’un site exclusivement dédié à la pâtisserie. Il semblerait que les produits fabriqués (produits à base de pâte à choux notamment) nécessitent des procédés de cuisson spécifiques et ne présentent pas des tonnages importants (poids à l’unité) par rapport à des sites de production de pains ou de viennoiseries. Le tableau ci-dessous rappelle les valeurs constatées sur notre échantillon de 9 sites concernant la consommation d’énergie : Tableau 2: Valeurs de référence pour les consommations spécifiques des entreprises de la BVP
Consommation spécifique par tonne de produits finis (kWh/t)
Électricité Gaz naturel Electricité + Gaz naturel
Moyenne 606 319 925
Ecart-type 343 351 657
Min 307 3,13 336
Max 1 303 1 145 2 449
Détail par technique
Crus surgelés (moyenne) 377 25 402
Crus surgelés (écart-type) 100 21 101
Précuits/cuits surgelés (moyenne)* 736 644 1 381
Précuits/cuits surgelés (écart-type)* 502 441 925
Plusieurs techniques (moyenne) 705 287 992
Plusieurs techniques (écart-type) 298 93 362
Plusieurs techniques (moyenne par rapport à la tonne fabriquée de précuits)
Sans objet 530 530
*Un site fabriquant du précuit surgelé obtient des consommations spécifiques très importantes (fabrication de produits de pâtisserie) Sans les valeurs de ce site, les moyennes sont de 453 kW/t pour l’électricité, 394 kW/t pour le gaz naturel et 847 kW/t pour les deux énergies combinées et les écarts-type de 148 kWh/t pour l’électricité, de 110 kWh/t pour le gaz et de 38 pour les deux énergies combinées
Convention FEB - Énergie BVP - Guide méthodologique 21
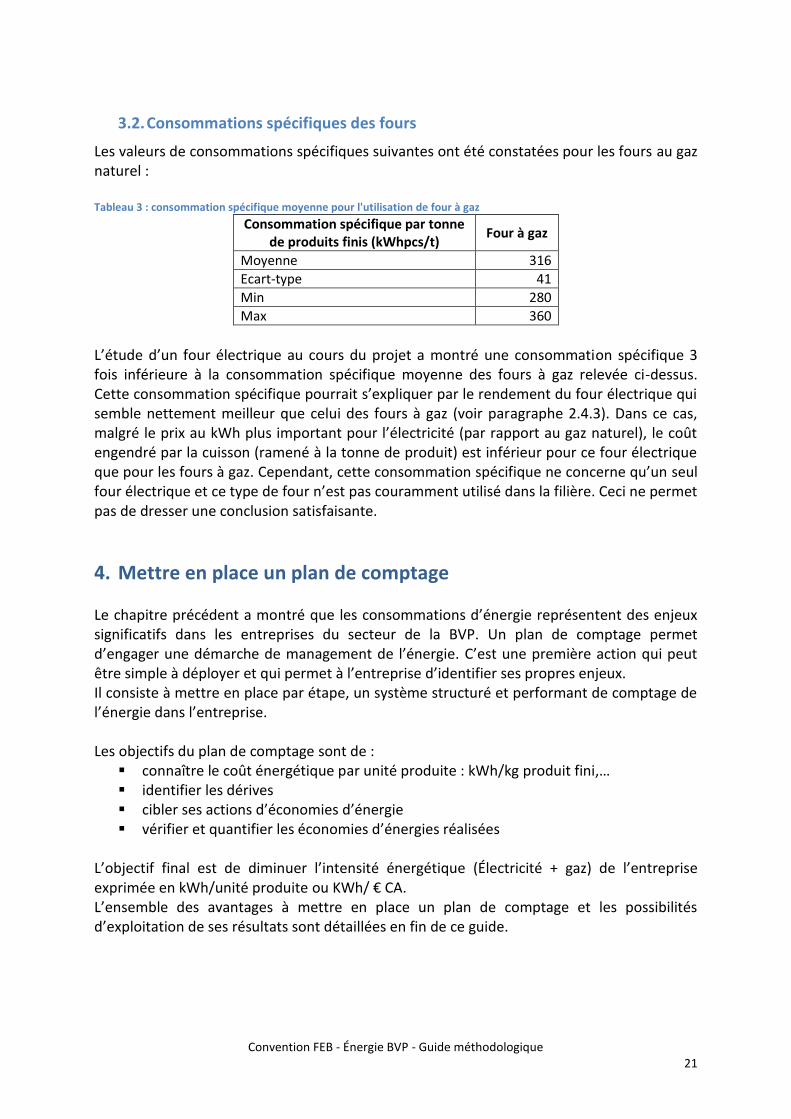
3.2. Consommations spécifiques des fours
Les valeurs de consommations spécifiques suivantes ont été constatées pour les fours au gaz naturel : Tableau 3 : consommation spécifique moyenne pour l'utilisation de four à gaz
Consommation spécifique par tonne de produits finis (kWhpcs/t)
Four à gaz
Moyenne 316
Ecart-type 41
Min 280
Max 360
L’étude d’un four électrique au cours du projet a montré une consommation spécifique 3 fois inférieure à la consommation spécifique moyenne des fours à gaz relevée ci-dessus. Cette consommation spécifique pourrait s’expliquer par le rendement du four électrique qui semble nettement meilleur que celui des fours à gaz (voir paragraphe 2.4.3). Dans ce cas, malgré le prix au kWh plus important pour l’électricité (par rapport au gaz naturel), le coût engendré par la cuisson (ramené à la tonne de produit) est inférieur pour ce four électrique que pour les fours à gaz. Cependant, cette consommation spécifique ne concerne qu’un seul four électrique et ce type de four n’est pas couramment utilisé dans la filière. Ceci ne permet pas de dresser une conclusion satisfaisante.
4. Mettre en place un plan de comptage Le chapitre précédent a montré que les consommations d’énergie représentent des enjeux significatifs dans les entreprises du secteur de la BVP. Un plan de comptage permet d’engager une démarche de management de l’énergie. C’est une première action qui peut être simple à déployer et qui permet à l’entreprise d’identifier ses propres enjeux. Il consiste à mettre en place par étape, un système structuré et performant de comptage de l’énergie dans l’entreprise. Les objectifs du plan de comptage sont de :
connaître le coût énergétique par unité produite : kWh/kg produit fini,… identifier les dérives cibler ses actions d’économies d’énergie vérifier et quantifier les économies d’énergies réalisées
L’objectif final est de diminuer l’intensité énergétique (Électricité + gaz) de l’entreprise exprimée en kWh/unité produite ou KWh/ € CA. L’ensemble des avantages à mettre en place un plan de comptage et les possibilités d’exploitation de ses résultats sont détaillées en fin de ce guide.
Convention FEB - Énergie BVP - Guide méthodologique 22
Remarque : Cette démarche demande d’y passer un minimum de temps (surtout au début de la mise en place), il faut donc y allouer des moyens humains, cela passe notamment par la désignation d’un responsable énergie qui pilotera la démarche.
4.1. Choisir ses indicateurs
Cette étape nécessite au préalable d’avoir fait un état des lieux de ses consommations d’énergie pour identifier les postes les plus énergivores. Ce sont ces postes prioritaires qui feront l’objet de surveillance par des indicateurs. Les propositions d’indicateurs qui sont faites dans ce guide sont issues des retours d’expériences de l’opération énergie BVP mais ne sont pas nécessairement pertinents dans toutes les entreprises. L’objectif est de donner quelques clés et outils pour faciliter le déploiement de plans de comptage dans le secteur de la BVP. Le plan de comptage permet de suivre est d’améliorer la performance énergétique de l’entreprise les indicateurs de suivis sont donc appelés indicateurs de performance énergétique. Cette terminologie est définie dans la norme ISO 50 001 Système de management de l’énergie. Les indicateurs de performance énergétique (IPE1) Ces indicateurs traduisent le niveau de performance de l’entreprise. Ils sont le plus souvent exprimés en Énergie utilisé / unité de produit. Dans le secteur de la BVP ils peuvent être exprimés en KWh/t de produits finis ou en KWh/t de matières premières. Ces indicateurs peuvent être globaux : à l’échelle de l’usine ou spécifique à une étape du procédé, exemple : IPE surgélation. Les facteurs d’influences Il s’agit des paramètres qui font varier de façon significative la consommation d’énergie. Leur identification est essentielle pour analyser les variations de l’IPE et donc l’améliorer. Les principaux facteurs d’influences sont :
- le niveau de production (quantité de produit, heure de fonctionnement d‘une ligne - d’autres facteurs tels que le niveau de température, la teneur en eau d’un produit,
les conditions climatiques, etc. Remarque : L’amélioration d’un IPE peut être la conséquence d’une réduction des consommations d’énergies mais aussi d’une amélioration de la productivité de l’entreprise. Les IPE peuvent être suivis à différents niveaux :
- Niveau 1 : général usine - Niveau 2 : secteurs ou usages principaux - Niveau 3 : Postes utilisateurs, au niveau de l’équipement
1 Définition d’un IPE selon la norme ISO 50 001 : « valeur quantitative ou mesure de la performance
énergétique, définie par l'organisme. Les IPE pourraient être exprimés sous la forme d'une mesure simple, d'un ratio ou d'un modèle plus complexe ».
Convention FEB - Énergie BVP - Guide méthodologique 23
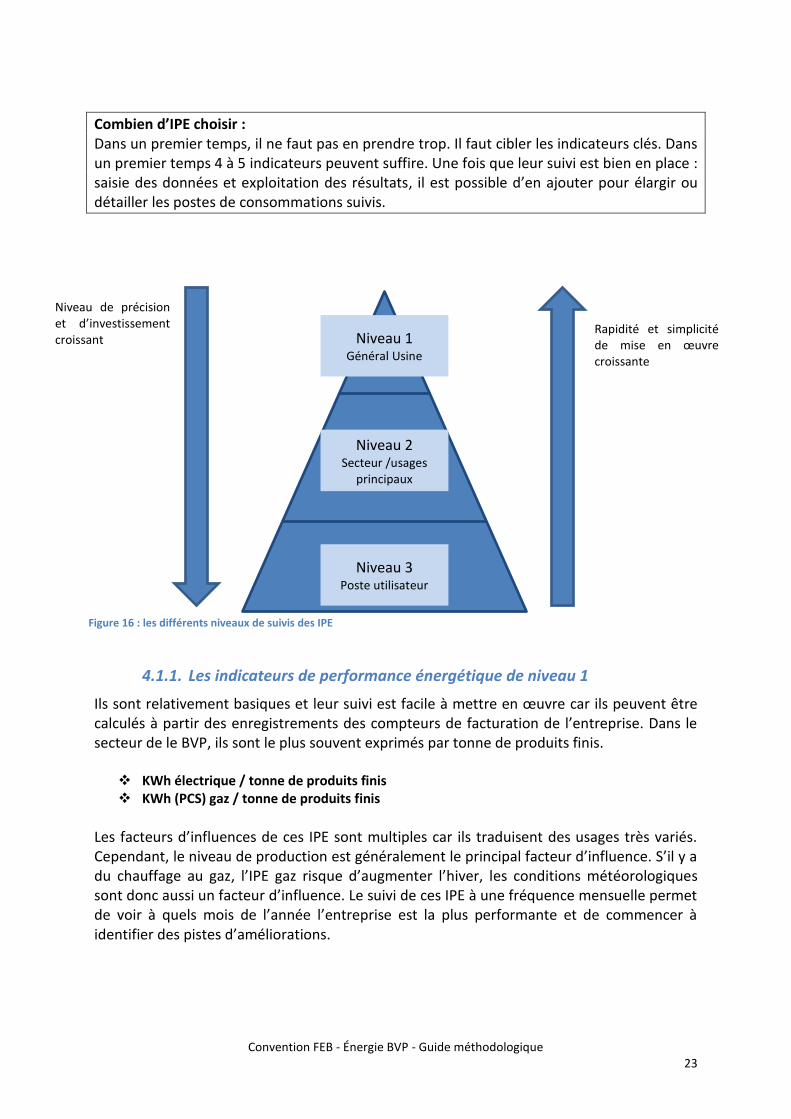
Combien d’IPE choisir : Dans un premier temps, il ne faut pas en prendre trop. Il faut cibler les indicateurs clés. Dans un premier temps 4 à 5 indicateurs peuvent suffire. Une fois que leur suivi est bien en place : saisie des données et exploitation des résultats, il est possible d’en ajouter pour élargir ou détailler les postes de consommations suivis.
