T H E S E - inis.iaea.org
68
T H E S E présenté e à l'UNIVERSITE DE PARIS-V I -------- - pour obtenir le titre de Docteur 3° cycl e SPECIALITE : MÉTALLURGI E par Mme Dominique BOUTARD Sujet de la thèse : ETUDE DE L'INFLUENCE DE TRAITEMENTS DE SURFACE ANTI-USUR E SUR LE COMPORTEMENT EN CORROSION-FROTTEMENT D'ACIER S INOXYDABLES . Soutenue le --f ,, —t) t ,n devant la Commission d'examen
Transcript of T H E S E - inis.iaea.org

T H E S E
présentée
à l'UNIVERSITE DE PARIS-VI
---------
pour obtenir le titre de Docteur 3° cycle
SPECIALITE : MÉTALLURGI E
par Mme Dominique BOUTARD
Sujet de la thèse : ETUDE DE L'INFLUENCE DE TRAITEMENTS DE SURFACE ANTI-USUR E
SUR LE COMPORTEMENT EN CORROSION-FROTTEMENT D'ACIER S
INOXYDABLES .
Soutenue le
--f,,
—t) t,n
devant la Commission d'examen

ECOLE CENTRALE DES ARTS ET MANUFACTURE S
------------
ETUDE DE L'INFLUENCE DE TRAITEMENTS DE SURFACE Al TI-USURE
SUR LE COMPORTEMENT EN CORROSION-FROTTEMNT D'ACIERS INOXYDABLES .
Madame Dominique BOUTABD
19 7 4

Ce travail a été effectué â l'Institut de Physique de 1 ' Ecole
Centrale des Arts et Manufactures . Il a bénéficié du soutien
matériel de la D616gation Générale à la Recherche Scientifique
et Technique dans le cadre du " Comité Métallurgie " .
Que tous ceux qui m'ont aidé dans le déroulement de ce travail
trouvent ici l'expression de ma gratitude la plus sincére

P L A N============
INTRODUCTION
CHAPITRE I : GENERALITES SUR LES TRAITEMENTS DE SURFACE CONTRE L'USURE ETLE GRIPPAGE
I .I . But des traitement s
1 .2 . Principe dela réalisation
1 .3 . Traitementsindustriels étudié s
1 .3 .1 . Composition des bains de sels fondus.Mp .WO
1 .3 .2 . Température de traitement.....................
1 .3 .3 . Durée du traitement...... .............
1 .3 .4 . Effet sur la microstructure des pièces traitées
1 .3 .5 . Effet sur la microduret é
1-3-6- Effet sur le comportement en corrosion
CHAPITREII : ETUDEDU COMPORTEMENT ELECTROCHIMIQUE D'ACIERSAYANT SUBI OUNON UN TRAITEMENT SUPERFICIEL CONTRE L'USURE ET LE GRIPPAGE
2 .1 . Conditions opératoires
2 .1 .1 . Traitements de surface----------------------2 .I .2 . Nuan ces étudiées
2 - 1 - 3 - I11212_2opératoire
2-1-4- Choix _ du milieu
2 .2 . Etudemétallographique
2 .2 .1 . Structure et épaisseur de la couche__________________________________2 .2 .2 . Microdureté
2 .3 . Etudecomparative des courbes i=f (YES)obtenues dansH2SO IN
2 .3 .1 . Présentation des résultats______ ______ ______________
2 .3 .2 . Discussion__________
2 .4 . Influence du temps de maintien
2 .4 .1 . Evolution des courbes de polarisatio n
2 .4 .2 . Pertes de poids_______________
2 .5 . Conclusion

CHAPITREIII : ETUDEETREALISATION D'UN TRIBOMETRE TRAVAILLANT EN MILIEUAQUEUX
3 .1 . Fonctionnement du tribometre
3 .1 .1 .
3 .1 .2 .
3 .1 .3 .
3 .1 .4 .
3 .1 .5 .
Principe de la cellule
ApElication de la pressio n
Chaîne cinématique et vitesse de rotatio n
Montage électrochimique
dûet mesure du couple du au frottement_____________________ ______ _____ _____ __________
3 .2 . Caractéristiques et possibilites d'utilisation du tribométr e
3 .2 .1 . Caract6risti2ues............3 .2 .2 . Possibilités d'utilisation
CHAPITRE IV : ETUDEDU COMPORTEMENT EN COURS DE FROTTEMENT DE L'ACIER INOXY-DABLEAUSTENITIQUE18 .10
4 .I . Frottementsimple de l'acier 18 .10 traité ou non
4 .1 .1 . Mode opératoir e
4 .1 .2 . Etude du coefficient de frottement
4 .1 .3 . Perte de Eoid s
4 .1 .4 . Etude microFTraphiaue après frottemen t
4 .2 . Frottement corrosion de l'acier 18 .10 traité ou non e
4 .2 .I . Courbes de polarisation
4 .2 .2 . Influence du temps de maintie n
4 .2 .3 . Etude micro Fraphinue après frottement-corrosion
4 .3 . Etudede ladéE2.sivationsous l'effet du frottement del'aciernon traité
4 .3 .1 . Mode opératoir e_______________
4 .3 .2 . Résultats et discussion
CONCLUSIONS .

INTRODUCTION
Il n'est pas besoin de rappeler ici l'importance aussi bien
technique qu ' économique de deux phénomènes tels que l'usure et la corrosion ,
toutes deux génératrices de détériorations superficielles importantes, de s
métaux en particulier . Cependant, si de nombreux travaux ont depuis long -
temps eu pour but d'améliorer les performances des alliages utilisés pou r
résister à l'une ou à l'autre de ces agressions, il semble que la lutte contr e
la superposition de ces deux phénoménes de dégradation en soit encore â u n
stade assez peu avancé .
En effet, les propriétés de résistance à l'usure par frottement-et
celles de résistance un environnement agressif s ' avèrent être en général
antagonistes . Dans le cas des alliages ferreux par exemple, une fonte qu i
a d'assez bonnes propriétés en frottement résiste moins bien à un milie u
agressif qu'un acier inoxydable qui, par contre, se comporte assez mal e n
frottement ; en particulier, s'il a une structure austénitique, l'acier a un
coefficient de frottement élevé et une tendance marquée au grippage .
De même, lorsque l'on soumet un acier à un traitement de surface
destiné à lui conférer une bonne résistance à l'usure, on détériore en généra l
son comportement en milieu agressif, en particulier au niveau de la corrosion
intergranulaire dans le cas de diffusion superficielle d'azote et de carbon e
en bain de sels fondus . Il semble donc qu'il faille trouver une situation
optimale entre deux extrêmes .
Le problème ainsi posé est vaste et complexe . En fait, il existe
différentes façonsde l'aborder . On peut choisir une nuance d'acier résistan t
bien à la corrosion seule du milieu dans lequel elle est plongée et étudie r
alors les modifications du comportement apportées par la superposition du frot-
tement . Ainsi DEgESTRET et ses collaborateurs ont cherché sur un certain nom-
bre de nuances d'acier à déterminer les éléments d'addition permettant d'amé-
liorer les performances de l ' alliage en cours de frottement .
Mais, d'un autre côté, on peut choisir un acier traité pour mieux
résister au frottement, le plonger dans un milieu agressif, en cours de frot-
tement ou non, et observer les variations du comportement en fonction des agres-
sions auxquelles l'alliage est soumis . Cette seconde méthode a été la nôtr e
au cours . de l'étude que nous présentons ici .
I

Pour réaliser ce procramme, nous avons dans un prenier temp s
retenu un certain nombre de nuances d'acier auxquelles nous avons fait subi r
deux traitements de diffusion superficielle, en bains de sels fondus, ayant
pour but d'améliorer leur résistance à l'usure .
Les échantillons ainsi préparés ont alors été soumis à la seul e
action d'une solution normale d'acide . Cette série d'essais nous a permis un e
première comparaison entre les influences d ' éléments de l ' alliage, tels que
chrome et nickel, sur le comportement de l'acier traité en milieu agressif .
Parmi les nuances ainsi étudiées, nous avons alors sélectionné celle qui ,
même après traitement, conservait une résistance à la corrosion encore con-
venable de façon à mettre mieux en évidence l'influence spécifique du frottement .
Puis, pour pouvoir soumettre nos échantillons â l'action d'un
frottement nous avons conçu et réalisé un tribomètre apte à travailler en mi-
lieu aqueux, le frottement se faisant plan sur plan .
Nous avons alors effectué sur des échantillons, traités ou non ,
de la nuance retenue des essais de frottement à sec et de frottement en milie u
acide . De plus, dans le cadre de cette dernière série d ' expériences sur
l'acier non traité, nous avons cherché à obtenir des indications sur la ciné -
tique de repassivation de l'alliage dont la couche passivée protectrice es t
détruite par le passage de l'un des frotteurs .
Les résultats que nous avons obtenu ne permettent pas de comprendr e
encore complètement les mécanismes mis en jeu . . Cependant, ils nous conduisen t
à envisager le développement de certaines séquences d'essais pour élucide r
plus complètement les phénomènes résultant de la superposition frottement -
corrosion .
2

CHAPITRE
GENERALITES SUR LES TRAITEMENTS DE SURFACE CONTRE L'USURE ET LE GRIPPAGE
L'usure et le grippage sont deux phénomènes importants inter -
venant lorsque deux solides mis en contact sous pression sont animés l'un
par rapport l'autre d'un mouvement .
La théorie des microsoudures de BOWDEN-TABOR I est generale-
ment admise pour expliquer les phénomènes de frottement . Les surfaces des
corps intéressés par le frottement viennent en contact par leurs aspérités
qui sont alors immédiatement le siège de déformations plastiques telles que
l'aire effective de contact soit suffisante pour supporter la charge nor-
male appliquée . Sous l'effet combiné du mouvement, des élévations locale s
de température et de la pression, on provoque des filiations cristallines
appelées par convention "soudures " . Divers cas peuvent alors se présenter :
on peut avoir un " frottement par cisaillement " qui correspond â des sou-
dures d'interface plus fragiles que le corps le plus doux ou " un frot-
tement par soudure" si la résistance au cisaillement des soudures est plus
grande que celle du corps le plus tendre . Dans ce dernier cas, on obtient
au bout d'un certain temps un frottement du matériau le plus mou sur lu i
meme .
Le grippage est la conséquence extrême d'un frottement par sou -
dure . Il peut alors prendre deux formes : le grippage épidermique lorsque
les micro-adhérences sont trop nombreuses sur une aire donnée ou le grip -
page profond qui correspond la rupture de la fibre métallique dans la
zone de cisaillement maximum ce qui laisse apparaitre une structure nouvel-
le défigurée, source de grippage .
L'usure, par contre, est essentiellement une détérioration de
la surface par rupture des microsoudures, accompagnée ou non d'un trans-
fert de l'un ou de l'autre des matériaux en contact, associéea des phéno-
mènes d'abrasion par les particules libérées au cours du mouvement et â
un écrouissage pouvant aller jusqu'à provoquer un changement de la struc-
ture du matériau considéré .
On constate généralement trois étapes dans un processus d'usure :
le rodage au cours duquel la vitesse d'usure, grande initialement, décroî t
3

