Travail de Bachelor Capteur de gaz par nanotechnologie
67
Département TIN Filière Génie électrique Energétique du bâtiment Crolla Vincent Orientation EEM Travail de Bachelor Capteur de gaz par nanotechnologie Non confidentiel Étudiant : Vincent Crolla Travail proposé par : Laurent Gravier Institut COMATEC, HEIG-VD 1400 Yverdon-les-Bains Enseignant responsable : Laurent Gravier Année académique 2019-2020 Yverdon-les-Bains, le 14 Avril 2020
Transcript of Travail de Bachelor Capteur de gaz par nanotechnologie
Département TIN
Filière Génie électrique
Energétique du bâtiment
Crolla Vincent
Orientation EEM
Travail de Bachelor
Capteur de gaz par nanotechnologie Non confidentiel
Étudiant : Vincent Crolla
Travail proposé par : Laurent Gravier
Institut COMATEC, HEIG-VD
1400 Yverdon-les-Bains
Enseignant responsable : Laurent Gravier
Année académique 2019-2020
Yverdon-les-Bains, le 14 Avril 2020
Non-confidentiel
Crolla Vincent
Préambule
Ce travail de Bachelor (ci-après TB) est réalisé en fin de cursus d’études, en vue de l’obtention du titre de Bachelor of Science HES-SO en Ingénierie.
En tant que travail académique, son contenu, sans préjuger de sa valeur, n'engage ni la responsabilité de l'auteur, ni celles du jury du travail de Bachelor et de l'Ecole.
Toute utilisation, même partielle, de ce TB doit être faite dans le respect du droit d’auteur.
HEIG-VD
Guido Frosio
Chef du Département TIN
Yverdon-les-Bains, le 14 Mars 2020
Non-confidentiel
Crolla Vincent
Remerciements Je tiens à remercier mon professeur responsable du projet, Laurent Gravier pour son implication et son
enthousiasme pour le projet.
Je remercie particulièrement Damien Pidoux ainsi que Marco Laratta qui m’ont grandement aidé,
notamment avec la partie d’électrochimie.
Je voudrai également remercier l’équipe du service technique de l’HEIG-VD pour leur disponibilité durant
l’ensemble du projet.
Je souhaite aussi remercier Cyrille Hibert ainsi que tout le staff du CMi pour leurs aides toutes les
questions relatives à la lithographie.
Finalement j’aimerai remercier ma famille pour son soutien durant mes études et pour la relecture du
rapport.
Non-confidentiel
Crolla Vincent
Résumé La détection de gaz est utilisée massivement dans le domaine de la sécurité. Qu’il s’agisse de contrôler la présence de gaz toxique dans un centre de production ou de détection d’incendie dans une cuisine. Il est nécessaire d’avoir de capteur fiable et rapide. Un fort intérêt est marqué pour les capteurs de gaz (CO, CO2, NH4 …) mesurant par méthode thermique l’atténuation d’une lumière infrarouge absorbée par le gaz. Les capteurs commerciaux actuels sont fiables et ont une très bonne sensibilité de détection, mais leur temps de réaction est long, de l’ordre de quelques dizaines de secondes.
Dans le cadre de l’« industrie 4.0 », la HEIG-VD développe des micro-capteurs thermiques par la nanotechnologie électrochimique dite Template Synthesis, accessible et bon marché, fonctionnalisant des films nanocomposites ultra-minces. Ces dispositifs de quelques microgrammes ont une inertie thermique extrêmement faible, et les adressent comme candidats prometteurs comme capteurs de gaz ultra-rapides.
Ainsi, l’objectif de ce travail de Bachelor est de concevoir un détecteur de CO2 en utilisant la nanostructuration de films ultra-minces pour obtenir une réactivité élevée tout en consommant le moins possible. Il s’agira notamment de définir un process flow effectif de fabrication de capteurs nanostructurés, et de caractériser leurs propriétés thermoélectriques sur un banc de test dédié. La fabrication des capteurs intégre la nanotechnologie Template Synthesis à diverses techniques de lithographie en salle blanche pour optimiser la taille du capteur et permettre une détection rapide par détection synchrone de la thermotension induite par l’éclairage de LED infrarouge.
Ainsi, un process flow complet a été mis au point pour fabriquer des capteurs µTEG flexibles de 1 cm2 intégrants 95 thermocouples en série, chaque thermocouple étant constitué de 2 vias de nanofils de 0.5 mm de diamètre, de Bi2Te3 pour le type N et de Sb2Te3 pour le type P. Une nouvelle cellule électrochimique pour le Template Synthesis a été mise au point durant ce projet, fabriquée par techniques de prototypage rapide, et testée avec succès sur des vias de Ni, Bi2Te3 et Sb2Te3. Cependant, les réponses thermoélectriques des capteurs n’ont pu être testées suite à une anomalie de croissance électrochimique des vias de nanofils de Sb2Te3, rendant ces derniers infiniment résistifs. Ce problème inattendu n’a pu être résolu dans le temps imparti. Par ailleurs la réalisation d’un banc de test dédié n’a matériellement pas pu être menée à bien. A défaut, une modélisation numérique simple a permis de simuler la réponse thermoélectrique des capteurs et d’identifier l’influence de chaque paramètre. Ainsi le banc de test a pu être virtuellement dimensionné.
Ainsi, ce projet constitue la première étape vers la fabrication de capteurs de gaz nanostructurés. La prochaine étape est la caractérisation des propriétés opto-thermoélectriques de ces capteurs sur un banc de test dédié, qui établira la finesse de détection du CO2 de ces nouveaux types de capteurs.
.
Non-confidentiel
Crolla Vincent
Table des matières 1 Liste des figures ................................................................................................................................ 1
2 Liste des tableaux .............................................................................................................................. 2
3 Glossaire ........................................................................................................................................... 3
1 Introduction ........................................................................................................................................ 4
1.1 Contexte ..................................................................................................................................... 4
1.1.1 Limites actuelles .................................................................................................................. 4
1.1.2 Etat de l’art .......................................................................................................................... 4
1.2 Objectifs du projet ...................................................................................................................... 5
1.2.1 Objectif général ................................................................................................................... 5
1.2.2 Objectifs spécifiques ........................................................................................................... 5
1.3 Principe physique du µTEG ........................................................................................................ 5
1.4 Workpackages ........................................................................................................................... 7
1.5 Contenu du rapport .................................................................................................................... 7
1.6 Documents de travail .................................................................................................................. 8
2 Fabrication des µTEGs ...................................................................................................................... 9
2.1 Introduction ................................................................................................................................ 9
2.2 Process flow ............................................................................................................................... 9
2.3 Technologie Track Etch ............................................................................................................ 10
2.3.1 Paramètres des membranes utilisées................................................................................ 11
2.4 Photolithographie ..................................................................................................................... 11
2.4.1 Coating .............................................................................................................................. 12
2.4.2 Insolation ........................................................................................................................... 13
2.4.3 Développement ................................................................................................................. 14
2.4.4 Résultats intermédiaires .................................................................................................... 14
2.5 Dépôt PVD pour les pistes ....................................................................................................... 14
2.5.1 Principe général ................................................................................................................ 15
2.5.2 Shadow masks .................................................................................................................. 15
2.5.3 Déroulement du dépôt ....................................................................................................... 17
2.5.4 Résultats intermédiaires .................................................................................................... 17
2.6 Technologie Template Synthesis : synthèse électrochimique de nanofils ................................. 17
2.6.1 Principe ............................................................................................................................. 18
2.6.2 Cellules électrochimiques .................................................................................................. 20
2.6.2.1 Cellule quartz ............................................................................................................. 20
2.6.2.2 Cellule micro-fluidique ................................................................................................ 23
2.6.3 Electrodéposition ............................................................................................................... 25
Non-confidentiel
Crolla Vincent
2.6.3.1 Nickel ......................................................................................................................... 25
2.6.3.2 Tellure de bismuth ...................................................................................................... 31
2.6.3.3 Tellure d’antimoine ..................................................................................................... 34
2.6.4 Electrodéposition localisée ................................................................................................ 36
2.6.4.1 Etapes pas à pas ....................................................................................................... 36
2.6.4.2 Résultats .................................................................................................................... 37
2.7 Interconnexion des vias par PVD ............................................................................................. 39
2.7.1.1 Etapes pas à pas ....................................................................................................... 39
2.7.1.2 Résultats .................................................................................................................... 40
2.8 Conclusions .............................................................................................................................. 40
2.8.1 Caractéristique des µTEGs ............................................................................................... 40
2.8.2 Perspectives...................................................................................................................... 41
3 Banc de test et simulation ................................................................................................................ 42
3.1 Dimensionnement par simulation numérique ............................................................................ 42
3.1.1 Modèle théorique .............................................................................................................. 42
3.1.2 Résultats ........................................................................................................................... 45
3.1.2.1 Simulation pour paramètres fixes ............................................................................... 46
3.1.2.2 Paramètres variables ................................................................................................. 48
3.1.2.3 Simulation avec le nickel comme matériau P ............................................................. 54
3.2 Banc de test ............................................................................................................................. 54
4 Conclusion générale ........................................................................................................................ 56
4.1 Revue des objectifs .................................................................................................................. 56
4.2 Résultats principaux ................................................................................................................. 56
4.3 Revue de la planification .......................................................................................................... 57
4.4 Perspective .............................................................................................................................. 57
5 Bibliographie .................................................................................................................................... 60
6 Annexes .......................................................................................................................................... 61
Energétique du bâtiment
Non-confidentiel
Crolla Vincent Page 1
1 Liste des figures
Figure 1-1 Détecteur de CO2 .................................................................................................................... 4 Figure 1-2 Schéma de principe d'une cellule TEG .................................................................................... 5 Figure 1-3 Table des coefficients Seebeck .............................................................................................. 6 Figure 2-1 Etapes de track etching ........................................................................................................ 10 Figure 2-2 Membrane PI perforée .......................................................................................................... 10 Figure 2-3 Coater Süss RC-8 THP ........................................................................................................ 12 Figure 2-4 Epaisseur déposée en fonction de la vitesse ........................................................................ 13 Figure 2-5 Süss MJB4, single side mask aligner ................................................................................... 13 Figure 2-6 Prise de vue après développement ....................................................................................... 14 Figure 2-7 Illustration d'un dépôt par pulvérisation cathodique .............................................................. 15 Figure 2-8 Dépôt d'or avec mask défectueux .......................................................................................... 15 Figure 2-9 Dépôt réussi .......................................................................................................................... 16 Figure 2-10 Shadow mask utilisés .......................................................................................................... 16 Figure 2-11 Equipement PVD ................................................................................................................ 17 Figure 2-12 Schéma de principe d'une électrodéposition ........................................................................ 18 Figure 2-13 Ampèrogramme type (© Gravier) ........................................................................................ 19 Figure 2-14 Image au MEB de nanofils (© CSEM Muttenz) .................................................................... 19 Figure 2-15 Cellule électrochimique en quartz ........................................................................................ 20 Figure 2-16 Ampèrogramme membrane avec résine .............................................................................. 21 Figure 2-17 Vue de membrane du côté du dépôt d'or ............................................................................. 22 Figure 2-18 Vias rempli .......................................................................................................................... 22 Figure 2-19 Ampèreogramme dû à un mauvais contact ......................................................................... 22 Figure 2-20 Vue éclatée de la nouvelle cellule........................................................................................ 23 Figure 2-21 Vue de coupe de la nouvelle cellule .................................................................................... 24 Figure 2-22 Test de fuite de la nouvelle cellule ....................................................................................... 25 Figure 2-23 Nanofils présent hors de contacts en or............................................................................... 26 Figure 2-24 Ampèrogramme échantillon D ............................................................................................. 26 Figure 2-25 Voltammétrie cyclique ATTP .............................................................................................. 27 Figure 2-26 Vue général de l'échantillon ................................................................................................. 28 Figure 2-27 Vias de nanofils en nickel .................................................................................................... 28 Figure 2-28 Ampèrogramme de l'échantillon F.2 .................................................................................... 28 Figure 2-29 Voltammétrie cyclique nouvelle solution NiSO4 ................................................................... 29 Figure 2-30 Ampèrogramme PI25005L .................................................................................................. 30 Figure 2-31 Echantillon P.4 .................................................................................................................... 30 Figure 2-32 Zoom échantillon P.4 ........................................................................................................... 30 Figure 2-33 Ampèrogramme échantillon R.1 .......................................................................................... 31 Figure 2-34 Zoom échantillon R.1........................................................................................................... 32 Figure 2-35 Ampèrogramme de l'échantillon R.2 .................................................................................... 32 Figure 2-36 Ampèrogramme échantillon S.1 .......................................................................................... 33 Figure 2-37 Zoom sur vias de l'échantillon S.1 ....................................................................................... 33 Figure 2-38 Ampèrogramme avec un courant positif .............................................................................. 34 Figure 2-39 Voltammétrie cyclique solution Sb2Te3 ............................................................................... 35 Figure 2-40 Voltammétrie cyclique PI1201H ........................................................................................... 36 Figure 2-41 Premier essai de séquence d'électrodéposition complète .................................................... 37 Figure 2-42 Ampèrogramme Sb2Te3 ....................................................................................................... 38 Figure 2-43 Ampèrogramme Bi2Te3 ........................................................................................................ 39 Figure 3-1 Représentation schématique du comportement des nanofils ................................................. 42 Figure 3-2 tension en fonction du temps ................................................................................................. 46 Figure 3-3 température des µTEGs ........................................................................................................ 47 Figure 3-4 température des µTEGs, coefficient nano ............................................................................. 48 Figure 3-5 Amplitude de la tension en fonction de l'épaisseur ................................................................ 49

Non-confidentiel
Crolla Vincent Page 2
Figure 3-6 Amplitude de la tension en fonction du diamètre des vias ..................................................... 50 Figure 3-7 Amplitude de la tension en fonction du diamètre des nanofils ................................................ 50 Figure 3-8 Amplitude de la tension en fonction de la densité des nanofils .............................................. 51 Figure 3-9 Amplitude de la tension en fonction de l'intensité lumineuse ................................................. 52 Figure 3-10 Amplitude de la tension en fonction de la fréquence ............................................................ 52 Figure 3-11 Simulation avec les paramètres idéaux ............................................................................... 53 Figure 3-12 Simulation avec nickel ......................................................................................................... 54 Figure 3-13 Absorption CO2 ................................................................................................................... 55
2 Liste des tableaux
Tableau 1-1 Liste des workpackages ....................................................................................................... 7 Tableau 1-2 Planification .......................................................................................................................... 7 Tableau 1-3 Liste des documents de travail ............................................................................................. 8 Tableau 2-1 Récapitulatif des étapes ....................................................................................................... 9 Tableau 2-2 Liste des paramètres des membranes ................................................................................ 11 Tableau 2-3 Etape du coating de la résine ............................................................................................. 12 Tableau 2-4 Paramètres du dépôt .......................................................................................................... 17 Tableau 2-5 Caractéristique des µTEGs développé ............................................................................... 40 Tableau 3-1 Constantes physiques ........................................................................................................ 45 Tableau 3-2 Valeurs des paramètres ...................................................................................................... 46 Tableau 3-3 valeurs fixe des paramètres ................................................................................................ 48 Tableau 3-4 Variables idéals .................................................................................................................. 53 Tableau 4-1 Revue de la planification ..................................................................................................... 57
Non-confidentiel
Crolla Vincent Page 3
3 Glossaire
Plusieurs termes techniques qui peuvent revenir souvent sont utilisés durant ce rapport, cette section a pour but de donner une définition pour ces termes.
• Photolithographie : technique de micro-fabrication qui permet de faire des structures aux dimensions microscopiques voire nanoscopiques en utilisant les ultraviolets pour insoler des résines photosensibles, nommées photoresist.
• µTEG: micro ThermoElectric Generator, générateur thermoélectrique nanostructuré flexible, d’épaisseur inférieure à 50 micromètres fournissant une tension grâce à l’effet thermoélectrique.
• Coating : terme anglais signifiant enduction, il s’agit d’une manière de déposer de la matière sur une surface plane. Dans le cadre d’une photolithographie il s’agit de la mise en place de la résine photosensible sur le substrat.
• Développeur : solution chimique permettant de révéler les zones du photoresist qui ont été insolées.
• Vias : regroupement de nanofils traversants dans une région définie de la membrane.
• NWs : nanofils (nanowires).
• ED : abréviation d’électrodéposition.
Non-confidentiel
Crolla Vincent Page 4
1 Introduction
1.1 Contexte
La détection de gaz est un élément essentiel pour assurer la sécurité de tous. Que ce soit pour l’industrie qui utilise fréquemment des gaz présentant de grands risques, ou dans les habitations, pour la détection de fumée.
Bien que la sécurité soit probablement le domaine qui utilise le plus les techniques de détection, d’autres domaines nécessitent de pouvoir connaître les concentrations ou la présence de certains gaz. La surveillance de l’environnement en est un.
1.1.1 Limites actuelles
Actuellement, les capteurs de gaz sont précis et sont capables de détecter la totalité des gaz connus. Toutefois, les capteurs actuels ont un temps de réponse relativement long, pour certains cas cela ne pose pas de problème, notamment pour les gaz qui ne sont pas très toxiques, mais pour les gaz dangereux comme le chlore (Cl2) il est préférable d’être exposé le moins possible. Il faut donc des capteurs qui ont un temps de réaction très court et idéalement bon marché à produire.
Le temps de réponse varie selon les détecteurs. Pour un capteur qui permet une détection de divers gaz, le délai de réponse varie entre 10 et 30 secondes selon le gaz détecté [1]. Tandis que pour un capteur exclusif au CO2, le retour sera plus rapide, entre 1-4 secondes [2]. Le but de ce projet est donc de réduire autant que possible ce délai de réponse en passant par la miniaturisation du capteur.
1.1.2 Etat de l’art
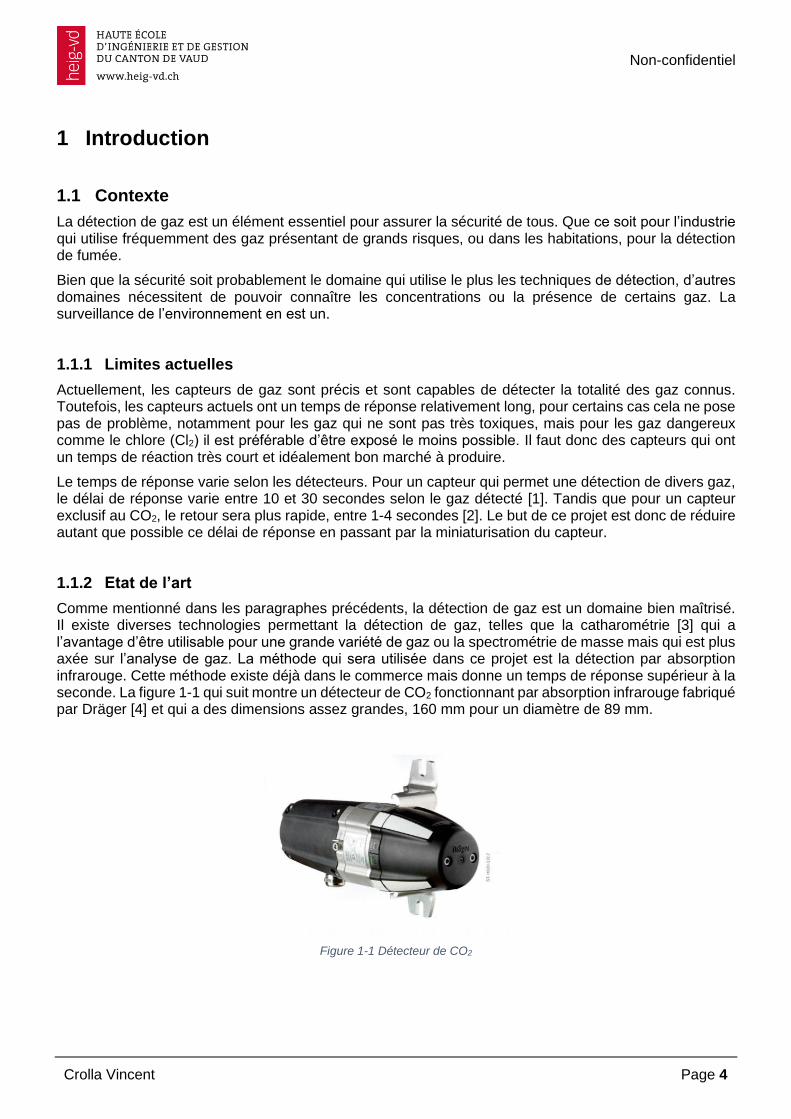
Comme mentionné dans les paragraphes précédents, la détection de gaz est un domaine bien maîtrisé. Il existe diverses technologies permettant la détection de gaz, telles que la catharométrie [3] qui a l’avantage d’être utilisable pour une grande variété de gaz ou la spectrométrie de masse mais qui est plus axée sur l’analyse de gaz. La méthode qui sera utilisée dans ce projet est la détection par absorption infrarouge. Cette méthode existe déjà dans le commerce mais donne un temps de réponse supérieur à la seconde. La figure 1-1 qui suit montre un détecteur de CO2 fonctionnant par absorption infrarouge fabriqué par Dräger [4] et qui a des dimensions assez grandes, 160 mm pour un diamètre de 89 mm.
Figure 1-1 Détecteur de CO2
Non-confidentiel
Crolla Vincent Page 5
1.2 Objectifs du projet
L’objectif de ce projet est de montrer la faisabilité d’un micro-capteur de CO2 fabriqué par la nanotechnologie à bas coût dite Template Synthesis. Plus le capteur est petit et condensé, plus la vitesse de réaction sera rapide. Il faudra aussi penser au coût de fabrication en privilégiant les procédés de fabrication les moins onéreux.
1.2.1 Objectif général
Afin de satisfaire les critères cités de miniaturisation et de rapidité, l’objectif de ce projet est de fabriquer des capteurs thermoélectriques ultra-minces par nanotechnologie Template Synthesis. Ces capteurs seront excités par une lumière infrarouge. L’absorption de l’infrarouge par la présence du CO2 sera détectée par la baisse de chaleur reçue par le capteur.
1.2.2 Objectifs spécifiques
De manière plus spécifique les objectifs à atteindre sont :
Objectif 1 : fabrication de micro-générateurs thermoélectriques (micro-thermoelectric generator : µTEG) par technologie Template Synthesis.
Objectif 2 : conception d’un banc de mesure pour caractériser et valider les propriétés optiques et thermoélectriques des µTEG.
Objectif 3 : réalisation d’un prototype fonctionnel de capteur de CO2.
Il s’agira donc dans un premier temps de développer une méthode de fabrication d’un µTEG, puis de réaliser un banc de test qui validera leurs réponses thermoélectriques. Le prototype fonctionnel viendra démontrer la faisabilité du projet.
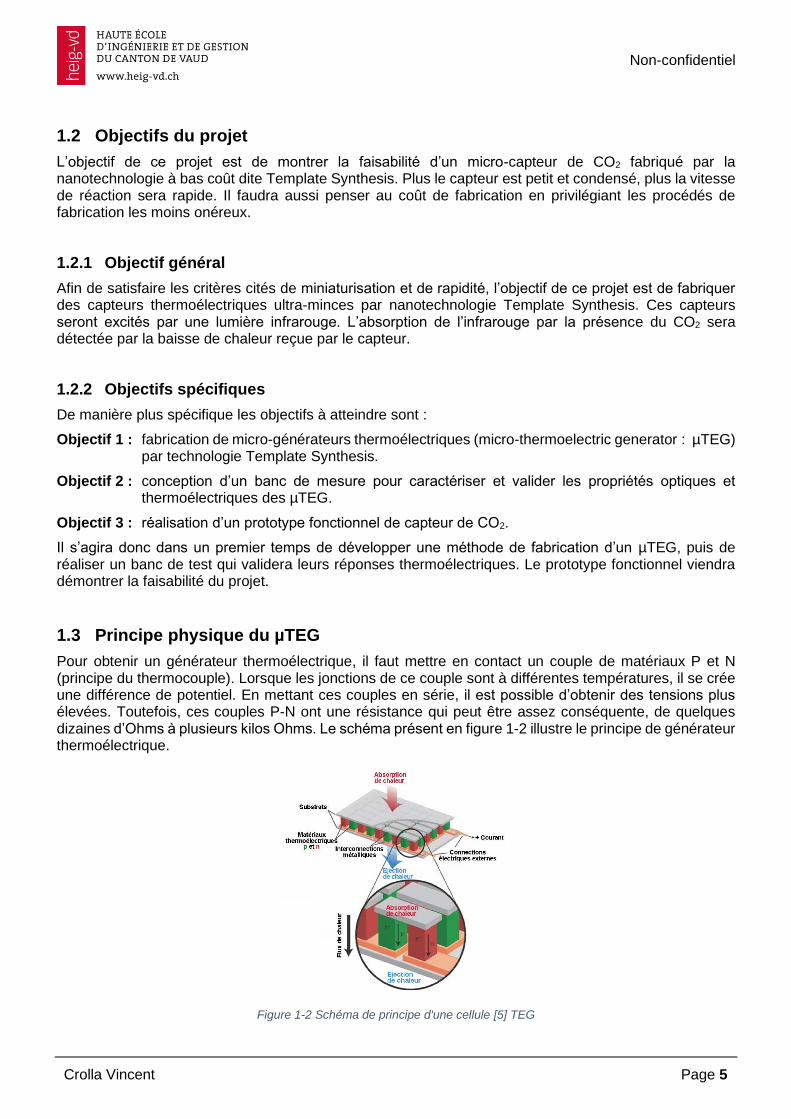
1.3 Principe physique du µTEG
Pour obtenir un générateur thermoélectrique, il faut mettre en contact un couple de matériaux P et N (principe du thermocouple). Lorsque les jonctions de ce couple sont à différentes températures, il se crée une différence de potentiel. En mettant ces couples en série, il est possible d’obtenir des tensions plus élevées. Toutefois, ces couples P-N ont une résistance qui peut être assez conséquente, de quelques dizaines d’Ohms à plusieurs kilos Ohms. Le schéma présent en figure 1-2 illustre le principe de générateur thermoélectrique.
Figure 1-2 Schéma de principe d'une cellule [5] TEG
Non-confidentiel
Crolla Vincent Page 6
Il existe divers couples de matériaux qui permettent de créer ce phénomène thermoélectrique. Pour avoir la tension la plus élevée il faut que la différence entre les coefficients Seebeck des deux matériaux soit la plus grande possible. Ce coefficient, dont le nom vient du physicien Thomas Johann Seebeck qui a découvert éponyme, est le rapport entre la différence de tension en volt et la différence de température en Kelvin. L’équation (1-1) montre la relation qui permet de connaître le coefficient de Seebeck S.
𝑆 =𝑑𝑉
𝑑𝑇 (1-1)
La tension Seebeck 𝑈𝑆 se mesure donc sur un couple de matériaux P et N, pour une différence de
température ∆𝑇 de leurs jonctions :
𝑈𝑆 = (𝑆𝑝 − 𝑆𝑛)∆𝑇 (1-2)
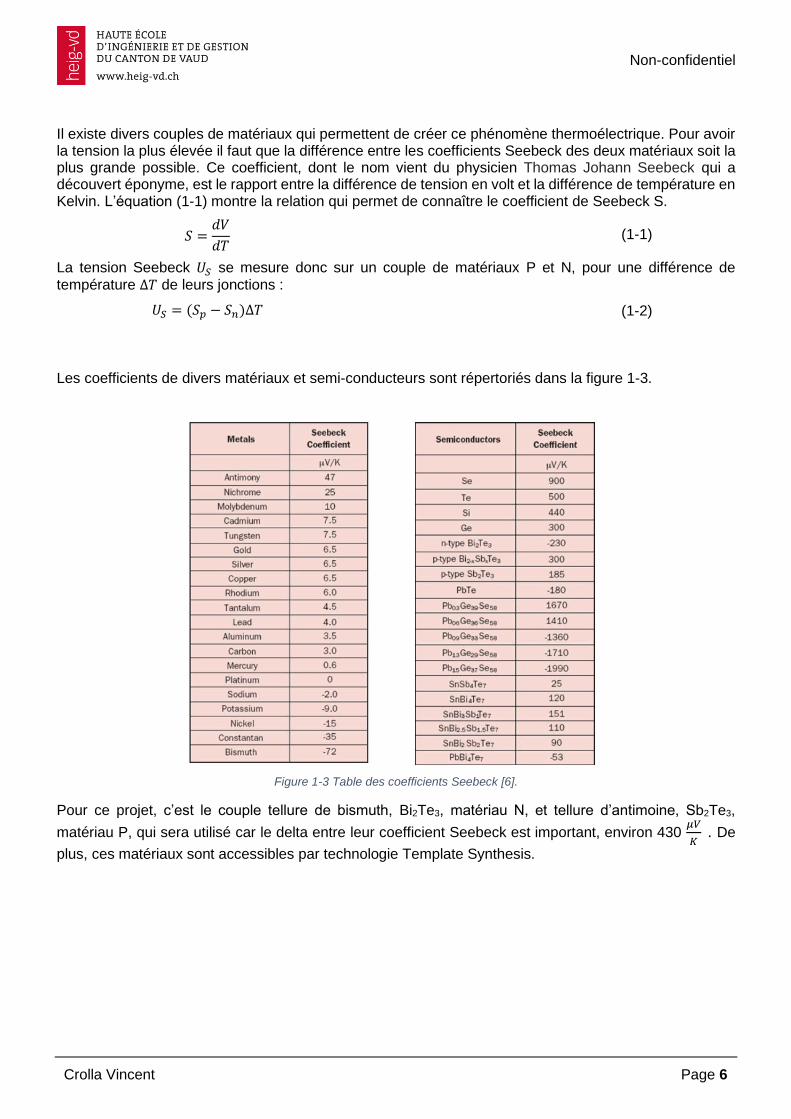
Les coefficients de divers matériaux et semi-conducteurs sont répertoriés dans la figure 1-3.