4.1.1. Les indicateurs de performance énergétique de niveau 1
Ils sont relativement basiques et leur suivi est facile à mettre en œuvre car ils peuvent être calculés à partir des enregistrements des compteurs de facturation de l’entreprise. Dans le secteur de le BVP, ils sont le plus souvent exprimés par tonne de produits finis.
KWh électrique / tonne de produits finis KWh (PCS) gaz / tonne de produits finis
Les facteurs d’influences de ces IPE sont multiples car ils traduisent des usages très variés. Cependant, le niveau de production est généralement le principal facteur d’influence. S’il y a du chauffage au gaz, l’IPE gaz risque d’augmenter l’hiver, les conditions météorologiques sont donc aussi un facteur d’influence. Le suivi de ces IPE à une fréquence mensuelle permet de voir à quels mois de l’année l’entreprise est la plus performante et de commencer à identifier des pistes d’améliorations.
Niveau 1 Général Usine
Niveau 2 Secteur /usages
principaux
Niveau 3 Poste utilisateur
Rapidité et simplicité de mise en œuvre croissante
Niveau de précision et d’investissement croissant
Figure 16 : les différents niveaux de suivis des IPE
Convention FEB - Énergie BVP - Guide méthodologique 24
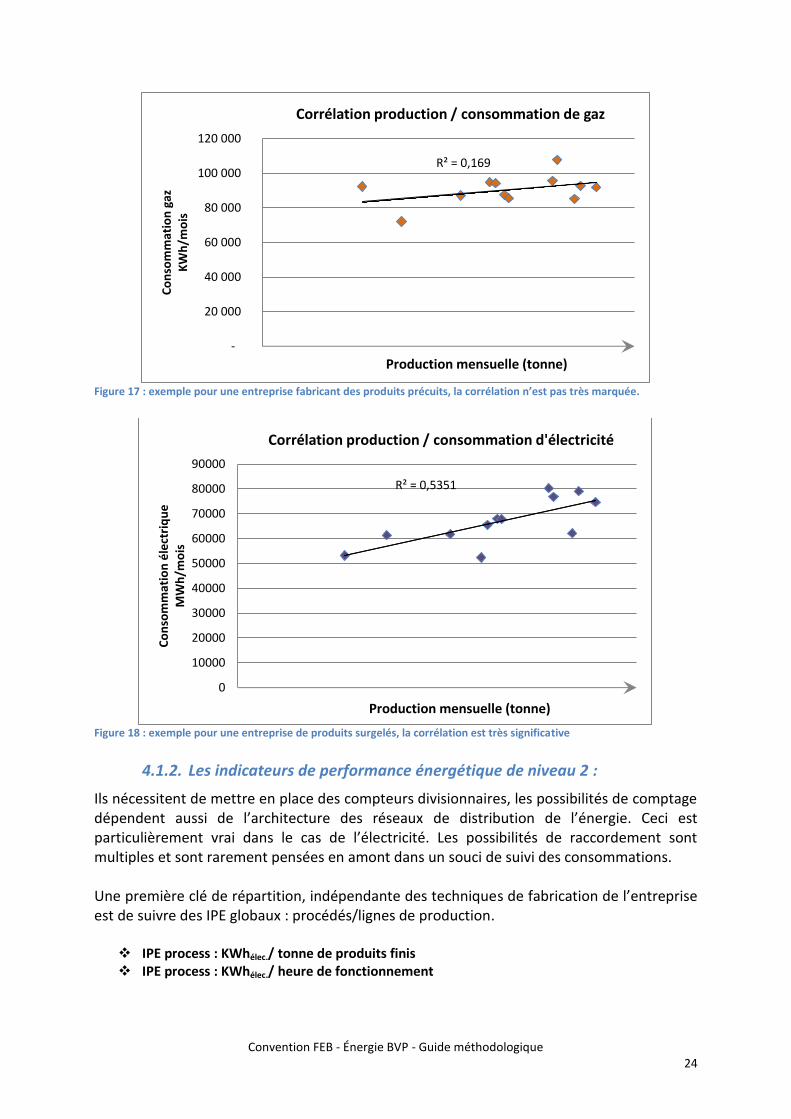
Figure 17 : exemple pour une entreprise fabricant des produits précuits, la corrélation n’est pas très marquée.
Figure 18 : exemple pour une entreprise de produits surgelés, la corrélation est très significative
4.1.2. Les indicateurs de performance énergétique de niveau 2 :
Ils nécessitent de mettre en place des compteurs divisionnaires, les possibilités de comptage dépendent aussi de l’architecture des réseaux de distribution de l’énergie. Ceci est particulièrement vrai dans le cas de l’électricité. Les possibilités de raccordement sont multiples et sont rarement pensées en amont dans un souci de suivi des consommations. Une première clé de répartition, indépendante des techniques de fabrication de l’entreprise est de suivre des IPE globaux : procédés/lignes de production.
IPE process : KWhélec./ tonne de produits finis IPE process : KWhélec./ heure de fonctionnement
R² = 0,169
-
20 000
40 000
60 000
80 000
100 000
120 000
Co
nso
mm
atio
n g
az
KW
h/m
ois
Production mensuelle (tonne)
Corrélation production / consommation de gaz
R² = 0,5351
0
10000
20000
30000
40000
50000
60000
70000
80000
90000
Co
nso
mm
atio
n é
lect
riq
ue
M
Wh
/mo
is
Production mensuelle (tonne)
Corrélation production / consommation d'électricité
Convention FEB - Énergie BVP - Guide méthodologique 25
Les principaux facteurs d’influence de cet IPE sont le niveau de production du process concerné et son temps de fonctionnement. Cette approche permet de faire ressortir un indicateur de process indépendant des conditions climatiques. Selon la taille et l’architecture du réseau électrique du site il peut être décliné au niveau d’un bâtiment complet ou d’une ligne de production. Dans ce dernier cas il permet de comparer l’efficacité énergétique globale des lignes de production entre elles. Du côté des utilités, il est possible de suivre un indicateur global, mais celui-ci sera difficilement exploitable, il est préférable de suivre le poste froid de l’usine qui a été identifié comme un poste majeur de consommation pour toutes les entreprises de BVP qui fabriquent des surgelées, que ce soit en cru ou en précuit.
KWh élec. froid / mois KWh élec. froid / tonne de produits finis
Les facteurs d’influences : pour un suivi global du froid usine, le niveau de production et la température extérieure sont les principaux. Des modifications de consignes de températures des locaux ou des températures d’évaporation des groupes froids ont aussi un impact sur cet IPE. Le suivi de la consommation énergétique d’une installation de production de froid permet de déterminer précisément l’intérêt de la mise en place des solutions d’amélioration de leur efficacité énergétique : HP flottante, récupération de chaleur… (Voir partie 5 préconisations). La courbe de charge permet aussi de visualiser les besoins en phase de production (process + stockage) et en période d’arrêt (stockage seul) en revanche l’interprétation de l’efficacité d’un groupe froid est plus complexe car multifactorielle : besoin process, température extérieure…
4.1.3. Les indicateurs de performance énergétique de niveau 3 :
Le choix de ces IPE est très dépendant des techniques de fabrication et des équipements de l’entreprise. Ces IPE peuvent permettre de suivre des opérations unitaires de fabrication (étuvage, cuisson, surgélation…).
Fabrication de produits surgelés (crus, ou cuits)
Le process surgélation : Si l’entreprise dispose d’un groupe froid dédié à la surgélation, cet IPE peut intégrer à la fois la production de froid et les consommations électriques de l’équipement (principalement ventilation et convoyage). Ou simplement les consommations électriques de l’équipement si le froid assure d’autres besoins que la surgélation.
IPE surgélation : KWhélec/ tonne de produits finis
Le facteur d’influence de cet IPE est la quantité de produits finis surgelés. Les autres facteurs de variation du poste froid surgélation sont :
- les températures d’entrées et de sortie du produit, - la teneur en eau du produit,
Convention FEB - Énergie BVP - Guide méthodologique 26
- les températures du surgélateur. Pour les produits précuits surgelés, la température d’entrée du produit a une influence particulièrement importante et elle est susceptible d’être sujette à des variations plus importantes qu’en cru.
Les autres facteurs de variation du poste consommation électrique surgélateur sont :
- la vitesse de la ligne, - la vitesse de la ventilation (si variable).
Dans le cas où il est envisagé d’équiper de variation de vitesse la ventilation du surgélateur, la mise en place de comptage sur ce poste permet d’établir une consommation de référence et de mesurer le gain sur le poste après installation de la variation de vitesse. Cas des produits surgelés étuvés : La consommation des étuves peut-être significative. Cela dépend principalement de la température d’étuvage qui varie de 20 à 30 °C selon le process. Cette consommation reste néanmoins inférieure à celle de la surgélation. Il est possible de suivre un IPE de ce procédé, mais selon le type de l’équipement, il peut avoir recours à des sources énergétiques très variées. En effet, certaines étuves peuvent être 100 % électrique, d’autres peuvent aussi être alimentées en froid, en vapeur et en chaleur par des sources externes. L’électricité ne sert alors plus qu’à assurer le brassage de l’air et le convoyage des produits. Il faut donc être vigilant dans le périmètre de ce type d’IPE.
Fabrication de produits cuits ou précuits
Dans le cas de fabrication de produit cuits, le suivi de l’IPE de la cuisson est important. Il est exprimé de la façon suivante :
IPE cuisson : KWh gaz ou élec./ tonne de produits finis
Le principal facteur d’influence de cet IPE est la quantité de produits finis cuits, mais une multitude d’autres facteurs peuvent le faire varier :
- les températures d’entrée et de sortie du produit, - la teneur en eau du produit, - la perte en eau du produit au cours de la cuisson, - la quantité d’eau ou de vapeur injecté au cours de la cuisson, - le réglage des extractions de buées, - la température du four, - le taux de remplissage du four
Dans le cas d’une cuisson dans un four gaz, il faut ajouter le réglage du brûleur. Conclusion sur le choix des indicateurs de performance énergétique : Ils seront suivis prioritairement sur :
- les principaux postes de consommation, - les postes à fort potentiel d’amélioration.
Il n’a pas été proposé de suivre un IPE sur l’air comprimé car ce poste n’est pas apparu comme très significatif dans les entreprises du secteur de la BVP. Néanmoins, si elles en ont

Convention FEB - Énergie BVP - Guide méthodologique 27
la possibilité, les entreprises sont invitées à faire régulièrement des mesures de taux de fuite pour vérifier l’état de leur réseau d’air comprimé. Cette mesure est réalisée en comparant le niveau de sollicitation des compresseurs en période d’arrêt de l’usine (en l’absence de besoin) par rapport à un période de production. La mesure peut être faite à partir des relevés des compteurs horaires des compresseurs.
4.2. La mise en œuvre du comptage
Pour calculer les IPE précédemment choisis, il faut mettre en place une collecte des données suivantes :
- les énergies consommées, - les valeurs ou quantités des facteurs d’influence.
Comme indiqué précédemment, dans un premier temps l’entreprise peut commencer par utiliser ses compteurs de facturation en faisant ses propres relevés. À noter : les compteurs de facturation dispose en principe d’une « sortie client » qui permet à l’entreprise d’automatiser les relevés de ses consommations (points 10 minutes). Les fournisseurs d’énergie proposent souvent ce type de service qui peut être facturé ou non. Cependant, il est aussi possible de faire appel à des prestataires spécialisés dans la collecte et l’exploitation de ces données.
