Volume 15 Numéro 4 DE L’ISQ - Institut de Soudage … · SOUDAGE HYBRIDE LASER/GMAW TRANSFERT...
32
INSTITUT DE SOUDAGE DU QUÉBEC LE JOURNAL DE L’ISQ Volume 15 Numéro 4 LE RÉSEAU FRANCOPHONE DU SOUDAGE NOTE SUR LE CARBONE EQUIVALENT ET LA DURETÉ SOUS CORDON LES NOUVELLES TECHNOLOGIES DE CONTRÔLE PAR ULTRASONS MULTIÉLÉMENTS ET PAR RADIOGRAPHIE NUMÉRIQUE : ANALYSE CRITIQUE DES AVANTAGES PAR RAPPORT AUX TECHNIQUES CONVENTIONNELLES SYMPO-INSPECTION 2013
Transcript of Volume 15 Numéro 4 DE L’ISQ - Institut de Soudage … · SOUDAGE HYBRIDE LASER/GMAW TRANSFERT...

1LE JOURNAL DE L’ISQ Vol.15 N.4
LE RÉSEAU FRANCOPHONE DU SOUDAGEINSTITUT DE SOUDAGEDU QUÉBEC
LE JOURNALDE L’ISQ Volume 15 Numéro 4
LE RÉSEAU FRANCOPHONE DU SOUDAGE
NOTE SUR LE CARBONE EQUIVALENT ET LADURETÉ SOUS CORDON
LES NOUVELLES TECHNOLOGIES DE CONTRÔLEPAR ULTRASONS MULTIÉLÉMENTS ET PARRADIOGRAPHIE NUMÉRIQUE : ANALYSE CRITIQUEDES AVANTAGES PAR RAPPORT AUX TECHNIQUESCONVENTIONNELLES
SYMPO-INSPECTION 2013

2 LE JOURNAL DE L’ISQ Vol.15 N.4
LE RÉSEAU FRANCOPHONE DU SOUDAGE
INSTITUT DE SOUDAGE DU QUÉBEC
TÉL.: 450-446-1369
TÉLÉC.: 450-446-5528
[email protected] www.isquebec.org
LE JOURNLE JOURNLE JOURNLE JOURNLE JOURNAL DE LAL DE LAL DE LAL DE LAL DE L’ISQ’ISQ’ISQ’ISQ’ISQ
33
3 Le mot du Directeur général
4-5 SYMPO-INSPECTION 2013 et Activités à venir au début 2014
6-14 Les nouvelles technologies de contrôle par ultrasons multiéléments et
par radiographie numérique : analyse critique des avantages par
rapport aux techniques conventionnelles
Robert Labelle, Inspec-Sol
16-20 Note sur le carbone equivalent et la dureté sous cordon
23 Communiqués
27 Offres d’emploi
54VOLUME 15 NUMÉRO 4
SOMMAIRE

3LE JOURNAL DE L’ISQ Vol.15 N.4
LE RÉSEAU FRANCOPHONE DU SOUDAGE
L’INSTITUT DE SOUDAGE DU QUÉBEC
LE MOT DU DIRECTEUR DE L’ISQ
Institut de recherche d’Hydro-Québec1800, boul. Lionel-Boulet, Varennes, QC J3X 1S1
Expertise - Mécanique, métallurgie et civil
Direction Principale Recherche
Les services d’une équipe d’experts
- Procédures de soudage et de brasage- Études de soudabilité des aciers et alliages- Développement de robots de soudage- Érosion de cavitation et usure- Analyses de rupture et de contraintes- Caractérisation mécanique des matériaux
Info: Yvan Laroche : tél : 450- 652-8935
IREQAvec ce Journal de l’ISQ quiparait en cette fin d’année 2013,je me permets, au nom de toutel’équipe de l’ISQ, de voussouhaiter
JOYEUX NOELET
BONNE ET HEUREUSEANNÉE 2014
avec beaucoup de succès surtous les plans, notammentpersonnel et professionnel ainsi qu’une bonne santé.Dans ce numéro, à la suite de notre Sympo-Inspection 2013,nous publions, dans une nouvelle rubrique, un article deRobert Labelle qui amorce une réflexion sur les nouvellestechnologies utilisées en inspection, dont les ultrasonsmultiéléments.Le débat est lancé...
Bonne lecture et bonne fin d’année !
Claude Michel, B.Ing, M.Sc.Directeur GénéralInstitut de Soudage du Québec
BONNE ET HEUREUSE
ANNÉE 2014 !
SANTÉ, TRAVAIL,
BONHEUR
ET PAIX !

4 LE JOURNAL DE L’ISQ Vol.15 N.4
LE RÉSEAU FRANCOPHONE DU SOUDAGE
ssssssss
PLUS DE 60 PERSONNESONT PARTICIPÉ AU SYMPO-INSPECTION 2013
INSPECTION ET CONTRÔLES EN SOUDAGE
Ce SYMPO-INSPECTION 2013, organisé par l’Institut de Soudage du Québec àl’Institut de recherche d’Hydro-Québec (IREQ), à Varennes, les 14 et 15 novembrederniers a connu un succès intéressant.
Plus de 60 personnnes ont participé à l’évènement. Il est bon de mentionner que,cette fois encore en raison du prix spécial minime dont ils bénéficient, de nombreuxétudiants ont pu y participer,dont un groupe de 16 étudiants du CFP de l’Argile.Sept présentations étaient au programme. Ce SYMPO-INSPECTION 2013 a démontréencore une fois que nos Symposoud sont des occasions uniques de formationcontinue dans le domaine du soudage et des techniques connexes.
Nous tenons à associer tous les conférenciers à la réussite de ce Symposoudet à les remercier pour leur implication et la qualité de leurs présentations.
Les conférenciers ont traité des sujets suivants :
SYMPO-INSPECTION 2013
Votre fournisseur de solutions
Division Québec
De partout au QuébecLe magasin le plus près de chez-vous
1-800-225-8247
SUCCURSALES TÉLÉPHONES
Anjou 514-353-3340Baie-Comeau 418-296-5032Beauce 418-228-8021Chicoutimi 418-549-7718Chibougamau 418-748-2700Hull – Gatineau 819-568-3211Laval 450-668-2665Longueuil 450-641-1072Médigaz 514-324-0202Mirabel 450-436-1365Rimouski 418-724-6323Sept-Îles 418-962-5591Sherbrooke 819-569-5903St-Hyacinthe 450-773-8666Trois-Rivières 819-374-1755Vanier 418-683-2388Victoriaville 819-758-5226Ville St-Laurent 514-336-4050
Glace sèche 450-929-0096Livrée partout au Québec le lendemain1-877-452-2373
Mini-Vrac, CO2
514-324-5830Carbo-Service 24 heures/jour 7 jours/sem.1-800-892-2726
VENDREDI 15 NOVEMBRE 2013
Les principaux essais mécaniques : traction, pliage,résilience, dureté, fatigue, macrographies.Marina Banuta, SGS Canada inc.
Analyse de défaillances d’ensembles soudés. Études decas.Marina Banuta, SGS Canada inc.
Les plus récents développements des ultrasons multi-éléments, une alternative de plus en plus économique,à la radiographie . Exemples d’applicationsFrancis Boudreault-Leclerc, Scanbec inc.
JEUDI 14 NOVEMBRE 2013
Origine, causes et remèdes des défauts dans lessoudures et les assembages soudésAlexandre Szymanski, Bombardier Transport Amériquedu Nord
Les fabrications soudées et la qualité : le rôle, lesfonctions et les responsabilités de l’inspecteurGérard Landry, SGS Canada inc.
Les contrôles par radiographie, magnétoscopie etressuage des ensembles soudés : appareils, modesopératoires, techniques et applicationsVincent Houle, Les Inspections Atlas Québec inc.
Coûts de mise en oeuvre et avantages comparés desUT conventionnels vs UT Multi-éléments (Phase Array)et RT conventionnel vs RT numériqueRobert Labelle, Inspec-Sol
5LE JOURNAL DE L’ISQ Vol.15 N.4
LE RÉSEAU FRANCOPHONE DU SOUDAGE
SYMPO-INSPECTION 2013
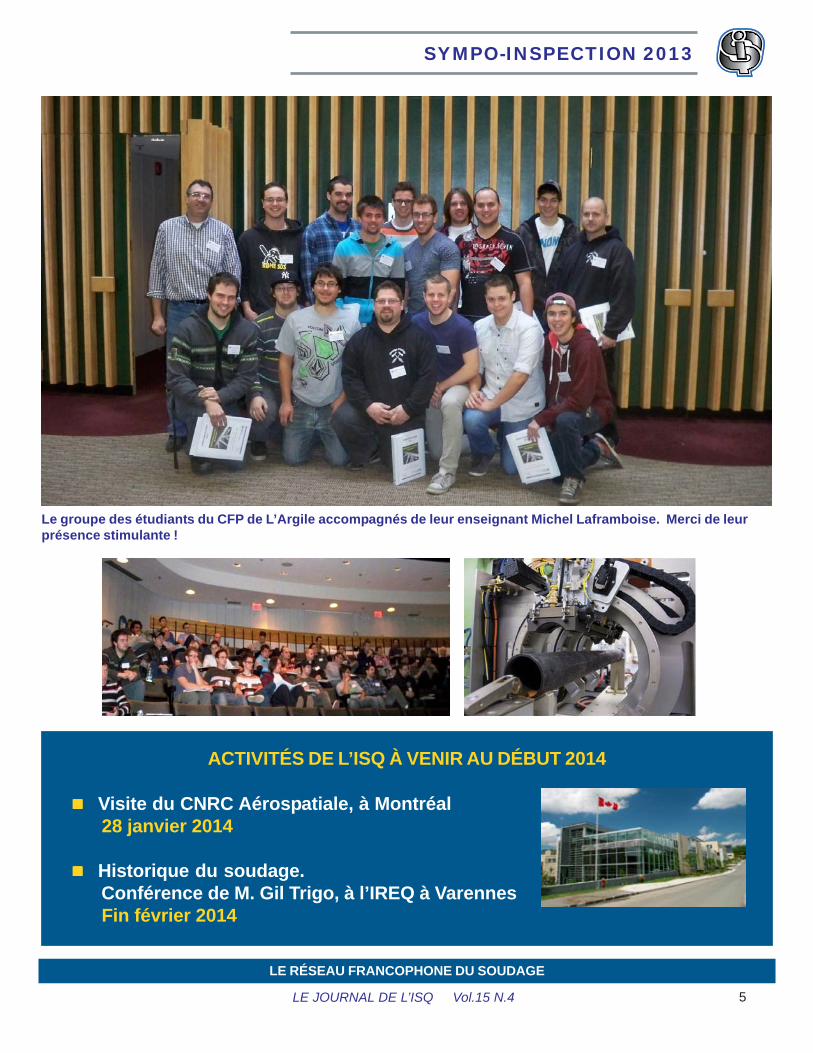
Le groupe des étudiants du CFP de L’Argile accompagnés de leur enseignant Michel Laframboise. Merci de leurprésence stimulante !
ACTIVITÉS DE L’ISQ À VENIR AU DÉBUT 2014
Visite du CNRC Aérospatiale, à Montréal 28 janvier 2014
Historique du soudage. Conférence de M. Gil Trigo, à l’IREQ à Varennes Fin février 2014

