







Langages
Pages
Légal


5/11/2018 Formation Eniso - ion - slidepdf.com
http://slidepdf.com/reader/full/formation-eniso-ion 1/30
1
GALVANISATION A CHAUD
Historique
Le terme galvanisation est lié à "l'effet galvanique" et au nom du savant italien Galvani qui a, en
particulier, étudié la production d'électricité par le contact de deux métaux de natures différentes.
C'est Davy qui lors de l'étude de la pile Zn-Cu de Volta a proposé pour la première fois
l'utilisation du zinc pour protéger l’acier contre la corrosion. Le procédé de galvanisation à chaud
a été inventé par le Français J. Malouin en 1742 puis développé, en France, par Stanislas Sorel,
en 1837-42. La première usine a été construite à Solingen, en Allemagne, en 1847.
Actuellement, la galvanisation à chaud est pratiquée selon deux voies :
- La galvanisation, au trempé, de produits finis ;
- La galvanisation en continu de produits semi-finis (tôles, tubes, fils).
I- Processus de galvanisation à chaud

5/11/2018 Formation Eniso - ion - slidepdf.com
http://slidepdf.com/reader/full/formation-eniso-ion 2/30
2
oui
non
oui
non
Arrivé du produit
Vérification du produitavant stockage
Problème de graisse,peinture, débouchage
Stockage et identification
Contrôle 100% avantaccrochage
Informer le client etdécider des solutions.
Problèmegraisse, huile
Nettoyer avantaccrochage
Accrochage
Dégraissage
Contrôle de l’état de
dégraissage
5/11/2018 Formation Eniso - ion - slidepdf.com
http://slidepdf.com/reader/full/formation-eniso-ion 3/30
3
non
oui
non
oui
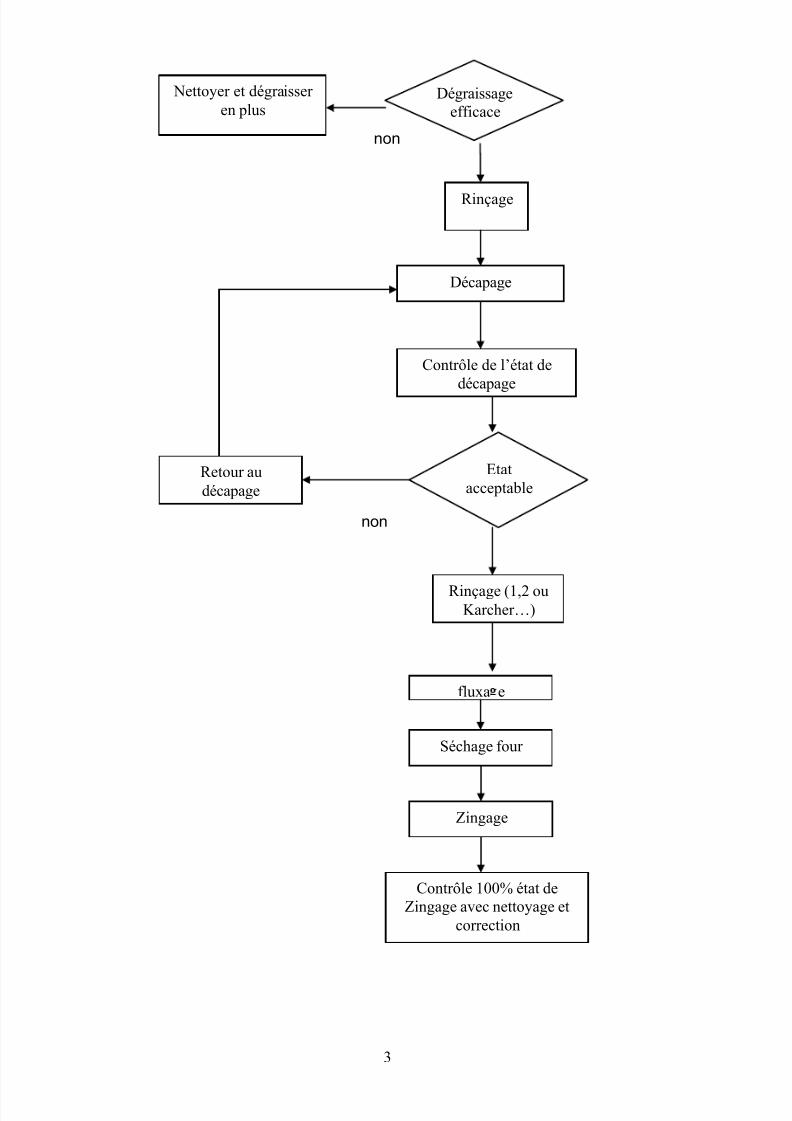
Dégraissageefficace
Nettoyer et dégraisseren plus
Rinçage
Décapage
Contrôle de l’état de
décapage
Etatacceptable
Retour audécapage
Rinçage (1,2 ouKarcher…)
Séchage four
Zingage
Contrôle 100% état deZingage avec nettoyage et
correction
fluxa e
5/11/2018 Formation Eniso - ion - slidepdf.com
http://slidepdf.com/reader/full/formation-eniso-ion 4/30
4
non
oui
non
oui
non
oui
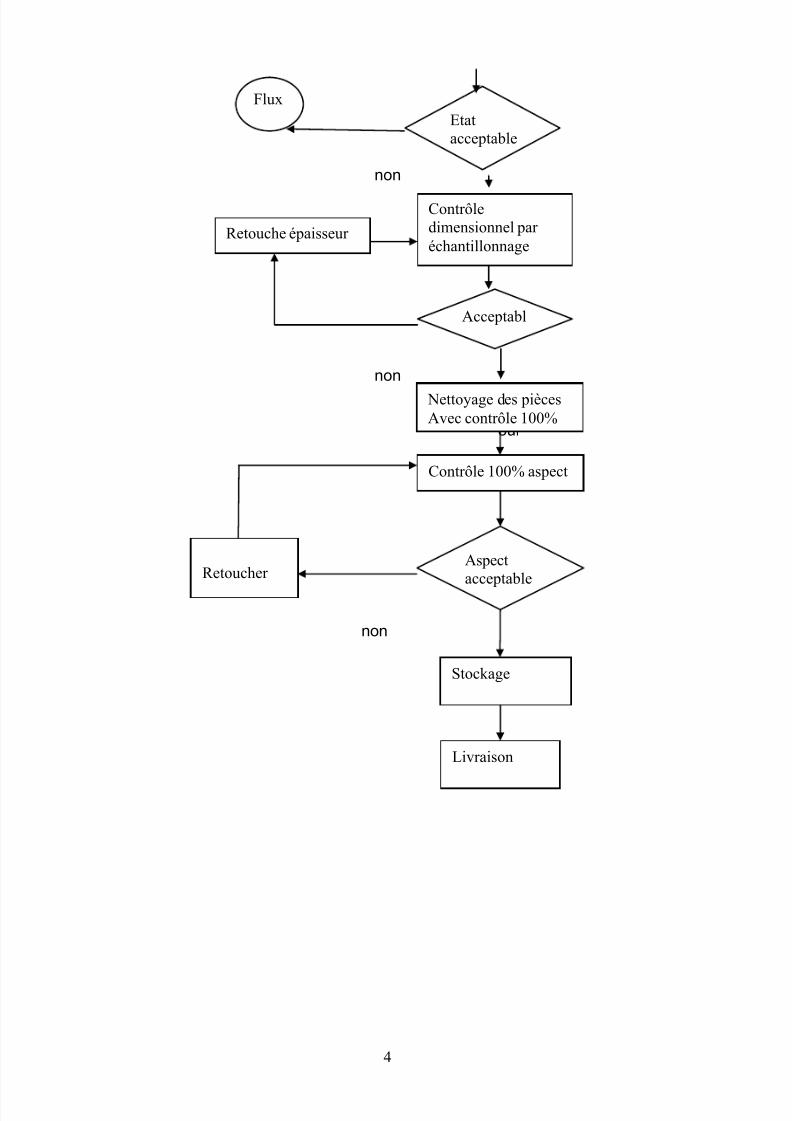
Etatacceptable
Nettoyage des piècesAvec contrôle 100%
Contrôle 100% aspect
AspectacceptableRetoucher
Stockage
Livraison
Contrôledimensionnel paréchantillonnage
Acceptabl
Retouche épaisseur
Flux
5/11/2018 Formation Eniso - ion - slidepdf.com
http://slidepdf.com/reader/full/formation-eniso-ion 5/30
5
I-1-Préparation de surface
I-1-1-Dégraissage
Le but de dégraissage est d'éliminer les huiles, les graisses et les salissures diverses. La
solution utilisée est le plus souvent alcaline. Cette opération est suivie d’un rinçage à l’eau pour
débarrasser les résidus des graisses.
I-1-2-Décapage
L’opération de décapage consiste à nettoyer la surface du métal, en enlevant la couche
d’oxydes qui la recouvre, ayant pour origine les traitements métallurgiques à chaud (calamine)
ou les conditions de stockage (rouille). Généralement l’acide utilisé est l’acide chlorhydrique
dilué (concentration 120 à 210g/l). Qui possède les avantages suivants :
- favorise la formation des chlorures de fer très solubles ;
- donne un bon aspect de surface satinée ;
- ne provoque qu’un f aible risque de fragilisation du métal ;
- utilisé à la température ambiante.
Il est recommandé d’ajouter des inhibiteurs d’attaque afin de n’éliminer que les oxydes et
les hydroxydes en limitant l’attaque du métal de base et en évitant les risques de fragilisation par
l’hydrogène.
Le décapage chimique est remplacé parfois par un décapage mécanique (sablage ou grenaillage),
en particulier dans le cas de la fonte, pour éliminer la silice en surface.
I-1-3-Fluxage
Le flux est une solution constituée de 44 % chlorure d’ammonium et 56 % en chlorure de
zinc a trois objectifs :
- Parfaire la préparation de surface (dissolution des oxydes reformés à la surface au cours des
rinçages) ;
- Protéger la surface des pièces par un film de flux et éviter l’oxydation ;
- Assurer une bonne mouillabilité par le zinc fondu.
La décomposition du flux se fait selon les réactions suivantes :
ZnCl2,2NH4Cl ZnCl2,NH3 + NH3 + 2HCl
NH3 et HCl dissolvent les oxydes selon les réactions suivantes:
FeO + 2HCl + NH3 FeCl2 NH3+ H2O
ZnO + 2 HCl + NH3 ZnCl2 NH3+ H2O
Les ammoniacates (chimiquement ce sont des complexes) FeCl2 NH3 et ZnCl2 NH3 appelés sels
brûlés, donnent des cendres qui surnagent à la surface du zinc.
I-1-4-Séchage

5/11/2018 Formation Eniso - ion - slidepdf.com
http://slidepdf.com/reader/full/formation-eniso-ion 6/30
6
Toutes les opérations de préparations des pièces sont suivies d’un étuvage durant 5 min à
une température de 120°C. Cependant, la température ne doit pas dépasser 150°C où il y a
risque de décomposition du film de flux formé.
Cet étuvage a pur but d’évaporer l’eau à fin d’éviter les projections du zinc liquide au moment de
l’immersion.
I-2-Immersion dans le zinc fondu
Le bain de zinc fondu a une température qui varie entre 440 à 470 °C et avec un temps
d’immersion variant de 3 à 6 min. Ce temps dépend du substrat à revêtu et de l’épaisseur de la
couche de zinc déposée. Cette dernière formée de quatre phases, leurs formations dépendent de
plusieurs facteurs :
- la composition du bain de zinc en élément d’addition (Al, Pb, Ni, Bi, Ge,…) ;
- la composition du substrat (% Si, %P, %Ti,…) ;
- dimension de la pièce à traiter (épaisseur de la tôle) ;
- température du bain de zinc ;
- temps d’immersion.