4.2.1. Le comptage du gaz
Les compteurs de gaz mesurent un volume, or les IPE sont exprimés en KWh. Il faut donc convertir le volume en KWh(PCS) qui est l’unité de facturation du gaz. Exemple de conversion de m3 en kWh(pcs)
Paramètre de mesures au niveau du compteur
o Index de consommation lu à 13 h 00 : 134 500,025 m3
o Index de consommation lu à 16 h 00 : 134 513,150 m3
o T gaz : 10 °C (Température de la conduite) Elle peut être considérée comme une température moyenne - P gaz : 0,3 bar (en principe un manomètre indique la pression du gaz) Attention parfois cette pression de livraison peut-être plus importante Paramètres de calcul : PCS du gaz 11,3 kWh (pcs/Nm3) Calcul de conversion :
Convention FEB - Énergie BVP - Guide méthodologique 28
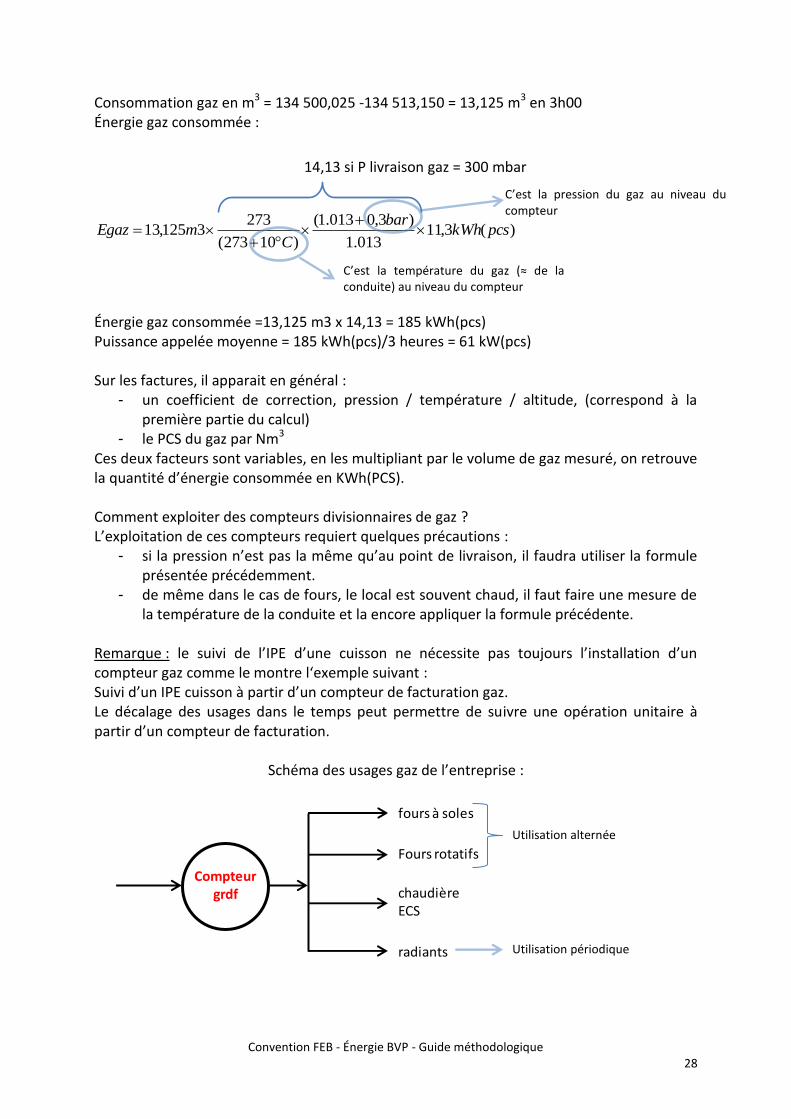
Consommation gaz en m3 = 134 500,025 -134 513,150 = 13,125 m3 en 3h00 Énergie gaz consommée :
)(3,11013.1
)3,0013.1(
)10273(
2733125,13 pcskWh
bar
CmEgaz
Énergie gaz consommée =13,125 m3 x 14,13 = 185 kWh(pcs) Puissance appelée moyenne = 185 kWh(pcs)/3 heures = 61 kW(pcs) Sur les factures, il apparait en général :
- un coefficient de correction, pression / température / altitude, (correspond à la première partie du calcul)
- le PCS du gaz par Nm3 Ces deux facteurs sont variables, en les multipliant par le volume de gaz mesuré, on retrouve la quantité d’énergie consommée en KWh(PCS). Comment exploiter des compteurs divisionnaires de gaz ? L’exploitation de ces compteurs requiert quelques précautions :
- si la pression n’est pas la même qu’au point de livraison, il faudra utiliser la formule présentée précédemment.
- de même dans le cas de fours, le local est souvent chaud, il faut faire une mesure de la température de la conduite et la encore appliquer la formule précédente.
Remarque : le suivi de l’IPE d’une cuisson ne nécessite pas toujours l’installation d’un compteur gaz comme le montre l‘exemple suivant : Suivi d’un IPE cuisson à partir d’un compteur de facturation gaz. Le décalage des usages dans le temps peut permettre de suivre une opération unitaire à partir d’un compteur de facturation.
Schéma des usages gaz de l’entreprise :
Compteur grdf
Fours rotatifs
radiants
fours à soles
chaudièreECS
14,13 si P livraison gaz = 300 mbar
C’est la pression du gaz au niveau du compteur
C’est la température du gaz (≈ de la conduite) au niveau du compteur
Utilisation alternée
Utilisation périodique
Convention FEB - Énergie BVP - Guide méthodologique 29
L’entreprise a 4 usages différents du gaz, cependant les fours à soles et les fours rotatifs ne sont jamais utilisés simultanément. De plus, les radiants sont dédiés au chauffage et ne sont donc pas utilisés une majeure partie de l’année. Au final, la plupart du temps il n’y a que 2 usages simultanés : la cuisson et la production d’eau chaude sanitaire. La chaudière produisant l’eau chaude en instantané, la consommation de gaz est directement corrélée à la consommation d’eau. En mettant un simple compteur d’eau sur l’eau chaude sanitaire, l’entreprise détermine par le calcul ou par une mesure la consommation des gaz pour produire 1 m3 d’eau chaude. Ensuite par différence elle pourra avoir une idée relativement précise de ses consommations de gaz pour la cuisson (en dehors des périodes de chauffage !). Dans le cas présent, cette approximation est valable car la consommation de gaz pour la production d’eau chaude est très inférieure à celle de la cuisson des produits. Pour calculer cet IPE, l’entreprise doit faire les relevés des compteurs eau chaude et gaz simultanément. D’une façon générale, il est facile de soustraire les consommations de gaz correspondant à la production d’eau chaude sanitaire en mesurant le volume d’ECS produit. Cependant, dans le cas où le gaz assure un maintien de la température de l’eau avec des phases de stockage, il peut être difficile d’évaluer la part du maintien en température. Note : il est important de relever simultanément les différents compteurs d’une même source d’énergie si l’on veut mesurer leur part relative. Il faut également s’assurer d’un accès facile aux données de production sur la même période de relevés. Il arrive dans les entreprises qu’un service fasse régulièrement des relevés de compteurs, sans concertation avec le service production. Si les périodes des relevés ne coïncident pas, il n’est pas possible de calculer l’IPE.
4.2.2. Le comptage de l’électricité
Contrairement aux compteurs gaz, les compteurs d’électricité permettent une lecture directe des KWh consommés. Le comptage de l’électricité nécessite tout de même de la rigueur pour éviter les erreurs.
Identification du point de mesure La première difficulté consiste à bien repérer le départ électrique du ou des équipements que l’on veut suivre. Cela n’est pas toujours aisé et dans certains cas il faut vérifier la corrélation entre la période de consommation et la puissance appelée par rapport à ce qui est attendu de l’équipement suivi.
Pose des compteurs La mesure des courants dépassant 100 Ampères, ne permet pas le comptage direct et nécessite le recours à des transformateurs d’intensité (TI). Lors de la pose du compteur il faut s’assurer que les transformateurs d’intensité sont posés dans le bon sens et qu’ils sont bien associés à la prise de tension de la phase qu’ils mesurent. La section des câbles reliant le TI au compteur a un impact sur la précision de la mesure, un sous-dimensionnement provoque une chute de tension qui va conduire à une sous-évaluation des consommations électriques.
Convention FEB - Énergie BVP - Guide méthodologique 30
De nouvelles technologies de comptage de l’électricité sont désormais disponibles :
- Les TI sont remplacés par des capteurs de courant qui envoient un signal au compteur. Cela permet d’accroître la précision du comptage et de limiter les erreurs de raccordement des TI.
- Les compteurs peuvent être associés à des algorithmes de calculs qui permettent de discriminer plusieurs équipements sur un même point de comptage en les distinguant à partir de leur signature électronique. Cela leur permet de limiter le nombre de compteurs à installer.
Enfin dans une première approche, il est possible de suivre des consommations électriques à partir de compteurs horaires. Ceci est valable pour les équipements dont la consommation est constante : résistance électrique, moteurs à vitesse fixe. Ainsi comme les compresseurs d’air, les compresseurs de groupes froids sont souvent équipés de compteurs horaires qui permettent de suivre leur niveau de sollicitation.
4.2.3. Conclusion sur le comptage
La pose des compteurs Il faut être vigilant lors de la pose de compteurs, de bien suivre les préconisations du constructeur. Pour les compteurs d’eau, il faut respecter des longueurs droites de tuyaux en amont et aval du compteur et parfois aussi une position du compteur (horizontal, vertical). Dans un cas par recoupement, il a été constaté une erreur de plus de 50 % sur le comptage de l’eau. À ce niveau d’incertitude, l’information apportée n’est plus du tout pertinente et peut conduire à de mauvais choix.
Fiabilité du comptage Le choix de l’étendue de mesure d’un compteur est un paramètre essentiel. En effet, plus on s’éloigne de sa plage de mesure moins le compteur va être précis en particulier vers les bas niveaux. D’un autre côté, un compteur sous-dimensionné risque de se détériorer rapidement. Un mauvais dimensionnement des compteurs entraîne des erreurs de mesure qui peuvent être très importante. Ceci est valable pour tous les compteurs même électriques. Pour mesurer des améliorations de l’ordre de quelques pourcents, il est indispensable d’avoir une bonne qualité de mesure. Une mesure de l’incertitude et un suivi métrologique des équipements sont alors nécessaires. En d'autres termes, la précision du moyen de comptage doit être compatible avec les gains d'énergie attendus pour pouvoir les identifier correctement. Recouper les informations : Quand c’est possible, il est utile de faire des recoupements, en comparant par exemple des consommations d’eau chaude et d’eau froide avec le compteur de facturation. S’il y a une différence il faut en déterminer l’origine : erreur de comptage ou fuite entre 2 compteurs ! Le comptage par différence permet de limiter les coûts d’investissement mais il est à éviter dans le cas de suivi de postes à fort enjeu car il ne permet pas de détecter les erreurs.
Convention FEB - Énergie BVP - Guide méthodologique 31
La qualité et la fiabilité des mesures est indispensable pour faire des choix d’efficacité énergétique pertinents.
4.3. L’exploitation des données
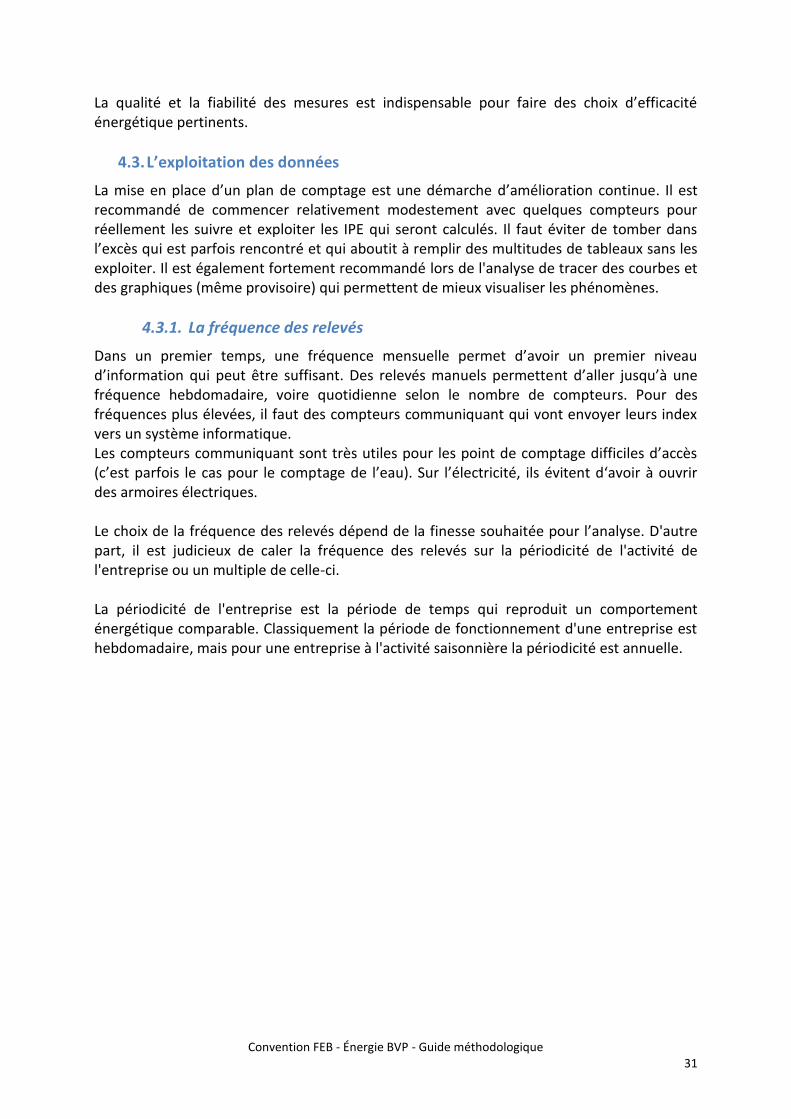
La mise en place d’un plan de comptage est une démarche d’amélioration continue. Il est recommandé de commencer relativement modestement avec quelques compteurs pour réellement les suivre et exploiter les IPE qui seront calculés. Il faut éviter de tomber dans l’excès qui est parfois rencontré et qui aboutit à remplir des multitudes de tableaux sans les exploiter. Il est également fortement recommandé lors de l'analyse de tracer des courbes et des graphiques (même provisoire) qui permettent de mieux visualiser les phénomènes.
