Formation Culture numerique - Focus sur le livre numerique -

UNIVERSITE D’ANTANANARIVO
ECOLE SUPRIEURE POLYTECHNIQUE D’ANTANANARIVO
DEPARTRMENT GENIE MECANIQUE ET PRODUCTIQUE
FILIERE GENIE INDUSTRIEL
« Mémoire de fin d’étude pour l’obtention de diplôme d’ingénieur en génie industriel »
Promotion 2013
Présenté par :
Monsieur RAJOMALAHY Julien Aimé
Directeur de mémoire :
Monsieur RANOARIVONY Andrianjoelimahefa Honoré, Maître de conférences à
l’ESPA
Date de soutenance : 19/07/14
Année d’étude : 2012-2013 »
DOSAGE NUMERIQUE DES INTRANTS
POUR LA FABRICATION DE CIMENT
EN UTILISANT LA TECHNOLOGIE DES
POUDRES

UNIVERSITE D’ANTANANARIVO
ECOLE SUPRIEURE POLYTECHNIQUE D’ANTANANARIVO
DEPARTRMENT GENIE MECANIQUE ET PRODUCTIQUE
FILIERE GENIE INDUSTRIEL
« Mémoire de fin d’étude pour l’obtention de diplôme d’ingénieur en génie industriel »
Présenté par :
Monsieur RAJOMALAHY Julien Aimé
Directeur de mémoire :
Monsieur RANOARIVONY Andrianjoelimahefa Honoré, Maître de conférences à l’ESPA
Président de jury :
Monsieur rabeatoandro JOELIHARITAHAKA, Enseignant Chercheur à l’E.S.P.A
Examinateurs :
Monsieur ANDRIAMANALINA William, Enseignant Chercheur à l’E.S.P.A
Monsieur RANDRIANATOANDRO Grégoire, Enseignant Chercheur à l’E.S.P.A
Monsieur ANDRIANAIVO Lala, Professeur à l’E.S.P.A
Monsieur RAKOTONIRINA René, Maître de conférences à l’ESPA
Année 2014
DOSAGE NUMERIQUE DES INTRANTS
POUR LA FABRICATION DE CIMENT
EN UTILISANT LA TECHNOLOGIE DES
POUDRESS


Mémoire de fin d’études Page i
Table des symboles et abréviations Symbole Unité Définition
J Energie cinétique
Energie cinétique de masse
Energie potentiel de masse
Energie totale
F Force de volume
Force volumique de viscosité
G Grandeur vectoriel quelconque
g Accélération de la pesanteur
M Débit massique
n Vecteur unitaire de la normale extérieure d’un élément de surface
t s Temps
T K Température
V Volume
v Vitesse
Coefficient de frottement
Masse volumique
Constante du temps
Pulsation propre
P Pa Pression
Contrainte
S Surface
s m Epaisseur
D Dispersion
L Longueur de dispersion
Section microscopique
Section
p Variable de Laplace
H Débit volumique

Mémoire de fin d’études Page ii
Table des abréviations P.O : Partie Opérative
P.C : Partie Commande
G.R.A.F.C.E.T : GRAphe Fonctionnel de Commande Etape / Transition
C.P.A : Ciment Portlands Artificiels
C.P.J : Ciments Portlands composés
S.I.L : Système Linéairement Invariant
T.O.R : Tout Ou Rien
F.T.B.O : Fonction de Transfert en Boucle Ouvert
F.T.B.F : Fonction de Transfert en Boucle Fermer
P.I.D : Proportionnel Intégrale Dérivé
Table des tableaux Tableau 1 : Signification du schéma de procédé ................................................................................... 17
Tableau 2 : Désignation des fonctionnements des citernes ................................................................. 18
Tableau 3 : Notation pour le spécification technologique du grafcet ................................................... 23
Tableau 4 : Notation des capteurs ........................................................................................................ 26
Tableau 5 : Notation des vannes ........................................................................................................... 28
Tableau 6 : Propriétés d’un système du second ordre.......................................................................... 44
Tableau 7 : Résultats1 de la simulation ................................................................................................. 49
Tableau 8 : Résultats 2 de la simulation ................................................................................................ 50

Mémoire de fin d’études Page iii
Table des figures Figure 1 : Organisation d’un système automatisé................................................................................... 2
Figure 2 : Modèle d’un système automatisé ........................................................................................... 3
Figure 3 : Méthode du grafcet ................................................................................................................. 4
Figure 4 : Méthode du circuit logique ..................................................................................................... 5
Figure 5 : Modèle d’un organe ................................................................................................................ 5
Figure 6 : Méthode de l’informatique numérique .................................................................................. 6
Figure 7 : Schéma bloc de régulation ...................................................................................................... 7
Figure 8 : Approche d’un système de régulation .................................................................................... 8
Figure 9 : Espace métrique orthonormée ............................................................................................... 9
Figure 10 : Poudre de ciment ................................................................................................................ 11
Figure 11 : Angle solide d’une particule de ciment ............................................................................... 12
Figure 12 : Procédé de production de ciment par voie semi-seche ...................................................... 16
Figure 13 : Schéma bloc d’un système de production de ciment ......................................................... 17
Figure 14 : Grafcet du point de vue fonctionnel ................................................................................... 24
Figure 15 : Grafcet du point de vue opérationnel ................................................................................. 25
Figure 16 : Diagramme Ladder .............................................................................................................. 27
Figure 17 : Schéma de fonctionnement du système à réguler ............................................................. 29
Figure 18 : Schéma bloc du système à réguler ...................................................................................... 29
Figure 19 : Modèle de poudre du ciment dans la conduite .................................................................. 30
Figure 20 : Frottement dans la conduite ............................................................................................... 32
Figure 21 : Source plane de dispersion ................................................................................................. 34
Figure 22 : Diamètre des conduites de Venturi..................................................................................... 35
Figure 23 : Système automatisé dans le temps ..................................................................................... 36
Figure 24 : Réponse indiciel d’un élément TOR .................................................................................... 37
Figure 25 : Représentation d’une fonction de transfert ....................................................................... 39
Figure 26 : Transformation d’un schéma bloc après correction ........................................................... 40
Figure 27 : Visualisation de l’éditeur « Nichols » .................................................................................. 45
Figure 28 : Visualisation de l’éditeur « Bode » ...................................................................................... 46
Figure 29 : Visualisation du logiciel de simulation «Avy-Etsy » ............................................................. 47
Figure 30 : Visualisation du logiciel de simulation « hono» .................................................................. 48
Figure 31 : Visualisation 3D du système ................................................................................................ 51
Figure 32 : Visualisation systématique du système .............................................................................. 52

