ÉTUDES ET RECHERCHE€¦ · corrosion et offrant des caractéristiques mécaniques intéressantes....
7
41 I JANVIER-FÉVRIER 2016 I SOUDAGE ET TECHNIQUES CONNEXES ÉTUDES ET RECHERCHE EXEMPLES DE TRAVAUX EN BRASAGE : ESSAIS MÉCANIQUES ET MÉTALLOGRAPHIES DAVID MACEL (INSTITUT DE SOUDURE) 1. INTRODUCTION Le brasage consiste à assurer une continuité métal- lurgique entre deux matériaux de même nature ou dissemblables (céramique ou métallique) par l’inter- médiaire d’un alliage d’apport qui possède une tem- pérature de fusion obligatoirement inférieure aux substrats de base. C’est principalement ce point qui va le différencier à tous les autres procédés d’as- semblage par fusion (soudage), d’assemblage méca- nique (rivetage, …) et d’assemblage par collage. Le brasage est très largement utilisé dans tous les secteurs industriels. Bien que pouvant parfois souf- frir d’une mauvaise image de marque de la part d’autres professions, il n’en demeure pas moins que fort de ses 4 000 années d’existence, il main- tient une place indétrônable dans de nombreuses applications et entre autre dans l’assemblage multi- matériaux. Présent sur le marché des petites pièces comme sur celles de grandes dimensions, sur le marché des pièces de faible valeur ajoutée comme celui des pièces d’exception, il fait intervenir des phénomènes très complexes d’ordre physique et métallurgique. Le brasage fort et le brasage dif- fusion sont deux techniques d’assemblage parti- culièrement appréciées par les industriels lorsque les assemblages sont sollicités en fonctionnement thermomécaniquement, de la température cryo- génique aux températures élevées. Le principe du brasage repose sur trois principes physiques fondamentaux : - le mouillage de l’alliage d’apport ; - la capillarité de l’alliage d’apport ; - la diffusion de l’alliage d’apport dans le métal de base et la dissolution du métal de base par l’alliage d’apport. C’est en respectant ces principes que l’on parvient à obtenir un joint brasé sans défaut, résistant à la corrosion et offrant des caractéristiques mécaniques intéressantes. Ne nécessitant guère ou pas d’opération de parachè- vement en sortie de four sous atmosphère contrôlée ou sous vide, les pièces non déformées (ou très peu) sont conditionnées et immédiatement utilisables. Si les sollicitations sont situées à la limite des sol- licitations acceptables par les joints brasés, le sou- dage diffusion peut être une autre solution d’assem- AVEZ-VOUS PENSÉ AU BRASAGE ? Institut de Soudure – Plate-forme Assemblage – 4, boulevard Henri Becquerel – 57970 Yutz (France) Tél. : 03 82 59 86 48 – e-mail : [email protected] blage remarquable en remplacement du brasage diffusion. Le soudage diffusion consiste à assembler à l’état solide deux matériaux (métallique ou non) sans les porter à leurs températures de fusion. L’in- terdiffusion des atomes permet une recristallisation de l’interface et l’obtention d’un ensemble métal- lique aux propriétés mécaniques au moins égales à celles des matériaux en présence. Le soudage diffusion est largement employé dans le nucléaire et l’aéronautique où les efforts thermo- mécaniques de fonctionnement sont plutôt sévères, mais nous le trouvons aussi dans l'automobile, dans l'industrie pétrolière (amorphous diffusion bunding) et enfin il trouve une place grandissante parmi les fabricants d'échangeur de chaleur. Dans le cas d’une surface à souder trop importante, écartant ainsi tout procédé utilisant une pression uniaxiale, la compaction isostatique à chaud reste le moyen idéal en soudage diffusion. Le Transient Liquid Phase (TLP) est une variante inté- ressante du soudage diffusion. Au même titre que le soudage diffusion, le TLP fait intervenir des méca- nismes de diffusion atomique. Il s’agit de mettre en contact deux matériaux métalliques et de porter l’en- semble à une température appropriée. La diffusion des éléments d’alliage présents dans les métaux de base crée un alliage de liaison (phase eutectique) de fine épaisseur qui va permettre la jonction entre les matériaux. Cette phase eutectique possède une température de fusion assez basse par rapport aux matériaux en présence. Cette technique permet d’assembler des matériaux métalliques entre eux (connus pour être difficiles à assembler en soudage ou en brasage) mais aussi des matériaux métalliques avec des céramiques. Il est également possible de déposer une couche métallique intermédiaire entre les deux matériaux pour permettre la création de l’eutectique. Suite à la formation de cet eutectique, il est nécessaire de maintenir les pièces en position pendant un temps de séjour long afin de faire diffu- ser le soluté dans le solvant. Les intérêts de cette technique sont que les tempé- ratures d’assemblage et les contraintes de placage à atteindre sont beaucoup moins élevées que le brasage diffusion ou le soudage diffusion. Nous ne notons pas de déformation suite à l’assemblage, les matériaux de base conservent leur propriétés méca- 1601_0232_P_041_047_ETUDES_ET_RECHERCHE.indd 41 1601_0232_P_041_047_ETUDES_ET_RECHERCHE.indd 41 25/01/2016 10:39 25/01/2016 10:39
Transcript of ÉTUDES ET RECHERCHE€¦ · corrosion et offrant des caractéristiques mécaniques intéressantes....

41 I JANVIER-FÉVRIER 2016 I SOUDAGE ET TECHNIQUES CONNEXES
ÉTUDES ET RECHERCHE
EXEMPLES DE TRAVAUXEN BRASAGE : ESSAIS MÉCANIQUES ET MÉTALLOGRAPHIES
DAVID MACEL
(INSTITUT DE SOUDURE)
1. INTRODUCTION
Le brasage consiste à assurer une continuité métal-lurgique entre deux matériaux de même nature ou dissemblables (céramique ou métallique) par l’inter-médiaire d’un alliage d’apport qui possède une tem-pérature de fusion obligatoirement inférieure aux substrats de base. C’est principalement ce point qui va le différencier à tous les autres procédés d’as-semblage par fusion (soudage), d’assemblage méca-nique (rivetage, …) et d’assemblage par collage.Le brasage est très largement utilisé dans tous les secteurs industriels. Bien que pouvant parfois souf-frir d’une mauvaise image de marque de la part d’autres professions, il n’en demeure pas moins que fort de ses 4 000 années d’existence, il main-tient une place indétrônable dans de nombreuses applications et entre autre dans l’assemblage multi-matériaux. Présent sur le marché des petites pièces comme sur celles de grandes dimensions, sur le marché des pièces de faible valeur ajoutée comme celui des pièces d’exception, il fait intervenir des phénomènes très complexes d’ordre physique et métallurgique. Le brasage fort et le brasage dif-fusion sont deux techniques d’assemblage parti-culièrement appréciées par les industriels lorsque les assemblages sont sollicités en fonctionnement thermomécaniquement, de la température cryo-génique aux températures élevées.Le principe du brasage repose sur trois principes physiques fondamentaux :- le mouillage de l’alliage d’apport ;- la capillarité de l’alliage d’apport ;- la diffusion de l’alliage d’apport dans le métal de base et la dissolution du métal de base par l’alliage d’apport.C’est en respectant ces principes que l’on parvient à obtenir un joint brasé sans défaut, résistant à la corrosion et offrant des caractéristiques mécaniques intéressantes.Ne nécessitant guère ou pas d’opération de parachè-vement en sortie de four sous atmosphère contrôlée ou sous vide, les pièces non déformées (ou très peu) sont conditionnées et immédiatement utilisables.Si les sollicitations sont situées à la limite des sol-licitations acceptables par les joints brasés, le sou-dage diffusion peut être une autre solution d’assem-
AVEZ-VOUS PENSÉ AU BRASAGE ?
