
1 ETUDE BIBLIOGRAPHIQUE - INSA Lyondocinsa.insa-lyon.fr/these/2002/lelkes/chap1.pdf · 2004. 1....
25
Etude bibliographique 1 ETUDE BIBLIOGRAPHIQUE 1.1 CLASSEMENT DES ENGRENAGES [7-9] Le rôle principal des engrenages est d'assurer la transmission de puissance avec un mouvement de rotation d'un arbre à un autre, avec un rapport moyen de vitesses angulaires constant. Selon les positionnements relatifs des arbres trois classes majeures d'engrenages peuvent être distinguées : - les engrenages à axes parallèles. Ce type est nommé aussi cylindrique. Les deux arbres sont parallèles. Diverses catégories sont distinguées selon la géométrie des dents suivant la génératrice. On trouve les dentures droites, les dentures hélicoïdales, etc.… - les engrenages à axes concourants. Ce type est nommé aussi conique. Les deux arbres sont tels que leurs axes de rotation se coupent. Selon la géométrie des dents, on distingue les sous-catégories des : - dentures droites, les génératrices passent par le point de concours des axes de rotation, - dentures hélicoïdales, - dentures spirales, engendrées par des segments rectilignes s'appuyant sur une courbe directrice. - les engrenages à axes quelconques, ces engrenages sont nommés gauches. Les axes des arbres n’ont pas de point commun et occupent une position relative quelconque. Dans cette catégorie se retrouvent par exemple les dentures hypoïdes. 1.1.1 Engrenages spiro-coniques Cette étude se concentre sur les engrenages coniques. Ils sont utilisés dans diverses applications mécaniques. Leur histoire est très étroitement liée au début et au développement de l'automobile. Quatre-vingts pour cent de la production sont des applications automobiles. Durant le développement, il a fallu répondre à des exigences industrielles de plus en plus strictes : - grande puissance, - poids réduit, - résistance des charges variables, - fonctionnement sans bruit et vibration. Les engrenages spiro-coniques sont réalisés avec des méthodes de taillage des engrenages parmi les plus complexes. Les formes de denture sont directement liées au développement des machines et des outils de fabrication. La conception des différents types d'engrenages spiro-coniques dépend de la méthode de génération appliquée. Tous les fabricants ont proposé leurs propres paramètres. La génération des dents se fait à partir soit du concept des cônes primitifs, soit du concept de la roue plate génératrice. On peut diviser fondamentalement les engrenages spiro-coniques en deux classes majeures, américaine et européenne. La différence de base est dans: 13
Transcript of 1 ETUDE BIBLIOGRAPHIQUE - INSA Lyondocinsa.insa-lyon.fr/these/2002/lelkes/chap1.pdf · 2004. 1....
Etude bibliographique
1 ETUDE BIBLIOGRAPHIQUE
1.1 CLASSEMENT DES ENGRENAGES [7-9]
Le rôle principal des engrenages est d'assurer la transmission de puissance avec un mouvement de
rotation d'un arbre à un autre, avec un rapport moyen de vitesses angulaires constant. Selon les
positionnements relatifs des arbres trois classes majeures d'engrenages peuvent être distinguées :
- les engrenages à axes parallèles. Ce type est nommé aussi cylindrique. Les deux arbres sont
parallèles. Diverses catégories sont distinguées selon la géométrie des dents suivant la génératrice.
On trouve les dentures droites, les dentures hélicoïdales, etc.…
- les engrenages à axes concourants. Ce type est nommé aussi conique. Les deux arbres sont tels
que leurs axes de rotation se coupent. Selon la géométrie des dents, on distingue les sous-catégories
des :
- dentures droites, les génératrices passent par le point de concours des axes de rotation,
- dentures hélicoïdales,
- dentures spirales, engendrées par des segments rectilignes s'appuyant sur une courbe
directrice.
- les engrenages à axes quelconques, ces engrenages sont nommés gauches. Les axes des arbres
n’ont pas de point commun et occupent une position relative quelconque. Dans cette catégorie se
retrouvent par exemple les dentures hypoïdes.
1.1.1 Engrenages spiro-coniques
Cette étude se concentre sur les engrenages coniques. Ils sont utilisés dans diverses applications
mécaniques. Leur histoire est très étroitement liée au début et au développement de l'automobile.
Quatre-vingts pour cent de la production sont des applications automobiles. Durant le développement,
il a fallu répondre à des exigences industrielles de plus en plus strictes :
- grande puissance,
- poids réduit,
- résistance des charges variables,
- fonctionnement sans bruit et vibration.
Les engrenages spiro-coniques sont réalisés avec des méthodes de taillage des engrenages
parmi les plus complexes. Les formes de denture sont directement liées au développement des
machines et des outils de fabrication.
La conception des différents types d'engrenages spiro-coniques dépend de la méthode de
génération appliquée. Tous les fabricants ont proposé leurs propres paramètres. La génération des
dents se fait à partir soit du concept des cônes primitifs, soit du concept de la roue plate génératrice.
On peut diviser fondamentalement les engrenages spiro-coniques en deux classes majeures,
américaine et européenne. La différence de base est dans:
13
- la forme de la courbure directrice de la roue plate génératrice,
- la continuité de la courbure directrice de la roue plate génératrice,
- la variation de la hauteur de denture.
La position relative des axes peut être concourante ou gauche. Parmi les systèmes de
fabrication les plus connus, on peut citer la denture spirale Gleason et la denture spirale
Klingelnberg/Oerlikon.
1.1.2 Forme de la courbe directrice
La direction de dent est déterminée par une courbe directrice. Selon les mouvements de l’outil de
taillage on trouve un arc de cercle ou un arc d’épicycloïde.
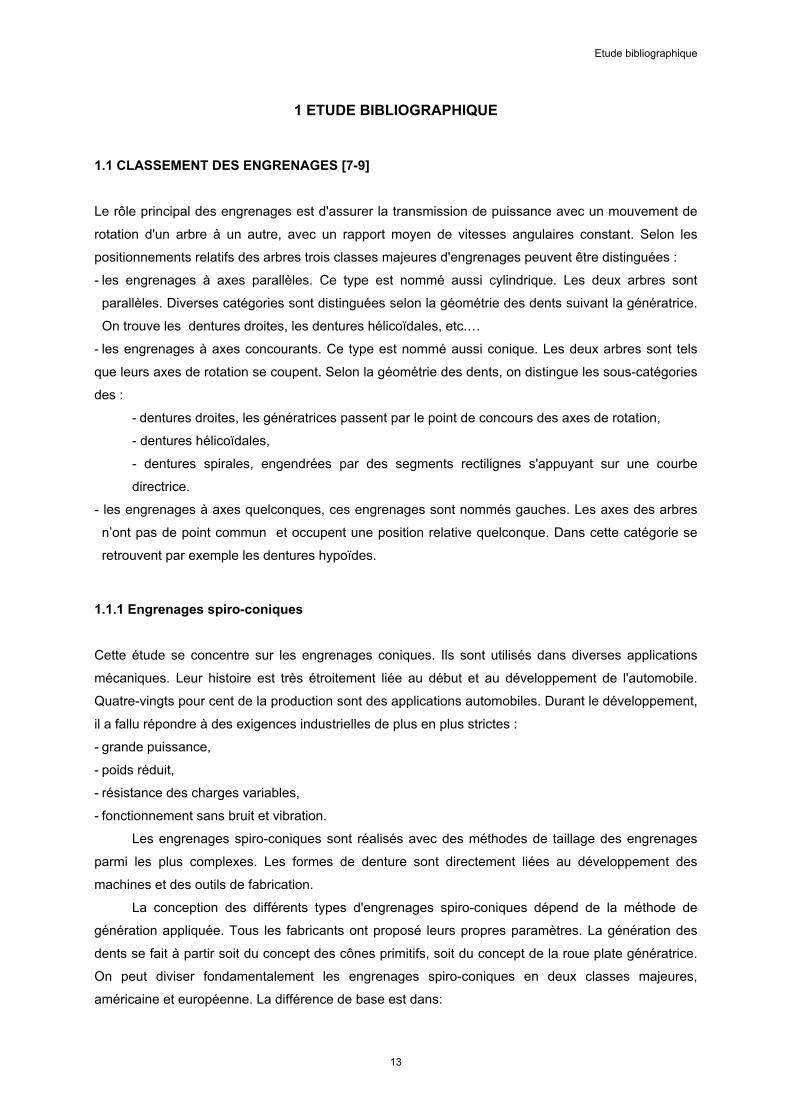
Pour un arc de cercle (Fig. 1.1), dans une position fixe, la génération de dent se réalise par trois
rotations simultanées. La fraise (rayon p) tourne sur elle-même, son axe tourne autour de l'axe de la
roue plate génératrice (rayon Rm). La pièce tourne aussi sur elle-même. La fraise porte des outils qui
imposent une forme de profil de denture. La vitesse de rotation propre de la fraise est indépendante
des autres mouvements de génération.
Fig. 1.1 Détermination de la forme de courbe directrice par un arc de cercle
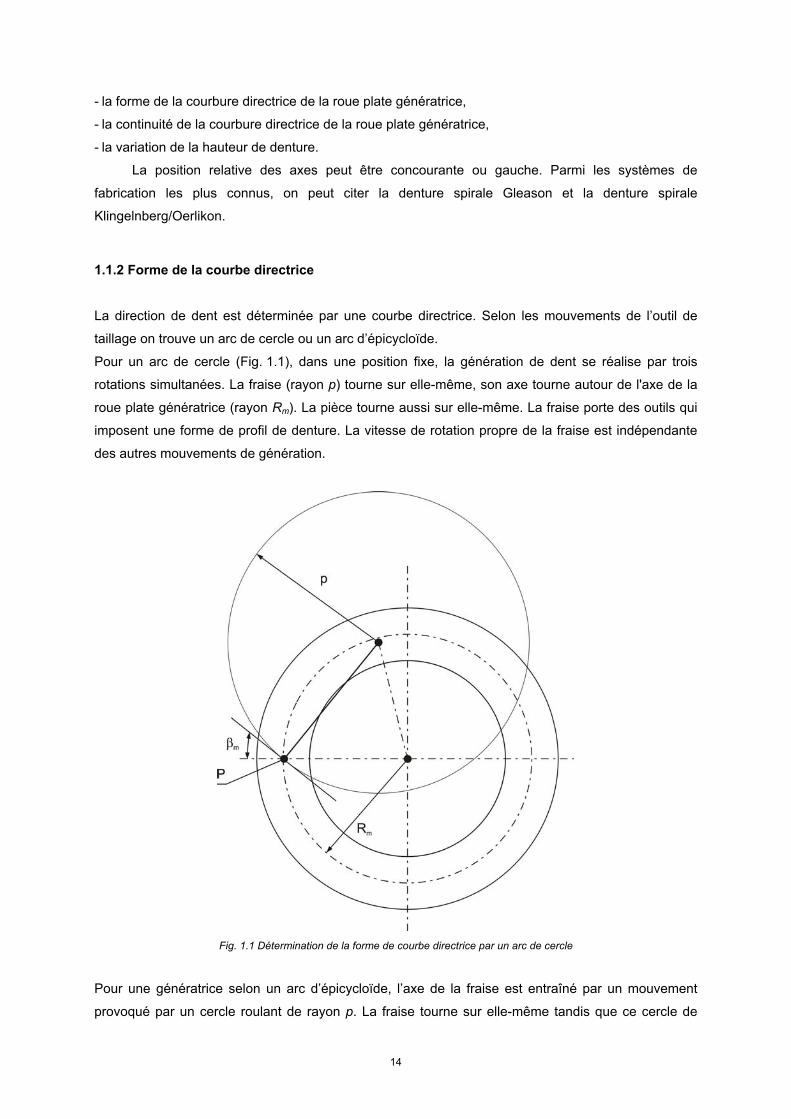
Pour une génératrice selon un arc d’épicycloïde, l’axe de la fraise est entraîné par un mouvement
provoqué par un cercle roulant de rayon p. La fraise tourne sur elle-même tandis que ce cercle de
14
Etude bibliographique
rayon p roule sans glisser sur un cercle de base de rayon ρ. La pièce tourne autour de son axe. La
forme de la courbe directrice est alors une épicycloïde (Fig. 1.2). Les rotations de la fraise et de la
roue plate génératrice sont évidemment en relation.
