des emballages en plastique DE LA … · ENSEIGNEMENTS DU PREMIER APPEL À PROJETS ECO-EMBALLAGES...
26
ENSEIGNEMENTS DU PREMIER APPEL À PROJETS ECO-EMBALLAGES ADELPHE Septembre 2014 AMÉLIORATION DE LA RECYCLABILITÉ des emballages en plastique autres que bouteilles et flacons
Transcript of des emballages en plastique DE LA … · ENSEIGNEMENTS DU PREMIER APPEL À PROJETS ECO-EMBALLAGES...

ENSEIGNEMENTS DU PREMIER APPEL À PROJETS
ECO-EMBALLAGES ADELPHE
Septembre 2014
AMÉLIORATION
DE LA RECYCLABILITÉ
des emballages en plastique
autres que bouteilles et flacons

SOMMAIREUn appel à projets qui montre la mobilisation des entreprises et dégage des axes de progrès ........................4
a Les barquettes alimentaires operculées ................................................................................................................10
• Les obstacles actuels au recyclage des barquettes charcuterie, produits carnés et fromage .....................10
• Comment améliorer la recyclabilité de ces barquettes ? ................................................................................11
• Résultats et perspectives de substitution du PVC dans les barquettes et de développement de
barquettes mono-matériau APET .......................................................................................................................12
• Principaux enseignements des projets ..............................................................................................................13
b Les poches souples pour produits frais .................................................................................................................15
• Les obstacles actuels au recyclage des poches souples ...............................................................................15
• Des solutions alternatives à la barrière aluminium ...........................................................................................15
• Bilan : une substitution à l’aluminium prometteuse mais coûteuse pour la conception des poches souples ....16
c Les tubes cosmétiques ...........................................................................................................................................17
• Les obstacles actuels au tri et au recyclage des tubes cosmétiques ...........................................................17
• Evaluation du comportement de l’emballage en centres de tri : aptitude au tri et orientation des tubes ......18
• Principaux enseignements du projet .................................................................................................................19
d Les pots de produits laitiers frais.............................................................................................................................20
• Les obstacles actuels au tri et au recyclage des pots de produits laitiers frais ............................................20
• Comment concevoir des pots de produits laitiers frais plus recyclables ? ....................................................20
• Evolutions des pots et impacts sur le dispositif industriel .................................................................................21
e Un exemple de skin-packs ....................................................................................................................................22
• Les obstacles actuels au recyclage des skin-packs .........................................................................................22
• Vers un emballage multi-matériaux totalement dissociable .........................................................................22
• Principaux enseignements du projet ..................................................................................................................23
1. AMÉLIORER LA RECYCLABILITÉ DES EMBALLAGES EN PLASTIQUE.....................6
2. ÉVOLUTION DU GISEMENT, DÉVELOPPEMENT DU RECYCLAGE...........................8
3. LES PROJETS DES ENTREPRISES ENGAGÉES.........................................................................10
LISTE DES ACRONYMES .......................................................................................................................24
3

4
Un appel à projets qui montre la mobilisation des entreprises et dégage des axes de progrèsEco-Emballages agit sur l’ensemble du dispositif pour améliorer le recyclage des emballages en plastique. Cet appel à projets porte sur l’amont, en incitant les entreprises à améliorer la recyclabilité de leurs emballages, et s’inscrit aussi dans une démarche globale qui mobilise de nombreux acteurs du dispositif national de collecte, tri et recyclage (habitants, centres de tri, filières de recyclage…).
Améliorer le recyclage des emballages ménagers en plastique : 8 entreprises s’engagent avec Eco-Emballages et Adelphe pour répondre aux attentes des consommateurs et aux ambitions européennes.
Depuis 1992, les entreprises contribuent au financement et au pilotage du dispositif national de tri, collecte et recyclage des emballages ménagers dans le cadre de la REP (Responsabilité Elargie du Producteur). Elles ont également un rôle actif dans ce dispositif en développant l’éco-conception de leurs emballages, en particulier en améliorant leur recyclabilité.
Les emballages en plastique présentent aujourd’hui le taux de recyclage le plus bas puisque seuls les bouteilles et les flacons sont dans les consignes de tri et peuvent être recyclés. Les attentes des consommateurs et les réflexions en cours des autorités européennes incitent fortement à améliorer le recyclage des emballages ménagers en plastique.
Afin d’y contribuer, plusieurs entreprises ont participé activement à l’expérimentation globale menée par Eco-Emballages et Adelphe et répondu à l’appel à projets lancé fin 2011 pour améliorer la recyclabilité des emballages plastique autres que bouteilles et flacons.
Les huit projets retenus par Eco-Emballages et Adelphe sont portés par les entreprises
Tous les projets ont montré des axes d’amélioration d’éco-conception soit sur le plan de la recyclabilité soit en termes de bilan environnemental.
L’amélioration de la recyclabilité d’un emballage doit prendre en compte deux paramètres :
• Préserver les fonctionnalités et les propriétés de l’emballage, aussi bien sur le plan technique, que marketing ou économique.
• Améliorer l’intégration dans le dispositif industriel de tri et recyclage, qui dépend essentiellement de 3 facteurs :
- la nature du plastique utilisé, - son caractère monocouche ou multicouche - sa capacité à être identifié et capté.
LES PRINCIPAUX ENSEIGNEMENTS DES PROJETS SONT LES SUIVANTS :
Pour les barquettes :
• Le passage de barquettes PVC vers des barquettes PET est techniquement possible et certaines entreprises l’ont déjà amorcé. Néanmoins cette modification nécessite des investissements pour adapter les lignes de conditionnement, et elle peut impacter la productivité à la baisse. Cette contrainte industrielle et économique freine encore la substitution.
et le syndicat
5
• L’introduction de barquettes PET dans le dispositif industriel de tri et de recyclage pose par ailleurs d’autres difficultés à cause des compositions multi matériaux. Il est donc nécessaire de rechercher des barquettes monocouches.
• Il est techniquement possible de conditionner des produits frais dans des emballages composés d’une barquette inférieure en mono-matériau PET et d’un opercule complexe, opercule peu utilisé jusqu’à présent car plus coûteux.
• Les surcoûts constatés sont pour l’instant considérés par les porteurs de projets comme rédhibitoires pour une généralisation à tous leurs produits. Cependant, afin de faire avancer la recyclabilité, des lignes pilotes sont mises en place pour préciser l’impact économique, confirmer à l’échelle industrielle la bonne conservation des produits et vérifier l’acceptabilité par le consommateur.
• Plus les solutions d’emballage évolueront vers une barquette inférieure mono-PET et un opercule adapté, plus le marché se développera, ce qui devrait réduire les surcoûts. De même, plus les barquettes seront en mono-matériau PET, plus les recycleurs pourront les accepter dans leur process recyclage.
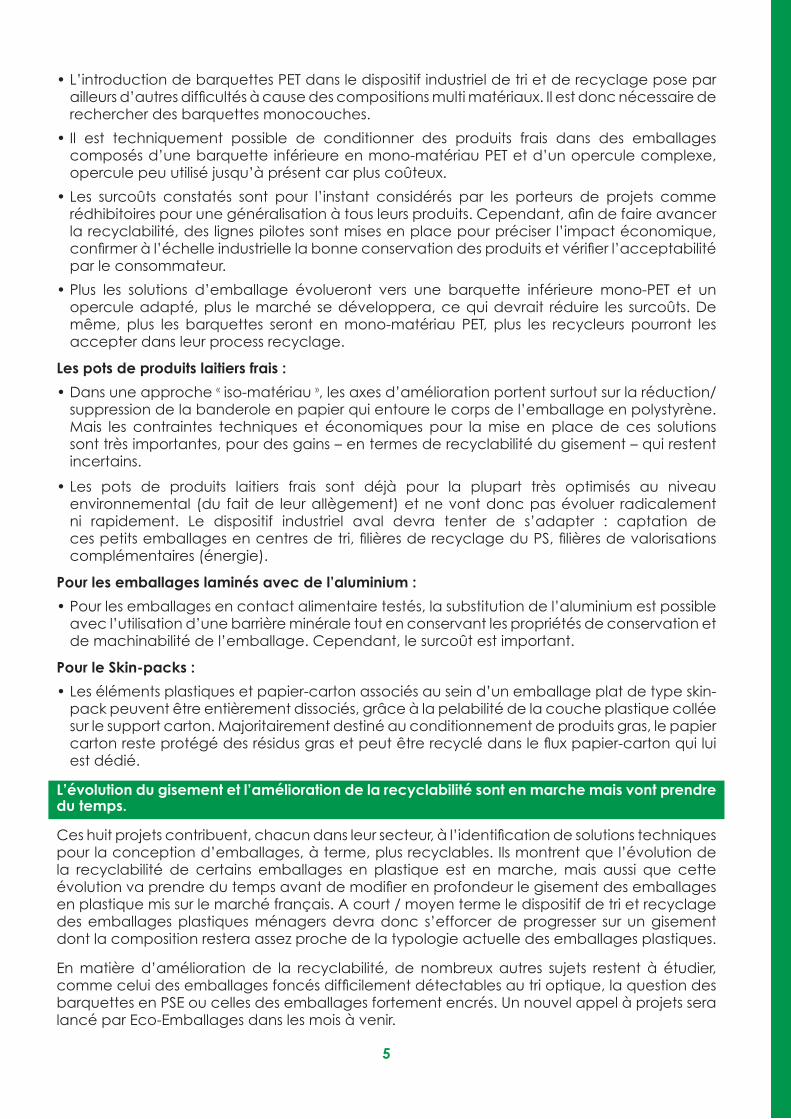
Les pots de produits laitiers frais :
• Dans une approche « iso-matériau », les axes d’amélioration portent surtout sur la réduction/ suppression de la banderole en papier qui entoure le corps de l’emballage en polystyrène. Mais les contraintes techniques et économiques pour la mise en place de ces solutions sont très importantes, pour des gains – en termes de recyclabilité du gisement – qui restent incertains.