Institut de Soudure – Plate-forme Assemblage – 4, boulevard Henri Becquerel – 57970 Yutz (France)Tél. : 03 82 59 86 48 – e-mail : [email protected]
blage remarquable en remplacement du brasage diffusion. Le soudage diffusion consiste à assembler à l’état solide deux matériaux (métallique ou non) sans les porter à leurs températures de fusion. L’in-terdiffusion des atomes permet une recristallisation de l’interface et l’obtention d’un ensemble métal-lique aux propriétés mécaniques au moins égales à celles des matériaux en présence.Le soudage diffusion est largement employé dans le nucléaire et l’aéronautique où les efforts thermo-mécaniques de fonctionnement sont plutôt sévères, mais nous le trouvons aussi dans l'automobile, dans l'industrie pétrolière (amorphous diffusion bunding) et enfi n il trouve une place grandissante parmi les fabricants d'échangeur de chaleur.Dans le cas d’une surface à souder trop importante, écartant ainsi tout procédé utilisant une pression uniaxiale, la compaction isostatique à chaud reste le moyen idéal en soudage diffusion.Le Transient Liquid Phase (TLP) est une variante inté-ressante du soudage diffusion. Au même titre que le soudage diffusion, le TLP fait intervenir des méca-nismes de diffusion atomique. Il s’agit de mettre en contact deux matériaux métalliques et de porter l’en-semble à une température appropriée. La diffusion des éléments d’alliage présents dans les métaux de base crée un alliage de liaison (phase eutectique) de fi ne épaisseur qui va permettre la jonction entre les matériaux. Cette phase eutectique possède une température de fusion assez basse par rapport aux matériaux en présence. Cette technique permet d’assembler des matériaux métalliques entre eux (connus pour être diffi ciles à assembler en soudage ou en brasage) mais aussi des matériaux métalliques avec des céramiques. Il est également possible de déposer une couche métallique intermédiaire entre les deux matériaux pour permettre la création de l’eutectique. Suite à la formation de cet eutectique, il est nécessaire de maintenir les pièces en position pendant un temps de séjour long afi n de faire diffu-ser le soluté dans le solvant.Les intérêts de cette technique sont que les tempé-ratures d’assemblage et les contraintes de placage à atteindre sont beaucoup moins élevées que le brasage diffusion ou le soudage diffusion. Nous ne notons pas de déformation suite à l’assemblage, les matériaux de base conservent leur propriétés méca-
1601_0232_P_041_047_ETUDES_ET_RECHERCHE.indd 411601_0232_P_041_047_ETUDES_ET_RECHERCHE.indd 41 25/01/2016 10:3925/01/2016 10:39

42 SOUDAGE ET TECHNIQUES CONNEXES I JANVIER-FÉVRIER 2016 I
CONJONCTURE ÉTUDES ET RECHERCHEniques mais une mauvaise gestion de la température et du temps de séjour à haute température peut entraîner une forte dissolution d’un ou des matériaux en présence.Le choix de la technologie à employer pour une application sera fonction :- du design de la pièce ;- de la surface à souder ;- de la nuance des matériaux ;- de l’environnement de service.
2. GÉNÉRALITÉS SUR LE BRASAGE
2.1 MOUILLAGE
Le mouillage correspond à l’étalement de l’alliage d’apport sur une surface métallique lorsqu’il est porté à l’état liquide et sous les conditions opéra-toires satisfaisantes (atmosphère, température, …). Le mouillage est caractérisé par l’angle que l’alliage d’apport forme avec la surface solide. Dans tous les cas, on va chercher à obtenir un angle de mouillage le plus faible possible, indiquant ainsi une bonne compatibilité métallurgique entre les matériaux en présence (alliage d’apport et métal de base). De nombreux facteurs infl uent sur cet angle de mouil-lage et la première règle à respecter est la prépara-tion de surface.La préparation de surface consiste à réaliser plu-sieurs étapes successives qui vont agir sur les ten-sions superfi cielles du métal de base. Il faut dans un premier temps réaliser un dégraissage spécifi que-ment adapté aux types de graisse et de lubrifiant présents en surface. En fonction de la nature de ces polluants, du degré de pureté recherché, de la nature du substrat, plusieurs techniques pourront être sélectionnées (solvant, phase vapeur, fontaine bio-logique, …). Les industriels se dirigent maintenant majoritairement sur des techniques écologiques et en phase avec la sécurité des opérateurs.Le dégraissage par ultrasons est souvent utilisé par les industriels (cf. fi gure 1).Le décapage chimique (voie acide, électrolytique, bain de sel, …) et/ou mécanique (jet abrasif, polis-sage, rectification, …) est la seconde étape après le dégraissage. Elle consiste à retirer les oxydes présents à la surface du métal de base qui empêche la formation de liaison chimique stables entre les atomes de l’alliage d’apport et ceux du métal de base. La nature de ces oxydes indiquera la technologie à employer pour les retirer. Le moyen de chauffage uti-lisé pour l’opération de brasage sera également déter-minant dans l’utilité de retirer les oxydes. Prenons comme exemple le titane qui est très avide d’oxy-gène mais qui peut s’affranchir d’être décapé s’il est assemblé sous vide à haute température ; les oxydes se dissociant sous ces conditions. C’est également le
cas pour d’autres matériaux comme l’acier inoxydable qui voit ses oxydes de chrome se dissocier au-dessus de 1 000 oC (cf. fi gure 2).Une fois les opérations de dégraissage et de déca-page terminées, le mouillage de l’alliage d’apport est facilité (cf. fi gure 3). D’autres paramètres infl uent également sur l’angle de mouillage comme la rugo-sité, la nature du flux décapant, l’atmosphère de brasage, la nature de l’alliage d’apport ou encore la température de brasage.
