UNE-EN 1115-3: 1997
22
TÍTULO CORRESPONDENCIA OBSERVACIONES ANTECEDENTES norma española UNE-EN 1115-3 Enero 1997 Sistemas de canalización enterrados de materiales plásticos, para evacuación y saneamiento con presión Plásticos termoestables reforzados con fibra de vidrio (PRFV) basados en resina de poliéster insaturada (UP) Parte 3: Accesorios Plastics piping systems for underground drainage and sewerage under presure. Glass-reinforced thermosetting plastics (GRP) based on unsaturated polyester resin (UP). Part 3: Fittings. Systèmes de canalisations en plastique pour l' évacuation et l' assainissement enterrés sous pression. Plastiques thermodurcissables renforcés de verre (PRV) à base de résine de polyester non saturé (UP). Partie 3: Raccords. Esta norma es la versión oficial, en español, de la Norma Europea EN 1115-3 de junio 1996. Esta norma ha sido elaborada por el comité técnico AEN/CTN 53 Plásticos y Caucho cuya Secretaría desempeña ANAIP-COFACO. Editada e impresa por AENOR Depósito legal: M 227:1997 ©AENOR 1997 Reproducción prohibida LAS OBSERVACIONES A ESTE DOCUMENTO HAN DE DIRIGIRSE A: Fernández de la Hoz, 52 Teléfono (91) 432 60 00 28010 MADRID-España Telefax (91) 310 36 95 21 Páginas Grupo 15
-
Upload
lucas-grijander -
Category
Documents
-
view
6 -
download
1
description
Sistemas de canalización enterrados de materiales plásticos, para evacuación y saneamiento a presión
Transcript of UNE-EN 1115-3: 1997

TÍTULO
CORRESPONDENCIA
OBSERVACIONES
ANTECEDENTES
normaespañola
UNE-EN 1115-3
Enero 1997
Sistemas de canalización enterrados de materiales plásticos,para evacuación y saneamiento con presión
Plásticos termoestables reforzados con fibra de vidrio (PRFV)basados en resina de poliéster insaturada (UP)
Parte 3: Accesorios
Plastics piping systems for underground drainage and sewerage under presure. Glass-reinforcedthermosetting plastics (GRP) based on unsaturated polyester resin (UP). Part 3: Fittings.
Systèmes de canalisations en plastique pour l'évacuation et l'assainissement enterrés sous pression.Plastiques thermodurcissables renforcés de verre (PRV) à base de résine de polyester non saturé (UP).Partie 3: Raccords.
Esta norma es la versión oficial, en español, de la Norma Europea EN 1115-3 dejunio 1996.
Esta norma ha sido elaborada por el comité técnico AEN/CTN 53 Plásticos yCaucho cuya Secretaría desempeña ANAIP-COFACO.
Editada e impresa por AENORDepósito legal: M 227:1997
© AENOR 1997Reproducción prohibida
LAS OBSERVACIONES A ESTE DOCUMENTO HAN DE DIRIGIRSE A:
Fernández de la Hoz, 52 Teléfono (91) 432 60 0028010 MADRID-España Telefax (91) 310 36 95
21 Páginas
Grupo 15


NORMA EUROPEAEUROPEAN STANDARDNORME EUROPÉENNEEUROPÄISCHE NORM
EN 1115-3Junio 1996
ICS 23.040.20; 23.040.45
Descriptores: Saneamiento, evacuación de aguas, canalización enterrada, canalización a presión, tubo deplástico, plástico reforzado, plástico reforzado con fibra de vidrio, resina termoestable, poliés-ter, accesorio de tubería.
Versión en español
Sistemas de canalización enterrados de materiales plásticos,para evacuación y saneamiento con presión
Plásticos termoestables reforzados con fibra de vidrio (PRFV)basados en resina de poliéster insaturada (UP)
Parte 3: Accesorios
Plastics piping systems for undergrounddrainage and sewerage under presure.Glass-reinforced thermosetting plastics(GRP) based on unsaturated polyesterresin (UP). Part 3: Fittings.
Systèmes de canalisation en plastiquepour l'évacuation et l'assainissemententerrés sous pression. Plastiquesthermodurcissables renforcés de verre(PRV) à base de résine de polyester nonsaturé (UP). Partie 3: Raccords.
Kunststoff-Rohrleitungssysteme fürerdverlegte Druckentwässerung undDruckabwasserleitungen.Glasfaserverstärkte duroplastischeKunststoffe (GFK) auf der Basisvon ungesättigem Polyesterharz(UP). Teil 3: Formstücke.
Esta Norma Europea ha sido aprobada por CEN el 1996-01-14. Los miembros de CEN están sometidos al Regla-mento Interior de CEN/CENELEC que define las condiciones dentro de las cuales debe adoptarse, sin modifica-ción, la Norma Europea como norma nacional.
Las correspondientes listas actualizadas y las referencias bibliográficas relativas a estas normas nacionales, puedenobtenerse en la Secretaría Central de CEN, o a través de sus miembros.
Esta Norma Europea existe en tres versiones oficiales (alemán, francés e inglés). Una versión en otra lengua reali-zada bajo la responsabilidad de un miembro de CEN en su idioma nacional, y notificada a la Secretaría Central, tie-ne el mismo rango que aquéllas.
Los miembros de CEN son los organismos nacionales de normalización de los países siguientes: Alemania, Austria,Bélgica, Dinamarca, España, Finlandia, Francia, Grecia, Irlanda, Islandia, Italia, Luxemburgo, Noruega, PaísesBajos, Portugal, Reino Unido, Suecia y Suiza.
CENCOMITÉ EUROPEO DE NORMALIZACIÓN
European Committee for StandardizationComité Européen de NormalisationEuropäisches Komitee für Normung
SECRETARÍA CENTRAL: Rue de Stassart, 36 B-1050 Bruxelles
© 1996 Derechos de reproducción reservados a los Miembros de CEN.