Mémoire de fin d’études Page iv
Table des matières
Table des symboles et abréviations ......................................................................................................... i
Table des abréviations..............................................................................................................................ii
Table des tableaux ....................................................................................................................................ii
Table des figures...................................................................................................................................... iii
Table des matières ................................................................................................................................. iv
Remerciements ....................................................................................................................................... vi
Introduction ............................................................................................................................................. 1
Partie I : Les méthodes à utiliser .............................................................................................................. 2
I/L’automatisme séquentielle : ........................................................................................................... 3
1/Méthode du GRAFCET :................................................................................................................ 3
2/Méthode du circuit logique : ....................................................................................................... 4
3/Méthode de l’informatique numérique : ..................................................................................... 4
II/L’automatique continue : ................................................................................................................ 4
1/Modèle d’un organe ou sous-système : ...................................................................................... 5
2/Asservissent d’un système : ......................................................................................................... 7
III/Ecoulement dans un fluide : ........................................................................................................... 8
1/ Bilan de masse : ........................................................................................................................ 10
2/Bilan de quantité de mouvement : ............................................................................................ 10
3/Bilan d’énergie : ......................................................................................................................... 10
Partie II : Etude du système ................................................................................................................... 11
I/Technologie de la poudre : ............................................................................................................. 11
II/Le ciment et ces procédés technologique de fabrications ............................................................ 13
1/Le ciment : .................................................................................................................................. 13
2/Procédé technologique du ciment : ........................................................................................... 14
3/Dosage de la poudre de ciment : ............................................................................................... 15
III/Production du ciment : ................................................................................................................. 15
1/Le schéma bloc : ......................................................................................................................... 15
2/Le schéma de procédé : ............................................................................................................. 18
3/Présentation de l’usine : ............................................................................................................ 18
4/Fonctionnement du système : ................................................................................................... 18
5/Grafcet du système : .................................................................................................................. 21

Mémoire de fin d’études Page v
IV/Modèle simple du système à réguler : ......................................................................................... 28
Partie III : Manipulation des logiciels de simulation .............................................................................. 36
I/Généralité : ..................................................................................................................................... 36
1/ Les données à récolter pour une simulation : .......................................................................... 37
2/Méthode de choix de correcteur : ............................................................................................. 39
3/Application sur notre système : ................................................................................................. 41
II/ Procédé de simulation : ................................................................................................................ 44
III/Interprétation des résultats obtenus : ................................................................................ 50
IV/L’animation : ............................................................................................................................. 50
Partie IV : Etude d’impact environnemental ......................................................................................... 53
I/Impacte positive :............................................................................................................................ 53
II/Impacte négative : ......................................................................................................................... 54
III/Mesures à prendre : ...................................................................................................................... 54
Conclusion : ........................................................................................................................................... 55
Référence bibliographique :...................................................................................................................... I
Annexes .................................................................................................................................................. III
Annexe I : Dimensionnement des équipements de dosage : ............................................................. III
1/Les citernes : ............................................................................................................................... III
2/Compresseur : .............................................................................................................................. X
3/Tuyauterie : .................................................................................................................................. X
4/Tube de Venturi : ......................................................................................................................... X
5/Régulateur : .................................................................................................................................. X
5/Electrovanne : ............................................................................................................................. XI
Annexe II : Principe de venturi : ........................................................................................................ XII
1/Aspirateur à venturi : ................................................................................................................. XII
2/Séparateur à venturi : ............................................................................................................... XIII
Annexe III : Câblage de l’automate : ................................................................................................ XIV
1/ Interfaces d’entrées ................................................................................................................. XIV
2/ Interfaces de sorties.................................................................................................................. XV
3/Raccordement automate : Exemple : TSX 17-20 de chez Télémécanique ................................ XV

Mémoire de fin d’études Page vi
Remerciements Le présent travail n’aurait pas été mené à bon terme sans la contribution de plusieurs
personnes. Ainsi, qu’il me soit permis, ici, d’exprimer mes vifs remerciements et ma
profonde gratitude à ceux qui m’ont apporté leur aide pour l’accomplissement de mon
travail.
Je cite tout particulièrement :
Monsieur ANDRIANARY Philippe Antoine, Directeur de l’Ecole Supérieure
Polytechnique d’Antananarivo, qui a permis cette soutenance de mémoire de fin
d’études
Monsieur RAKOTOMANANA Charles Rodin, Chef de Département Génie Mécanique
et Productique ;
Monsieur RAKOTONIAINA Solofo Hery, Chef de Département Génie Electrique ;
Monsieur RANOARIVONY Andrianjoelimahefa Honoré Enseignant Chercheur à
l’E.S.P.A et Directeur de ce mémoire;
Monsieur RABEATOANDRO Joeliharitahaka, Enseignant Chercheur à l’E.S.P.A, qui
nous fait l’honneur de présider le jury de ce mémoire ;
Les membres du Jury :
Monsieur ANDRIANAIVO Lala, Enseignant Chercheur à l’E.S.P.A
Monsieur ANDRIAMANALINA William, Enseignant Chercheur à l’E.S.P.A
Monsieur RANDRIANATOANDRO Grégoire, Enseignant Chercheur à l’E.S.P.A
Monsieur RAKOTONIRINA René, Enseignant Chercheur à l’E.S.P.A
qui ont accepté de juger ce travail.
Tous les enseignants de l’E.S.P.A, en particulier ceux de la filière Génie Industriel ;
Mes parents qui m’ont encouragé et soutenu jusqu’à l’établissement final du
mémoire ;
Toute ma famille, mon frère et mes amis qui m’ont aidé.
Que Dieu vous bénisse tous.

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 1
Introduction L’interprétation des bases des données qui sont exécutées par les logiciels nous
permettent de mieux comprendre le fonctionnement du procédé. Grace à cette action on
peut trouver la solution adaptée aux différents retards causées par les perturbations dans
les procédés et d’améliorer la production.
Pour notre cas, on se limite à l’étude du procédé de dosage de ciment par la
technologie des poudres ; notre objectif est : Savoir sur le ciment et ces procédés
technologiques, maitriser la robotique et en fin connaitre les logiciels pour les procédés
industriels.
Le procédé des poudres est plus rentable que les autres procédés de fabrication de
ciment. De plus l’utilisation des logiciels de simulation nous permet de savoir le
fonctionnement du système dans le temps, cela grâce à la modélisation du procédé.
Pour mieux entrer dans le sujet voici le plan à suivre à part cette petite introduction :
Partie I : Les méthodes à utiliser
Partie II : Etude du système de production
Partie III : Manipulation des logiciels de production
Partie IV : Etude d’impact environnemental
Conclusion

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 2
Partie I : Les méthodes à utiliser Dans notre étude, pour avoir des bonnes résultats et de comprendre le
fonctionnement du procédé de production de ciment, on se propose d’étudier quelque
théories appliqués à l’automatisme et à l’écoulement de fluide.
L’Automatique est l'ensemble des sciences et des techniques s'appliquant à la
conception et à l'utilisation de machines qui fonctionnent sans intervention humaine
L’Automatisme est le système qui commande, contrôle ou régule un processus sans
qu'une intervention humaine soit nécessaire (Figure 1)
L’Automatique se divise en deux parties :
Automatique séquentielle
Automatique continue (systèmes asservis)
Figure 1 : Organisation d’un système automatisé
Partie opérative (P.O.) regroupe les mécanismes, les actionneurs ainsi que les
capteurs.
Partie commande (P.C.) regroupe les composants ou calculateurs destinés aux
traitements des signaux émis par la P.O.