II-Les différentes phases acier- zinc
La galvanisation à chaud est parmi les procédés des traitements de surface où il y a une
réaction chimique entre la couche de revêtement et le substrat. La formation des alliages entre le
zinc et l’acier dépend de plusieurs paramètres tels que température, temps, composition de
l’acier, composition du bain fondu et épaisseur de la tôle.
Les phases formées, représentées sur la figure 3, sont Gamma (Γ), Delta (δ), Dzéta (ζ) et Eta (η).
II-1- Diagramme binaire Fer-Zinc
Le diagramme Fe-Zn (figure 1) a été établi depuis 1938, et était aussi sujet de recherche
par plusieurs auteurs [5-17] surtout dans la partie riche en zinc (figure 2) où la présence des
différentes phases (Gamma, Zéta, Delta, Eta).

5/11/2018 Formation Eniso - ion - slidepdf.com
http://slidepdf.com/reader/full/formation-eniso-ion 7/30
7
Figure 1 : Diagramme de phase binaire Fe-Zn.
Figure 2 : Zoome de la partie riche en zinc du diagramme binaire Fe-Zn.
5/11/2018 Formation Eniso - ion - slidepdf.com
http://slidepdf.com/reader/full/formation-eniso-ion 8/30
8
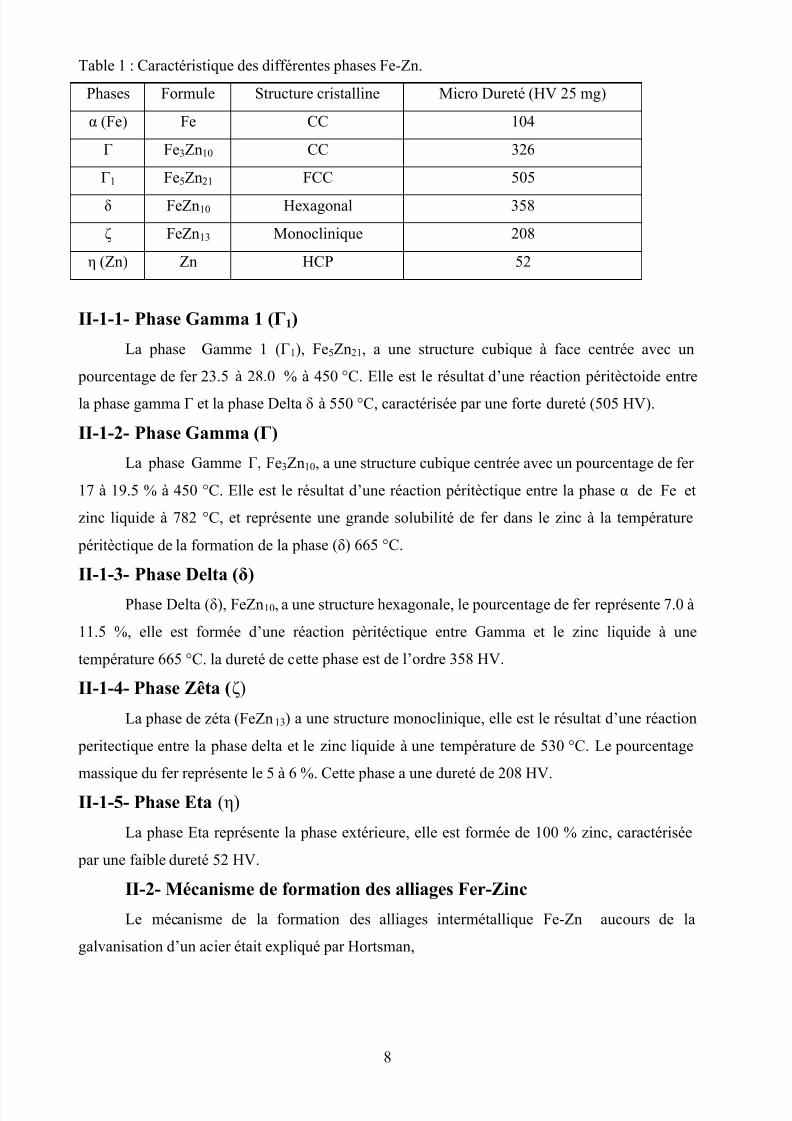
Table 1 : Caractéristique des différentes phases Fe-Zn.
Phases Formule Structure cristalline Micro Dureté (HV 25 mg)
α (Fe) Fe CC 104
Γ Fe3Zn10 CC 326
Γ1 Fe5Zn21 FCC 505
δ FeZn10 Hexagonal 358
ζ FeZn13 Monoclinique 208
η (Zn) Zn HCP 52
II-1-1- Phase Gamma 1 (Γ1)
La phase Gamme 1 (Γ1), Fe5Zn21, a une structure cubique à face centrée avec un
pourcentage de fer 23.5 à 28.0 % à 450 °C. Elle est le résultat d’une réaction péritèctoide entre
la phase gamma Γ et la phase Delta δ à 550 °C, caractérisée par une forte dureté (505 HV).
II-1-2- Phase Gamma (Γ)
La phase Gamme Γ, Fe3Zn10, a une structure cubique centrée avec un pourcentage de fer
17 à 19.5 % à 450 °C. Elle est le résultat d’une réaction péritèctique entre la phase α de Fe et
zinc liquide à 782 °C, et représente une grande solubilité de fer dans le zinc à la température
péritèctique de la formation de la phase (δ) 665 °C.
II-1-3- Phase Delta (δ)
Phase Delta (δ), FeZn10, a une structure hexagonale, le pourcentage de fer représente 7.0 à
11.5 %, elle est formée d’une réaction pèritéctique entre Gamma et le zinc liquide à une
température 665 °C. la dureté de cette phase est de l’ordre 358 HV.
II-1-4- Phase Zêta (ζ)
La phase de zéta (FeZn13) a une structure monoclinique, elle est le résultat d’une réaction
peritectique entre la phase delta et le zinc liquide à une température de 530 °C. Le pourcentage
massique du fer représente le 5 à 6 %. Cette phase a une dureté de 208 HV.
II-1-5- Phase Eta (η)
La phase Eta représente la phase extérieure, elle est formée de 100 % zinc, caractérisée
par une faible dureté 52 HV.
II-2- Mécanisme de formation des alliages Fer-Zinc
Le mécanisme de la formation des alliages intermétallique Fe-Zn aucours de la
galvanisation d’un acier était expliqué par Hortsman,
5/11/2018 Formation Eniso - ion - slidepdf.com
http://slidepdf.com/reader/full/formation-eniso-ion 9/30
9
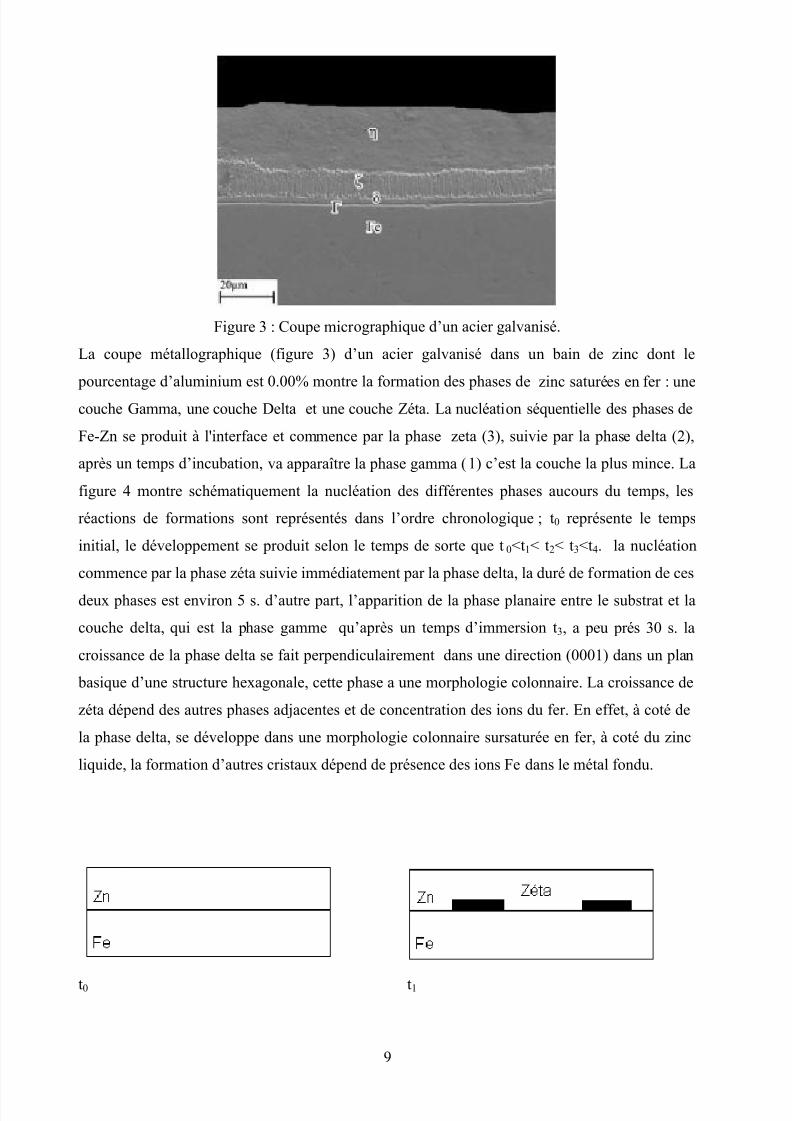
Figure 3 : Coupe micrographique d’un acier galvanisé.
La coupe métallographique (figure 3) d’un acier galvanisé dans un bain de zinc dont le
pourcentage d’aluminium est 0.00% montre la formation des phases de zinc saturées en fer : une
couche Gamma, une couche Delta et une couche Zéta. La nucléation séquentielle des phases de
Fe-Zn se produit à l'interface et commence par la phase zeta (3), suivie par la phase delta (2),
après un temps d’incubation, va apparaître la phase gamma (1) c’est la couche la plus mince. La
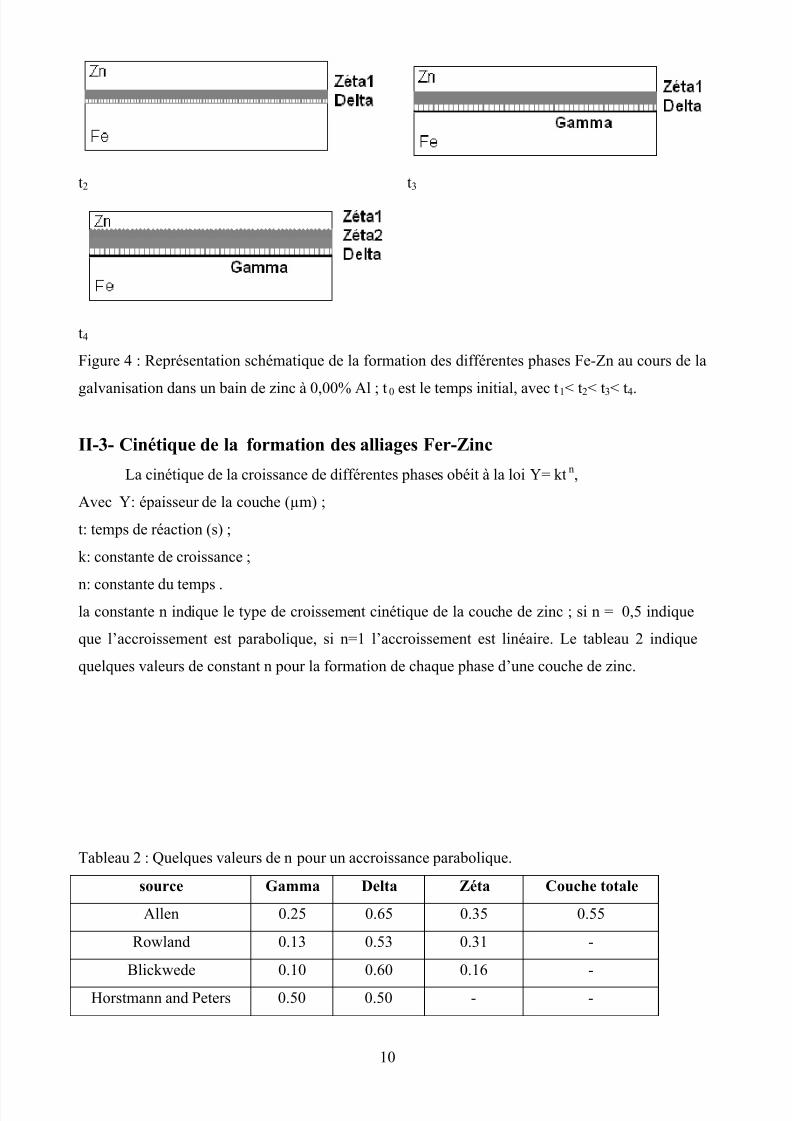
figure 4 montre schématiquement la nucléation des différentes phases aucours du temps, les
réactions de formations sont représentés dans l’ordre chronologique ; t0 représente le temps
initial, le développement se produit selon le temps de sorte que t 0<t1< t2< t3<t4. la nucléation
commence par la phase zéta suivie immédiatement par la phase delta, la duré de formation de ces
deux phases est environ 5 s. d’autre part, l’apparition de la phase planaire entre le substrat et la
couche delta, qui est la phase gamme qu’après un temps d’immersion t3, a peu prés 30 s. la
croissance de la phase delta se fait perpendiculairement dans une direction (0001) dans un plan
basique d’une structure hexagonale, cette phase a une morphologie colonnaire. La croissance de
zéta dépend des autres phases adjacentes et de concentration des ions du fer. En effet, à coté de
la phase delta, se développe dans une morphologie colonnaire sursaturée en fer, à coté du zinc
liquide, la formation d’autres cristaux dépend de présence des ions Fe dans le métal fondu.