EN 1115-3:1996 - 4 -
ANTECEDENTES
Esta Norma Europea ha sido elaborada por el Comité Técnico CEN/TC 155 Sistemas de Tuberías yCanalización de Materiales Plásticos, cuya secretaría desempeña NNI.
Esta Norma Europea deberá recibir el carácter de norma nacional, bien por publicación de un textoidéntico, bien por ratificación lo más tarde en Diciembre de 1996 y las normas nacionales en contra-dicción deberán ser retiradas lo más tarde en Diciembre de 1996.
Esta norma es parte de una Norma de Sistema para sistemas de canalización de materiales plásticos,la cual es una norma para los sistemas de canalización enterrados de poliéster reforzado con fibra devidrio, para evacuación y saneamiento con presión.
Las Normas de Sistema están basadas en los resultados de los trabajos realizados por el Comité Téc-nico ISO/TC 138 Tubos, Válvulas y Accesorios de Material Plástico para el Transporte de Fluidos dela Organización Internacional de Normalización (ISO). Las Normas de Sistema se apoyan en diferen-tes normas sobre métodos de ensayo, a las cuales se hace referencia a lo largo de toda la Norma deSistema.
Las Normas de Sistema son coherentes con las normas referentes a los requisitos generales de funcio-namiento y a las prácticas de instalación.
La norma 1115 comprende las partes detalladas a continuación, agrupadas bajo el título general de"Sistemas de canalización enterrados de materiales plásticos, para evacuación y saneamiento con pre-sión. Plásticos termoestables reforzados con fibra de vidrio (PRFV) basados en resina de poliésterinsaturada (UP)":
– Parte 1: Generalidades.
– Parte 2: Tubos con juntas flexibles, de articulación reducida o rígidas.
– Parte 3: Accesorios (esta norma).
– Parte 5: Aptitud de las juntas para su utilización.
– Parte 6: Prácticas de instalación.
– Parte 7: Evaluación de la conformidad.
El diagrama siguiente indica la situación de esta norma dentro del marco CEN de sistemas de canali-zación en materiales plásticos.

- 5 - EN 1115-3:1996
En la fecha de publicación de esta norma, las Normas de Sistema para sistemas de canalización enotros materiales plásticos utilizados para la misma aplicación son las siguientes:
NOTA – Todas las Normas de Sistema indicadas se encuentran en preparación.
EN 1456 – Sistemas de canalización enterrados de materiales plásticos, para evacuación y sanea-miento con presión. Poli(cloruro de vinilo) no plastificado (PVC-U).
EN [155wi017] – Sistemas de canalización enterrados de materiales plásticos, para evacuación y san-eamiento con presión. Polietileno (PE).
EN [155wi136] – Sistemas de canalización en materiales plásticos para evacuación y saneamiento cono sin presión. Plásticos termoestables reforzados con fibra de vidrio (PRFV) basados en resina epoxi(EP).
De acuerdo con las Reglas Internas de CEN/CENELEC, los siguientes países están obligados a adop-tar esta Norma Europea: Alemania, Austria, Bélgica, Dinamarca, España, Finlandia, Francia, Grecia,Irlanda, Islandia, Italia, Luxemburgo, Noruega, Países Bajos, Portugal, Reino Unido, Suecia y Suiza.