Figure 1-3 Table des coefficients Seebeck [6].
Pour ce projet, c’est le couple tellure de bismuth, Bi2Te3, matériau N, et tellure d’antimoine, Sb2Te3,
matériau P, qui sera utilisé car le delta entre leur coefficient Seebeck est important, environ 430 𝜇𝑉
𝐾 . De
plus, ces matériaux sont accessibles par technologie Template Synthesis.
Non-confidentiel
Crolla Vincent Page 7
1.4 Workpackages
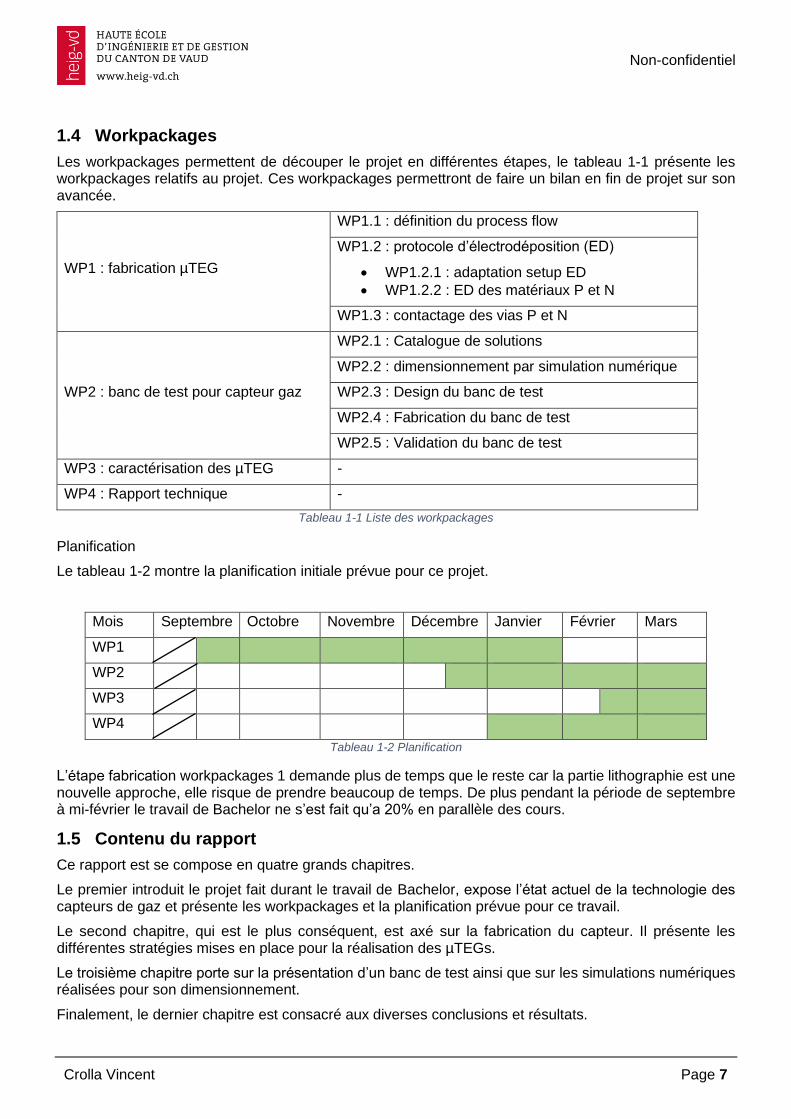
Les workpackages permettent de découper le projet en différentes étapes, le tableau 1-1 présente les workpackages relatifs au projet. Ces workpackages permettront de faire un bilan en fin de projet sur son avancée.
WP1 : fabrication µTEG
WP1.1 : définition du process flow
WP1.2 : protocole d’électrodéposition (ED)
• WP1.2.1 : adaptation setup ED
• WP1.2.2 : ED des matériaux P et N
WP1.3 : contactage des vias P et N
WP2 : banc de test pour capteur gaz
WP2.1 : Catalogue de solutions
WP2.2 : dimensionnement par simulation numérique
WP2.3 : Design du banc de test
WP2.4 : Fabrication du banc de test
WP2.5 : Validation du banc de test
WP3 : caractérisation des µTEG -
WP4 : Rapport technique -
Tableau 1-1 Liste des workpackages
Planification
Le tableau 1-2 montre la planification initiale prévue pour ce projet.
Mois Septembre Octobre Novembre Décembre Janvier Février Mars
WP1
WP2
WP3
WP4
Tableau 1-2 Planification
L’étape fabrication workpackages 1 demande plus de temps que le reste car la partie lithographie est une nouvelle approche, elle risque de prendre beaucoup de temps. De plus pendant la période de septembre à mi-février le travail de Bachelor ne s’est fait qu’a 20% en parallèle des cours.
1.5 Contenu du rapport
Ce rapport est se compose en quatre grands chapitres.
Le premier introduit le projet fait durant le travail de Bachelor, expose l’état actuel de la technologie des capteurs de gaz et présente les workpackages et la planification prévue pour ce travail.
Le second chapitre, qui est le plus conséquent, est axé sur la fabrication du capteur. Il présente les différentes stratégies mises en place pour la réalisation des µTEGs.
Le troisième chapitre porte sur la présentation d’un banc de test ainsi que sur les simulations numériques réalisées pour son dimensionnement.
Finalement, le dernier chapitre est consacré aux diverses conclusions et résultats.
Non-confidentiel
Crolla Vincent Page 8
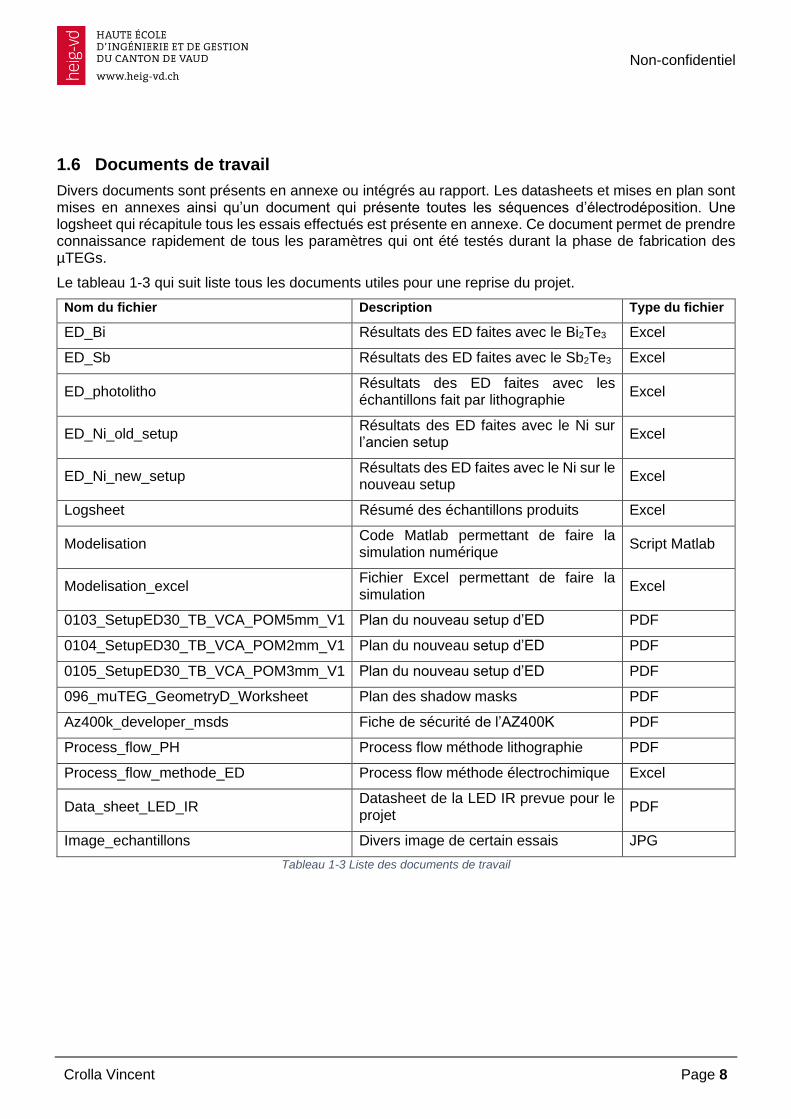
1.6 Documents de travail
Divers documents sont présents en annexe ou intégrés au rapport. Les datasheets et mises en plan sont mises en annexes ainsi qu’un document qui présente toutes les séquences d’électrodéposition. Une logsheet qui récapitule tous les essais effectués est présente en annexe. Ce document permet de prendre connaissance rapidement de tous les paramètres qui ont été testés durant la phase de fabrication des µTEGs.
Le tableau 1-3 qui suit liste tous les documents utiles pour une reprise du projet.
Nom du fichier Description Type du fichier
ED_Bi Résultats des ED faites avec le Bi2Te3 Excel
ED_Sb Résultats des ED faites avec le Sb2Te3 Excel
ED_photolitho Résultats des ED faites avec les échantillons fait par lithographie
Excel
ED_Ni_old_setup Résultats des ED faites avec le Ni sur l’ancien setup
Excel
ED_Ni_new_setup Résultats des ED faites avec le Ni sur le nouveau setup
Excel
Logsheet Résumé des échantillons produits Excel
Modelisation Code Matlab permettant de faire la simulation numérique
Script Matlab
Modelisation_excel Fichier Excel permettant de faire la simulation
Excel
0103_SetupED30_TB_VCA_POM5mm_V1 Plan du nouveau setup d’ED PDF
0104_SetupED30_TB_VCA_POM2mm_V1 Plan du nouveau setup d’ED PDF
0105_SetupED30_TB_VCA_POM3mm_V1 Plan du nouveau setup d’ED PDF
096_muTEG_GeometryD_Worksheet Plan des shadow masks PDF
Az400k_developer_msds Fiche de sécurité de l’AZ400K PDF
Process_flow_PH Process flow méthode lithographie PDF
Process_flow_methode_ED Process flow méthode électrochimique Excel
Data_sheet_LED_IR Datasheet de la LED IR prevue pour le projet
Image_echantillons Divers image de certain essais JPG
Tableau 1-3 Liste des documents de travail
Non-confidentiel
Crolla Vincent Page 9
2 Fabrication des µTEGs
2.1 Introduction
Ce chapitre va traiter de la fabrication des µTEGs et des premiers prototypes du capteur. Deux méthodes ont été testées pour faire les µTEGs :
Méthode lithographique, qui passe par des étapes de photolithographie avant d’effectuer une électrodéposition.
Méthode électrochimique, qui commence directement par l’électrodéposition.
Ces deux techniques sont présentées bien que la première soit moins détaillée car elle n’a pas été fonctionnelle et a donc été abandonnée.
Deux documents se trouvant en annexe présentent le process flow montrant chaque étape effectuée pour chacune des méthodes.
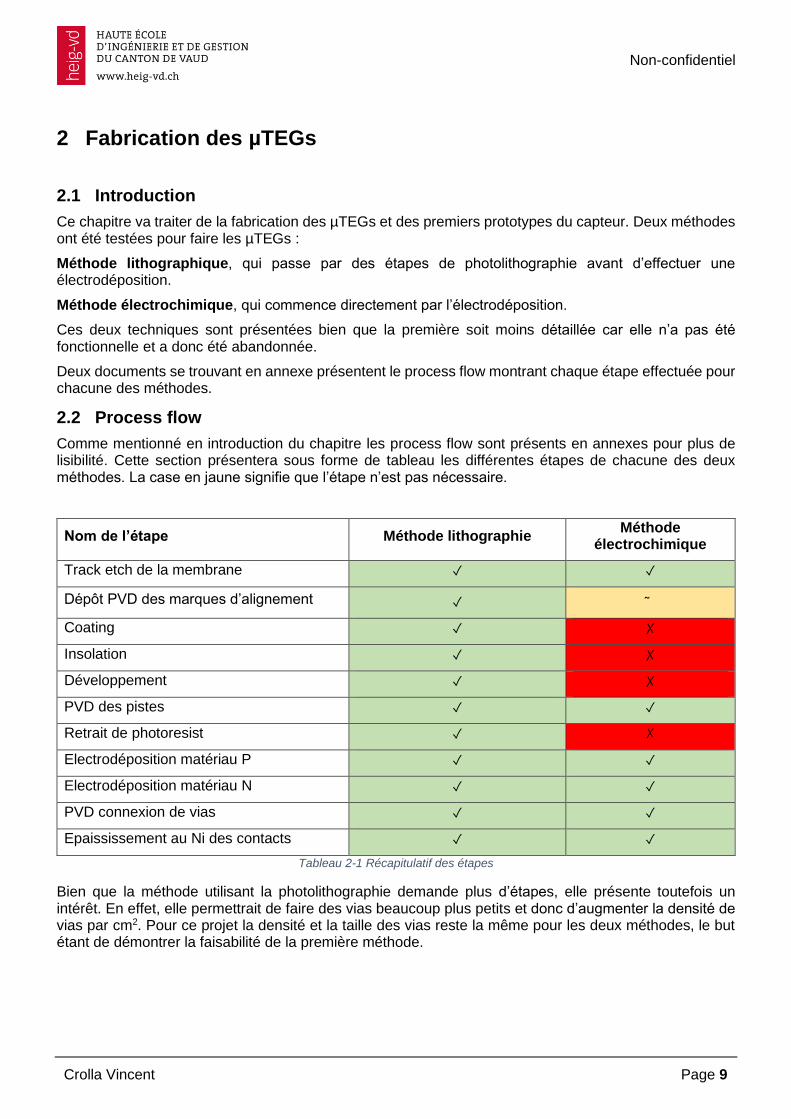
2.2 Process flow
Comme mentionné en introduction du chapitre les process flow sont présents en annexes pour plus de lisibilité. Cette section présentera sous forme de tableau les différentes étapes de chacune des deux méthodes. La case en jaune signifie que l’étape n’est pas nécessaire.
Nom de l’étape Méthode lithographie Méthode
électrochimique
Track etch de la membrane
Dépôt PVD des marques d’alignement
Coating
Insolation
Développement
PVD des pistes
Retrait de photoresist
Electrodéposition matériau P
Electrodéposition matériau N
PVD connexion de vias
Epaississement au Ni des contacts
Tableau 2-1 Récapitulatif des étapes
Bien que la méthode utilisant la photolithographie demande plus d’étapes, elle présente toutefois un intérêt. En effet, elle permettrait de faire des vias beaucoup plus petits et donc d’augmenter la densité de vias par cm2. Pour ce projet la densité et la taille des vias reste la même pour les deux méthodes, le but étant de démontrer la faisabilité de la première méthode.

Non-confidentiel
Crolla Vincent Page 10
2.3 Technologie Track Etch
Pour obtenir des nanofils au travers d’une membrane il faut que cette membrane soit poreuse. Il faut donc perforer une membrane avant de pouvoir l’utiliser pour faire une croissance de nanofils. Pour créer ces nanopores, il faut passer par une technologie appelée Track Etch. Il s’agit de faire passer la membrane dans d’un faisceau d’ions, puis de placer la membrane attaquée par les ions dans un bain chimique qui permettra d’ouvrir les pores au travers de la membrane là où des ions sont passés. La figure 2-1 montre un schéma expliquant ce processus.
Figure 2-1 Etapes de track etching [7]
Il est possible de perforer plusieurs types de membranes, pour ce projet il s’agira de membranes en polyimide (PI) et en polycarbonate (PC). Bien qu’il soit possible d’obtenir des membranes en plexiglas (PMMA) ou en polypropylène (PP). Le produit utilisé durant le bain chimique est du NaOH pour des membranes en PC et NaOCl pour celle en PI. La figure 2-2 qui suit montre la surface d’une membrane perforée.
Figure 2-2 Membrane PI perforée [8]
Non-confidentiel
Crolla Vincent Page 11
2.3.1 Paramètres des membranes utilisées
Diverses membranes ont été utilisées afin de connaître quels paramètres convenaient le mieux. Comme mentionné dans la section précédente, deux types de polymères ont été testés, PI et PC.
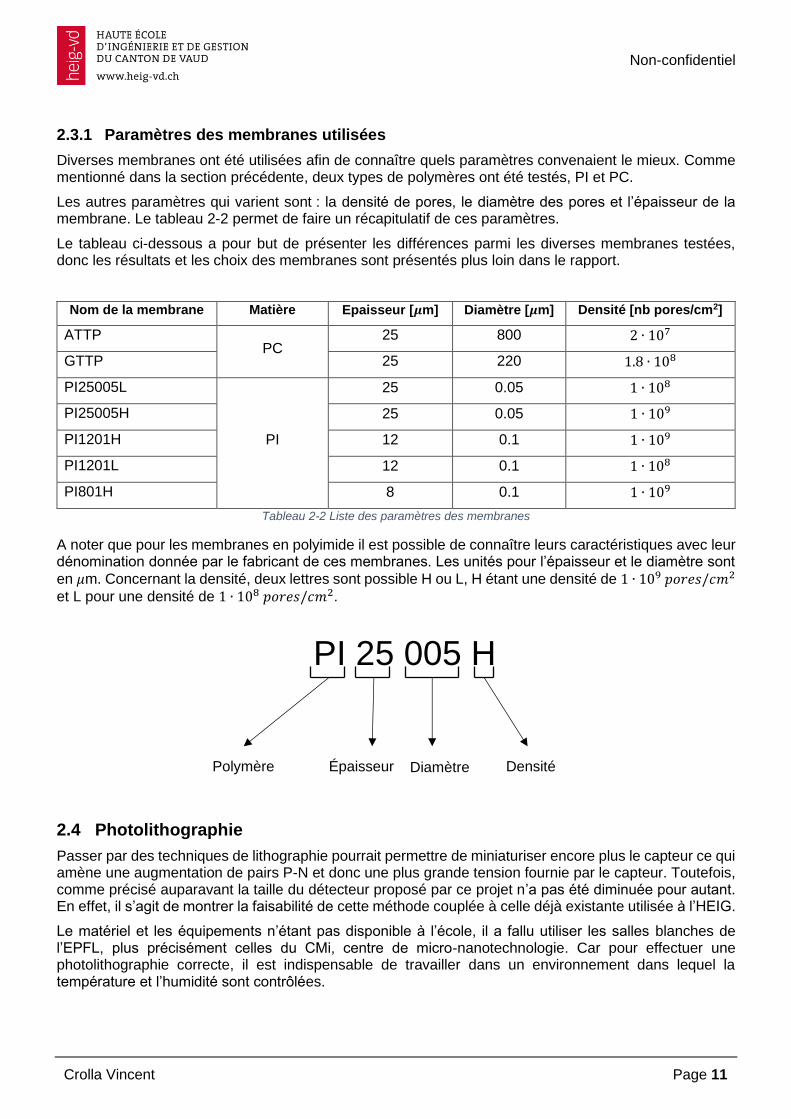
Les autres paramètres qui varient sont : la densité de pores, le diamètre des pores et l’épaisseur de la membrane. Le tableau 2-2 permet de faire un récapitulatif de ces paramètres.
Le tableau ci-dessous a pour but de présenter les différences parmi les diverses membranes testées, donc les résultats et les choix des membranes sont présentés plus loin dans le rapport.
Nom de la membrane Matière Epaisseur [𝝁m] Diamètre [𝝁m] Densité [nb pores/cm2]
ATTP PC
25 800 2 ∙ 107
GTTP 25 220 1.8 ∙ 108
PI25005L
PI
25 0.05 1 ∙ 108
PI25005H 25 0.05 1 ∙ 109
PI1201H 12 0.1 1 ∙ 109
PI1201L 12 0.1 1 ∙ 108
PI801H 8 0.1 1 ∙ 109
Tableau 2-2 Liste des paramètres des membranes
A noter que pour les membranes en polyimide il est possible de connaître leurs caractéristiques avec leur dénomination donnée par le fabricant de ces membranes. Les unités pour l’épaisseur et le diamètre sont
en 𝜇m. Concernant la densité, deux lettres sont possible H ou L, H étant une densité de 1 ∙ 109 𝑝𝑜𝑟𝑒𝑠/𝑐𝑚2
et L pour une densité de 1 ∙ 108 𝑝𝑜𝑟𝑒𝑠/𝑐𝑚2.
2.4 Photolithographie
Passer par des techniques de lithographie pourrait permettre de miniaturiser encore plus le capteur ce qui amène une augmentation de pairs P-N et donc une plus grande tension fournie par le capteur. Toutefois, comme précisé auparavant la taille du détecteur proposé par ce projet n’a pas été diminuée pour autant. En effet, il s’agit de montrer la faisabilité de cette méthode couplée à celle déjà existante utilisée à l’HEIG.
Le matériel et les équipements n’étant pas disponible à l’école, il a fallu utiliser les salles blanches de l’EPFL, plus précisément celles du CMi, centre de micro-nanotechnologie. Car pour effectuer une photolithographie correcte, il est indispensable de travailler dans un environnement dans lequel la température et l’humidité sont contrôlées.
Densité Polymère
PI 25 005 H
Diamètre Épaisseur
Non-confidentiel
Crolla Vincent Page 12
2.4.1 Coating
La première étape est le coating. Pour pouvoir déposer la résine photosensible, il faut un équipement nommé coater qui est disponible dans les salles blanches du CMi. Actuellement, ce genre d’équipement travaille de manière automatique mais pour un meilleur contrôle, il a été décidé de travailler avec un coater manuel car il est plus facile d’adapter une recette de coating. La figure 2-3 montre l’équipement utilisé au CMi pour ce projet. Sur la gauche de la figure se situe la partie qui va faire le dépôt de la résine ; à droite cachée par un couvercle se trouve une plaque chauffante qui est utilisée pour chauffer l’échantillon après le dépôt. Cela est nécessaire afin d’évaporer les solvants présents dans la résine. A noter que cette étape, comme pour les autres étapes de photolithographie, doit se faire sous lumière jaune afin de ne pas exposer la résine.
Figure 2-3 Coater Süss RC-8 THP [9]
La résine utilisée a pour nom commercial AZ 9221, qui n’existe plus pour des raisons de normes européennes. L’équivalence est la résine de la série AZ 10XT. Le tableau 2-4 qui suit montre la recette utilisée pour déposer la résine. La vitesse, l’accélération et le temps sont des paramètres influençant l’épaisseur et la qualité du coating.
Etape Temps [s]
Mise en place de la résine sur la plaque 10
Accélération de 500 𝑟𝑝𝑚
𝑠2 3
Vitesse de 1500 𝑟𝑝𝑚
𝑠 25
Décélération de -500 𝑟𝑝𝑚
𝑠2 3
Recuit à 180°C 100
Tableau 2-3 Etape du coating de la résine
Non-confidentiel
Crolla Vincent Page 13
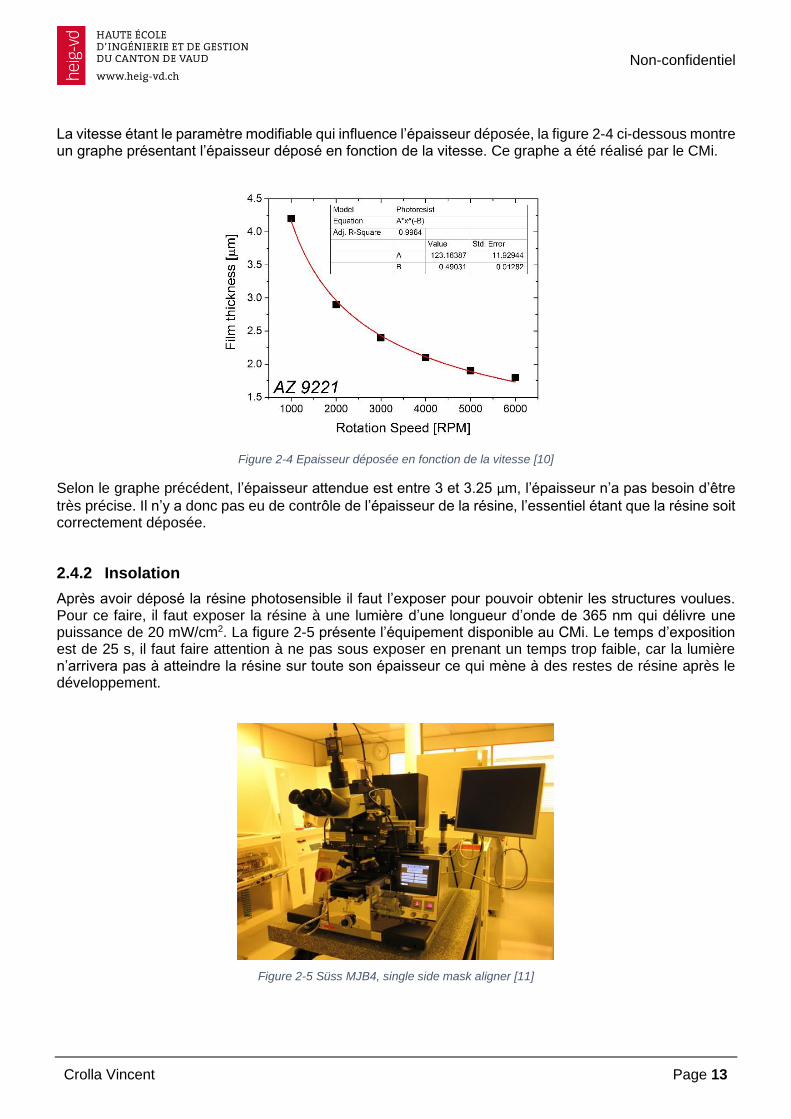
La vitesse étant le paramètre modifiable qui influence l’épaisseur déposée, la figure 2-4 ci-dessous montre un graphe présentant l’épaisseur déposé en fonction de la vitesse. Ce graphe a été réalisé par le CMi.
Figure 2-4 Epaisseur déposée en fonction de la vitesse [10]
Selon le graphe précédent, l’épaisseur attendue est entre 3 et 3.25 µm, l’épaisseur n’a pas besoin d’être
très précise. Il n’y a donc pas eu de contrôle de l’épaisseur de la résine, l’essentiel étant que la résine soit correctement déposée.
2.4.2 Insolation
Après avoir déposé la résine photosensible il faut l’exposer pour pouvoir obtenir les structures voulues. Pour ce faire, il faut exposer la résine à une lumière d’une longueur d’onde de 365 nm qui délivre une puissance de 20 mW/cm2. La figure 2-5 présente l’équipement disponible au CMi. Le temps d’exposition est de 25 s, il faut faire attention à ne pas sous exposer en prenant un temps trop faible, car la lumière n’arrivera pas à atteindre la résine sur toute son épaisseur ce qui mène à des restes de résine après le développement.
Figure 2-5 Süss MJB4, single side mask aligner [11]
Non-confidentiel
Crolla Vincent Page 14
2.4.3 Développement
La dernière étape est le développement, c’est à ce moment-là que les structures sont révélées grâce à un bain chimique composé d’eau déionisée et d’un produit nommé développeur, qui a pour dénomination commercial AZ400K dont la composition chimique est H2O-KOH-BK3O3. Le rapport entre l’eau et le développeur se situe entre 3 :1 et 4 :1 ; au-dessous le développeur n’agit pas efficacement et au-dessus de ce rapport, l’AZ400K a tendance à attaquer la résine non exposée. Le temps passé dans le bain est d’environ 180 secondes. La dernière étape est de rincer l’échantillon une dernière fois à l’eau déionisée.
