





Langages
Pages
Légal


N° d’ordre 2010-ISAL-0015 Année 2010
Thèse
Different routes for synthesis of Poly(lactic acid) / silicon-based hybrid organic-inorganic nanomaterials and nanocomposites
Présentée devant
L’institut national de sciences appliquées de Lyon
Pour obtenir
Le grade de docteur
Ecole doctorale materiaux de Lyon
Spécialité : Materiaux polymères
Par
Arnaud PREBE
Soutenance le 17 février 2010
Jury
BARTHEL Herbert Docteur Examinateur
CAMINO Giovanni Professeur Examinateur
CASSAGNAU Philippe Professeur Co-directeur de thèse
GERARD Jean-François Professeur Directeur de thèse
KENNY José Professeur Rapporteur
RUSSO Savério Professeur Rapporteur
Ingénierie des Matériaux polymères, UMR 5223
Laboratoire des matériaux macromoléculaire
Laboratoire des matériaux polymères et biomatériaux


INSA Direction de la Recherche - Ecoles Doctorales – Quadriennal 2007-2010
SIGLE ECOLE DOCTORALE NOM ET COORDONNEES DU RESPONSABLE
CHIMIE
CHIMIE DE LYON http://sakura.cpe.fr/ED206 M. Jean Marc LANCELIN
Insa : R. GOURDON
M. Jean Marc LANCELIN Université Claude Bernard Lyon 1 Bât CPE 43 bd du 11 novembre 1918 69622 VILLEURBANNE Cedex Tél : 04.72.43 13 95 Fax : [email protected]
E.E.A.
ELECTRONIQUE, ELECTROTECHNIQUE, AUTOMATIQUE http://www.insa-lyon.fr/eea M. Alain NICOLAS Insa : C. PLOSSU [email protected] Secrétariat : M. LABOUNE AM. 64.43 – Fax : 64.54
M. Alain NICOLAS Ecole Centrale de Lyon Bâtiment H9 36 avenue Guy de Collongue 69134 ECULLY Tél : 04.72.18 60 97 Fax : 04 78 43 37 17 [email protected] Secrétariat : M.C. HAVGOUDOUKIAN
E2M2
EVOLUTION, ECOSYSTEME, MICROBIOLOGIE, MODELISATION http://biomserv.univ-lyon1.fr/E2M2 M. Jean-Pierre FLANDROIS Insa : H. CHARLES
M. Jean-Pierre FLANDROIS CNRS UMR 5558 Université Claude Bernard Lyon 1 Bât G. Mendel 43 bd du 11 novembre 1918 69622 VILLEURBANNE Cédex Tél : 04.26 23 59 50 Fax 04 26 23 59 49 06 07 53 89 13 [email protected]
EDISS
INTERDISCIPLINAIRE SCIENCES-SANTE Sec : Safia Boudjema M. Didier REVEL Insa : M. LAGARDE
M. Didier REVEL Hôpital Cardiologique de Lyon Bâtiment Central 28 Avenue Doyen Lépine 69500 BRON Tél : 04.72.68 49 09 Fax :04 72 35 49 16 [email protected]
INFOMATHS
INFORMATIQUE ET MATHEMATIQUES http://infomaths.univ-lyon1.fr M. Alain MILLE Secrétariat : C. DAYEYAN
M. Alain MILLE Université Claude Bernard Lyon 1 LIRIS - INFOMATHS Bâtiment Nautibus 43 bd du 11 novembre 1918 69622 VILLEURBANNE Cedex Tél : 04.72. 44 82 94 Fax 04 72 43 13 10 [email protected] - [email protected]
Matériaux
MATERIAUX DE LYON M. Jean Marc PELLETIER Secrétariat : C. BERNAVON 83.85
M. Jean Marc PELLETIER INSA de Lyon MATEIS Bâtiment Blaise Pascal 7 avenue Jean Capelle 69621 VILLEURBANNE Cédex Tél : 04.72.43 83 18 Fax 04 72 43 85 28 [email protected]
MEGA
MECANIQUE, ENERGETIQUE, GENIE CIVIL, ACOUSTIQUE M. Jean Louis GUYADER Secrétariat : M. LABOUNE PM : 71.70 –Fax : 87.12
M. Jean Louis GUYADER INSA de Lyon Laboratoire de Vibrations et Acoustique Bâtiment Antoine de Saint Exupéry 25 bis avenue Jean Capelle 69621 VILLEURBANNE Cedex Tél :04.72.18.71.70 Fax : 04 72 43 72 37 [email protected]
ScSo
ScSo* M. OBADIA Lionel Insa : J.Y. TOUSSAINT
M. OBADIA Lionel Université Lyon 2 86 rue Pasteur 69365 LYON Cedex 07 Tél : 04.78.69.72.76 Fax : 04.37.28.04.48 [email protected]
*ScSo : Histoire, Geographie, Aménagement, Urbanisme, Archéologie, Science politique, Sociologie, Anthropologie

Résumé L’acide polylactique génère depuis quelques années un engouement certain puisqu’il apparaît comme un des biopolymères les plus aptes à remplacer les polymères issus de l’industrie pétrolière. Toutefois, afin de pouvoir prétendre remplacer ces polymères dans les applications tel que l’emballage, etc., les propriétés mécanique se doivent d’être au moins égale. Il est maintenant bien reconnu qu’il est possible d’accroitre une multitude de propriété en nanostructurant à l’aide d’une phase inorganique les polymères. Cependant il existe plusieurs possibilité quand au procédé choisi. Ici on se propose d’étudier la production d’un nanocomposite à base d’acide polylactique et d’une phase inorganique siliconée en utilisant différentes voies de production. En premier lieu, la synthèse in-situ du PLA en présence de silice pyrogénée a été étudiée tout en faisant varier la compatibilité par la fonctionnalisation en surface. Ensuite la génération de la phase inorganique à partir de précurseur alkoxysilane a été menée directement dans l’acide polylactique fondu par extrusion réactive avec l’ajout ou non d’agent d’interface. Puis les deux voies ont été combinées afin de générer la phase inorganique dans le monomère fondu (L-Lactide) puis de polymériser celui-ci dans le même réacteur. Enfin ces trois voies ont été comparées entre elles et avec le simple mélangeage dans le fondu de silice pyrogénée avec l’acide polylactique en extrusion. Mots clés : acide polylactique, nanocomposites, hybride Organique/Inorganique, Sol-gel, Organique/Inorganique non-hydrolytique, Silice pyrogénée.
Abstract Polymers issued from the biomass present a growing interest, since they seem to be a suitable alternative to petrol derivative polymers. Poly(lactic acid) is one of them as it is issued from lactic acid extracted from the biomass. PLA displays good mechanical properties but it cannot be considered in many applications compared to other technical polymers. It is now well known that it is possible to enhance them by nanostructurating the polymer. Nevertheless, several paths can be chosen in order to achieve a nanocomposite. Here, we present the production of a poly(lactic acid) / silicon based hybrid organic-inorganic nanomaterials and nanocomposites. Firstly, the in-situ polymerization of L-Lactide in the presence fumed silica was studied with the variation of the surface functionalization for compatibility issues. Then the in-situ generation of the silicon phase in polylactic acid was carried out by reactive extrusion with the incorporation or not of interfacial agents. Next, the two first paths were combined in order to synthesize O/I hybrid in L-Lactide monomer followed by its polymerization in one pot. Finally these three routes were compared with each other adding the simple melt-mixing of fumed silica into poly(lactic) acid by extrusion to the comparison Key words: Poly(L-lactide), nanocomposites, Organic/Inorganic hybrid, Sol-gel, Non-hydrolytic Organic-inorganic, Fumed silica

Remerciements Thanks to (French version)
Ces travaux de thèses on été réalisés au sein du l’UMR CNRS 5223 / Ingénierie des Matériaux
Polymères, au laboratoire de Matériaux Macromoléculaire (INSA de Lyon) et au laboratoire de
Matériaux polymères et Biomatériaux (Université Lyon 1).
Je tiens tout d’abord à remercier mes deux encadrant de thèse : Pr. Jean-François Gérard,
directeur du LMM et de l’UMR, et Pr. Philippe Cassagnau, directeur du LMPB, pour m’avoir
accueillie dans vos laboratoires et encadré cette thèse pendant 3 années. Vous m’avez permis
d’avancer sur ce projet en me prodiguant tous les conseils nécessaires tout en me laissant une
autonomie dans le travail réalisé. Vous m’avez permis d’aborder les problèmes rencontrés avec
optimisme et, grâce aux différentes réunions, permis de prendre du recul sur les travaux quand
cela était nécessaire. De plus, par le biais de cette thèse « inhabituelle » vous m’avez offert la
possibilité de découvrir plusieurs thématiques de recherche. Pour tout cela, je vous remercie
tous les deux.
Je tiens ensuite à remercier le réseau d’excellence NanoFun-Poly pour le financement de cette
thèse ainsi que pour m’avoir offert la possibilité de réaliser de nombreuses présentations lors
des congrès internationaux de l’ECNP. Je souhaite aussi remercier la société Wacker Chem. pour
leur participation au financement. Je voudrais particulièrement remercier Dr Herbert Barthel et
Dr. Torsten Gooschalk-Gaudig, pour m’avoir fourni toutes les différentes silices pyrogénées
demandées avec une caractérisation complète ainsi que pour votre expertise et vos conseils dans
le domaine des composites à bases de silice.
Mes remerciements vont également au Pr. José Kenny et au Pr. Savério Russo pour avoir accepté
d’être les rapporteurs de cette thèse et pour les remarques constructives qui en ont découlé.
D’autre part, je remercie Pr. Giovanni Camino et de nouveau Dr. Herbert Barthel, respectivement
président du jury et examinateur, pour leur participation et leur contribution à mon jury de
thèse.

Je souhaite aussi remercier les personnes qui ont contribué à la qualité de ses travaux grâce à
leur aide précieuse :
- Annick Waton et Fernande Boisson, pour leur support et conseils avisés en RMN du liquide et
leur accueil toujours chaleureux. Merci encore Fernande pour tous ce temps passé avec moi
sur l’indentification des signaux de RMN du 29Si.
- Jean-Philippe Lucas, pour m’avoir aidé lors des nombreuses chromatographies par exclusion
stérique.
- Hervé Perrier-Gamby et Gilbert Martignago pour leur assistance technique.
- Pierre Alcouffe pour tout le temps considérable passé avec moi sur l’analyse morphologique
des échantillons.
De plus, je souhaite remercie l’ensemble des permanents, doctorants et post-doctorants du LMM
et du LMPB qui ont contribué à rendre agréable ces trois années passées à l’IMP. Je pense tout
particulièrement à Mallou et Isa pour leur aide précieuse, leur disponibilité et leur gentillesse.
Je souhaite remercier également toute les personnes qui ont, lors de « discussion de couloir », pu
m’aider pour certaines interprétations de résultats ou pour divers problèmes de manipulation
rencontrés, je pense particulièrement à René Saint-Loup et Nicolas Fortin.
Je remercie également tous les thésards et post-doc du LMM que j’ai pu croiser lors de ma thèse
pour toutes les discussions scientifiques ou non qui ont contribuées à élargir mes connaissances
ou juste à passer un bon moment…
Un grand merci à mes co-bureaux successifs, Estelle, Céline D., Senbin pour m’avoir permis de
travailler dans une bonne ambiance. Sans oublier Sandra B. compagnon d’infortune pendant ces
années passées ensemble. Un grand merci à toi Sandra pour toutes les discussions intéressantes
et fructueuses sur de nombreux points (autant scientifiques, vive la « click-chemistry » !!, que
personnel).
Enfin je souhaite remercier tous mes amis qui ont pu me soutenir et/ou me changer les idées lors
ces trois années. Je souhaite remercier mes parents et mon frère pour m’avoir toujours soutenue
et encouragé durant ces longues années d’études (enfin...c’est fini ). J’aimerai finir en te
remerciant Céline, femme de ma vie et mère de mon enfant, pour l’aide et le soutien inimaginable
que tu as pu m’offrir de toutes les manières possibles, cette thèse au final c’est la tienne
aussi…merci pour tout.

- 1 -
Table of contents Table of Abbreviations..................................................................- 3 -
General Introduction…………………………….………………- 5 -
I Chapter I: Literature Survey ............................. - 11 -
I.1 Introduction ................................................ - 12 - I.2 Poly(lactic acid) ........................................... - 13 -
I.2.1 Lactide and lactic acid monomers ..................... - 13 - I.2.2 Polymer ......................................................... - 14 -
I.3 PLA-Based Nanocomposites......................... - 25 - I.3.1 Nano-clays (Layered Silicates) as nanofillers for PLA .. - 25 - I.3.2 Silica as nanofiller for PLA ................................ - 29 -
I.4 Organic-Inorganic hybrids. .......................... - 33 - I.4.1 Hydrolytic route ............................................. - 33 - I.4.2 Non-hydrolytic route ....................................... - 37 -
I.5 Conclusion ................................................... - 41 - I.6 References ................................................... - 43 -
II Chapter II: In-situ polymerization of L-Lactide in the presence of fumed silica........................................... - 59 -
II.1 Abstract ..................................................... - 60 - II.2 Publication ................................................. - 61 -
II.2.1 Introduction ................................................... - 61 - II.2.2 Experimental ................................................. - 62 - II.2.3 Results and discussion .................................... - 64 - II.2.4 Conclusion ..................................................... - 74 - II.2.5 References .................................................... - 76 -
III Chapter III: In-situ generation of a silicon phase in polylactic acid by reactive extrusion ........................ - 79 -
III.1Abstract ..................................................... - 80 - III.2Publication ................................................ - 81 -
III.2.1 Introduction ................................................... - 81 - III.2.2 Experimental ................................................. - 82 - III.2.3 Results and discussion .................................... - 84 -

- 2 -
III.2.4 Conclusions. .................................................. - 95 - III.2.5 References .................................................... - 96 -
IV Chapter IV: Synthesis of Organic/Inorganic hybrid materials from in-situ generation of inorganic rich nanophase in L-Lactide monomer ............................ - 99 -
IV.1 Abstract ................................................... - 100 - IV.2 Publication ............................................... - 101 -
IV.2.1 Introduction ................................................. - 101 - IV.2.2 Experimental ............................................... - 102 - IV.2.3 Results and discussion .................................. - 105 - IV.2.4 Conclusions. ................................................ - 113 - IV.2.5 References .................................................. - 113 -
V Chapter V: Comparison of the different synthesis path ....................................................................... - 117 -
V.1 Introduction .............................................. - 118 - V.2 General indications .................................... - 121 -
V.2.1 Procedure of the direct melt-mixing of fumed silica into Polylactic acid via extrusion. ................................ - 121 - V.2.2 PLA-nanocomposite referencing ...................... - 121 -
V.3 Physico-chemical properties ...................... - 123 - V.3.1 Molar mass and inorganic content of the different PLA-nanocomposites ....................................................... - 123 - V.3.2 Crystallinity ................................................. - 125 -
V.4 Morphology ................................................ - 132 - V.4.1 Comparison of the methods of production having the sme functionality. ..................................................... - 132 -
V.5 Energy consumption .................................. - 138 - V.5.1 Melt-mixing of fumed silica into PLA. ............... - 138 - V.5.2 In situ polymerization of L-Lactide in the presence of Fumed silica. ........................................................... - 138 - V.5.3 In-situ generation of the inorganic rich phase into PLA by reactive extrusion. ............................................... - 139 - V.5.4 In-situ generation of the inorganic rich phase in the L-Lactide monomer followed by its polymerization. .......... - 140 -
V.6 Conclusion ................................................. - 141 - General Conclusion……………………………………………- 145 –

- 3 -
Table of abbreviations
APTES/APTEOS: γ-aminopropyltriethoxysilane
C30B: nanoclay bearing long alkyl chains
DCDES: dichlorodiethoxysilane
DMAP: 4-(Dimethylamino)pyridine
DSC: differential scanning calorimetry
FDA: Food and Drug Administration
GPS: 3-glycidoxypropyltrimethoxysilane
HCDMS: hexachlorodimethylsilane
HCDS: hexachlorodisiloxane
HMDI: hexamethylendiisocyanate
HMDS: hexamethyldisilane
HOTf: trifluoromethansulfonic acid
IMes: imidazol-2-ylidene
L-La: L-Lactide
MeOTf: methyl trifluoromethane sulfonate
MMT: montmorillonite
NMR: nuclear magnetic resonance
OMLS: organomodified layered silicates
OMMT: organomodified montmorillonite
PBT: polybutylene terephtalate
PCL: poly(ε-caprolactone)
PDEOS: polydiethoxysiloxane
PDI/Ip: polydispersity index
PDLA: poly(D-lactic acid) or poly(D-Lactide)
PDLLA: poly(D,L-lactic acid) or poly(D,L-
lactide)
PDMS: polydimethylsiloxane
PET: polyethylene terephtalate
PLA: poly(lactic acid) or polylactide
PLLA: poly(L-lactic acid) or poly(L-Lactide)
PMMA: polymethylmethacrylate
PPY: 4-pyrrolidinopyridine
PTFE: polytetrafluoroethylene
ROP: ring-opening polymerization
SEC: size exclusion chromatography
Sn(Oct)2: tin(II) bis(2-ethylhexanoate)
SSP: solid state polymerization
TEM: transmission electron microscopy
TEOS: tetraethoxysilane
TGA: thermogravimetric analysis
THF: tetrahydrofuran
TiPOS: tetraisopropoxysilane
TMOS: tetramethoxysilane
TMSPM: 3-trimethoxysilylpropylmethacrylate
TPP: triphenylphosphine
O/I: organic/inorganic
G’: storage modulus
G’’: loss modulus
G*: complex modulus
η*: complex viscosity
ω: frequency
ΔH∞: infinite crystal enthalpy
Tc: crystallization temperature
t1/2: crystallization half-time


General introduction
(a) White Book: Polymer nanoscience and nanotechnology, a european perspective NANO-FUN-POLY: European network of excellence (sixth framework programme)
- 5 -
General Introduction
The following work was initiated and financed by the European NANOFUN-POLY
Network of Excellence (Nanostructured and Multifunctional Polymer-Based Materials &
Nanocomposites) with the aim of synthesizing polymer-based nanocomposites from
either the introduction of a functionalized inorganic filler or by in-situ generation of an
inorganic-rich phase from the sol-gel reactions of metal-oxo precursors . The general aim
of this work is to study the different routes that can be taken in order to generate a
polymer-nanocomposite taking into account the current knowledge in this scientific
domain(a).
For such a goal, a biosourced polymer was considered. Nowadays, a significant
interest concerning biosourced polymers exists in the framework of “green”
developments as they offer a suitable alternative to oil-issued polymers. Poly(lactic acid)
is now quite notorious as it is one of the biosourced polymers which are already produced
at industrial scale. Consequently, keeping in mind the sustainable development in this
work, poly(lactic acid) was chosen as the polymer matrix. Nevertheless, it must be
pointed out that PLA suffer some serious drawbacks such as its brittleness, poor flexural
properties, high gas permeability, its low heat distortion temperature and its slow
crystallization kinetics. It is, now, well known that it is possible to enhance some of these
properties by adding nanofillers in order to nanostructure the polymer and/or to enhance
its crystallization rate.
Secondly, the inorganic filler was chosen in order to offer multiple possibilities in
terms of surface functionality, i.e. capability of generation of interfacial interactions,
and/or ability to be synthesized in-situ. Therefore, we focused on silicon inorganic filler.
Wacker Chem. kindly supplied fumed silica having different specific surface areas as well
as different surface functionalities. Indeed, fumed silica are versatile sub-micron fillers
which can offer different specific surface (50-400 m2.g-1) and a well known surface
chemistry to manage physical interactions and reactions at the surface. Besides, different
fillers have already been studied in PLA matrices but only a few reports exist on fumed
silica. Moreover, silicon inorganic fillers were even more interesting in our work as it is
possible to generate silicon phases from alkoxysilane precursors which will be more
detailed in the literature survey.
From this observation and keeping in mind a sustainable development approach, it
was decided to use only reactions proceeding in bulk, i.e. with no use of solvents.
Consequently, it was then possible to propose four different routes for the synthesis of

- 6 -
Poly(lactic acid) / silicon-based hybrid organic-inorganic nanomaterials and
nanocomposites.
The first route would be to start from the preformed inorganic phase, i.e. fumed
silica, and the polymer matrix, i.e. poly(lactic acid) (PLA):
The second route would be to start from the preformed inorganic filler and PLA
monomer, i.e. L-Lactide, in order to in-situ polymerize the L-Lactide in the presence of
the fumed silica:
The third route would be to start from the preformed polymer matrix, i.e. PLA, and
to use alkoxysilane as precursors for in-situ generation of an inorganic-rich phase into
the polymer:
The fourth and last route would be to combine the generation of the inorganic-rich
phase and the polymerization of the organic monomer:
HOO
OOH
O
O
On
+
Poly(lactic acid Preformed nanofillers
+ O
O
O
O
Preformed nanofillers Lactide
HOO
OOH
O
O
On
+
Poly(lactic acid Metal alkoxides
R'x M OR4-x
O
M OR'
O
M
M
O
O
O
O
O M
O
R'
O
O
+ O
O
O
O
Lactide Metal alkoxides
R'x M OR4-x
O
M OR'
O
M
M
O
O
O
O
O M
O
R'
O
O

General introduction
- 7 -
The objectives of this work focused on the chemical paths and processes instead of
the final properties of the resulting nanocomposites. Due to the very broad series of PLA-
based nanocomposites which could be generated from the different routes, we choose to
have a special attention on the chemistry(ies) involved.
In first Chapter, a literature survey will be established in order to define a suitable
and relatively easy catalytic system for the ring-opening polymerization of L-Lactide to
use in our conditions by studying the different types of polymerization possible, i.e.
anionic, cationic, carbenes and coordination-insertion. Then, studies from the literature
on processing of PLA-based nanocomposites will be reviewed. Finally, methods of
generating inorganic rich phase through sol-gel methods either hydrolytic or non-
hydrolytic will be studied.
In the second chapter, the in-situ polymerization of L-Lactide in the presence of
fumed silica will be presented. The Ring Opening Polymerization (ROP) of the L-Lactide
monomer in the presence of fumed silica having different specific surface areas as well as
surface functionalizations will be studied by chemiorheology, i.e. following changes of
rheological behaviour during polymerization. The finally morphologies of the different
PLA-based nanocomposites obtained via this route will be discussed.
In the third chapter, the in-situ generation of a silicon phase in poly(lactic acid) will
be carried out by reactive extrusion with the incorporation or not of interfacial agents,
i.e. reactants able to create strong physical interactions or covalent bonds at the
interface. The influence of the addition of the inorganic-rich phase precursors as well as
the influence of the introduction of interfacial agents on final morphologies of
nanocomposites will be studied.
In the fourth chapter, the first two paths will be combined in order to synthesize
O/I hybrid in L-Lactide monomer followed by its ROP polymerization. In this chapter, the
hydrolytic sol-gel method is compared to the non-hydrolytic one as both are carried out
into molten L-Lactide monomer.
In the last chapter, these three routes involving chemical processes have been
compared with the one which consists on conventional melt-mixing of fumed silica into
poly(lactic) acid by extrusion. First, the physico-chemical properties, in terms of resulting
molar masses and crystallization kintetics and yield of the PLA-nanocomposites obtained
through the different routes will be gathered. Then, the morphologies obtained through
the different methods of obtention will be discussed. Finally, following the goal of a more
sustainable approach for designing nanocomposites and the relevancy of these
approaches from a sustainable development, the energy consumptions of each process
will be detailed.
Notice Chapters from 2 to 4 are reported as submitted publications, the author expresses
his excuses to the readers due to possible repetitions.


Chapter I: Litterature survey


I. Literature Survey
- 11 -
I Chapter I: Literature Survey
I.1 Introduction ................................................ - 12 - I.2 Poly(lactic acid) ........................................... - 13 -
I.2.1 Lactide and lactic acid monomers ..................... - 13 - I.2.1.1 Introduction ................................................. - 13 - I.2.1.2 Stereochemistry and lactides ......................... - 13 -
I.2.2 Polymer ......................................................... - 14 - I.2.2.1 Physico-chemical properties ........................... - 14 - I.2.2.2 Synthesis of PLA ........................................... - 16 -
I.3 PLA-Based Nanocomposites......................... - 25 - I.3.1 Nano-clays (Layered Silicates) as nanofillers for PLA .. - 25 -
I.3.1.1 Nano-clay description .................................... - 25 - I.3.1.2 PLA-clay nanocomposites ............................... - 27 -
I.3.2 Silica as nanofiller for PLA ................................ - 29 - I.3.2.1 Silica description........................................... - 29 - I.3.2.2 Polymer-Silica nanocomposites ....................... - 31 -
I.4 Organic-Inorganic hybrids. .......................... - 33 - I.4.1 Hydrolytic route ............................................. - 33 -
I.4.1.1 Hydrolysis and condensation of alkoxysilanes ... - 33 - I.4.1.2 Hybrid O/I materials through sol-gel method .... - 35 -
I.4.2 Non-hydrolytic route ....................................... - 37 - I.4.2.1 Methods ...................................................... - 37 - I.4.2.2 Non hydrolytic sol-gel synthesis using chlorosilanes. - 38 - I.4.2.3 Application of non hydrolytic sol-gel synthesis using chlorosilanes in combination with polymers. ...................... - 40 -
I.5 Conclusion ................................................... - 41 - I.6 References ................................................... - 43 -

I.1 Introduction
- 12 -
I.1 Introduction
Biosourced polymers have become of great interest as they could be an interesting
alternative to conventional polymers such as polyolefins. Biopolymers can be either
issued from fossile resources like poly(ε-caprolactone) for example or from the biomass
such as poly(lactic acid). In this work, we will focus on one particular biosourced polymer
which is becoming more in more popular because of its good mechanical properties, its
ability to be produced and its favourable life cycle assessment as comes from renewable
resources: poly(lactic acid). The unique physical characteristics that PLA possesses make
it suitable for many different applications. PLA has good crease-retention and crimp
properties, excellent grease, and oil resistance, easy low-temperature heat sealability, as
well as good barrier to flavours and aromas. All these different properties make the PLA
one of the best substitutes for the commodity polymers. However, to be widely used, its
mechanical properties need to be at least equal to the polymers aimed by the
replacement. It is, now, well known that it is possible to enhance them by adding
nanofillers in order to nanostructure the polymer and/or to enhance its crystallization
rate [1]. Several fillers as well as different methods of incorporating nanofillers can be
used in this goal.
The following will be first dedicated to the synthesis of poly(lactic acid) as reported
in the literature, i.e. description of the different steps from the biomass to the
polymerization. Secondly, the previous works on PLA based composites will be reported.
Finally, the in-situ synthesis method of the inorganic nanofiller will be described as this
type of design of an inorganic-rich phase will be considered applicable in subsequent
chapters.

I. Literature Survey
- 13 -
I.2 Poly(lactic acid)
I.2.1 Lactide and lactic acid monomers
I.2.1.1 Introduction
It has now been already a few decades since PLA is used. Only until a few years its
applications were limited to the biomedical domain such as sutures because of its high
production costs [2].The creation of a new company, Cargill Dow LLC, in 1997 brought
two large companies together to focus on the production and marketing of PLA leading to
a significant reduction of the cost production and making PLA a large-volume plastic [3].
PLA is 100% issued from renewable resources such as corn and sugar beets.
Indeed, the monomer, i.e. lactic acid, is easily obtained by a biotechnological process
usually based on the fermentation of starch and other polysaccharides by a lactobacillus
[4]. The fermentation conditions such as pH, temperature, atmosphere, and stirring
conditions are closely monitored during the process to reach the maximum yield as well
as purity of the material [5].
I.2.1.2 Stereochemistry and lactides
The initial monomer, i.e. lactic acid (2-hydroxy propanoic acid), contains an
asymmetric carbon leading to two stereoisomers: levogyre (L) or dextrogyre (D). The
configurations are shown in Figure I-1.
As said before, lactic acid is generally produced by fermentation, selecting suitable
microorganisms. It can also be obtained via chemical process. The main difference lies
with the L/D ratio of the lactic acid recovered. The chemical process will lead to a racemic
mixture of D- and L-isomers. On the opposite, fermentation by optimized or modified
strains of Lactobacilli will produce stereo regular L-Lactic acid [5].
Figure I-1: Different configuration of lactic acid
C C
O
H
CH3
HO OH* C C
O
H
CH3
HO OH*
lactic acid (D) lactic acid (L)

I.2 Polylactic acid
- 14 -
This stereochemistry is also present in the lactide, i.e. cyclic dimer of lactic acid,
with three stereoisomers which can be obtained as shown in Figure I-2. Two asymmetric
carbons are present leading to either L-Lactide where both carbons are levogyre, D-
Lactide where they are both dextrogyre and meso-Lactide where one is levogyre and one
dextrogyre.
The configurations of the lactide monomer will influence the physico-chemical
properties of the polymer as it will directly control its tacticity.
I.2.2 Polymer
I.2.2.1 Physico-chemical properties
The physico-chemical properties of PLA can widely differ from one type to another
type. Indeed, the asymmetrical carbon on the backbone repetition unit can give different
conformations of the polymer which lead to highly crystallisable PLA (≈60%) or to
completely amorphous polymer. It is possible to distinguish three types of PLA. The first
one is denoted as poly(L-lactide) (PLLA) or poly(D-Lactide) (PDLA) depending on the
nature of lactide used. It results from the polymerization of highly purified L-Lactide or
D-Lactide. Usually, L-Lactide is used because L-Lactide can be obtained easily by
bacterial fermentation. PLLA or PDLA have a high extent of crystallization as the polymer
backbone is perfectly isotactic.
The second type is the polymerization of a mixture of L-Lactide and D-Lactide which
will lead to an atactic structure having at least two (or a multiple of two) consecutive
units of the same configuration. As soon as the % (molar) of D-Lactide in L-Lactide
exceeds roughly 8%mol. the ability of crystallizing is lost [6-8]. Below this critical
content, PLA will have a semi-crystalline nature but the extent of crystallization and the
rate of crystallization kinetics will be lower (tending to 0 as the molar fraction tends to
8%).
Figure I-2: Different conformations of lactide monomer
O
O
O
O
H3C
CH3*
*L
L
O
O
O
O
H3C
CH3
D
D
*
* O
O
O
O
H3C
CH3*
*
D
L
L-Lactide D-Lactide meso-Lactide

I. Literature Survey
- 15 -
The last possibility would be poly(DL-Lactide) (PDLLA) where the meso form of
Lactide is used. In this case the polymer will be atactic and completely amorphous as the
asymmetrical carbon on the polymer backbone will have a random configuration all along
the chain. Indeed, the meso form can open on both sides leading either on the addition
of a levogyre or a dextrogyre carbon on a levogyre or a dextrogyre growing polymer
carbon. Nevertheless, T.M. Ovitt and G.M. Coates showed that it was possible to open
preferentially one side of the meso-Lactide or preferentially open D-Lactide over L-
Lactide by using an appropriate catalyst [9]. Consequently, they were able to synthesize
a syndiotactic PLA from the meso-Lactide and an isotactic PLA stereoblock from a racemic
mixture of D-Lactide and L-Lactide. Examples of the different tacticity are shown in
Figure I-3.
PLLA or PDLA have a melting point in between 160 and 180°C depending on the
molar mass as well as the stereochemical purity of the polymer and a glass transition in
the 55-65°C range. PDLLA displays a glass transition close to the ones of the optically
pure polymers [7].
The crystallization properties, either kinetics or final crystalline morphology, have
been widely studied through the recent past years [10-29]. The crystallization conditions
are very important as the PLLA can crystallize in α-, β-, or γ-forms. The α-form, with a
103 helical chain conformation where two chains are interacting in an orthorhombic unit
cell is the most common and stable polymorph as it is obtained through the
crystallization of PLLA from the melt or a solution under standard conditions [11-13]. The
β-form was produced by stretching the α-form at very high drawing ratio and high
temperatures [24-27]. The γ-form is formed through an epitaxial crystallization [28]. It
Figure I-3: Different possible structures of Poly(lactic acid)
OO
OO
OO
O
O
O
O
O
O
***** LLL
LL
L
Poly(L-lactic acid)
OO
OO
OO
O
O
O
O
O
O
***** DLL
DL
L
Poly(DL-lactic acid)

I.2 Polylactic acid
- 16 -
has been very recently reported that, under low crystallization temperature (Tc), PLLA is
likely to produce a disordered form, i.e. α’-form [29].
Concerning the crystallization kinetics, it has been reported that it is discontinuous
at 100-120°C [30, 31]. Indeed, the dependence of the half time in the melt-
crystallization, t1/2, with the crystallization temperature, Tc, is discontinuous and the
profile of spherulite radius growth rate (G) vs Tc shows two peaks. These authors
suggested that this discontinuity of PLLA crystallization kinetics results from a regime
transition in this temperature range but no real evidence appeared.
Several studies have also been focused on an enantiomeric blend of linear PLLA and
PDLA [27, 32-36]. Indeed, in this case, it is possible to form a 1/1 stereocomplex with a
melting temperature of 230°C although the Tg was maintained close to 60°C [32]. The
polymer chains in the stereocomplex have been shown to form a 31-helices of the
opposite configuration [27, 33, 35]. Brizzolara et al. reported that the stereocomplex 31-
helices were stabilized by strong Van der Walls interactions leading to the strong increase
in the melting temperature [27]. Nevertheless, even if it has been shown that a
stereocomplex is preferentially formed when using a symmetric composition of
PLLA/PDLA, it appears that asymmetric blends leads to complicated morphologies with
crystallization that includes both homopolymer and stereocomplex crystallites [36].
I.2.2.2 Synthesis of PLA
Poly(lactic acid) can be obtained via several methods. Figure I-4 shows the main
routes possible for the synthesis of PLA. It is possible to consider each route in two main
approaches. The first would be starting from lactic acid into a direct polymerization. The
second goes through an intermediate of polymerization, i.e. Lactide (cyclic dimer of lactic
acid), which is polymerized by ring-opening to obtain PLA.
Carbohydrates
Lactic acid
Oligomer
Azeotropic condensation polymerization
Oligomer (SSP) Direct condensation polymerization
Lactide
Pure Lactide High molar mass PLA Low molar mass PLA
Fermentation
Oligomerization
Dimerization
Purification
Melt state
Solid state
Ring Opening Polymerization
Carbohydrates
Lactic acid
Oligomer
Azeotropic condensation polymerization
Oligomer (SSP) Direct condensation polymerization
Lactide
Pure Lactide High molar mass PLA Low molar mass PLA
Fermentation
Oligomerization
Dimerization
Purification
Melt state
Solid state
Ring Opening Polymerization
Figure I-4: Routes for PLA synthesis [5]

