
UDDEHOLM VANCRON 40 · d’élaboration de l’acier une opération supplémentaire d ... Analyse C...
13
UDDEHOLM VANCRON ® 40
Transcript of UDDEHOLM VANCRON 40 · d’élaboration de l’acier une opération supplémentaire d ... Analyse C...

UDDEHOLM VANCRON® 40

SS-EN ISO 9001SS-EN ISO 14001
Ces informations sont basées sur l’état actuel de nos connaissances et sont destinéesà donner des indications générales sur nos produits et leurs utilisations. Elles ne peuventen aucun cas être considérées comme une garantie de propriétés spécifiques du produitdécrit, ni une garantie qu’ilsoit adapté à une application spécifique.
Classement selon la Directive EU 1999/45/ECPour plus d’information, voir nos fiches de données de sécurité (MSDS)
Edition: 3, 09.2007Il arrive fréquemment que la version la plus récente des brochures soit en anglais ;elles sont disponibles sur notre site www.uddeholm.com.
UDDEHOLM VANCRON 40
3
UDDEHOLM VANCRON 40
L’Uddeholm Vancron 40 est un acier à l’azote obtenu par la métallurgie des
poudres à « revêtement de surface » intégré. La surface de l’outil présente par
conséquent un très faible coefficient de frottement qui permet de réduire
l’adhésion et le collage des matériaux mous.
Dans le cas de travail à froid sévère tel que l’emboutissage d’aluminium, d’aciers
inoxydables ou d’aciers doux, l’outil est principalement confronté à des problè-
mes de collage et d’usure adhésive. C’est aussi parfois le cas lors d’opérations de
compactage de poudres, d’extrusion à froid ou de découpage/cisaillage de
matériaux variés. Pour faire face à ce genre de problèmes, on a souvent recours
à différents types de dépôts tels que les CVD, les PVD ou les TD (Toyota
Diffusion).
L’Uddeholm Vancron 40 permet de supprimer ces revêtements coûteux et de
gagner un temps précieux. En effet, nous avons ajouté au processus habituel
d’élaboration de l’acier une opération supplémentaire d’enrichissement en azote.
Grâce à un effort important de développement, Uddeholm est aujourd’hui en
mesure de proposer un acier à outils fritté radicalement nouveau, doté d’un
revêtement interne très particulier.
Les pièces produites à partir d’outils réalisés en Uddeholm Vancron 40 seront
de qualité supérieure et constante, particulièrement au niveau des surfaces. Le
rendement des équipements de production, moins touchés par les incidents et
les arrêts, sera amélioré et les délais fiabilisé. D’autres améliorations sont
également appréciables, telles qu’une maintenance allégée, possible en interne, et
une augmentation de la durée de vie totale de l’outil.
Par ailleurs, l’outilleur pourra réaliser un outil de haute qualité qui ne nécessite
aucun traitement de surface, ce qui signifie des délais de livraison plus courts et
une plus grande liberté pour les mises au point après le traitement thermique.
Globalement, un outil réalisé en Uddeholm Vancron 40 offre la possibilité d’une
qualité constante de la première à la dernière pièce produite tout en facilitant le
respect des délais de livraison.

4
UDDEHOLM VANCRON 40
Propriétésessentielles d’un acierà outillagePour obtenir de bonnesperformancesDans de nombreuses applications de travail àfroid, les outillages subissent un traitement desurface de façon à éviter l écaillage et l’ usureadhésive.
De plus, il est important d’avoir une duretéadaptée aux applications, de même qu’uneductilité et une ténacité suffisantes pour éviterune détérioration prématurée en raison d’unécaillage ou de fissurations.
Le Uddeholm Vancron 40 est un acier à outildopé à l’azote obtenu par la métallurgie despoudres qui présente une excellente combinai-son de résistance à l’écaillage et de résistance àl’usure adhésive.
Pour fabriquer l’outillage• Usinabilité• Traitement thermique• Rectification• Stabilité dimensionnelle au traitement
thermique• Traitement de surface
La fabrication d’un outillage à partir d’aciersfortement alliés reste souvent plus problémati-que pour l’usinage et le traitement thermiquequ’avec des nuances plus faiblement alliées.Bien sûr, cela peut augmenter le coût de fabri-cation de l’outillage.