Fig. 1.2 Détermination de la forme de courbe directrice par un arc épicycloïdal
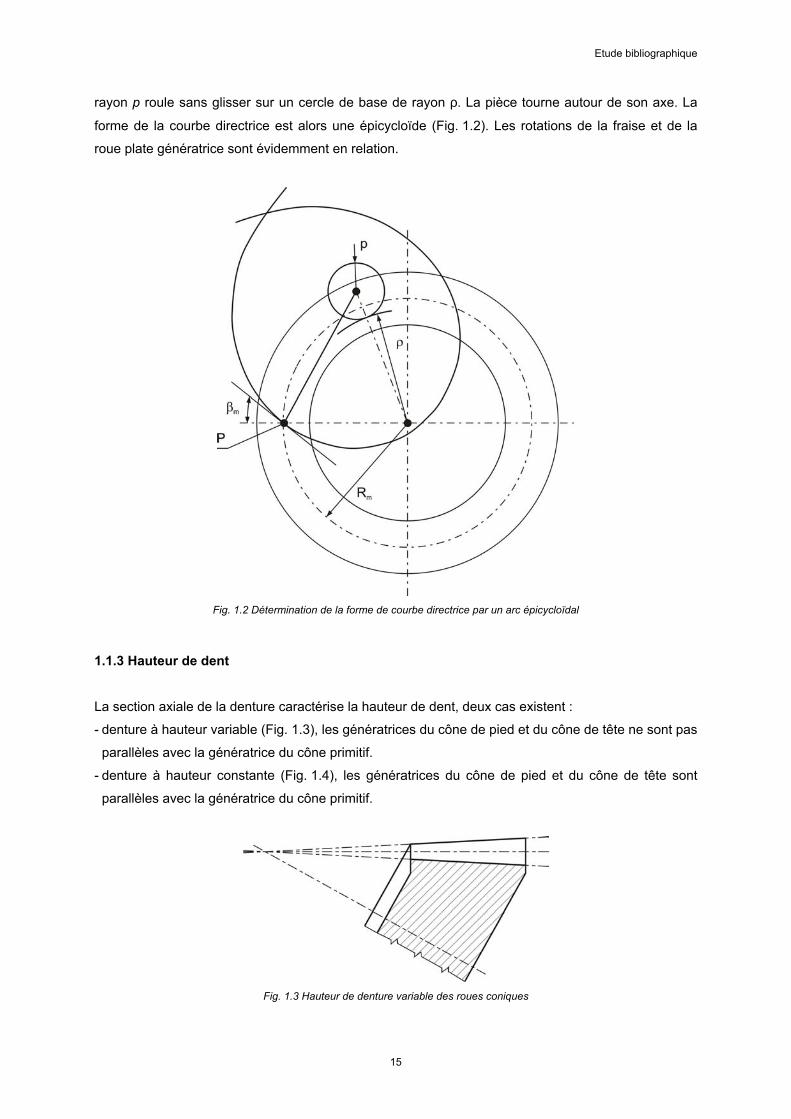
1.1.3 Hauteur de dent
La section axiale de la denture caractérise la hauteur de dent, deux cas existent :
- denture à hauteur variable (Fig. 1.3), les génératrices du cône de pied et du cône de tête ne sont pas
parallèles avec la génératrice du cône primitif.
- denture à hauteur constante (Fig. 1.4), les génératrices du cône de pied et du cône de tête sont
parallèles avec la génératrice du cône primitif.
Fig. 1.3 Hauteur de denture variable des roues coniques
15
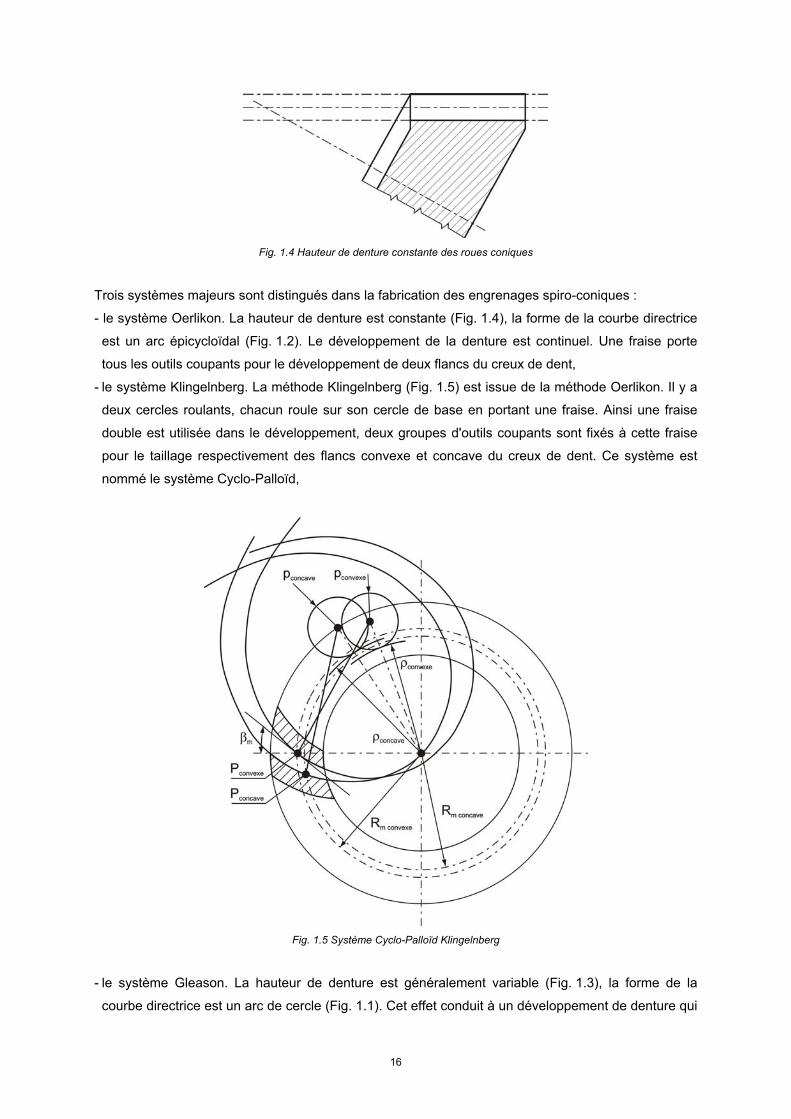
Fig. 1.4 Hauteur de denture constante des roues coniques
Trois systèmes majeurs sont distingués dans la fabrication des engrenages spiro-coniques :
- le système Oerlikon. La hauteur de denture est constante (Fig. 1.4), la forme de la courbe directrice
est un arc épicycloïdal (Fig. 1.2). Le développement de la denture est continuel. Une fraise porte
tous les outils coupants pour le développement de deux flancs du creux de dent,
- le système Klingelnberg. La méthode Klingelnberg (Fig. 1.5) est issue de la méthode Oerlikon. Il y a
deux cercles roulants, chacun roule sur son cercle de base en portant une fraise. Ainsi une fraise
double est utilisée dans le développement, deux groupes d'outils coupants sont fixés à cette fraise
pour le taillage respectivement des flancs convexe et concave du creux de dent. Ce système est
nommé le système Cyclo-Palloïd,
Fig. 1.5 Système Cyclo-Palloïd Klingelnberg
- le système Gleason. La hauteur de denture est généralement variable (Fig. 1.3), la forme de la
courbe directrice est un arc de cercle (Fig. 1.1). Cet effet conduit à un développement de denture qui
16
Etude bibliographique
se réalise par étapes pour toutes les dents. Les flancs de denture convexe et concave (actif et rétro)
sont taillés par des outils différents.
1.2 METHODES DE DEFINITION DES SURFACES D'ENGRENEMENT
La conception préliminaire des engrenages demande une définition très fine de la surface de denture
pour assurer des performances cinématiques et dynamiques satisfaisantes. Les comportements des
transmissions d’engrenages spiro-coniques sont particulièrement sensibles à la définition initiale de la
surface de denture, car il y une aire de contact conforme sur une très grande surface. Plusieurs
auteurs ont essayé d’avoir une définition formalisée de la géométrie [24, 32, 33, 40], en tenant compte
des paramètres de taillage significatifs [20, 24, 55]. Dans la pratique, l’aire de contact doit être située
au milieu de la surface du flan de denture pour présenter des conditions de contact satisfaisantes et
un niveau d’erreur cinématique le plus petit possible. Ainsi des modifications sur la surfaces sont
réalisées soit le long de la denture, soit en hauteur (pied-tête) [39]. Après avoir effectué les
modifications géométriques sur les paramètres de taillage de base qui sont très proches, le
changement de la géométrie de la surface n’est pas facilement estimé.
Les études sur les engrenages pour la définition de denture se partagent en deux, en fonction
du chargement : à vide et sous charge. Les études à vide, sans charge s’occupent principalement des
comparaisons des surfaces de denture [3, 4, 5, 23, 25, 27, 37, 38, 41, 42, 43, 44, 49, 54], et de la
définition de conditions cinématique de contact [1, 2, 14, 26, 29, 32, 34, 35, 40, 45, 46, 51, 55]. Les
études sous charge couvrent le domaine de la rigidité de denture [16, 30, 52], de la déformation et de
la détermination des conditions de contact sous charge [14, 15, 17, 18, 19, 21, 28, 31, 32, 33, 36, 39,
48, 50, 53].
1.2.1 Etude et analyse numérique des transmissions d’engrenages spiro-coniques à hauteur de denture constante et Face-Milled [40]
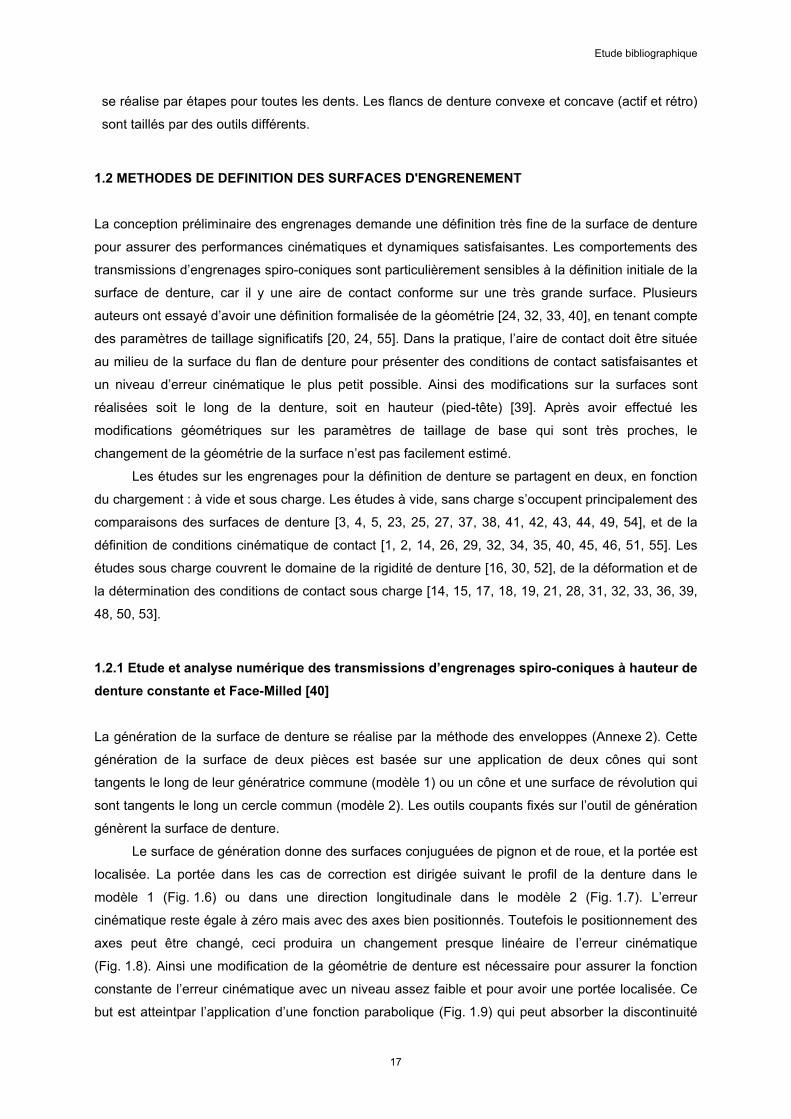
La génération de la surface de denture se réalise par la méthode des enveloppes (Annexe 2). Cette
génération de la surface de deux pièces est basée sur une application de deux cônes qui sont
tangents le long de leur génératrice commune (modèle 1) ou un cône et une surface de révolution qui
sont tangents le long un cercle commun (modèle 2). Les outils coupants fixés sur l’outil de génération
génèrent la surface de denture.