I. Literature Survey
- 17 -
a Direct polymerization from lactic acid
The direct polymerization of the lactic acid leads generally to only low molar mass,
a few ten thousands [5]. The water released during the polycondensation needs to be
removed all along during the process. Unfortunately as the polymerization proceeds and
the viscosity increases, the water becomes very hard to be removed even under reduced
pressure [5]. In addition, the stereoregularity cannot be controlled leading to amorphous
polymer with poor mechanical properties [5].
a.1 Chain extension
Several studies showed that it was possible to increase the molar mass of PLA
through chain extension [37-41]. Indeed PLA polymer chains finish either by an acid or
an alcohol functional group. With the appropriate chemical modification it is possible the
have either a hydroxyl-terminated or carboxyl-terminated PLA oligomer. Then a
bifunctionnal chain extender/coupling agent such as di/polyacids or isocyanates can be
used to significantly increase the molar mass resulting in the formation of copolyester or
poly(lactic acid-co-urethane) respectively.
a.2 Solid state polymerization (SSP)
As for polyethylene terephtalate polyester, solid state polymerization (SSP) can also
be carried out for poly(lactic acid). The process involves heating the semi crystalline
polymer to a temperature in between the glass transition one and the melting one under
reduced pressure or with a carrier, i.e. an inert gas. The reaction essentially takes place
in the amorphous part where all the reactive groups are concentrated [42]. The
advantage of SSP lies in the fact that the temperature is high enough to allow the
reaction of condensation (leading to increase the molar mass) but still low enough to
lower the side reactions such as back biting, cyclization or inter and intra
transesterification that generally happens in high temperature, high vacuum process. The
main drawback is the time needed to reach high molar mass which is generally much
longer than the ones in melt or solution processes.
a.3 Azeotropic condensation polymerization
Another direct polymerization route has been patented by Mitsui Toatsu Chemicals
[43-46]. They describe a process where the removal of water is overcome by the
equilibrium between a monomer and a polymer in an organic solvent. Thus, lactic acid is
polycondensed directly into a polymer of a high molar mass. It is a solution
polymerization technique where a low boiling solvent is used to azeotropically remove

I.2 Polylactic acid
- 18 -
water. The process allows using temperature of polymerization below the melting point of
the polymer which efficiently prevents depolymerization and racemisation.
The main drawback of this method is the use of large amounts of solvent leading to
a “non-green” and expensive way of production.
b Polymerization from lactide
The second main method to obtain PLA is by ring opening polymerization (ROP) of
lactide. Cargill Dow LLC patented a process to produce PLA at lower cost [47-53]. Lactide
is prepared from thermal cracking of low molar mass PLA oligomers at high temperature
and low pressure using tin catalysis to enhance the rate and the selectivity of the
intramolecular cyclization reaction. The crude lactide contains impurities such as water,
lactic acid and oligomers leading to a purification step by vacuum distillation. Actually,
this purification is a critical step. The impurity content will drive the ROP and lead to low
molar mass with a higher rate of racemisation which will directly influence the final
properties of the PLA. Then, the purified lactide is polymerized by ring opening with a
catalyst to obtain high molar mass PLA. Different type of catalysts can be used using
different mechanism. A very wide range of catalysts have been studied for the ring
opening polymerization of lactide.
b.1 Anionic polymerization
The anionic ring opening polymerization is initiated by the nucleophilic anion which
attacks the carbonyl carbon. Indeed, the anionic ROP of Lactide has been demonstrated
to occur via the acyl cleavage, the initiation step being either the deprotonation of the
monomer or its ring opening by nucleophilic attack (see Figure I-5). The two initiation
pathways can be easily identified by analysis of the end group. The depronotation route
leads to the absence of catalyst fragment on the polymer end contrary to the nucleophilic
attack leading to an ester end group issued from the anionic promoter [54-56].
Figure I-5: anionic ROP initiation [55]
OO
O
O
R- M+ +O
O
O
O-M+
+ RH
OO
O
O
R- M+ + O- M+O
R
O
O
R=alkyl, alkoxy and M= Li, K, Mg
CH3
H3C H3C
CH3
H3C
CH3CH3
CH3

I. Literature Survey
- 19 -
The anionic ROP of L-Lactide in solution and at room temperature was fully
demonstrated by Kricheldorf et al with potassium tert-butoxide and butyllithium [55].
However they were able to only achieve 80% of monomer conversion. It seems that the
anionic initiator and the alkoxide both induced racemization and probably side reactions
like back biting which hinder the chain propagation. When primary and secondary lithium
and potassium alkoxides were in-situ generated, higher yields were reached [57, 58].
Even if these initiators require temperature close to 50°C for the polymerization,
racemization was found to be rather low with optical purity of 95% of the poly(L-lactide).
Unfortunately, the practical molar mass did not follow the monomer-to-initiator ratio.
Finally, the ROP of L-Lactide could be achieved in THF after 10 to 135 minutes at room
temperature with a final molar mass in good agreement with the monomer-to-initiator
ratio and with a relatively narrow distribution (PDI ranging from 1.3 to 1.4) by using
potassium methoxide [59]. The resulting polymer was found to have a high degree of
isotacticity. These data suggest that potassium methoxide could allow a control of the
polymerization and miniminizes both trans-esterification and racemization reactions.
b.2 Cationic polymerization
The feasibility of cationic ROP of Lactide monomer was demonstrated by Kricheldorf
et al. in the late 80s [60, 61]. After studying several acidic compounds, they were able to
use trifluoromethanesulfonic acid (HOTf) and methyl trifluoromethanesulfonate (MeOTf)
as efficient initiators. The polymerization rates were found to be in nitrobenzene
comparable to chlorinated solvents and the optimal temperature being 50°C (below the
yields were limited and above the samples were dark-colored). The authors suggest that
the polymerization occurred via cleavage of the alkyl-oxygen rather than the acyl-carbon
bond due to 1H NMR showing methyl ester polymer end group. The authors proposed a
two step polymerization chain growth mechanism since optical rotation measurements
revealed that samples of 100% optically active poly(L-Lactide) were obtained from L-
Lactide, see Figure I-6.
Figure I-6: Proposed mechanism for cationic ROP of Lactide [60, 61]

I.2 Polylactic acid
- 20 -
Unfortunately, even if they studied various monomer-to-initiator ratio (from 50 to
400), the polymers obtained thereof have very similar viscosities (0.15-0.27dl/g) which
would mean similar molar mass. This clearly indicates that the polymerization is not a
living one.
b.3 Organocatalysts
All organocatalysts (amines, phosphines, N-heterocyclic carbenes) express a living
character of the nucleophilic polymerization as there is a linear correlation between the
molar mass and the conversion. Consequently, one of the main advantages of this
method is the possibility to drive molar mass with very narrow distributions by using the
appropriated monomer-to-initiator ratio. Alcohols (primary and secondary) were found to
be efficient initiators leading to the linked ester group at the PLA α–chain end.
Pyridines were first reported as nucleophilic catalysts for the organocatalytic
polymerization. Two products were found to be highly reactive for the Lactide ROP: DMAP
and PPY (see Figure I-7) [62].
Hedrick et al. showed that, with such catalysts and considering equal
concentrations of catalysts and initiator, it was possible to achieve high monomer
conversions both in dichloromethane solution (~1.4 M) at 35°C and in bulk at 135°C in a
few days or in a few minutes respectively with monomer-to-initiator ratios up to 140.
Phosphines also proved to be active in Lactide ROP [63]. Nevertheless, they were
significantly less efficient than amines. The substitutions of the phosphines seemed to
have a large influence on their ability to correctly catalyze the polymerization. Indeed,
high monomer conversions required higher temperatures leading to an increase of the
polydispersity (PDI 1.3-1.5) probably linked to transesterification.
Finally, N-heterocyclic carbenes have recently allowed great achievements in
organometallic catalysts and organic synthesis [64-66]. Besides, they are of great
interest for Lactide ROP as they are considered as “green” catalysts compared to the
currently used industrial catalysts. The Lactide polymerization initiated by the
N N
N N
DMAP PPY
Figure I-7: Structure of 4-(dimethylamino)pyridine DMAP and 4-pyrrolidinopyridine [62]

I. Literature Survey
- 21 -
representative imidazole-2-ylidene IMes (Figure I-8) showed remarkable results
outstanding phosphine and amine catalysts [67, 68]. Hedrick et al. were able to have
quantitative conversions achieved in less than 1 hour at room temperature in THF for
initial monomer concentrations around 1 mol.L-1 and monomer-to-initiator ratio ranging
from 50 to 200.
Unfortunately, N-heterocyclic carbenes are extremely sensitive to oxygen and
moisture which leads to a difficult use. Nevertheless, this feature can be circumvented by
the in-situ generation from their protonated form.
b.4 Coordination-insertion catalysts
The last but not least method used for the Lactide ring-opening polymerization is
the coordination-insertion mechanism. These catalysts have been widely studied and one
of them is currently and most widely used in the industrial processes: tin(II) bis(2-
ethylhexanoate) (see Figure I-9). This catalyst, usually referred as tin(II) octanoate,
Sn(Oct)2, is commercially available, easy to handle and soluble in common organic
solvents as well as in molten monomers. Its high activity allows polymerization in bulk
with typical reaction times ranging from minutes to a few hours with reaction
temperature going from 140 to 180°C leading to high molar mass PLA [69]. Even if
Sn(Oct)2 is accepted by the U.S. FDA, tin compounds are known to be toxic compounds
and appear as a considerable drawback for medical applications. Aluminium alkoxides
have also been used for the Lactide ROP and one of the most widely used is aluminium
triisopropoxyde, Al(Oi-Pr)3, generally for mechanistic studies. However it has been found
that it was rather less active than Sn(Oct)2 and that there was an induction period of a
few minutes which seems to be coming from aggregation [70].
Other metal alkoxides have been studied such as zinc and magnesium derivatives
[71] as well as ferric [72], calcium [73] and titanium ones [74]. The main advantage is
having catalysts that can be used in medical applications because of their non-toxicity.
Nevertheless, generally those catalysts cannot compete with Tin(II) octanoate.
Sn(Oct)2 was found to be even more active in the presence of protic reagents such
as water or alcohol. The mechanism of the Lactide ROP via this catalyst has been subject
to controversy. Recent studies have characterized several tin complex intermediates that
strongly support the coordination-insertion mechanism rather than a cationic or
Figure I-8: Structure of the representative example IMes (Mes = 2,4,6-Me3C6H2)
N N

I.2 Polylactic acid
- 22 -
activated-monomer mechanism [75, 76]. The main subject of discussion is the very
beginning of the initiation. Indeed, it is generally accepted that the protic co-initiator
reacts with Sn(Oct)2 to form a covalent tin(II) alkoxides [77, 78], but the coordination
can occur with [79] or without [75, 80-83] the retention of the octanoate ligands (see
figure 9).
It is believed that the reaction conditions, in terms of temperature, alcohol-to-tin
ratio, presence and nature of solvents, etc., are parameters which strongly influence
these mechanisms. Another aspect of the protic agents is then non negligible
involvement in reversible chain transfer leading to the necessity to carefully optimize the
ROH to Sn(Oct)2 ratio[76].
After theoretical studies, Ryner et al. proposed a coordination-insertion mechanism
where two molecules of methanol were found to coordinate to the Sn(OAc)2 as a model
for Sn(Oct)2 see Figure I-10 [84]. Indeed both coordination can be achieved with about
59-63 kJ/mol with retention of the two octanoate moieties (hydrogen bonds are formed
between the alcohol and octanoate ligands). In these conditions, a weak coordination
enthalpy of 16kJ/mol was predicted for the complexation of Lactide.
O
O
O
O
Sn
Sn(Oct)2 + ROH
Sn(Oct)2 + ROH
(ROH)Sn(Oct)2
(RO)Sn(Oct)2 + OctH
a)
b)
c)
Figure I-9: a) tin(II) bis(2-ethylhexanoate), Sn(Oct)2. b) coordination with retention of the octanoate ligands. c) coordination with liberation of octanoic acid.
R
O O
R
OOSn
OSn
O
HO
Me
R
O
HO
OMe
R
OSn
O
HO
Me
R
O
HO
OMe
R O
OO
O
OSn
O
HOMeR
O
HO
OMe
R
O
OO
O
OSn
O
HOR
O
HO
OMe
R
OOMe
O
O
2 MeOH Lactide
Figure I-10: predicted mechanism for Sn(Oct)2-catalyzed ROP of lactide in the presence of methanol (calculations with R=Me) [84].

I. Literature Survey
- 23 -
These calculations suggest that the octanoic acid remains coordinated to tin during
propagation. Nevertheless, the authors concluded that, taking into consideration both the
entropic term and the reaction temperature, it could also be possible for octanoic acid to
dissociate from the tin-alkoxide complex during ROP.
The coordination-insertion polymerizations efficiency on the molar mass control
depends on the ratio kpropagation/kinitiation but also on the extent of the transesterification
side reactions. These transesterifications can occur both intramolecularly and
intermolecularly [85, 86], see Figure I-11. These side reactions directly impact the molar
mass distribution. Transesterification occurs from the very beginning of the
polymerization with Sn(Oct)2 leading to rather broad molar mass distributions (PDI
indexes around 2).
Finally, Dubois et al. studied the positive effect of Lewis Bases on the ring-opening
polymerization of lactide catalyzed by tin(II) octanoate [87]. They found that when a 1:1
mixture of triphenylphosphine (TPP) and Sn(Oct)2 was used, the polymerization kinetics
was significantly increased leading to lower times of reaction. For example, for a
monomer-to-initiator ratio of 1,000 and at 180°C, times at maximum monomer
conversion dropped down from 35 to 18 minutes with no detectable racemization.
Moreover, a direct comparison with and without TPP, at a given monomer-to-catalyst
ratio (i.e. 1,000), showed that the molar mass was substantially increased from 87,000
to 131,000 g.mol-1 with a polydispersity index decrease from 2.1 to 1.6.
[M]O
O
O
OR
O
O
O n
[M]O
OR
O
O
O
OO
n
intramolecular+
[M]O
OOR
ROO
O[M]
O
O
O
O
RO
O[M]
O
+intermolecular
OOR
O
O[M]
O
O
O
Figure I-11: Representation of intramolecular and intermolecular transesterification (backbiting) [85].

I.2 Polylactic acid
- 24 -
Triphenylphosphine seems to have double beneficial effect on the polymerization: i) on
the polymerization rate with a significant decrease in reaction times, secondly ii) on the
increase of the molar mass and the decrease of polydispersity explained by a delay of the
undesirable side reaction such as back-biting for R≥1,000.
Following these results, Dubois et al., used this catalytic system to conduct a single
step reactive extrusion [88-90]. They showed that it was possible with a twin-screw
extruder (L/D-ratio of 48) and with optimized conditions to polymerize L-Lactide
continuously in about 7 minutes (reaction time estimated from the maximum residence
time inside the extruder). The molar mass achieved are around 90,000 g.mol-1 with a
polydispersity index of 1.8.
These last results open the path to a new way of polymerization of PLA via
extrusion. This new technology could open the path to direct in-situ polymer modification
or structuration with fillers/copolymers.

I. Literature Survey
- 25 -
I.3 PLA-Based Nanocomposites Even if PLA is a very promising material since it has good mechanical properties,
thermal plasticity and biocompatibility, it still has some major drawbacks such as flexural
properties, high gas permeability, and heat distortion temperature which are too low. It
is, now, well known that it is possible to enhance them by adding nanofillers in order to
nanostructure the polymer and/or to enhance its crystallization rate. Several types of
fillers as well as different methods of incorporating them can be used. Here we will focus
on two well known fillers: nano-clays and silica.
I.3.1 Nano-clays (Layered Silicates) as nanofillers for PLA
I.3.1.1 Nano-clay description
The most commonly used clays in the field of nanocomposite are issued from the
2:1 layered silicates family, also called 2:1 phyllosilicates (montmorillonite, saponite).
They are composed of two layers of tetrahedrally coordinated silicon atom with an
octahedral sheet of either aluminium or magnesium hydroxide included in between (see
Figure I-12) [91].
Each layer has a thickness of about 1nm and its length varies from tens of nm to
more than one micron depending on the silicate. The gap between the layers is driven by
Van der Waals interaction and is called either interlayer or gallery. The layers are globally
negatively charged and the counter-ions (Na+, Ca2+, etc.) are located in the interlayer.
Consequently, when trying to separate the different layers, one will have to interact with
a highly hydrophilic interlayer. As most polymers are not as hydrophilic, the clays are
organically modified by the exchange of the interlayer cations by ammonium or
Figure I-12: layered silicate structure (T, tetrahedral sheet; O, octahedral sheet; C, intercalated cations; d, interlayer distance) [91].

I.3 PLA based Nanocomposites
- 26 -
phosphonium cations bearing organic groups. Such modified clays are called
organomodified layered silicates (OMLS) and in the case of montmorillonite (MMT) are
simplified to OMMT. Another consequence of these modifications is the interlayer spacing
that generally increases from the initial one. These ionic exchanges gave rise to
commercial OMMT, see Table I-1 [1].
The clay based nanocomposite is generally obtained via three different routes:
• The solvent intercalation route where the layered silicates are swollen in a
polymer solvent in the goal of promoting the macromolecule diffusion in the clay
interlayer spacing [92].
• The melt intercalation method where the clays are directly melt-mixed with the
molten polymer in an extruder for example [93].
• The in-situ intercalation route where the clays are first dispersed into the
monomer or a monomer solution which is then polymerized in the presence of the
clays [94].
Obviously, methods without the use of solvents are preferred in the context of
sustainable development.
Concerning the different morphologies that can be obtained with adding nanoclays
in a polymer matrix, it is possible to distinguish three different structures:
• The layered silicates remain stacked together without the presence of polymer in
the interlayer spacing resulting into “microcomposite” morphology due to the poor
polymer-clay interaction.
• The layered silicates have a wider interlayer spacing than originally (modified or
not) with polymer having penetrated the interlayer gallery leading to still
Table I-1: layered silicate structure (T, tetrahedral sheet; O, octahedral sheet; C, intercalated cations; d, interlayer distance) [91].

I. Literature Survey
- 27 -
agglomerates but with a lower density. These types of structure are denoted as
“intercalated” nanocomposites.
• The silicates platelets are individually dispersed. The layered structure does not
exist anymore. Generally this state of dispersion is denoted as “exfoliated” and is
due to strong interactions between the platelets and the polymer matrix.
I.3.1.2 PLA-clay nanocomposites
As reported before, PLA is a very promising polymer as its mechanical properties,
thermal plasticity and biocompatibility are good. Nevertheless, the addition of clay
platelets could increase other properties such as flexural properties, heat distortion
temperature and decrease gas permeability. For such a purpose, many attempts were
made to increase those properties by dispersing clays into PLA by using the different
methods described before. Table I-2 gathers the results of those different studies.
Among these results, it is worth noting that only a few completely exfoliated
structures were obtained.
Krikorian and Pochan [95] were able via the solvent intercalation method to
randomly distribute clay platelets organically modified with C30B. In fact, C30B
nanoclays bear long alkyl chains (C16-18) and hydroxyl groups leading to favorable
interactions between the OH functions and the C=O moieties of the PLA backbone. The
nanocomposite obtained thereof showed improved mechanical properties as the storage
modulus increased by 61% with 15%wt. of C30B-nanoclays. Unfortunately, the
crystallization study that they carried out on their nanocomposites showed that the
highly miscible clays leaded to low spherulite nucleation, low bulk crystallization and as a
result lower extent of crystallinity compared to neat PLA [96, 97].

I.3 PLA based Nanocomposites
- 28 -
Process System Structure
Solvent intercalation
MMT-N+(Me)2(C18)2/chloroform Tactoids SFM-NH3
+(C16)/dimethylacetamide Intercalated MMT-NH3
+(C16)/dimethylacetamide MMT-N+(Me)3(C12)/dimethylacetamide MMT-N+(Me)2(C8)(tallow)/dimethylacetamide MMT-N+(Me)(EtOH)2(tallow)/dichloromethane Exfoliated [95] MMT-N+(Me)3(C16) + chitosan/methylene chloride Exfoliated [98]
In-situ intercalation
MMT-N+(Me)2(C8)(tallow)/triethylaluminium Intercalated MMT-N+(Me)2(C8)(tallow)/tin octoate Intercalated MMT-N+(Me)(EtOH)2(tallow)/triethylaluminium Exfoliated MMT-N+(Me)(EtOH)2(tallow)/tin octoate Exfoliated MMT-N+(Me)(EtOH)2(tallow)/α-ω-diOH o-PEG/tin octoate Exfoliated
Melt intercalation
MMT-NH3+(C18) Intercalated-flocculated
Intercalated MMT-NH3
+(C18)/o-PCL Intercalated-flocculated MMT-NH3
+(C18)/o-PEG Intercalated MMT-NH3
+(C18)/diglycerine tetraacetate Intercalated MMT-NH+(EtOH)2(C18) Intercalated MMT-NH+(EtOH)2(C18)/o-PEG MMT-NH+(EtOH)2(C18)/diglycerine tetraacetate MMT-N+(Me)3(C18) Intercalated MMT-N+(Me)2(C18)2 Intercalated-flocculated Intercalated (tactoids of 5–7 layers) MMT-N+(Me)2(C18)2/PCL Intercalated MMT-N+(Me)2(C18)2/o-PEG Intercalated MMT-N+(Me)2(C18)2/PEG Intercalated MMT-N+(Me)2(CH2-φ)(C18)/o-PEG Intercalated MMT-N+(Me)2(CH2- φ)(C18)/PEG Intercalated MMT-N+(Me)2(C8)(tallow) Intercalated MMT-N+(Me)2(C8)(tallow)/PBS Intercalated MMT-N+(Me)2(C8)(tallow)/o-PEG Intercalated GPS-g-MMT-N+(Me)2(C8)(tallow)/PBS Exfoliated or Intercalated/exfoliated MMT-N+(Me)2(tallow)2 Intercalated MMT-N+(Me)2(tallow)2/o-PEG Intercalated MMT-N+(Me)(ButOH)2(C18) Flocculated (tactoids of 1–3 layers) MMT-N+(Me)(EtOH)2(tallow) Intercalated MMT-N+(Me)(EtOH)2(tallow)/o-PEG Intercalated MMT-P+(But)3(C16) Intercalated Smectite-P+(But)3(C8) Not intercalated Smectite-P+(But)3(C12) Intercalated Smectite-P+(But)3(C16) Intercalated and low ordered Smectite-P+(Me)(φ)3 Not intercalated Mica-P+(But)3(C16) Intercalated and well ordered SFM-N+(Me)(EtOH)2(coco alkyl) Intercalated/exfoliated Intercalated-flocculated SFM-N+(Me)2(tallow)2 Intercalated SAP-P+(But)3(C16) Exfoliated
Masterbatch MMT-N+(Me)2(EtOH)2/PLLA/triethylaluminium + PDLLA Intercalated/exfoliated MMT-N+(Me)2(EtOH)2/PLLA/o-PEG/triethylaluminium + PDLLA MMT-N+(Me)2(C8)(tallow)/PLLA+ PDLLA N.D.
Table I-2: Structure of studied PLA/clay nano-biocomposite [91].

I. Literature Survey
- 29 -
Wu and al. have also obtained an exfoliated structure of the layered silicates in PLA
by using a solution mixing process [98]. They first treated the montmorillonite with n-
hexadecyl trimethylammonium bromide cations to increase the interlayer distance. In a
second step, chitosan, a biodegradable and biocompatible polymer, was added to
increase the interaction with the PLA matrix. It has to be noticed that this type of process
requires the use of solvents which can be a serious drawback for an industrial
development in the context of sustainable development.
Following this idea, melt intercalation process has been widely studied. Mainly
intercalated structures were obtained even if in some cases flocculated or nearly
exfoliated structure could be achieved. Nevertheless, despite the fact exfoliation was not
really reached, the nanocomposites processed by melt intercalation exhibited dramatic
enhancement on several properties of the PLA: mechanical and flexural properties, heat
distortion temperature and O2 gas permeability [1].
Finally, a last and interesting method consists on the in-situ polymerization of the
lactide in the presence of layered silicates capable of initiating the polymerization in the
interlayer gallery. Paul et al. used a hydroxylated ammonium organomodifier as the
cation exchange [99, 100]. Then the authors directly initiated the ring-opening
polymerization by the “coordination-insertion” process in the presence of Sn(Oct)2. This
way, complete exfoliation was reached. The nanocomposites obtained thereof exhibited
enhanced thermal properties with a shift of about 30°C towards higher temperature for
50% weight loss.
In-situ polymerization in the presence of the interlayer silicate seems the most
promising route to obtain well dispersed nanocomposites.
I.3.2 Silica as nanofiller for PLA
I.3.2.1 Silica description
Silica or SiO2 is a very versatile filler which is used in a wide range of applications,
i.e. synthetic resins, plastics, rubbers, cosmetics…
Nevertheless, synthetic amorphous silica and silicates are produced either by a wet
process, i.e. precipitation of a water glass solution ( viscous colloidal solution of sodium
silicate) with acids (precipitated silica, silica gels, silicates), or by high temperature
pyrolysis of chlorosilanes (pyrogenic or fumed silica). Although all the amorphous silica
appears as a fluffy white powder, the process technologies used for the manufacture of
these products are different. An additional form of amorphous silica has also been
developed: silica sols. Silica sols of discrete silica particles (typically 3 to 300nm) are
stabilized in solution. These products need to be absolutely stabilized to maintain the sol
particles in suspension and to protect them from freezing.

I.3 PLA based Nanocomposites
- 30 -
Here, we will only focus on the amorphous type of silica because of its non toxicity
compared to the crystalline form and more particularly on the fumed silica as it will be
the one which will be used in this work.
a Precipitated silica [101]
The precipitation of silica is obtained through the reaction of water glass (alkali
metal silicate solutions) with mineral acids, i.e. generally sulphuric acid (Figure I-13).
The precipitation is carried out in a neutral or alkaline medium and the properties of
the silica are tailored by the design of the reactor and the process parameters. Indeed is
possible to modify the characteristics of the silica by varying the precipitation conditions
such as the temperature (40-95°C), pH (4.5-12.5), flows, residence time (up to several
hours), mixing energy, etc. The silica obtained are characterized by a density varying
from 50 to 200g/L.
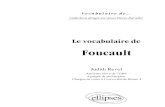
b Fumed silica [101]
Fumed silica is obtained out of a burner where SiO2 is formed from SiCl4. SiO2
molecules then form protoparticules and subsequently primary particles. Those primary
particles never have been isolated as they directly form aggregates. These aggregates
are the smallest possible size to obtain isolated (see Figure I-14).
The properties of the fumed silica can be controlled by varying process parameters
such as feedstock, flame composition or flame temperature. Consequently, the specific
surface area of fumed silica can be tailored. Indeed it can go from 50m²/g to 300m²/g.
The concentration of SiOH groups on the surface of the amorphous SiO2 is about 1.8
SiOH/nm². The surface can easily be organically modified via silylation afterwards. It is
375nm375nm
a) b)
Figure I-14: a) Process formation of fumed silica. b) SEM images of isolated silica aggregate (from M. Stintz, Technical University of Dresden)
Na2O x nSiO2 + H2SO4 nSiO2 + Na2SO4 + H2O ( n = 2 to 4)
Figure I-13: Process formation of precipitated silica

I. Literature Survey
- 31 -
then possible to have different organic groups on the silica surface allowing a lowering of
its hydrophilicity for example.
I.3.2.2 Polymer-Silica nanocomposites
Polymer-silica nanocomposites can be obtained via different strategies. The first
and easiest way would be the melt mixing where the silica is directly added to the
preformed polymer and mixed to the polymer in molten state under shear. It is possible
to increase the compatibility between the silica and the polymer by grafting the
appropriate organic functions on the silica surface. For example, Avella et al. studied the
relationships between the structure and properties of Poly(caprolactone) (PCL) filled with
silica nanoparticles [102]. After preparing silica nanoparticles of 100-200nm by Stöber
method [103], they grafted γ–aminopropyltriethoxysilane (APTEOS) on the surface by
reacting with the SiOH surface groups. Finally they used hexamethylendiisocyanate
(HMDI) in a molar ratio with APTEOS in order to have a function capable of anchoring the
OH-terminated PCL. This method is generally denoted as the grafting-onto method where
the preformed polymer is covalently bonded to functionalized preformed filler. The
authors were able to obtain a fine dispersion and Young’s modulus was increased from
265 MPa to 325 MPa with 2.5%wt. of the modified silica compared to only 270 MPa with
the unmodified silica.
The second strategy that can be used is generally denoted the in-situ route. Here
the polymer nanocomposite is obtained by mixing the silica directly to the monomer
which is then polymerized. This route can be carried in bulk or in solution. For example
Che et al. in situ synthesized polybutylene terephtalate, PBT, in the presence of silica
[104]. The two monomers, i.e. 1,4-butanediol and dimethyl-tere-phtalate, were mixed
directly with the silica at 200°C and then heated to 220°C after adding the catalyst. The
result was a PBT-grafted silica as the silica surface had 4.12 Si-OH/nm².
Using the same method, Yan et al. polymerized L-lactic acid in the presence of silica
without the use of catalysts but in solution [105]. In this case, silica surface was not
organically treated. The polycondensation was carried out in toluene in order to remove
the water formed by azeotropic dehydration. The result is silica grafted with PLA
oligomers. The authors were able to evidence the grafting by infra-red spectroscopy
characterization (unfortunately, the molar masses are not specified). The grafted silica
was then dispersed in PLLA and its dispersion as well as the mechanical properties
(tensile strength, elongation at break and impact strength) are increased compared to
the addition of non-grafted silica.
Wu et al. also polycondensed L-lactic acid in the presence of silica nanoparticles but
this time in bulk [106]. The authors first mixed an aqueous solution of L-Lactic acid with
an acidic silica sol containing silica particles of 12nm. The mixture was dehydrated under
vacuum with sonication treatment to well disperse the particles. After complete drying of

I.3 PLA based Nanocomposites
- 32 -
the mixture, the polycondensation was carried out under vacuum to remove the water
formed. The grafting occurs as above with the polycondensation using the SiOH groups
on the surface of the silica nanoparticles. The result is a grafting of PLLA on the silica
surface. The molar mass of the grafted PLLA was about 31,100 g.mol-1.
Other polymers such as ε-caprolactone and L-Lactide were also in-situ polymerized
in the presence of silica in solution [107]. The authors modified the silica surface with 3-
glycidoxypropyl trimethoxysilane (GPS) in order to have epoxy function on the surface.
The epoxy ring is then open into a dialcohol. Finally, the ring opening polymerization of
ε-caprolactone and L-Lactide is initiated from the alcohol groups on the silica surface in
the presence of a catalyst. This route is denoted as the “grafting from” method.
Another interesting method consists in grafting on the silica surface the ring-
opening polymerization catalyst and then disperse the silica in the Lactide as the catalyst.
Kim et al. demonstrated that it was possible to catalyze the lactide polymerization with
titanium alkoxide previously grafted on the silica surface [108]. The result showed that
the heterogeneous polymerization lead to higher molar mass than the homogeneous one
when the catalyst was not grafted on the silica. Unfortunately, the polymerization was
quite slow compared to ROP initiated by Sn(Oct)2 mainly due to the catalyst activity itself
and not to its grafting on the silica surface.

I. Literature Survey
- 33 -
I.4 Organic-Inorganic hybrids. Sol-gel synthesis has arisen at the boundary of different scientific fields such as
inorganic, colloids, and organic chemistry as well as physical chemistry and chemistry of
polymers. Organic-inorganic hybrids have been widely studied in the last decades.
Following, a quick description of the sol-gel reaction process and an overview of what can
be found in the literature is presented. Two main paths can be followed for the
achievement of organic-inorganic hybrids: hydrolytic and non-hydrolytic.
I.4.1 Hydrolytic route
I.4.1.1 Hydrolysis and condensation of alkoxysilanes
The hydrolytic path is the most widely studied and used method. It consists in the
hydrolysis of alkoxysilanes, such as tetraethoxysilane (TEOS) or tetramethoxysilane
(TMOS), which will be followed by the condensation reactions leading to the generation of
siloxane bonds. The more the sol-gel process goes on, the more the reverse reactions
are enhanced (see Figure I-15).
It was found that the hydrolysis rate is influenced by the pH, being minimum at 7
and increases as the H+ or the OH- concentration increases [109]. Consequently, both H+
and OH- can be used as catalysts for hydrolysis. In Figure I-16, the mechanism involved
is described [110].
Research on the hydrolysis reaction by different methods determined that the
governing factor that affects the hydrolysis rate is the acidity of the medium [111, 112].
Figure I-15: Reactions of the sol-gel process
Si OR H2O
Si O Si
+
+
R OHSi OH +
H2O+
+ R OH
Si OH Si OH
Si OHSi OR Si O Si +
hydrolysis
hydrolysis
condensation
condensation
etherification
alcoholysis

I.4 Organic-Inorganic hybrids
- 34 -
Concerning the condensation, the acid catalysis starts with the protonation of
silanol molecule. Since the protonated silanol molecule is higher, it is more easily
attacked by another silanol molecule. The higher the basicity of the silanol molecule, the
easier its protonation, meaning that the more condensed a silanol is, the less it will be
protonated. Consequently, the condensation reaction predominately occurs between
neutral molecules and silanol groups. Unlike hydrolysis, an increase of the H+
concentration does not lead to an increase of the condensation rate [109].
The condensation in a basic medium proceeds as the hydrolysis with a nucleophilic
attack [113], see Figure I-17.
In this case, the substitution of OH- or OR- basic groups by –OSi leads to a decrease
in the electron density on the silicon atom and an increase in the acidity of the protons of
the remaining silanol groups [114]. Consequently, the condensation reaction
predominately proceeds between large-sized highly condensed molecules and small sized
weakly branched molecules. The condensation rate is maximum when concentrations of
protonated and deprotonated forms of silanols are the highest meaning a pH close to
neutral value [115].
Hydrolysis and condensation of alkoxysilanes have been widely studied with
consideration over the influence of different factors such as initial materials [116, 117],
temperature [118, 119], catalysts[120, 121], and water content [122]. Nevertheless, the
pH of the medium is the main factor responsible for the mechanisms of the sol-gel
synthesis [111, 112].
Si OR
RO OR
ORHHOH
Si OR
RO OR
OR
HOH
δ+ δ+
Si ORHO
OR
OR
ROHH+
+
HO Si(OR)4 SiOR
RO
OH
OROR
SiOR
RO
OH
ROORδ−
δ−
+
a)
b)
Figure I-16: Hydrolysis mechanism of alkoxysilane by a) acid catalysis and b) base catalysis [110]
+Si OH HO Si O H2O+
Si O Si
RO OR
ORRO
δ−
δ−Si O Si(OR)4 Si O Si
RO ORRO
RO
+
Figure I-17: Condensation mechanism in a basic medium [113]

I. Literature Survey
- 35 -
Anyway, even if the global sol-gel reaction seems simple, many parameters could
influence the resulting morphology of the final organic-inorganic hybrid: the structure of
initial alkoxysilane, the nature and amount of catalysts and solvents, sol-gel conditions,
contents of water and alcohol, etc.
Generally solvents are used such as alcohols due to the poor solubility of
alkoxysilane and hydrolyzed species in water. Indeed, most of the alkoxysilanes have a
poor solubility in water. For example, the complete hydrolysis and condensation of
tetraalkoxysilanes requires two moles of water: four moles are used for hydrolyzing the
Si-OR bond and two moles are attended to be recovered after condensation of Si-OH.
Different studies have been published on the molar ratio of water against
tetraalkoxysilanes with variation going from 0.5 to 50 [110].
With a ratio X/X from 0.5 to 1, the sol-gel synthesis leads to the formation of linear
siloxane polymers [123] and with a ratio of 1 to 2, a viscose-type gel is formed [124,
125]. The increase of the X/X ratio above 2 allows higher hydrolysis of alkoxysilanes
even if the reaction rate decreases [126] and should promote the reverse reaction of
condensation, i.e. hydrolysis, see Figure I-15.
I.4.1.2 Hybrid O/I materials through sol-gel method
a O/I Hybrid materials with the use of solvents
Organic-inorganic hybrid materials are defined by the generation of the inorganic
phase by sol-gel in an organic medium [110]. The studies of those hybrids can be
separated into two main groups [127]:
- The first group corresponds to materials with no covalent bonding between
organic and inorganic phases, the main interaction between the two phases being
hydrogen bonding (Type-I).
- The second class of materials corresponds to organic-inorganic hybrid materials
with covalent bonds between the polymer matrix and the inorganic phase (Type-
II).
It is even possible to prepare hybrid materials with the simultaneous formation of
organic and inorganic rich-phase. For example the sol-gel synthesis of SiO2 with the
simultaneous electrochemical formation of poly(pyrrole) with the objective to generate
poly(pyrrole)-silica composites was demonstrated [128]. Another example is the free-
radical polymerization of 2-hydroxyethyl methacrylate combined with growing of a silicon
phase generated from the acid-catalyzed hydrolysis and condensation of
tetraethoxysilane [129].
Hybrids having covalent bonds at the interface between the organic and inorganic
phases are obtained by the use of coupling agents. These agents are bifunctional in order