EN 1115-3:1996 - 6 -
INTRODUCCI ÓN
La Norma de Sistema, de la cual esta es la Parte 3, especifica los requisitos para un sistema de canalización, asícomo los de sus componentes fabricados en plásticos termoestables reforzados con fibra de vidrio (PRFV) basadosen resina de poliéster insaturada (UP), destinados a evacuación y saneamiento enterrados con presión. La Norma deSistema incluye las prácticas de instalación y los procedimientos para la evaluación de la conformidad.
Actualmente, el comité está preparando otras reglas de diseño, así como los correspondientes procedimientos deensayo, los cuales serán incluidos en el documento una vez estén disponibles (véase capítulo 5).
Esta Parte de la Norma EN 1115, que cubre las características de los accesorios, está destinada para ser utilizada, entreotros, por los usuarios finales, autoridades, ingenieros de diseño, institutos de ensayo y certificación y fabricantes.
1 OBJETO Y CAMPO DE APLICACI ÓN
Esta Parte de la Norma EN 1115 especifica las características de los accesorios fabricados a partir de tubos de plás-tico termoestable reforzado con fibra de vidrio o moldeados, basados en resina de poliéster insaturada (PRFV-UP)destinados a la utilización en evacuación y saneamiento enterrados con presión. Especifica también los parámetrosde ensayo para los métodos de ensayo citados en esta norma.
Se aplica a los accesorios destinados al transporte del agua de superficie o al saneamiento con presión, enterrados,exteriores a los edificios, a temperaturas de hasta 50 º C.
NOTA 1 – Los sistemas de canalización conformes con la Norma EN 1115 también pueden ser utilizados en aplicaciones aéreas, siempre quese considere en el diseño del tubo y de las juntas la influencia del entorno y la de los soportes.
Esta norma especifica los requisitos dimensionales y de funcionamiento para codos, derivaciones, reductores yuniones embridadas fabricadas en PRFV-UP, con o sin capas interiores ("liners") termoplásticas.
NOTA 2 – Cuando se especifique la utili zación de accesorios en fundición dúctil con tubos de PRFV, deberían tomarse las precauciones nece-sarias para asegurar su compatibilidad con los tubos de PRFV.
Esta norma es aplicable a los accesorios fabricados a partir de segmentos de tubo recto, moldeados mediante enrol-lamiento de hilos o velos, laminados manualmente, moldeados por contacto o moldeados por compresión en frío oen caliente.
NOTA 3 – Los requisitos de funcionamiento de diferentes tipos de juntas de PRFV se dan en la Norma EN 1115-5.
2 NORMAS PARA CONSULTA
Esta Norma Europea incorpora disposiciones de otras publicaciones por su referencia, con o sin fecha. Estas refe-rencias normativas se citan en los lugares apropiados del texto de la norma y se relacionan a continuación. Las re-visiones o modificaciones posteriores de cualquiera de las publicaciones citadas con fecha, sólo se aplican a estaNorma Europea cuando se incorporan mediante revisión o modificación. Para las referencias sin fecha se aplica laúltima edición de esa publicación.
EN 63 – Plásticos reforzados con fibra de vidrio. Determinación de las características de flexión. Método de lostres puntos de apoyo.
prEN 496 – Sistemas de canalización en materiales plásticos. Tubos y accesorios plásticos. Medición de las dimen-siones e inspección visual de las superficies.
prEN 1115-1 – Sistemas de canalización enterrados de materiales plásticos, para evacuación y saneamiento conpresión. Plásticos termoestables reforzados con fibra de vidrio (PRFV) basados en resina de poliéster insaturada(UP). Parte 1: Generalidades.

- 7 - EN 1115-3:1996
prEN 1115-2 – Sistemas de canalización enterrados de materiales plásticos, para evacuación y saneamiento conpresión. Plásticos termoestables reforzados con fibra de vidrio (PRFV) basados en resina de poliéster insaturada(UP). Parte 2: Tubos con juntas flexibles, de articulación reducida o rígidas.
EN 1115-5 – Sistemas de canalización enterrados de materiales plásticos, para evacuación y saneamiento con pre-sión. Plásticos termoestables reforzados con fibra de vidrio (PRFV) basados en resina de poliéster insaturada (UP).Parte 5: Aptitud de las juntas para su utilización.
prEN 1515-1 – Bridas y sus juntas. Selección de la tornillería.
3 MATERIAL
El material utilizado en la fabricación del accesorio debe ser conforme al proyecto de norma europea prEN 1115-1.
4 ASPECTO
Las superficies, interna y externa, deben estar exentas de cualquier irregularidad que pueda alterar la capacidad delaccesorio o junta para satisfacer otros requisitos de la EN 1115.
5 CARACTERÍSTICAS MECÁNICAS DE LOS ACCESORIOS
Los accesorios deben estar diseñados y fabricados de acuerdo con las reglas de diseño adecuadas, con el fin de obtenerun funcionamiento mecánico igual o superior al del tubo de PRFV de la misma clase de presión y rigidez, una vezinstalados en un sistema de canalización, y, si procede, sujetados mediante macizos de anclaje o encastrados.
Las secciones de los codos, derivaciones y reductores fabricados a partir de segmentos de tubo, deben ser in-gletados, pegados y reforzados exteriormente y, si es necesario, interiormente.
NOTA – En 11.3 se dan requisitos adicionales para la parte cónica de los reductores.
6 ESTANQUIDAD DE LOS ACCESORIOS INSTALADOS
El accesorio y la junta, una vez instalados en el sistema de canalización, deben ser capaces de soportar una presiónde 1,5 veces la presión nominal, [PN], en bar, sin fugas ni daños visibles.
7 RESISTENCIA QUÍMICA A LARGO PLAZO DE LOS ACCESORIOS
Los accesorios de PRFV deben estar diseñados y fabricados para tener una resistencia al ataque químico, desde elinterior, que no sea inferior a los requisitos exigidos a los tubos de PRFV para la aplicación correspondiente.
8 MEDICI ÓN DE LAS DIMENSIONES
Las dimensiones de los accesorios de PRFV-UP se deben determinar a la temperatura especificada en elprEN 1115-1. Las mediciones se deben realizar de acuerdo con el prEN 496, o utilizando cualquier otro métodocon una precisión suficiente para determinar la conformidad a los límites aplicables.