2.2 CAPILLARITÉ
La capillarité est l’aptitude d’un alliage d’apport à remonter le long de deux génératrices, autrement dit
dans l’espace séparant les deux pièces à assembler. Sachant que les deux seules possibilités d’assembler des pièces sont l’assemblage à clin et par recouvre-ment, seul le brasage à clin, majoritairement utilisé en brasage, est concerné par la capillarité.Tout comme le mouillage où l’angle de mouillage le plus faible possible est recherché, dans le cadre de la capillarité, l’obtention d’une remontée capillaire importante est étudiée. La loi de Jurin, caractérise la capillarité et elle met en équation principalement le mouillage et le jeu de brasage. Ce jeu est un fac-teur essentiel de cette réussite. Il n’existe pas de
Figure 1 : Bac ultrasons de dégraissage.
Figure 2 : Diagramme d’équilibre.
Figure 3 :Aperçu du mouillage, a) avant décapage ;b) après décapage.
1601_0232_P_041_047_ETUDES_ET_RECHERCHE.indd 421601_0232_P_041_047_ETUDES_ET_RECHERCHE.indd 42 25/01/2016 10:3925/01/2016 10:39
43 I JANVIER-FÉVRIER 2016 I SOUDAGE ET TECHNIQUES CONNEXES
jeu standard permettant de répondre à chaque cas mais, une zone de valeur comprise entre 0,05 mm et 0,13 mm semble satisfaire bons nombres d’applica-tions industrielles. La remontée capillaire sera aussi fonction de la nuance des matériaux de base, de la nuance des alliages d’apport et de l’atmosphère de brasage.Le jeu a plusieurs conséquences sur le joint brasé. Il a un impact sur :- la hauteur de remontée capillaire ;- la tenue mécanique ;- la microstructure ;- la présence de défauts ;- la dissolution du métal de base.La coupe métallographique (cf. figure 4) illustre une section d’une éprouvette de mouillabilité en acier inoxydable austénitique brasé avec une base or.Les différents clichés permettent de montrer une variation effective de la microstructure du joint brasé en fonction du jeu de brasage.Lorsque le jeu est élevé, nous remarquons la forma-tion de cristaux dendritiques avec des ramifi cations plus ou moins importantes (solution solide d’alliages de nickel) qui prennent naissance et croissent dans le milieu du joint brasé. A l’interface, la solidifi cation donne lieu à la formation de gros cristaux cellulaires. La taille de ces cristaux cellulaires décroît lorsque le jeu de brasage diminue.Lorsque le jeu est plus étroit, le volume d’alliage d’apport en cours de solidification diminue et les dendrites disparaissent en laissant la place aux cris-taux cellulaires qui se rejoignent les uns en face des autres. Nous avons un passage de la solidifi cation en volume à la solidifi cation progressive. Cette dernière
se fait par déplacement d’un front plan de solidifi ca-tion. Les cristaux changent de forme en passant de cristaux cellulaires à des cristaux à interface plan.Il est donc recommandé pour chaque application de bien travailler sur la conception du joint brasé afi n de maximiser les chances d’obtenir un joint brasé de qualité.
2.3 DIFFUSION/DISSOLUTION
Que l’on soit en brasage tendre, en brasage fort ou encore en brasage diffusion, nous observons à des échelles plus ou moins importantes, les phénomènes de diffusion et de dissolution. La diffusion étant l’insertion des atomes du métal d’apport dans la maille du métal de base et la dissolution étant une érosion du métal de base par l’alliage d’apport à l’état liquide. Ces interactions sont donc indispen-sables à la bonne réalisation du joint brasé mais il n’en demeure pas moins qu’une méconnaissance des problèmes métallurgiques liés aux mélanges des atomes peut entraîner une rupture du joint brasé en fonctionnement.En effet, au niveau de l’interface qui est le théâtre d’un fl ux croisé d’atomes provenant conjointement du métal d’apport et du métal de base, un alliage de liaison se crée. Cet alliage de liaison peut être soit une solution solide, soit un eutectique ou soit encore des intermétalliques. La nature de cette couche directement liée à la composition de l’alliage d’apport sera primordiale dans la tenue mécanique du joint brasé. Le choix de la nuance de l’alliage d’apport est donc essentiel et doit se décider dès le départ du projet. Ce choix sera aussi dicté par le milieu environnant de service, par la nature des solli-citations en fonctionnement et par le coût.La dissolution est assez rapide (de l’ordre de la seconde) par rapport à la diffusion. Certains couples métal d’apport/métal de base sont connus pour réa-gir fortement ensemble. Le temps n’est pas le prin-cipal facteur limitant mais plutôt la température de brasage et la quantité de métal d’apport. Plus le jeu est important et plus le volume d’alliage d’apport à
l’état liquide est important et plus la dissolution est augmentée. Le jeu de brasage est donc aussi égale-ment important à ce niveau.Si ces deux phénomènes sont diffi ciles à gérer il est toujours possible de placer des barrières de diffusion sur les surfaces à braser afi n de parvenir à réaliser le joint brasé.
3 EXEMPLES D’APPLICATIONS BRASÉES DIFFUSÉES
Ce paragraphe illustre quelques applications bra-sées diffusés dont le descriptif de mode opératoire de brasage (DMOB) a été réalisé au laboratoire de l’Institut de Soudure de Yutz.