I.4 Organic-Inorganic hybrids
- 36 -
to react with both organic and inorganic part. On one side there is an alkoxysilane group
which could react with the ones from the inorganic phase precursors (from hydrolysis and
condensation reactions) and on the other side a function capable of reacting with the
organic medium, i.e. polymer rich phase. These coupling agents are for example
alkoxyaminosilanes, see Figure I-18.
These alkoxyaminosilanes can be used as linking agents where the organic
components of the system involve anhydride [130-132] and epoxide fragments [133] for
example. With the same idea it is possible to use 3-glycidoxypropyltrimethoxysilane, see
Figure I-19 a), to react with organic derivatives containing hydroxyl or amino groups
[134-137] or 3-(triethoxysilyl)propylisocyanate, see Figure I-19 b), which also easily
react with hydroxyl [136] and amino groups[138].
A last example is 3-(trimethoxysilyl)propylmethacrylate (c), which can be also used
as a coupling agent for simultaneous free radical polymerization of a methacrylate
monomer, such as hydroxyethyl methacrylate, and alkoxysilane precursors [139].
The large number of works devoted to organic-inorganic hybrids is explained by the
potential applications that could be reached. The main directions of the investigations in
the field of organic-inorganic hybrids are quit broad : - Synthesis of bioactive materials
[140], fibers [141] and films [142] ; - Application of organic-inorganic hybrids as
photosensitive materials [143-145] ; - The sol-gel synthesis of nonlinear optical materials
by immobilization of melamine and its derivatives [146, 147] in order to increase the
thermal stability of the synthesized composites ; - The use of sol-gel hybrid materials as
catalysts [148-150] ; - The sol-gel synthesis of monolithic columns composed of a porous
silica gel modified by organic compounds for use in capillary electrochromatography
[151, 152].
The main drawback of all these studies is the use of solvent for the generation of
these hybrids leading generally to thin film and coating applications.
Si(OR)3(CH2)3H2N R = CH3, C2H5
Figure I-18: 3-aminopropyltrimethoxy(triethoxy)silane
Figure I-19: a) 3-glycidoxypropyltrimethoxysilane b) 3-(triethoxysilyl)propylisocyanate c) 3-(trimethoxysilyl)propylmethacrylate
Si(OCH3)3(CH2)3OCHH2C
O
a) b) Si(OC2H5)3(CH2)3NCO
Si(OCH3)3(CH2)3OC
OCCH3
H2Cc)

I. Literature Survey
- 37 -
b Hybrid O/I materials synthesized in bulk
Since only few years, sol-gel studies have been carried out in bulk polymers, with
the goal of generating the inorganic-rich phase directly into the molten polymers. Jain et
al [153, 154] developed a new process, combining the sol-gel method with the solid-
state modification consisting of grafting vinyl triethoxysilane (VTEOS). Following this,
they prepared PP/silica nanocomposites, varying the degree of adhesion between silica
nano-filler and matrix. Lastly, Dou et al. reported a preparation of PP/silica
nanocomposite by in situ sol-gel process using hyperbranched polyethoxysiloxane. Silica
nanoparticles of around 100nm diameter were obtained in a twin screw
microcompounder. In a previous study [155], our group presented a new route to
elaborate organic-inorganic hybrid materials. This method is based upon two successive
steps: i) the crosslinking of polymer, which contains pendant ester groups such as
poly(ethylene-co-vinyl acetate) (EVA) through ester-alkoxysilane interchange reaction in
molten state; ii) the hydrolysis-condensation reactions of the available alkoxysilane
groups in the polymer network. This last step leads to the formation of a silica network
co-grafted onto the organic network. The main advantage of this original method is to
allow the preparation of organic-inorganic hybrid materials in molten state without using
any solvent. Moreover, this method can be integrated into processing operations such as
extrusion [156] of thermoplastic polymers.
I.4.2 Non-hydrolytic route
I.4.2.1 Methods
It is also possible to generate the silica gels from precursors in the absence of
water. Three methods can be pointed out. The first lies in the addition of an alcohol and a
carboxylic acid to the sol–gel system in order to in-situ generate water after esterification
[157, 158]. The second method consists in the heterofunctional condensation of silicon
alkoxides in the absence of water but with the use of acetic acid by replacing methoxy
groups by an acetoxy group. Then the liberated methanol reacts with acetic acid to form
the corresponding ester and water, which then can be used for the condensation (Figure
I-20)[159].
Different routes based on this method were applied [160-162]. The last method is
the direct condensation reaction of chlorosilane derivatives which could be defined as a
real non-hydrolytic process as water is neither needed nor generated [163, 164]. This
RnSi(OMe)4-n + AcOH Rn(OMe)3-nSiOAc MeOH
MeOH + AcOH AcOMe H2O
+
+
Figure I-20: Heterofunctional condensation of silicon alkoxides

I.4 Organic-Inorganic hybrids
- 38 -
last method will be described in more detailed as it is relevant and used in this following
study.
I.4.2.2 Non hydrolytic sol-gel synthesis using chlorosilanes.
In recent years, a few studies were carried out on the non-hydrolytic sol-gel
method using chlorosilanes. The main advantages of this route are the non production of
water and the possibility to reach high yields and highly condensed inorganic phase in
relatively short times. The main drawback is the necessity of using catalysts and highly
reactive and sensitive products.
The process is based on the condensation reaction between alkoxide and halide
functions. Alkoxide functions can be provided by metal alkoxides or formed in situ by
reaction of metal chloride with alcohols or ethers, see Figure I-21 [163].
These routes were successfully applied to the preparation of metal oxides and silica
[165-168]. However, concerning silica, condensation is reached only with tertiary allylic
and benzylic R groups without catalysts [169]. Finally, Bourget et al. studied the effect of
different Lewis acids (FeCl3 and AlCl3) as catalyst for the condensation of
tetraethoxysilane (TEOS) and tetraisopropoxysilane (TiPOS) in the presence of
tetrachlorosilane. The results shows that iron(III) chloride gives the best results as the
gelation is achieved in 2-3 hours for TEOS and 1.5-2 hours for TiPOS at 110°C with only
0.1 molar percent of catalyst. In Figure I-22 is the proposed mechanism.
M-Cl + M-ORM-Cl + R-O-RM-Cl + ROH
M-O-M + RClM-OR + RClM-OR + HCl
Figure I-21: Non hydrolytic sol-gel process reactions [163]
Si Cl + Si OR Si OR
SiCl
MCl
SiO
R MCl
SiCl
Si SiO
+ RCl + MCl
Figure I-22: Proposed mechanism of the non-hydrolytic sol-gel condensation catalyzed by Lewis acids [163]

I. Literature Survey
- 39 -
Nevertheless, even if the gelation times are quite fast, the authors stressed out the
multiple side reactions that can occur determined by 29Si NMR analysis, increasing
dramatically the complexity of the condensation parallel to the increasing amount of
different species. Figure I-23 shows the 29Si NMR spectrum with the related assignment.
The appearance of new components in the mixture is due to the redistribution of Si-
Cl and Si-OiPr bonds which can occur at room temperature until the equilibrium is
reached. Nevertheless this equilibrium is not reached after 48h as the main product
should be (iPrO)2SiCl2 [171].
Another subject that must be carefully addressed is the true nature of the metal
chloride catalyst. Indeed, as Bourget et al. pointed out, the true component of the
catalytic species in the metal chloride-catalyzed reactions is not known as the metal
chloride should also react as the silicon chloride does, that is to say redistribution,
etherolysis and condensation [163]. For example, Mutin et al. synthesized mixed oxides
of SiO2-TiO2 and SiO2-ZrO2 by non hydrolytic condensation using metal chloride with
metal alkoxides [167, 172].
δ (ppm) Attribution
-19.6 (a) SiCl4 [170]
-41.2 (b) iPrOSiCl3 [167]
-59.7 (d) (iPrO)2SiCl2 [167]
-74.3 (g) (iPrO)3SiCl [167]
-85.7 (j) (iPrO)4Si [167]
-49.2 (c) Cl3Si(OSI) [170]
-66.5 (e) iPrOCl2Si(OSi)
-72.0 (f) Cl2Si(OSi)2 [170]
-81.5 (h) (iPrO)2ClSi(OSi)
-82.2 (i) iPrOClSi(OSi)2
-90.1 (k) (iPrO)3Si(OSi)
-94.0 (l) ClSi(OSi)3 [170]
-97.2 (m) (iPrO)2Si(OSi)2
-104 (iPrO)Si(OSi)3
-110 Si(OSi)4 [170]
Figure I-23: a) 29Si NMR spectrum of the mixture of SiCl4, Si(OiPr)4, 0.1% FeCl3 in CDCl3: (1) after 48 h at room temperature, (2) after heating for 0.5 h at 110°C, (3) after heating for 1 h at 110°C. b) Attributions [163]
a) b)

I.4 Organic-Inorganic hybrids
- 40 -
Consequently, the nature of the catalytic species can change during the reaction
and can be incorporated in the sol-gel network which is confirmed by the coloration of
the gels and by the elemental analysis carried out by Bourget et al. [163].
I.4.2.3 Application of non hydrolytic sol-gel synthesis using chlorosilanes
in combination with polymers.
Surprisingly, this promising non-hydrolytic method has not been yet applied in
polymer systems in the goal of synthesizing polymer-inorganic hybrids. To our knowledge
only 2 articles were published using chlorosilane in combination with polymers. The first
in 2002, D. Apperley et al. were able to synthesize simultaneously the silicon inorganic
phase as well as polydimethylsiloxane through the iron(III) chloride catalysis using silicon
tetrachloride, tetraethoxysilane (TEOS) and D3 cyclic siloxane as shown in Figure I-24
[173].
The second in 2008 by Song et al. where hydrolytic and non-hydrolytic sol-gel was
done in parallel and incorporated into PMMA for comparison [174]. The results showed
that particles obtained by non-hydrolytic method were much better dispersed and
increased the thermal resistance of the PMMA compared to the particles obtained by the
hydrolytic method.
Figure I-24: Formation of silica-DMS hybrid via non-hydrolytic sol-gel synthesis [173]

I. Literature Survey
- 41 -
I.5 Conclusion As shown in this literature survey, poly(lactic acid) (PLA) has been widely studied
during the past few years and many catalytic systems as well as polymerization methods
have been investigated. PLA is a polymer from a family completely issued from the
biomass, whose members are now extensively studied as they are a promising
alternative for commodity polymers issued from fossil resources. It is important to note
that the particular stereochemistry of PLA has a direct influence on its physico-chemical
properties. Therefore one should pay attention to the path taken for the polymerization
process and for the monomer used. Ideally, when polymerizing PLA in bulk in order to
have a semi-crystalline and completely isotactic polymer, the best path would be to use
pure L-Lactide or D-Lactide and polymerize with a catalyst system composed of a
stoichiometric mixture of tin(II) bis(2-ethylhexanoate), usually referred as Tin(Oct)2, and
triphenylphosphine (TPP). This system allows to reach maximum monomer conversion in
18 minutes for a monomer-to-initiator ratio of 1,000 and at 180°C with no detectable
racemization [87].
The main drawback of PLA which prevents its use in a large number of industrial
applications in replacement of commodity polymer issued from fossil resources is its
brittleness and its poor ability to crystallize with relatively rapid cooling. Several studies
mentioned in this literature survey showed that it was possible to increase these
properties by the addition of nanofillers. Again several paths for incorporating these
nanofillers can be considered as well as different types of fillers. Here we focused only on
silicate fillers, i.e. nanoclays and silica. As shown in part I.3, the nanofillers can be
incorporated directly in the polymer matrix or be present during the polymerization, i.e.
in-situ. In both cases, the nanofillers can be organically modified on the surface to
increase the compatibility or even modified to create covalent bonds at filler-matrix
interface.
Another route for designing PLA modified with inorganic compounds was discussed
in part I.4. The method consists in generating in-situ the inorganic part in the matrix.
This route is denoted as the sol-gel method and leads to inorganic-organic hybrid
materials. As it was shown, this method can be carried out in the polymer or the
monomer and for both methods compatibilizers, in that case coupling agents, can be
added in order to increase the compatibility of the two phases.
The goal of this literature survey part is to have a global view on the route(s) that
could be taken to generate PLA-silica nanocomposites. Here, each route to PLA-
nanocomposite is reported in a different chapter.

I.5 Conclusion
- 42 -
In the second chapter, the in-situ generation of PLA in the presence of fumed silica
is studied. The novelty lies in the fact that the polymerization is carried out in bulk and
directly in the gap of a rheometer with the idea of examining the effect that has the
different fumed silica on the rheology and afterwards on physico-chemical properties.
Thirdly, the in-situ generation of the inorganic phases in PLA by sol-gel is carried
out. Again the originality lies in the non use of solvents and in the process. Indeed the
sol-gel hybrid is obtained via reactive extrusion.
In a forth chapter, the combination of the in-situ synthesis of the inorganic phase in
the monomer, i.e. L-Lactide, followed by the in-situ polymerization is achieved in bulk
with the comparison of hydrolytic sol-gel with non-hydrolytic sol-gel method.
Finally, the last chapter will discuss each method comparatively, adding the
simplest method (that is to say the melt mixing of fumed silica into poly(lactic acid) by a
microextruder), in terms of independent physico-chemical properties, final morphologies
and energy consumption of the nanomaterials prepared by following the different routes.

I. Literature Survey
- 43 -
I.6 References
1. Bordes, P.; Pollet, E.; Avérous, L., Nano-biocomposites: Biodegredable
polyester/nanoclay systems. Progress in Polymer Science 2009, 34, 125-155.
2. Lipinsky, E. S.; Sinclair, R. G., Is lactic acid a commodity chemical? Chem. Eng.
Prog 1986, 82, (8), 26-32.
3. Naitove, M., A biopolymers bonanza is seen beyond degradables. Technol. 1998,
44, (1), 13-15.
4. Narayanan, N.; Roychoudhury, P.; Srivastava, A., L(+) lactic acid fermentation
and its product polymerization. Electon J Biochem. 2004, 7, 167-179.
5. Gupta, A. P.; Kumar, V., New emerging trends in synthetic biodegradable
polymers – Polylactide: A critique. European Polymer Journal 2007, 43, (10), 4053-
4074.
6. Fischer, E. W.; Sterzel, H. J.; Wegner, G., Investigation of the structure of
solution grown crystals of lactide copolymers by means of chemical reactions. Kolloid Z.
Z. Polymer 1973, 251, 980-990.
7. Mehta, R.; Kumar, V.; Bhunia, H.; Upadhyay, S. N., Synthesis of Poly(Lactic
Acid): A Review. Journal of Macromolecular Science, Part C: Polymer Reviews 2005, 45,
325-349.
8. Drumright, R. E.; Gruber, P. R.; Henton, D. E., Polylactic Acid Technology.
Advanced Materials 2000, 12, (23), 1841-1846.
9. Ovitt, T. M.; Coates, G. M., Stereochemistry of Lactide Polymerization with Chiral
Catalysts: New Opportunities for Stereocontrol Using Polymer Exchange Mechanisms.
Journal of American chemical society 2002, 124, (7), 1316-1326.
10. Pan, P.; Kai, W.; Zhu, B.; Dong, T.; Inoue, Y., Polymorphous Crystallization and
Multiple Melting Behavior of Poly(L-lactide): Molecular Weight Dependence. American
Chemical Society 2007.
11. Hoogsteen, W.; Postema, A. R.; Pennings, A. J.; Ten-Brinke, G.; Zugenmaier, P.,
Crystal structure, conformation and morphology of solution-spun poly(L-lactide) fibers.
Macromolecules 1990, 23, (2), 634-642.
12. Kobayshi, J.; Asahi, T.; Ichiki, M.; Okikawa, A.; Suzuki, H.; Watanabe, T.;
Fukada, E.; Shikinami, Y., Structural and optical properties of polylactic acids. Journal of
Applied Physics 1995, 77, (7), 2957-2973.
13. De-Santis, P.; Kovacs, J., Molecular conformation of poly(S-lactic acid).
Biopolymers 1968, 6, 299-306.

I.5 References
- 44 -
14. Kolstad, J. J., Crystallization Kinetics of Poly(L-lactide-co-meso-lactide). Journal of
Applied Polymer Science 1996, 62, 179-1091.
15. Sarasua, J. R.; Prud’homme, R. E.; Wisniewski, M.; Borgne, A. L.; Spassky, N.,
Crystallization and Melting Behavior of Polylactides. Macromolecules 1998, 31, 3895-
3905.
16. Schmidt, S.; Hillmyer, M., Polylactide stereocomplex crystallites as nucleating
agents for isotactic polylactide. journal of polymer science, Part B: Polymer Physics
2000, 39, 300-313.
17. Pluta, M.; Galeski, A., Crystalline and Supermolecular Structure of Polylactide in
Relation to the Crystallization Method. Journal of Applied Polymer Science 2002, 86,
1386-1395.
18. Urayama, H.; Kanamori, T.; Fukushima, K.; Kimura, Y., Controlled crystal
nucleation in the melt-crystallization of poly(L-lactide) and poly(L-lactide)/poly(D-lactide)
stereocomplex. Polymer 2003, 44, 5635-5641.
19. He, Y.; Fan, Z.; Wei, J.; Li, S., Morphology and Melt Crystallization of Poly(L-
lactide) Obtained by Ring Opening Polymerization of L-lactide With Zinc Catalyst. Polymer
Engineering and Science 2006, 1583-1589.
20. Meaurio, E.; Lopez-Rodrıguez, N.; Sarasua, J. R., Infrared Spectrum of Poly(L-
lactide): Application to Crystallinity Studies. Macromolecules 2006, 39, 9291-9301.
21. Liao, R.; Yang, B.; Yu, W.; Zhou, C., Isothermal Cold Crystallization Kinetics of
Polylactide/Nucleating Agents. Journal of Applied Polymer Science 2007, 104, 310-317.
22. Wu, D.; Wu, L.; Wu, L.; Xu, B.; Zhang, Y.; Zhang, M., Nonisothermal cold
crystallization behavior and kinetics of polylactide/clay nanocomposites. Journal of
polymer science, Part B: Polymer Physics 2007, 45, 1100-1113.
23. Sasaki, S.; Asakura, T., Helix Distortion and Crystal Structure of the α-Form of
Poly(l-lactide). Macromolecules 2003, 36, (22), 8385-8390.
24. Eling, B.; Gogolewski, S.; Pennings, A. J., Biodegradable materials of poly(l-lactic
acid): 1. Melt-spun and solution-spun fibres. Polymer 1982, 23, (11), 1587-1593.
25. Puiggali, J.; Ikada, Y.; Tsuji, H.; Cartier, L.; Okihara, T.; Lotz, B., The frustrated
structure of poly(L-lactide) Polymer 2000, 41, (25), 8921-8930.
26. Sawai, D.; Takahashi, K.; Sasashige, A.; Kanamoto, T.; Hyon, S. H., Preparation
of Oriented β-Form Poly(l-lactic acid) by Solid-State Coextrusion: Effect of Extrusion
Variables. Macromolecules 2003, 36, (10), 3601-3606.
27. Brizzolara, D.; Cantow, H. J.; Diederichs, K.; Keller, E.; Domb, A. J., Mechanism
of the stereocomplex formation between enantiomeric poly(lactide)s. Macromolecules
1996, 29, 191-197.

I. Literature Survey
- 45 -
28. Cartier, L.; Okihara, T.; Ikada, Y.; Tsuji, H.; Puiggali, J.; Lotz, B., Epitaxial
crystallization and crystalline polymorphism of polylactides. Polymer 2000, 41, 8909-
8919.
29. Zhang, J. M.; Duan, Y.; Sato, H.; Tsuji, H.; Noda, I.; Yan, S.; Ozaki, Y., Crystal
Modifications and Thermal Behavior of Poly(l-lactic acid) Revealed by Infrared
Spectroscopy. Macromolecules 2005, 38, (19), 8012-8021.
30. Abe, H.; Kikkawa, Y.; Inoue, Y.; Doi, Y., Morphological and Kinetic Analyses of
Regime Transition for Poly[(S)-lactide] Crystal Growth. Biomacromolecules 2001, 2, (3),
1007-1014.
31. Di Lorenzo, M. L., Crystallization behavior of poly(L-lactic acid). European Polymer
Journal 2005, 41, (3), 569-575.
32. Ikada, H.; Jamshidi, K.; Tsuji, H.; Hyon, S. H., Stereocomplex formation between
enantiomeric poly(lactides). Macromolecules 1987, 20, (4), 904-906.
33. Okihara, T.; Tsuji, H.; Kawaguchi, A.; Katayama, K., Crystal structure of
stereocomplex of poly(L-lactide) and poly(D-lactide). Journal of Macromolecular science:
Physics 1991, 30, (1-2), 119-140.
34. Tsuji, H.; Ikada, Y., Stereocomplex formation between enantiomeric
poly(lactides). 9. Stereocomplexation from the melt. Macromolecules 1993, 26, (25),
6918-6926.
35. Brochu, S.; Prud’homme, R. E.; Barakat, J.; Jerome, R., Stereocomplexation and
morphology of polylactides. Macromolecules 1995, 28, 5230-5239.
36. Tsuji, H.; Ikada, Y., Stereocomplex formation between enantiomeric poly(lactic
acid)s. XI. Mechanical properties and morphology of solution-cast films. Polymer 1999,
40, 6699-6708.
37. Woo, S. I.; Kim, B. O.; Jun, H. S.; Chang, H. N., Polymerization of aqueous lactic
acid to prepare high molecular weight poly(lactic acid) by chain-extending with
hexamethylene diisocyanate. Polymer Bulletin 1995, 35, 415-421.
38. Kylma, J.; Seppala, J. V., Synthesis and characterization of biodegradable
thermoplastic poly(ester-urethane) elastomer. Macromolecules 1997, 30, 2876-2882.
39. Cohn, D.; Hotovely-Salomon, A., Biodegradable multi block PEO/PLA
thermoplastic elastomers: molecular design and properties. Polymer 2005, 46, 2068-
2075.
40. Huh, K. M.; Bae, Y. H., Synthesis and characterization of poly(ethylene
glycol)/poly(L-Actic acid) alternating multiblock copolymers. Polymer 1999, 40, 6147-
6155.
41. Zhou, Z. F.; Huang, G. Q.; Xu, W. B.; Ren, F. M., Chain extension and branching
of poly(L-Lactic acid) produced by reaction with DGEBA-based epoxy resin. eXpress
polymer letters 2007, 1, (11), 734-739.

I.5 References
- 46 -
42. Moon, S. I.; Lee, C.; Taniguch, I.; Miyamoto, M.; Kimura, Y., Melt/solid
polycondensation of L-Lactic acid: an alternative route to poly(L-lactic acid) with high
molecular weight. Polymer 2001, 42, 5059-5062.
43. Enomoto, K.; Ajioka, M.; Yamaguchi, A., US Patent 5 310 865 1995.
44. Kashima, T.; Kameoka, T.; Ajioka, M.; Yamaguchi, A., US Patent 5 428 126 1995.
45. Ichikawa, F.; Kobayashi, M.; Ohta, M.; Yoshida, Y.; Obuchi, S.; Itoh, H., US
Patent 5 440 008 1995.
46. Ohta, M.; Yoshida, Y.; Obuchi, S.; Itoh, H., US Patent 5 440 143 1995.
47. Gruber, P. R.; Hall, E. S.; Kolstad, J. J.; Iwen, M. L.; Benson, R. D.; Borchardt, R.
L., US Patent 5 142 023 1992.
48. Gruber, P. R.; Hall, E. S.; Kolstad, J. J.; Iwen, M. L.; Benson, R. D.; Borchardt, R.
L., US Patent 5 247 058 1992.
49. Gruber, P. R.; Hall, E. S.; Kolstad, J. J.; Iwen, M. L.; Benson, R. D.; Borchardt, R.
L., US Patent 5 247 059 1993.
50. Gruber, P. R.; Hall, E. S.; Kolstad, J. J.; Iwen, M. L.; Benson, R. D.; Borchardt, R.
L., US Patent 5 258 488 1993.
51. Gruber, P. R.; Hall, E. S.; Kolstad, J. J.; Iwen, M. L.; Benson, R. D.; Borchardt, R.
L., US Patent 5 274 073 1993.
52. Gruber, P. R.; Hall, E. S.; Kolstad, J. J.; Iwen, M. L.; Benson, R. D.; Borchardt, R.
L., US Patent 5 357 035 1994.
53. Gruber, P. R.; Hall, E. S.; Kolstad, J. J.; Iwen, M. L.; Benson, R. D.; Borchardt, R.
L., US Patent 5 484 881 1996.
54. Bhaw-Luximon, A.; Jhurry, D.; Spassky, N.; Pensec, S.; Belleney, J., Anionic
polymerization of D, L-lactide initiated by lithium diisopropylamide Polymer 2001, 42,
(24), 9651-9656.
55. Kricheldorf, H. R.; Saunders, I. K., Polylactones, 19. Anionic polymerization of L-
Lactide in solution. Die Makromol Chem 1990, 191, (5), 1057-1066.
56. Kricheldorf, H. R., Syntheses and application of polylactides. Chemosphere 2001,
43, 49-54.
57. Kricheldorf, H. R.; Boettcher, C., Polylactones 26. Lithium alkoxide-initiated
polymerizations of L-lactide. Makromol Chem 1993, 194, (6), 1665-1669.
58. Xie, W.; Chen, D.; Fan, X.; Li, J.; Wang, P. G.; Cheng, H. N.; Nickol, R. G.,
Lithium chloride as catalyst for the ring-opening polymerization of lactide in the presence
of hydroxyl-containing compounds. Journal of Polymer Science, Part A: Polymer
Chemistry 1999, 37, (17), 3486-3491.
59. Jedlinski, Z.; Walach, W.; Kurcok, P.; Adamus, G., Polymerization of lactones. XII,
Polymerization of L-dilactide and L,D-dilactide in the presence of potassium methoxide.
Makromol Chem 1991, 192, (9), 2051-2057.

I. Literature Survey
- 47 -
60. Kricheldorf, H. R.; Dunsing, R., Polylactones. VIII: Mechanism of the cationic
polymerization of L,L-dilactide. Die Makromolekulare Chemie 1986, 187, (7), 1611-1625.
61. Kricheldorf, H. R.; Kreiser, I., Polylactones, 11. Cationic copolymerization of
glycolide with L,L-dilactide. Makromol. Chem. 1987, 188, (8), 1861-1873.
62. Nederberg, F.; Connor, E. F.; Möller, M.; Glauser, T.; Hedrick, J. L., New
Paradigms for Organic Catalysts: the first organocatalytic living polymerization. Angew.
Chem. Int. Ed. 2001, 40, 2712-2715.
63. Myers, M.; Connor, E. F.; Glauser, T.; Möck, A.; Nyce, G.; Hedrick, J. L.,
Phosphines: nucleophilic organic catalysts for the controlled ring-opening polymerization
of Lactides. Polym. Sci., Part A: Polym. Chem 2002, 40, 844-851.
64. Arduengo, A. J., Looking for Stable Carbenes: The Difficulty in Starting Anew.
Accounts of Chemical Research 1999, 32, (11), 913-921.
65. Bourissou, D.; Guerret, O.; Gabbaï, F. P.; Bertrand, G., Stable Carbenes.
Chemical reviews 2000, 100, (1), 39-92.
66. Herrmann, W. A., N-Heterocyclic Carbenes: A New Concept in Organometallic
Catalysis. Angewandte Chemie International Edition 2002, 41, (8), 1290-1309.
67. Connor, E. F.; Nyce, G.; Myers, M.; Möck, A.; Hedrick, J. L., First Example of N-
Heterocyclic Carbenes as Catalysts for Living Polymerization: Organocatalytic Ring-
Opening Polymerization of Cyclic Esters. Journal of American Chemical Society 2002,
124, (6), 914-915.
68. Nyce, G.; Glauser, T.; Connor, E. F.; Möck, A.; Waymouth, R. M.; Hedrick, J. L.,
In situ generation of carbenes: a general and versatile platform for organocatalytic living
polymerization. Journal of American Chemical Society 2003, 125, 3046-3056.
69. Degée, P.; Dubois, P.; Jerôme, R.; Jacobsen, S.; Fritz, H.-G., New catalysis for
fast bulk ring-opening polymerization of lactide monomers. Macromol. Symp 1999, 144,
289-302.
70. Kowalski, A.; Duda, A.; Penczek, S., Polymerization of l,l-Lactide Initiated by
Aluminum Isopropoxide Trimer or Tetramer. Macromolecules 1998, 31, (7), 2114-2122.
71. Wu, J.-C.; Huang, B.-H.; Hsueh, M.-L.; Lai, S.-L.; Lin, C.-C., Ring-opening
polymerization of lactide initiaed by magnesium and zinc alkoxides. Polymer 2005, 46,
9784-9792.
72. Wang, X.; Liao, K.; Quan, D.; Wu, Q., Bulk Ring-Opening Polymerization of
Lactides Initiated by Ferric Alkoxides. Macromolecules 2005, 38, (11), 4611-4617.
73. Zhong, Z.; Dijkstra, P. J.; Birg, C.; Westerhausen, M.; Feijen, J., A novel and
versatile calcium-based initiator system for the ring-opening polymerization of cyclic
esters”, Macromolecules. Macromolecules 2001, 34, 3863-3868.
74. Kim, Y.; Verkade, J. G., Living polymerization of Lactide using titanium alkoxides
catalysts. Macromolecular Symposia 2005, 224, 105-117.

I.5 References
- 48 -
75. Kricheldorf, H. R.; Kreisier-Saunders, I.; Stricker, A., Polylactones 48. SnOct2-
Initiated Polymerizations of Lactide: A Mechanistic Study. Macromolecules 2000, 33,
(3), 702-709.
76. Kowalski, A.; Duda, A.; Penczek, S., Kinetics and mechanism of cyclic esters
polymerization initiated with tin(II) octoate. 3. polymerization of L,L-Dilactide.
Macromolecules 2000, 33, 7359-7370.
77. Duda, A.; Penczek, S.; Kowalski, A.; Libiszowski, J., Polymerizations of -
caprolactone and L,L-dilactide initiated with stannous octoate and stannous butoxide- a
comparison. Macromolecular Symposia 2000, 153, (1), 41-53.
78. Kowalski, A.; Libiszowski, J.; Duda, A.; Penczek, S., Polymerization of l,l-Dilactide
Initiated by Tin(II) Butoxide. Macromolecules 2000, 33, (6), 1964-1971.
79. Kricheldorf, H. R.; Kreisier-Saunders, I.; Boettcher, C., Polylactones: 31.
Sn(II)octoate-initiated polymerization of L-lactide: a mechanistic study. Polymer 1995,
36, (6), 1253-1259.
80. Zhang, X.; MacDonald, D. A.; Goosen, M. F. A.; McCauley, K. B., Mechanism of
lactide polymerization in the presence of stannous octoate: The effect of hydroxy and
carboxylic acid substances. Journal of Polymer Science, Part A: Polymer Chemistry 1994,
32, (15), 2965-2970.
81. Kricheldorf, H. R., Tin-initiated polymerizations of lactones: mechanistic and
preparative aspects. Macromolecular Symposia 2000, 153, (1), 55-65.
82. Majerska, K.; Duda, A.; Penczek, S., Kinetics and mechanism of cyclic esters
polymerisation initiated with tin(II) octoate, 4. Influence of proton trapping agents on the
kinetics of -caprolactone and L,L-dilactide polymerisation. Macromolecular Rapid
Communication 2000, 21, (18), 1327-1332.
83. Pack, J. W.; Kim, S. H.; Park, S. Y.; Lee, Y.-W.; Kim, Y. H., Kinetic and
Mechanistic Studies of L-Lactide Polymerization in Supercritical Chlorodifluoromethane.
Macromolecules 2003, 36, (24), 8923-8930.
84. Ryner, M.; Stridsberg, K.; Albertsson, A.-C.; Schenk, H. v.; Svenson, M.,
Mechanism of Ring-Opening Polymerization of 1,5-Dioxepan-2-one and l-Lactide with
Stannous 2-Ethylhexanoate. A Theoretical Study. Macromolecules 2001, 34, (12), 3877-
3881.
85. Baran, J.; Duda, A.; Kowalski, A.; Szymanski, R.; Penczek, S., Quantitative
comparison of selectivities in the polymerization of cyclic esters. Macromol. Symp. 1997,
123, 93-101.
86. Penczek, S.; Duda, A.; Szymanski, R., Intra- and Intermolecular Chain Transfer to
Macromolecules with Chain Scission.
The Case of Cyclic Esters. Macromol. Symp. 1998, 132, 441.

I. Literature Survey
- 49 -
87. Degée, P.; Dubois, P.; Jacobsen, S.; Fritz, H. G.; Jérôme, R., Beneficial Effect of
Triphenylphosphine on the Bulk Polymerization of L,L-Lactide Promoted by 2-
Ethylhexanoic Acid Tin (II) Salt. Journal of Polymer Science: Part A: Polymer Chemistry
1999, 37, 2413-2420.
88. Jacobsen, S.; Fritz, H. G.; Degee, P.; Dubois, P.; Jerome, R., New developments
on the ring opening polymerisation of polylactide. Industrial Crops and Products 2000,
11, 265-275.
89. Jacobsen, S.; Fritza, H. G.; Degee, P.; Dubois, P.; Jerome, R., Single-step reactive
extrusion of PLLA in a corotating twin-screw extruder promoted by 2-ethylhexanoic acid
tin(II) salt and triphenylphosphine. Polymer 2000, 41, 3395–3403.
90. Jacobsen, S.; Fritz, H. G.; Degee, P.; Dubois, P.; Jerome, R., Continuous reactive
extrusion polymerisation of l-lactide - an engineering view. Macromolecular Symposia
2000, 153, 261-273.
91. Lagaly, G., From clay mineral crystals to colloidal clay mineral dispersion. New
York: Dekker, 1993; p 427.
92. Ogata, N.; Jimenez, G.; Kawai, H.; Ogihara, T., Structure and thermal/mechanical
properties of poly(l-lactide)-clay blend. J. Polym. Sci. Polym. Phys. 1997, 35, 389–96.
93. Shibata, M.; Someya, Y.; Orihara, M.; Miyoshi, M., Thermal and mechanical
properties of plasticized poly(l-lactide) nanocomposites with organo-modified
montmorillonites. J Appl Polym Sci 2006, 99, 2594–2602.
94. Pluta, M.; Paul, M. A.; Alexandre, M.; Dubois, P., Plasticized Polylactide/Clay
Nanocomposites. I. The Role of Filler Content and its Surface Organo-Modification on the
Physico-Chemical Properties. Journal of Polymer Science: Part B: Polymer Physics 2006,
44, 299-311.
95. Krikorian, V.; Pochan, D. J., Poly(L-lactide)/layered silicat nanocomposite:
fabrication, charecterization and properties. Chemical Material 2003, 15, 4317-4324.
96. Krikorian, V.; Pochan, D. J., Unusual crystallization behavior of organoclay
reinforced poly(L-lactic acid) nanocomposites. macromolecules 2004, 37, 6480-6491.
97. Krikorian, V.; Pochan, D. J., Crystallization behavior of poly(L-Lactic acid)
nanocomposites: nucleation ang growth probed by infrared spectroscopy.
Macromolecules 2005, 38, 6520-6527.
98. Wu, T.-M.; Wu, C.-Y., Biodegradable poly(lactic acid)/chitosan-modified
montmorillonite nanocomposites: preparation and characterization. Polym. Degrad.
Stabil. 2006, 91, 2198-2204.
99. Paul, M. A.; Alexandre, M.; Degee, P.; Calberg, C.; Jerome, R.; Dubois, P.,
Exfoliated Polylactide/Clay Nanocomposites by In-Situ Coordination–Insertion
Polymerization. Macromolecular Rapid Communications 2003, 24, 561-566.