Obtenu par la métallurgie des poudres lorsde son élaboration, le Uddeholm Vancron 40présente une usinabilité bien supérieure à cellede nuances identiques fabriquées par desmoyens conventionnels et à celle de certainsaciers d’outillage fortement alliés pour travail àfroid.
La stabilité dimensionnelle du UddeholmVancron 40 lors du traitement thermique estexcellente et constante en comparaison desaciers fortement alliés élaborés de façon tradi-tionnelle.
Par sa forte teneur en nitrures de vanadiumà bas coefficient de frottement, le UddeholmVancron 40 (acier dopé à l’azote) a été conçupour être utilisé sans aucun revêtements desurfaces.
GénéralitésLe Uddeholm Vancron 40 est un acier allié auCr-Mo-W-V-N pour l’outillage à froid qui secaractérise par :• une résistance très importante à l’usure
adhésive• une résistance élevée à l’écaillage• une excellente résistance à l’écaillage et à la
fissuration• une forte résistance à la compression• d’excellentes propriétés pour la trempe à
cœur• une très bonne stabilité dimensionnelle à la
trempe• une excellente résistance au revenu• des propriétés adaptées à l’usinage par
électro-érosion
Analyse C N Si Mn Cr Mo W Vchimique % 1,1 1,8 0,5 0,4 4,5 3,2 3,7 8,5
Spécificationnormalisée Aucune
Etat delivraison Recuit doux à approximativement 300 HB
Codecouleur Or/bleu foncé
ApplicationsLe Uddeholm Vancron 40 est un acierd’outillage pour travail à froid qui présented’excellentes qualités de résistance à l’écaillageet à l’usure par adhérence, ce qui le rend parti-culièrement bien adapté à des conditions defabrication sévères et/ou à de longues cam-pagnes de fabrication. Les matériaux pour cesapplications sont souvent tendres/adhérents,comme l’acier inoxydable austénitique ou ferri-tique, l’acier doux, le cuivre, l’aluminium, etc.
Le Uddeholm Vancron 40 s’impose danstoutes les applications de travail à froid pourlesquelles les mécanismes de détériorationsont principalement l’usure par adhérence etl’écaillage.
Parmi les applications courantes, on peut citer :
• découpage et formage• extrusion à froid• emboutissage profond• compression des poudres• une alternative aux revêtements de surface• une alternative aux métaux durs et aux
Ferro-TiC (lorsqu’on les utilise pour éviter lecollage).

UDDEHOLM VANCRON 40
5
Traitement thermiqueRecuit douxProtéger l’acier et chauffer à cœur à 900°C.Refroidir ensuite dans le four à raison de10°C/h jusqu’à 650°C, puis à l’air libre.
Recuit de détenteAprès ébauche, l’outil doit être chauffé à cœurà 600–700°C pendant 2 heures. Refroidirlentement jusqu’à 500°C, puis à l’air libre.‘
TrempeLa trempabilité du Uddeholm Vancron 40 estidentique à celle du Uddeholm Vanadis 23, cequi garantit d’excellentes propriétés de trempeà cœur lors d’une trempe en bain de sel oud’une trempe au gaz en four sous videPré-chauffe en deux étapes : 600–650°C et 850–900°C.Température d’austénitisation : 1000–1100°C,généralement 1020°C.Temps de maintien à température : 30 minutes(10 minutes à 1100°C.
L’outil devra être protégé de la décarburation etde l’oxydation lors de la trempe.
Le Uddeholm Vancron 40 offre une large plagede duretés après traitement thermique. Pourobtenir une dureté entre 58–65 HRC, latempérature d’austénitisation est compriseentre 950 à 1100°C. La température recom-mandée pour l’austénitisation est de 1020°Cavec un temps de maintien de 30 minutes suivid’une trempe et de 3 revenus d’une heure à560°C, ce qui donne une dureté d’environ60–62 HRC.
Résilience sur éprouvettenon entailléeLes valeurs de résilience sur éprouvettes nonentaillées pour les Uddeholm Vanadis 6,Uddeholm Vancron 40, Uddeholm Vanadis 10et AISI D2 sont données ci-dessous.
Résilience sur éprouvette non entaillée, J40
30
20
10
VANADIS 6 VANCRON 40 VANADIS 10 AISI D2
60 HRC
Dureté, HRC66
64
62
60
58
56 950 1000 1050 1100
Température d’austénitisation °C
PropriétésPropriétés physiquesAprès trempe et revenu à une dureté de61 HRC.