3.1 ASSEMBLAGE D’UNE ROUE EN ALLIAGE DE TITANE
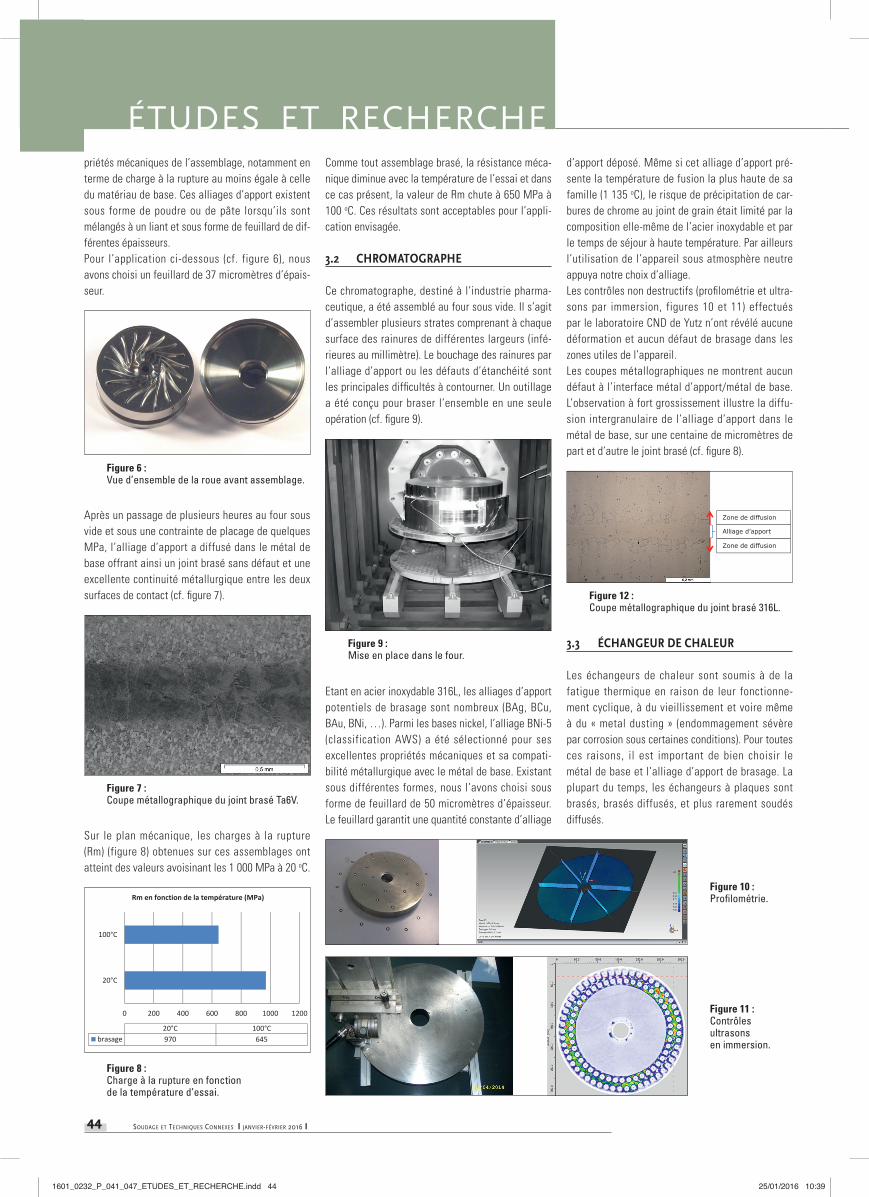
Le titane étant très avide d’oxygène, son assem-blage à l’air libre ou sous faible protection gazeuse est rendu difficile. Le four sous vide devient alors indispensable. Les alliages d’apport de brasage utilisables ne sont pas nombreux et les principaux sont constitués majoritairement de titane (TiCuNi, TiCuNiZr) ou d’argent (AgCu) ou d’aluminium (AlSi) en fonction de l’application défi nitive. Il faut veiller à ne pas former d’intermétalliques (composé stœ-chiométriquement bien défi ni présentant une dureté élevée) qui pourraient fragiliser la jonction et rompre l’assemblage en fonctionnement. C’est ce qui peut se produire lors de l’utilisation des alliages d’apport contenant de l’aluminium et/ou de l’argent. Les dia-grammes de phase (figure 5) montrent la création d’intermétalliques TiAl3, TiAg et Ti2Ag.L’utilisation d’un alliage d’apport fondant à trop haute température endommagerait le titane s’il dépassait le transus ductile-fragile (980 oC). Les alliages d’ap-port à base de titane, spécialement élaborés pour le brasage du titane et de ses alliages sont donc pré-férés dans ce cas et permettent d’atteindre des pro-
SOUDAGE DES ACIERS HLE – FISSURATION À DROITE
Figure 4 :Microstructure d’un joint brasé variant avec le jeu.
Figure 5 : Diagrammes de phase Ti-Al et Ti-Ag.
1601_0232_P_041_047_ETUDES_ET_RECHERCHE.indd 431601_0232_P_041_047_ETUDES_ET_RECHERCHE.indd 43 25/01/2016 10:3925/01/2016 10:39
44 SOUDAGE ET TECHNIQUES CONNEXES I JANVIER-FÉVRIER 2016 I
CONJONCTURE ÉTUDES ET RECHERCHEpriétés mécaniques de l’assemblage, notamment en terme de charge à la rupture au moins égale à celle du matériau de base. Ces alliages d’apport existent sous forme de poudre ou de pâte lorsqu’ils sont mélangés à un liant et sous forme de feuillard de dif-férentes épaisseurs.Pour l’application ci-dessous (cf. figure 6), nous avons choisi un feuillard de 37 micromètres d’épais-seur.
Comme tout assemblage brasé, la résistance méca-nique diminue avec la température de l’essai et dans ce cas présent, la valeur de Rm chute à 650 MPa à 100 oC. Ces résultats sont acceptables pour l’appli-cation envisagée.
3.2 CHROMATOGRAPHE
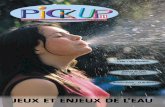
Ce chromatographe, destiné à l’industrie pharma-ceutique, a été assemblé au four sous vide. Il s’agit d’assembler plusieurs strates comprenant à chaque surface des rainures de différentes largeurs (infé-rieures au millimètre). Le bouchage des rainures par l’alliage d’apport ou les défauts d’étanchéité sont les principales diffi cultés à contourner. Un outillage a été conçu pour braser l’ensemble en une seule opération (cf. fi gure 9).