I.5 References
- 50 -
100. Paul, M.-A.; Delcourt, C.; Alexandre, M.; Degée, P.; Monteverde, F.; Rulmont, A.;
Dubois, P., (Plasticized) Polylactide/(Organo-)Clay Nanocomposites by in situ
Intercalative Polymerization. Macromolecular Chemistry and physics 2005, 206, 484–
498.
101. Large Volume Inorganic Chemicals - Solids and Others Industry. In European
Commission: 2007.
102. Avella, M.; Bondioli, F.; Cannello, V.; Cosco, S.; Errico, M. E.; Ferrari, A. M.;
Focher, B.; Malinconico, M., Properties/Structures Relationships in Innovative PCL-SiO2
Nanocomposites. Macromolecular Symposia 2004, 218, 201-210.
103. Stöber, W.; Fink, A.; Bohn, E., Controlled growth of monodisperse silica spheres
in the micron size range. J. Colloid Interface Sci. 1968, 26, (1), 62-69.
104. Che, J.; Luan, B.; Yang, X.; Lu, L.; Wang, X., Graft polymerization onto nano-
sized SiO2 surface and its application to the modification of PBT. materials letters 2005,
59, 1603-1609.
105. Yan, S.; Yin, J.; Yang, Y.; Dai, Z.; Ma, J.; Chen, X., Surface-grafted silica linked
with L-Lactic acid oligomer: A novel nanofiller to improve the performance of
biodegredable poly(L-Lactide). Polymer 2007, 48, 1688-1694.
106. Wu, L.; Cao, D.; Huang, Y.; Li, B. G., Poly(L-lactic acid)/SiO2 nanocomposites via
in situ melt polycondensation of L-lactic acid in the presence of acidic silica sol:
Preparation and characterization. Journal of polymer 2008, 49, 742-748.
107. Joubert, M.; Delaite, C.; Bourgeat-Lami, E.; Dumas, P., Ring-Opening
Polymerization of e-Caprolactone and L-Lactide from Silica Nanoparticles Surface. Journal
of Polymer Science: Part A: Polymer Chemistry 2004, 42, 1976-1984.
108. kim, E.; Shin, E. W.; Yoo, I.-K.; Chung, J. S., Characteristics of heterogeneous
titanium alkoxide catalysts for ing-opening polymerization of lactide to produce
polylactide. Journal of Molecular Catalysis A: Chemical 2009, 298, 36-39.
109. Pohl, E. R.; Osterholtz, F. D., Molecular characterization of Composite Interface.
Plenum: New York, 1985; p 157.
110. Khimich, N. N., Synthesis of silica gels and organic-inorganic hybrids on their
base. Glass physics and chemistry 2004, 30, (5), 430-442.
111. Aelion, R.; Loebel, A.; Eirich, F., Hydrolysis of Ethyl silicate. Journal of American
chemical society 1950, 72, 5705-5712.
112. Artaki, I.; Bradley, M.; Zerda, T. W.; Jonas, J., NMR and Raman study of the
hydrolysis reaction in sol-gel processes. J. Phys. Chem. 1985, 89, 4399-4404.
113. Petrovskii, G. T.; Shashkin, V. S.; Yakhkind, A. K., The sol-gel synthesis of optical
vitreous materials from colloidal silicas: Basic methods and prospects for applications.
Glass physics and chemistry 1997, 23, (1), 27-35.
114. Morrison, R. T.; Boyd, R. N., Organic chemistry. Allyn and Bacon: Boston, 1970.

I. Literature Survey
- 51 -
115. Iler, R. K., The chemistry of silica: Solubility, polymerization, colloid and surface
properties and biochemistry of silica. Wiley: New York, 1979.
116. Chen, K. C.; Tsuchiya, T.; Mackenzie, J. D., Sol-gel processing of silica. Journal of
Non-Crystalline solids 1986, 81, (1-3), 227-237.
117. Curran, M. D.; Stiegman, A. E., Morphology and pore structure of silica xerogels
made at low pH. Journal of Non-Crystalline Solids 1999, 249, (1), 62-68.
118. Kolby, M. W.; Osaka, A.; Mackenzie, J. D., Temperature dependence of the
gelation of silicon alkoxides. journal of Non-Crystalline Solids 1988, 99, (1), 129-139.
119. Kolby, M. W.; Osaka, A.; Mackenzie, J. D., Effects of temperature on formation of
silica gel. journal of Non-Crystalline Solids 1986, 82, (1-3), 37-41.
120. Pope, E. J. A.; Mackenzie, J. D., Sol-gel processing of silica: II. The rope of the
catalyst. Journal of Non-Crystalline Solids 1986, 87, (1-2), 185-194.
121. Huang, W. L.; Liang, K. M.; Gu, S. R., Effect of HCl in a two-step sol-gel process
using TEOS. Journal of Non-Crystalline Solids 1999, 258, (1-3), 234-238.
122. Kaufman, V. R.; Avnir, D., Water consumption during the early stages of the sol-
gel tetramethylorthosilicate polymerization as probed by excited state proton transfer.
journal of Non-Crystalline Solids 1988, 99, (2-3), 379-386.
123. Kamiya, K.; Iwamoto, Y.; Yoko, T.; Sakka, S., Hydrolysis and condensation of
Si(OC2H5)4 related to silica fiber drawing. Journal of Non-Crystalline Solids 1988, 100,
(1-3), 195-200.
124. Sakka, S.; Kamiya, K.; Makita, K., Formation of sheets and coating films from
alkoxide solutions. Journal of Non-Crystalline Solids 1982, 63, 223-235.
125. Sakka, S.; Kamiya, K., The sol-gel transition in the hydrolysis of metal alkoxides
in relation to the formation of class fibers and films. Journal of Non-Crystalline Solids
1982, 48, 31-46.
126. Klein, L. C., Sol-gel processing of silicates. Annu. Rev. Mater. Sci. 1985, 15, 227-
248.
127. Sanchez, C.; Julian, B.; Belleville, P.; Popall, J., Applications of hybrid organic–
inorganic nanocomposites. Journal of Materials Chemistry 2005, 15, 3559-3592.
128. Onada, M.; Masuda, T.; Nakayama, H., Preparation of polypyrrole-silica glass
composite films by sol-gel process and their electrochemical properties. J. Electr. Eng.
Jpn. 1997, 120, 1-8.
129. Hajji, P.; David, L.; Gerard, J.-F.; Pascault, J.-P.; Vigier, G., Synthesis, structure
and morphology of polymer-silica hybrid nanocomposites based on hydroxyethyl
methacrylate. Journal of polymer science, Part B: Polymer Physics 1999, 37, 3172-3187.
130. Qin, H.-H.; Dong, J.-H.; Qiu, K.-Y.; Wei, Y., Preparation of poly(methyl acrylate-
co-itaconic anhydride)/SiO2 hybrid materials via sol-gel process - the effect of the

I.5 References
- 52 -
coupling agent, inorganic content, and nature of the catalyst. journal of Polymer Science,
Part A: Polymer Chemistry 2000, 38, 321-328.
131. Zhou, W.; Dong, J.-H.; Qiu, K.-Y.; Wei, Y., Preperation and properties of
poly(styrene-co-maleic anhydride)/SiO2 hybrid materials by the in situ sol-gel process.
journal of Polymer Science, Part A: Polymer Chemistry 1998, 36, 1607-1613.
132. Wu, K. H.; Chang, T. C.; Wang, Y. T.; Chiu, Y. S., Organic-Inorganic hybrid
materials: I. Characterization and degredation of poly(imide-silica) hybrid. journal of
Polymer Science, Part A: Polymer Chemistry 1999, 37, 2275-2284.
133. Yang, J. M.; Shin, C. H.; Chang, C.-N.; Lin, F. H.; Jiang, J. M.; Hsu, Y. G.; Su, W.
Y.; See, L. C., Preparation of epoxy-SiO2 hybrid sol-gel material for bone cement. J.
Biomed. Mater. Res., Part A 2003, 64, 138-146.
134. Brusatin, G.; Innocenzi, P.; Guglielmi, M.; Babonneau, F., Basic catalyzed
synthesis of hybrid sol-gel materials based on 3-glycidoxypropyltrimethoxysilane. J. Sol-
gel. Sci. Technol. 2003, 26, (1), 303-306.
135. Innocenzi, P.; Exposto, M.; Maddalena, A., Mechanical properties of 3-
glycidoxypropyltrimethoxsilane based hybrid organic-inorganic materials. J. Sol-gel. Sci.
Technol. 2001, 20, (3), 293-301.
136. Marino, I. G.; Bersani, D.; Lottici, P. P.; Tosini, L.; Montenero, A., Raman
investigation of protonation of DRI molecules in silica or ORMOSILs matrices by the sol-
gel technique. J. Raman Spectrosc. 2000, 31, 555-558.
137. Weng, W.-H.; Chen, H.; Tsai, S.-P.; Wu, J.-C., Thermal property of Epoxy/SiO2
hybrid material synthesized by the sol-gel process. Journal of Applied Polymer Science
2004, 9, (1), 532-537.
138. Kloster, G. M.; Watton, S. P., Oxidation of Immobilized Iron(II)-1,10-
phenanthroline complexes by cerium(IV): A probe into the site accessibility of metal
complexes covalently attached to silica sol-gel. Inorg. Chim. Acta 2000, 297, 156-161.
139. Gunji, T.; Makabe, Y.; Takamura, N.; Abe, Y., Preparation and characterization of
organic-inorganic hybrids and coating films from 3-methacryloxy-propyl-
polysilsesquioxane. Appl. Organomet. Chem. 2001, 15, (8), 683-692.
140. Wang, B.; Zhang, J.; Dong, S., Silica Sol-gel composite film as an encapsulation
matrix for the construction of an amperometric tyrosinase-based biosensor. Biosens.
Bioelectron. 2000, 15, (7-8), 397-402.
141. Orefice, R. L.; Hench, L. L.; Clark, A. E.; Brennan, A. B., Novel sol-gel bioactive
fibers. J. Biomed. Mater. Res. 2001, 55, 460-467.
142. Kim, Y. D.; Dordik, J. S.; Clark, D. S., Siloxane-based biocatalytic films and paints
for use as reactive coatings. Biotechnol. Bioeng. 2001, 72, (4), 475-482.

I. Literature Survey
- 53 -
143. Park, J.-U.; Kim, W.-S.; Bae, B.-S., Photoinduced low refractive index in a
photosensitive organic-inorganic hybrid material. J. Mater. Chem. 2003, 13, (4), 738-
741.
144. Ertekin, K.; Karapire, C.; Alp, S.; Yenigul, B., Photophysical and photochemical
chracteristics of an azlactone dye in sol-gel matrix; a new fluorescent pH Indicator. Dyes
pigments 2003, 56, (2), 125-133.
145. Prosposito, P.; Casalboni, M.; Matteis, F. D.; Pizzoferrato, R., Organically modified
sol-gel films incorporating an infrared dye. Thin solid films 2000, 273, (1-2), 150-154.
146. Hsiue, G.-H.; Lee, R.-H.; Jeng, R.-J., Organic sol-gel materials for second-order
nonlinear optics based on melamines. journal of Polymer Science, Part A: Polymer
Chemistry 1999, 37, 2503-2510.
147. Lee, R.-H.; Hsiue, G.-H.; Jeng, R.-H., All sol-gel organic-inorganic nonlinear
optical materials based on melamines and an alkoxysilane dye. Polymer 1999, 40, (23),
6417-6428.
148. Krocher, O.; Kopperl, R. A.; Baiker, A., Silica hybrid gel catalysts containing
ruthenium complexes: influence of reaction parameters on the catalytic behaviour in the
synthesis of N,N-Dimethylformamide from carbon dioxide. J. Mol. Catal., Part A: Chem.
1999, 140, (2), 185-193.
149. Neumann, R.; Cohen, M., Silica tethered with poly(ethylene and/propylene) oxide
as supports for polyoxometalates in catalytic oxidation. J. Mol. Catal., Part A: Chem.
1999, 146, (1-2), 291-298.
150. Ishii, K.; Mizukami, F.; Niwa, S.-I.; Kutsuzawa, R.; Toba, M.; Fujii, Y., A new
catalyst preparation by a combination of complexing agent-assisted sol-gel and
impregnation methods. Catal. Lett. 1998, 52, (1-2), 49-53.
151. Kang, J.; Wistuba, D.; Schurig, V., Silica monomithic column prepared by sol-gel
process for enantiomeric seperation by capillary electrochromatography. Electrophoresis
2002, 23, (7-8), 1116-1120.
152. Allen, D.; Rassi, Z. E., Silica-based monoliths for capillary electrochromatography:
methods of fabrication and their application in analytical separation. Electrophoresis
2003, 24, (22-23), 3962-3976.
153. Jain, S.; Goosens, H.; Picchioni, F.; Magusin, P.; Mezari, B.; Van Duin, M.,
Synthetic aspects and characterization of polypropylene-silica nanocomposites prepared
via solid-state modification and sol-gel reactions. Polymer 2005, 46, (17), 6666-6681.
154. Jain, S.; Goossens, J. G. P.; Van Duin, M., Synthesis, Characterization and
Properties of (Vinyl Triethoxy Silane-grafted PP)/Silica Nanocomposites. Macromolecular
Symposia 2006, 233, (1), 225-234.

I.5 References
- 54 -
155. Bounor-Legare, V.; Angelloz, C.; Blanc, P.; Cassagnau, P.; Michel, A., A new route
for organic-inorganic hybrid material synthesis through reactive processing without
solvent. Polymer 2004, 45, (5), 1485-1493.
156. Bounor-Legare, V.; Llaurot, M. F.; Michel, A., Ethylene-co-vinyl acetate copolymer
crosslinking through ester-alkoxysilane exchange reaction catalyzed by dibutyltin oxide:
Mechanistic aspects investigated through model compounds by multinuclear NMR
spectroscopy. Polym. Int. 2004, 53, (5), 484-494.
157. Jada, S. S., Study of tetraethyl orthosilicate hydrolysis by in situ generation of
water. J. Am. Ceram. Soc. 1987, 70, (11), 298-300.
158. Munoz-Aguado, M. J.; Gregorkiewitz, M.; Larbot, A., Sol-gel synthesis of binary
oxide (Zr,Ti)O2 from alkoxides and acetic acid in alcoholic medium. Mat. Res. Bull. 1992,
27, 87-97.
159. Andrianov, K. A.; Sokolov, N. N.; Khrustaleva, E. N., On the formation of
polyorganosiloxanes by heterofunctional condensation. Zh. Obshch. Khim. 1956, 26,
1102-1107.
160. Bekiari, V.; Lianos, P., Characterization of photoluminescence from a material
made by interaction of (3-aminopropyl)triethoxysilane with acetic acid. Langmuir 1998,
14, (13), 3459-3461.
161. Brankova, T.; Bekiari, V.; Lianos, P., Photoluminescence from sol-gel organic-
inorganic hybrid through carboxylic acid solvolysis. Chem. Mater. 2003, 15, 1855-1859.
162. Khimich, N. N.; Venzel, B. I.; Koptelova, L. A., Preparation of a monolithic silicon
gel in an anhydrous medium. Dokl. Akad. Nauk. 2002, 385, (6), 790-792.
163. Bourget, L.; Corriu, R. J. P.; Leclercq, D.; Mutin, P. H.; Vioux, A., Non-hydrolytic
sol-gel routes to silica. Journal of Non-Crystalline Solids 1998, 242, 81-91.
164. Hay, J. N.; Porterb, D.; Raval, H. M., A versatile route to organically-modified
silicas and porous silicas via the non-hydrolytic sol-gel process. journal of materials
chemistry 2000, 10, 1811-1818.
165. Vioux, A.; Leclercq, D., Non Aqueous Routes to Sol–Gel. Heteregeneous Chem.
Rev. 1996, 3, 65.
166. Corriu, R.; Leclercq, D., Recent Developments of Molecular Chemistry for Sol-Gel
Processes. Angewandte Chemie International Edition in English 1996, 35, (13-14), 1420-
1436.
167. Andrianainarivelo, M.; Corriu, R.; Leclercq, D.; Mutin, P. H.; Vioux, A., Mixed
oxides Si02-Zr02 and Si02-Ti02 by a non-hydrolytic sol-gel route. journal of materials
chemistry 1996, 6, (10), 1665-1671.
168. Arnal, P.; Corriu, R.; Leclercq, D.; Mutin, P. H.; Vioux, A., A Solution Chemistry
Study of Nonhydrolytic Sol−Gel Routes to Titania. Chemistry of Materials 1997, 9, (3),
694-698.

I. Literature Survey
- 55 -
169. Corriu, R.; Leclercq, D.; Lefèvre, P.; Mutin, P. H.; Vioux, A., Preparation of
monolithic gels from silicon halides by a non-hydrolytic sol-gel process. Journal of Non-
Crystalline Solids 1992, 146, (2-3), 301-303.
170. Marsmann, H., NMR Basic Principles and Progress. Springer: Berlin, 1981; Vol. 17,
p 65-235.
171. Moedritzer, K.; Van Wazer, J. R., Scrambling of Methoxyl, Dimethylamino, and
Chloro Groups on Silicon. Inorganic Chemistry 1964, 3, 268-272.
172. Lafond, V.; Mutin, P. H.; Vioux, A., Non-hydrolytic sol-gel routes based on alkyl
halide elimination: toward better mixed oxide catalysts and new supports application to
the preparation of SiO2-TiO2 epoxidation catalyst. Journal of Molecular Catalysis A:
Chemical 2002, 182-183, 81-88.
173. Apperley, D.; Hay, J. N.; Raval, H. M., Silica−Dimethylsiloxane Hybrids Non-
Hydrolytic Sol−Gel Synthesis and Characterization by NMR Spectroscopy. Chemistry of
Materials 2002, 14, (3), 983-988.
174. Song, X.; Wang, X.; Wang, H.; Zhong, W.; DU, Q., PMMA-silicia hybrid thin films
with enhanced thermal properties prepared via a non-hydrolytic sol-gel process Materials
Chemistry and Physics 2008, 109, 143-147.

- 56 -

Chapter II: In-situ polymerization of L-Lactide in the presence of fumed silica


Chapter II: In-situ polymerization of L-Lactide in the presence of fumed silica
- 59 -
II Chapter II: In-situ polymerization of L-Lactide in the presence of fumed silica
II.1 Abstract ..................................................... - 60 -
II.2 Publication ................................................. - 61 - II.2.1 Introduction ................................................... - 61 - II.2.2 Experimental ................................................. - 62 -
II.2.2.1 Reagents ..................................................... - 62 - II.2.2.2 Preparation of reactive mixtures for rheology ... - 62 - II.2.2.3 Rheological analysis ...................................... - 62 - II.2.2.4 L-Lactide polymerization ................................ - 64 -
II.2.3 Results and discussion .................................... - 64 -
II.2.3.1 L-Lactide polymerization - Chemiorheology ...... - 64 - II.2.3.2 L-Lactide filled with unmodified and methacrylate-functionalized fumed silica (50m²/g) ................................ - 66 - II.2.3.3 Silica grafted PLA and Morphology study of the nanocomposite obtained thereof. ..................................... - 72 -
II.2.4 Conclusion ..................................................... - 74 - II.2.5 References..................................................... - 76 -

II.1 Abstract
- 60 -
In-situ polymerization of L-Lactide in the presence of fumed silica
A. Prébé, P. Alcouffe, Ph. Cassagnau, J.F. Gérard
II.1 Abstract Chemiorheology, i.e. rheological changes during the polymerization, of a biosourced
monomer, i.e. L-Lactide, containing fumed silica has been studied. For that purpose, the
reaction was proceeded in situ into a rheometer. The polymerization kinetics was
followed from the changes of the complex shear modulus versus reaction time. Moreover,
at temperatures lower than the crystallization temperature, it was possible to follow the
crystallization process while the polymerization takes place. Adding fumed silica particles
into the monomer leads to the formation of a physical (percolated) network from
particle-particle interactions, i.e. silica, in the L-Lactide probably hydrophilic interactions.
The gel-like structure was kept during the polymerization as long as the strain remains
low indicating that the silica particle network remains weak. Furthermore, the mechanism
of the break down of the gel structure under large deformation as well as the recovery
was discussed. It seems that the non-linearity effect of the nanocomposites stems in the
silica inter-particle interactions. It was found that silica particles do not have any effect
on the temperature of crystallization – molar mass relation but could act as nucleating
agent.
In situ polymerization of L-Lactide in the presence of 5%wt. of modified fumed
silica was carried out in a reactor. It was found that unmodified hydrophilic silica leaded
to a microcomposite with highly dense agglomerates in the polymer matrix whereas with
a less hydrophilic silica it was possible to decrease the size of the agglomerates
increasing the dispersion. The best dispersion state was obtained with the “initiating”
functionalized silica leading to a “grafting from” polymerization of the L-Lactide. Such
functionalized silica leads to a nanoscale dispersion in a one-step bulk polymerization
with only a few small agglomerates obtained.
γ*
L-Lactide + catalysts and/or fumed silica
>150°C
<150°C
Polymerization
Polymerization Crystallization Crystallized
polymer
L-Lactide
Poly(lactic acid)
Crystallites

Chapter II: In-situ polymerization of L-Lactide in the presence of fumed silica
- 61 -
II.2 Publication
II.2.1 Introduction
Polymers issued from the biomass have become of great interest as they are an
interesting alternative to polymers coming from fossil resources. Indeed, numerous
studies are dedicated to biopolymers in order to compete with the current commodity
polymers such as polyolefins. One particular biopolymer sticks out by having surprisingly
good mechanical properties for a biopolymer and by its easy routes to be produced:
poly(lactic acid). The unique physical characteristics that PLA possesses make it suitable
for many different applications. PLA has good crease-retention and crimp properties,
excellent grease and oil resistance, easy low-temperature heat sealability, and good
barrier to flavours and aromas. All these different properties make the PLA one of the
best substitutes for the commodity polymers [1]. Unfortunately, to be able to compete
with those commodity polymers, its mechanical properties need to be at least equal. It is,
now, well known that it is possible to enhance them by adding nanofillers in order to
nanostructure the polymer and/or to enhance its crystallization rate. Preparation of such
polymer-nanofiller nanocomposites is usually performed by two main strategies: i) melt
dispersion of the filler for which the nanofiller is directly mixed in the molten polymer
matrix. This method usually leads to not so well dispersed nanocomposites where the
nanofiller aggregates, as for layered fillers which only lead to intercalated or semi-
intercalated/semi-exfoliated morphologies [2]. ii) in situ polymerization where the
nanofiller is dispersed in the monomer, this last being then polymerized. This method
generally leads to well dispersed nanocomposites, as for example those based on layered
fillers for which exfoliation is reached [3]. Different fillers have already been studied in
PLA matrices but only a few report on a common filler used in formulations such as
fumed silica to improve mechanical properties. Presently, fumed silica are versatile
nanofillers which can offer different specific surface (50-400 m2.g-1) and a well known
surface chemistry to manage interactions, surface reactions as well as grafting initiating
groups for ring opening polymerization. In this paper, we present the in-situ
polymerization of L-Lactide in the presence of modified fumed silica. We would like to
point out that it seems important to use a process that would be directly transposable to
practical conditions. It has been reported that [4-6], with an adequate catalyst and
accelerator, it is possible to carry on the polymerization of L-Lactide within an extruder
leading to molar mass of about 90,000 mol.g-1 in approximately seven minutes. These
results open the way to synthesize nanocomposites directly in a one step reactive
extrusion. For this purpose, the rheological changes are studied during polymerisation in

II-2 Publication
- 62 -
bulk with and without fumed silica. This remains of a large importance in order to analyze
the effect of the nanofiller and its characteristics. As a matter of fact, a rheometer can be
used as a reactor for in situ polymerisation of homogeneous media [7,8]. This method is
known as chemiorheology. The advantage of this method is the possibility to anticipate
the effect of the polymerization reaction on the rheology and forecast what will happen in
an extruder [9]. Likewise, the effect of the addition of silica with the polymer studied by
chemiorheology will allow foreseeing the consequences on an industrial production such
as reactive extrusion. In the second part of the paper, the morphology of the
nanocomposites hand on different types of modified fumed silica obtained via a batch
synthesis under important stirring. A grafted-silica capable of initiating the
polymerization, i.e. leading to a “grafting from” polymerization, was also considered.
II.2.2 Experimental
II.2.2.1 Reagents
L-Lactide was purchased from Boehringer Ingelheim Co. and was used without any
further purification. The water content was titrated to be close to 200 ppm. Tin (II)
octanoate, Sn(Oct)2, purchased from Aldrich was also used as received as well as the
triphenylphosphine. The fumed silica of different specific surfaces and organically
modified was kindly provided by Wacker Chemie Co.
II.2.2.2 Preparation of reactive mixtures for rheology
The L-Lactide and the silica were directly weighed in three-necked round bottom
flasks capped by a rubber septum and having inputs and outputs for nitrogen circulation.
The catalyst solution was prepared by weighing the adequate quantity of Sn(Oct)2 in a 2
mL graduated flask and by completing with anhydrous dichloromethane to lower the
viscosity and in order to have a M/I ratio of 1000 by injecting 100µl. The catalyst solution
was then added through the septum by a micro-syringe into the flasks. The flasks were
heated in an oil bath up to 110°C under a nitrogen vacuum in order to melt the L-Lactide
and allow an efficient stirring. The reactive mixture is then cooled down to get a solid
which was milled under nitrogen vacuum.
II.2.2.3 Rheological analysis
The bulk polymerization was performed between the parallel plates (diameter: 25
mm, gap: 0.5 mm) of a RMS 800 rheometer from Rheometric Co. under a dynamic shear
deformation of 10 rad.s-1 and 0.5% for dynamic strain amplitude. The complex shear
modulus (G*(ω) = G’(ω) + jG’’(ω)) was then monitored. As a function of the reaction
time under isothermal conditions, the temperature was fixed above the crystallization
temperature of polylactide, i.e. 150°C, to follow only the polymerization reaction, or

Chapter II: In-situ polymerization of L-Lactide in the presence of fumed silica
- 63 -
below the crystallization temperature to allow crystallization during polymerization. At
the end on the polymerization, a frequency sweep experiment was performed to
characterize the linear viscoelastic properties of the poly(L-Lactide). Figure II-1a and 1b
display changes of the two components of the complex shear modulus, during in situ
polymerisation and versus frequency, for the resulting PLA, respectively. These changes
will be commented later on in this paper. PLA containing unmodified fumed silica of
50m².g-1 and 200m².g-1 will be referred in the figures respectively as “50m².g-1” and
“200m².g-1”. Concerning PLA charged with methacylate-functionalized fumed silica of
50m².g-1, it will be referred as “methacryl 50m².g-1”.
Figure II-1: (a) In situ polymerisation of L-lactide followed by chemiorheology, i.e. changes of the storage and loss moduli versus reaction time (temperature: 185°C, ω = 10rad.s-1). (b) Viscoelastic characterization of the resulting PLA polymer by considering frequency sweep (temperature: 200°C, reaction time: 30min at 185°C).
100
101
103
104
G' a
nd G
'' (P
a)
10-1
102
0 200 400 600 800 1 000 1 200 1 400 Time (s)
G’
G’’
100
101
102
103
104
105
100 101 102 Frequency (rad.s-1)
G' a
nd G
'' (P
a)
G’’
G’
a)
b)

II-2 Publication
- 64 -
II.2.2.4 L-Lactide polymerization
The polymerization in bulk was carried out in a tubular reactor plugged on a three
necked head reactor allowing an entrance and an exit for argon vacuum and a central
mechanical stirring. A fritte filter was used at the exit to avoid losing L-Lactide monomer
from the continuous Argon flow. A PTFE-coated anchor like stirrer was used at a speed of
150 rpm to be able to mix appropriately the molten L-Lactide with the fumed silica
efficiently. The L-Lactide condensing on the upper glass was regularly heated by a heater
to bring it back to the reactive mixture. Finally the reactor was quenched at the end of
the polymerization to freeze the morphology. The resulting polymer was grinded under
liquid nitrogen before physico-chemical analyses.
The polymerization of L-Lactide proceeds by ring opening with a coordination-
insertion process [10]. The polymerization is co-initiated by hydroxyl groups. In the
present work, the residual water which can act as initiator remained to be 200 ppm. The
monomer to catalysts ratio, M/I, was fixed to 1,000. Triphenylphosphine was used in
combination with the catalysts at a ratio of one with the catalysts. Indeed Dubois et al
[11] showed that an equimolar catalysts:accelerator ratio was the most efficient in the
polymerization process. The catalysts solution was injected by using syringe introduction
directly in the molten L-Lactide.
The molar mass for the resulting PLA was determined by SEC with PS standards
calibration and by 1H NMR.
For fumed silica grafted with initiator moieties, i.e leading to grafting-from PLA, the
bulk nanocomposite was first washed and centrifuged several times with CHCl3 until no
more PLA was detectable in the washing solvent to separate the free PLA from the
grafted one. The washing solutions were gathered and dried under vacuum to be able to
determine the molar mass of the non-grafted PLA by the methods described above. The
solid centrifuged part was dried under vacuum and was analyzed by thermogravimetric
analysis and by HR-MAS 1H NMR.
II.2.3 Results and discussion
II.2.3.1 L-Lactide polymerization - Chemiorheology
First of all, the L-Lactide is in situ polymerized between the plates of the rheometer
at different temperatures. As expected, it can be observed in Figure II-2 that the
complex shear viscosity increases during polymerization, i.e. from the behaviour of a low
viscosity liquid (liquid monomer) to that of a viscoelastic liquid at the end of the
polymerization reaction. Obviously, it can be also seen that the higher the temperature,
the faster the polymerization is completed. This result was expected since the catalyst

Chapter II: In-situ polymerization of L-Lactide in the presence of fumed silica
- 65 -
activity depends on the reaction temperature. The weight average molar mass of Poly(L-
Lactide) polymerized at different temperatures are close to 90,000 mol.g-1. For
temperatures below 150°C, i.e. temperature of poly L-Lactide crystallization, the polymer
crystallizes while the polymerization occurs leading to the appearance of a second
inflexion point on the viscosity curves. The crystallisation temperature depends on the
molar mass [12]. At a given temperature below the crystallisation temperature of PLA
having a large molar mass, i.e. 150°C, as soon as the polymer reaches a certain molar
mass it crystallises. As a result, the viscosity of the reactive drastically increases due to
the presence of crystallites having an elastic behaviour, i.e. acting as fillers. Figure II-2
clearly shows this particular behaviour for the polymerisation at 135°C and 145°C for
which the crystallisation occurs at 1,400s and 3,500s respectively.
Such a phenomenon leads to a dramatic effect on the polymerization rate and yield.
Indeed, the crystallization slows down the polymerization and induces large changes of
the crystalline morphology of the polymer. These kinds of systems can be described as
one-step post-polymerisation. The post-polymerisation is a current process in the solid-
state polymerization (SSP) of PET for example [13]. It consists in continuing the
polymerisation in a second step below the crystallisation temperature after the
generation of oligomers at higher temperature in order to increase the molar mass of the
semi-crystalline polymer. In the present work a one-step post-polymerisation can be
considered as the temperature is directly stated to be below the crystallisation one.
Shinno and al. [14] used SSP polymerization route in order for Poly(L-lactic acid) (PLLA)
Figure II-2: Complex viscosity, η*, during isothermal polymerization of L-Lactide using Tin (II) octanoate (R=1000) as catalyst at different reaction temperatures (Frequency: 10 rad.s-1; strain amplitude: 0.5%)
10-2
10-1
100
101
102
103
104
105
106
0 1000 2000 3000 4000 5000 6000 Time (s)
η* (P
a.s)
135°C 145°C
165°C 185°C
200°C

II-2 Publication
- 66 -
to decrease the residual monomer left at the end of the polymerization. The phase
separation due to the crystallization fixes the concentration of the free monomer and the
propagating species in the amorphous phase which leads to the complete polymerization.
Unfortunately, the authors found that this route leads probably to the formation of
oligomers as the catalysts are also concentrated in the amorphous phase and that
transesterification reaction occurred.
II.2.3.2 L-Lactide filled with unmodified and methacrylate-functionalized
fumed silica (50m²/g)
In a second step, the influence of fumed silica particles on the L-Lactide
polymerization is studied at 185°C, i.e. above crystallization temperature. It can be seen
in Figure II-3a that the addition of 5 wt% of fumed silica drastically changes the reactive
media rheology from the assembling of silica aggregates. It can be seen at the early
stage of polymerization that the storage modulus is much higher that the loss modulus,
i.e. the reactive medium displays a solid-like behaviour. Fumed silica fillers are known to
form nanostructures from particle-particle interaction leading to the formation of a three-
dimensional network in reactive media. As a consequence, percolated structures are
formed which displays rheological behaviour of conventional gels (G’>G’’). Furthermore,
this gel-like behaviour is kept while polymerization proceeds, i.e. the storage modulus
remains larger than the loss one all along the polymerization. It has been reported [15]
that a percolation threshold needs to be reached, in terms of volume fraction of silica, to
form a network in the polymer. This percolation threshold, which depends on the balance
between particle-particle and particle-organic medium interactions, has been determined
to be very low (2-3%wt.) [16]. Even if the L-lactide and the PLA can be considered as
hydrophilic, the particle-particle interactions are favoured compared to the particle-
monomer or particle-polymer interactions.
Another interesting feature of the fumed silica is their specific surface area. Indeed,
it is possible to consider silica from 50m².g-1 to 400m².g-1. The polymerization in bulk of
neat L-Lactide at 185°C or containing 5%wt. of fumed silica of 200m².g-1 between the
plates of the rheometer can be compared (Figure II-3c). Again, it is possible to evidence
that the storage modulus is above the loss shear modulus from the beginning of the
polymerization to the end meaning that a physical network of fumed silica is generated
from particle-particle interactions in the monomer and kept as percolated particles all
along the reaction. A storage modulus obtained with the 200m².g-1 is higher than the one
obtained with the 50m².g-1 contributing to the idea of having of a stronger silica network
bonded by stronger particle interactions, i.e. Van der Waals and H-bonding, with the
growing number of Si-OH groups on the silica surface.
These interactions are driven by the concentration of silanol groups onto the silica
surface which can form strong hydrogen bonds between silica particles. One way to avoid

Chapter II: In-situ polymerization of L-Lactide in the presence of fumed silica
- 67 -
these particle-particle interactions is to lower the silanol group concentration on the
surface as well as to render the silica surface reactive with the monomer. Consequently,
the rheology of several other organically-modified fumed silica was considered in order to
avoid the aggregation. For example, during the polymerization the loss modulus crosses
the storage one (≈400s) meaning that the silica network formed by methacrylate-
functionalized fumed silica breaks down during the polymerization of L-Lactide (Figure
II-3b). This result tends to imply that this type of function could allow a good dispersion
of the silica in the PLA matrix due to a better matching of the polarity of methacrylate
groups with the growing species at a given extent of reaction, i.e. monomer content.