Temps à température = 560°C / 3 x 1h
Température 20°C 200°C 400°C
Densitékg/m3 7 700 – –
Module d’élasticitéMPa 209 000 201 500 195 000
Coefficientede dilatationthermique par °Cà partir de 20°C – 11,1 x 10–6 11,9 x 10–6
Conductivitéthermique
W/m •°C – 21 ±2 25 ±0,5
Chaleur spécifiqueJ/kg °C 460 – –
Résistance à la compressionLa valeurs approximatives de résistance à lacompression en fonction de la dureté sontdonnées dans le tableau ci-dessous.
Dureté Limité de résistance à la compressionHRC Rc0,2 (MPa)
58 220060 250062 270064 3000

6
UDDEHOLM VANCRON 40
Air cooling ofbars, Ø mm
1 10 100 1 000 10 000 100 000 Seconds
1 10 100 1 000
1 10 100 Hours
0.2 1.5 10 90 600
Minutes
1100
1000
900
800
700
600
500
400
300
200
100
°C
CoolinCurveNo.
Austenitizing temperature 1050°CHolding time 30 min.
Ms
7654321
Carbides
fA 1c
= 880°C
= 830°Cs
A 1c
Pearlite
Bainite
1
2
3
4
5
6
7
Seconds1 10 100 1 000 10 000 100 000
1 10 100 1 000
1 10 100 Hours
Minutes
1100
1000
900
800
700
600
500
400
300
200
100
°C
Austenitizing temperature 1050°CHolding time 30 min.
fA 1c
= 880°C
= 830°Cs
A 1c
Martensite
Carbides Pearlite
Bainite
Temp. Temps Dureté°C Heures HV10
750 4,9 354
725 1,6 383
700 14,1 383
650 14,5 433
600 63,3 613
400 8,1 946
350 6,5 657
300 7,7 620
250 2,0 933
200 20,1 858
COURBE TTT (TRANSFORMATION ISOTHERMIQUE)
Température d’austénitisation 1050°C. Temps à température : 30 minutes.
COURBE TRC (REFROIDISSEMENT EN CONTINU)
Température d’austénitisation 1050°C. Temps à température 30 minutes.
Perlite
Bainite
Martensite
Secondes
Minutes
Heures
Courbede refroi-dissement Dureté T800–500
N° HV10 sec
1 852 1
2 852 28
3 852 140
4 852 280
5 852 1390
6 762 3205
7 493 7320
Martensite
Bainite
Perlite
Refroidissement àl’air de barres Ø mm
Secondes
Minutes
Heures
Carbures
Carbures

UDDEHOLM VANCRON 40
7
Changements dimensionnellesChangements dimensionnels après trempe etrevenu.Traitement thermique : Austénitisation 950–1100°C / 30 minutes et revenu 3 x 1 h à560°C.Dimension des échantillons : 50 x 50 x 50 et100 x 40 x 20 mm.Changements dimensionnels : augmentation enlongueur, largeur et épaisseur +0,04% à+0,20%.
Passage au froidLes outils qui nécessitent une stabilité dimen-sionnelle maximale en service peuvent êtretraités par le froid de la façon suivante :
Pour les applications qui exigent une stabilitédimensionnelle absolue, nous recommandonsun passage au froid dans l'azote liquide après latrempe et après chaque revenu à 560°C.
Pour les cas ou la stabilité dimensionnelle estmoins critique, l'outil pourra subir un passageau froid immédiatement après la trempe, à-70 / -80°C, pendant une durée de 1 à 3 heu-res, avant les 3 revenus à 560°C.
Le passage au froid diminue la teneur enausténite résiduelle. En cas de trempe à hautetempérature (> 1100°C), nous recommandonsde pratiquer systématiquement un passage aufroid, puis de procéder à 4 revenus successifsà 560°C, de façon à abaisser la teneur en aus-ténite résiduelle et à augmenter la stabilitédimensionnelle de l'outil.
Milieu de trempe• Four sous vide avec surpression de gaz
suffisante (2–5 bar)• Trempe étagée martensitique ou lit fluidisé à
environ 550°C• Air/gaz forcé
Remarque 1 : Le refroidissement devra s’effec-tuer en continu jusqu’à ce que la températurede l’outil atteigne environ 50°C. L’outil devraensuite être soumis immédiatement à unrevenu.
