UNIVERSITÉ DU QUÉBEC MÉMOIRE PRÉSENTÉ À …depot-e.uqtr.ca/2541/1/000693439.pdf · 3,4...
87
UNIVERSITÉ DU QUÉBEC MÉMOIRE PRÉSENTÉ À L'UNIVERSITÉ DU QUÉBEC À TROIS-RIVIÈRES COMME EXIGENCE PARTIELLE DE LA MAÎTRISE EN GÉNIE INDUSTRIEL PAR CHANTAL BARIL CRITÈRES DE SÉLECTION D'UNE NORME QUALITÉ AOÛT 2002
Transcript of UNIVERSITÉ DU QUÉBEC MÉMOIRE PRÉSENTÉ À …depot-e.uqtr.ca/2541/1/000693439.pdf · 3,4...

UNIVERSITÉ DU QUÉBEC
MÉMOIRE PRÉSENTÉ À
L'UNIVERSITÉ DU QUÉBEC À TROIS-RIVIÈRES
COMME EXIGENCE PARTIELLE
DE LA MAÎTRISE EN GÉNIE INDUSTRIEL
PAR
CHANTAL BARIL
CRITÈRES DE SÉLECTION D'UNE NORME QUALITÉ
AOÛT 2002

Université du Québec à Trois-Rivières
Service de la bibliothèque
Avertissement
L’auteur de ce mémoire ou de cette thèse a autorisé l’Université du Québec à Trois-Rivières à diffuser, à des fins non lucratives, une copie de son mémoire ou de sa thèse.
Cette diffusion n’entraîne pas une renonciation de la part de l’auteur à ses droits de propriété intellectuelle, incluant le droit d’auteur, sur ce mémoire ou cette thèse. Notamment, la reproduction ou la publication de la totalité ou d’une partie importante de ce mémoire ou de cette thèse requiert son autorisation.
SOMMAIRE
Depuis les années 80, les standards de qualité n'ont cessé d'augmenter. En effet, en 1987,
est apparue la norme, de réputation mondiale, ISO 9000 avec ses exigences génériques
applicables à toutes organisations, quels qu'en soient la taille ou le secteur d'activité. Dans
les années 90, la norme QS-9000 a été développée, par les trois grands fabricants
automobiles américains, afin d'améliorer les performances de leurs fournisseurs. Cette
norme, dont la base est ISO 9001 : 1994, met l'accent sur l'amélioration continue, la
prévision des défaillances et la diminution des variations. Elle vise un Cpk de 1,5 soit
environ 6,200 ppm. Aujourd'hui, l'approche Six sigma pousse encore plus loin les
exigences en matière de qualité avec un objectif de 3,4 ppm. Cette approche, développée
par Motorola, vise, entre autre, à diminuer le nombre de défauts, augmenter la satisfaction
du client et améliorer les processus.
Le but visé par cette étude est de définir des critères de sélection afin de guider les
entreprises dans leur choix d'un niveau de qualité à atteindre. Les critères de sélection
retenus, lors de la revue de la littérature, sont la déviation (déviation de la moyenne des
procédés), la complexité des produits (nombre de composantes) et le coût de la qualité
(coût de la défaillance). Les secteurs manufacturiers choisis sont: le domaine récréatif,
l'industrie automobile et les secteurs de l'aviation et de l'électronique.
Dans un premier temps, chacun des secteurs a été caractérisé selon les critères sélectionnés.
Par la suite, la technique de la maison qualité, outil du déploiement de la fonction qualité, a
été utilisée pour mettre en relation les outils préconisés par les normes et les critères de
sélection retenus. Lors de l'établissement de la maison de la qualité, la catégorisation des
outils selon les normes et la complexité des outils et techniques de la qualité ont aussi été
prises en compte. Ainsi, selon le pointage obtenu pour chacun des outils, il est possible de
déterminer la norme à choisir pour les différents secteurs d'activité.

Il
Les résultats obtenus, autant avec la caractérisation que la maison de la qualité, montrent
que pour les secteurs de l'électronique et de l'aviation, il est important d'aller vers un
niveau de qualité élevé. En effet, le nombre de composantes et le coût de défaillance
obligent ces secteurs à atteindre un haut niveau de qualité. Pour le secteur automobile, le
niveau de qualité à atteindre se situe entre la norme QS-9000 et l'approche six sigma, soit à
environ cinq sigma. Ce niveau de qualité est dicté par le nombre de composantes. Enfin,
pour le secteur récréatif, un niveau de qualité égal à la norme QS-9000, soit environ 4,5
sigma, est suffisant.

III
REMERCIEMENTS
Mes études de deuxième cycle et ce mémoire n'auraient pu être réalisés sans l'appui et
l'encouragement de certaines personnes. Ainsi, j'aimerais remercier mon directeur de
mémoire, Monsieur Georges Abdulnour, qui a éveillé en moi l'intérêt pour la recherche et a
collaboré à l'approfondissement de mes connaissances dans un domaine qui m'intéresse
particulièrement. Merci pour votre temps, votre disponibilité, vos précieux conseils et votre
support continuel.
De plus, je voudrais remercier mon conjoint, Alain, et les membres de ma famille, pour leur
soutien et leur patience tout au long de mes études à la maîtrise.
Sincères remerciements.
Chantal
IV
TABLE DES MATIÈRES
SOMMAIRE ................................. ......................... ................ ............. ........................... ........ .. i
REMERCIEMENTS .. .. ......................... ............. .......... ................... ................................ ..... . iii
TABLE DES MATIÈRES ........ .................. ..... ......................................... ............................ .iv
LISTE DES FIGURES .......................................................................................................... vi
LISTE DES TABLEAUX ................ ....... ............. .... ... .................. .. ....... .... .. ...... ..... ..... .... .... vii
INTRODUCTION .................................. ........... ... ........................ .......... ...... ... .... .... ... ..... ...... . 1
CHAPITRE 1 - REVUE DE LA LITTÉRATURE .... ...... ......... ............. ............. .... .. ... .......... 3
1.1 La norme ISO 9000 .............. ................. ... .. ............................ .. ...... .......... ... ........... ..... 3
1.2 La norme QS-9000 ...................................................................................................... 9
1.3 L'approche six sigma .... ....... ........ .... .... ... ....... ....... ......... ..... .... ....... ... .. ..... ................. 15
1.4 Coût de la qualité .................. .................. .... .. ...................... .... ..... ............................. 23
1.5 Les garanties ..... .. ....................... ............. ..................... ..... ... .......... .. ... ...................... 33
1.6 Le déploiement de la fonction qualité (QFD = Quality function deployment) ....... . 35
CHAPITRE 2 - DÉFINITION DES SECTEURS ET DES CRITÈRES .............. ... ............. 39
2.1 Choix des secteurs d'activités .................... ....... .. .......... ..................... ..... .... ... ..... ...... 39
2.2 Premier critère de sélection: la déviation .......... ..... ...... ....... ..... ....... ........................ .40
2.3 Deuxième critère de sélection: la complexité des produits ...... ....... ........ ..... ........... .41
2.4 Troisième critère de sélection: le coût de défaillance ............................................. .44
CHAPITRE 3 - LES OUTILS ET TECHNIQUES DE LA QUALITÉ .... ... ....................... .46
3.2 Catégorisation des outils selon les normes .... ..... .......... ....... ...... .... ............ .............. .46
3.2 Les outils et techniques de la qualité .. ........... ..... ............ ....... ..... ... .......................... .48
3.3 La complexité des outils ........................................................................................... 53
CHAPITRE 4 - SÉLECTION D'UN STANDARD QUALITÉ ... ............... .. ....................... 54
4.1 Caractérisation et maison de la qualité ... ........... ................................. ... ... ... ....... ... ... 54
4.2 Recommandations pour les recherches futures .. ................................. ... ........ ... ........ 63
CONCLUSION ..................................................................................................................... 65

v
BIBLIOGRAPHIE ................................................................................................................ 67
ANNEXE A ....................... ... ........ ......... ...... .. ............. ...... .. ............. .. .... .... ......... ....... ........... 70
ANNEXEB ........................................... .............. ... ..... ... .. ... .... ........... ....... ... ....... .. ... ............ 72
ANNEXEe .......................................................................................................................... 74

VI
LISTE DES FIGURES
Figure 1 : Approche processus de la norme ISO 9001 :2000 ................... ..................... ........ 6
Figure 2: Modèle de Juran ............................................................................. ..... ................ 27
Figure 3 : La maison de la qualité ....................................................................................... 37
Figure 4 : Structure de la maison de la qualité .................................................................... 55
Figure 5: Complémentarité et évolution des normes ISO 9000, QS-9000 et six sigma [41] .
................................................... ..... .................................................... .... .... ....... ........... 62
VII
LISTE DES TABLEAUX
Tableau 1 : Relation entre les activités de développement et les sources de variabilité ..... 17
Tableau 2 : Nombre de défauts vs nombre de sigma .............................................. ..... ... ..... 17
Tableau 3: Formation typique donnée aux agents maîtres et aux agents ........................... 23
Tableau 4: Coût d'obtention de la qualité en pourcentage des ventes selon le nombre de
sigma [19] . ... ....... .................... .. ..................... .................................... .... .. ...... .......... ... .. 24
Tableau 5: Nombre de défauts (ppm) pour des déviations et des niveaux de qualité
spécifiques .................................... .... ............. ...................... .. ......... .. .. ... ... ... ................. 41
Tableau 6 : Pourcentage de produits conformes selon le nombre de composantes pour le
secteur de l'aviation (Déviation: Oa) . ......................................................................... .42
Tableau 7 : Pourcentage de produits conformes selon le nombre de composantes pour le
secteur récréatif (Déviation: 0,25a) ..................................................... ............. .......... .43
Tableau 8 : Pourcentage de produits conformes selon le nombre de composantes pour le
secteur automobile (Déviation: 0,5a) ..... ............................. ... .. .................................. .43
Tableau 9 : Pourcentage de produits conformes selon le nombre de composantes pour le
secteur électronique (Déviation: 1 ,5a) . .. ....... ..................... ............ ... ..... ....... .... ........... .43
Tableau 10 : Classement des outils et techniques de la qualité ................................... .. ..... .47
Tableau 11 : Classement des outils de la selon leur complexité ............ .......... ................... 53
Tableau 12 : Caractérisation des secteurs selon les critères de sélection retenus ................ 56
Tableau 13 : Importance des critères pour les secteurs d'activité .. ... .................................. 57
Tableau 14 : Exemple de calcul de la maison qualité pour l'outil analyse de la valeur pour
le secteur récréatif ......................................................................................................... 58
Tableau 15 : Résumé du classement des outils selon les secteurs manufacturiers .. ..... ....... 59
Tableau 16 : Comparaison des secteurs manufacturiers selon les pointages obtenus ......... 60
Tableau 17 : Classement des outils qualité obtenue avec la maison de la qualité pour le
secteur récréatif. ...... ...... ........... .... ........ ....... ................ ..... .... ............ ... .. ... ..... ..... .... ....... 75
Tableau 18 : Classement des outils qualité obtenue avec la maison de la qualité pour le
secteur de l'automobile ... .. ....... .... ............... ... ................. .... ............. .... .. ......... ..... ......... 76

Vlll
Tableau 19 : Classement des outils qualité obtenue avec la maison de la qualité pour le
secteur de l'aviation .............. ......... .... .................. ... .... ............. ........... .... ......... ..... .. ... ... 77
Tableau 20 : Classement des outils qualité obtenue avec la maison de la qualité pour le
secteur de l'électronique .. .. ... .. .......................... ........ ...................... .................. .. .......... 78
INTRODUCTION
Certaines sociétés doivent leur succès ou leur survie à la qualité. Ford, par exemple, a
redressé la situation dans les années 80 grâce à la panacée de Deming. De même, le groupe
Motorola est devenu célèbre pour sa campagne sur la «qualité Six Sigma» avec un taux de
3,4 pièces défectueuses sur un million de pièces seulement (3.4 ppm). Ce concept devait
servir, plus tard, de slogan à d'autres, comme le président de General Electric Jack Welch,
qui s'était fixé comme objectif de « devenir en l'an 2000 une société de qualité Six Sigma »,
c'est-à-dire une entreprise avec des produits, des services et des transactions quasiment sans
défaut. Les initiatives de projets qualité et les programmes de changement sont considérés
aujourd'hui comme essentiels pour la compétitivité et la productivité des entreprises.
Actuellement, les projets qualité les plus connus sont ceux effectués selon les normes ISO
9000, QS-9000 et Six sigma.
Les normes de la série ISO 9000, qui parurent en 1987, furent probablement les plus
médiatisées et les plus populaires auprès des entreprises manufacturières et de services. Ces
normes, reconnues mondialement, traitent de manière générale des aspects à mettre en
place pour améliorer la gestion et atteindre un certain niveau de qualité.
La norme QS-9000 est apparue au milieu des années 1990. Cette dernière, développée par
les trois grands fabricants automobiles américains et basée sur la norme ISO 9001 : 1994,
est beaucoup plus axée sur la mesure de la performance et exige un maximum de 6 200
ppm. QS-9000 attache une importance particulière à l'amélioration continue, à la prévision
des défaillances et à la diminution des gaspillages et des variations.
Les années 2000 seront marquées par une nouvelle approche de la qualité: Six sigma.
Développée à l'origine par Motorola pour l'industrie des télécommunications, cette
approche est basée sur trois principes: réduire le nombre de défauts, augmenter la
satisfaction des clients et améliorer les processus. Six sigma utilise des outils de qualité de
base et l'analyse statistique appliquée en milieu industriel dans une démarche systématique
2
orientée vers l'amélioration continue. Cette stratégie rigoureuse, basée sur des
performances mesurables, vise à optimiser les procédés de fabrication et les processus
administratifs afin d'atteindre l'objectif de 3,4 ppm en tenant compte des coûts
d'exploitation et des délais exigés. Six sigma est donc l'évolution naturelle vers
l'excellence pour les entreprises déjà certifiées ISO 9000 ou QS-9000.
Devant la progression des standards qualité, plusieurs entreprises s'interrogent sur le niveau
de qualité à atteindre car elles y voient des efforts et des coûts importants rattachés à
l'objectif du zéro défaut. Le but visé par cette recherche est de définir des critères pouvant
influencer le choix d'un niveau de qualité atteindre.
Ce mémoire est donc divisé en quatre parties. Le premier chapitre concerne la revue de la
littérature. Cette dernière a été effectuée pour différents sujets tels que les normes ISO
9000, QS-9000 et Six sigma, les coûts de la qualité, les garanties et le déploiement de la
fonction qualité. Basé sur la revue de la littérature, le deuxième chapitre est consacré au
choix des critères de sélection et à l'importance de ces critères pour différents secteurs
manufacturiers. Le troisième chapitre explique les outils et les techniques de la qualité
répertoriés dans les normes de qualité et lors de la revue de la littérature. Ces outils et
techniques sont classés selon les normes ISO 9000, QS-9000 et Six sigma. Enfin, le
quatrième chapitre présente les résultats obtenus en caractérisant les secteurs d'activité et
en appliquant la maison qualité pour le choix d'une norme qualité. Ce dernier chapitre
indique aussi des recommandations pour des recherches futures.
CHAPITRE 1 - REVUE DE LA LITTÉRATURE
La revue de la littérature est la première étape d'une recherche. Elle consiste, d'une part, à
prendre connaissance des informations déjà disponibles concernant le problème qu'on se
pose d'étudier ou des sujets connexes et, d'autre part, à réfléchir sur le contenu de ces
informations [37]. Dans le cas présent, le problème étudié consiste à déterminer des
critères permettant de décider d'un niveau de qualité à atteindre pour une entreprise
manufacturière ou de service. Ainsi, la première partie de la revue de la littérature porte sur
les approches de qualité: ISO 9000, QS-9000 et Six sigma. Les sujets connexes au
problème posé et qui ont fait l'objet, eux aussi, d'une recension des écrits sont: le coût de
la qualité, les garanties et le déploiement de la fonction qualité.
1.1 La norme ISO 9000
L'organisation internationale de normalisation (ISO) est une fédération mondiale
d'organismes nationaux de normalisation de quelque 140 pays, à raison d'un organisme par
pays. L'ISO est une organisation non gouvernementale, créée en 1947. Elle a pour mission
de favoriser le développement de la normalisation et des activités connexes dans le monde,
en vue de faciliter, entre les nations, les échanges de biens et de services et de développer la
coopération dans les domaines intellectuel, scientifique, technique et économique. En
lançant la série ISO 9000 en 1987, l'Organisation internationale de normalisation (ISO)
entendait créer pour les systèmes de management de la qualité des exigences génériques
applicables par toutes les organisations, quels qu'en soient la taille, le secteur d' activité et
le pays. ISO 9000 devait remplacer les systèmes d'assurance de la qualité particuliers aux
entreprises et aux industries [38].
ISO 9000 est une série de normes internationales élaborées par des experts qualité de
partout dans le monde pour l'usage des entreprises qui veulent mettre en œuvre leur propre
système qualité interne ou veiller à ce que leurs fournisseurs en possèdent un qui soit
4
approprié. Un système de management de la qualité définit, en les établissant, la politique
et les objectifs qualité de l'entreprise et permet à cette dernière de mettre par écrit puis en
œuvre les procédures à suivre pour atteindre ces buts. Grâce à l'existence d'un système de
management de la qualité bien appliqué, l'entreprise peut mener à bien ses travaux en toute
conformité, déceler et résoudre les problèmes qui se présentent et réviser constamment,
dans le but de les améliorer, ses procédures, ses produits et ses services. Un tel système sert
de mécanisme de maintien et d'amélioration de la qualité des produits et services, et permet
de toujours répondre aux besoins des clients, et au-delà, d'atteindre les buts visés en
matière de qualité. La conception et la mise en œuvre d'un système qualité basé sur la série
ISO 9000 sont fonction des besoins de l'entreprise, de ses objectifs, des produits et des
services offerts, ainsi que des pratiques et des processus suivis. Les exigences d'un système
qualité sont complémentaires et ne remplacent pas les exigences techniques (d'un produit)
spécifiées. En d'autres termes, les produits et les services mis au point par les entreprises
qui satisfont aux exigences du système qualité doivent continuer à répondre à celles de
normes s'appliquant à ces produits et à ces services.
Dans sa première version publiée en 1987, la série ISO 9000 mettait l'accent sur la
fabrication et les entreprises manufacturières. En 1994, les normes ont été modifiées pour
qu'elles s'appliquent également aux entreprises axées sur les services. Puisque les normes
sont révisées aux sept ans, l'an 2000 amène à nouveau des modifications.
La famille ISO 9000:2000 est constituée de quatre normes principales.
ISO 9000:2000 [22], Systèmes de management de la qualité - Principes essentiels et
vocabulaire: Etablit un point de départ pour comprendre les normes et définit les termes et
définitions fondamentaux utilisés dans la famille ISO 9000, ce qui permet d'éviter tout
malentendu dans leur utilisation.
ISO 9001:2000 [24], Systèmes de management de la qualité - Exigences: Norme sur les
exigences à utiliser pour évaluer l'aptitude des entreprises à répondre aux exigences des
clients et aux exigences réglementaires applicables et, par conséquent, pour traiter de la
5
satisfaction des clients. Cette norme est désormais la seule norme de la famille ISO 9000
permettant d'obtenir une certification par tierce partie.
ISO 9004:2000 [25], Systèmes de management de la qualité - Lignes directrices pour
l'amélioration des performances: Cette norme de lignes directrices fournit des conseils
pour une amélioration continue du système de management de la qualité qui permet à toutes
les parties d'en tirer avantage par une satisfaction continue des clients.
ISO 19011 [26], Lignes directrices relatives aux audits de systèmes de management qualité
et environnemental (en cours d'élaboration) : Des lignes directrices permettant de vérifier
l'aptitude du système à réaliser des objectifs qualité définis. Cette norme peut être utilisée
en interne ou pour procéder à l'audit des fournisseurs.
La version 2000 des normes ISO 9000 a évolué sous plusieurs aspects par rapport à la
version 1994. Premièrement, c'est le concept même des normes qui évolue, c'est-à-dire
qu'elles passent d'une optique assurance qualité à une optique qualité totale mettant en
avant la satisfaction du client. Dans un deuxième temps, les normes ISO 9002 et ISO 9003
sont intégrées dans la norme ISO 9001. Norme dans laquelle une entreprise pourra choisir
les parties qu 'elle désire appliquer. Les normes ISO 9000 et ISO 9004 évoluent de manière
à s' adapter aux nouvelles exigences de ISO 9001. Troisièmement, c 'est le contenu de la
norme ISO 9001 qui évolue. L'intitulé et le contenu de chaque chapitre et sous chapitre
sont changés pour refléter la nouvelle optique, mais les points abordés dans ISO 9001 : 1994
restent applicables.
La version 2000 de la norme ISO 9001 encourage l' adoption d'une approche processus lors
du développement, de la mise en œuvre et de l'amélioration de l'efficacité d'un système de
management de la qualité, afin d' accroître la satisfaction des clients par le respect de leurs
exigences. Selon la norme internationale ISO 9001 :2000 [24], pour qu 'une entreprise
fonctionne de manière efficace, elle doit identifier et gérer de nombreuses activités
corrélées. Toute activité utilisant des ressources et gérée de manière à permettre la
transformation d'éléments d'entrée en éléments de sortie, peut être considérée comme un
6
processus. L'élément de sortie d'un processus constitue souvent l'élément d'entrée du
processus suivant.
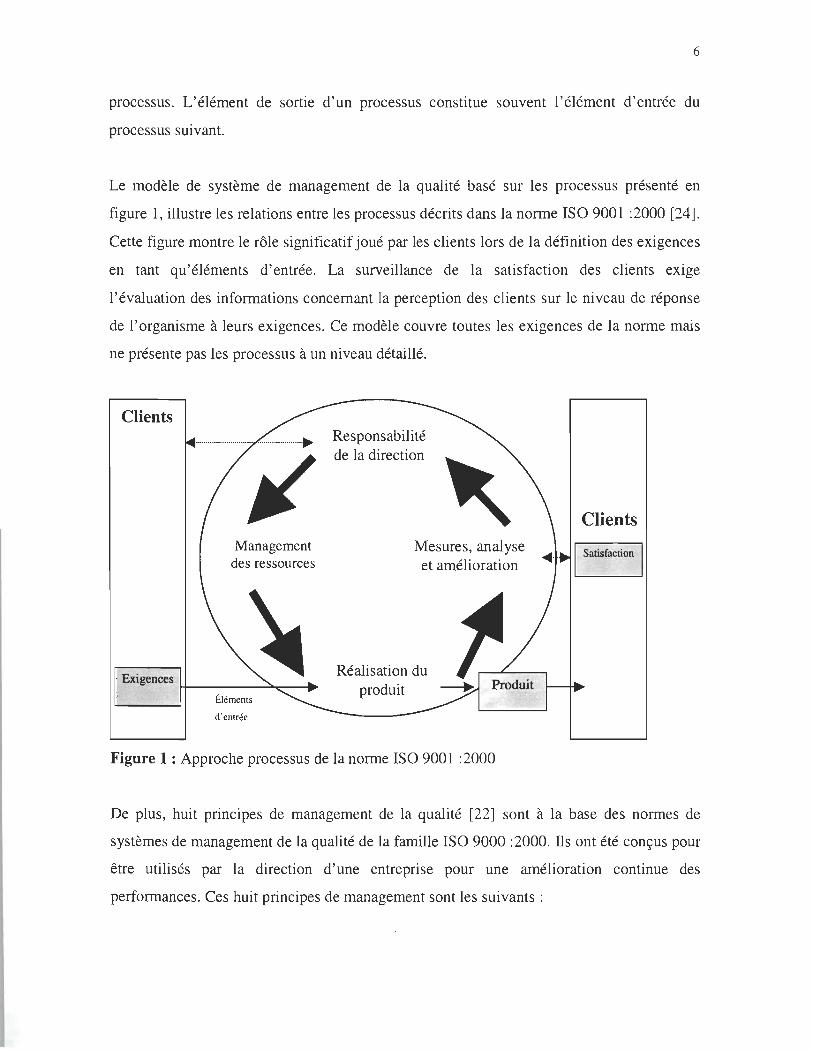
Le modèle de système de management de la qualité basé sur les processus présenté en
figure 1, illustre les relations entre les processus décrits dans la norme ISO 9001 :2000 [24].
Cette figure montre le rôle significatif joué par les clients lors de la définition des exigences
en tant qu'éléments d'entrée. La surveillance de la satisfaction des clients exige
l'évaluation des informations concernant la perception des clients sur le niveau de réponse
de l'organisme à leurs exigences. Ce modèle couvre toutes les exigences de la norme mais
ne présente pas les processus à un niveau détaillé.
Clients ......................................................
JI Management
des ressources
d'entrée
Responsabilité de la direction
Mesures, analyse et amélioration
Réalisation du produit
Figure 1 : Approche processus de la norme ISO 9001 :2000
Clients
De plus, huit principes de management de la qualité [22] sont à la base des normes de
systèmes de management de la qualité de la famille ISO 9000 :2000. Us ont été conçus pour
être utilisés par la direction d'une entreprise pour une amélioration continue des
performances. Ces huit principes de management sont les suivants :
7
L'orientation client: les organismes dépendent de leurs clients, il convient donc qu' ils en
comprennent les besoins présents et futurs, qu'ils satisfassent leurs exigences et qu'ils
s'efforcent d'aller au-devant de leurs attentes.
Le leadership: les dirigeants établissent la finalité et les orientations de l'organisme. il
convient qu'ils créent et maintiennent un environnement interne dans lequel les personnes
peuvent pleinement s'impliquer dans la réalisation des objectifs de l'organisme.
L'implication du personnel: les personnes à tous les niveaux sont l'essence même d'un
organisme et une totale implication de leur part permet d'utiliser leurs aptitudes au profit de
l'organisme.
L'approche processus: un résultat escompté est atteint de façon plus efficiente lorsque les
ressources et activités afférentes sont gérées comme un processus.
Le management par approche système: identifier, comprendre et gérer des processus
corrélés comme un système contribue à l'efficacité et l'efficience de l'organisme à atteindre
ses objectifs.
L'amélioration continue: il convient que l'amélioration continue de la performance globale
d'un organisme soit un objectif permanent de l'organisme.
L'approche factuelle par la prise de décision: les décisions efficaces se fondent sur
l'analyse de données et d'informations.
Les relations mutuellement bénéfiques avec les fournisseurs: un organisme et ses
fournisseurs sont interdépendants et des relations mutuellement bénéfiques augmentent les
capacités des deux organismes à créer de la valeur.
La norme ISO 9001 :2000 vise la satisfaction des clients et l'amélioration continue du
système de management de la qualité. ' L'amélioration continue est un processus
8
d'accroissement de l'efficacité de l'organisme afin de réaliser la politique qualité et les
objectifs qualité. ISO 9001 :2000 exige une planification et un management des processus
nécessaires pour l'amélioration continue du système de management de la qualité. Dans
l'édition révisée des normes ISO relatives aux systèmes de management qualité [24], les
exigences sont réparties en cinq principaux chapitres : système de management de la
qualité, responsabilité de la direction, management des ressources, réalisation du produit,
mesures, analyse et amélioration. La norme ISO 9001 : 1994 comportait, quant à elle, vingt
éléments définissant les exigences du système qualité. L' annexe A montre un tableau
comparatif des exigences de la norme ISO 9001 version 1994 et 2000.
La norme ISO 9004 :2000 [25] fournit des lignes directrices qui vont au-delà des exigences
de la norme ISO 9001 afin de tenir compte de l'efficacité et de l'efficience du système de
management de la qualité et donc du potentiel d' amélioration des performances de
l'entreprise. Cette norme est applicable aux processus de l'entreprise et les principes de
management de la qualité sur lesquels elle se fonde peuvent être déployés dans l'ensemble
de l'entreprise. L'objet principal de cette norme est l'obtention d'une amélioration
permanente mesurée par le biais de la satisfaction des clients._Pour atteindre cet objectif, la
norme ISO 9004 :2000 réfère à plusieurs outils de la qualité tels que: le brainstorming,
l'étalonnage concurrentiel, les plans qualité, le diagramme de processus, l'analyse des
modes de défaillances et de leurs effets, l'analyse par arbre des causes, les techniques de
simulation, les prédictions de fiabilité, l'analyse des coûts et les techniques statistiques
(plan d'échantillonnage et cartes de contrôle).
La norme ISO 10012 (norme donnant les lignes directrices pour la maîtrise des
équipements de mesure) suggère aussi l'utilisation d'étude de répétabilité et de
reproductibilité pour maîtriser les dispositifs de surveillance et de mesure.
Puisque ces outils sont cités dans la norme ISO 9004 et que cette norme ne contient que des
conseils et des recommandations, ils ne sont ni destinés à être utilisés dans un cadre
réglementaire ou de certification, ni destinés à servir de guide d' application de la norme
ISO 9001. Cependant, ils sont utiles pour la progression des entreprises vers l' excellence.
9
1.2 La norme QS-9000
QS-9000 est une norme de qualité développée par les trois grands fabricants automobile
(Ford, General Motors et Dairnler-Crhysler) et les manufacturiers de camions nord
américains. Ford et General Motors ont commencé à auditer leurs fournisseurs en 1964
selon leur propre programme soit: le« Q-101 »pour Ford et le« General Quality Standard
for Purchased Material » pour General Motors. Peu de temps après, Chrysler Corporation et
American Motors Corporation se sont joints à eux. Le but d'alors, tout comme maintenant,
était d'assurer que les pièces reçues de leurs fournisseurs rencontraient les spécifications
établies par les clients.
Plus tard, ces programmes qualité automobiles ont évolué vers les cercles de qualité en
1970 et vers le contrôle statistique de procédés dans les années 1980. Auparavant, chaque
compagnie avait développé ses propres attentes et documents pour les systèmes qualité de
leurs fournisseurs ce qui obligeait ceux-ci à se conformer à plusieurs systèmes qualité.
Cette situation engendrait, pour les fournisseurs automobiles, une certaine complexité de
gestion et, surtout, des coûts énormes. En 1990, les manufacturiers d'équipements
originaux (OEM) ont joint le groupe de l'industrie automobile (AIAG) pour créer un
système conjoint d'exigences, d'outils et de pratiques d'audit pour les fournisseurs [32].
Près de 500 000 copies de QS-9000, en cinq langues, ont été distribuées dans au moins 63
pays. Aujourd'hui, Chrysler, General Motors et certaines usines de Ford exigent à leurs
fournisseurs, la certification QS-9000. Les résultats d' une étude auprès des fournisseurs
automobiles indiquent que les améliorations obtenues par la certification QS-9000 sont
reliées à la qualité (réduction des ppm, diminution des rebuts), l'efficacité (rendement), aux
livraisons et aux communications internes et externes. La troisième édition de la norme QS-
9000, parue en mars 1998, a fait l'objet de plusieurs changements par la révision de
certaines exigences existantes et par l'ajout d'exigences supplémentaires.
Le but visé par la norme QS-9000 est le développement de systèmes qualité axés sur
l'amélioration continue, et dont l'accent est inis sur la prévention des défauts et la réduction