II-2 Publication
- 68 -
Time (s)
Figure II-3: Rheological behaviour during polymerization of L-Lactide using Tin (II) octanoate (M/I=1,000) as catalysts compared to the polymerization of L-Lactide in the presence of 5%wt. of fumed silica. a) 50m².g-1; b) methacrylate-functionalized 50m².g-1; c) 200m².g-1. (185°C, strain = 0.5%, ω = 10 rad.s-1)
10-1
100
101
102
103
104
105
0 500 1000 1500
G' a
nd G
'' (P
a)
G″
G′ 50m².g-1
G′
G″
PLA
a)
10-1
100
101
102
103
0 500 1000 Time (s)
G' a
nd G
'' (P
a)
G′ methacryl 50m².g-1
G′
G″
PLA
104
1500
G″
b)
c)
10-1
100
101
102
103
104
105
0 500 1000 1500 Time (s)
G' a
nd G
'' (P
a)
G′ 200m².g-1
G″
G′
G″
PLA

Chapter II: In-situ polymerization of L-Lactide in the presence of fumed silica
- 69 -
As mentioned previously, a frequency sweep experiment was carried out directly
after the polymerization to characterize the rheological properties of nanocomposite,
displaying a gel behaviour compared to the neat polymer. As it can be seen in Figure
II-4a), the linear viscoelastic behaviour of the L-Lactide polymer does not show any
terminal flow zone, since the elastic character of this nano-composite becomes
predominant at low frequencies with the appearance of a secondary plateau
(G0≈2.104Pa). This is characteristic of a gel-like structure above the percolation threshold
of the silica where particles tend to aggregate in a multiscale fractal structure [17,18].
This feature is even more clearly evidenced in Figure II-4c) with the use of 200m².g-1
fumed silica. Figure II-4b) shows also an elastic behaviour at long time relaxation
meaning that the methacrylate-functional silica is dispersed in a tridimensional fractal
structure as well. The main differences lie in the value of G0≈4.102Pa which implies that
the fractal structure is significantly less dense and by the fact that this elastic behaviour
is not predominant on the full range of frequencies. These results tend to imply a better
dispersion state of the methacrylate-functionalized fumes silica compared to the
unfunctionalized ones.

II-2 Publication
- 70 -
Figure II-4: Linear viscoelastic behaviour of poly(lactic acid) (polymerization: 30min at 185°C, strain = 0.5%, ω = 10rad.s-1) compared to the ones containing 5%wt of fumed silica: a) 50m².g-1; b) methacrylate-functionalized 50m².g-1; c) 200m².g-1. Changes of the two components, G’ and G’’, of the complex shear modulus versus frequency at 200°C (strain amplitude: 0.5%).
102
100
101
102
103
104
105
10-1 100 101
Frequency (rad.s-1)
G' a
nd G
'' (P
a)
G′ 50m².g-1
G″
G″ G′ PLA
a)
105
100
101
102
103
104
10-1 100 101
Frequency (rad.s-1)
G' a
nd G
'' (P
a) G′ methacryl 50m².g-1
G″ G″ G′ PLA
102
b)
100
101
102
103
104
10-1 100 101
Frequency (rad.s-1)
G' a
nd G
'' (P
a)
G′ PLA G″
G′ 200m².g-1
G″
105
102
c)

Chapter II: In-situ polymerization of L-Lactide in the presence of fumed silica
- 71 -
To further characterize the silica network, a strain sweep experiment was
performed in order to analyze the extent of the linear domain. Figure II-5 shows strain
sweep experiment of PLA as well as PLA containing 5%wt. of either neat 50m².g-1,
methacrylate-functionalized 50m².g-1, and neat 200m².g-1 fumed silica previously
polymerized. The ratio G”/G0” versus strain is reported in order to normalize the different
behaviours at the same initial value. It can be seen that for neat PLA and for PLA-
containing the methacrylate-functionalized silica there is no real effect on the linear
domain as it stays equal continuously with increasing strain. On the other hand with PLA
containing neat fumed silica, we can see that the silica network allows the G”/G0” to be
stable until a critical value of strain is reached where the network breaks down leading to
a dramatic decrease of G”/G0”. This well known effect of amplitude dependence of the
dynamic viscoelastic properties of filled polymers is often referred as the Payne’s effect.
Indeed, it has been intensively reported [19-21] that filled polymer displays a narrower
linear domain. Two different theories are reported: i) a critical deformation exists at
which the polymer chains starts to desadsorb from the filler surface, i.e high strain
amplitudes lead to the disentanglement of the polymer from the silica surface; ii) a filler-
network rupture occurs as the strain amplitude becomes too high for the structure,
leading to the break down of the particle-particle interactions. The later hypothesis
comes from the fact that the silica network is due to the agglomeration of the particles
due to higher interactions between particles compared to those between particles and
polymer chains. In the present case, the filler-network rupture mechanism is the
dominant one as the Payne’ effect does not change during polymerization, i.e. from initial
monomer-silica reactive mixture to silica-filled polymer.
Figure II-5: Non linear rheological behaviour of polylactide and polylactide nanocomposites containing 5%wt. of fumed silica: (—) PLA; (—) 50 m².g-1; (- -) 200 m².g-1; (- -) methacryl 50 m².g-1) (Strain sweep experiment at 185°C; ω = 10 rad.s-1)
10-1
100
101
10-1 100 101 102
Strain (%)
G''/
G0''

II-2 Publication
- 72 -
II.2.3.3 Silica grafted PLA and Morphology study of the nanocomposite
obtained thereof.
To be able to compare efficiently the dispersion state of the different fumed silica in
the PLA, the composites were synthesized according to the protocol reported in the
experimental section. Four different types of fumed silica, all having a specific surface
area of 200m².g-1 were compared. The hydrophilic silica that is to say with no
modification of the surface, having only Si-OH groups (1.8 Si-OH/nm²) [15] has been
used as the standard. Semi-hydrophilic silica (50% of the Si-OH groups were organically
modified by grafting of a PDMS oligomer) and a methacrylate surface modified silica were
used to study the effect of a less hydrophilic silica on the dispersion. Finally, organically
modified silica capable of initiating the polymerization was used, i.e. grafted with
glycidylpropyltriethoxysilane with the epoxy ring open by aqueous ammonia, having all
the Si-OH modified. In Figure II-6, the scheme of the reaction involved in the grafting is
represented. The polymers synthesized were then processed in a twin screw micro
extruder in order to produce a PLA film. The molar mass of these films are gathered in
Table II-1 as well as the ashes amount after thermogravimetric analysis.
Compounds Ashes (1) (%wt.)
Mn (2) PS eq. (g.mol-1)
Mw (2) PS eq. (g.mol-1)
Ashes of PLA grafted silica (1)
(%wt.)
Mn of grafted PLA (3)
(g.mol-1)
PLA 0 121000 239000 X X
PLA + Si-100%(a) 4.78 57000 81000 X X
PLA + Si-50%(b) 6.07 68000 112000 X X
PLA + Si-methacryl(c) 5.06 82000 146000 X X
PLA + Si-init(d) 4.91 29000 53000 X 6000
Si-init(d) 84.98 X X 53.57 X
Theoretical molar mass was calculated from quantified residual water contained in
the L-Lactide (200ppm) and is about 90,000 g.mol-1. Knowing that Kowalski et al. found
Table II-1: Thermogravimetric analysis (TGA) and molar mass data of the different compounds.
(1) TGA at 10°C/min up to 550°C. (2) Molar masse determined by size exclusion chromatography with a polystyrene standard. (3) Molar Mass determined by HR-MAS 1H NMR from polymer end groups.
(a) Neat silica of 200m².g-1 (1.8 Si-OH.nm-²). (b) Semi hydrophilic silica of 200m².g-1 (0.9 Si-OH.nm-²) (c) Methacylate-functionalized silica of 200m².g1
(d) Glycidylpropyltriethoxysilane opened by ammoniac functionalized silica of 200m².g-1 (as in figure 6)
Figure II-6: Reactional scheme of the “grafting from” process
OHO
OH
O
O
OSi
OO CH2 O
SiSi
Si
OOO
O
O
+
n
3OHOSi
OO CH2 O
SiSi
Si
OH
3
Sn(Oct)2

Chapter II: In-situ polymerization of L-Lactide in the presence of fumed silica
- 73 -
that the factor between PS eq. molar mass and real ones is 0.68, the theoretical PS eq.
molar mass is about 132,000 g.mol-1 [22]. On one hand, it can be seen that the molar
mass obtained with PLA is in good agreement with the theoretical value. On the other
hand, the results obtained with silica suggest that more initiator is present in the reactive
medium probably coming from water physically sorbed on the silica surface. Concerning
the initiating functionalized silica the theoretical PS eq. molar mass was calculated to be
7100 if all initiating groups on the silica surface were active. Here, we can see that non
grafted PLA with a higher molar mass is recovered and that the ashes of the grafted PLA
is found to be equal to 53.6%wt. meaning that not all the functions on the silica surface
are used. After calculation, we found that only 5.5% of the initiating functions on the
silica surface were used. Based on this result, then theoretical grafted molar mass should
be close to 30,000 g.mol-1. Here the molar mass is about 6,000g.mol-1. A reasonable
explanation of the difference between the theoretical value and the experimental result is
that transfer occurs on the silica surface due to the high concentration of initiating groups
and steric hindrance lowering the reaction rate.
The morphologies of the nanocomposite were then studied by transmission electron
microscopy. The samples presented here were in-situ polymerized in the presence of
5%wt. of the different types of fumed silica. Representative pictures of each sample are
shown. One can see that the hydrophilic silica-PLA composite is far away from a
nanoscale dispersion with large size agglomerates up to 30-40 microns. Those
agglomerates are based on strongly packed particles with a high density of silica and a
very low concentration of PLA (Figure II-7a’). On the opposite, in the PLA matrix only a
few particles of silica are present (Figure II-7a’’). Using 50% hydrophilic silica leads to
the same features. Indeed, the dispersion leads to a microcomposite even if the
agglomerates (≈10µm) are smaller than for the completely hydrophilic silica. This can be
explained by the fact that the decrease of the hydrophilicity of the silica surface leads to
lower particle-particle interactions allowing the silica to be dispersed in a better way. TEM
images of the PLA containing the methacrylate-functionalized silica is not shown as the
results are almost identical to the 50% hydrophilic silica. The most interesting result is
found with the initiating functionalized silica (Figure II-7c, c’, and c’’) where we can
observe a very fine dispersion with only a few agglomerates of about 2-3 microns.
Looking more sharply to these agglomerates (Figure II-7c’), we can see that most of the
time they tend to be disaggregating with polymer entering the agglomerate and breaking
down the particle-particle interaction. Very fine nanoscale dispersion is obtained, i.e. a
nanocomposite morphology is generated. These results clearly demonstrate that it is
possible to go from a macroscale dispersion made of agglomerates to a nanoscale

II-2 Publication
- 74 -
dispersion made of aggregates by functionalizing the silica surface with appropriate
groups.
II.2.4 Conclusion
The rheological features of in-situ polymerization of L-Lactide have been studied. It
has been demonstrated that the complex shear viscosity increases from a liquid
(monomer) to a visco-elastic fluid (polymer). The crystallization can also be observed via
chemiorheology as the polymerization proceeds at a temperature below the supercooling
one. This feature enables us to precisely determine the crystallization temperature as a
function of the molar mass in a forthcoming paper.
In the case of the polymerization of L-Lactide monomer filled with hydrophilic
fumed silica, silica particles self assemble into a three-dimensional network in the
a) a’) a’’)
b)
c)
b’)
c’)
b’’)
c’’)
Figure II-7: Transmission electron microscopy (TEM) of PLA-silica (200m².g-1) composites at 5% wt. 100% hydrophilic fumed silica at different scales: a, a’ and a’’. 50% hydrophilic: b, b’ and b’’. Initiating functionalized silica: c, c’ and c’’.

Chapter II: In-situ polymerization of L-Lactide in the presence of fumed silica
- 75 -
reactive media due to the predominance of particle-particle interactions compared to
particle-organic medium ones. This gel-like behaviour is kept during polymerization, i.e.
the storage modulus remains higher than the loss modulus all along the polymerization.
Besides, it was shown that it was possible to avoid this tridimensional network to be
generated by functionalizing the silica surface, i.e. by introducing methacrylate
functionality. The mechanism of the break down of the gel structure under large
deformation was discussed. The non linearity effect of the nanocomposites stems in the
silica inter-particle interactions.
The study of the bulk in situ polymerization of L-Lactide in the presence of
organically-modified fumed silica showed that it was possible to obtain a nanocomposite
morphology in a one step reaction. It was found that the morphology obtained is directly
linked to the surface modification of the silica surface. Indeed, lowering the hydrophilicity
of the surface lead to a better dispersion of the filler.
The “grafting from” polymerization of L-Lactide on the initiating group of the silica
surface was achieved leading to highly dispersed silica on a nanoscale. The main
drawback lies in the low molar mass obtained. A solution would be to have a lower
concentration of glycidylpropyltriethoxysilane with the epoxy ring opened by aqueous
ammonia on the surface.

II-2 Publication
- 76 -
II.2.5 References
1. Drumright, R. E.; Gruber, P. R.; Henton, D. E. Advanced Materials 2000, 12, 1841-1846.
2. Bordes, P.; Pollet, E.; Avérous, L. Progress in Polymer Science 2009, 34, 125-155. 3. Paul, M.-A.; Delcourt, C.; Alexandre, M.; Degée, P.; Monteverde, F.; Rulmont, A.;
Dubois, P. Macromolecular Chemistry and Physics 2005, 206, 484–498. 4. Jacobsen, S.; Fritz, H. G.; Degee, P.; Dubois, P.; Jerome, R. Industrial Crops and
Products 2000, 11, 265-275. 5. Jacobsen, S.; Fritza, H. G.; Degee, P.; Dubois, P.; Jerome, R. Polymer 2000, 41,
3395–3403. 6. Jacobsen, S.; Fritz, H. G.; Degee, P.; Dubois, P.; Jerome, R. Macromolecular
Symposia 2000, 153, 261-273. 7. Gimenez, J.; Cassagnau, P.; Michel, A. Journal of Rheology 2000, 44, 527-547. 8. Luisier, A.; Bourban, P. E.; Manson, J. A. E. Journal of Applied Polymer Science
2001, 81, 963-972. 9. Gimenez, J.; Boudris, M.; Cassagnau, P.; Michel, A. Polymer Reaction Engineering
2000, 8, 135-157. 10. Dechy-Cabaret, O.; Martin-Vaca, B.; Bourissou, D. Chem Rev 2004, 104, 6147-
6176. 11. Degée, P.; Dubois, P.; Jacobsen, S.; Fritz, H. G.; Jérôme, R. Journal of Polymer
Science: Part A: Polymer Chemistry 1999, 37, 2413-2420. 12. Pan, P.; Kai, W.; Zhu, B.; Dong, T.; Inoue, Y. American Chemical Society 2007. 13. Dacheng, W.; Feng, C.; Ruixia, L. Macromolecules 1997, 30, 6737–6742. 14. Shinno, K.; Miyamoto, M.; Kimura, Y. Macromolecules 1997, 30, 6438-6444. 15. Paquien, J.-N.; Galy, J.; Gerard, J.-F.; Pouchelon, A. Colloids and surfaces A:
Physicochem Eng Aspects 2005, 260, 165-172. 16. Cassagnau, P. Polymer 2008, 49, 2183-2196. 17. Kosinski, L. E.; Caruthers, J. M. Journal of Non-Newtonian Fluid Mechanics 1985,
17, 69-89. 18. Bartholome, C.; Beyoua, E.; Bourgeat-Lami, E.; Cassagnau, P.; Chaumonta, P.;
David, L.; Zydowicz, N. Journal of polymer 2005, 46, 9965-9973. 19. Chazeau, L.; Brown, J. D.; Yanyo, L. C.; Sternstein, S. S. Polymer Composites
2000, 21, 202-222. 20. Sternstein, S. S.; Zhu, A.-J. Macromolecules 2002, 35, 7262-7273. 21. Zhu, A.-J.; Sternstein, S. S. Composites Science and Technology 2003, 63, 1113-
1126. 22. Kowalski, A.; Duda, A.; Penczek, S. Macromolecules 2000, 33, 7359-7370.

Chapter III: In-situ generation of silicones in polylactic acid by reactive extrusion


Chapter III: In-situ generation of silicon-rich phase on polylactic acid by reactive extrusion
- 79 -
III Chapter III: In-situ generation of silicones in polylactic acid by reactive extrusion
III.1 Abstract .................................................... - 80 - III.2Publication ................................................ - 81 -
III.2.1 Introduction ................................................... - 81 - III.2.2 Experimental ................................................. - 82 -
III.2.2.1 Reagents ..................................................... - 82 - III.2.2.2 Reactive extrusion ........................................ - 82 - III.2.2.3 2.4. Characterization ..................................... - 83 - III.2.2.4 Reaction involved ......................................... - 83 -
III.2.3 Results and discussion .................................... - 84 -
III.2.3.1 Synthesis of PLA-based O/I hybrids ................. - 84 - III.2.3.2 Introduction of interfacial agents. ................... - 88 - III.2.3.3 Rheological behaviour of O/I hybrids. .............. - 91 -
III.2.4 Conclusions. .................................................. - 95 - III.2.5 References..................................................... - 96 -

III.1 Abstract
- 80 -
PLA-based organic-inorganic hybrid materials: In-situ generation of silicones in polylactic acid by reactive
extrusion
A. Prébé, P. Alcouffe, Ph. Cassagnau, J.F. Gérard
III.1 Abstract The generation of PLA-based O/I hybrids in the melt via reactive extrusion has been
studied. The water physically absorbed into the PLA at saturation combined with the
linear polydiethoxysiloxane precondensate was used to synthetize the inorganic rich
phase through typical hydrolysis-condensation reaction.
The presence of a majority of Q3 species showed by solid state 29Si NMR assures
that condensation occurred. Nevertheless, the molar mass of the poly(lactic acid)
medium is significantly decreased as the reaction time necessary for the sol-gel reaction
to occur is long.
Interfacial agents, i.e. 3-trimethoxysilylpropylmethacrylate (TMSPM) and γ-
aminopropyltriethoxysilane (APTES), at different ratios were used to bring physical
and/or chemical interactions between the inorganic rich phase and the PLA matrix. TEM
images show that even if 3-trimethoxysilylpropylmethacrylate concentrates at the
interface, the size of the inorganic rich phase is not lowered and has a diameter of 200-
300 nm. Nevertheless, rheological characterization evidenced that polymer chains are
branched to the inorganic rich phase through transesterification generating a star-like
morphology when the polydiethoxysiloxane (PDEOS) is concerned with or without the use
of TMSPM. Moreover with the use of APTES, it was possible to crosslink the system as
evidenced by the rheological measurements and the insolubilities. Consequently, the
morphology obtained after film-extrusion, i.e. orientation, was kept after subsequent
melting the PLA-based O/I hybrids.
Hydrolysis - condensation Hydrolysis - condensation Use of TMSPM as
interfacial agent
Poly(lactic acid) Linear polydiethoxysiloxane precursor Inorganic-rich phase Concentration of TMSPM

Chapter III: In-situ generation of silicon-rich phase on polylactic acid by reactive extrusion
- 81 -
III.2 Publication
III.2.1 Introduction
Polymers issued from the biomass have become of great interest as they are an
interesting alternative to polymers coming from fossil resources. Indeed, numerous
studies are dedicated to biopolymers in order to compose with the current commodity
polymers such as polyolefins. It seems that one particular biopolymer sticks out by
having surprisingly good mechanical properties for a biopolymer and by its ease to be
produced: poly(lactic acid). The unique physical characteristics that PLA possesses make
it suitable for many different applications. PLA has good crease-retention and crimp
properties, excellent grease and oil resistance, easy low-temperature heat sealability and
good barrier to flavours and aromas. All these different properties make the PLA one of
the best substitutes for the commodity polymers such as polyolefins [1]. Unfortunately,
to be able to compete with those commodity polymers, its mechanical properties need to
be at least even. It is, now, well known that it is possible to enhance them by adding
nanofillers in order to nanostructure the polymer and/or to enhance its crystallization
rate. Preparation of such polymer-nanofiller nanocomposites is usually performed by two
main strategies: i) melt dispersion of the filler for which the nanofiller is directly mixed in
the molten polymer matrix. This method usually leads to not so well dispersed
nanocomposites where the nanofiller aggregates, as for layered fillers which only lead to
intercalated or semi-intercalated/semi-exfoliated morphologies [2]. ii) in situ
polymerization where the nanofiller is dispersed in the monomer, this last being then
polymerized. This method generally leads to well dispersed nanocomposites, as for
example those based on layered fillers for which exfoliation is reached [3]. A new method
has become of interest and has been widely studied in several other systems:
organic/inorganic hybrid materials. Indeed it is possible to synthesize the inorganic filler,
i.e. silica, titanium oxide…, from organic precursors, i.e. alkoxysilane, titanium
alkoxide…[4]. This paper deals with the study of the generation of silica from a linear
precondensed alkoxysilane with or without interfacial agent in the molten PLA by reactive
extrusion. The resulting silicones were characterized as well as the rheological behaviour
and the crystallinity rate.

III.2 Publication
- 82 -
III.2.2 Experimental
III.2.2.1 Reagents
The Natureworks grade 2002D PLA was selected as the polymer. The linear
precondensed polydiethoxysiloxane (PDEOS) was purchased at ABCR and used as
received. γ-aminopropyltriethoxysilane and 3-trimethoxysilylpropylmethacrylate, referred
as APTES and TMSPM respectively, were purchased form ABCR and used as received.
Anti-oxidant B225 was kindly provided by Ciba and was used as received
III.2.2.2 Reactive extrusion
The reactive extrusions were carried out in a corotating twin screw DSM micro-
extruder equipped with a manual floodgate allowing either extrusion or recirculation. The
temperature profile was fixed at 195°C. In these conditions, the polymer temperature
measured by using an internal thermocouple was 185°C. The PLA with 0.5%wt. of B225
anti-oxidant were first mixed during 5 minutes and in a second step, the alkoxysilane
was added by a syringe dropwise into the molten polymer on top of the extruder in
approximately 10 minutes. The silica precursor concentration was considered to lead to
an equivalent SiO2 content of 5%wt. in the polymer. The mixing was then maintained
during one hour and finally the PLA-based hybrid was extruded as a film. The rotation
speed was fixed at 100rpm for the injection of the products and the mixing. It was
lowered at 60 rpm for the film extrusion. A typical curve obtained during the extrusion
process is shown in Figure III-1.
Figure III-1: Extrusion process. a, addition of PLA with B225 anti-oxidant; b, addition of alkoxysilane precondensate; c, condensation of the inorganic phase ; d, decrease of the screw rotation speed; e, extrusion of the PLA composite. (—) Normal Force (N), (- -) Speed (rpm) and (—) temperature (°C)
ab c d e
ab c d e
ab c d e

Chapter III: In-situ generation of silicon-rich phase on polylactic acid by reactive extrusion
- 83 -
III.2.2.3 Characterization
The PLA hybrids obtained thereof were characterized by size exclusion
chromatography (SEC) in chloroform calibrated by polystyrene standards.
Thermogravimetric analysis (TGA) was used to determine the percentage in weight of the
inorganic phase by measuring the ashes after a temperature ramp going from room
temperature to 550°C at 5 K.min-1. This slow increase in temperature as function of time
was chosen to avoid loosing small particles to be carried away by the degradation
products of the polymer.
Differential scanning calorimetric (DSC) analyses were carried out as follows: i)
From -10 to 200°C at 10°K.min-1 maintained at 200°C for 5 min in order to screen the
thermal history of the material, i.e. to melt totally the crystals, ii) From 200 to -10°C at
5°K.min-1 maintained at -10°C for 5 min in order to get the same crystallization step for
all the systems. The crystallization rate was recorded during a second heating ramp
(10°K.min-1).
Isothermal DSC analyses were carried out at 120°C with experimental conditions
fixed as follows: i) From 25 to 200°C at 50°K.min-1, maintained at 200°C for 5 min to
ensure the complete melting of the crystallites; ii) A quench at 50°K.min-1 from 200 to
120°C, maintained during 40 minutes, enabling to follow the crystallization of the
polymer at 120°C.
Solid 29Si NMR CP-MAS was used to characterize the condensation state of the
silicon phase in the PLA O/I hybrids. Morphology was studied by transmission electron
microscopy (TEM) after microtoming the sample at ambient temperature at a thickness of
50nm.
Rheological analyses were carried out by considering frequency and deformation
sweep tests using a RMS 800 rheometer from Rheometric Co. (diameter: 25 mm, gap: 1
mm) at 200°C. A test was carried out at 200° during 3h at 5% strain amplitude and 10
rad.s-1 to assure the stability of the systems. For frequency tests, the dynamic strain
amplitude was fixed at 5% and for deformation sweep, the frequency was fixed at 10
rad.s-1. The complex shear modulus G*(ω) (= G’(ω) + jG″(ω)) was monitored.
III.2.2.4 Reaction involved
The conventional method to obtain an inorganic phase form organic precursors is
the one using water to hydrolyse the alkoxides into hydroxyl which will than react with
another alkoxide, to form a siloxane bond and the corresponding alcohol, or on another
hydroxyl to form a siloxane bond and water (see Figure III-2a).Generally, the hydrolysis
step is done in acidic conditions to increase the reaction rate [5]. In the present case,
acidity should also catalyse the degradation of the polylactic acid. Consequently, only the
residual water absorbed into the polymer was used, i.e. about 0.25%wt. at 30°C and
50% of relative humidity at saturation [6], which represents a ratio of 0.17. Conversely,

III.2 Publication
- 84 -
in most of the studies, H2O/Si molar ratio from 0.5 to 1 leading to linear siloxane
polymers [7] or 1 to 2 leading to viscose-type gel [8,9] and even higher ratio leading to
higher hydrolysis of alkoxysilanes even if the reaction rate decreases [10], are
considered. In order to balance this lack of water content, PDEOS, which is already
partially condensed, was used.
III.2.3 Results and discussion
III.2.3.1 Synthesis of PLA-based O/I hybrids
First the addition of polydiethoxysiloxane to PLA was carried out and samples at
four different times (10, 20, 30 and 40 min) were collected to follow the condensation
kinetics. Another PLA-diethoxysiloxane mix was prepared by melt mixing extrusion for
one hour without any sampling. The PLA composite obtained thereof were first analyzed
by size exclusion chromatography (SEC) to analyze the effect of the condensation yield
and process, i.e. shearing, on the molar mass of PLA. The results are gathered in Table
III-1. First it can be seen the anti-oxidant B225 has a beneficial effect for keeping the
molar mass of PLA high after one hour of residence in the micro-extruder as the Mn drop
from 150,000g.mol-1 to only 130,000g.mol-1 with the anti-oxidant compared to
93,000g.mol-1 without the antioxidant. Surprisingly, when the polyalkoxysilane is used
and the system is maintained for one hour, the molar mass decreases but is still rather
high, i.e. 87,000g.mol-1. This would mean that the ethanol formed during the generation
of the inorganic phase seems to be largely removed by evaporation before it can lead to
an important transesterification with the polymer backbone which, in this case, would
lead to a larger decrease in the molar mass. It is also worth noting that when the
alkoxysilane precondensate is added all at once the result in the PLA molar mass does
not seem to be more affected than when the addition is proceeded dropwise. Finally,
when the PLA is previously dried (at 100°C under vacuum for four hours), the molar
mass is not decreased, meaning that the condensation is probably not achieved with no
release of ethanol.
Figure III-2: (a) Schematic reaction of the hydrolysis-condensation of silicon precursors. Si-OR from polydiethoxysiloxane(b) (PDEOS), γ-3-trimethoxysilylpropylmethacrylate(c) (TMSPM) or γ-aminopropyltriethoxysilane(d)(APTES).
Si OR H2O
Si O Si
+
+
R OHSi OH +
H2O+
+ R OH
Si OH Si OH
Si OHSi OR Si O Si +
hydrolysis
hydrolysis
condensation
condensation
etherification
alcoholysis
Si O EtEtOOEt
OEt
n
Si(OCH3)3(CH2)3OC
OCCH3
H2C
Si(OEt)3(CH2)3H2N
a) b)
c)
d)

Chapter III: In-situ generation of silicon-rich phase on polylactic acid by reactive extrusion
- 85 -
The results of the thermogravimetric analysis (TGA) are also gathered in Table
III-1. It can be seen that the ashes are more or less close to the theoretical expected
value, i.e. 5%wt., corresponding to the inorganic phase generated by the alkoxysilane
precondensate. But one most be careful, the condensation of the inorganic phase could
continue during heating for the TGA analysis. Solid state 29Si NMR were carried out in
order to qualify the condensation state of the hybrid composite after extrusion.
The 29Si NMR spectrum in Figure III-3 shows that the condensation of the
precondensate has occurred with the presence of Q1, Q2, Q3 and Q4 at -90.8, -96.3, -
101.8 and -111.0 ppm respectively. A large majority of Q3 species over Q2 ones is
observed. Indeed as the original state of precondensate is the Q2 form, the presence of a
majority of Q3 means that condensation took place. Nevertheless, complete condensation
does not seem to be achieved after 1 hour as Q1 and Q2 form are still present and Q4
species are only few.
Table III-1: Size exclusion chromatography in PS eq. and TGA resulting ashes of different hybrid-PLA films. (Calibration: PS standards)
Compounds Extrusion time (minutes)
Addtion of the precondensate Ashes (%wt.) Mn (g/mol) Mw (g/mol) Ip
10 X X 150,000 317,000 2.1160 X X 93,000 194,000 2.0960 X X 130,000 266,000 2.0510 3.54 113,000 242,000 2.1420 3.69 N/A N/A N/A30 3.73 N/A N/A N/A40 3.75 110,000 232,000 2.1160 5.87 87,000 138,000 1.5960 all at once 6.1 88,000 156,000 1.77
Dried PLA 60 dropwise 5.53 132,000 228,000 1.73
PLA
PLA +Anti-oxident B225 dropwise
Figure III-3: Solid State 29Si NMR spectra of PLA-hybrid composite after processing 1h in an extruder at 185°C. (Composition: 11%wt. of PDEOS in PLA) (MNR conditions: 5kHz, RD=2s, 20,000 scans)
AP15E6 29Si CPMAS 5kHz RD=2s 20000 scans
-150-100-5050 0 ppm
-111
.0-1
01.8
-90.
8-9
6.3
-90.
8
AP15E6 29Si CPMAS 5kHz RD=2s 20000 scans
-150-100-5050 0 ppm
-111
.0-1
01.8
-90.
8
AP15E6 29Si CPMAS 5kHz RD=2s 20000 scans
-150-100-5050 0 ppm
-111
.0-1
01.8
-90.
8-9
6.3
-96.
3-9
0.8
-90.
8

III.2 Publication
- 86 -
Indeed, in Figure III-4, morphologies observed by TEM for different magnification of
PLA-hybrid materials at different times of mixing are shown. After 20 minutes of
extrusion, the inorganic-rich phase is composed of two populations: 200-300nm large
phase and very small particles of only a few nm. After processing for one hour, the
morphology has dramatically changed with only one population of particles having 100-
200 nm diameter. This particular change in morphology can be explained by the extent
of the condensation reaction combined with the shear energy provided by the extruder
which leads to the coalescence of Si-rich particles in larger ones. Indeed, after 20
minutes the condensation reaction has not progressed enough to prevent the dispersion
of the silicon phase in the PLA matrix under shear due to the fact that the viscosity of the
dispersed phase remains low, i.e. the original viscosity of PDEOS is equal to 4.10-3 Pa.s.
Oppositely, after one hour, the extent of condensation is high enough to lead to a high
value of the viscosity of the dispersed phase. This viscosity tends forward to be infinite as
a gel is rapidly reached due to the very high functionality of the polyalkoxysilane avoiding
its disaggregation into small particles under shear.
a) a’) a’’)
b) b’) b’’)
Figure III-4: Transmission electron microscopy (TEM) of PLA- based O/I hybrid films at different scales: a, a’ and a’’ after 20 minutes in the extruder. b, b’ and b’’ after 1 hour at 185°C (Composition: 11%wt. of PDEOS in PLA).