6 LE JOURNAL DE L’ISQ Vol.15 N.4
LE RÉSEAU FRANCOPHONE DU SOUDAGE
RÉFLEXIONS / DÉBATS
LES NOUVELLES TECHNOLOGIES DE CONTRÔLE PAR ULTRASONSMULTIÉLÉMENTS ET PAR RADIOGRAPHIE NUMÉRIQUE :
ANALYSE CRITIQUE DES AVANTAGESPAR RAPPORT AUX TECHNIQUES CONVENTIONNELLES
Par : Robert Labelle, Inspec-Sol
Je ne veux pas ici faire le procès de cestechniques, étant moi-même un partisande l’évolution des techniques d’inspection.Je considère que la méthode d’inspectionpar ultrasons multiéléments de même quela radiographie numérique représententle futur des contrôles non-destructifs.Cependant il est important derationnaliser l’application de cestechniques et d’en voir les impactsfinanciers, principalement dans lesdébuts de l’application.Le but de cet exposé est d’attirerl’attention des ingénieurs en soudage surle sérieux des coûts que peut engendrerun mauvais choix et aussi de comprendrequ’avec des techniques différentes lesrésultats le seront tout autant.L’implication des fabricants et desresponsables du design devient unincontournable dans le choix destechniques d’inspection d’autant quecelles-ci participent aux coûts deproduction des ouvrages.
ULTRASONS CONVENTIONNELS VSULTRASONS MULTIÉLÉMENTS(Phased Array)
Dans un monde compétitif où les coûtsde la non-qualité peuvent facilementabsorber la totalité des profits, est-ilnécessaire d’identifier des défauts quiétaient jusqu’à maintenant considéréscomme acceptables?En effet, tous sont d’accord pour direque l’application de la techniqued’ultrasons par méthode d’éléments
multiples va grandement augmenter laprécision de l’inspection par ultrasons.Cependant toutes les indications quin’auraient pas été découvertes à l’aidede la technique conventionnelle sont-ellesà rejeter ?Où sont les balises? Le fabricant utilisantla technique de contrôle par ultrasonsmultiéléments sera-t-il défavorisé parrapport à son concurrent qui, lui, voudracontinuer à utiliser la techniqueconventionnelle ?Les comités des normes se penchentactuellement sur l’acceptation,l’étalonnage, la certification desopérateurs et la précision de la technique.Il est évident que ces problèmes serontréglés dans un bref avenir, mais quelchoix auront les donneurs d’ordre et lesfabricants quant aux critères de rejet enfonction de la criticité du produit.
Extrait tiré de la Norme W599.6.2 Examens non destructifsLa méthode, l’importance et les critèresd’acceptation des examens nondestructifs doivent être spécifiés dansles documents contractuels.
Donc c’est le choix de l’ingénieur lors dela signature du contrat.
Quelques détails techniques révélateurs.La technique de contrôle par ultrasonsmultiéléments, comme son nom l’indique,effectue un balayage en utilisantplusieurs angles. L’étalonnage normalcouvre de 35 à 70 degrés et le nombred’éléments varie de 16 à 128, ce quipermet d’effectuer un balayage complet
de la zone à inspecter en un seul coup,alors que dans la techniqueconventionnelle l’opérateur doit changerde palpeur pour chaque angle utilisé etré-étalonner son appareil, d’où unecertaine perte de temps. Lors del’inspection par la méthode multiélémentsle technicien peut, d’un seul balayage,avoir une vue complète de la soudure.Les normes actuelles demandent debalayer les zones à inspecter en utilisantun ou deux angles dans la majorité descas, soit 45, 60 et 70 degrés, le choixdes angles étant défini par l’épaisseurde la pièce à inspecter et du type depréparation du joint soudé. Il faut serappeler que le choix des angles dansles débuts de l’inspection par ultrasons aété effectué en considérant lespréparations de soudage de même quel’orientation des défauts nocifs enfonction de ces techniques de soudage.Les comités qui se penchentactuellement sur l’application de cettenouvelle technique ne sont pas lesmêmes qui déterminent la criticité desdéfauts dans les différents types detravaux.

SOUDAGE LASER
REVÊTEMENT PAR LASER (CLADDING)
AUTRES PROCÉDÉS DISPONIBLES
Pour plus d’information,(418) 856-4350 #199
[email protected]/laser
- autogène- au fil froid- au fil chaud- par scanneur
- acier- acier inoxydable- aluminium- jusqu’à 19 mm en une passe sans chanfrein
- à la poudre- au fil froid- au fil chaud
- trempe superficielle par laser- nitruration par laser- carbonitruration par laser
FABRICATION DE PROTOTYPESDÉVELOPPEMENT DE PROCÉDÉS
SOUDAGE HYBRIDE LASER/GMAW
TRANSFERT TECHNOLOGIQUE


9LE JOURNAL DE L’ISQ Vol.15 N.4
LE RÉSEAU FRANCOPHONE DU SOUDAGE
ROBOTIQUE RÉFLEXIONS / DÉBATS
L’indication qui sera repérée avec unangle de 67 degrés dans une soudure,qui normalement aurait été inspecté avecles angles 45 et 60 degrés seulementdans la méthode conventionnelle, devrait-elle être rejetée ?Les puristes diront que tout défautidentifié comme tel est rejetable, mais ilfaut aussi considérer que depuis les 50dernières années ces indicationsn’étaient même pas identifiées.
Extrait tiré de la Norme W597.4 Examens non destructifsNote : Les utilisateurs de cette normedoivent prendre note que tout examennon destructif comporte des limites ence qui a trait à la détection dediscontinuités situées à des endroitsprécis et orientées de façon particulière.Les utilisateurs devraient se familiariseravec ces limites en consultant dessources techniques appropriées et (ou)des firmes d’inspection en soudagecertifiés.
Encore le problème des ingénieursresponsables du soudage.
Lorsque nous parlons de l’utilisation decette méthode, nous ne pouvons pasnégliger son utilisation par lesconcurrents. Où devrais-je peut-être diresa non-utilisation.Les concurrents d’autres pays vont-ilseux emboiter le pas? Ou même le voisin?Si le concurrent n’emboite pas le pas, il
aura sans aucun doute un avantagemajeur au niveau du prix !Est-ce que je peux me permettre d’avoir10% ou même 5% de plus de réparationque mon concurrent et quel en seral’impact monétaire ?
Les spécialistes en calcul de coûts dessoudures vous diront que les coûts dereprise sont énormes et que, lors del’utilisation d’une technique de soudagedéficiente, il n’est pas rare que le coûtdes reprises ait une influence majeuresur la rentabilité du projet.Les faits actuels parlent d’eux-mêmes, laconcurrence étrangère est très féroceet son coût de production dans la majoritédes cas est inférieur aux nôtres.
Autre situation.Prenons comme exemple une entreprisequi fait examiner ses soudures parméthode conventionnelle. Cetteentreprise le fait souvent avant traitementthermique pour éviter le plus deréparations possibles après traitementthermique, en raison du coût exorbitantdes réparations. Quant au client (donneurd’ordre), régulièrement il fait examiner unpourcentage après traitement thermique.Si la technique utilisée par lesreprésentants du propriétaire concerneles ultrasons multiéléments, il est fortprobable que plusieurs indications soientrepérées. Comme les normes actuellesne légifèrent pas en ce sens, laproblématique risque de créer desconflits majeurs entre les firmesd’inspection et les différentsintervenants.
Extrait tiré de la Norme W597.3.4Si aucun examen non destructif autrequ’un examen visuel n’est spécifié dansle contrat mais est requis par la suite
par l’acheteur, l’entrepreneur doiteffectuer tout examen requis oupermettre qu’un examen soit effectué,conformément à l’article 7.4. L’acheteurdoit être responsable de tous les frais,y compris les frais relatifs à lamanutention, à la préparation dessurfaces, aux examens non destructifset à la réparation de défauts autres queceux énumérés aux articles 11.5.4.1 et12.5.4.1, selon le cas, à des tarifs quiconviennent à l’acheteur et àl’entrepreneur.Toutefois, si les examens révèlent unmanque flagrant de conformité à cettenorme, la réparation doit être effectuéeau frais de l’entrepreneur.
Il est important de bien comprendre lesenjeux car les coûts associés sonténormes, il est évident que, pour certainsproduits où la qualité de l’œuvre estprimordiale, la technique apporte unavantage considérable et une garantiesupplémentaire. Cependant dansbeaucoup de pièces, par exemple lesassemblages soumis à des chargesstatiques, la caractérisation des défautsest différente des assemblages soumisà des charges cycliques et l’applicationd’une technique plus précise n’est pasvraiment nécessaire.
Il suffit de voir sur Internet lesnombreuses annonces et les différentesformations offertes pour comprendrel’attraction de la méthode d’inspection parultrasons multiéléments, plus rapide, plus