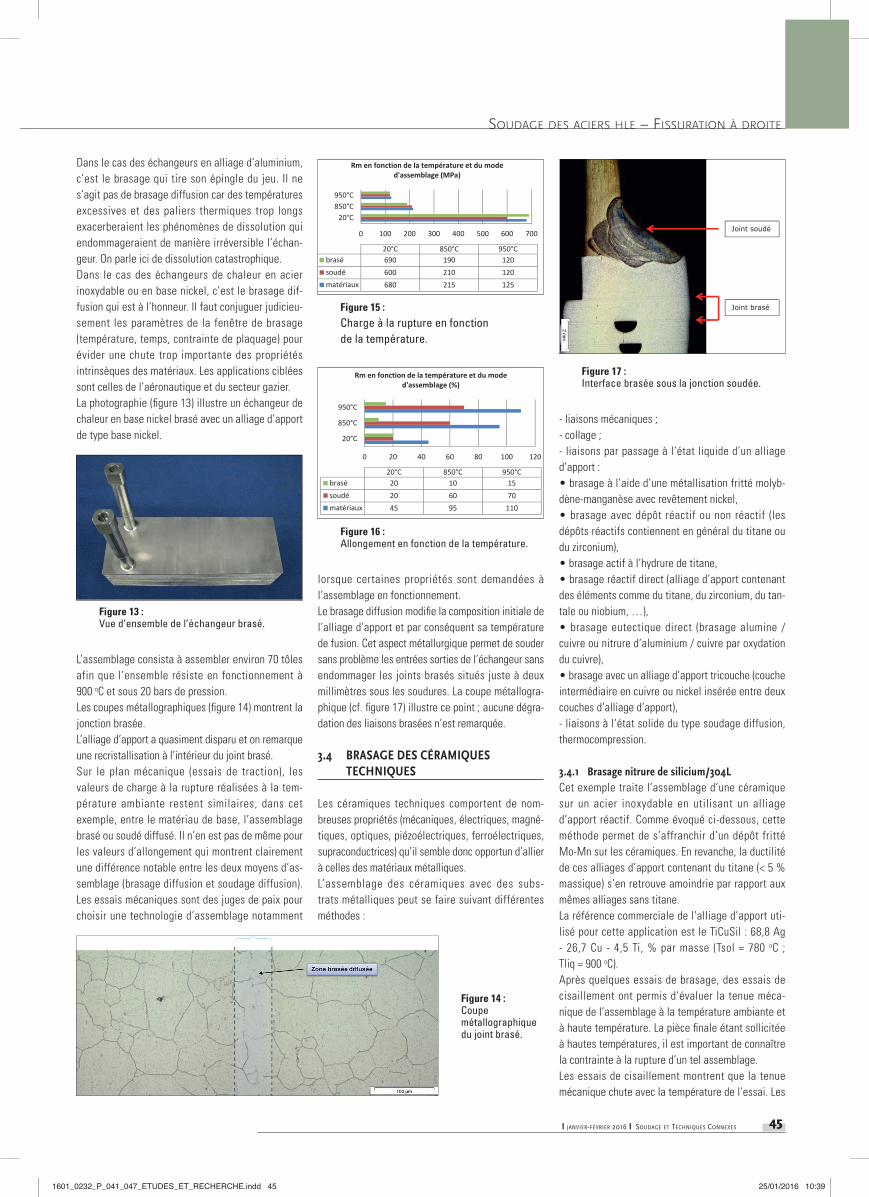
d’apport déposé. Même si cet alliage d’apport pré-sente la température de fusion la plus haute de sa famille (1 135 oC), le risque de précipitation de car-bures de chrome au joint de grain était limité par la composition elle-même de l’acier inoxydable et par le temps de séjour à haute température. Par ailleurs l’utilisation de l’appareil sous atmosphère neutre appuya notre choix d’alliage.Les contrôles non destructifs (profi lométrie et ultra-sons par immersion, figures 10 et 11) effectués par le laboratoire CND de Yutz n’ont révélé aucune déformation et aucun défaut de brasage dans les zones utiles de l’appareil.Les coupes métallographiques ne montrent aucun défaut à l’interface métal d’apport/métal de base. L’observation à fort grossissement illustre la diffu-sion intergranulaire de l’alliage d’apport dans le métal de base, sur une centaine de micromètres de part et d’autre le joint brasé (cf. fi gure 8).
Figure 6 :Vue d’ensemble de la roue avant assemblage.
Après un passage de plusieurs heures au four sous vide et sous une contrainte de placage de quelques MPa, l’alliage d’apport a diffusé dans le métal de base offrant ainsi un joint brasé sans défaut et une excellente continuité métallurgique entre les deux surfaces de contact (cf. fi gure 7).
Figure 7 :Coupe métallographique du joint brasé Ta6V.
Sur le plan mécanique, les charges à la rupture (Rm) (figure 8) obtenues sur ces assemblages ont atteint des valeurs avoisinant les 1 000 MPa à 20 oC.
Figure 8 : Charge à la rupture en fonction de la température d’essai.
0 200 400 600 800 1000 1200
20°C
100°C
20°C 100°Cbrasage 970 645
Rm en fonction de la température (MPa)
Etant en acier inoxydable 316L, les alliages d’apport potentiels de brasage sont nombreux (BAg, BCu, BAu, BNi, …). Parmi les bases nickel, l’alliage BNi-5 (classification AWS) a été sélectionné pour ses excellentes propriétés mécaniques et sa compati-bilité métallurgique avec le métal de base. Existant sous différentes formes, nous l’avons choisi sous forme de feuillard de 50 micromètres d’épaisseur. Le feuillard garantit une quantité constante d’alliage
Figure 9 :Mise en place dans le four.
Figure 10 :Profi lométrie.
Figure 11 : Contrôles ultrasons en immersion.
Zone de diffusion
Alliage d’apport
Zone de diffusion
Figure 12 : Coupe métallographique du joint brasé 316L.
3.3 ÉCHANGEUR DE CHALEUR
Les échangeurs de chaleur sont soumis à de la fatigue thermique en raison de leur fonctionne-ment cyclique, à du vieillissement et voire même à du « metal dusting » (endommagement sévèrepar corrosion sous certaines conditions). Pour toutes ces raisons, il est important de bien choisir le métal de base et l’alliage d’apport de brasage. La plupart du temps, les échangeurs à plaques sont brasés, brasés diffusés, et plus rarement soudés diffusés.
1601_0232_P_041_047_ETUDES_ET_RECHERCHE.indd 441601_0232_P_041_047_ETUDES_ET_RECHERCHE.indd 44 25/01/2016 10:3925/01/2016 10:39
45 I JANVIER-FÉVRIER 2016 I SOUDAGE ET TECHNIQUES CONNEXES
Dans le cas des échangeurs en alliage d’aluminium, c’est le brasage qui tire son épingle du jeu. Il ne s’agit pas de brasage diffusion car des températures excessives et des paliers thermiques trop longs exacerberaient les phénomènes de dissolution qui endommageraient de manière irréversible l’échan-geur. On parle ici de dissolution catastrophique.Dans le cas des échangeurs de chaleur en acier inoxydable ou en base nickel, c’est le brasage dif-fusion qui est à l’honneur. Il faut conjuguer judicieu-sement les paramètres de la fenêtre de brasage (température, temps, contrainte de plaquage) pour évider une chute trop importante des propriétés intrinsèques des matériaux. Les applications ciblées sont celles de l’aéronautique et du secteur gazier.La photographie (fi gure 13) illustre un échangeur de chaleur en base nickel brasé avec un alliage d’apport de type base nickel.
lorsque certaines propriétés sont demandées à l’assemblage en fonctionnement.Le brasage diffusion modifi e la composition initiale de l’alliage d’apport et par conséquent sa température de fusion. Cet aspect métallurgique permet de souder sans problème les entrées sorties de l’échangeur sans endommager les joints brasés situés juste à deux millimètres sous les soudures. La coupe métallogra-phique (cf. fi gure 17) illustre ce point ; aucune dégra-dation des liaisons brasées n’est remarquée.