2.4.4 Résultats intermédiaires
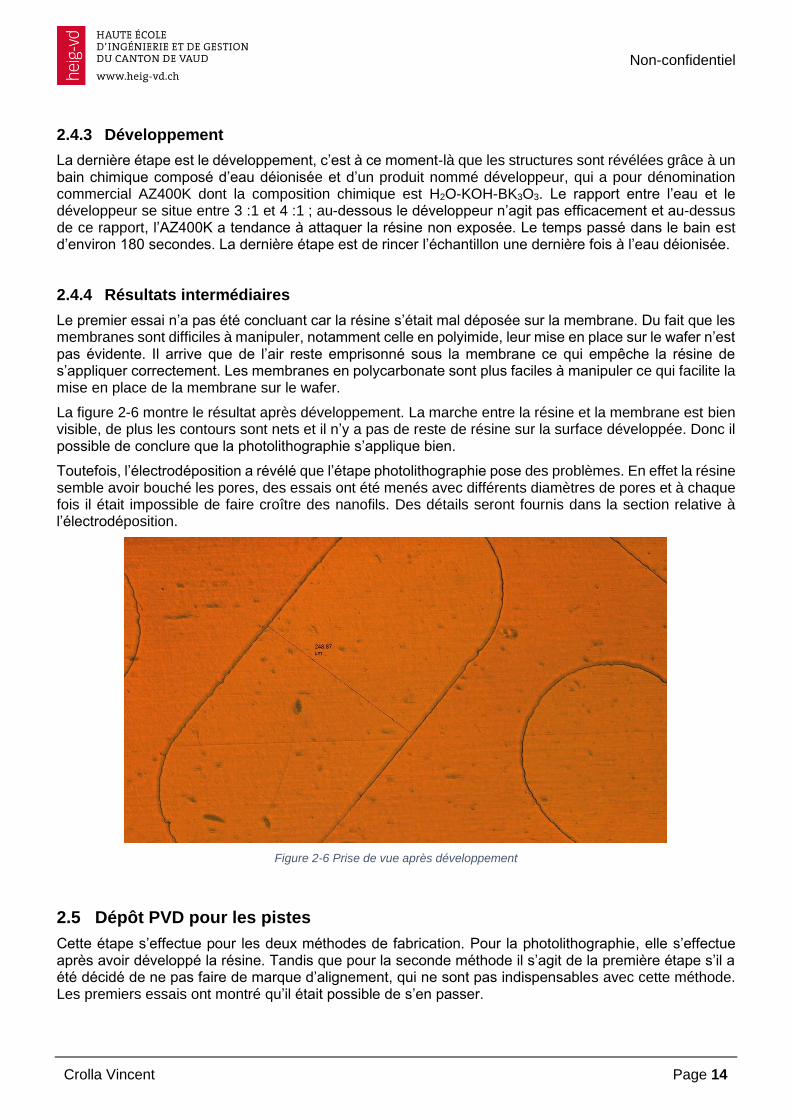
Le premier essai n’a pas été concluant car la résine s’était mal déposée sur la membrane. Du fait que les membranes sont difficiles à manipuler, notamment celle en polyimide, leur mise en place sur le wafer n’est pas évidente. Il arrive que de l’air reste emprisonné sous la membrane ce qui empêche la résine de s’appliquer correctement. Les membranes en polycarbonate sont plus faciles à manipuler ce qui facilite la mise en place de la membrane sur le wafer.
La figure 2-6 montre le résultat après développement. La marche entre la résine et la membrane est bien visible, de plus les contours sont nets et il n’y a pas de reste de résine sur la surface développée. Donc il possible de conclure que la photolithographie s’applique bien.
Toutefois, l’électrodéposition a révélé que l’étape photolithographie pose des problèmes. En effet la résine semble avoir bouché les pores, des essais ont été menés avec différents diamètres de pores et à chaque fois il était impossible de faire croître des nanofils. Des détails seront fournis dans la section relative à l’électrodéposition.
Figure 2-6 Prise de vue après développement
2.5 Dépôt PVD pour les pistes
Cette étape s’effectue pour les deux méthodes de fabrication. Pour la photolithographie, elle s’effectue après avoir développé la résine. Tandis que pour la seconde méthode il s’agit de la première étape s’il a été décidé de ne pas faire de marque d’alignement, qui ne sont pas indispensables avec cette méthode. Les premiers essais ont montré qu’il était possible de s’en passer.

Non-confidentiel
Crolla Vincent Page 15
2.5.1 Principe général
Afin de faire croître des nanofils à l’endroit désiré, il faut délimiter des régions où ils pourront se développer. Pour ce faire, il faut créer des contacts en or entre la membrane et l’électrode de travail présente dans le système d’électrodéposition. Ces connexions sont faites par dépôt PVD (Physical Vapor Deposition) en pulvérisation cathodique. Pour rappel, un dépôt PVD pour pulvérisation cathodique est une manière de déposer des métaux sur une surface en utilisant un plasma d’argon qui viendra arracher la matière sur la cible composée du matériau à déposer. Le schéma présent en figure 2-7 permet de donner une illustration du processus.
Figure 2-7 Illustration d'un dépôt par pulvérisation cathodique [12]
2.5.2 Shadow masks
Afin de délimiter les régions où l’or doit se déposer, il faut placer une pièce au-dessus de la membrane, cette pièce sera appelée shadow mask par la suite.
Ces shadow masks ont été fabriqués en interne à l’école, ce qui a permis d’en obtenir très rapidement et pouvoir faire facilement des modifications par la suite. Ils ont été faits par la graveuse laser présente au service technique de l’école. Bien que le premier lot de pièces fût réussi, elles étaient légèrement déformées à cause de la chaleur produite par le laser, ce qui a causé problème durant les premiers dépôts. En effet, les masks ne pouvaient pas être correctement plaqués contre la membrane ce qui a amené un dépôt qui n’était pas utilisable pour la suite.
Figure 2-8 Dépôt d'or avec mask défectueux
Non-confidentiel
Crolla Vincent Page 16
L’image présente en figure 2-8 montre la conséquence d’un mask déformé; les contours des structures sont moins nets là où le mask n’était pas plaqué correctement contre la membrane; de plus à certains endroits les vias se touchent.
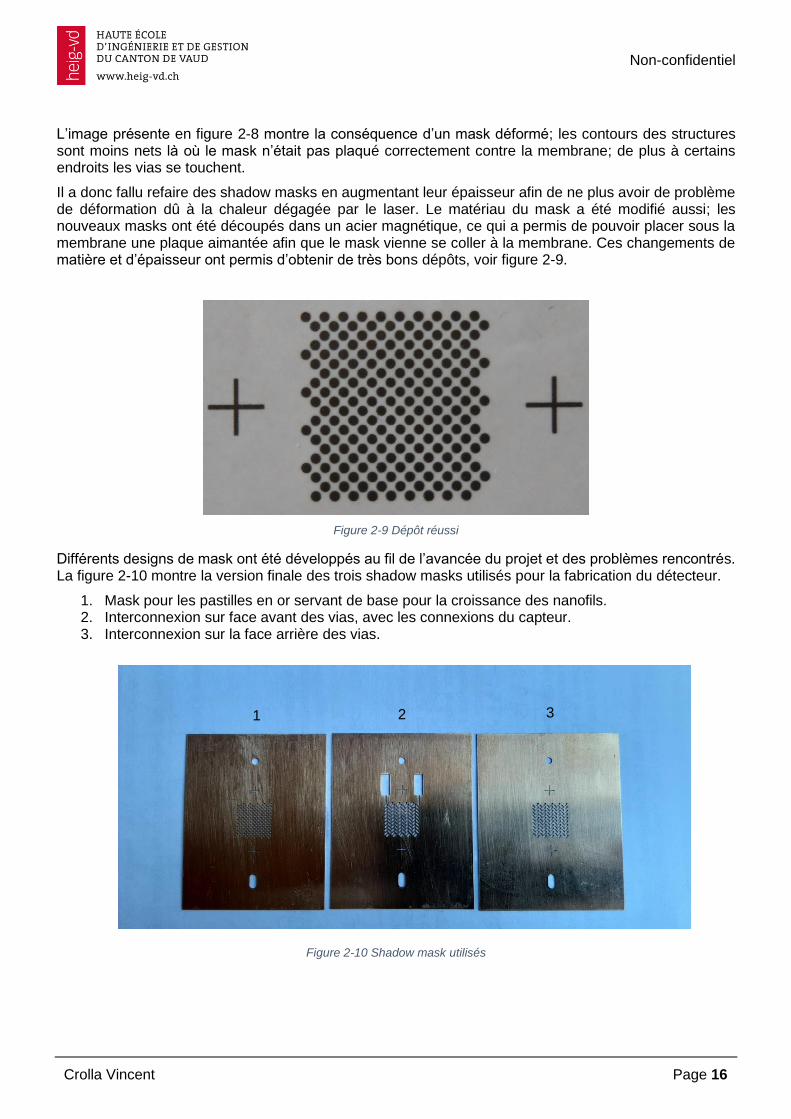
Il a donc fallu refaire des shadow masks en augmentant leur épaisseur afin de ne plus avoir de problème de déformation dû à la chaleur dégagée par le laser. Le matériau du mask a été modifié aussi; les nouveaux masks ont été découpés dans un acier magnétique, ce qui a permis de pouvoir placer sous la membrane une plaque aimantée afin que le mask vienne se coller à la membrane. Ces changements de matière et d’épaisseur ont permis d’obtenir de très bons dépôts, voir figure 2-9.
Figure 2-9 Dépôt réussi
Différents designs de mask ont été développés au fil de l’avancée du projet et des problèmes rencontrés. La figure 2-10 montre la version finale des trois shadow masks utilisés pour la fabrication du détecteur.
1. Mask pour les pastilles en or servant de base pour la croissance des nanofils. 2. Interconnexion sur face avant des vias, avec les connexions du capteur. 3. Interconnexion sur la face arrière des vias.
Figure 2-10 Shadow mask utilisés
1 2 3
Non-confidentiel
Crolla Vincent Page 17
2.5.3 Déroulement du dépôt
Les contacts sur lesquels les nanofils vont démarrer leur croissance sont en or de très grande pureté, 99.999%. Les paramètres du dépôt sont le courant appliqué à la cible et le temps de dépôt. Le tableau 2-4 présente les valeurs choisies ainsi que l’épaisseur finale.
Courant [mA] Temps [s] Epaisseur [nm]
30 900 ≈100
Tableau 2-4 Paramètres du dépôt
L’épaisseur du dépôt n’est pas critique, il n’est pas nécessaire qu’elle soit précise; des variations par rapport à la valeur attendue ne posent pas de problème pour la suite. Toutefois, il faut s’assurer que le dépôt adhère bien à la membrane, il est arrivé durant l’électrodéposition que les contacts en or se séparent de la membrane. Mais il faut noter que ce cas est arrivé avec un dépôt effectué lorsque la cible en or était presque épuisée ce qui a amené un dépôt bien moins épais qu’attendu.
L’équipement utilisé est un sputter fabriqué par Leica, le modèle est « leica em scd050 » la figure 2-11 qui suit montre l’équipement dans le laboratoire de l’école.
Figure 2-11 Equipement PVD [13]
2.5.4 Résultats intermédiaires
L’utilisation des shadow masks plus épais et magnétiques ont permis de donner de très bons résultats. Les structures en or sont nettes à condition de faire un nettoyage des masks après un certain nombre de dépôts à cause de l’or accumulé qui, à la longue, se délamine et recouvre les ouvertures.
Les échantillons qui ont subi une photolithographie sont aussi réussis. Il faut toutefois faire attention à bien aligner les marques prévues à cet effet.
2.6 Technologie Template Synthesis : synthèse électrochimique de nanofils
Dès que les pads en or, qui serviront de base pour les nanofils, ont été déposés, il est possible de commencer l’électrodéposition. Avant de faire croître les nanofils de matériaux N et P, des premiers tests ont été menés avec du nickel. De plus, une nouvelle cellule électrochimique a dû être utilisée, il a donc fallu la tester avant, notamment pour vérifier qu’elle ne fuyait pas et si elle permettait de faire des croissances correctes.
Non-confidentiel
Crolla Vincent Page 18
2.6.1 Principe
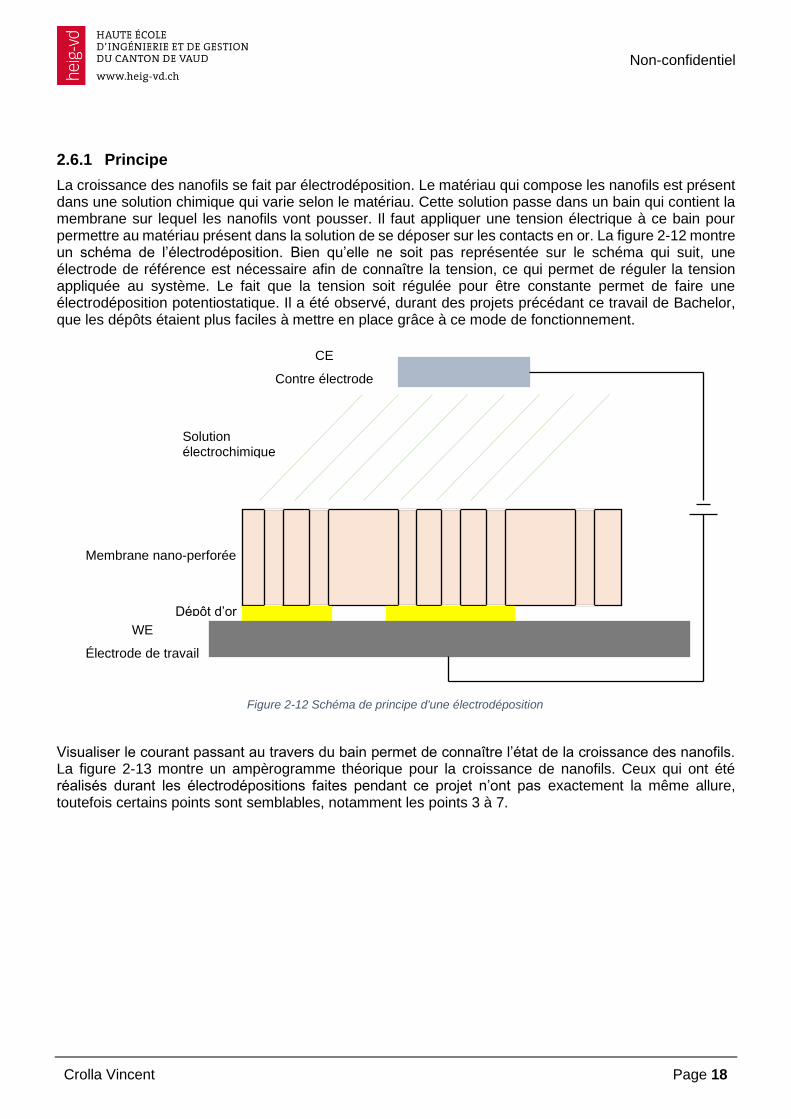
La croissance des nanofils se fait par électrodéposition. Le matériau qui compose les nanofils est présent dans une solution chimique qui varie selon le matériau. Cette solution passe dans un bain qui contient la membrane sur lequel les nanofils vont pousser. Il faut appliquer une tension électrique à ce bain pour permettre au matériau présent dans la solution de se déposer sur les contacts en or. La figure 2-12 montre un schéma de l’électrodéposition. Bien qu’elle ne soit pas représentée sur le schéma qui suit, une électrode de référence est nécessaire afin de connaître la tension, ce qui permet de réguler la tension appliquée au système. Le fait que la tension soit régulée pour être constante permet de faire une électrodéposition potentiostatique. Il a été observé, durant des projets précédant ce travail de Bachelor, que les dépôts étaient plus faciles à mettre en place grâce à ce mode de fonctionnement.
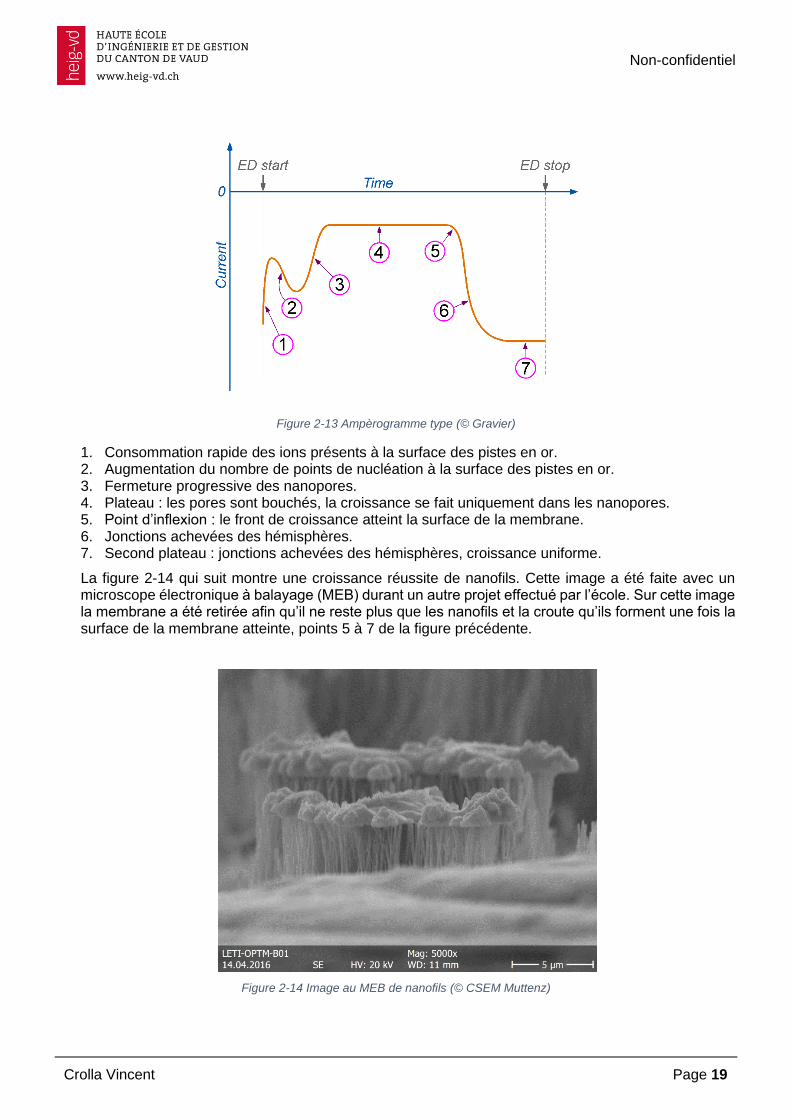
Visualiser le courant passant au travers du bain permet de connaître l’état de la croissance des nanofils. La figure 2-13 montre un ampèrogramme théorique pour la croissance de nanofils. Ceux qui ont été réalisés durant les électrodépositions faites pendant ce projet n’ont pas exactement la même allure, toutefois certains points sont semblables, notamment les points 3 à 7.
Membrane nano-perforée
WE
Électrode de travail
CE
Contre électrode
Solution électrochimique
Dépôt d’or
Figure 2-12 Schéma de principe d'une électrodéposition
Non-confidentiel
Crolla Vincent Page 19
Figure 2-13 Ampèrogramme type (© Gravier)
1. Consommation rapide des ions présents à la surface des pistes en or. 2. Augmentation du nombre de points de nucléation à la surface des pistes en or. 3. Fermeture progressive des nanopores. 4. Plateau : les pores sont bouchés, la croissance se fait uniquement dans les nanopores. 5. Point d’inflexion : le front de croissance atteint la surface de la membrane. 6. Jonctions achevées des hémisphères. 7. Second plateau : jonctions achevées des hémisphères, croissance uniforme.
La figure 2-14 qui suit montre une croissance réussite de nanofils. Cette image a été faite avec un microscope électronique à balayage (MEB) durant un autre projet effectué par l’école. Sur cette image la membrane a été retirée afin qu’il ne reste plus que les nanofils et la croute qu’ils forment une fois la surface de la membrane atteinte, points 5 à 7 de la figure précédente.
Figure 2-14 Image au MEB de nanofils (© CSEM Muttenz)
Non-confidentiel
Crolla Vincent Page 20
2.6.2 Cellules électrochimiques
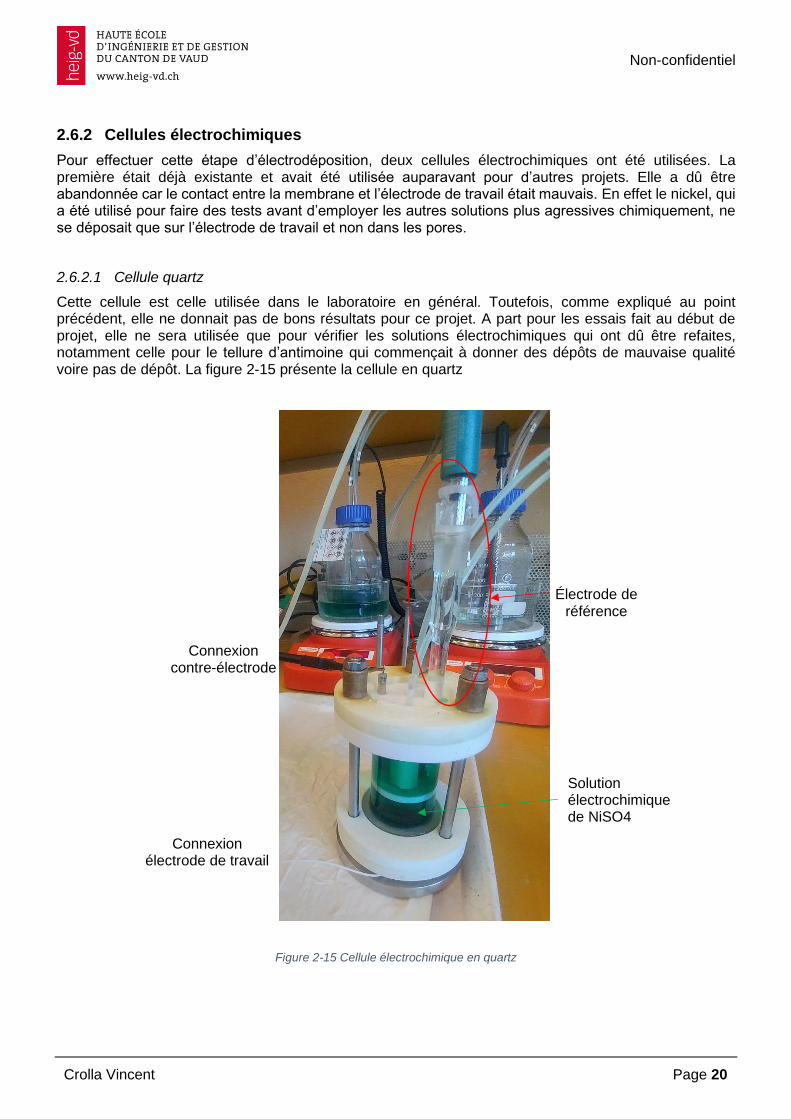
Pour effectuer cette étape d’électrodéposition, deux cellules électrochimiques ont été utilisées. La première était déjà existante et avait été utilisée auparavant pour d’autres projets. Elle a dû être abandonnée car le contact entre la membrane et l’électrode de travail était mauvais. En effet le nickel, qui a été utilisé pour faire des tests avant d’employer les autres solutions plus agressives chimiquement, ne se déposait que sur l’électrode de travail et non dans les pores.
2.6.2.1 Cellule quartz
Cette cellule est celle utilisée dans le laboratoire en général. Toutefois, comme expliqué au point précédent, elle ne donnait pas de bons résultats pour ce projet. A part pour les essais fait au début de projet, elle ne sera utilisée que pour vérifier les solutions électrochimiques qui ont dû être refaites, notamment celle pour le tellure d’antimoine qui commençait à donner des dépôts de mauvaise qualité voire pas de dépôt. La figure 2-15 présente la cellule en quartz
Figure 2-15 Cellule électrochimique en quartz
Connexion contre-électrode
Électrode de référence
Connexion électrode de travail
Solution électrochimique de NiSO4
Non-confidentiel
Crolla Vincent Page 21
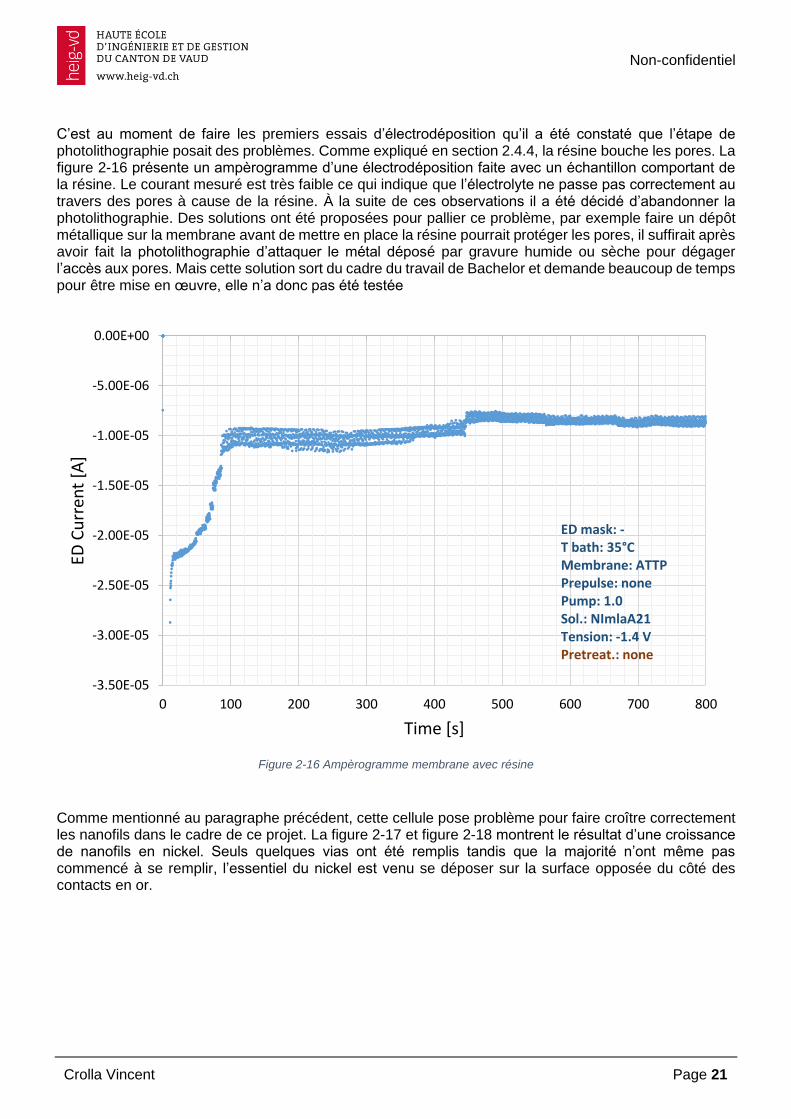
C’est au moment de faire les premiers essais d’électrodéposition qu’il a été constaté que l’étape de photolithographie posait des problèmes. Comme expliqué en section 2.4.4, la résine bouche les pores. La figure 2-16 présente un ampèrogramme d’une électrodéposition faite avec un échantillon comportant de la résine. Le courant mesuré est très faible ce qui indique que l’électrolyte ne passe pas correctement au travers des pores à cause de la résine. À la suite de ces observations il a été décidé d’abandonner la photolithographie. Des solutions ont été proposées pour pallier ce problème, par exemple faire un dépôt métallique sur la membrane avant de mettre en place la résine pourrait protéger les pores, il suffirait après avoir fait la photolithographie d’attaquer le métal déposé par gravure humide ou sèche pour dégager l’accès aux pores. Mais cette solution sort du cadre du travail de Bachelor et demande beaucoup de temps pour être mise en œuvre, elle n’a donc pas été testée
Figure 2-16 Ampèrogramme membrane avec résine
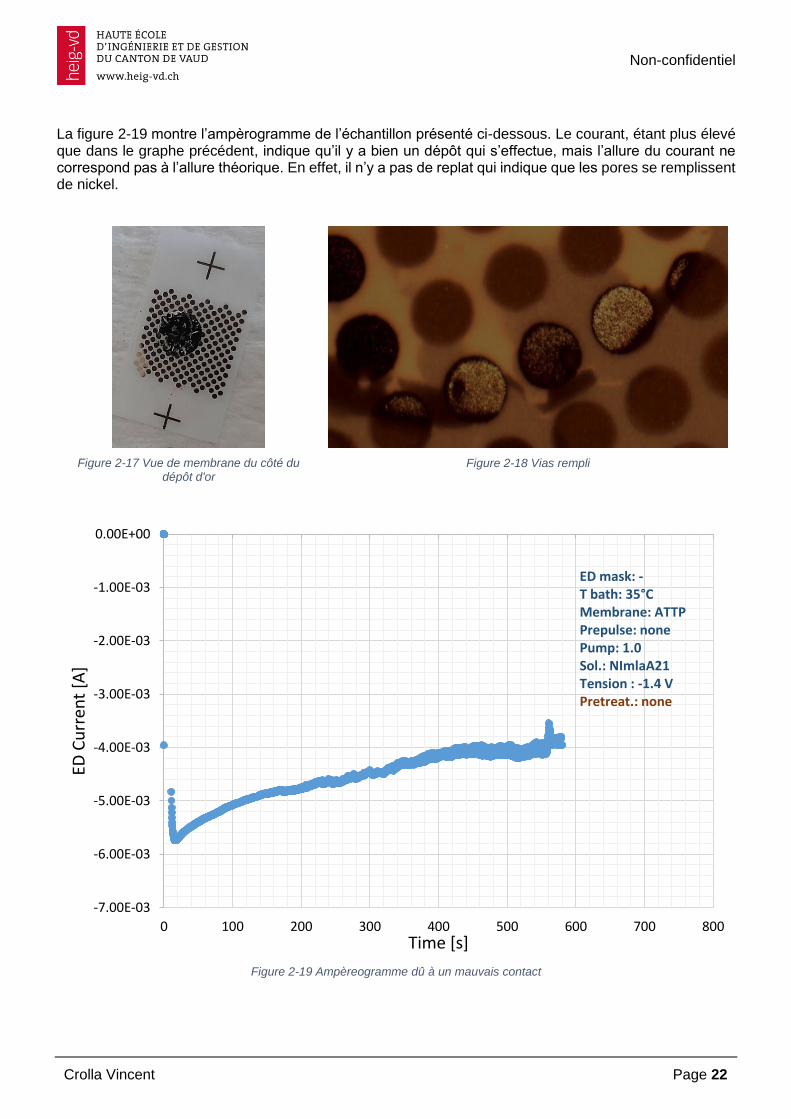
Comme mentionné au paragraphe précédent, cette cellule pose problème pour faire croître correctement les nanofils dans le cadre de ce projet. La figure 2-17 et figure 2-18 montrent le résultat d’une croissance de nanofils en nickel. Seuls quelques vias ont été remplis tandis que la majorité n’ont même pas commencé à se remplir, l’essentiel du nickel est venu se déposer sur la surface opposée du côté des contacts en or.
