Du soudage à l'assemblage Perspectives et innovations 2016 11 09... · Validation de la conception...
26
Du soudage à l'assemblage Perspectives et innovations Le collage, une autre façon d’assembler: Les enjeux de demain Journée AFIAP 9 novembre 2016 – Cetim, Nantes Tomas Bergara Chef de projet R&D RESCOLL, Société de Recherche
Transcript of Du soudage à l'assemblage Perspectives et innovations 2016 11 09... · Validation de la conception...

Du soudage à l'assemblage
Perspectives et innovations
Le collage, une autre façon d’assembler:
Les enjeux de demain
Journée AFIAP
9 novembre 2016 – Cetim, Nantes
Tomas Bergara
Chef de projet R&D
RESCOLL, Société de Recherche

Plan
• Présentation de RESCOLL
• L’assemblage par collage: Un procédé complexe mais polyvalent
• Les enjeux industriels du collage
Normalisation du collage
Formation du personnel
Limites technologiques
• Contrôle non destructif
• Durabilité
2

RESCOLL

And CERTIFIED:
ISO 9001 (all activities)
ISO 17025 (for Analysis and Characterisation)
ISO 13485
NADCAP
ISO 17020 (for Environmental Technology
Verification ETV)
QUALIFIED by CUSTOMERS:
RESCOLL
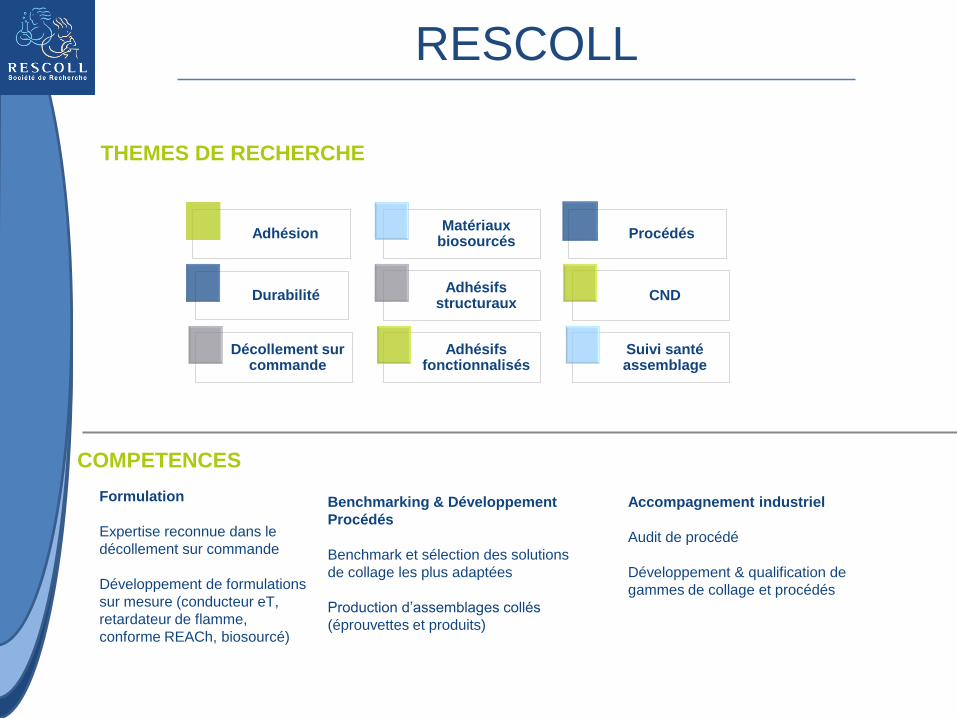
Durabilité
Procédés
COMPETENCES
Adhésion
THEMES DE RECHERCHE