ré .guliérement, la marche normale durant laquelle cette vitesse est constant eet faible, enfin le vieillissement à partir du moment oa la vitesse d'usurecroît de nouveau .
Ainsi, pour améliorer au maximum la résistance à l'usure et a u
grippage d'un matériau, il faudra trouver un traitement réduisant la période
de rodage tout en allongeant la durée de la marche normale . De plus, il con-
viendra que les microsoudures restent fragiles et que, sous l'effet du frot-
tement, les couches superficielles ne puissent donner naissance à des phé-
noménes de décohésion .
I .I .
Caractéristiques â atteindre pour obtenir . une surface résistant
â l'usure .
Pour qu'un métal ait de bonnes propriétés vis à vis de l'usure ,
il faudrait pouvoir concilier simultanément de hautes caractéristiques d e
résistance, telles que le module d'YOUNG ou la limite de fatigue, avec d e
bonnes caractéristiques de ductilité comme L'allongement ou la striction .
Malheureusement, ces deux groupes sont antagonistes car les propriétés varien t
en sens inverse .
On pallie à cette incompabilité en utilisant un métal, présentant
une grande ductilité, auquel on fait subir un traitement de durcissement su-
perficiel . Ainsi, le matériau, rendu hétérogène, présentera a coeur de bon-
nes caractéristiques de résilience tout en ayant superficiellement une couch e
très dure, donc une bonne résistance â l'usure et à la fatigue . Ceci est
obtenu par modification de la structure en surface qui peut provenir d'une
trempe localisée ou de la création d'une couche superficielle chimiquement
différente ou d'un double traitement successivement chimique puis thermiqû e
Dans tous les cas, le durcissement est dû à la formation super-
ficielle de constituants durs . De plus, pour un certain nombre de traite-
ments, ceux-ci tendent à créer une augmentation de volume de la couche super-
ficielle alors que le coeur de la pièce n'est pas modifié . On établit de
cette façon des précontraintes mettant les constituants nouvellement formé s
en état de compression ce qui améliore d'autant plus la . résistance l'usure
du matériau traité .
I .2 .
Princi e de la réalisation des surfaces résistant
l'usure et
au grippage
Pour permettre à une pièce de résister des sollicitations de
frottement assez sévères, on crée â la surface du matériau considéré des

couches superposées se succédant de la manière suivante en fonction de l a
profondeur .
En premier lieu, une couche extérieure très mince, dont l'épais-
seur peut varier de quelques diziémes de micron a quelques microns, es t
-chargée d'inhiber toute possibilité de soudure avec la surface antagoniste .
Ceci peut être réalisé par création d'une pellicule d'un composé de struc-
ture hexagonale, par exemple du sulfure de fer dans le cas des fontes e t
des aciers . On peut aussi utiliser un dépôt très mince d'un métal présen-
tant°une solution solide de première espece ae faible étendue avec le matéria u
constitutif oe la surface antagoniste .
Sous cette couche très mince d'inhibition, on doit trouver un e
couche très dure ne se déformant que sous l'effet de sollicitations trè s
sévères mais cela sans se briser . L'épaisseur idéale de cette seconde couch e
dépend principalement de la rugosité de la pièce, des charges imposées e t
du module d'YOUNG des matériaux de base des deux pièces en contact . Pour
que le traitement soit favorable, il faut que les caractéristiques mécanique s
croissent régulièrement avec la profondeur et passent par un maximum â l a
limite interne de la couche dure .
Enfin, le métal doit retrouver progressivement sa dureté a coeur
de telle sorte que l'on retrouve, sur quelques diziémes de millimètre d e
profondeur, un gradient negatif des caractéristiques mécaniques, celui-c i
devant finir par S'annuler .
I .3 .
Traitements industriels contre l'usure et le grippage étudié s
Nous avons étudié deux traitements de surface assez voisins ' .
Tous deux étant effectués en bain de sels fondus, ils correspondent a la
création d'une couche superficielle chimiquement différente du coeur de l a
pièce . Au cours d'une nitruration douce, qui constitue le premier de nos
deux traitements, la pièce subit une diffusion d'azote avec formation d e
carbures accessoirement . Le second est une sulfonitruration qui associ e
la présence de soufre au traitement précédent .
I .3 .I . Composition des bains de sels fondus et mécanisme chimique de leur- -- - - -- - - -- --- -- - - -- - ---- -- ---- - -- - -- --- -- - -- - - -- -- - - --- --- ---- -- -action
Les bains de sels fondus sont basés dans les deux cas sur un
mélange de cyanures et de cyanates de métaux alcalins, sodium et potassium ,
contenant en outre des chlorures et des carbonates . Dans le cas de la

sulfonitruration, il faut ajouter un certain pourcentage de sulfures e t
sulfites 2 , 3 .
On pense
2 que le mécanisme chimique de l'action des bains
nitrurant et sulfonitrurant commence par une oxydation au contact de l ' air
des cyanures en cyanates lorsque l'on maintient aux environs de 550°C ,
suivant la réaction :
2 Na CN + 02 +-2 Na CN0
Quand on cons idére un bain contenant des sulfures et des sulfites, l' oxy-e
dation des cyanures en cyanates peut également se faire suivant la réaction :
Na SO + 3 Na CN ._-4. Na, S + 3 Na CNO2 3
2
Aussi bien pour le bain nitrurant que pour le bain sulfonitru-
rant, le cyanate se décompose suivant la réaction :
4 Na CNO —a» Na CO + 2 Na CN + CO + 2N2 3
Cette réaction n'a lieu qu'au contact de la pièce à traiter et libère ainsi à
la surface du métal de l'azote sous forme atomique et du monoxyde de carbon e
qui donne lui-- même naissance â du carbone actif qui forme alors des carbures .
On peut noter que, dans le cas du bain sulfonitrurant, la présenc e
de soufre, en particulier au contact de fer, accélère le processus d'oxyda-
tion des cyanures en cyanates .
Nous avons regroupé dans le tableau I deux exemples de compo-
sition de bain, l ' une pour une nitruration douce, l ' autre pour une sulfoni-
truration .
Sels composant le bain Nitruration douce Sulfonitruration
Cyanure s
Cyanate s
Chlorures .Carbonate s
Sulfures
20 %
20%
25% — 35 %
—
20%
1
25 %
ti 5 5
ti
1%
Tableau I : Exemples de composition des bains utilisés pour les traitements étudiés .

I .3 .2 . Température de traitement
Tandis que l'effet chimique du traitement est limité â une cou-
che superficielle, le maintien en température intéresse toute la pièce . Ce-
pendant, la température de traitement influe sur l ' effet chimique, en parti-
culier sur l'épaisseur de la couche modifiée . Le tableau II donne un résumé
de l'évolution en fonction de la température pour une durée de traitemen t
uniforme égale â 3h .
Température du bain
(°) 350 400 450 500 5 50 600
Pénétration de l'azote (p) 25 200 250 250 250 260
Structure superficielle sursaturée en azotemicrocouch e
dure et
poreuse
Comportement de la couche* grippage abrasion . fluage
Tableau II : Evolution en fonction de la température de l ' effet chimique
du traitement .
La température de traitement est choisie de telle sorte qu'elle
corresponde â un eutectoide du diagramme binaire fer-azote au voisinage d e
570°C . Si l'on dépasse 600°c, on inverse l'équilibre chimique et l'azote
reflue vers la surface suivant un processus de rétrodiffusion . Ainsi la
température généralement utilisée est au voisinage de 570°C
(4n donne ici les comportements des échantillons dans un essai Faville .
Dans ce cas, on a grippage instantané dû à l'affinité des structures ,
abrasion par défoncement des sous-couches du fait d'un manque d'accomo-
dement ou fluage provoqué par la chaleur dégagée en cours d'essai .
Seul ce dernier cas caractérise un bon traitement superficiel anihilan t
toute possibilité de collage des surfaces antagonistes) .
7

1 .3 .3 . Durée des traitements
L'examen d'échantillons ayant subi des traitements de durée va-
riable 4 a montré que la profondeur de pénétration des éléments d' "addition "
superficielle est proportionnelle à la racine du temps de traitement . Ceci
est en accord avec un phénomène de diffusion ;lane . Cependant il s'agi t
vraisemblablement d'un mécanisme assez complexe faisant intervenir simultanémen t
l'azote et le carbone, ainsi que le soufre dans le cas de la sulfonitruration
tant donnée la variation de l ' épaisseur de la couche traitée en fonctio n
du temps, on choisit des durées de traitement allant de 30 minutes à quelque s
heures, le gain en épaisseur devenant au-delà de ces durées beaucoup tro p
faible .
1 .3 .4 . Effet sur la microstructure des pièces traitées 5
6
L'effet sur la microstructure dépend de la composition chimiqu e
de l'alliage et du traitement thermique préalable subi par la pièce . Il s e
décompose en fait en deux : d'une part, un effet superficiel dû â l'azote ,
au carbone et au soufre et d'autre part une action physique globale due a u
chauffage et au maintien de l'alliage en température .
Nous avons vu que les réactions chimiques au sein du bain de sel s
fondus libèrent la surface de la pièce de l'azote sous forme atomique et du
carbone . Ces deux éléments diffusent alors dans le métal : l'azote existe
soit sous forme interstitielle dans le réseau soit sous forme de nitrure s
selon le refroidissement après traitement, le carbone donne naissance â de s
carbures de fer .
Par contre, les processus de pénétration du soufre n'est pa s
élucidé . En fait, un certain nombre de chercheurs 8 ,
9 ont suggéré
qu'il n'y avait pas de pénétration mais qu'il n'existait de sulfures qu'en
surface oû l'examen aux rayons X révèle la présence de sulfure FeS et de
nitrures Fe2N associés à d'autres phases non identifiées en quantité trè s
faible
1 .3 .5 . Effet sur la microdureté
11 est ici aussi dû â deux causes : d'une part, le maintien en
température de la pièce, d ' autre part la diffusion superficielle .
L'effet du maintien en température sera le même que si l'o n
fait subir au métal un traitement de revenu . Ceci signifie que l'alliage
7
8

peut être ou non considérablement adouci selon l'état du matériau avant
traitement .
Quant à l'effet superficiel, dû au contact pièce-bain de sel s
fondus, il est limité à l'épiderme et s ' étend jusqu'à une profondeur cor-
respondant à la diffusion . De plus, le durcissement dépend de la compositio n
chimique de l ' alliage . Il semble que la profondeur de la zone durcie es t
plus faible pour un acier doux que pour un acier moyennement allié tandis
qu'elle est sensiblement la même pour un acier doux et un acier fortemen t
allié . Toutefois, le durcissement intéresse, quelle que soit la compositio n
de l'alliage, une zone dont l'épaisseur est comprise entre 0 .I et 0 .3 mm .
I .3.6. 2222222222222222 ortemeours de frottementrr--rte r r-r---
Les traitements ne sont pas particulièrement étudiés pour réduir e
le coefficient de frottement bien que des tests de laboratoire aient montr é
une légère diminution de celui-ci . Cependant, lorsque les pièces sont net-
toyées soigneusement après traitement, c'est à dire lorsque l'on fait dispa-
raitre les sels retenus dans les pores de la couche externe, le coefficien t
de frottement n'est plus sensiblement amélioré .
En effet, l'azote lui-même n'a pas d'influence directe sur le
frottement sinon de diminuer un peu l ' affinité des structures micrographiques .
Par contre, il favorise le durcissement de la couche accessible, ainsi qu e
la résistance à l'usure, en se plaçant en interstitiel, car il distord con-
sidérablement le réseau,ou en formant des nitrure s
De même, dans la sulfonitruration, le soufre occlus dans les pore s
1e la couche superficielle en augmentant de volume au refroidissement, créé
un état de précontrainte supplémentaire dans la couche traitée . Ceci cons-
titue plus un facteûr de résistance à l'usure IO au'un facteur d'amélio-
ration du coefficient de frottement .
1 .3 .7 . Effet sur le comportement en corrosion des pièces traitées .
On doit se rappeler que l'amélioration de la résistance à la fati-
gue repose sur une introduction de carbone, d'azote, et éventuellement d e
soufre, à la surface du métal . Or les propriétés d'inoxydabilité de certain s
aciers, en particulier les aciers inoxydables austénitiques, sont dues à une
concentration en carbone maintenue à un niveau assez bas . On devra donc
9

s'attendre ce que les traitements de nitruration et de sulfonitruratio n
aient un effet destructif sur les propriétés d'inoxydabilité, en particulie r
ils auront une influence au niveau de la corrosion intergranulaire . Ainsi ,
J .A .PESCHAR II recommande d'utiliser un alliage contenant un pourcenta-
ge de chrome plus élevé si celui-ci doit être mis au contact d'un milie u
agressif, ceci pour compenser la perte en chrome due â sa précipitation sou s
forme de carbures et de nitrures en cours de traitement .