t0 t1
5/11/2018 Formation Eniso - ion - slidepdf.com
http://slidepdf.com/reader/full/formation-eniso-ion 10/30
10
t2 t3
t4
Figure 4 : Représentation schématique de la formation des différentes phases Fe-Zn au cours de la
galvanisation dans un bain de zinc à 0,00% Al ; t0 est le temps initial, avec t1< t2< t3< t4.
II-3- Cinétique de la formation des alliages Fer-Zinc
La cinétique de la croissance de différentes phases obéit à la loi Y= kt n,
Avec Y: épaisseur de la couche (µm) ;
t: temps de réaction (s) ;
k: constante de croissance ;
n: constante du temps .la constante n indique le type de croissement cinétique de la couche de zinc ; si n = 0,5 indique
que l’accroissement est parabolique, si n=1 l’accroissement est linéaire. Le tableau 2 indique
quelques valeurs de constant n pour la formation de chaque phase d’une couche de zinc.
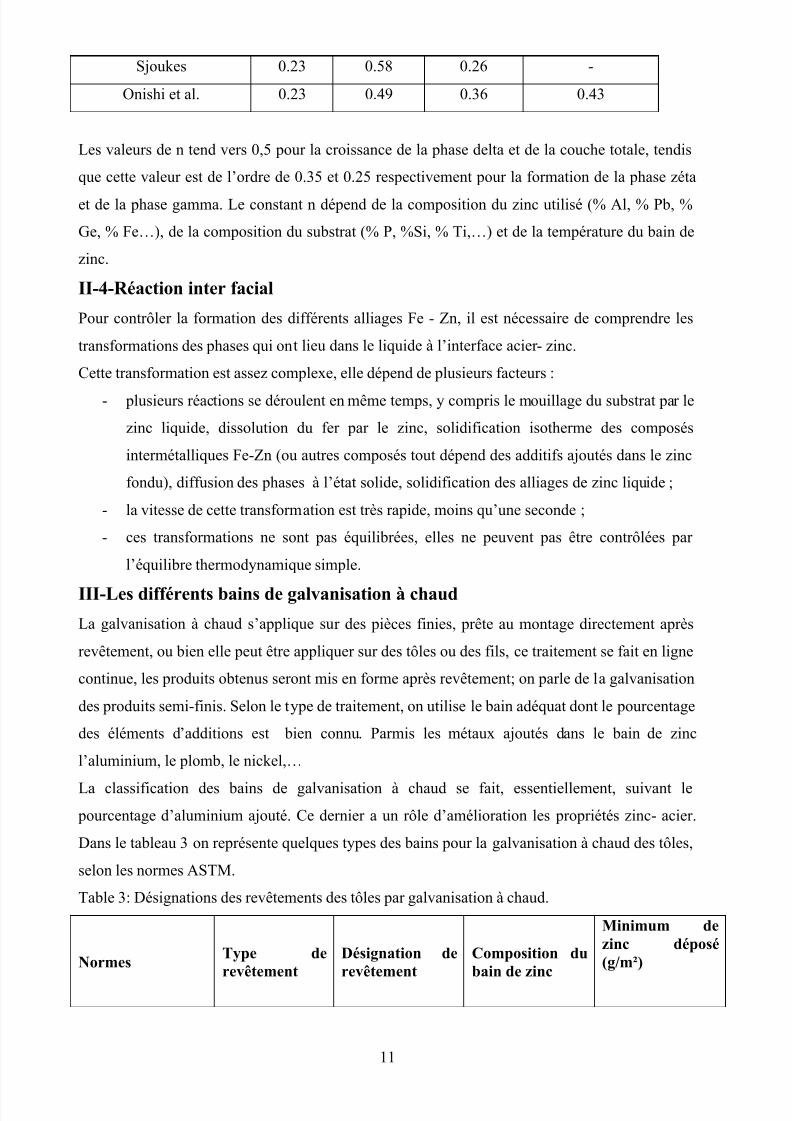
Tableau 2 : Quelques valeurs de n pour un accroissance parabolique.
source Gamma Delta Zéta Couche totale
Allen 0.25 0.65 0.35 0.55
Rowland 0.13 0.53 0.31 -
Blickwede 0.10 0.60 0.16 -
Horstmann and Peters 0.50 0.50 - -
5/11/2018 Formation Eniso - ion - slidepdf.com
http://slidepdf.com/reader/full/formation-eniso-ion 11/30
11
Sjoukes 0.23 0.58 0.26 -
Onishi et al. 0.23 0.49 0.36 0.43
Les valeurs de n tend vers 0,5 pour la croissance de la phase delta et de la couche totale, tendis
que cette valeur est de l’ordre de 0.35 et 0.25 respectivement pour la formation de la phase zéta
et de la phase gamma. Le constant n dépend de la composition du zinc utilisé (% Al, % Pb, %
Ge, % Fe…), de la composition du substrat (% P, %Si, % Ti,…) et de la température du bain de
zinc.
II-4-Réaction inter facial
Pour contrôler la formation des différents alliages Fe - Zn, il est nécessaire de comprendre les
transformations des phases qui ont lieu dans le liquide à l’interface acier - zinc.
Cette transformation est assez complexe, elle dépend de plusieurs facteurs :
- plusieurs réactions se déroulent en même temps, y compris le mouillage du substrat par le
zinc liquide, dissolution du fer par le zinc, solidification isotherme des composés
intermétalliques Fe-Zn (ou autres composés tout dépend des additifs ajoutés dans le zinc
fondu), diffusion des phases à l’état solide, solidification des alliages de zinc liquide ;
- la vitesse de cette transformation est très rapide, moins qu’une seconde ;
- ces transformations ne sont pas équilibrées, elles ne peuvent pas être contrôlées par
l’équilibre thermodynamique simple.
III-Les différents bains de galvanisation à chaud
La galvanisation à chaud s’applique sur des pièces finies, prête au montage directement après
revêtement, ou bien elle peut être appliquer sur des tôles ou des fils, ce traitement se fait en ligne
continue, les produits obtenus seront mis en forme après revêtement; on parle de la galvanisation
des produits semi-finis. Selon le type de traitement, on utilise le bain adéquat dont le pourcentage
des éléments d’additions est bien connu. Parmis les métaux ajoutés dans le bain de zinc
l’aluminium, le plomb, le nickel,…
La classification des bains de galvanisation à chaud se fait, essentiellement, suivant le
pourcentage d’aluminium ajouté. Ce dernier a un rôle d’amélioration les propriétés zinc- acier.
Dans le tableau 3 on représente quelques types des bains pour la galvanisation à chaud des tôles,
selon les normes ASTM.
Table 3: Désignations des revêtements des tôles par galvanisation à chaud.
NormesType de
revêtement
Désignation de
revêtement
Composition du
bain de zinc
Minimum de
zinc déposé(g/m²)

5/11/2018 Formation Eniso - ion - slidepdf.com
http://slidepdf.com/reader/full/formation-eniso-ion 12/30
12
ASTM A 653/A653M
Galvanise Z275 100 % zinc 275
ASTM A 653/A653M
Galvanneal ZF120 10 % Fe 120
ASTM A 792/A792M
Galvalume AZM165 55%Al + 1.5% Si 165
ASTM A 875/A
875MGalfan ZGF225 5% Al 225
IV- Les propriétés du revêtement de zinc
IV-1- Aspect
Le revêtement doit être exempt des rugosités, picots, résidus du flux ou de la cendre et
des zones non revêtues. Cependant, la rugosité ou l’aspect lisse sont des notions relatives,
dépendent essentiellement de l’état de surface du substrat avant traitement. En effet, par exemple
l’aspect des produits semi-finis (tôles et fils) est meilleur que celui des pièces galvanisées aprèsfabrication (produits finies).
IV-2- Epaisseur
L’épaisseur de la tôle d’une pièce galvanisée à chaud influx directement sur l’épaisseur de la
couche du zinc déposé.
Tableau 4 : Epaisseur et masse moyenne minimale de revêtement.
Epaisseur de la pièce
Masse moyenne minimale de
revêtement (g/m²)
Epaisseur moyenne
minimale de revêtement
(µm)
6 mm ≤ Acier 610 85
3 mm ≤ Acier < 6 mm 505 70
1.5 mm ≤ Acier < 3 mm 395 55
Acier < 1.5 mm 325 45
6 mm ≤ pièces moulées 575 80
Pièces moulées < 6 mm 505 70
IV-2-1- Méthodes de mesures
Parmis les méthodes les plus utilisées pour mesurer l’épaisseur de la couche du zinc sont la
méthode gravimétrique et la méthode magnétique.
a) la méthode gravimétrique : cette méthode conforme à la norme ISO 1461; Soit mf la
masse (g) de l’éprouvette galvanisée, m0 la masse (g) finale après dézingage dans l’acide
chlorhydrique et chlorure l’antimoine.
5/11/2018 Formation Eniso - ion - slidepdf.com
http://slidepdf.com/reader/full/formation-eniso-ion 13/30
13
0 Z f m m m
la masse de zinc déposé (m z ) par unité de surface ( As), la formule utilisée est la suivante :
Z
S
m y
A (g/m²)
Avec m z : masse du zinc déposé (g) ; As : surface totale de la pièce (m²).
-b) La méthode magnétique : cette méthode conforme à la norme ISO 2178, fréquemment
utilisée dans les industries de revêtement de surface c’est une méthode de contrôle non
destructive et elle convient pour un contrôle périodique de la qualité.
Définitions :
Surface de référence : c’est la surface à l’intérieur de laquelle un nombre
spécifique de mesures doit être effectué.
Epaisseur locale de revêtement : valeur moyenne de l’épaisseur de revêtement
obtenue à partir du nombre spécifié de mesures effectuées à l’intérieur de lasurface de référence.
Epaisseur moyenne de revêtement : valeur moyenne des épaisseurs localesdéterminée sur une pièce de grande taille, soit sur toutes les pièces del’échantillon de contrôle.
