CAPTRONIC: FIABILISATION DES SYSTEMES … · C’est la loi la plus simple utilisée pour la...
81
1 CAPTRONIC: FIABILISATION DES SYSTEMES ELECTRONIQUES Jm.lasserre @serma.com [email protected] © SERMA FORMATION - REPRODUCTION INTERDITE Fiabilité des systèmes électroniques © SERMA FORMATION 2 • Définitions • Principe résistance / contrainte • Quelques notions mathématiques – Généralités – La courbe en baignoire – MTBF, MTTF • Evaluer la fiabilité prévisionnelle – Rex – Méthodes théoriques – Evaluation de la fiabilité par la réalisation d’essais de qualification • Conclusion Plan de la formation
Transcript of CAPTRONIC: FIABILISATION DES SYSTEMES … · C’est la loi la plus simple utilisée pour la...

1
CAPTRONIC:
FIABILISATION DES SYSTEMES
ELECTRONIQUES
Jm.lasserre @[email protected]
© SERMA FORMATION - REPRODUCTION INTERDITE
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 2
• Définitions• Principe résistance / contrainte• Quelques notions mathématiques
– Généralités
– La courbe en baignoire– MTBF, MTTF
• Evaluer la fiabilité prévisionnelle– Rex
– Méthodes théoriques– Evaluation de la fiabilité par la réalisation d’essais de qualification
• Conclusion
Plan de la formation
2
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 3
• Notre approche: Fiabilisation par la technologie– Profil de vie
– Utilisation du REX– Etude et choix des technologies
• Analyse BOM
• Analyse des mécanismes de défaillance
• Design électronique• Analyse industrialisation (DFM)
• Construction d’une filière ciblée– Les 5 axes
• Axe qualification (normatif)
• Axe qualification des technologies• Axe robustesse
• Axe durabilité• Axe procédés de fabrication
• Elaboration du plan de fiabilisation• Déverminage
Plan de la formation F
iab
ilit
é d
es
syst
èm
es
éle
ctro
niq
ue
s
© SERMA FORMATION 4
• Fiabilité d’un ensemble électronique
NORME X60-500La fiabilité (R) - Reliability - est l'aptitude (la probabilité) d'une entité à accomplir une fonction requise pendant un intervalle de temps donné, dans des conditions données.
C’est la qualité de fonctionnement dans le temps.
Définitions

3
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 5
• Défaillance:•Le produit (composant, carte, système) ne rempli plus sa fonction.
• Mode de défaillance•Effet à travers lequel la défaillance est observée (piste coupée, court circuit…)
• Mécanisme de défaillance•Mécanisme physique, chimique, mécanique ayant créé le mode de défaillance
DéfinitionsF
iab
ilit
é d
es
syst
èm
es
éle
ctro
niq
ue
s
© SERMA FORMATION 6
Défaillances
Aléatoires, abruptes Usure
Mécanique
Thermique
Electrique
Radiation
Chimique
Mécanique
Thermique
Electrique
Radiation
Chimique
Rupture joint brasé, rupture
broches composants
Dérive paramétrique,
déformation des matériaux
Claquage d’oxyde, ESD, latch
up, surcharge électrique…
Single Event Upset
Court circuit
Fatigue, fluage, …
Stress Driven Diffusion
Voiding (SDDV), …
Electromigration, …
Fragilisation , …
Corrosion, dendrites, …

4
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 7
DéfaillancesCAFElectromigration
Whiskers
IMC Crack
Dendrite
Rupture
bondingESD
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 8
Contrainte
Probabilité
Niveau de la contrainte
Résistance
Défaut potentiel
Principe résistance / contrainte
Comment diminuer la probabilité de défaillance?

5
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 9
Améliorer la robustesse et la durabilité
Diminuer la variabilité
Eliminer les pièces fragiles
Croissance de fiabilité par l’amélioration du produit
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 10
Quelques notions mathématiques
6
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 11
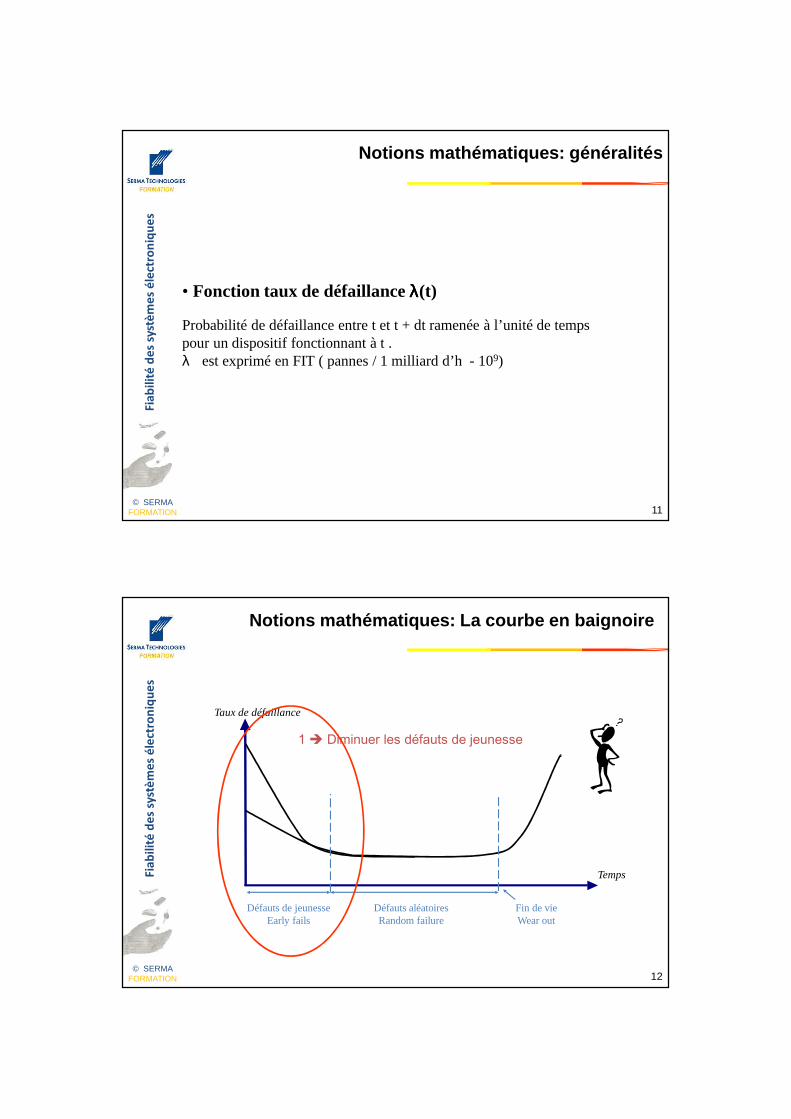
• Fonction taux de défaillance λλλλ(t)
Probabilité de défaillance entre t et t + dt ramenée à l’unité de temps pour un dispositif fonctionnant à t .λ est exprimé en FIT ( pannes / 1 milliard d’h - 109)
Notions mathématiques: généralitésF
iab
ilit
é d
es
syst
èm
es
éle
ctro
niq
ue
s
© SERMA FORMATION 12
Défauts aléatoiresRandom failure
Taux de défaillance
Temps
Défauts de jeunesseEarly fails
Fin de vieWear out
1 � Diminuer les défauts de jeunesse
Notions mathématiques: La courbe en baignoire
7
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 13
Temps
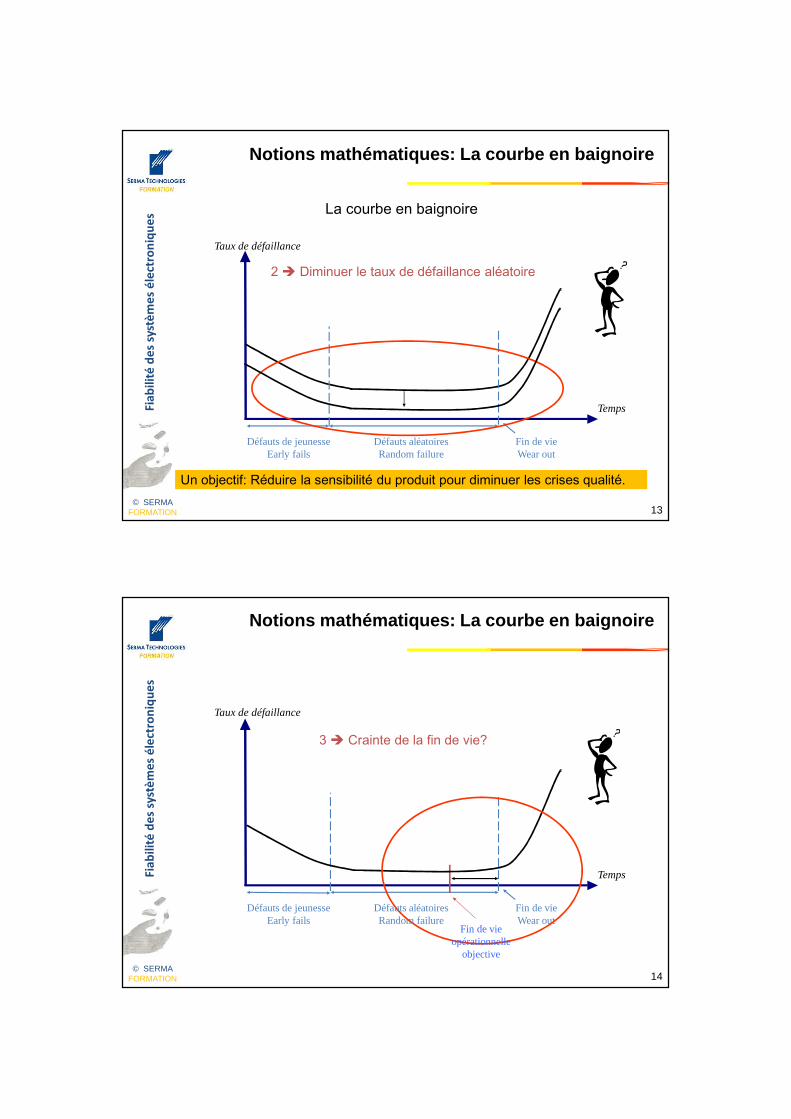
2 � Diminuer le taux de défaillance aléatoire
Un objectif: Réduire la sensibilité du produit pour diminuer les crises qualité.
La courbe en baignoire
Taux de défaillance
Défauts aléatoiresRandom failure
Défauts de jeunesseEarly fails
Fin de vieWear out
Notions mathématiques: La courbe en baignoireF
iab
ilit
é d
es
syst
èm
es
éle
ctro
niq
ue
s
© SERMA FORMATION 14
3 � Crainte de la fin de vie?
Temps
Fin de vie opérationnelle
objective
Taux de défaillance
Défauts aléatoiresRandom failure
Défauts de jeunesseEarly fails
Fin de vieWear out
Notions mathématiques: La courbe en baignoire

8
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 15
MTBF: Mean Time Between Failure
�S’applique à des ensembles réparables
Moyenne des temps de bon fonctionnement � utilisé souvent à tort pour les système électroniques
MTTF: Mean Time To Failure
Si le taux de défaillance est constant et produit non réparable:
MTBF = MTTF et λ = 1/MTTF
Notions mathématiques: MTBF, MTTFF
iab
ilit
é d
es
syst
èm
es
éle
ctro
niq
ue
s
© SERMA FORMATION 16
A t = MTTF
� R (MTTF) = e – (λ . MTTF) = e –1 = 0,37
�Au MTTF on a 63% de produits défectueux !!!!
Notions mathématiques: MTBF, MTTF
Le MTTF ne correspond pas à la durée de vie des produits,
démonstration:

9
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 17
• Population de 500,000 personnes âgées de 25 ans
• On enregistre les décès de cette population sur 1 an on observe 625 décès.
• La durée de vie cumulée de cette population est de:
500,000 x 1 an= 500,000 ans
• Sur un an le taux de mortalité est de:625 décès / 500,000 ans = 0.125 %/an
• Le MTTF est l’inverse du taux de décès soit:
1 / 0.00125 = 800 ans
Notions mathématiques: MTBF, MTTF
Attention � λ
constant
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 18
Notions mathématiques: Les lois
Gamma
Exponentielle
Normale
Weibull
Lognormale
Binomiale

10
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 19
Loi Exponentielle
C’est la loi la plus simple utilisée pour la fiabilité des composants électroniques. Elle caractérise la période de vie utile de la courbe en baignoire (λconstant)
Notions mathématiques: Les lois
R(t) Fonction fiabilité (probabilité de survie)= exp –λt
F(t) Fonction de non fiabilité (probabilité de défaillance) = 1 –R(t)
λ = (r/ N*t) * 109
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 20
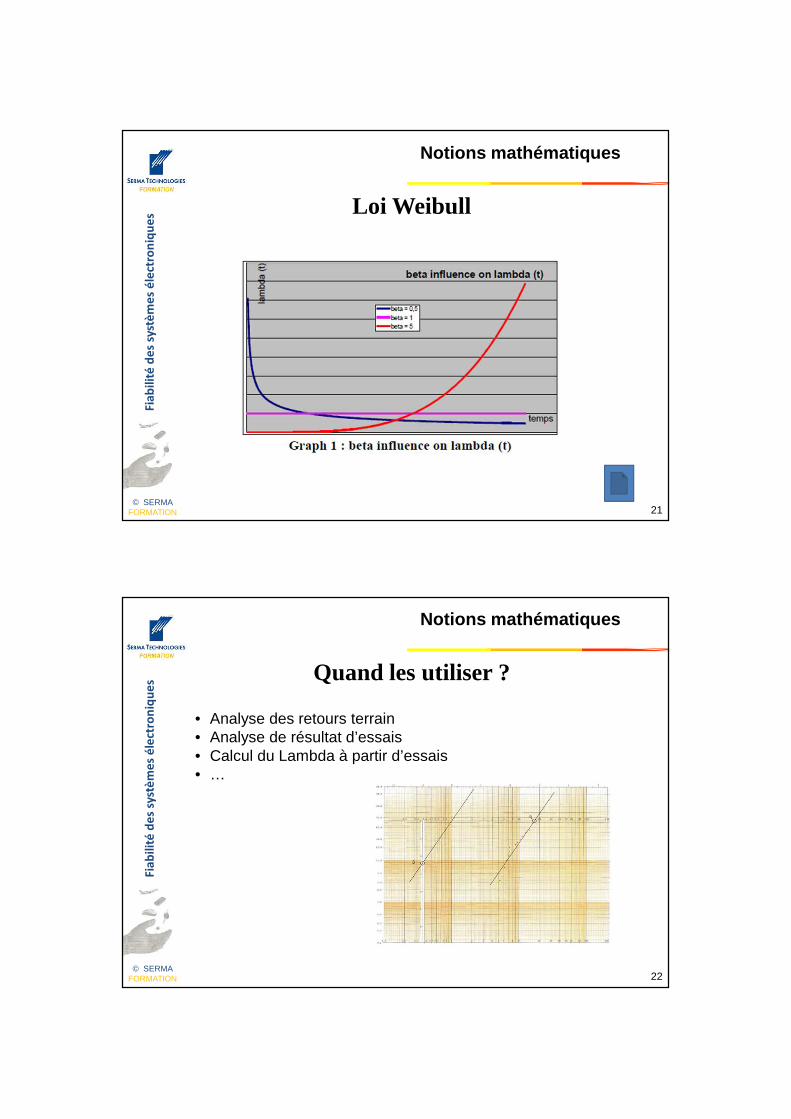
Loi Weibull
Loi à 3 paramètres:
- paramètre d’échelle (α)- paramètre de forme (β)- paramètre de position (у)Il est admis que у = 0 (démarrage des essais avec pièces neuves)
Notions mathématiques
11
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 21
Loi Weibull
Notions mathématiquesF
iab
ilit
é d
es
syst
èm
es
éle
ctro
niq
ue
s
© SERMA FORMATION 22
Quand les utiliser ?
• Analyse des retours terrain• Analyse de résultat d’essais• Calcul du Lambda à partir d’essais• …
Notions mathématiques

12
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 23
Evaluer la Fiabilité Prévisionnelle
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 24
La Fiabilité Prévisionnelle
OBJECTIF : Evaluer le taux de défaillance d ’un
ensemble électronique
�Les réponses les plus communes:
�Retour d’expérience ( REX )
�Théoriques- MIL-HDBK-217F- UTE 80 C 810 / IEC 62380 (RDF 2000)- UTE 80 C 811 (FIDES)
�Filière d’essais

13
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 25
Retour d ’expérience / REX
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 26
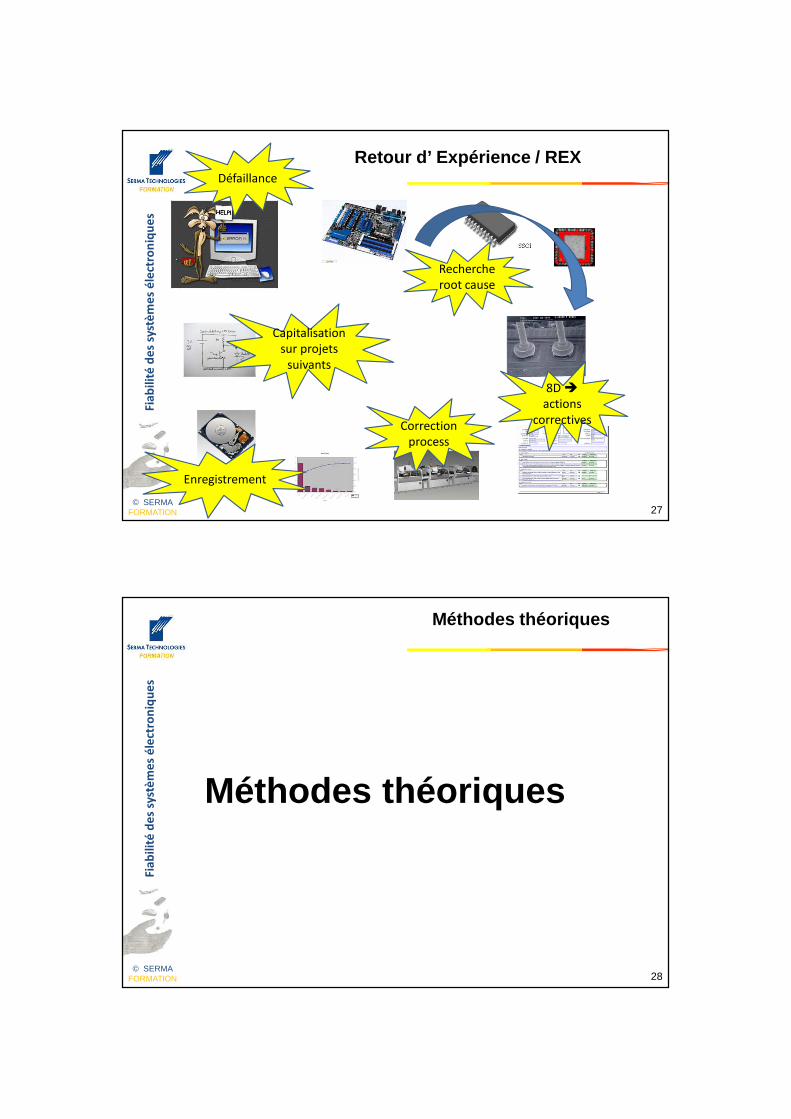
1. Fournir un document (fichier) permettant d’enregistrer, capitaliser et diffuser les expériences qui affectent la fiabilité du système.
2. Créer une visibilité sur les améliorations continues dans l’entreprise.
3. Mettre en place une revue systématique à chaque lancement de nouveau produit pour éviter la récurrence des erreurs.
Retour d’ Expérience / REX
14
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 27
Retour d’ Expérience / REXDéfaillance
Recherche
root cause
8D �
actions
correctivesCorrection
process
Enregistrement
Capitalisation
sur projets
suivants
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 28
Méthodes théoriques
Méthodes théoriques

15
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 29
Méthodes théoriques: Généralités
Calcul du taux
de défaillance
/cpts/cartes/
système (λ)
Probabilité de réussite d’une
mission
Calcul du MTBF
Lien avec les études de
testabilité (couverture de test)
Maintenabilité
Etudes de sécurité (analyses
des évènements redoutés)
Dimensionnement des stocks
de pièces de rechange
Calcul de la fiabilité
prévisionnelle en fonction des
configuration des BOM
� Objectif: calculer le taux de défaillance prévisionnel d’un système. Le taux de défaillance d’une carte équipée s’exprime en pannes par million d’heure (/106h) ou en pannes par milliard d’heure (/109h)
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 30
Méthodes théoriques: Généralités
�Avantages :
�D’avoir très tôt (pas de cartes fabriquées, produit au stade design) une idée quantitative du taux de défaillance prévisionnel du produit. Elle permet donc:
� de comparer (au niveau du designer) la fiabilité prévue aux objectifs de fiabilité ou aux besoins exprimés.
�De déterminer le(s) contributeur(s) majeur(s) du λ
�D’évaluer la sensibilité des facteurs de stress (température, tension, puissance, …)