CHAPITRE I I
ETUDE DU COMPORTEMENT AU CONTACT DE H 2SO4 IN D'ACIERS AYANT SUBI O U
NON UN TRAITMENT SUPERFICIEL CONTRE L'USURE ET LE GRIPPAGE
Pour cette étude, nous avons fait subir à un certain nombre
d'échantillons, pris dans diverses nuances, les deux traitements de dif-
fusion superficielle, nitruration douce et sulfonitruration .
Après une étude métallographique des microcouches crées pa r
traitement, complétée par des mesures de microdureté, nous avons utilis é
les différentes éprouvettes pour obtenir les courbes de polarisation, don c
l'influence des traitements sur le comportement électrochimique des aciers ,
au contact de l'acide sulfurique normal, aussi bien â l ' instant initial qu ' au
cours du maintien en milieu agressif .
2 .I . Conditionsopératoires .
2 .I .I ments de surface-2222 2 2222
Les traitements de surface, que nous avons choisi d'étudier, son t
les deux traitements, effectués en bain de sels fondus, de nitruration douc e
et de sulfonitruration assez voisins .
Pour limiter le nombre de paramètres mis en oeuvre au niveau de s
traitements de surface, nous avons retenu des conditions de température e t
de durée uniformes pour tous les échantillons . Le traitement de diffusio n
a toujours eu lieu aux environs de 570°C pendant 3 heures .
De plus, après refroidissement â l'air, les éprouvettes ont ét é
nettoyées aux ultra-sons afin de les débarrasser des sels séchés retenus dan s
les pores des couches plus ou moins poreuse dues aux traitements superficiels .
2 .I .2 . Nuances étudiée s_rw--_ _r_rrsr___
Nous avons, au cours de ces essais, cherché autant que possible à
séparer l'influence du chrome et celle du nickel sur le comportement de

l'alliage aussi bien au niveau de la microstructure de la couche après trai-
tement qu'à celui du comportement au contact de l'acide sulfurique normal .
Pour cela, nous avons retenu les quatres nuances suivantes :
- un acier doux
- un acier au chrome (17% )
- un acier au nickel (9% )
- un acier au chrome-nickel (18% - 10% )
De plus, une partie des essais a été effectuée sur un secon d
acier au nickel, contenant cette fois 22% de nickel, en particulier les cour-
bes de polarisation à l'instant initial .
2 .I .3 . Mode opératoire-www-wwwwwww w
Chaque nuance a été étudiée à l'état non traité et après chacun
des deux traitements . Outre une étude métallographique classique, où nou s
avons associé micrographies et mesures de microdureté VICKERS, nous avons
établi pour chaque échantillon les courbes de polarisation potentiostatique ,
1 = f(V r ) .ESQ
Ces courbes sont obtenues en imposant le potentiel du métal par
rapport à une électrode de référence au sulfate de potassium, qui présent e
dans le milieu agressif utilisé, un potentiel de + 420 mV par rapport à un e
electrode au calomel : ESS = VECS - 420 mV .
Nous mesurons alors le courant circulant entre l'échantillon et
une contre-électrode de platine . Pour chaque valeur du potentiel imposée ,
nous attendons que s'établisse le régime stationnaire, c'est à dire que l'in-
tensité atteigne une valeur stable, pour faire varier la valeur du potentiel .
Les courbes de polarisation ont été établies pour des valeurs .
croissantes de potentiel, à partir du potentiel de dissolution dans le do-
maine anodique, pour éviter la phase d'adsorption de l'hydrogène observée
lors d'un passage dans le domaine cathodique .
2 .1 .4 . Choix du milieu .----------------
Au départ, nous avions fixé notre choix sur deux milieux de
nature assez différente : d'une part, une solution à 3% en poids de chlo-
rure de sodium, d ' autre part une solution normale d ' acide sulfurique .

Nuance C M n S i P S Al Cr N i
acier doux 0.030.29 0.01 0 .013 0.01 _ 0.03 0.0 2
acier 17% Cr 0.060 0.40 0 .20 0.026 0.008 0 .090 17.05 0 .1 4
acier
9% Ni 0.123 0.78 0 .12 0.014 0.008 Q.016 0 .05 9.56
acier 22% Ni 0.40 ' 0.37 0.47 0.025 0.022 0.004 22.43
acier 18..10 0.028 1 .78 0.26 0.022 0.019 0.005 18.31 9 .70
Tableau III : Compositions chimiques des alliages utilisés (exprimées en %)

r
4
Ç
•• yi
0
O IP
0 0
•I
,~; .ram
/f
•
•
• •
0
r
4
Acier doux (neral)
Acier 17% Cr (eau regale)
Planche I
Echantillons aprs traitements .20 N
A a coeur
B : nitrure
C : sulfonitrure

4 .,
to.

Cependant, étant donnée la technique utilisée pour l ' obtention
des courbes de polarisation, nous avions des modifications non négligeable s
du milieu en cours d ' expérience . En effet, le dégagement d'oxygène à la sur-
face du métal pendant un temps assez long donnait naissance à des radicau x
hypochlorites en quantité assez importante .
Ces variations du milieu masquaient en partie les phénomènes que
nous vouloins observer . Aussi avons-nous abandonné provisoirement le milieu
chloruré pour ne plus nous intéresser qu'à la solution normale d'acide sul -
furique .
2 .2 . Examenmétallo ,ria biquedeséchantillons .
Cette étude préliminaire s'est déroulée de façon classique par l a
réalisation de micrographies au microscope optique et de mesures de microdu-,
reté VICKERS sur les échantillons .
Nous avons fait figurer sur le tableau III les compositions chi -
tiques des diverses nuances étudiées .
2 .2 .I . Struct22222t épaisseu2222222222 H2L2 due au traitement .
Dans le cas de l'acier doux (Planche I), la structure coeur est
ferritiaue. Pour l ' échantillon nitruré, nous pouvons voir une couche super-
ficielle, d'épaisseur globale 25 p environ, qui apparait comme scindée en deux
zones :
l ' extérieur, une couche poreuse de 15u environ, puis une couche sous-
jacente très compacte d'épaisseur IOp environ .
Pour l'échantillon sulfonitruré, la couche superficielle est plu s
poreuse que la précédente mais aussi plus épaisse, environ 25p . De plus ,
nous pouvons noter dans ce cas, la présence de bâtonnets intergranulaire s
sur une profondeur de 200p environ .
L ' acier a 17% de chrome (Planche I) présente également une struc-
ture ferritique mais les grains sont très allongés parallèlement à la surface .
La couche superficielle de l'échantillon nitruré est très épaisse, environ
35p , et beaucoup plus compacte que dans le cas de l ' acier doux . De plus ,
nous pouvons noter une diffusion intergranulaire sur une profondeur de 50p
environ .
Pour l'échantillon sulfonitruré, la couche superficielle est moins
épaisse, 15p environ, et parait suivie par une couche sous-jacente d'épais-
seur équivalente . On observe ici aussi une diffusion intergranulaire su r
80p environ .
-13 -

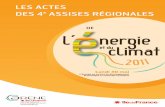
3T Hv /Hvc
x (profondeur en mm)
0.1
0 . 5
Figure 1 : Influence d'une nitruration douce de 3h
570°C sur la microdurete
Hv/ H vc
acier dou xacier 17% Cr
• acier 9% N iacier 18 .10
acier doux• acier 17% Cr• acier 9 % Ni• acier 18.10
2J
0 0
••----41
0.1
0:5
x (prorondeur en mm)
1
Figure 2:Influence d'une sulfonitruration de 3h a'' 570°C sur la microdurete-

La structure à coeur de l'acier â 9% de nickel est celle d'un e
bainite supérieure . Les deux traitements de surface créent une couche su-
perficielle apparaissant en clair après attaque au nital .
Cependant, nous pouvons noter que la couche est plus épaiss e
mais aussi plus poreuse dans le cas de la sulfonitruration que dans le ca s
de la nitruration . La couche sulfonitrurée a une épaisseur de 25i environ
alors qu ' elle n'est plus que d ' environ 15p pour la couche nitruré e
Enfin, dans le cas de l'acier au chrome-nickel 18 .I0, la struc-
ture à coeur est austénitique . Pour l'échantillon nitruré, nous voyons ap-
paraître une couche superficielle ayant une épaisseur d'une dizaine de micron s
suivie par une zone où a lieu une diffusion intergranulaire sur une profondeur
de 20p environ .
Dans le cas de la sulfonitruration, la couche superficielle a un e
épaisseur similaire au cas précédent mais nous trouvons une zone sous-jacent e
de SOU de profondeur dans laquelle nous avons eu une diffusion non seulement
intergranulaire mais aussi intragranulaire .
Ainsi nous voyons que dans tous les cas, les traitements en bai n
de sels fondus n ' affectent pas la structure à coeur du métal . Cependant ,
la couche superficielle crée au cours de la sulfonitruration apparaît le plu s
souvent comme plus épaisse et plus poreuse que celle due à la nitruration
Enfin, les deux traitements ont une action sur une couche sous -
jacente plus profonde sous la forme d'une diffusion le plus souvent intergra-
nulaire mais aussi parfois intragranulaire .
2 .2 .2 . Mesures de microdureté .----------------------
Ces mesures ont été faites l'aide d'un microduromètre VICKERS
sous une charge de 50 g . Les résultats sont regroupés sur les figures I et 2
ou nous avons représenté Ç / (Hv ) coeur (ces deux valeurs étant des valeurs
moyennes faites sur des séries de IO mesures) en fonction de la distance x
a la surface de l'échantillon placée au point x = o .
L'allure générale des courbes est bien conforme à un phénomèn e
de diffusion, dans les deux cas de traitements, exception faite pour l ' acier
doux qui présente une allure un peu plus complexe .

D'une manière générale, nous pouvons dire que le traitement d e
nitruration à une action plus pénétrante que celui de sulfonitruration . Nous
retrouvons la dureté à coeur à une profondeur plus grande dans le premier ca s
que dans le second .
Pour l'acier doux et l ' acier à 9% de nickel, la courbe de micro-
dureté relative â l'échantillon nitruré est toujours au dessus de cell e
relative au traitement de sulfonitruration . Dans ces deux cas, le traitement
de sulfonitruration durcit moins l ' acier que celui de nitruration .
Pour l ' acier à 17% de chrome, les courbes sont confondue s
jusqu'à une profondeur de 0 .I mm puis l'échantillon nitruré devient moin s
dur que l'échantillon sulfonitruré jusqu'a ce que l'on retrouve la duret é
â coeur .
Enfin, l'acier au chrome nickel 18 .I0 est beaucoup plus dur en
surface après sulfonitruration qu'après nitruration (On_ constate alors un e
différence de microdureté de 200 Hv environ sous 50g .) . Lorsque la profon-
deur augmente, les deux courbes de microdureté s'inversent, c ' est â dire que
l'échantillon sulfonitruré retrouve sa dureté â coeur plus vite que l'éprouvet-
te nitrurée (0,4mm dans le premier cas pour 0,6mm dans le second) .
Ainsi la première mesure étant déjà située au delà de la couch e
poreuse visible sur les micrographies, les traitements ont une influence no n
négligeable sur la structure du métal à des profondeurs assez importantes .
2 .3 . Etude com .arative des courbes de olarisation à l ' instant initial ,
obtenues dansH O IN, en fonction de la nuance et du traitement sub i2-4
Ces courbes de polarisation potentiostatiques ont été établie s
alors que l'échantillon concerné avait séjourné quelques minutes (de l'ordr e
de 3 à 5mm) dans la solution acide avant le début des mesures électrochimique s
Nous pouvons signaler que tous les échantillons avaient â l'ins -
tant initial une surface apparente de Icm2 ,3
. . ~kJ f
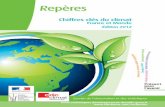
2 .3 .1 . Présentation des résultats (figure 3) f
FPour l'acier doux (figure 3a), nous pouvons remarquer en premie r
lieu que le métal se passive assez mal dans l'acide sulfurique . En effet ,
le palier de passivation est étroit, la largeur étant de 500mV environ, tandi s
que le courant est assez élevé, aux environs de 2mA .