Matériaux biosourcés
Benchmarking & Développement
Procédés
Benchmark et sélection des solutions
de collage les plus adaptées
Production d’assemblages collés
(éprouvettes et produits)
Formulation
Expertise reconnue dans le
décollement sur commande
Développement de formulations
sur mesure (conducteur eT,
retardateur de flamme,
conforme REACh, biosourcé)
Adhésifs structuraux
CND
Décollement sur commande
Adhésifs fonctionnalisés
Suivi santé assemblage
5
Accompagnement industriel
Audit de procédé
Développement & qualification de
gammes de collage et procédés
RESCOLL
Le collage
• Méthode d’assemblage en fort développement
Possibilité d’assembler différents matériaux
Pas d’affaiblissement par perçage
• Procédé complexe mettant en jeu des phénomènes d’adhésion
difficiles à modéliser
Conception et dimensionnement
Traitements de surface
Contrôle des pièces
6

Le collage: un procédé complexe
Performances
thermiques
Assemblages collés
structuraux
Performances
mécaniques
Mise en
œuvre
Contrôle du
collage
Traitement de
surface
Démontabilité
7
Conception et
dimensionnement
8
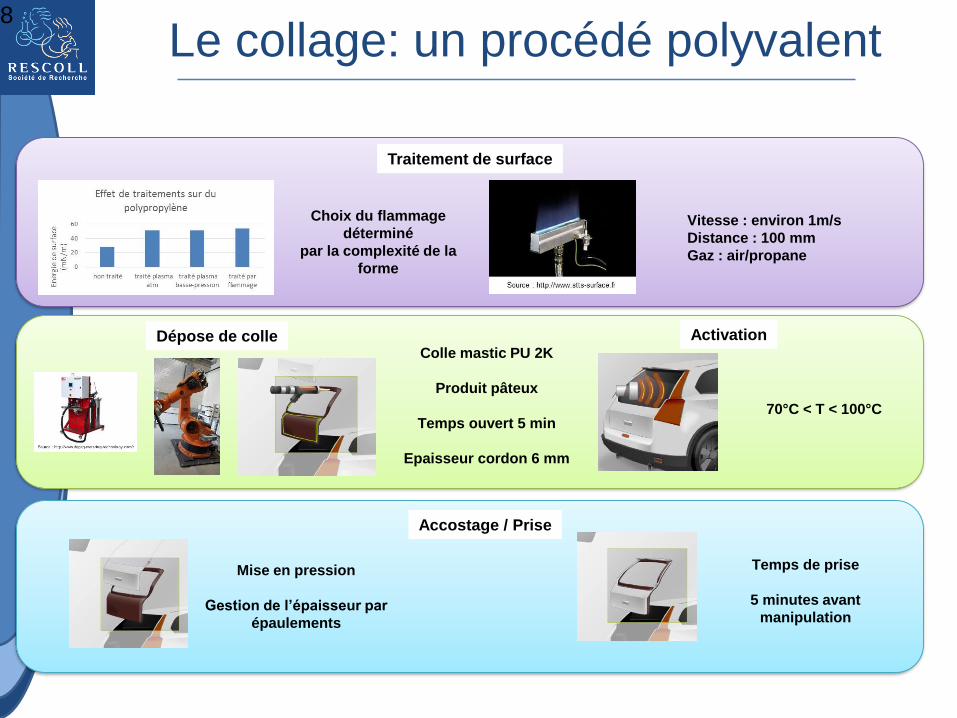
Choix du flammage
déterminé
par la complexité de la
forme
Traitement de surface