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 3
I/L’automatisme séquentielle : Pour automatiser un système quelconque du point de vue opérative, on peut utiliser
trois grandes méthodes :
Méthode du GRAFCET
Méthode du circuit logique
Méthode de l’informatique numérique
Modèle d’un système automatique généralisé (Figure 2) :
Figure 2 : Modèle d’un système automatisé
Soit trois ensembles E, M, S non vide telle que :
*( )+
*( )+
*( )+
On note :
∑
Dans ce cas le système automatisé est une application de E vers S définie par la
relation .
1/Méthode du GRAFCET : Le GRAFCET (GRAphe Fonctionnel de Commande Etape / Transition) est un outil
graphique qui permet de décrire le fonctionnement et le comportement d’un automatisme
séquentiel (machine automatisée) plus particulièrement pour les parties commandes (Figure
Θ : E S
{X} Θ (y)

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 4
6). Il permet au prescripteur d'être complet dès la rédaction du cahier des charges. Il apporte
une aide appréciable lors de l'exploitation de la machine pour les dépannages et pour
d'éventuelles modifications.
Le Grafcet représente l’évolution d’un cycle comprenant des étapes et des
transitions.
Figure 3 : Méthode du grafcet
2/Méthode du circuit logique : Cette méthode fait appel à l’algèbre de Boole. En dressant le schéma logique du
système grâce aux diverses portes numériques, on peut réaliser une armoire de commande
du système. Le système n’est pas modifiable ou programmable (Figure 3).
3/Méthode de l’informatique numérique : Cette méthode utilise le langage informatique de programmation pour la commande
du système. L’ordinateur joue le rôle du cerveau à l’aide du processeur (Figure 4).
II/L’automatique continue : En même temps que l’automatisme séquentiel, dans la partie opérative, il existe
toutefois des organes victimes de perturbation et de retard ce qui déstabilise le système ou
local. De ce fait on a besoin de corriger ce problème par une méthode appelée
asservissement.
Figure 3

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 5
1/Modèle d’un organe ou sous-système :
Figure 4 : Méthode du circuit logique
Figure 5 : Modèle d’un organe
Figure 4
Entrée e(t)

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 6
Figure 6 : Méthode de l’informatique numérique
L’organe X est considéré comme l’ensemble de ses entrées e(t) et de ses sorties s(t) :
, - (* ( )+ * ( )+)
Pour un système linéairement invariant (S I L), on a la relation généralisé définit par
des polynômes à coefficient réel et à des indéterminés fonctionnels.
Avec ( )
( )
La résolution de cette équation est lourde et longue, c’est pourquoi on utilise la
transformation de Laplace qui simplifiera cette équation.
Transformation de Laplace :
( )
( )
En appliquant cette transformation, on a :
Figure 6

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 7
( )
( ) ( ) ( )
( )
( ) ( ) ( )
( )
( )
Le modèle simplifier d’un organe *X+ est alors une fonction G(p) appelé fonction de
transfert :
( )
2/Asservissent d’un système : C’est une méthode permettant de corriger la sortie en fonction de l’entrée ou des
perturbations, cela se réalise à l’aide d’une chaine de retour.
Schéma bloc:(Figure 7)
Figure 7 : Schéma bloc de régulation
Un système asservi comporte donc, outre la chaîne de commande avec amplification
de puissance, une chaîne de retour et un outil de comparaison. Observons un à un
l’ensemble de ces éléments :
Le processus est soumis aux excitations constituées par l’entrée de référence et les
perturbations. Il y répond par une grandeur, qui lui est propre. Cette grandeur porte
le nom de grandeur asservie ou grandeur réglée;

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 8
Le capteur donne une image utilisable de la grandeur réglée ; la nature de cette
mesure est le plus souvent électrique. Un capteur doit donner une image fidèle de la
grandeur réglée. Sa sensibilité impose donc les limites de la précision de
l’asservissement.
Le régulateur est composé de deux parties :
Le comparateur qui reçoit l’information de référence et la grandeur mesurée
dont il fait la différence ε appelée écart ou erreur;
Le correcteur dont le rôle sera d’éliminer cet écart, quelles que soient les
perturbations, et d’amener le processus à réagir le plus rapidement, quelles que
soient les variations de l’entrée de référence ou les perturbations c’est l’organe
intelligent du système asservi.
L’actionneur reçoit du régulateur la grandeur réglant et l’amplifie en puissance,
c’est le “muscle” de la chaîne qui pilote l’évolution du processus (par exemple:
moteur, vérin, vanne, etc. ...).
Figure 8 : Approche d’un système de régulation
III/Ecoulement dans un fluide : Considérons un espace où règne un champ de fluide. Soit M un point au milieu de ce
champ.
Dans le domaine de l’étude microscopique, les principes suivant sont à admettre
dans le cas où le point M est en évolution et se trouve dans un volume limité noté [V]
(Figure9).
PROCESSUS=FLACON + HUMAIN + BOUTEILLE

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 9
Figure 9 : Espace métrique orthonormée
Soit une grandeur G attacher au volume V à un instant donné. Et g sa valeur par unité
de volume : ( )
∫
Dans la base (x, y, z) on définit l’équation de bilan par :
∫ .
/ ∫ ∫
Ou ‖ ‖

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 10
1/ Bilan de masse : Si G représente la masse M du système et la grandeur par unité de volume. En
considérant que la masse est conservative (pas de création de masse). On a :
∫ .
/
(1)
Ce cas est presque impossible, on considèrera le fluide comme incompressible et
l’écoulement comme conservatif et stationnaire.
2/Bilan de quantité de mouvement : Si G représente la quantité de mouvement du système, on a :
∫ .
/ ∫ ∫
( )
De ce fait les intégrations :
∫ (
)
∫ ∫
3/Bilan d’énergie : Théorème de l’énergie cinétique : « La variation de l’énergie cinétique pendant une
unité de temps d’un système matériel est égale à la puissance exercée par les force
extérieure et intérieure appliquée à ce système. »
Si G représente l’énergie cinétique du système et en considérant
l’énergie
cinétique par unité de volume, on a :
∫ .
(
) / ∫ ∫
(3)
Explicitement :
∫ (
)
∫ ∫