Le surface de génération donne des surfaces conjuguées de pignon et de roue, et la portée est
localisée. La portée dans les cas de correction est dirigée suivant le profil de la denture dans le
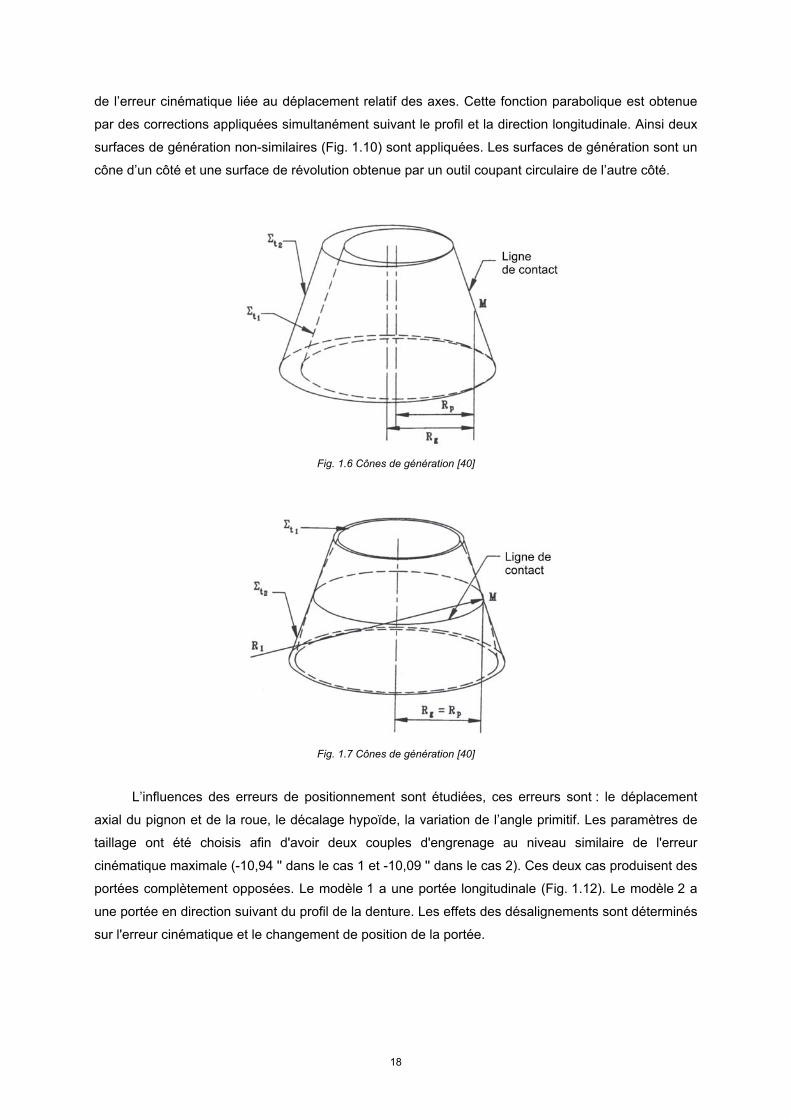
modèle 1 (Fig. 1.6) ou dans une direction longitudinale dans le modèle 2 (Fig. 1.7). L’erreur
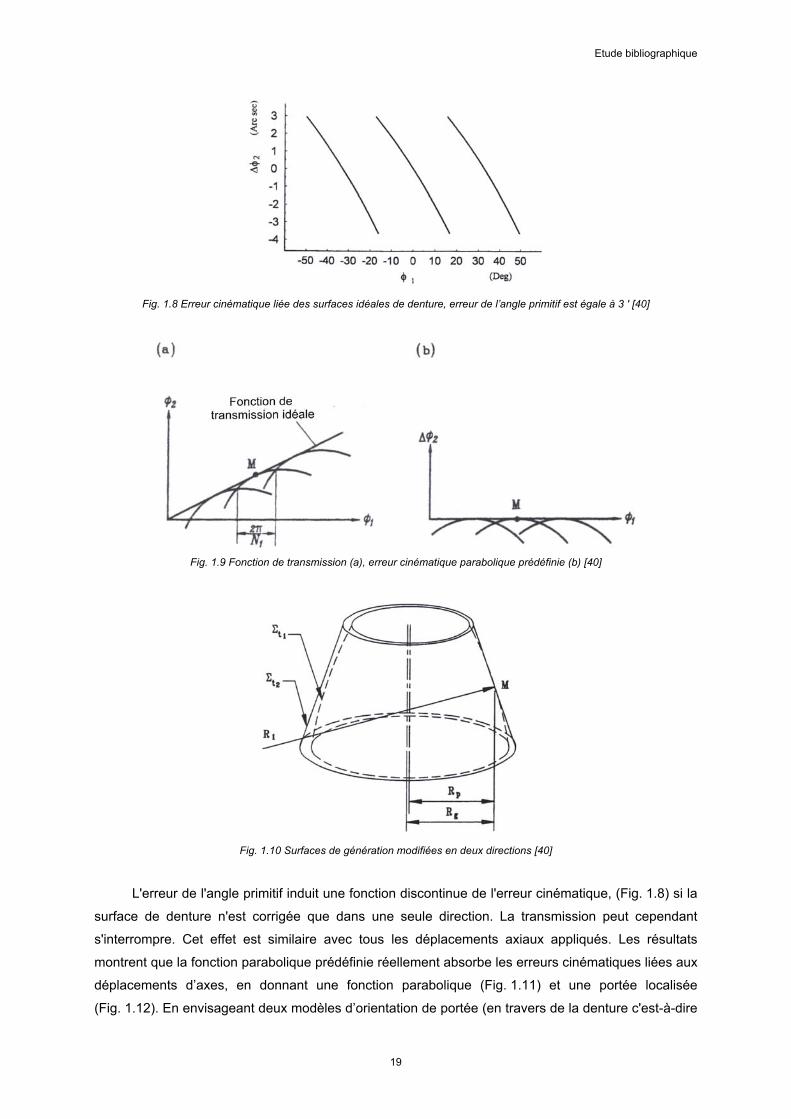
cinématique reste égale à zéro mais avec des axes bien positionnés. Toutefois le positionnement des
axes peut être changé, ceci produira un changement presque linéaire de l’erreur cinématique
(Fig. 1.8). Ainsi une modification de la géométrie de denture est nécessaire pour assurer la fonction
constante de l’erreur cinématique avec un niveau assez faible et pour avoir une portée localisée. Ce
but est atteintpar l’application d’une fonction parabolique (Fig. 1.9) qui peut absorber la discontinuité
17
de l’erreur cinématique liée au déplacement relatif des axes. Cette fonction parabolique est obtenue
par des corrections appliquées simultanément suivant le profil et la direction longitudinale. Ainsi deux
surfaces de génération non-similaires (Fig. 1.10) sont appliquées. Les surfaces de génération sont un
cône d’un côté et une surface de révolution obtenue par un outil coupant circulaire de l’autre côté.
Fig. 1.6 Cônes de génération [40]
Fig. 1.7 Cônes de génération [40]
L’influences des erreurs de positionnement sont étudiées, ces erreurs sont : le déplacement
axial du pignon et de la roue, le décalage hypoïde, la variation de l’angle primitif. Les paramètres de
taillage ont été choisis afin d'avoir deux couples d'engrenage au niveau similaire de l'erreur
cinématique maximale (-10,94 '' dans le cas 1 et -10,09 '' dans le cas 2). Ces deux cas produisent des
portées complètement opposées. Le modèle 1 a une portée longitudinale (Fig. 1.12). Le modèle 2 a
une portée en direction suivant du profil de la denture. Les effets des désalignements sont déterminés
sur l'erreur cinématique et le changement de position de la portée.
18
Etude bibliographique
Fig. 1.8 Erreur cinématique liée des surfaces idéales de denture, erreur de l’angle primitif est égale à 3 ' [40]
Fig. 1.9 Fonction de transmission (a), erreur cinématique parabolique prédéfinie (b) [40]
Fig. 1.10 Surfaces de génération modifiées en deux directions [40]
L'erreur de l'angle primitif induit une fonction discontinue de l'erreur cinématique, (Fig. 1.8) si la
surface de denture n'est corrigée que dans une seule direction. La transmission peut cependant
s'interrompre. Cet effet est similaire avec tous les déplacements axiaux appliqués. Les résultats
montrent que la fonction parabolique prédéfinie réellement absorbe les erreurs cinématiques liées aux
déplacements d’axes, en donnant une fonction parabolique (Fig. 1.11) et une portée localisée
(Fig. 1.12). En envisageant deux modèles d’orientation de portée (en travers de la denture c'est-à-dire
19
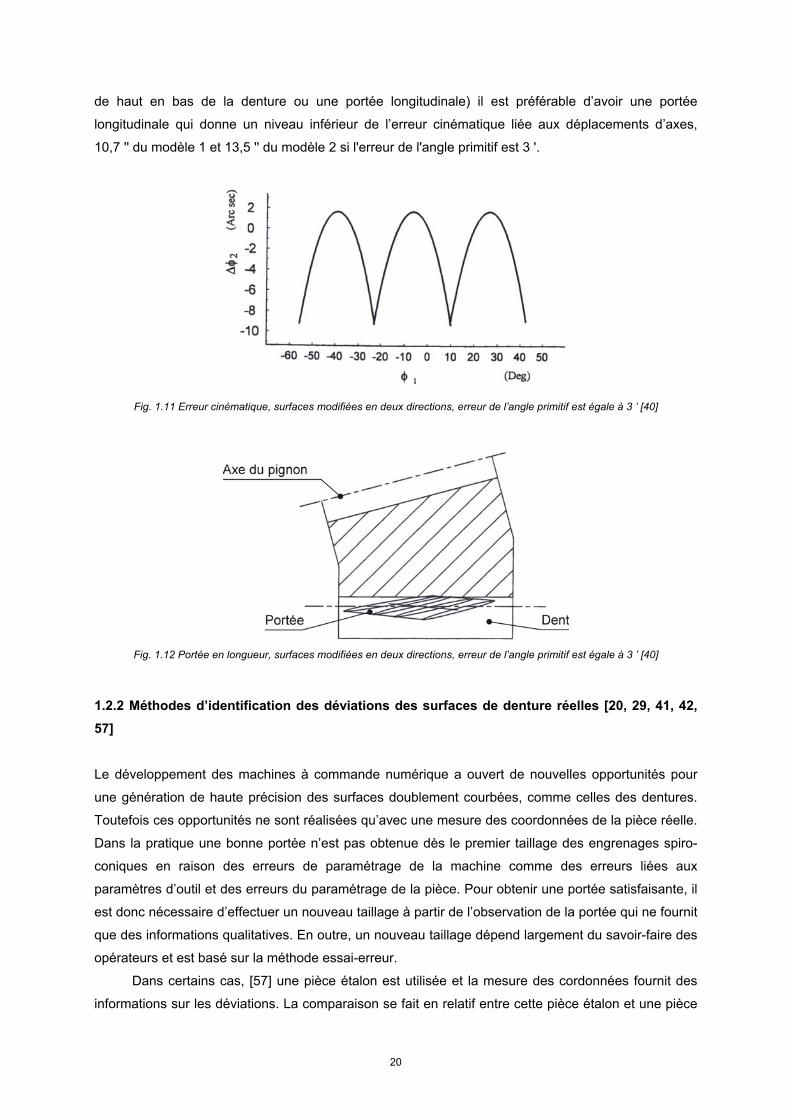
de haut en bas de la denture ou une portée longitudinale) il est préférable d’avoir une portée
longitudinale qui donne un niveau inférieur de l’erreur cinématique liée aux déplacements d’axes,
10,7 '' du modèle 1 et 13,5 '' du modèle 2 si l'erreur de l'angle primitif est 3 '.
Fig. 1.11 Erreur cinématique, surfaces modifiées en deux directions, erreur de l’angle primitif est égale à 3 ’ [40]
Fig. 1.12 Portée en longueur, surfaces modifiées en deux directions, erreur de l’angle primitif est égale à 3 ’ [40]
1.2.2 Méthodes d’identification des déviations des surfaces de denture réelles [20, 29, 41, 42, 57]
Le développement des machines à commande numérique a ouvert de nouvelles opportunités pour
une génération de haute précision des surfaces doublement courbées, comme celles des dentures.
Toutefois ces opportunités ne sont réalisées qu’avec une mesure des coordonnées de la pièce réelle.
Dans la pratique une bonne portée n’est pas obtenue dès le premier taillage des engrenages spiro-
coniques en raison des erreurs de paramétrage de la machine comme des erreurs liées aux
paramètres d’outil et des erreurs du paramétrage de la pièce. Pour obtenir une portée satisfaisante, il
est donc nécessaire d’effectuer un nouveau taillage à partir de l’observation de la portée qui ne fournit
que des informations qualitatives. En outre, un nouveau taillage dépend largement du savoir-faire des
opérateurs et est basé sur la méthode essai-erreur.
Dans certains cas, [57] une pièce étalon est utilisée et la mesure des cordonnées fournit des
informations sur les déviations. La comparaison se fait en relatif entre cette pièce étalon et une pièce
20
Etude bibliographique
à valider. Les réglages de la pièce à tester sont donnés par rapport aux réglages de la pièce étalon.
La mesure est effectuée par une machine à mesurer en 3 Dimensions. Les différences de forme des
surfaces sont présentées en 3D (Fig. 1.13). Cette méthode a été jugée moins efficace [40] que la
détermination numérisée des déviations surfaciques.