EN 1115-3:1996 - 8 -
9 CODOS
9.1 Clasificación de los codos
9.1.1 Generalidades. Los codos deben designarse haciendo referencia a los puntos siguientes:
a) tamaño nominal (DN);
b) serie de diámetros;
c) clase de presión (PN);
d) clase de rigidez (SN);
e) tipo de junta;
f) ángulo del accesorio;
g) tipo de codo;
h) especificación del tubo, si procede.
9.1.2 Tamaño nominal. El tamaño nominal, DN, del accesorio debe ser el del tubo al cual se pretende montardicho accesorio en el sistema de canalización, y debe ser uno de los tamaños nominales dados en el prEN 1115-2.
9.1.3 Serie de diámetros. La serie de diámetros del accesorio debe ser la misma que la serie de diámetros deltubo al cual se pretende montar dicho accesorio en el sistema de canalización, y debe ser conforme con elprEN 1115-2.
9.1.4 Clase de presión. La clase de presión, PN, del accesorio debe seleccionarse a partir de los valores dados enel prEN 1115-1.
9.1.5 Clase de rigidez. La clase de rigidez, SN, del accesorio debe seleccionarse a partir de los valores dados enel prEN 1115-1 (véase también capítulo 14).
9.1.6 Tipo de junta. El tipo de junta se debe designar como rígido, flexible o de articulación reducida, según seael caso, de acuerdo con el capítulo 13.
9.1.7 Tipo de codo. El tipo de codo se debe designar como moldeado o fabricado a partir de segmentos de tubo,tal como se muestra en las fig. 1 y fig. 2.
9.1.8 Compatibilidad entre tubo y accesorio. El tipo de tubo o tubos con los cuales se pretende utilizar el acce-sorio, debe designarse, si se requiere, haciendo referencia al prEN 1115-2.
9.2 Dimensiones y tolerancias de los codos
9.2.1 Tolerancia del diámetro. La tolerancia del diámetro del codo en las posiciones de las juntas deben ser con-formes al prEN 1115-2.
9.2.2 Ángulo del accesorio y tolerancia angular. El ángulo del accesorio, θ, en grados, debe ser el cambio an-gular de dirección del eje del codo (véanse fig. 1 y fig. 2).
La desviación del cambio real de dirección de un codo respecto al ángulo designado del accesorio, no debe excederla deflexión angular máxima de la junta con la cual será utilizado.
NOTA – En interés de una racionalización, los valores recomendados para los ángulos de los accesorios para los codos son 11,25º ; 15º ; 22,5º ;30º ; 45º ; 60º y 90º , aunque pueden suministrarse ángulos de accesorios distintos mediante acuerdo entre el cliente y el fabricante

- 9 - EN 1115-3:1996
9.2.3 Radio de curvatura
9.2.3.1 Codos moldeados. El radio de curvatura para los codos moldeados (véase fig. 1) no debe ser inferior altamaño nominal, DN, en milímetros, del tubo con el que debe ser montado en el sistema de canalización.
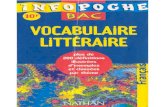
L es la longitud efectiva del codo
LB es la longitud del cuerpo del codo
LI es la profundidad de inserción de la junta
R es el radio de curvatura
θ es el ángulo del accesorio
Fig. 1 – Codo moldeado típico
9.2.3.2 Codos fabricados a partir de segmentos. Los codos obtenidos a partir de segmentos de tubo recto (véasefig. 2) no deben dar mas de 30º grados de variación angular entre cada segmento del codo. La base de cada seg-mento debe tener una longitud suficiente, adyacente a cada unión, para poder emplazar el laminado de refuerzoexterior.
El radio de curvatura de los codos obtenidos a partir de segmentos (véase fig. 2) no debe ser inferior al tamañonominal, DN, del tubo, en milímetros.

EN 1115-3:1996 - 10 -
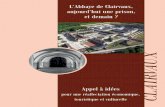
L es la longitud efectiva del codo
LB es la longitud del cuerpo del codo
LI es la profundidad de inserción de la junta
R es el radio de curvatura
α es el ángulo del segmento
θ es el ángulo del accesorio
Fig. 2 – Codo típico fabricado a partir de segmentos
9.2.4 Longitud
9.2.4.1 Generalidades. Las longitudes de cada codo dependen del ángulo designado del accesorio, del radio decurvatura y de la longitud de cualquier extensión lineal prevista para la unión o para otra finalidad. Las dimensio-nes declaradas o especificadas de la longitud efectiva, L, (véase 9.2.4.2) deben ser conformes a las tolerancias da-das en 9.2.4.4.
Las longitudes del cuerpo recomendadas se deben tomar de la tabla 1, para los codos moldeados (véase fig. 1), ode la tabla 2, para los codos fabricados por segmentos (véase fig. 2). Pueden utilizarse otras dimensiones distintas alas dadas en las tablas mediante acuerdo entre el cliente y el fabricante.