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 11
Partie II : Etude du système Apres avoir analysé les théories appliqué à notre sujet .Passant maintenant à l’étude
du ciment et les technologies qui y sont nécessaire et créons un model simple du système.
I/Technologie de la poudre : L’industrie liée à la technologie des poudres est en pleine expansion, tant que pour
plusieurs fabrications ; Voici quelques procédés pouvant être appliqués à cette technologie.
Mise en forme des pièces par compactage ou frittage.
Injection des matières plastiques.
Caractérisation des matériaux, microscope électronique, essais mécaniques.
Expertise dans le développement des métaux émergeants (alliage à mémoire
de forme, métaux renforcés avec les nanoparticules,…)
La recherche et la modélisation sur la technologie des poudres permettent de trouver
de nouveaux matériaux et de produire des pièces pour l’industrie automobile, médicale,
aérospatiale, …
Dans notre étude, on se limite à une étude simple c’est-à-dire : Tous les éléments
sont moulus pour devenir des poudres fins. La surface spécifique est entre 2800 à 5000
(finesse).Puis par le phénomène de Venturi, les éléments sont manipulés par
aspiration.
Dans la pratique cette technologie de dosage par la technologie des poudres est très
bénéfique par rapport aux autres procédés car :
Elle n’a pas besoin du mélangeur
Elle diminue la consommation d’électricité
Elle augmente la rapidité de production
facilite la manipulation
Figure 10 : Poudre de ciment

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 12
Phénomène de dispersion :
Les poudres font faces à des flux et des courants de dispersions ou de diffusions.
L’étude de ces phénomènes dans un espace (o, x, y, z) nous permet de décrire le
comportement des poudres lors d’une dispersion.
Soit un point definit par (x, y, z) et l’angle solide , -
Figure 11 : Angle solide d’une particule de ciment
Equation de dispersion :
∫ ( ) ∫ ( ) ( ) ∫ ( )
( )
De ce fait :
∫ ( )
∫ ( ) ( )

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 13
∫ ( )
Coefficient de dispersion :
Avec
Longueur de dispersion :
√
II/Le ciment et ces procédés technologique de fabrications Le ciment sert à la construction.
En mélangeant du ciment ou de la chaux hydraulique avec des cailloux concassés, on
produit un mortier appeler béton, qui durcie rapidement et qui est d’une solidité à toute
épreuve.
En enveloppant le ciment d’une charpente faite du fil de fer plus ou moins fort, on
produit un bloc résistant pouvant remplacer la pierre : C’est le ciment armé.
1/Le ciment :
Parmi les liants minéraux, certain ne peut durcir qu’a l’aire libre, tandis que d’autre
peuvent prendre prise aussi bien dans l’eau que dans l’air, ce sont des liants hydrauliques.
Les ciments sont des liants hydrauliques, qui forment des constituants anhydrides,
cristallisés ou vitreux, renfermant de la silice, de l’alumine et de la chaux. Dont le
durcissement est due à la formation par combinaison de ces constituants anhydres avec de
l’eau, de silicate et de calcium hydratés très peut soluble dans l’eau.
Les constituants du ciment sont :
Le clinker: C’est un produit obtenu par une cuisson de 1200°C à 1400°C, d’un
mélange bien défini de calcaire, d’argile ou d’autres constituants. Il est

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 14
composé de silicates et d’aluminate de calcium et éventuellement de la chaux
libre avec d’autres impuretés apportées par les matières premières.
Les produits additifs: Ajouté au clinker en certaines proportions, ces produits
permettent d’obtenir plusieurs différentes catégories de ciments.
Les régulateurs de prises: Ce sont les produits qui peuvent être additionnés au
clinker dans des quantités bien définies pour chaque type de ciment. Le plus
important est le sulfate de calcium sous forme de gypse.
Les différents types de ciments (Norme NFE 15-301) :
Les Ciments Portlands Artificiels (CPA) : Ils contiennent au moins 95% de
clinker, 3 à 4 % de gypse ou d’anhydrite, on a 4 classe de résistance en :
35-45-55-HP (Haute Performance)
Les ciments Portlands composés (CPJ) : Ils contiennent au moins 65% de
clinker et au plus 35% d’autres constituant qui peuvent être des cendre
volantes, du laitier, de la pouzzolane ou des fillers. On a trois classes de
résistances : 35-45-55
Les ciments au laitier : Ils contiennent au maximum 60% de clinker un certain
pourcentage en laitier. On a trois classes de ciment :45-55-HP
Composition chimique du ciment :
2/Procédé technologique du ciment :
Pour produire du ciment, trois grands procédés sont disponibles:
Procédé par voie semi-sèche
Procédé par voie humide
Procédé par voie sèche
Pour notre cas on utilise la production semi-sèche
Notre usine comporte trois grands ateliers. Le premier sert à concasser les matières
premières pour devenir des poudres c’est dans cet atelier que se passe le premier dosage. Le
deuxième atelier sera pour la production de clinker et la troisième serve pour le dernier
dosage du ciment pour obtenir la poudre finale (Figure 12).

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 15
3/Dosage de la poudre de ciment :
Le dosage s’effectue en deux étapes. La première pour le dosage du calcaire et la
deuxième pour le dosage du clinker avec du gypse ou d’autres éléments additifs.
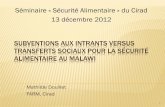
III/Production du ciment : Ce sous-chapitre traitera, les démarches et les normes à suivre pour le début de
l’automatisation. On commence par dresser le schéma bloc puis le schéma de procédé et en
fin le grafcet.
1/Le schéma bloc :
Le schéma bloc, ou schéma fonctionnel, est un document fondamental de la voie
d’accès décrivant l’ensemble des enchaînements ou étapes (réaction, séparation, mise en
forme…) qui conduisent des matières premières au produit fini.

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 16
Figure 12 : Procédé de production de ciment par voie semi-seche

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 17
Figure 13 : Schéma bloc d’un système de production de ciment
Tableau 1
Figure Représentation
Sens d’écoulement d’entrée, de sortie et de liaison
Fonction à assurer
Stockage d’élément
Tableau 1 : Signification du schéma de procédé
B
Figure 13

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 18
Tableau 2
Désignation Fonction
A Stockage de clinker
B Stockage de gypse
C Stockage d’additif
E Stockage de CPA
F Stockage de CPJ
N Stockage de clinker
G Doseur de clinker
H Doseur de gypse
I Doseur d’additif
L Doseur de calcaire
M Doseur d’argile
D Ensemble des doseurs
J Stockage de calcaire
K Stockage d’argile
O Séparateur à venturi Tableau 2 : Désignation des fonctionnements des citernes
2/Le schéma de procédé :
Le schéma de procédé fait suite au schéma bloc. Il représente de manière symbolique
l’ensemble des équipements de procédé, y compris les stockages, avec toutes les lignes de
liaisons principales et les alimentations en utilisées. Il peut encore garder une symbolique
fonctionnelle, du moin en partie.
3/Présentation de l’usine :
Pour la représentation de l’usine, on va voir une vue en coupe de l’usine de dosage
(vue en coupe).
4/Fonctionnement du système :
Notre système est un doseur numérique composé de quatorze citernes.
On verse de la poudre de calcaire dans la citerne J et de la poudre d’argile dans la
citerne K, on appui sur le bouton CPA ou CPJ et sur le bouton marche [S]. Le système
fonctionne avec une moto compresseur aspirant par venturi le calcaire dans une citerne de
mise à niveau *L+ avec la dose suffisante. Puis de même, il aspire l’argile avec la dose
suffisante dans une autre citerne de mise à niveaux *M+. Apres il y a mélange à l’aide du tube
de venturi et la poudre se déverse dans une citerne [N].