3.4 BRASAGE DES CÉRAMIQUES TECHNIQUES
Les céramiques techniques comportent de nom-breuses propriétés (mécaniques, électriques, magné-tiques, optiques, piézoélectriques, ferroélectriques, supraconductrices) qu’il semble donc opportun d’allier à celles des matériaux métalliques.L’assemblage des céramiques avec des subs-trats métalliques peut se faire suivant différentes méthodes :
- liaisons mécaniques ;- collage ;- liaisons par passage à l’état liquide d’un alliage d’apport :• brasage à l’aide d’une métallisation fritté molyb-dène-manganèse avec revêtement nickel,• brasage avec dépôt réactif ou non réactif (les dépôts réactifs contiennent en général du titane ou du zirconium),• brasage actif à l’hydrure de titane,• brasage réactif direct (alliage d’apport contenant des éléments comme du titane, du zirconium, du tan-tale ou niobium, …),• brasage eutectique direct (brasage alumine / cuivre ou nitrure d’aluminium / cuivre par oxydation du cuivre),• brasage avec un alliage d’apport tricouche (couche intermédiaire en cuivre ou nickel insérée entre deux couches d’alliage d’apport),- liaisons à l’état solide du type soudage diffusion, thermocompression.
3.4.1 Brasage nitrure de silicium/304LCet exemple traite l’assemblage d’une céramique sur un acier inoxydable en utilisant un alliage d’apport réactif. Comme évoqué ci-dessous, cette méthode permet de s’affranchir d’un dépôt fritté Mo-Mn sur les céramiques. En revanche, la ductilité de ces alliages d’apport contenant du titane (< 5 % massique) s’en retrouve amoindrie par rapport aux mêmes alliages sans titane.La référence commerciale de l’alliage d’apport uti-lisé pour cette application est le TiCuSil : 68,8 Ag - 26,7 Cu - 4,5 Ti, % par masse (Tsol = 780 oC ; Tliq = 900 oC).Après quelques essais de brasage, des essais de cisaillement ont permis d’évaluer la tenue méca-nique de l’assemblage à la température ambiante et à haute température. La pièce fi nale étant sollicitée à hautes températures, il est important de connaître la contrainte à la rupture d’un tel assemblage.Les essais de cisaillement montrent que la tenue mécanique chute avec la température de l’essai. Les
SOUDAGE DES ACIERS HLE – FISSURATION À DROITE
Figure 13 : Vue d’ensemble de l’échangeur brasé.
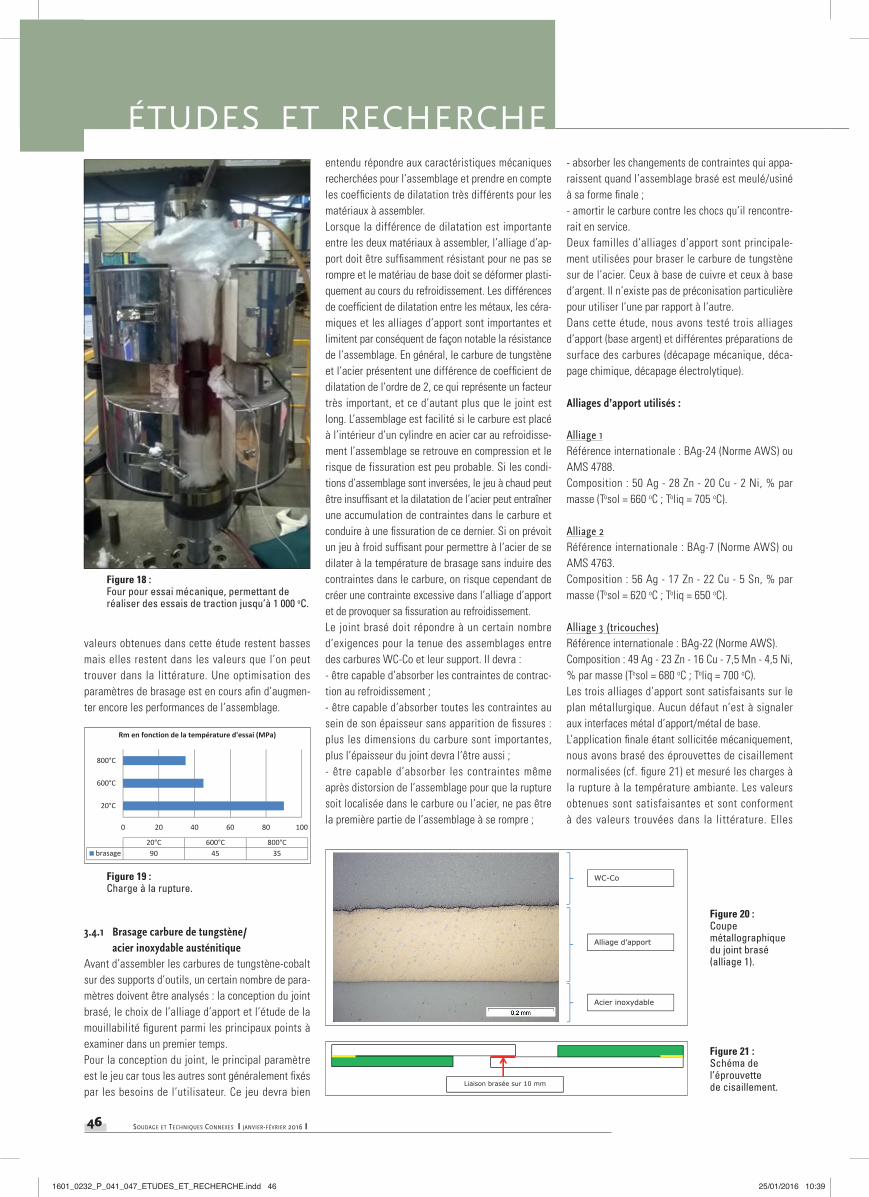
L’assemblage consista à assembler environ 70 tôles afin que l’ensemble résiste en fonctionnement à 900 oC et sous 20 bars de pression.Les coupes métallographiques (fi gure 14) montrent la jonction brasée.L’alliage d’apport a quasiment disparu et on remarque une recristallisation à l’intérieur du joint brasé.Sur le plan mécanique (essais de traction), les valeurs de charge à la rupture réalisées à la tem-pérature ambiante restent similaires, dans cet exemple, entre le matériau de base, l’assemblage brasé ou soudé diffusé. Il n’en est pas de même pour les valeurs d’allongement qui montrent clairement une différence notable entre les deux moyens d’as-semblage (brasage diffusion et soudage diffusion). Les essais mécaniques sont des juges de paix pour choisir une technologie d’assemblage notamment
Figure 14 : Coupe métallographique du joint brasé.