• Les pots de produits laitiers frais sont déjà pour la plupart très optimisés au niveau environnemental (du fait de leur allègement) et ne vont donc pas évoluer radicalement ni rapidement. Le dispositif industriel aval devra tenter de s’adapter : captation de ces petits emballages en centres de tri, filières de recyclage du PS, filières de valorisations complémentaires (énergie).
Pour les emballages laminés avec de l’aluminium :
• Pour les emballages en contact alimentaire testés, la substitution de l’aluminium est possible avec l’utilisation d’une barrière minérale tout en conservant les propriétés de conservation et de machinabilité de l’emballage. Cependant, le surcoût est important.
Pour le Skin-packs :
• Les éléments plastiques et papier-carton associés au sein d’un emballage plat de type skin- pack peuvent être entièrement dissociés, grâce à la pelabilité de la couche plastique collée sur le support carton. Majoritairement destiné au conditionnement de produits gras, le papier carton reste protégé des résidus gras et peut être recyclé dans le flux papier-carton qui lui est dédié.
L’évolution du gisement et l’amélioration de la recyclabilité sont en marche mais vont prendre du temps.
Ces huit projets contribuent, chacun dans leur secteur, à l’identification de solutions techniques pour la conception d’emballages, à terme, plus recyclables. Ils montrent que l’évolution de la recyclabilité de certains emballages en plastique est en marche, mais aussi que cette évolution va prendre du temps avant de modifier en profondeur le gisement des emballages en plastique mis sur le marché français. A court / moyen terme le dispositif de tri et recyclage des emballages plastiques ménagers devra donc s’efforcer de progresser sur un gisement dont la composition restera assez proche de la typologie actuelle des emballages plastiques.
En matière d’amélioration de la recyclabilité, de nombreux autres sujets restent à étudier, comme celui des emballages foncés difficilement détectables au tri optique, la question des barquettes en PSE ou celles des emballages fortement encrés. Un nouvel appel à projets sera lancé par Eco-Emballages dans les mois à venir.

6
1. Améliorer la recyclabilité des emballages en plastique
Les entreprises contribuent au financement et au pilotage du dispositif de tri, collecte et recyclage des emballages ménagers, dans le cadre de la REP (Responsabilité Elargie du Producteur). Elles développent également l’éco-conception de leurs emballages, en particulier en améliorant leur recyclabilité.
La recyclabilité1 d’un emballage se définit comme l’aptitude de celui-ci à s’intégrer dans une filière de tri et de recyclage. Cette aptitude doit permettre une récupération optimale de la matière en l’état actuel des technologies de tri et des procédés de recyclage. La récupération de matière est fonction du comportement de l’emballage en centre de tri et de son intégration plus ou moins facile dans la filière de recyclage. Toutes les caractéristiques de l’emballage (poids, taille, matériaux et additifs utilisés, forme de l’emballage, couleur, etc…) interviennent dans l’évaluation de la recyclabilité.
Améliorer la recyclabilité1 des emballages permet le développement de filières de recyclage pérennes, augmente la valeur de revente des déchets d’emballages et permet de réduire les coûts globaux du dispositif. La recyclabilité1 participe ainsi à la performance globale du dispositif.
7
A l’inverse, si un emballage est éjecté d’une filière ou dégrade la qualité finale, l’efficacité globale du dispositif s’en trouve diminuée. Certains emballages sont incompatibles avec les structures actuelles de tri et/ou de recyclage de par leur composition. Les conséquences sont d’ordres économique et matériel : comme il perturbe le processus de recyclage ou diminue la qualité du produit recyclé, l’emballage est éliminé du circuit, entraînant parfois avec lui un ou plusieurs autres emballages recyclables. La perte de matière peut alors être suffisamment importante pour remettre en question l’économie de la filière. Si l’emballage ne peut pas être éliminé mais dégrade la qualité du matériau recyclé, le résultat est du même ordre.
Ainsi, pour augmenter le taux de recyclage des emballages plastiques, il est nécessaire d’agir à la fois sur l’amont, c’est-à-dire dès la conception de l’emballage afin que celui-ci s’intègre dans les procédés de recyclage existants, et sur l’aval, en adaptant les technologies industrielles de tri et de recyclage aux emballages mis sur le marché. Cette mise en adéquation « amont-aval » contribue à la pérennité du dispositif.
L’amélioration de la recyclabilité1 repose sur certains principes fondamentaux, à savoir :
• Le développement préférentiel d’emballages mono-résines plastiques qui améliorent le rendement matière du recyclage, au détriment des associations multi-matériaux qui peuvent entraîner des refus de tri ou des dégradations des flux ;
• L’utilisation de résines majoritaires pour lesquelles des filières de recyclage existent (PE, PP, PET) ;
• Le choix de coloris détectables au tri optique ou compatibles avec celles des débouchés ciblés ;
• L’emploi de colles lavables qui ne dégradent pas le flux sortant.
Par ailleurs un projet d’amélioration de la recyclabilité1 d’un emballage n’a évidemment de sens que :
• s’il maintient ou améliore le bilan environnemental de l’emballage sur l’ensemble de son cycle de vie, et pas seulement sur le recyclage ;
• s’il conserve les fonctionnalités et les qualités de l’emballage, et notamment les caractéristiques de protection, de transport et de conditionnement conformes à son utilisation et aux attentes du consommateur.
1 La norme ISO 14021 définit le terme recyclable comme suit : « caractéristique d’un produit, d’un emballage ou d’un composant associé qui peut être prélevé sur le flux des déchets par des processus et des programmes disponibles, et qui peuvent être collectés, traités et remis en usage sous la forme de matières premières ou de produits ». Cette notion n’est valable que s’il existe effectivement un dispositif de collecte, de tri et de recyclage développé.
2. Évolution du gisement, développement du recyclage
Depuis 1997, le gisement des emballages plastique mis sur le marché a augmenté de 20%. De par la diversité qu’il offre, l’emballage plastique possède de nombreuses qualités attendues par les consommateurs. Cependant, il est aussi un des matériaux qui se recycle le moins bien dans le dispositif actuel de tri et de recyclage des emballages.
Pour des raisons techniques et économiques, le choix du recyclage des plastiques s’est initialement porté en priorité sur les bouteilles et flacons. Cette catégorie d’emballages en plastique est en effet, plus facile à capter et à collecter que la plupart des autres contenants plastiques, du fait de leur volume relativement important, d’une souillure plus limitée puisqu’ils ont contenu des liquides, et du nombre limité de résines utilisées (PET, PEhd et PP).
Depuis 1992, des débouchés pour ces matières plastiques ont été développés et les filières de recyclage correspondantes se sont pérennisées.
La composition actuelle du gisement d’emballages ménagers a fait l’objet d’une étude approfondie réalisée au premier semestre 2011 à la demande d’Eco-Emballages, en collaboration avec ELIPSO, l’organisation professionnelle des entreprises de l’emballage plastique et souple.
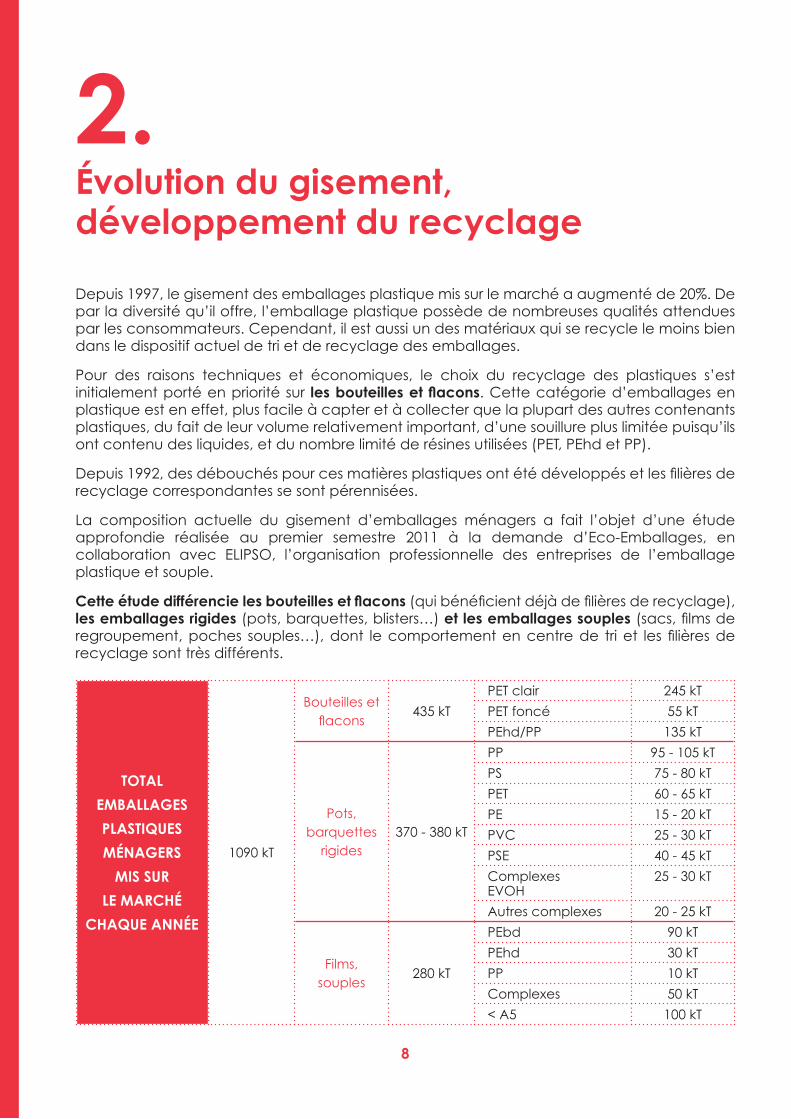
Cette étude différencie les bouteilles et flacons (qui bénéficient déjà de filières de recyclage), les emballages rigides (pots, barquettes, blisters…) et les emballages souples (sacs, films de regroupement, poches souples…), dont le comportement en centre de tri et les filières de recyclage sont très différents.