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 19

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 20
Doseur d’argile

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 21
La poudre dans [N] passe dans l’atelier de cuisson et broyer par un autre broyeur
pour redevenir poudre fin. De ce fait on obtient la poudre de clinker.
Le clinker en poudre est maintenant versé dans une citerne [A] et en même temps
des pouzzolanes ou d’autres produits additifs en poudre sont versés dans une autre citerne
[B] pour la production de CPJ. De plus une citerne C reçoit des poudres de gypse pour la
production de CPA.
Le compresseur avec le tube de venturi aspire le clinker en dose suffisante dans une
citerne de mise à niveau [G]; puis un même système de mise à niveau aspire soit du gypse,
soit des matières additives pour en fabriquer des CPA ou CPJ.
Le ciment aspiré passe dans un séparateur à venturi pour rendre encore plus fin la
poudre. En fin les ciments sont stockés dans des grandes citernes [E] ou [F] selon le type de
ciment.
Pour avoir la dose suffisante dans les cinq citernes de mise à niveaux, on utilise une
vanne capteur de débit et une vanne régulatrice de débit .La régulation se fait par régulateur
PI adapté.
Etat initial :
Chaque jours, les cuve [J] et [K] doivent être remplies initialement .Pour la production
de CPA la cuve [B] doit être aussi remplie et de même pour la production de CPJ le
remplissage de [C] est nécessaire.
On produit soit du ciment CPA soit du ciment CPJ dans une journée de huit heures de
fonctionnement.
Toutes les vannes de vidange sont fermées.
Les vannes (choix du chemin) ouvertes.
5/Grafcet du système :
Dans l’étude du grafcet, on procède en trois étapes essentielles : en commençant par
le grafcet de niveau 1, puis par le grafcet de niveau 2 et en fin par la rédaction sous langage.
Pour notre cas on utilise le langage Ladder.

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 22

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 23
a/Grafcet de niveau 1 : Spécification fonctionnelle
Il décrit le comportement de la partie commande en fonction de l’évolution de la
partie opérative : c’est le rôle des spécifications fonctionnelles décrivant, ce que doit faire
l’automatisme. À ce niveau, les contraintes technologiques (des actionneurs, des capteurs…)
n’interviennent pas, seules comptent les fonctionnalités (Figure 17).
b/Grafcet de niveau 2 : Spécification technologique et opérationnelle
Le second niveau renseigne sur la nature technologique des actionneurs et des
capteurs ; on y trouve donc leurs caractéristiques et les contraintes qui y sont associées.
C’est aussi à ce niveau que les spécifications opérationnelles, décrivent les conditions
d’utilisation, (Figure 18).
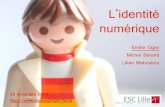
c/Diagramme Ladder du système :
Le diagramme ladder consiste d’établir pour chaque étape du GRAFCET les équations
des conditions d’activation et de désactivation. La condition d’activation d’une étape est
câblée à une bobine SET (S) et la condition de désactivation est câblée sur une bobine RESET
(R), (Figure 19 a et 19 b).
Tableau 3
Désignation Action
CoM Moto compresseur marche
CoA Moto compresseur arrêt
XF Vanne fermé
XO Vanne ouvert Tableau 3 : Notation pour le spécification technologique du grafcet

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 24
Figure 14 : Grafcet du point de vue fonctionnel
Figure 14

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 25
Figure 15 : Grafcet du point de vue opérationnel
Figure 15

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 26
Tableau 4
Désignation Citerne
Niveau haut Niveau bas
Capteur de niveau n o J
l m K
p q N
a b A
c d B
e f C
g h E
i j F
Bouton poussoir BP Bouton poussoir marche
T Bouton poussoir CPJ
U Bouton poussoir CPA
Arrêt d’urgence Du point de vu commande (dans la partie commande)
Fin de marche k Capteur de fin de marche du compresseur Tableau 4 : Notation des capteurs

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 27
Figure 16 : Diagramme Ladder
Figure 19 Figure 16

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 28
Tableau 5
Désignation Citerne
Vannes de régulation Q v L
w M
x G
y H
z I
Vannes injecteur T I1 L
I2 M
I3 G
I4 H
I5 I
Vannes de vidage S J J
K K
L L
M M
A A
B B
C C
G G
H H
I I
E E
F F
Vanne de choix de chemin U H’ CPA
G’ CPJ
Vannes indicateur de pression P P1
P2
P3 Tableau 5 : Notation des vannes
IV/Modèle simple du système à réguler :
On a cinq systèmes à réguler, ces systèmes ont le même fonctionnement, il faut donc
étudier qu’une seule et de faire l’analogie avec tous les autres.

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 29
Figure 17 : Schéma de fonctionnement du système à réguler
Schéma bloc du système de régulation :
Figure 18 : Schéma bloc du système à réguler
Figure 17
Figure 18

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 30
Dans notre système, le tube de venturi sert pour aspirer la poudre de ciment. Le
régulateur de débit est une vanne de précision de diamètre 10, la vanne est un simple
injecteur pour diminuer l’effet de la dispersion des poudres de ciments.
La perturbation est donc due à la conduite qui est le siège de l’effet de frottement
et celle des forces de masses.
Dans notre étude la tuyauterie est de diamètre 10, ce qui fait que l’effet de la gravité
est peut percevable.
L’effet de frottement est caractérisé par :
Le ciment elle-même
La nature et la courbure des tuyaux.
Soit un point P, qui se trouve à l’intérieur de la conduite, en appliquant le théorème
de bilan des grandeurs.
Figure 19 : Modèle de poudre du ciment dans la conduite
Figure 19

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 31
On désigne par :
L’écriture de l’équation intégrale de la quantité de mouvement ne fait intervenir
aucune différence entre les forces appliquées au système. Elle est obtenue par un régime
permanant. D’après l’équation (2) on a :
∫ ( )
Ici
∫ ( )
Soit
Correspond au débit massique du fluide sur la surface compté
positivement si le fluide sort du volume V.
Ainsi l’équation intégrale s’écrit :
∫
Dans le volume V limité par On a :
∫ ∫
Dans un courant de ciment de vitesse et de section constante, on a :
( )
Pour notre cas :
∑

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 32
∑
( )
Avec
Dans une conduite les forces de frottements s’expriment par :
Démonstration :
La contrainte de cisaillement entre deux couches de fluide qui s’écoulent à des
vitesses différente est proportionnelle à la vitesse de déformation des particules de ciment.
Figure 20 : Frottement dans la conduite
En effet soit deux point M et M1 qui, à l’instant t ont la même abscisses x1.M se
déplace à la vitesse v= v1 x1 et M1 à la vitesse v + dv=(v1+dv1) x1.Au bout du temps dt ,le point
M sera déplacé de la quantité v1dt x1 .
Le résultat de cette différence de déplacement est une distorsion du carré MM1N1N à
l’instant t+dt ,la déformation angulaire est :
Figure 20 0 x

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 33
Comme la vitesse de déformation angulaire et par définition
, on voit que la
contrainte de cisaillement s’écrit :
Les poudres de ciment obéissent à cette loi. On l’appelle loi de Newton
On obtient de ce fait la formule :
De même, le ciment étant soumis à des phénomènes de dispersion, considérons
l’équation (4).D’après la formule d’Ostrogradski, on a :
∫
( ) ∫ ( )
Quel que soit le volume V, cette équation vérifie que :
( ) ( ) ( ) ( )
Cette équation définie la relation entre le flux et le courant qu’on peut
transformer en une équation de flux seul en appliquant la loi de Fick :
( ) ( ) ( )
On a donc :
, ( ) ( )- ( ) ( ) ( )
On suppose que le ciment est homogène, ce qui signifie que :
( )
( )
Elle s’écrit donc par :
( ) ( ) ( )
C’est une quation aux d riv es partielles du second ordre lin aire
et, ici, à coefficients constants. Il faut préciser les conditions aux limites avant de
chercher la forme des solutions dans différents cas simples.