Figure 15 :Charge à la rupture en fonction de la température.
0 100 200 300 400 500 600 700
20°C850°C950°C
20°C 850°C 950°Cbrasé 690 190 120soudé 600 210 120matériaux 680 215 125
Rm en fonction de la température et du moded'assemblage (MPa)
Figure 16 : Allongement en fonction de la température.
0 20 40 60 80 100 120
20°C
850°C
950°C
20°C 850°C 950°Cbrasé 20 10 15soudé 20 60 70matériaux 45 95 110
Rm en fonction de la température et du moded'assemblage (%)
Figure 17 :Interface brasée sous la jonction soudée.
Joint brasé
Joint soudé
1601_0232_P_041_047_ETUDES_ET_RECHERCHE.indd 451601_0232_P_041_047_ETUDES_ET_RECHERCHE.indd 45 25/01/2016 10:3925/01/2016 10:39
46 SOUDAGE ET TECHNIQUES CONNEXES I JANVIER-FÉVRIER 2016 I
CONJONCTURE ÉTUDES ET RECHERCHE
valeurs obtenues dans cette étude restent basses mais elles restent dans les valeurs que l’on peut trouver dans la littérature. Une optimisation des paramètres de brasage est en cours afi n d’augmen-ter encore les performances de l’assemblage.
entendu répondre aux caractéristiques mécaniques recherchées pour l’assemblage et prendre en compte les coeffi cients de dilatation très différents pour les matériaux à assembler.Lorsque la différence de dilatation est importante entre les deux matériaux à assembler, l’alliage d’ap-port doit être suffi samment résistant pour ne pas se rompre et le matériau de base doit se déformer plasti-quement au cours du refroidissement. Les différences de coeffi cient de dilatation entre les métaux, les céra-miques et les alliages d’apport sont importantes et limitent par conséquent de façon notable la résistance de l’assemblage. En général, le carbure de tungstène et l’acier présentent une différence de coeffi cient de dilatation de l’ordre de 2, ce qui représente un facteur très important, et ce d’autant plus que le joint est long. L’assemblage est facilité si le carbure est placé à l’intérieur d’un cylindre en acier car au refroidisse-ment l’assemblage se retrouve en compression et le risque de fissuration est peu probable. Si les condi-tions d’assemblage sont inversées, le jeu à chaud peut être insuffi sant et la dilatation de l’acier peut entraîner une accumulation de contraintes dans le carbure et conduire à une fi ssuration de ce dernier. Si on prévoit un jeu à froid suffi sant pour permettre à l’acier de se dilater à la température de brasage sans induire des contraintes dans le carbure, on risque cependant de créer une contrainte excessive dans l’alliage d’apport et de provoquer sa fi ssuration au refroidissement.Le joint brasé doit répondre à un certain nombre d’exigences pour la tenue des assemblages entre des carbures WC-Co et leur support. Il devra :- être capable d’absorber les contraintes de contrac-tion au refroidissement ;- être capable d’absorber toutes les contraintes au sein de son épaisseur sans apparition de fi ssures : plus les dimensions du carbure sont importantes, plus l’épaisseur du joint devra l’être aussi ;- être capable d’absorber les contraintes même après distorsion de l’assemblage pour que la rupture soit localisée dans le carbure ou l’acier, ne pas être la première partie de l’assemblage à se rompre ;
- absorber les changements de contraintes qui appa-raissent quand l’assemblage brasé est meulé/usiné à sa forme fi nale ;- amortir le carbure contre les chocs qu’il rencontre-rait en service.Deux familles d’alliages d’apport sont principale-ment utilisées pour braser le carbure de tungstène sur de l’acier. Ceux à base de cuivre et ceux à base d’argent. Il n’existe pas de préconisation particulière pour utiliser l’une par rapport à l’autre.Dans cette étude, nous avons testé trois alliages d’apport (base argent) et différentes préparations de surface des carbures (décapage mécanique, déca-page chimique, décapage électrolytique).
Alliages d’apport utilisés :
Alliage 1Référence internationale : BAg-24 (Norme AWS) ou AMS 4788.Composition : 50 Ag - 28 Zn - 20 Cu - 2 Ni, % par masse (Tosol = 660 oC ; Toliq = 705 oC).
Alliage 2Référence internationale : BAg-7 (Norme AWS) ou AMS 4763.Composition : 56 Ag - 17 Zn - 22 Cu - 5 Sn, % par masse (Tosol = 620 oC ; Toliq = 650 oC).
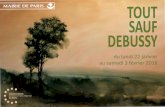
Alliage 3 (tricouches)Référence internationale : BAg-22 (Norme AWS).Composition : 49 Ag - 23 Zn - 16 Cu - 7,5 Mn - 4,5 Ni, % par masse (Tosol = 680 oC ; Toliq = 700 oC).Les trois alliages d’apport sont satisfaisants sur le plan métallurgique. Aucun défaut n’est à signaler aux interfaces métal d’apport/métal de base.L’application fi nale étant sollicitée mécaniquement, nous avons brasé des éprouvettes de cisaillement normalisées (cf. fi gure 21) et mesuré les charges à la rupture à la température ambiante. Les valeurs obtenues sont satisfaisantes et sont conforment à des valeurs trouvées dans la littérature. Elles
Figure 18 :Four pour essai mécanique, permettant de réaliser des essais de traction jusqu’à 1 000 oC.
Figure 19 : Charge à la rupture.
0 20 40 60 80 100
20°C
600°C
800°C
20°C 600°C 800°Cbrasage 90 45 35
Rm en fonction de la température d'essai (MPa)
3.4.1 Brasage carbure de tungstène/ acier inoxydable austénitiqueAvant d’assembler les carbures de tungstène-cobalt sur des supports d’outils, un certain nombre de para-mètres doivent être analysés : la conception du joint brasé, le choix de l’alliage d’apport et l’étude de la mouillabilité fi gurent parmi les principaux points à examiner dans un premier temps.Pour la conception du joint, le principal paramètre est le jeu car tous les autres sont généralement fi xés par les besoins de l’utilisateur. Ce jeu devra bien
Alliage d’apport
WC-Co
Acier inoxydable
Figure 20 : Coupe métallographique du joint brasé (alliage 1).
Figure 21 : Schéma de l’éprouvettede cisaillement.