16
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 31
Méthodes théoriques
Inconvénients des méthodes théoriques:
�Travaillent sur la partie constante de la courbe en baignoire.
Défauts aléatoiresRandom failure
Taux de défaillance
Temps
Défauts de jeunesseEarly fails
Fin de vieWear out
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 32
Méthodes théoriques: Généralités
17
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 33
Méthodes théoriques: Généralités
Principales méthodes utilisées en France :
� MIL-HDBK-217F (militaires américains)
� RDF 2000 / UTE C 80-810 / IEC 62380
� UTE 80 C 811 (FIDES)
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 34
Méthodes théoriques
Méthodes théoriques
MIL HDBK 217F
18
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 35
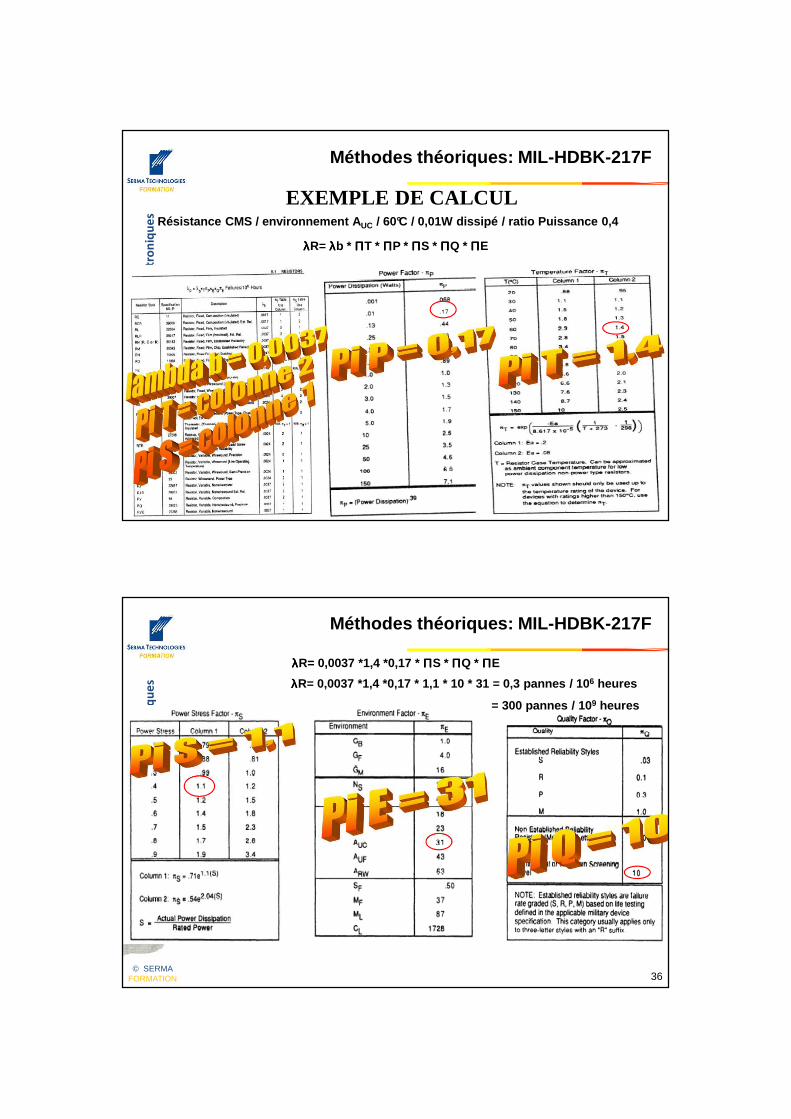
EXEMPLE DE CALCUL
Méthodes théoriques: MIL-HDBK-217F
λλλλR= λλλλb * ΠΠΠΠT * ΠΠΠΠP * ΠΠΠΠS * ΠΠΠΠQ * ΠΠΠΠE
Résistance CMS / environnement A UC / 60°C / 0,01W dissipé / ratio Puissance 0,4
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 36
Méthodes théoriques: MIL-HDBK-217F
λλλλR= 0,0037 *1,4 *0,17 * ΠΠΠΠS * ΠΠΠΠQ * ΠΠΠΠE
λλλλR= 0,0037 *1,4 *0,17 * 1,1 * 10 * 31 = 0,3 pannes / 10 6 heures
= 300 pannes / 10 9 heures
19
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 37
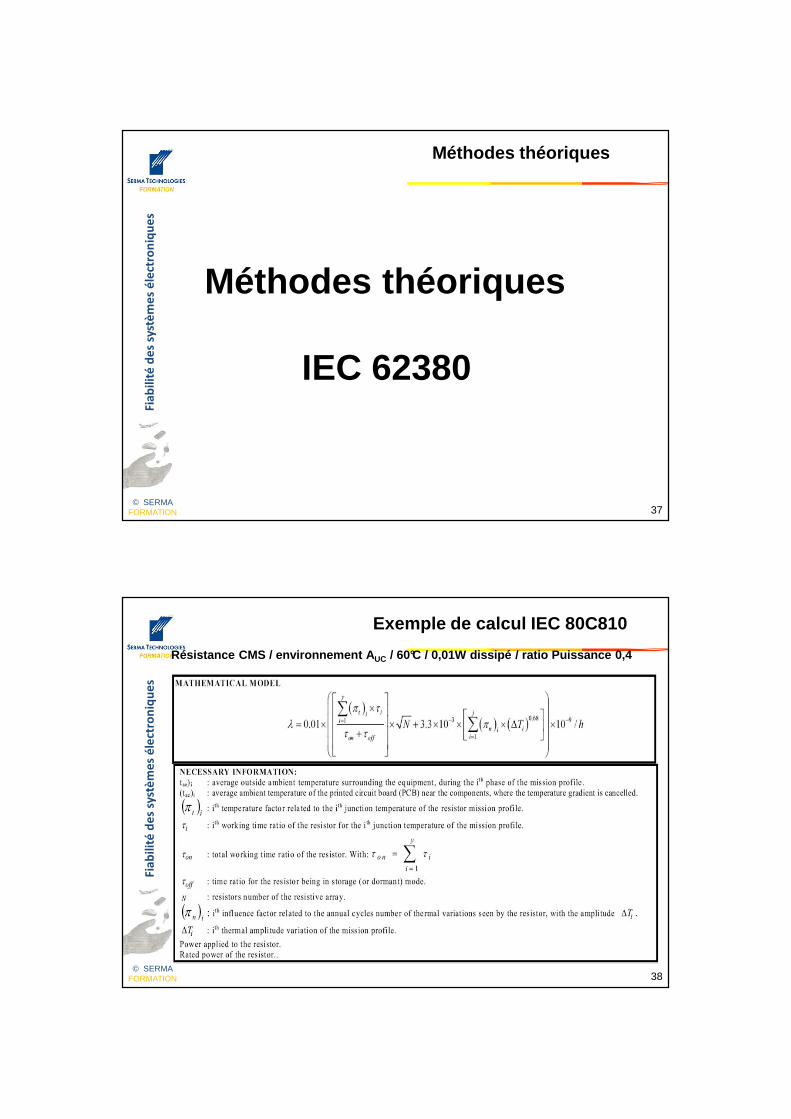
Méthodes théoriques
Méthodes théoriques
IEC 62380
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 38
Résistance CMS / environnement A UC / 60°C / 0,01W dissipé / ratio Puissance 0,4
Exemple de calcul IEC 80C810
20
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 39
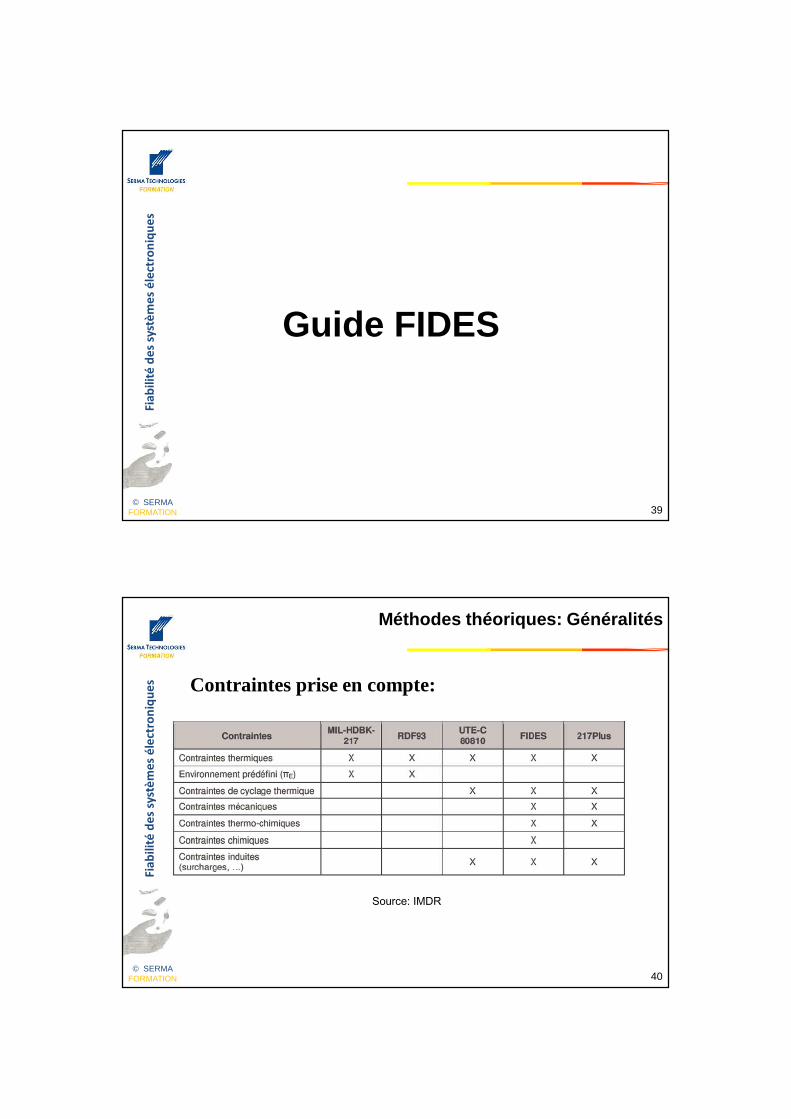
Guide FIDES
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 40
Méthodes théoriques: Généralités
Contraintes prise en compte:
Source: IMDR
21
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 41
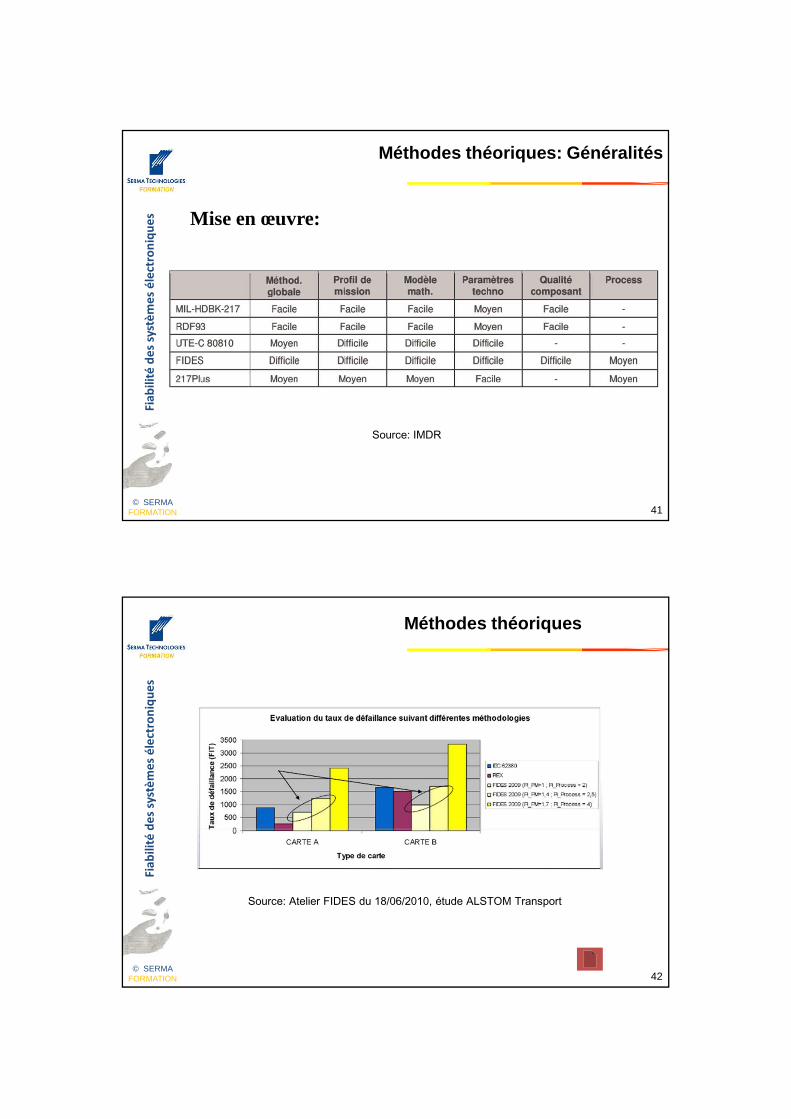
Méthodes théoriques: Généralités
Mise en œuvre:
Source: IMDR
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 42
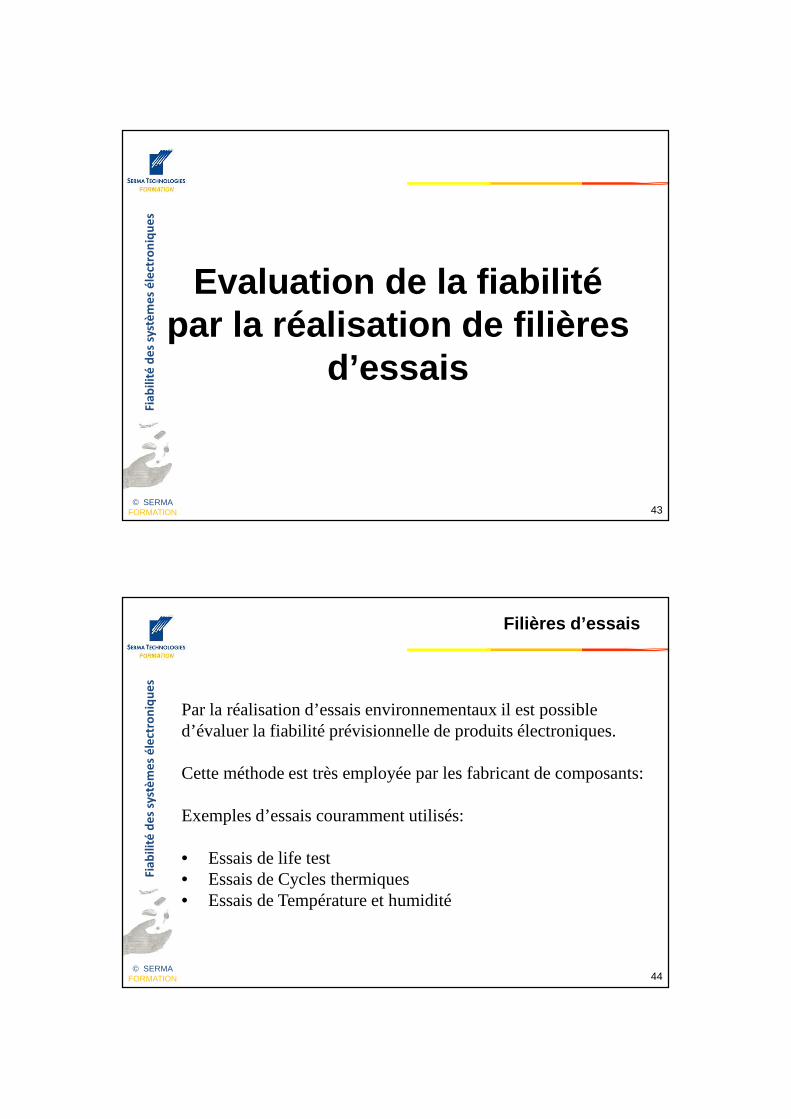
Méthodes théoriques
Source: Atelier FIDES du 18/06/2010, étude ALSTOM Transport
22
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 43
Evaluation de la fiabilité par la réalisation de filières
d’essais
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 44
Par la réalisation d’essais environnementaux il est possible d’évaluer la fiabilité prévisionnelle de produits électroniques.
Cette méthode est très employée par les fabricant de composants:
Exemples d’essais couramment utilisés:
• Essais de life test• Essais de Cycles thermiques• Essais de Température et humidité
Filières d’essais
23
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 45
Filières d’essaisF
iab
ilit
é d
es
syst
èm
es
éle
ctro
niq
ue
s
© SERMA FORMATION 46
Inconvénients:
• Nécessite un nombre important d’heure de fonctionnement cumulées (Temps essais * Nb de pièces * AF)
•Ce qui est facile au niveau composants est plus compliqué au niveau cartes et systèmes.
•Les données disponibles auprès des fabricants (λ) sont souvent calculées qu’à partir d’un seul essai (Life test).
Filières d’essais
24
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 47
Filières d’essais
Conclusion
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 48
Ces différentes méthodes ne couvrent pas l’ensemble des problématiques liées à la fiabilisation des système s :
Cela est d’autant plus important que la majorité des mécanismes de défaillances a des origines
extrinsèques "composant"
Conclusion….
Profil de mission des utilisateurs finaux
Procédés industriels, du stockage des composants un itaires jusqu’au transport et stockage des équipements avan t utilisation
Technologies utilisées avec leurs mécanismes de déf aillances associés, et leurs sensibilités aux contraintes ext ernes
25
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 49
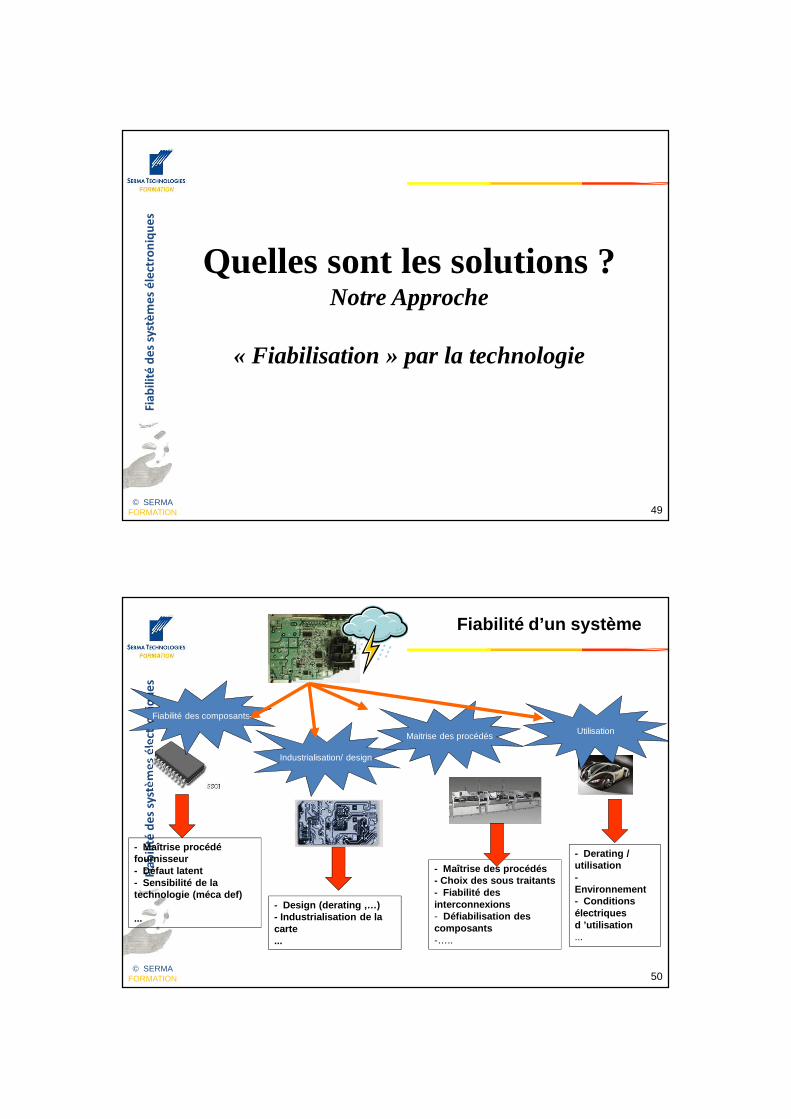
Quelles sont les solutions ?Notre Approche
« Fiabilisation » par la technologie
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 50
Fiabilité des composants
Maitrise des procédésUtilisation
- Maîtrise procédé fournisseur- Défaut latent- Sensibilité de la technologie (méca def)
...
- Derating / utilisation-Environnement- Conditions électriques d ’utilisation...
Fiabilité d’un système
- Design (derating ,…)- Industrialisation de la carte...
Industrialisation/ design
- Maîtrise des procédés- Choix des sous traitants - Fiabilité des interconnexions- Défiabilisation des composants-…..
26
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 51
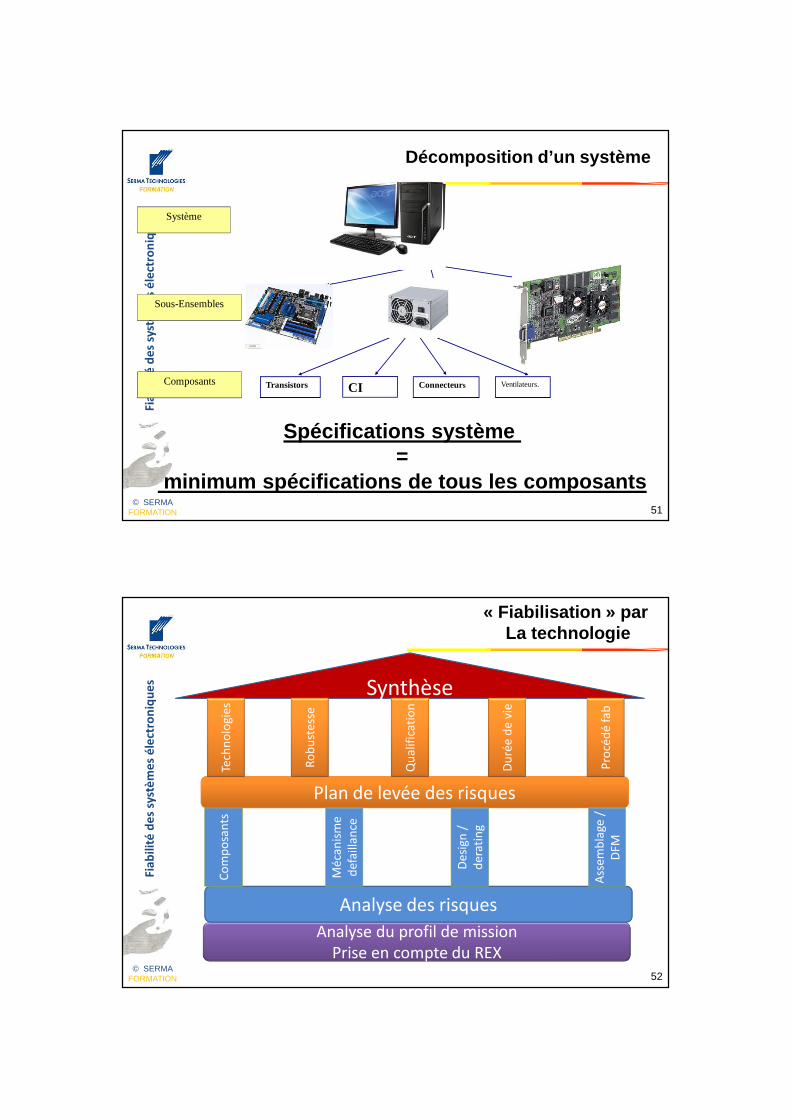
Décomposition d’un système
Transistors CI Connecteurs Ventilateurs.
Système
Sous-Ensembles
Composants
Spécifications système =
minimum spécifications de tous les composants
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 52
« Fiabilisation » par La technologie
Analyse du profil de mission
Prise en compte du REX
Analyse des risques
Co
mp
osa
nts
Plan de levée des risques
Synthèse
Mé
can
ism
e
de
fail
lan
ce
De
sig
n /
de
rati
ng
Ass
em
bla
ge
/
Ass
em
bla
ge
/
DF
M
Tech
no
log
ies
Ro
bu
ste
sse
Du
rée
de
vie
Pro
céd
é f
ab
Qu
ali
fica
tio
n
27
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 53
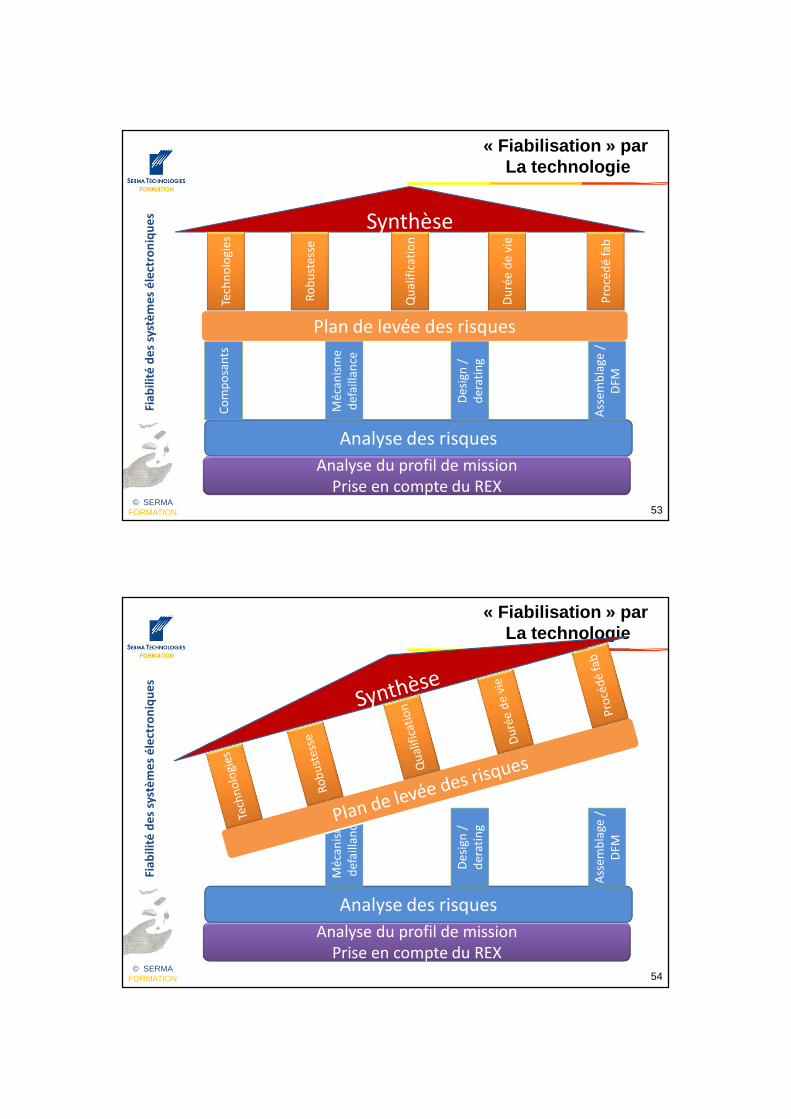
« Fiabilisation » par La technologie
Analyse du profil de mission
Prise en compte du REX
Analyse des risques
Plan de levée des risques
Synthèse
Mé
can
ism
e
de
fail
lan
ce
De
sig
n /
de
rati
ng
Ass
em
bla
ge
/
Ass
em
bla
ge
/
DF
M
Tech
no
log
ies
Ro
bu
ste
sse
Du
rée
de
vie
Pro
céd
é f
ab
Qu
ali
fica
tio
n
Co
mp
osa
nts
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 54
« Fiabilisation » par La technologie
Analyse du profil de mission
Prise en compte du REX
Analyse des risques
Mé
can
ism
e
de
fail
lan
ce
De
sig
n /
de
rati
ng
Ass
em
bla
ge
/
Ass
em
bla
ge
/
DF
M
28
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 55
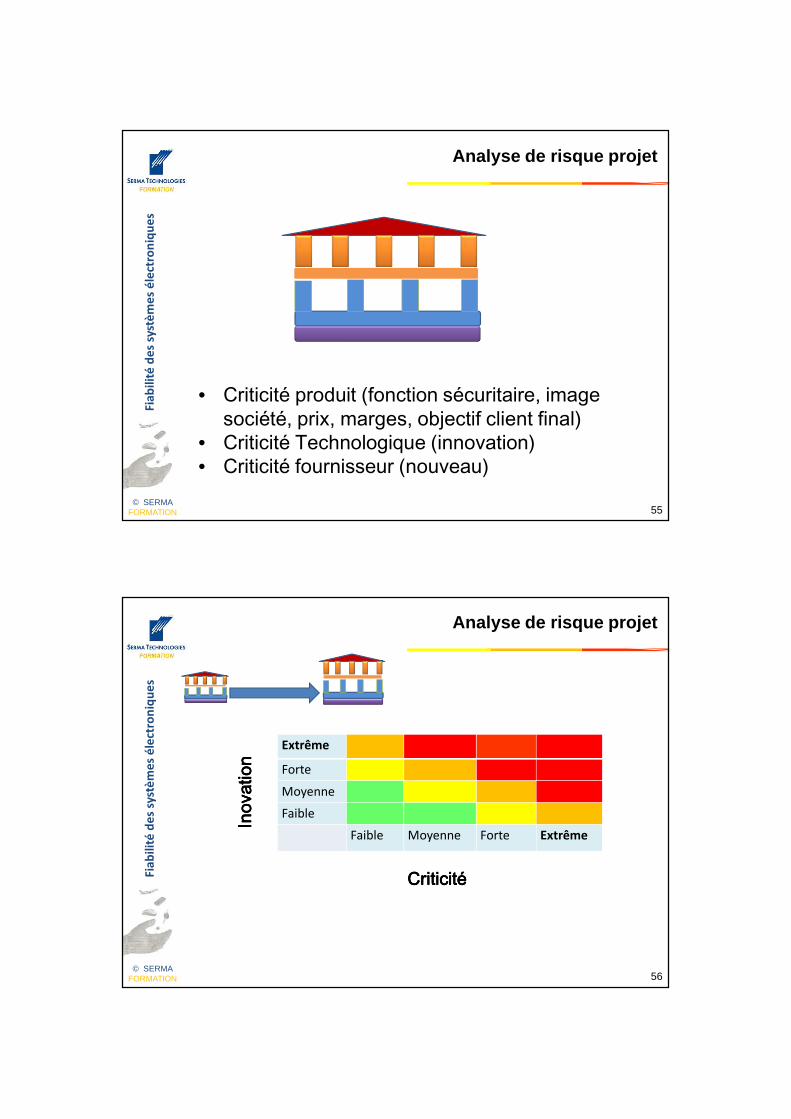
Analyse de risque projet
• Criticité produit (fonction sécuritaire, image société, prix, marges, objectif client final)
• Criticité Technologique (innovation)• Criticité fournisseur (nouveau)
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 56
Analyse de risque projet
Extrême
Forte
Moyenne
Faible
Faible Moyenne Forte Extrême
CriticitéCriticitéCriticitéCriticité
Inov
atio
nIn
ovat
ion
Inov
atio
nIn
ovat
ion