Fig. 1.13 Comparaison (en absolu) de la surface réelle à la surface théorique [57]
Fig. 1.14 Positionnement de la pièce à CMM [20]
Fig. 1.15 Principe de la mesure de la surface de denture [29]
21
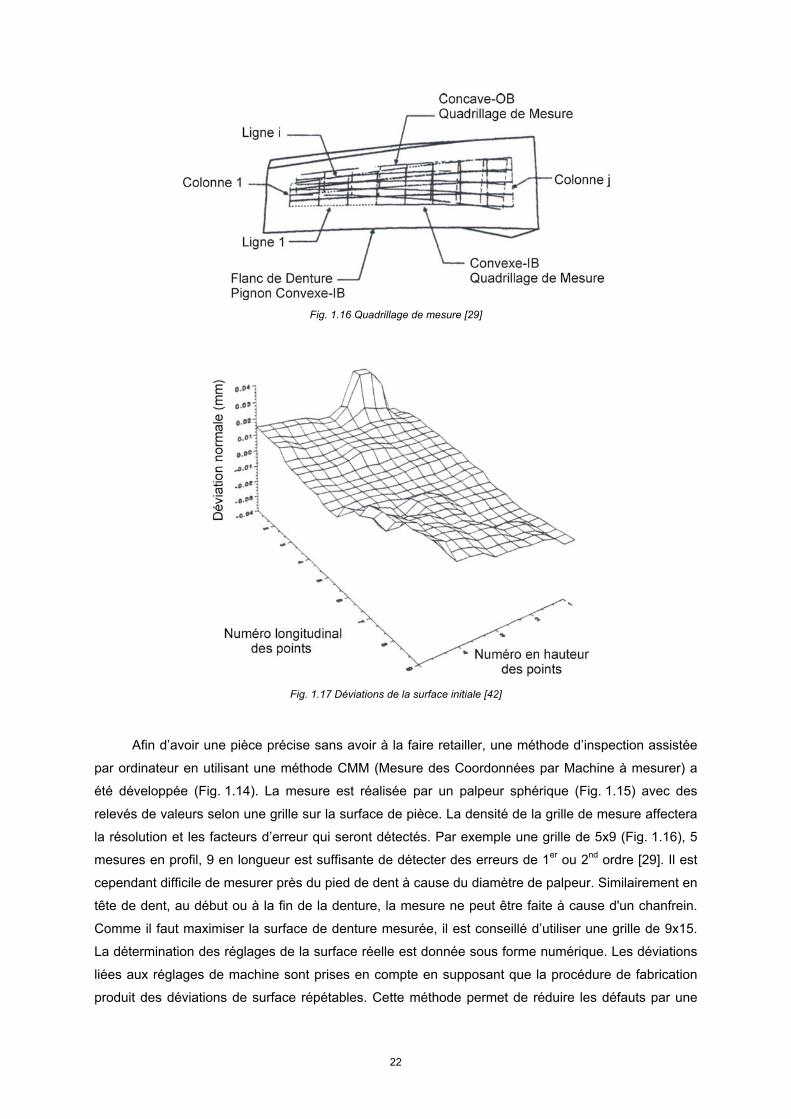
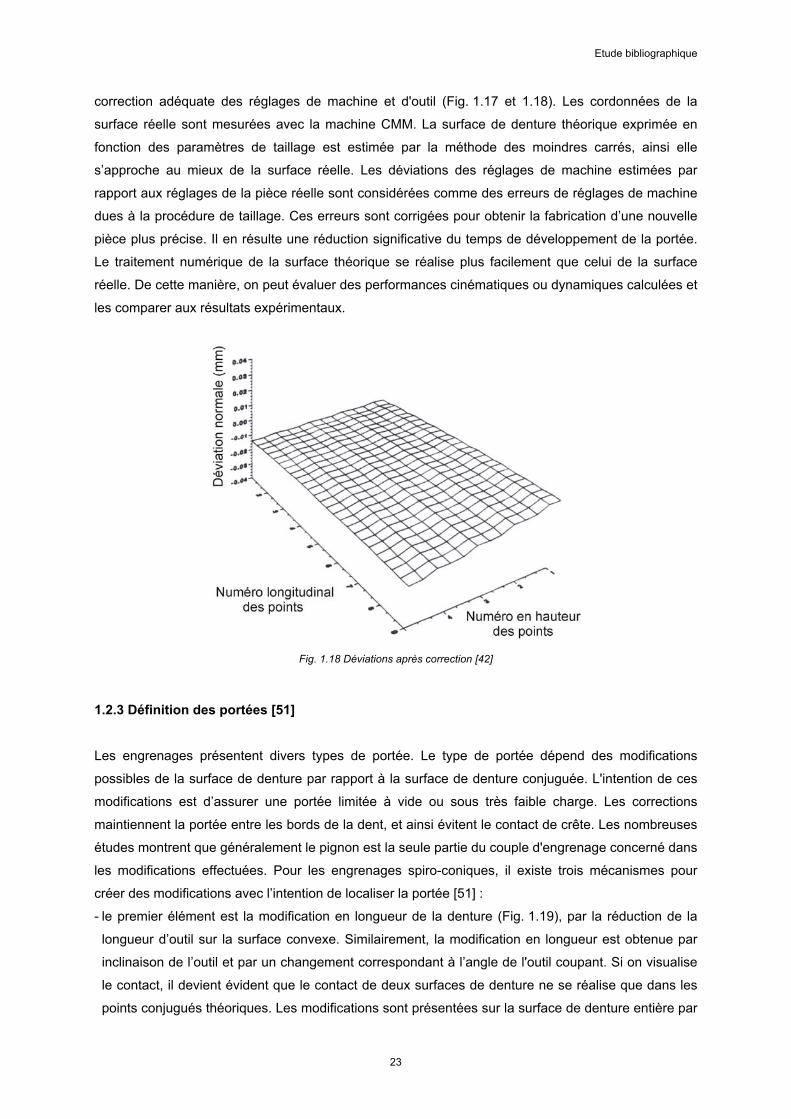
Fig. 1.16 Quadrillage de mesure [29]
Fig. 1.17 Déviations de la surface initiale [42]
Afin d’avoir une pièce précise sans avoir à la faire retailler, une méthode d’inspection assistée
par ordinateur en utilisant une méthode CMM (Mesure des Coordonnées par Machine à mesurer) a
été développée (Fig. 1.14). La mesure est réalisée par un palpeur sphérique (Fig. 1.15) avec des
relevés de valeurs selon une grille sur la surface de pièce. La densité de la grille de mesure affectera
la résolution et les facteurs d’erreur qui seront détectés. Par exemple une grille de 5x9 (Fig. 1.16), 5
mesures en profil, 9 en longueur est suffisante de détecter des erreurs de 1er ou 2nd ordre [29]. Il est
cependant difficile de mesurer près du pied de dent à cause du diamètre de palpeur. Similairement en
tête de dent, au début ou à la fin de la denture, la mesure ne peut être faite à cause d'un chanfrein.
Comme il faut maximiser la surface de denture mesurée, il est conseillé d’utiliser une grille de 9x15.
La détermination des réglages de la surface réelle est donnée sous forme numérique. Les déviations
liées aux réglages de machine sont prises en compte en supposant que la procédure de fabrication
produit des déviations de surface répétables. Cette méthode permet de réduire les défauts par une
22
Etude bibliographique
correction adéquate des réglages de machine et d'outil (Fig. 1.17 et 1.18). Les cordonnées de la
surface réelle sont mesurées avec la machine CMM. La surface de denture théorique exprimée en
fonction des paramètres de taillage est estimée par la méthode des moindres carrés, ainsi elle
s’approche au mieux de la surface réelle. Les déviations des réglages de machine estimées par
rapport aux réglages de la pièce réelle sont considérées comme des erreurs de réglages de machine
dues à la procédure de taillage. Ces erreurs sont corrigées pour obtenir la fabrication d’une nouvelle
pièce plus précise. Il en résulte une réduction significative du temps de développement de la portée.
Le traitement numérique de la surface théorique se réalise plus facilement que celui de la surface
réelle. De cette manière, on peut évaluer des performances cinématiques ou dynamiques calculées et
les comparer aux résultats expérimentaux.
Fig. 1.18 Déviations après correction [42]
1.2.3 Définition des portées [51]
Les engrenages présentent divers types de portée. Le type de portée dépend des modifications
possibles de la surface de denture par rapport à la surface de denture conjuguée. L'intention de ces
modifications est d’assurer une portée limitée à vide ou sous très faible charge. Les corrections
maintiennent la portée entre les bords de la dent, et ainsi évitent le contact de crête. Les nombreuses
études montrent que généralement le pignon est la seule partie du couple d'engrenage concerné dans
les modifications effectuées. Pour les engrenages spiro-coniques, il existe trois mécanismes pour
créer des modifications avec l’intention de localiser la portée [51] :
- le premier élément est la modification en longueur de la denture (Fig. 1.19), par la réduction de la
longueur d’outil sur la surface convexe. Similairement, la modification en longueur est obtenue par
inclinaison de l’outil et par un changement correspondant à l’angle de l'outil coupant. Si on visualise
le contact, il devient évident que le contact de deux surfaces de denture ne se réalise que dans les
points conjugués théoriques. Les modifications sont présentées sur la surface de denture entière par
23
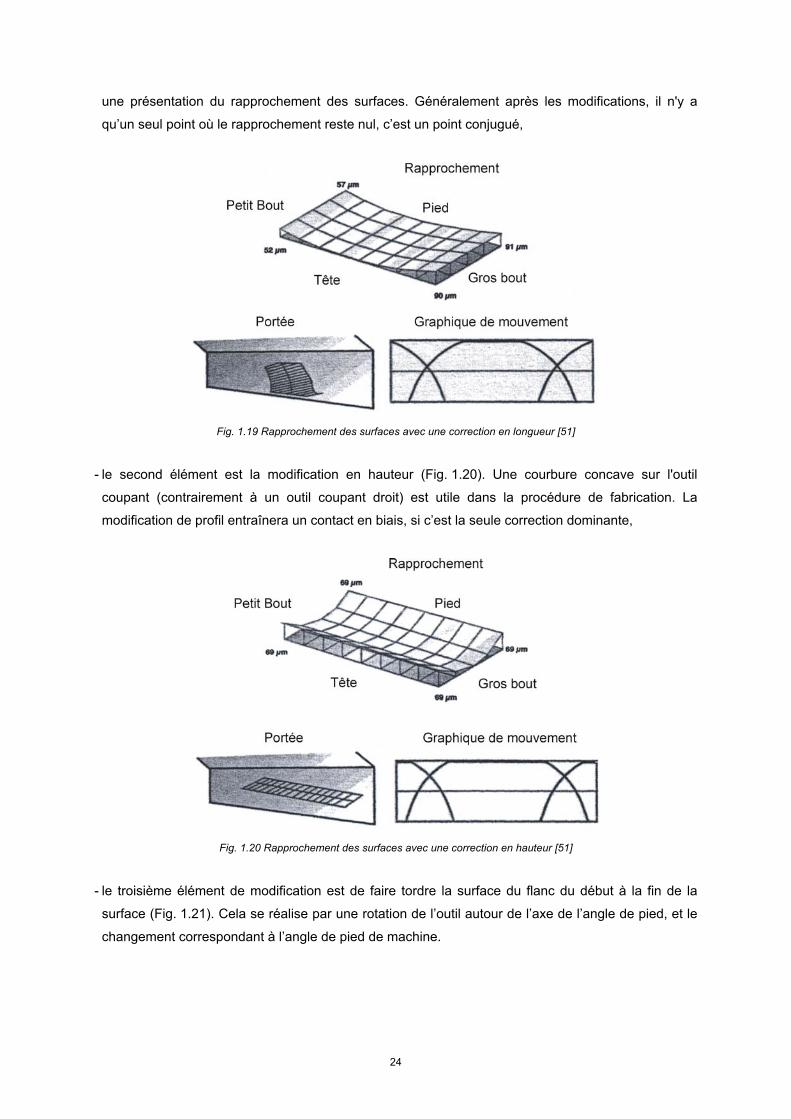
une présentation du rapprochement des surfaces. Généralement après les modifications, il n'y a
qu’un seul point où le rapprochement reste nul, c’est un point conjugué,
Fig. 1.19 Rapprochement des surfaces avec une correction en longueur [51]
- le second élément est la modification en hauteur (Fig. 1.20). Une courbure concave sur l'outil
coupant (contrairement à un outil coupant droit) est utile dans la procédure de fabrication. La
modification de profil entraînera un contact en biais, si c’est la seule correction dominante,
Fig. 1.20 Rapprochement des surfaces avec une correction en hauteur [51]
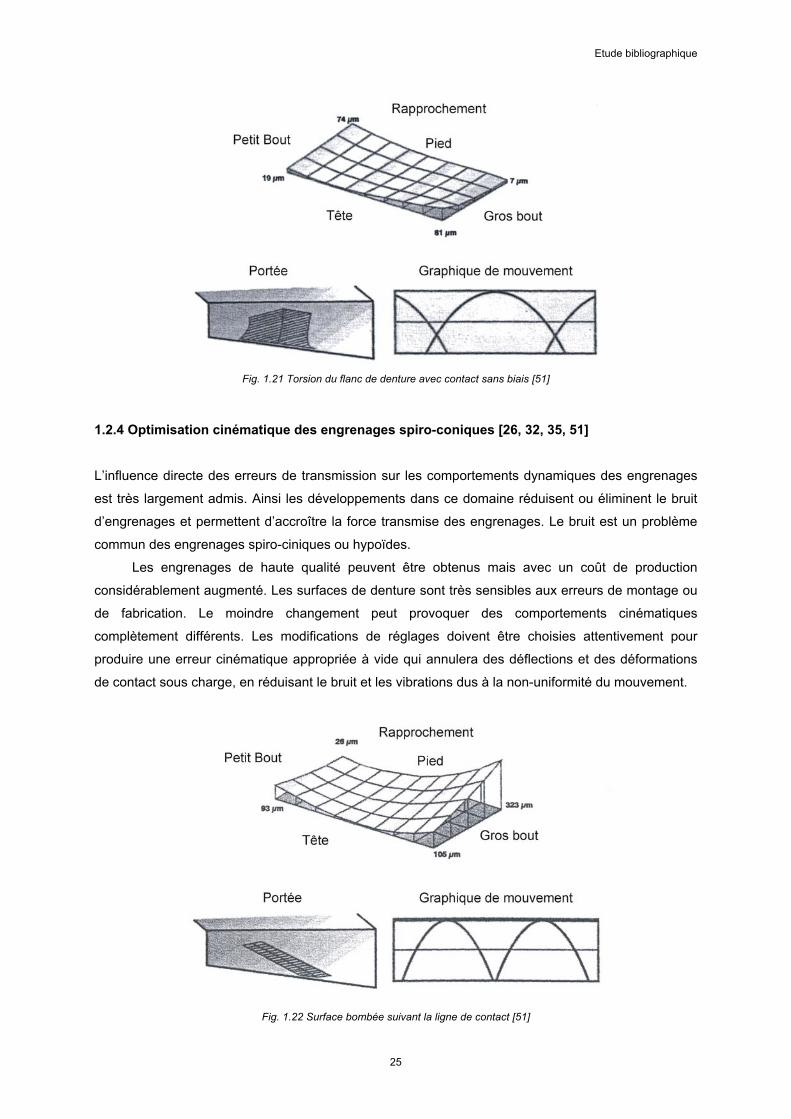
- le troisième élément de modification est de faire tordre la surface du flanc du début à la fin de la
surface (Fig. 1.21). Cela se réalise par une rotation de l’outil autour de l’axe de l’angle de pied, et le
changement correspondant à l’angle de pied de machine.