Chapter III: In-situ generation of silicon-rich phase on polylactic acid by reactive extrusion
- 87 -
Another important aspect of this aggregation is the solubility parameter. Indeed it
is possible to calculate the solubility parameter using Van Krevelen’s method [11]. Figure
III-5 shows an example of the impact of condensation on the solubility parameter
compared to the constant value of PLA, i.e. 22.7 MPa1/2.
Consequently as the condensation reaction goes on, a microphase separation
occurs leading to the morphology shown.
On the other hand, differential scanning calorimetric analyses (Figure III-6a) show
that the glass transition temperature decreases slightly when the precondensate is used
as the Tg is shifted from 61°C to 58°C. This decrease is probably linked to the presence
of a small fraction of PDEOS still miscible with the PLA and acts as plasticizer. The
melting enthalpy is significantly decreased from 25.6 J.g-1 for PLA to 12.2 J.g-1 for the
hybrid material as shown in Figure III-6 which tends to imply that the inorganic-rich
phase disturbs the extent of crystallization of PLA. Isothermal DSC (Figure III-6b), using
the infinite crystallisation enthalpy of 93 J.g-1 [12], confirms these results with the
crystallization dramatically slowed down to the point that it is not achieved after 2,000
seconds for the PLA based O/I hybrid. This phenomenon can be associated with the
decrease in molar mass as well as again the presence of miscible species acting as
plasticizer.
OC2H5l
-Si – OC2H5lOC2H5
OC2H5l
-Si – OC2H5lOH
lOl l
- Si – O – Si -l l
OC2H5
OH OC2H5l l
- Si – O – Si -l l
OC2H5 OH
l- Si -
lOl l
- Si – O – Si -l l
Ol
- Si –l
16.5 MPa1/2 16.6 MPa1/2 22.1 MPa1/2 27.1 MPa1/2 45.6 MPa1/2
Figure III-5: Calculation of the solubility parameter of different hydrolyzed-condensed species, calculated through Van Krevelen’s method, which can be expected in the medium [11].
Figure III-6: DSC analysis: a) Second heating ramp at 10°C.min-1. b) Isothermal at 120°C after heating at 200°C for 5 min and quenching at 120°C based on a ΔH∞=93 J.g-1.
40 60 80 100 120 140 160 180Temperature (°C)he
at fl
ow (m
W/m
g)
0
0,05
0,1
0,15
0,2
0,25
0,3
0,35
0 500 1000 1500 2000 2500
time (s)
crys
tallin
ity (%
)
a) b) PLA PLA-hybrid
PLA PLA-hybrid
exo

III.2 Publication
- 88 -
In order to overcome this feature, interfacial agents have been considered in order
to increase the nucleating properties.
III.2.3.2 Introduction of interfacial agents.
Interfacial agents having both organic functionalities to interact and/or react with
the PLA matrix and hydrolysable functions, i.e. able to be hydrolyzed and co-condensed
with the silanol counterparts of the precondensate, were considered. The two interfacial
agents used are represented in Figure III-2c and d for TMSPM and APTES respectively.
TMSPM was considered for its polarity approaching the one of PLA and its ability to be
marked by Osmium or Ruthenium through its double bond for TEM images. APTES was
considered to have an interfacial agent capable of reacting with the PLA matrix trough
acidification creating a covalent bond between the matrix and the inorganic-rich phase.
The two interfacial agents were added simultaneously with polydiethoxysiloxane (PDEOS)
to the melted PLA using the same method described before (Figure III-7).
Two different ratios of TMSPM and APTES were studied: 1:6 and 1:30 (1:PDEOS).
Table III-2 gathers the TGA ashes and SEC results.
First, it can be noticed that the residual ashes indicate that for the highest ratio
there seems to be no impact on the inorganic residue as the value is close to the one
obtained without functional alkoxysilane. On the opposite, for the lower ratio a slight
increase on the ashes quantity can be remarked. This is consistent with the addition of a
pronounced quantity of silicium atom to the system leading to a higher quantity of
inorganic residue. The effect of the addition of TMSPM or APTES on the molar mass was
Figure III-7: Schematic representation of the expected inorganic/organic morphology issued from the combined use of the polydiethoxysiloxane and a functionalized alkoxysilane.
R
R
R
R
R
R
R
R
PLA chains R = methacrylate
Table III-2: Size exclusion chromatography (Cal. PS eq.) and TGA resulting ashes of different PLA-hybrid films using compatibilizers.
Compounds Ratio1:PDEOS Ashes (%wt.) Mn (g/mol) Mw (g/mol) Ip
1:6 6.19 57,000 96,000 1.681:30 5.86 77,000 131,000 1.701:6 6.32 173,000 680,000 3.931:30 5.82 127,000 273,000 2.15
TMSPM
APTES

Chapter III: In-situ generation of silicon-rich phase on polylactic acid by reactive extrusion
- 89 -
also studied. Indeed, the two functional alkoxides behave differently: i) on one side
TMSPM reduces even more the molar mass of PLA than for the addition of PDEOS alone
but maintains a polydispersity index to rather low value. This phenomenon is in
contradiction with transesterification reactions leading to a theoretical polydispersity
index of 2. This behaviour seems lead by TMSPM as the molar mass decrease even more
when the quantity is increased. ii) On the other side, the introduction of APTES leads to
an increase of the molar mass as well as the polydispersity index. Likewise the increase
in the molar mass seems guided by the quantity of APTES.
CP 29Si NMR was carried out for each hybrid synthesized with considering
functionalized alkoxysilane for the highest alkoxysilane-to-PDEOS ratio, i.e. 30 (Figure
III-8).
These results clearly demonstrate again that PDEOS condenses, as Q3 species are
largely present, as well as a small percentage of Q4 for the compound containing APTES.
Unfortunately, the background signal is too high to be able to distinguish T species.
Therefore it is impossible to determine if the functionalized alkoxysilane are linked to the
inorganic phase by NMR.
For these reasons, TEM microscopy was carried out to analyze the morphology
obtained with TMSPM and APTES. As double bonds can be evidenced after an exposure to
Osmium or Ruthenium it is possible to locate TMSPM by TEM. Figure III-9 shows the
morphology obtained at different magnifications of the PLA based O/I hybrids involving
TMSPM as interfacial agent with a ratio of PDEOS:TMSPM of 1:6 marked by Osmium
tetroxide and Ruthenium tetroxide.
a) b)
Figure III-8: Solid state 29Si NMR of PLA based O/I hybrid after 1 h in an extruder using a 1:PDEOS ratio of 1:30 with a) TMSPM and b) APTES. (eq. SiO2: 5.16%wt.) (MNR conditions: 5kHz, RD=2s, 20,000 scans)

III.2 Publication
- 90 -
To begin with, the neat sample presents a well dispersed inorganic-rich phase and a
small orientation, which can come from both the filming process through shear of the
molten system and the microtoming of the samples as the orientation is not too
pronounced (Figure III-9a, a’ and a’’). The sample marked by Osmium tetroxide (Figure
III-9b, b’ and b’’) presents the same morphology except for the orientation. It seems
Osmium was not able to mark the double bonds of the methacrylate functionalizing
agent. Nevertheless, with the sample marked by Ruthenium tetroxide (Figure III-9c, c’
and c’’) it is possible to notice a black corona around the inorganic rich phase. This
feature means that this time the double bonds were correctly marked and that the
TMSPM is concentrated at the interface between the PLA matrix and the inorganic-rich
phase. Unfortunately, even if the interfacial agent is at the interface it seems it does not
Figure III-9: TEM images of PLA-hybrid films containing TMSPM at a ratio of 1:PDEOS of 1:6. a), a’) and a’’) neat; b) b’) and b’’) marked by Osmium tetroxide; c), c’) and c’’) marked by Ruthenium tetroxide.
a) a’) a’’)
b) b’) b’’)
c) c’) c’’)

Chapter III: In-situ generation of silicon-rich phase on polylactic acid by reactive extrusion
- 91 -
have a strong impact on the sizes of the inorganic rich phase as their diameter is around
200 to 300 nm as for the PDEOS alone.
III.2.3.3 Rheological behaviour of O/I hybrids.
First isothermal rheological behaviour of the hybrid materials were characterized
after polymerization at 200°C, under nitrogen.
Frequency sweep were then carried out to elucidate the effect of the addition of
PDEOS as well as the compatibilizers on PLA. Figure III-11a) shows that at high
frequencies the storage modulus is higher than the loss one implying solid-like behaviour
in the melt, i.e. the extent of a gel. Furthermore, both modulus decrease for lower
frequency and the loss modulus becomes higher than the storage one. This result is also
obtained for the system containing TMSPM as interfacial agent at 1:30 and 1:6 ratios
(Figure III-11b and c respectively). This proves that the elastic behaviour is not caused
by a tridimensional network generated by the inorganic-rich species as the storage and
loss modulus would have been linear as well as a storage modulus continuously higher
than the loss one through the all frequencies. These results mean that a particular
interaction is present between the PLA matrix and the inorganic phase in order to lead to
gel behaviour.
It already has been demonstrated [13] that branched structures obtained through
hybrid materials have this type of rheological behaviour. Moreover, it has also been
shown that ester-alkoxysilane exchange reactions may occur under these conditions
[14,15]. Consequently, it can be supposed that PLA chains are grafted onto the inorganic
phase surface by exchange reactions leading to a branched structure. This type of
morphology is supported by SEC analysis of the mix recovered after the rheological
characterization. The molar mass is subject to a strong widening and increase as shown
in Figure III-10.
Figure III-10: Size exclusion chromatography of PLA containing PDEOS before and after time sweep test for 150 minutes. Molar mass are expressed in PS eq.
103 104 105 106 107
Before
After

III.2 Publication
- 92 -
Figure III-11: Frequency sweep experiment of neat PLA (G’: ♦, G’’: ■) and PLA-based O/I hybrids (G’: ♦, G’’: ■) after 60 minutes in an extruder at 185°C and 150 minutes in the gap of the rheometer at 200°C with: a) PDEOS ; b) PDEOS:TMSPM ratio of 1:30 ; c) PDEOS:TMSPM ratio of 1:6 (200°C, 5% strain).
100
101
102
103
104
105
10-2 10-1 100 101
G' a
nd G
'' (P
a)
Frequency (rad.s-1) 102
100
101
102
103
104
10-2 10-1 100 101 102
Frequency (rad.s-1)
G' a
nd G
'' (P
a)
105
100
101
102
103
104
105
10-2 10-1 100 101
Frequency (rad.s-1)
G' a
nd G
'' (P
a)
102

Chapter III: In-situ generation of silicon-rich phase on polylactic acid by reactive extrusion
- 93 -
The introduction of APTES in the system leads to different results. Indeed (Figure
III-12) it can be seen that the elastic shear modulus is much higher than the loss shear
modulus all over the range of frequencies investigated.
This behaviour is related to the formation of either a percolated structure of the
inorganic-rich phase in the PLA medium or a chemical crosslink through chemical bonds
between the inorganic rich phase and the PLA polymer chains.
The hybrid having the highest content of APTES, i.e. PDEOS:APTES ratio of 1:6,
was immerged into chloroform, known as a very good solvent for PLA, and maintained
under stirring for 24 hours at room temperature in order to dissolve the polymer phase.
Finally the compound was recovered swollen as it did not dissolve and was weighed
before and after complete drying. It appeared that the dry mass recovered was equal to
67.8% of the original weight meaning a rather high amount of insoluble species.
Nevertheless, the compound is not strongly crosslinked as the swollen mass represents
38.3 times the mass of the dried insoluble fraction. The soluble part was analyzed by SEC
and molar mass in number of 38,000g.mol-1 and in weight of 76,000g.mol-1 was obtained
meaning that small molar mass chains are created in the process. The mechanism
responsible for this cross-linking is still under investigation. Nevertheless, it is possible to
conceive a reaction which would consist in the condensation reaction of the alcoholic end
group of the PLA on the ethoxy groups on the PDEOS giving a PLA-O-Si bond catalyzed
by the amine groups leading again to PLA chains covalently bond to the inorganic rich
phase on both ends. It has already been shown that tertiary amines catalyses this types
of reactions [16].
1000
10000
100000
0,01 0,1 1 10 100
Frequency (rad/s)
G' a
nd G
'' (P
a)
100
1000
10000
100000
1000000
10000000
η* (P
a.s)
1000
10000
100000
0,01 0,1 1 10 100
Frequency (rad/s)
G' a
nd G
'' (P
a)
100
1000
10000
100000
1000000
η* (P
a.s)
a) b)
Figure III-12: Frequency sweep experiment of PLA-based O/I hybrids involving APTES premixed for 60 min at 185°C in an extruder and maintained at 200°C for 150 min in a rheometer with a) PDEOS:APTES ratio of 1:6 and b) PDEOS:APTES ratio of 1:30 (200°C, 5% strain).
η* G’’
G’ G’
G’’
η*

III.2 Publication
- 94 -
TEM was considered to evidence morphologies of the O/I hybrid materials (systems
containing PDEOS and APTES at 1:30 ratio before and after the heat treatment)(Figure
III-13).
First, we can notice that an orientation of the inorganic phase is present, due to the
extrusion process which introduces shear of the molten system, and that the inorganic
phase has two types of structure: either small particles or long and stretched nodules
(Figure III-13a, a’ and a’’). The striking fact is that this morphology is kept after the
rheological measurements. Indeed the samples were subject to 200°C for 210 minutes in
the gap of the rheometer. The morphology should have disappeared through relaxation
of the stress generated by the filming process. Here the inorganic rich phase still
presents orientation. This would mean that the conformation of the inorganic phase is
frozen because of the condensation of the inorganic rich species which undergo
crosslinking.
Figure III-13: TEM images of PLA-hybrid films containing APTES at 1:30 ratio. a), a’) and a’’) after 1h extrusion process at 185°C; b) b’) and b’’) after the extrusion and the 3h rheological measurements at 200°C.
a) a’) a’’)
b) b’) b’’)
Extruder
Rheometer

Chapter III: In-situ generation of silicon-rich phase on polylactic acid by reactive extrusion
- 95 -
III.2.4 Conclusions.
The generation of PLA-based O/I hybrids in the melt via reactive extrusion have
been studied. The low content of water contained in the PLA was balanced by the use of
linear precondensed alkoxysilane, i.e. PDEOS. Indeed it was possible to generate
inorganic-rich phase into the PLA via reactive extrusion as proven by the solid state 29Si
NMR. The rheological study allowed us to put forward a star-like morphology with PLA
chains linked to the inorganic rich phase for systems including PDEOS alone or with the
TMSPM interfacial agent. Moreover, the TMSPM interfacial agent was evidenced to
concentrate, as supposed, at the interface between the PLA matrix and the inorganic-rich
phase. Unfortunately, it was impossible to assure reaction between the interfacial agents
and the inorganic-rich phase as the solid state 29Si NMR did not show any T species
because of the important background signal. Finally, with the use of APTES, crosslinking
occurs in the system as shown by the apparition of insolubilities, i.e. 67.8% for the
PDEOS:APTES ratio of 1:6, and by the rheological characterization. Nevertheless it
appears that this crosslinking is not really dense as the swelling occurred is very
important, i.e. swollen mass being 38.3 times higher than the dried one. The morphology
of the systems including APTES seems frozen after the extrusion as the orientation
provided by the filming is kept after remelting the samples. The mechanism explaining
this crosslinking is still under study and will be subject to further investigation.

III.2 Publication
- 96 -
III.2.5 References
1. Drumright, R. E.; Gruber, P. R.; Henton, D. E. Advanced Materials 2000, 12, 1841-1846. 2. Bordes, P.; Pollet, E.; Avérous, L. Progress in Polymer Science 2009, 34, 125-155. 3. Paul, M.-A.; Delcourt, C.; Alexandre, M.; Degée, P.; Monteverde, F.; Rulmont, A.; Dubois, P. Macromolecular Chemistry and physics 2005, 206, 484–498. 4. Sanchez, C.; Babonneau, F.; Banse, F.; Doeuff-Barboux, S.; In, M.; Ribot, F. Materials science forum 1994, 152-153, 313-138. 5. Khimich, N. N. Glass physics and chemistry 2004, 30, 430-442. 6. Siparsky, G. L.; Voorhees, K. J.; Dorgan, J. R.; Schilling, K. Journal of environmental polymer degredation 1997, 5, 125-136. 7. Kamiya, K.; Iwamoto, Y.; Yoko, T.; Sakka, S. Journal of Non-Crystalline Solids 1988, 100, 195-200. 8. Sakka, S.; Kamiya, K. Journal of Non-Crystalline Solids 1982, 48, 31-46. 9. Sakka, S.; Kamiya, K.; Makita, K. Journal of Non-Crystalline Solids 1982, 63, 223-235. 10. Klein, L. C. Annu Rev Mater Sci 1985, 15, 227-248. 11. Van-Krevelen, D. W.; Hoftyzer, P. J. Properties of Polymers. Correlation with Chemical Structure; Elsevier: NY, 1972. 12. Fischer, E. W.; Sterzel, H. J.; Wegner, G. Kolloid Z Z Polymer 1973, 251, 980. 13. Lacoste, J.-F.; Bounor-Legare, V.; LLauro, M.-F.; Monnet, C.; Cassagnau, P.; Michel, A. Journal of Polymer Science, Part A: Polymer Chemistry 2005, 43, 2207-2223. 14. Bounor-Legare, V.; Ferreira, I.; Verbois, A.; Cassagnau, P.; Michel, A. Polymer 2002, 43, 6085-6092. 15. Girard-Reydet, E.; My-Lam, T.; Pascault, J.-P. Macromolecular Chemistry and physics 1994, 195, 149-158. 16. Chan J.B., Jonas J, Journal of Non-Crystalline Solids 1990, 126, 79-86.

Chapter IV: Synthesis of Organic/Inorganic hybrid materials from in-situ generation of inorganic rich
nanophase in L-Lactide monomer


Chapter IV: Synthesis of O/I hybrid in L-Lactide monomer followed by its polymerization in one pot
- 99 -
IV Chapter IV: Synthesis of Organic/Inorganic hybrid materials from in-situ generation of inorganic rich nanophase in L-Lactide monomer
IV.1 Abstract ................................................... - 100 - IV.2 Publication ............................................... - 101 -
IV.2.1 Introduction ................................................. - 101 - IV.2.2 Experimental ............................................... - 102 -
IV.2.2.1 Reagents ................................................... - 102 - IV.2.2.2 O/I Reactions involved/conditions ................. - 102 - IV.2.2.3 Characterization ......................................... - 105 -
IV.2.3 Results and discussion .................................. - 105 -
IV.2.3.1 Hydrolytic condensation ............................... - 106 - IV.2.3.2 Non-hydrolytic condensation. ....................... - 109 -
IV.2.4 Conclusions. ................................................ - 113 - IV.2.5 References................................................... - 113 -

IV.1 Abstract
- 100 -
Synthesis of Organic/Inorganic hybrid materials from in-situ generation of inorganic rich nanophase in L-
Lactide monomer
A. Prébé, F. Boisson, Ph. Cassagnau, J.F. Gérard
IV.1 Abstract
Hydrolytic and non-hydrolytic sol-gel reactions involving silica precursors were
carried out in molten L-Lactide for in-situ generation of inorganic (Si)-rich nanophase.
Ring opening polymerization of L-Lactide was proceeded in a second step to lead to a
poly(lactic acid) matrix.
It appears that the hydrolytic sol-gel method leads to low molar mass polymer as
the sol-gel side-products, i.e. water and ethanol, act as initiators for the ring-opening
polymerization. It was shown that a good dispersion of a nanoscale inorganic-rich phase
is only possible with the use of interfacial agents, i.e. organofunctional silanes, otherwise
agglomeration is observed.
Non-hydrolytic sol-gel seems very promising as the inorganic-rich phase is
generated at a higher reaction rate and does not interfere with the following L-Lactide
polymerization. It was demonstrated that the inorganic-rich phase content generated is
in aggreement with the expected weight content defined from the initial amount of
inorganic precursors. Finally, when a non hydrolytic sol-gel is performed into molten PLA
via reactive extrusion, it is possible to synthesize PLA-based O/I hybrids with a
nucleating effect of the generated inorganic-rich phase. In fact, such a route allows
lowering by 40% the required time of complete isotherm crystallization of the PLA at
120°C. This phenomenon offers an alternative route for PLA-based nanocomposites
displaying enhanced properties as PLA is known to be limited from its crystallization
kinetics.
Hydrolysis-condensation PolymerizationHydrolysis-
condensation Polymerization
L-Lactide Inorganic precursor Inorganic-rich phase Poly(lactic acid)

Chapter IV: Synthesis of O/I hybrid in L-Lactide monomer followed by its polymerization in one pot
- 101 -
IV.2 Publication
IV.2.1 Introduction
Polymers issued from the biomass present a growing interest, since they seem to
be a suitable alternative to oil-issued polymers. Poly(lactic acid),PLA, is one of them as it
comes from lactic acid extracted from the biomass. PLA displays good mechanical
properties but it cannot be considered in many applications compared to other technical
polymers. In fact, it is now well known that it is possible to enhance PLA by
nanostructuration with an inorganic-rich phase. The design of such polymer-based
nanomaterials has been widely studied through the past years and the three routes for
synthesis can be defined: i) The first one consists in direct melt mixing of the nanofiller
into the molten polymer. Such a method generally leads to not well dispersed inorganic
phase [1]. ii) The second route suggests polymerizing the monomer in the presence of
the nanofiller, usually denoted as the in situ route in the literature dedicated to
nanocomposites. Very good dispersion of the inorganic nanofillers could be achieved [2].
Nevertheless, limited volume fractions of nanofillers could be considered as nanofiller
percolated structures are obtained [3]. iii) An alternative method has also been reported
for designing hybrid nanomaterials. Indeed, it is possible to generate the inorganic rich
phase directly in the medium from sol-gel reactions of metal-alkoxide precursors by
hydrolysis-condensation reaction [4]. Those sol-gel reactions could be proceeded in the
already formed polymer either in solution or directly in bulk in mild conditions of
temperature (‘chimie douce’).
In this work, we intend to develop a new approach where in a first step, the
inorganic-rich nanophase would be generated from precursors through organic-inorganic
sol-gel method in the monomer, i.e. L-Lactide. The second step would then consist in
polymerizing this nano-‘modified’ monomer, i.e. with the presence of an inorganic-rich
phase in the molten monomer. To our knowledge, such nanocomposites or O/I
nanomaterials synthesis path has not been reported yet. In fact, the hybrid O/I literature
only reported simultaneous generation of an inorganic-rich phase and the oligomerization
of Lactic acid in aqueous solution [5].
In addition, two main ways routes can be offered in sol-gel chemistry to generate
the inorganic phase: hydrolytic and non-hydrolytic paths. The hydrolytic sol-gel method
is already well-known at is has been widely studied to design O/I nanomaterials based on
polymers. It lies with the use of organic alkoxy precursors with water leading to
hydrolysis-condensation reactions. The non-hydrolytic sol-gel method, on the other hand,
is less known in combination with polymers. To our knowledge, only two papers were

IV.2 Publication
- 102 -
published using chlorosilane in combination with polymers. In 2002, Apperley et al. [6]
were able to synthesize simultaneously a silicon phase as well as polydimethylsiloxane
through the Iron(III) chloride catalysis using silicon tetrachloride, tetraethoxysilane
(TEOS), and D3 cyclic siloxane [6]. In a second paper published in 2008 by Song et al.
[7], hydrolytic and non-hydrolytic sol-gel reactions were done in parallel and
incorporated into PMMA for comparison [7]. The results showed that inorganic-rich
particles obtained by non-hydrolytic method were well dispersed compared to the
hydrolytic route and could lead to an increase of the thermal resistance of PMMA.
In this study, silicon precursors are considered to generate organic-inorganic
nanomaterials from sol-gel reactions carried out in molten L-Lactide either through the
hydrolytical or the non-hydrolytical path followed by the polymerization of the organic
monomer. As a reference system, the non-hydrolytic sol-gel reaction was also proceeded
in molten PLA, i.e. by reactive extrusion.
IV.2.2 Experimental
IV.2.2.1 Reagents
L-Lactide was purchased from Boehringer Ingelheim Co. and was used without any
further purification. The water content was titrated to be close to 200 ppm. Tin (II)
octanoate, Sn(Oct)2, purchased from Aldrich was also used as received as well as the
triphenylphosphine. Tetraethoxysilane (TEOS), γ-aminopropyltriethoxysilane (APTES) and
chlorosilanes were purchased from ABCR and used as received. The iron(III) chloride was
purchased at Aldrich and was used as received. The commercial PLA was of Natureworks
grade 2002D.
IV.2.2.2 Sol-gel reaction conditions
a Hydrolytic route
The conventional method to obtain an inorganic-rich phase form organic precursors
with water was used. Water hydrolyses the alkoxides into hydroxyls which will then react
with another alkoxide, to form a siloxane bond and the corresponding alcohol, or on
another hydroxyl to form a siloxane bond and water (see Figure IV-1). The reaction is
usually done in acidic conditions to increase the reaction rate. In our case, acidity may
lead to the opening of the Lactide rings into the corresponding lactate. Consequently,
neither acid nor base was added to the reactive system.

Chapter IV: Synthesis of O/I hybrid in L-Lactide monomer followed by its polymerization in one pot
- 103 -
As reported in the literature, the structure of the resulting inorganic silicon phase
could be correlated to the H2O/Si molar ratio values, i.e. a ratio from 0.5 to 1 leads to
linear siloxane polymers [8], with ratios from 1 to 2 a viscose-type gel was obtained
[9,10]. Higher H2O/Si ratio values lead to higher rates of alkoxysilane hydrolysis, even if
the condensation reaction rate decreases [11]. In this work, in order to be able to
generate a tridimensional siloxane using the smallest amount of water as possible, a 1:1
water-to-TEOS ratio, (Si/H2O = 1) was selected. Actually, enough water is necessary to
generate the inorganic-rich phase but this one could also act in the second step as
initiator for the Lactide ROP polymerization in presence of the catalyst. As a
consequence, it is necessary to limit the amount of water to be removed in addition to
the generated ethanol once the condensation of silicon precursors is achieved. The initial
TEOS concentration was expected to lead to 3%wt. of equivalent SiO2 content in the final
PLA polymer.
The same reactor device (Figure IV-2) was used for both the hydrolysis-
condensation of the alkoxysilane as well as for the L-Lactide ROP polymerization, i.e. the
two steps were proceeded in the same reactor one after the other. The key issue of this
process lies in the use of water which necessity to generate the inorganic rich phase
could become problematic as it could act as an initiator for the ROP polymerization step.
Figure IV-1: Schematic reaction of the hydrolysis-condensation of silicon precursors.
Si OR H2O
Si O Si
+
+
R OHSi OH +
H2O+
+ R OH
Si OH Si OH
Si OHSi OR Si O Si +
hydrolysis
hydrolysis
condensation
condensation
etherification
alcoholysis
Argon
Argon
VacuumWater
Water
Heating
N2 liq.
Oil Bath
Reaction media
Fritté
Argon
Argon
VacuumWater
Water
Heating
N2 liq.
Oil Bath
Reaction media
Fritté
Figure IV-2: Experimental conditions for the Hydrolytic-type route for generation of an inorganic-rich phase into L-Lactide monomer.

IV.2 Publication
- 104 -
In the first step, L-Lactide, TEOS, and H2O were added into the reactor. The system
was heated to 110°C in order to melt L-Lactide monomer (melting temperature: 105-
107°C) followed by stirring with a PTFE-coated anchor at 150 rpm. The hydrolysis-
condensation reactions were proceeded for four hours in these conditions.
Then, keeping the temperature at 110°C, the extraction of water and ethanol
formed was carried out by intensive vacuum (4.10-2 Pa for three hours with a return to
Argon atmosphere every hour).
For the second step, i.e. ROP polymerization at 185°C, Tin(II) octanoate catalyst,
triphenylphosphine as co-catalyst and butane-1-ol initiator were injected by using a
syringe directly in the molten L-Lactide. The polymerization of L-Lactide proceeded by
ring opening with a coordination-insertion process [12]. The ROP polymerization was co-
initiated by hydroxyl groups of butane-1-ol. The monomer-to-catalysts ratio, M/I, was set
to 2,000 according to the literature. Triphenylphosphine was used in combination with
the catalysts at a ratio of one with the catalysts. Indeed, Dubois et al [13] showed that
an equimolar catalysts-to-accelerator ratio was the more efficient for the polymerization
process. Finally, the butane-1-ol initiator was used with a monomer-to-initiator ratio of
600. When, an organofunctional silane, i.e. APTES, was used in the system, no initiator
was added as amine groups could initiate the ring-opening polymerization as well.
The reaction was quenched by liquid nitrogene at the end of the polymerization, i.e.
after 40min, to freeze the morphology before polymer recovering.
b Non-hydrolytic route
Another interesting method to generate an inorganic phase from silicon precursors
has been studied and developed by L. Bourget et al. [14]. This method comes from
inorganic chemistry where non-hydrolytic condensation is used to generate Si-O-M
alloys, M being a metal such as Al, Ti or Zn. In this case, the route could be denoted as a
non-hydrolytic method as alkoxysilanes react directly with chlorosilanes to form siloxane
bonds and the corresponding chloroalkane. The reaction mechanisms are described in
Figure IV-3. The reaction is catalysed by a metal chloride and it has been demonstrated
[14] that iron(III) chloride is the most efficient one. Water must by prohibited for this
reaction as it reacts rapidly with chlorosilanes to give silanols and hydrochloric acid which
may open the Lactide ring into the corresponding lactate.
Si Cl + Si OR Si OR
SiCl
MCl
SiO
R MCl
SiCl
Si SiO
+ RCl + MCl
Figure IV-3: Non-hydrolytic condensation mechanisms proposed by L .Bourget et al [14]

Chapter IV: Synthesis of O/I hybrid in L-Lactide monomer followed by its polymerization in one pot
- 105 -
L. Bourget et al. used tetrachlorosilane (SiCl4) in their study. Unfortunately, as the
boiling point of SiCl4 is too low (57.6°C) for our reaction conditions (L-Lactide monomer
needs to be in the molten state), other chlorosilanes: hexachlorodisiloxane (Cl3SiOSiCl3)
and hexachlorodimethylsilane (Cl3Si(CH2)2SiCl3) were combined with TEOS while
dichlorodiethoxysilane was used alone [14]. The condensation reactions were carried out
at 110°C for one hour by mixing first the neat components in order to evaluate the
efficiency of these systems to condensate. Then, the reactions were carried out in molten
L-Lactide monomer, i.e. 110°C for two hours, with a concentration of inorganic
precursors calculated to lead to 10%wt of resulting SiO2. The reaction kinetics were
followed by 29Si NMR. For all systems, the chlorosilane-to-alkoxysilane ratios were
stoechiometric and the precursor (alkoxysilane and chlorosilane)-to-iron(III) ratio was
fixed to 500.
When polymerization of L-Lactide was intended after non-hydrolytic condensation,
the concentrations of precursors were calculated to lead to 5%wt of equivalent resulting
SiO2.
In the case of non-hydrolytic condensation in the presence of PLA, the reaction was
carried out in a corotative twin screw DSM micro-extruder equipped with a manual
floodgate allowing either extrusion or recirculation. In these conditions, the polymer
temperature measured by using an internal thermocouple was 185°C. The PLA was
previously dried in an oven at 100°C under high vacuum during 4 hours. The chlorosilane
and iron(III) chloride as well as the anti-oxidant B225 (at 0.5%wt) were added at the
same time as the PLA in approximately 5 minutes. Then, the alkoxysilane was injected
drop wise in 10 minutes. The mixing was maintained for one hour and finally the PLA
nanocomposite was extruded into a film. The rotation speed was fixed at 100rpm for the
injection of the products and the mixing. It was lowered at 60 rpm for the film extrusion.
IV.2.2.3 Physico-chemical characterizations
The PLA-based O/I hybrids obtained thereof were characterized by size exclusion
chromatography (SEC) in chloroform using polystyrene standards for calibration and by 1H NMR. Thermogravimetric analysis (TGA) was used to determine the final percentage in
weight of the inorganic phase by measuring the ashes after a temperature ramp from
room temperature up to 550°C at 5°K.min-1.
Differential scanning calorimetric (DSC) analyses were carried out as follows: i)
From -10 to 200°C at 10°K.min-1 maintained at 200°C for 5 min in order to screen the
thermal history of the material, i.e. to melt totally crystals, ii) From 200 to -10 °C at
5°K.min-1 maintained at -10°C for 5 min in order to consider the same crystallization step

IV.2 Publication
- 106 -
for all the systems. The crystallization rate was recorded during a second heating ramp
(10°K.min-1).
Isothermal DSC analyses to study crystallization kinetics were carried out at 120°C
with experimental conditions fixed as follows: i) From 25 to 200°C at 50°K.min-1,
maintained at 200°C for 5 min to ensure the complete melting of the crystallites; ii) A
quench at 50°K.min-1 from 200 to 120°C, maintained at 120°C during 40 minutes,
enabling to follow the crystallization of the polymer.
The reaction kinetics were studied by liquid state 29Si NMR using an internal
standard: hexamethyldisilane (HMDS) for quantification of soluble species.
The final morphologies of the O/I hybrids were studied by transmission electron
microscopy (TEM) after cutting the sample at ambient temperature at a thickness of
50nm.
IV.2.3 Results and discussion
IV.2.3.1 Hydrolytic condensation
Two PLA based O/I hybrid were synthesized using hydrolytic method described in
the experimental part. For the first type, only TEOS and water were used as for the
second type an interfacial agent, i.e. γ-aminopropyltriethoxysilane (APTES) was added
with a TEOS:APTES ratio of 18:1. The two PLA-based O/I hybrids will be further referred
as PLA-TEOS and PLA-TEOS-APTES, respectively. DSC analyses point out that the glass
transition (Tg) of the polymer based O/I hybrid is lowered compared to the PLA
synthesized in the same conditions without the inorganic precursors. Actually, Tg drops
from 55°C for neat PLA to 42°C for PLA-TEOS. This effect is even more important with
PLA-TEOS-APTES hybrid for which Tg is 20°C. An effect on the extent of crystallization
can also be noticed. Indeed, the yield of crystallinity, calculated from the infinite crystal
enthalpy of 93 J.g-1 [15] drops from 64% for neat PLA to 51% for the PLA-TEOS hybrid
material (Figure IV-4). On the other hand, PLA-TEOS-APTES hybrid appears to be
completely amorphous.
Figure IV-4 Isothermal DSC analysis at 120°C after heating at 200°C for 5 min and quenching at 120°C based on a ΔH∞=93 J.g-1
010203040506070
0 200 400 600 800 1000Time (s)
Crys
talli
nity
(%) PLA
PLA-TEOS

Chapter IV: Synthesis of O/I hybrid in L-Lactide monomer followed by its polymerization in one pot
- 107 -
Finally, the crystallization kinetics are rather similar for both O/I hybrids meaning
no real nucleation effect of the inorganic rich phase is detected (Figure IV-4).
Table IV-1 gathers thermogravimetric and size exclusion chromatography data for
neat PLA, PLA-TEOS and PLA-TEOS-APTES. First, it can be seen that even if an inorganic-
rich phase is generated (0.9%wt.) for PLA-TEOS, the final inorganic content is far away
from the aimed one (3%wt.). This can be explained by the fact that without the presence
of catalysts to increase the reaction rate of the hydrolysis-condensation of TEOS, this
reaction is not completed after 4 hours at 110°C. On the other hand, as soon as APTES is
integrated to the system the resulting inorganic content reaches 2.7%wt after the same
reaction time. This would mean that APTES increases the hydrolysis-condensation rate
reaction by increasing the medium’s basicity with its amino groups. Indeed it is now well
known that basicity promotes sol-gel condensation [16]. According to the higher extent
of condensation of inorganic-rich compounds in the L-Lactide monomer, one can expect
in addition a higher level of phase separation of these inorganic-rich species. As a
consequence, more condensed inorganic-rich nanophase should be stable at higher
temperatures, i.e. is not degraded during TGA ramp. Another main drawback when the
first step involves an hydrolytic pathway lies in the dramatic decrease in the molar mass
of the resulting PLA matrix. Indeed, the molar mass in number drops from 121,000
g.mol-1 to 10,000 g.mol-1 for PLA-TEOS hybrid and 3,000 g.mol-1 for PLA-TEOS-APTES
hybrid. This clearly demonstrates that, even using extensive extraction conditions before
ROP polymerization, some water and ethanol formed by the sol-gel reaction remain and
act as polymerization initiator.
The morphologies of those hybrids were finally examined by TEM microscopy
(Figure IV-5). As PLA-TEOS hybrid is concerned, it appears that even if it doesn’t bear a
high amount of inorganic species, the inorganic phase displays µm scale agglomerates
(Figure IV-5a), although these agglomerates are not very dense (Figure IV-5a’) and
some individual well-dispersed nanoparticles can be observed (Figure IV-5a’’). For PLA-
Compounds Theoretical Ashes (%wt.)
Practical Ashes (%wt.)
Mn PS eq. (g.mol-1)
Mw PS eq. (g.mol-1)
PLA(a) 0 X 121,000 239,000
PLA-TEOS(b) 3 0.9 10,000 16,000
PLA-TEOS-APTES(c) 3.2 2.7 3,000 5,000
Table IV-1: Thermogravimetric analysis (TGA) and molar mass data of the different systems.
(a) Neat PLA obtained via ring opening polymerization of L-Lactide alone. (b) PLA based O/I hybrid through hydrolysis-condensation of TEOS followed by the polymerization. (c) PLA based O/I hybrid through hydrolysis-condensation of TEOS in the presence of APTES at a TEOS:APTES ratio of 18:1 followed by the polymerization.

IV.2 Publication
- 108 -
TEOS-APTES hybrid (Figure IV-5b, b’, b’’), a much more different morphology is obtained
with no agglomerates, a high dispersion of the inorganic-rich phase and size particles of
about 200nm.
These different morphologies can be explained through the solubility parameters
changes occurring in the inorganic-rich phase and the L-lactide medium during the sol-
gel reactions. In the first case, i.e. TEOS, it is possible to calculate the solubility
parameter using Van Krevelen’s method [17]. Figure IV-6 shows an example of the
consequences on the solubility parameters of ethoxy groups, hydrolysis as well as
condensation.
a) a') a'')
b) b') b'')
Figure IV-5: Transmission electron microscopy (TEM) of synthesized PLA- based O/I hybrids at different magnifications: (a, a’,a’’) PLA-TEOS hybrid; (b, b’, b’’) PLA-TEOS-APTES hybrid for a TEOS:APTES ratio of 18:1.
OC2H5l
-Si – OC2H5lOC2H5
OC2H5l
-Si – OC2H5lOH
lOl l
- Si – O – Si -l l
OC2H5
OH OC2H5l l
- Si – O – Si -l l
OC2H5 OH
l- Si -
lOl l
- Si – O – Si -l l
Ol
- Si –l
16.5 MPa1/2 16.6 MPa1/2 22.1 MPa1/2 27.1 MPa1/2 45.6 MPa1/2
Figure IV-6: Solubility parameters of some hydrolyzed-condensed species, calculated through Van Krevelen’s method, which can be expected in the medium.