10 LE JOURNAL DE L’ISQ Vol.15 N.4
LE RÉSEAU FRANCOPHONE DU SOUDAGE
RÉFLEXIONS / DÉBATS
visuelle. La norme SNTTC, réémise pourpallier au manque de contrôle dans ledomaine de la qualification destechniciens d’inspection par ultrasonsmultiéléments, base entre autres laformation des techniciens surl’identification des défauts lors de la miseen évidence de ces derniers. Dans undomaine où les compétences dutechnicien sont primordiales pourl’acceptation d’un assemblage soudé,selon moi il faut plus qu’une formationde 40 heures avant d’être responsablede pertes monétaires considérables. Lorsde la préparation de cet exposé, j’ai puobserver plus de 30 formationsdisponibles pour la techniqued’inspection par ultrasons multiélémentset vous conviendrez avec moi que c’estincroyable de voir tous ces nouveauxspécialistes en un aussi court laps detemps.
Le domaine pétrolier à été le premier àpromouvoir la technique, suivi de prèspar les fabricants d’appareils à pression; dans les deux cas, les arguments enfaveur étaient plus reliés à la vitessed’exécution et à la possibilitéd’automatisation qu’à la précision desinterprétations.Tant et aussi longtemps que les normesn’auront pas statué sur les applications,les critères d’acceptation et de rejet enfonction de la nature des produitsinspectés, les contrats liant les donneurs
d’ordre aux fabricants devront être revusde façon préventive, sinon des conflitsmajeurs et difficilement réglablespointent à l’horizon.
Il ne faut pas attendre une modificationrapide des normes.
Nous sommes loin de la coupe aux lèvrespour les modifications des normes.Depuis plusieurs années, un dilemmeexiste sur la dimension des palpeurs desultrasons. La norme W59 demande despalpeurs rectangulaires ou carrés alorsque la majorité des entreprises utilise despalpeurs ronds. Tous les spécialistes,avec preuves à l’appui, vous diront queles palpeurs ronds utilisés dans la plupartdes cas sont supérieurs aux palpeursrectangulaires et dans le passé cetteapproche était acceptée. Au moment où,d’un côté, on s’apprête à accepter laméthode multiéléments, de l’autre avecla nouvelle parution de la norme, on veutabolir l’utilisation de ces palpeurs. Autreexemple, la norme en est encore à exigerque les tubes à rayon cathodique desappareils soient vérifiés pour leur linéaritéet que l’on laisse l’appareil réchaufferdurant un certain temps, alors que depuisplusieurs années ces tubes n’existent quedans les musées.
Pour un proche avenir, la seule garantiesera sans aucun doute la vigilance desingénieurs qui soumissionnent sur desprojets et, par ailleurs, les accords entreclient et fournisseurs devront être des plusclairs.Dans plusieurs applications, la techniqued’inspection par ultrasons multiélémentsa prouvé sa supériorité, que l’on penseseulement à l’évaluation de la corrosion,nous pouvons mettre au rancard lesappareils de mesure d’épaisseurconventionnels. La précision démontréepar la technique d’inspection par
ultrasons multiéléments est d’une grandesupériorité de même que sa rapiditéd’exécution.L’utilisation de la technique d’inspectionpar ultrasons multiéléments avecencodage et dans certains casautomatisée, permet une vitessed’exécution pour les travaux de grandeenvergure qui est incontestable.Dans le cadre de l’inspection decentaines de joints de tuyauteries demême diamètre et d’appareils à pressionde très grand diamètre, la technique afait ses preuves, notamment pour larapidité d’inspection.
Autre problématique
Comparons objectivement les coûtsd’application pour les firmes d’inspectionet qui va payer?Bien que ces frais soient associésdirectement aux firmes d’inspection il estbien évident qu’au final le fabricant devrapayer pour ces frais supplémentaires.Dans le contexte actuel, pour untechnicien en ultrasons niveau 2 avec sonéquipement, une firme doit investirenviron 25000 $ soit 10000 $ pour laformation et la certification et environ15000 $ pour l’équipement.Pour l’utilisation de la techniqued’inspection par ultrasons multiéléments,puisqu’il est important que le techniciensoit d’abord reconnu comme niveau 2 enultrasons, l’investissement initial demeurepuisque ce ne sont pas tous les travauxqui vont exiger cette technique. De plus,une formation supplémentaire estrequise, soit un autre 15 000 $, de mêmequ’un équipement dont le coût varie pourl’ensemble entre 30 et 60 000 $.Ces investissements supplémentairesdoivent être rentabilisés rapidement et letechnicien qui effectue l’inspection doitavoir une pratique suffisante pourpermettre de bénéficier des avantages

Tout ce que vous avez demandé...et plusVous avez demandé des machines de soudage TIG avec plus de puissance, plus de portabilité etune plus grande efficacité énergétique. Miller a développé les nouvelles machines TIG Dynasty 280et Maxstar 280 pour répondre à ces besoins. Par rapport à des machines de même taille, la Dynasty280 et la Maxstar 280 délivrent plus de puissance, soudent des métaux jusqu'à 3/8 po d'épaisseur,mais elles sont aussi beaucoup plus légères, plus portables et utilisent moins d'énergie que d’autresmachines ayant des puissances de sortie similaires.
Dynasty®280 / 280 DX Maxstar®280 / 280 DX
Capacités : TIG/Électrode enrobée CA/CC, aluminium, magnésium, aciers au carbone, aciers inoxydables et alliages exotiques
Épaisseurdu matériau: de 0,004 po à 3/8 poPoids: 52 lb
La Dynasty 280 offre des fonctionnalités convivialesavec des commandes par menu et convientparfaitement pour les applications de fabricationindustrielle et de fabrication lourde. Pour une capacitémaximale, telle que les fortes demandes de fabricationde précision, la Dynasty 280 DX offre lesfonctionnalités complètes du CA, y compris desformes d'ondes avancées et de larges gammes deréglage de “balance” et de fréquences.
Idéal pour :· Tuyaux, tubes, aluminium anodisé· Réparation de navires en aluminium· Industrie aérospatiale
Capacités : TIG/Électrode enrobée CC, aciers au carbone, aciers inoxydables et alliages exotiques
Épaisseurdu matériau : de 0,004po à 3/8 poPoids : 47 lb
Idéale pour les applications industrielles, deconstruction et de fabrication lourde, la Maxstar 280offre des fonctionnalités conviviales avec descommandes par menu. La version complète duMaxstar 280 DX répond aux demandes de fabricationde précision, ajoutant des gammes de réglagesétendues pour offrir une capacité maximale.
Idéal pour :· Construction et réparation de navires· Industries alimentaire, des boissons, laitière· Industries pétrochimique et aérospatiale
Permet de brancher lamachine à une alimentationélectrique mono ou triphasée
de 208 V à 575 V sans intervention manuelle, pour offrirplus de commodité dans n'importe quel milieu detravail. La solution idéale avec une alimentationd'entrée sale ou peu fiable.
Amorçage d’arc à haute fréquence Blue Lightning™ :offre des amorçages d’arc sans contact plus constants etplus fiables que les dispositifs d’amorçage d’arc traditionnelsà haute fréquence.Système de refroidissement Fan-On-Demand™ : fonctionneseulement si nécessaire, réduisant le bruit, la consommationd'énergie et l’entrée de contaminants dans la machine.
Nouveaux appareils TIG Dynasty® 280 et Maxstar® 280