Vitesse : environ 1m/s
Distance : 100 mm
Gaz : air/propane
Dépose de colleColle mastic PU 2K
Produit pâteux
Temps ouvert 5 min
Epaisseur cordon 6 mm
Activation
70°C < T < 100°C
Accostage / Prise
Dépose robotisée
Mise en pression
Gestion de l’épaisseur par
épaulements
Temps de prise
5 minutes avant
manipulation
Le collage: un procédé polyvalent
Le collage: un procédé polyvalent
9
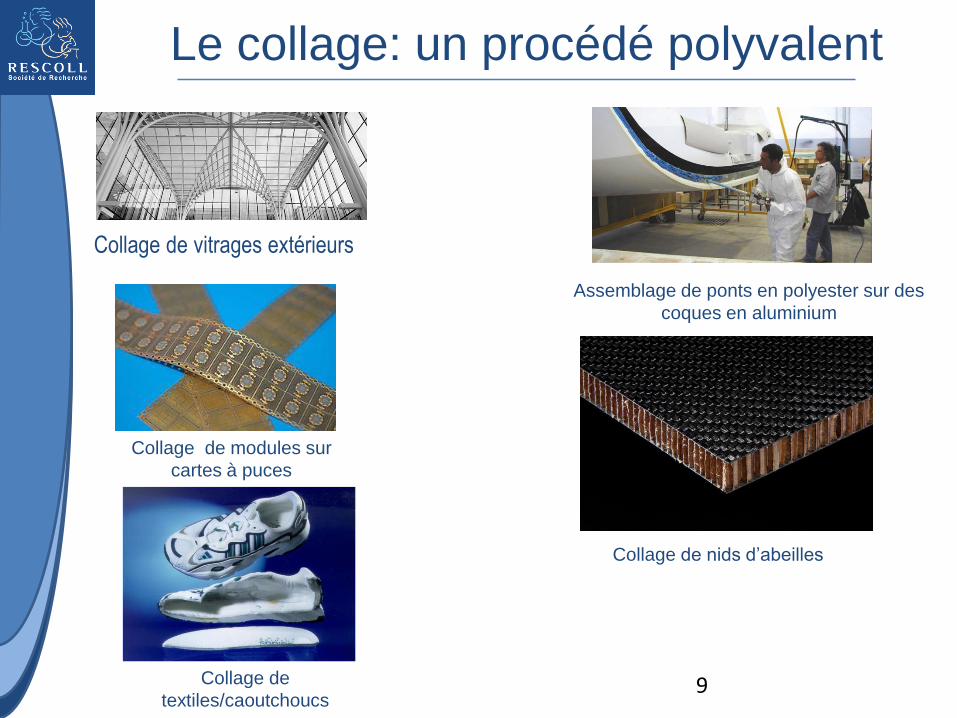
Collage de vitrages extérieurs
Assemblage de ponts en polyester sur des
coques en aluminium
Collage de modules sur
cartes à puces
Collage de nids d’abeilles
Collage de
textiles/caoutchoucs
Le collage: un procédé polyvalent
10

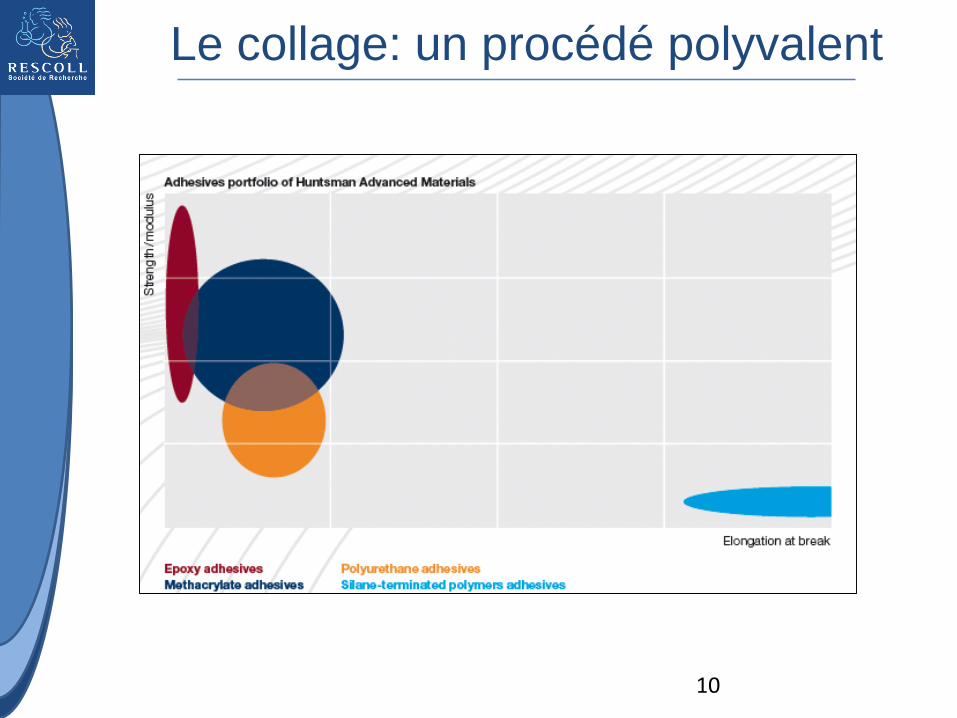
Source : Huntsman – Adhesives selector guide
Le collage: un procédé polyvalent

Le collage: un procédé polyvalent
• Moteur LEAP de SAFRAN
Collage d’un clinquant en titane sur composite
Collage très critique
Nécessité d’un collage fiable et robuste
Les enjeux industriels du collage
Enjeux industriels du collage
• Plusieurs verrous technologiques limitent l’expansion du collage
en industrie
La formation du personnel pour garantir la fiabilité des
collages
Un contrôle non destructif ne caractérisant pas les
phénomènes d’adhésion