10
des variations et des rebuts dans la chaîne de production. QS-9000 définit les attentes
fondamentales de Ford, Chrysler, General Motors et des manufacturiers de camions envers
leurs fournisseurs de produits et services. Les fabricants du domaine automobile se sont
engagés à travailler avec les fournisseurs pour assurer la satisfaction du client par la
conformité aux exigences de qualité d'une part et, d'autre part, par la réduction des
variations et des rebuts et ce, pour le bénéfice du client final, des fournisseurs et d'eux
mêmes.
QS-9000 est une harmonisation des normes spécifiques des fabricants automobiles, c'est-à
dire, le «Supplier Quality Assurance Manual» de Chrysler, le «Q-lO 1 Quality system
Standard» de Ford et le «NAO Targets for Excellence» de General Motors, avec les
exigences des manufacturiers de camions. La section quatre de la norme ISO 9001 : 1994
(exigences du système qualité) a été adoptée comme la fondation de la norme QS-9000.
QS-9000 comprend, à part la norme elle-même et le guide d'audit, cmq manuels de
référence.
• MSA (Measurement system analysis)
• SPC (Statistical process control)
• PPAP (Production part approval process)
• FMEA (Failure mode and effects analysis)
• APQP (Advanced product quality planning and control plan)
Le guide APQP (Advanced product quality planning and control plan) [7] a pour but de
communiquer, aux fournisseurs et sous-traitants, des lignes directrices communes
concernant le développement des plans de contrôle et la planification de la qualité du
produit afin de satisfaire le client. Les bénéfices attendus en appliquant les lignes directrices
de ce manuel sont:
• Une réduction de la complexité de la planification de la qualité du produit pour les
clients et les fournisseurs.
• Un moyen pour les fournisseurs de mieux communiquer les exigences du produit à
leurs sous-traitants.
Il
La planification de la qualité du produit est une méthode structurée pour définir et établir
les étapes nécessaires pour assurer que le produit rencontre les exigences du client.
L'application de cette méthode facilite la communication entre les personnes impliquées
afin d'assurer que toutes les étapes seront complétées à temps.
Les bénéfices de la planification de la qualité du produit sont de diriger les ressources à
satisfaire le client, d'identifier le plus tôt possible les changements à effectuer, d 'éviter les
changements de dernière minute et de fournir un produit de qualité à temps et au moindre
coût [7].
Le PPAP (Production part approval process) [8] est une méthode structurée pour s'assurer
que le procédé a la capacité de produire des pièces rencontrant les exigences du client
durant la production régulière et à un rythme de production donné. Le guide PP AP couvre
les exigences génériques pour l'approbation des pièces de production pour tout type de
production ou service. Les pièces envoyées pour approbation doivent être tirées d'une
production significative (une heure à un quart de travail) et au nombre de 300 minimum. La
soumission des pièces est nécessaire, avant la première livraison de produit, dans les cas
suivants:
• Nouveaux produits;
• Divergence avec ce qui a déjà été soumis;
• Produits modifiés (conception, spécifications ou matériaux);
• Utilisation d'autres matériaux ou type de construction;
• Production avec de nouveaux équipements/outils;
• Nouvel aménagement des équipements;
• Changement de procédé/méthode;
• Transfert d'équipement;
• Changement de fournisseurs ou sous-traitants;
• Équipements inactifs depuis 12 mois ou plus;
• Suspension d'expédition due à un pr~blème de qualité.
12
Le but visé par ces exigences est d'identifier les changements qui peuvent affecter le client
ou l'acheteur du véhicule ou de la composante. Un Ppk (indice de capacité du procédé à
court terme) de 1,67 est demandé lors du PPAP afin d'assurer un Cpk (indice de capacité
du procédé à long terme) de 1,33 lors de la production régulière. En effet, il faut tenir
compte de l'effet du temps et des variations dues aux personnes, aux matériaux, aux
méthodes, aux équipements, aux systèmes de mesure et à l'environnement.
Les FMEA (Failure Mode and effects analysis) [9] sont destinés à reconnaître et évaluer les
défaillances du produit et du procédé et leurs effets, identifier les actions qui pourraient
éliminer ou réduire les chances que les défaillances surviennent et documenter le procédé.
La préparation d'un FMEA peut se faire pour la conception ou pour les opérations de
fabrication.
Le FMEA de conception supporte le processus de conception afin de réduire le risque de
défaillances en:
• Offrant une évaluation objective des exigences de conception et des alternatives
possibles;
• Offrant une conception initiale pour les exigences de fabrication et d'assemblage;
• Augmentant la probabilité que les défaillances et leurs effets soient considérés dans
le processus de développement et de conception;
• Fournissant des informations additionnelles pour aider dans la planification du
développement et de la conception;
• Développant une liste des défaillances potentielles classées selon leurs effets pour le
client;
• Fournissant des actions pour réduire le risque de défaillance;
• Fournissant des références futures pour aider à l'analyse et à l'évaluation des
changements de conception et développer une conception avancée.
Le FMEA de conception est un document vivant qm doit être initié avant ou à la
finalisation du développement de produit.
13
Le FMEA de production sert à identifier les modes de défaillances du procédé en relation
avec le produit potentiel en :
• Évaluant l'effet des défaillances sur les clients potentiels.
• Identifiant les causes sur les procédés de fabrication et d'assemblage potentiels et
identifier les variables de procédé sur lesquelles des contrôles devraient être
instaurés pour détecter ou réduire l'occurrence des défaillances.
• Développant une liste complète des modes de défaillances potentielles et ainsi
établir un système de priorité pour prendre des actions correctives.
• Documentant les résultats des procédés d'assemblage et de fabrication.
Le FMEA de production est un document vivant qui doit être initié avant ou à l' étape de la
faisabilité du projet, avant la fabrication des outils de production et pour toutes les
opérations de fabrication.
Le guide MSA (Measurement system analysis) [11] a pour but de présenter les lignes
directrices pour la sélection des procédures d'évaluation de la qualité des systèmes de
mesure. C'est un guide de référence concernant l'analyse des systèmes de mesure. On y
retrouve, par exemple, les procédures pour évaluer le biais, la répétabilité, la
reproductibilité, la stabilité, la linéarité, etc.
Le guide SPC (Statistical process control) [10] explique les méthodes statistiques de base
(cartes de contrôles pour variables et attributs) et l'analyse de capabilité d'un procédé
(indice de capabilité Cp, Cpk, Ppk). De plus, une section est consacrée à l'analyse des
systèmes de mesure. Ce guide est considéré comme un outil de référence.
La norme QS-9000 [6] est divisée en deux sections: les exigences de base et les exigences
particulières aux trois grands fabricants automobiles et autres manufacturiers
d'équipements originaux. Puisque la norme ISO 9001 :1994 constitue la fondation des
exigences de base de la norme QS-9000, cette dernière est structurée de la même façon,
c'est-à-dire, qu'elle comprend les 20 mêmes éléments. Cependant, afin de compléter les
14
exigences de base (ISO 9001 : 1994), des exigences supplémentaires sont mentionnées à
chacun de ces éléments. En fait, QS-9000 accorde une importance particulière à :
• l'élaboration d'un plan d'affaires à court et long termes pour planifier les attentes et
besoins futurs des clients.
• l'analyse des données relatives aux tendances de qualité, aux performances
opérationnelles en terme de productivité, à l'efficacité et, au rendement et au niveau
de qualité actuel pour les produits et services. Le but de l'analyse des données est de
comparer les tendances avec les objectifs de l'entreprise (plan d'affaire) et bâtir un
plan d'action pour solutionner les problèmes du client et améliorer la planification à
long terme
• l'évaluation de la satisfaction du client par des indicateurs clés de satisfaction et
d'insatisfaction.
• l'amélioration continue de la qualité, du service et du prix afin de toujours mieux
satisfaire le client.
• l'amélioration permanente du procédé (Cpk=1 ,33) par l'application des techniques
de mesure statistique, des plans d'échantillonnage, des critères d'acceptation et des
plans de réaction.
• aux techniques d'amélioration et de résolution de problème.
La section II de la norme QS-9000 contient les exigences que les fabricants automobiles
n'ont pas été en mesure de standardiser dans la première section. Ainsi, cette section est
divisée en quatre parties: Ford, Crysler, General Motors, OEM. Elle comprend les
exigences spécifiques et les références aux manuels et guides appartenant aux fabricants.
Plusieurs outils sont préconisés dans les différents guides (QS-9000, APQP, PPAP et
FMEA). Plusieurs de ces outils sont identiques et se retrouvent dans les normes de la série
ISO 9000. Ainsi les techniques supplémentaires à ISO 9000 et recommandées par la norme
QS-9000 sont: le design expérimental, l'analyse de la valeur, les systèmes anti-erreur
(poka-yoke), le déploiement de la fonction qualité, les indices de capabilité et l'analyse de
Pareto.

15
1.3 L'approche six sigma
La croisade six sigma débute en 1981, lorsque Robert Galvin, alors président de Motorola,
défie la compagnie d'atteindre des améliorations de performance décuples pour les cinq
prochaines années. Pendant que Motorola examine comment réduire les rebuts, un
ingénieur du nom de Bill Smith étudie la corrélation entre la durée de vie des produits et le
nombre de fois que ces produits ont été réparés durant leur fabrication.
En 1985, Smith présente un rapport concluant que si un produit a été trouvé défectueux et a
été réparé durant sa fabrication, d'autres défauts apparaîtront plus tard lors de l'utilisation
du produit. D'un autre côté, si le produit a été assemblé sans erreur, il y a peu de
défaillances lors des premières utilisations du produit. Bien que Motorola était d' accord
avec les suppositions de Smith, le défi était de savoir comment appliquer la théorie et
atteindre le zéro défaut dans chacune des opérations de Motorola.
En 1988, Motorola gagne le prix Malcolm Baldrige. Pendant que d'autres compagnies
étudient le succès de Motorola, cette dernière réalise que la stratégie employée pour
atteindre six sigma pourrait s'appliquer à d'autres compagnies.
En 1989, basé sur l'article de Mike J. Harry, "The Strategic Vision for Accelerating Six
Sigma within Motorola", Galvin exige que ce dernier quitte le Groupe Électronique de
Motorola pour lancer l'institut de recherche sur Six Sigma. Avec le support financier et la
participation d'IBM, Texas Instruments Defense Group, Digital Electronics, Asea Brown
Boveri et Kodak, l'institut de recherche sur Six Sigma commence le développement de la
stratégie d'implantation et des outils d'application [19]. Depuis, la croisade se poursuit.
Six sigma signifie techniquement moins de 3,4 défauts par million d'occasions dans tout
processus, produit ou service. En statistique, la lettre grecque sigma (cr) ou l'écart type
dénote la variation présente dans un ensemble de données. L'écart type fournit une mesure
de la variabilité indiquant comment les données varient par rapport à la moyenne.

16
TI existe trois causes à la variabilité :
• Variabilité dans le processus manufacturier (matière première, mise en course, etc.)
• Variabilité dans l'environnement opérationnel (conditions d'utilisation)
• Détérioration du produit (vieillissement)
Les mesures d'amélioration de la qualité prises pour réduire ou contrecarrer ces trois causes
de variabilité de performance ont des impacts importants sur la fiabilité de produit. En effet,
la variabilité des produits, résultant du manque de précision ou des insuffisances dans le
processus de fabrication, mène à des défaillances précoces ou de mortalité infantile. La
variabilité dans l'environnement opérationnel conduit à des défaillances aléatoires durant
toute la vie du produit; la probabilité d'occurrence est indépendante de l'âge de produit.
Finalement, la détérioration du produit mène le plus fréquemment à des défaillances
d'usage ou de vieillissement concentrées vers la fin de la vie de produit.
De plus, il est intéressant de relier les sources de variabilité aux différentes étapes du cycle
de développement de produit. Le développement d'un produit est habituellement divisé en
trois catégories:
• La conception du produit,
• La conception du processus,
• La fabrication
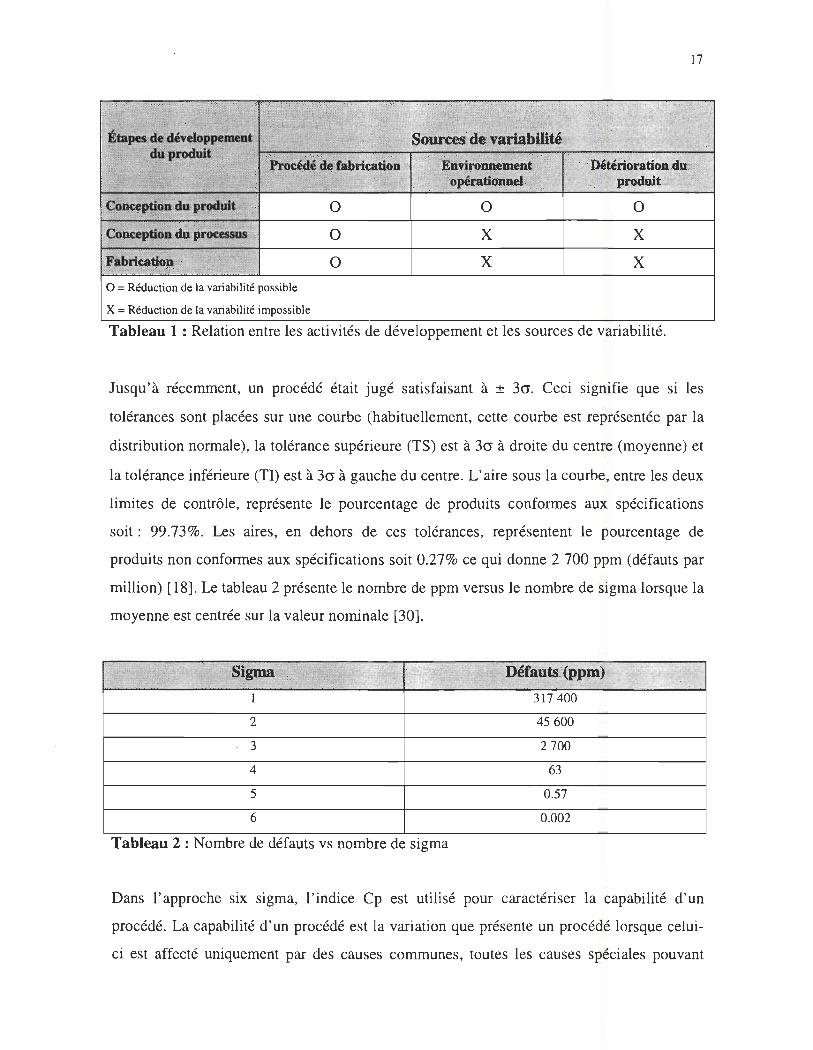
Le tableau 1 montre comment les trois activités de développement de produit sont liées aux
trois sources de variabilité. TI apparaît clairement dans ce tableau que la qualité, donc la
fiabilité, d'un produit se définit à la phase de conception du produit. Une fois la conception
du produit terminée rien ne peut être fait pour contrer la variabilité qui peut apparaître en
environnement opérationnel ou lors de la détérioration de produit. Seule, la variabilité de
produit menant aux défaillances précoces (mortalité infantile) peut être sensiblement
réduite par la conception de processus et le contrôle de qualité de fabrication [29].
17
o = Réduction de la variabilité possible
X = Réduction de la variabilité impossible
Tableau 1 : Relation entre les activités de développement et les sources de variabilité.
Jusqu'à récemment, un procédé était jugé satisfaisant à ± 3cr. Ceci signifie que si les
tolérances sont placées sur une courbe (habituellement, cette courbe est représentée par la
distribution normale), la tolérance supérieure (TS) est à 3cr à droite du centre (moyenne) et
la tolérance inférieure (TI) est à 3cr à gauche du centre. L'aire sous la courbe, entre les deux
limites de contrôle, représente le pourcentage de produits conformes aux spécifications
soit: 99.73%. Les aires, en dehors de ces tolérances, représentent le pourcentage de
produits non conformes aux spécifications soit 0.27% ce qui donne 2 700 ppm (défauts par
million) [18]. Le tableau 2 présente le nombre de ppm versus le nombre de sigma lorsque la
moyenne est centrée sur la valeur nominale [30].
2 45600
3 2700
4 63
5 0.57
6 0.002
Tableau 2 : Nombre de défauts vs nombre de sigma
Dans l'approche six sigma, l' indice Cp est utilisé pour caractériser la capabilité d'un
procédé. La capabilité d'un procédé est la variation que présente un procédé lorsque celui
ci est affecté uniquement par des causes communes, toutes les causes spéciales pouvant
18
affecter le procédé ayant été éliminées. On appelle causes communes, les causes inhérentes
au processus de fabrication qui produisent une fluctuation naturelle tandis que les causes
qui affectent brusquement, progressivement ou de façon anormale le procédé sont appelées
spéciales. La capabilité d'un procédé peut être quantifiée, en autant que le procédé est
maîtrisé statistiquement (comportement stable et prévisible). Il s'agit de comparer la
dispersion globale obtenue du procédé de fabrication avec l'intervalle de tolérance. Cette
comparaison, qui permet de déduire un pourcentage de pièces non conformes ou encore
d'obtenir un indice de capabilité, correspond à évaluer la conformité d'un procédé de
fabrication à produire des unités selon les spécifications. Le calcul des indices de capabilité
suppose que le procédé est maîtrisé statistiquement, que la caractéristique mesurée est une
grandeur mesurable et qu 'elle est distribuée normalement [3].
Les indices permettant de calculer la capabilité d'un procédé sont le Cp et le Cpk. L'indice
Cp est le rapport entre l'intervalle de tolérance (limite supérieure (TS) - limite inférieure
(TI)) et la dispersion globale du procédé de fabrication. Cet indice est applicable en autant
que la moyenne du procédé correspond à la valeur milieu des spécifications.
Cp = TS - TI 6cr
L'indice Cpk est la valeur minimale obtenue de l'écart respectif entre la moyenne du
procédé et chacune des limites des spécifications. Cet écart est divisé par 3cr. Cet indice
tient compte, non seulement de la variabilité du procédé, mai également de l'écart entre la
valeur moyenne (X) de la caractéristique et les bornes des spécifications. Donc, le Cpk
permet de savoir si le procédé est centré sur la valeur cible ou non.
Cpk = min ((TS - X), (X - TD) 3cr 3cr
En réalité, la moyenne d' un procédé peut se déplacer par rapport à la valeur cible. Les
recherches ont démontré que les procédés dévient d 'environ 1.5cr de leur centre (moyenne).
Ces déviations sont dues, par exemple, aux opérateurs, aux matériaux, aux méthodes de
19
travail, aux équipements, etc. Ainsi, pour un procédé dont les limites sont à ± 3cr, le
pourcentage de produits conformes passe à 93.32%. Le pourcentage de produits non
conforme obtenus est alors de 6.68% ou 67 000 ppm. Lorsque le procédé est à six sigma et
qu'il se produit la même déviation de 1.5cr, le procédé fabrique seulement 3.4 défauts par
million. S'il n'y avait pas de déviation par rapport à la moyenne, le procédé produirait
0.002 ppm comme mentionné dans le tableau 2.
Plus important encore que la définition technique, c'est le concept de six sigma qui est
intéressant. Celui-ci est fondé sur une approche projet, un processus de résolution de
problème rigoureux et sur une structure de formation élaborée. Six sigma est une stratégie
disciplinée, basée sur des performances mesurables, afin d'améliorer les processus
manufacturiers, financiers et les services. Cette approche conduit à un processus de
sélection de projet basé sur leur potentiel à améliorer les performances de l'entreprise. Six
sigma a donc une approche « projet », contrairement aux normes ISO 9000 et QS-9000 qui
ont une approche «programme» [32]. Ainsi, six sigma peut très bien s'intégrer dans les
parties amélioration continue de ces deux normes.
L'élément majeur de six sigma est son processus de résolution de problème. Les projets
d'amélioration retenus suivent un processus discipliné de cinq grandes étapes, qui rappelle
la roue de Deming : définir, mesurer, analyser, améliorer et contrôler (DMAAC) [21]. Pour
chacune de ces étapes, certains outils sont préconisés. Ces outils ne sont pas ni exclusifs ni
limitatifs à chacune des étapes.
La première phase sert à DÉFINIR le problème et à sélectionner les projets appropriés
selon les caractéristiques jugées critiques pour le client. Les outils qualité utiles à cette
étape sont les suivants:
Diagramme de processus
Analyse des modes de défaillance (FMEA),
Diagramme causes à effets,
Analyse de Pareto (nécessite une base de données),
Déploiement de la fonction qualité (QFD),