29
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 57
« Fiabilisation » par La technologie
Analyse du profil de mission
Prise en compte du REX
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 58
Profil de vie :
De la fabrication des sous ensembles à l’utilisation du
système final
30
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 59
Profil de vieF
iab
ilit
é d
es
syst
èm
es
éle
ctro
niq
ue
s
© SERMA FORMATION 60
Profil de vie
31
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 61
Profil de vie
� Rechercher les valeurs min/max: Une analyse plus fine incluant les aspects financiers permettra de valider si les extrêmes seront couverts.
% d’utilisateurs
Valeur de la contrainte
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 62
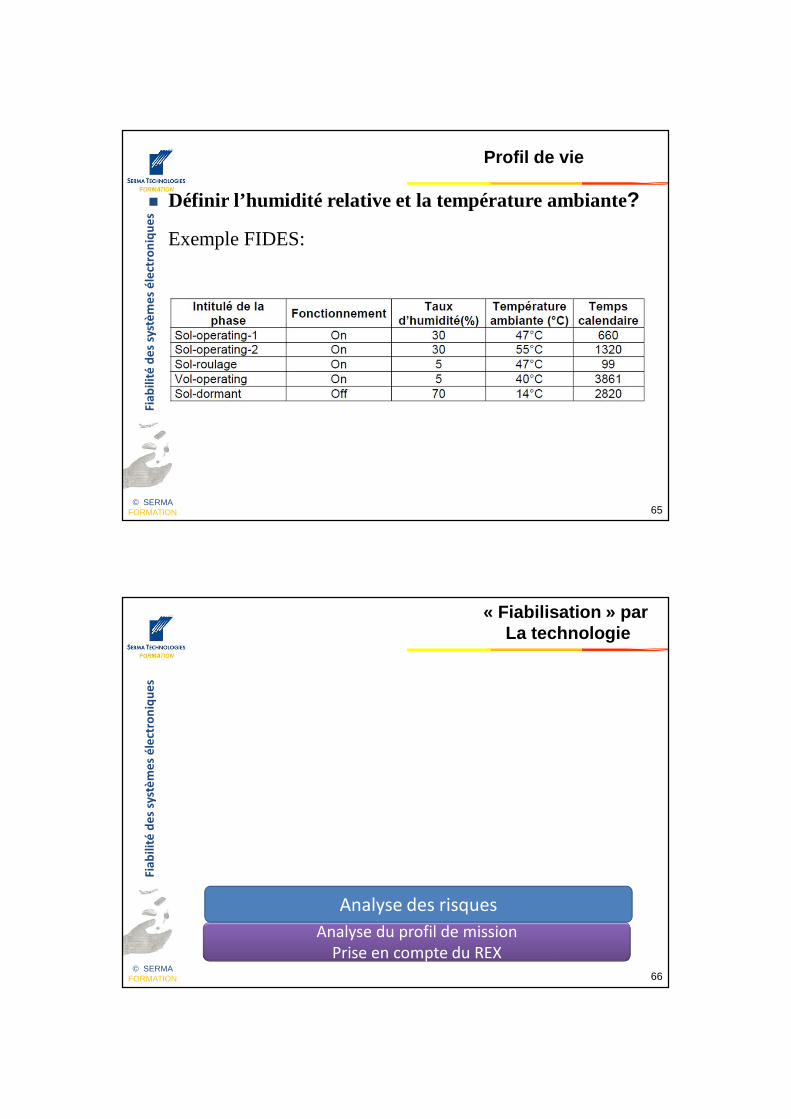
Profil de vie
Sur un an / 8 760 heuresRépartition des durées par mode
80%
5%
10%5%
Mode ON
Mode stand by
Mode OFF
Mode puissance
� Lister les différents modes de fonctionnement
� Quantifier les durées de chaque mode (/ 1 an)
� Quelle est la durée de vie désirée?
� Durée de garantie?
Durée « contractuelle » ? Durée de nécessité de remplacement acceptable ?
� Impact direct sur les technologies choisies (fiabilité, €€€€€)
� sur les durées d’essais qualification / fiabilisation (fiabilité, €€€€€)
32
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 63
Profil de vie
Répartition des durées par mode
80%
5%
10%5%
Mode ON
Mode stand by
Mode OFF
Mode puissance
Quelles sont les températures vues par le produit?
� Répartir chaque mode avec les températures par
histogramme
Histogramme des températures en Mode ON
0
100
200
300
400
500
600
700
30°C 60°C 90°C
Heu
res
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 64
Profil de vie
� Définir les variations de température?
Exemple FIDES:
33
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 65
Profil de vie
� Définir l’humidité relative et la température ambiante?
Exemple FIDES:
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 66
« Fiabilisation » par La technologie
Analyse du profil de mission
Prise en compte du REX
Analyse des risques
34
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 67
Analyse technologies
OBJECTIF : Anticiper les risques entre les technologies utilisées…..
� Composants : passifs, actifs, discrets,…..� Technologies : PCB, alliages, flux,…� Procédés : vague, press fit, Pin In Paste,…
…..et le profil de vie
�Stockage, Transport�Fabrication �Utilisation
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 68
L’objectif est de ne pas “ requalifier ” toutes les technologies (trop coûteux) mais d’effectuer une évaluation des composants“ à risque ” pour l’application.
Analyse technologies
35
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 69
« Fiabilisation » par La technologie
Analyse du profil de mission
Prise en compte du REX
Analyse des risques
Co
mp
osa
nts
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 70
�Objectif: Vérifier chaque élément de la nomenclature et relever:
• Référence• Boîtier• Technologie• Obsolescence• ROHS ou non• Finition des broches• Niveau ESD• Niveau MSL• Qualification• …
Analyse des nomenclatures
36
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 71
« Fiabilisation » par La technologie
Analyse du profil de mission
Prise en compte du REX
Analyse des risques
Co
mp
osa
nts
Mé
can
ism
e
de
fail
lan
ce
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 72
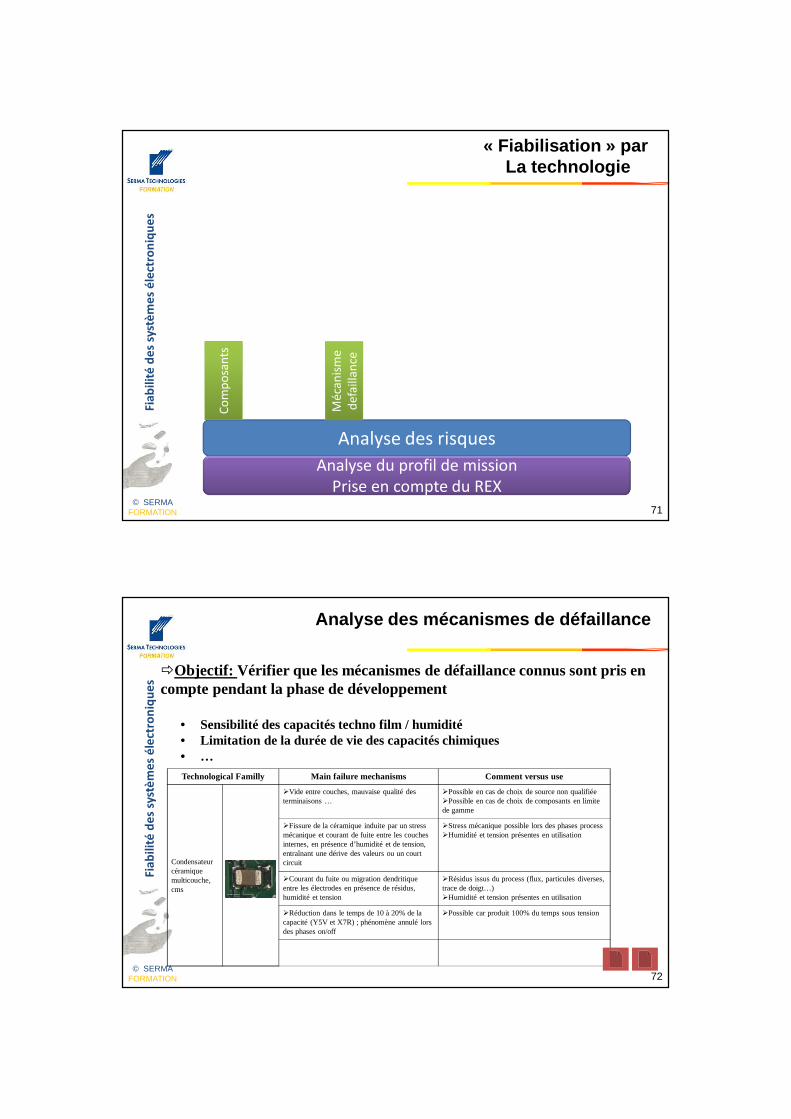
�Objectif: Vérifier que les mécanismes de défaillance connus sont pris en compte pendant la phase de développement
• Sensibilité des capacités techno film / humidité• Limitation de la durée de vie des capacités chimiques• …
Analyse des mécanismes de défaillance
Technological Familly Main failure mechanisms Comment versus use
Condensateur céramique multicouche, cms
�Vide entre couches, mauvaise qualité des terminaisons …
�Possible en cas de choix de source non qualifiée�Possible en cas de choix de composants en limite de gamme
�Fissure de la céramique induite par un stress mécanique et courant de fuite entre les couches internes, en présence d’humidité et de tension, entraînant une dérive des valeurs ou un court circuit
�Stress mécanique possible lors des phases process �Humidité et tension présentes en utilisation
�Courant du fuite ou migration dendritique entre les électrodes en présence de résidus, humidité et tension
�Résidus issus du process (flux, particules diverses, trace de doigt…)�Humidité et tension présentes en utilisation
�Réduction dans le temps de 10 à 20% de la capacité (Y5V et X7R) ; phénomène annulé lors des phases on/off
�Possible car produit 100% du temps sous tension
37
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 73
« Fiabilisation » par La technologie
Analyse du profil de mission
Prise en compte du REX
Analyse des risques
Co
mp
osa
nts
Mé
can
ism
e
de
fail
lan
ce
De
sig
n /
de
rati
ng
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 74
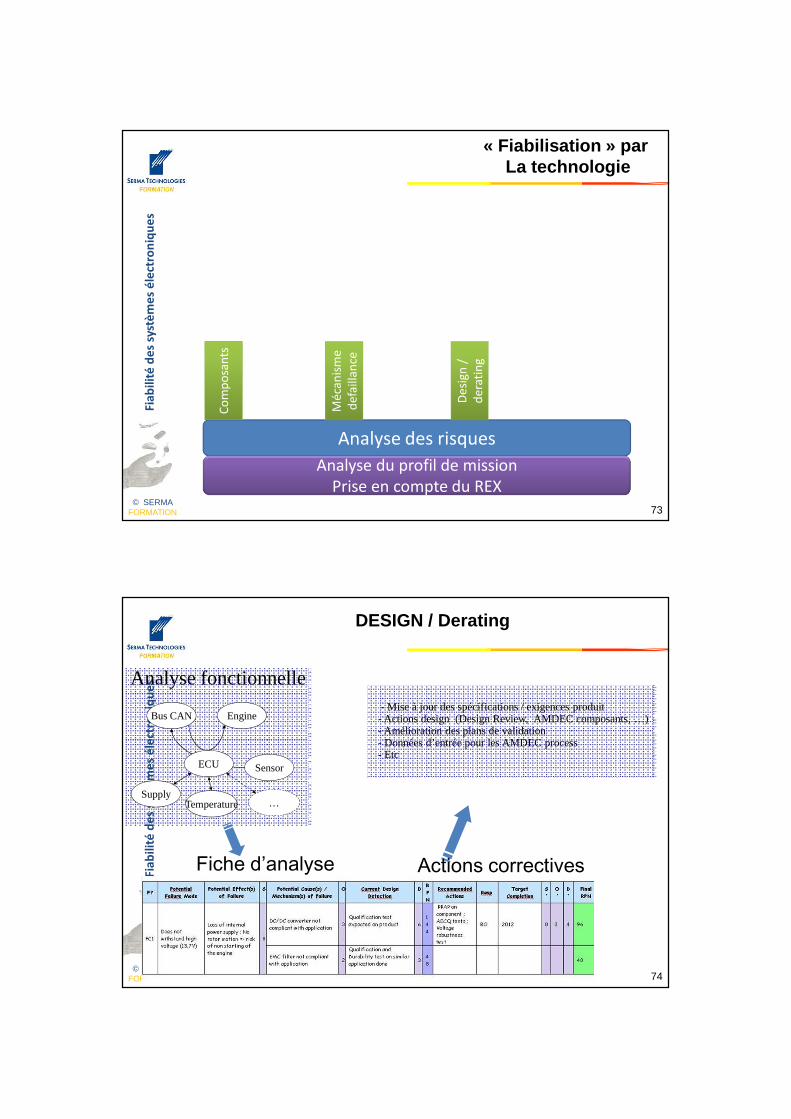
DESIGN / Derating
Bus CAN Engine
Sensor
SupplyTemperature
ECU
…
Analyse fonctionnelle
Fiche d’analyse
- - Mise à jour des spécifications / exigences produit- - Actions design (Design Review, AMDEC composants, …)- - Amélioration des plans de validation- - Données d’entrée pour les AMDEC process- - Etc
Actions correctives