Valeur minimale : à l’intérieur d’une surface de référence, la valeur de la plus
faible moyenne effectuée lors de la mesure
Méthode de mesure :
La méthode de mesure est basée sur le micro test, la démarche est lasuivante:- Choisir des surfaces de référence pour effectuer la mesure (pour chaque 2 mètre onprend une surface de référence)- Les mesurages d’épaisseurs ne doivent pas être réalisée sur les surfaces coupées, ni
sur les surfaces situées à moins de 10 mm des bords, ni sur les surfaces découpées auchalumeau ni dans les coins- Pour chaque surface de référence on prend 5 mesures.
10 cm
- inscrire sur la fiche les 5 valeurs mesurés sur la surface de référence.- calculer leur valeur moyenne (épaisseur locale) et l’enregistrer dans la case
correspondante, refaire le même démarche pour les autres surfaces de référence.
- Calculer l’épaisseur moyenne de revêtement
- Les valeurs mesurées doivent être conforme au tableau 4.
5/11/2018 Formation Eniso - ion - slidepdf.com
http://slidepdf.com/reader/full/formation-eniso-ion 14/30
14
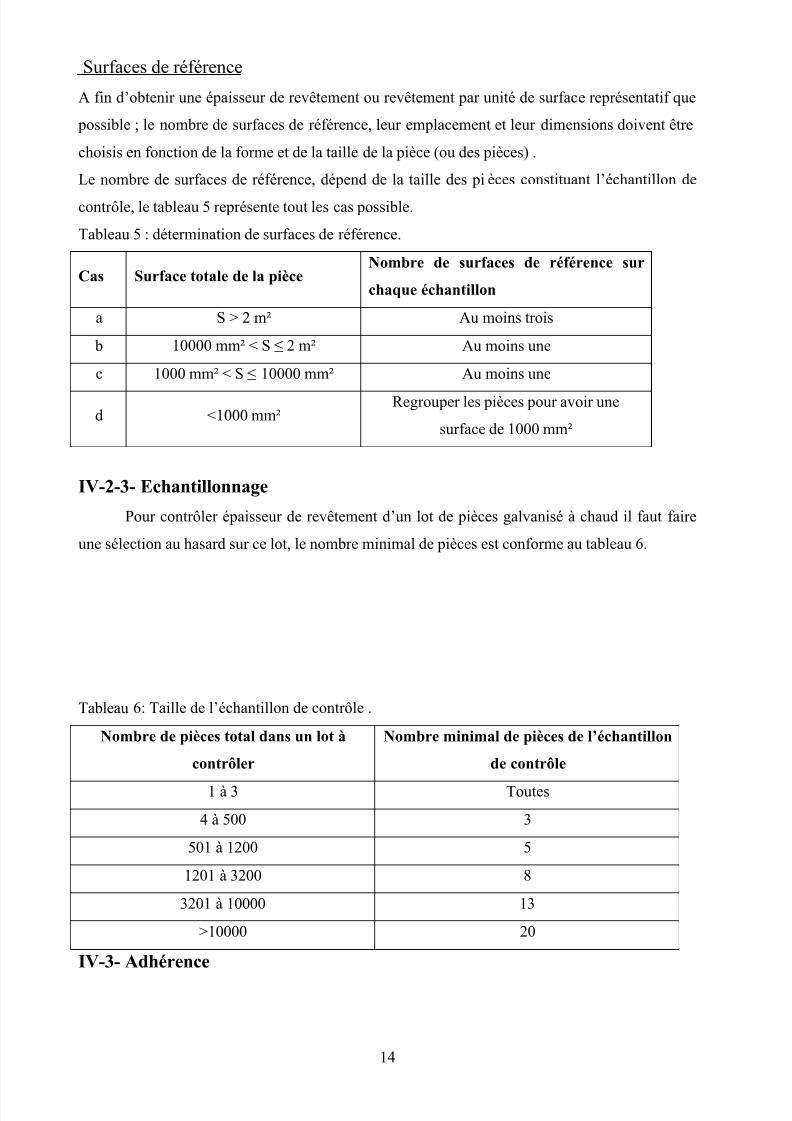
Surfaces de référence
A fin d’obtenir une épaisseur de revêtement ou revêtement par unité de surface représentatif que
possible ; le nombre de surfaces de référence, leur emplacement et leur dimensions doivent être
choisis en fonction de la forme et de la taille de la pièce (ou des pièces) .
Le nombre de surfaces de référence, dépend de la taille des pièces constituant l’échantillon de
contrôle, le tableau 5 représente tout les cas possible.
Tableau 5 : détermination de surfaces de référence.
Cas Surface totale de la pièceNombre de surfaces de référence sur
chaque échantillon
a S > 2 m² Au moins trois
b 10000 mm² < S ≤ 2 m² Au moins une
c 1000 mm² < S ≤ 10000 mm² Au moins une
d <1000 mm²Regrouper les pièces pour avoir une
surface de 1000 mm²
IV-2-3- Echantillonnage
Pour contrôler épaisseur de revêtement d’un lot de pièces galvanisé à chaud il faut faire
une sélection au hasard sur ce lot, le nombre minimal de pièces est conforme au tableau 6.
Tableau 6: Taille de l’échantillon de contrôle .
Nombre de pièces total dans un lot à
contrôler
Nombre minimal de pièces de l’échantillon
de contrôle
1 à 3 Toutes
4 à 500 3
501 à 1200 5
1201 à 3200 8
3201 à 10000 13
>10000 20
IV-3- Adhérence
5/11/2018 Formation Eniso - ion - slidepdf.com
http://slidepdf.com/reader/full/formation-eniso-ion 15/30
15
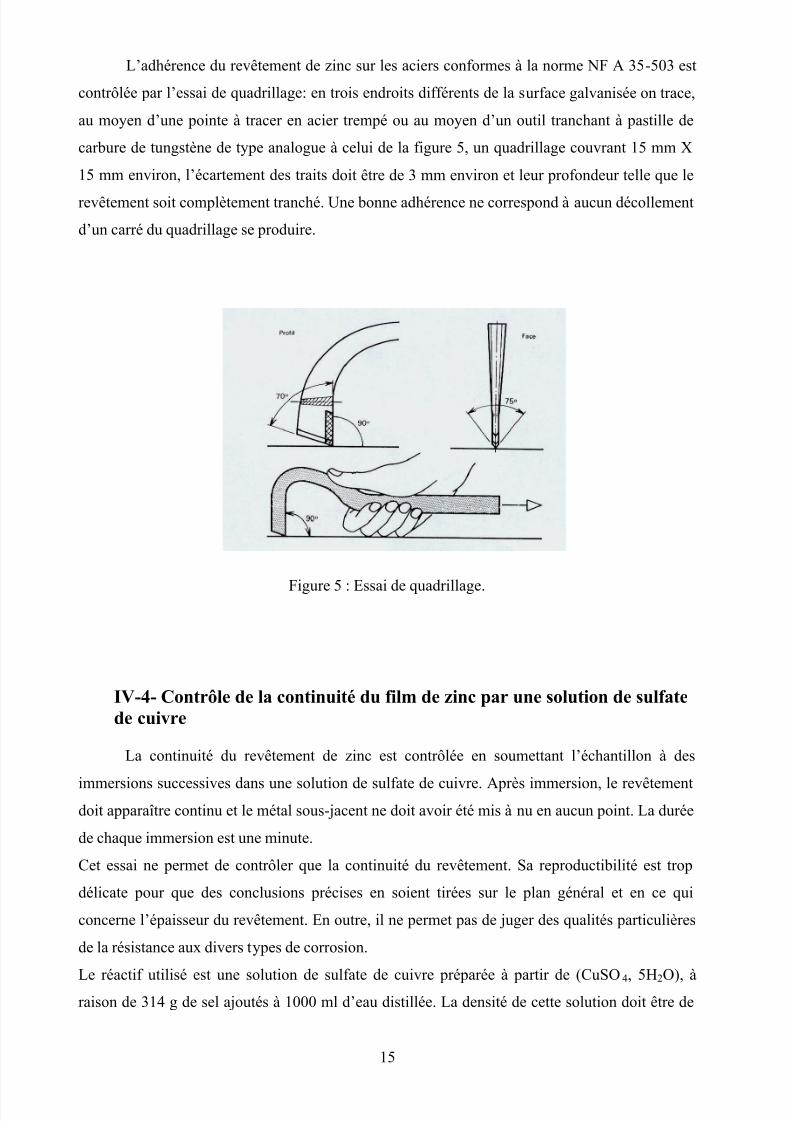
L’adhérence du revêtement de zinc sur les aciers conformes à la norme NF A 35-503 est
contrôlée par l’essai de quadrillage: en trois endroits différents de la surface galvanisée on trace,
au moyen d’une pointe à tracer en acier trempé ou au moyen d’un outil tranchant à pastille de
carbure de tungstène de type analogue à celui de la figure 5, un quadrillage couvrant 15 mm X
15 mm environ, l’écartement des traits doit être de 3 mm environ et leur profondeur telle que le
revêtement soit complètement tranché. Une bonne adhérence ne correspond à aucun décollement
d’un carré du quadrillage se produire.
Figure 5 : Essai de quadrillage.
IV-4- Contrôle de la continuité du film de zinc par une solution de sulfatede cuivre
La continuité du revêtement de zinc est contrôlée en soumettant l’échantillon à des
immersions successives dans une solution de sulfate de cuivre. Après immersion, le revêtementdoit apparaître continu et le métal sous-jacent ne doit avoir été mis à nu en aucun point. La durée
de chaque immersion est une minute.
Cet essai ne permet de contrôler que la continuité du revêtement. Sa reproductibilité est trop
délicate pour que des conclusions précises en soient tirées sur le plan général et en ce qui
concerne l’épaisseur du revêtement. En outre, il ne permet pas de juger des qualités particulières
de la résistance aux divers types de corrosion.
Le réactif utilisé est une solution de sulfate de cuivre préparée à partir de (CuSO 4, 5H2O), àraison de 314 g de sel ajoutés à 1000 ml d’eau distillée. La densité de cette solution doit être de
5/11/2018 Formation Eniso - ion - slidepdf.com
http://slidepdf.com/reader/full/formation-eniso-ion 16/30
16
1.170 ± 0.002 à la température de 20°C ± 2°C. La solution doit être agitée et ensuite décantée ou
filtrée avant l’emploi .
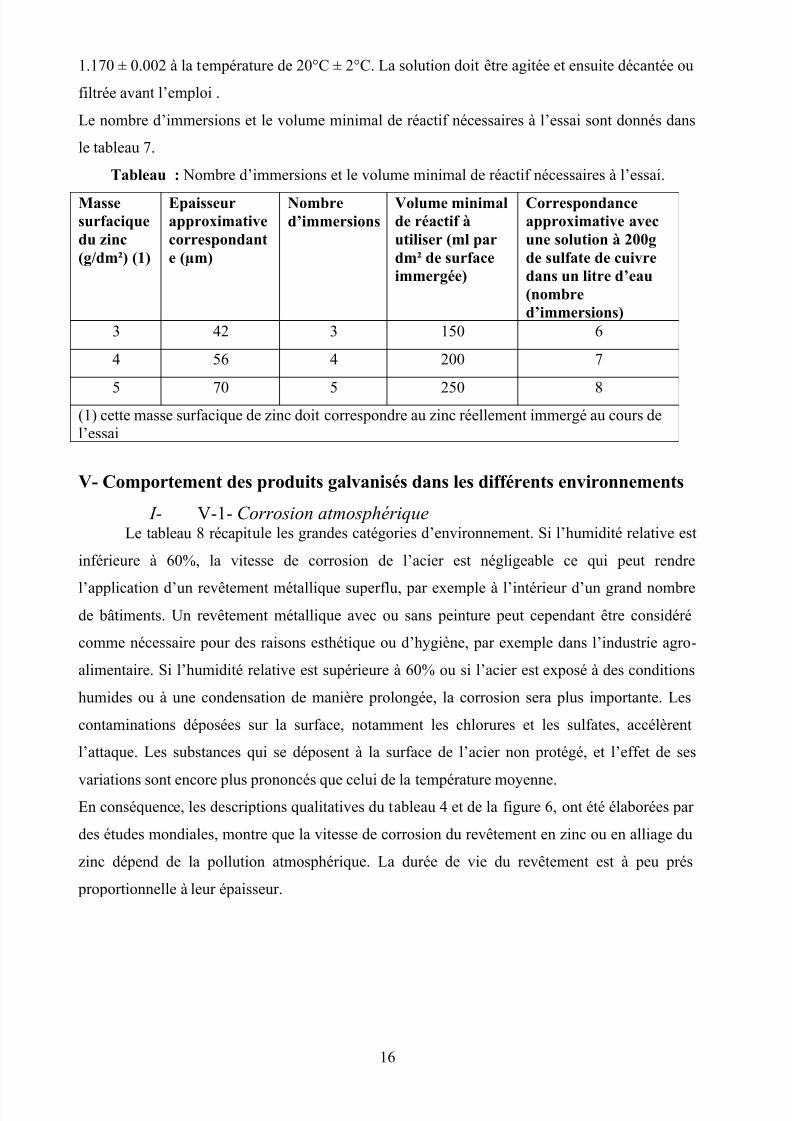
Le nombre d’immersions et le volume minimal de réactif nécessaires à l’essai sont donnés dans
le tableau 7.