a. acier doux b_acier17%Cr(mA )i (mA)
▪102...... ...,--
-
1
1
J61
I
. 10 2
V E 55 ( rN
c .acier 9% Ni
VE55(mV)
-500
0
500
1000
-500
500
1000
d .acier 180.10
1i (mA)2
IT(mA)
•10
/V+4'+\\+\tt-s.g
~1
-210 .
VEss(mV) 10-3 VESS(mV),-5610
500
1000
-500
500
100 0
0 ,1 0
Figure 3 :Influence des traitements sur les courbes de polarisation.0.
.
.
—non traite
46—4 nitrure
.--bx sulfonitrure

Sur les courbes relatives aux échantillons traités, nous cons-
tatons que, si la sulfonitruration ne modifie pratiquement pas le comporte-
ment électrochimique de l'acier, la nitruration l ' améliore en réduisant l a1largeur du pic d'agressivité de 200mV environ et en diminuant la valeur d u
courant de passivation de moitié environ par rapport à l ' acier non traité .
L ' acier contenant 17% de chrome (figure 3b) se passive par1 vA'
N/
N,,I) f' contre facilement : le palier est d'environ IIOOmV avec une intensité de
Lf 2,5 .10-2 mA . Par contre, les deux traitements détériorent considérablemen t
le comportement de l'acier .
Malgré tout, la sulfonitruration apparait dans ce cas comme étant
la moins mauvaise . Si le courant de passivation est du même ordre d e
grandeur dans les deux cas de traitement superficiels (0,25mA soit dix foi s
plus que pour l ' acier brut) et si les courbes se superposent assez bien au
delà de la passivation, le pic d ' agressivité de l ' échantillon nitruré est
deux fois plus large que celui de l ' échantillon sulfonitruré (900mV et 400mV
respectivement) .
Dans le cas de l ' acier à 9% de nickel (figure 3c), la premièr e
remarque que nous pouvons faire est que la passivation connue pour l'acier
doux, est très limitée, le palier n'ayant qu'une largeur de 400mV avec un e
intensité de 0,2mA .
Les échantillons traités présentent une passivation plus facile ,
le pic d ' agressivité étant moins large de 200mV environ, mais moins bonne ,
les courants de passivation étant deux fois pour la nitruration et six foi s
pour la sulfonitruration plus élevés que pour l'acier non traité . Cependant ,
des deux traitements, la nitruration est cette fois la moins mauvaise à,l'in--
verse du cas précédent
Enfin, l'acier au chrome-nickel (figure 3d) se passive très bien
dans l'acide sulfurique normal . Le palier a une largeur de II00mV pour un- 2
courant de IO mA .
Comme dans le cas de l ' acier à 17% de chrome, les traitement s
détériorent sévérement le comportement du métal, d'une part en réduisant l e
palier de passivation de 400mV environ, d ' autre part en multipliant la valeur
de l'intensité par un facteur I00 environ . Cependant, il semble que le trai-
tement de nitruration soit ici moins nocif que celui de sulfonitruration .
De plus, nous avons regardé le comportement d'un acier à 22 %
de nickel . La susceptibilité à la passivation augmente par rapport à celle
16 -
f~ v‘r' f \.'
r►)-P v
y

•
Erp
Traite Evolution
de Evolution d eNuance .ment E (mV)d' E
fp__ Et i p
B -. 94 5Acier doux
N -940 ~..0.3 'Y. C S _96 0
B -92 0oAcier 17 /dCr N _880 ~ .~0.06o C _94 0
• B 84 0Ader 9%Ni N _89 0
0.03 %C -86 0
• B -88 0Ader 18.10 N _ 78 0a0~03
C 6
Tableau IV: Evolution du comportement suivant le traitement et la nuance

a . nitruration b. sulf onitrurat i oni (mA) ..r
10 1
1
2.10
V ESS .10-3
VESS.-5Ô0
Ô
560
1000 mV
-500
0
560
1000 mV
o ~o acier doux
E---X acier 9% Nis -• acier 17% Cr
¢ j. acier 18.10
Figure 4: Influence des traitements sur le comportement des différentes nuances

de l ' acier a 9% de nickel . Contrairement aux cas précédents, les deux traite-
ments améliorent le comportement de l ' acier de base ; la largeur du palier
de 900mVpour l'acier non traité est augmentée de 100 à 200mV et l'inten-
sité du courant de passivation devient cinq fois plus faible (0,2mA pour ImA) .
Le tableau IV indique l'évolution des courbes suivant la nuanc e
et le traitement .
2 .3 .2 . Conclusion s
D'après les résultats que nous venons d'exposer, les élément s
d'alliage, en particulier chrome et nickel, paraissent avoir des influence s
assez différentes .
Pour les échantillons non traités, le chrome confère â la nuance
oil il est présent une susceptibilité â la passivation beaucoup plus grande ,
c'est a dire un meilleur comportement électrochimique que le nickel . Cec i
revient â dire que le chrome joue un rôle plus important dans le mécanism e
de formation d'une couche de passivation protectrice .
Cependant, étant données les détériorations plus marquées du com-
portement des aciers traités lorsque ceux-ci contiennent du chrome, il est
fort probable que cet élément précipite préférentiellement sous forme de
nitrures et de carbures au cours de la diffusion .
Dans ce cas, le chrome, bloqué par formation des précipités, es t
disponible en quantité plus faible d'oû un ralentissement marqué dans l a
cinétique de formation de la couche de passivation (palier moins large) et
une action beaucoup moins protectrice de celle-ci (intensité plus élevée) .
Ceci trouve confirmation dans le fait que les nuances contenant
du chrome sont beaucoup plus dures en surface que les autres . De même, s i
nous comparons pour un traitement donné (figure 4) les comportements en
fonction de la nuance, nous constatons que la susceptibilité ,a la passivation
augmente avec celle de l'acier de base, le pic d'agressivité diminuant dans
le même sens que celui de l'acier non traité homologue, mais aile la couche de
passivation ainsi formée est d'autant plus fragile, la remontée en courant
se produisant pour des valeurs de potentiel de plus en plus basses .
2 .4 . Influence du temps de maintien des échantillons au contact de l a
solutionagressive .
Le facteur temps a été introduit dans notre étude de deu x
façons différentes : d'une part en suivant l ' évolution des courbes d e
_I7_

a.ac i e r doux b_acier 17% C r
r
_500
0
c .acier 9% Ni
VESS (mV )
500
1000
0
0
6
1 0
0
r
~
-s60
0
d. acier 18.10
500
100 0
VE55 ( mV)
102i (mA)
V ESS (mV )'30500
0
500
1060
Figure 5 :influence du temps de maintien dans H 50 1 Nnon traite: --t_192ou48h, --- t=Oh 2 4
nitrure : t=192 ou 48h -- t=Oh
V E s(mV )
- 500
0
560
1000

polarisation des échantillons selon le traitement et la nuance, d'autre par t
en mesurant la perte de poids subie par les éprouvettes .
2 .4 .1 . Evolution des courbes de polarisatio n
Cette évolution a été ,suivie sur une période de maintier au con-
tact de la solution acide de 192 i \sauf pour l ' ac i er doux pour lequel le
maintien n ' a pas été prolongé au-delà. de 48 H .
Pour suivre cette évolution, les échantillons subissaient l e
cycle de 48 H . suivant : établissement de la courbe de polarisation sur
3 H . environ, puis maintien dans l'acide 45 H .
Nous avons établi ces courbes non seulement pour les deux échan-
tillons traités mais aussi pour l'acier de base de façon à avoir une réfé-
rence pour la comparaison â chaque pas .
Sur la figure 5, nous avons représenté les courbes de polarisation
relative au traitement de nitruration en fin de maintien, c ' est à dire pour
une durée de 192 H . sauf pour l ' acier doux . Nous avons fait figurer pour
mémoire les courbes à l'instant initial .
Une première remarque est que, pour les échantillons non traités ,
les courbes de polarisation ne varient pratiquement pas au cours du temp s
sauf pour l'acier 18 .I0 pour lequel les intensités sur le domaine de pas-
sivation augmentent de façon sensible .
En général, l ' allure des courbes de polarisation en fin de main-
tien est plus proche de celle de l'acier non traité qu'à l'instant initial .
Ainsi, dans le cas de l ' acier doux, le pic d ' agressivité s' é
largit bien que l ' intensité ne varie pas hors de cette zone de potentiel .
Il en est de même pour l'acier â 9% de nickel .
Dans le cas de l'acier â 17% de chrome, le double pic s'es t
nettement modifié : tandis que le premier maximum, correspondant â la nuanc e
de base, augmente d ' intensité, le second fort probablement dû à la couch e
superficielle, s'estompe et se décale vers des potentiels moins nobles .
Ainsi, au cours du temps, le comportement des échantillons
traités tend vers celui de l'acier de base correspondant . Cependant,-au bout
de 192 H . de maintien, les courbes de polarisation ne peuvent encore pas êtr e
confondues .
-18

20 /u
,Planche Il : Exemples de corrosion intergranulaire subie par les
chantIIi3ns
traites . En haut :acier 18 .10 nitrure,en bas . sulFonitrure .

Cette différence peut être due une corrosion différente, in-
tergranulaire par exemple, des échantillons traités (Planche II) .
L'évolution des mêmes courbes, pour le traitement de sulfoni-
truration, est similaire .
2 .4 .2 . Pertes de poids
Les résultats, de perte de poids sont regroupés dans le tableau V
4'
ù nous les avons fait figurer en mm/an , cela en fonction de la nuance e t
'
du traitement subi .AJ
Nuance Non traité Nitruré Sulfonitruré
Acier doux 0 .) 0 .5 I . 8
( 1 )Acier a 17% Cr
{ -• 2 .7 2 . 5
Acier a 9% Ni 17 1
(2 )5
0 .
10
06 0 .
7
17Acier 18 .Io 0 .17
Tableau V : Pertes de poids, en mm/an , des différentes nuances en fonctiondu traitement subi, au contact de H 2SO4 IN .
(I) L'effet de perte de poids n'a pu 6 tre enregistré, fort probablement par -
ce que l'acier, riche en chrome, avait tendance à former spontanément un e
couche d'oxyde rendant aléatoire nos mesures .
(2) La perte de poids que nous enregistrons ici correspond à une période
au delà du quatrième jour . En effet, la corrosion de l'acier à 9% de nickel ,
après traitement de sulfonitruration, nécessite un "temps d'incubation" pen-
dant les premiers jours d'essai au cours desquels l'échantillon correspon-
dant a une perte de poids beaucoup plus faible que l'échantillon non traité .
Les échantillons une fois traités se comportent de manière beau--
coup moins bonne que les éprouvettes non traitées; homologue ^ L' acier à 9%
de nickel se détruit de façon spectaculaire au contact de l ' acide sulfurique
normal .
-19 -

Cependant, l'acier 18 .10, méme après traitement, se comporte ,' w c
vis a vis de la perte de poids, mieux que toutes les autres nuances étudiées .
2 .5 . Conclusions .
Au vu des résultats que nous venons d ' exposer, les traitement s
superficiels paraissent en général avoir une influence néfaste sur le com-
portement en corn7sion des acier s
Cependant, parmi les quatres nuances que nous avions retenues ,
l'acier au chrome nickel 18 .10 parait avoir un comportement pas trop mauvais .
Sur le plan 'résistance a la corrosion, nous avons vu que la
perte de poids, bien que multipliée par trois après traitement, reste faibl e
et que les courbes de polarisation correspondent à un domaine d ' intensité s
assez faibles .
De plus, d'après les courbes de microdureté, l'acier 18 .I 0
est parmi les nuances que les traitements durcissent le plus superficiel -
lement, ce qui devrait lui conférer une des plus grandes résistances à
l'usure .
C'est pourquoi pour entamer une étude du comportement d'un
matériau en cours de frottement et de frottement-corrosion, nous avon s
retenu l'acier inoxydable austénitique 18 .10 .