La durabilité des adhésifs et des interfaces
Certains industriels n’ont pas confiance dans le collage
Utilisation d’assemblages mixtes
14
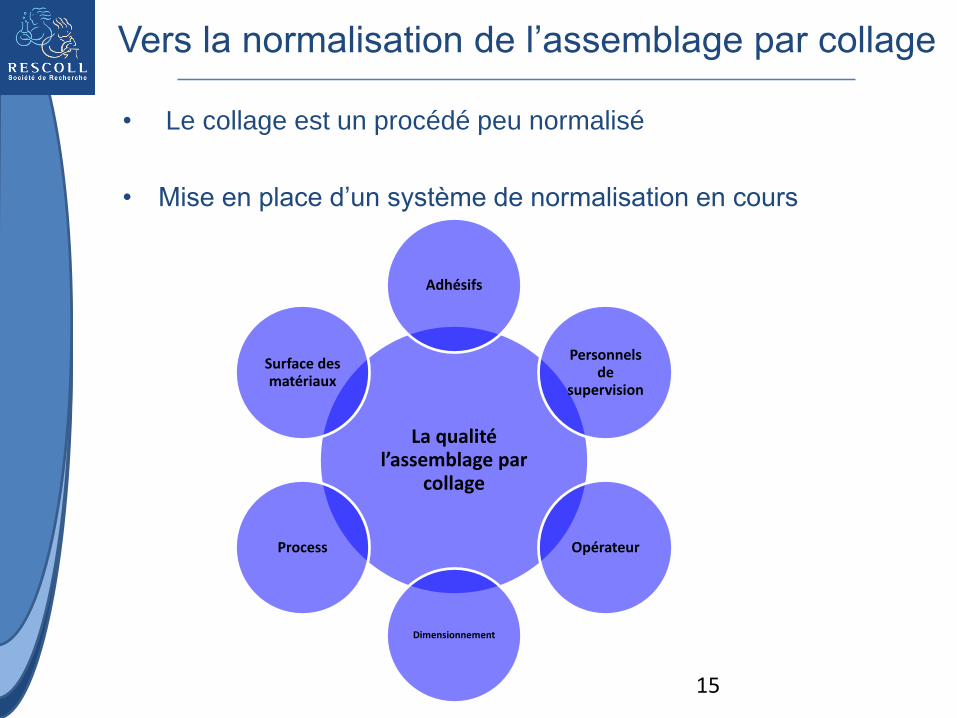
• Le collage est un procédé peu normalisé
• Mise en place d’un système de normalisation en cours
15
Vers la normalisation de l’assemblage par collage
La qualité l’assemblage par
collage
Adhésifs
Personnels de
supervision
Opérateur
Dimensionnement
Process
Surface des matériaux

Source : www.topdesentreprises.fr
Source : http://www.railway-technology.com
A3 A2 A1Classification des assemblages selon le niveau de sécurité
Conséquences en cas de rupture du collage
Classe Description Exemple de classement
A1
Assemblages collés de véhicules ferroviaires et de pièces de véhicules
ferroviaires à haute exigence de sécurité
- Pare-brise dans le bouclier avant - Glaces latérales de caisse - Revêtement sur la structure de la caisse - Pièces d'équipements externes, - Parties hautes de panneau de toit sandwich
A2
Assemblages collés de véhicules ferroviaires et pièces de véhicule
ferroviaire avec exigence de sécurité intermédiaire
- Pièces d'équipements intérieurs, éléments suspendus, - Cloisons, revêtements - Plancher de bâti - Réservoir sans pression - Fixation de siège au plancher