Remarque 2 : Pour les applications pour les-quelles une ténacité maximale est nécessaire,utiliser une trempe étagée martensitique ou unfour avec une surpression suffisante.
RevenuPour les applications de travail à froid, lesrevenus devront toujours être réalisés à 560°Cquelle que soit la température d’austénitisation.Effectuer trois revenus successifs de une heure.L’outillage devra être refroidi à températureambiante entre les revenus.
La teneur en austénite résiduelle serainférieure à 3% après ce cycle de revenu.
Usure par adhérence.
Collage.
8
UDDEHOLM VANCRON 40
Traitements de surfaceRemarque : Le Uddeholm Vancron 40 est conçupour être utilisé sans revêtement de surfacecar il contient de l’azote en quantité impor-tante.
Certains aciers d’outillage à froid peuventsubir un traitement de surface de façon àréduire le frottement et à augmenter larésistance à l’usure de l’outillage. Les traite-ments le plus fréquemment utilisés sont lanitruration et les revêtement de surface anti-usure en carbures de titane ou nitrures detitane (CVD, PVD).
Habituellement, le Uddeholm Vancron 40 nenécessite ni dépôts PVD/CVD, ni nitruration.Cependant, le Uddeholm Vancron 40 peut êtrerevêtu comme les autres aciers frittés.
NitrurationUne immersion brève en bain de sel spécialpour obtenir une zone de diffusion nitrurée de2–20 µm est recommandée. Parmi d’autresavantages, cela réduit le frottement des poin-çons.
PVDDépôt physique en phase vapeur, le procédéPVD permet d’appliquer des revêtements desurface résistant à l’usure à des températurescomprises entre 200 et 500°C. Compte tenudes températures de revenu élevées duUddeholm Vancron 40 (560°C), il n’y a aucunrisque de changements dimensionnels lors d’untraitement PVD.
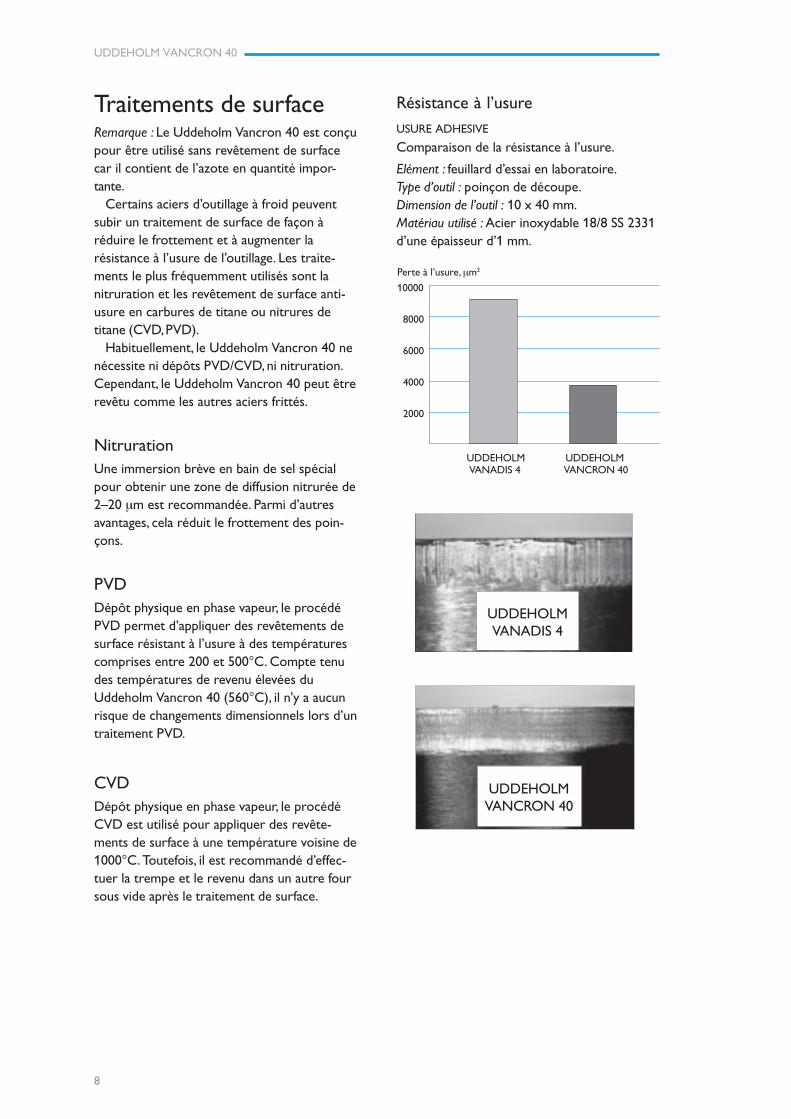
Résistance à l’usure
USURE ADHESIVE
Comparaison de la résistance à l’usure.