Tableau : Nombre d’immersions et le volume minimal de réactif nécessaires à l’essai.
Masse
surfacique
du zinc(g/dm²) (1)
Epaisseur
approximative
correspondante (µm)
Nombre
d’immersions
Volume minimal
de réactif à
utiliser (ml pardm² de surface
immergée)
Correspondance
approximative avec
une solution à 200gde sulfate de cuivre
dans un litre d’eau
(nombre
d’immersions)
3 42 3 150 6
4 56 4 200 7
5 70 5 250 8(1) cette masse surfacique de zinc doit correspondre au zinc réellement immergé au cours del’essai
V- Comportement des produits galvanisés dans les différents environnements
I- V-1- Corrosion atmosphériqueLe tableau 8 récapitule les grandes catégories d’environnement. Si l’humidité relative est
inférieure à 60%, la vitesse de corrosion de l’acier est négligeable ce qui peut rendre
l’application d’un revêtement métallique superflu, par exemple à l’intérieur d’un grand nombre
de bâtiments. Un revêtement métallique avec ou sans peinture peut cependant être considéré
comme nécessaire pour des raisons esthétique ou d’hygiène, par exemple dans l’industrie agro -
alimentaire. Si l’humidité relative est supérieure à 60% ou si l’acier est exposé à des conditions
humides ou à une condensation de manière prolongée, la corrosion sera plus importante. Les
contaminations déposées sur la surface, notamment les chlorures et les sulfates, accélèrent
l’attaque. Les substances qui se déposent à la surface de l’acier non protégé, et l’effet de ses
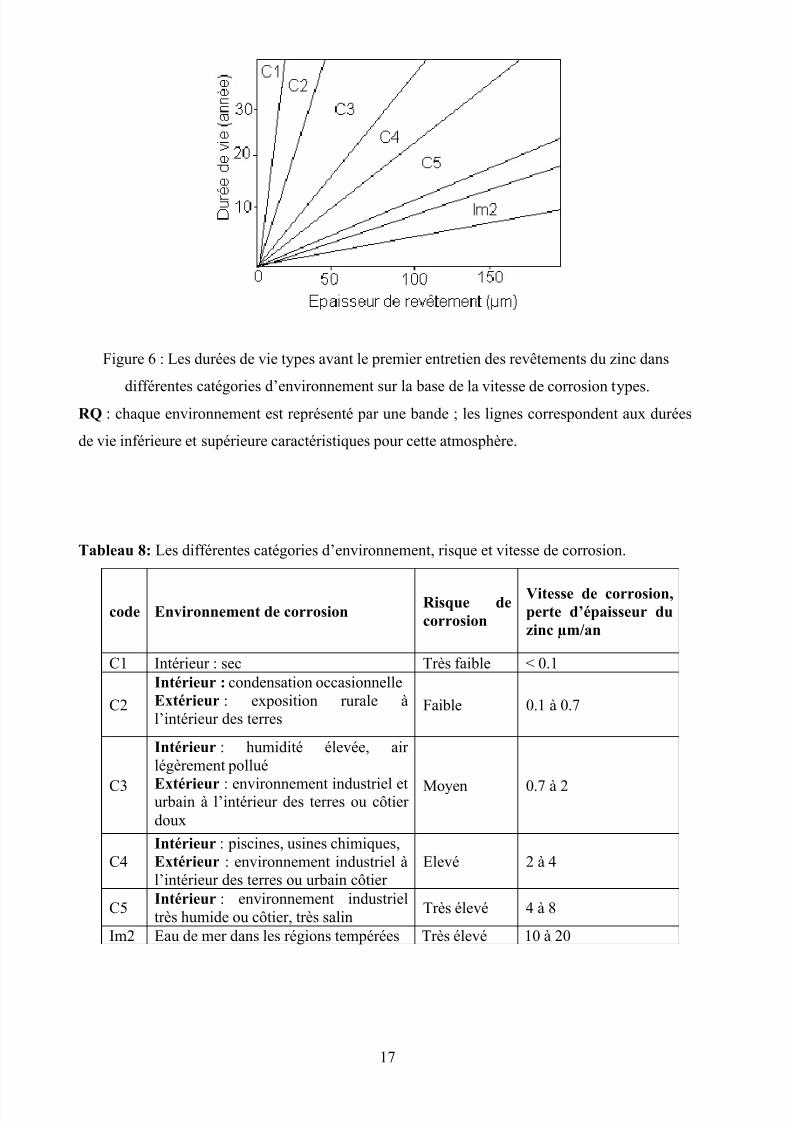
variations sont encore plus prononcés que celui de la température moyenne.En conséquence, les descriptions qualitatives du tableau 4 et de la figure 6, ont été élaborées par
des études mondiales, montre que la vitesse de corrosion du revêtement en zinc ou en alliage du
zinc dépend de la pollution atmosphérique. La durée de vie du revêtement est à peu prés
proportionnelle à leur épaisseur.
5/11/2018 Formation Eniso - ion - slidepdf.com
http://slidepdf.com/reader/full/formation-eniso-ion 17/30
17
Figure 6 : Les durées de vie types avant le premier entretien des revêtements du zinc dans
différentes catégories d’environnement sur la base de la vitesse de corrosion types.RQ : chaque environnement est représenté par une bande ; les lignes correspondent aux durées
de vie inférieure et supérieure caractéristiques pour cette atmosphère.
Tableau 8: Les différentes catégories d’environnement, risque et vitesse de corrosion.
code Environnement de corrosionRisque decorrosion
Vitesse de corrosion,perte d’épaisseur du
zinc µm/an
C1 Intérieur : sec Très faible < 0.1
C2
Intérieur : condensation occasionnelleExtérieur : exposition rurale àl’intérieur des terres
Faible 0.1 à 0.7
C3
Intérieur : humidité élevée, airlégèrement pollué
Extérieur : environnement industriel eturbain à l’intérieur des terres ou côtier
doux
Moyen 0.7 à 2
C4Intérieur : piscines, usines chimiques,Extérieur : environnement industriel àl’intérieur des terres ou urbain côtier
Elevé 2 à 4
C5Intérieur : environnement industrieltrès humide ou côtier, très salin
Très élevé 4 à 8
Im2 Eau de mer dans les régions tempérées Très élevé 10 à 20
5/11/2018 Formation Eniso - ion - slidepdf.com
http://slidepdf.com/reader/full/formation-eniso-ion 18/30
18
V-2- Corrosion dans le solLa corrosion dans le sol est fonction de sa teneur en minéraux, de la nature de ces
minéraux et des composants organiques, de la teneur en eau et de la teneur en oxygène
(corrosion aérobie et anaérobie). Dans un sol perturbé, la vitesse de corrosion est généralement
plus élevée que dans un sol non perturbé.
Les sols contenant du calcaire et les sols sablonneux (à condition qu'ils ne contiennent pas dechlorures) sont généralement les moins corrosifs, alors que les sols argileux ont une action
corrosive limitée. La corrosivité des sols marécageux et tourbeux dépend de leur acidité.
V-3- Corrosion dans l’eau Le type d’eau, eau douce ou dure, eau salée, a une influence sur la corrosion de l’acier
dans l’eau et sur le choix des revêtements métalliques de protection. Avec le revêtement en zinc,
la corrosion est principalement fonction de la composition chimique de l’eau, mais la
température, la pression, le débit, l’agitation et l’oxygène disponible sont des facteurs à prendre
en compte .
V-4- Attaque chimiqueLa corrosion, notamment dans le milieu acide, peut être localement plus sévère, en raison
d’une pollution due à des processus industriels.
De nombreux solvants organiques n’ont pratiquement pas d’effet sur les métaux non ferreux,
mais il convient de solliciter des conseils spécifiques à chaque produit chimique.
V-5- Abrasion
Une action mécanique naturelle peut se produite dans l’eau en raison du déplacement de
blocs de roche, de l’abrasion due au sable, des embruns, etc. les particules entraînées par le vent
(par exemple le sable) peuvent également renforcer ce phénomène d’abrasion.
Les revêtements de zinc ont une résistance à l’abrasion très supérieure (de 10 fois ou plus) à celle
de la plupart des revêtement de peinture classique. Les alliages zinc- fer ont une dureté
particulièrement élevée.
VI- Galvanisation d’acier réactif
VI-1- Généralité
C’est en 1942 Sandelin a montré la première fois, que la présence de Si dans l’acier
soulève un certain nombre de difficultés dans la pratique du procédé de galvanisation : une
couche de galvanisation très épaisse, une couleur grise, aspect mate, absence de brillance et
revêtement fragile.
VI-2- Classification des aciers
La classification d’acier se fait selon la teneur en Si et en P; hypo-Sandelin, semi-
Sandelin, Sandelin et hyper- Sandelin. Le tableau 8 représente les différentes classes.

5/11/2018 Formation Eniso - ion - slidepdf.com
http://slidepdf.com/reader/full/formation-eniso-ion 19/30
19
Tableau 8: Classification des aciers selon les % de Si et % P.