-3.50E-05
-3.00E-05
-2.50E-05
-2.00E-05
-1.50E-05
-1.00E-05
-5.00E-06
0.00E+00
0 100 200 300 400 500 600 700 800
ED C
urr
ent
[A]
Time [s]
ED mask: -T bath: 35°CMembrane: ATTPPrepulse: nonePump: 1.0Sol.: NImlaA21Tension: -1.4 V Pretreat.: none
Non-confidentiel
Crolla Vincent Page 22
La figure 2-19 montre l’ampèrogramme de l’échantillon présenté ci-dessous. Le courant, étant plus élevé que dans le graphe précédent, indique qu’il y a bien un dépôt qui s’effectue, mais l’allure du courant ne correspond pas à l’allure théorique. En effet, il n’y a pas de replat qui indique que les pores se remplissent de nickel.
Figure 2-19 Ampèreogramme dû à un mauvais contact
-7.00E-03
-6.00E-03
-5.00E-03
-4.00E-03
-3.00E-03
-2.00E-03
-1.00E-03
0.00E+00
0 100 200 300 400 500 600 700 800
ED C
urr
ent
[A]
Time [s]
ED mask: -T bath: 35°CMembrane: ATTPPrepulse: nonePump: 1.0Sol.: NImlaA21Tension : -1.4 VPretreat.: none
Figure 2-17 Vue de membrane du côté du dépôt d'or
Figure 2-18 Vias rempli
Non-confidentiel
Crolla Vincent Page 23
Le joint en NBR n’est pas plaqué correctement contre la membrane, ce qui permet au liquide de passer sur les côtés de la membrane et d’être directement en contact avec l’électrode travail. Le nickel vient donc se déposer directement sur l’électrode pour ensuite venir s’accrocher à la membrane ce qui donne le résultat présenté sur la figure 2-17.
Au vu des résultats obtenus il a fallu mettre de côté cette cellule pour la suite du travail. Elle ne sera utilisée que pour valider les nouvelles solutions qui ont été faites afin de les comparer avec les tests des anciennes solutions.
2.6.2.2 Cellule micro-fluidique
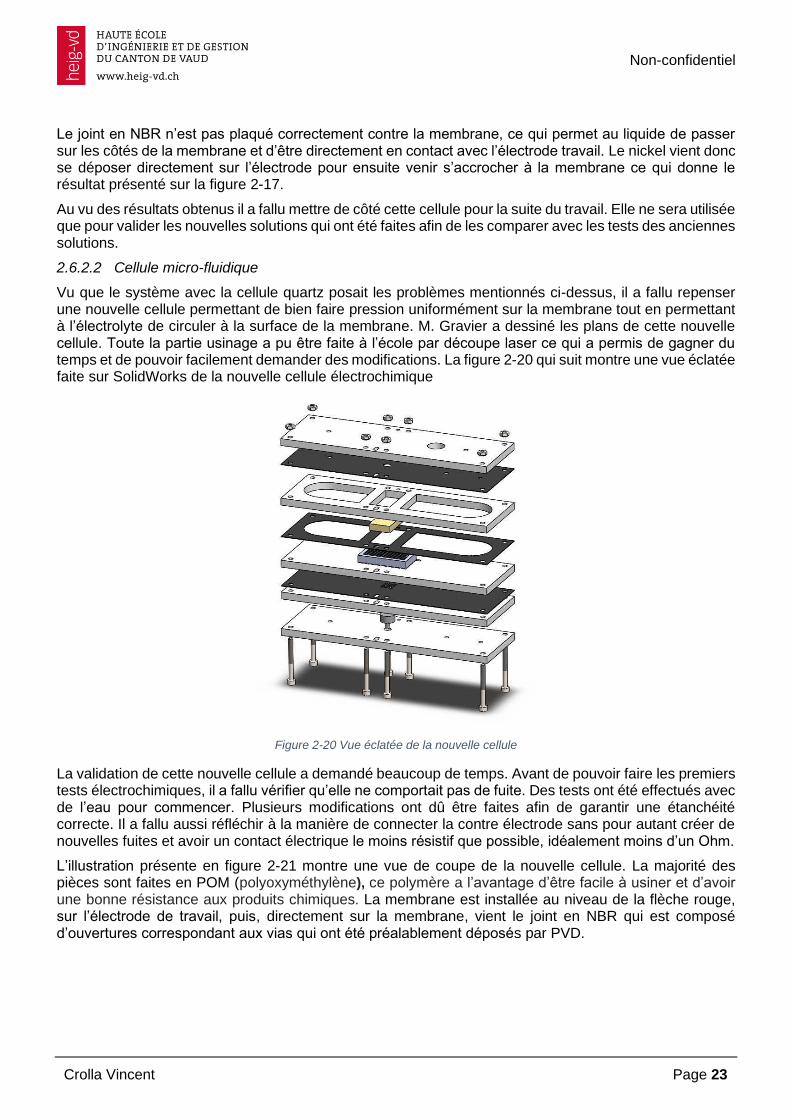
Vu que le système avec la cellule quartz posait les problèmes mentionnés ci-dessus, il a fallu repenser une nouvelle cellule permettant de bien faire pression uniformément sur la membrane tout en permettant à l’électrolyte de circuler à la surface de la membrane. M. Gravier a dessiné les plans de cette nouvelle cellule. Toute la partie usinage a pu être faite à l’école par découpe laser ce qui a permis de gagner du temps et de pouvoir facilement demander des modifications. La figure 2-20 qui suit montre une vue éclatée faite sur SolidWorks de la nouvelle cellule électrochimique
Figure 2-20 Vue éclatée de la nouvelle cellule
La validation de cette nouvelle cellule a demandé beaucoup de temps. Avant de pouvoir faire les premiers tests électrochimiques, il a fallu vérifier qu’elle ne comportait pas de fuite. Des tests ont été effectués avec de l’eau pour commencer. Plusieurs modifications ont dû être faites afin de garantir une étanchéité correcte. Il a fallu aussi réfléchir à la manière de connecter la contre électrode sans pour autant créer de nouvelles fuites et avoir un contact électrique le moins résistif que possible, idéalement moins d’un Ohm.
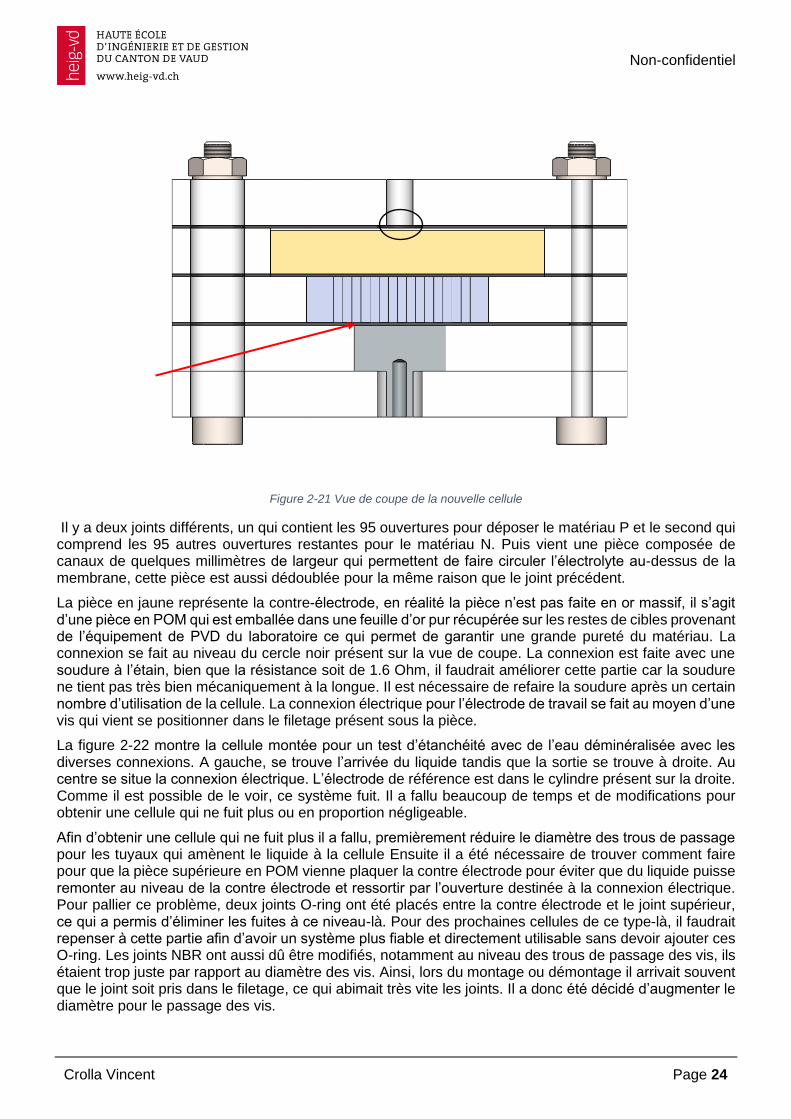
L’illustration présente en figure 2-21 montre une vue de coupe de la nouvelle cellule. La majorité des pièces sont faites en POM (polyoxyméthylène), ce polymère a l’avantage d’être facile à usiner et d’avoir une bonne résistance aux produits chimiques. La membrane est installée au niveau de la flèche rouge, sur l’électrode de travail, puis, directement sur la membrane, vient le joint en NBR qui est composé d’ouvertures correspondant aux vias qui ont été préalablement déposés par PVD.
Non-confidentiel
Crolla Vincent Page 24
Figure 2-21 Vue de coupe de la nouvelle cellule
Il y a deux joints différents, un qui contient les 95 ouvertures pour déposer le matériau P et le second qui comprend les 95 autres ouvertures restantes pour le matériau N. Puis vient une pièce composée de canaux de quelques millimètres de largeur qui permettent de faire circuler l’électrolyte au-dessus de la membrane, cette pièce est aussi dédoublée pour la même raison que le joint précédent.
La pièce en jaune représente la contre-électrode, en réalité la pièce n’est pas faite en or massif, il s’agit d’une pièce en POM qui est emballée dans une feuille d’or pur récupérée sur les restes de cibles provenant de l’équipement de PVD du laboratoire ce qui permet de garantir une grande pureté du matériau. La connexion se fait au niveau du cercle noir présent sur la vue de coupe. La connexion est faite avec une soudure à l’étain, bien que la résistance soit de 1.6 Ohm, il faudrait améliorer cette partie car la soudure ne tient pas très bien mécaniquement à la longue. Il est nécessaire de refaire la soudure après un certain nombre d’utilisation de la cellule. La connexion électrique pour l’électrode de travail se fait au moyen d’une vis qui vient se positionner dans le filetage présent sous la pièce.
La figure 2-22 montre la cellule montée pour un test d’étanchéité avec de l’eau déminéralisée avec les diverses connexions. A gauche, se trouve l’arrivée du liquide tandis que la sortie se trouve à droite. Au centre se situe la connexion électrique. L’électrode de référence est dans le cylindre présent sur la droite. Comme il est possible de le voir, ce système fuit. Il a fallu beaucoup de temps et de modifications pour obtenir une cellule qui ne fuit plus ou en proportion négligeable.
Afin d’obtenir une cellule qui ne fuit plus il a fallu, premièrement réduire le diamètre des trous de passage pour les tuyaux qui amènent le liquide à la cellule Ensuite il a été nécessaire de trouver comment faire pour que la pièce supérieure en POM vienne plaquer la contre électrode pour éviter que du liquide puisse remonter au niveau de la contre électrode et ressortir par l’ouverture destinée à la connexion électrique. Pour pallier ce problème, deux joints O-ring ont été placés entre la contre électrode et le joint supérieur, ce qui a permis d’éliminer les fuites à ce niveau-là. Pour des prochaines cellules de ce type-là, il faudrait repenser à cette partie afin d’avoir un système plus fiable et directement utilisable sans devoir ajouter ces O-ring. Les joints NBR ont aussi dû être modifiés, notamment au niveau des trous de passage des vis, ils étaient trop juste par rapport au diamètre des vis. Ainsi, lors du montage ou démontage il arrivait souvent que le joint soit pris dans le filetage, ce qui abimait très vite les joints. Il a donc été décidé d’augmenter le diamètre pour le passage des vis.

Non-confidentiel
Crolla Vincent Page 25
Les dernières modifications majeures ont été faites sur la manière de monter la cellule. Contrairement à la vue de coupe et à l’image qui suit, le montage de la nouvelle version de la cellule s’effectue en commençant par placer les écrous dans une plaque située sous la cellule et qui comprend des ouvertures semblables aux écrous. Ce changement a permis de faciliter le montage et d’assurer un meilleur serrage des vis qui est aussi devenu plus homogène.
Toutes ces modifications ont permis de grandement améliorer l’étanchéité de la nouvelle cellule et même si elle n’était pas parfaite, il a été décidé de passer aux tests électrochimiques pour ne pas perdre plus de temps. A noter que les fuites ont presque toutes disparues une fois que les solutions P et N ont été utilisées pour la première fois.
2.6.3 Electrodéposition
Après avoir validé la nouvelle cellule d’électrochimie au niveau des fuites, il a fallu tester s’il était possible de réaliser des dépôts corrects. Les premiers tests ont été fait avec du nickel, car les deux autres électrolytes de Bi2Te3 et Sb2Te3 sont agressives, surtout celle de tellure d’antimoine qui a un PH de 0. Ainsi, pour éviter d’user la cellule prématurément et surtout pour préserver l’électrode de référence, les premiers tests ont été faits avec du nickel jusqu’à obtenir de bons résultats. Dès que des résultats corrects ont été obtenus des essais ont été mené sur les deux solutions P et N.
2.6.3.1 Nickel
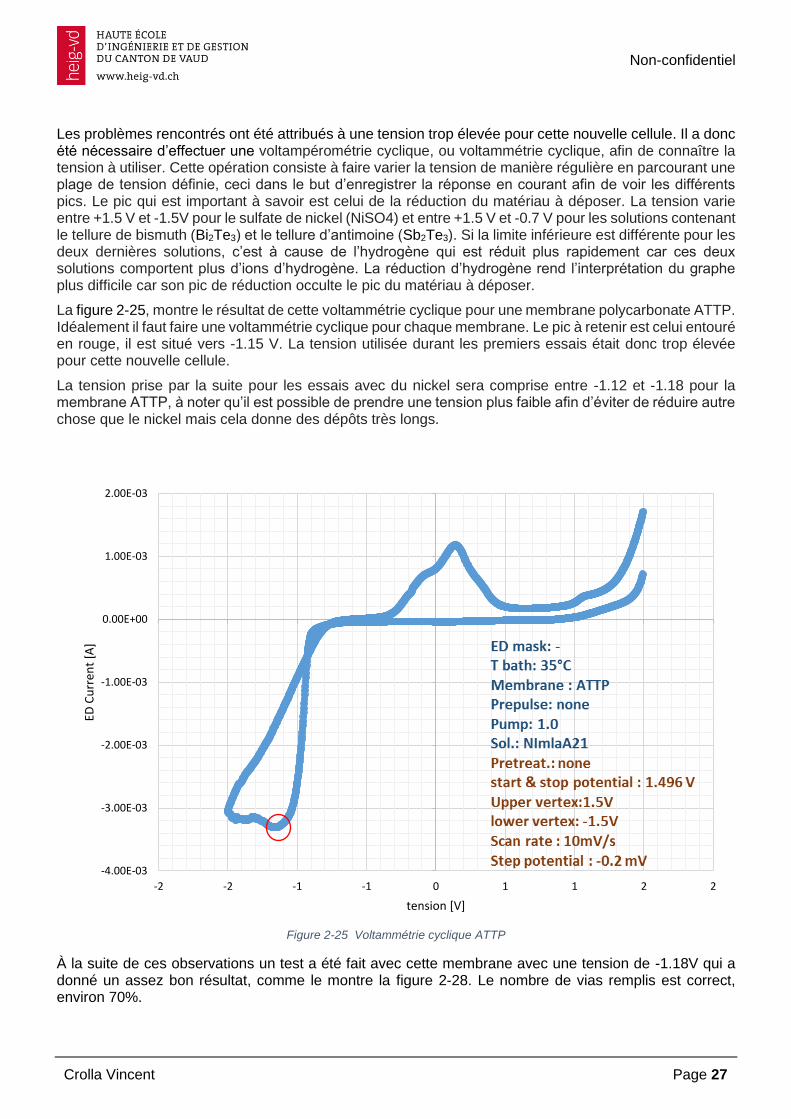
Les premiers essais ont été faits sur des membranes en polycarbonate qui sont plus faciles à manipuler, toutefois elles ont des diamètres de pores beaucoup plus élevés que les membranes en polyimide. Pour commencer, il a été décidé de prendre des tensions similaires à l’ancienne cellule, à savoir -1.4 V pour une membrane en polycarbonate. Il a vite été constaté que cela ne fonctionnait pas, la croissance s’effectuait mais elle n’était pas homogène, le nickel se déposait partout même sur la contre électrode ce qui n’est pas censé se produire et le nickel commençait aussi sa croissance directement sur l’électrode de travail. Il a même été constaté, sur un échantillon mal aligné avec les ouvertures sur le joint, que le nickel passait au travers des nanopores qui n’étaient pas reliés aux vias en or. La figure 2-23 montre bien la présence de nanofils à côté des contacts en or. L’ampèrogramme présent sur la figure 2-24 est celui de cet échantillon mal aligné fait avec une tension trop élevée. La tension a été abaissée à -1.2V mais cela n’a pas permis d’obtenir un résultat correct. Le test a été écourté car le courant était aux limites tolérées par la recette utilisée. Ce courant trop élevé est probablement dû au nickel qui s’est déposé partout.
Figure 2-22 Test de fuite de la nouvelle cellule
Non-confidentiel
Crolla Vincent Page 26
Figure 2-23 Nanofils présent hors de contacts en or
Figure 2-24 Ampèrogramme échantillon D
-1.20E-01
-1.00E-01
-8.00E-02
-6.00E-02
-4.00E-02
-2.00E-02
0.00E+00
0 20 40 60 80 100 120 140
ED C
urr
ent
[A]
Time [s]
ED mask: 95 holesT bath: 35°CMembrane: ATTPPrepulse: nonePump: 1.0Sol.: NImlaA21Tension : -1.4 VPretreat.: none
Non-confidentiel
Crolla Vincent Page 27
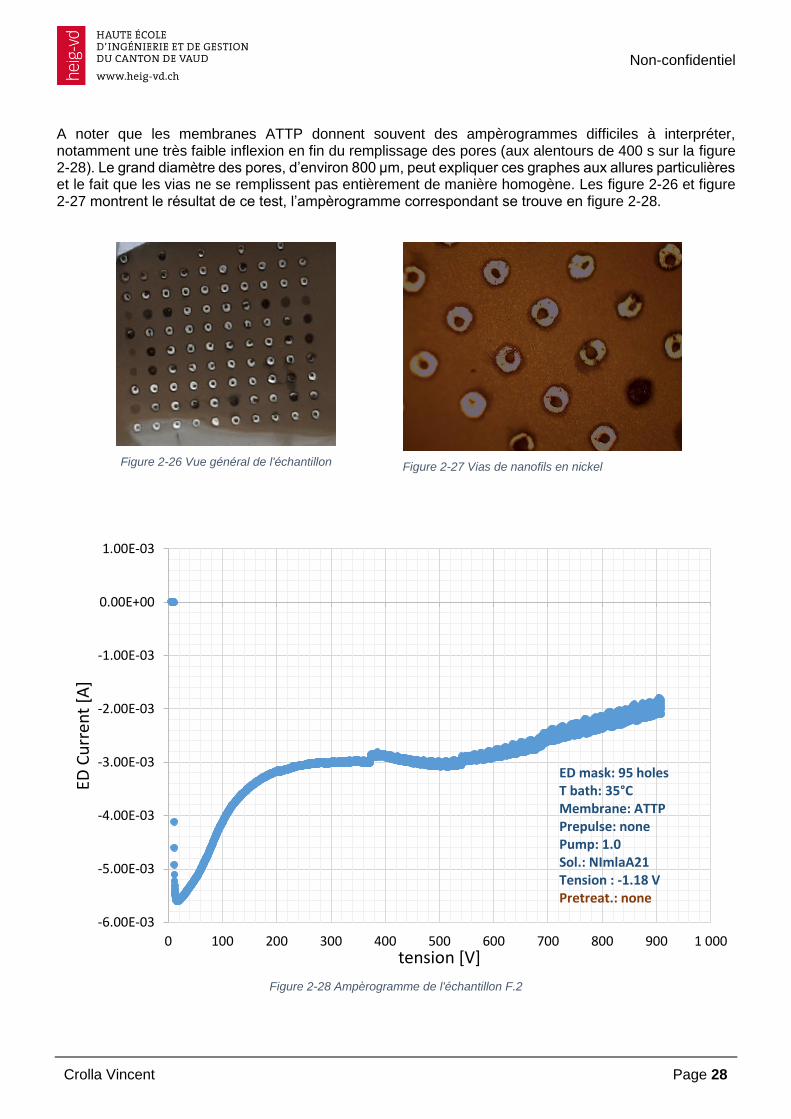
Les problèmes rencontrés ont été attribués à une tension trop élevée pour cette nouvelle cellule. Il a donc été nécessaire d’effectuer une voltampérométrie cyclique, ou voltammétrie cyclique, afin de connaître la tension à utiliser. Cette opération consiste à faire varier la tension de manière régulière en parcourant une plage de tension définie, ceci dans le but d’enregistrer la réponse en courant afin de voir les différents pics. Le pic qui est important à savoir est celui de la réduction du matériau à déposer. La tension varie entre +1.5 V et -1.5V pour le sulfate de nickel (NiSO4) et entre +1.5 V et -0.7 V pour les solutions contenant le tellure de bismuth (Bi2Te3) et le tellure d’antimoine (Sb2Te3). Si la limite inférieure est différente pour les deux dernières solutions, c’est à cause de l’hydrogène qui est réduit plus rapidement car ces deux solutions comportent plus d’ions d’hydrogène. La réduction d’hydrogène rend l’interprétation du graphe plus difficile car son pic de réduction occulte le pic du matériau à déposer.
La figure 2-25, montre le résultat de cette voltammétrie cyclique pour une membrane polycarbonate ATTP. Idéalement il faut faire une voltammétrie cyclique pour chaque membrane. Le pic à retenir est celui entouré en rouge, il est situé vers -1.15 V. La tension utilisée durant les premiers essais était donc trop élevée pour cette nouvelle cellule.
La tension prise par la suite pour les essais avec du nickel sera comprise entre -1.12 et -1.18 pour la membrane ATTP, à noter qu’il est possible de prendre une tension plus faible afin d’éviter de réduire autre chose que le nickel mais cela donne des dépôts très longs.
Figure 2-25 Voltammétrie cyclique ATTP
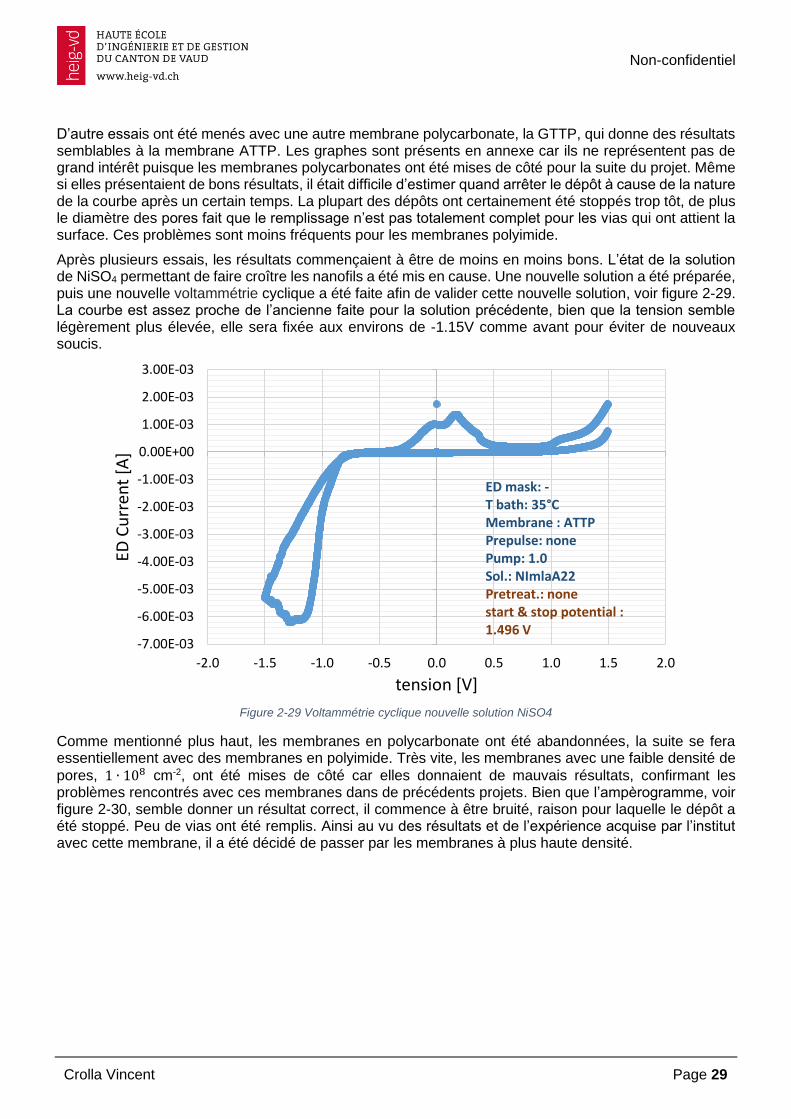
À la suite de ces observations un test a été fait avec cette membrane avec une tension de -1.18V qui a donné un assez bon résultat, comme le montre la figure 2-28. Le nombre de vias remplis est correct, environ 70%.
-4.00E-03
-3.00E-03
-2.00E-03
-1.00E-03
0.00E+00
1.00E-03
2.00E-03
-2 -2 -1 -1 0 1 1 2 2
ED C
urr
ent
[A]
tension [V]
Non-confidentiel
Crolla Vincent Page 28
A noter que les membranes ATTP donnent souvent des ampèrogrammes difficiles à interpréter, notamment une très faible inflexion en fin du remplissage des pores (aux alentours de 400 s sur la figure 2-28). Le grand diamètre des pores, d’environ 800 µm, peut expliquer ces graphes aux allures particulières et le fait que les vias ne se remplissent pas entièrement de manière homogène. Les figure 2-26 et figure 2-27 montrent le résultat de ce test, l’ampèrogramme correspondant se trouve en figure 2-28.
Figure 2-26 Vue général de l'échantillon
Figure 2-27 Vias de nanofils en nickel
Figure 2-28 Ampèrogramme de l'échantillon F.2
-6.00E-03
-5.00E-03
-4.00E-03
-3.00E-03
-2.00E-03
-1.00E-03
0.00E+00
1.00E-03
0 100 200 300 400 500 600 700 800 900 1 000
ED C
urr
ent
[A]
tension [V]
ED mask: 95 holesT bath: 35°CMembrane: ATTPPrepulse: nonePump: 1.0Sol.: NImlaA21Tension : -1.18 VPretreat.: none
Non-confidentiel
Crolla Vincent Page 29
D’autre essais ont été menés avec une autre membrane polycarbonate, la GTTP, qui donne des résultats semblables à la membrane ATTP. Les graphes sont présents en annexe car ils ne représentent pas de grand intérêt puisque les membranes polycarbonates ont été mises de côté pour la suite du projet. Même si elles présentaient de bons résultats, il était difficile d’estimer quand arrêter le dépôt à cause de la nature de la courbe après un certain temps. La plupart des dépôts ont certainement été stoppés trop tôt, de plus le diamètre des pores fait que le remplissage n’est pas totalement complet pour les vias qui ont attient la surface. Ces problèmes sont moins fréquents pour les membranes polyimide.
Après plusieurs essais, les résultats commençaient à être de moins en moins bons. L’état de la solution de NiSO4 permettant de faire croître les nanofils a été mis en cause. Une nouvelle solution a été préparée, puis une nouvelle voltammétrie cyclique a été faite afin de valider cette nouvelle solution, voir figure 2-29. La courbe est assez proche de l’ancienne faite pour la solution précédente, bien que la tension semble légèrement plus élevée, elle sera fixée aux environs de -1.15V comme avant pour éviter de nouveaux soucis.
Figure 2-29 Voltammétrie cyclique nouvelle solution NiSO4
Comme mentionné plus haut, les membranes en polycarbonate ont été abandonnées, la suite se fera essentiellement avec des membranes en polyimide. Très vite, les membranes avec une faible densité de
pores, 1 ∙ 108 cm-2, ont été mises de côté car elles donnaient de mauvais résultats, confirmant les problèmes rencontrés avec ces membranes dans de précédents projets. Bien que l’ampèrogramme, voir figure 2-30, semble donner un résultat correct, il commence à être bruité, raison pour laquelle le dépôt a été stoppé. Peu de vias ont été remplis. Ainsi au vu des résultats et de l’expérience acquise par l’institut avec cette membrane, il a été décidé de passer par les membranes à plus haute densité.