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 34
Figure 21 : Source plane de dispersion
On choisit le plan source comme origine de coordonné (Cas d’une seule
dimension x).Le flux est solution de l’équation différentielle :
(x) ( )
( )
√
Longueur de dispersion de la poudre de ciment
La dispersion perturbe l’écoulement du ciment dans les conduites donc on
peut écrire :
Avec
On a alors :
( )
En appliquant la transformation de Laplace, on a :
0 x
N M
N1
dx1
M1
Plan source
Figure 21

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 35
( )
( ( ) ( ))
( ) .
/
( )
( )
( )
Le model du système est donc une fonction ( ) definit par ( ) ( )
( )
( )
Calcul du débit :
Empiriquement le débit de l’aspirateur de venturi est :
√
Avec
( )
( )
Figure 22 : Diamètre des conduites de Venturi
Figure 22

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 36
Partie III : Manipulation des logiciels de
simulation Après avoir obtenu le modèle du système, passons maintenant à la simulation en
commençant par une petite généralité sur la démarche de simulation. Puis sur la
manipulation et l’interprétation des résultats obtenus et on termine par l’animation du
procédé.
I/Généralité :
La simulation consiste à faire évoluer le système dans le temps et de prévoir ce qui va
se produire, afin d’obtenir des donnés sur le système.
Le système se compose de plusieurs organes qui possèdent chacun leurs propres
fonctions de transferts.
Figure 23 : Système automatisé dans le temps
Soit * +
En fonction du temps, on a :
( ) * ( ) ( ) ( ) ( ) ( )+
Pour que le système fonctionne normalement, il faut que : Quel que soit S
appartenant à G , S(t) est stable.

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 37
Pour notre cas, les systèmes à corriger sont presque totalement identiques. Une
seule étude suffit pour connaître les fonctionnements des autres.
Ces systèmes sont :
Les systèmes L et M pour le premier dosage
Les systèmes G, H et I pour le deuxième dosage
Pour l’autre système on admet que leur fonction de transfert est une grandeur unité toute
ou rien.
Figure 24 : Réponse indiciel d’un élément TOR
1/ Les données à récolter pour une simulation :
Données temporelles :
Système du premier ordre :
Elle est de la forme :
( )
Avec
Figure 24

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 38
o
o
Système du second ordre :
Elle est de la forme :
( )
Avec
o
On doit résoudre l’équation suivante :
√ cos [ √ arctan (
√ )]
o
√ ,
arctan (
√ )-
o
√
o
√
o

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 39
√
Donnée fréquentielle :
Système du premier ordre :
o
Système du second ordre :
o
o
( √ )
o
( √ )
Erreur statique (elle dépend de la classe du système)
2/Méthode de choix de correcteur :
Soit G(p) la fonction de transfert en boucle ouvert (FTBO) du système à corrigé
Figure 25 : Représentation d’une fonction de transfert
( ) ( ) ( )
( )
( )

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 40
( )
Figure 26 : Transformation d’un schéma bloc après correction
Avec retour unitaire, on a :
( ) ( ) ( )
( ) ( )
( ), ( ) ( )- ( ) ( )
( ) ( )
( ), ( )-
Pour choisir le correcteur C(p), on a le choix entre deux méthodes, la méthode
directe et la méthode du PID classique :
Méthode directe :
On choisit H(p) pour que le système fonctionne mieux. En règle générale on
considère un FTBF du deuxième ordre.

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 41
( )
o D’amortissement assez élevé pour éviter les dépassements abusifs
( ),
o De pulsation propre aussi élevée que possible (bande passante
large, donc tr meilleur),
o Du gain statique égal à l’unité, qui assure un écart de position nul en
régime permanent.
Méthode du PID classique :
On corrige le système avec un correcteur PID régler selon trois grande principes
empiriques :
o Principe de Broida
o Principe de Ziegler Nichols
o Principe de cheine et Horness
Action P : Elle est caractérisée par une constante de proportionnalité, qu’on appelle
gain, sa valeur est multipliée par l’écart instantané, ainsi l’action sur le système le rende plus
rapide dans la limite de sa stabilité.
Action I : Elle est caractérisée par sa constante du temps , qui annule l’écart
statique.
Action D : Elle est représentée par sa constante du temps , qui augmente la
précision du procédé.
3/Application sur notre système :
a/Pour le système en BO
Erreur statique :
Avec E : Amplitude en échelon
k : Gain du FTBO

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 42
On prend E= 1
Temps de réponse :
Pour le système du premier ordre, on a :
Calcul de
:
√
(
)
(
)
Pour le ciment :
b/Calcul du correcteur :
( ) ( )
( ), ( )-
Avec ( )

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 43
Et ( )
On pose :
( )
(
)
Soit encore : ( )
(
)
( ) ( )
( )
Avec
Application numérique :
On a ,489
o Choix de pulsation propre :
Pour m=0,7 on a
Tableau 6
m D%
0 ,1 30 73
0,15 20 62
0,2 14 53
0 ,25 11 44
0,3 10,1 37
0,35 7,9 31
0,4 7,7 25
0,45 5,4 21
0,5 5,3 16
0,55 5,3 12,6
0,6 5,2 9,5
0,66 5,0 6,8
0,7 3 4,6
0,75 3,1 2,84
0,8 3,4 1,52

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 44
0,85 3,7 0,63
0,9 4 0,15
0,95 4,1 0,01 Tableau 6 : Propriétés d’un système du second ordre
On veut augmenter la rapidité et améliorer la précision
du système, soit k une grandeur proportionnelle à notre temps
de réponse telle que :
On varie k de 0 à une valeur qui déstabilise le système
.De ce fait on trouve pour k =10 le système fonctionne comme
voulu. On a alors :
( )
c/Calcul du FTBF du système :
( ) ( ) ( )
( ) ( )
Après calcul , on a:
( )
Application numérique :
( )
II/ Procédé de simulation : La simulation peut s’effectuer d’une manière : automatique ou manuel.
On s’intéresse à la simulation automatique
Simulation manuel :
On trace la courbe manuellement dans les abaques de
simulations.