12 LE JOURNAL DE L’ISQ Vol.15 N.4
LE RÉSEAU FRANCOPHONE DU SOUDAGE
RÉFLEXIONS / DÉBATS
de la technique (précision et rapidité).En effet, comme toutes les techniquesfaisant appel à de nombreux logiciels, lafréquence d’utilisation des équipementspar le technicien joue un rôle des plusimportants dans la précision et la rapiditéd’exécution.Cette situation a requis l’arrivée sur lemarché d’entreprises spécialisées. Jesuis persuadé que cette approchepermet d’obtenir des technicienspossédant une qualification supérieurepour l’application de cette technique,cependant dans la majorité des casl’inspecteur est aussi appelé à accomplird’autres techniques d’inspection (visuel,magnétoscopie, ressuage), tout enagissant à titre d’inspecteur certifié ensoudage. Quelles approches vont prendreles firmes d’inspection ?
Le choix n’est pas simple, spécialiser untechnicien dans une technique donnéeet, par le fait même, risquer des tempsmorts et non rentables pour uninvestissement majeur ou simplementoffrir le service avec des techniciensformés mais possédant une expérienceet une pratique limitée. Il est bien évidentque plusieurs se risqueront à offrir unservice de moindre qualité. Lacertification du technicien dans uneméthode donnée ne garantit pas sonexpertise. Dans l’application d’uneméthode telle que l’inspection parultrasons multiéléments, son expériencedans l’application de la méthode est sansaucun doute la chose la plus importantecar c’est avec cette expérience que letechnicien pourra rentabiliser la méthode.Il faut donc s’attendre à des haussesconsidérables des tarifs des techniciensen ultrasons ou à avoir plusieursinspecteurs pour des tâches différentes.
Certains fabricants, pour pallier à unepartie de ces coûts, ont mis sur le marché
des appareils qui peuvent rapidement seconvertir pour faire multiéléments etconventionnel ; plusieurs de ceséquipements sont, dans certains cas,moins précis et moins pointus quel’équipement entièrement dédié auxultrasons multiéléments.
Le choix au cours des prochainesannées sera sans doute celui desfabricants et de l’ingénieur en soudageou en structure responsable du projet quidevront se poser quelques questionsavant de prendre une décision hâtive quipourrait coûter une partie des profits.Pour la production d’assemblagessimilaires avec des soudures delongueurs appréciables, par ex. : 200soudures de 10 mètres, l’utilisation de latechnique multiéléments sera d’un grandavantage, réduisant ainsi le temps d’au-moins 3 fois, encore faut-il que le prix nesoit pas 3 fois plus élevé que pour lesultrasons conventionnels et que le contratsoit clair dans l’acceptation des défautsrencontrés.
Le temps économisé par les méthodesautomatisées utilisant l’encodage sembleénorme à première vue, cependantlorsque des défauts sont décelés,l’évaluation et le marquage pourréparation doivent, dans la majorité descas, être refaites en utilisant la techniqueconventionnelle. Ce qui, encore une fois,demande d’avoir sur place l’équipementconventionnel avec un technicien qualifié.Cet exercice à lui seul peut, si plusieursdéfauts sont repérés, éliminercomplètement les avantages attendus del’inspection par ultrasons multiéléments.
En conclusion, loin de moi l’idée decontester la précision ou l’utilisation del’inspection par ultrasons multiéléments,mais avant son application sur certainsproduits, les normes telles que W59,
AWS, et certaines normes ASTM etASME doivent considérablement êtrerevues. Lorsque l’on a vécu la lenteur aveclaquelle ces normes sont modifiées et larapidité avec laquelle les techniquesévoluent, il y a lieu de se poser certainesquestions.Pour les mois et les années à venir, larevue des critères d’inspection dans lescontrats prendra une toute autreimportance et les ingénieursresponsables doivent en être conscients.Les profits des entreprises serontdirectement reliés à la revue des contratset aux décisions prises par les ingénieursresponsables.
RADIOGRAPHIE CONVENTIONNELLEVS RADIOGRAPHIE NUMÉRIQUE
Dans l’application des radiographiesnumériques, les problèmes sont toutautres.
Les deux points majeurs sont lavisualisation des films et la conservationdes images.
Les techniques informatisées pour lavisualisation des prises permettent lamodification des images. Or l’évaluationde la radiographie est principalementbasée sur les différences entre lesdifférentes zones de l’image. Un conceptde confiance doit être posé avantl’acceptation des imagesradiographiques.

Melius est le distributeur canadien de la caméra MeltTools www.melius.ca
MeltTools est un fabricant mondialement reconnu pour offrir une caméra qui saura répondre et surpasser les attentes dans le domaine de la soudure. Autant pour les applications en mode DART qu’avec le MIG. www.melttools.com
Nous sommes en mesure de vous offrir le meilleur rendement, la garantie, la satisfaction à son plus haut niveau. Nous sommes convaincus qu’elle va répondre efficacement, surpasser toutes vos exigences.
Pour une démonstration sans frais dans votre milieu de travail, veuillez rejoindre M. Guy Robillard, directeur de comptes, courriel [email protected] , cellulaire 514-886-8703
MELIUS est en mesure de vous offrir des solutions intégrées en matière de sécurité comprenant, entre autres, des services-conseils, d’aide à la certification C-TPAT, des audits, des services reliés à l’installation, la
maintenance et la gestion multi-sites de systèmes de sécurité (contrôle d’accès, caméra intelligente, etc.).

14 LE JOURNAL DE L’ISQ Vol.15 N.4
LE RÉSEAU FRANCOPHONE DU SOUDAGE
L’autre point est la conservation desimages. À l’heure actuelle, la majoritédes entreprises n’ont aucunproblème à conserver les filmsradiographiques et à les faireparvenir au propriétaire del’équipement, qui souvent doit lesconserver pendant plusieurs annéeset, dans certains cas, même duranttoute la vie de l’ensemble soudé.
Une question majeure à se poserdans le cadre de la conservation desclichés radiographiques ; à la vitesseà laquelle l’informatique évolue, quelsseront les logiciels appliqués dans10 ans et est-ce que les entreprisesqui conserveront les clichés vontconserver simultanément les logicielspour lire ces derniers dans 10 ans?Pour certains, cette question semblefarfelue, cependant qui n’a pasencore quelques disquettes 3,5 poavec des textes sous format WordPerfect. Pourtant, ce n’est pas sivieux ! Cherchez dans votreentreprise une façon de lire cestextes !Les firmes d’inspection vont devoirse doter de capacités de stockageinformatique pour conserver lesarchives de plusieurs de leurs clients.Dans le cadre fréquent ou la firmed’inspection travaille pour lefabricant, qui lui est en lien avec unintégrateur, qui fait affaire avec unentrepreneur général, qui travaillepour une firme d’ingénieurs, quipossède un mandat avec lepropriétaire… en fait, vous voyez ouje veux en venir…le nombred’intermédiaires risque decompromettre la transmission desdonnées informatiques.
Dans les faits, ce problème sera sansaucun doute résolu avec un peu
RÉFLEXIONS / DÉBATS
d’imagination des intervenants. Il fautcependant s’assurer d’être sur la bonnevoie dès le départ et aussi de comprendreque, même avec beaucoup d’avantages,la radiographie numérique ne sera paspossible pour tous les travaux. Il faudradonc compter encore sur deux systèmesparallèles, ce qui impliquenécessairement des coûtssupplémentaires. Cependant, ceproblème est beaucoup moins grave quecelui de la confiance, puisque les clichéssont visionnés sur écran et que le logicielpermet d’apporter des modifications àces derniers.Les coûts associés aux reprises declichés par les firmes d’inspection sonténormes pour eux. Dès que des reprisesdoivent être exécutées au frais de la firmed’inspection, soit pour une mauvaisequalité d’exposition ou autre, les coûtsengloutissent les profits reliés aux travauxeffectués.
La technique présente d’énormesavantages : rayonnement plus faible,développement des films plus rapide,interprétation plus simple, transfertd’informations rapides au client (parcourriel).Un technicien en contrôles non-destructifs qui connait bien laradiographie peut s’attendre à recevoirdes contestations de son client ou desingénieurs et ce dès qu’une indicationsera plus ou moins apparente. En effet,bien que l’interprétation de clichésradiographiques demande unecompétence certaine, certainespersonnes croient qu’ils peuvents’improviser expert en 30 secondes etcontester l’interprétation d’un techniciend’expérience.Cette situation existe déjà à une moindreéchelle en radiographie conventionnelle,mais maintenant que les clichés sontfacilement transmissibles par courriel,
nous pouvons anticiper que certainschercheront à interpréter les résultats àleur avantage.Il y a beaucoup moins de risquescependant avec cette nouvelletechnologie qui a déjà fait ses preuvesdans le monde médical qu’avecl’approche des ultrasons multiéléments.D’ailleurs, les milieux aéronautiques,militaires et les raffineries ont commencéà utiliser cette technologie et les firmesd’inspection n’auront pas d’autre choixque de s’y mettre. Les frais d’acquisitionne sont pas énormes, cependant lestarifications seront totalement à revoirpuisque les coûts des licences pourproduit radioactif, formation, programmede suivis des doses et autres sont inclusdans les frais associés à la radiographieconventionnelle.
Avec la nouvelle approche, cetterépartition devra être reconsidérée, lescassettes actuellement utilisées peuventêtre réutilisées environ 800 fois, enconsidérant une manipulation adéquate; par contre, dans plusieurs cas, laréutilisation est beaucoup plus près de500 fois, si nous partons avec la baseque les cassettes coûtent de 300 $ à800 $ chacune, il n’y a pas une grandeéconomie pour les laboratoires.
Les firmes d’inspection vont revoir leurscoûts de façon à incorporer l’usure descassettes, de même que les prix delicences et autre frais.En résumé, dans l’ensemble la venue dela radiographie numérique ne devrait pasprésenter de problèmes, du moins aucunproblème impossible à régler à courteéchéance, d’autant que le monde médicalest déjà passé par là, bien avantl’industrie. Il faut cependant rester vigilantet s’assurer d’avoir une entente claireentre les clients et les fournisseurs.