- 11 - EN 1115-3:1996
Tabla 1
Longitudes del cuerpo, LB , recomendadas para codos moldeados (véase fig. 1)
Longitudes en milímetros
DNÁngulo del accesorio, θ
90º 60º 45º 30º 22,5º 15º 11,25º
100125150200250300350400450500600700800900
1 000
155190230305380455530605680755905
1 0551 2051 3551 505
90110135180225265310350395440525615700785875
658095
130160190225255285315380440505565670
45556585
105125145165185205245290330370410
354050658095
110125140155185215245275305
253035455565758595
105125145165185200
2020253545506065708095
105125140155
Tabla 2
Longitudes del cuerpo, LB , recomendadas para codosfabricados a partir de segmentos (véase fig. 2)
Longitudes en milímetros
DNÁngulo del accesorio, θ
90º 60º 45º 30º 22,5º 15º 11,25º
200250300350400450500600700800900
1 000
300375450525600675750900
1 0501 2001 3501 500
173217260303346390433520606693779866
124155186217249280311373435497559621
80100121141161181201241281322362402
607590
104119134149179209239269298
40505969798999
118138158178197
3037445259667489
103118133148
9.2.4.2 Longitud efectiva. La longitud efectiva, L, del codo debe ser la distancia, desde uno de sus extremos,excluyendo la profundidad de inserción del extremo macho, cuando se trate de un extremo hembra, proyectada a lolargo del eje que va desde ese extremo del codo al punto de intersección con el eje del otro extremo del mismo.
Para un extremo hembra de un codo, la longitud efectiva, L, es la misma que la longitud del cuerpo, LB (véasefig. 1). Para un extremo macho de un codo, la longitud efectiva, L, es la longitud del cuerpo, LB, más la profun-didad de inserción de la junta, LI, (véase fig. 2).

EN 1115-3:1996 - 12 -
9.2.4.3 Longitud del cuerpo. La longitud del cuerpo, LB, del codo debe ser la distancia, desde uno de sus extre-mos, excluyendo la profundidad de inserción de la junta, LI, proyectada a lo largo del eje que va desde ese extremodel codo al punto de intersección con el eje del otro extremo del mismo.
9.2.4.4 Tolerancias de la longitud efectiva. Para codos moldeados, las desviaciones admisibles de la longitudefectiva deben ser de ± 25 mm.
Para codos fabricados a partir de segmentos, las desviaciones admisibles de la longitud efectiva deben ser de± 15 mm multiplicado por el número de ingletes del codo.
10 DERIVACIONES
10.1 Clasificación de las derivaciones
10.1.1 Generalidades. Los derivaciones deben designarse haciendo referencia a los puntos siguientes:
a) tamaño nominal (DN);
b) serie de diámetros;
c) clase de presión (PN);
d) clase de rigidez (SN);
e) tipo de junta;
f) ángulo del accesorio (90º );
g) tipo de derivación (en "T");
h) especificación del tubo, si procede.
10.1.2 Tamaño nominal. El(los) tamaño(s) nominal(es), DN, del accesorio debe(n) ser el(los) mismo(s) queel(los) de los tubos a los cuales se pretende montar dicho accesorio en el sistema de canalización, y debe(n) serconforme(s) a los tamaños nominales dados en el prEN 1115-2.
10.1.3 Serie de diámetros. La serie de diámetros del accesorio debe ser la misma que la serie de diámetros delos tubos a los cuales se pretende montar dicho accesorio en el sistema de canalización y debe expresarse de acuer-do con el prEN 1115-2.
10.1.4 Clase de presión. La clase de presión, PN, del accesorio debe seleccionarse a partir de los valores dadosen el prEN 1115-1.
10.1.5 Clase de rigidez. La clase de rigidez, SN, del accesorio debe seleccionarse a partir de los valores dadosen el prEN 1115-1 (véase también capítulo 14).
10.1.6 Tipo de junta. El tipo de junta se debe designar como rígido, flexible o de articulación reducida, segúnsea el caso, de acuerdo con el capítulo 13.
10.1.7 Ángulo del accesorio. El ángulo del accesorio, θ, en grados, debe ser el cambio angular de dirección delos ejes de la derivación (véase fig. 3). Debe ser 90º .
10.1.8 Tipo de derivación. Los tipos de derivaciones típicos se muestran en la fig. 3.