TOTAL
EMBALLAGES
PLASTIQUES
MÉNAGERS
MIS SUR
LE MARCHÉ
CHAQUE ANNÉE
1090 kT
Bouteilles et flacons
435 kT
PET clair 245 kT
PET foncé 55 kT
PEhd/PP 135 kT
Pots, barquettes
rigides370 - 380 kT
PP 95 - 105 kT
PS 75 - 80 kT
PET 60 - 65 kT
PE 15 - 20 kT
PVC 25 - 30 kT
PSE 40 - 45 kT
Complexes EVOH
25 - 30 kT
Autres complexes 20 - 25 kT
Films, souples
280 kT
PEbd 90 kT
PEhd 30 kT
PP 10 kT
Complexes 50 kT
< A5 100 kT
8
Comme on le voit, les consignes de tri actuelles limitées aux bouteilles et flacons ne portent donc que sur 40% environ du gisement.
Pour développer le taux de recyclage des autres emballages en plastique, Eco-Emballages
a mis en place une expérimentation sur toute la chaîne de tri et du recyclage : conception de l’emballage, geste de tri de l’habitant, collecte, tri, recyclage, afin d’évaluer les conditions d’une extension des consignes de tri à tous les emballages plastiques.
Pour cela, l’ensemble des acteurs du dispositif ont été mobilisés, et en particulier :
• les collectivités et les opérateurs du déchet afin d’agir sur la collecte et le tri,
• les recycleurs et régénérateurs,
• les entreprises metteurs en marché de produits emballés en plastique via un travail d’éco- conception sur leurs emballages, afin que ces derniers s’intègrent plus facilement aux filières de recyclage existantes ou à venir.
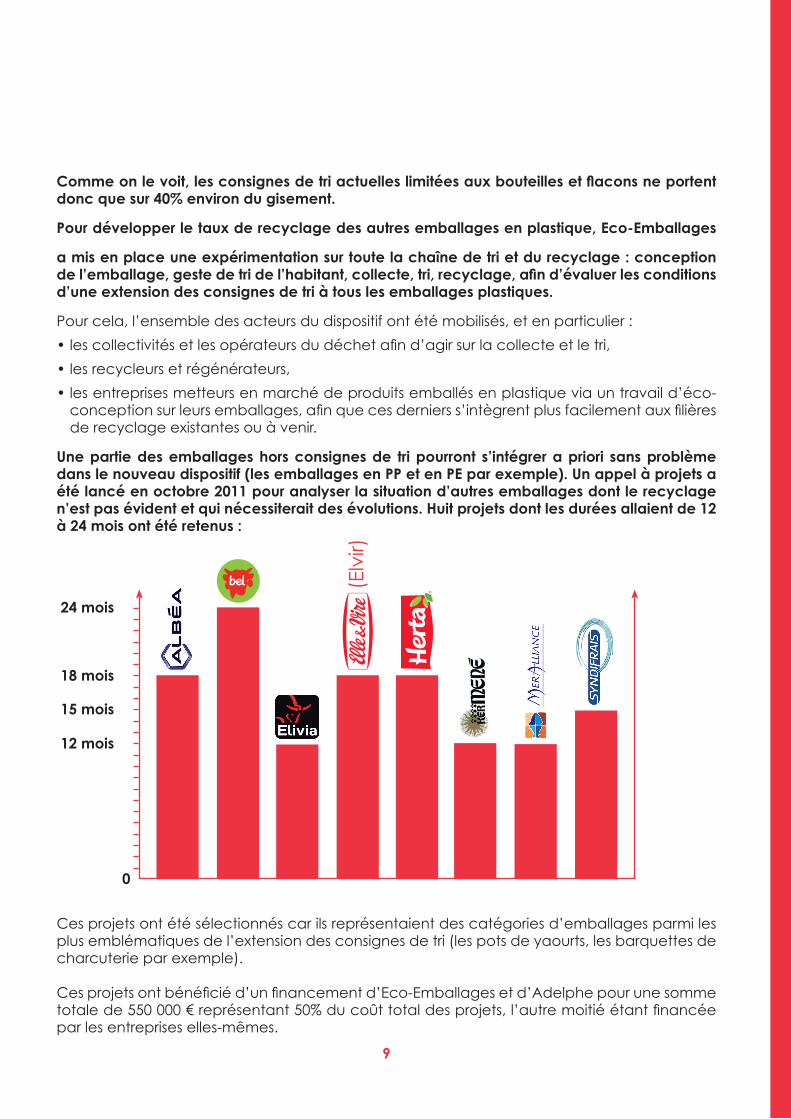
Une partie des emballages hors consignes de tri pourront s’intégrer a priori sans problème dans le nouveau dispositif (les emballages en PP et en PE par exemple). Un appel à projets a été lancé en octobre 2011 pour analyser la situation d’autres emballages dont le recyclage n’est pas évident et qui nécessiterait des évolutions. Huit projets dont les durées allaient de 12 à 24 mois ont été retenus :
Ces projets ont été sélectionnés car ils représentaient des catégories d’emballages parmi les plus emblématiques de l’extension des consignes de tri (les pots de yaourts, les barquettes de charcuterie par exemple).
Ces projets ont bénéficié d’un financement d’Eco-Emballages et d’Adelphe pour une somme totale de 550 000 € représentant 50% du coût total des projets, l’autre moitié étant financée par les entreprises elles-mêmes.
9
12 mois
0
15 mois
18 mois
24 mois
(Elv
ir)
10
3. Les projets des entreprises engagées
LES BARQUETTES ALIMENTAIRES OPERCULÉES
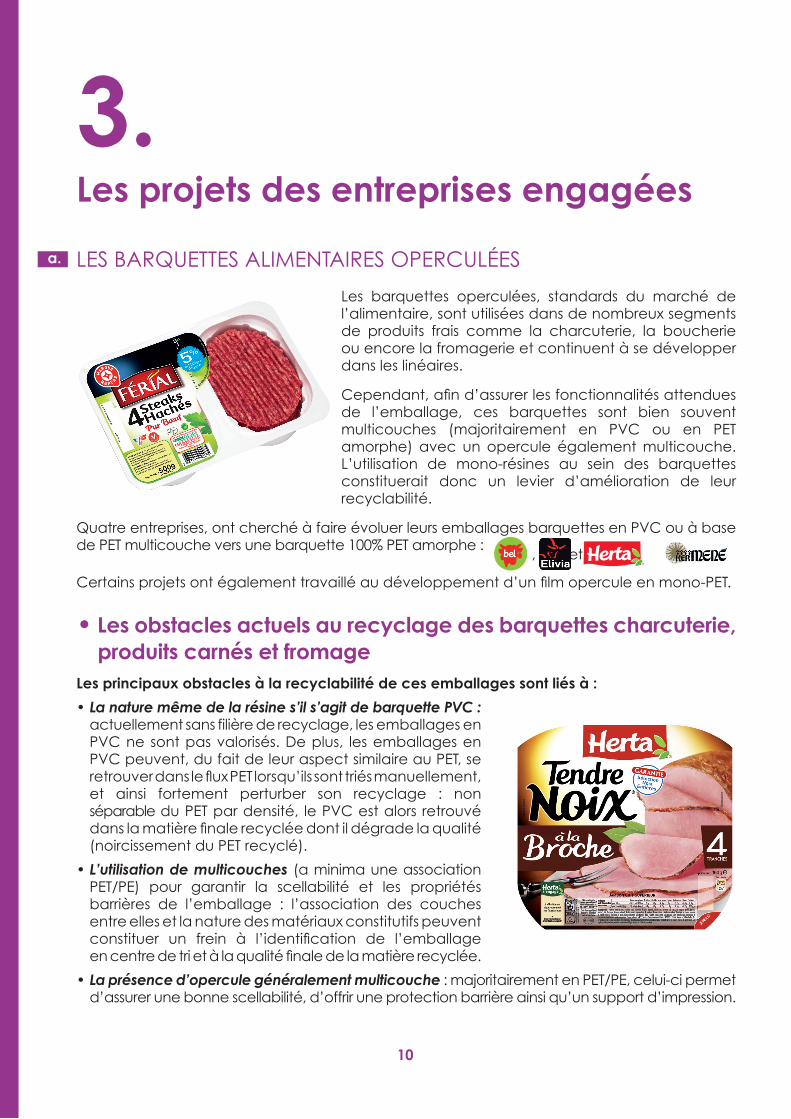
Les barquettes operculées, standards du marché de l’alimentaire, sont utilisées dans de nombreux segments de produits frais comme la charcuterie, la boucherie ou encore la fromagerie et continuent à se développer dans les linéaires.