16 LE JOURNAL DE L’ISQ Vol.15 N.4
LE RÉSEAU FRANCOPHONE DU SOUDAGE

17LE JOURNAL DE L’ISQ Vol.15 N.4
LE RÉSEAU FRANCOPHONE DU SOUDAGE
SOUDABILITÉ
NOTE SUR LE CARBONE EQUIVALENT ET LA DURETÉ SOUS CORDON
1. INTRODUCTION
La mesure de la dureté dans la zonethermiquement affectée (ZTA) dessoudures est souvent considéréecomme un moyen pratique pour obtenirfacilement des informations relatives à lasoudabilité des aciers de constructionet au comportement des joints soudés enservice. Des niveaux excessifs de duretédans les soudures ont été considérésprogressivement au fil du temps commegénéralement révélateurs de difficultésqui sont rencontrées durant le soudageavec la fissuration à froid et/ou en serviceavec la tenue des ensembles soudés.La dureté maximale d’un acier dépendd’abord de sa teneur en carbone. Ladureté maximale observée sous cordonne dépend pas seulement de la teneuren carbone de l’acier mais aussi de satrempabilité dans les conditions desoudage, telle qu’elle est influencée aussipar beaucoup d’autres facteurs. Pourévaluer les effets des éléments chimiques,autres que le carbone, présents dans lacomposition de l’acier sur sa trempabilitédurant le soudage, des formules decarbone équivalent ont été introduites.Des valeurs élevées de dureté souscordon correspondent à des valeurs plusélevées du carbone équivalent.
En conséquence, c’est maintenant unepratique largement répandue de spécifieraussi un carbone équivalent maximumlors de la commande d’aciers pour desconstructions soudées et/ou d’introduireune valeur maximale admissible de ladureté sous cordon comme critèred’appréciation pour l’établissement desmodes opératoires de soudage.
2. PRÉDICTION DE LA DURETE SOUSCORDON
La dureté d’un acier aprèsrefroidissement dépend de sacomposition chimique, de samicrostructure au moment de ladécomposition de l’austénite lors durefroidissement et de la vitesse derefroidissement. Pour prédire avecprécision les duretés dans la zonethermiquement affectée de soudures d’unacier donné, il faut donc non seulementconnaître sa composition chimiquecomplète mais aussi tenir compte de samicrostructure initiale qui résulte de safabrication et comprendre l’évolution desmicrostructures sous l’influence descycles thermiques de soudage, entreautres les températures maximalesatteintes et les temps de séjour àtempérature, les vitesses derefroidissement encourues et aussi toutréchauffement dû au dépôt de passesultérieures ou à un traitement thermiqueaprès soudage. La dureté maximale souscordon s’observe à proximité immédiatede la zone de liaison parce qu’en cetendroit la vitesse de refroidissement estla plus rapide, la température maximaleatteinte est la plus élevée et les temps deséjour à haute température sont les pluslongs. Ces deux derniers facteursprovoquent le grossissement du grain etune mise en solution et une diffusion pluscomplète des carbures et autresparticules augmentant ainsi la trempabilitéde la microstructure.
Bien que de grands progrès aient étéaccomplis en métallurgie physique dusoudage, la prédiction des duretés dans
les zones thermiquement affectées nepeuvent pas encore être faites avec uneprécision suffisante par des méthodes decalcul basées sur des modèles descycles thermiques réels couplés à desmodèles des phénomènes métallurgiquesqui se produisent dans les soudures. Lesmeilleures prédictions sont obtenuesactuellement grâce à des corrélationsstatistiques de résultats expérimentauxobtenus dans des conditions de soudagesoigneusement contrôlées.Il est maintenant généralement admis qu’iln’est pas possible de prédire avec uneprécision suffisante la dureté maximalesous cordon, même pour des échantillonssur lesquels on dépose un simple cordon,en ne tenant compte que de lacomposition chimique du matériau debase exprimée par une unique formuledu carbone équivalent. Les effets relatifsdes divers éléments d’alliages et deséléments résiduels sur la dureté maximalesous cordon sont fortement influencéspar la vitesse de refroidissement,généralement caractérisée par le tempsde refroidissement entre 800oC et 500oC.
Les formules les plus récentes pourprédire la dureté maximale sous cordond’échantillons dans diverses conditionsde soudage se trouvent au Tableau 1.Bien qu’elles négligent un certain nombrede facteurs possibles d’influence, autresque la composition chimique et la vitessede refroidissement, il semble qu’ellespuissent donner dans des conditions desoudage normales des prédictions fiablespourvu qu’elles soient appliquées dansle domaine de validité pour lequel ellesont été établies. La dispersion (écarttype) entre les valeurs de duretécalculées et mesurées a été estimée àenviron 20 HV.
On peut observer que, si le temps derefroidissement entre 800oC et 500oC estfixé à une valeur déterminée, la duretémaximale sous cordon prédite par lesformules mentionnées ci-dessus nedépend que de la composition chimique
Le carbone équivalent n’est pas un outil passe-partout. Largement utilisé - etutilisable - pour le prévision de la dureté sous cordon, la formule à employerdoit toutefois être choisie avec soin.L’emploi du carbone équivalent pour la spécification des produits n’est, parcontre, pas conseillée.Une synthèse de ce qu’il faut penser sur le sujet par les spécialistes de l’InstitutInternational de la Soudure.
ESAB Produits de Soudage et de Coupage / esab.ca / 1.877.935.3226
Chez ESAB, nous avons tout ce dont vous avez besoin pour vos travaux, qu’il s’agisse de soudage à l’arc, de coupage plasma ou mécanisé, d’appareils à gaz, ou d’automatisation. Vous pouvez aussi compter sur nous pour vous offrir une vaste gamme de métaux d’apport et d’équipements de protection individuelle haut-de-gamme. De plus, nos experts sont là pour vous aider à choisir les produits qui conviennent le mieux à votre application. Laissez ESAB être au cœur de votre prochain projet.
COEUR DE GRANDS PROJETS
PARTOUT
AU

19LE JOURNAL DE L’ISQ Vol.15 N.4
LE RÉSEAU FRANCOPHONE DU SOUDAGE
SOUDABILITÉ
de l’acier. Cela implique que, dans ce cas particulier, uneunique formule de carbone équivalent peut être utilisée pourprédire la dureté maximale sous cordon. Les coefficients(facteur de division) pour chaque élément chimique individueldans les formules de carbone équivalent ainsi calculéesdépendent cependant de la vitesse de refroidissement choisie.Ils augmentent quand le temps de refroidissement diminue.
Domaine de validité.
Ces formules ont été testées sur de nombreux aciers dont les
compositions chimiques respectent les intervalles suivants :
C < 0,33 ; 0,48 < Mn < 2,06 ;
Si < 0,65 ; Cu < 0,47 ;
Cr < 1,06 ; Ni < 2,06 ;
Mo < 0,66 ; Al < 0,06 ;
V < 0,07 ; Nb < 0,06 ;
Ti < 0,02 ; B < 0,002 .
3. CARBONE EQUIVALENT
Le calcul d’une valeur de carbone équivalent représente unetentative de décrire la composition chimique au moyen d’unnombre afin de montrer comment des changements dans lacomposition influencent le comportement du matériau. Desformules de carbone équivalent ont été établies pour un grandnombre d’objectifs. Parmi ceux-ci, on doit mentionner enparticulier, leur emploi pour estimer:
- la trempabilité ;
- la sensibilité des aciers à la fissuration à froid ou desgrandeurs dérivées en relation directe avec ce phénomène,telles qu’une température minimale de préchauffagerecommandée ou la tolérance à l’hydrogène diffusible ;
- l’évaluation des propriétés en service pour lesquelles unecorrélation est observée ou attendue avec la dureté, tellesque par exemple la fissuration par les sulfures et la fissurationpar corrosion sous tension.
On ne peut pas s’attendre à ce que tous ces comportementsdu matériau ou des joints soudés puissent être décrits defaçon fiable par un unique nombre dépendant seulement dela composition chimique. L’usage de toute formule de carboneéquivalent doit donc être limité à son objet initial. Beaucoup
• Équipements aux gaz Oxweld®®®®® & Purox®®®®®
• Équipements de coupage Plasmarc®®®®® & Powercut®®®®®
• Équipements de soudage tels que : Heliarc®
Multimaster® & Aristo®
• Automatisation :Manipulateurs ESABPositionneurs & vireursChariots pour arc submergé (A2 & A6)Procédés tels que : “ Synergic Cold Wire ” & “ Friction StirWelding ”Projets clé en main
• Ligne complète de tables de coupe• Ligne complète de consommables: électrodes,
fils tubulaires & fils solides pour différentsmatériels tels que : acier doux, acier allié, acierinoxydable & aluminium.Atomarc® & OK 55.00® Dual Shield®, Coreweld® & Coreshield®
Arcaloy® & OK® Spoolarc®, Unionmelt® & OK® FluxShield Bright® (X-tra)
• Équipe locale professionnelle pouvant vous offrir desservices tels que : Formation sur place, Support technique
25 De Lauzon, suite 5 6010 Tomken RoadBoucherville, QC J4B 1E7 Mississauga, ON L5T 1X9Tél : 450- 655-4318 Tél : 877-935-3226Fax : 450-449-6620 Fax : 800-363-8841
Votre partenairepour le soudage
Tableau 1 : Formules récentes de prédiction de la duretémaximale sous cordon