38
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 75
« Fiabilisation » par La technologie
Analyse du profil de mission
Prise en compte du REX
Analyse des risques
Co
mp
osa
nts
Mé
can
ism
e
de
fail
lan
ce
De
sig
n /
de
rati
ng
Ass
em
bla
ge
/
Ass
em
bla
ge
/
DF
M
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 76
Analyse de risques Vs l’industrialisation
39
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 77
•DFR (Design for Reliability) : Concevoir un système sûr, fiable, robuste et répétable.
•Cette démarche doit s’inscrire dans le processus de développement global du produit afin de:
• Améliorer la qualité et fiabilité du produit,• Améliorer la flexibilité en terme de fabrication,• Réduire les temps de cycles (développement et fabrication..),• Réduire les coûts,•…/…
Analyse des points critiques Vs l ’industrialisation
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 78
Toujours plus de DFx……..ou travailler pour l’industrialisation

40
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 79
DFx….
• Designer pour fabriquer plus facilement• Designer pour fabriquer partout dans le monde• Designer pour fabriquer à moindre coût• Désigner pour réaliser l’assemblage en automatique• Designer pour assembler en CMS• Designer pour contrôler (inspection visuelle ou AOI)• Designer pour tester• Designer pour le sans plomb• Designer pour éviter les risques de défiabilisation par le
process• Designer pour vernir• …
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 80
Analyse des points critiques Vs l ’industrialisation
En résumé:
�Les process doivent être définis le plus rapidement possible�La stratégie de test doit être prise en compte tout au long du développement (ICT, F°, Flying probe, AOI, contrôle visuel, sampling,…)�Les règles d’industrialisation doivent être décrites dans des guidelines internes�Pour certains items (mise en flancs, découpe des flancs, ouverture des stencils, mires…) cela peut nécessiter un travail en commun avec l’assembleur!
41
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 81
« Fiabilisation » par La technologie
Analyse du profil de mission
Prise en compte du REX
Analyse des risques
Co
mp
osa
nts
Plan de levée des risquesM
éca
nis
me
de
fail
lan
ce
De
sig
n /
de
rati
ng
Ass
em
bla
ge
/
Ass
em
bla
ge
/
DF
M
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 82
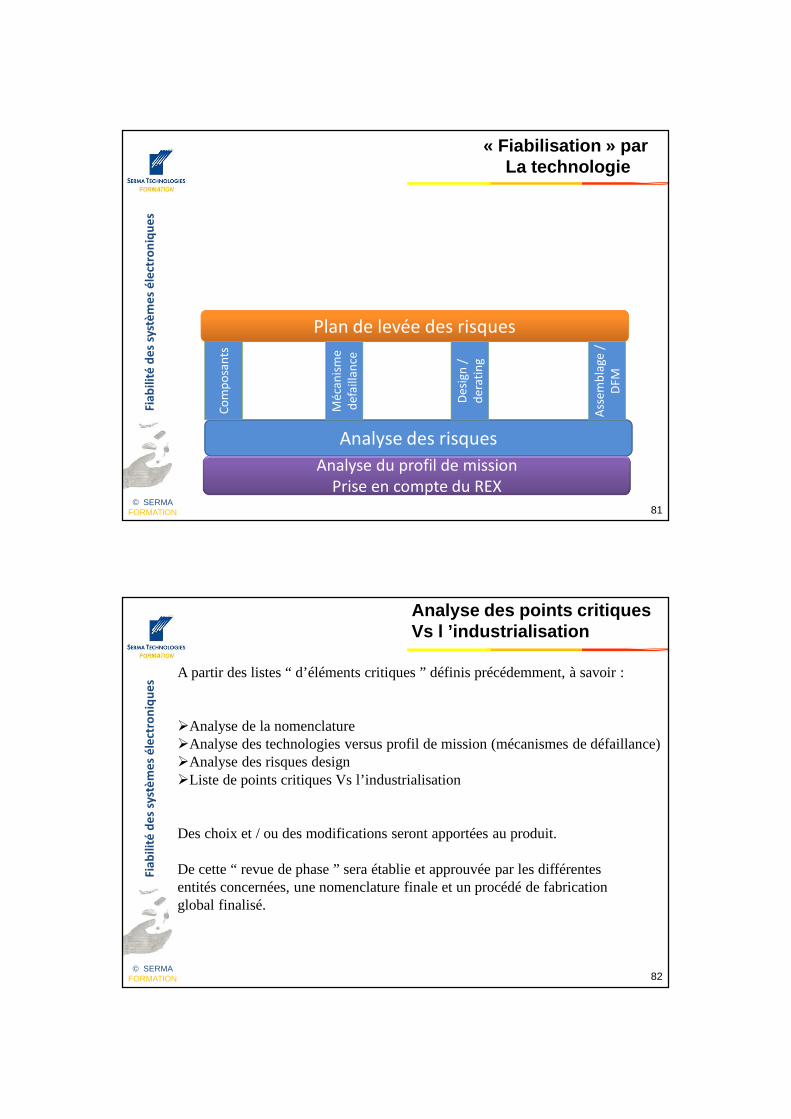
A partir des listes “ d’éléments critiques ” définis précédemment, à savoir :
�Analyse de la nomenclature�Analyse des technologies versus profil de mission (mécanismes de défaillance)�Analyse des risques design�Liste de points critiques Vs l’industrialisation
Des choix et / ou des modifications seront apportées au produit.
De cette “ revue de phase ” sera établie et approuvée par les différentes entités concernées, une nomenclature finale et un procédé de fabrication global finalisé.
Analyse des points critiques Vs l ’industrialisation
42
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 83
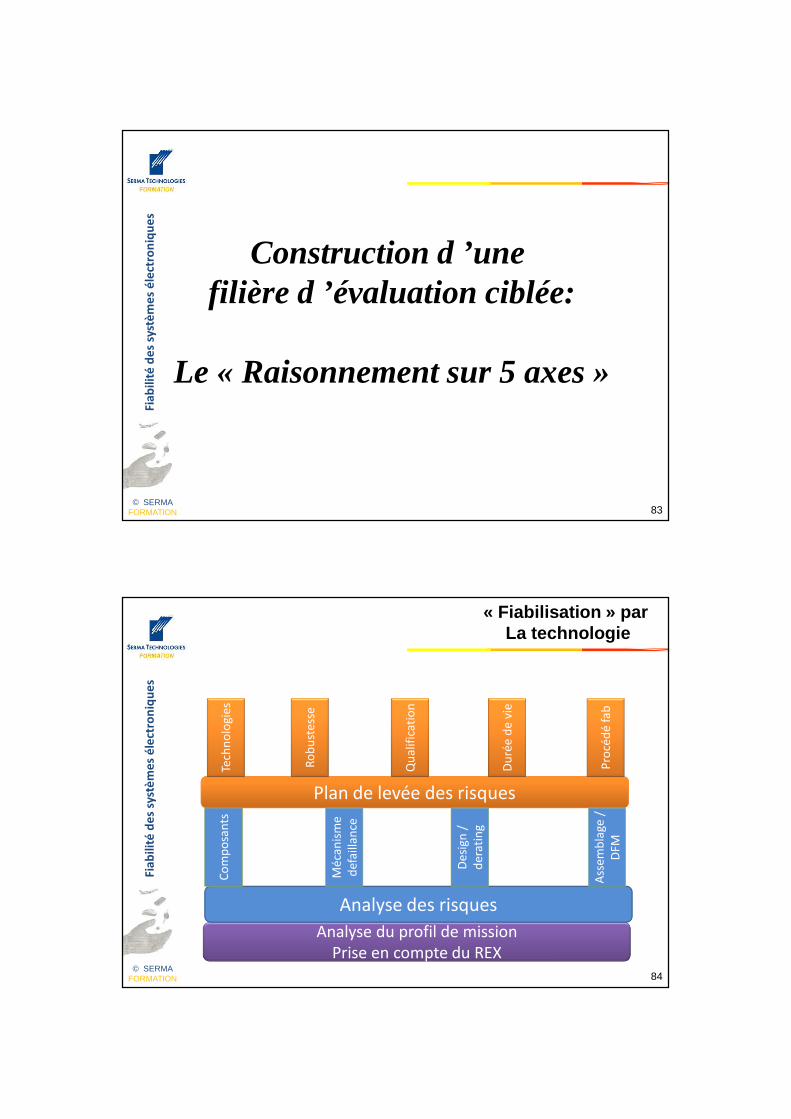
Construction d ’unefilière d ’évaluation ciblée:
Le « Raisonnement sur 5 axes »
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 84
« Fiabilisation » par La technologie
Analyse du profil de mission
Prise en compte du REX
Analyse des risques
Co
mp
osa
nts
Plan de levée des risques
Mé
can
ism
e
de
fail
lan
ce
De
sig
n /
de
rati
ng
Ass
em
bla
ge
/
Ass
em
bla
ge
/
DF
M
Tech
no
log
ies
Ro
bu
ste
sse
Du
rée
de
vie
Pro
céd
é f
ab
Qu
ali
fica
tio
n
43
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 85
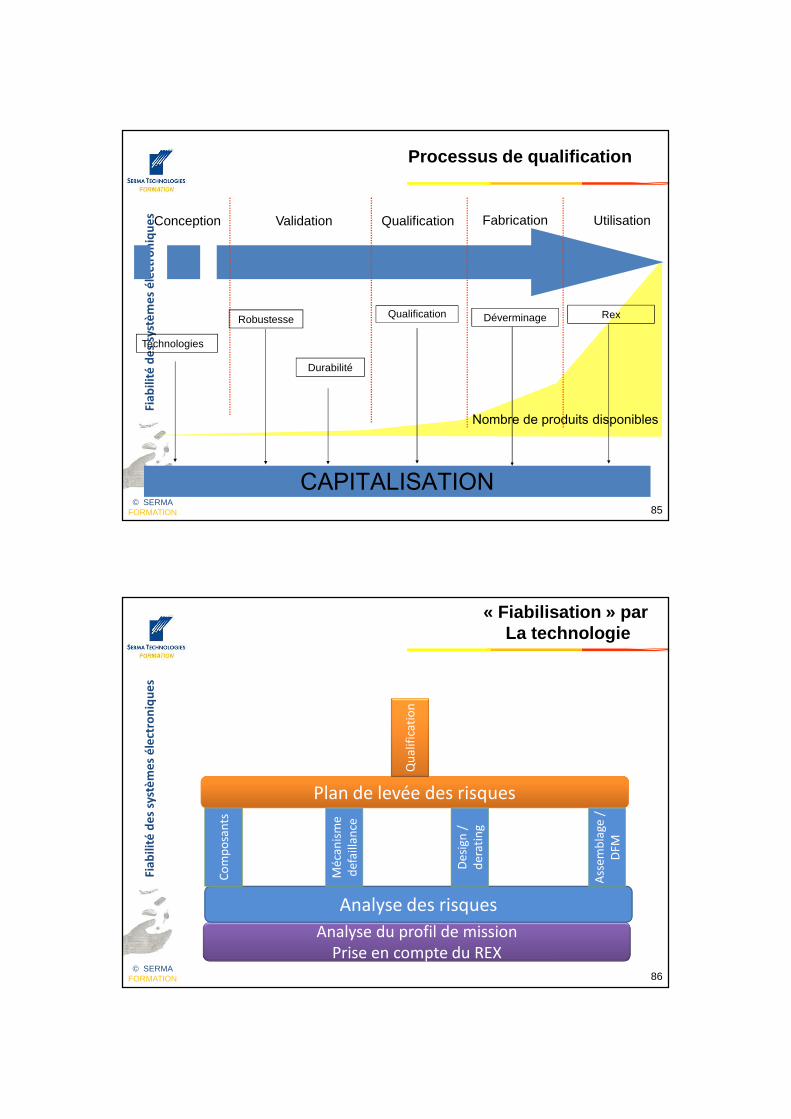
Nombre de produits disponibles
Technologies
Conception Validation
Robustesse
Durabilité
Qualification
Qualification
Fabrication
Déverminage
Utilisation
Rex
Processus de qualification
CAPITALISATION
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 86
« Fiabilisation » par La technologie
Analyse du profil de mission
Prise en compte du REX
Analyse des risques
Co
mp
osa
nts
Plan de levée des risques
Mé
can
ism
e
de
fail
lan
ce
De
sig
n /
de
rati
ng
Ass
em
bla
ge
/
Ass
em
bla
ge
/
DF
M
Qu
ali
fica
tio
n
44
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 87
Pour les systèmes, des normes, par filière, définissent les essais à réaliser pour « qualifier » un équipement électronique:
� Grand public: normes par secteur, IEC …
� Automobile: normesISO16750déclinées par chaque constructeur,ou normes propres aux constructeurs (Renault, PSA, Toyota,…)
� Militaire: normes MIL, …
� Ferroviaire:EN50155
� Spatial: normes ESA
� Aéronautique: normeDO160,...
Filière d ’essaisF
iab
ilit
é d
es
syst
èm
es
éle
ctro
niq
ue
s
© SERMA FORMATION 88
Filières d’essais
Inconvénients:
• Ne prend pas en compte le profil de mission réel:
• La durée des essais est souvent très courte• Certaines contraintes ne sont pas validées
45
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 89
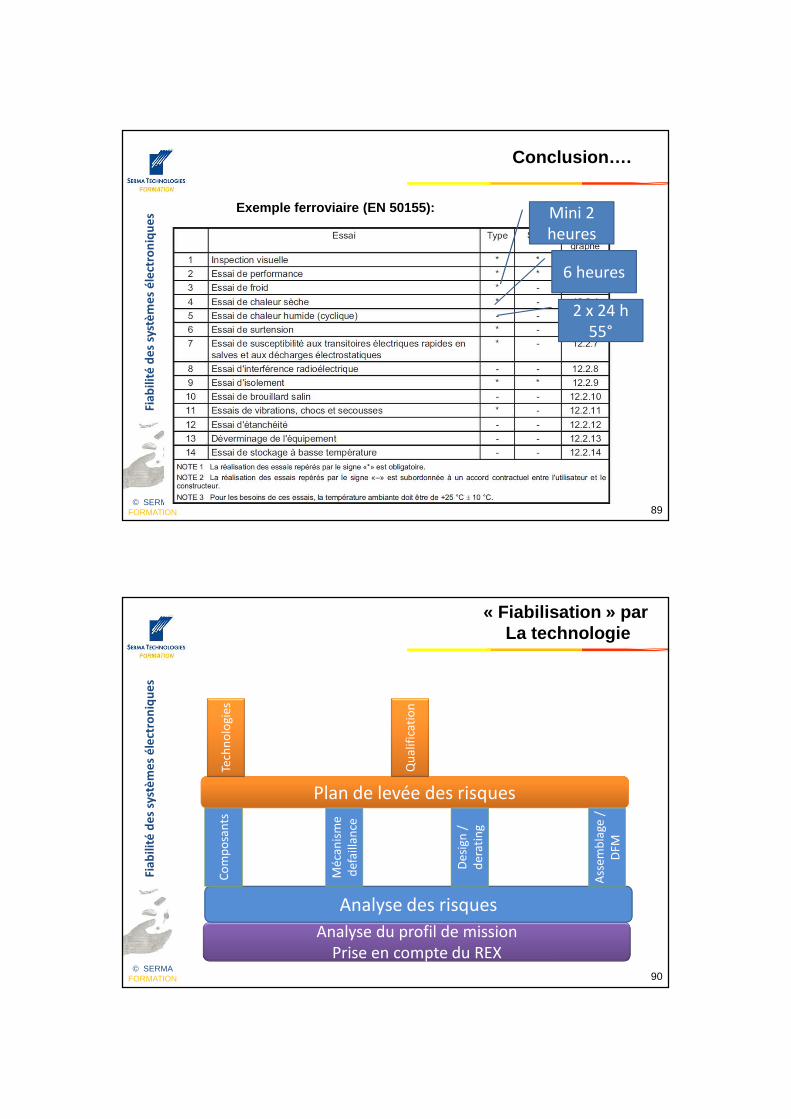
Conclusion….
Exemple ferroviaire (EN 50155): Mini 2
heures
6 heures
2 x 24 h
55°
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 90
« Fiabilisation » par La technologie
Analyse du profil de mission
Prise en compte du REX
Analyse des risques
Co
mp
osa
nts
Plan de levée des risques
Mé
can
ism
e
de
fail
lan
ce
De
sig
n /
de
rati
ng
Ass
em
bla
ge
/
Ass
em
bla
ge
/
DF
M
Tech
no
log
ies
Qu
ali
fica
tio
n
46
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 91
Qualification
Des Technologies :
PCB, sans plomb, flux,…
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 92
� Principes
� comprendre la technologie et ses faiblesses
�définir et réaliser un plan d’expérience (paramètres process)
� définir les essais à réaliser : VRT? HTOL? T&H?
� nombre de pièces et représentativité : process?
� paramétrage des essais lié aux mécanismes de défaillancequalification ou durée de vie?
� critères de validation de la filière
� séquencement des essais
Qualification technologies :Filière d ’essais
47
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 93
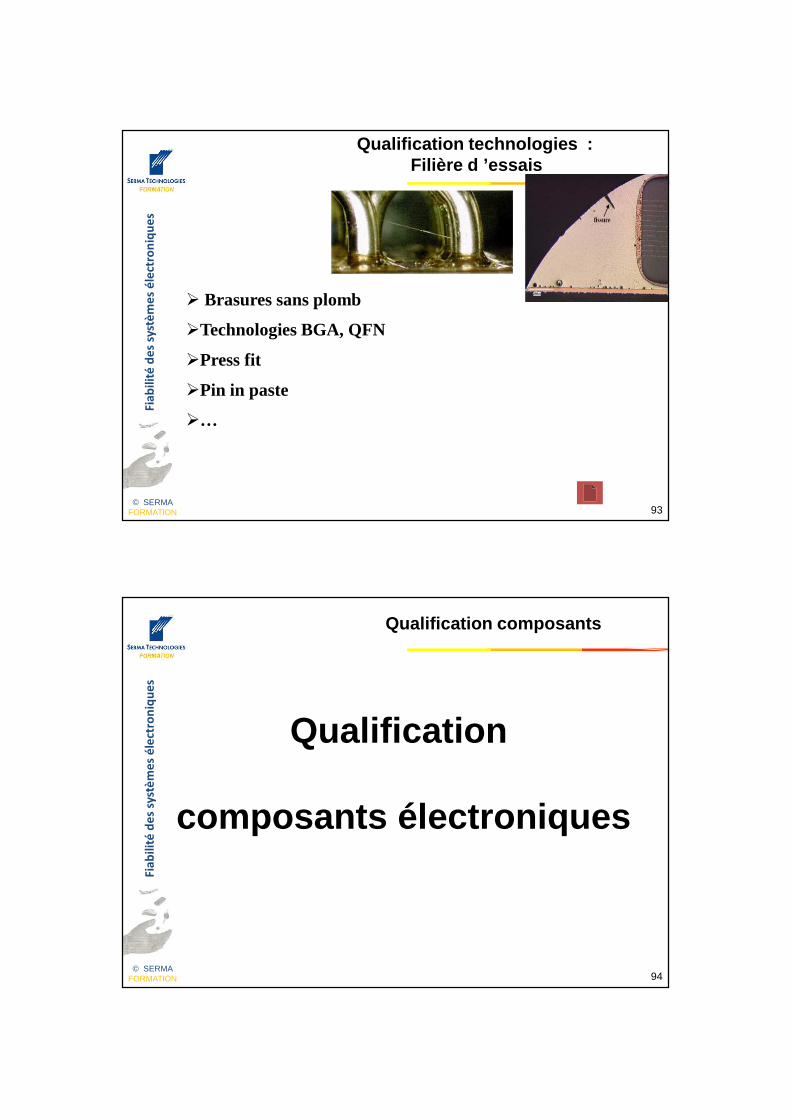
� Brasures sans plomb
�Technologies BGA, QFN
�Press fit
�Pin in paste
�…
Qualification technologies :Filière d ’essais
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 94
Qualification
composants électroniques
Qualification composants
48
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 95
�Pourquoi qualifier un composant ?
� Vérifier que le composant n’a pas de défaut majeur(maîtrise procédé de fabrication, paramètres électriques,comportement en vieillissement)
�Rechercher des faiblesses technologiques sur uncomposant
� Comparer différents fournisseurs
Qualification composantsF
iab
ilit
é d
es
syst
èm
es
éle
ctro
niq
ue
s
© SERMA FORMATION 96
� Quels composants qualifier ?
� Aucun ?
� Tous ?
� Les composants stratégiques (fonctionnel) ?
� Les composants en plus grand nombre équipés sur lesystème?
� Les composants non directement ou insuffisammentqualifiés par le fournisseur?
� Une étude de risques est nécessaire pour effectuer ce choix.
Qualification composants