24
Etude bibliographique
Fig. 1.21 Torsion du flanc de denture avec contact sans biais [51]
1.2.4 Optimisation cinématique des engrenages spiro-coniques [26, 32, 35, 51]
L’influence directe des erreurs de transmission sur les comportements dynamiques des engrenages
est très largement admis. Ainsi les développements dans ce domaine réduisent ou éliminent le bruit
d’engrenages et permettent d’accroître la force transmise des engrenages. Le bruit est un problème
commun des engrenages spiro-ciniques ou hypoïdes.
Les engrenages de haute qualité peuvent être obtenus mais avec un coût de production
considérablement augmenté. Les surfaces de denture sont très sensibles aux erreurs de montage ou
de fabrication. Le moindre changement peut provoquer des comportements cinématiques
complètement différents. Les modifications de réglages doivent être choisies attentivement pour
produire une erreur cinématique appropriée à vide qui annulera des déflections et des déformations
de contact sous charge, en réduisant le bruit et les vibrations dus à la non-uniformité du mouvement.
Fig. 1.22 Surface bombée suivant la ligne de contact [51]
25
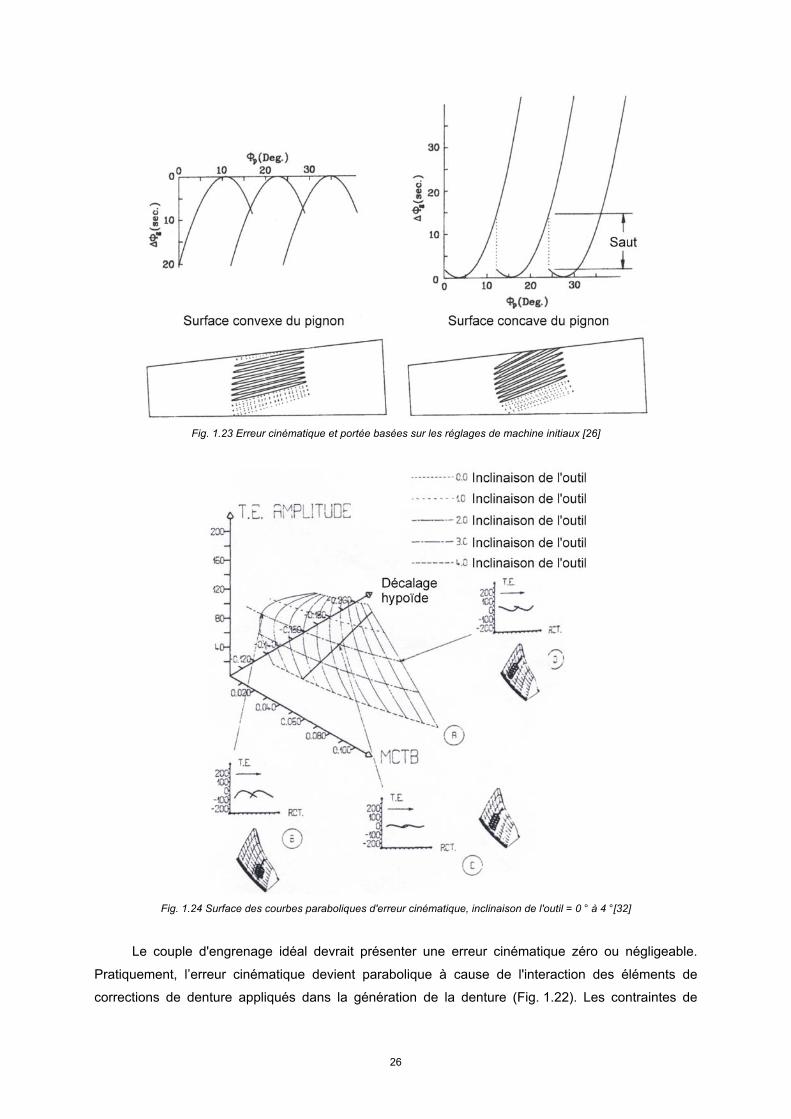
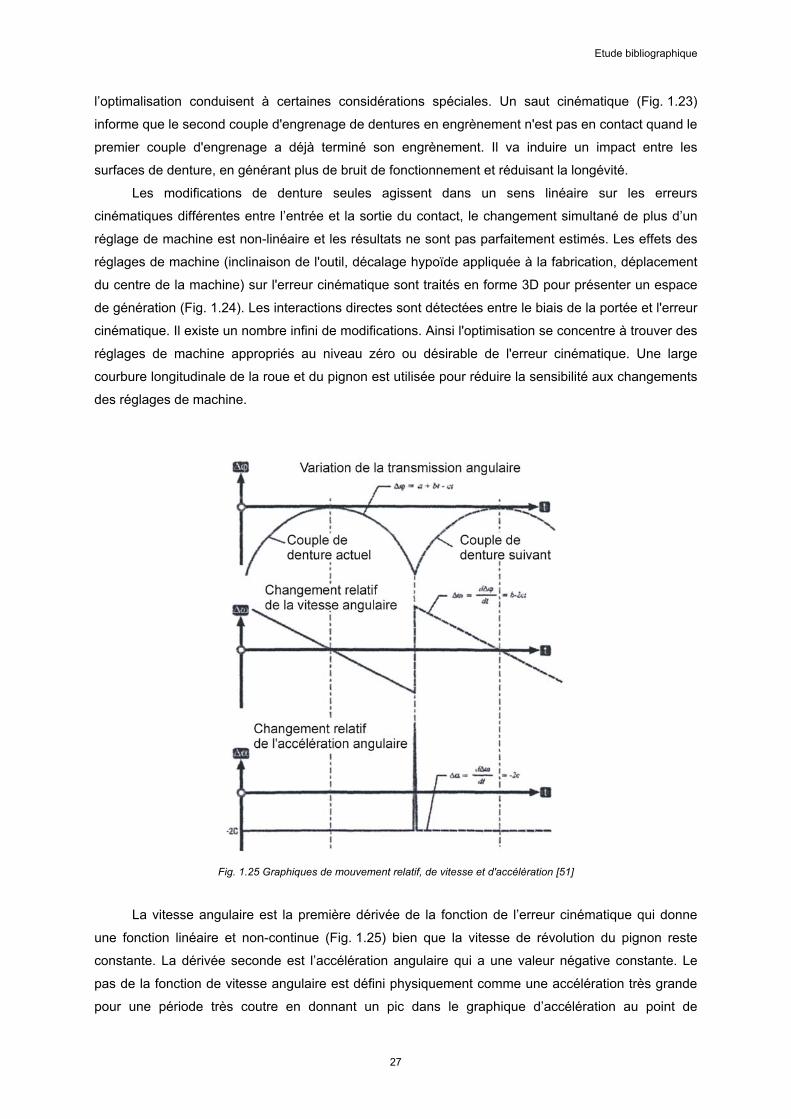
Fig. 1.23 Erreur cinématique et portée basées sur les réglages de machine initiaux [26]
Fig. 1.24 Surface des courbes paraboliques d'erreur cinématique, inclinaison de l'outil = 0 ° à 4 °[32]
Le couple d'engrenage idéal devrait présenter une erreur cinématique zéro ou négligeable.
Pratiquement, l’erreur cinématique devient parabolique à cause de l'interaction des éléments de
corrections de denture appliqués dans la génération de la denture (Fig. 1.22). Les contraintes de
26
Etude bibliographique
l’optimalisation conduisent à certaines considérations spéciales. Un saut cinématique (Fig. 1.23)
informe que le second couple d'engrenage de dentures en engrènement n'est pas en contact quand le
premier couple d'engrenage a déjà terminé son engrènement. Il va induire un impact entre les
surfaces de denture, en générant plus de bruit de fonctionnement et réduisant la longévité.
Les modifications de denture seules agissent dans un sens linéaire sur les erreurs
cinématiques différentes entre l’entrée et la sortie du contact, le changement simultané de plus d’un
réglage de machine est non-linéaire et les résultats ne sont pas parfaitement estimés. Les effets des
réglages de machine (inclinaison de l'outil, décalage hypoïde appliquée à la fabrication, déplacement
du centre de la machine) sur l'erreur cinématique sont traités en forme 3D pour présenter un espace
de génération (Fig. 1.24). Les interactions directes sont détectées entre le biais de la portée et l'erreur
cinématique. Il existe un nombre infini de modifications. Ainsi l'optimisation se concentre à trouver des
réglages de machine appropriés au niveau zéro ou désirable de l'erreur cinématique. Une large
courbure longitudinale de la roue et du pignon est utilisée pour réduire la sensibilité aux changements
des réglages de machine.