4.3.1. La fréquence des relevés
Dans un premier temps, une fréquence mensuelle permet d’avoir un premier niveau d’information qui peut être suffisant. Des relevés manuels permettent d’aller jusqu’à une fréquence hebdomadaire, voire quotidienne selon le nombre de compteurs. Pour des fréquences plus élevées, il faut des compteurs communiquant qui vont envoyer leurs index vers un système informatique. Les compteurs communiquant sont très utiles pour les point de comptage difficiles d’accès (c’est parfois le cas pour le comptage de l’eau). Sur l’électricité, ils évitent d‘avoir à ouvrir des armoires électriques. Le choix de la fréquence des relevés dépend de la finesse souhaitée pour l’analyse. D'autre part, il est judicieux de caler la fréquence des relevés sur la périodicité de l'activité de l'entreprise ou un multiple de celle-ci. La périodicité de l'entreprise est la période de temps qui reproduit un comportement énergétique comparable. Classiquement la période de fonctionnement d'une entreprise est hebdomadaire, mais pour une entreprise à l'activité saisonnière la périodicité est annuelle.
Convention FEB - Énergie BVP - Guide méthodologique 32
-
100
200
300
400
500
600
700
800
900
1 000
0
500
1 000
1 500
2 000
2 500
IPE
KW
h/t
Évolution des consommations d'électricité /production et calcul de l'IPE
production (tonne) Consommation électrique KWh/t
valeur cible limite haute
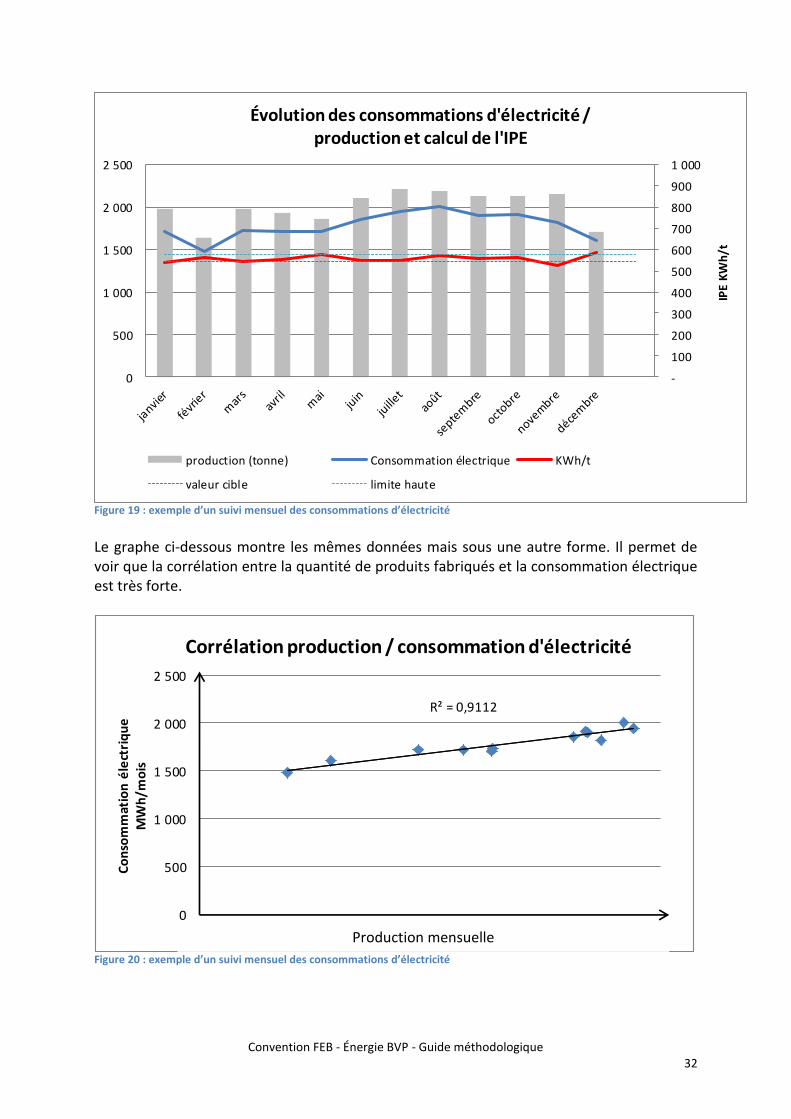
Figure 19 : exemple d’un suivi mensuel des consommations d’électricité Le graphe ci-dessous montre les mêmes données mais sous une autre forme. Il permet de voir que la corrélation entre la quantité de produits fabriqués et la consommation électrique est très forte.
R² = 0,9112
0
500
1 000
1 500
2 000
2 500
600 650 700 750 800 850 900
Co
nso
mm
atio
n é
lect
riq
ue
M
Wh
/mo
is
Corrélation production / consommation d'électricité
Figure 20 : exemple d’un suivi mensuel des consommations d’électricité
Production mensuelle
Convention FEB - Énergie BVP - Guide méthodologique 33
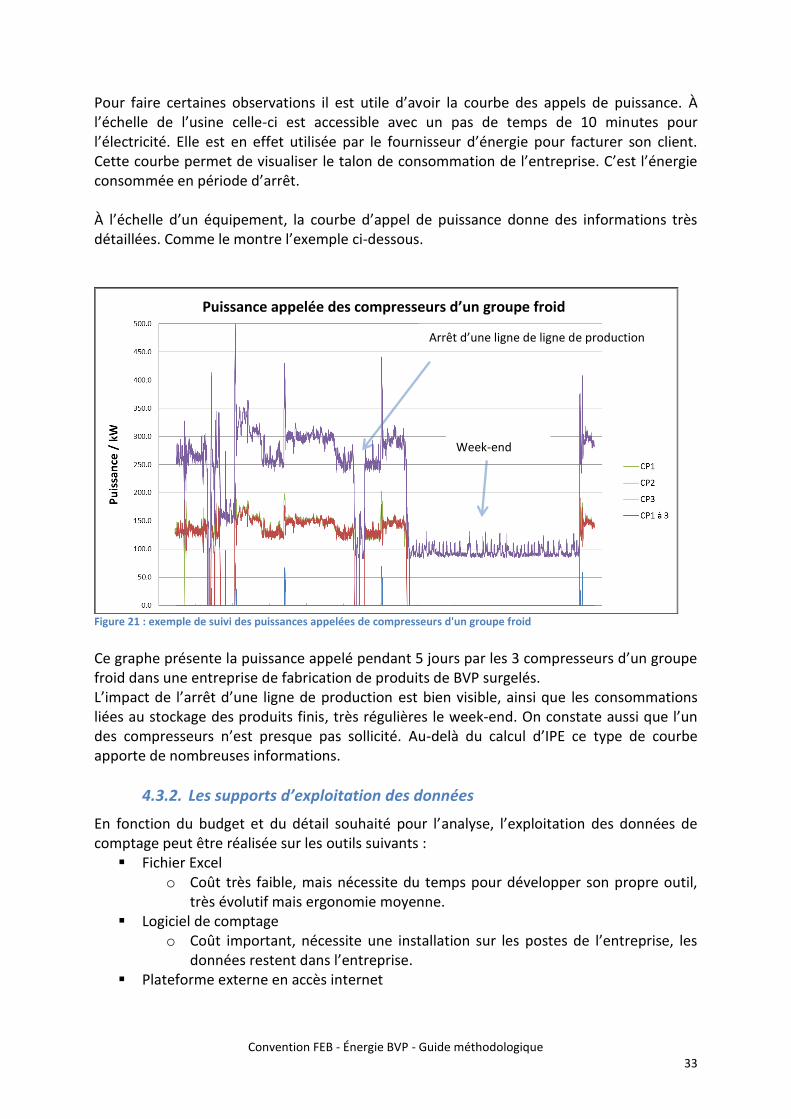
Pour faire certaines observations il est utile d’avoir la courbe des appels de puissance. À l’échelle de l’usine celle-ci est accessible avec un pas de temps de 10 minutes pour l’électricité. Elle est en effet utilisée par le fournisseur d’énergie pour facturer son client. Cette courbe permet de visualiser le talon de consommation de l’entreprise. C’est l’énergie consommée en période d’arrêt. À l’échelle d’un équipement, la courbe d’appel de puissance donne des informations très détaillées. Comme le montre l’exemple ci-dessous.
Figure 21 : exemple de suivi des puissances appelées de compresseurs d'un groupe froid
Ce graphe présente la puissance appelé pendant 5 jours par les 3 compresseurs d’un groupe froid dans une entreprise de fabrication de produits de BVP surgelés. L’impact de l’arrêt d’une ligne de production est bien visible, ainsi que les consommations liées au stockage des produits finis, très régulières le week-end. On constate aussi que l’un des compresseurs n’est presque pas sollicité. Au-delà du calcul d’IPE ce type de courbe apporte de nombreuses informations.
4.3.2. Les supports d’exploitation des données
En fonction du budget et du détail souhaité pour l’analyse, l’exploitation des données de comptage peut être réalisée sur les outils suivants :
Fichier Excel o Coût très faible, mais nécessite du temps pour développer son propre outil,
très évolutif mais ergonomie moyenne. Logiciel de comptage
o Coût important, nécessite une installation sur les postes de l’entreprise, les données restent dans l’entreprise.
Plateforme externe en accès internet
Puissance appelée des compresseurs d’un groupe froid
Arrêt d’une ligne de ligne de production
Week-end
Convention FEB - Énergie BVP - Guide méthodologique 34
o Système d’abonnement qui permet de lisser les coûts, souplesse d’utilisation car accès web via un login. Les données sortent de l’entreprise.
Dans tous les cas, il est important de bien réfléchir en amont à la saisie des données de production et les liens entre le plan de comptage et le système de gestion de production quel que soit sa nature (fichier Excel, ERP…)
Combien coûte un plan de comptage ? Pour un suivi d’indicateurs de niveau 1, il n’est pas nécessaire d’acheter des équipements spécifiques (les compteurs de facturation suffisent). Le coût correspond uniquement au temps passé au relevé et à l’exploitation des données. Il est même possible d’avoir les courbes d’appels de puissances, au moins pour l’électricité, certains fournisseurs les donnent sans surcoût pour d’autres elles sont facturés jusqu’à 1000 € par an, mais certains prestataires peuvent mettre à disposition ces informations via des plateformes web pour un cout inférieur à 400€/an/site. Pour le suivi d’indicateurs de niveau 2 ou 3, il faut prévoir des compteurs divisionnaires (ou sous-compteurs). Le coût moyen d’un point de comptage (hors installation) : - électricité, environ 500€, - gaz, environ 1 000€, - vapeur, environ 5 000€, - eau de 100 à 500€. Ces coûts sont donnés à titre indicatif et dépendent notamment du calibre du compteur, et de leur capacité d’enregistrement et de communication dans le cas de l’automatisation des relevés d’index.