Cependant, afin d’assurer les fonctionnalités attendues de l’emballage, ces barquettes sont bien souvent multicouches (majoritairement en PVC ou en PET amorphe) avec un opercule également multicouche. L’utilisation de mono-résines au sein des barquettes constituerait donc un levier d’amélioration de leur recyclabilité.
Quatre entreprises, ont cherché à faire évoluer leurs emballages barquettes en PVC ou à base de PET multicouche vers une barquette 100% PET amorphe :
, , et .
Certains projets ont également travaillé au développement d’un film opercule en mono-PET.
• Les obstacles actuels au recyclage des barquettes charcuterie, produits carnés et fromageLes principaux obstacles à la recyclabilité de ces emballages sont liés à :
•Lanaturemêmedelarésines’ils’agitdebarquettePVC: actuellement sans filière de recyclage, les emballages en PVC ne sont pas valorisés. De plus, les emballages en PVC peuvent, du fait de leur aspect similaire au PET, se retrouver dans le flux PET lorsqu’ils sont triés manuellement, et ainsi fortement perturber son recyclage : non séparable du PET par densité, le PVC est alors retrouvé dans la matière finale recyclée dont il dégrade la qualité (noircissement du PET recyclé).
• L’utilisationdemulticouches(a minima une association PET/PE) pour garantir la scellabilité et les propriétés barrières de l’emballage : l’association des couches entre elles et la nature des matériaux constitutifs peuvent constituer un frein à l’identification de l’emballage en centre de tri et à la qualité finale de la matière recyclée.
• Laprésenced’operculegénéralementmulticouche : majoritairement en PET/PE, celui-ci permet d’assurer une bonne scellabilité, d’offrir une protection barrière ainsi qu’un support d’impression.
a.
11
• Comment améliorer la recyclabilité de ces barquettes ?Les travaux ont porté à la fois sur le corps de la barquette (le film inférieur) et sur son opercule (le film supérieur). Des enjeux techniques et économiques ont ainsi été mis en évidence afin d’améliorer la recyclabilité des barquettes et de l’opercule.
Les entreprises qui conditionnent des produits dans des barquettes en PVC se sont d’abord orientées vers le remplacement du PVC par un multicouche à base de PET qui, au-delà de sa recyclabilité, présente des caractéristiques mécaniques intéressantes (similaires à celles du PVC lors du thermoformage) et de bonnes propriétés barrières, essentielles à la conservation du produit. Ce passage au multicouche PET concerne à la fois la partie inférieure et rigide ( la barquette), et le film supérieur (l’opercule).
Une avancée supplémentaire consiste à chercher des solutions pour passer d’une barquette multicouche à base de PET à une barquette mono-matériau en PET. Cependant, si la barquette inférieure est en mono-PET, il est alors nécessaire de trouver un film supérieur compatible. C’est-à-dire un film qui puisse industriellement se souder directement sur le PET, qui assure des propriétés barrières suffisantes et qui réponde aux attentes consommateurs (en termes de facilité d’ouverture, par exemple).
La recyclabilité de ces barquettes repose donc sur deux paramètres :
1.L’intégrationdesbarquettesdansunefilièreexistantederecyclage
Aujourd’hui, le PET bénéficie d’une filière de recyclage performante grâce aux bouteilles et flacons vers laquelle les barquettes pourraient être orientées. Cependant, la présence de multicouches et leur faible épaisseur rendent aujourd’hui difficile leur recyclage en mélange avec les bouteilles. Le développement de barquettes monocouches serait un levier important d’acceptabilité des barquettes par les recycleurs de bouteilles.
2.L’identification et la compatibilité des barquettes avec les technologies de recyclage existantes
Si l’usage d’un matériau unique pour le corps de la barquette et son opercule facilite le tri et le recyclage de l’emballage, d’autres voies peuvent également être envisagées. La recyclabilité sera également améliorée si l’opercule est facilement éliminé par le consommateur (sans pour autant être déchiré). Pour cela, des matériaux assurant une bonne pelabilité de l’opercule doivent être favorisés. Cette solution nécessiterait également d’informer les consommateurs sur le bon geste de tri en leur donnant une consigne claire qui indique de bien séparer l’opercule de la barquette.
12
• Substitution du PVC dans les barquettes et développement de barquettes mono-matériau APET.Les principaux enseignements tirés des quatre projets réalisés sur la partie inférieure rigide de l’emballage et sur son opercule sont les suivants :
1.Surlecorpsdel’emballage,leremplacementduPVCparduPETestréalisable.Unesolution mono-matériauAPETenvisageable,maislesurcoûtestimportant.Lesurcoûtd’investissement sesituelorsdupassagePVC/PEAPET/PE
a. Techniquement, aucun obstacle majeur n’a été soulevé lors de la substitution du PVC par le PET : il est donc possible de réaliser des barquettes rigides en PET. Cependant, pour assurer une cadence élevée, il est nécessaire de modifier les réglages des lignes de production et de réaffûter régulièrement les outils de découpe, le PET étant également plus abrasif que le PVC. Cette adaptation industrielle représente un surcoût pour l’entreprise, le prix d’achat du PET est 15% à 20% plus cher que celui du PVC. De plus, les coûts des investissements pour modifier les outils de découpes peuvent également être conséquents.
b. Les qualités de la barquette sont préservées en termes de perméabilité, de conservation et de vieillissement : l’effet barrière aux gaz et à la lumière du mono-APET seul ou complexé sur l’évolution organoleptique et bactériologique du produit a été évalué et s’avère conforme au cahier des charges pour tous les projets. Pour exemple, la suppression de la barrière EVOH n’a pas remis en question les propriétés de protection et de conservation d’un produit comme le fromage, grâce à une optimisation des paramètres de conditionnements.
2.Dessolutionsd’operculesdecomplexitévariableexistentafind’assurerlescellage
Les travaux menés dans le cadre de l’appel à projets ont porté à la fois sur des opercules souples (charcuterie et autres produits carnés) et semi-rigides (spécialités fromagères). Les résultats varient selon la typologie de l’opercule :
a. Cas des barquettes avec opercules souples :
L’utilisation d’un opercule supérieur mono-APET nécessite une étude plus approfondie tant au niveau technique qu’économique : la pelabilité, la soudabilité (normalement assurée par la présence de PE) et les propriétés barrières ne répondent pas au cahier des charges ;
Les propriétés barrières, la pelabilité et la soudabilité sont entièrement restaurées lorsque l’opercule est constitué de matériaux complexés. Ces opercules répondent aux critères d’acceptabilité du consommateur et aux procédés de fabrication usuels. Cependant, ces opercules ne représentent pas le standard du marché et ont un surcoût économique important.
b. Cas des barquettes avec opercules semi-rigides
Contrairement aux opercules habituellement utilisés sur les barquettes alimentaires, le couvercle développé par BEL est quasi rigide, pelable et refermable. Ce projet a donc essentiellement reposé sur la modification de la barquette et de son couvercle initialement thermoformés multi-couches (PET/EVOH/PE) au profit d’un système complet d’emballage (barquette ET opercule) en mono-PET afin de rendre l’ensemble recyclable.
Les principales difficultés rencontrées concernent la pelabilité à l’ouverture et, dans une moindre mesure, l’aptitude du couvercle à conserver son intégrité après ouverture (à savoir sans risque de déchirure). Des développements spécifiques sont en cours et les premiers résultats sont prometteurs.
La solution technique permettant d’assurer toutes ces fonctionnalités avec un emballage monoPET est un coating base PET (traitement de surface du film).
Les derniers résultats obtenus sont tout à fait encourageants : aucune modification majeure des lignes de conditionnement n’est nécessaire et le passage en machine des solutions mono-matériaux (barquette et opercule) a pu être validé à un stade pré-industriel.