-7.00E-03
-6.00E-03
-5.00E-03
-4.00E-03
-3.00E-03
-2.00E-03
-1.00E-03
0.00E+00
1.00E-03
2.00E-03
3.00E-03
-2.0 -1.5 -1.0 -0.5 0.0 0.5 1.0 1.5 2.0
ED C
urr
ent
[A]
tension [V]
ED mask: -T bath: 35°CMembrane : ATTPPrepulse: nonePump: 1.0Sol.: NImlaA22Pretreat.: nonestart & stop potential : 1.496 V
Non-confidentiel
Crolla Vincent Page 30
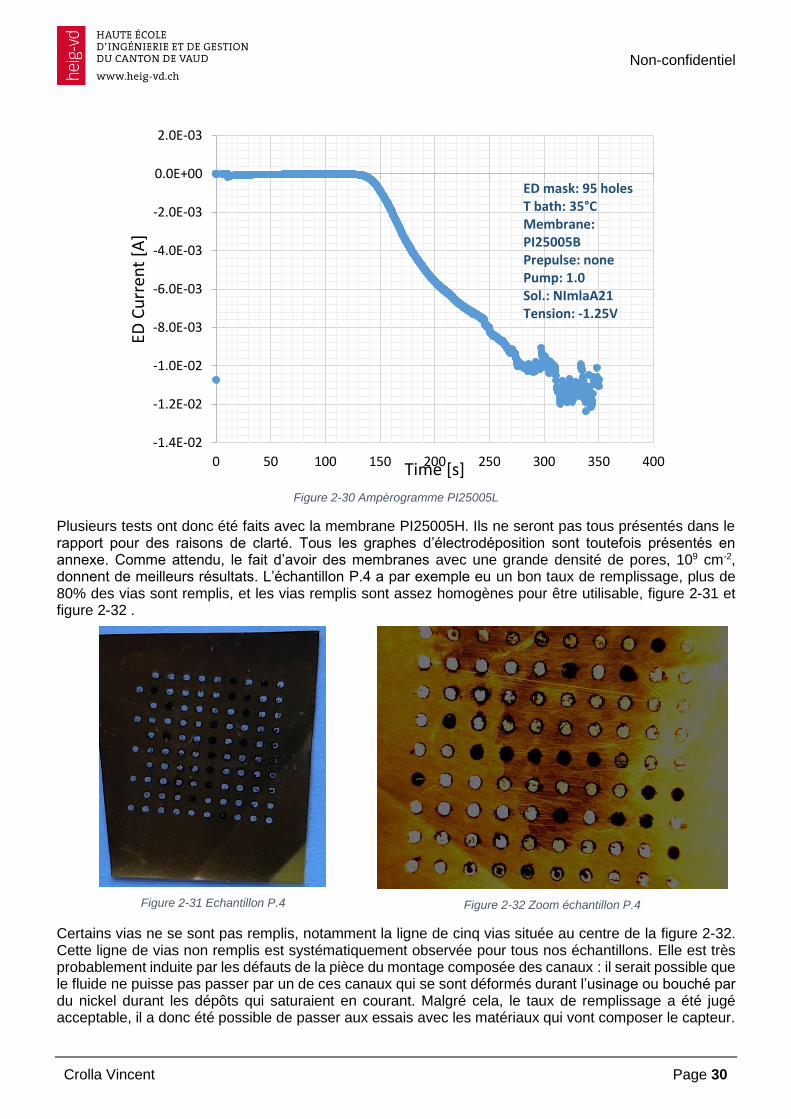
Figure 2-30 Ampèrogramme PI25005L
Plusieurs tests ont donc été faits avec la membrane PI25005H. Ils ne seront pas tous présentés dans le rapport pour des raisons de clarté. Tous les graphes d’électrodéposition sont toutefois présentés en annexe. Comme attendu, le fait d’avoir des membranes avec une grande densité de pores, 109 cm-2,
donnent de meilleurs résultats. L’échantillon P.4 a par exemple eu un bon taux de remplissage, plus de 80% des vias sont remplis, et les vias remplis sont assez homogènes pour être utilisable, figure 2-31 et figure 2-32 .
Figure 2-31 Echantillon P.4
Figure 2-32 Zoom échantillon P.4
Certains vias ne se sont pas remplis, notamment la ligne de cinq vias située au centre de la figure 2-32. Cette ligne de vias non remplis est systématiquement observée pour tous nos échantillons. Elle est très probablement induite par les défauts de la pièce du montage composée des canaux : il serait possible que le fluide ne puisse pas passer par un de ces canaux qui se sont déformés durant l’usinage ou bouché par du nickel durant les dépôts qui saturaient en courant. Malgré cela, le taux de remplissage a été jugé acceptable, il a donc été possible de passer aux essais avec les matériaux qui vont composer le capteur.
-1.4E-02
-1.2E-02
-1.0E-02
-8.0E-03
-6.0E-03
-4.0E-03
-2.0E-03
0.0E+00
2.0E-03
0 50 100 150 200 250 300 350 400
ED C
urr
ent
[A]
Time [s]
ED mask: 95 holesT bath: 35°CMembrane: PI25005BPrepulse: nonePump: 1.0Sol.: NImlaA21Tension: -1.25V
Non-confidentiel
Crolla Vincent Page 31
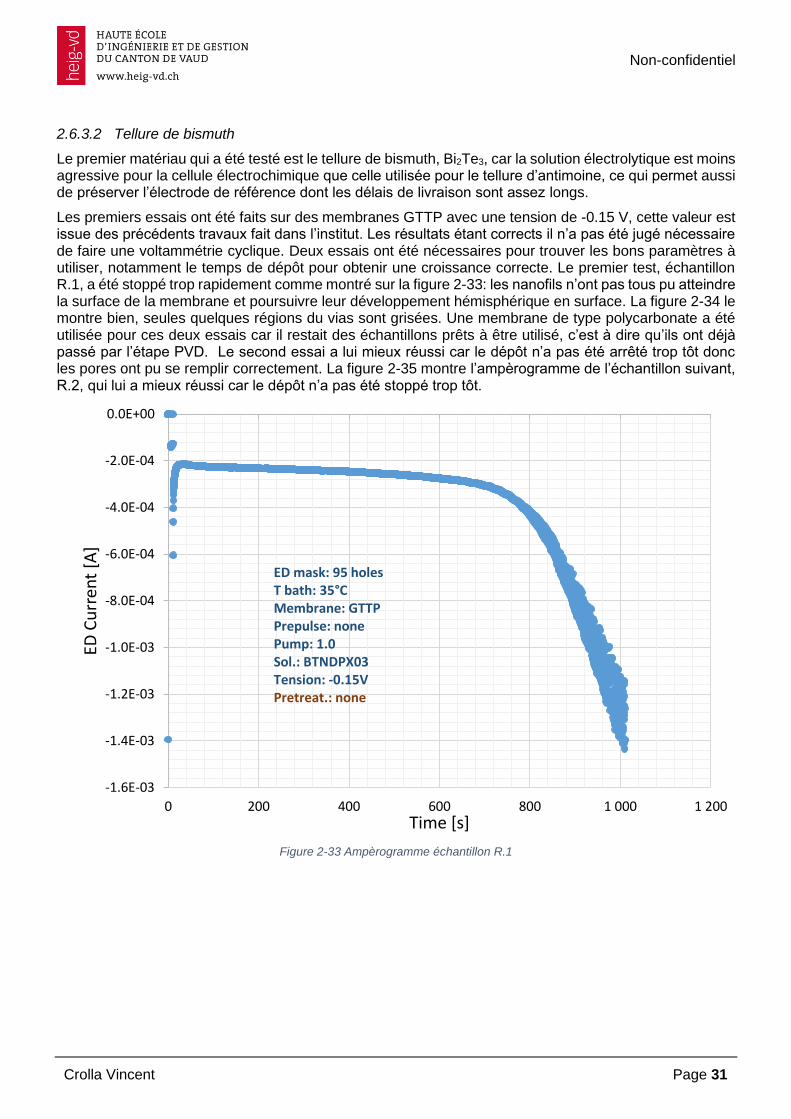
2.6.3.2 Tellure de bismuth
Le premier matériau qui a été testé est le tellure de bismuth, Bi2Te3, car la solution électrolytique est moins agressive pour la cellule électrochimique que celle utilisée pour le tellure d’antimoine, ce qui permet aussi de préserver l’électrode de référence dont les délais de livraison sont assez longs.
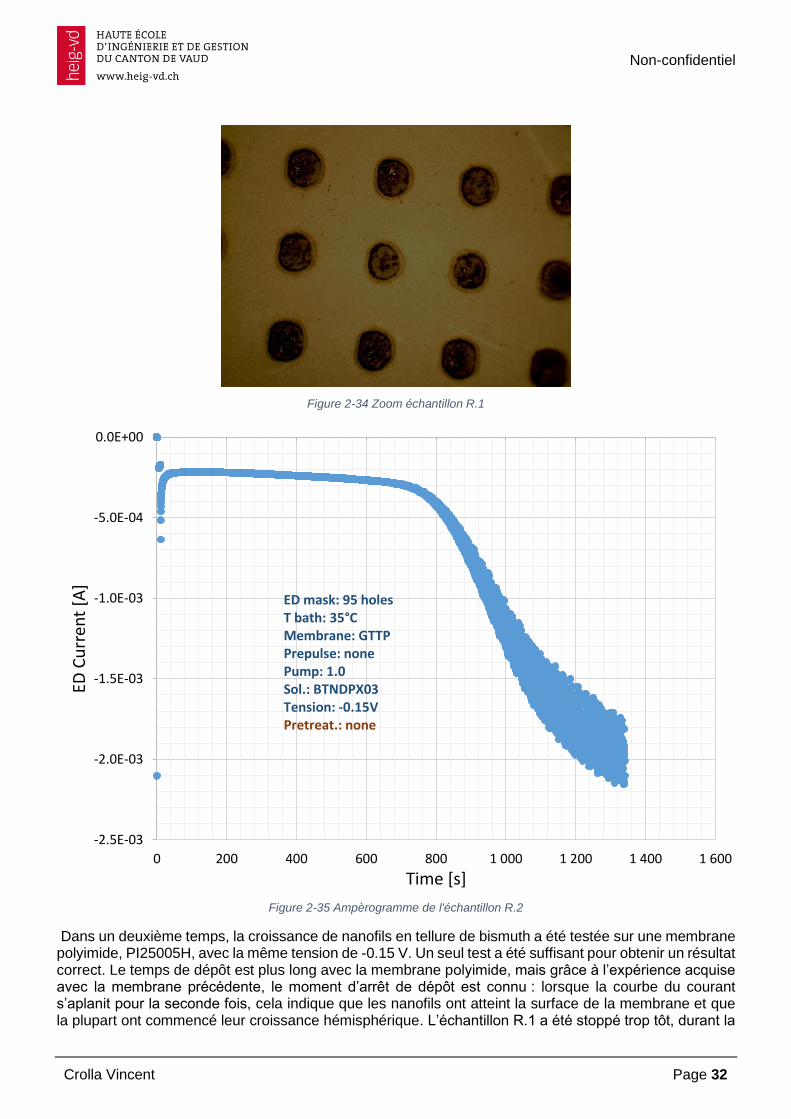
Les premiers essais ont été faits sur des membranes GTTP avec une tension de -0.15 V, cette valeur est issue des précédents travaux fait dans l’institut. Les résultats étant corrects il n’a pas été jugé nécessaire de faire une voltammétrie cyclique. Deux essais ont été nécessaires pour trouver les bons paramètres à utiliser, notamment le temps de dépôt pour obtenir une croissance correcte. Le premier test, échantillon R.1, a été stoppé trop rapidement comme montré sur la figure 2-33: les nanofils n’ont pas tous pu atteindre la surface de la membrane et poursuivre leur développement hémisphérique en surface. La figure 2-34 le montre bien, seules quelques régions du vias sont grisées. Une membrane de type polycarbonate a été utilisée pour ces deux essais car il restait des échantillons prêts à être utilisé, c’est à dire qu’ils ont déjà passé par l’étape PVD. Le second essai a lui mieux réussi car le dépôt n’a pas été arrêté trop tôt donc les pores ont pu se remplir correctement. La figure 2-35 montre l’ampèrogramme de l’échantillon suivant, R.2, qui lui a mieux réussi car le dépôt n’a pas été stoppé trop tôt.
Figure 2-33 Ampèrogramme échantillon R.1
-1.6E-03
-1.4E-03
-1.2E-03
-1.0E-03
-8.0E-04
-6.0E-04
-4.0E-04
-2.0E-04
0.0E+00
0 200 400 600 800 1 000 1 200
ED C
urr
ent
[A]
Time [s]
ED mask: 95 holesT bath: 35°CMembrane: GTTPPrepulse: nonePump: 1.0Sol.: BTNDPX03Tension: -0.15VPretreat.: none
Non-confidentiel
Crolla Vincent Page 32
Figure 2-34 Zoom échantillon R.1
Figure 2-35 Ampèrogramme de l'échantillon R.2
Dans un deuxième temps, la croissance de nanofils en tellure de bismuth a été testée sur une membrane polyimide, PI25005H, avec la même tension de -0.15 V. Un seul test a été suffisant pour obtenir un résultat correct. Le temps de dépôt est plus long avec la membrane polyimide, mais grâce à l’expérience acquise avec la membrane précédente, le moment d’arrêt de dépôt est connu : lorsque la courbe du courant s’aplanit pour la seconde fois, cela indique que les nanofils ont atteint la surface de la membrane et que la plupart ont commencé leur croissance hémisphérique. L’échantillon R.1 a été stoppé trop tôt, durant la
-2.5E-03
-2.0E-03
-1.5E-03
-1.0E-03
-5.0E-04
0.0E+00
0 200 400 600 800 1 000 1 200 1 400 1 600
ED C
urr
ent
[A]
Time [s]
ED mask: 95 holesT bath: 35°CMembrane: GTTPPrepulse: nonePump: 1.0Sol.: BTNDPX03Tension: -0.15VPretreat.: none
Non-confidentiel
Crolla Vincent Page 33
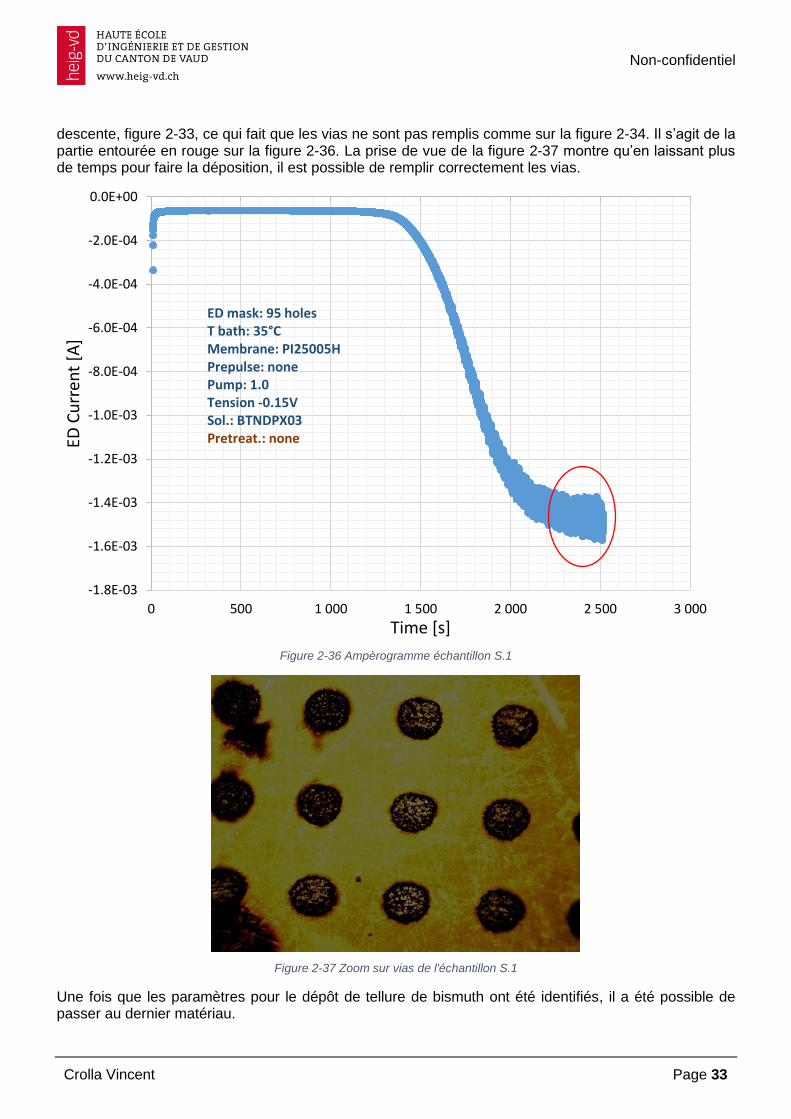
descente, figure 2-33, ce qui fait que les vias ne sont pas remplis comme sur la figure 2-34. Il s’agit de la partie entourée en rouge sur la figure 2-36. La prise de vue de la figure 2-37 montre qu’en laissant plus de temps pour faire la déposition, il est possible de remplir correctement les vias.
Figure 2-36 Ampèrogramme échantillon S.1
Figure 2-37 Zoom sur vias de l'échantillon S.1
Une fois que les paramètres pour le dépôt de tellure de bismuth ont été identifiés, il a été possible de passer au dernier matériau.
-1.8E-03
-1.6E-03
-1.4E-03
-1.2E-03
-1.0E-03
-8.0E-04
-6.0E-04
-4.0E-04
-2.0E-04
0.0E+00
0 500 1 000 1 500 2 000 2 500 3 000
ED C
urr
ent
[A]
Time [s]
ED mask: 95 holesT bath: 35°CMembrane: PI25005HPrepulse: nonePump: 1.0Tension -0.15VSol.: BTNDPX03Pretreat.: none
Non-confidentiel
Crolla Vincent Page 34
2.6.3.3 Tellure d’antimoine
La solution de tellure d’antimoine, Sb2Te3, de pH 0, est chimiquement très agressive. Il a donc fallu prendre des précautions supplémentaires de sécurité en manipulant cette solution. Un autre problème, mentionné précédemment, est la fatigue de l’électrode de référence : après 3-4 heures d’utilisation, il faut la nettoyer entièrement et la laisser reposer dans une solution de KCl durant plusieurs heures. Cette procédure est aussi suivie lors de l’utilisation de solution moins agressive de Bi2Te3, mais elle intervient beaucoup moins fréquemment.
Cette solution a posé beaucoup plus de problèmes que les deux précédentes. Plusieurs tests ont dû être effectués. Il a fallu dans un premier temps refaire une nouvelle solution car les deux solutions qui étaient disponibles ne donnaient pas de bons résultats et étaient relativement anciennes. Puis, voyant que la nouvelle solution ne donnait toujours pas de résultats concluants, des membranes plus minces ont été utilisées.
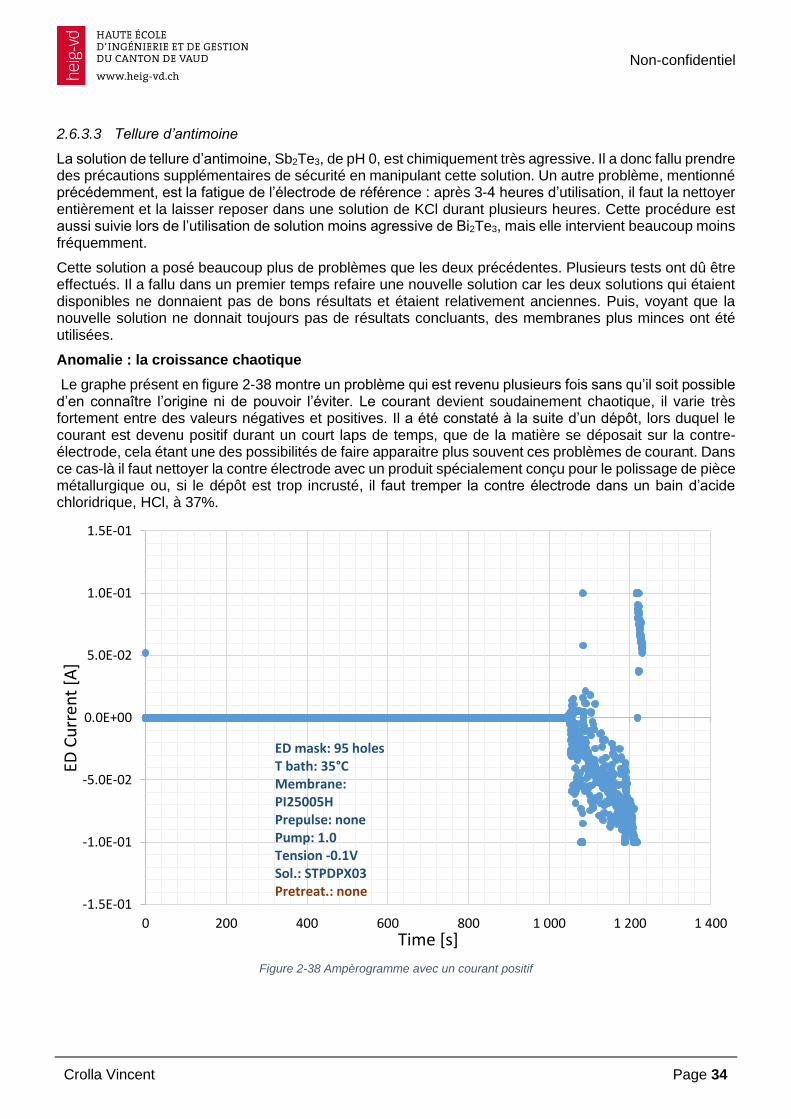
Anomalie : la croissance chaotique
Le graphe présent en figure 2-38 montre un problème qui est revenu plusieurs fois sans qu’il soit possible d’en connaître l’origine ni de pouvoir l’éviter. Le courant devient soudainement chaotique, il varie très fortement entre des valeurs négatives et positives. Il a été constaté à la suite d’un dépôt, lors duquel le courant est devenu positif durant un court laps de temps, que de la matière se déposait sur la contre-électrode, cela étant une des possibilités de faire apparaitre plus souvent ces problèmes de courant. Dans ce cas-là il faut nettoyer la contre électrode avec un produit spécialement conçu pour le polissage de pièce métallurgique ou, si le dépôt est trop incrusté, il faut tremper la contre électrode dans un bain d’acide chloridrique, HCl, à 37%.
Figure 2-38 Ampèrogramme avec un courant positif
-1.5E-01
-1.0E-01
-5.0E-02
0.0E+00
5.0E-02
1.0E-01
1.5E-01
0 200 400 600 800 1 000 1 200 1 400
ED C
urr
ent
[A]
Time [s]
ED mask: 95 holesT bath: 35°CMembrane: PI25005HPrepulse: nonePump: 1.0Tension -0.1VSol.: STPDPX03Pretreat.: none

Non-confidentiel
Crolla Vincent Page 35
Voltammétrie cyclique du Sb2Te3
Une voltammétrie cyclique a été faite afin de vérifier que la tension utilisée, -0.1V, ne soit pas trop élevée. La figure 2-39 montre le résultat de cette opération. La tension qu’il faudrait utiliser selon ce graphe est de -0.6 V environ, ce qui ne correspond pas aux observations faites par l’institut durant le dernier projet mené avec cette solution qui donnait une tension de -0.1 V environ selon les voltammétries cycliques faite à l’époque. Le fait d’avoir une architecture différente pour la cellule électrochimique ne peut pas expliquer cet écart. C’est cette courbe qui a motivé la création d’une nouvelle solution. La mise en place de cette nouvelle solution a requis plus d’une journée, notamment pour dissoudre l’acide nitrique. Afin de pouvoir tester ce nouveau mélange, l’ancien système électrochimique à quartz a été utilisé pour faire la voltammétrie cyclique. Le résultat n’a pas été celui escompté car le pic de réduction qui est apparu est celui de l’hydrogène. C’est après cet échec qu’il a été suggéré d’utiliser des membranes plus fines qui donnent de meilleurs résultats pour le tellure d’antimoine. La membrane qui sera utilisé par la suite sera la PI1201H, donc d’une épaisseur de 12 µm. Le diamètre est aussi différent, en raison de la disponibilité
des membranes en laboratoire. En effet, il ne restait presque plus de membrane avec un diamètre de pore de 25 nm. La figure 2-40 montre la voltammétrie cyclique pour cette membrane, cette fois le pic correspond plus aux attentes, il reste toutefois légèrement plus élevé que prévu mais ce résultat montre que le fait de prendre une membrane plus fine permet de faire un dépôt. Ce résultat mène à la conclusion que les solutions précédentes n’étaient peut-être pas usagées et que le problème venait de l’épaisseur de la membrane.
Figure 2-39 Voltammétrie cyclique solution Sb2Te3
-2.00E-03
-1.50E-03
-1.00E-03
-5.00E-04
0.00E+00
5.00E-04
1.00E-03
-1.0 -0.5 0.0 0.5 1.0 1.5 2.0
ED C
urr
ent
[A]
tension [V]
ED mask: -T bath: 35°Cmembrane: PI25005HPrepulse: nonePump: 1.0Sol.: STPDPX03Pretreat.: nonestart & stop potential : 1.496 VUpper vertex:1.5Vlower vertex: -0.7VScan rate : 10mV/sStep potential : -0.2 mV
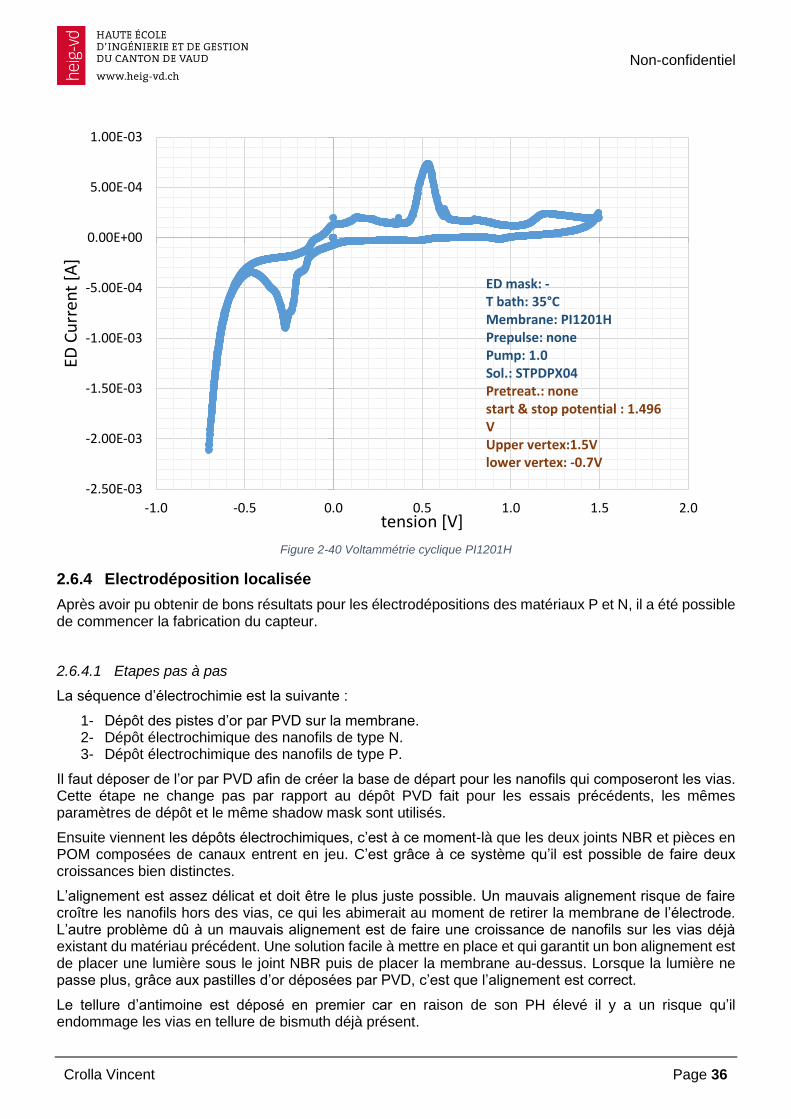
Non-confidentiel
Crolla Vincent Page 36
Figure 2-40 Voltammétrie cyclique PI1201H
2.6.4 Electrodéposition localisée
Après avoir pu obtenir de bons résultats pour les électrodépositions des matériaux P et N, il a été possible de commencer la fabrication du capteur.
2.6.4.1 Etapes pas à pas
La séquence d’électrochimie est la suivante :
1- Dépôt des pistes d’or par PVD sur la membrane. 2- Dépôt électrochimique des nanofils de type N. 3- Dépôt électrochimique des nanofils de type P.
Il faut déposer de l’or par PVD afin de créer la base de départ pour les nanofils qui composeront les vias. Cette étape ne change pas par rapport au dépôt PVD fait pour les essais précédents, les mêmes paramètres de dépôt et le même shadow mask sont utilisés.
Ensuite viennent les dépôts électrochimiques, c’est à ce moment-là que les deux joints NBR et pièces en POM composées de canaux entrent en jeu. C’est grâce à ce système qu’il est possible de faire deux croissances bien distinctes.