20 LE JOURNAL DE L’ISQ Vol.15 N.4
LE RÉSEAU FRANCOPHONE DU SOUDAGE
SOUDABILITÉ
parmi les formules proposées que l’ontrouve dans la littérature sont d’abord desformules de trempabilité.
L’emploi d’une formule de carboneéquivalent pour prédire un comportementparticulier d’un acier ou d’une soudurepeut être critiqué pour plusieurs raisons:
1. Comme pour la prédiction de la duretémaximale sous cordon, des facteursautres que la composition chimiquepeuvent influencer les microstructuresobservées. Même l’influence de lacomposition chimique est seulementprise en compte d’une manière peut-être trop simple ou grâce à un uniquenombre calculé souvent suivant uneformule linéaire.
2. Il n’est pas évident que les valeurscalculées du carbone équivalent et lapropriété ou le comportement enconsi-dération sont en relation bi-univoque. En réalité, cela n’est mêmepas vrai pour la microstructure et ladureté. Un acier peut être traitéthermiquement de façon à obtenirdiverses microstructures qui toutes ontune dureté identique mais qui diffèrentdans leur ténacité, leur ductilité, leurrésistance à la corrosion ou autre. Dela même façon, deux aciers decomposition chimique différentepeuvent être traités thermiquement defaçon à obtenir la même dureté, peut-être même avec la même méthode de
refroidissement, et cependant leurmicrostructure et leurs propriétéspeuvent être très différentes.
3. Beaucoup de propriétés intéressantespour la pratique ne dépendent passeulement de la composition et desmicrostructures présentes dans lejoint soudé. Par exemple, le risque defissuration à froid est aussi influencépar le procédé de soudage et le modeopératoire de soudage comportant ounon un préchauffage et/ou un post-chauffage, par les contraintes durantet après soudage, par la teneur enhydrogène, par l’épaisseur, etc.
Il faut reconnaître qu’il n’est pas toujoursfacile de savoir si les formules de carboneéquivalent proposées ont été établiesdirectement grâce à des corrélationsentre la composition chimique et lecomportement particulier visé dumatériau ou du joint soudé ou seulementindirectement au travers de corrélationsentre ce comportement et la dureté desmicrostructures. Dans ce dernier cas, laformule devrait surtout être utilisée pourla prédiction des duretés et l’aspectcomplémentaire de la pertinence de lalimite de dureté maximale sous cordonpour éviter des difficultés particulièresdurant et après soudage est un autreproblème important qui n’est pas traitéici.Dans la suite, la discussion est limitée àla pertinence du carbone équivalent en
ce qui a trait au risque de fissuration àfroid.
4. CONCLUSION
1. Des prédictions fiables de la duretémaximale sous cordon pour deséchantillons sur lequel on dépose uncordon requièrent de tenir compte del’influence de la vitesse derefroidissement. La dureté maximalesous cordon peut être calculée à l’aided’une unique formule de carboneéquivalent seulement dans le cas où letemps de refroidissement entre 800°C et500°C est fixé. La formule doit alors êtreadaptée à ce temps de refroidissement.
2. La pertinence de limites maximalespour la dureté sous cordon afin d’éviterdes difficultés durant et après soudagen’a pas été discutée en détail ici. Ellepeut être critiquée pour de nombreusesraisons. Il est par conséquent toujoursrecommandé d’effectuer des essais,aussi représentatifs que possible del’application concernée, pour qualifier lesmodes opératoires de soudage lorsqu’onpeut soupçonner des difficultésparticulières durant ou après soudage.
3. Tenant compte de toutes cesrestrictions, l’utilité pratique du conceptde carbone équivalent pour limiter lerisque de fissuration à froid, ne peut êtreniée. Dans l’état actuel des

Rehaussez votre productivité et améliorez la sécurité grâce au système StarSafeMC
Rappel de sécurité : La CGA recommande d’installer des antiretours pare-flammes sur la torche. Assurez-vous qu’aucun clapet antiretour n’entrave le débit.
En exclusivité à Praxair
Un seul numéro pour joindre la succursale Praxair la plus près :
1 800 225-8247www.praxair.ca
Le système StarSafeMC de Praxair facilite le
déplacement des bouteilles dans une usine et le
chargement à bord des camions – en plus de
vous faire gagner du temps parce que vous n’avez
plus besoin de changer le détendeur.
l Économie de tempsGrâce au détendeur intégré, vous n’avez plus à changer la robinetterie.
l Sécurité accrueLa robustesse du capuchon élimine les risques de bris causés par l’entrechoquement des bouteilles. Un simple tour de manette suffit à fermer le robinet.
l Niveau de gaz visibleLa jauge à cadran permet de vérifier d’un seul coup d’œil le contenu en gaz de la bouteille. Vous n’emportez plus de bouteilles vides au chantier.
l Ergonomie amélioréeLa poignée ergonomique du capuchon permet de déplacer facilement les bouteilles en toute sécurité.
l Cadran haute lisibilitéUn cadran de couleur distincte pour chaque gaz simplifie la lecture et la surveillance de la pression de mise en œuvre.
l Convivialité d’utilisation Un bouton surdimensionné vous permet de sélectionner instantanément la pression désirée pour chaque application.
Avantages du système StarSafe

22 LE JOURNAL DE L’ISQ Vol.15 N.4
LE RÉSEAU FRANCOPHONE DU SOUDAGE
connaissances en technologie du soudage, de telles formules ne peuvent être utilisées que pour choisir des aciers qui dans desconditions données et bien contrôlées incluant le mode opératoire de soudage et la géométrie du joint, peuvent être utilisés avecun risque limité de fissuration à froid. Alternativement, elles peuvent aussi être mises en œuvre pour un acier donné en vued’orienter le choix vers un mode opératoire de soudage approprié limitant le risque de fissuration à froid.
Le calcul du carbone équivalent doit toujours se faire en se basant sur l’analyse chimique sur produit plutôt que sur l’analyse surcoulée ou pire sur les teneurs maximales spécifiées, et il doit aussi inclure les éléments résiduels.
Dans tous les cas, l’utilisation de toute formule de carbone équivalent ne peut être étendue ni au-delà des intervalles decomposition chimique pour lesquels elle a été établie, ni pour toute autre estimation que celle initialement proposée.
4. Puisque les formules de carbone équivalent ne peuvent être utilisées que pour une estimation rapide et facile mais incomplètede l’aptitude d’un acier à la mise en œuvre, l’application trop stricte d’un critère imposant une valeur limite pour n’importe quelleformule constituerait un obstacle au développement de nouvelles qualités d’acier ou à l’amélioration des modes opératoires desoudage.
Des essais appropriés de Qualification du soudage sont toujours préférables et ils peuvent donner des informations pertinenteset fiables sur la Qualité des joints soudés.
D’après un article de B. de Meester, paru dans la revue « Soudage et techniques connexes » et publié avec l’accord de celle-ci.
www.lindecanada.com 1-888-256-7359
Linde, la solution à vos besoinsUne technologie mondiale, un service local
Amos (819) 732-7585
Chicoutimi (418) 545-6630
Drummondville (819) 478-4216
Granby (450) 378-5930
Hull (819) 777-7375
Joliette (450) 759-7878
Laval (450) 663-5570
Matagami (819) 739-4113
Québec (gaz, équipements de
soudage/coupage) (418) 688-0150
Québec (équipement de sécurité) (418) 780-3838
Rivière-du-Loup (418) 867-2737
LINDE, la principale compagnie de gaz, d’équipements de soudage / coupage et produits de sécurité
Plus performante que jamais !
Rouyn-Noranda (819) 764-6103
Sept-Îles (418)-960-1205
Sherbrooke (819) 564-7877
St-Georges-de-Beauce (418) 228-3272
St-Hubert (450) 676-6224
St-Jean sur Richelieu (450) 347-5394
St-Laurent (514) 335-0455
St-Léonard (514) 323-4110
St-Patrick (514) 933-8113
Terrebonne (450) 686-0202
Trois-Rivières (819) 373-1017
Val d’Or (819) 825-6011
SOUDABILITÉ

Les Inspections Atlas Québec Inc. 12200, April, Montréal (Qc) H1B 5N5 T. 514-645-2209 • F. 514-645-5333
WWW.ATLASQUEBEC.COM
À la fin 2013, il y aura 20 ingénieurs, techniciens et assistants qui travailleront comme
employés permanents pour Les Inspections Atlas Québec Inc. Le chemin parcouru
depuis les 8 dernières années est remarquable et aujourd’hui la qualité de notre service
est reconnue autant par les grands fabricants que par ceux de tailles plus modestes.
Tous savent que nous ne transigeons ni avec la qualité de nos équipements, ni avec la
formation de nos techniciens et qu’en tout temps nous respectons avec la plus grande
rigueur les normes de sécurité de notre profession.
En plus de nos interventions en chantier, nous possédons aussi un
laboratoire et un bunker pour réaliser des essais dans des conditions plus
spécifiques. Ainsi, vos pièces peuvent être inspectées dans nos locaux.
Vous n’aurez alors plus besoin d’un périmètre
de sécurité pour pouvoir prendre des
radiographies et, si des assemblages ont des
formes particulères, il est alors possible de
mettre en place des supports adaptés. Bien
sûr, pendant ce temps votre atelier n’est pas
perturbé par des zones à accès limités.
En fin de compte, le professionnalisme et
l’adaptabilité doivent en tout temps prévaloir.
C’est exactement ce que font nos techniciens
lorsqu’ils interviennent dans des régions
éloignées. Il n’y a pas de deuxième chance. Il
faut avoir tout prévu car le retour au
laboratoire en cas d’oubli d’équipements
n’est tout simplement pas permis.
Rapidité, efficacité, rigueur, respect des normes, voilà tout ce qui définit nos inspecteurs et notre organisation. Plus que
de grands mots, ceci est notre réalité. Vous voulez vous en assurer? Alors, appelez-nous et vous comprendrez
facilement que Les Inspections
Atlas, en affaire depuis près de
30 ans dans le grand Montréal, est
un fournisseur de services en essais
non destructifs sur lequel vous
pouvez compter.
Les Inspections Atlas Québec Inc. fait partie du groupe Thermetco