CHAPITR E
ETUDE ET REALISATION D'UN TRIBOMETRE TRAVAILLANT EN MILIEU AQUEU X
Cet appareil, de conception originale, nous permet de soumettre
les échantillons étudiés a un frottement plan sur plan au sein ou non d'un
milieu agressif choisi, renouvelé -ou non a:u cours de l'essai .
Le frottement a lieu dans des conditions de vitesse relative e t
de pression entre les surfaces en contact imposées et mesurables
rs
. ~
Dans le cas de la superposition de ces deux agressi
, nous
pouvons imposer en plus au métal des conditions de polarisation données e t
enregistrer alors le comportement des échantillons .
3 .1 .
Fonctionnement de1'aoareil
3 .1 .1 . Principe de la cellule (figure 6 )
Les pièces intéressées par le frottement sont d'une part un e
piste fixe qui sera en fait l'échantillon étudié, d'autre part deux frot-
teurs que nous pouvons choisir de même nature que la piste ou, au contraire ,
d'un matériau électriquement et chimiquement inerte dans le milieu utilise ,
comme une ceramique par exemple .
L'axe vertical de la piste et celui des deux frotteurs sont
confondus . La surface utile de la piste a la forme d'un anneau circulair e
plan horizontal sur lequel viennent s'appuyer, suivant une de leurs sec -
tions droites, les deux frotteurs qui sont deux cylindres d'axes verticaux ,
diam6tralement opposés par rapport à. l'axe de la piste .
La piste est solidaire du plateau, ce dernier servant de réser-
voir pour la solution agressive . L'ensemble est libre en translation verti-
cale . Par contre, il ne peut tourner autour de l'axe que de quelque s
degrés de telle sorte qu'un capteur, prévu à cet effet, vienne équilibrer
le couple da au frottement . La pression entre les surfaces en contac t
est imposée par l'intermédiaire du plateau, donc de la piste qui vient s e
plaquer sur les frotteurs avec une force connue .
Les pièces en rotation autour de l'axe général sont les frot-
teurs entraînés dans un tel mouvement au moyen de la tête . Pour pouvoi r
assurer une bonne coaxialité des différents ensembles, d'une part piste et
plateau, d'autre part tète et arbre d'entraînement, les différentes pièce s
-21

YBYNNNZf /aNNIIIINAIte
av
‘aiN 1Î~~~
j
capteu r
WM'.
ome t-sometri e
Figure 6 : Principe de la cellule du tribometre
huil e
Frotteur s
electrode de Pt
piste
electrode de referenc e
pont d'exten ,
Alimentationstabiiisée
vitesse affichée
Limiteu rde coupl e
Preamplificateur Amplificateur
Ide puissance
Mesure de la vitesse
Figure 7 : Principe de fonctionnement du groupe moteur_variateur électronique

sont prises dans deux blocs qui coulissent le long des glissières verti-
cales et qui ont 6t6 usinés ensemble .
Pour conserver en cours d'essai une bonne verticalité des axe s
des frotteurs, ces derniers coulissent dans deux logements cylindriques ave c
un jeu latéral inférieur ou égal a 2/100mm De plus, les deux sections d'appu i
sont maintenues dans un même plan horizontal par l'huile comprimée contenue
dans la tête, ce qui permet donc de compenser toute usure différentielle des
deux frotteurs .
3 - 1 - 2 -
22222 2222222222 2222222
Lorsque le tribométre est au repos, en particulier lors du mon-
tage et du démontage des échantillons, le plateau se trouve bloqué en posi-
tion basse alors que la tête, possédant une course verticale, est ramené e
en position haute . Pour permettre des manipulations plus faciles, un contre-
poids vient annuler le poids de l'ensemble bloc support-tête .
Lors de la mise sous pression, la tête est ramenée en position
basse, une butée basculable venant annuler son degré de liberté vertical .
Celle-ci peut être réglée en hauteur,a l'aide d'un pas de vis de façon apouvoir compenser, au besoin, les différences sur les positions initiales des
frotteurs, c'est il dire sur les hauteurs des cylindres hors de la tête, après
chaque démontage
La poussée est transmise au plateau par l'intermédiaire d'u n
levier qui introduit un facteur multiplicatif de IO entre les poids posé s
6. une extrémité et la poussée globale au niveau des surfaces en contact .
Au repos, ce levier est bloqué en même temps que le plateau tandis qu'au
cours de la mise sous pression, on le libère progressivement ce qui fai t
remonter l'ensemble piste-plateau .
Dans un premier temps . la piste vient, se placer au contact de s
frotteurs puis ceux-ci coulissent légèrement dans leurs logements verticau x
ce qui a pour effet de ramener les deux sections d'appui dans le plan de l a
piste et de comprimer l'huile contenue dans la tête . Ainsi, la course verti-
cale des frotteurs se trouve limitée .
De plus, il est a noter qu'au cours de ces opérations, le pla-
teau ne vient jamais en butée . Ainsi tout au long de l'essai, l'usure géné-
rale des pièces soumises au frottement est aussitôt rattrapée par une légèr e
remontée du plateau ce qui assure d'une part une pression constante entr e
-22-

les surfaces en contact et d'autre part l ' équilibre de l ' ensemble à chaqu e
instant ceci grâce à l'huile sous pression contenue dans la tête .
3 .1 .3 . Chaîne cinématique et vitesse de rotation
Pour des questions d ' encombrement du tribométre, la chaîne ciné-
matique a été nontée . vertiealement derrière l ' ensemble constituant la cel-
lule de travail . Le mouvement de rotation de la tête est assuré par un mo-
teur continu couplé à un variateur et suivi d'un réducteur de I/3006 . Ce
groupe est monté sur amortisseur pour atténuer au maximum les vibration s
transmises au niveau des surfaces en contact .
Dans le groupe moteur-variateur, (figure
on compare la vitess e
du moteur â celle affichée par l'opératuer sur un potentiomètre . La dif-
férence ou erreur est alors envoyée dans un pr6amplificateur puis dans un
amplificateur de puissance qui alimente directement le moteur . Un limiteur
,de couple, à action très rapide, protège le moteur et les thyristors en li-
mitant a une valeur fixée l'intensité qui traverse l'induit du moteur .
Les circuits auxiliaires se composent d'une alimentation stabilisée pou r
la référence de vitesse et d'une alimentation pour l ' excitation du moteur .
Pour que le moteur fonctionne dans sa meilleure plage d'utilisa-
tion, un réducteur de I/3006 est nécessaire compte tenu de la gamme de vites -
se que nous voulions au niveau des échantillons . La liaison entre le moteur
et le réducteur est assurée par un manchon semi-élastique . La sortie du
réducteur et l'arbre d ' entraînement de la tête sont reliés par un système de
poulies et de courroies crantée, ce qui évite tout patinage ; le rapport de s
vitesses de rotation, égal à I initialement, vient d'être passé à 3 pour
pouvoir couvrir un domaine de vitesse des frotteurs beaucoup plus étendu .
3 .1 .4 . Montage électrochimique .-w ww
Lorsque nous travaillons en milieu aqueux, nous utilisons pour
les mesures électrochimiques un montage classique â trois électrodes .
L'électrode de référence est alors une électrode au sulfate de potassiu m
saturé qui présente, dans le milieu avec lequel nous travaillons générale -
ment, un potentiel de + 420mV par rapport â une électrode au calomel :I
ff Ness
\Tees - 420 m V . La contre électrode de platine, qui a une surface d e
IOcm2 environ, est réglable en hauteur de façon à pouvoir ajuster sa positio n
par rapport au niveau de la solution utilisée . L'électrode de travail es t
- 23 -

constituée par la surface utile de la piste dont l'aire est d'environ 9,5 cm2 .
Lors des essais superposant frottement corrosion, la seule sur-
face métallique en contact avec la solution, en dehors du platine, es t
l'anneau circulaire plan constituant la surface utile de la piste et éven-
tuellement l ' extrémité des doigts frotteurs lorsque ceux-ci sont métal-
liques . Pour réaliser cette condition, nous protégeons les côtés de l a
piste, situés hors du logement de celle-ci dans le plateau, ainsi que l a
cavité centrale avec un enduit isolant . De son côté, la surface du pla-
teau, construit en acier inoxydable, est recouverte d'un vernis protec-
teur qui a une double fonction, d ' une part protéger le métal de l ' attaque
du milieu agressif, d'autre part isoler celui-ci électriquement de la so-
lution de façon â ce que le résultat de la mesure ne concerne que l ' échan-
tillon étudié . On peut noter cependant que la piste n'est pas isolée du
bâti de l' apparëil mais cela n'a pas d'importance . En effet, le bâti lui-
même est isolé . De plus, il n'existe aucun contact entre l'électrode de
référence et la contre-électrode de platine d'une part et le bêti du tri-
bomètre d'autre part .
Les courbes étudiées sont les courbes de polarisatio n
i = f (VESS) . Elles sont établies de façon potentiostatique au potentio-
cinétique . Cette dernière méthode peut être appliquée grâce un pilote ,
couplé au potentiostat, qui nous permet de programmer une variatio n
linéaire du potentiel de la piste par. rapport l ' électrode de référence
avec une vitesse de balayage imposable entre O,I et I000mv/mn. On enregistre
alors le courant circulant entre l'échantillon et la contre-électrode de
platine .
3 .I .5 . Evaluation et mesure du couple dû au frottement . fir -_fis w_ mow_-_r--N__w w
Evaluation théorique et relation entre le couple et le coefficient
de frottement ._____________
-Pour faire l'évaluation du couple du au frottement, nous avon s
fait les hypothèses suivante s
I - La pression est uniformément répartie sur toute la surface de contact
2 - Le coefficient de frottement dynamique est constant et ne dépen d
macroscopiquement que de la nature de la piste .
Nous pouvons alors dire (figure8) qu'en un point M situé â l a
distance e de l ' axe de rotation, nous avons, du fait du frottement, un

R2
Figure 8 ;Schema du contact des éprouvettes
Fig.ure 9 : Schema de la lame capteur de couple
zone enflexion
zone ,encastree
M

couple résistant élémentaire de la forme suivante :
cl C
12
e
ou ds est l'élement de surface entourant le point M . En prenant ds
sous sa forme polaire et en intégrant sur la surface S de contact de l'un
des frotteurs avec la piste, le couple résistant ( prend la forme
a
2.c :2rrjf ecJedS ou-
e : ~tV
e ece) d e
Etant donnée la géométrie des éprouvettes, cette dernière intégrale n'est pa s
directement calculable . En conséquence, nous avons défini la quantité Re ,
rayon équivalent, de la manière suivante :
C2 F I5 s Re = Fy P . Re
ou F est la poussée globale au niveau des surfaces en contact, grandeur
connue puisqu'imposée . Ceci revient a prendre :z
R -.1
e(e) d ee
3 tz s
Ce rayon Re , qui ne dépend que des dimensions et de la géométri e
des éprouvettes, a été calculé approximativement :h
2,
h
z
2
Z Ra- R .
e (
Re = .0nrrg»
*. e(cz
e 4 .4 çt
.C, )Lmo
et.
L=o
Re étant une caractéristique de l'appareil et F une grandeur
que nous connaissons puisque nous l'imposons, la connaissance du couple dû
au frottement nous permet d'atteindre la valeur du coefficient de frottement .
Mesure du couple .
La mesure du couple se fait au moyen d'un capteur constitué par
une lame en forme de triangle isocèle encastré suivant sa base . Le matériau
utilisé est un bronze au béryllium de grande élasticité . Cette lame sert d e
butée au plateau en ne lui permettant de tourner de son axe que de quelque s
degrés de telle sorte que la contrainte de fléxion créée dans le métal équilibr e
la poussée du plateau, née du couple de frottement
La lame (figure9) est équipée de jauges de contrainte permettant d e
mesurer le taux de déformation du métal . La forme triangulaire a été retenue
pour que le résultat de la mesure soit constant sur toute la surface et, e n
particulier, ne dépende pas de la distance du point considéré a l'encastrement .
Le taux de déformation d'une lame triangulaire soumise un e
poussée P appliquée au sommet est donné par :
-1 G -PL/EBhI-
-25 -
C:

V
Figure IO ; Schéma du pont de WHEATSTONE . rialise- avec les 4jauges equipant la lame (les signes indiquent le sens d e.
..
.variation des resistances)

oû L est la hauteur du triangle, B la longueur de la base et h la valeur
de 1' épaisseur, E étant le module d'YOUNG du matériau constitutif de la lame .
La mesure se fait â l'aide d'un montage en pont de WHEATSTONE â
quatre jauges actives, deux d'entre elles travaillant en extension et les deux ._ _
autres en compression . Ces jauges sont des résistances dont la valeur nominale ,
R au repos, subit les variations AR lorsqu'elles sont soumises â des défor-
mations longitudinales Al . Dans ce cas, la variation relative ISR/R de la
résistance est proportionnelle au taux de déformation E' =Al ]j de la jauge .
k , comparable à un facteur de gain, est voisin de 2 pour des jauges d e
. contantan ce qui est le cas de celles que nous utilison s
Les quatres jauges figure IO forment un pont complet de WHEATSTON E
équilibré au repos . On impose sur une diagonale une différence de potentiel
constante égale â la tension d'alimentation du pont . La mesure se fait sur
la seconde diagonale où la différence de potentiel est nulle lorsque le pon t
est en équilibre, c'est à dire lorsque la lame est au repos, et subit de s
variations LU . lorsque les déformations des jauges, imposées par celles d e
la lame, introduisent un déséquilibre . Nous avons alors la relation :
i u :: h (Ej _ EJ2 + 6J 5 _ € J4 )~i
J
J
où
eji
est le taux de déformation de la jauge i , les jauges l
et 3 travaillant en extension et les jauges 2 et 4 en compression .
La grandeur lue sur le pont d'extensométr.ie est égale à la quantité
suivante :
Eiz + E.1 3
La déformation réelle de la lame
est alors liée â la valeur de la mesure
par :
-~ ÇxEL n
o(
où n est le nombre de jauges actives du montage, k le facteur réel des jauge s
utilisées, c un facteur de correction dépendant de la valeur nominal e
de la résistance des jauges et d un facteur de correction dépendant de l a
longueur de câble . Dans notre cas, les deux facteurs c et o( sont égaux à I .
et . A
E —
E4 h *
ne. 'Connaissant la distance d entre l'axe de rotation et le poin t
d'application de la poussée P sur la lame, le couple de rappel, directemen t
_ 26 -

r-g
opposé au couple dû au frottement, est lié à la valeur E par :
EBhZ
E _- h' Adr ~M x
V1iI6PL
6 PL 2d .
soit
C : K Ew.,
En définitive, la relation entre le coefficient de frottemen t
dynamique f et le taux de déformation eu. est la suivante :
p = K
Eue,
Re
F
3 .2 . Caractéristiques et possibilités d' utilisation du tribométre .
3 .2 .1 . Caractéristiques de l'appareil mow
Les caractéristiques du tribométre ont été modifiées au cours d e
nos essais . L ' origine de cette modification est la nature des frotteurs .
-En effet, dans le domaine de pression étudié, la forme initiale de cylindre s
droits n'était plus adaptée pour des frotteurs en céramique car ceux-ci ,
lors de la rotation, s ' écaillaient du côté opposé au mouvement . Pour pallier
â cet inconvénient, les cylindres de céramique ont du être chanfreiné s
Nous définirons ainsi deux séries d'échantillons, types I et II .
La variation des dimensions des éprouvettes a entraîné de légére s
modifications d'un certain nombre de caractéristiques de l ' appareil, en
particulier toutes celles faisant intervenir la surface de contact comme l a
pression ou les dimensions des échantillons comme la vitesse .
Pour chaque type, nous définirons plus loin deux domaines de
vitesse . En effet, des résultats d'une partie de nos essais nous ont amené s
à penser qu'en étendant la gamme des vitesses possibles, nous devrions at -
teindre avec plus de précision certains phénoménes mis en jeu .
Pour les échantillons de type I, c'est â dire pour les essais
réalisés avec des frotteurs métalliques, la surface de la past vaut 9,5cm22
_ . 1alors que l'aire de contact est de I,8cm . Le taux de recouvrement, tel que
l'ont défini M .DESESTRLT et ses collaborateurs I2 , est égal à 1,8/9, 5
soit 19% . Le rayon, équivalent Re , défini précédemment, est de 16mm . La
en contact varie de 0 s 5 à, II Nxmm-2 (éventuel-
jusuq'a 22 Nxmm 2 ) tandis que la gamme de vitesse
16,5 mm.s , a été élargie de façon à atteindr e
pression entre les surfaces
lement, elle peut augmenter
initialement étendue de I, 5
maintenant 50 mm.s

Quant aux échantillons de type II , correspondant aux frotteur s
réalisés en alumine, la surface de la piste vaut 7,5cm2 , l'aire de contact s e_
réduisant à 1,2 cm.2 . Le taux de recouvrement n'est plus que de 16% et le
rayon équivalent Re , nécessaire pour le calcul du coefficient de frot-
tement, de 15,5 mm . Dans ce cas, la pression varie de 0,8 h 17 N .mm-2
(éventuellement à 33 Nxmm-2 ) . La gamme de vitesse, qui 'étendait de 1, 5
à 16 mm.s , atteind maintenant 48,5 mm .s-1
Nous avons regroupé' ces différentes caractéristiques dans le
tableau VI
Surface Aire de Taux de Rc P min P max V min V maxTde la contact recouvre- (mLm) (Nf 2 ) (N . —2 ) (mm .s') (rnni .$ )ipste
2j (cr2) ment
(/° )
1,8 19 16 0,516 ,
9,5 1,5 (5 5C 22 )
75 1,2 16 15,5 o,817 1 ,5 16
(33) ()4 35)
Tableau VI :
Caractéristiques du tribométre
Nous pouvons cependant noter au vu du tableau précédent que le s
différences entre les domaines de vitesse du type I et du type II sont
assez faibles pour pouvoir considérer expérimentalement qu'ils sont confondus .
Enfin, nous devons signaler que la lame , équipée de jauges de
contrainte, nous permet en statique de mesurer un couple de 0,2 Kg x mm ce
qui rcprésente, compte tenu de la valeur moyenne de ceux enregistrés en cour s
d'essai, une précision d'environ 1% .
3 .2 .2 . Possibilités d'utilisation du tribomtre_______________________________________ _
Du fait de la conception de l'appareil, nous sommes maîtres d'un
certain nombre de paramètres que nous pouvons regrouper en trois catégorie s
les paramètres du frottement, les paramètres électrochimiques, enfin les pa-
ramètres métallurgiques .
Nous regroupons dans l'ensemble des paramètres du frottement les
facteurs que nous pouvons imposer . Ils sont en fait au nombre de deux . D'une
Type 1
Type II

part, la vitesse relative de déplacement des surfaces en contact est maintenu e
à une valeur donnée grace à un asservissement au niveau du variateur électro -
nique dans la chaîne cinématique . D'autre part, la pression, imposée initia-
lement entre les surfaces, se conserve en cours d ' essai du fait de l ' huile
comprimée contenue dans la tête .
Au niveau des paramètres électrochimiques outre le fait que nous
pouvons choisir la nature du milieu au sein duquel a lieu l'essai, solution
aqueuse d'acide ou tout autre type de solution, nous avons de plus la possibi-
lité de renouveler le liquide . En effet, le plateau est équipé d'un système
d'évacuation ce qui nous permet d'adapter au besoin une circulation du bai n
en cours d'expérienc e
Cependant, nous pouvons, lors d'essais en milieu aqueux, impose r
la surface de la piste au contact avec la solution un potentiel connu, fixe
ou linéairement dépendant du temps, par rapport â une électrode de référenc e
et mesurer le courant qui circule entre l ' échantillon et une contre-électro-
de de platine .
Les paramètres métallurgiques interviennent au niveau des surface s
intéressées par le frottement . En effet, si la nature métallique ou au moin s
conductrice de la piste est nécessaire pour rendre possibles les mesure s
électrochimiques en milieu aqueux, nous pouvons malgré tout faire varier l e
couple de surfaces et réaliser, par exemple, soit un frottement métal métal ,
soit un frottement métal--cérami que . Dans le premier cas, les deux métau x
peuvent être identiques ou non . Ceci peut alors nous permettre d'étudier
l'influence de la composition chimique d'un métal soumis au frottement, de
sa structure, de traitements de surface appropriés ou d'inhibiteurs lubri-
fiants solides ou liquides .
Enfin nous pouvons signaler une autre possibilité qui peut êtr e
envisagée mais demanderait,pour sa réalisation, une légère adaptation de l'ap-
pareil . Cette éventualité concerne des essais de frottement sous vide ou sou s
atmosphère contrôlée . Jusqu'ici, les résultats obtenus en milieu aqueux
nous semblent assez prometteurs pour que, tout en la mentionnant comme envi-
sageable, nous l'approfondissions pas plus cette possibilité d ' utilisation .

CHAPITRE IV
ETUDE DU COMPORTEMENT EN COURS DE FROTTEMENT DE L'ACIER INOXYDABLE 18 .10
Pour essayer, mettre au point et explorer les possibilités du
tribomtre, nous avons réalisé un certain nombre d ' essais, que nous avons
regroupés et exposés dans ce chapitre .
Ainsi les premiers résultats obtenus nous ont conduits, comme
nous l ' avons ' dé jâ signalé, â modifier un peu les caractéristi q ues de not e
appareil pour mieux les adapter aux phénoménes mis en jeu 13 .
4 .1 . Frottement simple de l ' acier 18 .I0traité ou non .
Nous entendons par frottement simple le cas où l'acier 18 .I0 ,
traité ou non, est soumis à l'action d'un frottement à l'air en l'absence d e
lubrifiant ou d'un quelconque milieu aqueux agressif .
4 .I .I .
22222 22222222
Nous avons en fait procédé à deux séries d ' expériences pour
lesquelles les conditions de frottement variaient différemment •
Au cours de la première série, les surfaces intéressées par le
frottement étaient toutes deux métalliques, les frotteurs constamment e n
acier non traité alors que la piste avait ou non subi un traitement super-
ficiel
Dans ce cas, les essais ont été réalisés â pression constante en
augmentant la vitesse des frotteurs et cela pour toute la gamme de pressions
du tribométre (charge comprise entre IO et 200 kg .) .
Pour la seconde série d ' essais, le frottement avait lieu ave c
une piste métallique, en acier traité eu non, et des frotteurs en alumin e
frittée .
Ici, les essais avaient lieu â vitesse constante (8,5 mm x s -l )
en augmentant la pression entre les surfaces en contact .