Chapter IV: Synthesis of O/I hybrid in L-Lactide monomer followed by its polymerization in one pot
- 109 -
On the other hand, the solubility parameter changes from the monomer to PLA
range only from 21.7 MPa1/2 to 22.7 MPa1/2. It means that, during the hydrolysis-
condensation reaction, a nanophase separation of inorganic-rich species occurs leading to
the observed particles. This phenomenon could be denoted as Reaction Induced Phase
Separation, RIPS. As interfacial agent such as γ-aminopropyltriethoxysilane (APTES), is
incorporated in the system a different morphology is obtained. Indeed, APTES should be
grafted to the inorganic-rich phase from the hydrolysis-condensation reaction of its
ethoxy groups and due to the polarity of the amino-groups compared to the condensed
polysiloxane species (Figure IV-6) it should locate at the interface between the molten L-
Lactide and the condensed inorganic-rich phase. As a consequence, the interfacial
tension between the inorganic and organic-rich phases is reduced and limits the size of
Si-rich particles and agglomeration. In addition, in the ROP step, these amines should
initiate the polymerization when the catalytic system is added offering a better
compatibility between the inorganic-rich phase and the polymer matrix to reach a much
better dispersion state.
To conclude, it was shown that with the hydrolytic sol-gel method low molar mass
were obtained as water and ethanol generated by the reaction can not be completely
extracted and condensation was not completed even for long reaction times. The low
molar mass directly impacts the physico-chemical properties as the Tg is decreased, the
crystallization is reduced for PLA-TEOS or even suppressed for PLA-TEOS-APTES system.
IV.2.3.2 Non-hydrolytic condensation route.
As described in the experimental part, non-hydrolytic sol-gel proceeds from the
reaction of a chlorosilane with an alkoxysilane leading to siloxane bonds and release of
the corresponding chloroalkane [14]. In their study, Bourget et al. used tetrachlorosilane
(SiCl4) in combination with tetraethoxysilane (TEOS) and tetraisopropoxysilane (TiPOS).
As mentioned already, our reaction takes place into the molten L-Lactide at 110°C, so
tetrachlorosilane which boiling point is 57.6°C could not be used. Three other
chlorosilanes were thus selected (Figure IV-7).
Si CH2 SiCl
ClCl
ClCl
Cl 2Si O Si
ClCl
Cl
ClCl
ClSi OEtCl
ClOEt
a) b) c)
Figure IV-7: Chemical structure of hexachlorodimethylsilanea) (HCDMS), hexachlorodisiloxaneb) (HCDS), and dichlorodiethoxysilanec) (DCDES).

IV.2 Publication
- 110 -
As a reference, the reaction of these chlorosilanes in combination with TEOS
without L-Lactide was proceeded at 110°C with addition of Iron(III) trichloride at a
Si:FeCl3 ratio of 500:1. TEOS was used only with HCDMS and HCDS at a TEOS:x ratio of
3:2 in order to keep a stoechiometric ratio of reactive functions. The reaction medium
turns to a gel-like structure between 30 to 60 minutes for TEOS-HCDMS and TEOS-HCDS
systems. DCDES on the other hand does not lead to a gel after one hour of reaction.
From liquid state 29Si NMR data, it is possible to follow the reaction by considering all the
Si species which can be evidenced by NMR, i.e. not including highly condensed species
which are non-soluble and consequently can’t be detected on the NMR spectrum. Figure
IV-8 shows the decrease of total soluble silicon species quantified using
hexamethyldisilane (HMDS) as internal standard.
First, it can be seen that DCDES is not very reactive compared to TEOS-HCDMS and
TEOS-HCDS systems. For the last two systems, gelation occurs between 30 and 60 min
when even 23% and 32% of the silicon derivatives respectively are not highly
condensed.
As a consequence, non-hydrolytic sol-gel appears to be very efficient with at least
two silane-based systems: TEOS-HCDMS and TEOS-HCDS and thus were proceeded
directly in molten L-Lactide at 110°C. The content of starting inorganic precursors was
expected to generate 10%wt of resulting SiO2 (Figure IV-9). Surprisingly, TEOS-HCDS
sol-gel system looses completely its reactivity in L-Lactide medium with only 2% of
silicon species condensed after two hours. This is probably du to the very low solubility of
HCDS into molten L-Lactide medium leading to a heterogeneous system. On the
opposite, TEOS-HCDMS still undergo condensation as measurable silicon species content
decreases with reaction time until it reaches a plateau value of about 57%. This value is
higher than the one obtained when the reaction is carried out in bulk without the L-
Lactide monomer (no solvents), i.e. 23%. It can be supposed that a dilution effect
Figure IV-9: Evaluation of the reaction rate in molten L-Lactide by quantifying the soluble Silicon species. (—) Total soluble Silicium; (- -) silicium linked to lactide.
0 20 40 60 80
100
0 30 60 90 120 150 Time (mn)
Mea
sure
d Si
(%)
TEOS-HCDS
TEOS-HCDMS
Figure IV-8: Evaluation of the reaction rate by quantifying the soluble silicon species
0 20 40 60 80
100
0 20 40 60 80 Time (mn)
Mea
sure
d Si
(%)
■ DCDES
TEOS-HCDMS TEOS-HCDS

Chapter IV: Synthesis of O/I hybrid in L-Lactide monomer followed by its polymerization in one pot
- 111 -
leading to a slow down of the sol-gel reaction rate in the L-Lactide monomer medium
occurs. One must be aware that non-hydrolytic sol-gel leads to a large variety of Silicon
species as exchange reactions occur between chlorosilane and alkoxysilane functions
[14]. Figure IV-10 displays the liquid state 29Si NMR spectra of the reaction mixture of
HCDMS and TEOS in molten L-Lactide at 110°C in the initial state (t=0) and after 120min
of reaction. After two hours of reaction numerous species are detected. The
assignements of the main resonance peaks were achieved from reference
(H.Marsmann…NMR Basic Principles and Progress 17) and correlated to the attributions of
Bourget et al. with tetraisopropoxysilane. When reaction is achieved in molten L-lactide,
two additional signals were observed at -57.203 ppm (l) and -71.503 ppm (k). They were
assigned to Cl2(EtO)Si-O-CH-(C)2 and Cl(EtO)2Si-O-CH-(C)2 silicon type species
respectively coming from ring opening of L-Lactide by ethoxysilane or chlorosilane
groups. The percentage of soluble Silicon-linked to lactide was quantified and reported in
Figure IV-9 as dashed lines. Even if present, this particular side reaction is a minor one
as it involves only 6.5% and 12.5% of the measurable silicon for TEOS-HCDMS and
TEOS-HCDS respectively.
1) Si CH2 Si
ClCl
Cl
ClCl
Cl 2Si OEt
4Si CH2 Si
ClO
Cl
ClCl
Cl 2Si OEt
3EtCl+ +
FeCl3
110°CSi CH2 Si
ClCl
Cl
ClCl
Cl 2Si OEt
4Si CH2 Si
ClO
Cl
ClCl
Cl 2Si OEt
3EtCl+ +
FeCl3
110°C
a a b
-80-70-60-50-40-30-20-1010 0 ppm
HMDS
a
b
c d e
2) t=0 min
-80-70-60-50-40-30-20-1010 0 ppm
HMDS
a
c d e
f h
g
j i m l
k n
3) t = 120 min
Figure IV-10: 1) Reaction path of non-hydrolytic condensation. Liquid state 29Si NMR spectra of non-hydrolytic reaction in molten L-Lactide at 0min (initial mixture) (2) and 120 min (3). (Assignements: a: Cl3Si(CH2)2SiCl3 (11.69 ppm); b: Si(OEt)4 (-81.87 ppm); c: Cl3Si(CH2)2SiCl2OEt (12.48 ppm); d: Cl3Si(CH2)2SiCl2OEt (-12.49 ppm); e: ClSi(OEt)3 (-70.31 ppm); f: Cl3Si(CH2)2SiCl(OEt)2 (13.13 ppm); g: Cl2(OEt)Si(CH2)2SiCl2(OEt) (-11.59 ppm); h: Cl2(OEt)Si(CH2)2SiCl(OEt)2 (-10.78 ppm); j: Cl3Si(CH2)2SiCl(OEt)2 (-30.90 ppm); i: Cl2(OEt)Si(CH2)2SiCl(OEt)2 (-31.98 ppm); k: Cl(OEt)2Si-Lactide (-71.503 ppm); l: Cl2(OEt)Si-Lactide (-57.20 ppm); m: Cl2Si(OEt)2 (-56.29 pm); n: Cl(OEt)2Si(OSi) (-78.58 ppm))

IV.2 Publication
- 112 -
TGA was then carried out to quantify the inorganic content in the L-Lactide. Figure
IV-11 shows that the final inorganic content (9.5%wt.) is in very good agreement with
the theoretical value (10%wt.). This means that the silicon phase is enough condensed
to be stable at high temperature, i.e. to remain as inorganic residue without evaporation
during heating.
Finally, the ROP polymerization step was carried out after the non-hydrolytic sol-gel
reactions of TEOS-HCDMS system in the same reactor in the way to get 5%wt. of final
inorganic residue. Before incorporating the catalytic system, i.e. Sn(Oct)2 and
triphenylphosphine, Iron(III) coming from the first reaction was reduced into Iron (II) by
adding an excess (2:1) of sodium ascorbate and stirring for 1 hour at 110°C, in order to
avoid the oxidation of Tin(II). After addition of the catalysts, the reactor was heated at
185°C for one hour. The viscosity of the reactive system increased as the polymerization
proceeded, so a high shear mixing device was required after 30 min of reaction. The final
hybrid material was extracted and analyzed by thermogravimetric analysis (TGA), size
exclusion chromatography, and 1H NMR. As expected, Figure IV-11 shows that there is
some monomer left but the inorganic content is close to 6%wt. which is in good
agreement with the expected 5%wt value.
Size exclusion chromatography gave molar masses of 4,100 g.mol-1 in number and
5,700 g.mol-1 in weight. From the conversion calculated from 1H NMR, it appears that
61% of monomer remains after 1 hour of polymerization and only 30 minutes of efficient
stirring.
As a reference system, the non-hydrolytic sol-gel was carried out in molten PLA
polymer by reactive extrusion at 185°C for one hour. Again the expected inorganic
Figure IV-11: Thermogravimetric analysis of TEOS-HCDMS in L-LA after two hours of sol-gel reaction at 110°C (—) and PLA-TEOS-HCDMS hybrid obtained (—) (5°C.min-1)
0
20
40
60
80
100
0 50 100 150 200 250 300 350Temperature (°C)
Wei
ght l
oss
(%)
TEOS-HCDMS
PLA-TEOS-HCDMS
Figure IV-12: Isothermal DSC at 120°C of Naturework’s PLA 2002D (—) and PLA 2002D-based O/I hybrid (—)
05
101520253035
0 500 1000 1500 2000Time (s)
Cry
stal
linity
(%)
PLA 2002D
PLA 2002D based O/I hybrid

Chapter IV: Synthesis of O/I hybrid in L-Lactide monomer followed by its polymerization in one pot
- 113 -
content was 5%wt. of equivalent SiO2 which is in very good agreement with the inorganic
ashes determined by TGA. In addition, the molar mass of the polymer after 1 hour into
the extruder without the inorganic precursors was determined to be Mn=210,000 g.mol-1
and Mw=460,000 g.mol-1. When the non-hydrolytic sol-gel was carried out in the PLA
matrix, two distributions of the molar mass were observed: 260,000 g.mol-1 and 40,000
g.mol-1 which could correspond to neat PLA and hydrolyzed PLA matrix respectively.
Isothermal DSC was carried out to investigate the effect of the inorganic phase
generated from a non-hydrolytic sol-gel route on the crystallization kinetics and rate. The
inorganic-rich phase has a dramatic effect on the crystallization rate (Figure IV-12) as at
120°C, the time needed to reach total crystallization of the neat PLA matrix takes about
2,000s compared to 1,200s for the PLA based O/I hybrid.
IV.2.4 Conclusions.
Two routes for the generation of an inorganic-rich phase via sol-gel method into
molten L-Lactide were studied. This step was followed by ROP polymerization of L-Lactide
monomer. The first step is related to well-known hydrolysis-condensation reactions of
alkoxysilanes, i.e. in that case TEOS. It was found that, even with intensive vacuum,
water and ethanol, which are very difficult to remove, lead to a low molar mass PLA
matrix. Moreover, as catalyst could not be added, the amount of inorganic-rich resulting
phase generated through this route was significantly lowered compared to the route
involving interfacial agent such as APTES. The final morphology of the resulting O/I
materials justifies the use of an interfacial agent, as no agglomeration and well-dispersed
inorganic-rich nanoparticles are observed. This phenomenon could be explained by the
changes in the solubility parameter as hydrolytic sol-gel reactions takes place. The
addition of amino-functionalized interfacial agent allowed the inorganic-rich phase to be
well dispersed into the PLA matrix thanks to both reduction of interfacial tension and
initiation of L-lactide polymerization with the amino groups.
Furthermore, non-hydrolytic sol-gel route was shown to be of great interest as it
allows carrying out the condensation in molten L-Lactide as solvent with rather high
reaction extents compared to hydrolytic sol-gel and without producing side reaction
products disturbing the following ROP polymerization of the organic L-Lactide monomer.
Non-hydrolytic sol-gel between chlorosilane and alkoxysilane reactants could lead to a
large number of Silicon species. The ROP polymerization can be carried out after the non-
hydrolytic sol-gel step without any further problem besides the reduction of Iron(III) into
Iron(II). Nevertheless, the ROP polymerization cannot be carried out until complete L-La
monomer conversion due to the large increase of the reactor medium viscosity.

IV.2 Publication
- 114 -
As a final conclusion, inorganic-rich phase generated through non-hydrolytic
method have a dramatic effect on the PLA crystallization rate as shown by isothermal
crystallization at 120°C. Actually, the time for total crystallization was reduced by 40%
as non-hydrolytic sol-gel was carried out into PLA molten polymer by reactive extrusion.
IV.2.5 References
1. Bordes, P.; Pollet, E.; Avérous, L., Progress in Polymer Science 2009, 34, 125-155. 2. Paul, M.-A.; Delcourt, C.; Alexandre, M.; Degée, P.; Monteverde, F.; Rulmont, A.;
Dubois, P., Macromolecular Chemistry and Physics 2005, 206, 484–498. 3. Cassagnau, P., Polymer 2008, 49, 2183-2196. 4. Yan, S.; Yin, J.; Yang, J.; Chen, X., Materials Letters 2007, 61, 2683-2686. 5. Jin F.; Satoh M., PMSE Preprints 2007, 96, 542. 6. Apperley, D.; Hay, J. N.; Raval, H. M., Chemistry of Materials 2002, 14, (3), 983-
988. 7. Song, X.; Wang, X.; Wang, H.; Zhong, W.; DU, Q.,Materials Chemistry and Physics
2008, 109, 143-147. 8. Kamiya, K.; Iwamoto, Y.; Yoko, T.; Sakka, S., Journal of Non-Crystalline Solids
1988, 100, (1-3), 195-200. 9. Sakka, S.; Kamiya, K., Journal of Non-Crystalline Solids 1982, 48, 31-46. 10. Sakka, S.; Kamiya, K.; Makita, K., Journal of Non-Crystalline Solids 1982, 63, 223-
235. 11. Klein, L. C., Sol-gel processing of silicates. Annu. Rev. Mater. Sci. 1985, 15, 227-
248. 12. Dechy-Cabaret, O.; Martin-Vaca, B.; Bourissou, D., Chem. Rev. 2004, 104, 6147-
6176. 13. Degée, P.; Dubois, P.; Jacobsen, S.; Fritz, H. G.; Jérôme, R., Journal of Polymer
Science: Part A: Polymer Chemistry 1999, 37, 2413-2420. 14. Bourget, L.; Corriu, R. J. P.; Leclercq, D.; Mutin, P. H.; Vioux, A., Journal of Non-
Crystalline Solids 1998, 242, 81-91. 15. Fischer, E. W.; Sterzel, H. J.; Wegner, G., Kolloid Z. Z. Polymer 1973, 251, 980-990. 16. Khimich N. N., Glass Physics and Chemistry 2004, 30(5),430–442. 17. Van-Krevelen, D. W.; Hoftyzer, P. J., Properties of Polymers. Correlation with
Chemical Structure. Elsevier: NY, 1972.

Chapter V: Comparison of the different synthesis paths


Chapter V: Comparison of the different synthesis path
- 117 -
V Chapter V: Comparison of the different synthesis paths
V.1 Introduction .............................................. - 118 - V.2 General indications .................................... - 121 -
V.2.1 Procedure of the direct melt-mixing of fumed silica into Polylactic acid via extrusion. ................................ - 121 - V.2.2 PLA-nanocomposite referencing ...................... - 121 -
V.3 Physico-chemical properties ...................... - 123 -
V.3.1 Molar mass and inorganic content of the different PLA-nanocomposites ....................................................... - 123 -
V.3.1.1 Size Exclusion Chromatography (SEC) ........... - 123 - V.3.1.2 Thermogravimetric Analyses (TGA) ............... - 124 -
V.3.2 Crystallinity ................................................. - 125 - V.3.2.1 Comparison by functionality with the same method of production. ............................................................. - 126 - V.3.2.2 Comparison of the different methods of production. . - 129 -
V.4 Morphology ................................................ - 132 -
V.4.1 Comparison of the methods of production having the same functionality. ................................................... - 132 -
V.4.1.1 Un-functionalized inorganic phase. ................ - 132 - V.4.1.2 Methacrylate functionalized inorganic phase. .. - 134 - V.4.1.3 Initiating/Amine functionalized inorganic phase.- 136 -
V.5 Energy consumption .................................. - 138 -

V.1 Introduction
- 118 -
V.1 Introduction As shown in the three preceding chapters, it is possible to synthesize a polymer
nanocomposite by various paths. In the second chapter, we insisted on the generation of
the polymer matrix in the presence of nanofiller, i.e. fumed silica. We demonstrated that
the silica surface (specific surface area, functionality) was an important parameter that
directly influences the dispersion and consequently the rheological properties. We were
able to evidence the rheological changes by following the polymerization step directly in
the rheometer. Moreover, by using the appropriate functionalization on the silica surface,
i.e. glycidylpropyltriethoxysilane functionalized fumed silica opened with ammonia; we
demonstrated that it was possible to initiate the ring-opening polymerization of L-Lactide
directly from the silica surface, called the “grafting from” method, leading to a
remarkable dispersion of the filler in the polymer.
In the third chapter, we attached ourselves to generate this time the inorganic-rich
phase into the poly(L-Lactide) polymer by reactive extrusion. Indeed, it is possible via
metal alkoxides and the hydrolysis-condensation reaction to synthesize a tridimensional
silica network. Here, to stay consistent with the second chapter, we used alkoxysilane to
obtain a silicium based inorganic-rich phase. Again we demonstrated that interfacial
interactions between the phases must be taken care of to assure a good compatibility
and consequently a good dispersion. Two interfacial agents were used in this aim and
were chosen to be also comparable with the functionality on the fumed silica surface of
the second chapter, i.e. methacylate and amine functions. We found that it was possible
to obtain a particular morphology with 3-trimethoxysilylpropylmethacrylate interfacial
agent. Indeed rheological characterization evidenced grafted polymer chains on the
inorganic-rich phase leading to branched structures. When γ-aminopropyltriethoxysilane
was incorporated, a chemical cross-linking of the polymer based O/I hybrid was observed
as insolubilities were evidenced as well as an elastic behaviour.
Finally in the forth chapter, the study presented aimed at combining the methods
seen in chapter two and three, that is to say, the generation of the inorganic-rich phase
directly in the molten L-Lactide monomer followed by its polymerization. Two path of sol-
gel was studied: the hydrolytic and the non-hydrolytic route. As for chapter two and
three, functionalization of the inorganic-rich phase was carried out through the
incorporation of γ-aminopropyltriethoxysilane. Unfortunately, due to time restrictions,
this interfacial agent was only studied for the hydrolytic sol-gel. Nevertheless, we
demonstrated that it was possible to combine both chemistries, i.e. sol-gel and
polymerization, in the same pot in order to synthesize a PLA nanocomposite even if
hydrolytic sol-gel leads to very low molar mass, i.e. ≈10,000g.mol-1.

Chapter V: Comparison of the different synthesis path
- 119 -
The idea of this chapter is to compare each method, described before, with each
other and with the simplest method consisting in the melt mixing of the preformed filler,
i.e. fumed silica, with the molten PLA polymer. To start with, the procedure of the melt
mixing will be presented and a referencing of all the PLA-nanocomposites will be detailed
for more readability. Then the comparison will be separated into three parts. To begin
with, the physico-chemical properties will be compared keeping in mind that the molar
masses obtained with each method differ and that some PLA-nanocomposites started
from Naturework’s PLA grade 2002D, i.e. a percentage of 4 of D isomer is present in the
chain, as other PLA-nanocomposites were obtained by polymerization from pure L-Lactide
leading to an optically pure polymer. Then the morphological aspects will be discussed.
Finally an estimation of the energy consumption of each procedure will be given and a
discussion on the viability of each method will be presented.


Chapter V: Comparison of the different synthesis path
- 121 -
V.2 General indications
V.2.1 Procedure of the direct melt-mixing of fumed silica into Polylactic acid via extrusion.
The PLA-nanocomposites were prepared directly in a in a corotative twin screw DSM
micro-extruder equipped with a manual floodgate allowing either extrusion or
recirculation. The temperature profile was fixed at 195°C. In these conditions, the
polymer temperature measured by using an internal thermocouple was 185°C. The
fumed silica and the PLA were added simultaneously. The aimed content of inorganic was
fixed to 5%wt. The mixing was carried out for ten minutes and then the PLA-
nanocomposite was extruded into a film. Four different fumed silica were used in order to
be comparable with the inorganic used or generated by the other methods:
• Non-modified fumed silica of 200m².g-1 with 1.8 silanols per square
nanometre which will be further referred as “N20”.
• Partially functionalized fumed silica with half of the surface silanols
functionalized by a PDMS oligomer (4 to 6 units) of 200m².g-1 which will be
further referred as “H20”.
• A completely methacrylate-functionalized silica surface of 200m².g-1 which
will be further referred as “methacryl”
• A Glycidylpropyltriethoxysilane surface treated silica of 200m².g-1 with the
epoxy ring opened with an ammonium solution into hydroxyl functions
which will be referred as “initiating”. The number of functions was
quantified by Wacker Chemie to be 0.009mmol.m-2.
V.2.2 PLA-nanocomposite referencing
For more readability, PLA-nanocomposites obtained through the different methods
and containing different types of inorganic are referenced below. All PLA-nanocomposites
had an aim of 5%wt of inorganic content.
PLA-nanocomposites obtained through the direct melt mixing process will be
referred as:
• PLA-N20
• PLA-H20
• PLA-methacryl
• PLA-initiating

V.2 General Indications
- 122 -
PLA-nanocomposites obtained through the method described in chapter 2, i.e. in-
situ polymerization of L-Lactide in the presence of fumed silica, will be referred as:
• L-Lactide-N20
• L-Lactide-H20
• L-Lactide-methacryl
• L-Lactide-initiating
PLA-nanocomposites obtained through the method described in chapter 3, i.e. in-
situ generation of the inorganic rich phase in PLA by reactive extrusion, will be referred
as:
• PLA-PDEOS
• PLA-PDEOS:TMSPM(6:1)
• PLA-PDEOS:TMSPM(30:1)
• PLA-PDEOS:APTES(6:1)
• PLA-PDEOS:APTES(30:1)
With PDEOS, i.e. polydiethoxysilane, being the inorganic precursor. TMSPM, i.e. 3-
trimethoxysilylpropylmethacrylate, being the methacrylate functionality and (6:1) or
(30:1) the PDEOS:TMSPM ratio. APTES, i.e. γ-aminopropyltriethoxysilane, being the
amine (initiating) functionality and (6:1) or (30:1) the PDEOS:APTES ratio.
PLA-nanocomposites obtained through the method described in chapter 4, i.e. in-
situ generation of the inorganic rich phase in the L-Lactide monomer followed by its
polymerization, will be referred as:
• L-Lactide-TEOS
• L-Lactide-TEOS:APTES(18:1)
• PLA-non-hydrolytic
With TEOS, i.e. tetraethoxysilane, being the inorganic precursor and APTES an
interfacial agent capable of initiating the ring-opening polymerization f L-Lactide added at
TEOS:APTES ratio of 18:1. PLA-non-hydrolytic stands for the PLA-based O/I hybrid
material generated by the non-hydrolytic condensation reaction realized in PLA via
reactive extrusion.
When neat polylactic acid 2002D will be considered, it will be referred as “PLA” and
when neat polylactic acid polymerized from pure L-Lactide by ourselves will be
considered, it will be referred as “L-Lactide”.

Chapter V: Comparison of the different synthesis path
- 123 -
V.3 Physico-chemical properties
V.3.1 Molar mass and inorganic content of the different PLA-nanocomposites
The PLA 2002D from Naturework, after ten minutes in the extruder at 185°C and
filming, had a molar mass of 240,000 g.mol-1 in number and 550,000 g.mol-1 in mass
with a polydispersity index of 2.3. In the case of polymerization from L-Lactide, the molar
mass achieved without fumed silica or inorganic precursors and with the same conditions
were 121,000 g.mol-1 in number and 239,000 g.mol-1 in weight. The molar mass and the
inorganic content results obtained through the different methods are gathered in Table
V-1.
V.3.1.1 Size Exclusion Chromatography (SEC)
To start with, concerning the melt mixing of fumed silica into PLA, we can see that
even 10 minutes of extrusion in the presence of fumed silica has a dramatic effect on the
molar mass with a significant drop. A reasonable explanation is the water adsorbed on
Table V-1: Molar mass determined by SEC calibrated with PS standards and inorganic content determined by TGA for PLA-nanocomposite obtained through the different routes
Compounds Ashes (%wt.)
Mn (g/mol)PS eq.
Mw (g/mol)PS eq. Ip
PLA-N20 4.0 170,000 360,000 2.1
PLA-H20 3.4 140,000 260,000 1.8
PLA-methacryl 200m²/g 3.9 190,000 300,000 1.6
PLA-initiating 200m²/g 3.8 140,000 280,000 2.0
Melt-mixing of fumed silica into PLA via extrusion
a) Non grafted Polylactide; b) silica grafted polylactide
Bimodal molar mass: a) molar at the top of the first peak, b) molar pass at the top of the second peak.
Compounds Ashes (%wt.)
Mn (g/mol) PS eq.
Mw (g/mol) PS eq. Ip
L-Lactide-N20 4.8 50,000 80,000 1.6
L-Lactide-H20 6.1 70,000 120,000 1.7 L-Lactide-methacryl
200m²/g 5.1 90,000 160,000 1.8 L-Lactide-initiating
200m².g 4.9 30,000(a) 9,000(b) 60,000(a) 2.0
Chapter 2: In-situ polymerization of L-Lactide in the presence of fumed silica
Compounds Ashes (%wt.)
Mn (g/mol) PS eq.
Mw (g/mol) PS eq. Ip
PLA-PDEOS 5.9 120,000 190,000 1.6 PLA-PDEOS- TMSPM(6:1) 6.2 80,000 140,000 1.7 PLA-PDEOS- TMSPM(30:1) 5.9 110,000 180,000 1.6 PLA-PDEOS- APTES(6:1) 6.3 240,000 910,000 3.8 PLA-PDEOS- APTES(30:1) 5.8 180,000 370,000 2.1
Chapter 3: In-situ generation of inorganic rich phase into PLA by reactive extrusion
Compounds Ashes (%wt.)
Mn (g/mol) PS eq.
Mw (g/mol) PS eq. Ip
L-Lactide-TEOS 0.9 10,000 16,000 1.6 L-Lactide-TEOS-
APTES(18:6) 2.7 3,000 5,000 1.7 PLA-non- hydrolytic 5.0 180,000(a)
30,000(b) n.d. n.d.
Chapter 4: In-situ generation of inorganic rich phase into L- Lactide followed by its polymerization

V.3 Physico-chemical properties
- 124 -
the silica surface which should hydrolyze the polymer chains while processing. When
chapter 3 is considered, an even more significant drop in the molar mass is also observed
except for the systems where APTES is concerned. The reason for these lower molar
mass are certainly driven by the sol-gel reaction occurring in the extruder and the
thermal degradation linked to the one hour presence in the extruder at 185°C. When
APTES is incorporated to the sol-gel reaction we can see that the molar masses are
maintained at a rather high value. This phenomenon was explained in the chapter 3,
where crosslinking is observed.
Concerning the PLA nanocomposite issued from the polymerization of L-Lactide, it is
again possible to observe a drop in the molar mass compared to the PLA with no addition
of either fumed silica or precursors, i.e. Mn = 121,000 g.mol-1. For chapter 2, water
adsorbed on the silica surface is probably the reason for this decrease. Nevertheless it is
possible to see that when the fumed silica is functionalized on the surface by hydrophobic
or methacrylate groups, the molar mass are a little higher meaning that probably less
water is adsorbed. With L-Lactide-initiating the molar mass achieved were quite low with
a significant difference between the non-grafted and the grafted polymer. This
phenomenon was attributed to local high concentration of initiating functions, i.e. silica
surface, leading to transfer reaction while the polymer growth. A solution would be to
have less initiating functions on the silica surface to lower this local concentration.
When the sol-gel reaction is carried out in the L-Lactide before polymerization, the
molar mass is very low, i.e. Mn = 10,000 and 3,000 g.mol-1 for L-Lactide-TEOS and L-
Lactide-TEOS:APTES(18:1) respectively. These very low molar masses were obtained due
to the presence of residual water and/or ethanol coming from the sol-gel reaction not
removed even after extensive vacuum. Finally for PLA-non-hydrolytic size exclusion
chromatography evidenced a bimodal distribution with a molar mass in number at the
peaks of 180,000 and 30,000 g.mol-1, respectively.
V.3.1.2 Thermogravimetric Analyses (TGA)
The content of inorganics is quite low for the melt mixing method as the aimed
inorganic content was 5%wt. This is explained by the pulverulent property of fumed
silica. Indeed, a non-negligible content of fumed silica seems to have been drawn up by
the vacuum extraction during the addition into the extruder input. The inorganic content
for chapter 2, on the other hand, seems rather in accordance with the aimed inorganic
content of 5%wt. except for the L-Lactide-H20. Concerning chapter 3, we can see that
the inorganic content is slightly higher than 5%wt. We attribute this increase to ethoxy
groups still present in the inorganic rich phase as polydiethoxysiloxane has probably not
fully condensed as shown in the solid state 29Si NMR showed in chapter 3 with the

Chapter V: Comparison of the different synthesis path
- 125 -
presence of a significant quantity of Q2 species left after one hour of reactive extrusion at
185°C explained by the low quantity of water used, i.e. 0.25%wt., for the sol-gel
reaction. Finally, with the results concerning chapter 4, we can see that, for an aimed
inorganic content of 3%wt for L-Lactide-TEOS and L-Lactide-TEOS:APTES(18:1), the
inorganic content appearing after TGA seems rather low for L-Lactide-TEOS with only
0.9%wt. This very low content of inorganics has been explained by the fact that four
hour reaction at 110°C without any catalyst does not seem sufficient for the sol-gel
reaction to reach a high degree of condensation. For L-Lactide-TEOS:APTES(18:1) a
value of 2.7%wt of inorganic content is reached. It seems therefore that APTES acts as a
catalyst for the sol-gel reaction as it is the only parameter changed compared to L-
Lactide-TEOS. PLA-non-hydrolytic has a good agreement with the aimed inorganic
content of 5%wt. Contrary to chapter 3, TGA results let us suppose that the inorganic
phase is rather highly condensed as the inorganic content is not higher than the aimed
one meaning that the ethoxy groups as well as chlorosilanes are no more present.
Unfortunately, solid state 29Si NMR spectrum was not able to confirm or not this
hypothesis as no signals appeared clearly out of the baseline.
Globally, we can see that, melt mixing and in-situ generation of the inorganic rich
phase into PLA by reactive extrusion seems the best methods in order to have rather
high molar mass with a controlled content of inorganic phase. Nevertheless in-situ
polymerization of L-Lactide in the presence of fumed silica seems promising and water
adsorbed on the silica surface could be avoided or at least reduced by grafting a
functionality limiting the water uptake, as methacrylate functionalities for example.
V.3.2 Crystallinity
To further compare the different PLA-nanocomposite, isothermal DSC was carried
out in order to evaluate the effect of the inorganic filler and their functionality on the
crystallinity of the Polylactic acid. One must be careful in the comparison on the PLA-
nanocomposite obtained through the different methods. Indeed, in the case of melt
mixing and the in-situ generation of the inorganic rich phase into PLA by reactive
extrusion (Chapter 3), the polylactic acid used was Naturework’s 2002D grade meaning a
non-negligible content of D-isomeric form contained in the polymer chain. Consequently
the extent as well as the kinetics of crystallization will be lower than the ones obtained by
an optically pure polylactic acid, which is the case for the in-situ polymerization of L-
Lactide in the presence of fumed silica (Chapter 2) and the in-situ generation of the
inorganic rich phase in the L-Lactide monomer followed by its polymerization (Chapter

V.3 Physico-chemical properties
- 126 -
4). The extent of crystallization is calculated by using the melting enthalpy of the infinite
PLA crystal (ΔH∞=93J.g-1).
V.3.2.1 Comparison by functionality with the same method of production.
a Melt mixing of fumed silica into PLA via extrusion
To begin with, the PLA-nanocomposites are compared by functionality with the
same method of production. Figure V-1 shows the isothermal crystallization of melt
mixing of fumed silica into PLA via extrusion at 120°C. It can be seen that the
incorporation does not seem to have any beneficial effect on the rate of crystallization for
PLA-N20 and PLA-initiating or even disturbs the crystallization as the speed of
crystallization is slowed down with the presence of H20 and methacryl fumed silica.
b In-situ generation of the inorganic rich phase into PLA by reactive extrusion (chapter 3)
Concerning PLA-nanocomposites obtained through in-situ generation of the
inorganic rich phase into PLA by reactive extrusion (Figure V-2), it seems the inorganic-
rich phase generated from the alkoxysilane precursors tend to limit the crystallization or
at least dramatically decrease its rate as PLA-PDEOS has only reached 20% of
crystallinity after 2000s at 120°C compared to a fully crystallized PLA, i.e. ≈35%, after
1500s. When TMSPM is incorporated to the system at a high ratio, i.e. 6:1, the
crystallization rate gets even worst with a little less than 5% of crystallinity achieved
after 2000s. Nevertheless, when a lower quantity of TMSPM, i.e. 30:1, is used, the rate
of crystallization becomes higher with almost 30% of crystallinity achieved after 2000s.
Figure V-1: Isothermal Differential Scanning Calorimetric analysis of PLA-nanocomposite obtained through melt mixing of fumed silica into PLA via extrusion at 120°C.
0
5
10
15
20
25
30
35
40
0 500 1000 1500 2000Time (s)
Cry
stal
linity
(%)
PLA
PLA-H20
PLA-initiating
PLA-methacryl
PLA-N20