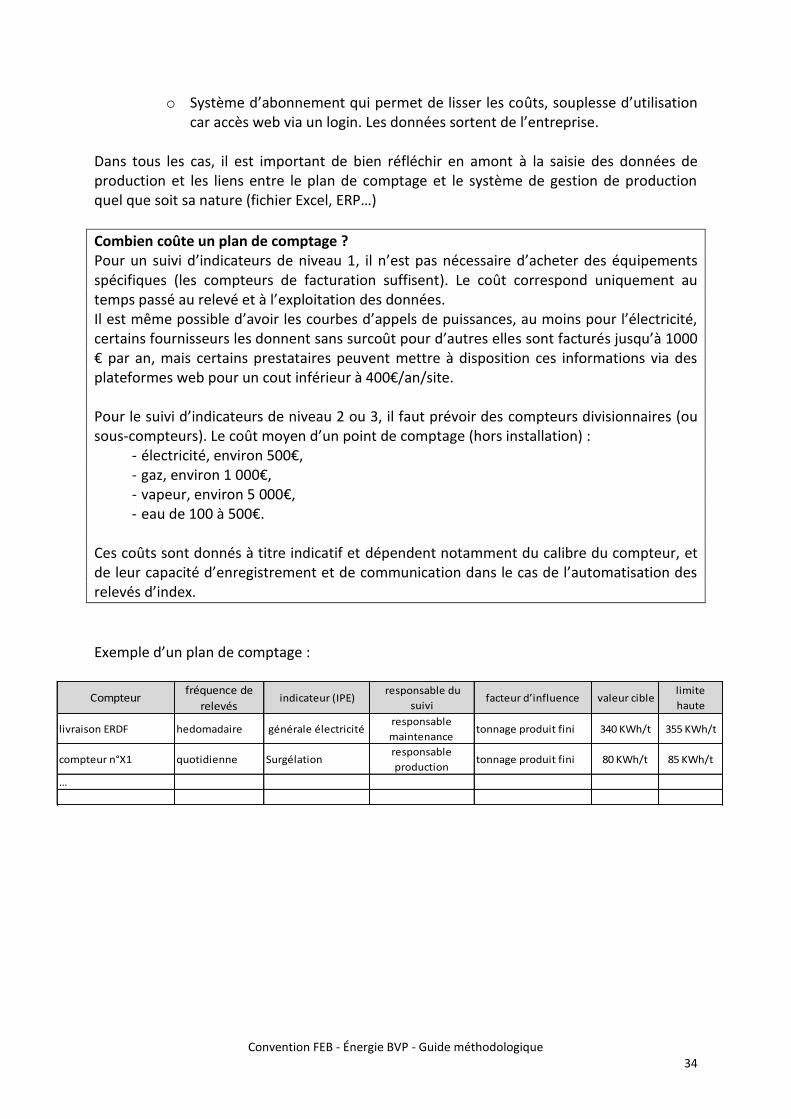
Exemple d’un plan de comptage :
Compteurfréquence de
relevés indicateur (IPE)
responsable du
suivifacteur d’influence valeur cible
limite
haute
livraison ERDF hedomadaire générale électricitéresponsable
maintenancetonnage produit fini 340 KWh/t 355 KWh/t
compteur n°X1 quotidienne Surgélationresponsable
productiontonnage produit fini 80 KWh/t 85 KWh/t
…
Convention FEB - Énergie BVP - Guide méthodologique 35
5. Les préconisations les plus fréquentes
5.1. Préconisations sur la production de froid
Régulation en haute pression flottante (HP flottante)
Principe technique : La régulation d’un groupe froid par haute pression (HP) flottante consiste à faire varier la température de condensation du fluide frigorigène dans le condenseur pour l’adapter à la température extérieure. Cette température dépend de la pression dans le condenseur, c’est pour cela que l’on parle de haute pression flottante. Habituellement la pression de condensation est définie par les conditions de températures les plus défavorables pour condenser le fluide frigorigène, c’est à dire l’été. La régulation par HP flottante consiste donc à réduire automatiquement la pression de condensation quand la température extérieure baisse. Cela permet de réduire le taux de compression du compresseur et donc de réduire son besoin énergétique. L’efficacité énergétique (EER) du groupe froid est ainsi amélioré, on parle souvent de « COP froid » pour coefficient de performance. Contraintes de mise en œuvre : Il peut dans certains cas être nécessaire de changer le détendeur du groupe froid.
Gains énergétiques Ce gain dépend des conditions climatiques du lieu d’implantation, les retours d’expériences montrent qu’il est d’environ 10 à 20 % sur la consommation énergétique du groupe froid. Les consommations en froid étant importantes dans le secteur de la BVP, elles représentent parfois plus de la moitié des consommations électriques du site, l’impact de la mise en place d’une HP flottante sur la consommation du site est significatif.
Gains financiers Coût d’investissement : Il dépend de la puissance du groupe et de l’importance des modifications à réaliser, il faut compter un coût de l’ordre de 5 à 10 k€. Le coût des équipements nécessaires n’est en principe pas très élevé car s’il s’agit d’un système de régulation. Cet investissement est éligible aux CEE (fiche IND-UT-116). Temps de retour brut (TRB) généralement constaté : Il est de 1 à 3 ans. Sur des installations très sollicitées, le TRB peut être inférieur à un an.
Convention FEB - Énergie BVP - Guide méthodologique 36
Variation électronique de vitesse sur les pompes
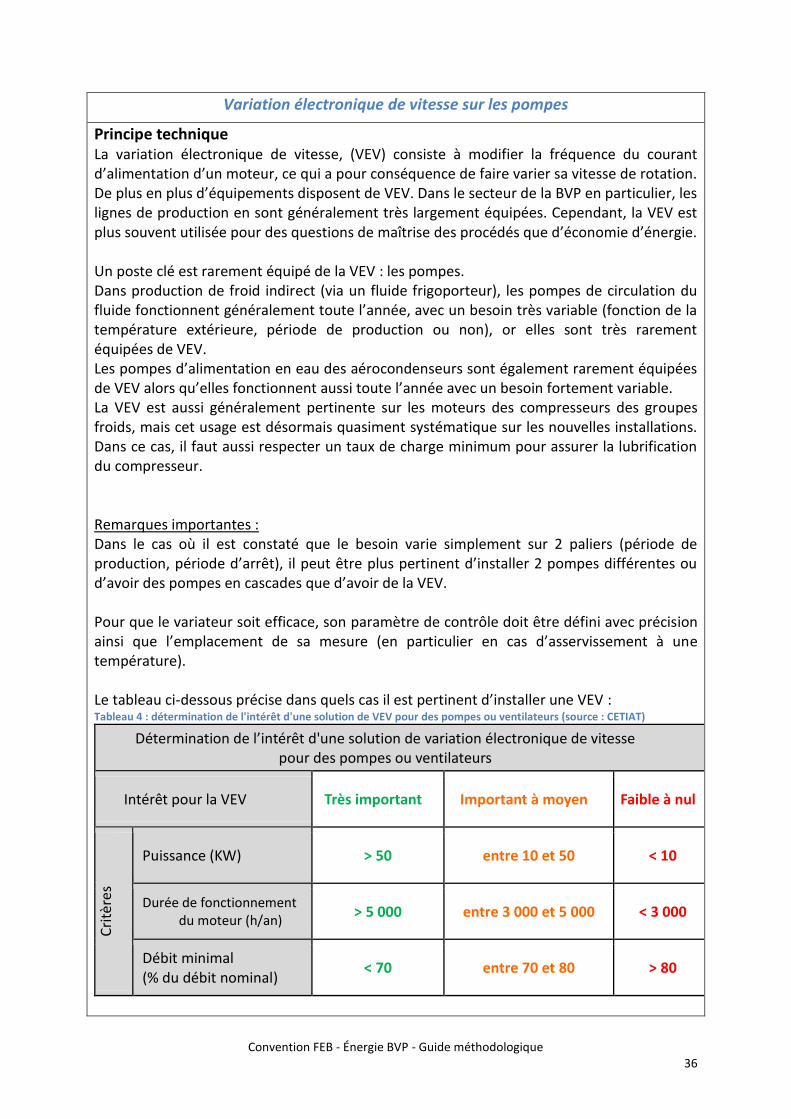
Principe technique La variation électronique de vitesse, (VEV) consiste à modifier la fréquence du courant d’alimentation d’un moteur, ce qui a pour conséquence de faire varier sa vitesse de rotation. De plus en plus d’équipements disposent de VEV. Dans le secteur de la BVP en particulier, les lignes de production en sont généralement très largement équipées. Cependant, la VEV est plus souvent utilisée pour des questions de maîtrise des procédés que d’économie d’énergie. Un poste clé est rarement équipé de la VEV : les pompes. Dans production de froid indirect (via un fluide frigoporteur), les pompes de circulation du fluide fonctionnent généralement toute l’année, avec un besoin très variable (fonction de la température extérieure, période de production ou non), or elles sont très rarement équipées de VEV. Les pompes d’alimentation en eau des aérocondenseurs sont également rarement équipées de VEV alors qu’elles fonctionnent aussi toute l’année avec un besoin fortement variable. La VEV est aussi généralement pertinente sur les moteurs des compresseurs des groupes froids, mais cet usage est désormais quasiment systématique sur les nouvelles installations. Dans ce cas, il faut aussi respecter un taux de charge minimum pour assurer la lubrification du compresseur. Remarques importantes : Dans le cas où il est constaté que le besoin varie simplement sur 2 paliers (période de production, période d’arrêt), il peut être plus pertinent d’installer 2 pompes différentes ou d’avoir des pompes en cascades que d’avoir de la VEV. Pour que le variateur soit efficace, son paramètre de contrôle doit être défini avec précision ainsi que l’emplacement de sa mesure (en particulier en cas d’asservissement à une température). Le tableau ci-dessous précise dans quels cas il est pertinent d’installer une VEV : Tableau 4 : détermination de l'intérêt d'une solution de VEV pour des pompes ou ventilateurs (source : CETIAT)
Détermination de l’intérêt d'une solution de variation électronique de vitesse pour des pompes ou ventilateurs
Intérêt pour la VEV Très important Important à moyen Faible à nul
Cri
tère
s
Puissance (KW) > 50 entre 10 et 50 < 10
Durée de fonctionnement du moteur (h/an)
> 5 000 entre 3 000 et 5 000 < 3 000
Débit minimal (% du débit nominal)
< 70 entre 70 et 80 > 80
Convention FEB - Énergie BVP - Guide méthodologique 37
Contraintes de mise en œuvre : S’assurer que la réduction du taux de charge de l’équipement n’entrainera pas de problèmes mécaniques : défaut de lubrification, phénomènes de résonnances (observés sur certains compresseurs), pression insuffisante.
Gains énergétiques Ces gains dépendent :
du temps d’utilisation annuel de l’équipement, du débit minimal / débit nominal.
Les caractéristiques des postes proposés répondent favorablement à ces deux critères qui permettent d’espérer a minima un gain de 10-20 % sur la consommation énergétique. L’autre intérêt de la VEV est aussi de pallier à des problèmes de surdimensionnement qui sont fréquemment rencontrés dans des installations de production de froid. Dans ce cas les gains énergétiques peuvent être supérieurs à 50 %. En plus des gains directs sur la consommation de l’équipement, l’installation de la VEV sur des pompes de circulation de fluides frigos porteurs permet aussi de réduire l’échauffement apporté par l’action mécanique de la pompe au fluide. Il y a donc un deuxième niveau de gains (plus faibles).
Gains financiers Coût d’investissements : Il peut être décomposé de la façon suivante :
coût du matériel (VEV nue) : 115 à 150 € HT par kW (pour des puissances < 500 kW) coûts des études et installation : 25 à 50 % du matériel coût éventuel de protection électromagnétique
TRB généralement constaté : Il est de 1 à 1,5 ans sur les postes précités, mais en cas de fort surdimensionnement d’un équipement, le TRB peut être inférieur à 6 mois.