20
Analyse de la valeur,
Étalonnage concurrentiel (<< benchmarking »), etc.
Basée sur les besoins du client, la phase MESURER sert à sélectionner les caractéristiques
à améliorer et à s'assurer qu'elles sont quantifiables et qu'elles peuvent être mesurées avec
précision. La phase mesurer permet de définir un plan d'action qui aide à identifier les
sources et les causes potentiels des défauts, afin d'en cerner les variables qui affectent les
caractéristiques critiques pour le client. Les outils facilitant la mesure sont:
Carte de contrôle,
Plan d'échantillonnage,
Étude de capabilité du procédé (court terme et long terme),
Histogramme,
Stratégie d'échantillonnage,
Analyse du système de mesure (étude R&R),
Brainstorming, etc.
La troisième phase sert à ANALYSER les données préliminaires afin de documenter les
performances actuelles et à identifier les causes premières de défauts et leurs impacts. La
phase analyser permet d'identifier les variables qui affectent les caractéristiques critiques.
L'identification de ces variables est très importante pour l'optimisation du procédé. Les
outils permettant d'analyser les données sont les suivants:
Test d'hypothèse,
Analyse multivariable,
Analyse de la variance,
Histogramme,
Indices de capabilité de procédé,
Régression,
Coût de la non-qualité, etc.
La phase AMÉLIORER sert à déterminer comment intervenir sur le procédé pour réduire
significativement le nombre de défaut. La phase améliorer consiste à améliorer le procédé
21
ou le produit, dans le but d'éliminer ou de contrôler les sources de variations qui affectent
les caractéristiques critiques. Les outils recommandés sont les suivants:
Analyse des modes de défaillances (FMEA),
Design expérimental (classique et plan fractionnaire),
Simulation,
Analyse de la valeur,
Déploiement de la fonction qualité (QFD), etc.
Une fois les améliorations effectuées, la phase CONTRÔLER sert à mettre en place des
systèmes pour s'assurer que ces améliorations seront maintenues. La phase contrôler sert à
contrôler le procédé pour en assurer la stabilité et la capabilité. Les outils suivants peuvent
être utilisés à cette phase :
Plans Qualité,
Cartes de contrôle,
Benchmarking,
Contrôle de coût de la non qualité,
Indices de contrôle,
Système anti-erreur (Poka-Yoke), etc.
Les outils utilisés dans le processus DMAAC ne sont pas nouveaux. Cependant, l ' approche
six sigma ajoute une valeur considérable à ceux-ci et a pour avantages de :
Formaliser l' utilisation des outils statistiques plutôt qu' une utilisation dans des sens
différents.
Fournir une approche étape par étape afin d'intégrer les outils de façon appropriée.
Cette approche permet d'appliquer les bons outils aux vrais problèmes et de connaître
leur interaction.
Souligner l'importance de comprendre et de réduire la variation plutôt que de
seulement l' estimer.
Mettre l'accent sur la quantification.
Développer un vocabulaire, des indicateurs et des outils standards.
22
Une autre particularité de l'approche six sigma est la structure de formation qui doit être
mise en place. Cette structure, qui rappelle les arts martiaux, comprend quatre niveaux: les
champions (gestionnaire responsable et associé), les « masters blackbelt » (agents maîtres),
les balck belts » (agents) et les « green belts » (équipiers).
Les champions sont les leaders et ont comme rôle de sélectionner les membres de l'équipe
(agents maîtres et agents) et de choisir les projets. lis s' assurent de l'engagement de la
haute direction afin d'assurer le succès de la démarche. Les agents maîtres sont les experts
en techniques statistiques. lis supportent et forment les agents et les équipiers.
Les agents (praticiens tels que, les ingénieurs, les comptables, les informaticiens) travaillent
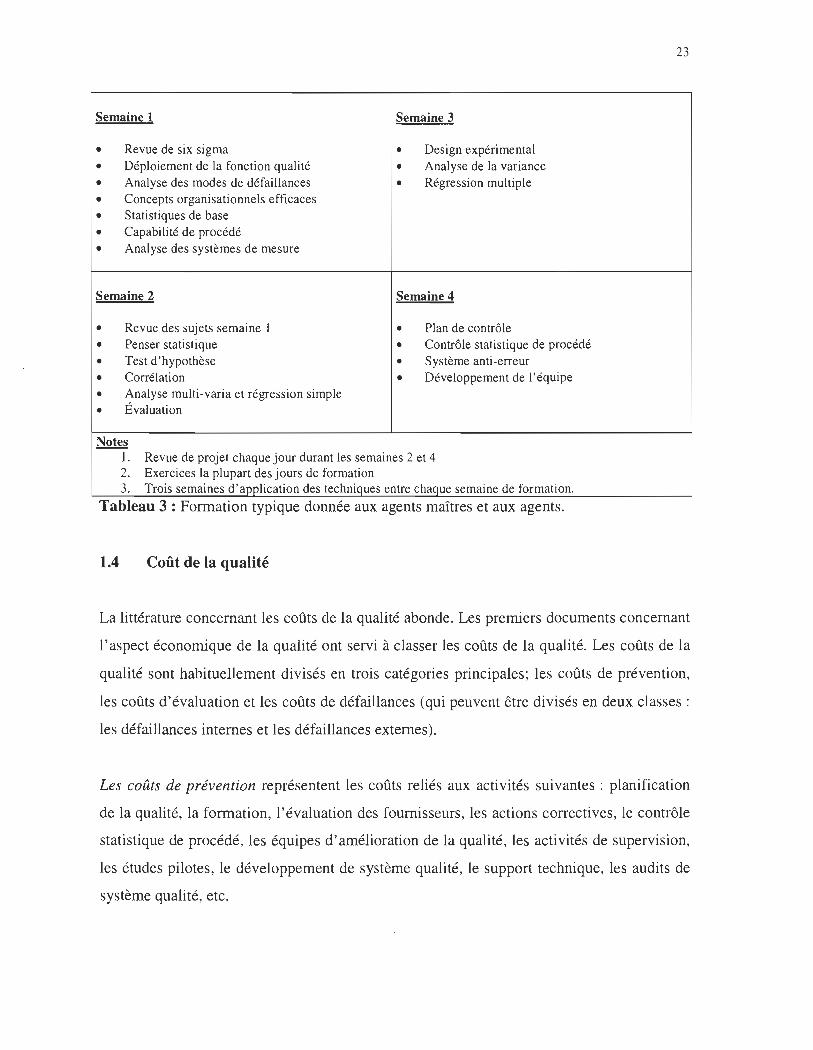
sur des projets six sigma de 50% à 100% de leur temps avec l'aide des autres membres de
l'équipe (les équipiers). Les agents maîtres et/ou les agents reçoivent une formation
intensive de 4 à 5 semaine basée sur les différents outils correspondant aux phases de la
méthodologie six sigma. Le tableau 3 montre une formation typique sur quatre semaines
[21].
Les équipiers reçoivent une formation de base d'environ une dizaine de jours. La formation
initiale est habituellement donnée par un expert externe. Après avoir complété le premier
projet, idéalement à l'intérieur de quatre mois, les agents commencent un nouveau projet en
appliquant à nouveau le processus définir, mesurer, analyser, améliorer et contrôler.
Plusieurs projets peuvent être menés simultanément. Les projets doivent avoir un impact
financier d'au moins 50000$ [21]. De plus, des indicateurs de performance doivent être
établis pour mesurer directement l'amélioration en terme de coût, de qualité, de rendement
et de capacité.
23
Semaine 1 Semaine 3
• Revue de six sigma • Design expérimental
• Déploiement de la fonction qualité • Analyse de la variance
• Analyse des modes de défaillances • Régression multiple
• Concepts organisationnels efficaces
• Statistiques de base
• Capabilité de procédé
• Analyse des systèmes de mesure
Semaine 2 Semaine 4
• Revue des sujets semaine 1 • Plan de contrôle
• Penser statistique • Contrôle statistique de procédé
• Test d' hypothèse • Système anti-erreur
• Corrélation • Développement de l'équipe
• Analyse multi-varia et régression simple
• Évaluation
Notes 1. Revue de projet chaque jour durant les semaines 2 et 4 2. Exercices la plupart des jours de formation 3. Trois semaines d ' application des techniques entre chaque semaine de formation .
Tableau 3 : Formation typique donnée aux agents maîtres et aux agents.
1.4 Coût de la qualité
La littérature concernant les coûts de la qualité abonde. Les premiers documents concernant
l'aspect économique de la qualité ont servi à classer les coûts de la qualité. Les coûts de la
qualité sont habituellement divisés en trois catégories principales; les coûts de prévention,
les coûts d'évaluation et les coûts de défaillances (qui peuvent être divisés en deux classes :
les défaillances internes et les défaillances externes).
Les coûts de prévention représentent les coûts reliés aux activités suivantes: planification
de la qualité, la formation, l'évaluation des fournisseurs, les actions correctives, le contrôle
statistique de procédé, les équipes d'amélioration de la qualité, les activités de supervision,
les études pilotes, le développement de système qualité, le support technique, les audits de
système qualité, etc.
24
Les coûts d'évaluation sont les coûts encourus pour la collecte des données, les tests et
inspections à la réception, les tests et inspections des composantes, les inspections sur la
ligne de production, les tests et inspections de produits finis (expédition), les tests de
fiabilité, la supervision, les audits d'inventaire, etc.
Les coûts de défaillances internes regroupent les coûts associés à toutes défaillances
découvertes avant la livraison au client tels que: les rebuts, les coûts de désuétude, les
coûts de réparation de produits défectueux, les coûts pour se débarrasser de produits
défectueux, les coûts de réinspection de produits défectueux, les coûts d'arrêt et de perte de
temps de production (capacité) , les coûts d'opportunité, les coûts d'investigation de cause
(si existe), etc.
Les coûts de défaillances externes sont reliés aux coûts associés à toutes défaillances
découvertes après la livraison au client comme par exemple le coût d' analyse des plaintes
de client, le coût de rappel de produit, le coût de garantie, le coût de réparation, le coût de
responsabilité civile, le coût d'opportunité, le coût de perte de client (difficile à estimer
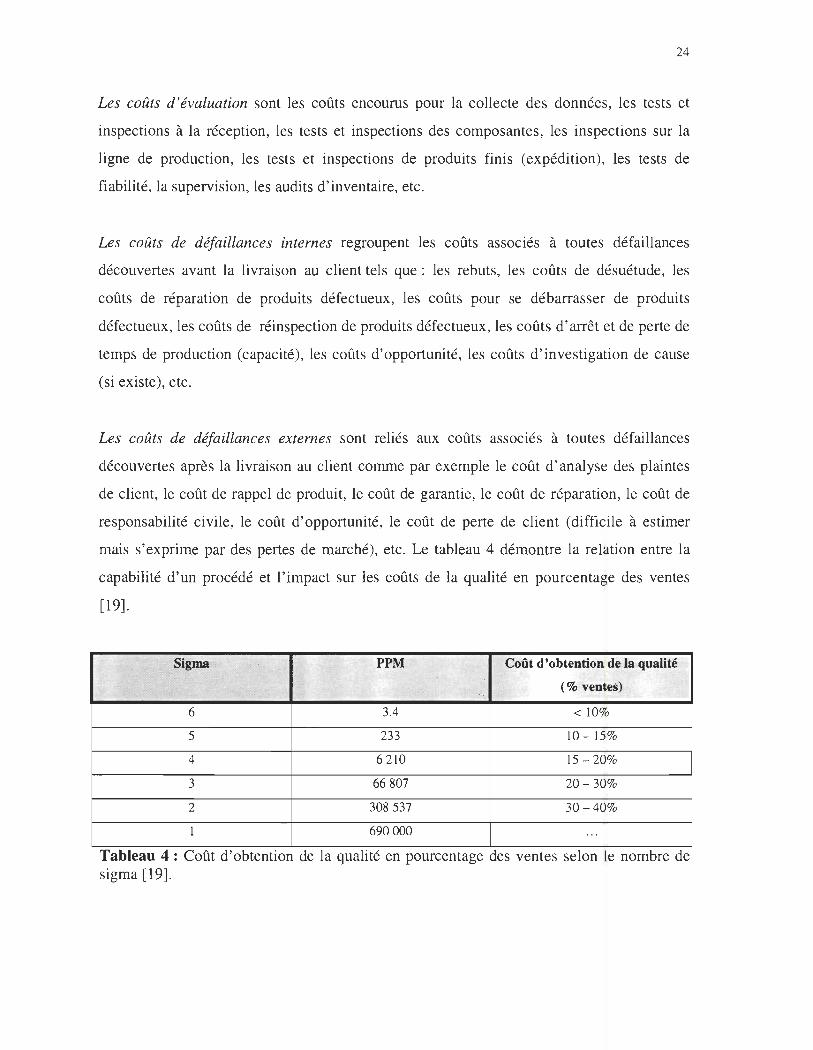
mais s'exprime par des pertes de marché), etc. Le tableau 4 démontre la relation entre la
capabilité d'un procédé et l'impact sur les coûts de la qualité en pourcentage des ventes
[19].
Coût d'obtention de la qualité
(% ventes)
6 3.4 < 10%
5 233 10 - 15%
4 6210 15 -20%
3 66807 20 - 30%
2 308537 30 -40%
690000
Tableau 4 : Coût d'obtention de la qualité en pourcentage des ventes selon le nombre de sigma [19].
25
Cependant, ces catégories ont tendance à changer. En effet, Harrington [17] explique
comment les coûts de la qualité ont été développés pour suivre l'évolution des systèmes
qualité depuis les 50 dernières années.
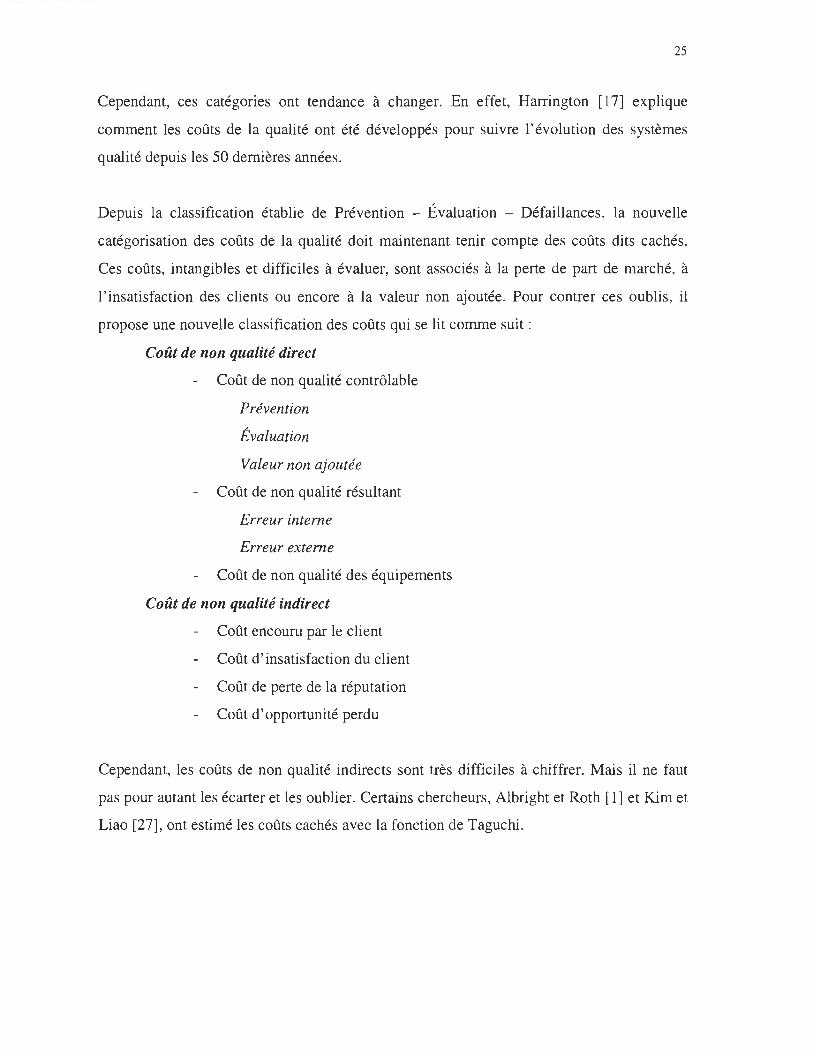
Depuis la classification établie de Prévention - Évaluation - Défaillances, la nouvelle
catégorisation des coûts de la qualité doit maintenant tenir compte des coûts dits cachés.
Ces coûts, intangibles et difficiles à évaluer, sont associés à la perte de part de marché, à
l'insatisfaction des clients ou encore à la valeur non ajoutée. Pour contrer ces oublis, il
propose une nouvelle classification des coûts qui se lit comme suit :
Coût de non qualité direct
Coût de non qualité contrôlable
Prévention
Évaluation
Valeur non ajoutée
Coût de non qualité résultant
Erreur interne
Erreur externe
Coût de non qualité des équipements
Coût de non qualité indirect
Coût encouru par le client
Coût d'insatisfaction du client
Coût de perte de la réputation
Coût d'opportunité perdu
Cependant, les coûts de non qualité indirects sont très difficiles à chiffrer. Mais il ne faut
pas pour autant les écarter et les oublier. Certains chercheurs, Albright et Roth [1] et Kim et
Liao [27], ont estimé les coûts cachés avec la fonction de Taguchi.
?
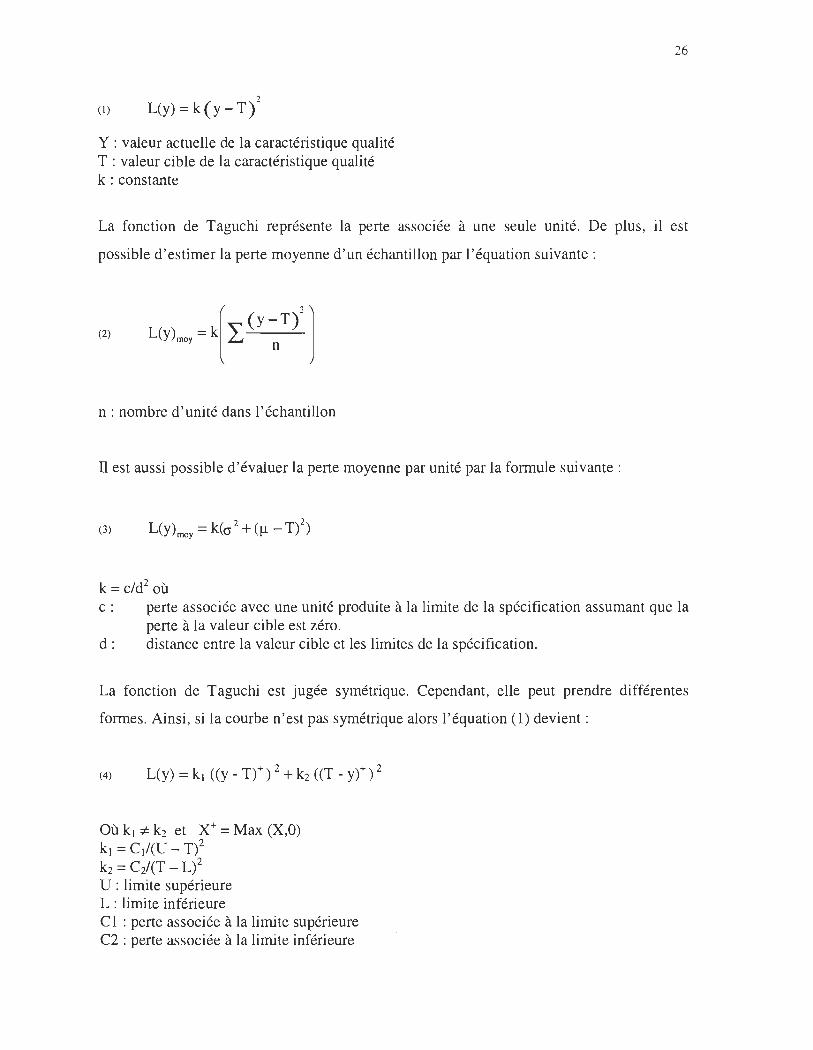
(1) L(y) = k ( Y - T r y : valeur actuelle de la caractéristique qualité T : valeur cible de la caractéristique qualité k : constante
26
La fonction de Taguchi représente la perte associée à une seule unité. De plus, il est
possible d'estimer la perte moyenne d'un échantillon par l'équation suivante:
n: nombre d'unité dans l'échantillon
TI est aussi possible d'évaluer la perte moyenne par unité par la formule suivante:
k = c/d2 où c : perte associée avec une unité produite à la limite de la spécification assumant que la
perte à la valeur cible est zéro. d : distance entre la valeur cible et les limites de la spécification.
La fonction de Taguchi est jugée symétrique. Cependant, elle peut prendre différentes
formes. Ainsi, si la courbe n'est pas symétrique alors l'équation (1) devient:
Où k l :t. k2 et X+ = Max (X,Q) k l = Cl/(V - T)2 k2 = C2/(T - L)2 V : limite supérieure L : limite inférieure Cl: perte associée à la limite supérieure C2 : perte associée à la limite inférieure
27
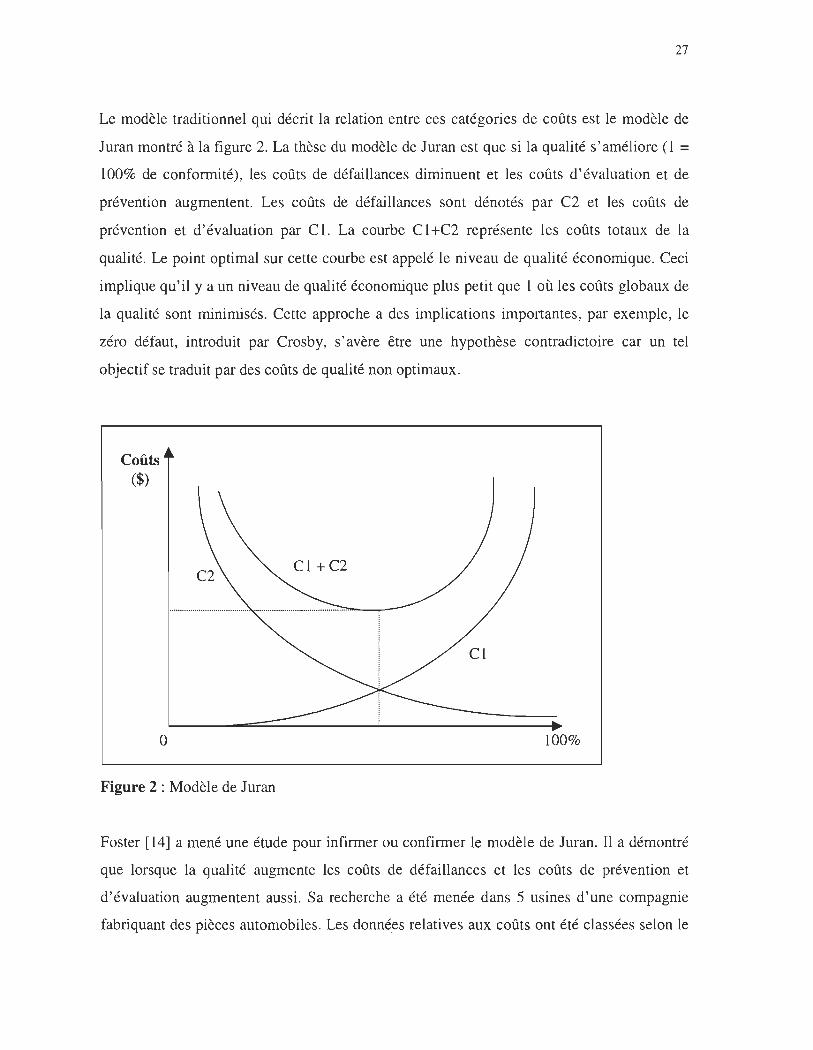
Le modèle traditionnel qui décrit la relation entre ces catégories de coûts est le modèle de
Juran montré à la figure 2. La thèse du modèle de Juran est que si la qualité s' améliore (l =
100% de conformité), les coûts de défaillances diminuent et les coûts d'évaluation et de
prévention augmentent. Les coûts de défaillances sont dénotés par C2 et les coûts de
prévention et d'évaluation par CL La courbe Cl +C2 représente les coûts totaux de la
qualité. Le point optimal sur cette courbe est appelé le niveau de qualité économique. Ceci
implique qu'il y a un niveau de qualité économique plus petit que 1 où les coûts globaux de
la qualité sont minimisés. Cette approche a des implications importantes, par exemple, le
zéro défaut, introduit par Crosby, s'avère être une hypothèse contradictoire car un tel
objectif se traduit par des coûts de qualité non optimaux.
Coûts ($)
o
Figure 2 : Modèle de J uran
100%
Foster [14] a mené une étude pour infirmer ou confirmer le modèle de J uran. Il a démontré
que lorsque la qualité augmente les coûts de défaillances et les coûts de prévention et
d'évaluation augmentent aussi. Sa recherche a été menée dans 5 usines d'une compagnie
fabriquant des pièces automobiles. Les données relatives aux coûts ont été classées selon le
28
modèle Prévention-Évaluation-Défaillances. La conformité a été établie comme étant le
nombre de produits rejetés sur le nombre de produits fabriqués.
Cependant, le modèle de Juran ne représente pas un modèle mathématique permettant de
quantifier et de mesurer les coûts d'obtention de la qualité. La modélisation des coûts de la
qualité commence à se développer au début des années 90.
Nandakumar, Datar et Akella [34] ont bâti un modèle pour mesurer et calculer les coûts
relatifs à la mauvaise qualité résultant de l'augmentation du temps de production et du non
respect de l'horaire de livraison. lis ont discuté des effets de la qualité sur les coûts de
fabrication ainsi que des effets des produits non-conformes sur les coûts totaux. lis ont
développé un modèle stochastique dynamique pour évaluer les points optimaux entre les
coûts de prévention et les coûts de défaillance. lis ont conclu que les variables relatives au
temps tel que le temps de fabrication, le temps de livraison et le pourcentage des livraisons
respectées sont les facteurs importants pour évaluer la performance de l'entreprise.
Chang [5] a construit des modèles mathématiques pour estimer quantitativement les coûts
de la qualité et présenter les relations entre ces catégories et la qualité finale d' un produit.
Les modèles mathématiques développés décrivent quatre plans de contrôle différents :
A) Production sans aucune intervention
Dans ce cas, seuls les coûts externes sont considérés.
Ke : coût espéré des défaillances externes par unité de produit non conforme. g : taux de production E(T I ) : temps espéré avant l'arrivée de la cause identifiable Po : proportion de produit non conforme dans l'état sous contrôle T N : temps requis pour produire un lot de taille N Pl: proportion de produit non conforme dans l'état hors contrôle.
30
D) Production avec prévention et inspection
Dans ce cas, tous les coûts sont considérés soit: les coûts de défaillances internes et
externes, les coûts d'évaluation et les coûts de prévention.
(8) E(CT) = TN/h (a + bnl) + a (E(TI)/h) kif + ((TN - E(TI))/h) L(1 - ~i) (À/À)kir
+(1-e-ÀTN) L(1-~L)ka + keg [E(TI)Po+(TN-E(TI)) L(À/À)piJ
+ ((ki p+k1)I1-p) [n + (1- Pa)(N - n)]
Ces plans présentent une évolution naturelle d'un système qualité. Les relations entre les
coûts de la qualité et la qualité sortante (AOQ) ont été démontrées. li a aussi démontré que
les coûts de la qualité et la qualité sortante dépendent de la qualité entrante, qui est
représentée en fonction du taux de défaillance du procédé. De plus, il explique l'effet du
temps sur la qualité sortante sujet aux quatre plans de contrôle.
Gautreau [15] a modélisé un procédé à l'aide de la simulation pour prédire la qualité du
produit final. La qualité a été mesurée par le nombre de produits non conformes obtenus à
la fin d'un cycle de production. La simulation a été utilisée pour modéliser un procédé à
deux états: sous contrôle et hors contrôle. L'arrivée des causes spéciales, qui fait changer
l'état du procédé sous contrôle à l'état hors contrôle, a été simulée selon deux distributions :
exponentielle et weibull. Quatre différents scénarios furent modélisés pour chacune de ces
distributions: causes spéciales avec effet simple, causes spéciales avec effets multiples,
causes indépendantes et p variables. Pour la distribution wei bull, une méthode fut proposée
pour calculer les paramètres de cette distribution par la méthode de l'estimateur du
maximum de vraisemblance. Al' aide de deux exemples, elle démontre que la simulation
est un bon outil pour faire des analyses du point de vue qualité pour modéliser différentes
actions afin de voir leur effet sur le procédé.
D'autres modèles, traitant des coûts de la qualité, ont aussi été développés. Genadis [16] a
développé un modèle mathématique pour déterminer le temps optimal de grillage d'un