13
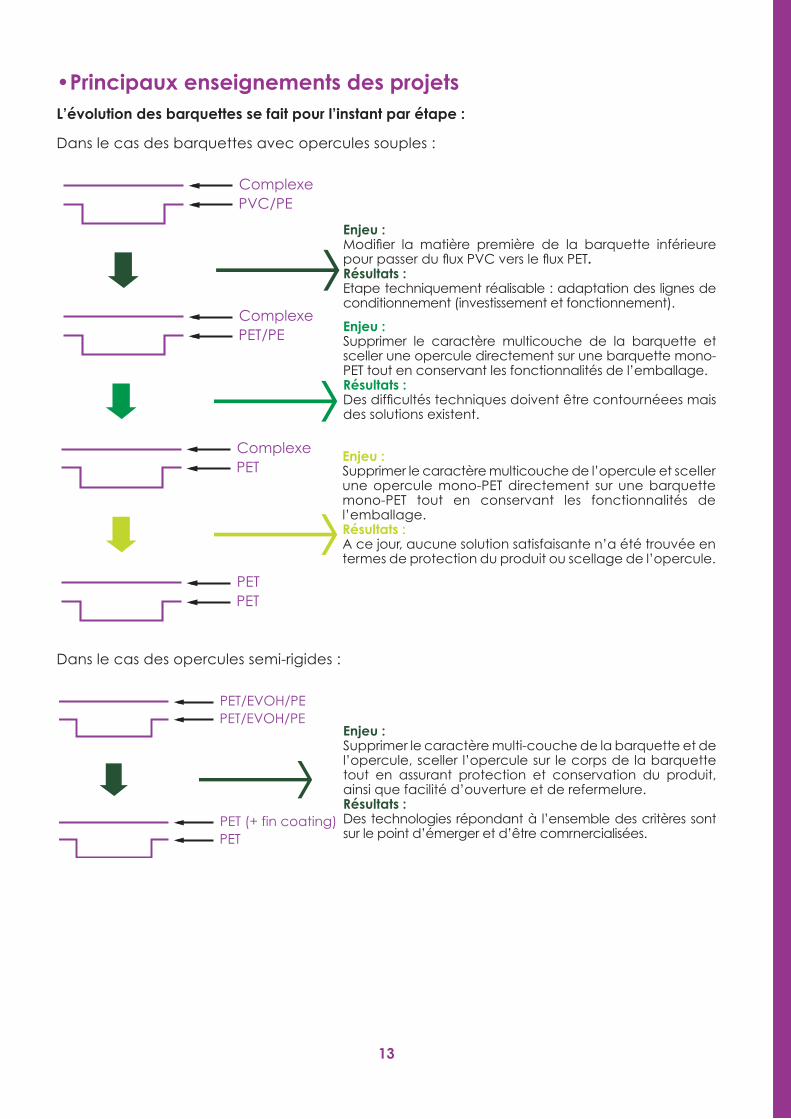
• Principaux enseignements des projetsL’évolution des barquettes se fait pour l’instant par étape :
Dans le cas des barquettes avec opercules souples :
Dans le cas des opercules semi-rigides :
ComplexePVC/PE
ComplexePET/PE
ComplexePET
PETPET
PET/EVOH/PEPET/EVOH/PE
PET (+ fin coating)PET
Enjeu : Supprimer le caractère multicouche de la barquette et sceller une opercule directement sur une barquette mono-PET tout en conservant les fonctionnalités de l’emballage.Résultats : Des difficultés techniques doivent être contournéees mais des solutions existent.
Enjeu : Supprimer le caractère multicouche de l’opercule et sceller une opercule mono-PET directement sur une barquette mono-PET tout en conservant les fonctionnalités de l’emballage.Résultats : A ce jour, aucune solution satisfaisante n’a été trouvée en termes de protection du produit ou scellage de l’opercule.
Enjeu : Modifier la matière première de la barquette inférieure pour passer du flux PVC vers le flux PET.Résultats : Etape techniquement réalisable : adaptation des lignes de conditionnement (investissement et fonctionnement).
Enjeu : Supprimer le caractère multi-couche de la barquette et de l’opercule, sceller l’opercule sur le corps de la barquette tout en assurant protection et conservation du produit, ainsi que facilité d’ouverture et de refermelure.Résultats : Des technologies répondant à l’ensemble des critères sont sur le point d’émerger et d’être comrnercialisées.
14
L’introduction de barquettes PET dans le dispositif industriel de tri et de recyclage pose actuellement des difficultés, en grande partie à cause des compositions multi-matériaux. Il est donc nécessaire de faire évoluer en parallèle l’amont et l’aval.
Sur l’aval, des tests industriels avec les filières de recyclage sont actuellement en cours afin de recycler en mélange des barquettes mono-PET et des bouteilles.
Sur l’amont, les quatre projets portés par Bel, Elivia, Kermené et Herta ont démontré la faisabilité de conditionner des produits frais dans des emballages composés d’une barquette inférieure en mono-matériau PET et d’un opercule soit souple et nécessairement complexe, soit rigide et en mono-PET scellé à la barquette via un coating très fin.
Dans le cas des barquettes avec opercules souples, les solutions d’emballages ont néanmoins pour l’instant un surcoût de l’ordre de 15% à 25% par rapport aux barquettes PET multicouches avec un opercule complexe standard. Ces surcoûts sont pour l’instant considérés par les porteurs de projets comme rédhibitoires pour une généralisation à tous leurs produits. Cependant, avec une volonté de faire avancer la recyclabilité, des lignes pilotes sont mises en place afin de vérifier l’impact économique et de confirmer à l’échelle industrielle la bonne conservation des produits et l’absence de réclamation consommateur.En revanche, dans le cas des opercules rigides, la solution mono-matériau PET développée par BEL s’avère être viable économiquement.
Il est techniquement possible de concevoir des barquettes en mono-PET tout en préservant les qualités organoleptiques du produit contenu. Dans le cas d’une croissance notable de ces solutions d’emballage, les bénéfices seraient alors les suivants :- la baisse des coûts, lesquels, aujourd’hui, constituent pour certaines entreprises un frein majeur à l’industrialisation du process mais qui, une fois diminués, pourraient permettre de développer encore davantage ce type de solutions ;- une meilleure intégration dans les processus actuels de recyclage du PET
15
LES POCHES SOUPLES POUR PRODUITS FRAIS
Actuellement en forte croissance, les poches souples pourraient devenir un nouveau standard de l’emballage. Ce type d’emballage doit par conséquent répondre à certaines exigences, liées aux produits qu’il conditionne. Destinées principalement au secteur des produits frais, les poches souples doivent en effet offrir une parfaite protection de l’aliment contre les gaz et la lumière - à l’origine de l’oxydation des produits contenus - et ainsi garantir une date limite de consommation acceptable par le consommateur.
Pour garantir cette protection, une structure complexe multicouches est nécessaire. Aux couches majoritairement à base de PE, vient donc s’ajouter une couche d’aluminium qui assure cette propriété barrière (gaz et lumière).
D’une façon générale, l’association d’aluminium et de plastique complique fortement voire rend impossible le recyclage des emballages dans un flux de plastiques. Par ailleurs, comme tous les emballages multi-matériaux dont les couches sont étroitement associées les unes aux autres, les poches souples sont difficiles à trier (car difficiles à capter en centre de tri) et à recycler. L’utilisation de mono-résines constituerait ainsi un levier d’amélioration de la recyclabilité, de même que la substitution de l’aluminium.
La société Elvir, avec sa marque a ainsi envisagé de faire évoluer ses emballages poches souples initialement en PET/Alu/PET/PE vers deux types de solutions :
- Un complexe multicouches où l’aluminium serait remplacé par un matériau plus compatible avec le recyclage du PET ;
- Une solution mono-résine PE.
• Les obstacles actuels au recyclage des poches souplesLES PRINCIPAUX OBSTACLES À LA RECYCLABILITÉ DE CET EMBALLAGE SONT LIÉS À :
• La nature de la couche aluminium : l’aluminium perturbe le recyclage des plastiques, en particulier lorsqu’il est non séparable. Les emballages majoritairement en plastique qui contiennent de l’aluminium doivent être identifiés et sortis du process de recyclage afin de ne pas bloquer la ligne (les particules d’aluminium pourraient boucher les filières d’extrusion par exemple).
• L’association en multicouches et la nature des matériaux constitutifs assurant la scellabilité et/ ou les propriétés barrières de l’emballage : l’identification de l’emballage en centre de tri et la qualité finale de la matière recyclée peuvent être remis en cause.
• Des solutions alternatives à la barrière aluminiumAfin d’améliorer la recyclabilité des poches souples, ELLE & VIRE s’est orientée vers deux nouvelles structures. Celles-ci reposent sur l’utilisation de barrières autres que l’aluminium ou sur la conception de poches mono-matériau.
Dans le cas de poches souples mono-matériau, le seul matériau recyclable présentant un pouvoir scellant adapté est le PEbd. Cependant, l’absence de propriétés barrière à la lumière et aux gaz rend impossible l’usage avec des formules sensibles comme de la crème.
b.
La seconde voie envisagée est basée sur la conception de multicouches sans aluminium. Afin de conserver les propriétés barrières aux gaz et à la lumière (qui agit comme un catalyseur de l’oxydation sur certaines formules).
L’associationPET/PETSiOx/PEestlaplusprometteuse.
La couche de PETSiOx assure l’imperméabilité aux gaz et le PE, celle aux UV. Les tests réalisés sur cet emballage montrent les caractéristiques techniques suivantes :
- Des propriétés mécaniques conformes à la référence ;
- Une machinabilité nécessitant certains réglages mais comparable à la référence ;
- Des propriétés barrières très satisfaisantes : les propriétés organoleptiques des formules sensibles à l’oxydation par les gaz et la lumière, sont parfaitement maintenues durant toute la durée de vie du produit.
Cependant, cette solution basée sur le SiOx est plus couteûse que la solution actuelle utilisant de l’aluminium.