49
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 97
� Comment qualifier ce composant?
� Le composant est issu d’un procédé de fabrication(composant)
� Le composant subit par la suite un procédé d’assemblagecarte
� Il peut également subir des procédés d ’intégration
� Enfin il est soumis à un profil d ’utilisation durant la viedu produit
� La qualification aura pour objectif de valider ces différentsstress identifiés : process composant, process système, utilisation
Qualification composantsF
iab
ilit
é d
es
syst
èm
es
éle
ctro
niq
ue
s
© SERMA FORMATION 98
�Il existe 2 méthodes principales pour aborder unequalification composant :
� qualification « papier » : il s’agit plutôt d’une analysedocumentaire, l’étude des documents fournis par lefabricant de composants va permettre à l’utilisateur despièces de valider ou de refuser le composant. Cela estréalisé par l’utilisateur.
� filière d’essais : les composants vont subir des mesuresélectriques et des essais environnementaux, électriques,etc….Cela peut être réalisé par le fournisseur de composantou par l’utilisateur.
Qualification composants
50
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 99
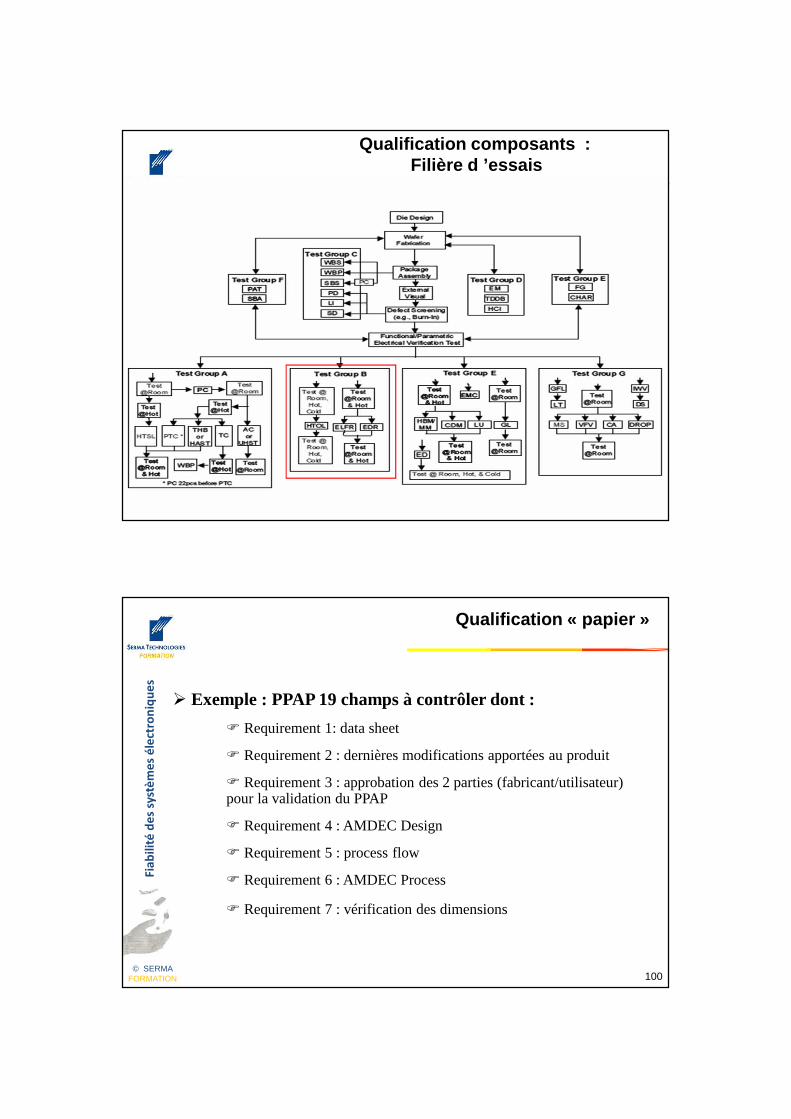
Qualification composants :Filière d ’essais
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 100
� Exemple : PPAP 19 champs à contrôler dont :
� Requirement 1: data sheet
� Requirement 2 : dernières modifications apportées au produit
� Requirement 3 : approbation des 2 parties (fabricant/utilisateur) pour la validation du PPAP
� Requirement 4 : AMDEC Design
� Requirement 5 : process flow
� Requirement 6 : AMDEC Process
� Requirement 7 : vérification des dimensions
Qualification « papier »
51
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 101
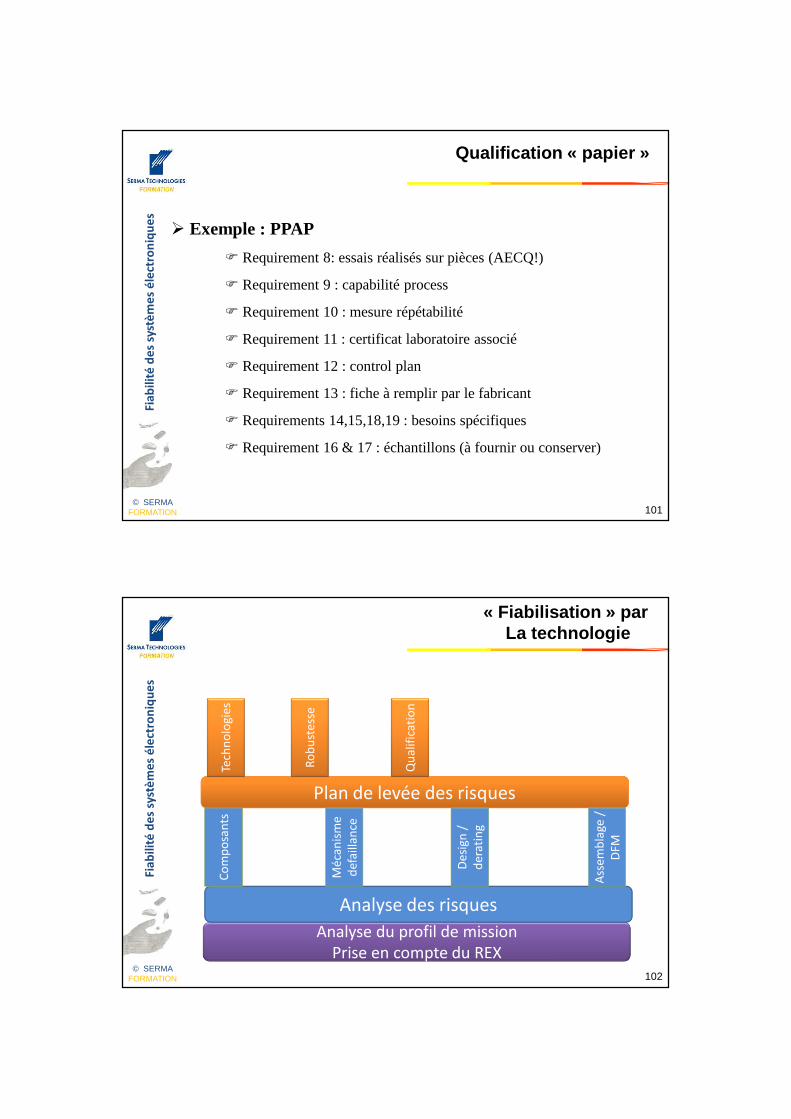
� Exemple : PPAP
� Requirement 8: essais réalisés sur pièces (AECQ!)
� Requirement 9 : capabilité process
� Requirement 10 : mesure répétabilité
� Requirement 11 : certificat laboratoire associé
� Requirement 12 : control plan
� Requirement 13 : fiche à remplir par le fabricant
� Requirements 14,15,18,19 : besoins spécifiques
� Requirement 16 & 17 : échantillons (à fournir ou conserver)
Qualification « papier »F
iab
ilit
é d
es
syst
èm
es
éle
ctro
niq
ue
s
© SERMA FORMATION 102
« Fiabilisation » par La technologie
Analyse du profil de mission
Prise en compte du REX
Analyse des risques
Co
mp
osa
nts
Plan de levée des risques
Mé
can
ism
e
de
fail
lan
ce
De
sig
n /
de
rati
ng
Ass
em
bla
ge
/
Ass
em
bla
ge
/
DF
M
Tech
no
log
ies
Ro
bu
ste
sse
Qu
ali
fica
tio
n

52
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 103
Robustesse
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 104
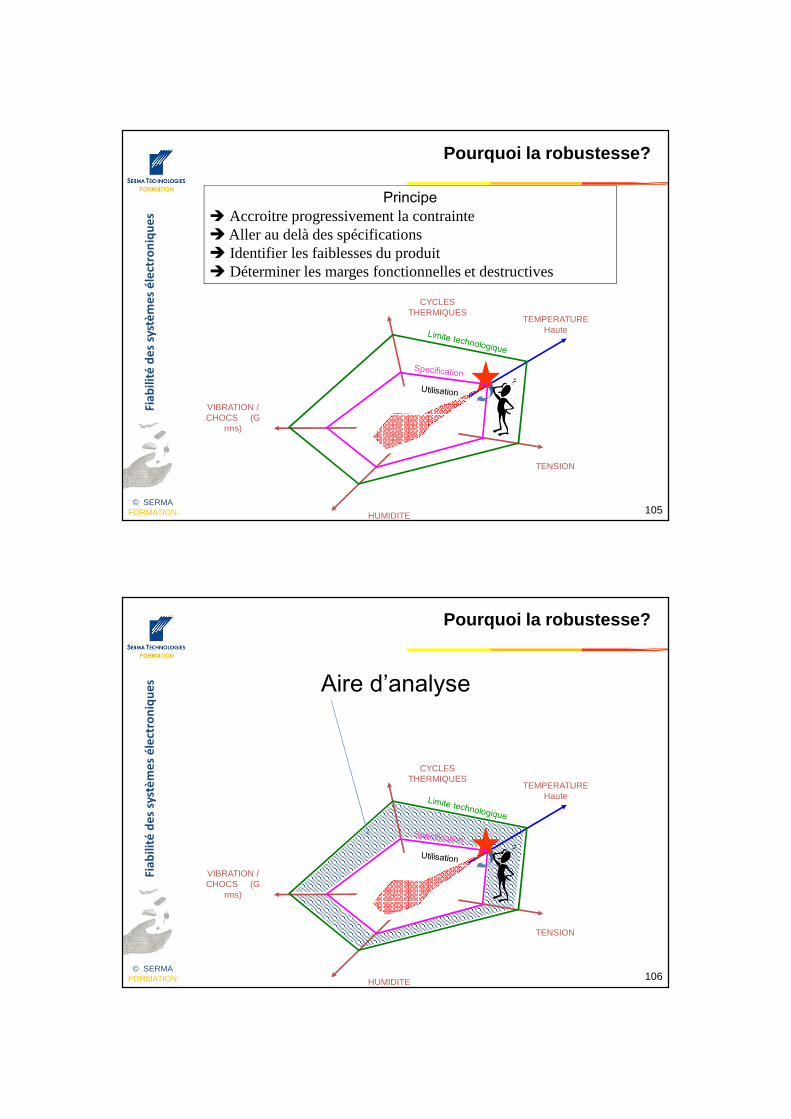
• Principe :
Principe d ’accroissement de la contrainte d ’environnement et/ ou de fonctionnement (logique step stressing) à des valeurs supérieures aux valeurs spécifiées, et ce jusqu’aux limites de fonctionnement et / ou de destruction.
Adresse essentiellement les problèmes de marges de design, et en fonction de son utilisation (prototype ou autre ..), révèle certains problèmes de procédé (cause layout ou cause procédé de fabrication, …).
Similitude avec la théorie résistance / contrainte
Robustesse
53
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 105
Pourquoi la robustesse?
TEMPERATURE Haute
TENSION
HUMIDITE
VIBRATION / CHOCS (G
rms)
CYCLES THERMIQUES
Principe� Accroitre progressivement la contrainte�Aller au delà des spécifications� Identifier les faiblesses du produit� Déterminer les marges fonctionnelles et destructives
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 106
Pourquoi la robustesse?
TEMPERATURE Haute
TENSION
HUMIDITE
VIBRATION / CHOCS (G
rms)
CYCLES THERMIQUES
Aire d’analyse
54
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 107
Objectifs :
Rendre mature plus rapidement le systèmeAméliorer sa robustesse et donc réduire la sensibilité à des dépassements potentiels de spécifications
Grâce à :
- La révélation au plus tôt (afin de les corriger avant déploiement) des défauts engendrés par des erreurs de conception ou par une maîtrise insuffisante des procédés de fabrication.
- L’exploration des limites de fonctionnement et les marges dont on dispose par rapport aux spécifications
Remarque: Les marges ne seront jugées correctes qu’avec une gestion de risques par rapport à la confiance que l ’on a dans les spécifications et dans les dispersions potentielles
RobustesseF
iab
ilit
é d
es
syst
èm
es
éle
ctro
niq
ue
s
© SERMA FORMATION 108
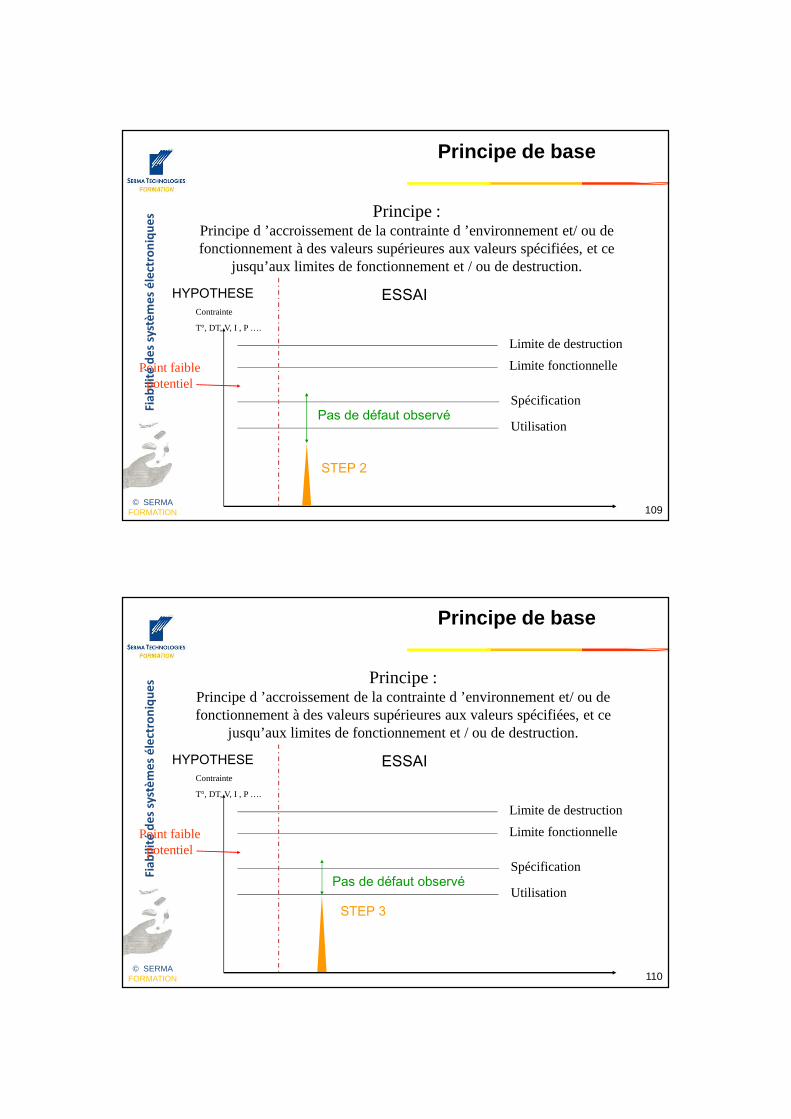
Principe :Principe d ’accroissement de la contrainte d ’environnement et/ ou de fonctionnement à des valeurs supérieures aux valeurs spécifiées, et ce
jusqu’aux limites de fonctionnement et / ou de destruction.
Principe de base
Contrainte
T°, DT, V, I , P ….
Utilisation
Spécification
Limite fonctionnelle
Limite de destruction
Point faible potentiel
HYPOTHESE ESSAI
STEP 1
Pas de défaut observé
55
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 109
Principe :Principe d ’accroissement de la contrainte d ’environnement et/ ou de fonctionnement à des valeurs supérieures aux valeurs spécifiées, et ce
jusqu’aux limites de fonctionnement et / ou de destruction.
Contrainte
T°, DT, V, I , P ….
Utilisation
Spécification
Limite fonctionnelle
Limite de destruction
Point faible potentiel
HYPOTHESE ESSAI
STEP 2
Pas de défaut observé
Principe de baseF
iab
ilit
é d
es
syst
èm
es
éle
ctro
niq
ue
s
© SERMA FORMATION 110
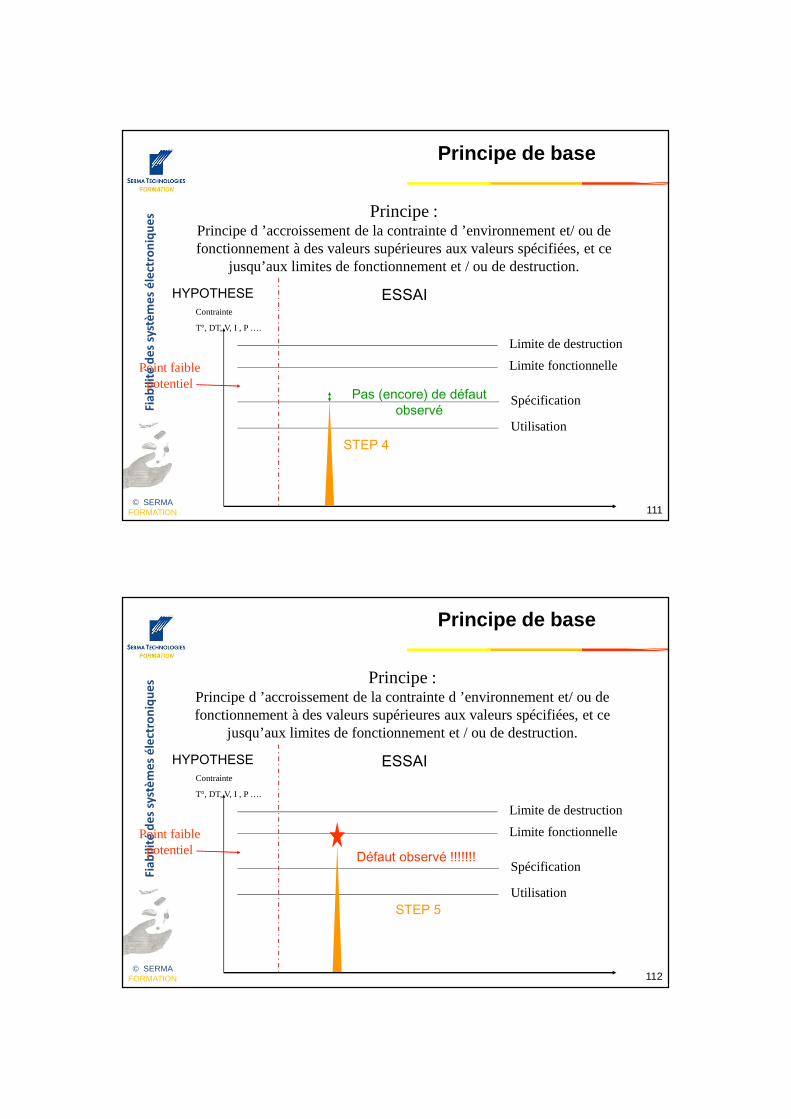
Principe :Principe d ’accroissement de la contrainte d ’environnement et/ ou de fonctionnement à des valeurs supérieures aux valeurs spécifiées, et ce
jusqu’aux limites de fonctionnement et / ou de destruction.
Contrainte
T°, DT, V, I , P ….
Utilisation
Spécification
Limite fonctionnelle
Limite de destruction
Point faible potentiel
HYPOTHESE ESSAI
STEP 3
Pas de défaut observé
Principe de base
56
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 111
Principe :Principe d ’accroissement de la contrainte d ’environnement et/ ou de fonctionnement à des valeurs supérieures aux valeurs spécifiées, et ce
jusqu’aux limites de fonctionnement et / ou de destruction.
Contrainte
T°, DT, V, I , P ….
Utilisation
Spécification
Limite fonctionnelle
Limite de destruction
Point faible potentiel
HYPOTHESE ESSAI
STEP 4
Pas (encore) de défaut observé
Principe de baseF
iab
ilit
é d
es
syst
èm
es
éle
ctro
niq
ue
s
© SERMA FORMATION 112
Principe :Principe d ’accroissement de la contrainte d ’environnement et/ ou de fonctionnement à des valeurs supérieures aux valeurs spécifiées, et ce
jusqu’aux limites de fonctionnement et / ou de destruction.
Contrainte
T°, DT, V, I , P ….
Utilisation
Spécification
Limite fonctionnelle
Limite de destruction
Point faible potentiel
HYPOTHESE ESSAI
STEP 5
Défaut observé !!!!!!!
Principe de base
57
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 113
Contrainte
T°, DT, V, I , P ….
Utilisation
Spécification
Limite fonctionnelle
Limite de destruction
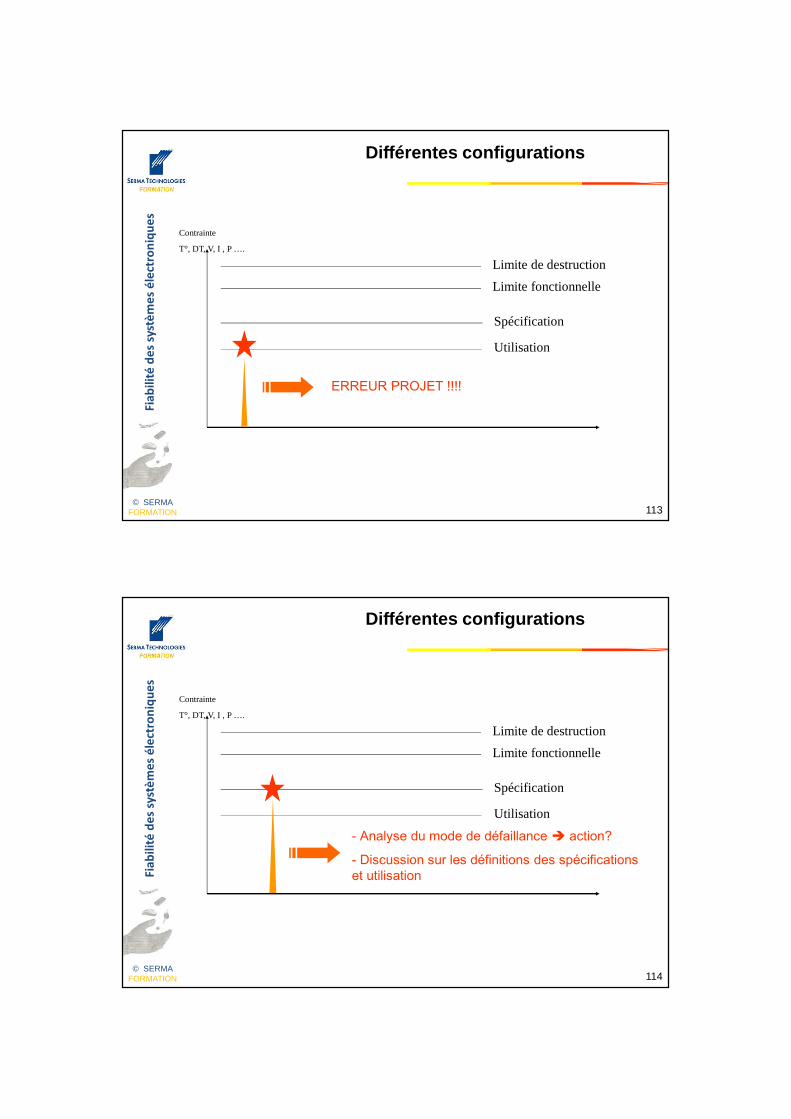
Différentes configurations
ERREUR PROJET !!!!
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 114
Contrainte
T°, DT, V, I , P ….
Utilisation
Spécification
Limite fonctionnelle
Limite de destruction
- Analyse du mode de défaillance � action?
- Discussion sur les définitions des spécifications et utilisation
Différentes configurations