31
module d'un produit électronique en considérant les politiques de garanties. Le temps
optimal de grillage a été sélectionné pour minimiser les coûts totaux, c 'est-à-dire les coûts
de fabrication et les coûts de garantie. Le temps optimal de grillage est déterminé en
considérant le coût de grillage, les économies de panne et l'impact sur la fiabilité du
système. La fonnulation du modèle combine un taux de panne décroissant suivant la
distribution weibull pour la période de «mortalité infantile » avec un taux de panne
constant de la distribution exponentielle pour la période de vie utile du produit. Finalement,
une analyse de sensibilité a été réalisée pour pennettre aux décideurs d 'examiner les
justifications financières du temps de grillage aux deux niveaux (mortalité infantile, vie
utile) du produit. Le modèle est le suivant:
(9) C(Cj, t j) = Xl COij + X2 COj + Xl Clij + X2 C j + Xl C2ij t;j + X2 C2 tj + XI!;) X2tj T w
Xl C3ij f h(t)dt + X2 C3j f h(t)dt + C f h(t)dt o XI!;j Xlt;/X2tj
C(tij,tj) : coût total Co: coût de fabrication par unité (sans grillage) Cl: coût fixe de grillage par unité C2 : coût/unité de temps de grillage par unité (coût variable) C3 : coût de réparation d'une unité tombée en panne durant le grillage
C : coût de réparation d'une unité qui tombe en panne durant la période de garantie
tij : temps de grillage du module i dans le système j tj : temps de grillage du système j T w : expiration de la période de garantie h(t) : taux de hasard i : type de module i = 1. .. N j : type de système j = 1 . .. M Xl = 1 si le module grille
= 0 sinon X2 = 1 si le système grille
= 0 sinon
Murty et Naikan [33] ont utilisé les principes de base du modèle de fiabilité charge/capacité
pour déterminer la relation entre la fiabilité de la capacité d'un produit et les exigences de
capabilité des machines (Cp). Le tenne fiabilité de la capacité d'un produit représente la

32
probabilité que la capacité du produit rencontre avec succès la charge externe demandée.
Différents types de distribution charge externe/capacité sont considérés dans leur étude
comparative. La distribution de la capacité est assumée normale pour tout les cas. La
distribution de la charge externe est différente: normale, lognormale, exponentielle et
weibull. Ainsi, pour chaque alternative, il ont estimé la capabilité minimale requise de la
machine (Cp) afin d'obtenir la fiabilité de la capacité du produit désirée. Par exemple, dans
le cas où les deux distribution sont normales, on obtient une capabilité de procédé
équivalente à :
(10) PC = 6crg = 6 ([~g - ~slX:f - crs
crg : écart type de la capacité ~g: moyenne de la capacité ~s : moyenne de la charge crs : écart type de la charge X = [(~g - ~s)l (crg + crs)
Qui peut être utilisé pour le calcul de l'indice de capabilité dans l'équation suivante:
(Il) Cp = (USL - LSL) / 6cr
USL : Limite supérieure de la spécification LSL : Limite inférieure de la spécification
lis ont démontré que la capabilité des machines (Cp) affecte la fiabilité des produits. Ainsi,
cette relation peut être utilisée pour sélectionner la machinerie nécessaire afin de rencontrer
les spécifications de capacité du produit. De plus, ils ont considéré les coûts de la fiabilité.
C : coût de conception et de fabrication d'un produit R : fiabilité a, b : constantes

33
Angell et Chandra [2] ont développé un modèle analytique pour quantifier les effets des
investissements en qualité sur les performances de l'entreprise. Ils ont aussi développé des
modèles préliminaires couvrant certaines sources d'investissement. En particulier, ces
modèles étudient les effets d'amélioration de la variance des caractéristiques qualité, la
déviation de leur moyenne par rapport à leur valeur cible et le temps de cycle. Ils ont inclus
un modèle qui étudie l'effet d'un investissement dans les équipements de mesure. Dans le
cas de l'effet de la variance et de la déviation de la moyenne, une nouvelle distribution du
temps de défaillance a été développé pour montrer les performances individuelles d'une
caractéristique et l'impact d'obtenir des valeurs à proximité de la cible sur la fiabilité.
Burgess [4] a examiné le comportement des coûts de la qualité à travers une méthode
dynamique. Il a intégré les trois types de modèle de coût de la qualité, dérivés de la
réduction des catégories de Plunkett et Dale (1988), en un système dynamique. Selon ses
résultats de simulation, il conclut que la simulation fournit un support pour faire un examen
du comportement des coûts de la qualité et qu'un niveau optimal de qualité existe
seulement dans certaines situations limitées par le temps.
1.5 Les garanties
Thomas [40] a résumé les différents modèles de coût de garantie et décrit deux problèmes
de planification de garantie qui sont importants pour une prise de décision éclairée. En ce
qui concerne les modèles de coût de garantie, il explique que les garanties sont basées sur le
fait que le produit est réparable ou non réparable et sur le fait que la garantie est
renouvelable ou non renouvelable. Pour une garantie renouvelable, si le produit tombe en
panne durant la période de garantie, alors le client reçoit une nouvelle garantie. Les
garanties renouvelables sont généralement appliquées à des produits peu dispendieux et non
réparables. Pour les produits plus dispendieux, la période de garantie est fixée et lors d'une
panne le client reçoit une couverture pour le temps restant de la période de garantie
originale. Sous une garantie de remplacement gratuit, le fabricant absorbe tous les coûts
associés à la réparation ou le remplacement du produit qui est tombé en panne durant la

34
période de garantie. Cette politique est appliquée lorsque le produit est remplacé ou la
réparation résulte en une remise à neuf. Cette politique de garantie est la plus simple et la
plus commune pour des produits non réparables. Elle s'applique à des produits peu
dispendieux qui sont non réparables et à des produits plus dispendieux mais réparables tel
que les télévisions, les machines à laver et les tondeuses qui peuvent habituellement être
remis en état avec des réparations peu coûteuses. Le coût de garantie est alors calculé selon
l'équation suivante:
(13) co, ° ~ t ~ W
Co : coût de garantie t: temps
0, t>w
w : période de garantie
Les deux problèmes de planification de garantie qu'il décrit sont: la détermination d'une
période de garantie optimum (équation 14) et la prédiction des fonds nécessaires pour
couvrir les garanties (équation 15).
(14) w* = (2 bo b l - CIl..) /2b12
À : taux de panne CI : coût d'une unité bo, b 1 : coefficients
(15) R(w) = (Ncl/w) (w - t) b-I 1 g(t)dt o
R(w) : fonds nécessaires pour couvrir les garanties N: Taille du lot d'unités vendues w : période de garantie CI : coût d'une unité t: temps g(.) : fonction connue de densité de probabilité de défaillance
35
1.6 Le déploiement de la fonction qualité (QFD = Quality function deployment)
Le concept du déploiement de la fonction qualité a été introduit par Akao Yogi en 1967
(Pras ad [36]). Une méthodologie viable du déploiement de la fonction qualité a été
développée en 1972 lors de l'implantation de la gestion intégrale de la qualité chez
Mitsubishi Shipyard à Kobe au Japon. Plus tard, dans les années 70, Toyota traduit le
concept du déploiement de la fonction qualité en un processus détaillé qui est aujourd'hui
utilisé dans plusieurs industries manufacturières. Dans les années 80, plusieurs compagnies
telles que Ford Motor Company et Xérox s'intéressent au déploiement de la fonction
qualité. En effet, la diminution du coût et du temps de conception obtenue par l'application
du déploiement de la fonction qualité encourage les compagnies à adopter cet outil (Eldin
[13]).
Le déploiement de la fonction qualité est un outil de planification et de développement de
nouveaux produits. Le déploiement de la fonction qualité est une approche structurée qui
permet de relier les besoins du client à différentes caractéristiques de conception et de
fabrication d'un processus ou d'un produit et ce, d'une façon intégrée et systématique.
Lam et Zhao [28] ont proposé et testé une méthodologie afin d'identifier différentes
techniques d'enseignement et d'évaluer leur efficacité à atteindre les objectifs
éducationnels selon la perspective des étudiants. Pour atteindre ces objectifs, ils ont utilisé
deux méthodes: le déploiement de la fonction qualité (QFD) et le processus hiérarchique
analytique (AHP). Dans un premier temps, dix objectifs éducationnels ont été identifiés et
l'importance de chaque objectif a été décidée. De plus, les techniques d'enseignement ont
été identifiées. Les techniques d'enseignement peuvent influencer l'atteinte des objectifs
éducationnels. De ce fait, le processus hiérarchique analytique (AHP) a été construit pour
évaluer l'efficacité des différentes techniques d'enseignement à atteindre les dix objectifs
éducationnels et ainsi définir l'échelle d'importance des techniques d'enseignement. Cette
échelle d'importance est utilisée dans le déploiement de la fonction qualité. Les objectifs
éducationnels sont considérés comme étant les besoins du client dans le QFD et les
techniques d'enseignement sont considérées comme étant les caractéristiques techniques

36
dans le QFD. Cependant, les meilleures techniques d'enseignement n'ont pas été trouvées à
cause de certaines limitations à l'étude.
Crowe et Cheng [12] ont démontré que le déploiement de la fonction qualité pouvait être
utilisé dans l'élaboration d'une stratégie manufacturière à partir de la stratégie d'affaires de
l'entreprise. ils ont établi, dans un premier temps, la différence entre la conception d'un
produit, où habituellement le QFD est employé, et la planification stratégique. Connaissant
les différences, ils ont développé une nouvelle méthode pour effectuer la planification
stratégique. Les étapes sont les suivantes:
1. Définir les objectifs d ' affaires.
2. Établir la relation entre les objectifs d'affaire (ex : diversifier la clientèle) et les
niveaux stratégiques fonctionnels (ex: production, marketing, R&D, etc.) .
3. Traduire les niveaux stratégiques fonctionnels (ex: production) en stratégies
manufacturières (ex : réduire le temps de passage)
4. Traduire les stratégies manufacturières (ex: réduire le temps de passage) en plan
d' action (ex: faire un projet SMED).
5. Traduire les plans d'action (ex: faire un projet SMED) en activités détaillées.
Identifier les tâches essentielles pour réaliser les plans d'actions.
Owlia et Aspinwall [35] ont utilisé le déploiement de la fonction qualité pour améliorer la
qualité dans un département d'ingénierie. ils ont identifié les dimensions qualité et leurs
caractéristiques (besoins du client dans le QFD) et les processus éducationnels qui affectent
la qualité dans le département (les caractéristiques techniques dans le QFD). Les résultats
obtenus permettent de prioriser les différents processus qualité en tenant compte de
l'opinion de trois groupes de clients (étudiants, professeurs, employés).
La maison qualité est l'outil premier du déploiement de la fonction qualité. La maison
qualité est en fait une matrice qui représente la voix du client (quoi) et les exigences de
conception (comment) . Comme montré à la figure 3, lorsqu' elle est complètement
développée, la matrice ressemble à une maIson. La maison de la qualité fournit une
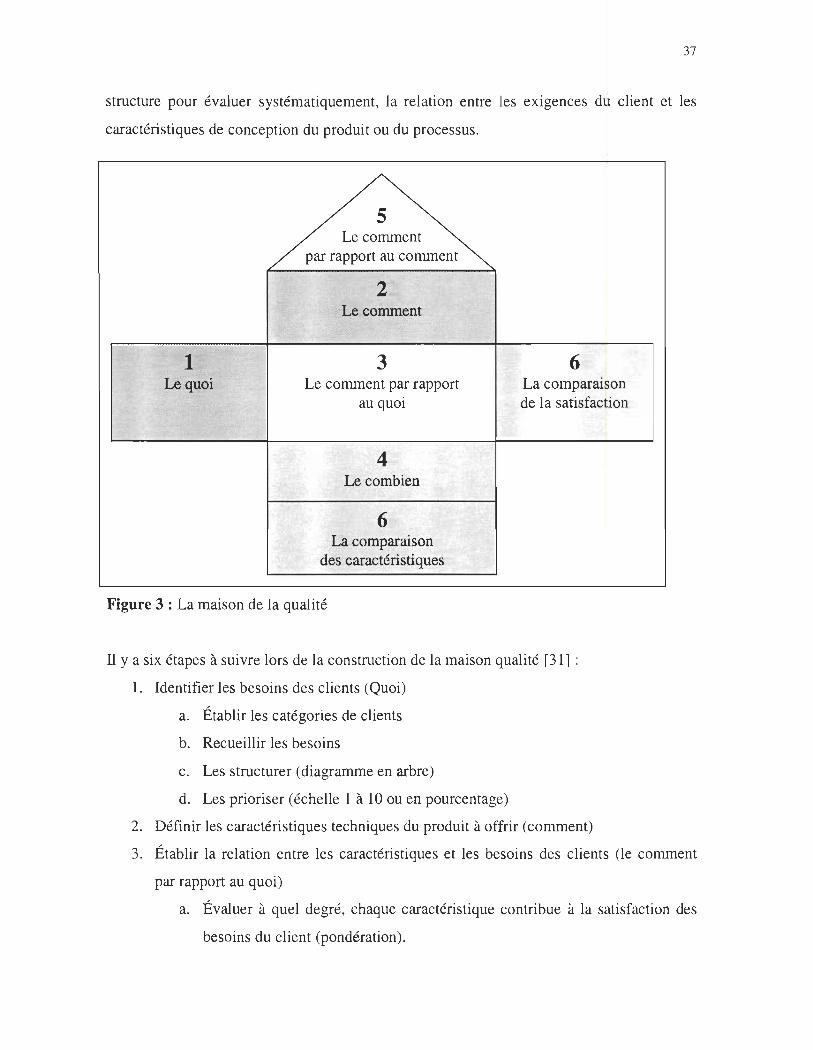
37
structure pour évaluer systématiquement, la relation entre les exigences du client et les
caractéristiques de conception du produit ou du processus.
» 1 Le quoi
Le comment par rapport au comment
2 comment
:~;
3 Le comment par rapport
au qUOI
4 Le combien
6 La comparaison
des caractéristiques
Figure 3 : La maison de la qualité
6 La comparaison de la satisfaction
li Y a six étapes à suivre lors de la construction de la maison qualité [31] :
1. Identifier les besoins des clients (Quoi)
a. Établir les catégories de clients
b. Recueillir les besoins
c. Les structurer (diagramme en arbre)
d. Les prioriser (échelle 1 à 10 ou en pourcentage)
2. Définir les caractéristiques techniques du produit à offrir (comment)
3. Établir la relation entre les caractéristiques et les besoins des clients (le comment
par rapport au quoi)
a. Évaluer à quel degré, chaque caractéristique contribue à la satisfaction des
besoins du client (pondération).
b. Analyser la contribution des caractéristiques Uugement qualitatif).
c. Prioriser les caractéristiques
4. Cibler le niveau de performance technique des caractéristiques (combien)
a. Fixer une cible pour chaque caractéristique
38
5. Déterminer les relations entre les caractéristiques (le comment par rapport au
comment)
a. Évaluer le degré d'interrelation entre les caractéristiques du produit (voir si
deux caractéristiques entrent en conflit ou sont redondantes).
b. Analyser les interrelations.
c. Mettre en évidence les liens de communication nécessaires entre les unités
de l'entreprise qui travaillent au développement du produit.
6. Comparer le produit avec ceux des concurrents (comparaison)
a. Satisfaction de nos clients par rapport à la concurrence (balisage)
b. Nos caractéristiques techniques par rapport à la concurrence.
L'échelle la plus souvent utilisée afin d'établir la relation entre les besoins du clients et les
caractéristiques du produit (étape 3a) est l'échelle logarithmique: pas de relation (0),
relation faible (1), relation modérée (3), relation forte (9) [13] [36].
Aujourd' hui, le QFD et la maison de la qualité ne sont plus seulement utilisés dans les
entreprises manufacturières, pour planifier et développer de nouveaux produits, mais dans
différents secteurs d'activités et pour diverses situations.
Ce prerruer chapitre proposait de découvrir les différentes approches de la qualité et
d'explorer divers sujets connexes à la qualité de guider le choix des critères de sélection
permettant de définir un niveau de qualité. Les prochains chapitres seront consacrés au
choix des critères de sélection, à l'importance de ces critères pour différents secteurs
manufacturiers, à l'explication des outils et des techniques de la qualité répertoriés dans les
approches qualité et aux résultats obtenus en caractérisant les secteurs d ' activité retenus et
en appliquant la maison de la qualité pour le choix d 'une norme qualité.
CHAPITRE 2 - DÉFINITION DES SECTEURS ET DES CRITÈRES
Le choix des critères de sélection est le résultat de la revue de la littérature et d'une
réflexion sur différents sujets tels que: la fiabilité, les normes et approches de la qualité et
les coûts de la qualité. Ce chapitre est donc consacré à la caractérisation des différents
secteurs manufacturiers selon les critères retenus soient: la complexité des produits
(nombre de composantes), la déviation (déviation de la moyenne d'un procédé) et le coût
de la qualité (coût de la défaillance). Cette section consiste donc à expliquer les secteurs
manufacturiers et les trois critères choisis et jugés importants dans le choix d'une norme
qualité. Ces critères seront utilisés lors de la réalisation de la maison qualité dans le but de
choisir un niveau de qualité à atteindre.
2.1 Choix des secteurs d'activités
Les secteurs manufacturiers retenus sont les suivants: récréatif, automobile, aviation et
électronique. Ces secteurs ont été choisis en fonction des normes et des critères de sélection
retenus. Le secteur récréatif a été retenu parce que le sujet de cette recherche origine de ce
domaine. En effet, une entreprise oeuvrant dans ce secteur, et certifiée QS-9000, s'est
demandée si elle devait atteindre le niveau de qualité six sigma, d'où l'idée de définir des
critères de sélection.
Le secteur automobile a été retenu puisque c'est dans ce domaine que la norme QS-9000 a
été développée et que cette dernière représente le niveau intermédiaire à atteindre en
matière de qualité. En effet, l'industrie automobile américaine en est arrivée à la conclusion
que des normes génériques n'étaient pas suffisantes pour répondre à leurs besoins. Poussant
plus loin les exigences à rencontrer, elle a donc élaboré cette nouvelle norme et un nouveau
programme d'évaluation de la conformité.
40
Le domaine de l'aviation a été choisi à cause de la dimension fiabilité du produit (risque et
coût d'accident élevé) qui est très importante dans ce secteur. En effet, dans ce domaine, la
mauvaise qualité entraîne des coûts de défaillance très importants.
Enfin, le secteur de l'électronique a été retenu puisqu 'il ressemble au secteur des
télécommunications (à cause du nombre de composantes) et que c'est dans ce dernier
secteur que l'approche six sigma a trouvé son origine.
2.2 Premier critère de sélection : la déviation
Comme il a été mentionné auparavant, la moyenne d'un procédé peut se déplacer par
rapport à la valeur cible. Selon Mikel J.Harry [19] le procédé à court terme demeure centré
tandis qu'à long terme, il est influencé par différents facteurs faisant qu'il dévie de la valeur
cible. Cette dégradation de la performance du procédé est due à l'effet défavorable de
l'influence, à long terme, des facteurs tels que l'usure des outils, le changement de matériel,
la mise en course des machines, etc. Ces facteurs font que le procédé dévie du centre après
plusieurs cycles de production. En fait, les recherches ont démontré qu 'un procédé typique
déviera d'environ 1.5cr à un certain moment. Le tableau 5 montre le nombre de défauts (en
ppm) pour des déviations et des niveaux de qualité différents [20].
Cependant, il serait erroné de considérer une déviation de 1.5 sigma dans tous les domaines
manufacturiers. Le facteur de 1.5 sigma a été observé à partir des données de Motorola,
initiateur de la démarche six sigma et fabricant des produits à grand volume. Ainsi, pour les
besoins de cette recherche, un facteur de déviation, variant selon le volume de production
des différents secteurs manufacturiers, a été pris en compte.
Puisque le rythme de production pour l'industrie de l'aviation est très faible, ce secteur
d'activités peut donc être considéré comme étant à faible volume de production et la
déviation à long terme est considérée comme nulle. L'industrie automobile, quant à elle,
peut être considérée comme une production à volume moyen. En considérant que ce secteur
applique la norme QS-9000 et un mode de gestion en juste-à-temps, et que les lots de
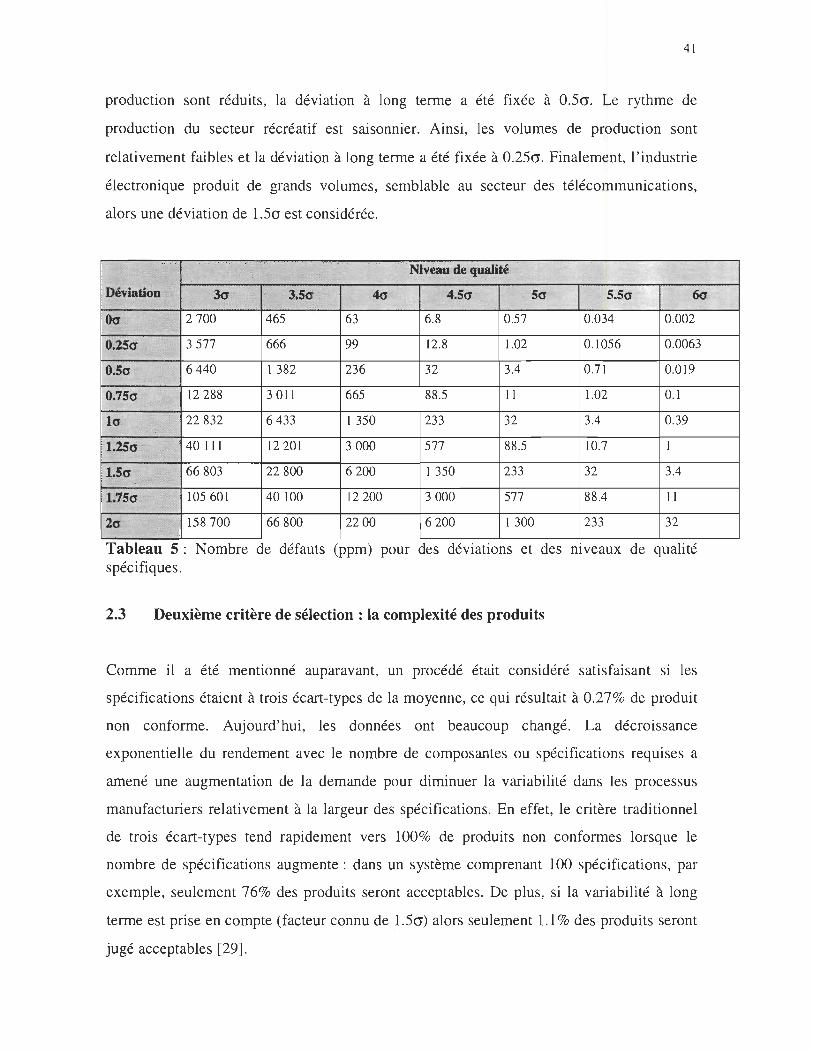
41
production sont réduits, la déviation à long terme a été fixée à 0.50'. Le rythme de
production du secteur récréatif est saisonnier. Ainsi, les volumes de production sont
relativement faibles et la déviation à long terme a été fixée à 0.250'. Finalement, l'industrie
électronique produit de grands volumes, semblable au secteur des télécommunications,
alors une déviation de 1.50' est considérée.
"if &il*it;j ", #W''', f ... _._ de qualité. x 'i!
(.:~ c,
Déviation 30 ;, 3.5a !:~!;: <tG 4.5a Sa 5.5a 6a , >w "'!W;Çr ~, .. 2700 465 63 6.8 0.57 0.034 0.002
~~2S<r "','.. F 3577 666 99 12.8 1.02 0.1056 0.0063
O.5a JI 6440 1 382 236 32 3.4 0.71 0.019
0.7Sa ".wtîîlU' 12288 3011 665 88 .5 Il l.02 0.1
la' i.1" 22832 6433 1350 233 32 3.4 0.39
1.25a pli!
40 111 12201 3000 577 88.5 10.7 1
fqf66803 22800 6200 1350 233 32 3.4
" • 105601 40100 12200 3000 577 88.4 Il
2ct tié 158700 66800 2200 6200 1300 233 32
Tableau 5: Nombre de défauts (ppm) pour des déVIations et des nIveaux de qualIté spécifiques.
2.3 Deuxième critère de sélection: la complexité des produits
Comme il a été mentionné auparavant, un procédé était considéré satisfaisant si les
spécifications étaient à trois écart-types de la moyenne, ce qui résultait à 0.27% de produit
non conforme. Aujourd'hui, les données ont beaucoup changé. La décroissance
exponentielle du rendement avec le nombre de composantes ou spécifications requises a
amené une augmentation de la demande pour diminuer la variabilité dans les processus
manufacturiers relativement à la largeur des spécifications. En effet, le critère traditionnel
de trois écart-types tend rapidement vers 100% de produits non conformes lorsque le
nombre de spécifications augmente: dans un système comprenant 100 spécifications, par
exemple, seulement 76% des produits seront acceptables. De plus, si la variabilité à long
terme est prise en compte (facteur connu de 1.50') alors seulement 1.1 % des produits seront
jugé acceptables [29].