Fig. 1.25 Graphiques de mouvement relatif, de vitesse et d'accélération [51]
La vitesse angulaire est la première dérivée de la fonction de l’erreur cinématique qui donne
une fonction linéaire et non-continue (Fig. 1.25) bien que la vitesse de révolution du pignon reste
constante. La dérivée seconde est l’accélération angulaire qui a une valeur négative constante. Le
pas de la fonction de vitesse angulaire est défini physiquement comme une accélération très grande
pour une période très coutre en donnant un pic dans le graphique d’accélération au point de
27
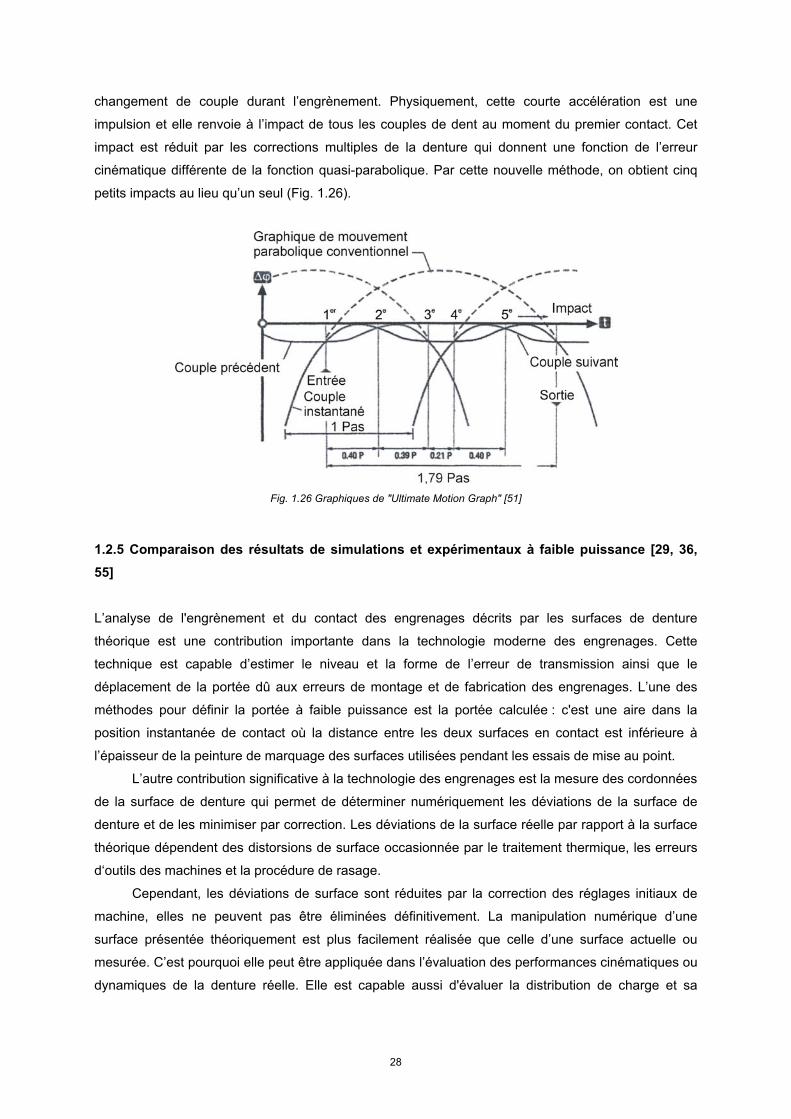
changement de couple durant l’engrènement. Physiquement, cette courte accélération est une
impulsion et elle renvoie à l’impact de tous les couples de dent au moment du premier contact. Cet
impact est réduit par les corrections multiples de la denture qui donnent une fonction de l’erreur
cinématique différente de la fonction quasi-parabolique. Par cette nouvelle méthode, on obtient cinq
petits impacts au lieu qu’un seul (Fig. 1.26).
Fig. 1.26 Graphiques de "Ultimate Motion Graph" [51]
1.2.5 Comparaison des résultats de simulations et expérimentaux à faible puissance [29, 36, 55]
L’analyse de l'engrènement et du contact des engrenages décrits par les surfaces de denture
théorique est une contribution importante dans la technologie moderne des engrenages. Cette
technique est capable d’estimer le niveau et la forme de l’erreur de transmission ainsi que le
déplacement de la portée dû aux erreurs de montage et de fabrication des engrenages. L’une des
méthodes pour définir la portée à faible puissance est la portée calculée : c'est une aire dans la
position instantanée de contact où la distance entre les deux surfaces en contact est inférieure à
l’épaisseur de la peinture de marquage des surfaces utilisées pendant les essais de mise au point.
L’autre contribution significative à la technologie des engrenages est la mesure des cordonnées
de la surface de denture qui permet de déterminer numériquement les déviations de la surface de
denture et de les minimiser par correction. Les déviations de la surface réelle par rapport à la surface
théorique dépendent des distorsions de surface occasionnée par le traitement thermique, les erreurs
d‘outils des machines et la procédure de rasage.
Cependant, les déviations de surface sont réduites par la correction des réglages initiaux de
machine, elles ne peuvent pas être éliminées définitivement. La manipulation numérique d’une
surface présentée théoriquement est plus facilement réalisée que celle d’une surface actuelle ou
mesurée. C’est pourquoi elle peut être appliquée dans l’évaluation des performances cinématiques ou
dynamiques de la denture réelle. Elle est capable aussi d'évaluer la distribution de charge et sa
28
Etude bibliographique
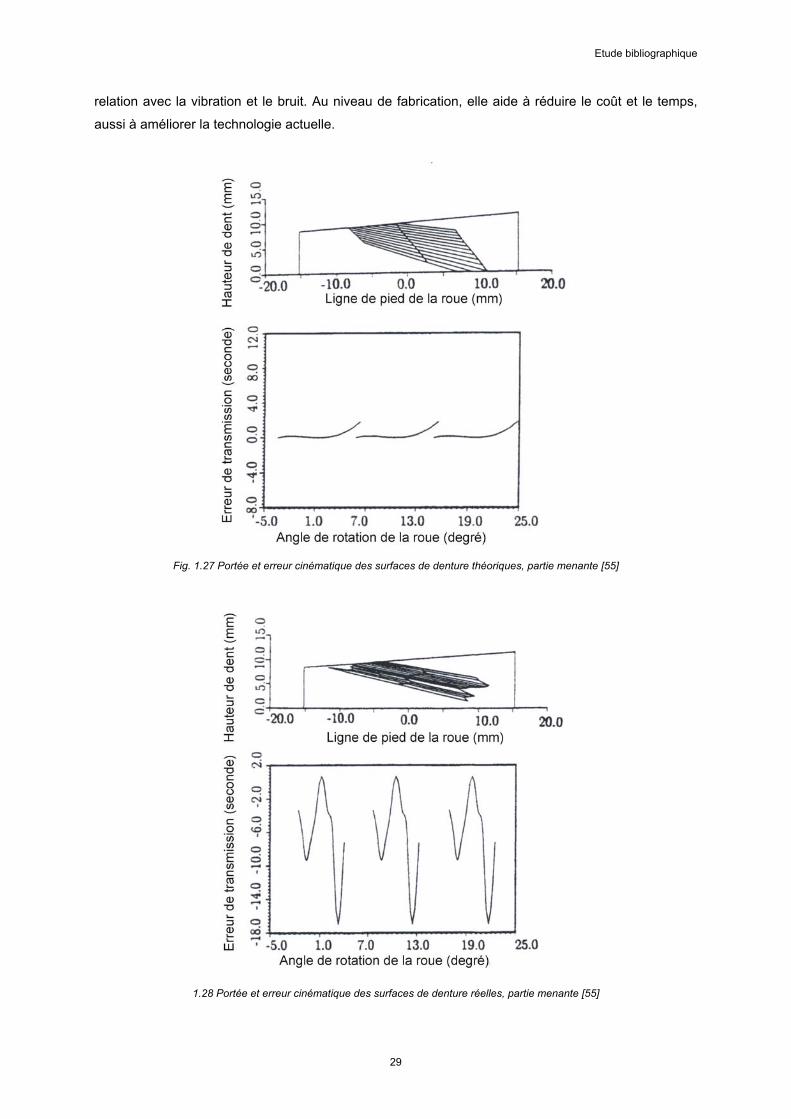
relation avec la vibration et le bruit. Au niveau de fabrication, elle aide à réduire le coût et le temps,
aussi à améliorer la technologie actuelle.
Fig. 1.27 Portée et erreur cinématique des surfaces de denture théoriques, partie menante [55]
1.28 Portée et erreur cinématique des surfaces de denture réelles, partie menante [55]
29
La surface de denture mesurée est donnée dans une forme numérique. Pour le calcul, il y une
approche générale pour l’interpolation de la surface réelle par les courbes splines bi-cubiques. Avant
l’analyse une minimisation des déviations est accomplie par une correction des réglages de machine.
Les comportements cinématique sont très sensibles à ces déviations, (en comparant les figures 1.27
et 1.28). Le rapport de conduite est inférieur à un, car l’erreur cinématique est discontinue (Fig. 1.28).
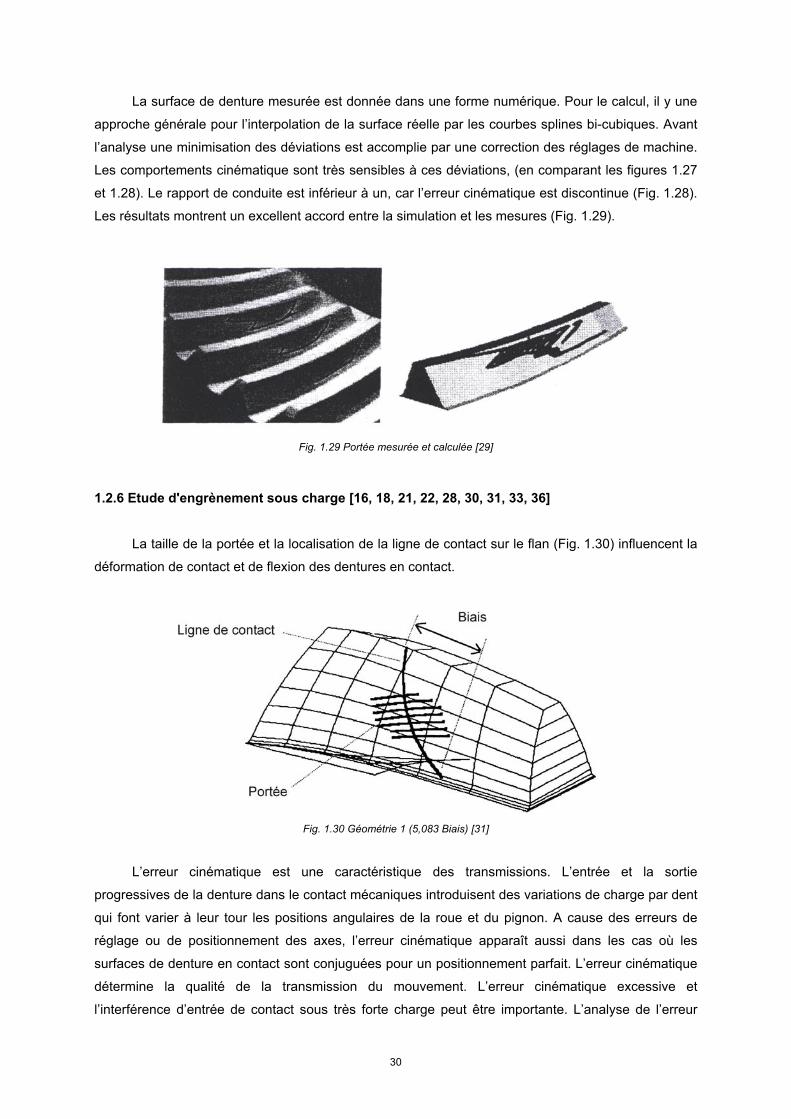
Les résultats montrent un excellent accord entre la simulation et les mesures (Fig. 1.29).
Fig. 1.29 Portée mesurée et calculée [29]
1.2.6 Etude d'engrènement sous charge [16, 18, 21, 22, 28, 30, 31, 33, 36]
La taille de la portée et la localisation de la ligne de contact sur le flan (Fig. 1.30) influencent la
déformation de contact et de flexion des dentures en contact.
Fig. 1.30 Géométrie 1 (5,083 Biais) [31]
L’erreur cinématique est une caractéristique des transmissions. L’entrée et la sortie
progressives de la denture dans le contact mécaniques introduisent des variations de charge par dent
qui font varier à leur tour les positions angulaires de la roue et du pignon. A cause des erreurs de
réglage ou de positionnement des axes, l’erreur cinématique apparaît aussi dans les cas où les
surfaces de denture en contact sont conjuguées pour un positionnement parfait. L’erreur cinématique
détermine la qualité de la transmission du mouvement. L’erreur cinématique excessive et
l’interférence d’entrée de contact sous très forte charge peut être importante. L’analyse de l’erreur
30
Etude bibliographique
cinématique sous charge est donc nécessaire dans l’étude des transmissions d’engrenages.
L’erreur cinématique, le rapport de conduite et la portée d’engrenage sont les aspects fondamentaux
du comportement de l’engrènement. L’estimation précise est importante pour produire des
engrenages plus résistants à la flexion et à la contrainte de contact. Les vibrations sont causées
principalement par l’erreur cinématique et la variation de la rigidité des dentures. Presque toujours, les
simulations sont comparées aux résultats expérimentaux.