L’alignement est assez délicat et doit être le plus juste possible. Un mauvais alignement risque de faire croître les nanofils hors des vias, ce qui les abimerait au moment de retirer la membrane de l’électrode. L’autre problème dû à un mauvais alignement est de faire une croissance de nanofils sur les vias déjà existant du matériau précédent. Une solution facile à mettre en place et qui garantit un bon alignement est de placer une lumière sous le joint NBR puis de placer la membrane au-dessus. Lorsque la lumière ne passe plus, grâce aux pastilles d’or déposées par PVD, c’est que l’alignement est correct.
Le tellure d’antimoine est déposé en premier car en raison de son PH élevé il y a un risque qu’il endommage les vias en tellure de bismuth déjà présent.
-2.50E-03
-2.00E-03
-1.50E-03
-1.00E-03
-5.00E-04
0.00E+00
5.00E-04
1.00E-03
-1.0 -0.5 0.0 0.5 1.0 1.5 2.0
ED C
urr
ent
[A]
tension [V]
ED mask: -T bath: 35°CMembrane: PI1201HPrepulse: nonePump: 1.0Sol.: STPDPX04Pretreat.: nonestart & stop potential : 1.496 VUpper vertex:1.5Vlower vertex: -0.7V
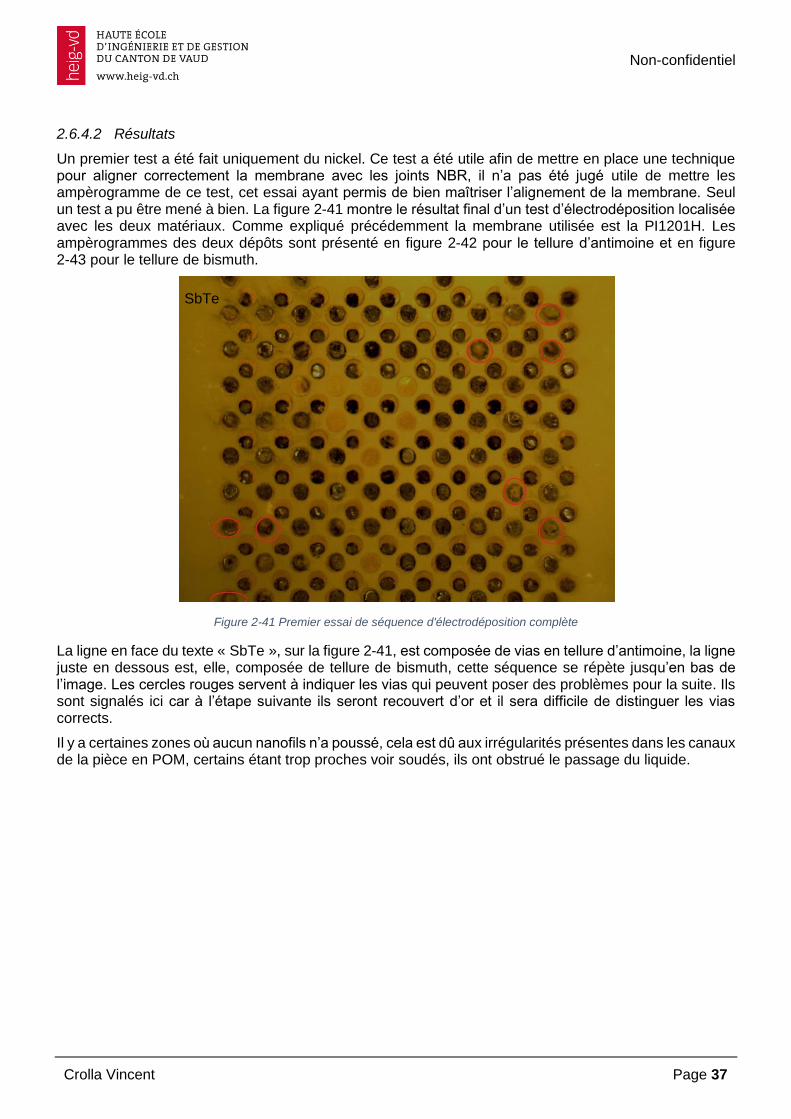
Non-confidentiel
Crolla Vincent Page 37
2.6.4.2 Résultats
Un premier test a été fait uniquement du nickel. Ce test a été utile afin de mettre en place une technique pour aligner correctement la membrane avec les joints NBR, il n’a pas été jugé utile de mettre les ampèrogramme de ce test, cet essai ayant permis de bien maîtriser l’alignement de la membrane. Seul un test a pu être mené à bien. La figure 2-41 montre le résultat final d’un test d’électrodéposition localisée avec les deux matériaux. Comme expliqué précédemment la membrane utilisée est la PI1201H. Les ampèrogrammes des deux dépôts sont présenté en figure 2-42 pour le tellure d’antimoine et en figure 2-43 pour le tellure de bismuth.
Figure 2-41 Premier essai de séquence d'électrodéposition complète
La ligne en face du texte « SbTe », sur la figure 2-41, est composée de vias en tellure d’antimoine, la ligne juste en dessous est, elle, composée de tellure de bismuth, cette séquence se répète jusqu’en bas de l’image. Les cercles rouges servent à indiquer les vias qui peuvent poser des problèmes pour la suite. Ils sont signalés ici car à l’étape suivante ils seront recouvert d’or et il sera difficile de distinguer les vias corrects.
Il y a certaines zones où aucun nanofils n’a poussé, cela est dû aux irrégularités présentes dans les canaux de la pièce en POM, certains étant trop proches voir soudés, ils ont obstrué le passage du liquide.
SbTe
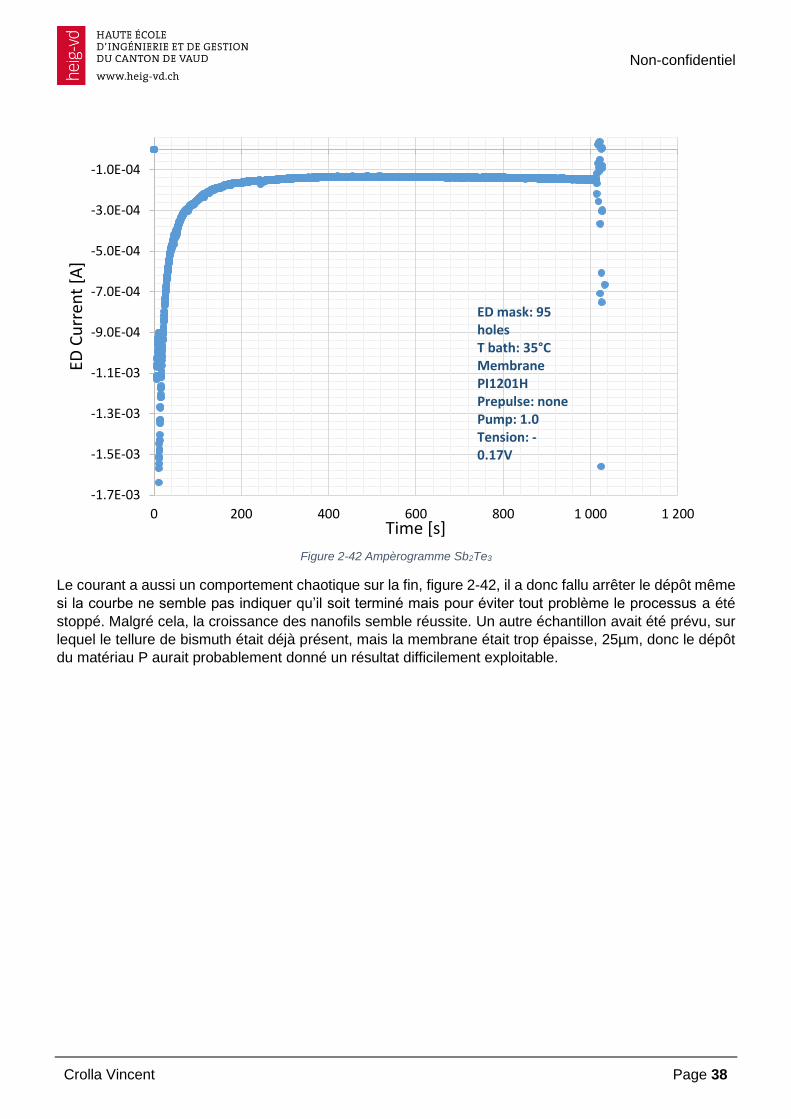
Non-confidentiel
Crolla Vincent Page 38
Figure 2-42 Ampèrogramme Sb2Te3
Le courant a aussi un comportement chaotique sur la fin, figure 2-42, il a donc fallu arrêter le dépôt même
si la courbe ne semble pas indiquer qu’il soit terminé mais pour éviter tout problème le processus a été
stoppé. Malgré cela, la croissance des nanofils semble réussite. Un autre échantillon avait été prévu, sur
lequel le tellure de bismuth était déjà présent, mais la membrane était trop épaisse, 25µm, donc le dépôt
du matériau P aurait probablement donné un résultat difficilement exploitable.
-1.7E-03
-1.5E-03
-1.3E-03
-1.1E-03
-9.0E-04
-7.0E-04
-5.0E-04
-3.0E-04
-1.0E-04
0 200 400 600 800 1 000 1 200
ED C
urr
ent
[A]
Time [s]
ED mask: 95 holesT bath: 35°CMembrane PI1201HPrepulse: nonePump: 1.0Tension: -0.17V
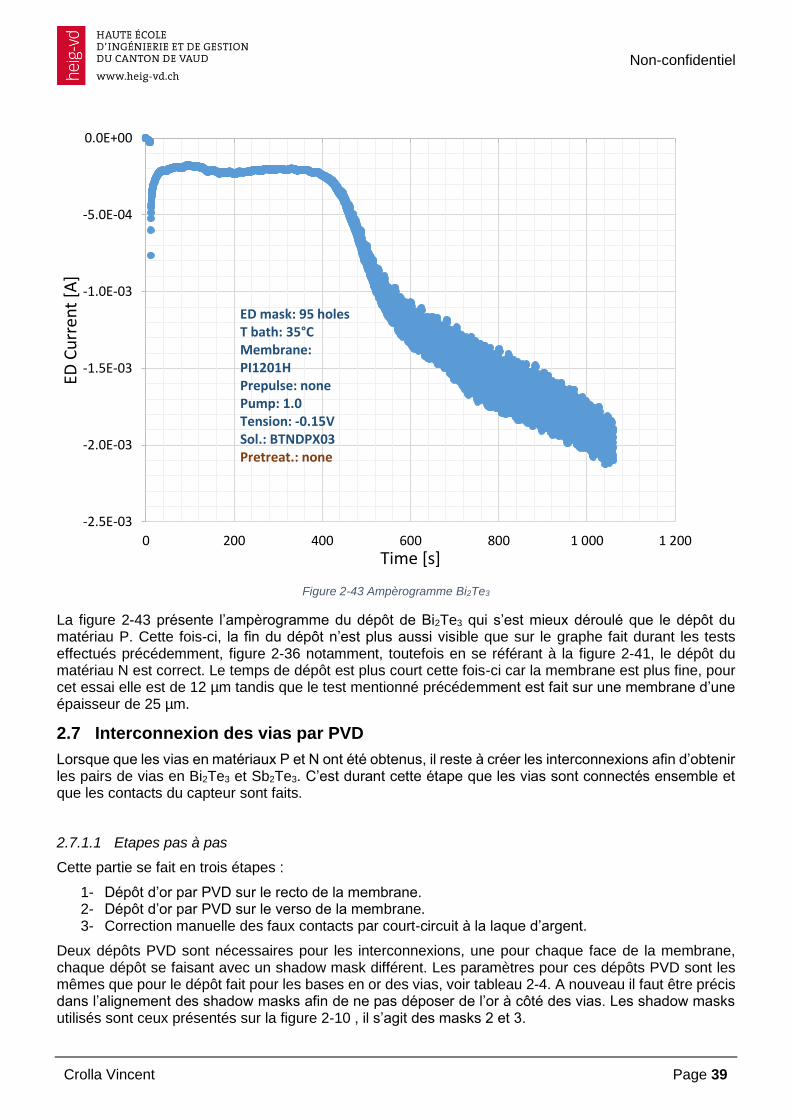
Non-confidentiel
Crolla Vincent Page 39
Figure 2-43 Ampèrogramme Bi2Te3
La figure 2-43 présente l’ampèrogramme du dépôt de Bi2Te3 qui s’est mieux déroulé que le dépôt du matériau P. Cette fois-ci, la fin du dépôt n’est plus aussi visible que sur le graphe fait durant les tests effectués précédemment, figure 2-36 notamment, toutefois en se référant à la figure 2-41, le dépôt du matériau N est correct. Le temps de dépôt est plus court cette fois-ci car la membrane est plus fine, pour cet essai elle est de 12 µm tandis que le test mentionné précédemment est fait sur une membrane d’une épaisseur de 25 µm.
2.7 Interconnexion des vias par PVD
Lorsque que les vias en matériaux P et N ont été obtenus, il reste à créer les interconnexions afin d’obtenir les pairs de vias en Bi2Te3 et Sb2Te3. C’est durant cette étape que les vias sont connectés ensemble et que les contacts du capteur sont faits.
2.7.1.1 Etapes pas à pas
Cette partie se fait en trois étapes :
1- Dépôt d’or par PVD sur le recto de la membrane. 2- Dépôt d’or par PVD sur le verso de la membrane. 3- Correction manuelle des faux contacts par court-circuit à la laque d’argent.
Deux dépôts PVD sont nécessaires pour les interconnexions, une pour chaque face de la membrane, chaque dépôt se faisant avec un shadow mask différent. Les paramètres pour ces dépôts PVD sont les mêmes que pour le dépôt fait pour les bases en or des vias, voir tableau 2-4. A nouveau il faut être précis dans l’alignement des shadow masks afin de ne pas déposer de l’or à côté des vias. Les shadow masks utilisés sont ceux présentés sur la figure 2-10 , il s’agit des masks 2 et 3.
-2.5E-03
-2.0E-03
-1.5E-03
-1.0E-03
-5.0E-04
0.0E+00
0 200 400 600 800 1 000 1 200
ED C
urr
ent
[A]
Time [s]
ED mask: 95 holesT bath: 35°CMembrane: PI1201HPrepulse: nonePump: 1.0Tension: -0.15VSol.: BTNDPX03Pretreat.: none
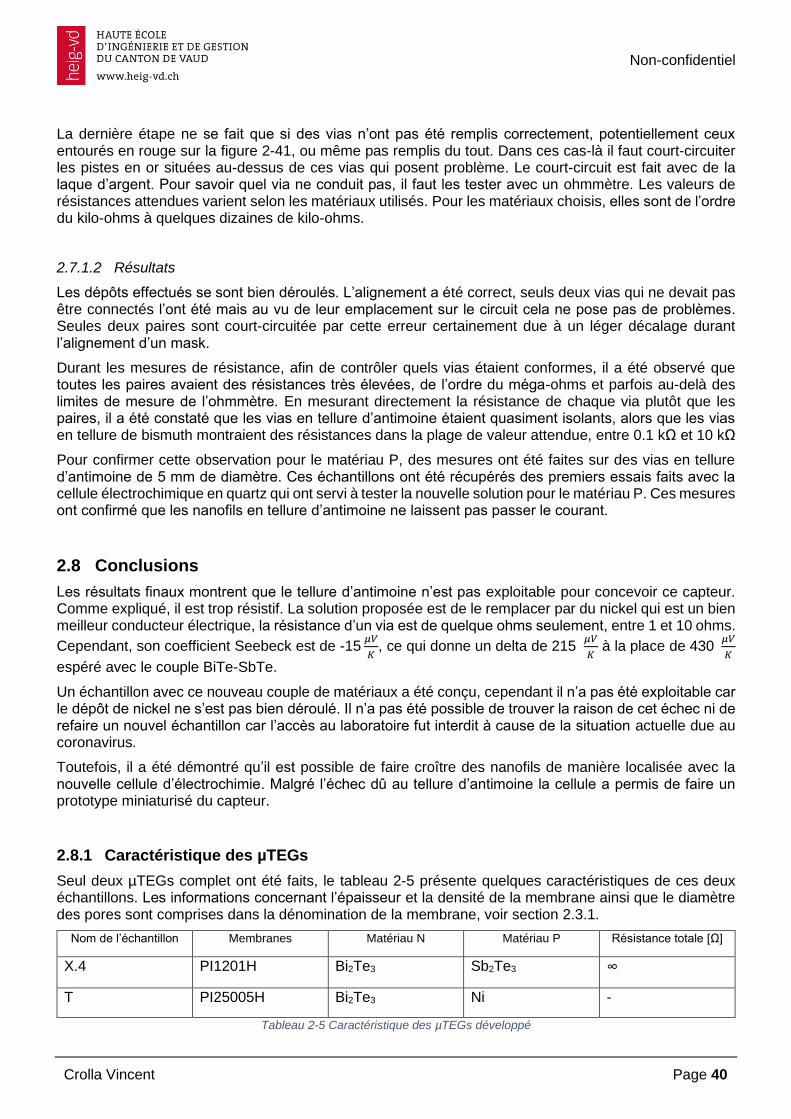
Non-confidentiel
Crolla Vincent Page 40
La dernière étape ne se fait que si des vias n’ont pas été remplis correctement, potentiellement ceux entourés en rouge sur la figure 2-41, ou même pas remplis du tout. Dans ces cas-là il faut court-circuiter les pistes en or situées au-dessus de ces vias qui posent problème. Le court-circuit est fait avec de la laque d’argent. Pour savoir quel via ne conduit pas, il faut les tester avec un ohmmètre. Les valeurs de résistances attendues varient selon les matériaux utilisés. Pour les matériaux choisis, elles sont de l’ordre du kilo-ohms à quelques dizaines de kilo-ohms.
2.7.1.2 Résultats
Les dépôts effectués se sont bien déroulés. L’alignement a été correct, seuls deux vias qui ne devait pas être connectés l’ont été mais au vu de leur emplacement sur le circuit cela ne pose pas de problèmes. Seules deux paires sont court-circuitée par cette erreur certainement due à un léger décalage durant l’alignement d’un mask.
Durant les mesures de résistance, afin de contrôler quels vias étaient conformes, il a été observé que toutes les paires avaient des résistances très élevées, de l’ordre du méga-ohms et parfois au-delà des limites de mesure de l’ohmmètre. En mesurant directement la résistance de chaque via plutôt que les paires, il a été constaté que les vias en tellure d’antimoine étaient quasiment isolants, alors que les vias en tellure de bismuth montraient des résistances dans la plage de valeur attendue, entre 0.1 kΩ et 10 kΩ
Pour confirmer cette observation pour le matériau P, des mesures ont été faites sur des vias en tellure d’antimoine de 5 mm de diamètre. Ces échantillons ont été récupérés des premiers essais faits avec la cellule électrochimique en quartz qui ont servi à tester la nouvelle solution pour le matériau P. Ces mesures ont confirmé que les nanofils en tellure d’antimoine ne laissent pas passer le courant.
2.8 Conclusions
Les résultats finaux montrent que le tellure d’antimoine n’est pas exploitable pour concevoir ce capteur. Comme expliqué, il est trop résistif. La solution proposée est de le remplacer par du nickel qui est un bien meilleur conducteur électrique, la résistance d’un via est de quelque ohms seulement, entre 1 et 10 ohms.
Cependant, son coefficient Seebeck est de -15 𝜇𝑉
𝐾, ce qui donne un delta de 215
𝜇𝑉
𝐾 à la place de 430
𝜇𝑉
𝐾
espéré avec le couple BiTe-SbTe.
Un échantillon avec ce nouveau couple de matériaux a été conçu, cependant il n’a pas été exploitable car le dépôt de nickel ne s’est pas bien déroulé. Il n’a pas été possible de trouver la raison de cet échec ni de refaire un nouvel échantillon car l’accès au laboratoire fut interdit à cause de la situation actuelle due au coronavirus.
Toutefois, il a été démontré qu’il est possible de faire croître des nanofils de manière localisée avec la nouvelle cellule d’électrochimie. Malgré l’échec dû au tellure d’antimoine la cellule a permis de faire un prototype miniaturisé du capteur.
2.8.1 Caractéristique des µTEGs
Seul deux µTEGs complet ont été faits, le tableau 2-5 présente quelques caractéristiques de ces deux échantillons. Les informations concernant l’épaisseur et la densité de la membrane ainsi que le diamètre des pores sont comprises dans la dénomination de la membrane, voir section 2.3.1.
Nom de l’échantillon Membranes Matériau N Matériau P Résistance totale [Ω]
X.4 PI1201H Bi2Te3 Sb2Te3 ∞
T PI25005H Bi2Te3 Ni -
Tableau 2-5 Caractéristique des µTEGs développé

Non-confidentiel
Crolla Vincent Page 41
Comme expliqué dans la section précédente, l’échantillon avec le nickel comme matériau P, n’est pas exploitable car le dépôt de nickel s’est mal déroulé. Par conséquent, il n’a pas été possible de mesurer la résistance totale du circuit.
2.8.2 Perspectives
Les résultats obtenus montrent qu’il reste beaucoup à faire avant de pouvoir obtenir un détecteur utilisable. Il serait intéressant de refaire des essais pour observer ce qu’une membrane avec le couple de matériau tellure de bismuth nickel donnerait comme résultat, si elle est exploitable ou si la différence des coefficients Seebeck est trop faible.
Concernant le tellure d’antimoine, il faudrait refaire la solution électrolytique afin de voir s’il est possible d’améliorer la résistivité de ce matériau. Ce qui permettrait d’obtenir un delta Seebeck bien plus élevé que celui obtenu pour le nickel.
Il reste encore des améliorations à faire sur la nouvelle cellule d’électrochimie. Au niveau de la contre électrode notamment, il faudrait rendre le contact électrique plus sûr. Les pièces composées des canaux devraient être refaites pour éviter que des vias ne se remplisse pas. Une solution avait été proposée mais il n’a pas été possible de la mettre en place. L’idée était de faire ces pièces en impression 3D dans de la résine, toutefois un doute subsistait sur la résistance chimique de la pièce face au produit utilisé pour l’électrochimie, la solution électrolytique pour le tellure d’antimoine contenant de l’acide nitrique concentré.
Toutefois, cette nouvelle cellule amène de nouvelles options de travail. De plus, même si l’utilisation de la photolithographie a posé des problèmes, car la résine utilisée bouche les pores, il a été prouvé qu’il était possible de faire un coating correct sur les membranes utilisées. Avec plus de temps et de moyens il est imaginable de pouvoir utiliser des méthodes lithographiques pour réduire la taille de capteurs.
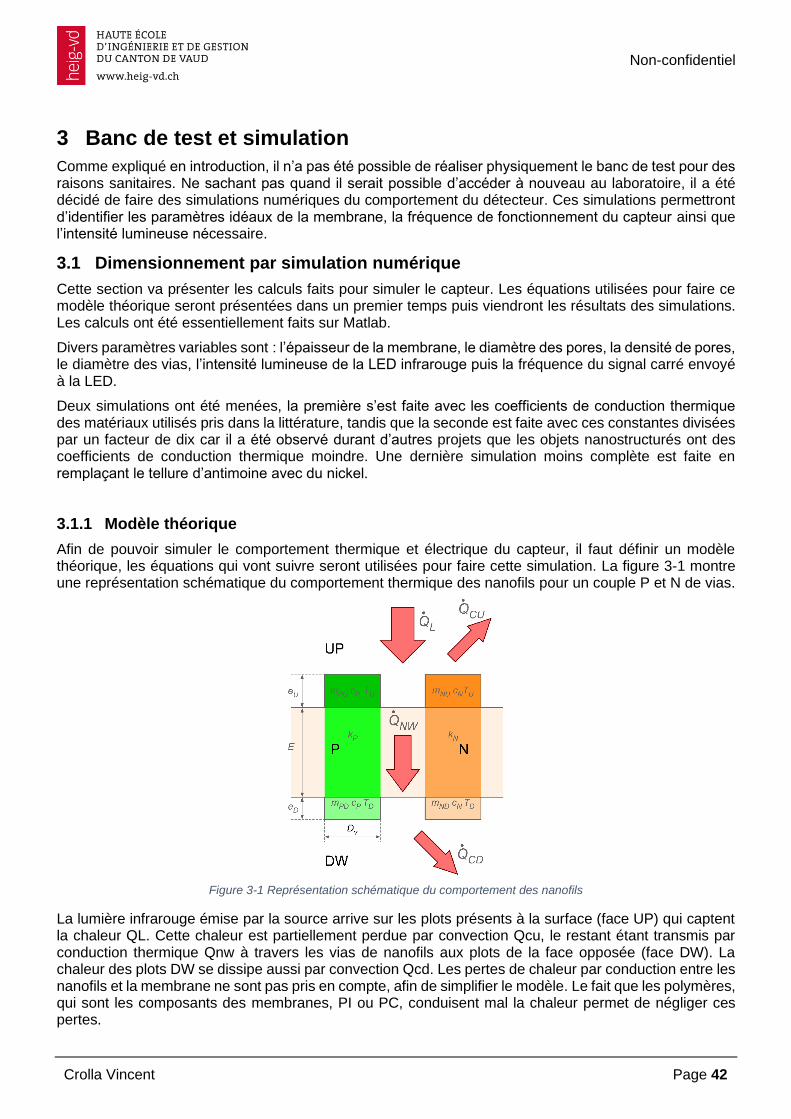
Non-confidentiel
Crolla Vincent Page 42
3 Banc de test et simulation
Comme expliqué en introduction, il n’a pas été possible de réaliser physiquement le banc de test pour des raisons sanitaires. Ne sachant pas quand il serait possible d’accéder à nouveau au laboratoire, il a été décidé de faire des simulations numériques du comportement du détecteur. Ces simulations permettront d’identifier les paramètres idéaux de la membrane, la fréquence de fonctionnement du capteur ainsi que l’intensité lumineuse nécessaire.
3.1 Dimensionnement par simulation numérique
Cette section va présenter les calculs faits pour simuler le capteur. Les équations utilisées pour faire ce modèle théorique seront présentées dans un premier temps puis viendront les résultats des simulations. Les calculs ont été essentiellement faits sur Matlab.
Divers paramètres variables sont : l’épaisseur de la membrane, le diamètre des pores, la densité de pores, le diamètre des vias, l’intensité lumineuse de la LED infrarouge puis la fréquence du signal carré envoyé à la LED.
Deux simulations ont été menées, la première s’est faite avec les coefficients de conduction thermique des matériaux utilisés pris dans la littérature, tandis que la seconde est faite avec ces constantes divisées par un facteur de dix car il a été observé durant d’autres projets que les objets nanostructurés ont des coefficients de conduction thermique moindre. Une dernière simulation moins complète est faite en remplaçant le tellure d’antimoine avec du nickel.
3.1.1 Modèle théorique
Afin de pouvoir simuler le comportement thermique et électrique du capteur, il faut définir un modèle théorique, les équations qui vont suivre seront utilisées pour faire cette simulation. La figure 3-1 montre une représentation schématique du comportement thermique des nanofils pour un couple P et N de vias.
Figure 3-1 Représentation schématique du comportement des nanofils
La lumière infrarouge émise par la source arrive sur les plots présents à la surface (face UP) qui captent la chaleur QL. Cette chaleur est partiellement perdue par convection Qcu, le restant étant transmis par conduction thermique Qnw à travers les vias de nanofils aux plots de la face opposée (face DW). La chaleur des plots DW se dissipe aussi par convection Qcd. Les pertes de chaleur par conduction entre les nanofils et la membrane ne sont pas pris en compte, afin de simplifier le modèle. Le fait que les polymères, qui sont les composants des membranes, PI ou PC, conduisent mal la chaleur permet de négliger ces pertes.