42
La complexité du produit est habituellement mesurée par le nombre de composantes ou de
pièces requises. Cependant, chaque composante peut comprendre plusieurs opérations et
chaque opération peut comprendre plusieurs caractéristiques ou spécifications. De cette
façon, le nombre de spécifications augmente très rapidement. TI est difficile de connaître
avec exactitude le nombre de spécifications par produit car dans un produit, il y a des
composantes achetées et d'autres fabriquées. Pour les pièces fabriquées , il est important de
considérer les caractéristiques qui sont critiques pour le client.
Ainsi, pour cette recherche, le nombre de composantes a été considéré au lieu du nombre de
caractéristiques et ce en tenant compte du fait que certains pièces sont achetées, que
certaines composantes comprennent peu d'opérations et que les caractéristiques des pièces
ne sont pas toutes critiques pour le client. Ainsi, en fixant trois niveaux pour le nombre de
composantes, il est possible d'avoir une bonne idée du comportement du pourcentage de
produits conformes.
Les tableaux 6, 7, 8 et 9 montrent, pour les secteurs manufacturiers étudiés, comment le
pourcentage de produits conformes diminue selon le nombre de composantes, en tenant
compte de la déviation de la moyenne du procédé.
150000 0% 0% 36.06% 91.81% 99.97%
200000 0% 0% 25.67% 89.23% 99.96%
Tableau 6 : Pourcentage de produits conformes selon le nombre de composantes pour le secteur de l'aviation (Déviation: Ocr) .
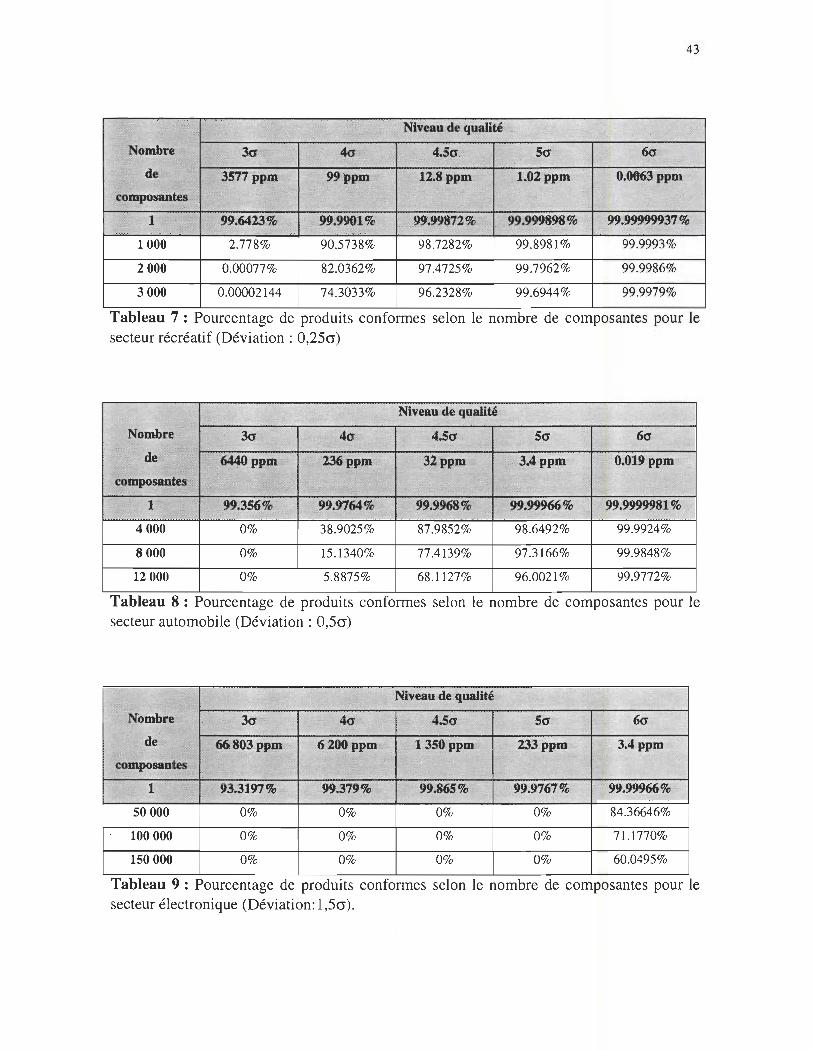
43
1000 2.778% 90.5738% 99.9993 %
2000 0.00077% 82.0362% 97.4725% 99.7962% 99.9986%
3000 0.00002144 74.3033% 96.2328% 99.6944% 99.9979%
Tableau 7 : Pourcentage de produits conformes selon le nombre de composantes pour le secteur récréatif (Déviation: 0,25a)
99.9924%
8000 0% 15.1340% 77.4139% 97.3166% 99.9848%
12000 0% 5.8875% 68.1127% 96.0021 % 99.9772%
Tableau 8 : Pourcentage de produits conformes selon le nombre de composantes pour le secteur automobile (Déviation: 0,5a)
50000 0% 0% 0% 0% 84.36646%
100000 0% 0% 0% 0% 71.1770%
150000 0% 0% 0% 0% 60.0495 %
Tableau 9 : Pourcentage de produits conformes selon le nombre de composantes pour le secteur électronique (Déviation: l,Sa) .