A3
Assemblages collés de véhicules ferroviaires et pièces de véhicule
ferroviaire avec exigence de sécurité faible
- Panneaux - Glaces - Revêtement de sol - Poignées - Grille d'aération
DIN 6701 – Collage des véhicules ferroviaires et ses composants
Contraintes réglementaires
Une norme Allemande spécifie les exigences liées aux assemblages par collage
La normalisation dans le collage

17
Certification du site
Formation du personnel
Une certification de l’outil industriel est nécessaire
DVS®-EWF European Adhesive Bonder
DVS®-EWF European Adhesive Specialist
DVS®-EWF-European Adhesive Engineer
Validation de la conception
Plan de qualification
FormationContrôle
Normes
Réparation
Process
Management de la Qualité
Conception
Gamme
Gestion des planning
Responsabilités
Indicateurs / Traçabilité
Contraintes réglementairesLa normalisation dans le collage
• Qualification du personnel avec 3 niveaux
18
EWF European Adhesif Bonder EAB
- EWF 515
EWF European Adhesif SPECIALIST EAS
- EWF 516
EWF European Adhesif Engineer EAE
- EWF 517
• En France, la qualification du personnel est gérée par l’AFS
• RESCOLL est le seul organisme de formation habilité à
dispenser ces formations collages
La normalisation dans le collage
19
• En France, la qualification du personnel est gérée par l’AFS
• RESCOLL est le seul organisme de formation habilité à
dispenser ces formations collages depuis 2009
• Quelques chiffres
200 opérateurs formés
80 spécialistes
• A partir de 2017, RESCOLL propose la formation ingénieur
colleur
La normalisation dans le collage
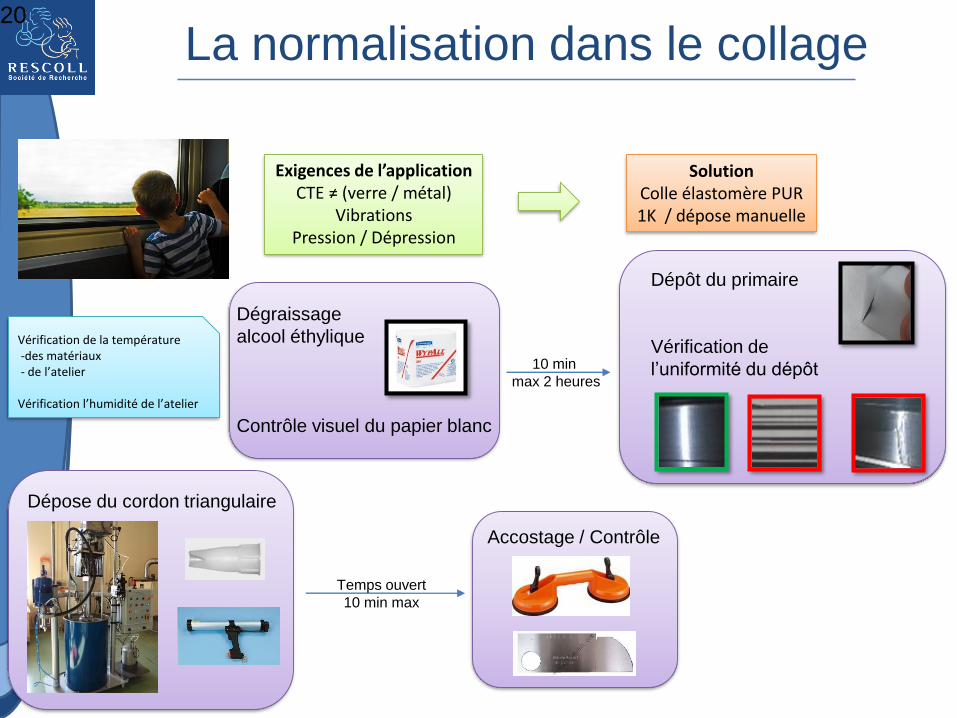
Dégraissage
alcool éthylique
Contrôle visuel du papier blanc
20
10 min
max 2 heures
Dépôt du primaire
Vérification de
l’uniformité du dépôt
Temps ouvert
10 min max
Accostage / Contrôle
Dépose du cordon triangulaire
Exigences de l’applicationCTE ≠ (verre / métal)
VibrationsPression / Dépression
SolutionColle élastomère PUR1K / dépose manuelle
Contraintes sur un procédé manuel
Vérification de la température -des matériaux - de l’atelier
Vérification l’humidité de l’atelier
La normalisation dans le collage
Le contrôle non destructif du collage
• Objectif industriel:
Quantifier la tenue mécanique des assemblages collés
• Objectif non atteint actuellement par les techniques de contrôles
conventionnelles
• Ultrasons
• Radiographie
• Tomographie
• Shearographie
• …
21