15
10
5
0
50
100 150Figure 11 Evolution du coefficient de frottement metal de base-me- tat trait e''
N
...",•40
0.1 .i F (kg),
50
100
150Figure 12 : Evolution du coefficient de frottement metaLceramique

Les mesures de perte de poids ont été associées à cette seconde
série d'expériences sur des pistes ayant ou non subi un traitement superfi-
ciel . Elles correspondent à des essais semblables, c ' est à dire une mane
montée en charge sur des durées globales similaires .
4 .I .2 . Etu22de22du2222~rr-r-rte.coefficient 22 de22 frotmentww-wrr-t e-221
Les résultats des essais de frottement métal sur métal sont re-
groupés dans la figure Il . Ils nous permettent de dire que le coefficient de
frottement dépend beaucoup plus de la pression entre les surfaces en contact
que de la vitesse de déplacement de l'une par rapport à l'autre .
On peut remarquer une certaine similitude de comportement de s
différentes pistes étudiées . En effet, après une forte croissance aux faible s
charges, le coefficient de frottement atteint un maximum, sans qu'il y ait
toutefois grippage, puis décroît beaucoup plus lentement vers une valeur stabl e
qui, atteinte dans le cas de l ' acier non traité, ne l ' est pas tout à fait dans
le cas des deux traitements .
De plus, le domaine de croissance du coefficient de frottement f
est deux fois plus étroit pour l ' acier de base que pour l'acier traité ; dans
les deux cas de traitement, le maximum est atteint pour une charge de 60 kg .
environ alors qu'elle n'est que de 30 kg . pour l'acier non traité .
De même, l'évolution du coefficient de frottement en fonction d e
la vitesse est linéaire dans le cas de l ' acier non traité alors qu ' elle subit
_I pour les éprouvettes traitées .
En ce qui concerne le frottement alumine frittée-métal (fig .I2) ,
les résultats montrent que comme précédemment, le coefficient de frottemen t
se stabilise à une valeur donnée au delà d'une certaine charge, celle-ci
variant suivant le traitement subi par l'acier .
Cependant, si nous constatons ici aussi une forte croissance d u
coefficient de frottement aux faibles charges, nous remarquons par contr e
une nette différence dans la forme des pics et même sa disparition quasi -
totale de celui-ci pour l ' échantillon nitruré .
En comparant les deux séries de résultats, nous voyons que l e
coefficient de frottement est plus élevé pour un couple de surface métal
céramique que pour un couple métal-métal
une rupture de pente aux environs de 8mm x s

V
F
25N
L.: w .
.17....
-i _ :~- ► .,l .1
x
r •~~.Î
-
',4
`~ . ► ` j Via+
. . ,r.
R
- , .,
+~\
Irl
-I'
4
20/u-
surface (microscope a balayage)
coupe (microscope optique )
!anche III Acer 18 .10 non traite aPres frottement a secP

Dans tous les cas, les échantillons traités frottent plus ma l
que l ' acier de base dans les mêmes conditions de vitesse et de pression .
Ceci peut tenir au fait que, d'une part, les traitements choisis sont plu s
des traitements contre l ' usure que des traitements améliorant le frottemen t
et, d'autre part, que les échantillons traités avaient subi avant essai u n
nettoyage aux ultra-sons de façon à les débarrasser de tous les sels sec s
retenus dans les pores de la microcouche dure créée par traitement pouvant
jouer le rôle de lubrifiant .
4 .I .3 . Pertes.M- wde2 w wpoid swwsa A w
Les pertes de poids relevées ici l ' ont été à, la suite d'un essa i
de frottement entre la piste considérée et des frotteurs en alumine . Le cycle
subi était pratiquement le même d ' un échantillon à l'autre
Etant données les différences marquées entre les trois perte s
de poids enregistrées et bien que les cycles subis par chaque type de piste
n ' aient pas été rigoureusement identiques, nous pouvons dire que les micro -
couches dures crées au cours des traitements ont parfaitement joue leur rale .
Nature du traitementMaintien 3 H . Nitruration 3 H Sulfonitrurationâ 5700 C à 570° C 3 H . à 570° C
Perte de poids (en g) 0 .18 0 .08 0 .06
Ainsi, les pertes de poids sont respectivement 2 et 3 fois plu s
faibles pour les aciers nitruré et sulfonitruré et cela malgré un coefficien t
de frottement généralement plus élevé oue pour l ' acier de base .
4 .I .4 . Etude micrographique de l ' acier traité ou non après frottement .www.wwww~rww .rwww_w_ww____w_wwwwwwww.r-ww--.w_.r_wwws-wwwwww
Nous avons utilisé pour cela deux techniques : une étude au micro-
scope optique des coupes des surfaces frottantes et de la couche écrouie, une
étude au microscope électronique à balayage de la surface soumise au frottement .
En ce qui concerne l'acier non traité (Planche III), nous consta-
tons que la surface, généralement striée de rayures fines, est également l e
siège d'arrachements du métal . Les zones alors mises à nu sont très tourmen-
tées et très différentes de la surface .
Nous pouvons voir, de plus, sur les vues en coupe que le méta l
est très perturbé par le frottement sur une profondeur non négligeable .
_32 -

Pour l ' acier nitruré (Planche IV), nous pouvons distinguer à l a
surface deux zones concentriques d'aspects assez différents .
Dans la première zone, où la coloration grise du traitement sub-
siste encore, nous sommes en présence d ' un système de bourrelets tourmenté s
parraléles entre eux et à la direction du mouvement . Sur la vue en coupe cor-
respondante, il existe toujours une zone superficielle mais celle-ci apparaî t
écrasée et déformée sous l ' effet du frottement . Elle est plus compacte que la
couche poreuse initiale mais la matrice n ' a pas subi de déformations notables .
Dans une seconde zone où la piste retrouve un éclat métallique ,
nous retrouvons, comme dans le cas de l ' acier non traité, des arrachements
laissant app araitre une couche sous-jacente tourmentée . Dans ce cas, la vue
en coupe montre que la couche due au traitement s'est nettement amincie et
que, la matrice sous-jacente commence à subir un écrouissage .
Enfin, en ce qui concerne l ' échantillon sulfonitruré (Planche V) ,
les rayures sont beaucoup plus fines que dans les cas précédents . 11 n'exist e
plus de zones où des arrachements ont eu lieu .
De plus, en augmentant fortement le grossissement, nous pouvon s
voir qu'il subsiste de nombreux pores au niveau des rayures . La vue en coup e
montre que la couche poreuse est encore importante et la matrice non perturbé e
La différence d'état des échantillons nitruré et sulfonitruré peut
s'expliquer par le fait que la couche superficielle correspondant au secon d
type d'éprouvettes est beaucoup plus dure que celle correspondant â la ni-
truration .
La microdureté VICES, sous 50 g ., est trois fois plus élevée
en surface qu'à coeur pour un échantillon sulfonitruré et, pour un échantillon
nitruré, deux fois seulement ce qui correspond à une différence de 200 Hv
environ superficiellement .
Ainsi, grâce à sa dureté plus grande, la couche sulfonitruré e
peut ne pas avoir atteint l ' état d ' usure enregistrée par la couche nitrurée .
Ces résultats donnent une idée d'un mécanisme d'action possible
des couches dues au traitement en cours de frottement .
Dans un premier temps, la couche poreuse devient compacte et
elle supporte seule les déformations . Puis, dans un second stade, son ér ais -
seur ayant diminuée par usure, les perturbations se propagent dans la matric e
- 33 _

Figure 13: Courbes de polarisation en cours de frottement t :0 h
Figure 14 : Courbes de polarisation en cours de frottement t :24 h
(mA) non traitenitruresulfonitrur e
.W-- K
4-~-.
10 -
05V
(mV )
1000-500 5 00

sous-jacente et rendent alors possibles les arrachements observés dans l e
cas de l'échantillon nitruré par exemple .
4 .2 . Frottement-corrosion de l'acier traité ou non .
Dans ce cas, le frottement se fait alors que l ' échantillon
est plongé dans l'acide sulfurique normal .
Sur la piste, seule la surface intéressée par le frottemen t
est au contact du milieu acide ce qui nous permet de dire que les valeur s
enregistrées pour les courbes de polarisation concernent bien la superpo-
sition des deux phénomènes imposées à la surface utile de la piste .
Pour les courbes tracées, nous avons porté le courant rapporté' .
à 1c.2, cette aire étant définie à partir de la surface apparente de l a
piste a l'instant initial .
4 .2 .1 . Courbes de polarisation de l'acier traité ou non...................................... .........Ces courbes ont été tracées de manière potentiostatique . Le s
conditions de frottement sont uniformes pour les trois types d'échantillons .
Les h'otteurs se déplacent à la vitesse de 8,5 mm x s-1 tandis que la charge
globale est de 140 kg .
On impose le potentiel VEss de la piste par rapport à 1'61ec-
trode de référence et la mesure est faite lorsque le système est revenu aun état stationnaire, le courant atteint une valeur stable .
Les résultats obtenus ont été regroupés sur la figure 13 .
La superposition du frottement à l'action du milieu agressif pour effet
de remonter les courbes de polarisation vers des intensités plus fortes
qu'au repos .
Cependant, sur le domaine correspondant à la passivation d u
métal au repos, si le courant est multiplié par 50 environ pour l'acier
non traité, le facteur multiplicatif n'est plus que de l'ordre de 3 a 5
lorsque nous considérons l'alliage après traitement superficiel .
Ainsi, l'écart des comportements s'amenuise lorsque le méta l
est soumis simultanément a l'action du frottement . L ' effet destructif du
frottement sur la couche de passivation des échantillons apparaît don c
comme beaucoup plus important pour l'acier non traité que dans les deux
autres cas .
n -
34 -

t
4
!
zone 1zone 2 zone 1
zone 2
Planche IV : Acier 18.10 nitrure apres frottement C-:1 sec

s'
2 5/u
O
surface (microscope à balayage) coupe (microscopes opt 'que)
Planche V : Acier 18 .10 sulfonitrure apres frottement a sec

v
25,u
5 /u
Planche VI . Acier 18 .10 non traite apres f rottement_corrosion

Malgré tout, si nous comparons les trois courbes de polarisation
en cours de frottement, nous voyons une nette différence de comportement .
Si le pic d'agressivité disparaît pour l ' acier non traité, i l
n ' en est pas de même pour les aciers traités . Dans ces deux derniers cas ,
l ' intensité maximale du pic reste du même ordre de grandeur qu'au repo s
mais le potentiel correspondant est nettement décalé vers des valeurs plu s
nobles en cours de frottement ( -100mV pour la nitruration au lieu de -600mV ,
et -200mV au lieu de -600mV pour la sulfonitruration )
Enfin, nous pouvons remarquer que les courbes de polarisation
évoluent parallèlement entre elles vers les potentiels anodiques, l ' acier
non traité conservant une intensité environ deux fois plus faibles que pour
les aciers traités .
4 .2 .2 . Influence du temps de maintien sur les courbes de polarisation en ~i r.w .r w . .w-w w
cours de frottement .
En comparant les courbes des figures I3 et 14, on peut voi r
l ' influence du temps de maintien au contact de l ' acide sulfurique normal .
Nous constatons que les courbes correspondant aux pistes traitée s
se rapprochent l ' une de l'autre d ' une part et de celle de l ' acier de bas e
d'autre part . Comme dans le cas du maintien sans frottement des échantillons ,
l ' effet du traitement sur le comportement électrochimique de l'acier tend
à s'estomper
Ceci est dû à la destruction, aussi bien par corrosion que par
frottement, de la couche superficielle . Cependant, le processus semble ac-
céléré par le frottement, la convergence paraissant plus rapide que lors du
maintien au repos .
4 .2 .3 . Etude micro raphiaue des échantillons agrès frottement-corrosion.w. w .w r-w
Comme dans le cas de l ' étude micrographique des échantillon s
après frottement à sec, nous avons utilisé deux techniques : d'une part ,
un examen de la coupe de la surface frottante au microscope optique, d'autre
part une étude de la surface frottante elle-même au microscope électronique
â balayage .
Dans le cas de l ' acier non traité (Planche VI), nous pouvons
voir une topographie . similaire de celle observée après frottement à sec .

Planche VII : Acier 18.10 nifrur
apres Prot emenf_c,orrosion
5 /u

Ainsi, la surface est généralement très rayée avec des zones localisées où
des arrachements se sont produits .
Contrairement au cas du frottement à sec, les zones rayées son t
constellées de trous assez importants . De même, le fond des arrachements
prend un aspect très différent : les nodules observées précédemment font plac e
à un réseau de cavités généralement parallèles entre elles et à la direction
du mouvement .
Sur les micrographies en coupe de la surface frottante, nous
voyons une zone très écrouie et très déformée, les piqûres se propageant le
long des plis formés lors du frottement ; elles peuvent atteindre des taille s
assez importantes .
Les échantillons traités étudiés ici correspondent au maintie n
au contact de la solution normale d'acide sulfuri que .1
Nous voyons sur les micrographies en coupe de la surface frot-
tante que la couche poreuse due au traitement superficiel a disparu . Seule
subsiste une couche compacte, apparaissant en clair .
Ceci confirme les remarques que nous avionz faites sur l ' évo-
lution des courbes de polarisation au cours du maintien . Les effets de s
traitements de surface sont importants et différents l'un de l'autre princi -
palement au niveau de la couche poreuse qui conférerait à la surface une
réactivité plus grande .
Les vues au microscope à balayage des surfaces des échantillon s
traités mettent en évidence des aspects assez différents de ceux obtenu s
jusqu'ici .
Dans les deux cas de traitements, nous voyons apparaître le réseau
des joints de grains émergeant à la surface, celui-ci étant tout de mgme
plus marqué pour l ' acier nitruré .
Dans ce cas de traitement (Planche VII), nous voyons une orien-
tation générale des bourrelets parallèlement au mouvement . Malgré tout ,
l'aspect de la surface change d'un grain à un autre . En effet, nous voyons
apparaître des plans de glissements paralléles entre eux à l ' intérieur d'un
grain mais dont l'orientation varie d'un grain un autre de façon arbi-
traire par rapport au mouvement . A plus fort grossissement, le relief ap--
parait très important, la détérioration variant toujours suivant le grain .