58
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 115
Contrainte
T°, DT, V, I , P ….
Utilisation
Spécification
Limite fonctionnelle
Limite de destruction
- Analyse du mode de défaillance � Action?
- Marge fonctionnelle?
-Dispersion qualité ?
MARGE
Différentes configurationsF
iab
ilit
é d
es
syst
èm
es
éle
ctro
niq
ue
s
© SERMA FORMATION 116
Contrainte
T°, DT, V, I , P ….
Utilisation
Spécification
Limite fonctionnelle
Limite de destructionQualité
Carte 1
Différentes configurations
59
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
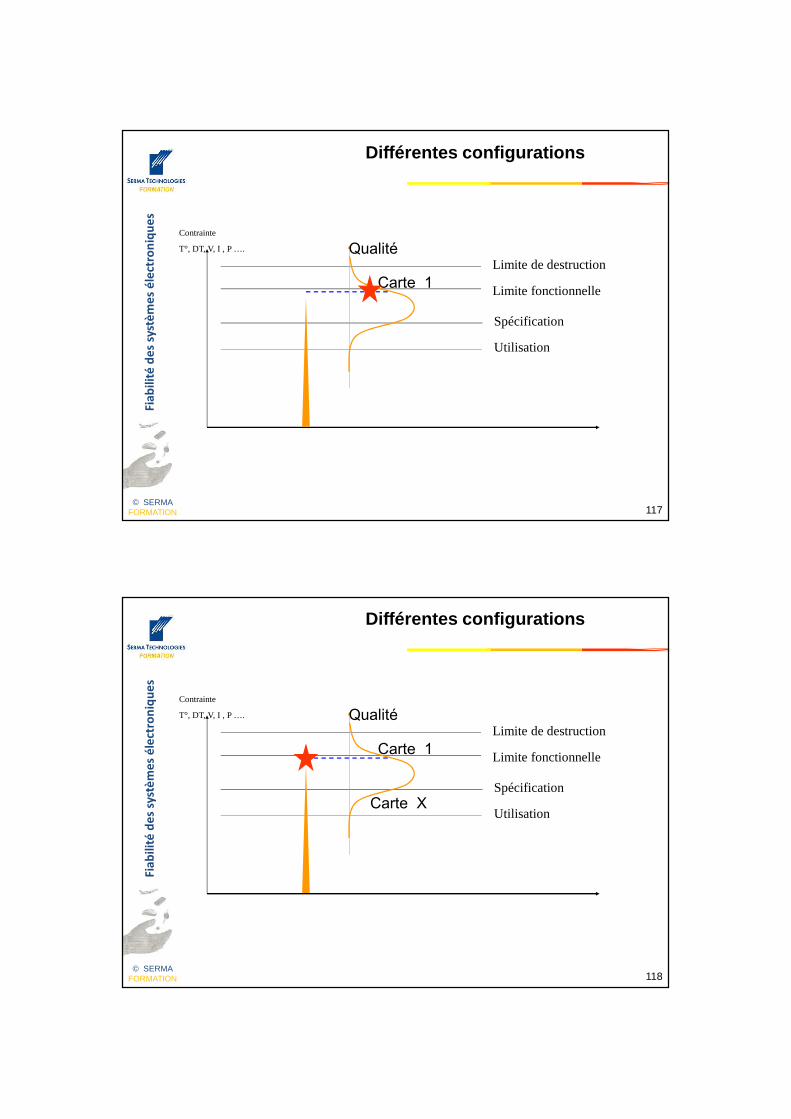
© SERMA FORMATION 117
Contrainte
T°, DT, V, I , P ….
Utilisation
Spécification
Limite fonctionnelle
Limite de destructionQualité
Carte 1
Différentes configurationsF
iab
ilit
é d
es
syst
èm
es
éle
ctro
niq
ue
s
© SERMA FORMATION 118
Contrainte
T°, DT, V, I , P ….
Utilisation
Spécification
Limite fonctionnelle
Limite de destructionQualité
Carte 1
Carte X
Différentes configurations
60
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
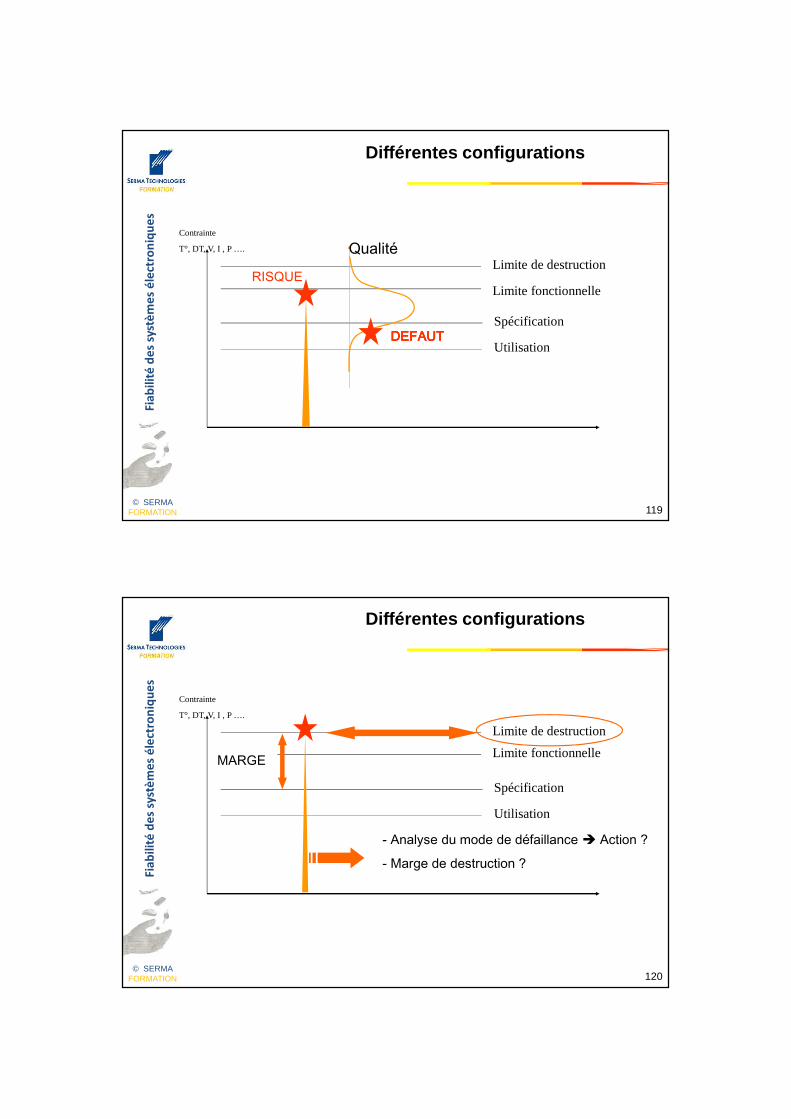
© SERMA FORMATION 119
Contrainte
T°, DT, V, I , P ….
Utilisation
Spécification
Limite fonctionnelle
Limite de destructionQualité
RISQUE
DEFAUTDEFAUTDEFAUTDEFAUT
Différentes configurationsF
iab
ilit
é d
es
syst
èm
es
éle
ctro
niq
ue
s
© SERMA FORMATION 120
Contrainte
T°, DT, V, I , P ….
Utilisation
Spécification
Limite fonctionnelle
Limite de destruction
- Analyse du mode de défaillance � Action ?
- Marge de destruction ?
MARGE
Différentes configurations
61
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 121
• Etablissement du plan d’essais:– Entrées:
• Liste des risques potentiels identifiés
• Décomposition du système (monitoring potentiel)
• Spécifications produit
• Profil de mission
– Sorties � plan d ’essais
• Sélection des contraintes
• Sélection des outils et moyens
• Définition du nombre d’échantillons
• Instrumentation du produit
• Définition de l’état de bon fonctionnement (fonction)
• Descriptif du déroulement des essais
RobustesseF
iab
ilit
é d
es
syst
èm
es
éle
ctro
niq
ue
s
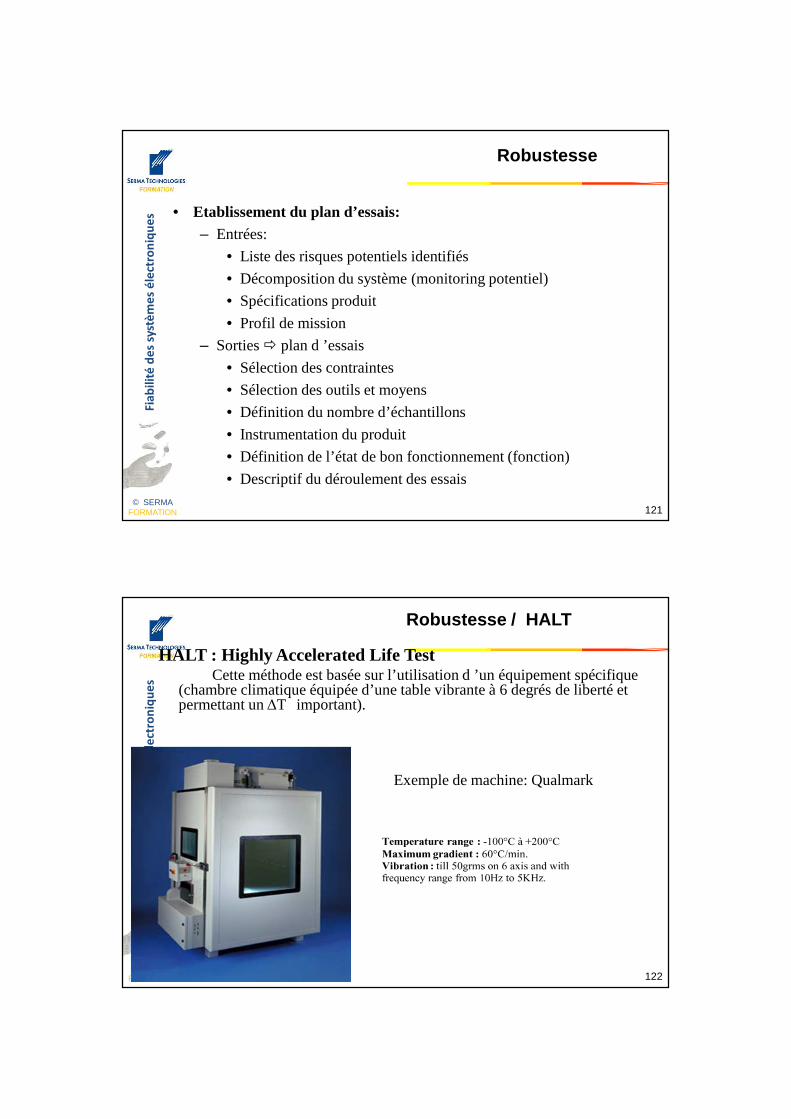
© SERMA FORMATION 122
Robustesse / HALT
HALT : Highly Accelerated Life TestCette méthode est basée sur l’utilisation d ’un équipement spécifique
(chambre climatique équipée d’une table vibrante à 6 degrés de liberté et permettant un ∆T important).
Exemple de machine: Qualmark
62
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 123
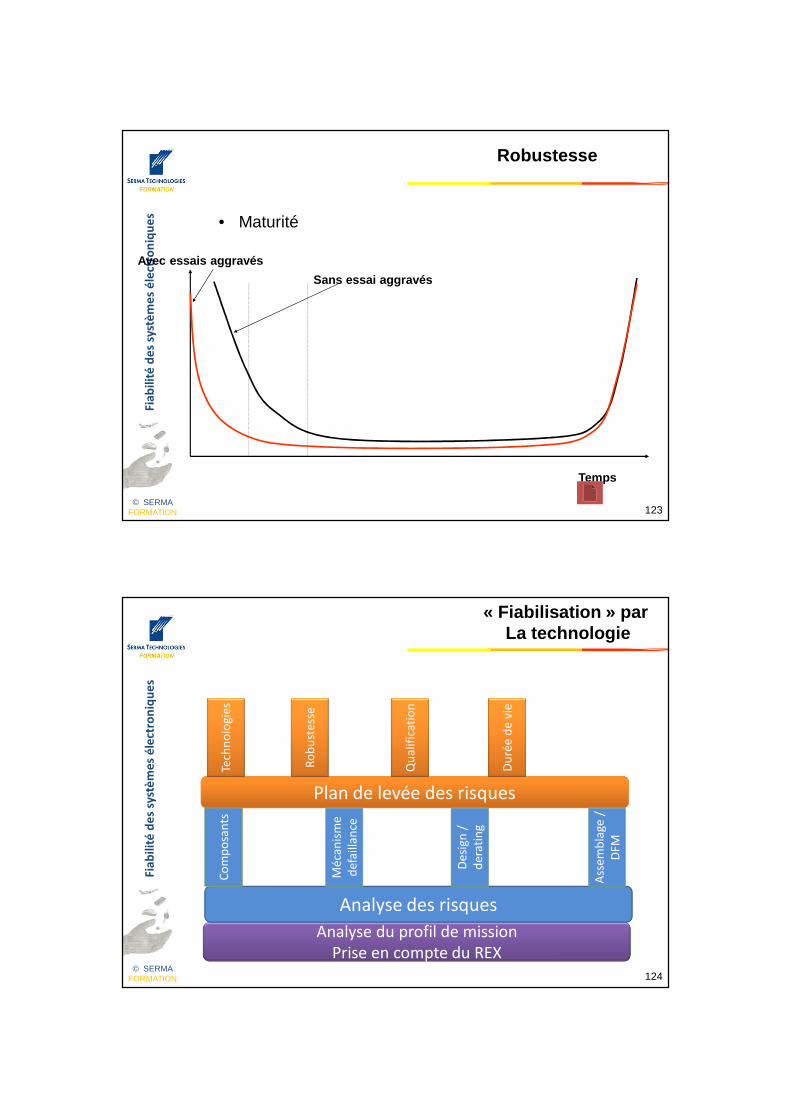
Robustesse
• Maturité
Avec essais aggravés
Sans essai aggravés
Temps
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 124
« Fiabilisation » par La technologie
Analyse du profil de mission
Prise en compte du REX
Analyse des risques
Co
mp
osa
nts
Plan de levée des risques
Mé
can
ism
e
de
fail
lan
ce
De
sig
n /
de
rati
ng
Ass
em
bla
ge
/
Ass
em
bla
ge
/
DF
M
Tech
no
log
ies
Ro
bu
ste
sse
Du
rée
de
vie
Qu
ali
fica
tio
n