Convention FEB - Énergie BVP - Guide méthodologique 38
Récupération de chaleur sur les installations utilisant des compresseurs
Principe technique La production de froid dit « mécanique » classiquement utilisée dans l’industrie agroalimentaire engendre de la production de chaleur, qui est évacuée au niveau du condenseur. La quantité de chaleur à évacuer est même supérieure à la production de froid car il faut aussi dissiper la chaleur apportée par le travail mécanique (principalement la consommation électrique du compresseur). La quantité de chaleur produite est donc très importante. Elle peut être utilisée pour répondre aux besoins en chaleur du site, et plus particulièrement pour la production d’eau chaude sanitaire. Cette chaleur peut être récupérée à différents endroits du groupe froid et donc à différents niveaux de température. Le potentiel de récupération de chaleur le plus important se situe au niveau du condenseur ou des aérothermes, pour cela un échangeur peut être placé en amont du condenseur pour récupérer une partie des calories du fluide frigorigène. Cependant, le niveau de température du fluide n’est pas très élevé, de l’ordre de 30 à 40 °C, et permet uniquement un préchauffage de l’eau par simple échange. Pour produire de l’eau chaude, il est possible d’avoir recours à une pompe à chaleur (PAC) qui pourra remonter la température à 60 °C, voire 80 °C avec des PAC hautes températures qui commencent à arriver sur le marché. Pour obtenir des niveaux de température plus importants d’environ 60 °C, il faut récupérer la chaleur dite de « désurchauffe » à la sortie du compresseur. En revanche, la quantité d’énergie disponible est très inférieure à celle du condenseur. Comme pour les compresseurs d’air, il est également possible de récupérer la chaleur sur le circuit d’huile du compresseur du groupe (dans le cas d’un compresseur à vis). Le niveau de température est équivalent à celui de la surchauffe et dans le secteur de la BVP, le potentiel est très supérieur à celui de l’air comprimé. Contraintes de mise en œuvre : La difficulté de mise en œuvre dépend de la configuration de l’installation. Dans le cas où l’aérotherme fonctionne avec une boucle d’eau, car la condensation se fait en amont, il suffit d’installer un échangeur sur cette boucle d’eau (la mise en œuvre est donc très facile). Quand il faut intervenir directement sur le circuit du fluide, ce qui est systématiquement le cas en désurchauffe, cela demande une intervention plus lourde et de refaire les épreuves des équipements. Remarque : la pertinence de la récupération de chaleur sur un groupe froid dépend aussi de la concordance des périodes de besoin en chaleur et de fonctionnement du groupe froid. Ainsi, pour une entreprise qui fait les nettoyages uniquement le week-end au moment où les groupes froid sont le moins sollicités. Dans ces cas les projets peuvent nécessiter la mise en place d’un stockage.
Gains énergétiques Le préchauffage d’eau par récupération de chaleur au niveau du condenseur ou de l’aérotherme, permet une économie de 45 % sur le chauffage de l’eau dans les conditions suivantes :
- température de condensation de 35°C - température d’eau froide 13°C - température d’eau chaude 60°C
Convention FEB - Énergie BVP - Guide méthodologique 39
Le gain de 45% correspond à des conditions optimales, c’est à dire que la source chaude est toujours disponible quand il y a un besoin de chauffage de l’eau. Le potentiel de chaleur disponible est d’environ 2,5 à 3 fois la consommation électrique des compresseurs du groupe froid. En désurchauffe, il est possible de produire directement de l’eau à 60 °C, en revanche, la quantité de chaleur disponible est beaucoup plus faible, de l’ordre de 5 % de la chaleur à évacuer, ce qui correspond à environ 15 % de la consommation électrique des compresseurs du groupe froid. Remarque importante : La mise en œuvre d’une HP flottante, qui permet d’améliorer l’efficacité du groupe froid va de ce fait réduire le niveau de température et le potentiel de chaleur récupérable. Selon les cas, il peut être intéressant de dégrader légèrement l’efficacité de son groupe froid pour assurer la production de chaleur et ainsi s’affranchir de la présence d’une chaudière sur le site s’il n’y a pas d’autres usages que la production d’eau chaude sanitaire. Cela peut être le cas des sites qui font du cru surgelé.
Gains financiers Coût d’investissement : Il dépend : - des solutions techniques choisies ; simple échangeur ou relève de la température par une Pompe à chaleur et du type de récupération (désurchauffe, condenseur).
- de la nécessité ou non d’avoir un stockage tampon de la chaleur. TRB généralement constaté : Le TRB de ce type de solution dépend de plusieurs facteurs :
- prix de l’énergie thermique substituée, - quantité de chaleur substituée (pour des besoins périodiques comme du chauffage
le TRB risque d’être relativement long).
Dans de bonnes conditions, adéquation entre ressources et besoins, le TRB est d’environ 3 ans. Pour s’assurer d’un gain financier, il est important de prévoir un dispositif de comptage ou à minima une maintenance préventive de surveillance qui permet de s’assurer du bon fonctionnement des échangeurs. La panne d’un circulateur par exemple peut passer inaperçue car en général une source de chaleur d’appoint permet de garantir un niveau de température finale et peut donc masquer un dysfonctionnent en amont. Par exemple dans le cas d’un appoint par une chaudière gaz, le suivi d’un indicateur KWh gaz/m3 d’eau chaude produit permet de suivre le niveau de sollicitation de l‘appoint au gaz et de déceler un dysfonctionnent.
Convention FEB - Énergie BVP - Guide méthodologique 40
5.2. Préconisations sur les usages du froid
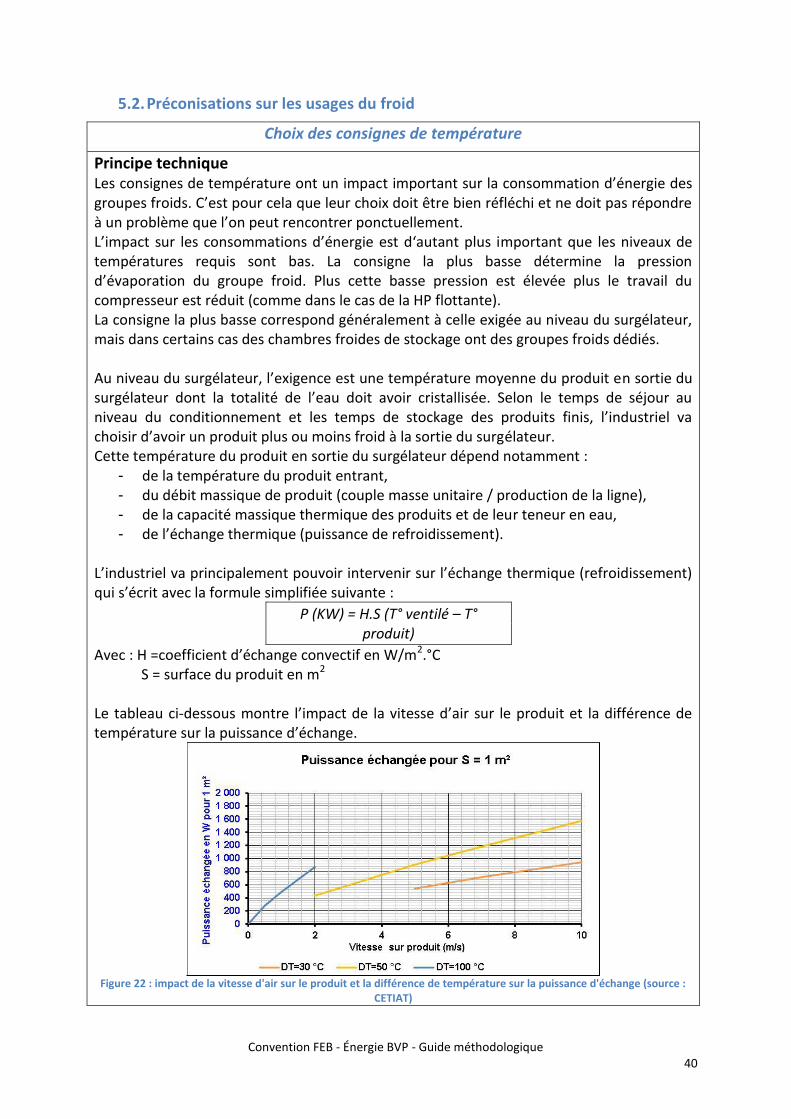
Choix des consignes de température
Principe technique Les consignes de température ont un impact important sur la consommation d’énergie des groupes froids. C’est pour cela que leur choix doit être bien réfléchi et ne doit pas répondre à un problème que l’on peut rencontrer ponctuellement. L’impact sur les consommations d’énergie est d‘autant plus important que les niveaux de températures requis sont bas. La consigne la plus basse détermine la pression d’évaporation du groupe froid. Plus cette basse pression est élevée plus le travail du compresseur est réduit (comme dans le cas de la HP flottante). La consigne la plus basse correspond généralement à celle exigée au niveau du surgélateur, mais dans certains cas des chambres froides de stockage ont des groupes froids dédiés. Au niveau du surgélateur, l’exigence est une température moyenne du produit en sortie du surgélateur dont la totalité de l’eau doit avoir cristallisée. Selon le temps de séjour au niveau du conditionnement et les temps de stockage des produits finis, l’industriel va choisir d’avoir un produit plus ou moins froid à la sortie du surgélateur. Cette température du produit en sortie du surgélateur dépend notamment :
- de la température du produit entrant, - du débit massique de produit (couple masse unitaire / production de la ligne), - de la capacité massique thermique des produits et de leur teneur en eau, - de l’échange thermique (puissance de refroidissement).
L’industriel va principalement pouvoir intervenir sur l’échange thermique (refroidissement) qui s’écrit avec la formule simplifiée suivante :
P (KW) = H.S (T° ventilé – T° produit)
Avec : H =coefficient d’échange convectif en W/m2.°C S = surface du produit en m2
Le tableau ci-dessous montre l’impact de la vitesse d’air sur le produit et la différence de température sur la puissance d’échange.
Figure 22 : impact de la vitesse d'air sur le produit et la différence de température sur la puissance d'échange (source :
CETIAT)
Convention FEB - Énergie BVP - Guide méthodologique 41
Les paramètres clés de la vitesse de refroidissement sont donc :
- la température de l’ambiance dans le surgélateur, - la vitesse d’air sur le produit.
Pour les surgélateurs qui traitent des produits de tailles très variables, il est possible de remonter la consigne de température ou d’agir sur le débit des ventilateurs (cette deuxième option est détaillée dans la préconisation suivante) pour les petits produits. Dans une chambre froide de stockage, le fait de remonter la consigne de température, va aussi permettre de réduire les pertes par les parois qui sont un des principaux postes de consommation de la chambre de stockage. Contraintes de mise en œuvre : Techniquement la mise en œuvre de cette recommandation est très facile, en revanche il faut bien s’assurer que tous les acteurs concernés valident le nouveau choix au sein des services production, qualité et maintenance. L’objectif est de ne pas faire de surqualité, mais il faut néanmoins s’assurer que le produits surgelés sortent de l’usine à une température inférieure à -18°C. Une part du refroidissement final se faisant dans les chambres de stockage, la durée de stockage des produits est à prendre en compte.
Gains énergétiques La modification des consignes de température peut entraîner des gains à plusieurs niveaux :
- sur la production de froid, s’il permet de remonter la température d’évaporation du groupe, le gain est d’environ 2% par °C gagné.
- pour une chambre froide de stockage remonter la température de - 25°C à - 21°C entraîne un gain de 10 % sur ses pertes par les parois (pour un surgélateur les pertes par les parois sont faibles).
Gains financiers Coût d’investissement : nul TRB généralement constaté : Compte tenu qu’il n’y a pas d’investissement à réaliser mais simplement une consigne à modifier les gains sont immédiats.
5.3. Réduction de la charge thermique dans les enceintes frigorifiques
Ce principe regroupe 3 préconisations qui sont : variation de vitesse sur la ventilation, moteurs performants, éclairage performant dans les chambres froides.
Ces préconisations ont pour point commun de générer à la fois un gain énergétique direct sur la consommation de l’équipement concerné, mais en plus de permettre une réduction des besoins en froid car il s’agit d’équipements présents dans des zones à températures négatives.