• Bilan : une substitution à l’aluminium prometteuse mais couteûse pour la conception des poches souplesLe développement d’une structure PET/PETSiOx/PE pour la fabrication des poches souples semble montrer des perspectives intéressantes. En effet, même si les solutions identifiées restent plus chères et leur soudabilité plus délicate que dans le cas des structures initiales, l’association PET/PETSiOx/PE pourrait apporter une alternative pertinente à la structure majoritaire actuelle PET/Aluminium/PE.
L’intégration de ces poches souples dans le dispositif industriel de recyclage s’avère difficile de par leurs caractéristiques (taille et multi-matières). La substitution de l’aluminium par une barrière minérale SiOx améliore en partie cette intégration, mais pas totalement car le mélange PE/PET ne peut être recyclé ensemble. Toutefois, la suppression de l’aluminium allège fortement le bilan environnemental des poches souples.
La substitution de l’aluminium apparaît comme un véritable levier pour améliorer le bilan environnemental des poches souples. Cependant le surcoût des poches sans aluminium est pour l’instant considéré comme rédhibitoire pour une mise en œuvre généralisée. Il est donc nécessaire que de plus en plus d’entreprises testent des solutions sans aluminium, afin que ces poches se généralisent et que le surcoût soit supportable par les entreprises.
16
LES TUBES COSMÉTIQUESDans le secteur du soin et de la cosmétique, les tubes plastiques et laminés, composés à plus de 90% de polyoléfines (PE/PP), constituent un gisement potentiel significatif pour le flux du recyclage de PE. Ce gisement de tubes est évalué à environ 10 000 à 12 000 tonnes de plastique par an, dont 50% de tubes de 100 à 300ml ; le reste comprend des tubes plus petits dont les formats « échantillons ».
Le recyclage des tubes posent plusieurs questions, dont les plus fréquentes concernent l’utilisation de couches barrières (aluminium ou EVOH) utilisées essentiellement pour la protection des formules et une grande variété de décor afin de renforcer l’attractivité du produit.
, fabricant leader de tubes plastiques et laminés pour le secteur du soin et de la cosmétique, a choisi d’étudier, dans le cadre de son programme de développement durable et d’écoconception, les limites à la recyclabilité des tubes actuels et les solutions pour y pallier. Ce projet a pris en considération les deux familles de tubes que sont les tubes plastiques et les tubes laminés (couche barrière EVOH et couche Aluminium).
• Les obstacles actuels au tri et au recyclage des tubes cosmétiquesLes tubes cosmétiques constituent un candidat pertinent à l’éco-conception, notamment dans le cas où ceux-ci intègreraient le flux PE actuel, suite à l’extension des consignes de tri à tous les plastiques. Cependant, différents paramètres pourraient remettre en question cette recyclabilité :
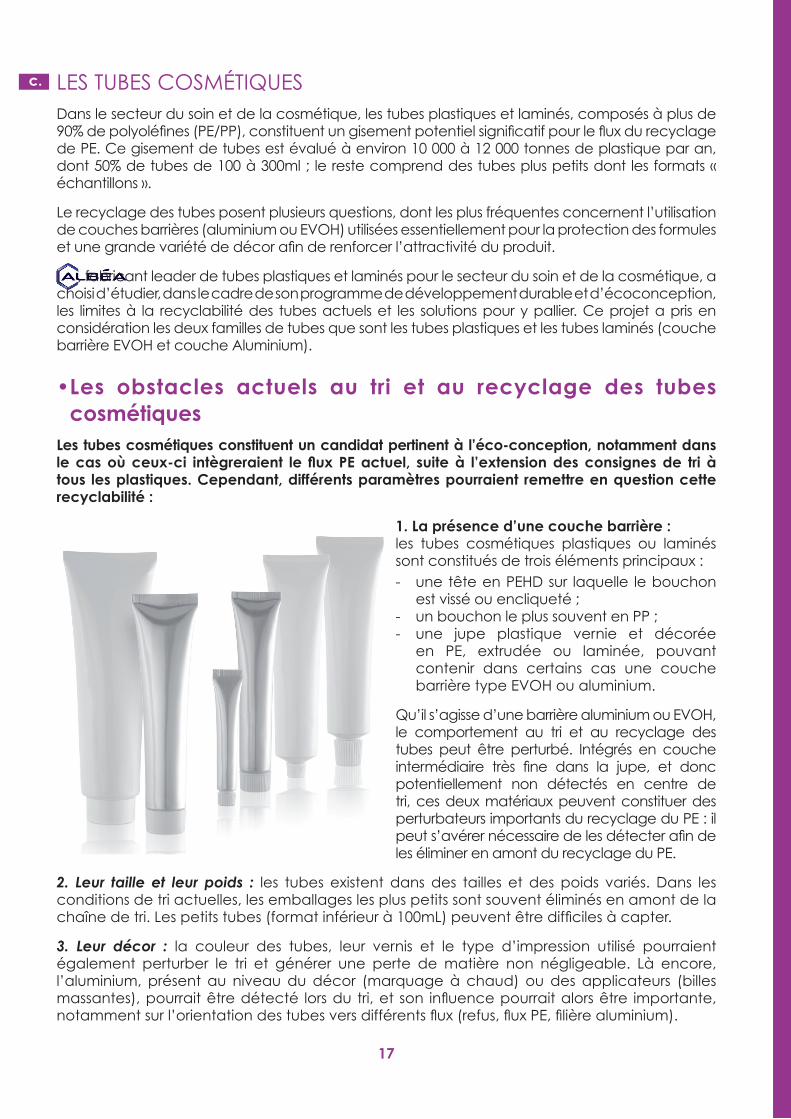
1. La présence d’une couche barrière : les tubes cosmétiques plastiques ou laminés sont constitués de trois éléments principaux :- une tête en PEHD sur laquelle le bouchon est vissé ou encliqueté ;- un bouchon le plus souvent en PP ;- une jupe plastique vernie et décorée en PE, extrudée ou laminée, pouvant contenir dans certains cas une couche barrière type EVOH ou aluminium.
Qu’il s’agisse d’une barrière aluminium ou EVOH, le comportement au tri et au recyclage des tubes peut être perturbé. Intégrés en couche intermédiaire très fine dans la jupe, et donc potentiellement non détectés en centre de tri, ces deux matériaux peuvent constituer des perturbateurs importants du recyclage du PE : il peut s’avérer nécessaire de les détecter afin de les éliminer en amont du recyclage du PE.
2. Leur taille et leur poids : les tubes existent dans des tailles et des poids variés. Dans les conditions de tri actuelles, les emballages les plus petits sont souvent éliminés en amont de la chaîne de tri. Les petits tubes (format inférieur à 100mL) peuvent être difficiles à capter.
3. Leur décor : la couleur des tubes, leur vernis et le type d’impression utilisé pourraient également perturber le tri et générer une perte de matière non négligeable. Là encore, l’aluminium, présent au niveau du décor (marquage à chaud) ou des applicateurs (billes massantes), pourrait être détecté lors du tri, et son influence pourrait alors être importante, notamment sur l’orientation des tubes vers différents flux (refus, flux PE, filière aluminium).
c.
17
• Évaluation du comportement de l’emballage en centres de tri : aptitude au tri et orientation des tubesL’influence de la composition, du poids et de la taille des tubes sur leur orientation en centres de tri a été évaluée en conditions industrielles réelles. Les résultats diffèrent selon les technologies de tri mises en jeu.
• Critère 1 : Composition du tube
Lors du tri optique par infra-rouge, les tubes plastiques et métalloplastiques sont orientés vers le flux PE : la présence d’une couche interne d’aluminium n’est pas détectée mais va ensuite perturber l’étape de recyclage.
Les capteurs spécifiques de métaux (induction ou courant de Foucault) peuvent cependant capter les tubes laminés dont la couche d’aluminium présente une épaisseur de 12 μm ou plus. Ceux-ci pourraient être écartés du flux PE et réorientés vers le solde des emballages non recyclables en vue d’une valorisation complémentaire.
• Critère 2 : Taille et poids des tubes
Dans les centres de tri, les tubes inférieurs à 100 ml seraient pour l’instant majoritairement orientés vers les fines.
Si la détection est réalisée par infra-rouges, le format n’est pas un critère bloquant, la taille minimale requise - 10 mm x 10 mm - (cas de la technologie Pellenc ST) étant inférieure à la grande majorité des tubes présents sur le marché. Concernant le poids, le tube devra être vidé d’au moins 50% par le consommateur pour être éjecté efficacement.
Lors du tri par courant de Foucault, plus le format et le poids du tube sont élevés, plus petite sera la distance d’éjection du tube : lors des essais 100% des petits formats (75 ml) ont été correctement éjectés, contre 60% des plus gros volumes (150 ml).
• Critère 3 : Décor des tubes
Les vernis et décors types offset, sérigraphie et marquage à chaud ne perturbent pas la détection des tubes plastiques par détection IR, lesquels sont orientés vers le flux PE. En revanche, les tubes de couleurs sombres et noires ne sont pas détectés et sont donc orientés dans les refus du centre de tri.
Pour la détection spécifique des décors et éléments externes métalliques (applicateurs billes, recouvrement de la jupe plastique par métallisation, …), des capteurs à courant de Foucault ont à nouveau été testés : ceux-ci n’ont cependant pas permis de détecter les applicateurs métalliques et la présence de décors métallisés à chaud. De tels tubes ne seront donc pas orientés vers la filière aluminium.