Classe % Si % PCaractéristiques du
revêtement
Hypo-
Sandelin%Si < 0.035 %P < 0.025 Structure et croissance normale
Semi-
Sandelin
0.035<%Si<0.045 -Réactivité n’est pas remarquable
- 0.025<%P< 0.035
Sandelin0.045 <%Si<0.135 - - prise de zinc importante
- représente 90% de la couche- %P > 0.035
Hyper-
Sandelin %Si > 0.135 %P ≠ 0
- prise de zinc très importante
- représente 75 % de la couche
- couche extérieure est de Zn pur
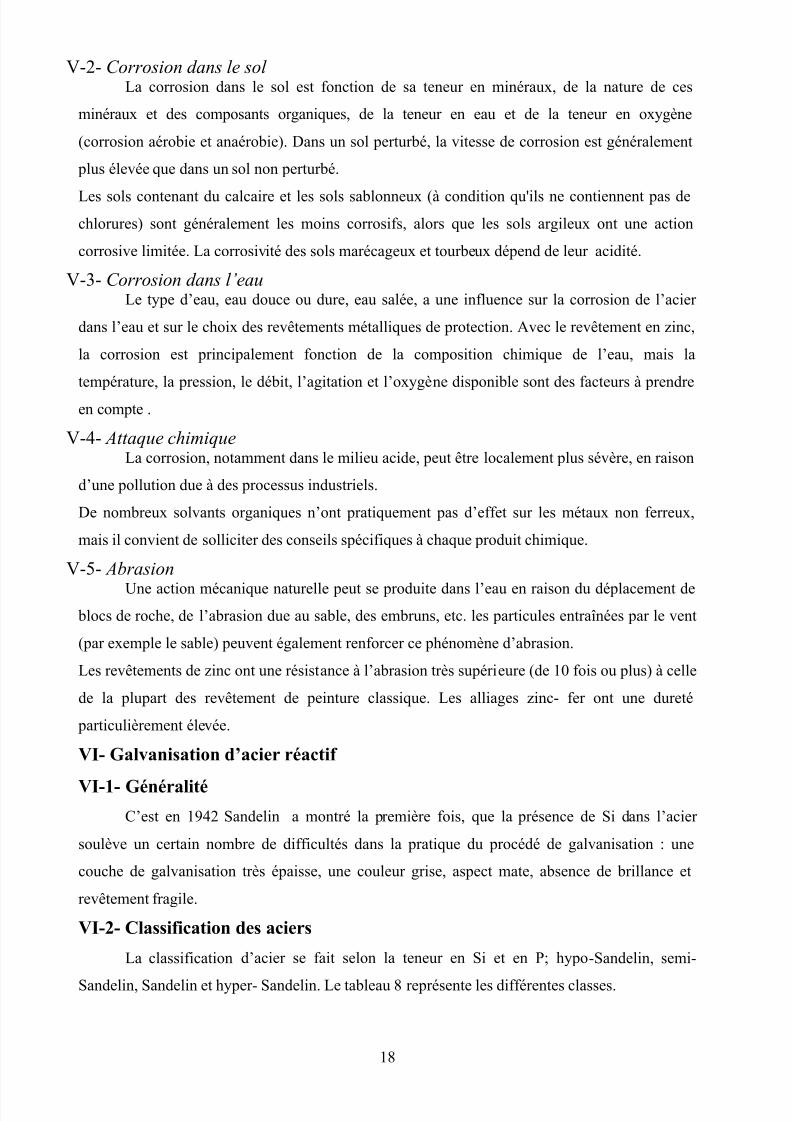
VI-3- Identification de mécanisme de la galvanisation d’acier réactif
Beaucoup de recherches ont été faites pour améliorer les propriétés de revêtements des aciers
réactifs Bablik et al., Sedzimir et al., Guttman et al., et Devillers et al.. La majorité des auteurs
ont étudié l’effet de silicium sur la formation des différentes phases fer - zinc sans aucune
clarification du mécanisme. La seule proposition du mécanisme était fait par Borhan et al.. Il a
montré que la phase zéta est le composé intermétallique fer-zinc qui est le responsable de la
réactivité de ces aciers; le Si a une faible solubilité dans la phase zéta. Cependant, il possède une
grande diffusivité dans cette phase. Lors de la diffusion il se grège (s’accumule) dans les joint
des grains de zéta. Après une durée d’incubation, nécessaire pour atteindre le seuil critique de
concentration en Si dans les joints de grains, une série de composés riche en silicium se forme
dans ces endroits. La formation de ces composés est accompagnée par l ‘apparition d’un
appauvrissement relatif en fer dans les joints de grains dans la phase zéta, cet appauvrissement
est du à la formation des composés, par exemple, FeSi et Fe6Zn4Si5. Il en résulte l’apparition des
zones de zinc liquide dans ces endroits, qui lors de son refroidissement, donne naissance a des
composés lamellaires très riche en zinc dans les joints de grains.
5/11/2018 Formation Eniso - ion - slidepdf.com
http://slidepdf.com/reader/full/formation-eniso-ion 20/30
20
Figure 7: Microstructure obtenue après diffusion de Si dans la phase zéta à 450°C, pendant
10 h.
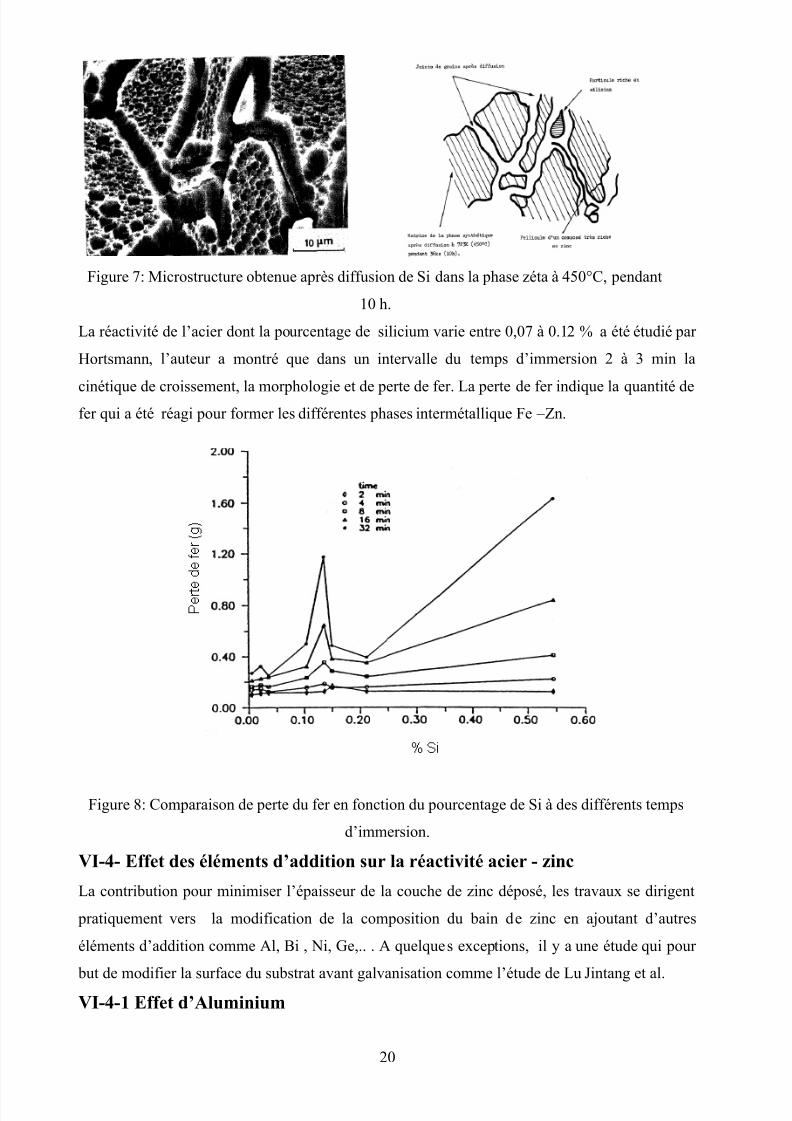
La réactivité de l’acier dont la pourcentage de silicium varie entre 0,07 à 0.12 % a été étudié par
Hortsmann, l’auteur a montré que dans un intervalle du temps d’immersion 2 à 3 min la
cinétique de croissement, la morphologie et de perte de fer. La perte de fer indique la quantité defer qui a été réagi pour former les différentes phases intermétallique Fe – Zn.
Figure 8: Comparaison de perte du fer en fonction du pourcentage de Si à des différents temps
d’immersion.
VI-4- Effet des éléments d’addition sur la réactivité acier - zinc
La contribution pour minimiser l’épaisseur de la couche de zinc déposé, les travaux se dirigent
pratiquement vers la modification de la composition du bain de zinc en ajoutant d’autres
éléments d’addition comme Al, Bi , Ni, Ge,.. . A quelques exceptions, il y a une étude qui pour
but de modifier la surface du substrat avant galvanisation comme l’étude de Lu Jintang et al.VI-4-1 Effet d’Aluminium
5/11/2018 Formation Eniso - ion - slidepdf.com
http://slidepdf.com/reader/full/formation-eniso-ion 21/30
21
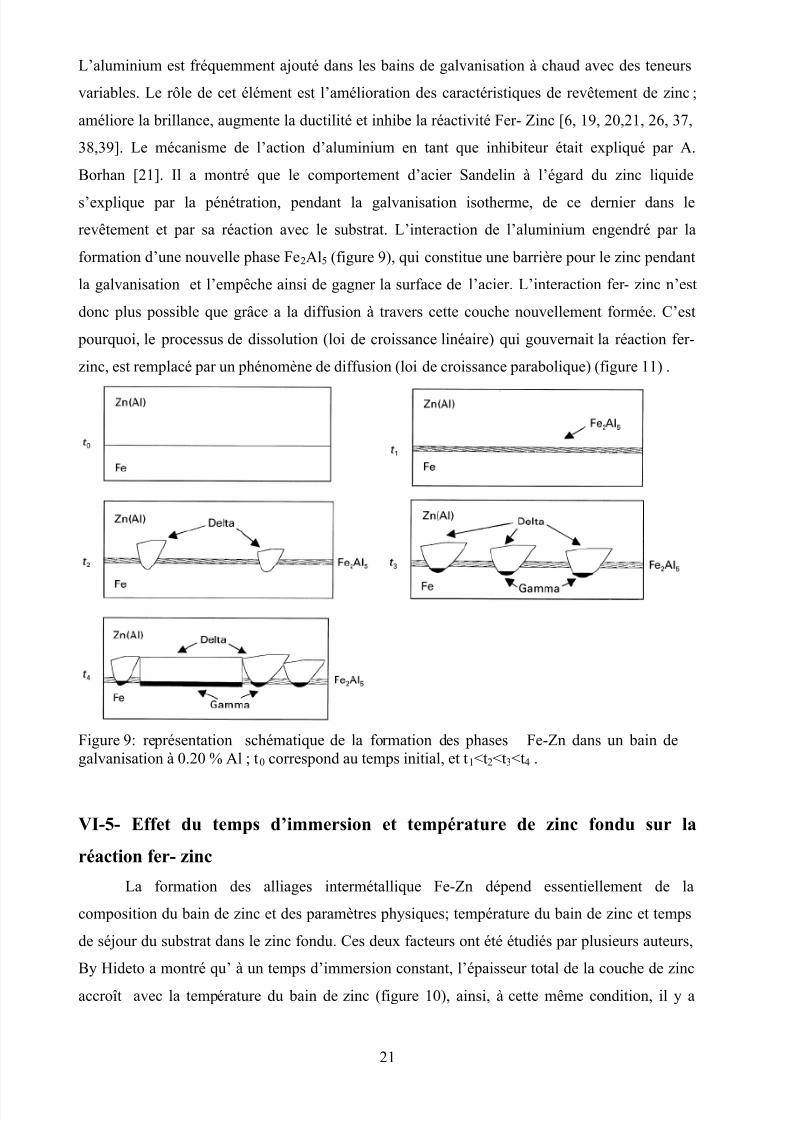
L’aluminium est fréquemment ajouté dans les bains de galvanisation à chaud avec des teneurs
variables. Le rôle de cet élément est l’amélioration des caractéristiques de revêtement de zinc ;
améliore la brillance, augmente la ductilité et inhibe la réactivité Fer- Zinc [6, 19, 20,21, 26, 37,
38,39]. Le mécanisme de l’action d’aluminium en tant que inhibiteur était expliqué par A.
Borhan [21]. Il a montré que le comportement d’acier Sandelin à l’égard du zinc liquide
s’explique par la pénétration, pendant la galvanisation isotherme, de ce dernier dans le
revêtement et par sa réaction avec le substrat. L’interaction de l’aluminium engendré par la
formation d’une nouvelle phase Fe2Al5 (figure 9), qui constitue une barrière pour le zinc pendant
la galvanisation et l’empêche ainsi de gagner la surface de l’acier. L’interaction fer - zinc n’est
donc plus possible que grâce a la diffusion à travers cette couche nouvellement formée. C’est
pourquoi, le processus de dissolution (loi de croissance linéaire) qui gouvernait la réaction fer-
zinc, est remplacé par un phénomène de diffusion (loi de croissance parabolique) (figure 11) .
Figure 9: représentation schématique de la formation des phases Fe-Zn dans un bain degalvanisation à 0.20 % Al ; t0 correspond au temps initial, et t1<t2<t3<t4 .