Convention FEB - Énergie BVP - Guide méthodologique 42
Variation électronique de vitesse sur la ventilation dans un surgélateur
Principe technique Comme cela a été expliqué précédemment, l’une des principales sources de consommation d'énergie dans un surgélateur est la compensation de la charge thermique apportée par la ventilation. Or, il est possible de la réduire en fonction de la taille des produits qui sont surgelés. Cette modification doit toujours être abordée en tenant compte des autres paramètres, en particulier la température de l’ambiance et le temps de séjour dans le surgélateur. Dans le cas du passage de produits de grammage très variable, la réduction de la ventilation permet de réduire la vitesse du tapis. Contraintes de mise en œuvre : Compte tenu que la vitesse de ventilation a une influence directe sur la qualité du produit fini, il faut là aussi un travail conjoint des différents services de l’entreprise et éventuellement d’un intervenant externe.
Gains énergétiques La variation de vitesse sur des applications de ventilation présente un grand intérêt car la réduction de la ventilation réduit le besoin énergétique au cube (lois de similitude), ainsi une réduction de 10 % de la ventilation entraînera un gain énergétique de 27 % sur le moteur du ventilateur.
Gains financiers Coût d’investissement : Il peut être décomposé de la façon suivante :
coût du matériel (VEV nue) : 115 à 150 € HT par kW (pour des puissances < 500 kW) coûts des études et installation : 25 à 50 % du matériel coût éventuel de protection électromagnétique
TRB généralement constaté : Il dépend des possibilités de variation du débit de ventilation. Cette action ne sera pas forcement pertinente dans toutes les entreprises.
Convention FEB - Énergie BVP - Guide méthodologique 43
Moteurs performants en ambiance négative
Principe technique L’énergie électrique consommée par un moteur est en partie dissipée en chaleur. En plus du cas de la ventilation dans les surgélateurs, qui vient d’être abordé, les chambres froides nécessitent aussi une ventilation pour favoriser l’échange thermique avec l’évaporateur et assurer une homogénéité de la température dans l’ambiance. Les besoins étant relativement constant dans ce cas, il n’est pas intéressant d’équiper ces ventilateurs de VEV. En revanche il est pertinent de choisir des moteurs de haute efficacité, comme les moteurs Brushless, les moteurs synchrones à aimants permanents ou des moteurs asynchrones à haut rendement. La norme CEI 60034-30 établi des classes de rendement pour les moteurs de moins de 375 kW :
Moteurs IE1 = rendement standard ≈ EFF2 Moteurs IE2 = Haut rendement ≈ EFF1 Moteurs IE3 = rendement Premium (Moteurs IE4= rendement super Premium, en projet)
Pour les moteurs neufs qui sont mis sur le marché, la directive européenne 2009/125/EC ErP (Energy related Products) impose en Europe au minimum des moteurs IE3 ou IE2 avec variation électronique de vitesse. Sont concernés :
- depuis le 1er janvier 2015, les moteurs de 7,5 à 375 KW, - à partir du 1er janvier 2017, les moteurs de 0,75 kW à 375 KW.
Cette même directive impose des seuils minimum de rendements pour les ventilateurs industriels d’une puissance comprise entre 125 W et 500 kW. Contraintes de mise en œuvre : Pas de contrainte spécifique identifiée
Gains énergétiques Le gain sur la consommation électrique du moteur dépend de la technologie et de la classe de performance choisie, mais c’est un point qu’il faut avoir en tête lors de l’achat de ces équipements.
Gains financiers Coût d’investissement : Surcoût par rapport à un moteur peu performant 20 % TRB généralement constaté < 1 an à quelques mois seulement dans le cas d'un remplacement standard et en ne considérant que le surcoût d'achat par rapport à un moteur conventionnel.
Convention FEB - Énergie BVP - Guide méthodologique 44
Éclairage performant dans les chambres froides
Principe technique Les chambres froides négatives équipées de tubes fluorescents classiques restent généralement éclairées en permanence pendant les périodes de production pour limiter le nombre de cycles d’allumages mal supportés par ce type d’équipement et d’autant plus dans une ambiance très froide. Dans le cas de matériel un peu ancien, un bloc de 2 tubes de 58 W apporte une charge thermique de près de 140 W (y compris l’énergie dissipée par le ballast ferromagnétique). L’efficacité lumineuse d’un tube fluorescent classique est de l’ordre de 70 lumen/watt. Il existe des technologies d’éclairage comme les LED ou des tubes fluorescents haut rendement qui présentent une meilleure efficacité.
Le principal intérêt de ces nouvelles technologies d’éclairage est de supporter des cycles d’éclairages répétés. Elles sont donc particulièrement intéressantes quand elles sont associées à de la détection de présence. C’est donc sur la durée d’éclairement que vont être fait une grande partie des gains. Un autre point important est le niveau d’éclairement, on constate qu’il n’est pas toujours bien défini. Il arrive que certaines chambres froides de stockage soient très nettement suréclairées. Lors du renouvellement de ses éclairages, l’industriel doit déterminer quel niveau d’éclairement il souhaite, celui–ci est exprimé en lux. Le code du travail impose un seuil minimal de 60 lux dans les entrepôts (Article R 4223-4).
Contraintes de mise en œuvre : Tous les éclairages ne sont pas garantis pour des températures négatives, il faut donc bien vérifier leurs domaines d’application.
Gains énergétiques Ils se situent à 3 niveaux :
- l’efficacité lumineuse du dispositif d’éclairage, exprimé en lumen/W, de l’ordre de 70 lumen/watt fluorescent classique,
- le niveau d’éclairement, exprimé en lux, au minimum 60 pour un entrepôt, Pour comparer deux solutions sur ces 2 premiers paramètres on peut exprimer la puissance nécessaire à installer en W/m2 elle permet de mesurer très facilement la puissance froid nécessaire pour compenser l’apport thermique de l’éclairage,
- la durée d’éclairage, l’éclairage doit être associé à de la détection de présence afin de réduire au minimum la durée d’éclairage (le gain dépend alors du temps d’occupation des locaux). Il faut ajouter à ces gains directs, la réduction de la charge thermique dans la chambre froide, ce qui majore le gain énergétique d’environ 50 % (pour un groupe froid avec une EER de 2).
Gains financiers Coût d’investissement : Il est très variable selon le choix : changement du bloc luminaire complet ou simple remplacement du tube fluorescent par un tube à LED. TRB généralement constaté : Il faut intégrer dans le gain financier l’économie sur la maintenance des blocs d’éclairage. Les LED ayant des durées de vie de l’ordre de 20 à 50 000 h, très nettement supérieures à celle des tubes fluorescents, le temps consacré à leur renouvellement sera très réduit.
Convention FEB - Énergie BVP - Guide méthodologique 45
5.4. Préconisations sur la conduite des fours
Les fours qui ont été audités dans le cadre de l’opération énergie BVP étaient plutôt bien conduits, cependant quelques pistes d’améliorations ont pu être identifiées, les 2 plus fréquentes sont présentées ci-dessous.
Réglages des brûleurs
Principe technique Les fours de cuisson en boulangerie sont généralement de type indirect, c’est à dire que les gaz brûlés de combustion sont séparés de la chambre de cuisson. Le transfert thermique de la combustion se fait généralement par l‘intermédiaire d’un échangeur air/air entre les gaz de combustions et l’air de l’ambiance du four. Ce transfert de chaleur se fait par 2 phénomènes :
le rayonnement, la convection.
Le transfert par convection dépend de la vitesse d’air, pour la maximiser du côté du brûleur, celui–ci est réglé avec un excès d’air relativement important permettant d’assurer le transfert thermique à la puissance nominale du four. Cependant, l’excès d’air diminue le rendement du brûleur car cela revient à chauffer de l’air qui est ensuite rejeté dans l’atmosphère alors qu’il n’intervient pas dans la combustion. Très souvent les fours sont utilisés en deçà de leur puissance thermique nominale, entre 50 et 65 %. Il donc possible de réduire l’excès d’air du brûleur sans compromettre la chauffe du four. Pour cela, les industriels doivent connaître le taux d’utilisation moyen du four (en termes de puissance thermique) et demander à leur prestataire de leur proposer un réglage optimal sur la base de ce régime réel de fonctionnement.
Gains énergétiques Dans le cadre de l’opération énergie BVP les excès d’air mesurés étaient de l’ordre de 100 %. Un meilleur réglage permet d’obtenir un gain substantiel de quelques % sur la combustion. Attention, la réduction du débit d'air comburant pénalise quelque peu l'échange thermique et peut influencer la capacité de production du four en réduisant la puissance du four. Cela ne pose pas de problème si celui-ci est utilisé en production en dessous de sa puissance nominale.
Gains financiers Coût d’investissement : Il n’y a pas de matériel à acheter, il s’agit simplement d’une intervention humaine qui doit être réalisée par un prestataire spécialisé. Le coût de cette intervention est de l’ordre de 1 000 à 2 000 €. TRB généralement constaté : selon l’excès d’air initial, le gain peut être très rapide. Le TRB est en principe inférieur à 1 an.
Convention FEB - Énergie BVP - Guide méthodologique 46
Réduction de l’injection de vapeur et des extractions
Principe technique Le process de cuisson requiert de l’injection de vapeur, pour maintenir un certain niveau d’hygrométrie dans la chambre de cuisson. L’hygrométrie a notamment un impact sur :
l’ouverture du coup de lame du pain, l’aspect de surface (plus ou moins lisse), l’épaisseur de la croute.
Dans les fours continus, l’injection de vapeur à lieu principalement dans la première partie du four, en début de cuisson. En milieu de cuisson l’injection de vapeur diminue (mais généralement l’hygrométrie continue à augmenter par la perte en eau du pain). Même si les fours sont conduits relativement fermés, il y a des extractions d’air qui permettent d’éliminer l’excès d’humidité. Il y a donc une contradiction à injecter de la vapeur dans une zone du four et à en extraire des buées pour éviter un excès d’humidité. Les fours peuvent donc être conduits en réduisant encore les extractions de buées, ce qui permet de limiter l’injection de vapeur Contraintes de mise en œuvre : Il s’agit d’un simple réglage facile à mettre en œuvre, cependant, celui-ci a un fort impact sur la qualité du produit fini. Les modifications de ce réglage doivent être menées conjointement par les services production et qualité.
Gains énergétiques L’optimisation de ces réglages permet des gains à plusieurs niveaux :
- la réduction de l’extraction des buées réduit les pertes du four, - la production de vapeur est réduite, - la diminution de l’injection de vapeur réduit les besoins énergétique de la cuisson.
Remarque : ce dernier point s’explique car la vapeur est injectée à basse pression, elle est donc réchauffée par le four et contribue donc à la consommation énergétique du four, même si cette part est faible (< 1 %). Le gain global de ces modifications dépend des réglages initiaux, le constat terrain issu de l’opération énergie BVP montre des gains de l’ordre de 2 à 3 %.
Gains financiers Coût d’investissement : nul, ces modifications de réglages peuvent être réalisées en interne. TRB généralement constaté : Compte tenu qu’il n’y a pas d’investissement à réaliser mais simplement des réglages à modifier, les gains sont immédiats.