*b .ki
Piarcre Viii . Acer 1,5_10
fipres Frottemert ..corrL,siGn

L ' aspect général de l'échantillon sulfonitruré (Planche VIII )
montre également une orientation préférentielle des cupules parallèlement
à la direction du mouvement .
Comme dans le cas précédent, la surface est parcourue par u n
réseau de joints de grain un peu moins mar qués cependant . De même, l ' aspect
superficiel varie d'un grain à un autre mais il reste meilleur en général
Ainsi, les plans de glissement ne sont visibles que sur certains grains .
Il est à noter sur les micrographies en coupe, qu'il n ' y a
pratiquement pas de déformation des grains . De plus, elles confirment la
corrosion inter granulaire visible en surface .
Cependant, dans la majorité des cas, cette corrosion aux joint s
de grain reste limitée à la couche claire de surface . Pour expliquer ce
phénomne, nous avons deux possibilités : soit le temps de maintien dan s
l'acide sulfurique n ' a pas été suffisamment long pour que la corrosion s e
poursuive au-delà de la couche de diffusion, soit cette dernière qui corres-
pond à une zone où l'acier est durci, donc à une zone où existent des 616-
ments (azote et carbone) eu interstitiels, a une réactivité beaucoup plu s
grande que la matrice en milieu agressif .
Pour les trois échantillons, les défauts, créés ou non par
frottement, semblent donner naissance à une corrosion localisée assez impor-
tante : pour l'acier non traité, elle se propage le long des replis de la
couche écrouie ; pour les deux échantillons traités, les joints de grains et
les plans de glissement sont mis en évidence en surface .
Cependant, ces résultats nous donnent une idée supplémentair e
sur la façon dont réagissent les couches traitées soumises au frottement .
Pour l ' acier non traité, le métal se déforme fortement alor s
que, dans le cas des alliages traités, les grains de dureté plus élevée ,
accomodent la déformation par création de plans de glissement d'autant plu s
nombreux que la couche est moins dure, la corrosion servant de révélateur
au phénomène .
4 .3 . Etude de la dépassivation sous l ' effet dufrottement de l'acier I8 .I 0
non traité
14

t3 t2 t1
Figure 15 :Etablissement de Iv lorsde la mise en frottement
i I (mA)
v (mm/si10
1 5
Figure 16: Evolution de I v en ronchonde la vitess e
1 2 3v < vA 2 v
05
OAS
I (mA)
10 mm . s16.5 m m. s
_ 1
0.01
10
20
Flgyre 17 : Courbes.retour â l ' état passive après arrêt du frottemen t
mn

4 .3 .1 . node opératoir e
Ces essais ont eu lieu uniquement pour l'acier 18 .10 non traité .
La charge est constante et égale a 50 kg . Nous imposons è'. la surface de la
piste un potentiel nul par rapport à l'électrode de référence .
Nous avons choisi cette valeur car elle correspond, dans le cas
de l'acier au repos, approximativement au centre du palier de .passivation de
façon à être sûrs de favoriser la formation de cette couche passivée .
Le frottement a lieu avec des frotteurs en alumine frittée pour
qu'ils soient électrochimiquement inertes en cours d'essai .
En effet, les courants parasites circulant entre piste et frot-
teurs, lorsque ceux-ci sont métalliques, peuvent atteindre, du fait d'un étatsuperficiel différent, des valeurs du même ordre de grandeur que celle du
courant de passivation .
Le paramètre étudié ici est la vitesse des frotteurs . Pour cela ,
nous enregistrons la valeur du courant jusqu'à ce qu'elle atteigne une valeur
stationnaire, les frotteurs ayant la vitesse v . Puis nous arrêtons le frot-
tement et enregistrons alors la courbe de retour au courant de passivation
14 .3 .2 . Résultats obtenus et discussio n
Nous avons représenté sur la figure 15 la variation moyenne d u
courant en fonction du temps pour différentes vitesses des frotteurs .
Le temps nécessaire a l'établissement de la valeur stationnaire
Iv décroit lorsque la vitesse augmente et la valeur stable a une variatio n
linéaire croissante, tout au moins dans le domaine de vitesses étudié
jusqu'ici (figure 16) .
Il semblerait donc que le temps nécessaire a la formation d'une
couche, ayant un rôle protecteur de l'acier, soit supérieur a l'intervalle
séparant deux passages successifs des frotteurs .
Ainsi quand cet intervalle diminue, c'est a dire quand la vitesse
augmente, la couche protectrice a de moins en moins le temps de se reformer
ce qui se traduit par un courant global croissant .
Cependant, il est vraisemblable nue le courant tende vers un e
valeur limite lorsque la vitesse des frotteurs peut être considérée comme

suffisamment grande devant celle de réformation de la couche passiv e
L'évolution des courbes de retour a l'état passivé, repré-
sentée figure 17, semble confirmer l'hypothèse précédente .
Ces courbes ont en effet toutes une allure exponentielle nais ,
partant d'une valeur de l'intensité croissante avec la vitesse, elles ten-
dent toutes vers une marne valeur I r du courant .
Si nous supposons que ces courbes ont toutes une equation
exponentielle décroissante en fonction du temps ayant une constante de temp s
les valeurs de t, , calculées d'après les courbes enregistrées, sont trè s
voisines les unes des autres : elles sont toutes égales
29,5 +- 1,5 s .
Lorsque nous aurons atteint la valeur limite du courant en cour s
de frottement, c'est à dire lorsque la passivation peut être considérée comm e
négligeable, la courbe retour devrait aussi tendre vers une courbe limit e
correspondant à
un
temps
e
situé .au voisinage de la valeur moyenne précédente .
Or ce temps qui mesure en quelque sorte l'aptitude du matériau
régénérer sa couche de passivation constitue un paramètre important de l a
résistance du métal a l'action corrosive du milieu aqueux dans lequel il
est plongé .

CONCLUSIO N
Nous avons vu dans une première partie de cet exposé qu e
les traitements de diffusion en bain de sels fondus ont une influence plu s
grande sur les aciers contenant du chrome que sur ceux contenant du nickel .
Ainsi, au point de vue du durcissement superficiel dû aux trai-
tements, celui-ci est beaucoup plus important et atteint une profondeur u n
peu plus grande lorsque l'alliage contient du chrome .
Cependant, l'influence néfaste sur le comportement en milieu
acide des traitements est plus marquée pour les aciers au chrome que pour
les aciers au nickel .
Malgré tout, les aciers au chrome conservent un meilleur com-
portement au contact du milieu agressif, même après traitement en bain d e
sels fondus, grâce a une susceptibilité plus grande â la passivation que le s
aciers au nickel .
A l'issue de cette série d'essais, nous avons conservé la nuanc e
ayant le meilleur comportement dans l'acide sulfurique normal, traitée o u
non, pour essayer et mettre au point notre appareillage, c'est â dire pour
entamer des essais de frottement â sec et de frottement-corrosion .
En effet, l'acier 18 .I0 est une nuance qui, tout en conservant
la vitesse de corrosion la plus faible, subit du fait des traitements de sur -
face un durcissement superficiel des plus importants .
En frottement â sec, les divers échantillons étudiés ont montr é
que les couches superficielles très dures permettent d ' obtenir une usure
beaucoup plus faible bien que le coefficient de frottement ne soit pas amélior é
par les traitements lorsque les éprouvettes ont subi un nettoyage aux ultra -
sons avant essai .
De plus la surface est d ' autant moins détériorée que la duret é
de la couche superficielle est plus grande, ceci allant dans le même sen s
que la perte de poids des échantillons .
Fr frottement-corrosion, c ' est
dire au contact de l'acide '
sulfurique, nous constatons que les écarts entre les courbes de polarisation ,
obtenues sur les échantillons traités ou non, sont moins marqués qu ' au repos

d'une part et que, d'autre part, les courbes relatives aux deux traitement s
sont très voisines l'une de l'autre .
Ainsi, tout se passe comme si l'action du frottement étai t
prépondérante devant tous les autres paramètres, en particulier devant l'inca
fluence néfaste des traitements superficiels sur le comportement en milie u
agressif .
Cependant, nous pouvons trouver un début d'explication
ce
phénomène dans les résultats des essais sur la dépassivation de l'acier no n
traité du fait du frottement .
La cinétique de reformation de la couche passivée, protectric e
du métal, paraît assez lente pour que celle-ci ne se reforme pas totalemen t
entre deux passages successifs des frotteurs mis, que, dans le domaine d e
vitesses exploré jusqu'ici, elle se régénère suffisamment vite pour en pa s
être négligeable .
Ainsi, en plus d'une différence de nature, une différence d e
cinétique dans 10,reconstruction des couches passivées peut expliquer le s
écarts moins nets entre les courbes de polarisation des divers types d'échan -
tillons en cours de frottement qu'au repos .
L'ensemble des résultats que nous avons présenté ici ne cons -
tituent en fait qu'un début d'exploration des possibilités du tribom:ètre que
nous avons réalisé .
Ils nous ont amené a modifier légèrement les caractéristique s
de l'appareil, en particulier *à élargir le domaine de vitesses .
De plus, ils ont ouvert la voie a des modifications plus ira+
portantes comme la miniaturisation des éprouvettes ou l'adaptation d'un e
contre-électrode tournante solidaire de la tête pour essayer d'atteindre l a
répartition angulaire du courant, en fonction de la distance du point d e
mesure a l'un des frotteurs .
Ceci devrait nous permettre une compréhension plus approfondi e
des mécanismes mis 'en jeu et de l'importance relative des divers paramètres ,
en particulier en ce qui concerne les essais en cours de frottement au sein
de la solution d'acide .

BIBLIOGRAPHI E
-------------------------
F.P .BOWDEN, D .TABOR : Oxford Press 195 3
2
J .C .GREGORY : Métal forming Aoti''t-Sept-Oct . 1968
3
E .MITCIJELL, C .DAWES : Métal treatment, Janvier 1964, 31, 3
R .COURTEL, H .BUCKLE, F .SEBILLEAU : C .R . Ac .Sc . 22 .02 .54, 288, 873-87 5
5
H .BUCKLE : Etude de 1'0 .N .E .R .A ., pire' des matériaux, 20 Mars 195 3
R .DESBRANDES : I .F .P . déc . 59, vol . 14, 12, 1713-1762
7
Ch . BUCKLE, R .COURTEL, R .DESBRANDES, L .PONS : C .R .Ac .Sc . 30-09 57 ;2461120-112 1
N .COLLARI, P .VIRDIS : La Metallurgica Italiana 1957, 49 (3), 159
9
R .W . CAHN : letter to Metal Treatment, Juin 1964,
234
10
Y de VILLEMEUR : Métaux, Avril 1958, 171
A .PESCHAR : Metalen, 1963, Y, 98
12
A .DESESTRET, H .SPAHN, H .WAGNER : Corrosion Oct . 197 1
13
D .BOUTARD, J .CHENE, J .GALLAND : 5ème Congrès Européen de la corrosion ,Sept .7 3
14
D .BOUTARD, J .CHENE, J .GALLAND, P .AZOU, P .BASTIEN : C .R .Ac .Sc . à paraître .