44
En observant ces tableaux, il est possible de se rendre compte que pour les secteurs de
l'aviation et de l'électronique, un niveau de six sigma est nécessaire afin de contrecarrer
l'effet du nombre de composantes et ainsi conserver un pourcentage de produits conformes
élevé. Pour le secteur de l'automobile, on remarque qu'un niveau de cinq sigma est
essentiel afin de contrer l'effet du nombre de composantes critiques tandis que pour le
secteur récréatif, un niveau de 4.5 sigma, ce qui représente la norme QS-9000, est suffisant.
2.4 Troisième critère de sélection: le coût de défaillance
Les clients d'aujourd'hui exigent des produits de plus en plus performants au meilleur coût
possible. Afin de rencontrer ces exigences, il faut porter une attention particulière à la
fiabilité des produits et minimiser la probabilité de défaillance, surtout si ces défaillances
augmentent les coûts ou menacent la sécurité du public. Au sens le plus large, la fiabilité est
associée avec la sûreté de fonctionnement et l'absence de défaillance. Pour l'analyse, il est
nécessaire de définir la fiabilité comme une probabilité. Ainsi, la fiabilité est définie
comme la probabilité qu'un système fonctionne durant une certaine période de temps sous
des conditions données. Le terme système est utilisé au sens général et la définition de la
fiabilité s'applique aussi aux produits, sous-systèmes, équipements, composantes et pièces.
Un produit ou système est défaillant lorsqu'il cesse de fonctionner ou d'acquitter les
fonctions pour lesquelles il a été conçu. Le sens dans lequel le temps est spécifié dans la
définition de la fiabilité peut aussi varier considérablement dépendamment de la nature du
système (système intermittent, opérations cycliques, etc.) [29].
L'analyse des risques de défaillance est souvent difficile, car avec toutes les précautions
prises lors de la conception, de la fabrication, et de la mise en marche, les défaillances
occasionnant des catastrophes se produisent rarement. Ainsi, la collecte des données
requise pour l'analyse et pour apporter des améliorations est compliquée. En conséquence,
des méthodes plus qualitatives et la compréhension des risques par les ingénieurs ont pris
une importance accrue [29].
45
L'analyse de la sûreté des systèmes tire son importance des activités industrielles qUi
peuvent engendrer des accidents ayant des conséquences graves comme, par exemple,
l'accident historique de la destruction du réacteur nucléaire de Chernobyl. De tels systèmes
sont très peu susceptibles de produire une défaillance catastrophique, à cause de la
redondance de leurs composantes critiques. il s'en suit alors que les événements à éviter ne
se sont jamais produits, ou très rarement, ce qui amène peu de statistiques sur les
probabilités de défaillance de ces systèmes donc, il est quasiment impossible d'en connaître
la fiabilité. De plus, les quelques accidents produits ont rarement été le résultat de
défaillance de composants dont il est facile de prévoir la fiabilité par des tests, mais plutôt
le résultat d'un enchaînement d'événements complexes comme la défaillance d'un
équipement, de l'entretien défectueux, des problèmes d'instrumentation et de commande et
des erreurs humaines [29]. Cependant, même si les événements catastrophiques se
produisent rarement, il n'en demeure pas moins que le coût de l'accident (coût de
défaillance) est très élevé.
Selon les secteurs analysés dans cet ouvrage, le coût de la défaillance prend différentes
définitions. En effet, pour le secteur de l'électronique, la défaillance du système entraîne
des coûts de garantie et n'affecte pas la sécurité du public. En ce qui concerne les secteurs
récréatif et automobile, la défaillance du système engendre des coûts de garantie et peut
générer des coûts de responsabilité civile (perte de vie humaine) en cas de défaillance du
véhicule. Enfin, dans le secteur de l'aviation, la défaillance du système provoque des coûts
de responsabilités civiles importants. Ainsi, à cause de ces coûts de défaillances importants
il devient nécessaire, pour ce secteur, d'atteindre un niveau de qualité élevé et d'appliquer
des techniques avancées de conception de produit et d'analyse de la sûreté des systèmes.
CHAPITRE 3 - LES OUTILS ET TECHNIQUES DE LA QUALITÉ
Les outils et techniques de la qualité ont souvent fait l ' objet d'un regroupement. En effet,
ils ont tout d' abord été regroupés en les sept outils de base de la qualité: la stratification
des données, la feuille de dépouillement, le diagramme de dispersion, l'histogramme, les
cartes de contrôle, l'analyse de pareto et le diagramme causes à effets. Par la suite, sont
apparus les sept outils du management de la qualité: le diagramme des relations , le
diagramme des affinités, le diagramme en arbre, le diagramme matriciel, le diagramme des
décisions, le diagramme saggital et l'analyse factorielle de données. Le mouvement
québécois de la qualité [31] a, quant à lui, regroupé différents outils selon les catégories du
qualimètre: le leadership, l'information et l'analyse, la planification stratégique, la gestion
et le développement des ressources humaines, la gestion du processus, les résultats de
l'organisation et l'orientation client. Dernièrement, dans l'approche Six sigma, ils ont été
classés selon les cinq phases du processus de résolution de problème : définir, mesurer,
analyser, améliorer et contrôler. Ce chapitre consiste, dans un premier temps, à catégoriser
les différents outils et techniques reliés à la qualité et par la suite, à les expliquer afin d'être
en mesure de les utiliser dans l'établissement de la maison qualité.
3.2 Catégorisation des outils selon les normes
Dans le cadre de cette recherche, les outils, répertoriés lors de la revue de la littérature, sont
catégorisés selon les normes qualité soient: ISO 9000, QS-9000 et six sigma. Pour les
outils recommandés par Six sigma, ceux-ci sont séparés selon les phases du processus de
résolution de problème. Les résultats obtenus sont présentés au tableau 10.
La catégorisation des outils et techniques de la qualité se fait selon les codes suivants: un
(1) pour les outils ou techniques requis par la norme/approche et zéro (0) pour les outils ou
techniques seulement suggérés par la norme/approche.
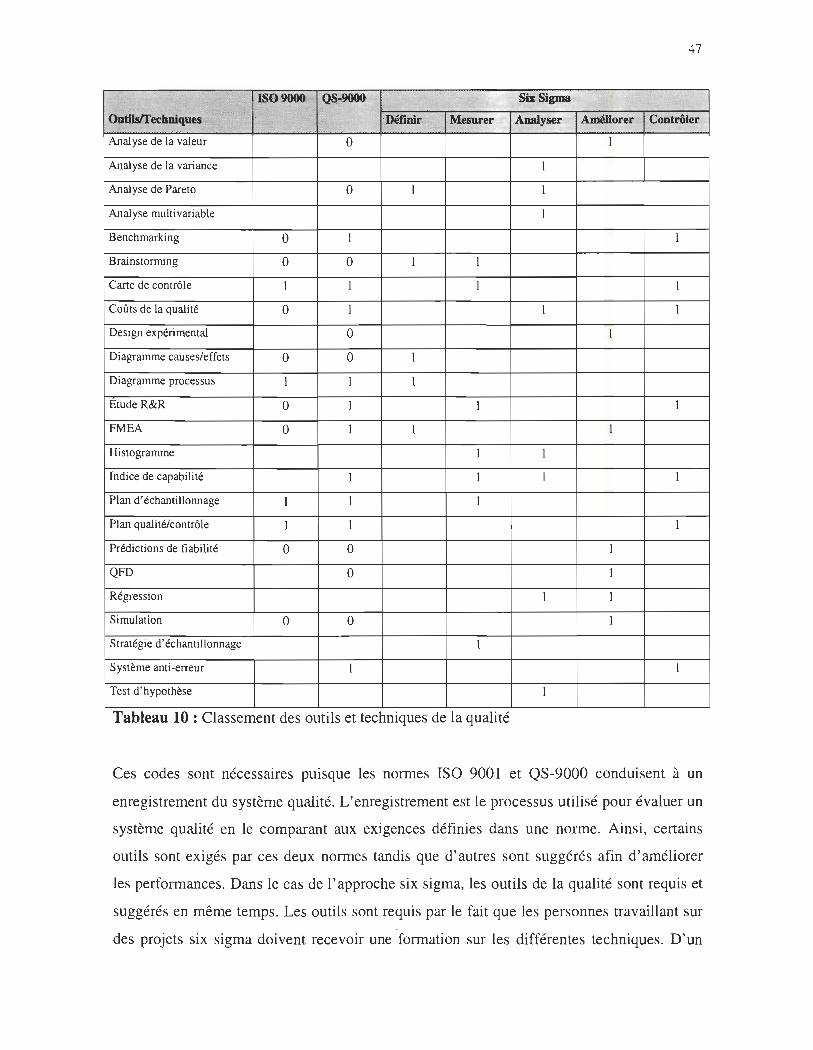
47
',,·h m,,,,: ".' ! 0_ 'Q&9000 i "~"'t'li1" .,;. qi SiiSigma 'fl"i "'?it"tilî . t.
Out&:rr~tmi;'j"~ ~.
r:: "~ ,i "" 'mftnir·"'';~ Mesurer ArialySer Arité60rer ':Contrôler, ~0 "
Analyse de la valeur 0 1
Analyse de la variance 1
Analyse de Pareto 0 1 1
Analyse multivariable 1
Benchmarking 0 1 1
Brainstonning 0 0 1 1
Carte de contrôle 1 1 1 1
Coûts de la qualité 0 1 1 1
Design expérimental 0 1
Diagramme causes/effets 0 0 1
Diagramme processus 1 1 1
Etude R&R 0 1 1 1
FMEA 0 1 1 1
Histogramme 1 1
Indice de capabilité 1 1 1 1
Plan d'échantillonnage 1 1 1
Plan qualité/contrôle 1 1 1
Prédictions de fiabilité 0 0 1
QFD 0 1
Régression 1 1
Simulation 0 0 1
Stratégie d'échantillonnage 1
Système anti-erreur 1 1
Test d'hypothèse 1
Tableau 10 : Classement des outils et techmques de la qualité
Ces codes sont nécessaires puisque les normes ISO 9001 et QS-9000 conduisent à un
enregistrement du système qualité. L'enregistrement est le processus utilisé pour évaluer un
système qualité en le comparant aux exigences définies dans une norme. Ainsi, certains
outils sont exigés par ces deux normes tandis que d'autres sont suggérés afin d'améliorer
les performances. Dans le cas de l'approche six sigma, les outils de la qualité sont requis et
suggérés en même temps. Les outils sont requis par le fait que les personnes travaillant sur
des projets six sigma doivent recevoir une formation sur les différentes techniques. D'un
48
autre côté, dépendamment des projets à réaliser, différents outils sont suggérés à chacune
des étapes du processus de résolution de problème. Ainsi, dans la catégorisation du tableau
10, les outils sont considérés comme étant tous requis pour l'approche six sigma.
3.2 Les outils et techniques de la qualité
Afin de bien comprendre la relation entre les outils de la qualité et les critères retenus et
l'apport de chacun des outils aux critères définis, il est important de définir et d'avoir une
certaine compréhension de ces outils. La section suivante permet d'obtenir une brève
définition de chacun des outils répertoriés dans les normes.
L'analyse de la valeur est une méthode qui permet d'obtenir le meilleur rapport entre les
besoins du client et les coûts nécessaires à la réalisation d'un ouvrage, d'un produit ou d'un
service. Les résultats escomptés sont: des produits et services véritablement adaptés aux
besoins des clients au moindre coût, un équilibre entre les besoins du client et les coûts de
réalisation du produit et une élimination des coûts superflus [31].
L'analyse de la variance permet de décomposer une variance en plusieurs éléments. Elle
permet de cerner les paramètres qui ont un effet significatif sur la réponse attendue par le
procédé étudié.
L'analyse de Pareto est utilisée pour compter et visualiser un certain nombre de défauts ou
de problèmes. Ceux-ci seront catégorisés par ordre décroissant proportionnel à leur degré
d'importance dans le but de déterminer lequel ou lesquels ont le plus grand impact sur les
opérations ou l'amélioration. Ainsi, le diagramme de Pareto est utile pour identifier des
occasions d'amélioration les plus profitables et pour mettre en évidence les facteurs les plus
importants d'un problème [31].
L'analyse multivariable consiste à analyser la relation entre des variables indépendantes et
une ou plusieurs variables dépendantes. Elle permet d'évaluer la variation présente dans
une pièce, entre les pièces et à travers le temps.
49
L'étalonnage concurrentiel ou « Benchmarking » consiste à améliorer les opérations d'un
procédé en se basant sur ce qui se fait de mieux dans d'autres entreprises. Dans un
processus d'amélioration continue, le «benchmarking » cherche à approfondir et à mieux
comprendre comment les organisations de classes supérieures réussissent à performer. Ceci
s'accomplit en évaluant ce qui se fait et en le rendant meilleur.
Le remue-méninges ou le « Brainstorming» est une technique utilisée pour générer le plus
d'idées possible dans une période très courte (par exemple: lors d'une réunion). Lors d'un
« Brainstorming », chacun exprime ses idées sans préjudice, toutes les idées sont bonnes.
Ce n'est que par la suite qu'elles seront triées et regroupées afin d'être utilisées dans une
autre technique (par exemple le diagramme causes à effets).
La carte de contrôle sert à contrôler et suivre l'évolution d'un processus en représentant
graphiquement la régularité et la variabilité de ce dernier. Les différents types de carte de
contrôle permettent d'anticiper les dérives des processus tout en s'assurant que la production
reste à l'intérieur de limites de contrôle préétablies. Cet outil statistique fait partie des sept
outils du contrôle de la qualité et appuie la maîtrise statistique des processus. Elles
permettent de surveiller la capabilité et la stabilité des procédés [39].
Le coût de la qualité est l'ensemble des sommes investies pour éviter, prévenir et réduire la
non qualité ainsi que pour améliorer la qualité des produits et s'assurer qu'ils sont
conformes aux exigences des consommateurs. Le calcul du coût de la qualité comprend la
détermination des coûts de prévention, des coûts d'évaluation ou de contrôle, des coûts de
défaillances internes et externes [39].
Un plan d'expérience est une méthode structurée d'analyse qm fait appel à
l'expérimentation afin d'optimiser un processus ou de développer un nouveau produit
robuste [30]. Les plans d'expérience sont utilisés pour déterminer de quelle façon différents
facteurs de production influencent une variable dépendante (réponse). Ils permettent
d'optimiser le procédé pour en arriver à une variabilité minimale concernant la variable
dépendante. La notion de plan d'expérience englobe tous les types de plans d'expérience
50
qui sont établis selon des pnncipes statistiques ngoureux (expérience factorielle, plans
fractionnés, plans orthogonaux Taguchi, . .. ).
Le diagramme cause à effet est un outil fondamental dans le processus d'amélioration de la
qualité. Ce diagramme est élaboré à partir d'une discussion de groupe de travail sur un
problème de qualité et permet de représenter par famille les multiples causes d'un problème
afin d'y investir des efforts de façon plus efficace qu'en agissant sur un symptôme. Les
causes sont regroupées habituellement selon cinq grandes catégories: milieu, main
d'œuvre, matériaux, machines et méthodes [31].
Le diagramme de processus permet de représenter une suite d'activités ou un processus afin
de déterminer la chronologie des tâches et les relations entre celles-ci. L'équipe de travail
acquiert ainsi une vision commune du processus, avec le langage qui lui est associé, ce qui
facilite les communications et les mesures d'amélioration [39].
L'analyse des systèmes de mesure permet de s'assurer de la validité des lectures provenant
d'un appareil de mesure. Comme plusieurs décisions s'appuient sur des mesures, il est
primordial de pouvoir apprécier l'importance de l'erreur introduite par le mesurage lui
même. En identifiant la variabilité induite lors du mesurage et en la comparant à la
variabilité des produits, on détermine l'aptitude du système de mesure [39]. La répétabilité
désigne ordinairement la précision de mesure qui est obtenue dans un ensemble de
conditions très restreintes comme par exemple des mesures effectuées par la même
personne et sur la même pièce. La reproductibilité désigne la précision de mesure qui
implique des sources de variations comme les diverses personnes et divers instruments à
l'intérieur d'un même laboratoire ou usine.
L'analyse du mode de défaillance (Failure Mode and Effects Analysis FMEA) est une
technique qui permet d'analyser des modes de défaillances potentielles ou actuelles d'un
événement en vue d'en déterminer les causes et de les supprimer. L'événement peut être
un procédé, un produit, un projet ou une procédure.
51
L' histogramme est un type de graphique à colonnes qui représente la distribution des
données quantitatives relatives à un phénomène. li permet de visualiser la distribution
d'une variable, de localiser le centre du procédé ainsi que d'évaluer l'ampleur de la
dispersion de la variable [3] [31].
L'étude de capacité sert à vérifier la capacité du procédé à rencontrer les spécifications de
façon régulière au rythme de la production selon les ententes contractuelles. Les indices de
capabilité (Cp, Cpk) servent à comparer notre intervalle de variabilité avec l'intervalle de
tolérance du client. TI est possible alors de juger rapidement si le procédé est conforme ou
s'il présente un mauvais centrage ou une variabilité excessive.
Le plan d'échantillonnage est une méthode statistique créée par l'armée américaine dans
les années 30. Un plan d'échantillonnage est une méthode de contrôle de la qualité qui
consiste à prélever, selon un plan d'échantillonnage déterminé, un échantillon dont le
nombre de défauts ou d'unités défectueuses déterminera l'acceptation ou le rejet du lot
entier. Les plans d'échantillonnage sont souvent utilisés lors d'un contrôle à la réception
(matières premières) ou d'un contrôle final (produits finis).
Le plan qualité/contrôle sert à décrire de façon détaillée les contrôles (mesurages, tests,
inspections, évaluations, validations, etc.) reliés à chacune des étapes du procédé pour
assurer qu'il demeure sous contrôle ou stable.
Les prédictions de fiabilité permettent de prédire la probabilité qu'un système accomplisse
les fonctions pour lesquelles il a été conçu et ce, dans des conditions spéficiques pendant
une durée donnée de temps [29].
Le déploiement de la fonction qualité (Quality Function Deployment QFD) est une
approche structurée qui permet de relier les besoins directs du client à différentes activités
de conception et de fabrication d'un produit/processus et ce, d'une façon intégrée et
systématique. L'outil de base de la méthode est la maison de la qualité. Elle consiste à
développer le concept entier d'un nouveau' produit ou service en partant des besoins du
52
clients et en déterminant les caractéristiques à lui donner et l'importance relative de
chacune d'elles. TI en résulte une grille qui permet de bien voir le processus de conception
et son résultat [31].
La régression permet de définir mathématiquement la relation entre un facteur indépendant
et un ou plusieurs facteurs dépendants. La régression est utile pour élaborer des modèles
mathématiques et des modèles prévisionnels afin de quantifier la variation d'un facteur en
fonction de la variation des autres [39].
La simulation est la représentation d'un système ou d'un procédé par un modèle obéissant
aux mêmes lois que les phénomènes que l'on veut étudier et qui est soumis aux
phénomènes que l'on veut décrire. La simulation est fréquemment utilisée pour apprécier,
avant la mise en œuvre d'un système, les conséquences que pourraient avoir différentes
politiques sur le système.
La stratégie d'échantillonnage permet de collecter des données sur une population en
réunissant des informations provenant d'un sous-ensemble au lieu de la population entière.
Elle comprend la méthode du choix de l'échantillon (représentativité), la taille de
l'échantillon et le niveau de précision nécessaire.
Un système anti-erreur tel que le poka-yoke, est un dispositif technique destiné à éviter ou à
signaler les erreurs en rendant celles-ci évidentes. En visant l'objectif zéro défaut, les poka
yoke servent deux buts principaux: le contrôle à 100% peu coûteux et la diminution des
délais entre la détection des défauts et l'application des mesures correctives.
Le test d'hypothèse permet de décider si ce que l'on croit (hypothèse) est soutenue par des
données. Par exemple, si on veut s'assurer que la tendance centrale d ' un procédé est encore
fixe ou s'est déplacée, on fait un test sur la moyenne d'un échantillon. Les tests
d'hypothèse peuvent être fait par rapport à la moyenne, à la variance ou à une proportion.
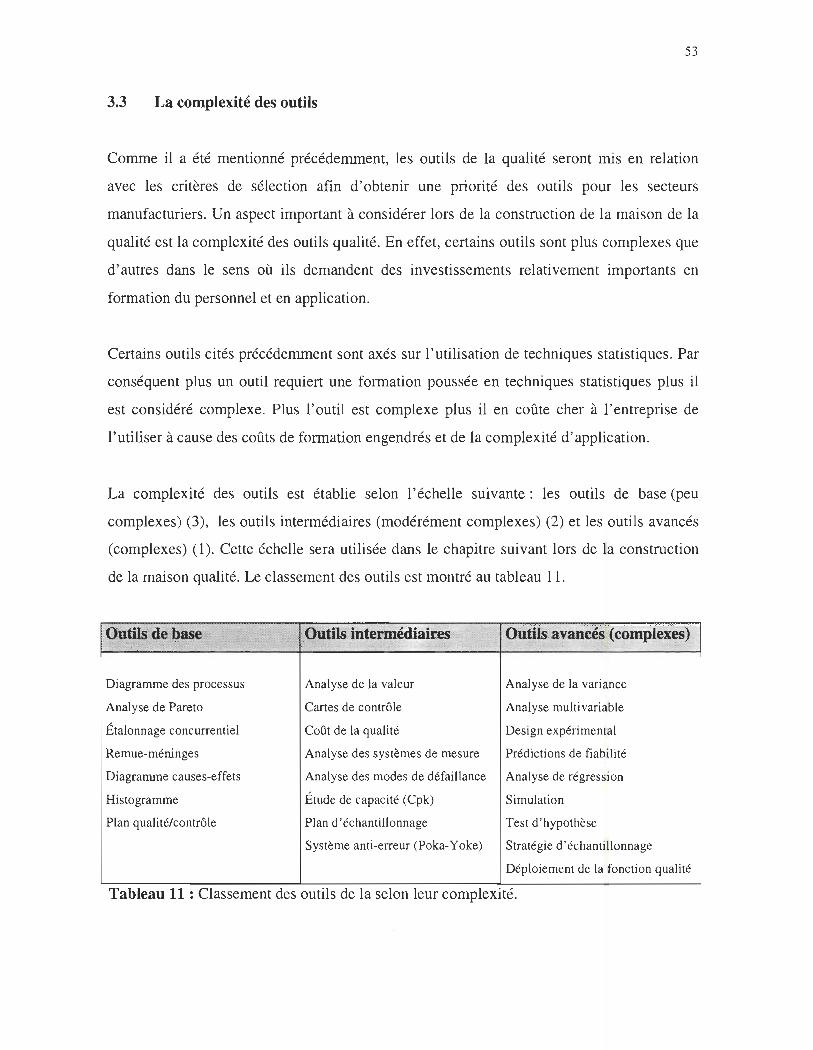
53
3.3 La complexité des outils
Comme il a été mentionné précédemment, les outils de la qualité seront mis en relation
avec les critères de sélection afin d'obtenir une priorité des outils pour les secteurs
manufacturiers. Un aspect important à considérer lors de la construction de la maison de la
qualité est la complexité des outils qualité. En effet, certains outils sont plus complexes que
d'autres dans le sens où ils demandent des investissements relativement importants en
formation du personnel et en application.
Certains outils cités précédemment sont axés sur l'utilisation de techniques statistiques. Par
conséquent plus un outil requiert une formation poussée en techniques statistiques plus il
est considéré complexe. Plus l'outil est complexe plus il en coûte cher à l'entreprise de
l'utiliser à cause des coûts de formation engendrés et de la complexité d'application.
La complexité des outils est établie selon l'échelle suivante: les outils de base (peu
complexes) (3), les outils intermédiaires (modérément complexes) (2) et les outils avancés
(complexes) (1). Cette échelle sera utilisée dans le chapitre suivant lors de la construction
de la maison qualité. Le classement des outils est montré au tableau Il.
Diagramme des processus
Analyse de Pareto
Étalonnage concurrentiel
Remue-méninges
Diagramme causes-effets
Histogramme
Plan qualité/contrôle
Analyse de la valeur Analyse de la variance
Cartes de contrôle Analyse multivariable
Coût de la qualité Design expérimental
Analyse des systèmes de mesure Prédictions de fiabilité
Analyse des modes de défaillance Analyse de régression
Étude de capacité (Cpk) Simulation
Plan d'échantillonnage Test d' hypothèse
Système anti-erreur (Poka-Yoke) Stratégie d'échantillonnage
Déploiement de la fonction qualité
Tableau 11 : Classement des outils de la selon leur complexité.
CHAPITRE 4 - SÉLECTION D'UN STANDARD QUALITÉ
Afin de choisir le niveau de qualité à atteindre, les trois premières étapes de la construction
de la maison de la qualité ont été suivies. Premièrement, l'importance de chacun des
critères retenus dans le chapitre deux (déviation, complexité du produit et coût de
défaillance) est définie pour les secteurs de l'aviation, de l'automobile, du récréatif et de
l'électronique. Deuxièmement, chacun des outils qualité répertoriés dans les normes sont
mis en relation, selon leur contribution aux différentes phases de l'approche six sigma, avec
les critères retenus. Troisièmement, la priorité des techniques et outils de la qualité est
établie pour les différents secteurs manufacturiers, en tenant compte de la complexité des
outils et des exigences des approches qualité. Selon le pointage obtenu pour chacun des
outils, il est possible de déterminer le standard qualité à atteindre pour les différents
secteurs manufacturiers.
4.1 Caractérisation et maison de la qualité
Dans la maison qualité, les critères de sélection sont considérés comme les besoins du
client (quoi) et les outils de la qualité sont considérés comme les caractéristiques de produit
(comment). La pondération des critères de sélection est effectuée selon les secteurs
d'activité. La relation entre les trois critères de sélection et les outils et techniques de la
qualité est effectuée selon les cinq phases du processus de résolution de problème de
l'approche six sigma (définir, mesurer, analyser, améliorer et contrôler) et de la
catégorisation des outils selon ces phases tel que montré dans le tableau 10 du chapitre
précédent. De plus, la pondération de la complexité des outils est indiquée.
La maison de la qualité est présentée à l'annexe B. La figure 4 montre la structure de la
construction de la maison qualité
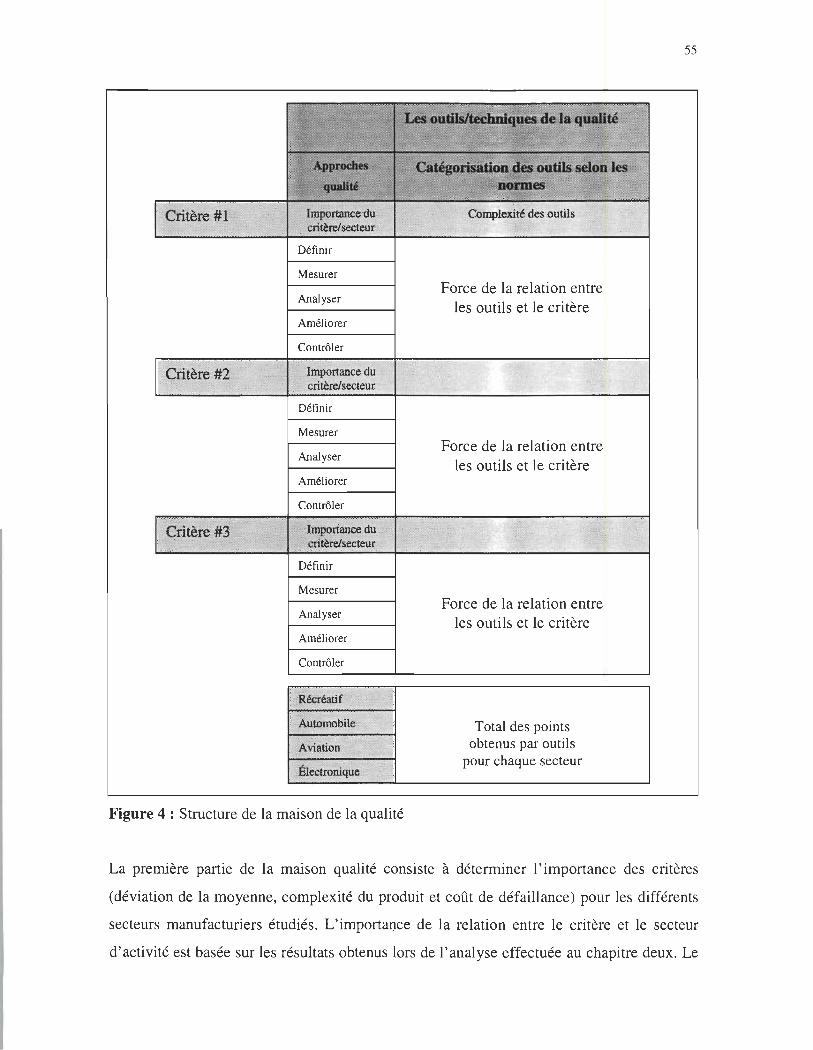
Définir
Mesurer
Analyser
Améliorer
Contrôler
Définir
Mesurer
Analyser
Améliorer
Contrôler
Définir
Mesurer
Analyser
Améliorer
Contrôler
Figure 4 : Structure de la maison de la qualité
Force de la relation entre les outils et le critère
Force de la relation entre les outils et le critère
Force de la relation entre les outils et le critère
Total des points obtenus par outils
pour chaque secteur
55
La première partie de la maison qualité consiste à déterminer l'importance des critères
(déviation de la moyenne, complexité du produit et coût de défaillance) pour les différents
secteurs manufacturiers étudiés. L'importance de la relation entre le critère et le secteur
d'activité est basée sur les résultats obtenus lors de l'analyse effectuée au chapitre deux. Le
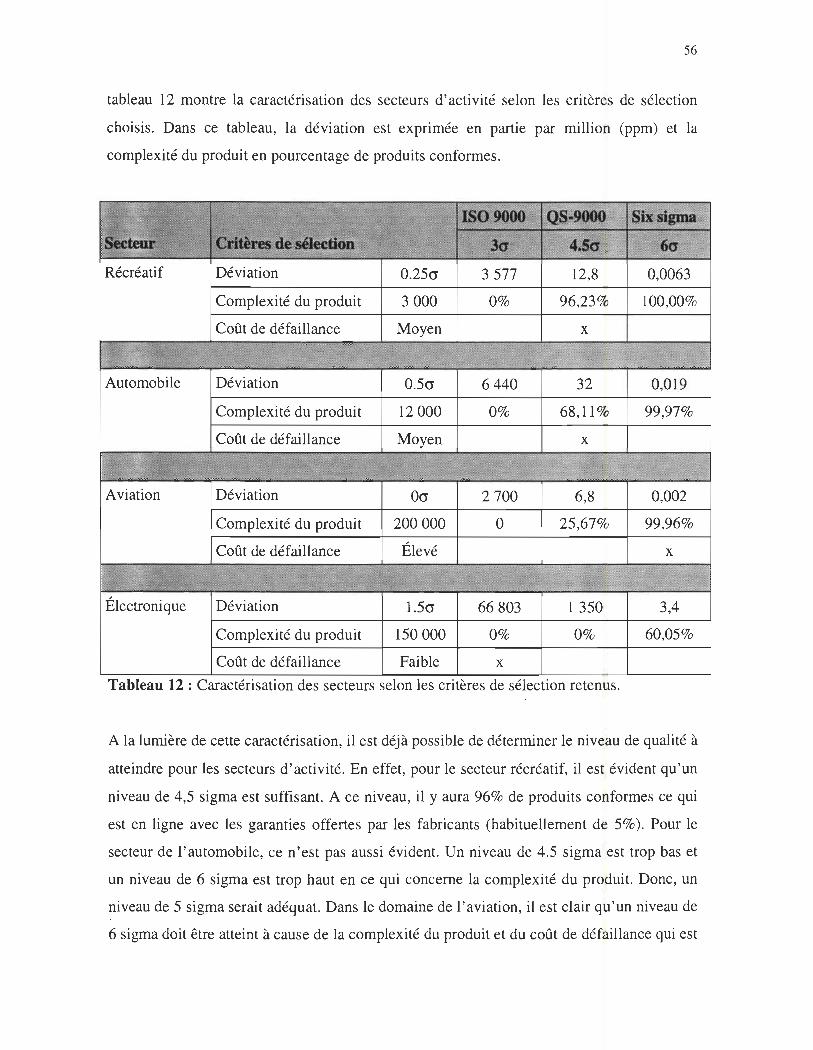
56
tableau 12 montre la caractérisation des secteurs d' activité selon les critères de sélection
choisis. Dans ce tableau, la déviation est exprimée en partie par million (ppm) et la
complexité du produit en pourcentage de produits conformes.
Récréatif Déviation 0.250' 3577 12,8 0,0063
Complexité du produit 3000 0% 96,23% 100,00%
Coût de défaillance Moyen x
Automobile Déviation 0.50' 6440 32 0,019
Complexité du produit 12000 0% 68,11 % 99,97%
Coût de défaillance Moyen x
Aviation Déviation 00' 2700 6,8 0,002
Complexité du produit 200000 0 25,67% 99,96%
Coût de défaillance Élevé x
Électronique Déviation 1.50' 66803 1 350 3,4
Complexité du produit 150000 0% 0% 60,05%
Coût de défaillance Faible x
Tableau 12 : Caractérisation des secteurs selon les critères de sélection retenus.
A la lumière de cette caractérisation, il est déjà possible de déterminer le niveau de qualité à
atteindre pour les secteurs d'activité. En effet, pour le secteur récréatif, il est évident qu'un
niveau de 4,5 sigma est suffisant. A ce niveau, il y aura 96% de produits conformes ce qui
est en ligne avec les garanties offertes par les fabricants (habituellement de 5%). Pour le
secteur de l' automobile, ce n'est pas aussi évident. Un niveau de 4.5 sigma est trop bas et
un niveau de 6 sigma est trop haut en ce qui concerne la complexité du produit. Donc, un
niveau de 5 sigma serait adéquat. Dans le domaine de l' aviation, il est clair qu 'un niveau de
6 sigma doit être atteint à cause de la complexité du produit et du coût de défaillance qui est
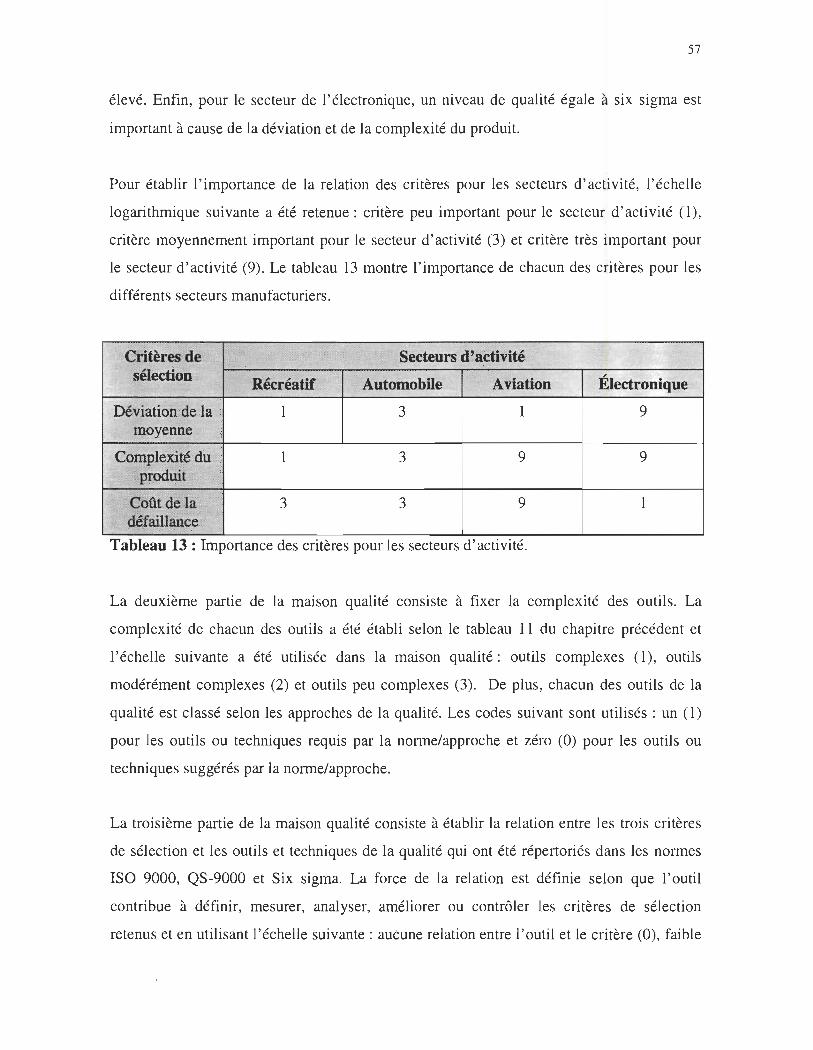
57
élevé. Enfin, pour le secteur de l'électronique, un niveau de qualité égale à six sigma est
important à cause de la déviation et de la complexité du produit.
Pour établir l'importance de la relation des critères pour les secteurs d'activité, l'échelle
logarithmique suivante a été retenue: critère peu important pour le secteur d'activité (1 ),
critère moyennement important pour le secteur d' activité (3) et critère très important pour
le secteur d'activité (9). Le tableau 13 montre l'importance de chacun des critères pour les
différents secteurs manufacturiers.
Électronique
9
1 3 9 9
3 3 9 1
Tableau 13 : Importance des critères pour les secteurs d' activité.
La deuxième partie de la maison qualité consiste à fixer la complexité des outils. La
complexité de chacun des outils a été établi selon le tableau Il du chapitre précédent et
l'échelle suivante a été utilisée dans la maison qualité: outils complexes (1), outils
modérément complexes (2) et outils peu complexes (3). De plus, chacun des outils de la
qualité est classé selon les approches de la qualité. Les codes suivant sont utilisés: un (1)
pour les outils ou techniques requis par la norme/approche et zéro (0) pour les outils ou
techniques suggérés par la norme/approche.
La troisième partie de la maison qualité consiste à établir la relation entre les trois critères
de sélection et les outils et techniques de la qualité qui ont été répertoriés dans les normes
ISO 9000, QS-9000 et Six sigma. La force de la relation est définie selon que l'outil
contribue à définir, mesurer, analyser, améliorer ou contrôler les critères de sélection
retenus et en utilisant l'échelle suivante: auCune relation entre l ' outil et le critère (0), faible
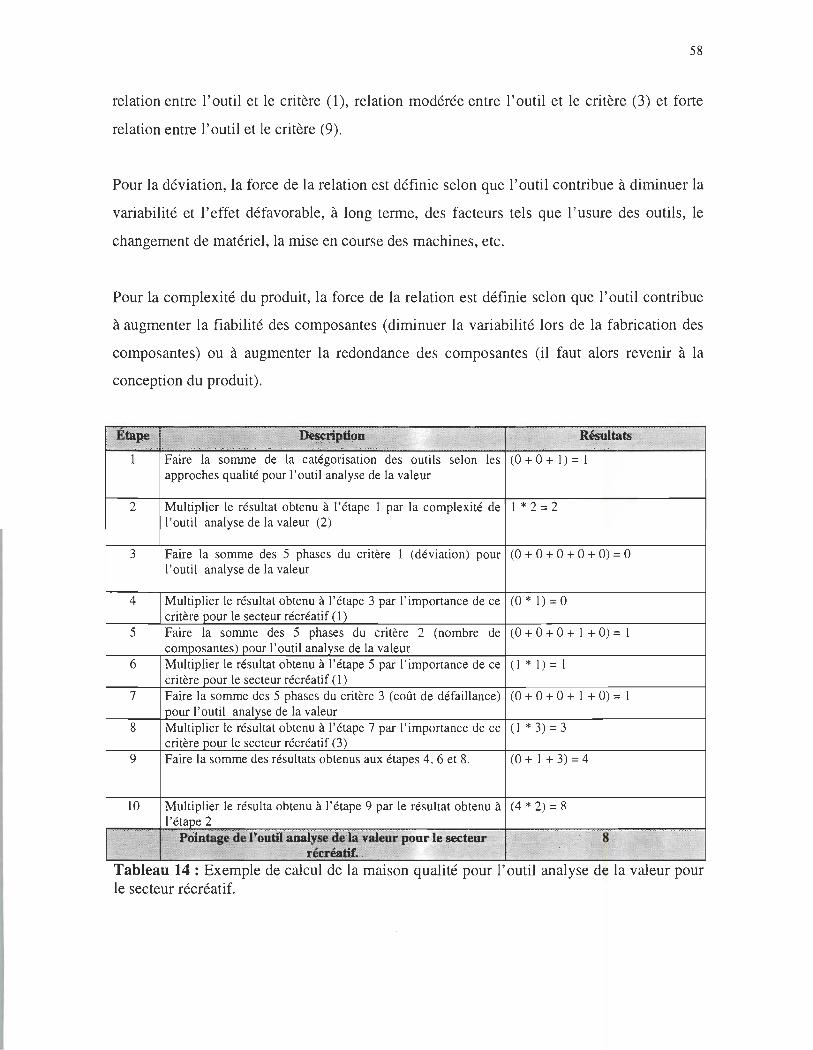
58
relation entre l'outil et le critère (1), relation modérée entre l'outil et le critère (3) et forte
relation entre l'outil et le critère (9).
Pour la déviation, la force de la relation est définie selon que l'outil contribue à diminuer la
variabilité et l'effet défavorable, à long terme, des facteurs tels que l'usure des outils, le
changement de matériel, la mise en course des machines, etc.
Pour la complexité du produit, la force de la relation est définie selon que l'outil contribue
à augmenter la fiabilité des composantes (diminuer la variabilité lors de la fabrication des
composantes) ou à augmenter la redondance des composantes (il faut alors revenir à la
conception du produit).
Faire la somme de la catégorisation des outils selon les (0 + 0 + 1) = 1 approches qualité pour l'outil analyse de la valeur
2 Multiplier le résultat obtenu à l'étape 1 par la complexité de 1 * 2 = 2 l'outil analyse de la valeur (2)
3 Faire la somme des 5 phases du critère 1 (déviation) pour (0 + 0 + 0 + 0 + 0) = 0 l'outil analyse de la valeur
4 Multiplier le résultat obtenu à l'étape 3 par l'importance de ce (0 * 1) = 0 critère le secteur récréatif
5 Faire la somme des 5 phases du critère 2 (nombre de (0 + 0 + 0 + 1 + 0) = 1 l'outil de la valeur
6 Multiplier le résultat obtenu à 1 5 par l'importance de ce (l * 1) = 1 critère le secteur récréatif
7 Faire la somme des 5 phases du critère 3 (coût de défaillance) (0 + 0 + 0 + 1 + 0) = 1 l'outil de la valeur
8 Multiplier le résultat obtenu à l'étape 7 par l'importance de ce (l * 3) = 3 critère le secteur récréatif
9 Faire la somme des résultats obtenus aux étapes 4 , 6 et 8. (0 + 1 + 3) = 4
10 le résulta obtenu à l'étape 9 par le résultat obtenu à (4 * 2) = 8
Tableau 14 : Exemple de calcul de la maison qualité pour l'outil analyse de la valeur pour le secteur récréatif.
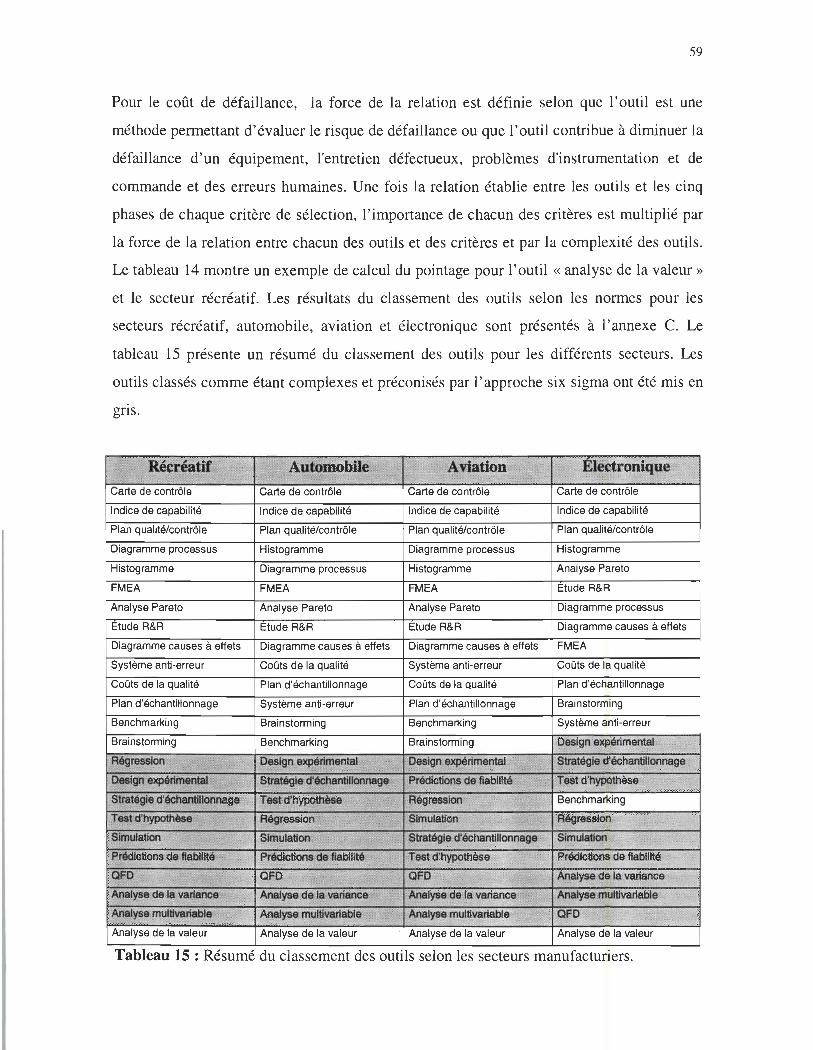
59
Pour le coût de défaillance, la force de la relation est définie selon que l'outil est une
méthode permettant d'évaluer le risque de défaillance ou que l'outil contribue à diminuer la
défaillance d'un équipement, l'entretien défectueux, problèmes d'instrumentation et de
commande et des erreurs humaines. Une fois la relation établie entre les outils et les cinq
phases de chaque critère de sélection, l'importance de chacun des critères est multiplié par
la force de la relation entre chacun des outils et des critères et par la complexité des outils.
Le tableau 14 montre un exemple de calcul du pointage pour l'outil « analyse de la valeur »
et le secteur récréatif. Les résultats du classement des outils selon les normes pour les
secteurs récréatif, automobile, aviation et électronique sont présentés à l' annexe C. Le
tableau 15 présente un résumé du classement des outils pour les différents secteurs. Les
outils classés comme étant complexes et préconisés par l' approche six sigma ont été mis en
gns.
Tableau 15 : Résumé du classement des outils selon les secteurs manufacturiers.
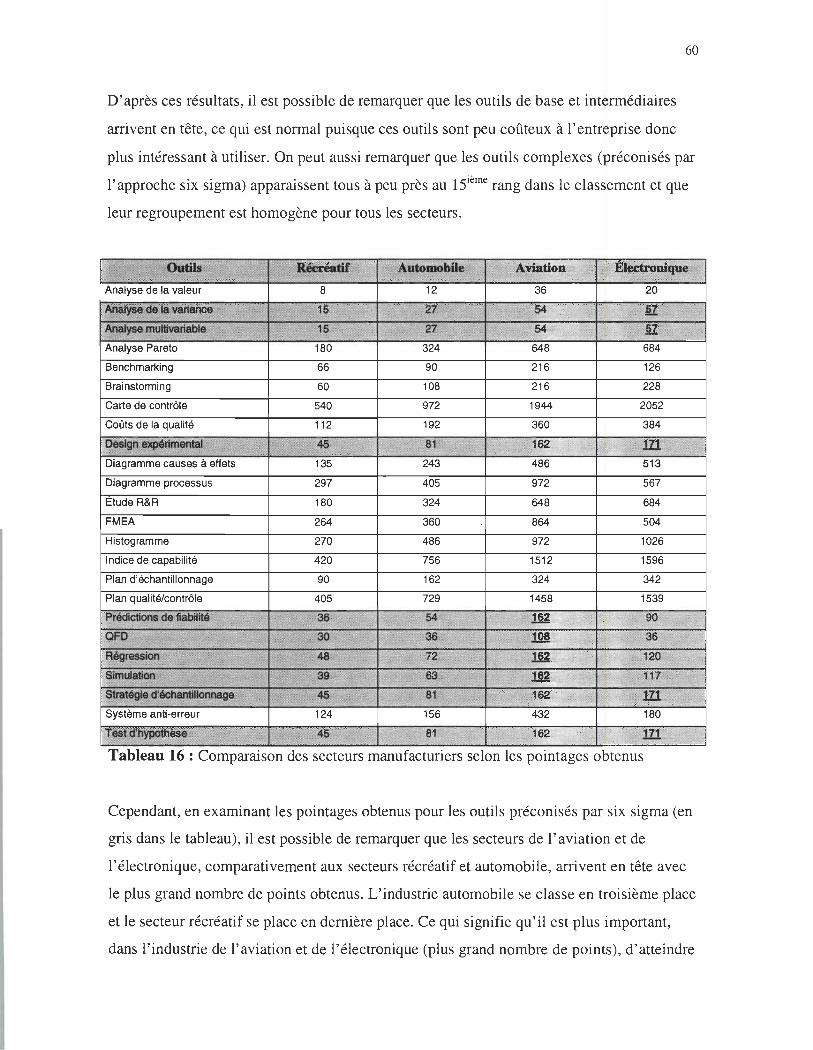
60
D'après ces résultats, il est possible de remarquer que les outils de base et intermédiaires
arrivent en tête, ce qui est normal puisque ces outils sont peu coûteux à l'entreprise donc
plus intéressant à utiliser. On peut aussi remarquer que les outils complexes (préconisés par
l'approche six sigma) apparaissent tous à peu près au lSième rang dans le classement et que
leur regroupement est homogène pour tous les secteurs.
Tableau 16 : Comparaison des secteurs manufacturiers selon les pointages obtenus
Cependant, en examinant les pointages obtenus pour les outils préconisés par six sigma (en
gris dans le tableau), il est possible de remarquer que les secteurs de l'aviation et de
l'électronique, comparativement aux secteurs récréatif et automobile, arrivent en tête avec
le plus grand nombre de points obtenus. L'industrie automobile se classe en troisième place
et le secteur récréatif se place en dernière pl~ce. Ce qui signifie qu ' il est plus important,
dans l'industrie de l'aviation et de l' électronique (plus grand nombre de points), d'atteindre
61
un niveau de qualité égale à six sigma suivi par le secteur automobile et finalement par le
secteur récréatif. Le tableau 16 montre les pointages de chacun des outils pour les différents
secteurs d' activité.
Les résultats obtenus par la caractérisation des secteurs et par l'application de la maison
qualité nous conduisent aux mêmes conclusions. Pour les domaines de l'électronique et de
l'aviation, il est important d'aller vers un niveau de qualité élevé. En effet, le nombre de
composantes et le coût de défaillance élevés obligent ces secteurs à atteindre un haut niveau
de qualité. Les pointages obtenus avec la maison qualité sont les plus élevés pour ces
secteurs, ce qui indique qu'il est plus important pour ces secteurs (que les domaines de
l'automobile et récréatif) d'appliquer les outils complexes préconisés par l'approche six
sIgma.
Pour l'industrie automobile, le niveau de qualité à atteindre se situe entre la norme QS-
9000 et l'approche six sigma, soit à environ cinq sigma. Ce niveau de qualité est dicté par
le nombre de composantes relativement important pour ce secteur. Le pointage obtenu avec
la maison qualité classe ce secteur en troisième place en ce qui concerne l'application des
outils complexes préconisés par l'approche six sigma.
Enfin, pour le secteur récréatif, un niveau de qualité égale à la norme QS-9000, soit environ
4,5 sigma, est suffisant. Aucun des critères retenus n'est assez significatif pour justifier un
haut niveau de qualité et ce secteur se classe en dernière place des points obtenus pour les
outils complexes préconisés par six sigma.
Cependant, pour les domaines récréatif et automobile, il peut être intéressant de baser leur
processus d'amélioration continue sur l'approche six sigma. En effet, cette méthodologie
peut être adaptée à la réalité des PME et de ces secteurs, en utilisant des techniques simples
(outils de base et intermédiaires comme montré au tableau 15) et aussi en s'intégrant dans
leur système qualité ISO 9000 ou QS-9000. L'approche six sigma est en fait l'évolution
naturelle vers l'excellence pour les entreprises déjà certifiées selon une norme qualité.
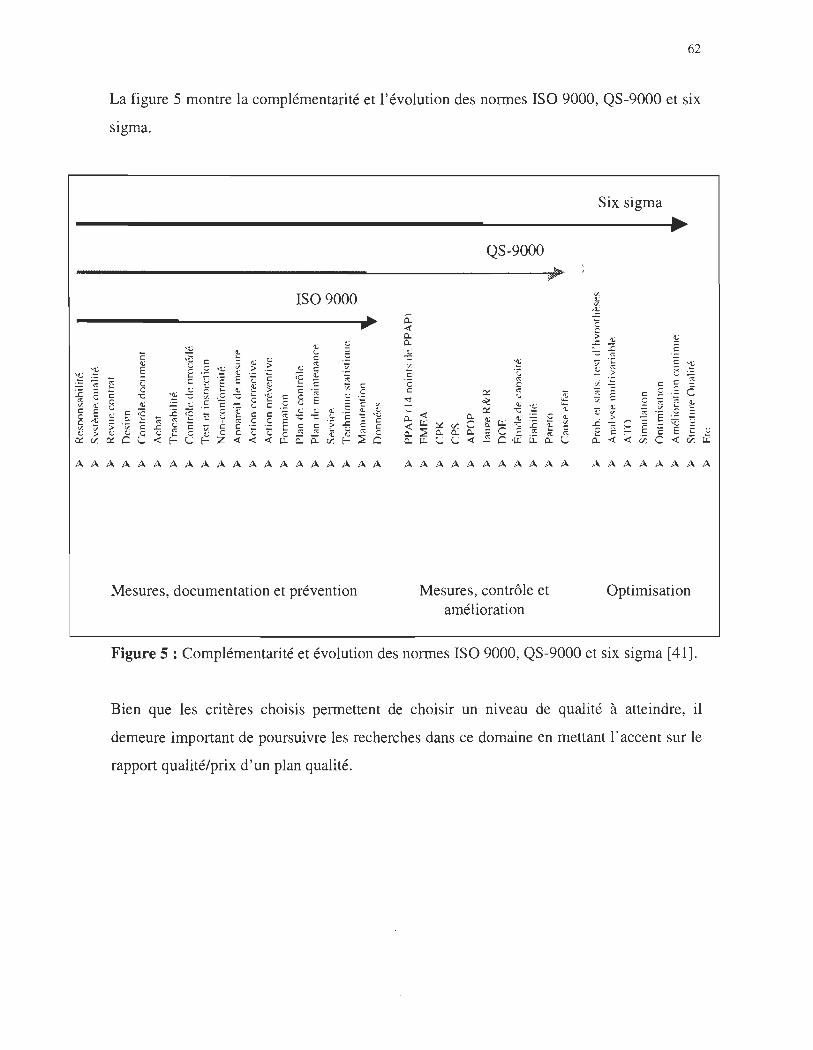
~ ~ ë'i 1: ë " <J; 1\; c E e ,1\; c <J; "' 1\; :>
ex cr.
A A
62
La figure 5 montre la complémentarité et l'évolution des normes ISO 9000, QS-9000 et six
sigma.
ISO 9000
1\; ~ ~
ë: -.:: 1\; <.; .~ ' 1\; C = 1\; c
1\; <.; " 1\; :> ct
E ,S ~ :> 1\; c <J; e 1\;
Ci: ...
'§ E t ë: ;c 1\;
~ <:; c ~ 1\; ... ë: ... 1\; ë: <J;
C e 1\; c 1\; t :> '", -.:: ' 1\; -.:: " ,.f -.:: ' 1\; c e ~ e c e ... e <.; E 1\; - 1\; c <.; c ë <.; ;c 1: ;c ~ 'Q; 1\; 1\; 1\; c Ci: ~ "Q; ... c c -.:: -.:: <.; 'ë c. ... ;: " ...
C <.; ë: " e ,S E ';; ~ ;; ";; ~
" " c c
t t c c ... <.;
1\; 1\; e <.; ... e 1\; e c e 0: " 1\; 1\; ex C e..; <! ~ e..; ~ Z <! <! <! ~ Q: Q: cr. ~
A A A A A A A A A A A A A A A A
Mesures, documentation et prévention
., Cl: <! Il-Il-1\;
-.:: <J;
C c 'c
,S c C '<t
<J;
~ 1\; ::
' 1\; ll-c c
c <! " e Il-~ C Il-
A A A
QS-9000
~
~ '[
" c ex ct
<.; o(! 1\;
~ ex -.:: <! ll- e l\; 1\; u; ~ c c. u; ~ 1: "Q; ~
cr. C ... Il- Il- Il-
~ ,& " " ~ e..; e..; <! C ~ ll-
A A A A A A A A A
Mesures, contrôle et amélioration
~ '-1\;
1\; <J;
0: e..;
A
Six sIgma
~
<J; 1\; <J;
, 1\; ~
ë c :> 1\; ~ ~ :c c -.:: ct
"' 'C ë ~
~ " E :> ë'i V. c . ~ -;: e C Ë .~ " '" ë: 1\; c "Q;
1\; ;: " = <J; 'Ë :> ..c. ë'i c ~ E ~ Ë ë E c c
Il- <! <! cr. C <! V:
A A A A À A A
Optimisation
Figure 5 : Complémentarité et évolution des normes ISO 9000, QS-9000 et six sigma [41] .
Bien que les critères choisis permettent de choisir un niveau de qualité à atteindre, il
demeure important de poursuivre les recherches dans ce domaine en mettant l'accent sur le
rapport qualité/prix d'un plan qualité.
t:i:
A
63
4.2 Recommandations pour les recherches futures
La revue de la littérature effectuée et les résultats obtenus dans cet ouvrage constituent une
source d'inspiration pour des recherches futures. Premièrement, d'autres secteurs
d'activités pourraient être caractérisés selon les critères de sélection retenus. De plus, la
dimension amélioration court, moyen et long termes pourrait être ajoutée à la complexité
pour les outils de la qualité. Deuxièmement, il serait intéressant de considérer des facteurs
supplémentaires comme critères de sélection d'une norme qualité. Deux critères
supplémentaires pourraient être intégrés aux critères déjà retenus soient: la maturité du
produit et la taille des entreprises.
Le cycle de vie d'un produit comprend quatre phases: le départ, la croissance, la maturité
et le déclin. Au départ beaucoup d'effeorts sont déployés pour le design du produit et sa
mise en marché. À la phase de croissance plusieurs améliorations importantes sont
effectuées sur le design afin de gagner de plus grande part de marché. À la maturité, le
produit a atteint une part de marché maximale et il y a peu de modifications et
d'améliorations apportées au design du produit. Ainsi, la maturité du produit serait un
aspect important à envisager comme critère de sélection puisque plus un produit est mature
moins il nécessite de changement de design, plus le procédé demeure stable et les
inspections sont réduites. Donc, il devient moins important de déployer un grand plan
qualité pour atteindre un haut niveau de fiabilité.
La taille des entreprises peut aussi être un facteur intéressant à examiner dans le choix
d'une norme qualité. Comme il a été mentionné précédemment, l'approche six sigma
demande à mettre en place une structure de formation élaborée. Cependant, l' implantation
de six sigma (haut niveau de qualité) en contexte de PME peut être plus difficile à cause
des ressources humaines et matérielles limitées.