• Évaluation du comportement de l’emballage au recyclage: aptitude à l’intégration dans la filière PEDifférents éléments ont été initialement identifiés comme éventuels perturbateurs du recyclage des tubes plastiques et laminés. D’après les tests menés dans le cadre de ce projet, ceux-ci montrent un niveau d’impact différent :
- les bouchons PP : la limite de compatibilité du PP dans le PE a été évaluée par le COTREP à 10%. Aujourd’hui, du fait de cette acceptabilité, d’une possible ouverture d’un flux PP dans le cadre de l’extension des consignes de tri à tous les plastiques, et de la taille du gisement des tubes, l’utilisation de PP dans la fabrication du bouchon ne constitue pas un paramètre critique du recyclage du tube ;
18
- le vernis : les deux types de vernis testés, époxy-acrylate et thermodur, ne semblent pas affecter les propriétés thermo-mécaniques du PE. Par conséquent, ces derniers ne constituent pas un perturbateur du recyclage ;
- la couche barrière en EVOH : la concentration en EVOH dans le gisement des tubes plastiques est aujourd’hui estimée à environ 2%, laquelle ne semble pas perturber le recyclage des emballages en PE. L’influence de l’EVOH sur la qualité du flux de PE recyclé est cependant encore mal connue, et devrait faire l’objet d’une étude du COTREP. Le taux maximal acceptable par la filière sera alors évalué ;
- la couche barrière en aluminium : une structure laminée métalloplastique peut à la fois perturber fortement le recyclage du PE, si la présence d’aluminium n’a pu être détectée, et celui des emballages en aluminium, si le tube est orienté via les détecteurs métalliques vers le flux aluminium.
• Bilan : une alternative à la couche barrière aluminium pour améliorer le tri et la recyclabilité des tubesCe projet a mis en évidence qu’il n’existe aucun obstacle majeur au tri des tubes PE, malgré leur grande variété de format, de composition, de couleur ou de décor. De plus, si la détection par tri optique (Infra-rouges) peut être couplée à des détecteurs spécifiques de métaux (induction ou courants de Foucault), la présence de la couche interne d’aluminium peut être détectée : les tubes laminés seront alors écartés du flux PE/PP. Cependant, aujourd’hui encore, peu de centre de tri français sont équipés ainsi.
Les études menées ont également montré que les tubes plastiques vernis sont tout à fait recyclables dans la filière PE. En revanche, les tubes métalloplastiques sont non recyclables: leur caractère perturbateur nécessite donc leur élimination en amont du recyclage.
Pour le marché du soin dentaire (80% du marché des tubes laminés en Europe), il est néanmoins possible d’évoluer d’une structure laminée aluminium vers une structure laminée à base d’EVOH afin d’améliorer la recyclabilité des tubes de dentifrice. L’EVOH, en effet, est une barrière suffisante au maintien des arômes. Par ailleurs, ce type d’arrangement permet de s’affranchir de l’emballage secondaire en carton habituellement utilisé pour les tubes de dentifrices, du fait d’une déformabilité moindre au toucher et à l’utilisation.Afin de maintenir des coûts compétitifs vis-à-vis des tubes laminés aluminium, ALBEA a développé récemment un tube laminé avec barrière EVOH « Greenleaf », dont la structure en multi-couche est obtenue par extrusion soufflage. Il en résulte un système barrière performant, meilleur d’un point de vue environnemental et économiquement intéressant.
• Principaux enseignements du projetCe projet a mis en évidence qu’il n’existe aucun obstacle majeur au tri des tubes PE, malgré leur grande variété de format, composition, de couleur ou de décor.
De plus, dans la mesure où la détection par tri optique (Infra-Rouges) peut être couplée à des détecteurs spécifiques de métaux (induction ou courants de Foucault), la présence de la couche interne d’aluminium peut être détectée : les tubes laminés sont ainsi orientés vers le flux aluminium et ne dégradent pas le flux PE/PP. Cependant peu de centre de tri français sont équipés ainsi.
Le projet porté par ALBEA n’est à ce jour pas terminé et a pour objectif d’étudier l’influence des vernis et des tubes laminés (aluminium et plastique) dans les processus de recyclage.
19
LES POTS DE PRODUITS LAITIERS FRAIS
Les pots de PLF (Produits Laitiers Frais), produits de grande consommation, constituent près de 7% du gisement total des emballages ménagers en plastique. L’ensemble des adhérents de , qui représentent plus de 90% de la production de yaourts et autres laits fermentés, fromages frais, desserts lactés frais et crèmes fraîches, se sont regroupés afin d’identifier les obstacles au tri et recyclage de leurs emballages et d’en rechercher des solutions. Toutes les réflexions ont été menées à iso-matériau, c’est-à-dire sans remettre en jeu le matériau principal des pots le plus fréquemment utilisé actuellement, le PS.
Ce projet reposait sur la mobilisation unique des acteurs d’un secteur entier.
•Les obstacles actuels au tri et au recyclage des pots de produits laitiers frais Les pots de produits laitiers frais constituent un gisement d’environ 74 000 T soit pratiquement 7% des tonnages totaux d’emballages ménagers en plastique mis sur le marché en France. Plus précisément, 75% des pots de produits laitiers frais sont en PS. Ces pots possèdent un opercule en papier aluminisé ou non et bien souvent également un décor (banderole par exemple). De plus, de plus en plus de pots sont en XPS, c’est-à-dire un PS allégé permettant d’utiliser 30% de matière en moins pour produire un pot de yaourt. Les pots de produits laitiers frais constituent également environ 75% du gisement d’emballages en PS. L’impact de leur recyclabilité sur la filière de recyclage du PS est donc très important.
Une dizaine de freins au tri et/ou au recyclage des pots PLF ont été mis en évidence. Pour certains, les fabricants PLF n’ont pas de marge de manœuvre, et des adaptations sont nécessaires en centre de tri et/ou chez les recycleurs : c’est le cas par exemple de la petite taille des pots, qui génère des pertes importantes dans les premières étapes de collecte et de tri. D’autres obstacles pourraient en revanche être levés par des évolutions dans la conception des pots PLF. Ainsi, les deux obstacles qui ont été jugés comme les plus pertinents à étudier sont :
• La friabilité de la matière utilisée : le PS a la propriété d’être sécable ; celle-ci est très utile du point de vue consommateur qui sépare les pots vendus par lots. Mais cette sécabilité est également à l’origine de pertes de matière relativement importantes, lors de manipulations et sur la chaine de tri ;
• Les caractéristiques multi-matériaux : ces emballages sont très souvent porteurs de larges étiquettes, en papier ou dans une autre résine. Ces autres matériaux peuvent perturber les séparateurs automatiques en rendant l’emballage difficilement identifiable mais également entrainer des pertes importantes chez les recycleurs, l’étiquette pouvant représenter jusqu’à 25% du poids du pot.
Le détail des obstacles identifiés est disponible dans la synthèse du projet téléchargeable sur le site www.ecoemballages.fr
• Comment concevoir des pots de produits laitiers frais plus recyclables ?Actuellement, des évaluations plus précises des pertes de matière liées à la friabilité du matériau PS sont en cours et ne permettaient pas une réflexion sur la conception du pot.
d.
20
Afin d’éliminer le frein « présence d’une banderole/sticker en matériau différent du corps »
quatre solutions alternatives réalistes à moyen terme ont été retenues et étudiées d’un point de vue technique, économique, environnemental et d’acceptabilité par le consommateur.
• Une banderole réduite : la banderole est réduite d’un tiers et la tenue du pot est assurée par une augmentation de l’épaisseur de PS de 33%,
• Une banderole supprimée : La tenue du pot est garantie par une augmentation de l’épaisseur de PS de 50%. La communication est assurée par un cavalier en carton,
Ces solutions sont écartées dans la mesure où elles dégradent significativement le bilan environnemental par rapport à la solution de référence. En effet, l’impact de l’augmentation du poids de l’emballage n’est pas compensé par l’amélioration du recyclagedespots(tauxdecaptageetperteschezlesrecycleurs),
• Une banderole pelable : la banderole (Papier+PP+hotmelt) peut être séparée par le consommateur. Le geste de séparation peut être encouragé par exemple par une incitation (jeu, coupon promotionnel)
La solution « banderole pelable » pourrait être approfondie : elle améliore le taux de pots captés en centre de tri à condition que les consommateurs effectuent la séparation de la banderole du pot. Cependant, cette solution représente une augmentation du coût du pot de +30% en moyenne sans compter les investissements machine nécessaires.
• Une banderole OPS : Le pot est alors en monomatériau.
Cette solution pourrait être approfondie : c’est celle qui améliore le plus le taux de pots captés en centre de tri et le rendement chez les recycleurs. Cependant, cette solution représente une augmentation du coût du pot de +50% en moyenne sans compter les investissements machine nécessaires estimés entre 18 et 36 millions d’Euros pour l’ensemble du parc français.
Ces évaluations ont été réalisées sur la base des meilleures informations disponibles à date au niveau des taux de captage de ces petits emballages. Etant donné que ces taux sont actuellement faibles, l’impact des modifications pour améliorer la recyclabilité s’en trouve fortement diminué au global.