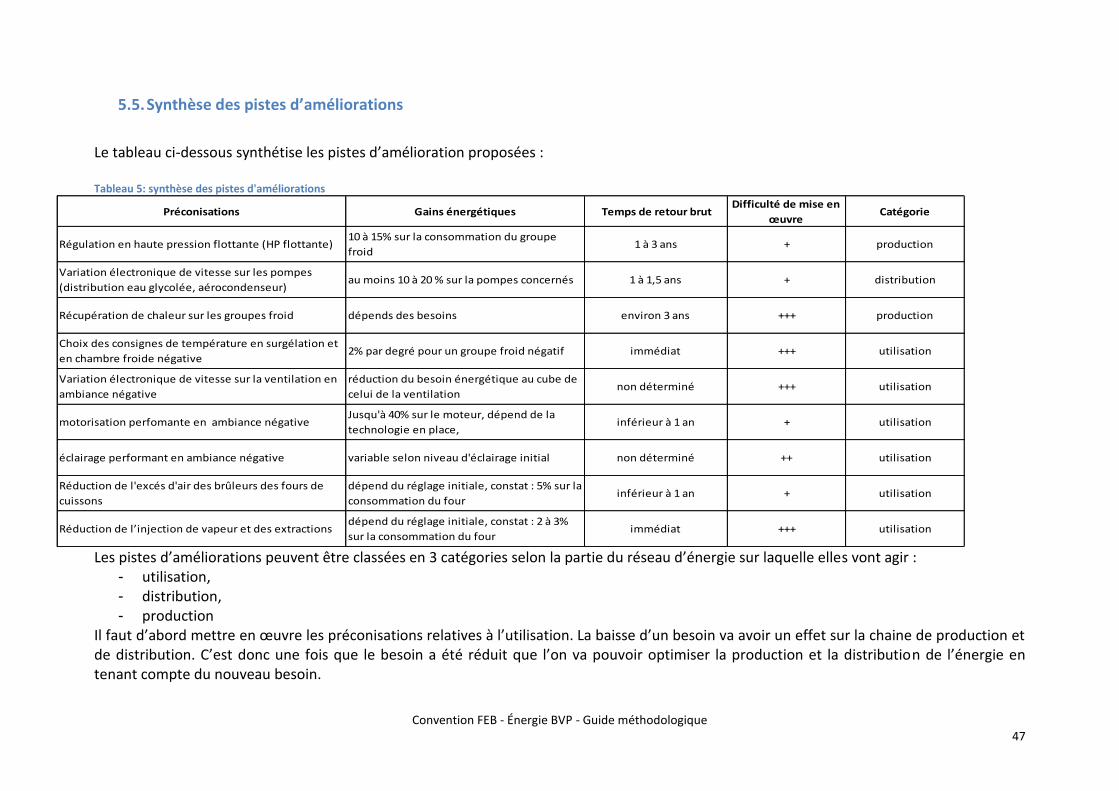
Convention FEB - Énergie BVP - Guide méthodologique 47
5.5. Synthèse des pistes d’améliorations
Le tableau ci-dessous synthétise les pistes d’amélioration proposées : Tableau 5: synthèse des pistes d'améliorations
Préconisations Gains énergétiques Temps de retour brutDifficulté de mise en
œuvreCatégorie
Régulation en haute pression flottante (HP flottante)10 à 15% sur la consommation du groupe
froid1 à 3 ans + production
Variation électronique de vitesse sur les pompes
(distribution eau glycolée, aérocondenseur)au moins 10 à 20 % sur la pompes concernés 1 à 1,5 ans + distribution
Récupération de chaleur sur les groupes froid dépends des besoins environ 3 ans +++ production
Choix des consignes de température en surgélation et
en chambre froide négative2% par degré pour un groupe froid négatif immédiat +++ utilisation
Variation électronique de vitesse sur la ventilation en
ambiance négative
réduction du besoin énergétique au cube de
celui de la ventilationnon déterminé +++ utilisation
motorisation perfomante en ambiance négativeJusqu'à 40% sur le moteur, dépend de la
technologie en place, inférieur à 1 an + utilisation
éclairage performant en ambiance négative variable selon niveau d'éclairage initial non déterminé ++ utilisation
Réduction de l'excés d'air des brûleurs des fours de
cuissons
dépend du réglage initiale, constat : 5% sur la
consommation du fourinférieur à 1 an + utilisation
Réduction de l’injection de vapeur et des extractionsdépend du réglage initiale, constat : 2 à 3%
sur la consommation du fourimmédiat +++ utilisation
Les pistes d’améliorations peuvent être classées en 3 catégories selon la partie du réseau d’énergie sur laquelle elles vont agir :
- utilisation, - distribution, - production
Il faut d’abord mettre en œuvre les préconisations relatives à l’utilisation. La baisse d’un besoin va avoir un effet sur la chaine de production et de distribution. C’est donc une fois que le besoin a été réduit que l’on va pouvoir optimiser la production et la distribution de l’énergie en tenant compte du nouveau besoin.
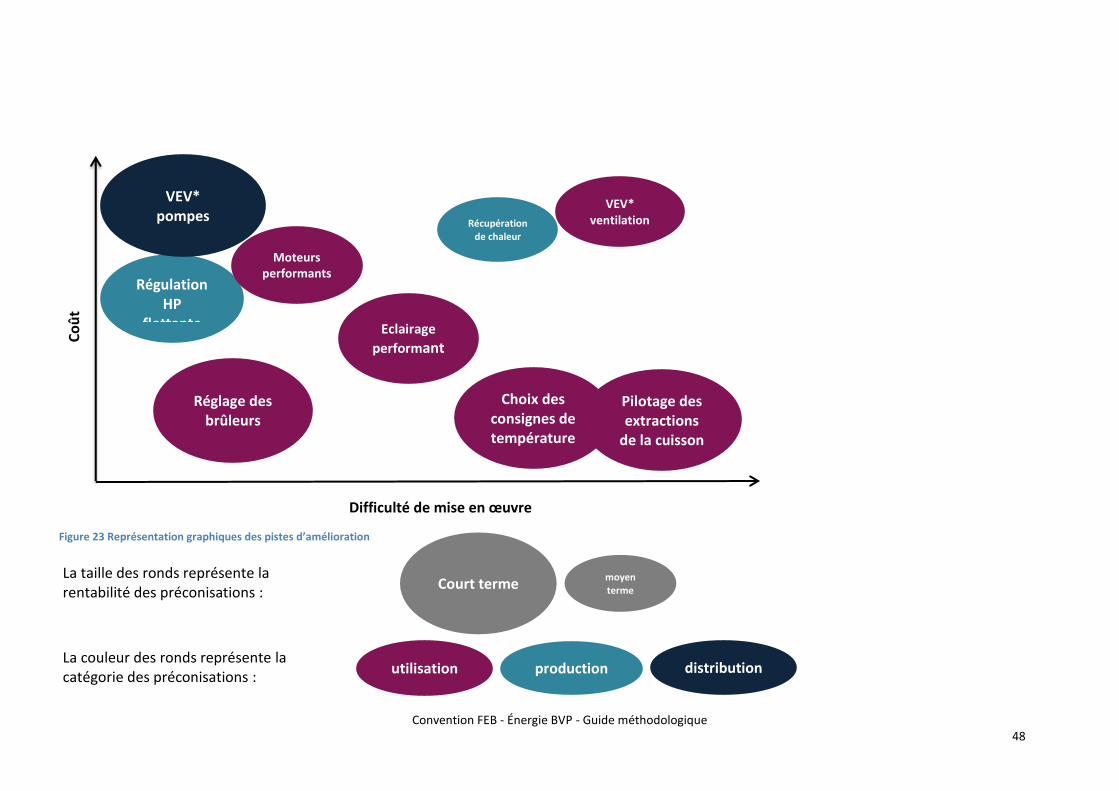
Convention FEB - Énergie BVP - Guide méthodologique 48
Réglage des brûleurs
Eclairage
performant
Pilotage des extractions
de la cuisson
Choix des consignes de température
Régulation HP
flottante
VEV* ventilation Récupération
de chaleur
VEV* pompes
Difficulté de mise en œuvre
Co
ût
Moteurs performants
La taille des ronds représente la rentabilité des préconisations :
moyen terme
utilisation production distribution La couleur des ronds représente la catégorie des préconisations :
Figure 23 Représentation graphiques des pistes d’amélioration
Court terme
Convention FEB - Énergie BVP - Guide méthodologique 49
6. Pourquoi engager une démarche de management de l’énergie
L’étude réalisée montre que peu d’entreprises suivent précisément leurs consommations d’énergie. Cependant, l’expérience montre que les industriels réalisant des diagnostics énergétiques sur leur site sont souvent surpris des postes les plus consommateurs. Ce constat augmente plus on analyse finement les consommations au niveau d’un appareil/procédé donné. Par exemple, pour les surgélateurs, le besoin en froid est autant nécessaire pour la surgélation des produits que pour compenser la chaleur apportée par les moteurs de la ventilation et du convoyeur (voir paragraphe 2), ce qui n’est pas intuitif en première approche.
6.1. Identifier les enjeux propres à son site
Il n’est pas judicieux, d’essayer de réduire ses consommations énergétiques et donc ses coûts sans connaître leur répartition entre les différents postes ou équipement. En effet, les actions doivent porter en priorité sur les postes les plus énergivores ou ceux à fort potentiel d’amélioration. Dans le secteur de la BVP, les pistes d’actions concernant la production de froid pour les produits surgelés et l’utilisation des fours pour les produits précuits ou cuits sont prioritaires. Le suivi des indicateurs de performance énergétique des postes clés permet de : Définir les valeurs de référence de son usine et se comparer à la profession Il est inutile de mener des actions de réduction des consommations sur un appareil qui bien qu’énergivore parait efficient au regard des valeurs de la profession ou des données fournies par l’équipementier. Ces valeurs peuvent mettre en avant les spécificités de son entreprise et donc permettre de les traiter quand elles correspondent à une mauvaise pratique. Exemple : consommation anormale d’eau chaude, poids très important de l’air comprimé, sur éclairage du site.
Repérer toute déviance au cours du temps (et mener des actions correctives pour supprimer les anomalies ; le suivi des consommations devient alors un outil de pilotage de la production),
Déterminer précisément les gains potentiels d’une action d’amélioration Vérifier les gains effectivement réalisés après la mise en place de l’action
d’amélioration du système (notamment avant d’étendre cette action à plusieurs autres équipements).
Repérer les appareils ou équipements surdimensionnés (courant sur les postes froids).
6.2. Intégrer l’énergie dans sa gestion financière
Le suivi des consommations permet selon le niveau de détail de calculer et de suivre la part des coûts énergétiques dans le prix de vente des produits finis ou dans le prix de revient des produits. La connaissance de ses consommations d’énergie par poste permet d’intégrer de façon objective des critères de performance énergétique dans sa politique d’achat.
Convention FEB - Énergie BVP - Guide méthodologique 50
Dans certains cas il est très rapidement rentable d’opter pour du matériel économe malgré un surcoût à l’investissement, dans d’autres cas c’est moins évident. Cela dépend du niveau de sollicitation de l’équipement. Exemple dans le cas d’un surgélateur : prise en compte du rapport consommation énergétique / capacité de refroidissement du produit (énergie captée au produit). Réduire les consommations d’énergie entraîne directement une augmentation de la marge faite sur les produits.
6.3. Mieux maîtriser la qualité de ses produits finis
Au-delà des actions sur la facture énergétique le suivi des consommations permet de mieux maîtriser ses procédés et la qualité de ses produits finis. Le suivi des indicateurs de performance permet de réagir en cas de mauvaises pratiques. De plus, l’identification des facteurs d’influence (teneur en eau des produits finis par exemple) permet de connaître quelle consommation d’énergie est réellement nécessaire pour satisfaire aux exigences de qualité des produits. Par exemple au cours de l’étude, nous avons souvent constaté que la température des surgélateurs et donc la consommation d’énergie liée à la production de froid n’était pas modulée en fonction de la taille du produit ou de la consigne de température au cœur du produit. Ce suivi permet également de communiquer les performances de l’entreprise auprès des salariés, c’est donc un appui à la sensibilisation. Pour en savoir plus sur le comptage :
- L’ADEME a publié en 2014 un ouvrage très complet sur le comptage de l’énergie dans l’industrie : Le comptage de l’énergie, Amélioration de la performance énergétique dans l’industrie ; éditions DUNOD
- La norme NF EN ISO 50 001 Système de management de l’énergie, publiée en juin 2011 par l’organisation internationale de normalisation.
- Déploiement de plans de comptage énergétiques dans les industries agroalimentaires Guide pratique issu du programme ComptIAAEnergie, disponible sur site internet du CETIAT : http://www.cetiat.fr
- Technologies de mesure pour le comptage énergétique, recueil issu du programme ComptIAAEnergie, disponible sur site internet du CETIAT : http://www.cetiat.fr
Quelques outils de l’ATEE (Association Technique Énergie Environnement) disponible sur internet : - ÉnergieCHECK : auto-évaluation de la démarche de management de l’énergie en place dans son entreprise, disponible sur : http://www.atee.fr/management-de-lenergie-outils-du-responsable-energie/energiecheck-la-check-list-du-manager-energie
- ÉnergieSIM – Simuler la mise en œuvre de son plan d'actions, disponible sur : http://www.atee.fr/management-de-lenergie-outils-du-responsable-energie/energiesim-simuler-la-mise-en-oeuvre-de-son