63
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 125
Axe durée de vie (durabilité)&
essais de vieillissements accélérés
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 126
Contrairement à l ’axe robustesse, les essais de fiabilité (essais de vieillissements accélérés et/ou environnementaux) travaillent à l’intérieur ou en limite de spécifications et prennent en compte l ’aspect temporel (mécanismes de défaillances lents en terme de vieillissements et aspects durée de vie).
L ’analyse de risque préliminaire (composant) sur les technologies permet d ’avoir une bonne connaissance des technologies en présence.
Essais de vieillissement accélérés
64
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 127
REVUE DES PRINCIPAUX ESSAIS
DE FIABILITE
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 128
Définition d’un test de vieillissement accéléré
C’est un test dans lequel les mécanismes de défaillances pour une application donnée sont accélérés pour provoquer les pannes potentielles dans un temps plus court que le temps d’utilisation.
L’accélération de ces mécanismes de défaillances est effectuée par l’intermédiaire de cycles thermiques, de température élevée, d’humidité, de tension, …
La durée de vie peut être caractérisée par l’application de facteurs d’accélération appropriés.
Revue des différents essais De fiabilité
65
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 129
Contraintes applicables:
• Température (stockage chaud, froid, HTOL…)• Thermomécanique (cycles thermiques, chocs
thermiques..)• Mécaniques (vibrations, chocs mécaniques, drop test…))• Humidité (T&H 85°/85%RH, PCT, HAST…)• Chimiques (brouillard salin…)• …
Revue des différents essais De fiabilité
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 130
Exemples de quelques lois qui régissent les essais de vieillissement
accéléré
Revue des différents essais De fiabilité
66
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 131
Revue des différents essais De fiabilité
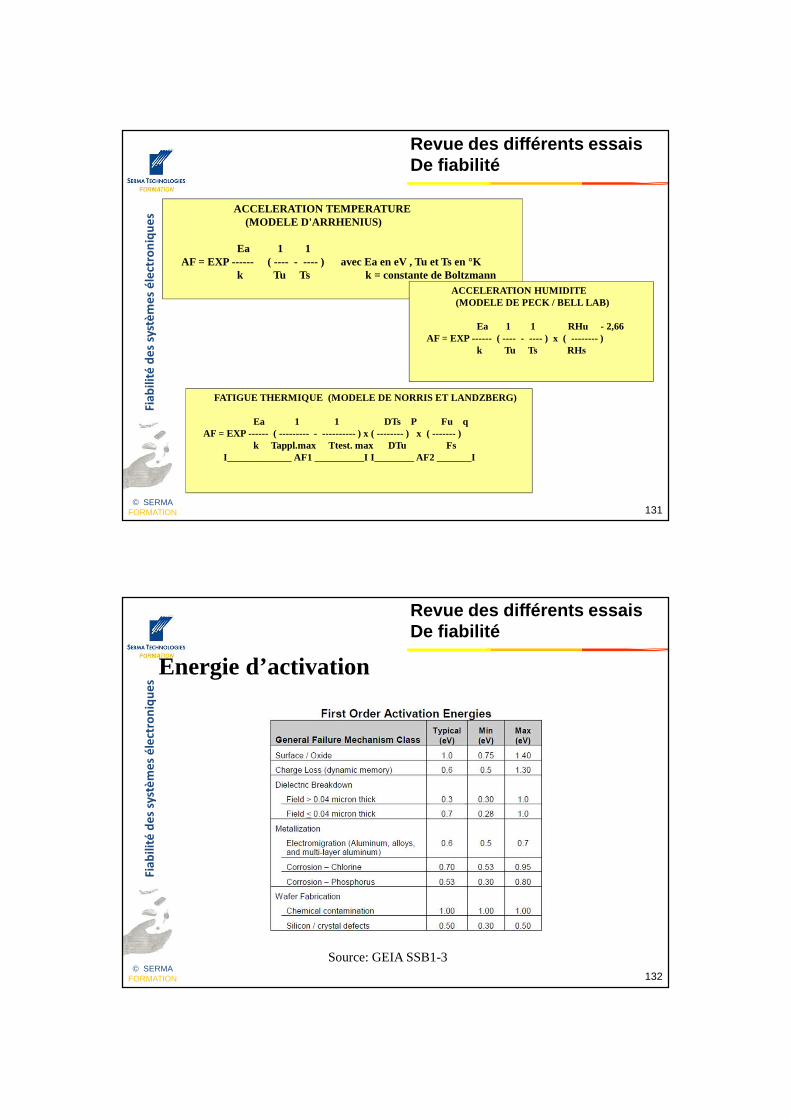
ACCELERATION TEMPERATURE (MODELE D'ARRHENIUS)
Ea 1 1AF = EXP ------ ( ---- - ---- ) avec Ea en eV , Tu et Ts en °K
k Tu Ts k = constante de Boltzmann
FATIGUE THERMIQUE (MODELE DE NORRIS ET LANDZBERG)
Ea 1 1 DTs P Fu q AF = EXP ------ ( --------- - ---------- ) x ( --------) x ( ------- )
k Tappl.max Ttest. max DTu Fs I_____________ AF1 __________I I________ AF2 _______I
ACCELERATION HUMIDITE (MODELE DE PECK / BELL LAB)
Ea 1 1 RHu - 2,66 AF = EXP ------ ( ---- - ---- ) x ( -------- )
k Tu Ts RHs
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 132
Energie d’activation
Revue des différents essais De fiabilité
Source: GEIA SSB1-3

67
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 133
Influence de l’Ea / température de l’essai
Revue des différents essais De fiabilité
CONCLUSION : ATTENTION AU CHOIX DE Ea
0
100
200
300
400
500
600
700
800
900
1000
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1 1,1
AF
Ea
AF / Ea
125
85
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 134
Plan de qualification ou de "fiabilisation"
Définition du plan d’essais
Fiches d’essais
Définition du monitoring
Définition du support
mécanique
Réalisation des essais
Suivi et analyse des
résultats
Rapport final et synthèse
68
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 135
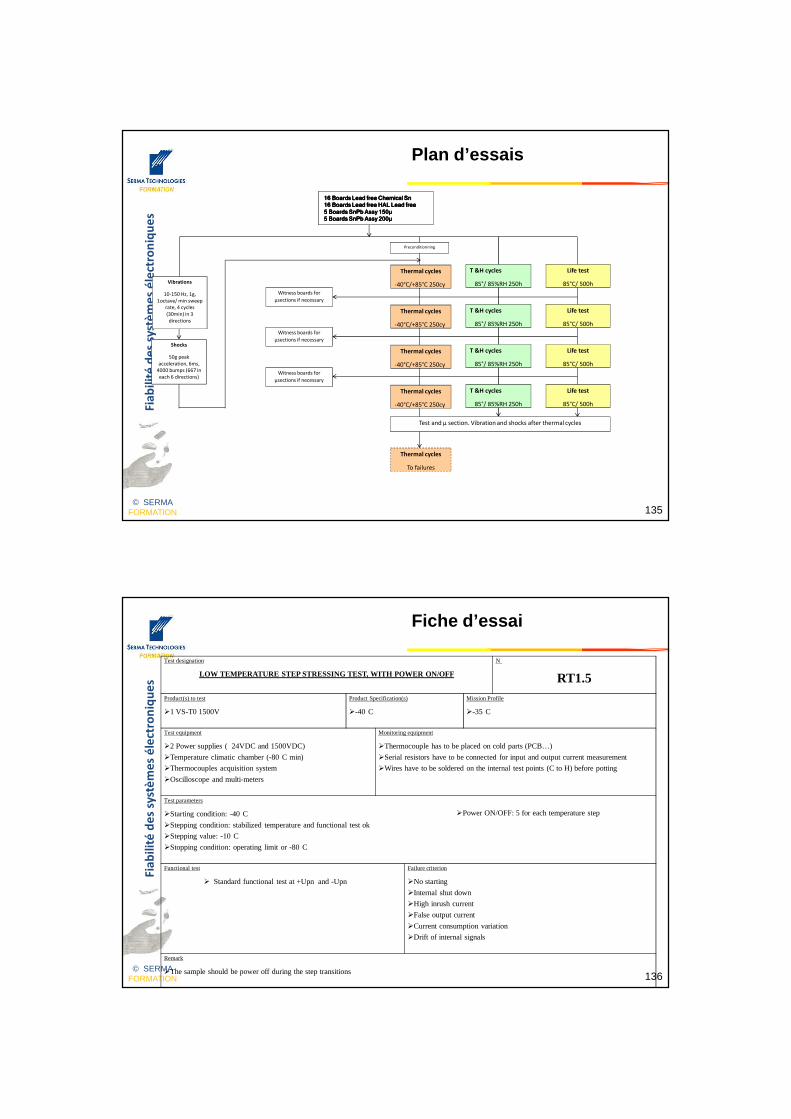
Plan d’essais
16 16 16 16 BoardsBoardsBoardsBoards Lead free Lead free Lead free Lead free ChemicalChemicalChemicalChemical SnSnSnSn16 Boards Lead free HAL Lead free16 Boards Lead free HAL Lead free16 Boards Lead free HAL Lead free16 Boards Lead free HAL Lead free5 Boards 5 Boards 5 Boards 5 Boards SnPbSnPbSnPbSnPb AssyAssyAssyAssy 150µ150µ150µ150µ5 Boards 5 Boards 5 Boards 5 Boards SnPbSnPbSnPbSnPb AssyAssyAssyAssy 200µ200µ200µ200µ
Thermal cycles
-40°C/+85°C 250cy
T &H cycles
85°/ 85%RH 250h
Life test
85°C/ 500h
Witness boards for
µsections if necessary
Vibrations
10-150 Hz, 1g,
1octave/ min sweep
rate, 4 cycles
(30min) in 3
directions
Shocks
50g peak
acceleration, 6ms,
4000 bumps (667 in
each 6 directions)
Thermal cycles
-40°C/+85°C 250cy
T &H cycles
85°/ 85%RH 250h
Life test
85°C/ 500h
Thermal cycles
-40°C/+85°C 250cy
T &H cycles
85°/ 85%RH 250h
Life test
85°C/ 500h
Thermal cycles
-40°C/+85°C 250cy
T &H cycles
85°/ 85%RH 250h
Life test
85°C/ 500h
Witness boards for
µsections if necessary
Witness boards for
µsections if necessary
Preconditionning
Test and µ section. Vibration and shocks after thermal cycles
Thermal cycles
To failures
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 136
Fiche d’essai
Test designation
LOW TEMPERATURE STEP STRESSING TEST, WITH POWER ON/OFF
N
RT1.5Product(s) to test
�1 VS-T0 1500V
Product Specification(s)
�-40 C
Mission Profile
�-35 C
Test equipment
�2 Power supplies ( 24VDC and 1500VDC)
�Temperature climatic chamber (-80 C min)
�Thermocouples acquisition system
�Oscilloscope and multi-meters
Monitoring equipment
�Thermocouple has to be placed on cold parts (PCB…)
�Serial resistors have to be connected for input and output current measurement
�Wires have to be soldered on the internal test points (C to H) before potting
Test parameters
�Starting condition: -40 C
�Stepping condition: stabilized temperature and functional test ok
�Stepping value: -10 C
�Stopping condition: operating limit or -80 C
�Power ON/OFF: 5 for each temperature step
Functional test
� Standard functional test at +Upn and -Upn
Failure criterion
�No starting
�Internal shut down
�High inrush current
�False output current
�Current consumption variation
�Drift of internal signals
Remark
�The sample should be power off during the step transitions

69
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 137
Monitoring
AAAA BBBBCCCC
DDDDEEEE
FFFF
GGGG
HHHH
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 138
Monitoring

70
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 139
« Fiabilisation » par La technologie
Analyse du profil de mission
Prise en compte du REX
Analyse des risques
Co
mp
osa
nts
Plan de levée des risquesM
éca
nis
me
de
fail
lan
ce
De
sig
n /
de
rati
ng
Ass
em
bla
ge
/
Ass
em
bla
ge
/
DF
M
Tech
no
log
ies
Ro
bu
ste
sse
Du
rée
de
vie
Pro
céd
é f
ab
Qu
ali
fica
tio
n
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 140
Les procédés de fabrication :
71
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
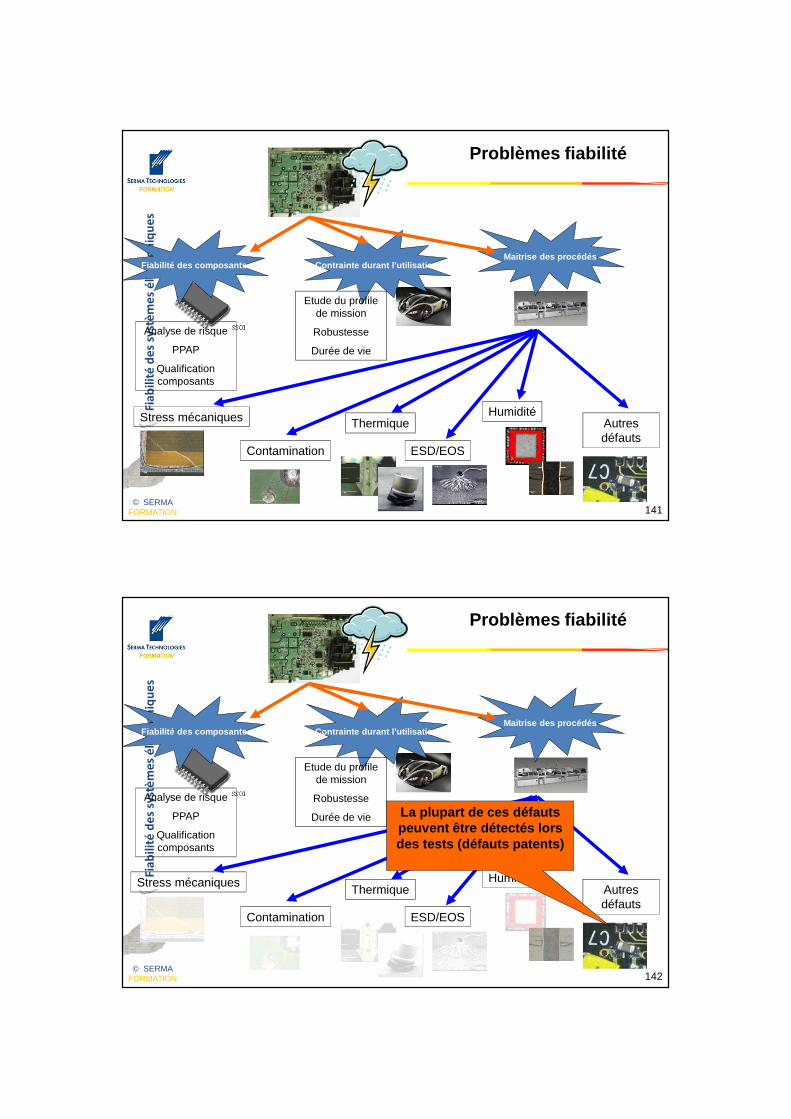
© SERMA FORMATION 141
Fiabilité des composantsMaitrise des procédés
Contrainte durant l’utilisation
Analyse de risque
PPAP
Qualification composants
Etude du profile de mission
Robustesse
Durée de vie
Stress mécaniques
ESD/EOS
Autres défauts
Contamination
Problèmes fiabilité
ThermiqueHumidité
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
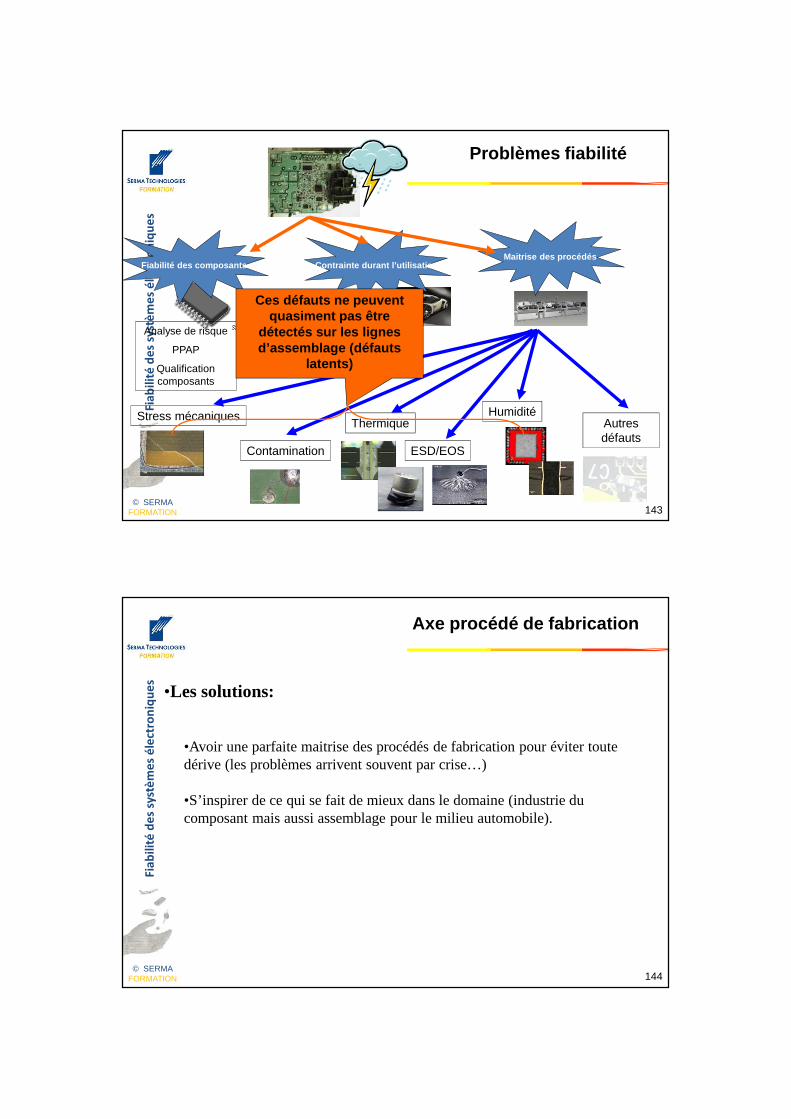
© SERMA FORMATION 142
Fiabilité des composantsMaitrise des procédés
Contrainte durant l’utilisation
Analyse de risque
PPAP
Qualification composants
Etude du profile de mission
Robustesse
Durée de vie
Stress mécaniques
Contamination
Thermique
ESD/EOS
HumiditéAutres défauts
La plupart de ces défauts peuvent être détectés lors des tests (défauts patents)
Problèmes fiabilité
72
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
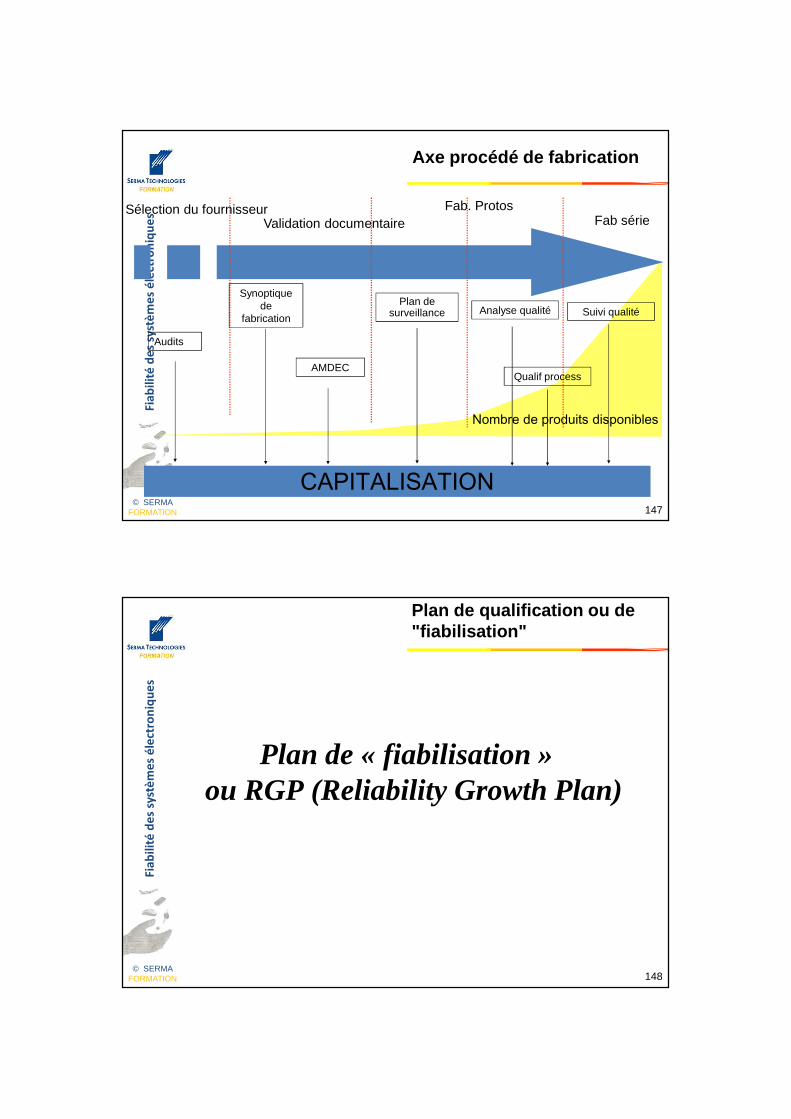
© SERMA FORMATION 143
Fiabilité des composantsMaitrise des procédés
Contrainte durant l’utilisation
Analyse de risque
PPAP
Qualification composants
Etude du profile de mission
Robustesse
Durée de vie
Stress mécaniques
Contamination
Thermique
ESD/EOS
HumiditéAutres défauts
Ces défauts ne peuvent quasiment pas être
détectés sur les lignes d’assemblage (défauts
latents)
Problèmes fiabilitéF
iab
ilit
é d
es
syst
èm
es
éle
ctro
niq
ue
s
© SERMA FORMATION 144
•Les solutions:
•Avoir une parfaite maitrise des procédés de fabrication pour éviter toute dérive (les problèmes arrivent souvent par crise…)
•S’inspirer de ce qui se fait de mieux dans le domaine (industrie du composant mais aussi assemblage pour le milieu automobile).
Axe procédé de fabrication