64
Troisièmement, une autre façon, complémentaire à cette recherche, de choisir le niveau de
qualité à atteindre serait d'établir un modèle des coûts de la qualité. Le modèle des coûts de
la qualité permettrait de choisir un niveau de qualité selon les investissements nécessaires à
l'implantation (augmentation des coûts d'évaluation et de prévention) d'une norme et le
retour de l'investissement (diminution des coûts de défaillance) et en arriver à trouver un
niveau de qualité économique. Comme il est mentionné dans la revue de la littérature, ce
modèle pourrait tenir compte des secteurs manufacturiers, de différents plans de contrôle à
mettre en place [5], des distributions selon lesquelles les défaillances surviennent [15], des
politiques de garanties et enfin, du risque et du coût d'accident élevé.
CONCLUSION
Les entreprises sont en constante évolution vers l' atteinte d' une réputation de classe
mondiale. Pour y arriver, ces entreprises se lancent dans différents programmes relatifs à
l'environnement, à la productivité et à la qualité. En ce qui concerne la qualité, une des
premières étapes à franchir pour atteindre l'excellence est la certification ISO 9000.
Actuellement, environ 300 000 organismes sont certifiés dans le monde et de nombreux
autres mettent actuellement en place et en œuvre des systèmes de management de la
qualité. Ces dernières années, d'autres normes ont fait leur apparition dans le milieu des
affaires, notamment, les normes QS-9000, pour le secteur automobile, et Six Sigma dans le
domaine des télécommunications. Ces normes poussent encore plus loin les exigences à
respecter pour l'atteinte de l'excellence en matière de qualité. Cependant, plus le niveau de
qualité à atteindre est élevé plus les efforts et les investissements à déployer sont élevés.
Cette recherche a permis de caractériser certains secteurs d'activités selon des critères de
sélection choisis afin de déterminer le niveau de qualité à atteindre. Ces critères sont reliés
au produit, au procédé et aux coûts de défaillance. Les résultats obtenus lors de la
caractérisation montrent que les critères retenus permettent en effet de choisir un niveau de
qualité à atteindre. Afin d'appuyer cette caractérisation, la technique de la maison qualité a
été utilisée pour mettre en relation les critères de sélection retenus et les outils de la qualité,
et ce pour les différents secteurs d'activités choisis. Les constats réalisés suite à
l'application de la maison qualité nous conduisent aux mêmes conclusions que la
caractérisation, soit qu'il est plus important (selon les pointages obtenus pour les outils
préconisés par l'approche six sigma) pour les secteurs de l'aviation et de l 'électronique
d'implanter six sigma. Le secteur automobile arrive en troisième place et le secteur
récréatifs en dernière place. Ces résultats ne signifient pas que les secteurs récréatif et
automobile doivent exclure l'implantation d'un programme six sigma mais plutôt que celui
ci doit être adapté à la réalité des PME et des secteurs d'activité.
66
En effet, pour atteindre l'excellence, les entreprises peuvent, par exemple, obtenir la
certification ISO 9000 ou QS-9000 et appliquer un processus d'amélioration continue basé
sur l'approche six sigma. Comme il a été mentionné dans cet ouvrage, l'application des
principes de six sigma engendre une structure de formation élaborée et coûteuse. TI devient
alors important de développer un programme « mini six sigma » basé sur l'application des
outils de base et intermédiaires (ne demandant pas la formation de spécialistes) et adapté à
la réalité des PME (ressources humaines et matérielles limitées) et aux différents secteurs
d' activités.
De plus, l'approche six sigma doit être la continuité de la démarche qualité des entreprises,
en s' intégrant aux systèmes qualité existants basés sur les normes ISO 9000 ou QS-9000 en
tant que processus d' amélioration continue.
Aussi, il demeure important de poursuivre les recherches dans le domaine des coûts de la
qualité afin d'établir un rapport qualité/prix d' un plan qualité et ainsi, contribuer au seul but
recherché par les entreprises de classe mondiale : l'excellence.
BIBLIOGRAPHIE
[1] Albright Thomas L., Roth Harold P., The measurement of quality costs: an alternative paradigm, Accounting Horizons, Juin 1992, pp.15-27.
[2] Angell Linda c., Chandra M. Jeya, Performance implications of investments in continuous quality improvement, International Journal of Operations & Production Management, 2001, Vol.21, No. 112, pp.108-125.
[3] Baillargeon Gérald, Maîtrise statistique des procédés, 4ième édition, Les éditions SGM, 1995, 361 pages.
[4] Burgess T.P., Modelling quality-cost dynamics, International Journal of Quality & Reliability Management, 1996, Vol. 13, No.3, pp.8-26.
[5] Chang Yusuo, Modélisation et calcul des coûts de la qualité d'un procédé sujet à des plans alternatifs de contrôle, Thèse de maîtrise, Université de Moncton, 91 pages.
[6] Chrysler Corporation, Ford Motor Company, General Motors Corporation, OS-9000 Oualitv system requirements, troisième édition, 1998, 142 pages.
[7] Chrysler Corporation, Ford Motor Company, General Motors Corporation, APOP Advanced product quality planning and control plan, seconde édition, 1995, 114 pages.
[8] Chrysler Corporation, Ford Motor Company, General Motors Corporation, PPAP Production part approval process, seconde édition, 1995,56 pages.
[9] Chrysler Corporation, Ford Motor Company, General Motors Corporation, FMEA Potential fai/ure mode and effects analysis, seconde édition, 1995, 64 pages.
[10] Chrysler Corporation, Ford Motor Company, General Motors Corporation, SPC Statistical process control, première édition, 1992, 161 pages.
[11] Chrysler Corporation, Ford Motor Company, General Motors Corporation, MSA Measurement systems analysis, i ème édition, 1995, 120 pages.
[12] Crowe Thomas J., Cheng Chao-Chun, Using quality function deployment in manufacturing strategic planning, International Journal of Operations & Production Management, Vo1.16, No.4, 1996, pp. 35-48.
68
[13] Eldin Neil, A promlsmg planning tool: qualitv function deployment, Cost Engineering, Vol.44, No.3, Mars 2002, pp. 28-37.
[14] Foster Thomas S. Jr, An examination ofthe relationship between conformance and quality-related costs, International Journal of Quality & Reliability Management, 1996, VoU3, No.4, pp.50-63.
[15] Gautreau Nancy L., Modélisation de la qualité par simulation , Thèse de maîtrise, Université de Moncton, 151 pages.
[16] Genadis Themis c., A cost optimization model for determining optimal bum-in times at the module/system level of an electronic product, International Journal of Quality & Reliability Management, 1996, VoU3, No.9, pp.61-74.
[17] Harrington James H., Performance improvement: a total poor-quality cost system, The TQM Magazine, 1999, Vol. 11 , No.4, pp.221-230.
[18] Harrold Dave, Designing for six sigma capability, Control Engineering online, 1999, site web: www.controleng.com.
[19] Harry Mikel J., Six sigma: a breakthrough strategy for profitability, Quality progress, Mai 1998, pp. 60-64.
[20] Henderson Kim M., Evans James R., Successul implementation of six sigma: benchmarking General Electric Company, Benchmarking: An International Journal, Vol.7, No.4, 2000, pp. 260-281.
[21] Hoed, Roger W. , Six Sigma and The Future of the Ouality Profession, Quality Progress, Juin 1998, pp. 35-42.
[22] ISO, ISO 9000 : 2000 Système de management de la qualité - Principes essentiels et vocabulaire, 2000, 31 pages.
[23] ISO, ISO 9001 : 1994 Système qualité - Modèle pour l'assurance de la qualité en conception, développement, production, installations et prestations associées, 1994, 13 pages.
[24] ISO, ISO 9001 : 2000 Système de management de la qualité - Exigences, 2000, 25 pages.
[25] ISO, ISO 9004 : 2000 Système de management de la qualité - Lignes directrices pour l 'amélioration des performances, 2000, 60 pages.
[26] ISO, ISO 19011 Lignes directrices relatives aux audits de systèmes de management qualité et environnemental, en cours d'élaboration.
69
[27] Kim Micheal W., Liao Woody M., Estimating hidden quality costs with quality loss functions, Accounting Horizons, 1994, Vol.8, No.1 , pp.8-18.
[28] Lam, Kokin, Zhao Xiande, An application of quality function deployment to improve the quality of teaching, International Journal of Quality & Reliability Management, VoLl5, No.4, 1998, pp. 389-413.
[29] Lewis E.E, Introduction to reliability engineering, Second edition, John Wiley & Son inc. , 1996, 435 pages.
[30] McFadden Fred R., Six sigma quality programs, Quality progress, Juin 1997, pp. 37-41.
[31] Mouvement Québécois de la qualité, Les outils de la qualité, Mouvement Québécois de la qualité, 1998.
[32] Munro Roderick A., Linking Six sigma with OS-9000, Quality Progress, Mai 2000, pp. 47-53.
[33] Murty Akella S. R., Naikan V. N. Achutha, Machinery selection - process capability and product reliability dependence, International Journal of Quality & Reliability Management, 1997, Vol.14, No.4, pp.381-390.
[34] Nandakumar P., Datar, Akella, Models for measuring and accounting for cost of conformance quality, Management Science, Vo1.39, No.1, 1993, pp.1-16.
[35] Owlia Moharnmad S., Aspinwall Elaine M., Application of quality function deployment for the improvement of quality in an engineering department, European Journal of Engineering Education, Vol.23, No.1, 1998, pp. 105-115.
[36] Pras ad Biren, Review of QFD and related deployment techniques, Journal of manufacturing Systems, VoLl7, No.3 , 1998, pp. 221-234.
[37] Robert Michèle, Fondements et étapes de la recherché scientifique en psychologie, 3ième édition, Edisem St-Hyacinthe, 1998,420 pages.
[38] Site web, www.iso.ch.
[39] Site web, www.qualityonline.com.
[40] Thomas Marlin U., Sorne economic decision problems in warranty planning, The Engineering Econornist, Vo1.44, No.2, 1999, pp. 184-196.
[41] (En développement), Julien P-A, Raymond L., Jacob R., Abdul-Nour G. , L'entreprise-réseau: concepts et applications, dix ans d 'expérience de la Chaire Bombardier Produits Récréatifs 1993 - 2003, Presse de l'Université du Québec.