Elément : feuillard d’essai en laboratoire.Type d’outil : poinçon de découpe.Dimension de l’outil : 10 x 40 mm.Matériau utilisé : Acier inoxydable 18/8 SS 2331d’une épaisseur d’1 mm.
Perte à l’usure, µm2
10000
8000
6000
4000
2000
UDDEHOLMVANADIS 4
UDDEHOLMVANCRON 40
CVDDépôt physique en phase vapeur, le procédéCVD est utilisé pour appliquer des revête-ments de surface à une température voisine de1000°C. Toutefois, il est recommandé d’effec-tuer la trempe et le revenu dans un autre foursous vide après le traitement de surface.
UDDEHOLM UDDEHOLM VANADIS 4 VANCRON 40

UDDEHOLM VANCRON 40
9
Acier/ VANADIS 23Revêtement Nitruration CVDde surface en bain de sels PVD TiN TiC/TiN
Quantité depiècesproduites 160 000 130 000 2 000 000
Dureté HRC 62
Mécanisme dedétérioration Collage Délaminage
Acier/ VANADIS VANADIS VANADIS VANCRONRevêtement 23 6 10 40de surface non revêtu non revêtu non revêtu non revêtu
Quantité depiècesproduites 83 000 800 000 1 900 000 >16 000 000
Dureté HRC 62 64
Mécanisme dedétérioration Collage Fonctionne
toujours
FORETS CARBURE
Type de foret
Paramètres Plaquette Carbure Carbure d’usinage amovible monobloc brasé)
Vitesse decoupe, vc
m/min 140–160 80–100 50–60
Avance, fmm/tour 0,05–0,152) 0,10–0,252) 0,15–0,252)
1) Forets à canal de refroidissement interne et embout carbure brasé2) Selon le diamètre du foret
Tournage carbures Tournageà l’acier
Paramètres rapideusinage Finition Ebauche Finition
Vitesse decoupe (vc)
m/min 110–160 160–200 20–25
Avance (f)mm/tour 0,2–0,4 0,05–0,2 0,05–0,3
Profondeur depasse (ap)
mm 2–4 0,5–2 0,5–3
Désignation ISOdu carbure K20* K15* –
Carbure Carburerevêtu revêtu
ou cermet
*Utiliser un carbure revêtu Al2O3 anti-usure
Conseils d’usinageLes valeurs d’usinage ci-dessous sont donnéesà titre indicatif et doivent être adaptées auxconditions locales d’usinage en vigueur. L’usina-bilité du Uddeholm Vancron 40 correspond àcelle du Uddeholm Vanadis 23.
Tournage
* Pour les forets avec acier rapide revêtus vc = 22–24 m/min
Diamètre du foret Vitesse de coupe, vc Avance, fmm m/min. mm/tour
– 5 12–14* 0,05–0,10 5–10 12–14* 0,10–0,2010–15 12–14* 0,20–0,2515–20 12–14* 0,25–0,35
Propriétés tribologiques
RESULTATS
Matrice de formage à froid pour la fabrication d’unélément en acier inoxydable pour corps de pompe.Photo avec l’autorisation de Grundfos A/S, Danemark
PerçageFORET HELICOÏDAL EN ACIER RAPIDE

10
UDDEHOLM VANCRON 40
Type de fraisage
PlaquetteParamètres Carbure amovible d’usinage monobloc carbure Acier rapide
Vitesse decoupe (vc)
m/min 40–50 70–90 12–151)
Avance (fz)mm/dent 0,01–0,22) 0,06–0,22) 0,01–0,32)
DésignationISO ducarbure – K153) –
Fraisage
DRESSAGE – SURFAÇAGE
Fraisage carbures
Paramètres d’usinage Ebauche Finition
Vitesse de coupe (vc)m/min 80–100 100–120
Avance (fz)mm/dent 0,2–0,4 0,1–0,2
Profondeur de passe(ap)
mm 2–4 –2
Désignation ISO K20* K15* du carbure Carbure revêtu Carbure revêtu
ou cermet
*Utiliser un carbure revêtu Al2O3 anti-usure
1)Pour fraise en bout en acier rapide revêtu vc = 20–30 m/min2)En fonction de la profondeur radiale d’usinage et du diamètre de fraise3)Utiliser un carbure avec revêtement Al2O3 anti-usure
FRAISAGE EN BOUT
Type de rectification Etat recuit Etat trempé
Meule tangentielle A 46 HV B151 R50 B31)
de rectification plane A 46 HV
Rectification planeà segments A 36 GV A 46 GV
Rectification cylindrique A 60 KV B151 R50 B31)
A 60 KV
Rectification intérieure A 60 JV B151 R75 B31)
A 60 IV
Rectification de profils A 100 IV B126 R100 B61)
A 100 JV
1) Utiliser si possible des meules CBN pour cette application
RectificationNous donnons ci-dessous des conseils d’ordregénéral pour les meules de rectification. Pourde plus amples informations, consulter labrochure d’Uddeholm « Rectification de l’acierà outil».