Le contrôle non destructif du collage
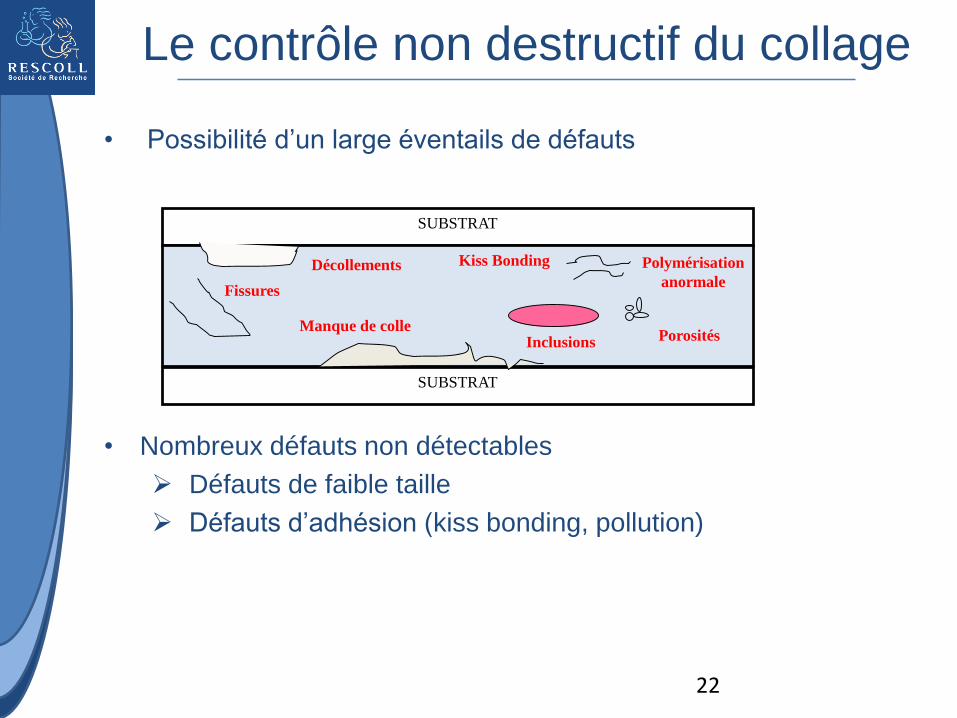
• Possibilité d’un large éventails de défauts
• Nombreux défauts non détectables
Défauts de faible taille
Défauts d’adhésion (kiss bonding, pollution)
22
SUBSTRAT
SUBSTRAT
Décollements
Manque de colle
Fissures
Inclusions
Polymérisation
anormale
Porosités
Kiss Bonding

Le contrôle non destructif du collage
• Nombreux travaux sont en cours sur le sujet
Projet COMPOCHOC (FUI)
Caractérisation d’assemblages collés par choc laser
Principe: Générer des contraintes mécaniques aux interfaces à
différentes intensités et valider à posteriori la tenue du collage
23

Durabilité du collage
• Adhésif se dégrade dans le temps
Diffusion d’eau
Vibrations mécaniques
Choc thermique
Photo-vieillissement
• Dégradation des interfaces difficilement prédictibles
24
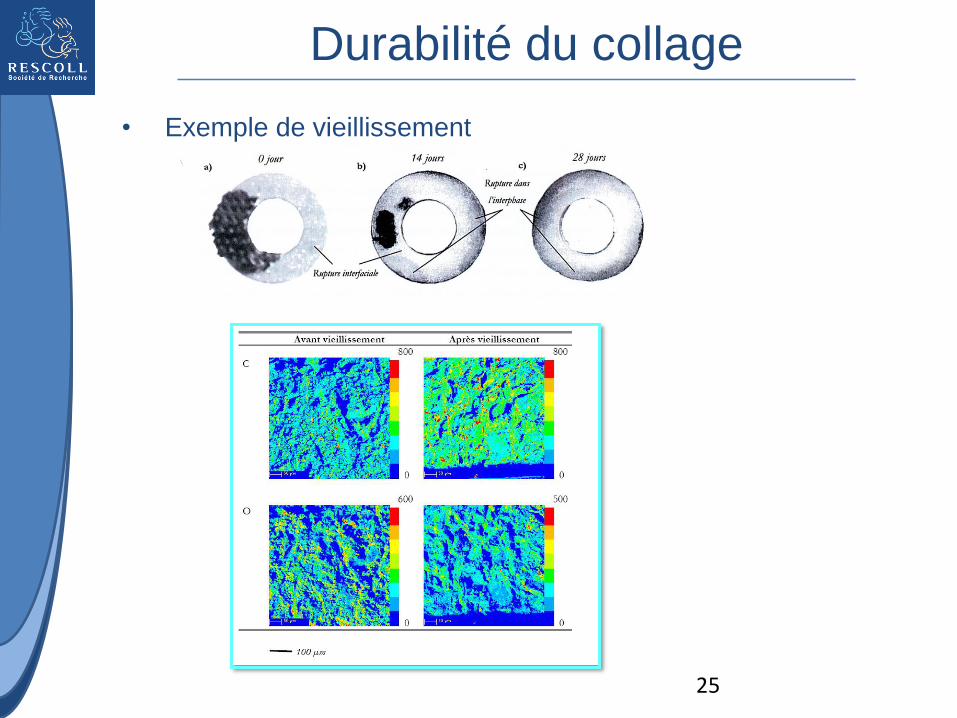
Durabilité du collage
• Exemple de vieillissement
25

Perspectives
• Le collage est une technologie en plein développement grâce à
sa polyvalence
• Les développements en cours sur les différentes étapes du
procédé vont permettre une meilleure maîtrise industriel
• Des verrous restent encore à lever afin de rassurer pleinement
les industriels
26