LE CTDA-UQAC OFFRE AUX ENTREPRISES L’ACCÈS AU PROCÉDÉ DE SOUDAGE PAR FRICTION-MALAXAGE
DES ALLIAGES D’ALUMINIUM
L’Université du Québec à Chicoutimi (UQAC) s’est dotée récemment d’une machine de soudage par friction-malaxage (procédé FSW) de grande envergure et a créé le Centre de transfert et de développement d’affaires (CTDA-UQAC). Le CTDA-UQAC offre aux entreprises l’accès à ce procédé de soudage révolutionnaire et innovant pour mettre au point des méthodes de fabrication plus performantes pour leurs ensembles soudés en alliages d’aluminium. Caractéristiques des équipements du CTDA-UQAC : Machine de soudage FSW de type portique Longueur soudable : 18 m Largeur soudable : 3,5 m Épaisseur soudable : 15 mm
Robot Fanuc M900ia avec tête de soudage instrumentée Rayon d’action : 2,8 m Épaisseur soudable : 6 mm
Services offerts aux entreprises Accès aux technologies/équipements/procédés et à
l’opérateur Accompagnement dans le développement de
produits soudés FSW Inspection des soudures
Avantages du procédé de soudage FSW Plus grande résistance des soudures (comparé au
GMAW/MIG) Procédé répétitif Diminution du temps d’opération Excellentes propriétés mécaniques en tension, en
flexion et en fatigue Faibles températures atteintes lors du soudage Très faibles déformations et retraits Absence de porosités/soufflures et de fissures de
solidification Soudures de grande qualité
Pour plus de renseignements et connaître les modalités d’utilisation, contacter : Alexandre Lavoie, B.A.A., Chargé de projets (418) 545-5011 poste 5308 www.uqac.ca/ctdauqac [email protected]

25LE JOURNAL DE L’ISQ Vol.15 N.4
LE RÉSEAU FRANCOPHONE DU SOUDAGE
COMMUNIQUÉ
Grâce à TPS/i, la plate-forme de soudageMIG/MAG modulaire entièrementrepensée par Fronius, le secteur dusoudage entre dans une nouvelle ère :les utilisateurs disposent désormais desystèmes modulables et évolutifs, qui sedistinguent par une grande intelligenceet des caractéristiques de communicationinégalées. La réalisation des tâches desoudage est ainsi non seulement facilitéeet accélérée, mais s’accompagneégalement de meilleurs résultats. La plate-forme constitue en outre la base denombreuses évolutions novatrices etassure un bon investissement à longterme.Cette formidable avancée en matière detechniques de soudage s’inscrit dans lecadre du plus grand projet d’innovationde l’histoire de Fronius. Les responsablesdu leader technologique n’ont eu ici
LA NOUVELLE PLATE-FORME DE SOUDAGE MIG/MAG : UN SAUT QUANTIQUE
d’autre ambition que de créer un arcélectrique le plus parfait possible. Lescollaborateurs de la société ont dû sedétacher de l’ancienne façon de penser,tirer le meilleur du passé de Fronius et lecombiner avec des technologies d’avenir,pour le bénéfice du client. Le résultat : laplate-forme de soudage MIG/MAGmodulaire TPS/i, qui répond dèsaujourd’hui aux exigences de l’industrie4.0 et place les techniques de soudageà un niveau de performances encorejamais atteint.Dès le premier niveau de développementde la plate-forme, l’utilisateur bénéficiede nombreuses améliorations techniqueset de nouvelles fonctionnalités. Celles-cisolutionnent les problèmes connus etpermettent un soudage avec moins deprojections, un arc électrique et unepénétration stables, de même qu’une plusgrande efficacité. Par ailleurs, ellesfacilitent considérablement lamanipulation des appareils et assistentle soudeur dans son travail.L’intelligence intégrée de TPS/i joue unrôle crucial. Le contrôle de processenviron 2 000 fois plus rapide que celuide la génération précédente permet desaisir nettement plus d’informations surl’arc électrique et de le réguler plusprécisément que jamais. Un bus High-Speed rapide (« SpeedNet «) reliant lescomposants (torche de soudage, dévidoir,etc.) à la source de courant garantit,grâce à son taux de transfert biensupérieur à celui de la générationprécédente, des temps de réaction trèscourts et une qualité de commandemaximale.
du process de soudage à proprementparler, l’intelligence intégrée adapte plusrapidement et précisément que jamais lavitesse d’avance du fil à l’écart entre latorche de soudage et la pièce à souder(CTWD), et ce grâce au circuit decommande avancé et à un moteurparticulièrement dynamique.Conséquence pour le soudeur : lalongueur de l’arc électrique est ajustéeen un laps de temps très court tandis quela pénétration est soumise à moins defluctuations. À la fin du process desoudage également, la réglabilité dudévidoir permet des résultats de soudageencore meilleurs : le retrait du fil-électrodeassocié à une limitation de l’intensité desoudage prévient efficacement laformation de goutte autrement inévitable(et donc les projections) ainsi qu’un burnback.Ces optimisations des phases desoudage profitent au process standard,mais pas seulement : deux nouveauxprocess sont pour la première fois renduspossibles par l’intelligence intégrée et lecircuit de commande rapide de TPS/i.Le process à l’arc court LSC (Low SpatterControl) se caractérise par desprojections plus minimes que jamais etpar une stabilité du processus maximale.Le second nouveau process désormaisproposé par Fronius est le PMC (PulseMulti Control) ; il permet, lors du soudageà l’arc pulsé, une vitesse de soudagesignificativement supérieure avec undétachement de goutte optimal. Parailleurs, le process PMC limite visiblementles entailles de pénétration.L’atout majeur de la plate-forme TPS/i estla possibilité pour l’utilisateur de combinerle matériel et le logiciel en fonction deses besoins, de faire évoluer sonsystème ultérieurement si nécessaire et,ainsi, de bénéficier d’une grande sécuritéd’investissement. La modularité de cettesolution autorise par exemple l’utilisateur
Photo 1 : Le futur commenceaujourd’hui : la plate-forme desoudage MIG/MAG innovante TPS/i deFronius permet aux entreprisesd’assurer durablement leurproductivité.
Partant de cette base, les ingénieurs deFronius ont pu davantage optimiser etimbriquer les différentes phases duprocess de soudage. TSP/i est ainsi lepremier système capable de déterminerla température instantanée à l’extrémitédu fil-électrode, d’en déduire l’énergied’amorçage (diminuée) nécessaire et decommander en conséquence la sourcede courant. Il en résulte une stabilisationplus rapide de l’arc électrique. Au cours

26 LE JOURNAL DE L’ISQ Vol.15 N.4
LE RÉSEAU FRANCOPHONE DU SOUDAGE
PRODUCTIVITÉTERMINOLOGIE
Fronius International est une entrepriseautrichienne dont le siège est àPettenbach et qui possède d’autres sitesà Wels, Thalheim, Steinhaus et Sattledt.La société exerce ses activités avec plusde 3.239 collaborateurs dans les secteursdes Systèmes de chargeurs de batteries,de Technique de soudage etd’Électronique solaire. Avec 19 sociétésFronius internationales et des partenairesde vente internationaux/représentantsdans plus de 60 pays, la part àl’exportation représente environ 93 pourcent. Des produits exceptionnels, unservice hors pair, ainsi que 864 brevetsactifs font de Fronius le leadertechnologique sur le marché mondial.
à acquérir dans un premier temps unappareil pour le soudage à l’arc court,puis d’y ajouter plus tard le soudage àl’arc pulsé via une mise à niveau. Lesystème étant compatible avec desprocess multiples, le changement deprocess exige uniquement la modificationdes composants périphériquescorrespondants. La source de courant,le dévidoir ou le faisceau de liaisonrestent les mêmes pour tous les process.L’adaptation du logiciel après unemodification du système est aussi simplequ’une mise à jour : une exécutioncentralisée du logiciel suffit pouractualiser tous les composants. Denouvelles caractéristiques peuvent enoutre être ajoutées sans avoir à modifierle logiciel système.
Photo 2 : Le grand écran tactile 7pouces constitue la base de l’interfacehomme/machine claire et intuitive dela plate-forme TPS/i et assiste le travaildu soudeur par le biais de graphiqueset de textes explicites.
Photo 3 : L’interface Ethernet installéepar défaut sur tous les appareils de lagamme TPS/i peut être utilisée pourmettre en réseau les appareils TPS/i.Les techniques de soudagePhotos : Fronius International GmbH
TPS/i n’élève pas seulement le processde soudage à un niveau supérieur, ilpropose également une nouvelledimension en matière d’interaction. Unsolide écran tactile 7 pouces informesans délai l’utilisateur de l’état actuel dusystème au moyen de graphiques et detextes clairs dans la langue de son choix.L’interface utilisateur intuitive, graphiqueet personnalisable permet au soudeur degarder en permanence le contrôle de sonsystème et d’éviter les erreurs decommande. L’interaction du système desoudage avec un robot a elle aussiconsidérablement évolué : l’échange dedonnées avec la commande robotisée estdésormais plus rapide, de sorte qu’unerelation plus étroite avec le système desoudage est possible, et peut être adaptéaux conditions locales et visualisé surl’écran à l’aide d’un outil deprogrammation convivial et sansl’assistance d’un expert.La nouvelle plate-forme de soudage TPS/i confère à l’utilisateur un degréd’individualité, d’interaction etd’amélioration encore jamais atteint. Lesentreprises ont ainsi la possibilité deréaliser des tâches de soudagecomplexes et variables avec rapidité etefficacité, tout en maintenant une qualitéélevée. L’intelligence embarquée et lamodularité globale constituent une basesolide pour les innovations futures etgarantissent une grande sécuritéd’investissement à long terme.
ADHÉSION
GRATUITE
POUR LES ÉTUDIANTS
DES CFP EN SOUDAGE
Dans le but de favoriser
la promotion du soudage,
de valoriser le métier de
soudeur et d’inciter les
jeunes à progresser
dans ce domaine,
l’Institut de Soudage du
Québec a créé une
nouvelle catégorie, les
étudiants-désignés.
Tous les élèves en
formation-soudage des
CFP membres du
secteur éducatif de l’ISQ
qui le souhaitent peuvent
devenir gratuitement
membres de l’ISQ.
Contactez-nous !
COMMUNIQUÉ