- 13 - EN 1115-3:1996
Fig. 3 – Derivación en "T"
10.1.9 Compatibilidad entre tubo y accesorio. El tipo de tubo o tubos con los cuales se pretende utilizar el ac-cesorio debe designarse, si se requiere, haciendo referencia al prEN 1115-2.
10.2 Dimensiones y tolerancias de las derivaciones
10.2.1 Tolerancia del diámetro. La tolerancia del diámetro de la derivación, en las posiciones de las juntas, debeser conforme con el prEN 1115-2.
10.2.2 Tolerancia angular. La desviación del cambio real de dirección de la derivación, respecto al ángulo desig-nado del accesorio, no debe exceder la deflexión angular máxima de la junta con la cual será utilizado.
10.2.3 Longitud
10.2.3.1 Generalidades. Esta norma solamente cubre los requisitos dimensionales de las derivaciones en "T"iguales a 90º . Pueden utilizarse dimensiones distintas a las especificadas mediante acuerdo entre el cliente y el fa-bricante.
10.2.3.2 Longitud del cuerpo. La longitud del cuerpo, LB (véase fig. 3) del tubo principal debe ser la distanciadesde uno de los extremos del tubo principal al otro extremo de dicho tubo, excluyendo las profundidades de inser-ción de la junta, LI, donde sea aplicable.
10.2.3.2.1 Derivaciones en "T" moldeadas. La longitud del cuerpo, LB, para las derivaciones en "T" igualesmoldeadas debe ser como se indica en la tabla 3.

EN 1115-3:1996 - 14 -
Tabla 3
Derivaciones en "T" iguales moldeadas
DN LB
mm DN LB
mm
100 206 450 650
125 220 500 700
150 290 600 800
200 360 700 900
250 430 800 1 000
300 510 900 1 120
350 540 1 000 1 220
400 590
10.2.3.2.2 Derivaciónes en "T" fabricadas a partir de segmentos. Para las derivaciones en "T" iguales fabrica-das a partir de segmentos, la longitud del cuerpo, LB, debe ser como sigue:
– 750 mm para DN ≤ 250;
– 1 250 mm para 250 < DN ≤ 600;
– 1 750 mm para 600 < DN ≤ 1 000.
10.2.3.3 Longitud de desviación. La longitud de desviación, BB (véase fig. 3), de la derivación debe ser la dis-tancia desde el extremo del tubo del ramal, excluyendo, donde proceda, la profundidad de inserción del extremomacho, cuando se trate de un extremo hembra, al punto de intersección del eje del accesorio con la prolongacióndel eje del tubo del ramal.
La longitud de desviación, BB, de una derivación en "T" igual debe ser el 50% de la longitud del cuerpo, LB.
10.2.3.4 Longitud efectiva. Para una derivación que contenga un extremo hembra, la longitud efectiva, L (véasefig. 3), es la misma que la longitud del cuerpo, LB. Para una derivación que contenga un extremo macho, la lon-gitud efectiva, L, es la longitud del cuerpo, LB, más la profundidad de inserción de la junta, LI.
10.2.3.5 Tolerancias de la longitud
10.2.3.5.1 Derivaciones para la utilización de juntas rígidas. Las tolerancias de la longitud de desviación y dela longitud del cuerpo de la derivación, respecto de los valores declarados por el fabricante, deben ser las indicadasen la tabla 4.
Tabla 4
Tolerancias de las longitudes de las derivaciones utilizadas con juntas rígidas
Tamaño nominalTolerancia admisible enla longitud especificada
mm
100300600
≤ [DN] ≤ ≤[DN] <≤ [DN] ≤
300 600
1 000
± 1,5
± 2,5
± 4,0
10.2.3.5.2 Derivaciones para la utilización de juntas flexibles. Las tolerancias de la longitud de desviación y dela longitud del cuerpo del accesorio, respecto de los valores declarados por el fabricante, deben estar dentro de± 25 mm o del ± 1%, el mayor de ambos.

- 15 - EN 1115-3:1996
11 REDUCTORES
11.1 Clasificación de los reductores
11.1.1 Generalidades. Los reductores deben designarse haciendo referencia a los puntos siguientes:
a) tamaño nominal (DN);
b) serie de diámetros;
c) clase de presión (PN);
d) clase de rigidez (SN);
e) tipo de junta;
f) tipo de reductor;
g) especificación del tubo, si procede.
11.1.2 Tamaño nominal. Los tamaños nominales, DN, del reductor deben ser los mismos que los de los tubos alos cuales se pretende montar dicho accesorio en el sistema de canalización y deben ser conformes a los tamañosnominales dados en el prEN 1115-2.
11.1.3 Serie de diámetros. La serie de diámetros del accesorio debe ser la misma que la serie de diámetros delos tubos a los cuales se pretende montar dicho accesorio en el sistema de canalización y debe expresarse de acuer-do con el prEN 1115-2.
11.1.4 Clase de presión. La clase de presión, PN, del accesorio debe seleccionarse a partir de los valores dadosen el prEN 1115-1.
11.1.5 Clase de rigidez. La clase de rigidez, SN, del accesorio debe seleccionarse a partir de los valores dadosen el prEN 1115-1 (véase también capítulo 14).
11.1.6 Tipo de junta. El tipo de junta se debe designar como rígido, flexible o de articulación reducida, segúnsea el caso, de acuerdo con el capítulo 13.
11.1.7 Tipo de reductor. El tipo de reductor se debe designar como concéntrico o excéntrico, tal como se mues-tra en la fig. 4.