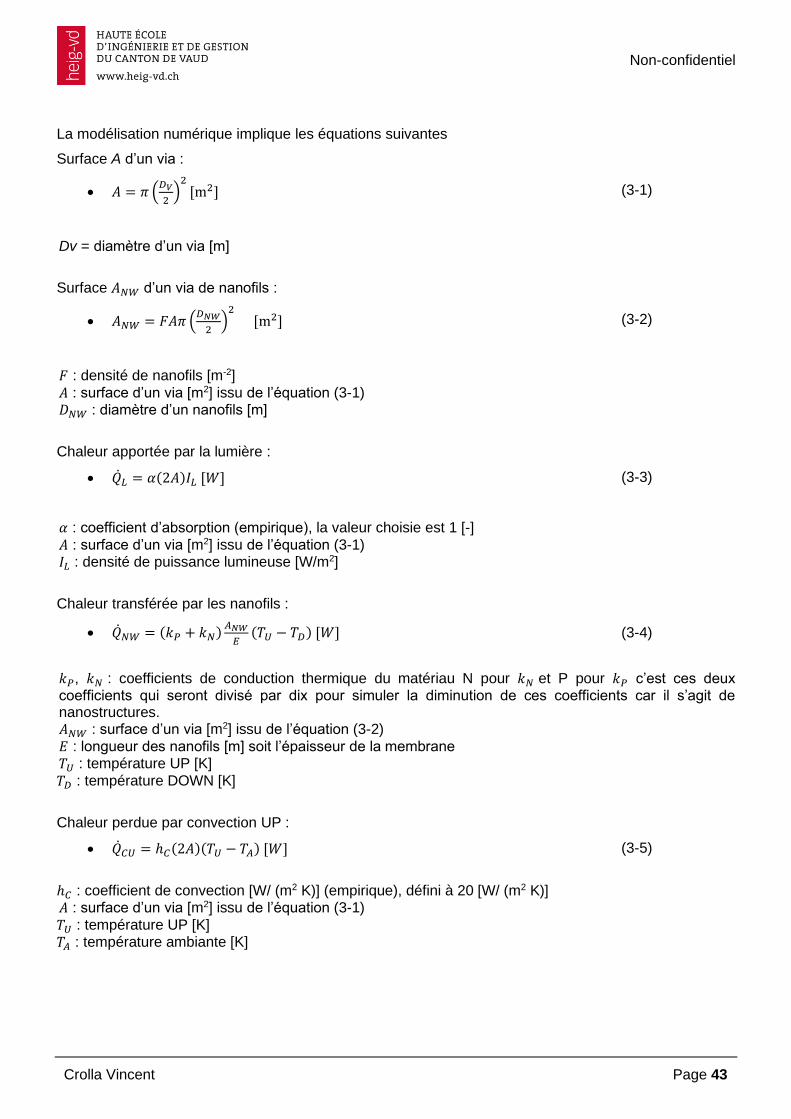
Non-confidentiel
Crolla Vincent Page 43
La modélisation numérique implique les équations suivantes
Surface A d’un via :
• 𝐴 = 𝜋 (𝐷𝑉
2)
2[m2] (3-1)
Dv = diamètre d’un via [m]
Surface 𝐴𝑁𝑊 d’un via de nanofils :
• 𝐴𝑁𝑊 = 𝐹𝐴𝜋 (𝐷𝑁𝑊
2)
2 [m2] (3-2)
𝐹 : densité de nanofils [m-2]
𝐴 : surface d’un via [m2] issu de l’équation (3-1) 𝐷𝑁𝑊 : diamètre d’un nanofils [m]
Chaleur apportée par la lumière :
• 𝐿 = 𝛼(2𝐴)𝐼𝐿 [𝑊] (3-3)
𝛼 : coefficient d’absorption (empirique), la valeur choisie est 1 [-]
𝐴 : surface d’un via [m2] issu de l’équation (3-1) 𝐼𝐿 : densité de puissance lumineuse [W/m2]
Chaleur transférée par les nanofils :
• 𝑁𝑊 = (𝑘𝑃 + 𝑘𝑁)𝐴𝑁𝑊
𝐸(𝑇𝑈 − 𝑇𝐷) [𝑊] (3-4)
𝑘𝑃, 𝑘𝑁 : coefficients de conduction thermique du matériau N pour 𝑘𝑁 et P pour 𝑘𝑃 c’est ces deux coefficients qui seront divisé par dix pour simuler la diminution de ces coefficients car il s’agit de nanostructures. 𝐴𝑁𝑊 : surface d’un via [m2] issu de l’équation (3-2)
𝐸 : longueur des nanofils [m] soit l’épaisseur de la membrane 𝑇𝑈 : température UP [K]
𝑇𝐷 : température DOWN [K]
Chaleur perdue par convection UP :
• 𝐶𝑈 = ℎ𝐶(2𝐴)(𝑇𝑈 − 𝑇𝐴) [𝑊] (3-5)
ℎ𝐶 : coefficient de convection [W/ (m2 K)] (empirique), défini à 20 [W/ (m2 K)] 𝐴 : surface d’un via [m2] issu de l’équation (3-1)
𝑇𝑈 : température UP [K] 𝑇𝐴 : température ambiante [K]
Non-confidentiel
Crolla Vincent Page 44
Chaleur perdue par convection DW :
• 𝐶𝐷 = ℎ𝐶(2𝐴)(𝑇𝐷 − 𝑇𝐴) [𝑊] (3-6)
ℎ𝐶 : coefficient de convection [W/ (m2 K)] (empirique), défini à 20 [W/ (m2 K)]
𝐴 : surface d’un via [m2] issu de l’équation (3-1) 𝑇𝐷 : température DOWN [K]
𝑇𝐴 : température ambiante [K]
Bilan thermique des plots UP :
• 𝐿 − 𝑁𝑊 − 𝐶𝑈 = (𝑚𝑃𝑈𝑐𝑃 + 𝑚𝑁𝑈𝑐𝑁)∆𝑇𝑈
∆𝑡 [𝑊] (3-7)
𝑚𝑃𝑈, 𝑚𝑁𝑈 : masses des plots UP pour les matériaux P et N [kg]
𝜌𝑃 : masse volumique du matériau P [kg/m3] 𝜌𝑁 : masse volumique du matériau N [kg/m3]
𝐴 : surface d’un via [m2] issu de l’équation (3-1) 𝑒𝑈 : épaisseur du plot UP [m] ∆𝑇𝑈 = 𝑇𝑈,𝑖+1 − 𝑇𝑈,𝑖 : évolution de la température UP sur un intervalle de temps ∆𝑡 [K]
∆𝑡 : intervalle de temps [s]
𝑐𝑃, 𝑐𝑁 : chaleur massique des matériaux P et N [J/ (kg K)].
Bilan thermique des plots DW :
• 𝑁𝑊 − 𝐶𝐷 = (𝑚𝑃𝐷𝑐𝑃 + 𝑚𝑁𝐷𝑐𝑁)∆𝑇𝐷
∆𝑡 [𝑊] (3-8)
𝑚𝑃𝐷, 𝑚𝑁𝐷 : masses des plots DOWN pour les matériaux P et N [kg]
𝜌𝑃 : masse volumique du matériau P [kg/m3] 𝜌𝑁 : masse volumique du matériau N [kg/m3]
𝐴 : surface d’un via [m2], issu de l’équation (3-1) 𝑒𝐷 : épaisseur du plot DOWN [m] ∆𝑇𝐷 = 𝑇𝐷,𝑖+1 − 𝑇𝐷,𝑖 : évolution de la température DOWN sur un intervalle de temps ∆𝑡 [K]
∆𝑡 : intervalle de temps [s]
𝑐𝑃, 𝑐𝑁 : chaleur massique des matériaux P et N [J/ (kg K)].
Méthode d’Euler : évolution des températures UP et DW :
• 𝑇𝑈,𝑖+1 = 𝑇𝑈,𝑖 +(𝐿−𝑁𝑊−𝐶𝑈)∆𝑡
𝑚𝑃𝑈𝑐𝑃+𝑚𝑁𝑈𝑐𝑁 [𝐾] (3-9)
• 𝑇𝐷,𝑖+1 = 𝑇𝐷,𝑖 +(𝑁𝑊−𝐶𝐷)∆𝑡
𝑚𝑃𝐷𝑐𝑃+𝑚𝑁𝐷𝑐𝑁 [𝐾] (3-10)
Afin de faire cette simulation numérique la méthode d’Euler a été choisie. Bien qu’elle ne soit pas la plus précise, comparée à d’autres méthodes telles que Runge-Kutta, sa mise en œuvre ne demande pas trop de calculs. Le manque de précision n’influence pas les résultats finaux car beaucoup de valeurs sont des approximations de même que le modèle choisi néglige plusieurs phénomènes.
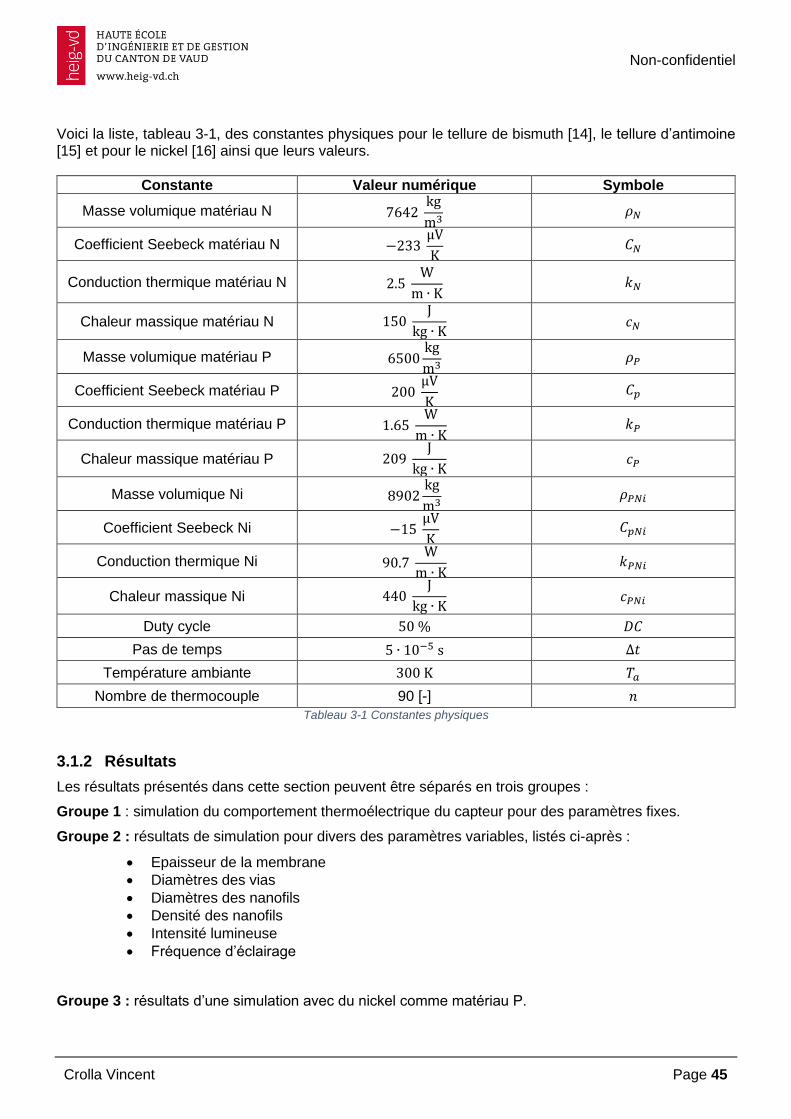
Non-confidentiel
Crolla Vincent Page 45
Voici la liste, tableau 3-1, des constantes physiques pour le tellure de bismuth [14], le tellure d’antimoine [15] et pour le nickel [16] ainsi que leurs valeurs.
Constante Valeur numérique Symbole
Masse volumique matériau N 7642 kg
m3 𝜌𝑁
Coefficient Seebeck matériau N −233 μV
K 𝐶𝑁
Conduction thermique matériau N 2.5 W
m ∙ K 𝑘𝑁
Chaleur massique matériau N 150 J
kg ∙ K 𝑐𝑁
Masse volumique matériau P 6500kg
m3 𝜌𝑃
Coefficient Seebeck matériau P 200 μV
K 𝐶𝑝
Conduction thermique matériau P 1.65 W
m ∙ K 𝑘𝑃
Chaleur massique matériau P 209 J
kg ∙ K 𝑐𝑃
Masse volumique Ni 8902kg
m3 𝜌𝑃𝑁𝑖
Coefficient Seebeck Ni −15 μV
K 𝐶𝑝𝑁𝑖
Conduction thermique Ni 90.7 W
m ∙ K 𝑘𝑃𝑁𝑖
Chaleur massique Ni 440 J
kg ∙ K 𝑐𝑃𝑁𝑖
Duty cycle 50 % 𝐷𝐶
Pas de temps 5 ∙ 10−5 s ∆𝑡
Température ambiante 300 K 𝑇𝑎
Nombre de thermocouple 90 [-] 𝑛
Tableau 3-1 Constantes physiques
3.1.2 Résultats
Les résultats présentés dans cette section peuvent être séparés en trois groupes :
Groupe 1 : simulation du comportement thermoélectrique du capteur pour des paramètres fixes.
Groupe 2 : résultats de simulation pour divers des paramètres variables, listés ci-après :
• Epaisseur de la membrane
• Diamètres des vias
• Diamètres des nanofils
• Densité des nanofils
• Intensité lumineuse
• Fréquence d’éclairage
Groupe 3 : résultats d’une simulation avec du nickel comme matériau P.

Non-confidentiel
Crolla Vincent Page 46
3.1.2.1 Simulation pour paramètres fixes
Une simulation a été faite avec les paramètres fixes présentés dans le tableau 3-2. Deux graphes sont présentés, le premier montre l’évolution de la tension en fonction du temps, puis le second présente la température sur chaque face de la membrane. Le comportement du capteur avec la conduction thermique est divisée par un facteur 10 pour simuler les effets dû aux nanostructures.
Paramètres Valeur Symbole
Epaisseur 25 μm 𝐸
Diamètres des vias 0.5 mm 𝐷𝑣
Diamètres des nanofils 50 nm 𝐷𝑁𝑊
Densité des nanofils 1 ∙ 109 cm−2 𝐹
Intensité lumineuse 1 W
m2 𝐼𝐿
Fréquence d’éclairage 100 Hz 𝑓
Tableau 3-2 Valeurs des paramètres
La figure 3-2 qui suit montre l’évolution de la tension thermoélectrique en fonction du temps. La courbe bleu pleine est calculée avec les pleines valeurs des coefficients de conductivité thermique, la courbe rouge traitillé est calculée avec les coefficients de conduction thermique divisés par un facteur 10. Tous les calculs ont été effectués avec ces deux conditions.
Figure 3-2 tension en fonction du temps
La principale caractéristique de la figure 3-2 est que la tension générée par l’effet thermoélectrique est plus conséquente avec le coefficient de conduction thermique pris pour les nanostructures, ce qui montre

Non-confidentiel
Crolla Vincent Page 47
l’intérêt d’utiliser la technologie des nanofils qui n’est pas évidente à mettre en place. De plus, l’amplitude du signal est plus grande avec les coefficients pour nanostructure, or c’est cette variation qui sera utilisée pour permettre une détection de CO2. Elle est de 65.8 µV pour des nanostructures et de 15.4 µV pour la courbe en bleu. Le fait d’utiliser des nanostructures permet un gain de 4 environ pour l’amplitude de la variation de la tension.
La figure 3-3 montre l’évolution de la température des faces UP et DOWN des µTEG avec les coefficients de conduction normaux, tandis que la figure 3-4 montre la température avec les coefficients pour des nanostructures
Figure 3-3 température des µTEGs
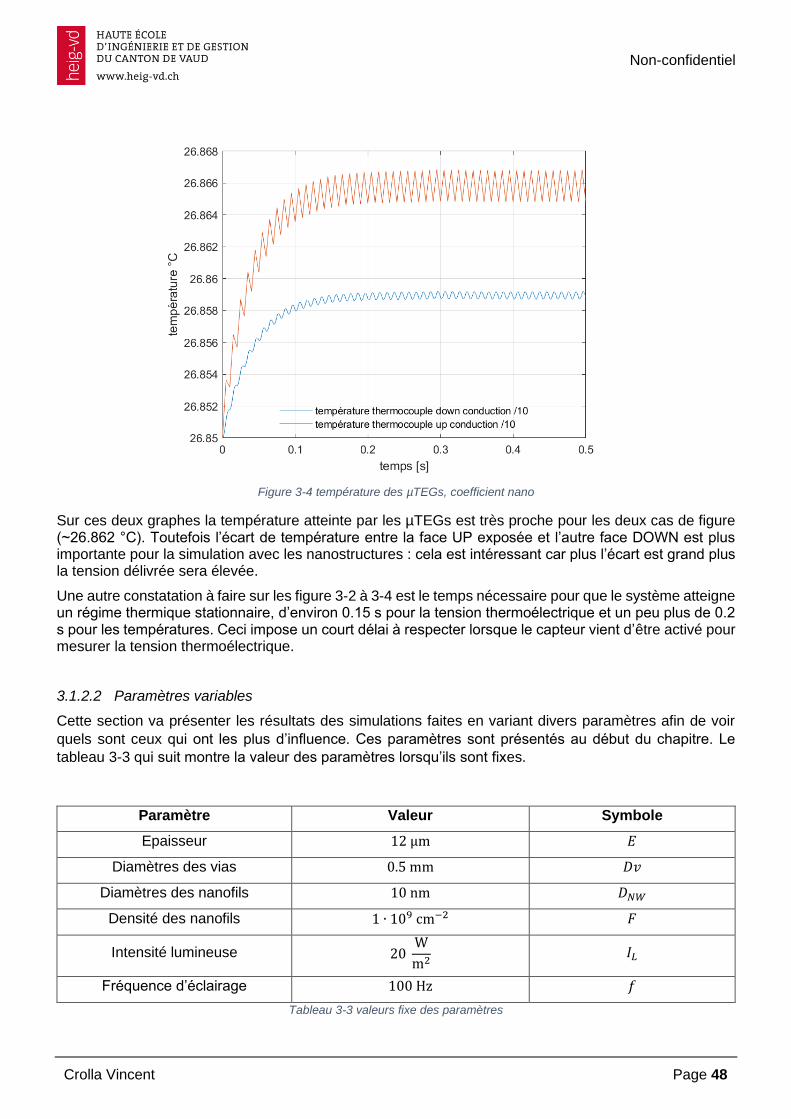
Non-confidentiel
Crolla Vincent Page 48
Figure 3-4 température des µTEGs, coefficient nano
Sur ces deux graphes la température atteinte par les µTEGs est très proche pour les deux cas de figure (~26.862 °C). Toutefois l’écart de température entre la face UP exposée et l’autre face DOWN est plus importante pour la simulation avec les nanostructures : cela est intéressant car plus l’écart est grand plus la tension délivrée sera élevée.
Une autre constatation à faire sur les figure 3-2 à 3-4 est le temps nécessaire pour que le système atteigne un régime thermique stationnaire, d’environ 0.15 s pour la tension thermoélectrique et un peu plus de 0.2 s pour les températures. Ceci impose un court délai à respecter lorsque le capteur vient d’être activé pour mesurer la tension thermoélectrique.
3.1.2.2 Paramètres variables
Cette section va présenter les résultats des simulations faites en variant divers paramètres afin de voir
quels sont ceux qui ont les plus d’influence. Ces paramètres sont présentés au début du chapitre. Le
tableau 3-3 qui suit montre la valeur des paramètres lorsqu’ils sont fixes.
Paramètre Valeur Symbole
Epaisseur 12 μm 𝐸
Diamètres des vias 0.5 mm 𝐷𝑣
Diamètres des nanofils 10 nm 𝐷𝑁𝑊
Densité des nanofils 1 ∙ 109 cm−2 𝐹
Intensité lumineuse 20 W
m2 𝐼𝐿
Fréquence d’éclairage 100 Hz 𝑓
Tableau 3-3 valeurs fixe des paramètres
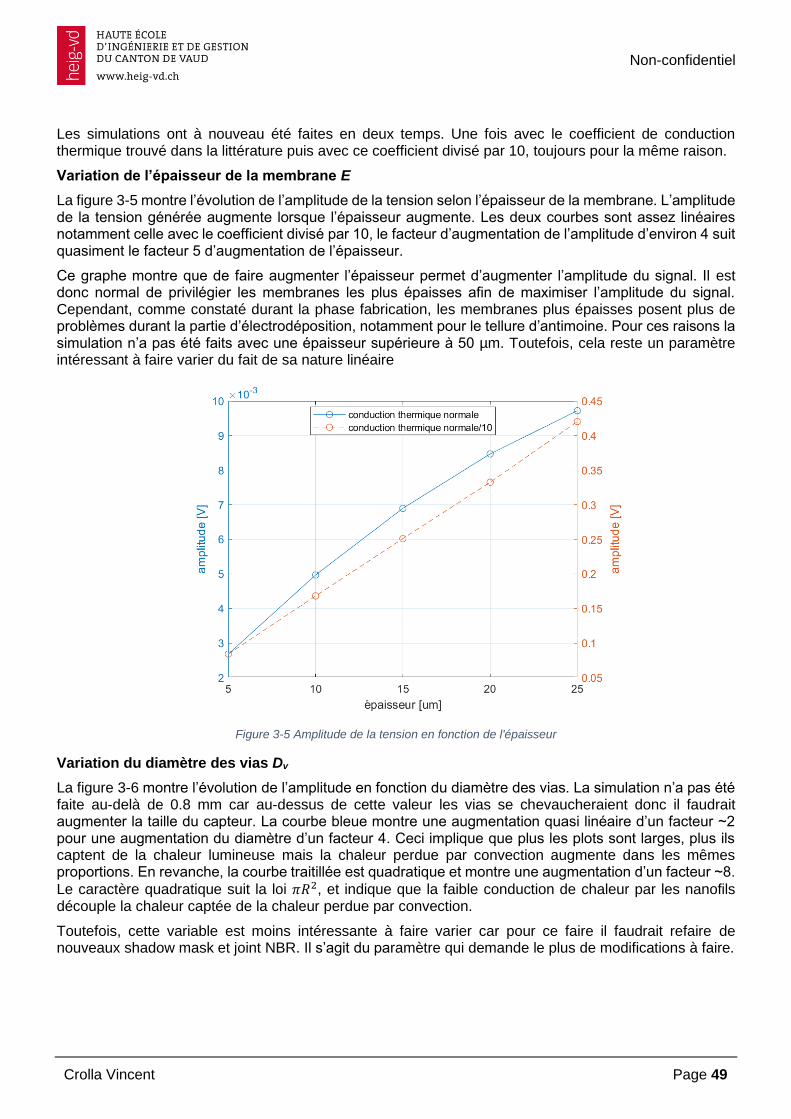
Non-confidentiel
Crolla Vincent Page 49
Les simulations ont à nouveau été faites en deux temps. Une fois avec le coefficient de conduction thermique trouvé dans la littérature puis avec ce coefficient divisé par 10, toujours pour la même raison.
Variation de l’épaisseur de la membrane E
La figure 3-5 montre l’évolution de l’amplitude de la tension selon l’épaisseur de la membrane. L’amplitude de la tension générée augmente lorsque l’épaisseur augmente. Les deux courbes sont assez linéaires notamment celle avec le coefficient divisé par 10, le facteur d’augmentation de l’amplitude d’environ 4 suit quasiment le facteur 5 d’augmentation de l’épaisseur.
Ce graphe montre que de faire augmenter l’épaisseur permet d’augmenter l’amplitude du signal. Il est donc normal de privilégier les membranes les plus épaisses afin de maximiser l’amplitude du signal. Cependant, comme constaté durant la phase fabrication, les membranes plus épaisses posent plus de problèmes durant la partie d’électrodéposition, notamment pour le tellure d’antimoine. Pour ces raisons la simulation n’a pas été faits avec une épaisseur supérieure à 50 µm. Toutefois, cela reste un paramètre intéressant à faire varier du fait de sa nature linéaire
Figure 3-5 Amplitude de la tension en fonction de l'épaisseur
Variation du diamètre des vias Dv
La figure 3-6 montre l’évolution de l’amplitude en fonction du diamètre des vias. La simulation n’a pas été faite au-delà de 0.8 mm car au-dessus de cette valeur les vias se chevaucheraient donc il faudrait augmenter la taille du capteur. La courbe bleue montre une augmentation quasi linéaire d’un facteur ~2 pour une augmentation du diamètre d’un facteur 4. Ceci implique que plus les plots sont larges, plus ils captent de la chaleur lumineuse mais la chaleur perdue par convection augmente dans les mêmes proportions. En revanche, la courbe traitillée est quadratique et montre une augmentation d’un facteur ~8.
Le caractère quadratique suit la loi 𝜋𝑅2, et indique que la faible conduction de chaleur par les nanofils découple la chaleur captée de la chaleur perdue par convection.
Toutefois, cette variable est moins intéressante à faire varier car pour ce faire il faudrait refaire de nouveaux shadow mask et joint NBR. Il s’agit du paramètre qui demande le plus de modifications à faire.
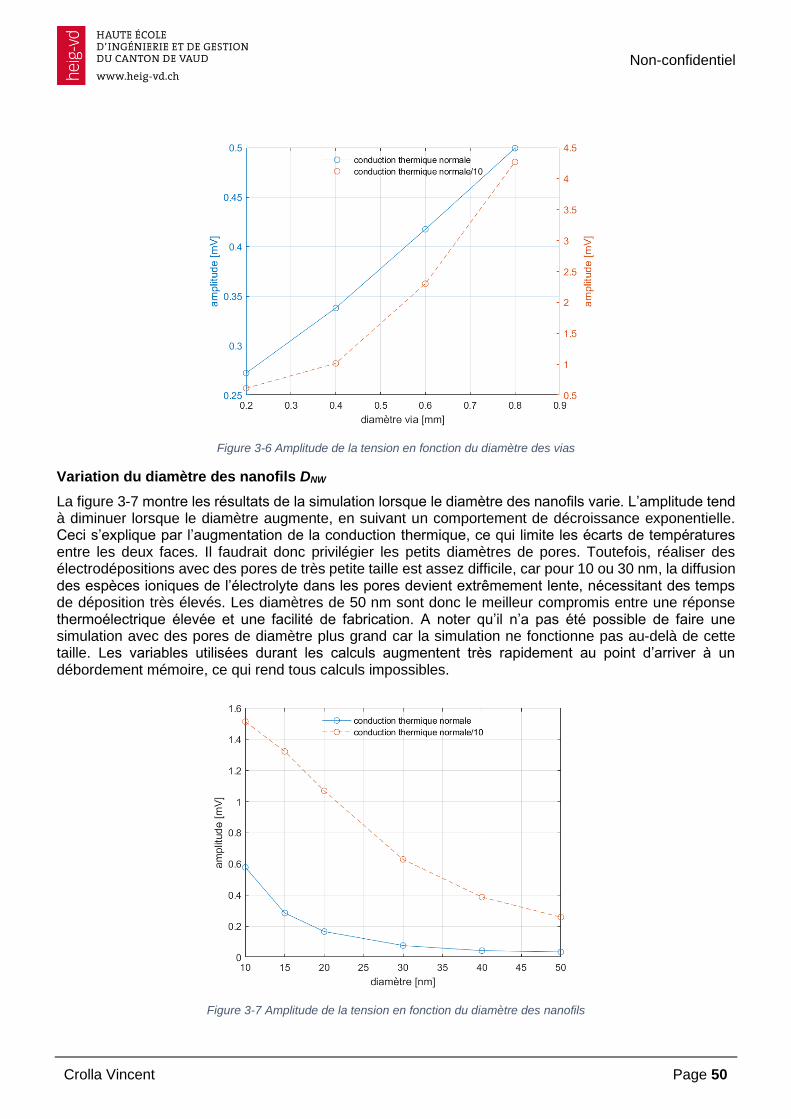
Non-confidentiel
Crolla Vincent Page 50
Figure 3-6 Amplitude de la tension en fonction du diamètre des vias
Variation du diamètre des nanofils DNW
La figure 3-7 montre les résultats de la simulation lorsque le diamètre des nanofils varie. L’amplitude tend à diminuer lorsque le diamètre augmente, en suivant un comportement de décroissance exponentielle. Ceci s’explique par l’augmentation de la conduction thermique, ce qui limite les écarts de températures entre les deux faces. Il faudrait donc privilégier les petits diamètres de pores. Toutefois, réaliser des électrodépositions avec des pores de très petite taille est assez difficile, car pour 10 ou 30 nm, la diffusion des espèces ioniques de l’électrolyte dans les pores devient extrêmement lente, nécessitant des temps de déposition très élevés. Les diamètres de 50 nm sont donc le meilleur compromis entre une réponse thermoélectrique élevée et une facilité de fabrication. A noter qu’il n’a pas été possible de faire une simulation avec des pores de diamètre plus grand car la simulation ne fonctionne pas au-delà de cette taille. Les variables utilisées durant les calculs augmentent très rapidement au point d’arriver à un débordement mémoire, ce qui rend tous calculs impossibles.