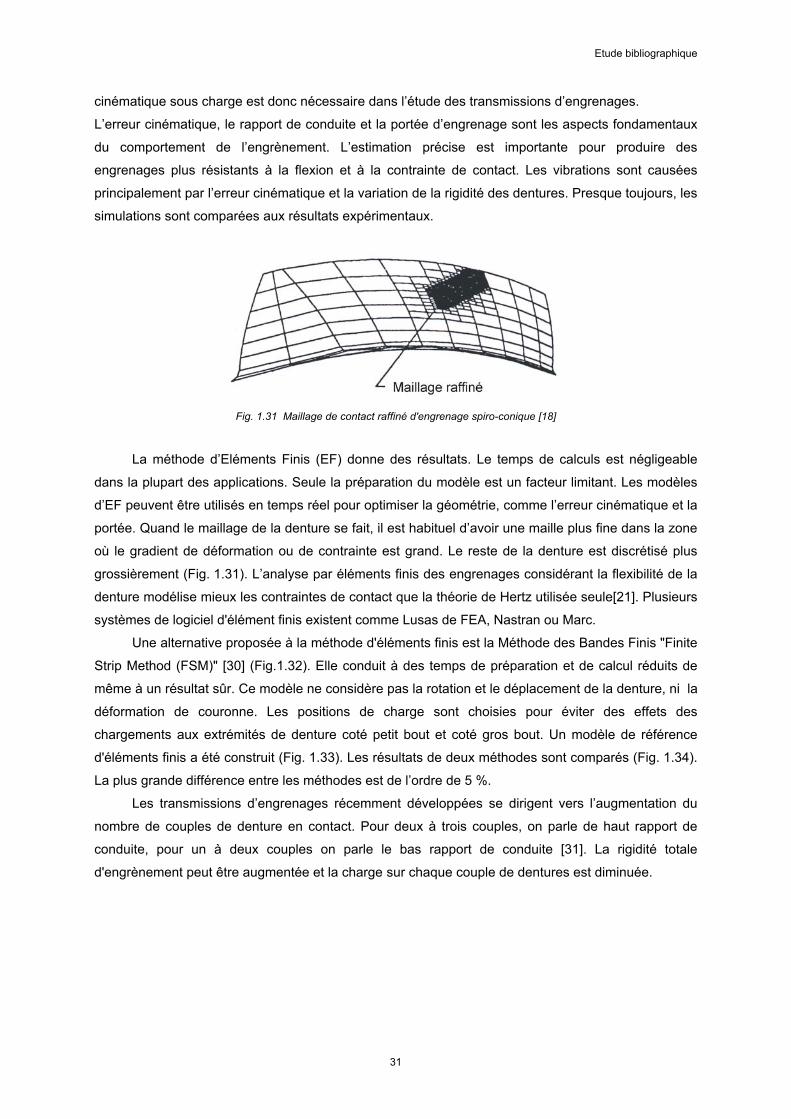
Fig. 1.31 Maillage de contact raffiné d'engrenage spiro-conique [18]
La méthode d’Eléments Finis (EF) donne des résultats. Le temps de calculs est négligeable
dans la plupart des applications. Seule la préparation du modèle est un facteur limitant. Les modèles
d’EF peuvent être utilisés en temps réel pour optimiser la géométrie, comme l’erreur cinématique et la
portée. Quand le maillage de la denture se fait, il est habituel d’avoir une maille plus fine dans la zone
où le gradient de déformation ou de contrainte est grand. Le reste de la denture est discrétisé plus
grossièrement (Fig. 1.31). L’analyse par éléments finis des engrenages considérant la flexibilité de la
denture modélise mieux les contraintes de contact que la théorie de Hertz utilisée seule[21]. Plusieurs
systèmes de logiciel d'élément finis existent comme Lusas de FEA, Nastran ou Marc.
Une alternative proposée à la méthode d'éléments finis est la Méthode des Bandes Finis "Finite
Strip Method (FSM)" [30] (Fig.1.32). Elle conduit à des temps de préparation et de calcul réduits de
même à un résultat sûr. Ce modèle ne considère pas la rotation et le déplacement de la denture, ni la
déformation de couronne. Les positions de charge sont choisies pour éviter des effets des
chargements aux extrémités de denture coté petit bout et coté gros bout. Un modèle de référence
d'éléments finis a été construit (Fig. 1.33). Les résultats de deux méthodes sont comparés (Fig. 1.34).
La plus grande différence entre les méthodes est de l’ordre de 5 %.
Les transmissions d’engrenages récemment développées se dirigent vers l’augmentation du
nombre de couples de denture en contact. Pour deux à trois couples, on parle de haut rapport de
conduite, pour un à deux couples on parle le bas rapport de conduite [31]. La rigidité totale
d'engrènement peut être augmentée et la charge sur chaque couple de dentures est diminuée.
31
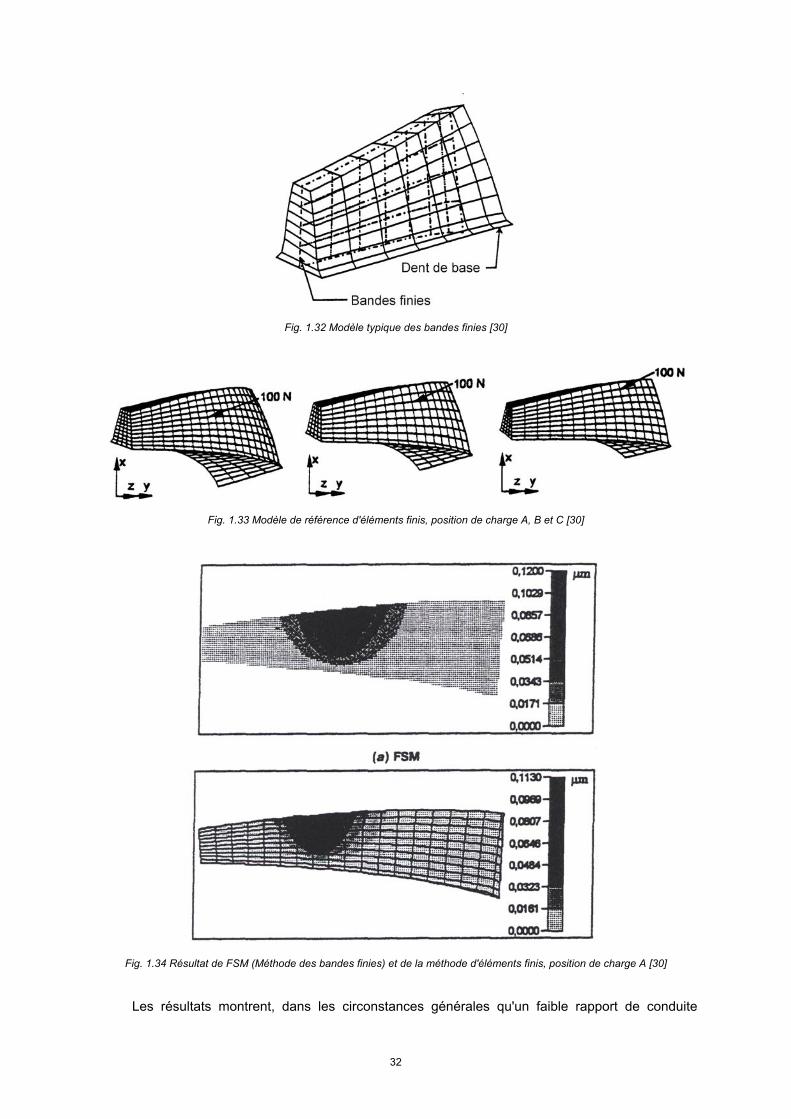
Fig. 1.32 Modèle typique des bandes finies [30]
Fig. 1.33 Modèle de référence d'éléments finis, position de charge A, B et C [30]
Fig. 1.34 Résultat de FSM (Méthode des bandes finies) et de la méthode d'éléments finis, position de charge A [30]
Les résultats montrent, dans les circonstances générales qu'un faible rapport de conduite
32
Etude bibliographique
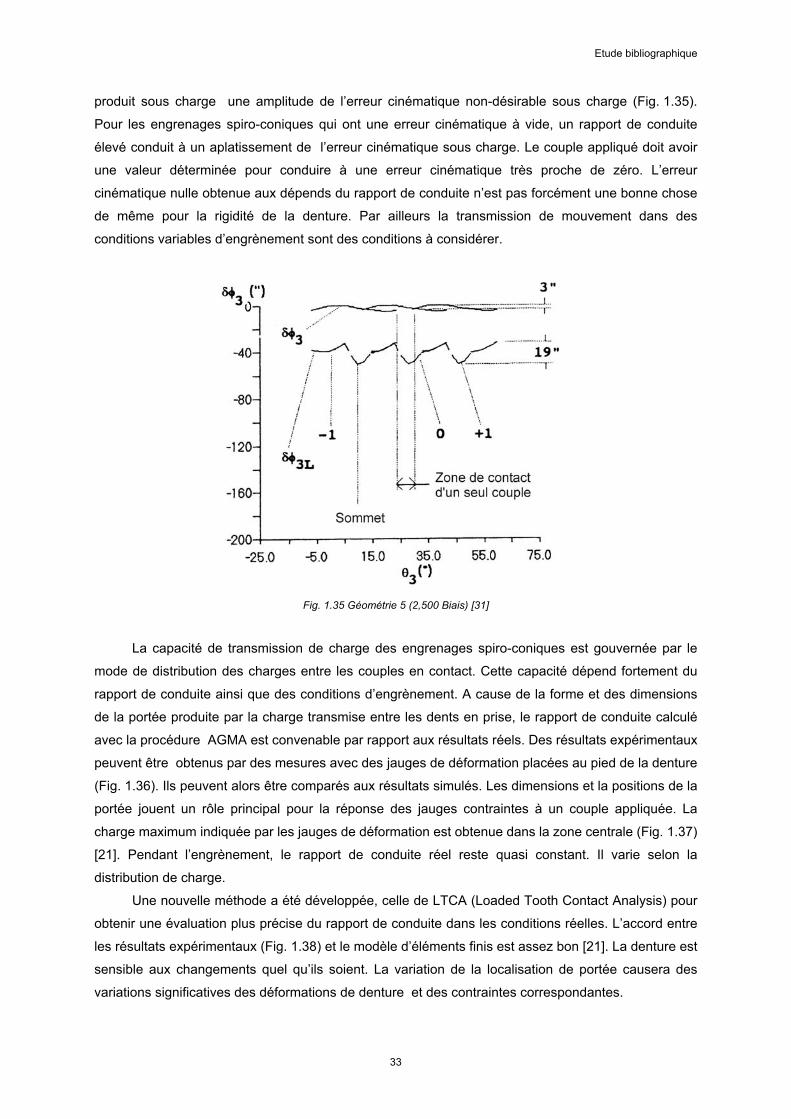
produit sous charge une amplitude de l’erreur cinématique non-désirable sous charge (Fig. 1.35).
Pour les engrenages spiro-coniques qui ont une erreur cinématique à vide, un rapport de conduite
élevé conduit à un aplatissement de l’erreur cinématique sous charge. Le couple appliqué doit avoir
une valeur déterminée pour conduire à une erreur cinématique très proche de zéro. L’erreur
cinématique nulle obtenue aux dépends du rapport de conduite n’est pas forcément une bonne chose
de même pour la rigidité de la denture. Par ailleurs la transmission de mouvement dans des
conditions variables d’engrènement sont des conditions à considérer.
Fig. 1.35 Géométrie 5 (2,500 Biais) [31]
La capacité de transmission de charge des engrenages spiro-coniques est gouvernée par le
mode de distribution des charges entre les couples en contact. Cette capacité dépend fortement du
rapport de conduite ainsi que des conditions d’engrènement. A cause de la forme et des dimensions
de la portée produite par la charge transmise entre les dents en prise, le rapport de conduite calculé
avec la procédure AGMA est convenable par rapport aux résultats réels. Des résultats expérimentaux
peuvent être obtenus par des mesures avec des jauges de déformation placées au pied de la denture
(Fig. 1.36). Ils peuvent alors être comparés aux résultats simulés. Les dimensions et la positions de la
portée jouent un rôle principal pour la réponse des jauges contraintes à un couple appliquée. La
charge maximum indiquée par les jauges de déformation est obtenue dans la zone centrale (Fig. 1.37)
[21]. Pendant l’engrènement, le rapport de conduite réel reste quasi constant. Il varie selon la
distribution de charge.