• Évolutions des pots et impacts sur le dispositif industriel Au final, il apparaît qu’en gardant une approche « iso-matériau », la « marche » technique et économique pour la mise en place de ces solutions est très importante, pour un gain – en termes de recyclabilité – qui reste à confirmer.
Le XPS (PS allégé) perturbe également la recyclabilité car la différence de densité des matières rend sa séparation difficile, mais le gain environnemental de l’allégement est bien supérieur au gain que pourrait avoir le retour à la résine PS classique.
Les pots de produits laitiers frais sont déjà pour la plupart optimisés au niveau environnemental et ne vont donc pas évoluer rapidement et radicalement. Le dispositif industriel aval devra tenter de s’adapter à ce type d’emballage aussi bien au niveau de la captation de ces petits emballages qu’au niveau des filières de recyclage du PS ou des filières de valorisations complémentaires. Ces adaptations permettront de rendre plus pertinentes les adaptations des pots envisagées dans le cadre du projet.
21
Un exemple de skin-packs Les skin-packs sont aujourd’hui largement employés dans le conditionnement de produits frais alimentaires et notamment de poissons fumés gras et de charcuterie. Ces emballages offrent en effet au consommateur l’assurance d’une herméticité et d’une conservation de l’aliment optimales, le film plastique étant thermo-scellé au support, et le plus souvent sous vide d’air.
Cependant, la nature des différents éléments nécessaires à la conception du skin-pack constitue un frein à sa recyclabilité. Le carton, en particulier, matériau le plus utilisé dans la fabrication du support, rend l’emballage impropre au recyclage du fait de la souillure des fibres cellulosiques, générée par les produits conditionnés.
Afin de pouvoir intégrer cet emballage dans un processus de recyclage, la société propose donc aujourd’hui une alternative au skin-pack pour produits frais gras. L’emballage ainsi créé se démarque totalement du marché actuel en proposant un support carton 100% recyclable sans aucun résidu graisseux grâce à la séparation totale entre fractions plastique et fibreuse.
• Les obstacles actuels au recyclage des skin-packsLe skin-pack dans sa version standard n’est pas recyclable en intégralité. En effet :
• Le carton sur lequel repose le produit est souillé par l’exsudat graisseux : il n’est donc pas recyclable ;
• L’emballage est entouré d’un film complexe non intégré dans l’actuelle consigne de tri plastique et donc non recyclé. Servant de support pour les informations destinées au consommateur, ce film est de plus fortement encré.
• Vers un emballage multi-matériaux totalement dissociableS’appuyant sur le modèle classique de skin-pack, le projet porté par a reposé sur la conception d’un emballage allégé et le plus recyclable possible, tout en assurant la conservation des caractéristiques techniques exigées pour ce genre de produit.
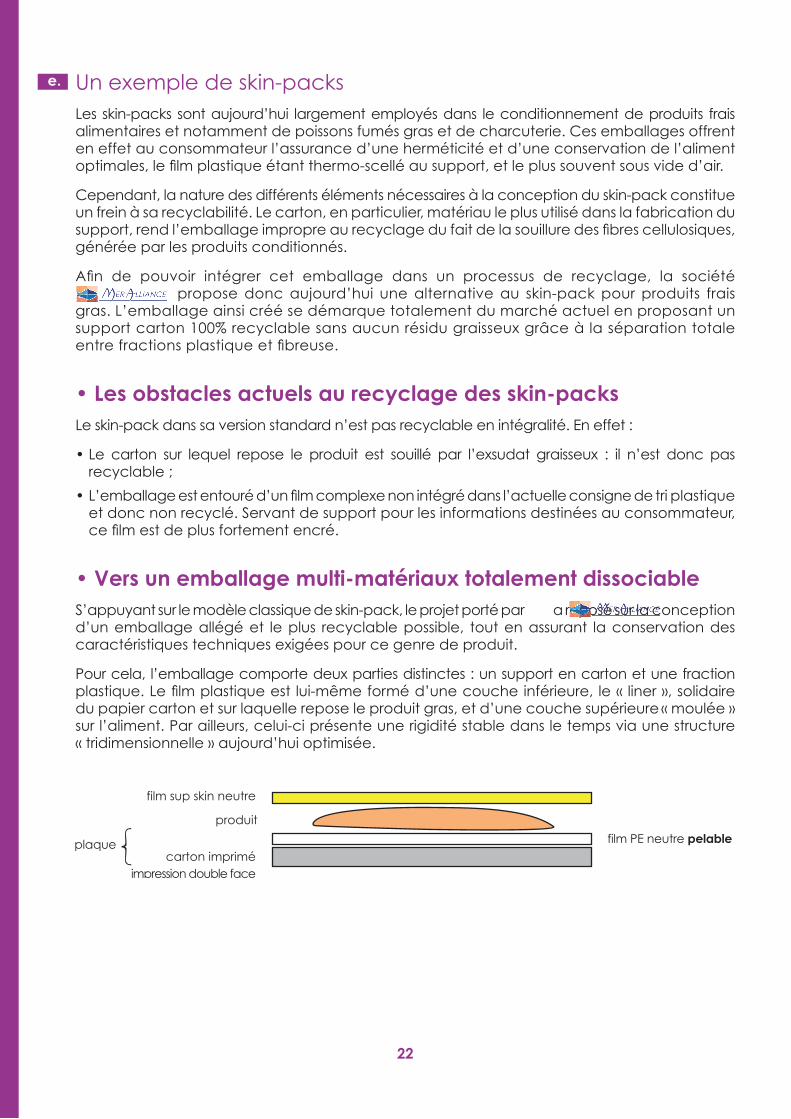
Pour cela, l’emballage comporte deux parties distinctes : un support en carton et une fraction plastique. Le film plastique est lui-même formé d’une couche inférieure, le « liner », solidaire du papier carton et sur laquelle repose le produit gras, et d’une couche supérieure « moulée » sur l’aliment. Par ailleurs, celui-ci présente une rigidité stable dans le temps via une structure « tridimensionnelle » aujourd’hui optimisée.
e.
film sup skin neutre
produit
carton impriméplaque film PE neutre pelable
impression double face
22
Afin d’assurer une recyclabilité plus globale de l’emballage, le travail a porté principalement sur :
1. Laséparabilitéduplastiqueetducarton,qui resteainsiexemptde tout résidugras : lors de l’ouverture de l’emballage, le skin doit pouvoir être parfaitement enlevé, sans pour autant emporter le liner. Ce même liner sera dans un deuxième temps, désolidarisé du support carton. La répartition des colles et des différentes forces a donc été évaluée et adaptée pour, d’une part, éviter l’arrachement du liner à l’ouverture du skin-pack, et d’autre part, limiter au mieux l’adhésion de carton au liner lors de leur séparation.
Grâce aux matériaux employés et à la nature de leur association, la séparation entre carton et plastique est donc facilitée et permet ainsi de récupérer le support carton exempt de résidus gras de poisson. Cette fraction est alors recyclable dans la filière papier-carton.
2. La nature desmatériaux contenus dans les couches plastiques, qui permet à la fois une bonne scellabilité et la conservation de l’aliment et de ses propriétés organoleptiques. Afin d’assurer une soudabilité optimale entre liner supérieur et skin inférieur, le PE a été choisi comme résine principale. Les propriétés barrières sont, quant à elles, assurées par l’EVOH (en remplacement du PA) apposé en couche intermédiaire fine (13 à 14 % de l’épaisseur totale).
Les résultats obtenus confirment l’efficacité du PE et de l’EVOH en termes de soudabilité et de protection de l’aliment. Cependant, la proportion d’EVOH devra sans doute être améliorée, le COTREP recommandant de minimiser au mieux la concentration de barrière au sein de l’emballage.2
• Principaux enseignements du projetCe projet a ainsi permis d’accéder à une solution d’emballage innovante pour ce type de secteur et :
• recyclable notamment grâce à la séparation des différents éléments carton et plastique : le consommateur sera informé via une consigne de tri sur l’emballage de la séparabilité facilitée des différents matériaux et guidé dans son geste de tri afin d’orienter les différents éléments vers le bac concerné ;
• techniquement satisfaisante en assurant la protection de l’aliment et la durabilité de l’emballage même attendue pour ce type de produit et ce, au-delà de la DLC ;
• compétitive d’un point de vue économique avec la future mise en place d’une ligne complète de fabrication 100% automatisée.
2 L’impact de l’EVOH sur la recyclabilité du PE n’a pas été encore évalué. Ce sujet fera l’objet d’une étude complète du COTREP en 2014.
23
24
APET PolyEthylène Téréphtalate Amorphe
DLC Date Limite de Consommation
EVOH Ethyl Vinyl alcool
OPS PolyStyrène Orienté
PE PolyEthylène
PEbd PolyEthylène Basse Densité
PEhd PolyEthylène Haute Densité
PP PolyPropylène
PS PolyStyrène
PSE PolyStyrène Expansé
PVC Chlorure de PolyVinyle
Liste des acronymes

Liste des acronymes

Eco-Emballages50 boulevard Haussmann75009 Paris – FranceTel : +33 (0)1 81 69 06 00Fax : +33 (0)1 81 69 07 47www.ecoemballages.fr
Adelphe93-95 rue de Provence
75009 Paris – FranceTel : +33 (0)1 81 69 05 50
Fax : +33 (0)1 81 69 05 65www.adelphe.fr