Figure 3-7 Amplitude de la tension en fonction du diamètre des nanofils
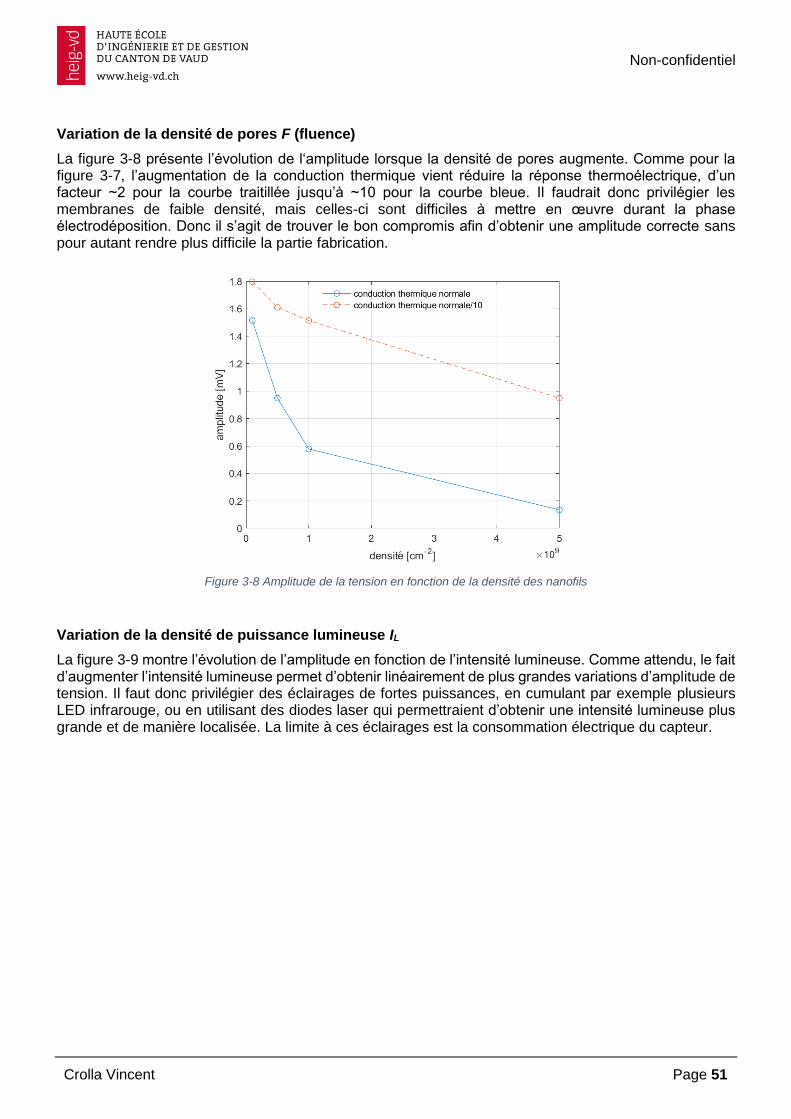
Non-confidentiel
Crolla Vincent Page 51
Variation de la densité de pores F (fluence)
La figure 3-8 présente l’évolution de l‘amplitude lorsque la densité de pores augmente. Comme pour la figure 3-7, l’augmentation de la conduction thermique vient réduire la réponse thermoélectrique, d’un facteur ~2 pour la courbe traitillée jusqu’à ~10 pour la courbe bleue. Il faudrait donc privilégier les membranes de faible densité, mais celles-ci sont difficiles à mettre en œuvre durant la phase électrodéposition. Donc il s’agit de trouver le bon compromis afin d’obtenir une amplitude correcte sans pour autant rendre plus difficile la partie fabrication.
Figure 3-8 Amplitude de la tension en fonction de la densité des nanofils
Variation de la densité de puissance lumineuse IL
La figure 3-9 montre l’évolution de l’amplitude en fonction de l’intensité lumineuse. Comme attendu, le fait d’augmenter l’intensité lumineuse permet d’obtenir linéairement de plus grandes variations d’amplitude de tension. Il faut donc privilégier des éclairages de fortes puissances, en cumulant par exemple plusieurs LED infrarouge, ou en utilisant des diodes laser qui permettraient d’obtenir une intensité lumineuse plus grande et de manière localisée. La limite à ces éclairages est la consommation électrique du capteur.
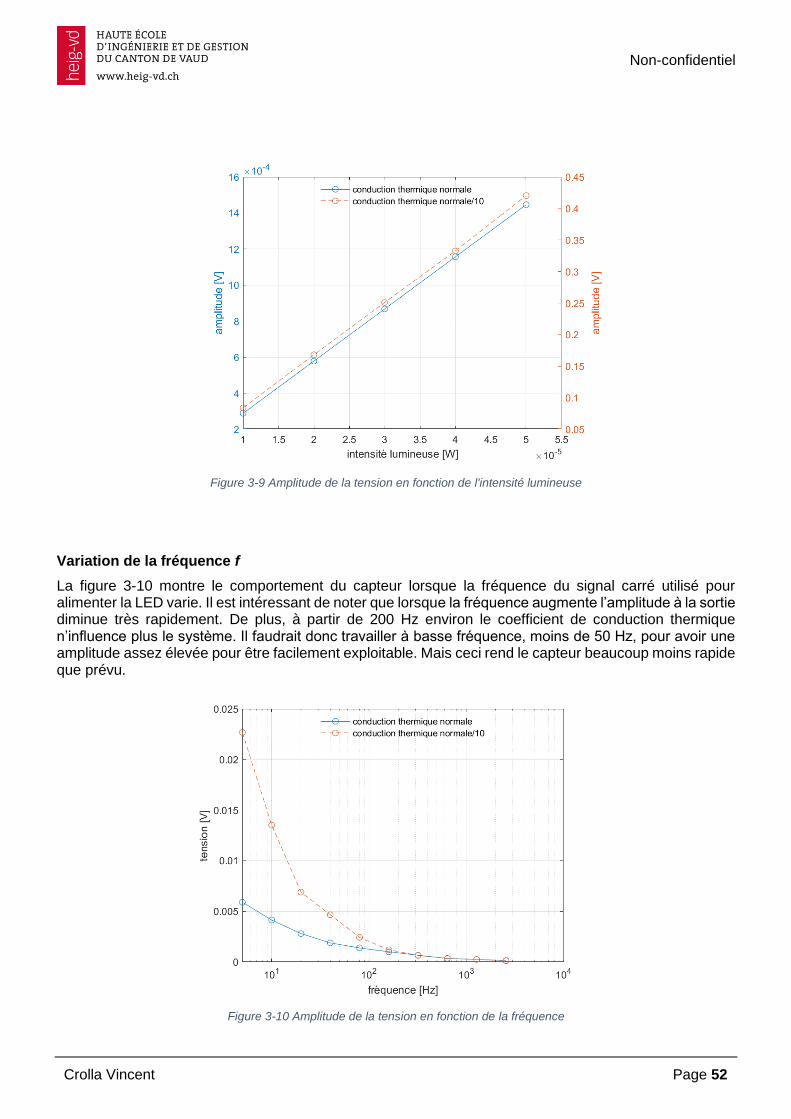
Non-confidentiel
Crolla Vincent Page 52
Figure 3-9 Amplitude de la tension en fonction de l'intensité lumineuse
Variation de la fréquence f
La figure 3-10 montre le comportement du capteur lorsque la fréquence du signal carré utilisé pour alimenter la LED varie. Il est intéressant de noter que lorsque la fréquence augmente l’amplitude à la sortie diminue très rapidement. De plus, à partir de 200 Hz environ le coefficient de conduction thermique n’influence plus le système. Il faudrait donc travailler à basse fréquence, moins de 50 Hz, pour avoir une amplitude assez élevée pour être facilement exploitable. Mais ceci rend le capteur beaucoup moins rapide que prévu.
Figure 3-10 Amplitude de la tension en fonction de la fréquence
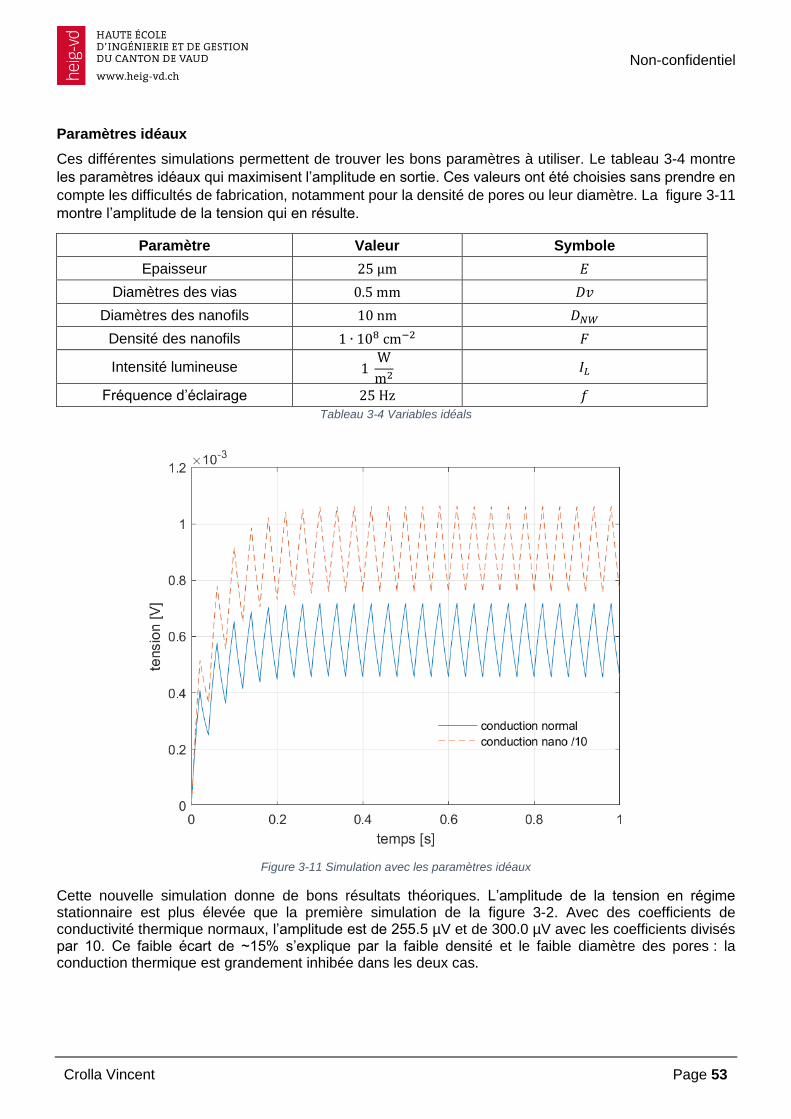
Non-confidentiel
Crolla Vincent Page 53
Paramètres idéaux
Ces différentes simulations permettent de trouver les bons paramètres à utiliser. Le tableau 3-4 montre
les paramètres idéaux qui maximisent l’amplitude en sortie. Ces valeurs ont été choisies sans prendre en
compte les difficultés de fabrication, notamment pour la densité de pores ou leur diamètre. La figure 3-11
montre l’amplitude de la tension qui en résulte.
Paramètre Valeur Symbole
Epaisseur 25 μm 𝐸
Diamètres des vias 0.5 mm 𝐷𝑣
Diamètres des nanofils 10 nm 𝐷𝑁𝑊
Densité des nanofils 1 ∙ 108 cm−2 𝐹
Intensité lumineuse 1 W
m2 𝐼𝐿
Fréquence d’éclairage 25 Hz 𝑓
Tableau 3-4 Variables idéals
Figure 3-11 Simulation avec les paramètres idéaux
Cette nouvelle simulation donne de bons résultats théoriques. L’amplitude de la tension en régime stationnaire est plus élevée que la première simulation de la figure 3-2. Avec des coefficients de conductivité thermique normaux, l’amplitude est de 255.5 µV et de 300.0 µV avec les coefficients divisés par 10. Ce faible écart de ~15% s’explique par la faible densité et le faible diamètre des pores : la conduction thermique est grandement inhibée dans les deux cas.
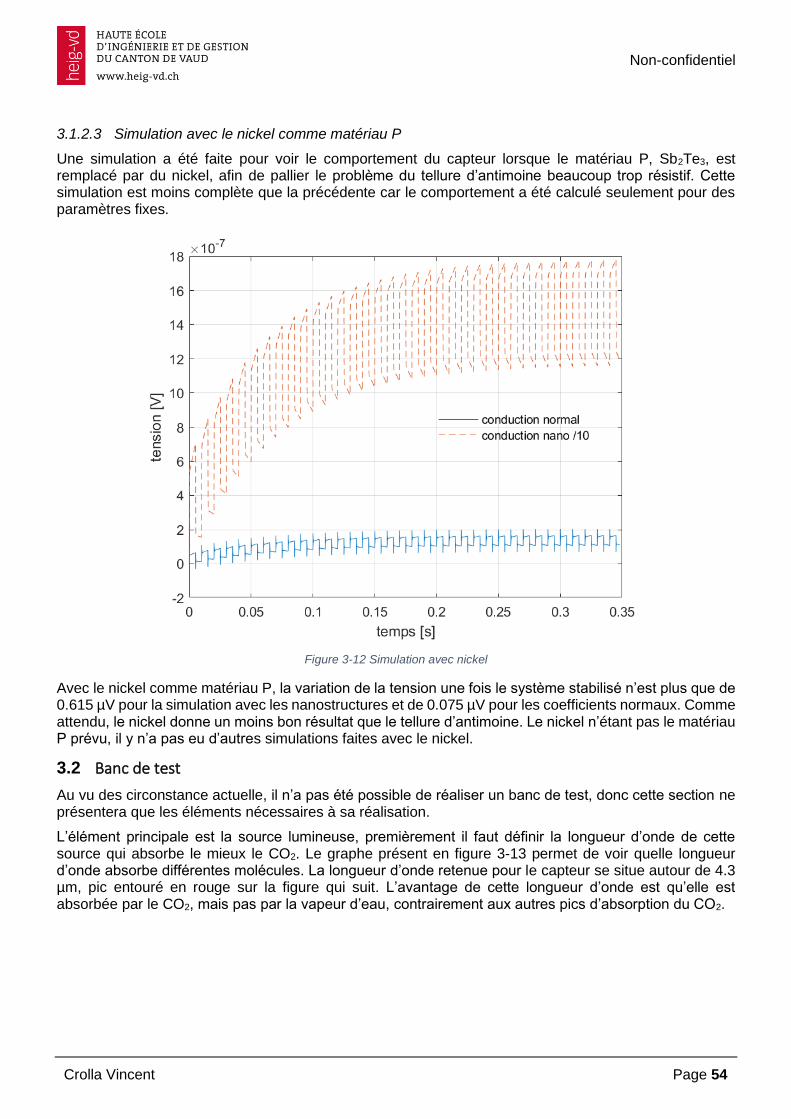
Non-confidentiel
Crolla Vincent Page 54
3.1.2.3 Simulation avec le nickel comme matériau P
Une simulation a été faite pour voir le comportement du capteur lorsque le matériau P, Sb2Te3, est remplacé par du nickel, afin de pallier le problème du tellure d’antimoine beaucoup trop résistif. Cette simulation est moins complète que la précédente car le comportement a été calculé seulement pour des paramètres fixes.
Figure 3-12 Simulation avec nickel
Avec le nickel comme matériau P, la variation de la tension une fois le système stabilisé n’est plus que de 0.615 µV pour la simulation avec les nanostructures et de 0.075 µV pour les coefficients normaux. Comme attendu, le nickel donne un moins bon résultat que le tellure d’antimoine. Le nickel n’étant pas le matériau P prévu, il y n’a pas eu d’autres simulations faites avec le nickel.
3.2 Banc de test
Au vu des circonstance actuelle, il n’a pas été possible de réaliser un banc de test, donc cette section ne présentera que les éléments nécessaires à sa réalisation.
L’élément principale est la source lumineuse, premièrement il faut définir la longueur d’onde de cette source qui absorbe le mieux le CO2. Le graphe présent en figure 3-13 permet de voir quelle longueur d’onde absorbe différentes molécules. La longueur d’onde retenue pour le capteur se situe autour de 4.3 µm, pic entouré en rouge sur la figure qui suit. L’avantage de cette longueur d’onde est qu’elle est absorbée par le CO2, mais pas par la vapeur d’eau, contrairement aux autres pics d’absorption du CO2.
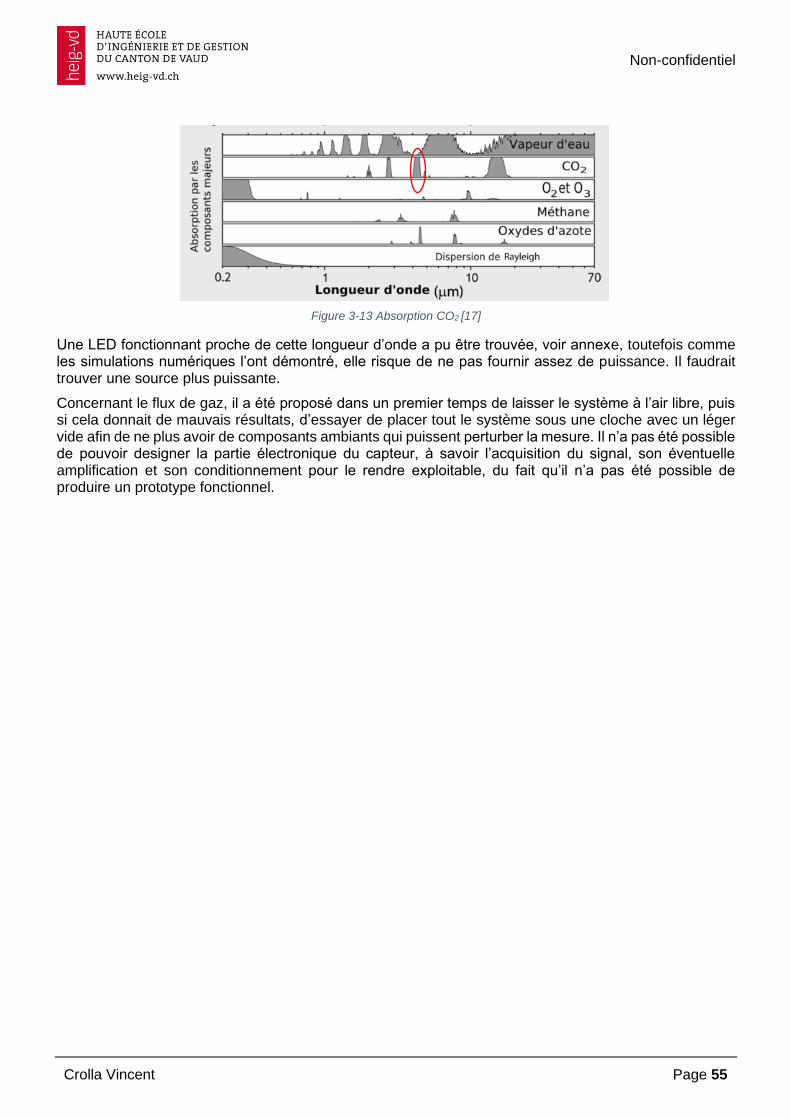
Non-confidentiel
Crolla Vincent Page 55
Figure 3-13 Absorption CO2 [17]
Une LED fonctionnant proche de cette longueur d’onde a pu être trouvée, voir annexe, toutefois comme les simulations numériques l’ont démontré, elle risque de ne pas fournir assez de puissance. Il faudrait trouver une source plus puissante.
Concernant le flux de gaz, il a été proposé dans un premier temps de laisser le système à l’air libre, puis si cela donnait de mauvais résultats, d’essayer de placer tout le système sous une cloche avec un léger vide afin de ne plus avoir de composants ambiants qui puissent perturber la mesure. Il n’a pas été possible de pouvoir designer la partie électronique du capteur, à savoir l’acquisition du signal, son éventuelle amplification et son conditionnement pour le rendre exploitable, du fait qu’il n’a pas été possible de produire un prototype fonctionnel.

Non-confidentiel
Crolla Vincent Page 56
4 Conclusion générale
Cette dernière section va présenter un bilan final de ce projet, les objectifs atteints, ainsi que les résultats obtenus.
4.1 Revue des objectifs
Trois objectifs étaient fixés pour ce projet (cf. section1.2.) :
• Objectif 1 : fabrication de µTEG par technologie Template Synthesis.
Cet objectif a pu être rempli à 100%, bien qu’il n’ait pas été possible de tester la réponse en tension des échantillons fabriqués. Il a pu être démontré qu’il est possible de réaliser des membranes avec les matériaux P et N choisis au départ, même si le tellure d’antimoine était bien plus résistif que prévu.
• Objectif 2 : conception d’un banc de mesure.
Cet objectif n’a pu être rempli qu’à 30% dû au fait que la partie fabrication a pris plus de temps que prévu et suite à de la situation particulière imposée par la fermeture temporaire de l’école et de ses laboratoires à partir du 13 mars 2020. Cet objectif s’est donc concentré sur une simulation du comportement du capteur par Matlab afin d’estimer quelques caractéristiques du banc de mesure pour son dimensionnement, et d’identifier les membrane nanoporeuse les mieux adaptées pour fabriquer le capteur µTEG..
• Objectif 3 : réalisation d’un prototype fonctionnel de capteur de CO2.
Ce dernier objectif n’a pas pu être abordé du fait qu’il n’a pas été possible de réaliser un échantillon fonctionnel
4.2 Résultats principaux
Un process flow complet a été mis au point pour fabriquer par technologie Template Synthesis des capteurs µTEG flexibles de 1 cm2 intégrants 95 thermocouples en série, chaque thermocouple étant constitué de 2 vias de nanofils de 0.5 mm de diamètre, de Bi2Te3 pour le type N et de Sb2Te3 pour le type P. Deux capteurs ont été fabriqués.
Les capteurs µTEG ont montré une résistance infinie au lieu des quelques k attendus. La résistivité des vias de Sb2Te3 s’est révélée anormalement trop élevée. Cette anomalie probablement induite par l’étape de croissance électrochimique n’a pas pu être résolue.
Un process flow complet utilisant les techniques de photolithographie a également été mis au point, mais s’est révélé non concluant : la résine bouchait les pores. Les techniques disponibles pour résoudre ce problème étant trop lourdes et trop coûteuses, la voie photolithographique a été abandonnée.
Une nouvelle cellule de croissance électrochimique a été mis au point, qui permet la croissance successive des vias P et N. Toute la cellule a pu être fabriquée avec les équipements disponibles à l’école. Ce dispositif a été validé par les voltammogrammes cycliques de Ni, Bi2Te3 et Sb2Te3. Tout cela a permis de développer de nouvelles cellules pour d’autres projets.
Un modèle thermoélectrique simple a permis de simuler numériquement la réponse thermoélectrique des capteurs µTEG. L’influence respective de chaque paramètre a été identifiée. Les simulations montrent une amplitude d’oscillation de la tension de quelques µV.
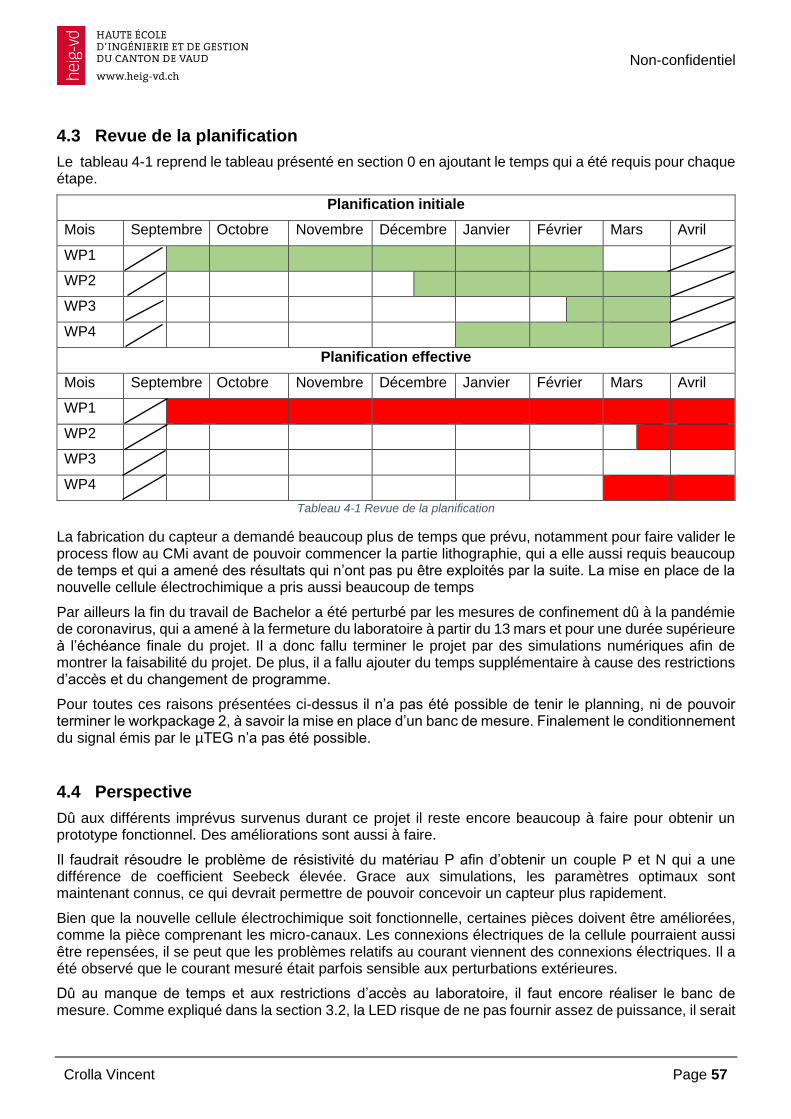
Non-confidentiel
Crolla Vincent Page 57
4.3 Revue de la planification
Le tableau 4-1 reprend le tableau présenté en section 0 en ajoutant le temps qui a été requis pour chaque étape.
Planification initiale
Mois Septembre Octobre Novembre Décembre Janvier Février Mars Avril
WP1
WP2
WP3
WP4
Planification effective
Mois Septembre Octobre Novembre Décembre Janvier Février Mars Avril
WP1
WP2
WP3
WP4
Tableau 4-1 Revue de la planification
La fabrication du capteur a demandé beaucoup plus de temps que prévu, notamment pour faire valider le process flow au CMi avant de pouvoir commencer la partie lithographie, qui a elle aussi requis beaucoup de temps et qui a amené des résultats qui n’ont pas pu être exploités par la suite. La mise en place de la nouvelle cellule électrochimique a pris aussi beaucoup de temps
Par ailleurs la fin du travail de Bachelor a été perturbé par les mesures de confinement dû à la pandémie de coronavirus, qui a amené à la fermeture du laboratoire à partir du 13 mars et pour une durée supérieure à l’échéance finale du projet. Il a donc fallu terminer le projet par des simulations numériques afin de montrer la faisabilité du projet. De plus, il a fallu ajouter du temps supplémentaire à cause des restrictions d’accès et du changement de programme.
Pour toutes ces raisons présentées ci-dessus il n’a pas été possible de tenir le planning, ni de pouvoir terminer le workpackage 2, à savoir la mise en place d’un banc de mesure. Finalement le conditionnement du signal émis par le µTEG n’a pas été possible.
4.4 Perspective
Dû aux différents imprévus survenus durant ce projet il reste encore beaucoup à faire pour obtenir un prototype fonctionnel. Des améliorations sont aussi à faire.
Il faudrait résoudre le problème de résistivité du matériau P afin d’obtenir un couple P et N qui a une différence de coefficient Seebeck élevée. Grace aux simulations, les paramètres optimaux sont maintenant connus, ce qui devrait permettre de pouvoir concevoir un capteur plus rapidement.
Bien que la nouvelle cellule électrochimique soit fonctionnelle, certaines pièces doivent être améliorées, comme la pièce comprenant les micro-canaux. Les connexions électriques de la cellule pourraient aussi être repensées, il se peut que les problèmes relatifs au courant viennent des connexions électriques. Il a été observé que le courant mesuré était parfois sensible aux perturbations extérieures.
Dû au manque de temps et aux restrictions d’accès au laboratoire, il faut encore réaliser le banc de mesure. Comme expliqué dans la section 3.2, la LED risque de ne pas fournir assez de puissance, il serait
Non-confidentiel
Crolla Vincent Page 58
intéressant d’explorer d’autres solutions comme l’utilisation d’une diode laser. Une idée qui pourrait augmenter le rendement du capteur serait de refroidir la face qui n’est pas exposée à la lumière infra-rouge avec un module Peltier par exemple. La manière d’amener l’air entre la membrane et la source infrarouge pourrait aussi faire l’objet de recherche plus poussée, voire si le fait de le faire circuler un flux d’air à une certaine vitesse modifie le comportement du capteur par exemple. Il serait même possible d’imaginer faire un capteur capable de détecter différents gaz en utilisant différentes longueurs d’onde, ou un capteur capable de déterminer la concentration de CO2 en fonction de la tension mesurée.
Par ailleurs la résolution exacte de mesure de la tension par détection synchrone doit être explorée.
Non-confidentiel
Crolla Vincent Page 59
Authentification
Le soussigné, Vincent Crolla, atteste par la présente avoir réalisé seul ce travail et n’avoir utilisé aucune autre source que celles expressément mentionnées.
Yverdon-les-Bains, le 14 Avril 2020
Vincent Crolla
Non-confidentiel
Crolla Vincent Page 60
5 Bibliographie
[1] http://sysmatec.ch/produit/detecteur-de-gaz-gasman/ [2] https://www.draeger.com/Products/Content/pir-7200-pi-9041181-fr.pdf [3] https://www.lachimie.fr/analytique/chromatographie/CPG/detecteur-CPG.php [4] https://www.draeger.com/Products/Content/pir-7200-pi-9041181-fr.pdf [5] https://www.researchgate.net/figure/Schema-dun-module-thermoelectrique-generateur_fig2_257656392 [6] https://www.electronics-cooling.com/2006/11/the-seebeck-coefficient/ [7] https://www.it4ip.be/track-etching-technology/ [8] https://www.researchgate.net/figure/SEM-image-of-ion-track-etched-Kapton-foils_fig6_24407599 [9] https://cmi.epfl.ch/photo/home_photo.php [10] https://cmi.epfl.ch/photo/photo_process/files/AZ9200_spincurve.html [11] https://cmi.epfl.ch/photogallery/img/181.jpg [12] https://www.sciencedirect.com/topics/chemical-engineering/reactive-sputtering [13] https://www.leica-microsystems.com/products/sample-preparation-for-electron-microscopy/p/leica-em-scd050/ [14] https://en.wikipedia.org/wiki/Bismuth_telluride [15] https://thermtest.com/materials-database#antimony [16] https://en.wikipedia.org/wiki/Nickel [17] https://www.drgoulu.com/2011/11/13/climat-le-graphique/#.XpH5zzdR2Uk

Energétique du bâtiment
Non-confidentiel
Crolla Vincent Page 61
6 Annexes
Les annexes sont présentent sous format électronique