VI-5- Effet du temps d’immersion et température de zinc fondu sur la
réaction fer- zinc
La formation des alliages intermétallique Fe-Zn dépend essentiellement de la
composition du bain de zinc et des paramètres physiques; température du bain de zinc et temps
de séjour du substrat dans le zinc fondu. Ces deux facteurs ont été étudiés par plusieurs auteurs,
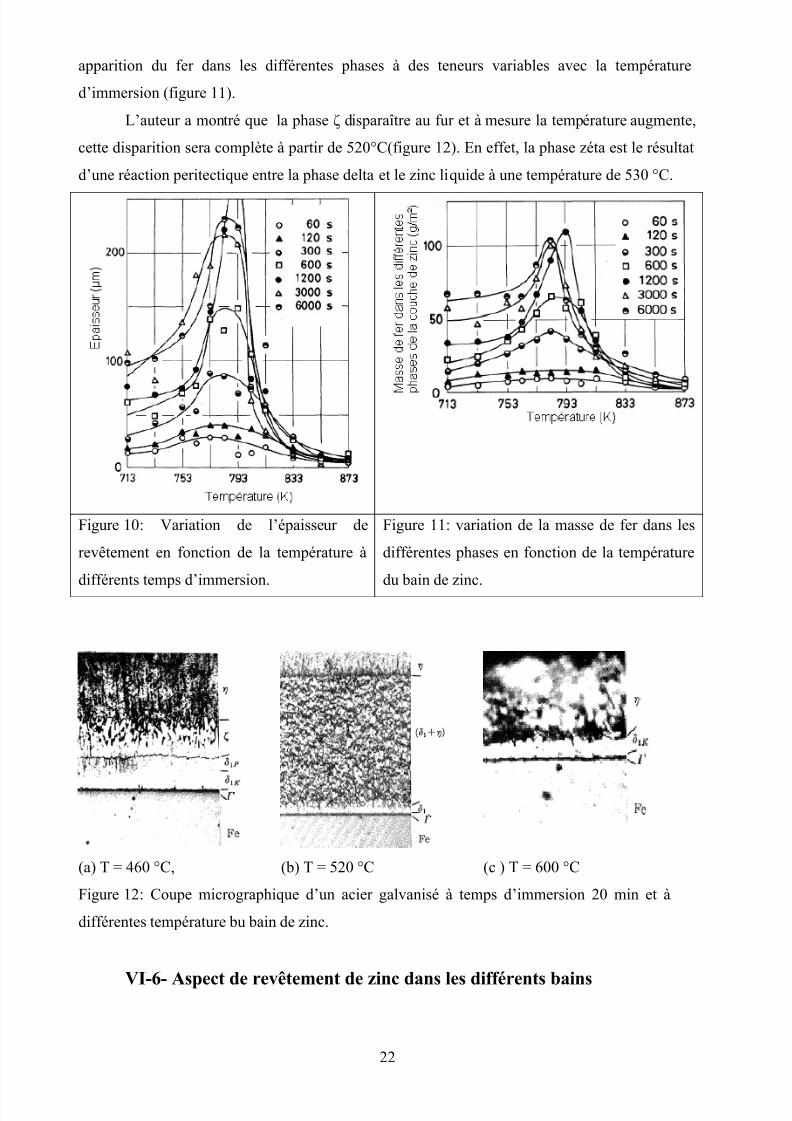
By Hideto a montré qu’ à un temps d’immersion constant, l’épaisseur total de la couche de zinc
accroît avec la température du bain de zinc (figure 10), ainsi, à cette même condition, il y a
5/11/2018 Formation Eniso - ion - slidepdf.com
http://slidepdf.com/reader/full/formation-eniso-ion 22/30
22
apparition du fer dans les différentes phases à des teneurs variables avec la température
d’immersion (figure 11).
L’auteur a montré que la phase ζ disparaître au fur et à mesure la température augmente,
cette disparition sera complète à partir de 520°C(figure 12). En effet, la phase zéta est le résultat
d’une réaction peritectique entre la phase delta et le zinc liquide à une température de 530 °C.
Figure 10: Variation de l’épaisseur de
revêtement en fonction de la température à
différents temps d’immersion.
Figure 11: variation de la masse de fer dans les
différentes phases en fonction de la température
du bain de zinc.
(a) T = 460 °C, (b) T = 520 °C (c ) T = 600 °C
Figure 12: Coupe micrographique d’un acier galvanisé à temps d’immersion 20 min et à
différentes température bu bain de zinc.
VI-6- Aspect de revêtement de zinc dans les différents bains
5/11/2018 Formation Eniso - ion - slidepdf.com
http://slidepdf.com/reader/full/formation-eniso-ion 23/30
23
VI-6-1- galvanisation à faible teneur d’Al (< 0.005%) (ou galvanise)
Généralement l’aspect d’une pièce galvanisée à chaud dépend de plusieurs facteurs :
composition du zinc fondu, mode de refroidissement après émersion, état de surface du substrat
avant immersion dans le zinc liquide, composition du métal de base, épaisseur de la tôle. Parmis
les propriétés recherchées la brillance et le fleurage. L’aluminium ajouté dans le bain de zinc à
faible concentration (0.005%) améliore la brillance de la surface du substrat galvanisé avec une
formation du composé Al2O3, qui inhibe la corrosion.
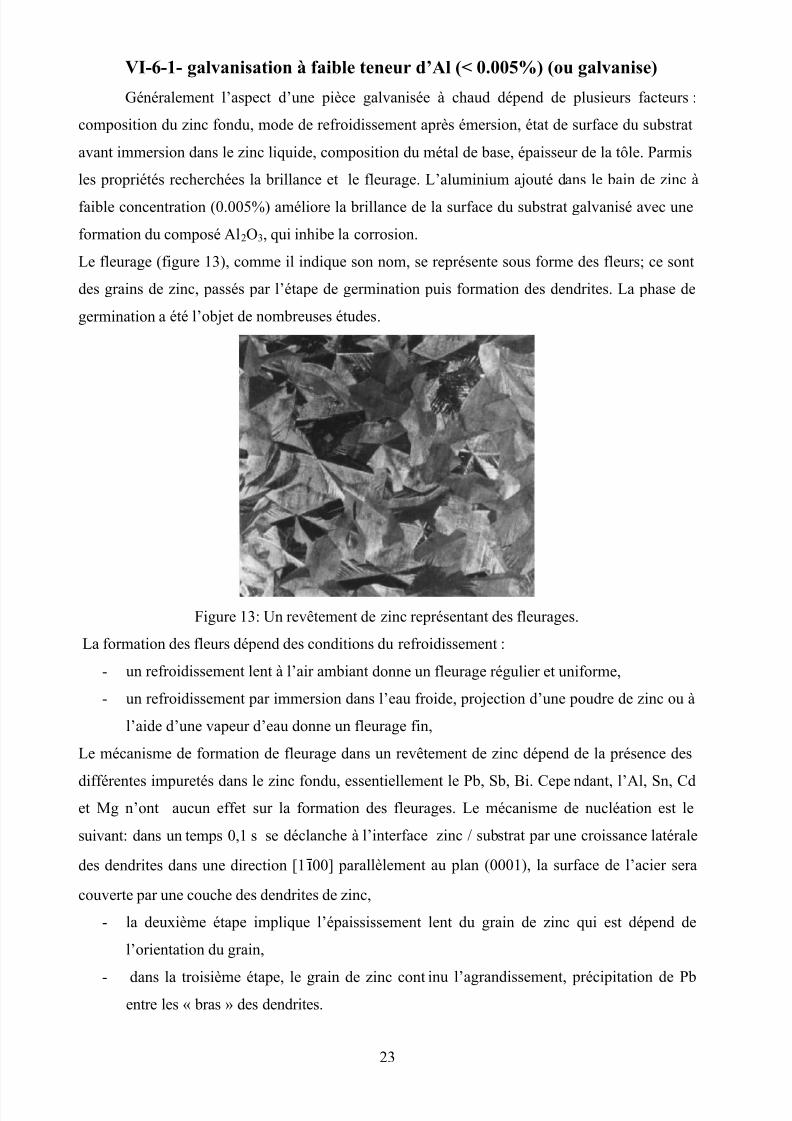
Le fleurage (figure 13), comme il indique son nom, se représente sous forme des fleurs; ce sont
des grains de zinc, passés par l’étape de germination puis formation des dendrites. La phase de
germination a été l’objet de nombreuses études.
Figure 13: Un revêtement de zinc représentant des fleurages.
La formation des fleurs dépend des conditions du refroidissement :
- un refroidissement lent à l’air ambiant donne un fleurage régulier et uniforme,
- un refroidissement par immersion dans l’eau froide, projection d’une poudre de zinc ou à
l’aide d’une vapeur d’eau donne un fleurage fin,
Le mécanisme de formation de fleurage dans un revêtement de zinc dépend de la présence des
différentes impuretés dans le zinc fondu, essentiellement le Pb, Sb, Bi. Cependant, l’Al, Sn, Cd
et Mg n’ont aucun effet sur la formation des fleurages. Le mécanisme de nucléation est le
suivant: dans un temps 0,1 s se déclanche à l’interface zinc / substrat par une croissance latérale
des dendrites dans une direction [1 ī 00] parallèlement au plan (0001), la surface de l’acier sera
couverte par une couche des dendrites de zinc,
- la deuxième étape implique l’épaississement lent du grain de zinc qui est dépend de
l’orientation du grain,
- dans la troisième étape, le grain de zinc continu l’agrandissement, précipitation de Pb
entre les « bras » des dendrites.

5/11/2018 Formation Eniso - ion - slidepdf.com
http://slidepdf.com/reader/full/formation-eniso-ion 24/30
24
Généralement, les grands grains ou des grandes fleures sont obtenues dans des bains de zinc
à 0.04% Pb, la taille de dendrite peut atteindre environ 2 mm. Le Sb, comme le Pb, possède
une tension superficielle faible, il favorise la formation et la germination des dendrites.
VII- Reconditionnement
Les surfaces non revêtues à reconditionner par le galvanisateur ne doivent pas mesurer plusde 0.5 % de la surface totale d’une pièce. Aucune surface non revêtu à reconditionner ne doit
mesurer plus de 10 cm².
Le reconditionnement doit se faire en choisissant la méthode la plus pratique, soit par
immersion dans le bain du zinc, soit par application d’une peinture riche en zinc (supérieur à
85% en zinc).
VIII- Attestation de conformité
Le galvanisateur doit fournir une attestation de conformité à son client.Exemple de certificat de conformité ;
Sociétè de xxxxxxxxRoute km 4
ATTESTATION DE CONFORMITE
Objet : Certificat 001Client : HUARD TUNISIEProjet : Autoroute Sfax - MsakenLot : 01
Produit : GlissièreDate : 30/09/2006Résultat :J’atteste que les glissières de 4 m sont galvanisées selon la norme EN ISO 1460Épaisseur de revêtement minimale : 55μm
Épaisseur moyenne de revêtement : 75μm.
Responsable qualité Jalel BEN NASR

5/11/2018 Formation Eniso - ion - slidepdf.com
http://slidepdf.com/reader/full/formation-eniso-ion 25/30
25
(Cachet et signature)
IX- Méthode d’accrochage
Type de pièce Méthode d’immersion Méthode d’émersion
Pièce longue pleine(poutre de charpente,
poteaux,…)
* incliné dans le sens queles trous d’évent soit en
position basse
Maximum d’inclinaison Suivi avec le raclage tout au
long de la pièce Trou d’évent en bas
Pièce long creux (tubes) * descente inclinée pouréviter le piégeage de gaz
dans le sens de l’immersionavec plus d’inclinaison
possible raclage tout au long de la
pièce pour enlever les bavures d’égouttage
Pièce courte inférieur à1.20 m (cornière,support parabole,..)
Immersion verticalesuivant le sensd’accrochage
Emersion verticale avec agitation despièces avec par la raclette.
Pièce volumineux creux(poubelle, grandecaisse,..)
le trou d’évent doit
être au plus hautpossible
le troud’écoulement le
plus bas possible
raclage les bavuresd’égouttage
le trou d’écoulement du zinc
doit sortir le dernier.