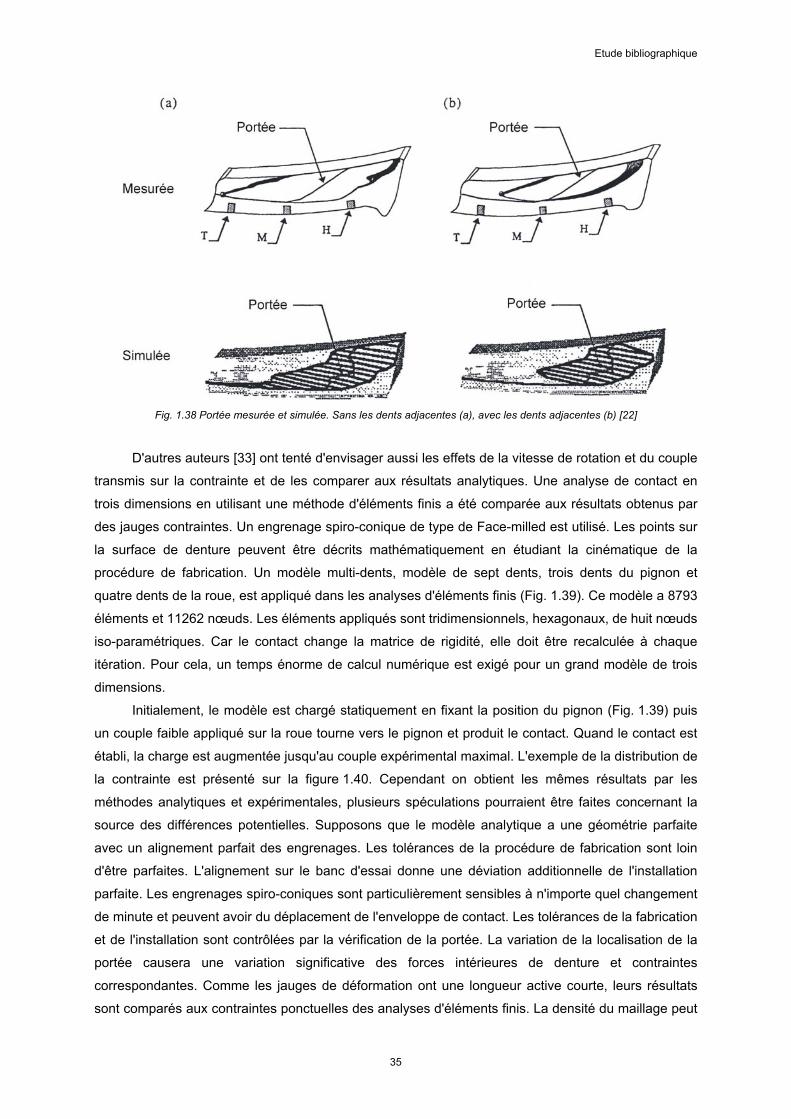
Une nouvelle méthode a été développée, celle de LTCA (Loaded Tooth Contact Analysis) pour
obtenir une évaluation plus précise du rapport de conduite dans les conditions réelles. L’accord entre
les résultats expérimentaux (Fig. 1.38) et le modèle d’éléments finis est assez bon [21]. La denture est
sensible aux changements quel qu’ils soient. La variation de la localisation de portée causera des
variations significatives des déformations de denture et des contraintes correspondantes.
33
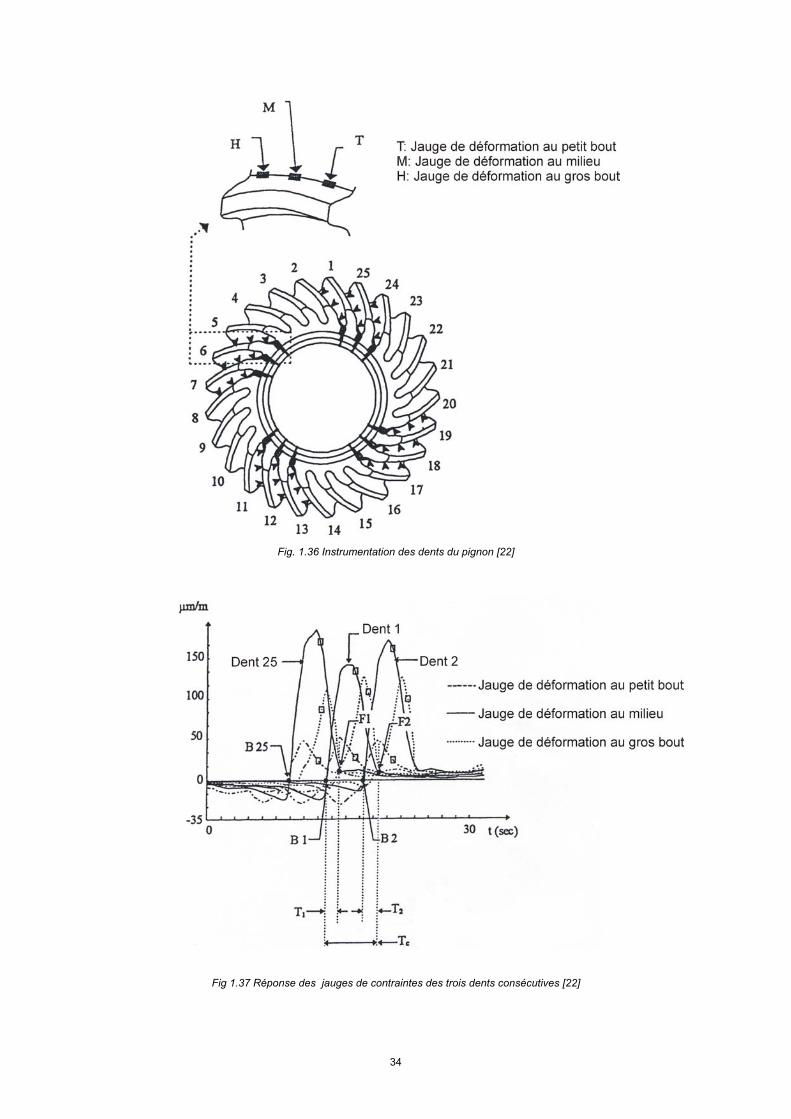
Fig. 1.36 Instrumentation des dents du pignon [22]
Fig 1.37 Réponse des jauges de contraintes des trois dents consécutives [22]
34
Etude bibliographique
Fig. 1.38 Portée mesurée et simulée. Sans les dents adjacentes (a), avec les dents adjacentes (b) [22]
D'autres auteurs [33] ont tenté d'envisager aussi les effets de la vitesse de rotation et du couple
transmis sur la contrainte et de les comparer aux résultats analytiques. Une analyse de contact en
trois dimensions en utilisant une méthode d'éléments finis a été comparée aux résultats obtenus par
des jauges contraintes. Un engrenage spiro-conique de type de Face-milled est utilisé. Les points sur
la surface de denture peuvent être décrits mathématiquement en étudiant la cinématique de la
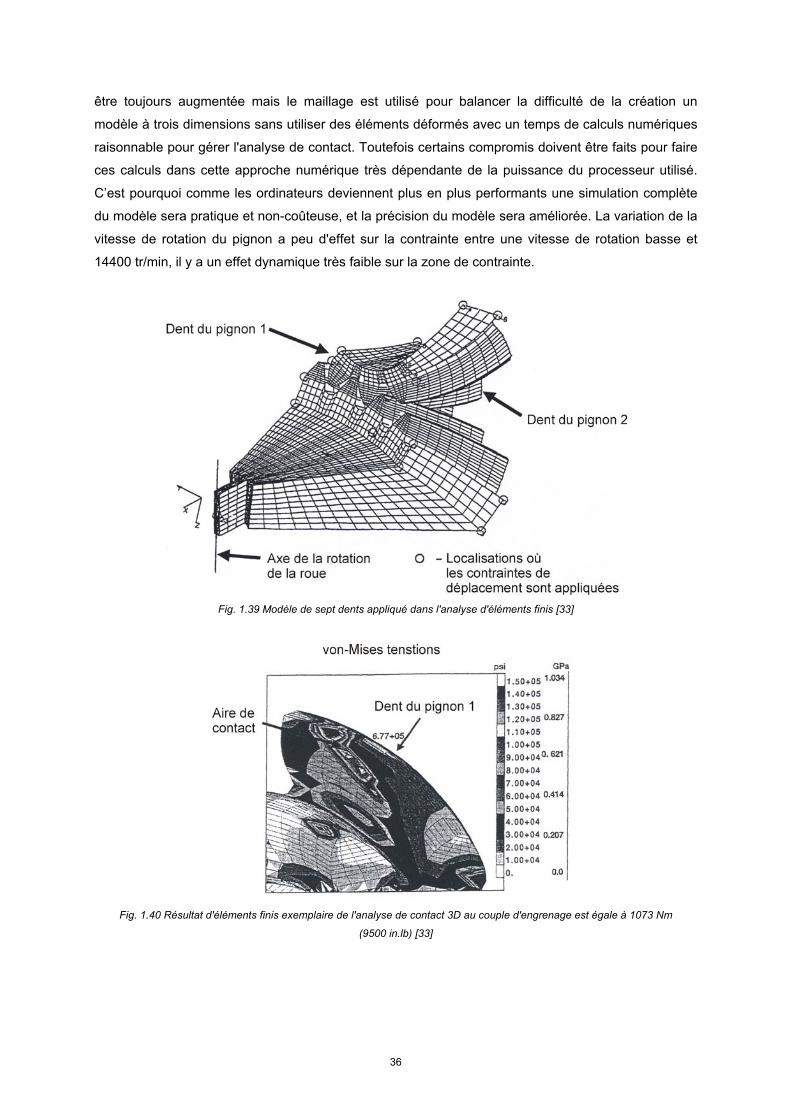
procédure de fabrication. Un modèle multi-dents, modèle de sept dents, trois dents du pignon et
quatre dents de la roue, est appliqué dans les analyses d'éléments finis (Fig. 1.39). Ce modèle a 8793
éléments et 11262 nœuds. Les éléments appliqués sont tridimensionnels, hexagonaux, de huit nœuds
iso-paramétriques. Car le contact change la matrice de rigidité, elle doit être recalculée à chaque
itération. Pour cela, un temps énorme de calcul numérique est exigé pour un grand modèle de trois
dimensions.
Initialement, le modèle est chargé statiquement en fixant la position du pignon (Fig. 1.39) puis
un couple faible appliqué sur la roue tourne vers le pignon et produit le contact. Quand le contact est
établi, la charge est augmentée jusqu'au couple expérimental maximal. L'exemple de la distribution de
la contrainte est présenté sur la figure 1.40. Cependant on obtient les mêmes résultats par les
méthodes analytiques et expérimentales, plusieurs spéculations pourraient être faites concernant la
source des différences potentielles. Supposons que le modèle analytique a une géométrie parfaite
avec un alignement parfait des engrenages. Les tolérances de la procédure de fabrication sont loin
d'être parfaites. L'alignement sur le banc d'essai donne une déviation additionnelle de l'installation
parfaite. Les engrenages spiro-coniques sont particulièrement sensibles à n'importe quel changement
de minute et peuvent avoir du déplacement de l'enveloppe de contact. Les tolérances de la fabrication
et de l'installation sont contrôlées par la vérification de la portée. La variation de la localisation de la
portée causera une variation significative des forces intérieures de denture et contraintes
correspondantes. Comme les jauges de déformation ont une longueur active courte, leurs résultats
sont comparés aux contraintes ponctuelles des analyses d'éléments finis. La densité du maillage peut
35
être toujours augmentée mais le maillage est utilisé pour balancer la difficulté de la création un
modèle à trois dimensions sans utiliser des éléments déformés avec un temps de calculs numériques
raisonnable pour gérer l'analyse de contact. Toutefois certains compromis doivent être faits pour faire
ces calculs dans cette approche numérique très dépendante de la puissance du processeur utilisé.
C’est pourquoi comme les ordinateurs deviennent plus en plus performants une simulation complète
du modèle sera pratique et non-coûteuse, et la précision du modèle sera améliorée. La variation de la
vitesse de rotation du pignon a peu d'effet sur la contrainte entre une vitesse de rotation basse et
14400 tr/min, il y a un effet dynamique très faible sur la zone de contrainte.
Fig. 1.39 Modèle de sept dents appliqué dans l'analyse d'éléments finis [33]
Fig. 1.40 Résultat d'éléments finis exemplaire de l'analyse de contact 3D au couple d'engrenage est égale à 1073 Nm
(9500 in.lb) [33]
36
Etude bibliographique
1.3 CONCLUSION
Les engrenages spiro-coniques sont largement utilisés dans les transmissions aéronautiques ou
automobiles. Ils ont des géométries de denture complexes. Ainsi, leurs études se déroulent en
plusieurs étapes. L'initiative de ces études est de répondre aux exigences industrielles de plus en plus
strictes. Les études induites sur les comportements globaux des engrenages spiro-coniques
deviennent aussi extrêmement complexes. Les méthodes appliquées représentent des méthodes
d'analyse très récentes et sophistiquées, de la simulation numérique de la denture issue du système
de fabrication aux systèmes d'Eléments Finis. Le développement des machines CNC (Machine à
commande numérique) permet une combinaison presque infinie des réglages de machine. Les
performances des machines à mesurer facilitent la vérification de la géométrie de la denture taillée.
Les résultats des études expérimentales ou analytiques sont toujours comparés.
Dans le chapitre suivant, nous allons présenter la définition de la géométrie de la denture en
fonction des paramètres machines.
37


