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 45
Abaque de Nichols :
Figure 27 : Visualisation de l’éditeur « Nichols »
Figure 27

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 46
Abaque de Bode :
Figure 28 : Visualisation de l’éditeur « Bode »
Simulation automatique :
On introduit la fonction de transfert dans le logiciel de
simulation.
Simulation sous « Avy-Etsy »
Figure 28

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 47
Figure 29 : Visualisation du logiciel de simulation «Avy-Etsy »
Figure 29

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 48
Simulation sous « Hono »
Figure 30 : Visualisation du logiciel de simulation « hono»
Figure 30

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 49
Résultats 1:
Tableau 7
BO BF
Réponse temporelle Impulsion
Indiciel
Rampe
Réponse
fréquentielle
Bode
Black nichols
Tableau 7 : Résultats1 de la simulation

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 50
Résultats 2 :
Tableau 8
BO BF
0,5 0,17
[s] 4,467 0,4467 Tableau 8 : Résultats 2 de la simulation
III/Interprétation des résultats obtenus : On trouve que le système fonctionne avec le temps, mais pour être encore plus
performant on la corrige avec un correcteur PI qui fait augmenter la rapidité et la précision
du système.
De cette manière, il y a précision sur la quantité de poudre versée dans le système à
étudier. Le système est aussi stable même avec correction.
Le système fonctionne mieux avec le correcteur PI, qui lui est adapté.
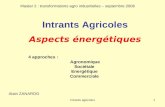
IV/L’animation : L’animation consiste à créer une visualisation virtuelle à trois dimensions du système
de production et une visualisation systématique.
Visualisation virtuelle :

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 51
Figure 31 : Visualisation 3D du système
Visualisation systématique :
Figure 31

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 52
Figure 32 : Visualisation systématique du système
Figure 32

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 53
Partie IV : Etude d’impact environnemental
Au sens large du terme, l’environnement est l’ensemble des éléments naturels et
artificiels qui entoure l’être humain.
Au sens strict du terme, l’environnement constitue par l’ensemble de partie du milieu
physique, biologique, écosystème qui est en corrélation direct avec les milieux humains.
C’est l’ensemble des composants, naturels ; tout facteur qui est à la base des
interactions artificielles, déterminant la vie humaine, végétale et animale, et qui fait
intervenir des facteurs biologiques, écologiques, socio-économiques, culturels et
technologiques ; tout facteur qui est à la base des interactions spatio-temporelles entre
l’homme et la Nature.
Une étude d’impact est une étude scientifique qui décrit le projet et son
environnement ainsi l’analyse des impacts ou effet positifs et négatifs. Les identifications de
tous les impacts négatifs permettent de définir les mesures à prendre pour prévenir, éviter
ou atténuer ces impacts négatives. Les connaissances des impacts positives favorisent la
valorisation et optimisation des résultats.
L’étude d’impact est un instrument de planification qui aide les promoteurs à
exécuter et à concevoir un projet plus respectueux sans remettre en jeu sa faisabilité
technique et économique et sans abimer l’environnement.
I/Impacte positive : Notre projet limite les pertes des matériels de conceptions mécaniques et
électriques, grâce à la simulation virtuelle de l’usine de dosage. De ce fait, on peut bien
choisir notre investissement avant la réalisation du projet.
Elle diminue aussi la consommation en énergie, parce qu’on utilise qu’un seul
compresseur. Contrairement au cas du procédé à élévateur à Gaudet.
Aspiration par Venturi Elévation à Gaudet
Un seul compresseur Plusieurs moteurs de levage
Installation près des usines de production de poudre de matière première
Installation dans les lieux de grands gisements de calcaire
Moins chère et facile à installer Difficulté de montage et assez couteux
Production de 10 jusqu’à 200 t par jours Production 10 jusqu’à 50 t par jours
Usine très petite Usine très grande
Elle donne aussi du travaille au habitant des lieux d’installation.

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 54
II/Impacte négative : Et comme dit l’adage, « toute médaille a ses revers », parlons maintenant des
impacts négatifs de notre projet
Dans notre usine de dosage, les éléments sont en poudre fine. Ces poudres se
dispersent dans l’air ambiante et peut causer des maladies de poumon à cause du soufre
présent dans le ciment.
La poudre du ciment attaque aussi la peau.
III/Mesures à prendre : Les mesures d’atténuation se définissent comme l’ensemble des moyens envisagés
pour prévenir ou réduire l’importance des impacts sur l’environnement. L’étude doit fournir
la liste des actions, dispositives, correctives ou modes de gestions alternatives qui seront
appliqués pour prévenir, atténuer ou même éliminer les impacts négatifs du projet. Les
mesures destinées à maximiser et les retombées positives pourront aussi être mises en
évidence
Installer l’usine près des revendeurs de matière première en poudre fine.
Equiper les ouvriers de matériels de protections.
Évaluer les potentiels techniques et économiques c'est-à-dire les proposer en
permettant de les exploiter,

RAJOMALAHY Julien Aimé
Mémoire de fin d’études Page 55
Conclusion : Notre travail a pour objectif de prévoir le fonctionnement de l’automatisme lors de la
production du ciment en utilisant la technologie des poudres. On fait appel à la robotique et
à des logiciels pour simuler et virtualiser toute le système .Après, on aura facilement le
dosage numérique.
Grâce à la modélisation on peut améliorer la performance des différents organes
d’un système automatique par l’intermédiaire de la théorie de la boucle de retour. Les
différents logiciels nous permettent de mettre en visualisation notre procédé dans le temps.
Dans notre recherche les théories des algèbres, les principes de l’automatisme et les
théories des fluides sont nos principaux atouts pour l’étude de notre système.
L’utilisation de nouveau logiciel plus performant sera bénéfique pour les industries
du procédé de production. La simplification du modèle nous permettra aussi de mieux
comprendre le fonctionnement des systèmes.
L’étude approfondie de la poudre de ciment serait un sujet intéressant pour faciliter
l’étude de la dispersion dans les conduites.