ANNEXE A
CORRESPONDANCE DES NORMES
ISO 9001:1994 ET ISO 9001:2000.
70

Domaine d'application
Référence normative
Termes et définitions
Système de management de la qualité
Système de management
• Exigences générales
• Exigences relatives à la documentation
Responsabilités de la direction
• Engagement de la direction
• Écoute client
• Politique qualité
• Planification
• Responsabilité, autorité et communication
• Revue de direction
Management des ressources
• Mise à disposition des ressources
• Ressources humaines
• Infrastructures
• Environnement de travail
Réalisation du produit
• Planification de la réalisation du produit
• Processus relatifs aux clients
• Conception et développement
• Achats
Domaine d'application
Références normatives
Définitions
Exigences du système qualité
Système qualité
Maîtrise des documents et des données
Maîtrise des enregistrements relatifs à la qualité
Responsabilités de la direction
Formation
Maîtrise des processus
Revue de contrat
Maîtrise de la conception
Achats
Maîtrise du produit fourni par le client
Identification et traçabilité du produit
• •
Production et préparation de service Maîtrise des équipements de mesures et d'essais
État des contrôles et des essais Maîtrise des dispositifs de surveillance et de
mesure
Mesures, analyse et améliorations
• Généralités
• Surveillances et mesures
• Maîtrise du produit non conforme
• Analyse des données
• Améliorations
Manutention, stockage, conditionnement,
préservation et livraison.
Prestations associées
Contrôles et essais
Maîtrise du produit non conforme
Actions correctives et préventives
Audits qualité internes
Techniques statistiques
71
72
ANNEXEB
LA MAISON DE LA QUALITÉ
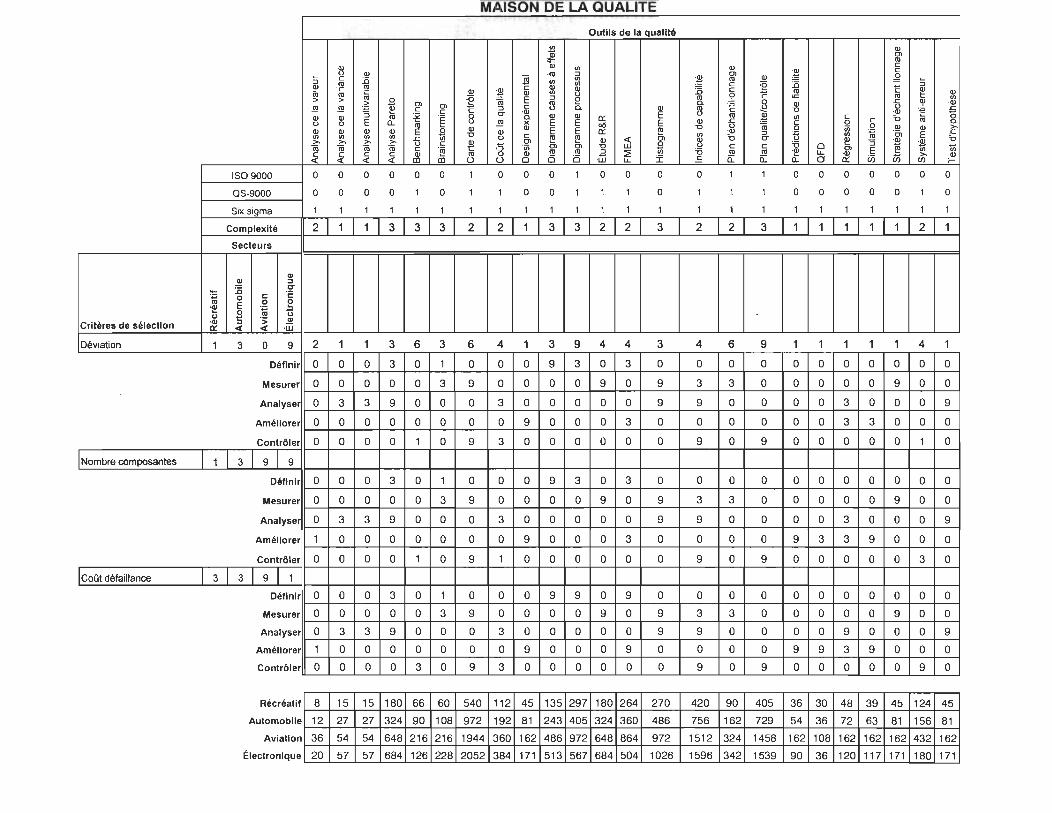
-:; 'f u
Critères de sélection -CIl a::
Déviation 1
Nombre composantes 1
Coat défaillance 3
ISO 9000
QS-9000
Six sigma
Complexité
Secteurs
2 :ci 0 E B ::J ct
3
3
3
CIl ::J cr
c: ï: 0 e .. III ti '> CIl
ct -üj
0 9
Définir
Mesurer
Analyser
Améliorer
Contrôler
9 9
Définir
Mesurer
Analyser
Améliorer
Contrôler
9 1
Définir
Mesurer
Analyser
Améliorer
Contrôler
Récréatif
Automobile
Aviation
Électronique
5 Q)
ni > .!!' Q) "0 Q) VI >-ni C <t:
0
0
1
2
2
0
0
0
0
0
0
0
0
1
0
0
0
0
1
0
8
12
36
20
8 Q) C :0 III
"C III "C III III > > .9 Cl
.!!' ~ ~ C Cl C
Q) "S III :g "~ "0 E Cl. III Q) Q) Q) E .9 VI VI VI J:: VI >- >- >- u C ni ni ni C .~ C C C Q)
<t: <t: <t: al al
0 0 0 0 0
0 0 0 1 0
1 1 1 1 1
1 1 3 3 3
1 1 3 6 3
0 0 3 0 1
0 0 0 0 3
3 3 9 0 0
0 0 0 0 0
0 0 0 1 0
0 0 3 0 1
0 0 0 0 3
3 3 9 0 0
0 0 0 0 0
0 0 0 1 0
0 0 3 0 1
0 0 0 0 3
3 3 9 0 0
0 0 0 0 0
0 0 0 3 0
15 15 180 66 60
27 27 324 90 108
54 54 648 216 216
57 57 684 126 228
MAis-ON DE LA QUALITE
Outils de la qualité
~ Q) Cl lU
Q) VI Q) C
~ C
~ ' IU ::J
~ Cl Q) .Q
VI VI III 5 VI C ;0 :0 ~ Q) ~ C Q)
~ :0 C ~ III ~ Q) VI Q)
~ E ::J III .Q "" III VI ni rl a. ~ il Q) J:: '1' . Q)
ë ::J ' C a. Q) rl "0 U ~ i '[Ii . Q)
8 cr Q) Q) cr E III ~ VI C '0 III )( E E E Q) J:: C 0 C III - Q) "" "0 .&j ni 0 ïii 0 Q) Q) >-Q) Q) E E cr ~ ::J U :ai "6> E J:: "0 "0 C
~ ~ <t: ~
VI '0 cr VI '0 Q) Cl Q) 8 '6 ~ "S . Q) '2 t: ;'5 ïii Cl Cl "0 UJ C C Cl Cl E ~ VI iiî III III ::J :::2; '6 III III -~ U. III 0 Q)
i5 i5 .ûJ l C ël: ël: -Q) en û5 >- Q)
U U Cl u. Cl. 0 cr en f-
1 0 0 0 1 0 0 0 0 1 1 0 0 0 0 0 0 0
1 1 0 0 1 1 1 0 1 1 1 0 0 0 0 0 1 0
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2 2 1 3 3 2 2 3 2 2 3 1 1 1 1 1 2 1
6 4 1 3 9 4 4 3 4 6 9 1 1 1 1 1 4 1
0 0 0 9 3 0 3 0 0 0 0 0 0 0 0 0 0 0
9 0 0 0 0 9 0 9 3 3 0 0 0 0 0 9 0 0
0 3 0 0 0 0 0 9 9 0 0 0 0 3 0 0 0 9
0 0 9 0 0 0 3 0 0 0 0 0 0 3 3 0 0 0
9 3 0 0 0 0 0 0 9 0 9 0 0 0 0 0 1 0
0 0 0 9 3 0 3 0 0 0 0 0 0 0 0 0 0 0
9 0 0 0 0 9 0 9 3 3 0 0 0 0 0 9 0 0
0 3 0 0 0 0 0 9 9 0 0 0 0 3 0 0 0 9
0 0 9 0 0 0 3 0 0 0 0 9 3 3 9 0 0 0
9 1 0 0 0 0 0 0 9 0 9 0 0 0 0 0 3 0
0 0 0 9 9 0 9 0 0 0 0 0 0 0 0 0 0 0
9 0 0 0 0 9 0 9 3 3 0 0 0 0 0 9 0 0
0 3 0 0 0 0 0 9 9 0 0 0 0 9 0 0 0 9
0 0 9 0 0 0 9 0 0 0 0 9 9 3 9 0 0 0
9 3 0 0 0 0 0 0 9 0 9 0 0 0 0 0 9 Q
540 112 45 135 297 180 264 270 420 90 405 36 30 48 39 45 124 45
972 192 81 243 405 324 360 486 756 162 729 54 36 72 63 81 156 81
1944 360 162 486 972 648 864 972 1512 324 1458 162 108 162 162 162 432 162
2052 384 171 513 567 684 504 1026 1596 342 1539 90 36 120 117 171 180 171

74
ANNEXEC
RÉSULTATS DU CLASSEMENT DES OUTILS SELON LES NORMES
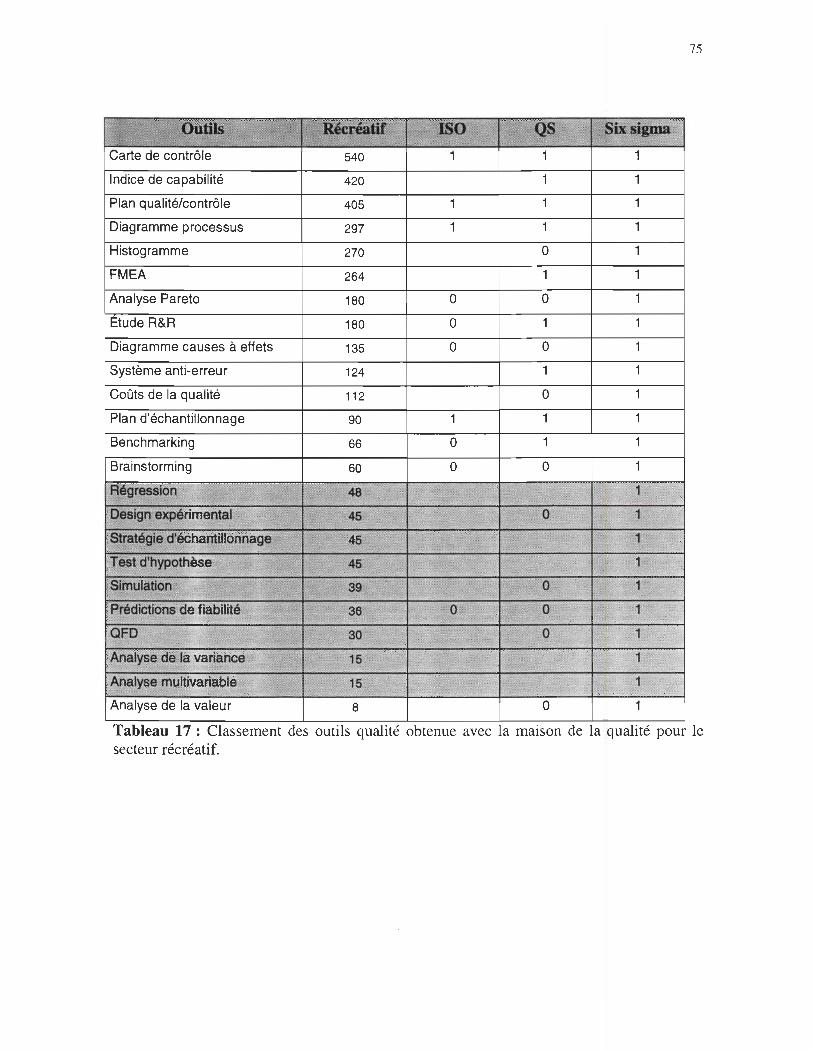
75
Carte de contrôle 540 1 1
Indice de capabilité 420 1 1
Plan qualité/contrôle 405 1
Diagramme processus 297 1
Histogramme 270 0 1
FMEA 264 1 1
Analyse Pareto 180 0 0 1
eR&R 180 0
Diagramme causes à effets 135 0 0
Système anti-erreur 124
Coûts de la qualité 112 0
Plan d'échantillonnage 90 1
Benchmarking 66 0 1
Brainstorming 60 0 0 1
Analyse de la valeur
Tableau 17 : Classement des outils qualité obtenue avec la maison de la qualité pour le secteur récréatif.
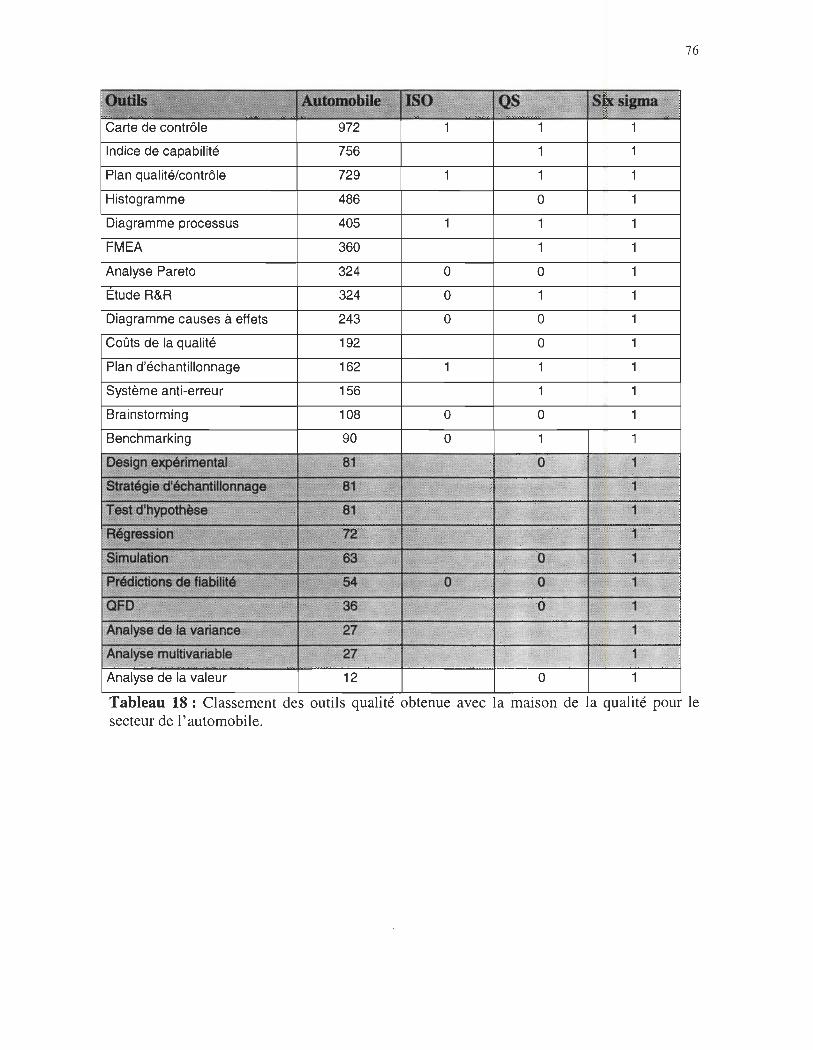
76
Carte de contrôle 972 1 1
Indice de capabilité 756 1
Plan qualité/contrôle 729 1 1
Histogramme 486 0 1
Diagramme processus 405 1
FMEA 360
Analyse Pareto 324 0 0
R&R 324 0 1
Diagramme causes à effets 243 0 0
Coûts de la qualité 192 0
Plan d'échantillonnage 162 1 1
Système anti-erreur 156
Brainstorming 108 0 0 1
Benchmarking 90 0 1
Tableau 18 : Classement des outils qualité obtenue avec la maison de la qualité pour le secteur de l'automobile.
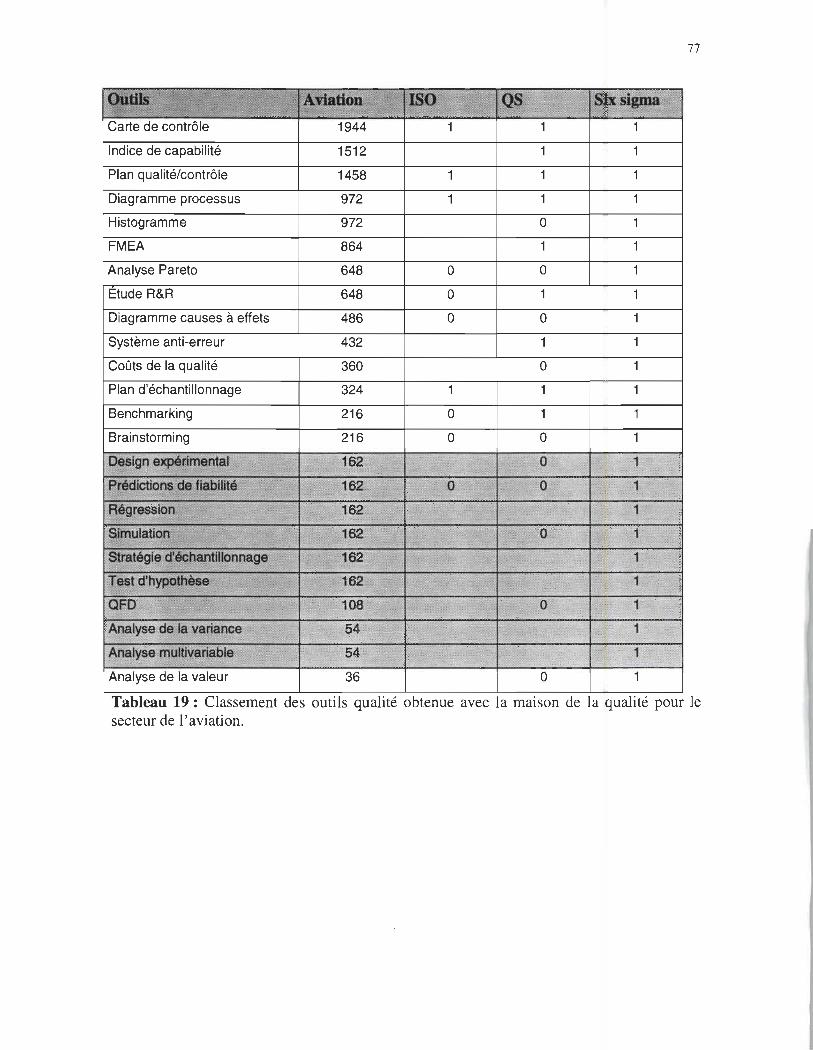
77
Carte de contrôle 1944 1
Indice de capabilité 1512
Plan qualité/contrôle 1458
Diagramme processus 972
Histogramme 972 0
FMEA 864 1
Analyse Pareto 648 0 0
e R&R 648 0 1
486 0 0
me anti-erreur 432 1
Coûts de la qualité 360 0
Plan d'échantillonnage 324
Benchmarking 216 0
Brainstorming 216 0 0
Analyse de la valeur
Tableau 19 : Classement des outils qualité obtenue avec la maison de la qualité pour le secteur de l'aviation.
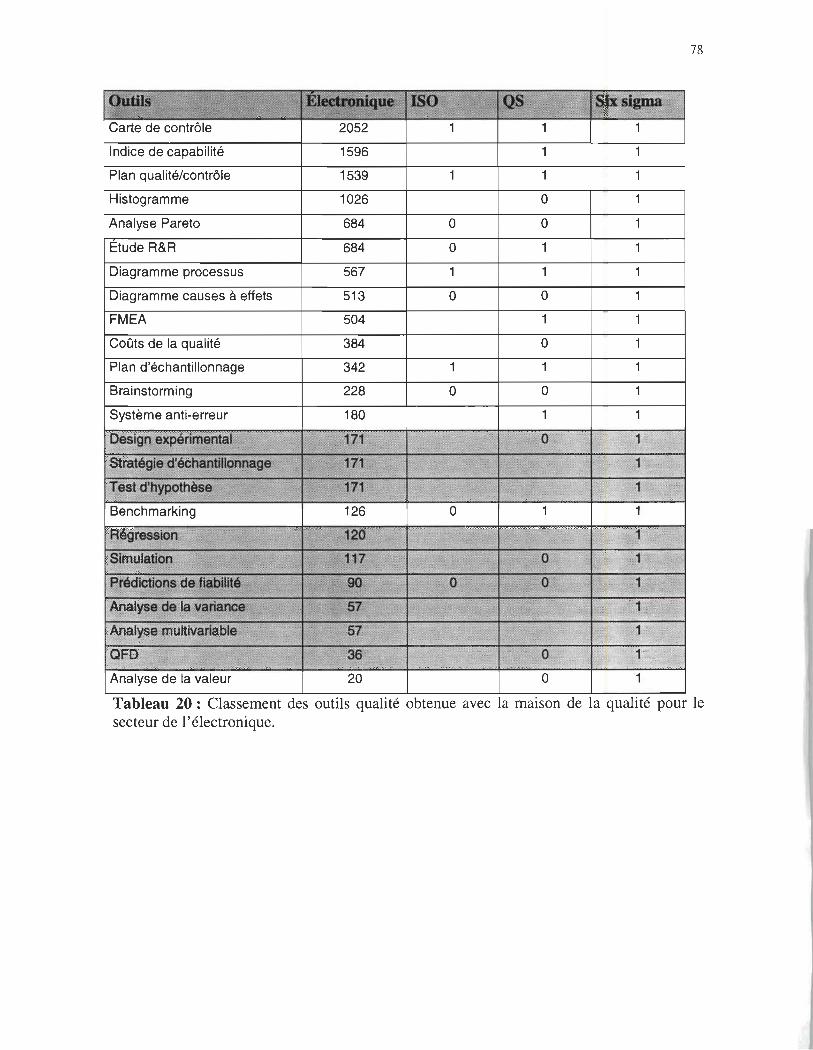
78
Carte de contrôle 2052 1
Indice de capabilité 1596
Plan qualité/contrôle 1539 1
Histogramme 1026 0
Analyse Pareto 684 0 0
de R&R 684 0 1 1
Diagramme processus 567 1 1 1
Diagramme causes à effets 513 0 0 1
FMEA 504 1
Coûts de la qualité 384 0 1
Plan d'échantillonnage 342
Brainstorming 228 0 0 1
Système anti-erreur 180 1 1
Analyse de la valeur
Tableau 20 : Classement des outils qualité obtenue avec la maison de la qualité pour le secteur de l'électronique.