FOURS DE TRAITEMENT THERMIQUEGAMME COMPLÈTE DE SERVICES SOUS UN MÊME TOIT
TRAITEMENT THERMIQUE ESSAIS NON DESTRUCTIFSSABLAGE AU JET & PEINTURE ESSAIS DESTRUCTIFS
8740 boul. Pie-IX 10645 boul. Henri-Bourassa EstMontréal, (QC) H1Z 3V1 Montréal, (QC) H1C 1G7Tél. : 514-593-5755 Tél. : 514-881-2400Téléc. : 514-593-8338 Téléc. : 514-881-2393www.mequaltech.com www.houlesandblast.comGroupe Mequaltech
Montréal - Québec - Bécancour

28 LE JOURNAL DE L’ISQ Vol.15 N.4
LE RÉSEAU FRANCOPHONE DU SOUDAGE
COMMUNIQUÉ
Le prix Air LiquideHommes
Les prix LENCO

29LE JOURNAL DE L’ISQ Vol.15 N.4
LE RÉSEAU FRANCOPHONE DU SOUDAGE
PRÉSENTATION DE L’ENTREPRISE
Mistras Métaltec est une entreprise de service spécialisée en inspection métallurgique depuis plus de 30ans faisant maintenant parti du groupe MISTRAS, actuellement en plein essor partout en Amérique duNord ainsi qu’à l’échelle internationale. Mistras Métaltec offre ses services à la grandeur de la provinceavec des laboratoires situés dans les régions de Québec, Montréal, Estrie, Saguenay, Sept-Îles, Beauceet Abitibi. Afin de continuer notre expansion, nous sommes constamment à la recherche de nouvellesressources désirant se joindre à notre équipe de professionnels, et ce, dans tous nos laboratoires.
OPPORTUNITÉS D’EMPLOIS
Technicien en métallurgie (essais destructifs) Inspecteur en soudage (CWB niveau 1 ou 2) Technicien en essais non-destructifs (ONGC MT-PT-UT niveau 2) Technicien en radiographie (ONGC RT2/OAE) Technicien spécialisé en Phased-Array Technicien en essais non-destructifs – Division aéronautique Technicien en travaux sur cordes (SPRAT / IRATA)
CE QUE NOUS OFFRONS
Mistras Métaltec offre des conditions de travail avantageuses en plus d’un environnement de travail basésur le respect, l’intégrité, l’importance de la santé et la sécurité, le professionnalisme, la rigueur et laqualité de ses services offerts. Nous sommes également soucieux d’être toujours à la fine pointe de latechnologie en offrant des services spécialisés avec des technologies avancées qui nous démarquent dela concurrence et permettent à nos employés de développer constamment leurs compétences.
CONTACT
Vous avez envie de relever de nouveaux défis et de vous joindre à une entreprise où vos objectifs decarrière pourront être pleinement réalisés? Si l’un de ces postes vous intéresse, n’hésitez pas àcommuniquer avec nous pour obtenir de plus amples informations ou faites parvenir votre candidature à[email protected]
OFFRE D’EMPLOI

30 LE JOURNAL DE L’ISQ Vol.15 N.4
LE RÉSEAU FRANCOPHONE DU SOUDAGE
OFFRE D’EMPLOI
Opportunités d’emploi dans les ventes
Une carrière dans les ventes vous intéresse?
Vous désirez vous joindre à une équipe dynamique et professionnelle?
Nous désirons combler différents postes dans le domaine des ventes industrielles et des gaz en vrac dans différents
territoires :
Représentant(e) de ventes industrielles - Ottawa
Vos principales responsabilités seront d’obtenir, conserver et développer tous les comptes clients rentables de 5 000 $ à
100 000 $ pour contribuer à l’atteinte des objectifs de ventes, de services et de bénéfices pour un territoire de vente
donnée. Vous travaillerez en collaboration avec les spécialistes des ventes techniques, avec les succursales et une
équipe de soutien fonction commercial, afin d’atteindre vos objectifs de ventes. Également, vous contribuerez, en tant
que membre de l’équipe des ventes, aux résultats de la région.
Spécialiste des comptes Gaz en vrac - Région de l’est du Canada
Vous mettrez à contribution vos compétences techniques et commerciales afin de développer des applications spécifiques
et effectuerez la mise en œuvre d’applications destinées aux clients de gaz en vrac du territoire assigné.
Vous trouverez les exigences d’emploi pour ces 2 postes en consultant notre site internet, sous la section Carrières.
Nous offrons un salaire et un programme complet d’avantages sociaux (médical, dentaire et vision) très compétitifs.
Pour les postes de ventes, nous offrons un véhicule de compagnie ainsi qu’un plan de boni basé sur les ventes.
L’une de ces opportunités vous intéresse? Consulter le site internet de Linde Canada au
http://www.lindecanada.com/fr/careers
Linde souscrit aux principes de diversité et d’équité en matière d’emploi. Nous invitons tout particulièrement les
autochtones, les femmes, les membres des minorités visibles et les personnes handicapées à postuler.
L’emploi du masculin dans ce texte est sans discrimination; il sert uniquement à en simplifier la lecture.
31LE JOURNAL DE L’ISQ Vol.15 N.4
LE RÉSEAU FRANCOPHONE DU SOUDAGE
Les Inspections Atlas Québec Inc est un spécialiste en essais non destructifs depuis près de 30 ans.
Basés au 12200 rue April à Pointe aux Trembles, nous recherchons des techniciens pour faire face à
notre forte croissance.
Les Inspections Atlas Québec inc est à la recherche de technicien(ne)s dynamiques, autonomes et
intéressé(e)s à œuvrer au sein d’une équipe exceptionnelle, dans un milieu ouvert et stimulant, pour
combler le poste suivant :
Inspecteurs (trices) en soudage - Montréal
Principales responsabilités
Les principales responsabilités incluront, mais sans s’y limiter, d’effectuer l’inspection de soudures enchantier et en usine, la rédaction de rapports d’inspection, la réalisation d’essais non destructifs.
Exigences
- Niveau II CGSG UT et / ou CEDO;
- Expérience pertinente en inspection en soudage;
- Bonne maîtrise du français et anglais tant à l’oral qu’à l’écrit;
- Posséder un permis de conduire valide (avoir un véhicule serait un atout)
- Personne dynamique, autonome, fiable et ponctuelle.
Si l’un de ses postes vous intéresse, veuillez postuler en ligne http://www.atlasquebec.com , nous faireparvenir votre curriculum vitae à l’adresse suivante [email protected] ou par télécopieur au514-645 5333.
Nous vous remercions à l’avance de l’intérêt porté à Les Inspections Atlas Québec. Toutefois, nous necommuniquerons qu’avec les personnes dont la candidature aura été retenue.
Les Inspections Atlas Québec Inc. souscrit à la diversité et à l’équité en matière d’emploi. Elle accueillefavorablement les demandes d’emploi de femmes, d’autochtones, de minorités visibles, de minoritésethniques, de personnes handicapées et d’autres personnes qui pourraient contribuer à une plus grandediversité.
OFFRE D’EMPLOI

TENEZ-VOUSBIENINFORMÉS
Évolution del’environnementtechnique etéconomique
......................Agenda desexpositions,salons, journéestechniques, stagesde formation
CULTIVEZ VOSCOMPÉTENCES
Résultats etavancées de larechercheindustrielle
.......................Veille normativeciblée, analyse dela presse et despublications
TROUVEZ LASOLUTION
Équipements,matériels,consommables etservices
INFORMATIONS: [email protected] www.isquebec.orgINFORMATIONS: [email protected] www.isquebec.org