EN 1115-3:1996 - 16 -
L es la longitud efectiva del reductor
LB es la longitud del cuerpo del reductor
LI es la profundidad de inserción de la junta
Lt es la longitud de la sección cónica
Fig. 4 – Reductores concéntrico y excéntrico
11.1.8 Compatibilidad entre tubo y accesorio. El tipo de tubo o tubos con los cuales se pretende utilizar el ac-cesorio deben designarse, si se requiere, haciendo referencia al prEN 1115-2.
11.2 Dimensiones y tolerancias de los reductores
11.2.1 Tolerancia del diámetro. Las tolerancias de los diámetros del reductor, en las posiciones de las juntas, de-ben ser conformes con el prEN 1115-2.
11.2.2 Espesor de la pared. El espesor de la pared de la sección cónica del reductor no debe ser inferior al mayorde los dos valores siguientes:
a) la dimensión dada en la tabla 5, donde el tamaño nominal, DN, es el de la parte recta denominada DN1 en lafig. 4;
b) el espesor determinado por la siguiente ecuación:
donde
p es la presión interna correspondiente a la presión nominal, expresada en bar;
di es el diámetro interior de la parte recta denominada DN1 en la fig. 4, en milímetros;
emín es el espesor mínimo de la pared de la sección cónica, en milímetros;
σf es la resistencia a la flexión a corto plazo de la sección cónica (véase 11.3), en newton por milímetro cuadrado.

- 17 - EN 1115-3:1996
Tabla 5
Espesor mínimo de la pared para los reductores (véase 11.3)
Tamaño Nominal
DN1
Espesor mínimode la pared
mm
Tamaño Nominal
DN1
Espesor mínimode la pared
mm
80100125150200250
3,03,03,03,03,03,0
130014001500160017001800
12,413,314,315,216,217,1
300350400450500600
3,03,54,04,55,06,0
190020002100220023002400
18,119,020,020,921,922,8
700800900
1 0001 1001 200
6,77,68,69,5
10,511,4
250026002700280029003000
23,824,725,726,627,628,5
Si un fabricante desea utilizar espesores inferiores a los indicados en este apartado debe, en este caso, verificar/pro-bar que el funcionamiento del laminado es proporcionalmente más elevado que los valores dados en 11.3
11.2.3 Longitud
11.2.3.1 Generalidades. Las longitudes, LB, LI, Lt, de la fig. 4 deben ser declaradas por el fabricante y debenestar sujetas a las tolerancias indicadas en 11.2.3.5.
11.2.3.2 Longitud efectiva. La longitud efectiva, L, del reductor debe ser la longitud total, excluyendo, dondesea aplicable, la profundidad de inserción del extremo macho, cuando se trate de un extremo hembra.
11.2.3.3 Longitud del cuerpo. La longitud del cuerpo, LB, (véase fig. 4) del reductor debe ser la longitud a lolargo del eje completo del accesorio, excluyendo las profundidades de inserción, LI, de los extremos macho y hem-bra, según sea aplicable.
11.2.3.4 Longitud de la sección cónica. La longitud, Lt, (véase fig. 4) no debe ser inferior a 2,5 x ([DN1] - [DN2]),expresada en milímetros.
Pueden utilizarse longitudes superiores a éstas mediante acuerdo entre el cliente y el fabricante.
11.2.3.5 Tolerancias de la longitud. Las tolerancias admitidas en las longitudes declaradas por el fabricante debenser de ± 50 mm.

EN 1115-3:1996 - 18 -
11.3 Características mecánicas de la sección cónica del reductor
Para verificar las propiedades del laminado empleado en la sección cónica del reductor, deben fabricarse unos paneleslaminados con los mismos materiales y estructura utilizados en la construcción de dicha sección cónica. Las muestrastomadas de los paneles, cuando se ensayan según la Norma EN 63, deben tener un módulo de elasticidad circunferenciala corto plazo de, como mínimo, 8 000 N/mm2 y una resistencia a la flexión circunferencial a corto plazo, σf, de, comomínimo, 80 N/mm2.
12 BRIDAS
12.1 Clasificación
12.1.1 Generalidades. Las bridas deben designarse haciendo referencia a los puntos siguientes:
a) tamaño nominal (DN);
b) serie de diámetros;
c) clase de presión (PN);
d) clase de rigidez (SN);
e) tipo de junta;
f) taladrado de la brida;
g) especificación del tubo, si procede.
12.1.2 Tamaño nominal. El tamaño nominal, DN, del accesorio debe ser el del tubo al cual se pretende montar dichoaccesorio en el sistema de canalización, y debe ser uno de los tamaños nominales dados en el prEN 1115-2.
12.1.3 Serie de diámetros. La serie de diámetros del accesorio debe ser la misma que la serie de diámetros de lostubos a los cuales se pretende montar dicho accesorio en el sistema de canalización, y debe expresarse de acuerdo conel prEN 1115-2.
12.1.4 Clase de presión. La clase de presión, PN, del accesorio debe seleccionarse a partir de los valores dados enel prEN 1115-1.
12.1.5 Clase de rigidez. La clase de rigidez, SN, del accesorio debe seleccionarse a partir de los valores dados enel prEN 1115-1 (véase también capítulo 14).
12.1.6 Tipo de junta. El tipo de junta utilizada adicionalmente a la brida se debe designar como rígido, flexible ode articulación reducida, según sea el caso, de acuerdo con el capítulo 13.
12.1.7 Designación de la brida. La brida se debe designar de acuerdo con las normas europeas adecuadas y con elprEN 1515-1, si está fabricada en PRFV (véase fig. 5).