Mémoire de fin d’études Page I
Référence bibliographique : [1] RJM Auguste (2010)
« Automatisme »
[2] Schneider électrique (2010)
« Automatisme et control »
[3] LALEMANDE André
« Equation de bilan »
[4] LALEMANDE André
« Etude physique et cinématique de l’écoulement des fluides »
[5] LALEMANDE André
« Dynamique des fluides parfait »
[6] AUROY Michel
« Elaboration des schémas de procédé industriel »
[7] BASTIER Robert
« Atelier de cuisson du clinker »
[8] CHEVALIER André
« Guide du dessinateur industriel »
[9] NIGON Jean-louis
« Ralentissement et diffusion des neutrons »
[10] BOUASSIDA Mahomed(2010)
« Régulation classique en industrie »
[11] I. Moukohlenov(1986)
« Principe de technologie chimique »
[12] Schneider électrique industrie (2007)
« Catalogue de plate-forme automatisme Modicon M340 »

Mémoire de fin d’études Page II
[13] CCI Formation (2013)
« Catalogue des instrumentations en régulation »
[14] Georges CHEVALIER
« Eléments normalisé pour tuyauterie sous pression »

Mémoire de fin d’études Page III
Annexes
Annexe I : Dimensionnement des équipements de
dosage : Les équipements de dosage sont : Les citernes, le compresseur, les tuyauteries, les
vannes, et les régulateurs.
1/Les citernes :
Les paramètres initiaux sont :
Le volume V
La température T
La pression P
a/ Support
Pour les supports on a le choix entre plusieurs profilé(en U, en T, en L et en H).Pour
notre cas on a utilisé le profilé en U
b/ Epaisseur
Le calcul des épaisseurs s’effectue en deux étapes :
Partie cylindrique :
Avec
Support d’une citerne

Mémoire de fin d’études Page IV
Partie bombée :
Avec
Calcul des contraintes :
Contrainte autorisée des matériaux :
Avec :
Contrainte autorisée sur la partie soudée :
Avec
c/Diamètre:
√
D : diamètre de la citerne
V : volume de la citerne
d/Longueur :
e/Orifice de vidange :
√ ( )

Mémoire de fin d’études Page V
Avec ( )
( )
( )
: Ce sont des paramètres obtenus par l’abaque des isobares pour les
dimensionnements des citernes
f/Orifice de remplissage :
g/Matériaux de conception
Pour notre cas on utilise la tôle plane inoxydable X 4 Cr Mo S 18
h/Elaboration de la citerne :
Partie cylindrique : On l’obtient par cintrage
Partie bombé : On l’obtient par forgeage à froid
Principe de cintrage

Mémoire de fin d’études Page VI
Partie conique :
Principe de forgeage de la partie bombé
Partie cylindrique d’une citerne
Partie bombé d’une citerne

Mémoire de fin d’études Page VII
Paramètres initiaux des citernes
Citerne Volume [m3] Température Pression
A 9,6 20°C 10 Bar
B 0,4
C 3
J 8
K 2
L 8
M 2
G 9,6
H 0,4
I 3
O 3
N , E, F 1O
Partie conique d’une citerne

Mémoire de fin d’études Page VIII

Mémoire de fin d’études Page IX

Mémoire de fin d’études Page X
2/Compresseur :
Semi-hermétique :
3/Tuyauterie :
4/Tube de Venturi :
Venturi de diamètre 10 mm
5/Régulateur :
On a ( ) ( )
( )
Décomposons C (p) en élément simple, on a:
Conduite de poudre de ciment
Compresseur volumétrique semi -hermétique

Mémoire de fin d’études Page XI
( )
0
1
Notre correcteur est constitué d’un intégrateur et d’un filtre passé bas
A l’aide des amplificateurs opérationnels le correcteur se concrétise par le schéma de
montage ci-dessous
5/Electrovanne :
Electrovanne de diamètre 10
Schéma bloc du correcteur
Circuit logique du correcteur

Mémoire de fin d’études Page XII
Annexe II : Principe de venturi : Pour notre cas on utilise l’aspirateur à venturi et le séparateur à venturi
1/Aspirateur à venturi :
Notre aspirateur se compose d’une partie cylindrique et d’une partie conique sur
laquelle se situe un tube d’aspiration. La chute de pression due à la variation brusque de
diamètre de la conduite entraine une aspiration dans le tube 2, lors du passage du fluide
sous pression dans 1.
Electrovanne de diamètre 10

Mémoire de fin d’études Page XIII
2 : Tube d’aspiration
3 : Tube de refoulement
2/Séparateur à venturi :
Le corps du séparateur possède une partie cylindrique et une partie conique. Les
composants à séparer y entre à travers la tubulure latérale de façons à former une tangente
à la surface de la partie cylindrique. La rotation des mélanges provoque une dépression au
milieu, qui entraine une aspiration vers le haut des particules légères, ainsi fait descendre
les particules lourdes qui sont rejetées vers la paroi par la force centrifuge et descendent
vers le bas en suivant une trajectoire hélicoïdale et sortent du séparateurs par la partie
conique.
Principe d’aspiration par Venturi

Mémoire de fin d’études Page XIV
Annexe III : Câblage de l’automate : Les entrées reçoivent des informations en provenance des éléments de détection
(capteurs) et du pupitre opérateur (BP).
Les sorties transmettent des informations aux pré-actionneurs (relais, électrovannes
…) et aux éléments de signalisation (voyants) du pupitre.
1/ Interfaces d’entrées
Elles sont destinées à :
Recevoir l’information en provenance des capteurs
Traiter le signal en le mettant en forme, en éliminant les parasites et
en isolant électriquement l’unité de commande de la partie opérative.
Principe de séparation par Venturi

Mémoire de fin d’études Page XV
2/ Interfaces de sorties
Elles sont destinées à :
Commander les pré-actionneurs et éléments des signalisations du
système
Adapter les niveaux de tensions de l’unité de commande à celle de la
partie opérative du système en garantissant une isolation galvanique
entre ces dernières
3/Raccordement automate : Exemple : TSX 17-20 de chez Télémécanique
Présentation :
Schéma électrique de mise en forme des signaux des entrées
Schéma électrique de mise en forme des signaux des sorties

Mémoire de fin d’études Page XVI
Câblage d’entrée et de sortie:
Représentation de l’automate TSX 17
Câblage de l’automate TSX 17

Auteur : RAJOMALAHY Julien Aimé
Adresse : Lot VT3 AMD Ambohipo
Telephone: 034 13 805 38
Email : [email protected]
Titre du mémoire:
« Dosage numérique des intrants pour la fabrication du ciment en utilisant la
technologie des poudres. »
Encadreur : RANOARIVONY Andriajoelimahefa Honoré, Maître de conférences à l’ESPA
Mots clé : Automatisme, Modélisation, Simulation, Animation, Production virtuelle, Ciment
Nombres de pages : 78
Nombres de figures : 32
Nombres de tableaux : 08
Résumé :
L’idée générale de notre sujet est d’utiliser les logiciels informatiques pour l’optimisation, la
simulation et la production virtuele dans un procédé industriel afin d’améliorer le
fonctionnement de production du ciment. Notre objectif est de maitriser la robotique,
connaître les logiciel pour les procédés industriels et de savoir sur le ciment et ces procédés
technologiques. Nous avons utilisé la méthode de l’automatique, le principe de la régulation
et les théories des fluides. On a pu obtenir le modèle du système et cela à faciliter la
recherche du correcteur adapté. La rapidité, la précision du système après correction était
satisfaisante.
Abstract:
The general idea of our subject and use the software for optimization, simulation and virtuel
production in industrial process to improve the operation of cement production. Our goal is to
control the robot, knowing the software for industrial processes and knowledge on cement and the
technological processes. We used the method of automatic control, the control principle of fluid and
theories. It was possible to obtain the model of the system and that facilitate the search for suitable
correction. Timeliness, accuracy of the system after correction was satisfactory.