73
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 145
Axe procédé de fabrication
Comment maitriser la qualité des assemblages:
• Planifier la mise en production:
Débute lors de la sélection des fournisseurs
Imposer aux fournisseurs des outils tels que:
• Synoptique de fabrication
• AMDEC process
• Plan de surveillance
• Qualification des moyens (équipements de production)
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 146
Axe procédé de fabrication
Comment maitriser la qualité des assemblages:
Suivre la mise en place des moyens et méthodes
Réaliser des analyses qualité très tôt (phase proto)
Suivre les actions d’amélioration: objectif � clore les points critiques avant l’assemblage de la série.
Si le design est fait par un tiers, valider l’industrialisation du produit
Réaliser les qualification process
74
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
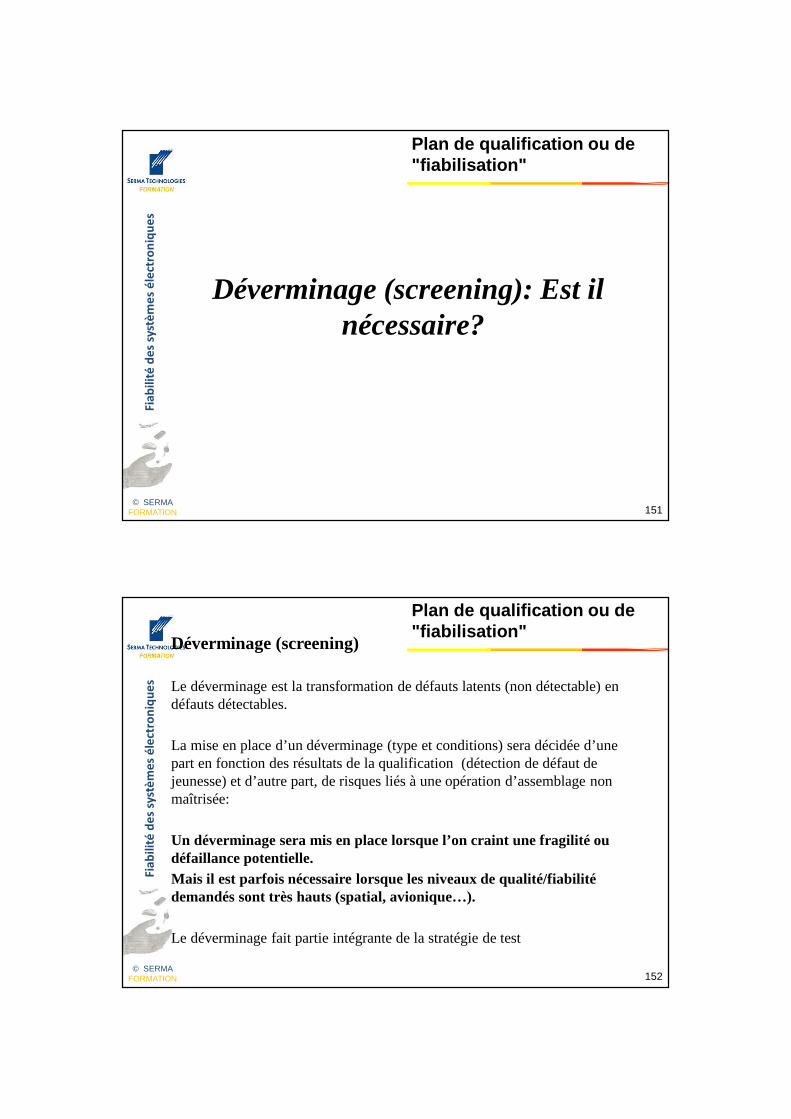
© SERMA FORMATION 147
Nombre de produits disponibles
Audits
Sélection du fournisseurValidation documentaire
Synoptique de
fabrication
AMDEC
Plan de surveillance
Fab. Protos
Analyse qualité
Fab série
Suivi qualité
CAPITALISATION
Axe procédé de fabrication
Qualif process
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 148
Plan de qualification ou de "fiabilisation"
Plan de « fiabilisation »ou RGP (Reliability Growth Plan)

75
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 149
« Fiabilisation » par La technologie
Analyse du profil de mission
Prise en compte du REX
Analyse des risques
Co
mp
osa
nts
Plan de levée des risques
Synthèse
Mé
can
ism
e
de
fail
lan
ce
De
sig
n /
de
rati
ng
Ass
em
bla
ge
/
Ass
em
bla
ge
/
DF
M
Tech
no
log
ies
Ro
bu
ste
sse
Du
rée
de
vie
Pro
céd
é f
ab
Qu
ali
fica
tio
n
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 150
En résumé:
Un plan de fiabilisation n’est pas systématiquement basé sur des essais de fiabilité. En fonction des technologies choisies et des caractéristiques du profil de mission, il peut-être nécessaire d’effectuer des activités préalables pour lever un point critique. Attendre la qualification (validation) du système pour s’apercevoir d’un problème rédhibitoire serait dramatique pour le projet..
En permanence, c’est une gestion des risques
Plan de qualification ou de "fiabilisation"
76
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 151
Déverminage (screening): Est il nécessaire?
Plan de qualification ou de "fiabilisation"
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 152
Déverminage (screening)
Le déverminage est la transformation de défauts latents (non détectable) en défauts détectables.
La mise en place d’un déverminage (type et conditions) sera décidée d’une part en fonction des résultats de la qualification (détection de défaut de jeunesse) et d’autre part, de risques liés à une opération d’assemblage non maîtrisée:
Un déverminage sera mis en place lorsque l’on craint une fragilité ou défaillance potentielle. Mais il est parfois nécessaire lorsque les niveaux de qualité/fiabilité demandés sont très hauts (spatial, avionique…).
Le déverminage fait partie intégrante de la stratégie de test
Plan de qualification ou de "fiabilisation"
77
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 153
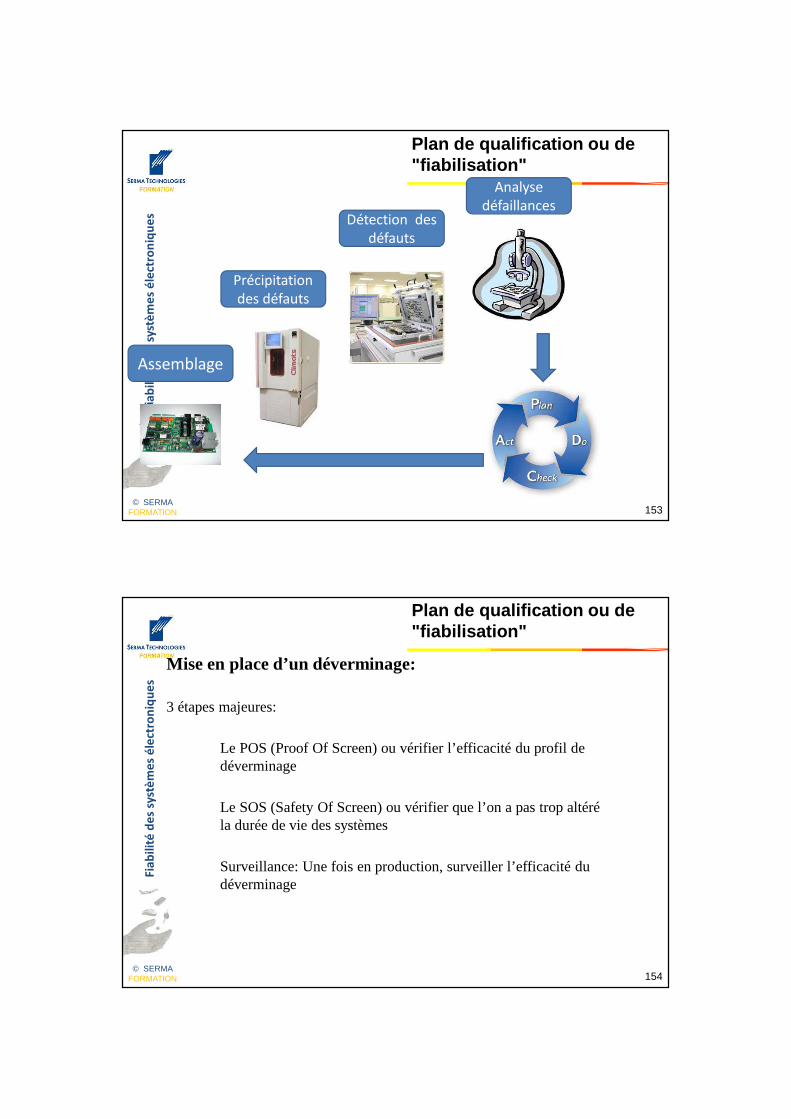
Plan de qualification ou de "fiabilisation"
Assemblage
Précipitation
des défauts
Détection des
défauts
Analyse
défaillances
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 154
Mise en place d’un déverminage:
3 étapes majeures:
Le POS (Proof Of Screen) ou vérifier l’efficacité du profil de déverminage
Le SOS (Safety Of Screen) ou vérifier que l’on a pas trop altéré la durée de vie des systèmes
Surveillance: Une fois en production, surveiller l’efficacité du déverminage
Plan de qualification ou de "fiabilisation"
78
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 155
HASS (highly Accelerated Stress Screen):
- Opération de déverminage dite « aggravée »- Utilisation des paramètres d’essais du HALT
Plan de qualification ou de "fiabilisation"
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 156
Plan de qualification ou de "fiabilisation"
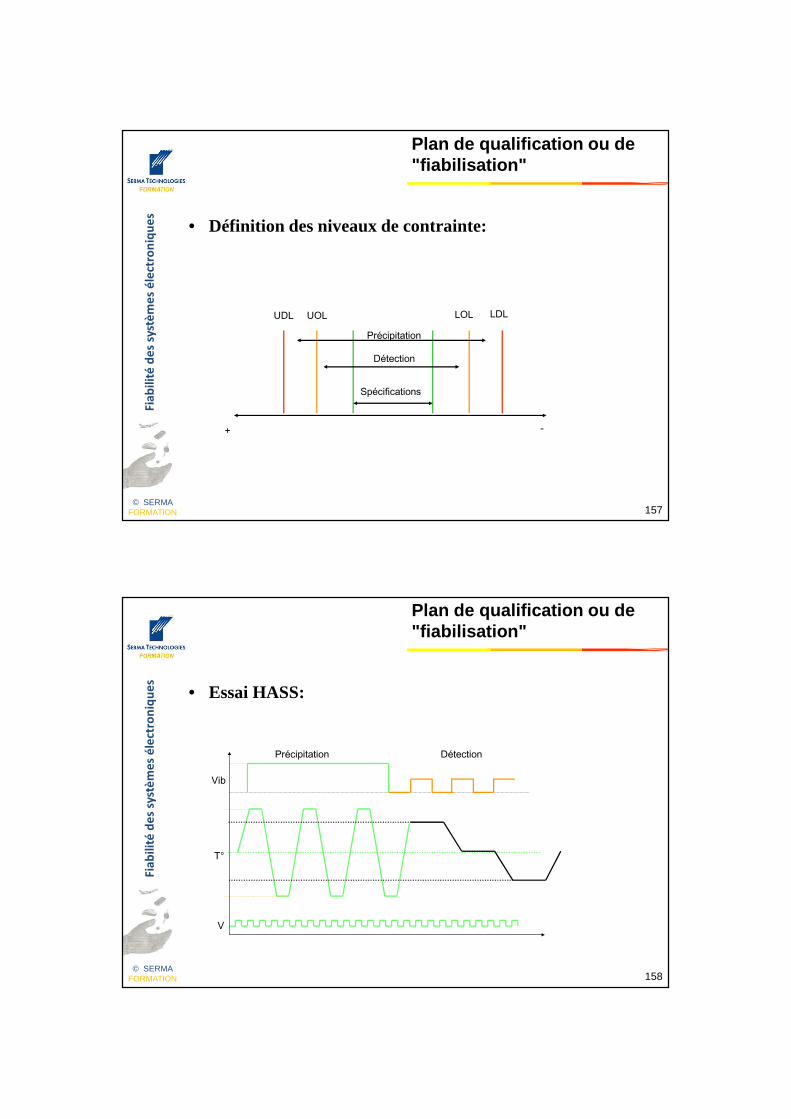
• Définition des niveaux de contrainte (méthodologie HASS):– Précipitation des défauts
• Température: 50 % de la différence entre OL (operating limit) et DL ‘ destructive limit).
• Vibrations: 50 % des limites de destruction
• Tension d’alimentation +/- 15 % de V nominal
– Détection des défauts• Température: 80 % des limites opérationnelles
• Vibrations: 50 % des limites opérationnelles
• Tension d’alimentation +/- 15 % V nominal
79
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 157
Plan de qualification ou de "fiabilisation"
• Définition des niveaux de contrainte:
Spécifications
+ -
UOLUDL LOL LDL
Détection
Précipitation
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 158
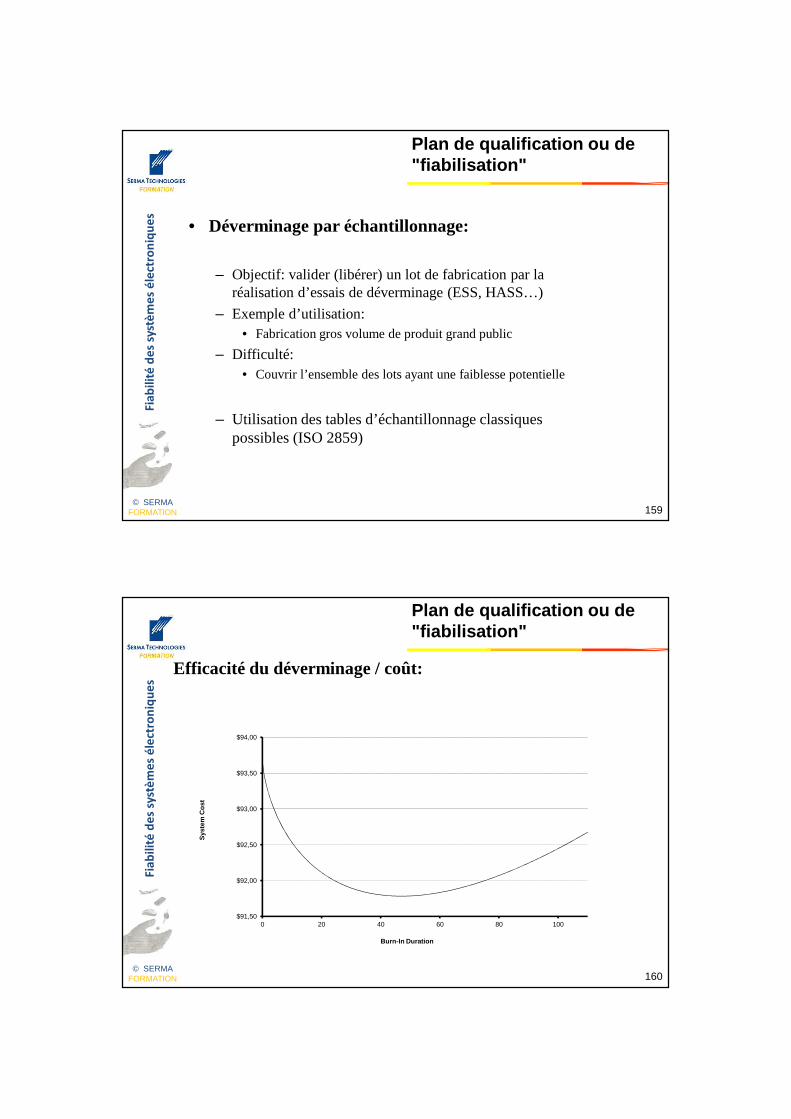
Plan de qualification ou de "fiabilisation"
• Essai HASS:
Précipitation Détection
Vib
T°
V
80
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 159
Plan de qualification ou de "fiabilisation"
• Déverminage par échantillonnage:
– Objectif: valider (libérer) un lot de fabrication par la réalisation d’essais de déverminage (ESS, HASS…)
– Exemple d’utilisation:• Fabrication gros volume de produit grand public
– Difficulté:• Couvrir l’ensemble des lots ayant une faiblesse potentielle
– Utilisation des tables d’échantillonnage classiques possibles (ISO 2859)
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 160
Plan de qualification ou de "fiabilisation"
$91,50
$92,00
$92,50
$93,00
$93,50
$94,00
0 20 40 60 80 100
Sys
tem
Cos
t
Burn-In Duration
Efficacité du déverminage / coût:
81
Fia
bil
ité
de
s sy
stè
me
s é
lect
ron
iqu
es
© SERMA FORMATION 161
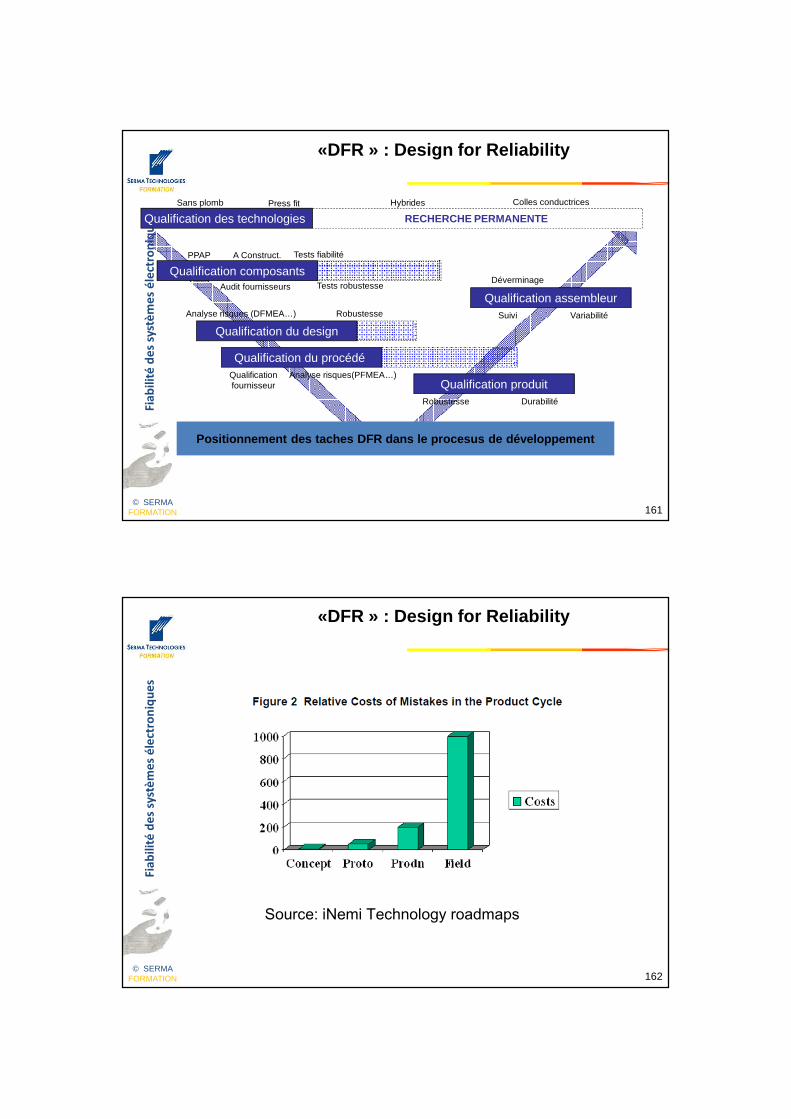
Qualification du procédé Qualification fournisseur
Analyse risques(PFMEA…)
Qualification du design
Analyse risques (DFMEA…) Robustesse
Qualification assembleurVariabilitéSuivi
Déverminage
Qualification des technologies RECHERCHE PERMANENTE
Sans plomb Press fit Colles conductricesHybrides
Qualification composantsPPAP A Construct. Tests fiabilité
Audit fournisseurs Tests robustesse
Qualification produitDurabilitéRobustesse
Positionnement des taches DFR dans le procesus de d éveloppement
«DFR » : Design for ReliabilityF
iab
ilit
é d
es
syst
èm
es
éle
ctro
niq
ue
s
© SERMA FORMATION 162
«DFR » : Design for Reliability
Source: iNemi Technology roadmaps