Chapter V: Comparison of the different synthesis path
- 127 -
In chapter 3, it was found that a particular morphology seems to be obtained with the
addition of TMSPM that is to say branched structures with PLA chains grafted on one side
to the inorganic rich phase. The frequency sweeps done with these PLA-nanocomposites
(see Chapter 3) tend to imply that the PLA chain branching is increased when the TMSPM
interfacial content is increased. Then it seems that there is an optimum of branching
limiting the decrease in the rate of crystallization. When APTES is incorporated to the
system, it can be observed that at the highest content, i.e. 6:1, a decrease in the rate
and extent of crystallization is obtained with about 25% of crystallinity obtained after
2000s at 120°C. With the lower content of APTES, i.e. 30:1, the rate of crystallization
does not seem effected and the extent is a little lowered (≈33%). As shown in Chapter 3,
evidence of cross-linking was obtained when APTES was concerned. Even if the cross-
linking seemed to mainly occur in the rheometer waiting for the samples to stabilize, it
can be assumed that cross-linking may have occurred in the extruder explaining why, for
the highest rate of APTES, crystallization is probably reduced because of a lower mobility
of the polymer chain segments.
c In-situ polymerization of L-Lactide in the presence of fumed silica (Chapter 2)
Concerning PLA-nanocomposites obtained through in-situ polymerization of L-
Lactide in the presence of fumed silica (Figure V-3), it seems that fumed silica has a little
enhancement effect on the crystallization kinetics whatever the functionalities on the
silica surface. The extent of crystallization, on the hand, is a little decreased probably
linked to the nucleating effect as crystallites formed should be numerous leading to
smaller crystallites and a higher impact of the defaults.
Figure V-2: Isothermal Differential Scanning Calorimetric analysis of PLA-nanocomposite at 120°C obtained through in-situ generation of the inorganic rich phase into PLA by reactive extrusion (Chapter 3).
05
10152025303540
0 500 1000 1500 2000Time (s)
Cry
stal
linity
(%)
PLA
PLA-PDEOS:TMSPM(6:1)
PLA-PDEOS:APTES(30:1)
PLA-PDEOS:TMSPM(30:1)
PLA-PDEOS
PLA-PDEOS:APTES(6:1)

V.3 Physico-chemical properties
- 128 -
d In-situ generation of the inorganic rich phase in the L-Lactide monomer followed by its polymerization (Chapter 4)
Finally, isothermal DSC at 120°C was carried out for the PLA-nanocomposites
obtained by the last method, i.e. in-situ generation of the inorganic rich phase in the L-
Lactide monomer followed by its polymerization. Figure V-4 shows that, for L-Lactide-
TEOS, the crystallization is a little faster but the extent of crystallization is quit lowered,
i.e. 50% instead of 64% for L-Lactide. This can be explained by the large difference in
the molar mass between L-Lactide, i.e. Mn = 121,000 g.mol-1, and L-Lactide-TEOS, i.e.
Mn = 10,000 g.mol-1. Indeed we can assume that for the lower molar mass the polymer
chains will be able to organize themselves easier into a crystalline structure combined
with the inorganic rich phase helping the nucleation leading to a faster crystallization. On
the other hand this faster crystallization leads to some imperfections in the crystalline
structure leading to a lower crystallization extent. L-Lactide-TEOS:APTES(18:1) does not
appear in Figure V-4 as no crystallization was detected during the isothermal DSC at
120°C.
PLA-non-hydrolytic appears in this section as it was described in the publication of
chapter 3 but it most be taken in consideration that the PLA-nanocomposite was obtained
from already made PLA 2002D. Therefore the crystallization kinetics and extent are
limited compared to poly(lactic acid) obtained form pure L-Lactide.
Figure V-3: Isothermal Differential Scanning Calorimetric analysis of PLA-nanocomposite at 120°C obtained through in-situ polymerization of L-Lactide in the presence of fumed silica (Chapter 2).
0
10
20
30
40
50
60
70
0 200 400 600 800 1000Time (s)
Cry
stal
linity
(%) L-Lactide-N20
L-Lactide-initiating
L-Lactide-H20
L-Lactide

Chapter V: Comparison of the different synthesis path
- 129 -
V.3.2.2 Comparison of the different methods of production.
Finally in an attempt to compare the effect of different methods of production on
the crystallization behavior, PLA-nanocomposites having the same “type” of inorganic
phase, i.e. un-modified inorganic silicons, are regrouped in the same figures. However it
is still necessary to separate PLA-nanocomposite issued from PLA 2002D and that issued
from the polymerization of L-Lactide in order to have the most comparable conditions
possible.
a On the basis of PLA 2002D.
Figure V-5 shows the results obtained for the isothermal DSC at 120°C of PLA-
nanocomposite issued from PLA 2002D and obtained through different routes. It can first
be seen that the PLA-nanocomposite obtained through the route studied in Chapter 3,
i.e. PLA-PDEOS, does not seem adequate in order to have a high rate of crystallinity
compared to the other routes. Concerning PLA-N20, no significant effect of the filler can
be observed leading to the conclusion that the melt-mixing method does not affect the
PLA crystallinity at least when unmodified fumed silica is concerned. Finally, when non-
hydrolytic sol-gel condensation was carried out into the PLA via reactive extrusion, a
dramatic effect on the crystallization rate could be observed. The hypothesis expressed
would be that there is a combination effect of the inorganic rich phase and the bimodal
distribution of the molar mass, i.e. Mn at the peaks equal to 180,000 and 30,000 g.mol-1.
Indeed the lower molar mass should bring a plasticization effect on the higher ones
bringing mobility to the polymer chains leading to an easier alignment of the polymer
chains and the inorganic-rich phase, which seems highly condensed, should bring
Figure V-4: Isothermal Differential Scanning Calorimetric analysis of PLA-nanocomposite at 120°C obtained through in-situ generation of the inorganic rich phase in the L-Lactide monomer followed by its polymerization (Chapter 4)
0
10
20
30
40
50
60
70
0 200 400 600 800 1000 1200Time (s)
Cry
stal
linity
(%)
L-Lactide
PLA-non-hydrolytic
L-Lactide-TEOS

V.3 Physico-chemical properties
- 130 -
nucleation. This hypothesis is encouraged by the glass transition of PLA-non-hydrolytic
that is shifted to lower temperatures, i.e. 22.6°C, compared to the glass transition of
PLA, i.e. 61.1°C. In any case crystallization rate is greatly enhanced with a nearly
complete crystallization obtained after only 900s compared to PLA and PLA-N20 with
1500s. However, the crystallization extent is a little lower with around 29% of
crystallinity compared to 36% for the neat PLA.
Globally, it can be expressed that in order to maintain a good crystallization
behavior of the PLA, precautions must be taken for the in-situ generation of the inorganic
rich phase into PLA by reactive extrusion (Chapter 3), when hydrolytic method sol-gel is
concerned. Indeed, the crystallization behavior should be taken into account when using
this route.
b On the basis of L-Lactide polymerization.
Figure V-6 shows the results obtained for the isothermal DSC at 120°C of PLA-
nanocomposite issued from the polymerization of pure L-Lactide and obtained through
different routes. In both cases, i.e. L-Lactide-N20 and L-Lactide-TEOS, the presence of
the inorganic phase seems to enhance the crystallization rate and lower a little the
crystallinity. However these results must be combined with the lower molar mass
obtained for these PLA-nanocomposites compared to L-Lactide and an effect of this
difference may also be non negligible. Globally, there is not an important effect of these
methods on the crystallization.
Figure V-5: Isothermal Differential Scanning Calorimetric analysis of PLA-nanocomposite at 120°C containing non-functionalized inorganic filler obtained through the different processing routes using PLA 2002D.
05
10152025303540
0 500 1000 1500 2000
Time (s)
Cry
stal
linity
(%)
PLA
PLA-non-hydrolytic (Chapter 4)
PLA-N20
PLA-PDEOS (Chapter 3)

Chapter V: Comparison of the different synthesis path
- 131 -
0
10
20
30
40
50
60
70
0 200 400 600 800 1000 1200 1400Time (s)
Cry
stal
linity
(%)
L-Lactide
L-Lactide-TEOS (Chapter 4)
L-Lactide-N20 (Chapter 2)
Figure V-6: Isothermal Differential Scanning Calorimetric analysis of PLA-nanocomposite at 120°C containing non-functionalized inorganic filler obtained through the different processing routes issued from the polymerization of L-Lactide.

V.4 Morphology
- 132 -
V.4 Morphology
V.4.1 Comparison of the methods of production having the same functionality.
V.4.1.1 Un-functionalized inorganic phase.
Figure V-7: Transmission Electron Microscopy of PLA-nanocomposite containing non-functionalized inorganic filler obtained through the different processing routes at different magnification. PLA-N20 (a, a’, a’’); PLA-PDEOS (b, b’, b’’); L-Lactide-N20 (c, c’, c’’); L-Lactide-TEOS (d, d’, d’’).
b) b') b'')
c) c') c'')
d) d') d'')
a) a') a'')

Chapter V: Comparison of the different synthesis path
- 133 -
First, and before discussing the different morphologies, it is important to take into
account that in the first two series, i.e. PLA-N20 (Figure V-7a, a’ and a’’) and PLA-PDEOS
(Figure V-7b, b’ and b’’), TEM images were obtained after an extrusion step while in the
last two series, i.e. L-Lactide-N20 (Figure V-7c, c’ and c’’) and L-Lactide-TEOS (Figure
V-7d, d’ and d’’) TEM images were obtained just after their synthesis in the reactor. This
difference between PLA- and L-Lactide- compounds is also true for the next sections, i.e.
methacrylate and initiating functionalization.
Nevertheless, when looking at PLA-N20 and PLA-PDEOS we can see that a rather
well dispersed nanocomposite is obtained even if no surface modification is present.
Indeed the shear induced by the corotative twin screw allows for inorganic particles to
individually separate when PLA-N20 is concerned even if highly dense aggregates close to
500nm are present. Concerning PLA-PDEOS it can be seen that the shear produced by
the reactive extrusion allows quite low inorganic-rich phase with a diameter close to
200nm.
When L-Lactide-N20 and L-Lactide-TEOS are concerned, it can be seen that large
highly dense agglomerates are formed up to few tens of micrometers for L-Lactide-N20
and aggregates of 2-3 micrometers for L-Lactide-TEOS. Indeed, in this case, the poor
compatibility and shear brought by the anchor-like stirring is not enough to break
particle-particle interactions. Although it can be considered that the aggregates obtained
with L-Lactide-TEOS are less dense, aggregation of the in-situ generated inorganic rich-
phase can be explained by the increasing solubility parameter with the increasing
hydrolysis-condensation. As explained in the related chapter, i.e. Chapter 4, the particle-
particle interactions become largely dominant compared to polymer-particle interactions
as the hydrolysis-condensation reaction is carried on.
Globally, when no functionalization is considered, we can see that the main effect
for an important dispersion of the silicon inorganic is the shear brought to the system in
order to break the particle-particle interactions.

V.4 Morphology
- 134 -
V.4.1.2 Methacrylate functionalized inorganic phase.
Figure V-8: Transmission Electron Microscopy of PLA-nanocomposite containing methacrylate functionalized inorganic filler obtained through the different processing routes at different magnification. PLA-methacryl (a, a’, a’’); PLA-PDEOS:TMSPM(30:1) (b, b’, b’’); L-Lactide-methacryl (c, c’, c’’).
a) a') a'')
b) b') b'')
c) c') c'')

Chapter V: Comparison of the different synthesis path
- 135 -
First, it can be seen that PLA-methacryl (Figure V-8a, a’ and a’’) is quite well
dispersed as PLA-N20 (Figure V-7a, a’ and a’’) was. The main difference lies in the few
aggregates that are present. Indeed, it is possible to note that the methacryl functions
on the silica surface seem to allow PLA chain to still be present into the aggregate leading
to a less dense aggregate compared to PLA-N20.
Concerning PLA-PDEOS:TMSPM(30:1) (Figure V-8b, b’ and b’’), orientation is clearly
evidenced and therefore the comparison with PLA-PDEOS (Figure V-7b, b’ and b’’) will be
difficult as this last was not microtomed in order to observe a possible orientation. This
orientation is due to the elongation deformation from the filming extrusion process.
Nevertheless, it seems that the inorganic-rich phase is separated into two populations:
small particles of 50-100nm and large rods of 1-2 µm long and 500nm large. In chapter
3, we showed that the methacrylate interfacial agent was concentrated at the interface
between the inorganic rich phase and the polymer matrix with the use of Ruthenium
tetroxide; but it was established that even with a higher ratio of interfacial agent the
effect on the size of the inorganic-rich phase was poor. Consequently, it can be implied
that the larger inorganic domains seen are mainly due to the orientation of the films than
to the methacylate interfacial agent.
Finally, L-Lactide-methacryl (Figure V-8c, c’ and c’’) shows large agglomerates as
for L-Lactide-N20 (Figure V-7c, c’ and c’’) probably due to poor stirring shear.
Nevertheless the agglomerates obtained with the methacrylate surface functionalization
are significantly lower in size, i.e. ≈10 µm, compared to the one obtained without
functionalization, i.e. few tens of micrometers. Moreover, as for PLA-methacryl, it is
possible to see that the agglomerate is less dense with the presence of polymer in the
agglomerate.
Globally, we can see that methacrylate functionalization lowers the particle-particle
interaction in favor of polymer-particle interactions and therefore allow the presence of
polymer in the aggregates/agglomerates leading to lower particle density. Concerning
PLA-PDEOS:TMSPM(30:1), the results imply that orientation due to elongation is an
important parameter in the final morphology of the inorganic-rich phase as the
condensation does not seem sufficiently important to avoid stretching. Actually, I believe
to a critical extent of condensation for observing such oriented structure.

V.4 Morphology
- 136 -
V.4.1.3 Initiating/Amine functionalized inorganic phase.
Figure V-9: Transmission Electron Microscopy of PLA-nanocomposite containing Initiating/Amine functionalized inorganic filler obtained through the different processing routes at different magnification. PLA-initiating (a, a’, a’’); PLA-PDEOS:APTES(30:1) (b, b’, b’’); L-Lactide-initiating (c, c’, c’’); L-Lactide-TEOS:APTES(18:1) (d, d’, d’’).
a) a') a'')
b) b') b'')
c) c') c'')
d) d') d'')

Chapter V: Comparison of the different synthesis path
- 137 -
Again, it can be seen that the shear induced by the extrusion leads to a remarkable
dispersion for PLA-initiating (Figure V-9a, a’ and a’’). Almost no aggregates are
detectable and the few ones are quite small, i.e. 500nm. It is possible to notice that, as
for PLA-methacryl, the aggregates are less dense with an even larger amount of PLA
present in the aggregate.
The same pattern is shown with L-Lactide-initiating (Figure V-9c, c’ and c’’). Even
with the low shear induced by the anchor like stirrer compared to the shear induced by
the extruder, the nanofiller is remarkably well dispersed. Compared to L-Lactide-N20
(Figure V-7c, c’ and c’’) and L-Lactide-methacryl (Figure V-8c, c’ and c’’) which presented
agglomerates above the micrometer, a few aggregates are visible for L-Lactide-initiating
and, even then, polymer is present in large quantities leading more precisely to a fractal
structure.
Concerning PLA-PDEOS:APTES(30:1) (Figure V-9b, b’ and b’’), orientation of the
inorganic-rich phase due to the elongation deformation from the filming extrusion
process is clearly evidenced. Nevertheless it can be seen that the shape of the inorganic-
rich phase, when APTES is present, is significantly different from the one obtained when
TMSPM is present. Here, the inorganic rich phase, under the elongation deformation,
organize itself under structures having high aspect ratios, i.e. small thickness (≈50-
100nm) and significant longer (from 1 to 10s of micrometers). It seems that the low
condensation of the inorganic–rich phase and the increased compatibility due to the
presence of APTES as an interfacial agent allows a dramatic deformation of the inorganic-
rich phase under elongational deformation of the PLA-based O/I hybrid. It is worth noting
that even though the condensation of the inorganic-rich phase is not completed (to allow
deformation), it is enough advanced to keep this morphology even after a remelting of
PLA-PDEOS-APTES(30:1) at 200°C, i.e. rheological characterization, as shown in chapter
3.
Finally, L-Lactide-TEOS:APTES(18:1) shows a well dispersed inorganic-rich phase
(Figure V-9d, d’ and d’’) compared to L-Lactide-TEOS (Figure V-7d, d’ and d’’). It seems
that the presence of APTES as interfacial agent and initiator decreases the aggregation of
the condensing alkoxysilane precursors by lowering the particle-particle interactions in
favor of polymer-particle interactions.
Globally, we can see that amine/initiating functionality has a dramatic effect on the
morphologies no matter the route of synthesis chosen. The compatibility between the
polymer and the silicon phase is greatly enhanced allowing a better dispersion (PLA-
initiating, L-Lactide-initiating and L-Lactide-TEOS:APTES(18:1)) and particular
morphologies (PLA-PDEOS:APTES(30:1)).

V.5 Energy consumption
- 138 -
V.5 Energy consumption
With the use of poly(lactic acid) as matrix, a biosourced polymer, it appeared
interesting to take into account the energy consumption of each route of synthesis
followed in order to have an idea of the viability of the routes in terms of “green
development”. Consequently, using a powermeter, we measured the power used
following each route. The measures were taken from the very beginning of the process
(including heating the equipment) to the end PLA-nanocomposite film.
V.5.1 Melt-mixing of fumed silica into PLA.
The powers registered are gathered into Table V-2.
It is possible to note that the step that has the biggest energy consumption is the
heating of the corotative twin screw at 195°C with almost half of consumed energy for
only a third of the process. Nevertheless, it is easy to imagine that in industrial
application the extruder would be used in a continuous process leading to a decrease of
the impact of the extruder heating.
V.5.2 In situ polymerization of L-Lactide in the presence of Fumed silica.
Concerning the path studied in second Chapter (Table V-3), even if batches of 30-
60g of PLA-nanocomposite were produced, the energy consumption is relatively low
(≈0.19kW.h) and the main part of the power needed comes from the filming process.
Consequently, it seems that this process could be considered in industrial applications. It
is possible to imagine to directly in-situ polymerize L-Lactide in the presence of fumed
silica directly in an extruder as already done with L-Lactide alone [89].
Time needed Total time Total power used
min min kW.hHeating of the corotative twin screw extruder at 195°C 10 10 0.25
Addition of PLA + fumed silica and activation of the rotation at 100rpm
8 18 0.34
Mixing 10 28 0.44Filming at 60 rpm 8 36 0.52
Melt-mixing of fumed silica into PLA
Actions
Table V-2: Energy consumption of the melt mixing process

Chapter V: Comparison of the different synthesis path
- 139 -
V.5.3 In-situ generation of the inorganic rich phase into PLA by reactive extrusion.
Concerning the path studied in the third Chapter (Table V-4), even if it is a
continuous process, the time needed for the reaction of the precursors, i.e. one hour,
leads to a high energy consumption (almost doubled compared to the in situ
polymerization of L-Lactide in the presence of fumed silica process).
Time needed Total time Total power used
min min kW.hHeating of the reactor via the oil bath at 110°C 10 10 0.03
Stabilisation of the temperature + activation of the stirring + catalysts injection
18 28 0.06
Heating to 185°C 15 43 0.11Maintained for polymerization 30 73 0.19Heating of the corotative twin screw extruder at 195°C 10 83 0.44
Addition of PLA-nanocomposite + fumed silica and activation of the rotation at 100rpm
8 91 0.53
Mixing 10 101 0.63Filming at 60 rpm 8 109 0.71
In situ polymerization of L-Lactide in the presence of Fumed silica
Actions
Table V-3: Energy consumption of the in situ polymerization of L-Lactide in the presence of Fumed silica process
Time needed Total time Total power used
min min kW.hHeating of the corotative twin screw extruder at 195°C 10 10 0.25
Addition of PLA 8 18 0.34Addition of precursors 10 28 0.44Reaction for one hour 60 88 1.27Filming at 60 rpm 8 96 1.35
In-situ generation of the inorganic rich phase into PLA by reactive extrusion
Actions
Table V-4: Energy consumption of the In-situ generation of the inorganic rich phase into PLA by reactive extrusion process

V.5 Energy consumption
- 140 -
V.5.4 In-situ generation of the inorganic rich phase in the L-Lactide monomer followed by its polymerization.
Concerning the path studied in the fourth chapter (Table V-5), two different
methods were used: hydrolytic and non-hydrolytic. Again we can see that the filming
step takes around one half and one third of the needed energy for the production of the
PLA-nanocomposite for the non-hydrolytic and hydrolytic methods respectively.
Nevertheless the important time of reaction needed has a negative impact on the energy
consumption. It is even more true for the hydrolytic method were four hours are first
needed for the hydrolysis-condensation reaction and then 3 hours are added to eliminate
water and ethanol by vacuum (knowing that finally results in chapter 4 showed it was not
enough).
Consequently, non-hydrolytic method seems better than the hydrolytic one and
even the in-situ generation of the inorganic rich phase into PLA by reactive extrusion
process in terms of energy consumption. But one needs to take in consideration the
toxicity of the chlorosilane used in the process which is not consistent with a “green”
process.
Table V-5: Energy consumption of the in-situ generation of the inorganic rich phase in the L-Lactide monomer followed by its polymerization process
Time needed Total time Total power used Time needed Total time Total power
usedmin min kW.h min min kW.h
Heating of the reactor via the oil bath at 110°C 10 10 0.03 Heating of the reactor via
the oil bath at 110°C 10 10 0.03
Maintained for condensation reaction 180 190 0.37 Maintained for condensation
reaction 240 250 0.48
Addition of sodium ascorbate for reduction of Fe(III) into Fe(II)
60 250 0.48 Vaccum to eliminate water and ethanol (1) 180 430 0.85
Injection of catayts + heating at 185°C 15 265 0.53 Injection of catayts +
heating at 185°C 15 445 0.90
Maintained at 185°C for polymerization 30 295 0.61 Maintained at 185°C for
polymerization 30 475 0.98
Heating of the corotative twin screw extruder at 195°C
10 10 0.86Heating of the corotative twin screw extruder at 195°C
10 10 1.23
Addition of PLA + fumed silica and activation of the rotation at 100rpm
8 18 0.95Addition of PLA + fumed silica and activation of the rotation at 100rpm
8 18 1.32
Mixing 10 28 1.05 Mixing 10 28 1.42Filming at 60 rpm 8 36 1.13 Filming at 60 rpm 8 36 1.50
Non-hydrolytic actions
In-situ generation of the inorganic rich phase in the L-Lactide monomer followed by its polymerization
Hydrolytic
ActionsActions
(1) Energy consumption of the vacuum pump is not taken into consideration

Chapter V: Comparison of the different synthesis path
- 141 -
V.6 Conclusion The idea of this Chapter was to compare each method described per chapter and
with the simplest method consisting in the melt mixing of the preformed filler, i.e. fumed
silica, with the molten PLA polymer. The comparison is not as easy as finally each PLA-
nanocomposite produced has inherent properties linked either to the raw materials used,
i.e. 2002D PLA over L-Lactide or fumed silica over alkoxysilane precursors, and/or the
process, i.e. extrusion as reactor or as film processing only, influencing the overall
physico-chemical properties and morphologies.
In a first part, the physico-chemical properties were compared in terms of molar
mass and crystallization. It was shown that finally, as expected, hydroxyl functions are a
critical parameter influencing the molar mass. Indeed it was demonstrated that even if
the method starts from the already made poly(lactic acid), i.e. Naturework’s 2002D,
water adsorbed on the fumed silica as well as the water and ethanol generated during
the hydrolysis-condensation reaction of the alkoxysilane precursors lead to hydrolysis of
the PLA and consequently to a significant decrease in the molar mass. A too high
concentration of initiator, hydroxyl functions, is also present when polymerization is
carried out from L-Lactide as soon as fumed silica is added or when hydrolysis-
condensation reaction is achieved. Nevertheless, particular morphologies and methods
offer a non-negligible solution, for example, the crosslinking of the PLA-nanocomposite
when the inorganic-rich phase is generated in combination with APTES. In terms of
crystallization, we were able to see that there is a significant difference between the PLA-
nanocomposite issued from the already made PLA, i.e. Naturework’s 2002D, and the PLA
polymerized from the pure L-Lactide. In the first case only ≈35% of crystallization is
achieved in about 1500s, in the second ≈65% of crystallization is reached in about 800s.
This behavior is directly linked to the optical purity of the poly(lactic acid) used.
Nevertheless, a few PLA-nanocomposites demonstrated a nucleating effect on the
crystallization as for example the fumed silica in combination with the polymerized L-
Lactide and the use of the non-hydrolytic method of condensation with the already made
PLA.
Then the morphological aspects were discussed. It appeared that the critical
parameter was the extrusion step bringing high shear and consequently a very good
dispersion compared to the samples observed after the reactor step and before the
processing. Nevertheless it was demonstrated that the functionality of the inorganic
surface allows an even better dispersion, i.e. PLA-initiating, L-Lactide-initiating and L-
Lactide-TEOS:APTES(18:1). Concerning PLA-PDEOS:TEOS(30:1), having the long and
stretched inorganic-rich phase, we believe that there is an existence of a critical degree

V.5 Energy consumption
- 142 -
of condensation before which the morphology is loosed after remelting and after which
the inorganic-rich phase is too highly condensed to be subject to deformation under
elongation due to the filming process.
Finally an estimation of the energy consumption of each procedure was given and a
discussion on the viability of each method was presented. It appears that, taking into
account the volumes on which we were working on, the extruder was the most energy
consuming process. Consequently the global energy consumption is directly linked to the
residence time of the materials into the extruder: i) 10 minutes for the melt mixing of
the fumed silica into PLA as well as the film transformation of the PLA-nanocomposites
obtained through the in-situ polymerization of the L-Lactide in the presence of fumed
silica and the generation of the inorganic-rich phase in L-Lactide followed by its
polymerization; ii) 96 minutes for the in-situ generation of the inorganic rich phase into
the PLA. Nevertheless the global time of the process must be taken into account as well.
For example the time needed for the generation of the PLA-nanocomposite through the
generation of the inorganic-rich phase into the L-Lactide by the hydrolytic method
followed by its polymerization is significant, i.e. 4 hours of hydrolysis-condensation, 3
hours of intensive vacuum and 30 minutes of polymerization, and seems hardly
transposable into an effective industrial process.

General Conclusion & perspectives


General Conclusion and perspectives
- 145 -
General Conclusion
& Perspectives
The different routes for the generation of PLA / silicon based hybrid organic-
inorganic nanomaterials and nanocomposites were studied.
Using the literature survey, tin(II) 2-ethylhexanoate as catalyst in combination with
triphenylphosphine was selected for Ring Opening Polymerization of L-Lactide. On the
other hand, the initiator used depended on the selected path for synthesis of
nanocomposites. The later one was either the residual water contained in the L-Lactide or
butane-1-ol in the case of extensive vacuum proceeded before ROP. Interfacial agents
such as 3-trimethoxysilylpropylmethacrylate , TMSPM, and γ-aminopropyltriethoxysilane,
APTES, were considered when the sol-gel was carried out in order to enhance the
compatibility between the polyester PLA matrix and the inorganic-rich phase as for the
surface-functionalized fumed silica. In a final stage, a non conventional non-hydrolytic
condensation was considered for the generation of an inorganic-rich phase.
Consequently, the study of each route for designing PLA-nanocomposites was considered
separately before being compared in terms of final morphologies.
Considering in-situ polymerization of L-Lactide in the presence of fumed silica
(Chapter 2), it was found that crystallization can be evidenced via chemiorheology as the
polymerization proceeds at a temperature below the supercooling one. In the case of the
polymerization of L-Lactide monomer filled with hydrophilic fumed silica, aggregates self-
assemble into a three-dimensional network in the reactive media due to the
predominance of particle-particle interactions compared to particle-organic medium ones.
This percolation phenomenon was found to be a limit for further processing of
nanocomposites. Besides, it was shown that it was possible to avoid this tridimensional
network to be generated by functionalizing the silica surface, i.e. by introducing
methacrylate functionality. The study of the bulk in situ polymerization of L-Lactide in the
presence of organically-modified fumed silica showed that it was possible to obtain a
nanocomposite morphology in a one step reaction. It was found that the morphology
obtained is directly linked to the surface modification of the silica surface. The “grafting
from” polymerization of L-Lactide on the initiating group of the silica surface was
achieved leading to highly dispersed silica on at nanoscale.

General Conclusion and perspectives
- 146 -
The generation of PLA-based O/I hybrids in the melt was also achieved via reactive
extrusion (Chapter 3). It was possible to generate inorganic-rich phase into the PLA via
reactive extrusion as proven by the solid state 29Si NMR. The rheological study allowed us
to put forward a branched structure with PLA chains grafted on the inorganic rich phase
from a grafting onto process for systems including polydiethoxysiloxane, PDEOS, alone or
with 3-trimethoxysilylpropylmethacrylate , TMSPM, as interfacial agent. Moreover, the
TMSPM interfacial agent was evidenced to concentrate, as supposed, at the interface
between the PLA matrix and the inorganic-rich phase. With the use of γ-
aminopropyltriethoxysilane, APTES, a crosslinking occurs in the system as shown by the
appearance of insoluble fractions and by the rheology. Nevertheless, it appears that this
crosslinking is not really dense, i.e. molar mass between crosslinking bonds remains very
high, as a large swelling occurred. The morphology of the systems including aminosilane,
APTES, seems to be frozen after the extrusion as the orientation provided by processing
as films after further melting is kept. It seems that here is a critical condensation state
below which the orientation should be lost after remelting due to relaxation and above
which the condensation should be too high to be able to undercome deformation under
elongation.
Two routes for the generation of inorganic rich phase via sol-gel method into
molten L-Lactide followed by its ROP polymerization were also reported (Chapter 4). The
first one lies in the conventional hydrolysis-condensation reaction using
tetraethoxysilane, TEOS, and water. It was found that the two hydrolysis-condensation
side products, i.e. water and ethanol, lead to the generation of low molar mass PLA
matrix chains even after extensive vacuum to remove these products. The addition of the
interfacial agent allowed a better dispersion of the inorganic-rich phase within the PLA
matrix as the amino groups could have allowed the initiation of the polymerization of L-
Lactide. Concerning non-hydrolytic sol-gel method, it appears that a great potential
method could be considered. Indeed it is possible to carry out the condensation in molten
L-Lactide solution with rather high reaction rates compared to hydrolytic sol-gel and
without producing side reaction products, i.e. components which can disturb the following
polymerization of the organic monomer. It seems that the polymerization can be carried
out after the non-hydrolytic sol-gel without any problem besides the reduction of
Iron(III) into Iron(II). Nevertheless, the inorganic phase generated through non-
hydrolytic method has a dramatic effect on the PLA crystallization rate.
Finally, different routes leading to various types of PLA-nanocomposites in terms of
molar mass, crystallinity and morphology were also reported (Chapter 5). Indeed, it was
shown that, depending on the route, the molar mass could be rather high when starting
from the (already made) PLA but had a lower crystallization kinetics and rates or rather
low molar mass (even oligomers) when the polymerization from L-Lactide was carried out

General Conclusion and perspectives
- 147 -
but with higher crystallization kinetics and extent. The key point for having a highly
better state of dispersion seems to also depend on the process as we demonstrated that
the extrusion step offers high shear enabling a good dispersion. Moreover, it was shown
that compatibility between the PLA matrix and the inorganic phase can be tailored by the
functionality of the nanofiller surface or the functional groups of an interfacial agent.
Finally, the energy consumption was discussed and it appears that, in our conditions, the
main process responsible for the energy consumption is the extrusion step.
Nevertheless, it seems easier to tailor the parameters of the different routes and to
integrate into a continuous process.
Therefore, it is possible to suggest that the routes which were studied could be
combined with a continuous process and could offer interesting possibilities. For example,
it is possible to propose the in-situ polymerization of L-Lactide in the presence of
functionalized fumed silica (Chapter 2) by reactive extrusion. One suggestion could be to
avoid the long time required for the sol-gel reactions from the selection of a suitable
catalyst capable of decreasing this reaction time, i.e. acidic medium, but having no effect
on the poly(lactic acid) as for example Tin dibutyl dilaurate.
Globally, mechanical testing must be carried out for each sample in order to
evaluate the contribution of the inorganic filler to the overall mechanical properties taking
into account the large range of molar masses obtained, the different dispersion state of
the filler taking into account the functionality brought by the interfacial agent (covalent
bonding between the polymer matrix and the inorganic filler, crosslinking…). Work must
still be done on the drawbacks in order to suppress them. For example non-hydrolytic
condensation could be preferred to the hydrolytic one in order to assure high molar mass
when the polymerization is carried out afterwards (chapter 4) but work is still necessary
to assure that high polymerization rates and molar mass are reached. Another unusual
result, i.e. the occurrence of a crosslinking of the PLA as the inorganic-rich phase is in-
situ generated with the combination of interfacial agents as the ones previously
considered (Chapter 3), needs to be more carefully studied in order to clearly
demonstrate what reaction is responsible for this crosslinking as well as the impact that
such morphologies (orientation) could have on the mechanical properties as well as gas
permeation.
Finally, we can see that, depending on the aimed application, it is possible to
choose either one route of synthesis or another. Typically we could imagine replacing
silicon derivatives by titanium ones in order to bring photovoltaic properties. In this case
conduction would be one of the main key points. Taking into account the different
morphologies that were shown, it would seem that the best route would be the in-situ
generation of the inorganic-titanium based phase into the polymer by reactive extrusion
combined with orientation due to the filming processing in order to obtain a morphology

General Conclusion and perspectives
- 148 -
capable of bringing conduction. On the other hand, when ignifugation properties using
phosphorus derivatives or antibacterial properties using silver derivatives are considered
a high dispersion state would be the key point. In this case, compatibility between the
filler and the polymer matrix will need to be enhanced in order to avoid the formation of
agglomerates. At this time in-situ polymerization in the presence of the fillers would be a
good process solution.


FOLIO ADMINISTRATIF
THESE SOUTENUE DEVANT L'INSTITUT NATIONAL DES SCIENCES APPLIQUEES DE LYON
NOM : PREBE DATE de SOUTENANCE : 17/02/2010 Prénoms : Arnaud, Alexandre TITRE : Different routes for synthesis of Poly(lactic acid) / silicon-based hybrid organic-inorganic nanomaterials and nanocomposites NATURE : Doctorat Numéro d'ordre : 2010-ISAL-0015 Ecole doctorale : Matériaux de Lyon Spécialité : Matériaux Polymères Cote B.I.U. - Lyon : T 50/210/19 / et bis CLASSE : RESUME: The general aim of this work was to study the different routes that can be taken in order to generate a polymer-nanocomposite taking into account the current knowledge in this scientific domain. Consequenlty, four routes were studied: The first route starts from the preformed inorganic phase, i.e. fumed silica, and the polymer matrix, i.e. poly(lactic acid) (PLA). The second route starts from the preformed inorganic filler and PLA monomer, i.e. L-Lactide, in order to in-situ polymerize the L-Lactide in the presence of the fumed silica. The third route starts from the preformed polymer matrix, i.e. PLA, and the use of alkoxysilane as precursors for in-situ generation of an inorganic-rich phase into the polymer. The fourth and last route combines the generation of the inorganic-rich phase and the polymerization of the organic monomer.The objectives of this work focused on the chemical paths and processes instead of the final properties of the resulting nanocomposites. Due to the very broad series of PLA-based nanocomposites which could be generated from the different routes, we choose to have a special attention on the chemistry(ies) involved. Finally, the different routes leading to various types of PLA-nanocomposites in terms of molar mass, crystallinity and morphology were reported. The key point for having a high better state of dispersion seems to depend on the process as we demonstrated that the extrusion step offers high shear enabling a good dispersion. Moreover, it was shown that compatibility between the PLA matrix and the inorganic phase can be tailored by the functionality of the nanofiller surface or the functional groups of an interfacial agent. MOTS-CLES : Poly(lactic acid), Fumed silica, Nanocomposites, Organic-inorganic hybrids, Sol-gel, Non-hydrolytic Sol-gel, Nanomaterials, Chemiorheology. Laboratoire (s) de recherche: Ingénierie des Matériaux Polymères, UMR 5223 Laboratoire de Matériaux Macromoléculaire Laboratoire des Matériaux Polymères et Biomatériaux Directeur de thèse: Jean-François GERARD Philippe CASSAGNAU Composition du jury : Giovanni CAMINO BARTHEL Herbert Docteur Examinateur CAMINO Giovanni Professeur Président de jury CASSAGNAU Philippe Professeur Co-directeur de thèse GERARD Jean-François Professeur Directeur de thèse KENNY José Professeur Rapporteur RUSSO Savério Professeur Rapporteur
Top Related