Electro-érosionSi l’on a recours à l’électro-érosion à l’étattrempé et revenu, terminer par une « érosionfine », c’est-à-dire à courant faible et à hautefréquence. Pour un meilleur résultat, la surfaceusinée par électro-érosion devra ensuite êtrerectifiée/polie et l’outil soumis à un revenusupplémentaire à environ 535°C.

UDDEHOLM VANCRON 40
11
ARNE
CALMAX
CALDIE (ESR)
RIGOR
SLEIPNER
SVERKER 21
SVERKER 3
VANADIS 4 Extra
VANADIS 6
VANADIS 10
VANCRON 40
VANADIS 23
VANADIS 30
VANADIS 60
W. -Nr. 1.3343
Acier rapide conventionnel
Aciers à outils obtenus par métallurgie des poudres
Aciers rapides obtenus par métallurgie des poudres
Aciers à outils conventionnels pour travail à froid
Pour de plusamples informationsN’hésitez pas à contacter votre agenceUddeholm locale sur le choix, les traitementsthermiques, les applications et la disponibilitédes aciers à outils Uddeholm.
Comparaison des différentsaciers à outils Uddeholm pour travail à froidPropriétés des matériaux et résistance aux mécanismes de détérioration
Dureté/ Résistance à Résist. à la fissuration par fatigue Résistance Aptitude Stabilité Usure Résilience/ Ténacité/
Nuance à la déforma- à la dimen- Usure par adhésive/ Résistance à Résistance à Uddeholm tion plastique Usinabilité rectification sionnelle abrasion Collage l’écaillage la rupture
www.assab.com www.uddeholm.com www.uddeholm.com
Réseau d’excellenceUddeholm est présent sur tous les continents. Vous avez ainsi la
garantie de disposer partout dans le monde, d’un acier suédois de
qualité et d’un service proche de vos activités. Notre filiale Assab
est notre canal commercial exclusif et représente Uddeholm
partout dans le monde. Ensemble, nous préservons notre position
de leader mondial des matériaux d’outillage.

HA
GFO
RS KLARTEX
T U070905.300 / TRY
CKERI KN
APPEN
, KARLSTA
D 200709265
Uddeholm est le leader mondial des matériaux d’outillage. C’est en améliorant sans
relâche la rentabilité de nos clients que nous avons pu atteindre cette position. Une
longue tradition alliée à une recherche-développement intensive met Uddeholm en
mesure de résoudre tous les problèmes d’outillage. Les difficultés sont nombreuses,
mais le jeu en vaut la chandelle : être votre principal fournisseur d’acier d’outillage.
Notre présence sur tous les continents est pour vous une garantie de qualité supé-
rieure quelle que soit votre situation géographique. Notre filiale Assab est notre canal
commercial exclusif et représente Uddeholm partout dans le monde. Ensemble, nous
préservons notre position de leader mondial des matériaux d’outillage. Cette pré-
sence mondiale signifie qu’il y a toujours un représentant Uddeholm/Assab à votre
service dans votre région. Pour nous, c’est une question de confiance, dans nos par-
tenariats à long terme comme pour la mise au point de nouveaux produits. Et la con-
fiance, cela se mérite – jour après jour.
Pour plus d’informations, rendez-vous sur www.uddeholm.fr ou www.uddeholm.com


