- 19 - EN 1115-3:1996
Fig. 5 – Brida típica
12.1.8 Compatibilidad entre tubo y accesorio. El tipo y clasificación del tubo o tubos con los cuales se pretendeutilizar el accesorio, deben designarse, si procede, haciendo referencia al prEN 1115-2.
12.2 Dimensiones y tolerancias de las bridas
12.2.1 Tolerancia del diámetro. Las tolerancias de los diámetros de las bridas deben ser conformes con elprEN 1115-2, si procede.
12.2.2 Espesor de la pared. El espesor de la pared de la brida no debe ser, en ningún punto, inferior al espesormínimo de la pared del tubo con el cual se pretende utilizar.
12.2.3 Longitud
12.2.3.1 Longitud axial. La longitud, L, de la brida no debe ser inferior a los valores dados en la tabla 6. El valorreal de la longitud debe ser declarado por el fabricante.
Tabla 6
Longitud mínima de las bridas
DNL
mmDN
Lmm
DNL
mm
100 100 300 250 600 350
125 150 350 250 700 400
150 150 400 300 800 400
200 200 450 300 900 450
250 200 500 350 1 000 500
NOTA – La longitud de la brida depende del diámetro, de los requisitos de carga ydel método de fabricación.
12.2.3.2 Tolerancias de la longitud. La tolerancia admitida en la longitud de las bridas debe ser la indicada en latabla 7.

EN 1115-3:1996 - 20 -
Tabla 7
Tolerancias admisibles de la longitud
DNTolerancia admisible de
la longitud declaradamm
[DN] ≤ 400 ± 2
400 < [DN]≤ 600 ± 5
600 < [DN] ± 10
13 JUNTAS
13.1 Tipos de juntas
Los tipos de juntas a utilizar con los accesorios tratados en esta Parte de la Norma EN 1115, deben ser conformes conel prEN 1115-1.
13.2 Movimientos en las juntas
NOTA – Las definiciones de los movimientos en las juntas se dan en el prEN 1115-1.
13.3 Elemento de estanquidad
El elemento de estanquidad no debe tener ningún efecto perjudicial sobre las propiedades del tubo, y no debe impediral conjunto sometido a ensayo satisfacer los requisitos de funcionamiento especificados en la EN 1115-5.
13.4 Adhesivos
Si se utilizan adhesivos, deben ser los especificados por el fabricante de los componentes previstos para la junta. Elfabricante debe asegurar que los adhesivos no tendrán ningún efecto perjudicial sobre el accesorio ni impedirán alconjunto sometido a ensayo satisfacer los requisitos de funcionamiento de la EN 1115-5.
14 RIGIDEZ
Para un material dado, un accesorio que tenga un espesor de pared y una construcción iguales a los de un tubo delmismo diámetro, tendrá una rigidez igual o superior a la del tubo. Ello se debe a la geometría del accesorio. Por lotanto, no será necesario someter dichos accesorios a ensayo.
15 MARCADO
15.1 Los detalles del marcado deben imprimirse o formarse directamente sobre el accesorio, de manera que dichomarcado no sea el inicio de fisuras o de otro tipo de fallo.
15.2 Si se utiliza un método de impresión, el color de la información impresa debe diferir del color básico delproducto, y de manera tal que el marcado debe ser legible sin ningún tipo de aumento.

- 21 - EN 1115-3:1996
15.3 El marcado que se detalla a continuación debe efectuarse sobre el exterior de cada accesorio y, en el caso detratarse de accesorios de DN 600 o mayores, dicho marcado debe efectuarse también sobre la superficie interior:
a) marca de calidad normalizada, si procede;
b) el número de esta norma;
c) el tamaño nominal, DN, y la serie de diámetros, por ejemplo, A, B1, B2 (véase prEN 1115-2);
d) para los codos o derivaciones, el ángulo designado del accesorio;
e) la clase de rigidez, de acuerdo con el prEN 1115-1;
f) la clase de presión, de acuerdo con el prEN 1115-1;
g) el tipo de junta (véase 13.1);
h) una letra “H”, indicando la aptitud para el uso en instalaciones aéreas, si procede;
i) el nombre o identificación del fabricante;
j) la fecha o el código de fabricación;
k) una letra “R”, para indicar la aptitud del accesorio para ser utilizado con una junta rígida, si procede;
l) una letra “C”, para indicar que el accesorio es resistente a la corrosión.
NOTA – Si se exige legalmente, debe incluirse la marca CE en el marcado.

Dirección Fernández de la Hoz, 5228010 Madrid-España
Teléfono (91) 432 60 00 Telefax (91) 310 36 95 Telegrama AENOR