X-Les défauts visuels du zingage et leurs corrections
Description du
défaut
Causes possibles Méthode de réparation
Taches de cendre Raclage mal fait Brossages de préférence à chaud puis
5/11/2018 Formation Eniso - ion - slidepdf.com
http://slidepdf.com/reader/full/formation-eniso-ion 26/30
26
nettoyage avec l’eau Grains de mattes Raclages mal fait - si la détection est faite en cours du
zingage refaire l’immersion. - Si la détection est faite après zingage
refaire le fluxage puis le zingage surtoute la pièce
Manque de prise -manque des évents dedégazage-traces des graisses ourouilles-tache du vernis oupeinture
Brossage, immersion dans le flux, séchagepuis immersion dans le zincPour les surfaces > 10 cm².Peinture d’époxy
de zinc pour les surfaces < à 10 cm².
Traces d’accrochage Accrochage serré sur lapièce.
Brossage
Bavure d’égouttage (picot)
-manque d’inclinaison de
la pièce-manque de raclage aucours d’émersion
brossage ou meulage
E caillage derevêtement ouépaisseur derevêtementimportante
1) Défaut du métal debase (Si ou P)2) T°C élevée du zincfondu- vitesse d’émersion
importante- temps d’immersion
important
- Changer un autre métal- régler les paramètres physiques- Brossage, immersion dans le flux, séchagepuis immersion dans le zinc
Manque de fleurage % Pb faible - Ajouter le Pb
Manque de brillance - % d’Al dans lebain diminué- Acier réactif
- Ajouter l’Al - Régler les paramètres physiques (T, t,vitesse de sortie)
Tache noir sur leszones de soudure
Laitier de soudure - élimination du scorie avec une meuleou burin.
- Applique la peinture d’époxy de zinc.
Remarques :1) le choix d’utiliser la peinture pour corriger les manques de prise dépend des pièces :
1 cm² maximum pour les poids inférieurs à 50 kg 2 cm² maximum pour les poids entre 50 kg et 200 kg 3 cm² maximum pour les poids supérieur à 200 kg
2) l’application de la peinture époxy de zinc doit se faire sur les surfaces après un bon
nettoyage3) la peinture ne doit pas dépasser 5 mm les frontières de la surface à peindre.
XI-QUELQUES REGLES POUR GALVANISER UNE PIECE
La qualité du revêtement du zinc dépend essentiellement de l'adéquation de vos produits à lagalvanisation à chaud. Trois critères sont à prendre en compte : le type d'acier utilisé, le respect
de perçages de vos pièces, l'assemblage adapté de celles-ci.
5/11/2018 Formation Eniso - ion - slidepdf.com
http://slidepdf.com/reader/full/formation-eniso-ion 27/30
27
XI-1-Aciers aptes a la galvanisation
Le type d'acier influera énormément sur la qualité finale du revêtement. Choisissez un acier apte
à la galvanisation n'aspirant pas le zinc, ce qui évitera d'obtenir un revêtement trop épais, mat et
cassant. En effet, contrairement à ce que l'on pourrait penser, trop de zinc nuit à la qualité du
dépôt. les aciers qui sont aptes à la galvanisation à chaud appartiennent à la classe hypo-Sandelin
ou à la semi_Sandelin, selon le tableau 8.
XI-2-Percages
la règle de base est d'assurer une évacuation intégrale des liquides afin que ceux-ci circulent
librement dans la pièce lors des différentes phases du traitement.
Imaginez que vous plongez votre pièce dans une piscine, et qu'il faut que l'eau pénètre dans toute
la pièce et en ressorte intégralement en ressortant la pièce de l'eau. La galvanisation, c'est
exactement la même chose.
Si la géométrie de votre pièce ne permet pas une entrée et évacuation des liquides de traitement,
il vous appartiendra de réaliser des perçages supplémentaires qui répondront à cet impératif.
XI-3-Assemblages
1) Protégé le filetage par un vernis ou peinture (stable à température 500 °C) avant
galvanisation,
2) Les règles d'assemblage permettent d'éviter que vos pièces ne se déforment tout en assurant un
écoulement parfait des liquides.
Pour éviter les déformations, il faudra éviter tout assemblage unissant des pièces fines à des
pièces épaisses : les vitesses de dilatation et de refroidissement étant différentes, vos pièces
travailleront et seront irrémédiablement déformées.
Les règles d'évacuation des liquides devront éviter l'emprisonnement de ceux à l'intérieur des
pièces mais aussi à l'extérieur : une fois la pièce galvanisée, un liquide emprisonné entre deux
pièces coulera sur la galvanisation et la tâchera (on parle ici sur le liquide de décapage). Veillez
donc, à ce sujet, à assurer des soudures étanches.
5/11/2018 Formation Eniso - ion - slidepdf.com
http://slidepdf.com/reader/full/formation-eniso-ion 28/30
28
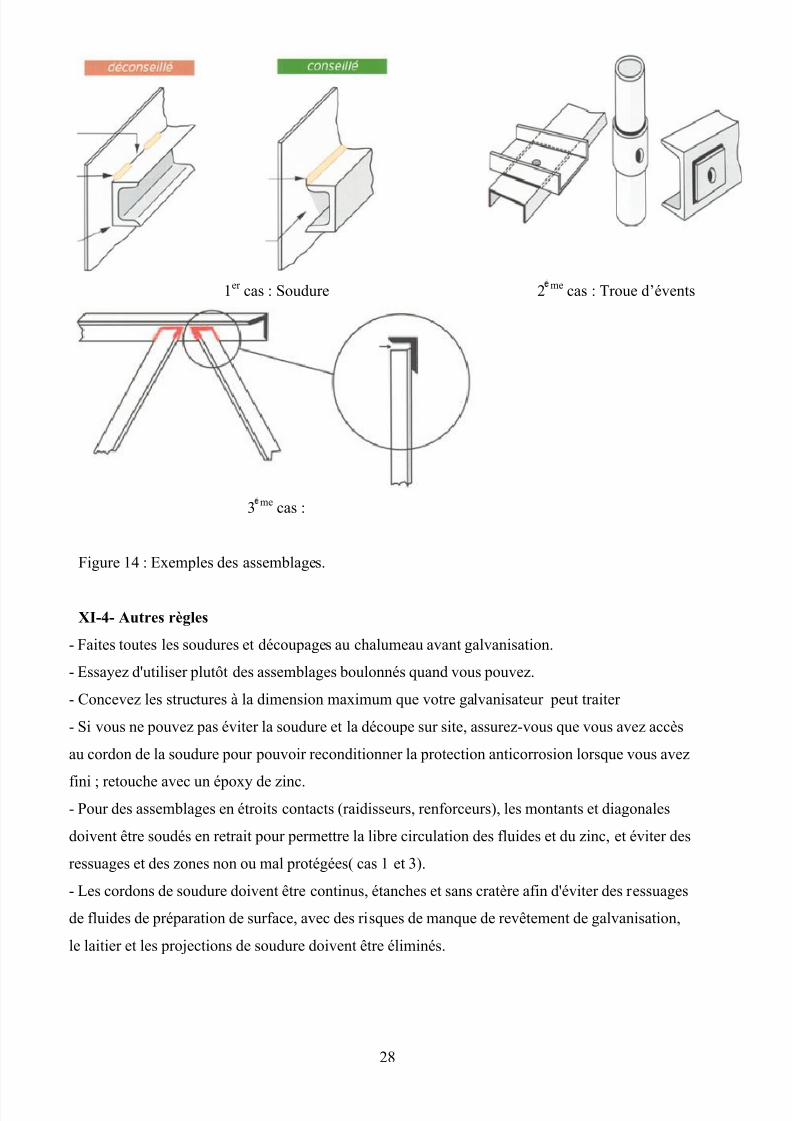
1er cas : Soudure 2ème cas : Troue d’évents
3ème cas :
Figure 14 : Exemples des assemblages.
XI-4- Autres règles
- Faites toutes les soudures et découpages au chalumeau avant galvanisation.
- Essayez d'utiliser plutôt des assemblages boulonnés quand vous pouvez.
- Concevez les structures à la dimension maximum que votre galvanisateur peut traiter
- Si vous ne pouvez pas éviter la soudure et la découpe sur site, assurez-vous que vous avez accès
au cordon de la soudure pour pouvoir reconditionner la protection anticorrosion lorsque vous avez
fini ; retouche avec un époxy de zinc.- Pour des assemblages en étroits contacts (raidisseurs, renforceurs), les montants et diagonales
doivent être soudés en retrait pour permettre la libre circulation des fluides et du zinc, et éviter des
ressuages et des zones non ou mal protégées( cas 1 et 3).
- Les cordons de soudure doivent être continus, étanches et sans cratère afin d'éviter des ressuages
de fluides de préparation de surface, avec des risques de manque de revêtement de galvanisation,
le laitier et les projections de soudure doivent être éliminés.
5/11/2018 Formation Eniso - ion - slidepdf.com
http://slidepdf.com/reader/full/formation-eniso-ion 29/30
29
- Les assemblages soudés doivent être conçus pour éviter le risque de déformation des pièces
pouvant aller jusqu'à l'éclatement. Il est conseillé de prévoir des perçages d'évents sur l'une ou
l'autre des pièces (2ème cas).
XII- Les différents atouts de galvanisation à chaud
Un choix esthétiqueet durable qui met
en valeur un ouvrage Des produits directement
prêts à l'emploi
La galvanisation brute est unematière esthétiquement appréciée.et elle peut être peintedans la teinte de votre choix.
Une fois galvanisée, la pièce setransporte et se met en oeuvrefacilement, quelles que soient lesconditions météorologiques
Une industrie qui offreune assistance technique
Une solution économiquetrès intéressante
Le galvanisateur est un industrielà votre écoute : faites-le intervenirdès la conception de votre pièceou de votre ouvrage afin de vous
conseiller les bons matériaux etles mises en oeuvres adéquates.
Sur une durée de vie de l'ordre de30 ans, galvaniser à chaud revientenviron 2 fois moins cher que
d'autres systèmes,quel que soit leur coût initial. Une longévitéexceptionnellesans entretien
Une protection intégraledes pièces
Une pièce galvanisée à chaud nedemande aucun entretien pendantplus de 30 ans, dans des conditionsnormales d'utilisation.
Une pièce galvanisée à chaud estentièrement protégée : à l'extérieur et auxendroits inaccessibles (corps creux,tubulaires..) que les autres procédés nepeuvent atteindre. Ce qui lui garantit uneprotection complète.
Des propriétés mécaniquesremarquables
Des produitsdoublement protégés
La surface d'une pièce en acier galvaniséeà chaud est constituée de plusieurs couchesintermétalliques zinc-fer plus dures quel'acier. Ce revêtement offre une résistanceexceptionnelle, ainsi qu'une bonneadhérence.
La galvanisation à chaud offre une doubleprotection à l'acier : une protection physique(barrière par écran qui isole l'acier) et uneprotection électrochimique (effet cathodiquequi ne laisse pas la corrosion s'étendre encas de blessure superficielle.
Des garantiesanticorrosion efficaces
Des produitsparfaitement recyclables
La galvanisation après fabrication est
garantie plus de 10 ans contre la corrosion.Certains constructeurs automobiles quiutilisent l'acier galvanisé accordent une
garantie de 12 à 15 ans. Ces éléments sontpurement indicatifs et n'ont aucun caractèrecontractuel. Des garanties peuvent être
Comme l'acier, le zinc utilisé pour protégerce métal au travers de la galvanisation estrecyclable. Il provient de la nature et peut
être réutilisé indéfiniment, tout enconservant ses propriétés.

5/11/2018 Formation Eniso - ion - slidepdf.com
http://slidepdf.com/reader/full/formation-eniso-ion 30/30
30
accordées, au cas par cas, par lesindustriels galvanisateurs.
Top Related