Liaison brasée sur 10 mm
1601_0232_P_041_047_ETUDES_ET_RECHERCHE.indd 461601_0232_P_041_047_ETUDES_ET_RECHERCHE.indd 46 25/01/2016 10:3925/01/2016 10:39
47 I JANVIER-FÉVRIER 2016 I SOUDAGE ET TECHNIQUES CONNEXES
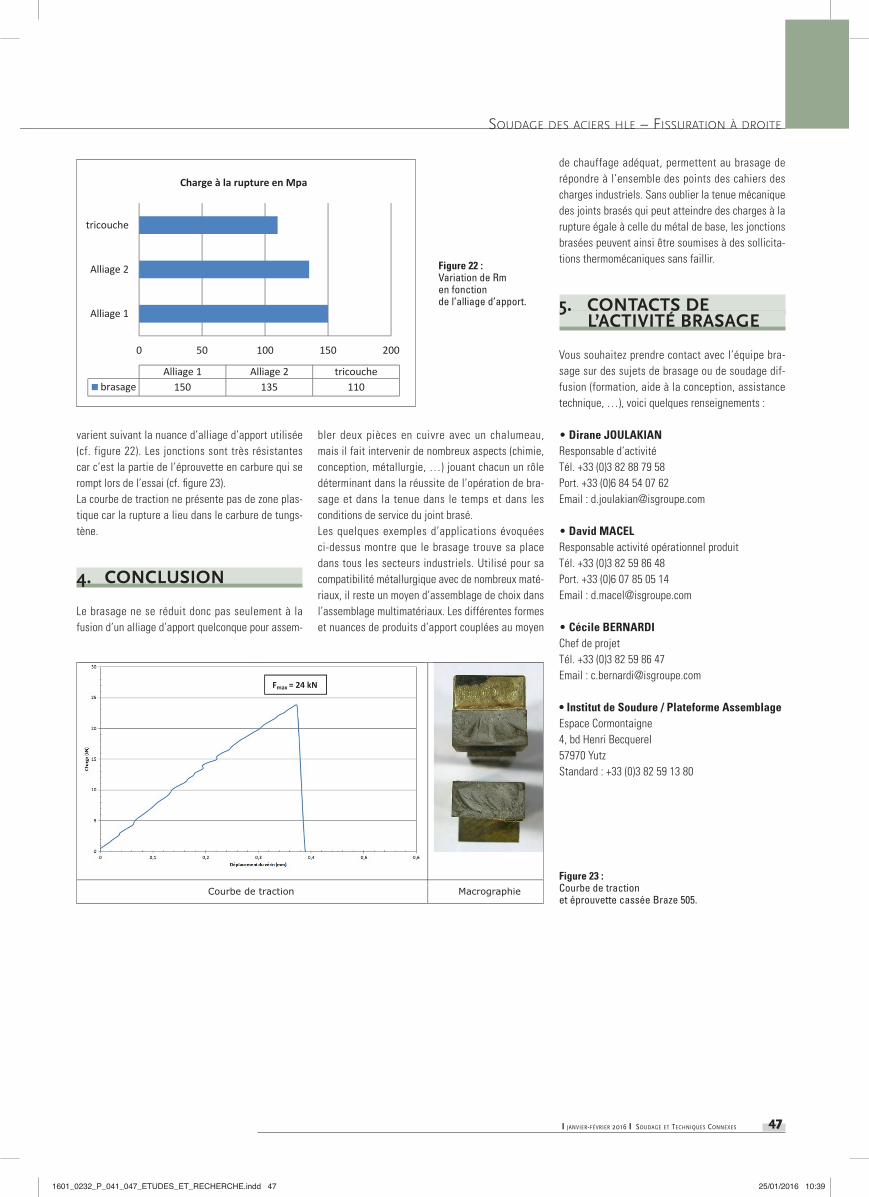
varient suivant la nuance d’alliage d’apport utilisée (cf. figure 22). Les jonctions sont très résistantes car c’est la partie de l’éprouvette en carbure qui se rompt lors de l’essai (cf. fi gure 23).La courbe de traction ne présente pas de zone plas-tique car la rupture a lieu dans le carbure de tungs-tène.
4. CONCLUSION
Le brasage ne se réduit donc pas seulement à la fusion d’un alliage d’apport quelconque pour assem-
SOUDAGE DES ACIERS HLE – FISSURATION À DROITE
Figure 22 : Variation de Rm en fonction de l’alliage d’apport.
0 50 100 150 200
Alliage 1
Alliage 2
tricouche
Alliage 1 Alliage 2 tricouchebrasage 150 135 110
Charge à la rupture en Mpa
Courbe de traction Macrographie
Fmax = 24 kN
Figure 23 : Courbe de traction et éprouvette cassée Braze 505.
bler deux pièces en cuivre avec un chalumeau, mais il fait intervenir de nombreux aspects (chimie, conception, métallurgie, …) jouant chacun un rôle déterminant dans la réussite de l’opération de bra-sage et dans la tenue dans le temps et dans les conditions de service du joint brasé.Les quelques exemples d’applications évoquées ci-dessus montre que le brasage trouve sa place dans tous les secteurs industriels. Utilisé pour sa compatibilité métallurgique avec de nombreux maté-riaux, il reste un moyen d’assemblage de choix dans l’assemblage multimatériaux. Les différentes formes et nuances de produits d’apport couplées au moyen
de chauffage adéquat, permettent au brasage de répondre à l’ensemble des points des cahiers des charges industriels. Sans oublier la tenue mécanique des joints brasés qui peut atteindre des charges à la rupture égale à celle du métal de base, les jonctions brasées peuvent ainsi être soumises à des sollicita-tions thermomécaniques sans faillir.
5. CONTACTS DE L’ACTIVITÉ BRASAGE
Vous souhaitez prendre contact avec l’équipe bra-sage sur des sujets de brasage ou de soudage dif-fusion (formation, aide à la conception, assistance technique, …), voici quelques renseignements :
• Dirane JOULAKIANResponsable d’activitéTél. +33 (0)3 82 88 79 58Port. +33 (0)6 84 54 07 62Email : [email protected]
• David MACELResponsable activité opérationnel produitTél. +33 (0)3 82 59 86 48Port. +33 (0)6 07 85 05 14Email : [email protected]
• Cécile BERNARDIChef de projetTél. +33 (0)3 82 59 86 47Email : [email protected]
• Institut de Soudure / Plateforme AssemblageEspace Cormontaigne4, bd Henri Becquerel57970 Yutz Standard : +33 (0)3 82 59 13 80
1601_0232_P_041_047_ETUDES_ET_RECHERCHE.indd 471601_0232_P_041_047_ETUDES_ET_RECHERCHE.indd 47 25/01/2016 10:3925/01/2016 10:39